Bohumil med teoria da música - blog - conhecimentovaleouro.blogspot.com by @viniciusf666
Upload
abner-cesar-santos-bezerraCategory
view
135download
9

PrinCIpiasdeTecnologiadeAlimentos

altanir jaime 9avaEng? Agr? com "Master of Science" em Ciência dos Alimentos. Professor Assistente doDepto. de Tecnologia de Alimentos da Univ. Fed. Rural do Rio de Janeiro e Gerente de Projetos da Divisão de Pesquisas e Desenvolvimento da Coca-Cola Indústrias Ltda.
Princípios de Tecnologiade Alimentos
la edição8a reimpressão
1998
•

Nenhuma parte desta obra poderá ser reproduzida, copiada, transcrita ou mesmo transmitida por meioseletrônicos ou gravaçôes sem a permissão, por escrito, do edilOr. Os infralOres serão punidos pela Lei n°5.988, de 14 de dezembro de 1973, artigos 122-130.
G242p
84-0762
© 1977 Allanir Jaime Gava
Direitos desta edição reservados àLivraria obel S.A.
Rua da Balsa, 559 - 02910-000 - São Paulo, SPFone: (O 11) 876-2822 - Fax: (876-6988
e-mai!: [email protected]
Capa: José Maury de Barros (folo do autor)II/Ipresslio: Associação Palas Athena
Dados Internacionais de Catalogação na Publicação (CIP)(Câmara Brasileira do Livro, SP, Brasil)
Gava, Allanir Jaime, 1941-Princípios de tecnologia de alimentos I Allanir Jaime Gava.
- São Paulo: Nobel, 1984.
BibliografiaISBN 85-213-0132-4I. Alimentos - Industria e comércio 2. Alimentos -Indústria
e comércio - Brasil!. Título.
CDD-664- 664.00981
Índices para catálogo sistemático:
I. Alimentos: Tecnologia 6642. Brasil: Indústria alimentícia 664.009813. Brasil: Tecnologia de alimentos 664.009814. Indústria alimentícia 6645. Tecnologia de alimentos 664
É PROIBIDA A REPRODUÇÃO
Impresso no Brasil! Prillled in Brazil

..-
DEDICATORIA
Aos meus pais eMaria Inês, querida esposa

'"PREFACIO
A área de Ciência e Tecnologia de Alimentos é de natureza tipicamente multidisciplinar, envolvendo um número elevado de profissionais, tanto de nível superiorcomo de nível médio, que trabalham desde a produção agrícola, industrializaçãoaté o consumo de alimentos. e uma área com muitas especialidades e em francodesenvolvimento no nosso País. A intenção em lançar o livro "Princípios de Tecnologia de Alimentos" prende-se ao fato de não haver nada similar, escrito em português, no Brasil. O objetivo principal é mostrar aos ifÚciantes no assunto, de modosimples, as complexas, fascinantes e íntimas relações entre as propriedades damatéria-prima e os métodos de manuseio e processamento de um ilimitado númerode produtos alimentícios.
O roteiro do livro segue fundamentalmente uma apostilã que preparei em1971 e atualizada em 1975, para servir de guia nas aulas das disciplinas "Princípiosde Conservação de Alimentos" e "Conservação de Alimentos pelo Calor e Frio",que leciono no Departamento de Tecnologia de Alimentos da Universidade FederalRural do Rio de Janeiro.
Os primeiros capítulos são destinados a uma rápida revisão dos conhecimentos fundamentais, como importância da tecnologia de alimentos, princípiosde nutrição, causas de alterações dos alimentos com ênfase na microbiológica,limpeza e sanitização na indústria alimentícia, bem como descrição dos váriostipos de embalagens. Depois, são expostos os vários métodos de conservação dealimentos, classificados naqueles que usam o calor, frio, açúcar, fermentações,aditivos, radiações iOfÚzantes e outros métodos. Devido a sua maior importância,foi dado destaque especial aos métodos que utilizam o calor como a apertização,secagem e concentração.

A idéia básica foi reunir a infonnação técnica disponível no cenário brasileiro e internacional, de uma maneira simples, encadeando os vários capítulos,de modo que pudesse ser facilmente absorvida por qualquer pessoa interessadano assunto. Espero, assim, que a obra possa ser de real utilidade para estudantese profissionais na área de ciência e tecnologia de alimentos.
Antes de terminar, quero expressar meus agradecimentos àqueles cuja cola·boração tomou possível a publicação do livro.
Primeiramente, agradeço aos meus orientadores - Prof. Paulo C. Pereira,Prof. Fausto A. Cai e Dr. Roberto Resende - pela contribuição e estímulo recebidos ao longo dos anos.
Aos estudantes e colegas do Departamento de Tecnologia de Alimentos,especialmente aos Professores Carlos Alberto B. da Silva, Paschoal C. Robbs eJoão Paulo Cava, muito obrigado pelas sugestões recebidas e incentivo prestado.
O autor agradece também toda a colaboração recebida da UniversidadeFederal Rural do Rio de Janeiro, do Instituto de Tecnologia de Alimentos deCampinas, e das indústrias que permitiram a reprodução de fotografias e materialilustrativo.
ALTANIR JAIME CAVA

INDICE
I. ASPECTOS GENÉRICOS DA TECNOLOGIA DE ALIMENTOS. . . . . . 131. Introdução. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132. Importância da Tecnologia de Alimentos. . . . . . . . . . . . . . . . . . . . . 143. Aspectos nutritivos dos alimentos. . . . . . . . . . . . . . . . . . . . . . . . . . 164. Matéria-prima. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325. Tipos de indústrias alimentícias. . . . . . . . . . . . . . . . . . . . . . . . . . . . 336. Operações que podem ser utilizadas na Tecnologia de Alimentos. . . 367. A industrialização como fator de promoção da Agricultura. . . . . . . 37
Bibliografia '" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 458. A indústria de alimentos no Brasil. . . . . . . . . . . . . . . . . . . . . . . . . . 46
Bibliografia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 499. Aceitabilidade e fatores de qualidade dos alimentos. . . . . . . . . . . . . 50
10. Causas das alterações de alimentos. . . . . . . . . . . . . . . . . . . . . . . . . . 50
11. MICROBIOLOGIA DE ALIMENTOS . . . . . . . . . . . . . . . . . . . . . . . . . . 571. Decomposição dos alimentos por microorganismos. . . . . . . . . . . . . 572. Curva de crescimento dos microrganismos. . . . . . . . . . . . . . . . . . . . 573. Fatores que regulam o crescimento dos microrganismos. . . . . . . . . . 604. Microrganismos mais importantes na Tecnologia de Alimentos. . . . 67
Bibliografia 74
m. ENVENENAMENTO DE ORIGEM ALIMENTAR. . . . . . . . . . . . . . . . . 771. Envenenamento produzido pela ingestão de substâncias tóxicas ... 772. Doenças ocasionadas por microrganismos que usam o alimento
como meio de transmissão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 783. Doenças ocasionadas por microrganismos que usam o alimento
como meio de crescimento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 793.1. Intoxicações alimentares. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 793.2. Infecções alimentares. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81Bibliografia .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82

IV. LIMPEZA E SANITIZAÇÃO NA INDÚSTRIA ALIMENTICIA . . . . . . 831. Pré-lavagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 842. Limpeza com detergentes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 853. Nova lavagem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 904. Sanitização 90
Bibliografia . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
V. ENZIMAS 951. Introdução. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 952. Classificação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 973. Enzimas na tecnologia de alimentos. . . . . . . . . . . . . . . . . . . . . . . . . 98
Bibliografia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 104
VI. EMBALAGENS PARA ALIMENTOS. 1051. A lata como material de embalagem. . . . . . . . . . . . . . . . . . . . . . . .. 1062. O vidro como material de embalagem. . . . . . . . . . . . . . . . . . . . . . .. 1183. Embalagens flexíveis para alimentos. . . . . . . . . . . . . . . . . . . . . . . .. 120
Bibliografia 127
VII. MÉTODOS DE CONSERVAÇÃO DE ALIMENTOS '. . . .. 1291. Conservação de Alimentos pelo uso do calor. . . . . . . . . . . . . . . . .. 130
1.1. Apertização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1321.1.1. Histórico 1321.1.2. Produção mundial. . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1331.1.3. Processamento térmico . . . . . . . . . . . . . . . . . . . . . . . .. 1341.1.4. Recipientes para produtos apertizados. . . . . . . . . . . . .. 1351.1.5. Resistência dos microrganismos ao calor. . . . . . . . . . .. 1351.1.6. Ordem de destruição da bactéria submetida ao calor
úmido. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ... . .. 1391.1.7. Penetração de calor. . . . . . . . . . . . . . . . . . . . . . . . . . .. 1451.1.8. Determinação do tratamento térmico. . . . . . . . . . . . .. 1471.1.9. Avaliação de um processo térmico. . . . . . . . . . . . . . . . . 149
1.1.10. Processamento de frutas e hortaliças apertizadas . . . . .. 1531.1.11. Tratamento térmico de produtos apertizados .. 1591.1.12. Alterações dos alimentos apertizados. . . . . . . . . . . . . .. 1761.1.13. Influência da apertização na qualidade do alimento. . .. 1771.1.14. Controle de qualidade de produtos apertizados . . . . . .. 178
Bibliografia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1811.2. Secagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 183
1.2.1. Confronto entre secagem natural e desidratação. . . . .. 1831.2.2. Secagem natural. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1841.2.3. Desidratação ' . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1851.2.4. Instantaneização . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1951.2.5. LiofJ.lização. '.' . . . . . . . .. 197

1.2.6. Alterações provocadas pela desidratação. . . . . . . . . . .. 2001.2.7. Influência da desidratação sobre os microrganismos e
enzimas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 200Bibliografia.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2011.3. Concentração. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 202
1.3.1. Alterações ocasionadas pela evaporação . .. 2031.3.2. Evaporação a vácuo. . . . . . . . . . . . . . . . . . . . . . . . . . .. 2031.3.3. Evaporação simples e de múltiplo efeito. . . . . . . . . . .. 2041.3.4. Transmissão de calor nos evaporadores . . . . . . . . . . . .. 2061.3.5. Pré-aquecimento de alimentação e recompressão de
vapor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2081.3.6. Tipos de evaporadores . . . . . . . . . . . . . . . . . . . . . . . . .. 209
Bibliografia 2172. Conservação de Alimentos pelo uso do frio. . . . . . . . . . . . . . . . . .. 217
2.1. Instalações mecânicas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2182.2. Substâncias refrigerantes 2202.3. Refrigeração. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2212.4. Congelação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2242.5. Necessidades de energia para congelação. . . . . . . . . . . . . . . . .. 2282.6. Embalagem dos alimentos na congelação. . . . . . . . . . . . . . . . .. 2292.7. Associação de outras técnicas de conservação à congelação. . .. 2292.8. Influência da congelação sobre os microrganismos e enzimas. .. 2302.9. Influência da congelação sobre o valor nutritivo dos alimentos. 230
2.10. Alterações durante a congelação-descongelação. . . . . . . . . . . .. 231Bibliografia . . . . . . . . . . . .. 231
3. Conservação de Alimentos pelo uso do açúcar. . . . . . . . . . . . . . . . . 2323.1. Geléia ...•........................................ 2333.2. Doce em massa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2403.3. Fruta em conserva '.' . . . . . . . . . . . . . . . . . .. 2403.4. Fruta cristalizada e glaceada . . . . . . . . . . . . . . . . . . . . . . . . . .. 241Bibliografia .. 241
4. Conservação de Alimentos por fennentações . . . . . . . . . . . . . . . . .. 2424.1. Os microrganismos como seres vivos. . . . . . . . . . . . . . . . . . . .. 2434.2. Controle das fermentações. . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2444.3. Fermentação alcoólica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2464.4. Fermentação acética . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2474.5. Fermentação lática . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 249
·4.5.1.picles 2504.5.2. chucrutes .. 2514.5.3. azeitonas , 252
Bibliografia 2525. Conservação de Alimentos pelo uso de aditivos. . . . . . . . . . . . . . .. 253
5.1. Legislação brasileira .... . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2545.2. Corantes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 257

5.3. Aromatizantes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2585.4. Conservadores. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2615.5. Antioxidantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2635.6. Estabilizantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2675.7. Espessantes 2685.8. Edulcorantes " 2685.9. Umectantes 269
5.10. Antiumectantes 2695.11. Acidulantes 269Bibliografia • . . . . • . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 270
6. Conservação de Alimentos pelo uso de irradiação. . . . . . . . . . . . . .. 2716.1. Radiações. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. ... .. 2716.2. Radiações ionizantes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2726.3. Unidades de radiação ....•........................... 2736.4. Radiações ionizantes na conservação de alimentos. . . . . . . . . . 2736.5. Mecanismo de ação das radiações. . . . . . . . . . . . . . . . . . . . . . .. 2746.6. Influência das radiações sobre os microrganismos, enzimas e
valor nutritivo dos alimentos. . . . . . . . . . . . . . . . . . . . . . . . . .. 275Bibliografia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 277
7. Conservação de Alimentos por outros métodos. . . . . . . . . . . . . . .. 2787.1. Osmose reversa " ...•............... 2787.2. Conservação pelo sal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2807.3. Defumação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2817.4. Métodos mistos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 283Bibliografia 283

aspectos genéncosda tecnologia de alimentos
I
1 - INTRODUÇÃO
A Sociedade Brasileira de Ciência e Tecnologia de Alimentos defmeTecnologia de Alimentos como sendo a aplicação de métodos e da técnica parao preparo, armazenamento, processamento, controle, embalagem, distribuição eutilização dos alimentos.
Outros a defmem como sendo aquela que estuda a aplicação da Ciênciae da Engenharia na produção, processamento, embalagem, distribuição e utilizaçãodos alimentos.
A Ciência dos Alimentos inclui o estudo das características físicas e químicasdos alimentos. A Tecnologia de Alimentos inclui a seqüência de operações desdea seleção da matéria-prima até o processamento, preservação e distribuição. Ocientista de alimentos deve compreender não somente o processamento e oarmazenamento dos alimentos, mas também deve conhecer a produção agrícolae as necessidades do consumidor. O campo da ciência de alimentos não é novo.Entretanto, ele tem recebido novas dimensões com a migração da população ruralpara a zona urbana. A matéria-prima tem que ser transformada em alimentosestáveis, que são facilmente armazenados e transportados, e que estão muitasvezes prontos para consumo, quando adquiridos. Assim, a ciência e tecnologia dealimentos tem-se desenvolvido como uma importante ciência aplicada (1).
Para o futuro, a Tecnologia de Alimentos deverá orientar-se segundo duasdireções: por um lado haverá o início, a continuação ou o incremento da produçãode alimentos mais sofisticados, mais nutritivos, mais convenientes e mais atrativos,que já existem em países desenvolvidos, compreendendo uma série de alimentosque só poderão ser adquiridos por pessoas de bom poder aquisitivo; por outro lado,o desenvolvimento dos processos tecnológicos se orientará para o aproveitamentode subprodutos e para a produção de alimentos mais nutritivos, que sejamoferecidos a baixo preço e possam ser utilizados por grande parte da populaçãomundial, hoje carente de alimelt.vs.

14
2 - IMPORTÂNCIA DA TECNOLOGIA DE ALIMENTOS
ALTANIR JAIME GAVA
A industrialização dos produtos agropecuários pode contribuir consideravelmente na melhoria da dieta de um país e do estado nutricional dos seushabitantes. A amplitude dessa contribuição depende de diversos fatores, como aexistência de uma agricultura desenvolvida que possa receber uma tecnologiaavançada e do nível econômico e poder aquisitivo da população.
A tecnologia alin1entar é o vínculo entre a produção e o consumo dosalin1entos e se ocupa de sua adequada manipulação, elaboração, preservação,armazenamento e comercialização. Para que possa alcançar um bom rendimento,deve a tecnologia de alin1entos estar intimamente associada aos métodos e progressos da produção agrícola de um lado, e aos princípios e práticas da nutriçãohumana, do outro lado.
Há ainda quem duvide da utilidade de incluir na dieta produtos alimentíciosindustrializados porque a elaboração pode destruir, em pequena proporção, osnutrientes. Nos últimos tempos tem-se conseguido reduzir consideravelmenteessas perdas pelo uso de técnicas aperfeiçoadas. Por outro lado, a utilização emgrande escala de alimentos elaborados proporciona uma boa oportunidade paraaumentar o valor nutritivo de certos alimentos de consumo, com determinadosnutrientes (proteínas, vitaminas, ferro, cálcio, etc.), que são deficientes no produtonatural. Essa complementação nutricional é praticamente impossível de ser realizada no produto em estado natural.
A utilização de alin1entos prontos e semiprontos é importante nos paísesonde é cada vez mais necessário o trabalho da mulher fora das atividadesdomésticas.
Por um outro ângulo, a tecnologia de alin1entos tem importância para ospaíses em desenvolvimento ou desenvolvidos porque, reduzindo as perdas dosalin1entos, aumentará a sua disponibilidade.
Apesar das dificuldades de avaliar as perdas de alimentos, sabe-se que grandeparte dos alin1entos dos países de baixa renda é perdida no campo, no processamento ou na distribuição. Acredita-se que as perdas de alimentos são de 40% na América Latina e 30% na África. Estima-se que, se metade das perdas de alin1entos noarmazenamento fosse evitada ter-se-iam calorias suficientes para satisfazer a dietade 500.000 pessoas (3).
Com a utilização da indústria de alin1entos consegue-se um fornecimento maisuniforme de alin1entos durante todo o ano. Com a tendência da concentraçãoda população nas cidades, toma-se necessário colocar à sua disposição produtosalin1entícios elaborados e orientá-la em matéria de nutrição.
Os alin1entos elaborados e os alin1entos mais nutritivos virão fornecer àdieta novos produtos particularmente ricos em determinados nutrientes, com opropósito de compensar certas deficiências nutricionais específicas.
Resumindo, poderemos dizer que, considerando o crescimento explosivoda população da terra, as extensões territoriais, com grandes diferenças na capacidade produtiva, as diferenças no adiantamento técnico dos povos e, o que é

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 15
mais importante, a grande perecibilidade dos produtos agropecuários, a conclusãoa tirar é que os povos precisam dedicar grande atenção à ciência e à técnica dapreservação de produtos alimentícios, a fIm de que possam sobreviver.
Segundo ainda a opinião de especialistas da FAO, para cada aumento de100 milhões de indivíduos, seria necessário um aumento de produção de cercade 13 milhões de toneladas de cereais e 14 milhões de toneladas de produtospecuários.
Graças à racionalização das técnicas agropecuárias, a produção de alimentostem aumentado em certos países. Porém, em outros países, os níveis de produçãosão inferiores aos do crescimento demográfIco. Para resolver os problemas da fomeserá, portanto, necessário que se produzam mais alimentos e que sua distribuiçãose processe mais regularmente por toda a extensão terrestre.
O papel da ciência e da tecnolocia de alimentos é o de corrigir tais deficiências e, para tal, deve utilizar os conhecimentos propiciados pelas diversas ciênciascorrelatas. Pode-se dizer, de um modo geral, que o vasto e complexo campo daciêncía e tecnologia de alimentos está alicerçado em quatro áreas fundamentais:Nutrição, Química, Biologia e Engenharia.
Nutrição - A Nutrição, como uma das áreas que servem de base à tecnologiados alimentos, tem por fim pesquisar as necessidades básicas em nutrientes paracada pessoa, bem como oferecer ao povo conhecimentos básicos dos princípiosde nutrição indispensáveis à manutenção da saúde.
Química - A Química Orgânica, a Inorgânica, a Analítica e a Bioquímicaconstituem os fundamentos da tecnologia de alimentos. Ainda poderá aqui serincluída a Físico-Química, relacionando os fatores físicos que afetam asestruturas químicas. A Química Analítica e a Bioquímica têm por tarefa acompanhar e, tanto quanto possível, controlar todas as transformações que ocorremdesde a colheita e armazenamento da matéria-prima até as fases do processamentoe armazenamento dos produtos. Durante a colheita e armazenamento da matériaprima, nas fases da industrialização e mesmo nos produtos já embalados, as reaçõesquímicas se processam mais ou menos intensamente. É preciso, pois, conhecer astransformações que se processam e procurar controlá-las para manutenção daqualidade dos produtos.
Biologia - A fInalidade deste campo é fornecer uma matéria-prima sadia,principalmente, com grande rendimento e apropriada para a industrialização.Neste particular, a Genética e o Melhoramento de Plantas e Animais desempenhampapel de relevo quando entrosados com as ciências tecnológicas. Deve aqui sermencionada a Microbiologia, de grande importância dentro da Tecnologia deAlimentos. Ela proporciona métodos para o controle dos microrganismos desejáveis e para a eliminação daqueles que produzem a deterioração de alimentos.
Engenharia - Os conhecimentos das operações unitárias e princípios deEngenharia (transferência de calor, de massa, fIltração, centrifugação, refrigeração,desidratação, destilação, etc.) são necessários ao tecnologista de alimentos para quepossa compreender as fases do processamento da matéria-prima.

3.2 - Dieta
O valor energético dos alírnentos é medido em unidades do calor chamadasde calorias. Uma caloria é a quantidade de calor necessária para elevar a temperatura
Os alimentos possuem a fmalidade de fornecer ao corpo humano a energiae o material destinados à formação e à manutenção dos tecidos, ao mesmotempo que regulam o funcionamento dos órgãos. Ou, em outras palavras, conformea FAO (10), o corpo necessita de energia fornecida pelos alimentos para o metabolismo de descanso (resting metabolism), síntese de tecidos (crescimento, manutenção, gravidez, lactação), atividades físicas, processos de excreção e para manter umbalanço térmico (também para stress fisiológico e psicológico).
Quimicamente, os alimentos são constituídos principalmente de carbono,Iúdrogênio, oxigênio e nitrogênio, porém quantidades menores de outros elementossão geralmente encontradas.
Quando nos referimos ao valor nutritivo dos alimentos, não os estamosrelacionando com respeito à sua composição química, mas sim, com os componentes que classificamos como nutrientes, conhecidos como hidratos de carbono,proteínas, gorduras, vitaminas, sais minerais e água.
De um modo geral, podemos afumar que os tecidos vegetais são sistemasaquosos de proteínas, Iúdratos de carbono e gorduras. Dissolvidas na fase aquosaencontramos as substâncias solúveis na água, como Iúdratos de carbono, algunsácidos graxos, sais minerais, vitaminas, pigmentos, etc. As proteínas se mantêmnum estado coloidal enquanto que as gorduras estão num estado de emulsão.Dissolvidos nas gorduras encontramos alguns pigmentos, componentes fisiologicamente ativos, vitaminas lipossolúveis, etc.
A composição química de um alimento é descrita geralmente em termos doseu conteúdo em percentagem de Iúdratos de carbono, proteínas, gorduras, cinzas(sais minerais) e água.
A composição dos alimentos vegetais e animais é que vai interessardiretamente na sua conservação.
Os tecidos vegetais são ricos, geralmente, em Iúdratos de carbono, enquantoque os animais o são em proteínas. Os cereais caracterizam-se por serem fontesde Iúdratos de carbono, se bem que contenham gorduras, proteínas (de baixaqualidade), vitaminas e sais minerais. As hortaliças e frutas caracterizam-se comofontes de vitaminas e sais minerais.
A composição dos alimentos é bastante variável de espécie para espécie, comopoderemos ver na tabela 1.
ALTANIR JAIME GAVA
3.1 - Alimentos
3 - ASPECTOS NUTRITIVOS DOS ALIMENTOS
16

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 17
de um grama de água em um grau centígrado (de 14,5° para 15,5° C). Umaquilocaloria (Kcal) ou Cal (com C maiúsculo) é equivalente a 103 calorias (peque-nas) e é comumente utilizada para expressar os valores energéticos dos alimentosExiste uma tendência atual para expressar a energia dos alimentos em calorias(c minúsculo), mas, quando isso acontecer, sabemos que a unidade correta é Kcalou Calorias.
Tabela 1 - Composição de alguns alimentos em percentagem da parte comes-tível (9)
Alimentos Hidr. de C. Proteínas Gorduras Cinzas Água
CereaisFarinha de trigo 73,9 10,5 1,9 1,7 12Arroz moído 78,9 6,7 0,7 0,7 13Milho (grão inteiro) 72,9 9,5 4,3 1,3 12
Raizes e Tubérculos
Batata inglesa 18,9 2,0 0,1 1,0 78Batata doce 27,3 1,3 0,4 1,0 70
Hortaliças
Cenoura 9,1 1,1 0,2 1,0 88,6Rabanete 4,2 1,1 0,1 0,9 93,7Aspargo 4,1 2,1 0,2 0,7 92,9Feijão de vagem verde 7,6 2,4 0,2 0,7 89,1Ervilha 17,0 6,7 0,4 0,9 75,0Alface 2,8 1,3 0,2 0,9 94,8
Frutas
Banana 24,0 1,3 0,4 0,8 73,5Laranja 11,3 0,9 0,2 0,5 87,1Maçã 15,0 0,3 0,4 0,3 84,0Morango 8,3 0,8 0,5 0,5 89,9Melão 6,0 0,6 0,2 0,4 92,8
Carnes
Carne bovina 17,5 22,0 0,9 60,0Carne de porco 11,9 45,0 0,6 42,0Carne de galinha 20,2- 12,6 1,0 66,0Peixe (sem gordura) 16,4 0,5 1,3 81,8
Latic{nios
Leite 5,0 3,5 3,0 0,7 87,8Queijo 5,0 15,0 7,0 3,0 70,0
Ovos 11,8 11,0 11,7 65,5

~
(Xl
Tabela 2 - Necessidades dijrias recomendadas pela Comissão de Nutrição da Associação Médica Inglesa (21)
IodoCalorias Proteína Cálcio Ferro Vit. A Vit. D Vit. B1 Ribofiavina Niacina micro- Vit. C
gramas gramas mg V.1. V.I mg mg mg grama mg
Crianças - anos0- 1 1.000 37 1.0 6.5 3.000 800 004 0.6 4 150 10
2 - 6 1.500 56 1.0 7.7 3.000 400 0.6 0.9 6 150 15
7 - 10 2.000 74 1.0 10.5 3.000 400 0.8 1.2 8 150 20
11 - 14 2.750 102 1.3 13.5 3.000 400 1.1 1.6 11 150 30
Rapazes 15 - 19 3.500 130 IA 15.0 5.000 . 400 IA 2.1 14 150 30
Moças 15 - 19 2.500 93 1.1 15.0 5.000 400 1.0 1.5 10 150 30
HomemSedentário 2.250 66 0.8 12.0 5.000 - 0.9 IA 9 100 20
Trabalho médio 3.000 87 0.8 12.0 5.000 - 1.2 1.8 12 100 20
Trabalho pesado 4.250 124 0.8 12.0 5.000 - 1.7 2.6 17 100 20
MulherSedentária 2.000 58 0.8 12.0 5.000 - 0.8 1.2 8 100 20 »Trabalho médio 2.500 73 0.8 12.0 5.000 1.0 1.5 10 100 20
r- -t»Trabalho pesado 3.750 109 0.8 12.0 5.000 - 1.5 2.2 15 100 20 z
:xlGestante 2.500 93 1.8 12.0 6.000 400 1.0 1.5 10 150 40 <...»Lactente 3.000 111 2.0 15.0 8.000 800 IA 2.1 14 150 50 ~
mGl»<»

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 19
As necessidades de calorias (Cal) variam conforme o sexo, idade, condiçõesclimáticas e o grau de atividade física. Segundo a FAO ("Food and AgricultureOrganization"), um homem de 65 quilos e uma mulher de 55 quilos que levamuma vida salutar, com idade entre 20 e 30 anos, vivendo num clima de temperaturamédia de 10° C, necessitam por dia de 3.200 Cal (homem) e 2.300 Cal (mulher).
As necessidades diárias de nutrientes recomendadas pela Comissão de Nutri·ção da Associação Médica Inglesa estão evidenciadas na tabela 2. As quantidadesdiárias recomendadas pela Academia Nacional de Ciências dos EUA ("Food andNutrition Board - National Academy of Sciences - National Research Council")são semelhantes e encontram-se na referência bibliográfica (l9).
Os valores energéticos dos alimentos podem ser encontrados em tabelas decomposição dos alimentos. Alguns exemplos são dados na tabela 3.
Tabela 3 - Valores energéticos de alguns alimentos
Alimento Calorias por 100 g
Farinha de trigo (branca) 360
Batata inglesa 70
Açúcar 390
Leite 65
Manteiga noMaçã 56
Repolho 17
O valor energético dos alimentos é normalmente estimado pela suacombustão, em um calorímetro, dando assim a energia total. No entanto, o queinteressa é a energia metabolizável pelo organismo.
Os nutrientes capazes de fornecer energia para o homem e animais são oscarboidratos, gorduras e proteínas. Os carboidratos e as gorduras, por terem umacombustão bioquímica completa, posSuem uma energia metabolizável igual àenergia total. Já as proteínas não sofrem oxidação completa no organismo, uma vezque diferentes compostos nitrogenados são excretados na urina como produto fmaldo metabolismo das proteínas (uréia, ácido úrico, ácido hipúrico, etc.) (22).
A tabela 4 mostra os valores obtidos dos três nutrientes energéticos.

20
Tabela 4 - Energia total e metabolizável de nutrientes
ALTANIR JAIME GAVA
Nutriente
GorduraCarboidratoProteína
Energia totalkcal/g
945,7
Energia metabolizáve!kcal/g
944
Os carboidratos (mono ou polissacarídeos) desempenham papel importantecomo fontes de energia, armazenadores de energia e unidades estruturais das células.Constituem a mais importante fonte energética, por causa do seu alto consumo.O amido, a sacarose e a lactose contribuem com 85% do total de carboidratosdos alimentos.
As gorduras, aqui representadas por todos os triglicerídeos (óleos e gorduras),fazem parte juntamente com outros componentes especiais, dos chamados lipídeos.Certos lipídeos são utilizados pelo organismo como fontes de energia e outrossão componentes estruturais das células. Os triglicerídeos representam para aeconomia celular uma reserva imediata de energia como as gorduras (tecidoadiposo) em células animais e óleos nas sementes oleaginosas..
Os ácidos linoléico, linolênico e araquidônico são cOrriumente consideradoscomo essenciais, contudo, só o ácido linoléico (C IS , 2 duplas ligações) é realmenteessencial em nutrição humana, no sentido que o organismo é incapaz de sintetizá-lo (22).
As proteínas são moléculas de natureza heteropolirnérica, de ocorrênciauniversal na célula viva, constituindo cerca de 50% de seu peso seco. Exercem váriasfunções, entre as quais as mai~ freqüentes são a de catalisadores biológicos (enzimas) e componentes estruturais das células. São, sobretudo, as proteínas que determinam a identidade biológica das espécies, através de suas estruturas característicase específicas. São fonnadas pela reunião de 20 aminoácidos em cadeias peptídicashelicoidais, em número que varia entre cerca de uma centena e algumas dezenasde milhares (18).
As proteínas dos alimentos ao serem ingeridas devem ser hidrolisadas enzimaticamente a aminoácidos livres antes que estes possam ser absorvidos e entrarna síntese de novas protelnas pelo organismo animal. Esta é a chamada digestãoque ocorre em toda a extensão do tubo digestivo, mas principalmente no estômagoe no intestino delgado (2'2).
As proteínas servirão como fonte energética quando estiverem em excessoou quando houver falta dàs outras fontes, ocorrendo neste caso um desperdício

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 21
já que as proteínas têm um função mais importante na célula e, além do mais,são nutrientes mais caros do que os carboidratos e gorduras.
As vitaminas são substâncias orgârúcas, não energéticas, que devem ser fornecidas ao corpo humano em quantidades pequenas. Muitas delas atuam comocoenzimas de certas reações enzimáticas e outras exercem funções fisiológicasespecíficas. Elas são normalmente classificadas em hidrossolúveis e lipossolúveis.Entre as solúveis em água temos a vitamina C (ácido ascórbico) e todas aquelaspertencentes ao complexo B (B 1 ou tiamina, B2 ou riboflavina, B6 ou piridoxina,niacina, ácido fólico, biotina, B12 ou cobalamina, colina, etc.). Entre as solúveisnas gorduras temos as vitaminas A, D, E e K.
Os minerais são necessários ao processo vital, devendo estar contidos nosalimentos em quantidades e proporções adequados. Alguns participam da formaçãodo esqueleto (Ca, P, Fe, Mg, etc.); outros fazem parte da estrutura de compostosimportantes para o organismo (Fe r Ca, P, Cu, I, etc.); outros são necessários paramanter o equilíbrio osmótico das células (Na, K, P, etc.) e outros são necessáriosno transporte de substâncias através das células (Na), etc. São classificados emmacronutrientes (Ca, P, Fe, Na, K e Mg) quando necessários em quantidades relati·vamente grandes e rnicronutrientes (Mn, Co, I, Zn, F, Cu, Mo, Se) quando exigidosem quantidades muito pequenas (22).
A água é um nutriente absolutamente essencial participando com 60 a 65%do corpo humano e da maioria dos animais. Dentre as várias funções da água noorganismo, podemos mencionar (22):a) é o solvente universal indispensável aos processos metabólicos;b) manutenção da temperatura corporal;c) manutenção da pressão osmótica dos fluidos e do volume das células; ed) participação como reagente de um grande número de reações metabólicas.
A estabilidade de vitaminas, aminoácidos essenciais e minerais ao calor, luz,ar, condições ácidas ou alcalinas e possíveis perdas por aquecimento, pode servista na tabela 5.
Situação mundial
De acordo com a dieta alimentar, é comum dividir-se a população do mundoem dois grupos: I e lI. .
O grupo I compreende as regiões que recebem poucas calorias, estandoincluídas o Oriente Próximo, o Extremo Oriente, a África e a América Latina,excluindo-se nesta os países do Rio da Prata (Argentina, Paraguai e Uruguai).
O grupo lI, mais afortunado, compreende a Europa, a América do Norte, aRegião do Rio da Prata e a Ocearúa.
Os níveis de consumo de alimentos desses dois grupos, dados em gramaspor pessoa/dia, podem ser evidenciados na tabela 6.

22 ALTANIR JAIME GAVA
Tabela 5 - Estabilidade de alguns nutrientes, representando E =Estável eI =Instável (20)
pH =7 pH<7 pH>7 0 2 ou luz calor pc% (+)ar
Vitaminas
Vitamina A E I E 1 1 1 D-40
Ác. ascórbico (C) 1 E 1 1 1 I 0-100
Biotina E E E E E 1 0-60
Caroteno (pro-A) E 1 E 1 1 1 0-30
Colina E E E 1 E E 0-5
CobaJamina (B 12) E E E 1 1 E 0-10
Vitamina O E 1 1 1 I 040
Ác. graxos essenciais E E 1 1 1 E 0-10
Ác. fólico I 1 E 1 1 1 0-100
Inositol E E E E E 1 0-95
Vitamina K E 1 1 E 1 E 0-5
iacina (PP) E E E E E E 0-75
Ác. pantotênico E 1 1 E E 1 O-50
Ác. p-amino benzóico E E E 1 E E 0-5
Vitamina B6 E E E E 1 1 D-40
RiboOavina (B2 ) E E 1 E I 1 0-75
Tiamina (B 1) 1 E 1 1 E I 0-80
Tocoferóis E E E 1 1 1 0-55
Aminoácidos
essenciais
Isoleucina E E E E E E 0-10
Leucina E E E E E E 0-10
Lisina E E E E E I 040
Metionina E E E E E E 0-10
Fenil alanina E E E E E E 0-5
Treonina E 1 I E E I 0-20
Triptofano E 1 E E 1 E 0-15
VaJina E E E E E E 0-10
Sais minerais E E E E E E 0-3
(+) PC% =Perdas no cozimento em porcentagem.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 23
Os dados da tabela 6 são dados antigos mas não diferem muito da situaçãoatual. Dados da FAO publicados em 1975 (13) mostram que em 1970 o consumode calorias em países desenvolvidos foi de 3.100 Cal comparadas com 2.200 Cal porhabitante/dia nos países subdesenvolvidos. lã no caso de prote"ínas, a ingestão nospaíses desenvolvidos foi de 96 g por habitante/dia comparado com menos de 58 gnos países subdesenvolvidos, sendo que destas grande parte foi desviada para supriro deficit calórico.
Tabela 6 - Níveis de consumo em gramas por pessoa/dia (10)
Grupo I Grupo 11
Cereais 389 328Raízes amiláceas 189 316Frutas e hortaliças 169 362Leite 79 573Legumes e nozes 53 16Carne 30 152Açúcar 29 88Pescado 24 34Óleos e gorduras 12 47Ovos 4 30
TOTAL DE CALORIAS 2.150 3.060TOTAL DE PROTE(NAS 58 90Proteínas animais 9 44Gorduras 34 106
A partir de 1950, a população da Terra cresceu mais ou menos na seguinteproporção:
1950 2,5 bilhões de habitantes1955 2,7 bilhões1960. . . . . . . . . . . . . . . . . . .. 2,9 bilhões1975 3,8 bilhões2000 6,3 bilhões (estimativa)
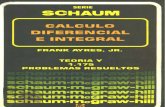
O gráfico 1 mostra a curva de crescimento da população com o tempo, desde1500 até o ano 2000. Nesta década o crescimento da população está ao redor de2%, por ano, sendo de 0,9% nos países desenvolvidos e de 2,7% nos países subdesenvolvidos (14).

24 ALTANIR JAIME GAVA
Enquanto foram necessários aproximadamente 230 anos para a populaçãomundial de 1600 dobrar de meio para 1 bilhão, somente 100 anos foram necessários para dobrar novamente em 1930. Se o índice de crescimento demográficose mantiver estável, a presente população será dobrada em aproximadamente30 anos.
6
5
4'
3
,-...ti><l)
210
ã.D'-'oI'"o.'""3o..o
c..1500 1600 1700 1800 1900 2000
Figura 1 - Explosão populacional (20).
Dos 4,2 bilhões de habitantes que povoam os países da Terra atualmente,400 a 600 milhões (lO a 1$%) passam fome, enquanto que a metade ou maisestá desnutrida. Devemos aqui diferenciar fome de má-nutrição.
Por fome ou hipoalimentação compreendemos a ingestão de quantidadesinsuficientes de calorias por pessoa, por não dispor o indivíduo de uma quantidadeapropriada de alimentos.
A má-nutrição ou desnutriçao está relacionada com a dieta. Ainda que os alimentos sejam suficientes em quantidade, poderão não estar devidamente equilibrados em nutrientes. Assim poderemos ter um excesso de calorias com deficiênciaprotéica,de vitaminas ou de minerais.
A característica mais importante da deficiência alimentar é uma ingestãoinsuficiente de substâncias energéticas e/ou protéicas, durante um período detempo, conhecida com o nome genérico de desnutrição protéico-calórica. Numaingestão insuficiente de substâncias energéticas e/ou protéicas necessárias paramanter as funções orgânicas, a atividade e o desenvolvimento poderá manifestar-sede várias maneiras, segundo a idade, estado fisiológico, preseça de infecções concomitantes, sua associação com deficiências específicas de vitaminas ou minerais, etc.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 25
o espectro de manifestações vai desde uma ligeira diminuição do desenvolvimentoou desde um enfraquecimento que se observa nas crianças levemente subnutridas,até as grandes alterações que apresentam as pessoas que sofrem de "kwashiorkor"ou marasmo. No "kwashiorkor", apesar da ingestão de calorias estar acima dasnecessidades, há um deficit de proteínas. Já no marasmo ocorre um deficit calóricoe protéico.
Coursin afmna que a desnutrição é o principal problema que afeta obem-estar do indivíduo nos países subdesenvolvidos. Refere que, em média, 70%dos pré-escolares, nos países subdesenvolvidos ou em desenvolvimento, são subnutridos. O cérebro de uma criança de 4 anos tem, aproximadamente, 90% do desenvolvimento, do cérebro do adulto. A deficiência protéica nos primeiros 4 anos devida prejudica a formação de enzimas, o que repercute na síntese de substânciasestruturais dos tecidos. Destaca ainda o autor que crianças privadas de proteínaapresentam deficiência do desenvoldimento mental, calculada entre 10 e 25% (8).
Nos países subdesenvolvidos, as taxas de natimortalidade, de mortalidade infantil e de morbidade infantil são imprecisas, pouco dignas de crédito, em virtude dadificuldade em se caracterizarem, com precisão, suas verdadeiras causas. Nos paísesdesenvolvidos, a "causa mortis" mais freqüente, no período compreendido entre I e5 anos, são os acidentes;já nos subdesenvolvidos, ela é imputada às infecções, o quetorna bastante elevada a "taxa de mortalidade por doenças infecciosas". Hoje, porém,sabemos que, nesses países, a desnutrição con~ribui consideravelmente, se nãopreponderantemente, para essa exagerada taxa de mortalidade, sobretudo 110 referido período etário; a dificuldade está em se caracterizar, com precisão, a deficiênciaalimentar predominante, visto que ela se apresenta sob a forma de carências múltiplasnão só de princípios nutritivos, como também de calorias. Na desnutrição Qcorre umverdadeiro círculo vicioso, no qual se observa, como ponto inicial, a carência alimentar levando à desnutrição; esta acarreta diminuição da imunidade e da tolerância alimentar, as quais por sua vez condicionam, respectivamente, infecções reiteradas ediarréias repetidas; estas, por seu turno, provocam distúrbios na digestão e absorçãodos alimentos, o que agrava a carência alimentar e, conseqüentemente, a desnutrição (8).
A relação nutrição, morbidade e mortalidade justifica o papel da desnutrição como bloqueio ao desenvolvimento econômico-social. A doença, direta ouindiretamente ligada à desnutrição é responsável pela diminuição da média de vidae, portanto, do período de produtividade do homem. A doença por desnutriçãoendêmica, por sua vez, reduz a capacidade física, a força de trabalho, a oportunidade de empregos e aumenta as despesas dos serviços públicos no tratamento dasaúde, assistência a semi-inválidos e a excepcionais, sendo responsável pela aposentadoria precoce. Uma população desnutrida, doente, de baixo nível educacional, emvez de ser produtiva e contribuir positivamente para o desenvolvimento, torna-seum pesado ônus para as nações (5).
As bases da alimentação nas áreas subdesenvolvidas são os cereais e tubérculos(arroz, madioca, trigo, etc.), alimentos muito pobres em proteínas.

26 ALTANIR JAIME GAVA
Como já podemos notar pelos dados fornecidos, um dos pontos cruciais na ali·mentação dos povos é a deficiência em proteínas de boa qualidade. A qualidade deuma proteína está relacionada com a existência ou não de aminoácidos essenciais,isto é, aminoácidos que não podem ser sintetizados pelo organismo vivo. Então,uma proteína será de melhor qualidade quanto mais aminoácidos essenciais C<Y.'·
tiver.Para o corpo humano adulto, 8 aminoácidos são essenciais: isoleucina, leucina,
lisina, metionina, fenil alanina, treonina, triptofano e valina. Parte das necessidadesde fenil alanina pode ser fornecida por tirosina, e parte das necessidades de metionina por cistina. A criança também necessita histidina. Os outros aminoácidos (aotodo são vinte) podem ser sintetizados no corpo e por isso são chamados "não essenciais" (19).
De uma maneira geral, podemos afirmar que a qualidade da proteína é encontrada, em ordem decrescente, nos alimentos zoógenos (animais), sementes oleaginosas, leguminosas, cereais e arniláceos. No mundo, aproximadamente 70% das proteínas consumidas são de origem vegetal e 30% são de origem animal.
Os cereais, que possuem proteínas de baixa qualidade, constituem a base alimentar da maioria dos povos e, no momento, participam com quase a metade dototal de proteínas administradas.
As leguminosas, as semente's oleaginosas e as nozes (castanhas de caju, castanha do Pará, etc.), constituem os produtos vegetais mais ricos em proteínas e poderão diminuir a desnutrição protéica em certas regiões onde a aquisição de produtos de origem animal (carne, leite, ovos, etc.) é impossível por causa de seu altopreço.
Apesar de que sete décimas partes da superfície da Terra estejam cobertas poroceanos, os peixes e demais produtos aquáticos representam, na atualidade, somente 3% das proteínas consumidas pelos seres humanos. O seu valor potencial reveste-sede particular interesse e acredita-se que seu consumo venha a aumentar no futuro.
O custo da proteína animal é várias vezes maior que o da proteína vegetal. Porisso, há necessidade, especialmente quando se visa a programas de assistência alimentar, de se recorrer a fontes não convencionais de proteínas, mais baratas, nopreparo dos chamados alimentos formulados (ou industrializados) ou alimentosenriquecidos.
As proteínas podem ser obtidas a partir de diversas fontes não convencionaisatravés de processos tecnológicos variáveis, consoante a matéria-prima a ser utilizada.Entre estas, são consideradas atualmente como as mais viáveis:
1 - Sementes oleaginosas
As oleaginosas são as mais baratas e as mais abundantes fontes de proteínas,apresentando, no entanto, alguns inconvenientes como palatabilidade, fatores tÓ·xicos, cor e digestibilidade. As tortas de sementes oleaginosas, quando devidamenteconcentradas, podem ter seus teores pretéicos aumentados de 50 para 80% ou mais.
A soja sózinha participa com mais de 40% da produção das sete principaisoleaginosas do mundo.

PRINCI"PIOS DE TECNOLOGIA DE ALIMENTOS 27
Entre as suas vantagens, temos o alto teor protéico (40%) com proteína dequalidade razoavelmente boa (é deficiente em metionina) , teor de óleo (20%) efacilidade de cultivo extensivo. Entre as desvantagens, temos os fatores anti-nutricionais(fator antitríptico, antiemaglutina e flatulência) e o sabor amargo e de "soja"("beany"). Os fatores tóxicos são destruídos pelo aquecimento em meio úmido aopasso que o sabor desagradável poderá ser diminuído ou eliminado pelo uso de umaboa tecnologia de fabricação.
Os povos orientais acostumados ao seu sabor utilizam produtos de soja hámuito tempo, como o leite e queijo de soja, shoyu (molho de soja), tempeh (sojafermentada por fungo e posteriormente torrada ou frita) e miso (pasta usada comocondimento ou base para sopa).
O farelo de soja (40-50% de proteínas) é o seu principal subproduto, participando hoje com mais de 60% dos farelos usados para alimentação animal.
A farinha de soja (50% de proteínas) desengordurada ou integral, já é usadacom a farinha de trigo (5-20%) para uso em panificação, fabricação de biscoitos,massas alimentícias, etc..
Já o concentrado de soja (70% de proteínas) e o isolado de soja (90% de proteínas) vendidos na forma de pó bem fmo, são utilizados como veículos de proteínarelativamente barata em vários alimentos enriquecidos e na indústria de embutidospor suas propriedades funcionais e baixo preço. A proteína de soja é uma das proteínas mais baratas que conhecemos. Assim, ela é hoje cerca de 5 vezes mais barataque a proteína de leite e 8 vezes mais barata que a proteína de carne bovina.
A proteína texturizada de soja (proteína vegetal texturizada - PVf) é umderivado da soja que poderá ser obtida por extrusão ou fiação. o primeiro caso,obtida a partir da farinha de soja desengordurada, a proteína texturizada é maisbarata, possuindo um teor mais baixo de proteínas (50%). É empregada emhamburger, bolinhos de carne e outros produtos cárneos, nos quais uma certatextura confere características físicas desejáveis ao produto consumido. Já os produtos obtidos por fiação (fibrilação), a partir do isolado de soja, apresentam elevado teor protéico (90%) sendo utilizados para obter produtos semelhantes àcarne (bife), presunto, etc., devido à sua estrutura fibrosa mais bem defmida (6).É obtido assim o chamado bife vegetal. .
O leite de soja ou extrato de soja é um produto sin1ilar ao leite de vacaobtido pelo processamento adequado de grãos de soja de boa qualidade. O leitede soja poderá ser comercializado na forma líquida com 3% de proteínas (pasteurizado ou esterilizado) ou então na forma sólida (45% de proteínas).
O algodão é a segunda oleaginosa em importância, apresentando algunsproblemas toxicológicos devido ao gossipol. O amendoim, gergelim e girassolsão exemplos de outras importantes oleaginosas.
2 - Protelna unicelular
É um termo genérico para o produto protéico derivado de uma série demicrorganismos unicelulares (levedura, bactéria e mofo) que podem crescer em

28 ALTANIR JAIME GAVA
vários substratos de baixo custo (resíduos, subprodutos, etc.) como resíduos oleosos, gás natural, melaço, lixo, resíduos da indústria de papel, da batata·doce e doamido.
As algas estão aqui incluídas, destacando·se a ChIareIla e Scenedesmus capa·zes de sintetizarem proteínas mediante o emprego de energia solar e matérias·primasbaratas.
Enquanto que o gado bovino duplica sua massa em 1 a 2 meses, a galinha em1 a 4 semanas, o capim e algumas plantas em 1 a 2 semanas, o microorganismo o fazem menos de 2 horas (3).
3 - Concentrado protéico de peixe
o concentrado protéico de peixe (CPP) é o produto obtido após remoção doóleo e água do peixe. É processado por extração em solvente, dando um teor deproteínas maior que 80%.
A farinha de peixe (40 a 80% de proteínas) tem sido muito utilizada na alimentação de suínos e galinhas.
4 - Concentrado protéico de folhas
o CPF ou LPC ("teaf protein concentrate") tira vantagem da fotossíntesepara transfonnar nitrogênio em proteína. As folhas verdes de inúmeras plantas(alfafa, cana-de-açúcar, beterraba, etc.) são fontes apreciáveis de proteínas, porémo custo de extração, disponibilidade de grandes volumes de folhas, palatabilidade eproblemas de processamento dificultam o seu emprego na alimentação humana.
Tais fontes não convencionais de proteínas podem ser utilizadas no enriqueci·mento de alimentos que façam parte do hábito alimentar das populações como, porexemplo, no enriquecimento da farinha de mandioca com proteína de soja. O ma·carrão proteinado, o biscoito proteinado, a adição de farinha de soja ã farinha detrigo, etc., são exemplos da melhoria nutricional de produtos tradicionais sem alte·rar demasiadamente suas características organolépticas.
A mistura de certos vegetais poderá apresentar uma combinação protéica demelhor valor biológico já que certas deficiências nutricionais isoladas (de amino·ácidos, por exemplo) poderão ser compensadas na combinação.
Assim, a mistura de arroz e feijão, muito aceita pelo povo brasileiro e mexica·no, é um bom exemplo de combinação desejável.
Já os alimentos fonnulados são combinações, por exemplo, de produtos ouingredientes de origem vegetal, deficientes em um ou mais aminoácidos, com carreadores de proteína de boa qualidade (leite, por exemplo) originando alimentos comapresentação própria e muitas vezes estranhos ao hábito alimentar do consumidor.

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS 29
Vários produtos preparados por empresas, governos e organismos internacionaiscomo a FAO, OMS, UNICEF e INCAP têm sido comercializados com pouco ou relativo sucesso. Os seguintes alimentos formulados já foram lançados no mercadoinstitucional ou a varejo:
CSM (milho-soja-leite) - EUAWSB (mistura trigo-soja) - EUAIncaparina (soja-algodão-milho) - GuatemalaPronutro (leite-soja-amendoin-milho-Ievedura-trigo-etc.) - África do SulFortesan (trigo-soja-Ieite) - ChileSolein (leite e leite de soja) - BrasilFortifex - BrasilPeruvita - PeruNo Brasil alimentos formulados (pós para bebidas, sopas, mingaus, etc.) vêm
sendo utilizados com bastante sucesso pela Campanha Nacional de AlimentaçãoEscolar. A CNAE deseja fornecer diariamente ao escolar cerca de 15% de suas necessidades diárias, ou seja, cada "per capita" (porção) deverá apresentar 300 calorias,6-10 gramas de proteínas dependendo do seu valor biologico e certa quantidade devitaminas e ferro.
O Ministério de Previdência e Assistência Social iniciou em 1977 um programade distribuição de alimentos formulados para gestantes, nutrizes e lactentes residentes nas áreas metropolitanas,
Cabe aqui mencionar ainda o uso de bebidas como veículos protéicos ounutritivos, Vitasoy, ã base de proteína de soja, é comercializado com muito sucessoem Hong-Kong (3). A Coca-Cola já lançou no mercado brasileiro duas bebidas nutritivas: SACI, à base de proteína de soja e TAI, à base de proteína de soro de queijo.
Situação brasileira
Infelismente são escassos os dados relacionados com a dieta da populaçãobrasileira.
Dados levantados pela antiga Comissão Nacional de Alimentação, em 1966,mostram que a ingestão diária do brasileiro era de 2.970 calorias e de 69 gramas deproteínas, sendo 36% de origem animal.
O Instituto Brasileiro de Geografia e Estatística (IBGE) está acabando defazer um levantamento do consumo alimentar do brasileiro, tendo até agora publicado o resultado encontrado em algumas regiões, não tendo ainda uma média global.Os dados publicados são os seguintes (16, 17):
Região
SulEstado do RJNordeste
Calorias - pessoa/dia
2.3612.0661.899
Proteínas - g/pessoa/dia70,065,260,0

30 ALTANIR JAIME GAVA
Os dados até agora obtidos mostram que não chegaremos até as 2.600 caloriasdiárias, estimadas recentemente pela FAO (14).
Comparando tal valor com a dieta diária do americano do. Norte (3.300 Cal/pessoa/dia) e feitos os descontos (clima, população mais jovem no Brasil, peso médio dos indivíduos, etc.), a diferença de 27% a mais no consumo dos americanos, sereduz, possivelmente, ã metade. Assim, para atingirmos o nível calórico das refeiçõesdos americanos, precisamos aumentar 10-15% o nosso consumo atual.
Mas, não nos esqueçamos que essa é uma média global e que não mostra asituação de pessoas de diferentes níveis de poder aquisitivo. Alguns nutricionistasbrasileiros calculam que a má-nutrição atinge cerca de 40% da nossa população,evidenciada por uma deficiência calórico-protéica, hipovitarninoses A, B1 , B2 edeficiência de ferro.
Onde é realmente grave a situação nutricional da população brasileira é noNordeste e Norte do País. Vários estudos realizados pelo Instituto de Nutrição daUniversidade Federal de Pernambuco, além de outras, mostram a situação deficienteem que se encontra parcela significativa da população daquela região.
As causas do deficit alimentar brasileiro não decorrem da carência de condições naturais do País para a produção de alimentos, mas principalmente de problemas sócio-econômicos, cujas origens remontam ao início de nossa história e vêmacompanhando o desarmônico processo de desenvolvimento econômico nacional (7).
Deve-se considerar que o custo dos produtos geralmente não está ao alcancedas classes mais pobres e que, com freqüência, faml1ias que dispõem de recursosrazoáveis não sabem fazer uma seleção racional em suas compras, por falta deconhecimentos fundamentais, conferidos pela educação alimentar. A miséria, portanto, associada ã ignorância, hábitos alimentares defeituosos, tabus e preconceitos,constituem os fatores mais importantes que contribuem para o estado d~ má-nutrição, de que são as principais vítimas os indivíduos ainda em formação e crescimento, matéria-prima das gerações futuras (8).
As autoridades governamentais brasileiras estão cientes desse fato e empenhadas em resolver o problema. Em 1973, foi instituido o Programa Nacional deAlimentação e Nutrição (PRONAN) com o objetivo de promover a melhoria dospadrões alimentares e nutricionais do País.
O Instituto Nacional de Alimentação e Nutrição (INAN) que funciona comoórgão central das atividades de alimentação e nutrição vem recebendo todo o apoiodo Governo.
O 11 PRONAN (período 1976/1979) concentra sua atuação em três grandeslinhas:
1.- Suplementação alimentar de grupos biologicamente vulneráveis, como gestantes,nutrizes e crianças de Oa 6 anos, de escolares de 7 a 14 anos e trabalhadores debaixa renda;
2.- racionalização do sistema produtor de alimentos com ênfase no estímulo ao pequeno produtor; e

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 31
3.- atividades de complementação e apoio, basicamente destinadas ao combate àscarências nutricionais específicas pelo enriquecimento de alimentos de consumocorrente; ao apoio de estudos e pesquisas, inclusive tecnológicas, na área de ali·mentação e nutrição; à capacitação e aprefeiçoamento de recursos humanos;e ao desenvolvimento de adequada infra-estrutura de distribuição de alimentos.
O programa de suplementação alimentar às gestantes, nutrizes e crianças commais de 6 meses e menos de 7 anos de idade, de população de baixa renda familiar~stá sendo executado pelo Ministério da Saúde, Ministério de Previdência e Assistência Social e Ministério da Educação e Cultura. As áreas metropolitanas identificadas na política urbana do Governo ficarão a cargo do MPAS (através da suaSecretaria de Assistência Social) e as demais áreas urbanas e a zona rural ficarãoa cargo do Ministério da Saúde (através do !NAN). A quantidade diária de alimentação suplementar deverá atender a cerca de 30% das necessidades dos beneficiários,em proteínas e calorias.
O programa de suplementação alimentar aos escolares do 19 Grau, matriculadosnos estabelecimentos oficiais e fIlantrópicos de ensino e a pré-escolares carentesestá sendo executado pelo MEC através da CNAE, atendendo a cerca de 15 a 30%das necessidades diárias, quanto aos principais nutrientes.
O Ministério do Trabalho está promovendo, aprovando e fiscalizando a utilização de incentivos a programas de alimentação ao trabalhador de baixa renda.
Portanto, o PRONAN no seu todo visa minorar a subnutrição existente emsignificativo contingente de nossa população e, assim, permitir que cada brasileiropossa participar e partilhar mais decididamente do esforço e dos frutos do processode desenvolvimento econômico·social do País.
A situação nutricional da população brasileira não foi das melhores no passadoe poderá ter um futuro não muito risonho caso mais alimentos não sejam colocadosà disposição daqueles mais carentes.
As tabelas 7 e 8 nos dão uma idéia da situação brasileira.
Tabela 7 - Produção de alguns alimentos de origem animal (IBGE)
Produto 1970 1973 1974
Bovinos (1.000 cabeças) 78.562 90.437 92.495
Suínos (1.000 cabeças) 31.524 37.587 34.192
Galinhas (1.000 cabeças) 213.623 271.675 274.378
Leite (1.000 litros) 6.303.111 6.333.270 7.101.261
Ovos (1.000 dúzias) 556.410 524.513 691.379

32 ALTANIR JAIME GAVA
Tabela 8 - Produção de alguns alimentos de origem vegetal (mGE)
Produção em toneladas
Produto 1970 1974 1975 1976
Soja 1.508.540 7.876.209 9.892.299 11.226.546
Milho 14.216.009 16.284.713 16.353.645 17.844.678
Trigo 1.844.263 2.858.530 1.787.850 3.225.830
Arroz 7.553.083 6.482.920 7.537.589 9.560.389
Feijão 2.211.449 ~ 2.238.012 2.270.747 1.842.262
População (est.) 93.139.000 104.243.300 107.145.200 110.123.500
Assim, vemos que no Brasil a produção de alimentos tem crescido mais que apopulação mas, grande parte da produção agrícola é conduzida para o :mercadoexterno e não para atender o consumidor brasileiro. Somos assim grande exportadorde soja, açúcar, café, suco de laranja, etc., conseguindo um bom equilíbrio nabalança de pagamentos, mas continuamos a importar trigo, leite, etc., produtosbásicos na alimentação do brasileiro.
O Brasil com cerca de 113 milhões de habitantes no ano de 1977 somará225 milhões de pessoas no ano 2.000 caso se mantenha a atual taxa de crescimentodemográfico de 2,8% ao ano.
4 - MATÉRIA-PRIMA
Resumidamente, poderemos classificar a matéria-prima utilizada pela indústria de alimentos da seguinte maneira:
4.1 - Grãos alimentícios:
- Cereais: arroz, trigo, milho, aveia, centeio, cevada;- Leguminosas: feijão, tremoço, lentilha;- Oleaginosas: semente de algodão, soja, amendoim, girassol, gergelim;

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
4.2 - Raízes, tubérculos, bulbos e caules:
33
- Raízes e tubérculos: batata inglesa, batata-doce, mandioca, beterraba, cará,inhame;
- Bulbos: cebola, alho;- Caules: cana-de-açúcar;
4.3 - Frutas:
- Frutas tropicais: banana, manga, caju, laranja, mamão, abacaxi, maracujá;- Frutas de clima temperado:uva, pera, maçã, ameixa, figo, caqui;
4.4 - Verduras, legumes e outras hortaliças:
- Verduras: alface, couve-flor, repolho, brócolis, couve;- Legumes: cenoura, tomate, palmito, ervilha, vagens;- Outras hortaliças;
4.5 - Nozes, coco, etc.
- coco da Bahia, castanhas, amêndoas, cacau;
4.6 - Carnes:
- Bovinos, ovinos, suínos, aves, caprinos;
4.7 -Leite e ovos;
4.8 -Pescado:
- Peixes (sardinha, tainha) e crustáceos (camarão, lagosta).
5 - TIPOS DE INDÚSTRIAS ALIMENTiClAS
5.1 - Bebidas alcoólicas:
- fermentadas (cerveja, vinho) e fermento-destiladas (aguardente, cachaça,uísque, gim, etc.).

34
5.2 - Bebidas não alcoólicas:
- refrigerantes, sucos de frutas, refrescos e néctares;- leite e creme;- café, chá e mate;
5.3 - Cereais, panificação e massas alimentícias:
ALTANIR JAIME GAVA
- farinha, misturas preparadas e cereais para desjejum;- pão, bolos, tortas e biscoitos;- talharim, espaguete e outras massas alimentícias (macarrão);
5.4 - Queijos e outros produtos lácteos.
5.5 - Produtos de confeitaria:
- balas, bombons, chocolate, etc.;
5.6 - Óleos comestíveis e margarina;
5.7 - Ovos e produtos derivados;
5.8 - Vegetais fermentados:
- azeitonas, picles, chucrute;
5.9 - Peixe e outros produtos do mar;
5.10 - Frutas:
- frutas em conserva- frutas congeladas,- frutas desidratadas;
5.11 - Geléias, doces em massa e produtos simi1~s:

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
5.12 - Nozes;
5.13 - Carnes:
- carne bovina, de porco e de carneiro,- carne de galinha e de peru;
5.14 - Mollios para saladas;
5.15 - Açúcar e xaropes:
- sacarose,- glucose, frutose e dextrinas;-mel;- xarope;
5.16 - Hortaliças:
- hortaliças em conserva,- hortaliças congeladas,- hortaliças desidratadas;
5.17 -Ingredientes especiais:
- condimentos,- pectina e gelatina,- amido e gomas,- sal,- ativadores de sabor;
5.18 - Alimentos para crianças ("baby foods")
5.19 - Sopas:
- sopa concentrada,- sopa desidratada.
35

36 ALTANIR JAIME GAVA
6 - OPERAÇÕES QUE PODEM SER UfILIZADAS NA TECNOLOGIA DEALIMENTOS
6.1 - Manuseio da matéria-prima:
- Tratamentos preliminares: limpeza, seleção e classificação,fumigação,resfriamento,armazenamento;
- Transporte para a fábrica;
6.2 _. Preparo da matéria-prima e operações preliminares:
- limpeza e purificação: lavagem a seco, lavagem, aspiração,filtração,fumigação,cloração da água;
- remoção de partes indesejáveis (película, caule, vísceras, caroços, etc.);- desintegração e separação dos componentes (extração, despolpamento,
moagem, trituração, centrifugação, aspiração, fJ..1tração, peneiração, etc.);
6.3 - Manufatura dos produtos fmais:
- Formulação;- Operações de elaboração: envelhecimento e maturação,
clarificação e filtração,cristalização,envelhecimento e defumação,secagem,processamento pelo calor,agitação e mistura dos ingredientes,tratamento pelo frio (refrigeração e congelação),moldagem;
- Embalagem e distribuição: embalagem,empacotamento,armazenamento,transporte para o mercado.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 37
7 - "A INDUSTRIALIZAÇÃO COMO FATOR DE PROMOÇÃO DA AGRICULTURA"
Df. Cyro G. Teixeira - Instituto de Tecnologia de Alimentos Campinas, SP.
7.1 - Introdução
Em todos os países onde a agricultura é fator preponderante na economia nacional, vamos observar que as novas conquistas no campo das técnicas agronômicasforam acompanhadas de perto pelo desenvolvimento tecnológico, visando aomelhor aproveitamento da conseqüente elevação da produção agrícola. Através dapesquisa tecnológica foi possível a adoção de sistemas eficientes e lucrativos dearmazenamento e processamento das colheitas, que evitam os grandes problemasresultantes da comercialização imediata dos produtos frescos.
A maioria dos produtos agrícolas se caracteriza pelo fato de serem sazonais eem determinadas épocas do ano poderá verificar-se o aparente fenômeno da superprodução, isto é, a demanda do mercado consumidor, naquela época, não ser de talordem que permita a absorção, pelo mercado, do produto fresco. Isto, entretanto,não quer dizer que a produção agrícola seja superior à capacidade de consumo, umavez que o fator limitante é o fato de o mercado consumidor, em grande parte dos casos,se localizar mais ou menos distante dos grandes centros de produção, o abastecimento com produto fresco torna-se muito mais difícil, exigindo condições adequadas de manuseio, transporte e armazenamento. Por outro lado, só poderá ser consumido em determinadas épocas do ano, não sendo encontrado na maior parte do ano.Ê o caso da manga, goiaba, morango, pêssego, caju, abacaxi, caqui, etc.. Em se tratando de produtos altamente perecíveis, o melhor aproveitamento das safras só serápossível através da introdução de processos eficientes de industrialização que permitam a absorção de grande parte das colheitas, possibilitando o seu consumodurante todo o ano. O mesmo se observa com certos vegetais tais como batata,tomate, couve-flor, aspargo, ervilha, cebola, etc.
Outro recurso, bastante oneroso em razão da crise energética, seria a utilização do armazenamento pelo frio, podendo em muitos casos lançar-se mão dosistema de atmosfera controlada. Mesmo assim, para o caso de produtos tropicais,esse tempo de armazenamento não poderá ser muito prolongado como para o casoda maçã, exigindo também que se desenvolva a tecnologia mais adequada para asnossas variedades.
Por outro lado, o abastecimento dos grandes centros urbanos apenas comprodutos frescos traz umá série de problemas de difícil solução e que criam urna sé·rie de dificuldades tanto para o produtor como para o consumidor. Uma delas bastante séria é a relativa às grandes perdas que se observam nas fontes de consumo,resultantes de deficiência de transporte com conseqüente deterioração de parteconsiderável de alimentos. As conseqüências das perdas observadas se fazem sentirde duas maneiras distintas, a saber:

38 ALTANIR JAIME GAVA
a) contribuem para a elevação de preço de produtos no mercado de consumo, afun de poder cobrir os prejuízos decorrentes da elevada percentagem do produtoagrícola que se deteriora;
b) estas perdas representam uma parte preciosa da produção que não pode serutilizada para o consumo humano, contribuindo para agravar o problema doabastecimento às regiões de maior densidade demográfica.
7.2 - Problemas de Abastecimento
A experiência dos países mais adiantados tem mostrado que o abastecimentoracional e regular dos grandes centros industriais consumidores só poderá sersolucionado da seguinte maneira:a) Parte dos alimentos poderá ser consumida em estado fresco, desde que se conte
com uma rede eficiente de abastecimento dotada de sistema adequado de armazenamento, que permita uma boa distribuição dos alimentos para o mercadoretalhista, sem que se verifiquem perdas apreciáveis decorrentes de deterioraçõesocasionadas pelo manuseio inadequado dos produtos oriundos dos grandescentros de produção
b) Parte dos alimentos terá que ser consumida industrializada ou semi-industrializada, permitindo um melhor aproveitamento da produção e um melhor abastecimento dos grandes mercados consumidores durante todo o ano.
Este estado de coisas se agrava ainda mais à medida que se intensifica odeslocamento das populações rurais para os centros industriais. Por outro lado, aindustrialização vai permitir que grande parte da produção seja aproveitada nopróprio local, principalmente dos alimentos altamente perecíveis, evitando-se asperdas apreciáveis resultantes do transporte do produto fresco para os centrosde consumo, além de permitir uma interiorização da indústria e maior fixação daspopulações nessas regiões pelo oferecimento de novas oportunidades de emprego.
7.3 - Matéria-prima para a Indústria de Alimentos
Ainda persiste, em muitas regiões, o conceito de que o descarte do mercadofresco de produtos agrícolas é que deve ser desviado para a indústria de alimentos.Na maioria das vezes, é considerado descarte o produto agrícola que não apresentaas condições indispensáveis para o consumo no mercado fresco, muitas vezes emcondições precaríssimas, devido ao ataque de insetos, de microrganismos ou detransporte e armazenamento impróprio. Dessa maneira o produto industrializadonunca poderá ser de alta qualidade, uma vez que a matéria-prima empregada é fatorpreponderante no preparo de alimentos industrializados. A utilização de matéria-prima inadequada para a produção de alimentos industrializados acarreta uma sériede inconvenientes, que vão refletir-se na qualidade do produto industrializado.
7.3.1 - Problemas resultantes da utilização de matéria-prima inadequada
A utilização, nos processamentos industriais, de matéria-prima de má qualidade, traz uma série de desvantagens, que passaremos a enumerar:

7.3.1.1 - Falta de uniformidade e qualidade inferior de alimentos industrializados
A utilização de matéria-prima de baixa qualidade, sem especificaçõesdeterminadas, resulta na obtenção de produtos industrializados que pecam pelaaparência e outras características organoléticas, contribuindo para gerar umaatmosfera de descrédito e desconfiança por parte do consumidor. O con'sumidorespera que toda vez que adquira um produto se apresente ele sempre uniforme,com as mesmas características de aparência e palatabilidade. Isto só será possívelpelo emprego de matéria-prima uniforme, com especificações pré-fixadas, uma vezque o processamento, por melhor que seja, não poderá realizar o milagre de permitira obtenção de um produto industrializado de alta qualidade e receptividade, apartir de uma matéria-prima de baixa categoria. Muitas vezes um determinadoproduto industrializado de má qualidade poderá contribuir para que o consumidorforme uma idéia errônea a seu respeito. Poderá vir a generalizar a sua impressãoe admitir que aquele produto industrializado é realmente ruim e não deve serconsumido.
Entretanto, em grande número dos casos, não é o produto que não presta,mas sim, o fato de ter sido ele produzido de maneira inadequada, muitas vezes emvirtude do emprego de matéria-prima de características inferiores.
Um primeiro passo para melhorar a qualidade dos produtos vegetaisindustrializados é, sem dúvida alguma, através do emprego de matéria-prima com ascaracterísticas exigidas pelo processamento. Para cada tipo de processamento sãoexigidas condições especiais para a matéria-prima. A matéria-prima deve terespecificações tais que permitam a obtenção de um produto industrializado comaroma e paladar bem semelhantes ao produto fresco. Para tanto, é importanteescolher o ponto exato de colheita, bem como cuidados especiais na colheita,transporte e manuseio durante o processamento. O ponto ideal de aproveitamentoda matéria-prima poderá ser controlado através de uma série de determinaçõesquímicas e físicas. Estas se baseiam na mudança da cor, nas variações na acidez, teorem sólidos solúveis, relação açúcar-acidez, etc.. Dessa maneira, lançando mãodessas determinações físicas e químicas, é possível estabelecer o ponto ideal decolheita para a produção de um determinado alimento industrializado. Assim,poder-se-á obter um alimento industrializado com bastante uniformidade, nãose verificando grandes variações entre os diversos lotes processados. Quandonão se tem um controle rigoroso da matéria-prima, torna-se bastante difícilconseguir uniformidade de um determinado alimento industrializado, principalmente se esta matéria-prima for de baixa qualidade. Para um melhoramento técnicodos alimentos industrializados de origem vegetal, é fator primordial e indispensávelque se estabeleçam padrões de qualidade para a matéria-prima. Pouco a poucoiremos criando uma mentalidade favorável à implantação de uma agricultura paraa indústria, desfazendo-se aquela idéia errônea e bastante arraigada entre nós deque a indústria de alimentos deva aproveitar o descarte do mercado fresco.
PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 39

40 ALTANIR JAIME GAVA
Com a evolução das técnicas de processamento, vamos verificar que muitasvezes será necessária a utilização de variedades determinadas, de acordo com o tipode processamento que se pretenda. Assim, por exemplo, uma variedade que sepresta muito bem para a produção de extrato de tomates, poderá não ser a maisadequada para a produção de suco ou de tomate pelado.
O pH do tomate é de grande importância, uma vez que vai exigir um maiorou menor tratamento térmico. A obtenção de variedade com pH favorável para umtratamento térmico iria refletir-se fatalmente na melhoria da qualidade do produtofmal. Por outro lado, o teor em sólidos solúveis e insolúveis é de grande importância na produção de extrato de tomate ou em outros produtos em que a consistência é fator preponderante. A introdução de novas variedades deve ser feita demaneira que venha a atender aos interesses do produtor e do industrial. No casodo tomate, é muito importante que se criem variedades produtivas e de maturaçãouniforme, de modo que se reduza ao mínimo o número de colheitas.
As 'pesquisas realizadas nestes últimos anos têm ensinado muito sobre osefeitos da variabilidade da matéria-prima sobre a qualidade dos alimentos industrializados, mostrando, de maneira incontestável, a importância que a ela deve ser dadapara obtençâo de alimentos industrializados que apresentem as característicasdesejadas de aparência, sabor, aroma e estabilidade, contribuindo para sua maiorreceptividade por parte do mercado consumidor.
7.3.1.2 - Problemas relacionados com o mercado internacional
O nosso país tem possibilidade de produzir uma gama de alimentos industrializados, tipicamente tropicais, que poderão ~er facilmente introduzidos no mercadointernacional. ~ o caso da manga, do caju, do mamão, do maracujá, da banana, etc..Entretanto, terão que se enquadrar nos padrões estipulados pelo mercado internacional. Um dos fatores indispensáveis, além de um processamento adequado, paraque um alimento preencha as exigências do mercado internacional, reside na utilização de matéria-prima de boa qualidade, colhida no ponto exato e manuseada demaneira adequada, evitando-se as alterações que possam ocorrer de natureza física,química e biológica.
7.4 - Industrialização como Fator de Promoção Agrícola
A industrialização de alimentos pode contribuir de maneira marcante para oincentivo e estabilização da produção agrícola. Isto pode ocorrer de diversos modos,a saber:
7.4.1 - permitir o aproveitamento dos excedentes no local de produção;7.4.2 - possibilitar o aproveitamento de subprodutos;7.4.3 - facilitar a implantação de indústrias rurais;7.4.4 - contribuir para o zoneamento da produção;7.4.5 - estabilizar o preço da matéria-prima;7.4.6 - permitir uma melhor utilização dos alimentos durante todo o ano;

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 41
7.4.1 - Aproveitamento do excedente no local de produção
A implantação de indústrias de alimentos nas proxirrúdades da fonte deprodução contribui para estimulá-la, abrindo uma nova fonte de consumo. Casocontrário, o produtor fica totalmente à mercê do mercado fresco, que sofre oscilações tremendas na safra e entressafra. Nos anos de grande produção, verifica-seuma queda violenta de preço na época da safra, criando muitas vezes condiçõesde desestímulo para o produtor. Um caso recente foi o da laranja. Com o aumentoda área do cultivo da laranja nas regiões de Limeira, Araraquara, Bebedouro eAraras, tivemos de enfrentar o problema da superprodução, em virtude da nãoabsorção de toda a safra por parte do mercado fresco, tanto interno como deexportação. Verificou-se, nessa ocasião, perda considerável de matéria-prima de boaqualidade, refletindo em prejuízos para os citricultores. Com a instalação, naquelasregiões, de indústrias para produção de suco simples e concentrado, abriu-se umnovo mercado para os produtos citrícolas, possibilitando um melhor aproveitamento das safras. Além de abrir um novo mercado para a produção local, oferece aoprodutor duas alternativas para a venda de seu produto, destinando-o para omercado fresco ou para a indústria, de acordo com sua conveniência. Como conseqüência, vamos verificar uma maior estabilidade de preços, em níveis compensadores tanto para o produtor como para o industrial.
A implantação da indústria citrícola, utilizando matéria prima adequada e umatecnologia moderna possibilitou que no espaço de 12 anos nos tornassemos o maiorexportador de suco de laranja congelado, competindo em qualidade e preço comos nossos competidores internacionais.
O mesmo está ocorrendo com a banana. O litoral de São Paulo possui umagrande área cultivada com banana. Esta banana se destina ao mercado interno oupara exportação. Entretanto, a capacidade de consumo do mercado interno e deexportação não é suficiente para absorver toda a produção. Dessa maneira, asperdas observadas na fonte de produção são excessivamente elevadas. A solução doproblema seria, sem dúvida alguma, através da implantação de indústria próximaaos centros produtores com capacidade para absorver o excedente da produçãonão utilizado para o mercado interno ou para exportação. Destamaneira, o consumo de matéria-prima não dependeria de transportes muitolongos, permitiria o soerguimento sócio-econômico de uma região bastante pobre,oferecendo fontes de trabalho para uma grande parte da população daquela região.
Muitos outros exemplos poderiam ser dados, como o do amendoim, que é oproduto agrícola que oferece o meio de subsistência de grande parte da populaçãorural da Zona Sorocabana e Alta Paulista. Por constituir uma matéria-prima de altovalor para a indústria de óleos comestíveis, possibilitou essa leguminosa a implantação de uma agricultura estável, resultante da existência de um mercado deconsumo, que permite ao produtor uma recompensa razoável para o seu produto.
Outro exemplo admirável é a soja. Em pouco mais de dez anos nos tornamoso segundo produtor mundial. Isto foi possível através de um incentivo de exportaçãode grãos, óleo e farelo. Além disso, oferece grandes possibilidades de maior uso no

42 ALTANIR JAIME GAVA
mercado interno no enriquecimento protéico de alimentos industrializados de.baixo valor nutricional.
A batata e a cebola, produtos altamente perecíveis, constituem tambémmatéria-prima que, em certas épocas do ano, em virtude da aparente superprodução,acarreta sérios problemas para o produtor. Através da implantação de indústriaspara utilização dessa matéria-prima, por meio de desidratação ou outro processo,poderíamos criar um maior incentivo ao produtor, abrindo um novo mercado deconsumo para o seu produto.
7.4.2 - Aproveitamento de subprodutos da industrialização
Muitos subprodutos da industrialização de alimentos vegetais podem seraproveitados para outras aplicações, pennitindo a criação de novas fontes deriqueza.
No caso da industrialização do suco da laranja, vamos contar com subprodutos valiosos, tais como o óleo essencial, a pectina e os resíduos secos. O óleoessencial é utilizado pela indústria de cosméticos e outras, cujo aproveitamentonão seria possível se o limitássemos apenas ao consumo do fruto fresco. A pectinaé um subproduto que tem também emprego na indústria de marmeladas, geléiase outras. O Estado de Flárida, nos Estados Unidos, industrializa a maioriade sua produção citrícola para produção de suco concentrado congelado. Com oflorescimento dessa indústria, surgiu uma outra exploração agropecuária, que foia de engorda de gado bovino, que representa, nos dias atuais, uma grande fontede renda daquele Estado. Em nosso meio, a industrialização de produtos cítricosestá tendo lugar na área abrangida pelos municípios de Limeira, Bebedouro, Araraquara, Matão e circunvizinhanças, já estllndo as grandes indústrias dessa áreaprocedendo a secagem dos resíduos. Trata-se de indústria em plena expansão que,pela aproximação com a região de Barretos, região tradicional de pecuária bovina,poderá possibilitar a abertura de novo mercado, visando ao aproveitamento racionaldos resíduos da indústria citrícola, pennitindo a valorização desse subproduto eestabelecimento de novo equacionamento do problema da engorda.
A industrialização de sementes oleaginosas, tais como o amendoim, algodãosoja e outras, permite também a obtenção de um subproduto valioso, que é a tortaA torta de oleaginosas, pelo seu alto teor protéico, constitui um alimento de valorinestimável para a elaboração de rações animais. Muitos outros exemplos de aproveitamento 'de resíduos ou subprodutos da industrialização de alimentos poderiam sermencionados, tais como o farelo do milho, o farelo da mandioca, o melaço dacana, aproveitamento de sementes de tomate para extração de óleos, etc., cujoaproveitamento vem trazer benefícios diretos para as atividades agropecuárias.
7.4.3 - Possibilidade de implantação de indústrias rurais
Existem certos tipos de indústrias alini.entares que, por não exigirem equipamentos especializados e instalações de grande monta, podem ser facilmente locadas

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 43
na zona rural. Estas indústrias poderiam ser construídas por iniciativa pessoãI oupor intermédio de cooperativas. Incluem-se entre essas indústrias as de produçãode picles, marmeladas, doces cristalizados, frutas em calda, produção de rapadura,etc.. Elas poderão ser altamente econômicas, sem necessidade de operar comgrande capacidade. Desse modo vamos criar novas riquezas na zona rural e vamosabrir um novo mercado de mão-de-obra. Na maioria dos casos, tratando-se deprodutos obtidos de matérias-primas altamente perecíveis, o seu processamentopróximo da fonte de produção e em pequena escala permitirá que se faça umamelhor seleção dessa matéria-prima e se obtenham produtos industrializados deboa qualidade. Esses produtores, uma vez orientados de como melhor instalar essaspequenas indústrias rurais, terão todas as condições necessárias para que essainiciativa seja coroada de êxito, introduzindo uma fonte de renda para si e para acomunidade. Por outro lado, essas pequenas indústrias rurais não iriam concorrer,em ltipótese alguma, com a grande indústria de alimentos, uma vez que se trata depequena produção, que seria totalmente consumida em uma área restrita ou paraatender mercados bastante específicos.
7.4.4 - Contribuir para o zoneamento da produção
Nos países de agricultura avançada vamos observar que a produção agrícolaobedece a um zoneamento bastante eficiente. Este zoneamento permite que osprodutos agrícolas sejam cultivados, no seu habitat, em condições de clima e solomais adequados com às exigências. Através desse zoneamento natural e pelocultivo de variedades selecionadas e tratos culturais adequados, é possível obter-sealto rendimento por área, a preços de custo mais baixos. Nos Estados Unidos sãobem conhecidos o cinturão do milho (com belt), o cinturação do trigo (wheat belt),as regiões citrícolas (Flórida e Califórnia). Cerca de 75% dos tomates consumidosnos Estados Unidos são produzidos no Estado da Califórnia. O Estado de Idahoé o grande centro produtor de batatinha, etc.. Este zoneamento rural traz comoconseqüência o zoneamento industrial, uma vez que as indústrias de alimentosprocuram instalar-se nas proximidades dos grandes centros produtores. Aliás, umadas causas que permitem o zoneamento agrícola é a industrialização.
Nos países onde o abastecimento dos grandes centros populacionais é feitoquase que totalmente na base do produto fresco, o zoneamento da produção setoma bastante difícil, em virtude das grandes oscilações de preço no mercadoconsumidor e da necessidade de se instalar próxima aos centros de consumo.Assim na maioria dos casos, o produtor procura cultivar aquilo que prevê que terámercado mais compensador. Se em um determinado ano plantou batatinha efoi mal sucedido, provavelmente, no ano seguinte, irá dedicar-se a outra culturaque julgue que será lucrativa. Condições de clima e solo mais favoráveis para ocultivo de determinado produto são colocados em plano inferior. Naturalmente,não poderia ser outro o modo de agir do agricultor, uma vez que da exploraçãoagrícola depende sua sobrevivência. Este zoneamento só será possível onde houver

44 ALTANIR JAIME GAVA
industrialização de alimentos que venha oferecer mercado certo e preços compensadores para o produto agrícola. Este fenômeno já está começando a ocorrer entrenós, principalmente /TO Estado de São Paulo. Já podemos vislumbrar uma zonacitrícola estável, resultante das instalações de indústrias para aproveitamento dosfrutos cítricos daquela região; grande parte da Zona Sorocabana e Alta Paulistaestá se dedicando à cultura do amendoim, permitindo que se localize naquelaregião uma grande parte da indústria de óleos vegetais comestíveis. A região deTaquaritinga já começa a se destacar pela produção de tomate para a indústria,fazendo prever que naquela região deverá vir a se concentrar a indústria de produtosde tomate. Desse modo, através do zoneamento agrícola, será possível um melhorrendimento das culturas que serão cultivadas nas regiões que apresentarem solo eclima mais favoráveis às suas exigências, ao mesmo tempo que contribuirá parauma descentralização da indústria de alimentos que tenderá a se concentrar nasproximidades dos grandes centros de produção.
Outra conseqüência importante do zoneamento agrícola é a de permitiruma assistência técnic:l mais eficiente ao produtor através do estabelecimento denúcleos de especialistas para orientarem as culturas mais adequadas de cadaregião.
Um maior intercâmbio entre produtor e industrial será possível uma vez quedo sucesso da atividade rural irá depender os interesses econômicos de ambos.
7.4.5 - Fator de estabilização de preço da matéria-prima
É demasiadamente sabido que o abastecimento dos centros consumidoresapenas com alimentos frescos traz como conseqüências as tremendas oscilaçõesde preços que sofre esse produto nas diversas épocas do ano. É o fenômeno daoferta e da procura. Na época da safra quando há abundância de um determinadoalimento, seu preço sofre uma grande queda, principalmente, se for alimentoperecível. Ex.: batata e cebola. O produtor de um modo geral não conta comrecursos para armazenar sua produção, de modo que se vê na contingência devendê-lo o mais rápido possível. Isso ocorre na ocasião da safra, quando a ofertaaumenta no mercado consumidor, acarretando a queda do preço. Em certasocasiões, esta queda é tão grande que não compensa ao produtor arcar com asdespesas da colheita. Neste aspecto, a industrialização poderia atuar como fatorde estabilização e regularização de preços, uma vez que a indústria vai utilizar amatéria-prima na época na safra, ocasião em que o produtor encontra dificuldadepara vender o seu produto, podendo obter preços razoáveis. Não serão tão altoscomo os atingidos na entressafra, nem tão baixos como geralmente ocorre noperíodo de safra. Poderá conseguir um preço médio e estável, que lhe dará o estímulo necessário para que prossiga na exploração agrícola.
7.4.6 - Melhor utilização dos alimentos durante todo o ano
É uma conseqüência óbvia. Se a maioria dos produtos agrícolas destinados àalimentação tem a safra limitada a determinadas épocas do ano, o ideal seria oaproveitamento máximo dessa produção para ser consumida durante todo o ano.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 45
Este desiderato só poderá ser alcançado através da industrialização. Desta maneirao que normalmente é chamado de superprodução nada mais é que o resultado daimpossibilidade do consumo desses alimentos vegetais durante um período maislongo do ano, em virtude do seu consumo estar se dando ao nível de produtofresco. A industrialização é a única maneira eficiente de se aproveitar melhor asafra, evitando as perdas. Por outro lado, iremos ampliar o mercado de consumodos produtos, que industrializados poderão atingir mercados inacessíveis ao produtofresco.
Sem dúvida alguma a industrialização dos alimentos é a meta segura parapromover a atividade agrícola, permitindo que a agricultura e a indústria caminhemlado a lado, unindo os seus esforços, visando ao objetivo comum que é o soerguimento econômico e social nacional,
BIBLIOGRAFIA
(1) Amerine, M. A. - Notas de aulas. Universidade da Califórnia, Davis, EUA, 1968.
(2) Aykord, W. R. - Food for mano Pergamon Press. Londres, 1964.
(3) Berg, A. - The Nutrition Factor. Its role in national development. The Brook.ingslnstitution,1973.
(4) Borgstrom, G. - Principies of food science. vol. I. Th.~ Macmillan Company. New York,1968.
(5)' Chaves, N. - Nutrição, Saúde e Desenvolvimento. Revista de Química Industrial. 10:256-265, 1976.
(6) Costa, S. I. da et alü - O emprego da soja na alimentação humana. Boletim do Institutode Tecnologia de Alimentos. 46: 1-24, 1976.
(7) C. N. A. - Anais da Comissão Nacional de Alimentação. Rio de Janeiro, Ano I, n9 2,1967.
(8) C. N. A. - Anais da Comissão Nacional de Alimentação. Rio de Janeiro, Ano 11, n9 2,1968.
(9) Desrosier, N. W. - Conservación de Alimentos. Compafiia Editorial Continental S'. A.,México, 1964.
(10) FAO. - 6 mil millones de bocas. FAO, Roma, 1963.
(11) FAO. - Las Proteínas, clave de la alirnentación mundial. FAO, Roma, 1964.
(12) FAO. - Informe dei Primer Seminario Regional Latino-Americano de la FAO sobreTecnología Alimentar. FAO, Roma, 1965.

46 ALTANIR JAIME GAVA
(13) FAO. - Dimensiones y causas deI hambre y la malnutrición. Alimentación y Nutrición.FAO 1: 17-25, 1975.
(14) FAO. - Population, food supply and agricultural development. FAO, Roma, 1975.
(15) IBGE - Anuário Estatístico do Brasil. 1976. IBGE. Rio de Janeiro, 1977.
(16) IBGE - Consumo alimentar. Antropometria. Estudo Nacional da Despesa Familiar.Região V. IBGE, 1977.
(17) IBGE - Consumo alimentar. Antropometria. Estudo Nacional da Despesa Familiar.Regiões I e IlI. IBGE, 1977.
(18) Molinari, R. - Elementos de Bioquímica Geral e de Química Microbiológica. In Lima,U. de A.; Aquarone, E. & Borzani, W. Ed. Tecnologia das Fennentações. EditoraEdgard Blücher Ltda., 1975.
(19) N. A. S. - Recommended dietary allowances. National Academy of Sciences.Washington, D. C., 1968.
(20) Potter, N. M. - Food Science. The AVI Publishing Company, Inc., 1968.
(21) Pyke, M. - Food Science and Technology"John Murray. Londres, 1964.
(22) Sgarbieri, W. - Princípios de Nutrição. 1~ parte. Faculdade de Tecnologia de Alimentos.Universidade Estadual de Campinas, 1971.
8 - A INDÚSTRIA DE ALIMENTOS NO BRASIL
A indústria de alimentos ou agroindústria é urna das mais importantes indústrias de transformação. É difícil defini-la ou classificá·la devido aos muitos tiposexistentes.
Dos alimentos industrializados utilizados pelo homem, 60% são represen·tados por farinhas, raízes, tubérculos e grãos. Após, vêm os alimentos de origemanimal com 28%, frutas 3,6%, açúcar 3,5%, óleos 3,4% e outros (3).
De acordo com o censo de 1970 do IBGE (2), era a seguinte a posição daindústria de alimentos no Brasil para estabelecimentos, de 5 ou mais pessoasocupadas e/ou valor da produção superior a 640 vezes o maior salário mínimovigente:
Tipo de indústria
1) Produtos alimentaresFabricação de produtos de padaria,
confeitaria e pastelaria .
M estabelecimentos
6.881
%
36,3

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS 47
IV? estabelecimentos %
O número total de estabelecimentos de produtos alimentares, em 1970,era de 46.813 comparado com 33.534 em 1960, ao passo que o de bebidas erade 4.798 (1970) comparado com 3.044 (1960).
Beneficiamento, moagem, torrefaçãoe fabricação de produtos alimentares ..Abate de animais em matadouros,frigoríficos e charqueadas, preparaçãode conservas de carne e produção debanha de porco e de outras gordurascomestíveis de origem animal .Preparação de leite e fabricação deprodutos de laticínios .Preparação e fabricação de produtosalimentares diversos, incluindo óleose gorduras vegetais, sorvetes, vinagre,fermentos, gelo e rações balanceadas ..Refeições conservadas, conservas defrutas, legumes e outros vegetais,fabricação de doces, exclusive deespeciarias e condimentos .Fabricação e refinação de açúcar .Fabricação de massas alimentíciase biscoitos .Fabricação de balas, caramelos, bombons, dropes, pastilhas e chocolates...Preparação de pescado e fabricaçãode conservas do pescado. . . . . . . . ..Outras
Total
2) BebidasFabricação de vinhos .Fabricação de aguardentes, licorese outras bebidas alcoólicas .Fabricação de bebidas não-alcoólicas..Destilação de álcool .
Total
5.010
1.336
944
896
653545
533
190
174
17.162
316
830518133
1.797
26,5
7,0
5,0
4,7
3,42,9
2,8
1,0
0,9
1,7
4,42,70,7

48 ALTANIR JAIME GAVA
Observa-se assim· que a indústria de panificação possuía, em 1970, o maiornúmero de estabelcimentos. Em 1960, essa posição era ocupada pela indústriade beneficiamento, moagem, torrefação e fabricação de produtos alimentares.Em 1970, a indústria de fabricação e refmação do açúcar possuía o maiornúmero de pessoal ocupado ao passo que o primeiro lugar em valor da produçãoera ocupado pela indústria de beneficiamento, moagem, torrefação e fabricaçãode produtos alimentares.
A indústria de alimentos cresceu menos do que se esperava nos últimosanos, apesar de continuar a ocupar lugar de destaque entre as indústrias detransformação, quanto ao valor da produção (1? lugar) e pessoal empregado (2?lugar). O setor cresceu de 1960 a 1970 ao ritmo de 8,4% ao ano, o que representaum bom crescin1ento para um setor considerado tradicional. Quase todos os setorestiveram em 1970 crescimento positivo, variando de 5,5% a 13,3%. Tiveram crescimento maior os setores de frutas em conserva, pescado e preparação de produtosalimentares diversos.
Entre as indústrias de transformação, a indústria de alimentos ocupa a primeira posição no que se refere ao valor de produção e o segundo lugar no que concerneao pessoal empregado.
A distribuição dos estabelecimentos por região, em 1970, era a seguinte:
Estimativas recentes têm mostrado uma queda no comportamento do setoralimentos desde 1972. Nesse ano o crescimento foi de 13,3%, em 1973 de 9,6%, efmalmente em 1974 o crescimento atingiu apenas 4,4%, constituindo-se num dosíndices mais baixos de que se tem notícia da indústria de alimentos. Em 1975 ocrescimento foi um pouco melhor tendo sido de 12% em 1976. Espera-se que até1980 o crescimento anual seja em torno de 7% ao ano, devido à recessão econômica internacional, situação da balança de pagamentos do Brasil e medidas decontrôle da inflação.
A razão desse desenvolvimento que ainda deixa a desejar prende-se, principalmente, ao fato de que o investimento nesse tipo de atividade industrial é caro. Asinstalações e os equipamentos de que necessita, distinguem-se entre os demais comoaqueles de construção e manutenção mais dispendiosa que existe (3).
Outro aspecto relevante é a sua necessidade de emprego constante de capital.A indústria de alimentos trabalha com matéria-prima perecível, tanto de origemanimal como vegetal, necessitando assim de estocagem especial. E para manter o
Região
Norte .Nordeste .Sudeste .Sul .Centro-Oeste .
Total
JV{? estabelecimentos
1.02410.03822.33110.6742.746
46.813
%
2,221,447,722,8
5,9

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 49
alimento em condições de ser consumido, despende vultosas somas na sua embalagem e acondicionamento (3).
Em 1960, por solicitação do Banco Nacional de Desenvolvimento Econômico,a Fundação Getúlio Vargas realizou uma pesquisa sobre o problema da industrialização de alimentos, para identificar os melhores processos de preservação, estudara estrutura do consumo de alimentos industrializados e analisar o suprimento damatéria-prima. Os resultados enfatizaram a necessidade de investimentos na agricultura, no armazenamento e conservação da produção agrícola e em novas indústriasde alimentos, com vistas a libertar amplas regiões do País da ameaça permanenteou periódica de crises de abastecimentos (1). Verificou-se, por exemplo, que naindústria de óleos e gorduras, para um ativo imobilizado de 26%, se exigia umcapital circulante de 74%. Isso explica por que essas indústrias passaram, paulatinamente, ao controle do capital alienígena, muito mais poderoso (3).
Assim, a indústria de alimentos, cuja liderança no valor de produção. noparque industrial brasileiro é inconteste, tem uma situação econômica que é, viade regra, debilitada. Portanto, resulta que as condições para investir no campo daspesquisas e das inovações tecnológicas, nessa indústria, são igualmente poucoatrativas (3).
Temos alguns tipos de indústrias de alimentos relativamente bem desenvolvidos como as de óleos vegetais, carne industrializada, sucos cítricos concentrados,café desidratado, laticínios, etc., mas precisamos ainda desenvolver muito anossa tecnologia de alimen tos.
Para isso precisamos melhorar vários pontos como:a) pessoal técnico, tanto de nível superior como de nível médio;b) matéria-prima para a indústria;c) equipamentos adequados para processamento;d) técnica de comercialização.
Felizmente o panorama do setor alimentício tem melhorado prevendo-se umaexpansão interna e externa. O Brasil tem boas possibilidades de tornar-se um"celeiro do mundo", tendo em vista a presente escassez generalizada de matériasprimas no cenário internacional. Nossa exportação de produtos alimentícios manufaturados aumentou consideravelmente nos últimos anos, e muito ainda podemosfazer principalmente com relação à indústria de alimentos tropicais.
BIBLIOGRAFIA
(1) Banas - Brasil Industrial. Editora Banas S. A., 1975.
(2) IBGE. - Censo Industrial. Brasil. 1970. Instituto Brasileiro de Geografia e Estatística,1974.
(3) Tosello, A. - A indústria de alimentos no Brasil. Boletim do ITAL, n9 23, Campinas,SP,1970.

50 ALTANIR JAIME GAVA
9 - ACEITABILIDADE E FATORES DE QUALIDADE DOS ALIMENTOS
A aceitabilidade de uma substância como alimento depende muito da pessoaque a examina, pois certos alimentos podem ser considerados comestíveis por certaspessoas e rejeitados por outras. Uma pessoa faminta pode consumir alimentosque não consumiria em condições normais, porém estamos todos de acordo que umalimento decomposto não deve ser utilizado. Felizmente, muitos alimentos decompostos não prejudicam nossa saúde, porém os valores nutritivos e organolépticospodem ser alterados. Muitas vezes é difícil verificar pela aparência se um alimentoestá decomposto ou não. .
Qualidade pode ser defmida como o conjunto de características que irãoinfluir na aceitabilidade de um alimento. Nossos órgãos do sentido são utilizadosna escolha de um alimento.
Os fatores de qualidade detectados pelos nossos órgãos do sentido podem serdivididos em três categorias: aparência, textura e "flavor" (saboroma).
Os fatores relacionados com a aparência incluem a cor, tamanho, forma,integridade, consistência e defeito. Os fatores de textura incluem os fatores ligadosao tato (dureza, maciez e suculência) e fatores sentidos pela boca (fibrosidade,pegajosidade, arenosidade, farináceo, etc.). Os fatores de qualidade ligados ao"flavor" estão relacionados com o gosto (doce, ácido, salino e amargo) e com oaroma (ácido, fragrante, queimado, gorduroso, râncido, metálico, etc.) e com ogosto-residual ou "after taste" (amargo, seco e adstringente).
Geralmente o consumidor, ao escolher um determinado alimento, o faz tendoem vista, respectivamente, o preço, aparência, sabor e valor nutritivo.
Há ainda certos fatores que não podem ser avaliados organolepticamente peloconsumidor, como o valor nutritivo e substâncias tóxicas e que são de muita importância para sua saúde e bem-estar.
10 - CAUSAS DAS ALTERAÇÕES DOS ALIMENTOS
De uma maneira geral, podemos afirmar que as alterações dos. alimentospodem ser devidas às seguintes causas:a) crescimento e atividade dos microrganismos;b) ação das enzimas presen tes nos alimentos;c) reações químicas não enzimáticas;d) alterações provocadas por insetos e roedores;e) mudanças físicas, como aquelas ocasionadas por queimaduras, congelação,
desidratação, pressão, etc.As duas primeiras causas são muito importantes e serão discutidas com maior
profundidade oportunamente.
c) Reações químicas não enzimáticasEntre as principais temos o ranço oxidativo e o escurecimento químico dos
alimentos. .

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
Ranço oxidativo
51
No ranço oxidativo, as cadeias insaturadas dos ácidos graxos poderão romperse, originando diversos carbonilados de peso molecular mais baixo e responsáveispelo odor desagradável dos produtos rançosos. Abaixo temos a representaçãomuito simplificada da reação:
H H H HI I I I
... - C = C - ... + O2~ •.• - C - C - ... ->I IO-O
Esta reação é acelerada pelo oxigênio, luz (especialmente ultravioleta), temperatura, metais (especialmente cobre e ferro), enzimas (lipoxidase) e presença deoxidantes naturais.
No mecanismo de auto-oxidação ocorrem reações em cadeia, que podem serseparadas em três estágios denominados início, propagação e término.
- Início:
RH -> R" (radical livre)
-Propagação:
Cli: O' -> R~O" (radical peróxido)
ROO + RH -> R + ROOH (peróxido)I
- Término:
ROO + ROO
ROO + R
R + R
produtos inativos
No período inicial para a formação do radical livre, torna-se necessári'l :l.
presença de uma certa quantidade de energia, que poderá ser fornecida pelo calor,radiação e traços de metais como o cobre e ferro. Na radiação, especialmente osraios ultravioleta são efetivos neste particular. De maneira semelhante, as radiaçõesionizantes poderão quebrar a molécula, originando radicais.

52 ALTANIR JAIME GAVA
No período de propagação ocorrem as chamadas reações em cadeia. Teoricamente, a reação continua até que todo o oxigênio ou toda a molécula do ácidograxo (RH) tenha sido utilizada.
No período fmal (término), os radicais reagirão entre si, para formarmoléculas inativas.
O ranço oxidativo deve ser diferenciado do ranço hidrolítico, ocasionado porcertas enzimas (lipases) que ao hidrolisarem um triglicerídeo (óleo ou gordura),liberam ácidos graxos, sendo que aqueles de baixo peso molecular (ácidos butírico,capróico, capn1ico, etc.) possuem odor e sabor desagradável.
Escurecimento químico
Escurecimento ou "browning" químico é o nome que se dá a uma série dereações químicas que culminam com a formação de pigmentos escuros conhecidoscom o nome genérico de melanoidinas. As melanoidinas são polímeros insaturadoscoloridos de variada composição.
É uma reação desejável em alguns casos, como na fabricação de cerveja,pão, café, batata-frita, produção de caramelo e indesejável, como nas frutas desidratadas, ovo em pó, suco concentrado de frutas, especialmente de limão, etc.
Apesar da complexidade do assunto são hoje aceitos três mecanismos outipos principais de escurecimento químico não enzimático: a reação de Maillard,o mecanismo do ácido ascórbico e a caramelização. A Figura 2 apresenta o esquemade Hodges procurando mostrar as reações de escurecimento.
1) Reação de Maillard
Envolve uma série de reações que se iniciam com a combinação entre o grupamento carbonila de um aldeído, cetona ou açúcar redutor, com o grupamento amino de um aminoácido, peptídeo ou proteína, formando depois a chamada base deSchiff, sofrendo o rearranjo de Amadori, (isomerização da aldosilamina N-substi·tuída),a degradação de Strecker (perda de CO2 ) e culminando com a formação depigmentos escuros. Furfural tem sido identificado como uma substância intermediária formada no processo que, por polimerização, poderá produzir melanoidinas.
H /H"C-C
II 1\ ~OH-C C-C
\ / \O H
furfural

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 53
Açúcar aldose
+
composto amínico
1 l
o
ISubstância nitrogena- Ida glicosilarnina
1Rearranjarnentode Amadori
111-arninO-l-desoxi-2-ce-1tose (forma l,2-enol)
-3H2O -2H2 ODegradaçã
IRedutonas I Strecker
Base de Schiff dehidroximetilfurfural(HMF) ou furfural IC021Produtos de fissão.
-2H +2H(Acetol, aldeído pirú-vico, diacetil, etc.)
I- grupo NH2I Aldeído
+H2 O IDesidror-redutona + compostos NH2
HMF ou Ifurfural I (
ICom ou sem
L.-
+ compostoscompostos NH2 NH 2
+ compostos lNH2 Aldóis e políme-
•7 ros livres de N
I.Aldiminas I Aldiminas Aldiminas Iou
+ oomTto' NH, cetiminas
MELANOIDINAS(polímeros e copolímeros nitrogenados escuros)
Figura 2 - Esquema de Hodges mostrando as reações de escurecimento.

54
2) Mecanismo do ácido ascórbico
ALTANIR JAIME GAVA
o ácido ascórbico tem sido considerado como o responsável pelo escureci·mento de sucos cítricos concentrados, principalmente os de limão e tangerina.O ácido ascórbico, quando aquecido em meio ácido, irá formar o furfural, quepoderá sofrer polimerização, originando compostos de coloração escura.
0=
HO
HO
H-
HO-
~III O
~~IC -HICH2 0H
ácido ascórbico
3) Caramelização
A caramelização ocorre quando compostos polidroxicarbonilados (açúcaresou certos ácidos) são aquecidos a temperaturas relativamente altas. Irá ocorreruma desidratação dos açúcares com a formação de aldeídos muito ativos.
Hidroximetilfurfural é muitas vezes um produto intermediário, sendo capazde sofrer polimerização originando as melanoidinas.
H H\ /
H C C OI 11 11 /
HO -C - C C-C
~ Y "'1-1HMF
d) Alterações provocadas por insetos e roedores
Os insetos são importantes, principalmente na destruição de cereais e frutase hortaliças. O problema maior da presença do inseto não é o alimento que eleconsome mas, sim o fato de ele deixar uma porta de entrada para o ataque dosmicrorganismos.

PRINC(PIOS DE TECNOLOGIA DE.ALlMENTOS 55
Os roedores, principalmente os ratos, são, também, consumidores de alimen·tos e por isso sérios competidores do homem. Eles alteram os alimentos não s6pelo que consomem, mas, principalmente pela contaminação que provocam.
Nos Estados Unidos da América do Norte, os insetos e os roedores destroem5 a 10% dos cereais. No Brasil esta alteração é calculada hoje em 20 a 30%, ao passoque em certos países ela chega a alcançar 40 a 50% da produção total.
e) Alterações ocasionadas por mudanças físicas
Estão aqui incluídas certas alterações que ocorrem nos alimentos comoaquelas ocasionadas por queimaduras, desidratação, congelação, pressão, manuseiodeficiente, etc.


microbiologia
11
de alimentos
1. DECOMPOSIÇÃO DOS ALIMENTOS POR MICRORGANISMOS
Os seres vivos, animais ou vegetais, são constituídos por células que fonuama matéria organizada e que, como tais, possuem vida e movimento próprios, oque lhes permite defender-se de células parasitárias que tratam de os destruir. Por~mos tecidos animais ou vegetais quando mortos são destruídos, de uma fonua ou deoutra, por forças biológicas. Existe uma concorrência entre o homem, os animaise os microrganismos para ver quem consome primeiro os nutrientes.
Existem microrganismos em suas mãos e sobre esta pãgina. Estão presentesno ar, no solo, na poeira, na ãgua, nos objetos, etc.
Ainda que a conservação dos alimentos tenha sido praticada ao longo de todaa história do homem, somente depois de Louis Pasteur (1857) tomamos conhecimento do porquê dessa decomposição. Hoje em dia, a maioria dos métodosutilizados na conservação dos alimentos baseia-se na destruição dos microrganismosou objetiva criar condições desfavorãveis para o seu crescimento, uma vez iniciado.
2. CURVA DE CRESCIMENTO DOS MICRORGANISMOS
Quando os microrganismos chegam aos alimentos, se as condições são favorãveis, iniciam sua multiplicação e crescimento passando por uma série de fasessucessivas. Se realizannos contagens microbianas periódicas e representannos,colocando o logaritmo do número de microrganismos viãveis por mililitro naordenada e a unidade de tempo na abcissa, obteremos unia curva de crescimentobastante semelhante à representada na figura 3.

E
ALTANIR JAIME GAVA
c D),.--------~
B
58
Ê..oo.'"'õ)
,~
'>'"o~'2
~o/:)'Ê~ Ao'
<::o
"O
00.3 Tempo em horasFigura 3 - Curva de crescimento dos microrganismos.
Como podemos verificar, esta curva é constituída de várias fases:a) Fase de latência (AB) - também conhecida como fase estacionária ou fase lag
("Iag phase"), Nesta fase, a célula procura se adaptar ao novo meio, nãohavendo, portanto, crescimento e havendo, inclusive, algumas vezes diminuiçãodo número de microrganismos. A duração desta fase é influenciada por váriosfatores como: idade da cultura usada como inóculo, quantidade de in6culo,tempo de geração, tipo de microrganismo, meio ambiente (pH, oxigênio, temperatura, etc.).
b) Fase /ogaritmica (BC) - ou fase log, quando o ritmo de crescimento é máximoe constante. Esta fase chega ao seu fmal por diversos motivos, entre os quaispoderemos citar a utilização de todos os nutrientes e a produção de metabólitost6xicos ao pr6prio microrganismo.
c) Fase estacionária (CD) - quando o número de células permanece constante.d) Fase de destruição (DE) - durante o qual o número de células viáveis decresce
em ritmo constante em face das condições adversas do meio.É de todo o interesse na conservação de alimentos prolongar ao máximo
a fase de latência. Este objetivo pode ser alcançado de diversos modos,destacando-se os seguintes:a) Procurando fazer com que o menor número possível de microrganismos alcance
os alimentos, isto é, reduzindo o grau de contaminação, pois, quanto menosmicrorganismos existirem, maior será a fase de latência.
b) Criando condições ambientais desfavoráveis para os microrganismos com relaçãoao alimento, umidade, temperatura" pH, presença de inibidores, etc.. Quantomaior o número de condições desfavoráveis, tanto mais tardará o início docrescimento.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 59
c) Aplicando certos tratamentos (calor, irradiações) diretamente sobre os miocrorganismos. Sabe-se que certas bactérias ou seus esporos, quando submetidasa um tratamento térmico considerável, requerem melhores meios de cultura doque quando não submetidas ao aquecimento. Com freqüência basta a aplicaçãoda combinação destes tratamentos para a conservação do alimento durante umperíodo desejável. Logicamente tratamentos mais enérgicos eliminarão todosos microrganismos.
A partir da curva de crescimento, podemos calcular o tempo de geraçã;odos microrganismos. O tempo de geração menor está na fase de crescimento logarítmico e sua duração vai depender de uma série de condições ambientais. Da faselogarítmica da curva poderemos chegar à equação (5):
t log 2g=
log b -lob B
onde gtB
b
tempo de geraçãotempo de observaçãon9 de bactérias no períodoinicialn9 de bactérias no final doperíodo de observação
As bactérias são os microrganismos com maior velocidade de crescimentopodendo certas espécies apresentar um tempo de geração de 15 minutos, o quequer dizer que cada célula originará duas células num tempo de 15 minutos.
A tabela 9 mostra a importância de se evitar a contaminação dos alimentospor microrganismos em fase logarítmica.
Tabela 9 - Efeito do tempo de geração, em intervalos de tempo sobre o númerode bactérias, partindo de um só indivíduo (7)
Tempo em Tempo de geração em minutos
horas 30 60 120
O 1 1 11 4 2 1
2 16 4 23 84 8 24 256 16 45 1.024 32 46 4.096 64 87 16.384 128 88 65.536 256 169 262.144 512 16
10 1.048.576 1.024 3220 108 1.048.576 1.024

3 - FATORES QUE REGULAM O CRESCIMENTO DOS MICRORGANISMOS
3.1 - Associações
3.1 - Associações,
ALTANIR JAIME GAVA
3.2 - Efeito das condições ambientais.
Entre os principais fatores influentes no crescimento dos microrganismos.podem ser citados:
60
As associações dos microrganismos entre si intervêm nas alterações e fermentações da maioria dos alimentos. A concorrência entre distintos tipos de bactérias,leveduras e mofos de um alimento determina geralmente o tipo que predominaráe ocasionará uma alteração que lhe é característica. Se as condições são favoráveispara todos, as bactérias geralmente crescem mais rapidamente que as leveduras eestas mais que os mofos. Portanto, as leveduras predominarão sobre as bactériassomente quando existirem originalmente em maior número ou quando as condiçõessão tais que impedem o crescimento bacteriano. Os mofos somente predominarãoquando as condições ambientais são desfavoráveis para as leveduras e bactérias.As diversas espécies de bactérias competem também entre si, sobressaindo-seuma. às demais; do mesmo modo, se as condições são favoráveis às leveduras,uma espécie superará as outras, e o mesmo para os mofos.
Os microrganismos não são sempre antagônicos entre si, comportando-se àsvezes como simbióticos, isto é, ajudam-se mutuamente. Podem também crescersimultaneamente sem favorecimento ou inibição entre si. Há vezes em que apareceo sinergismo entre dois microrganismos; o crescimento conjunto poderá ocasionarcertas transformações que não poderiam ser realizadas isoladamente.
O efeito mais importante de um organismo sobre o outro é o metabiótico,onde um fornece condições favoráveis para o crescimento do outro. Em algunscasos, ambos poderiam crescer ao mesmo tempo, porém o fazem separadamente.A maioria das fermentações e decomposições dos alimentos constitui exemplosde metabiose.
3.2 - Efeito das Condições Ambientais
O meio ambiente determina qual dos microrganismos presentes no alimentosobrepujará os outros e assim .produzirá uma alteração ou transformação quelhe é característica.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 61
Os fatores do meio ambiente estão relacionados entre si e seus efeitoscombinados determinam quais os microrganismos que dominarão. Entre os fatoresprincipais temos:3.2.1 - propriedades físicas dos alimentos,3.2.2 - propriedades químicas dos alimentos,3.2.3 - disponibilidade de oxigênio,3.2.4 - temperatura.
3.2.1 - Propriedades físicas dos alimentos
O estado físico do alimento, sua natureza coloidal ou o seu estado após tersido congelado, aquecido, umedecido ou secado, junto com sua estrutura biológica,determina se pode alterar-se ou não e qual o tipo de alteração que sofrerá.
A água de um alimento, conforme sua situação e disponibilidade, é um dosfatores mais importantes do crescimento microbiano. A água pode ser consideradacomo um composto químico necessário para o crescimento e como participante daestrutura física do alimento. Os microrganismos (bactérias, leveduras, mofos)necessitam umidade para se desenvolverem, sendo o crescimento máximo quandodispõem de água suficiente. A água deve apresentar-se em condições de ser utilizadapelos micróbios, isto é, não combinada de forma alguma, como ocorre em certossolutos e colóides hidrofI1icos. Certos solutos, como o sal e o açúcar, originam umaumento da pressão osmótica, que tende a diminuir a quantidade de água disponívelao microrganismo. Em casos extremos, poderá ocorrer a plasmólise, por causado movimento de água do interior da célula para o meio exterior, com a fmalidadede tentar igualar as concentrações.
A umidade relativa do ar também tem importância. Caso ela seja menor doque a umidade do alimento, este perderá umidade pela sua superfície. Quando aumidade relativa do ar for maior, haverá absorção de umidade pelo alimento.
Dentro do microambiente do alimento, a disponibilidade de água é determinada por sua pressão de vapor relativa ou atividade aquosa mais do que por suaconcentração. É importante, portanto, o estado físico-químico no qual a água seapresenta (combinada, livre, na forma cristalina, etc.) e não a sua quantidadeabsoluta.
Atividade aquosa (aa), é defmida como sendo o quociente da pressão devapor da água no alimento e a pressão de vapor da água pura, na mesma temperatura.
A atividade aquosa de um alimento varia de °aI, conforme seu teor deumidade.
Quando a água do alimento está em equilíbrio com o ambiente, a umidaderelativa é igual a cem vezes a atividade aquosa.
A maioria do crescimento bacteriano é impossível quando aa é menor doque 0,90. A maioria dos mofos e leveduras é inibida entre os valores 0,80 e 0,88,respectivamente. Algumas leveduras osmofílicas conseguem viver em um valor igual

62 ALTANIR JAIME GAVA
a 0,62, enquanto que certas bactérias halofílicas o conseguem quando aa =0,75.Portanto, a redução da atividade aquosa é um fator importantíssimo na conservaçãode alimentos. Esta redução pode ser conseguida por eliminação parcial da água oupela adição de certas substâncias solúveis na água, como o açúcar e o sal.
A seguir apresentamos alguns exemplos de atividade aquosa mínima para ocrescimento de certos microrganismos:
aa Organismo
0,96 - E. coZi, Achromobacter0,95 - Salmonella, Oostridium, Proteus0,94 - Lactobacillus0,92 - Rhizopus, Mucor0,90 - Maioria das bactérias, Saccharomyces0,88 - Maioria das leveduras0,86 - Staphylococcus0,80 - Maioria dos mofos0,75 - Bactérias halofílicas0,62 - Leveduras osmofílicas
Os alimentos de umidade intermediária ("intermediate moisture foods" IMF) com umidade entre 15 e 40% e alta concentração de materiais solúveis naágua, são microbiologicamente estáveis devido à sua atividade aquosa relativamentebaixa (0,55 a 0,85).
A aa da maioria dos sucos concentrados de frutas varia de 0,73 a 0,94. Sucode laranja 47° Brix possui aa na faixa de 0,90 a 0,94 enquanto que o 65°B estána faixa de 0,80 a 0,84. A aa da geléia está em torno de 0,82 ao passo que o do mel,está em torno de 0,75. Uma solução de sacarose a 67% tem um aa igual a 0,86e a 75% igual a 0,77, Já uma solução de frutose a 80% tem um aa igual a 0,65.
Assim a variação da atividade aquosa resultará numa variação do ritmo decrescimento. De um modo geral as bactérias requerem mais umidade do que asleveduras e estas mais do que os mofos. Os alimentos secos, como o pão, são maispropensos a serem alterados pelos mofos; os xaropes e o mel, por terem uma grandequantidade de açúcar, favorecem o crescimento das leveduras (osmofílicas) e osalimentos úmidos (neutros), como o leite, carne, pescado e ovos, ordinariamentesão alterados por bactérias.
O congelamento pode favorecer o crescimento microbiano porque a operaçãopode afetar os tecidos e, assim, líquidos são liberados no descongelamento, facilitando o ataque microbiano. Porém, é bom deixar claro que o congelamento atenuao crescimento microbiano por causa do abaixamento da temperatura.
O tratamento térmico ocasiona mudanças não só na composição químicado alimento como também na sua estrutura, abrandando os tecidos, liberando ouretendo umidade, destruindo ou formando suspensões coloidais, géis e emulsões,variando a penetrabilidade da água e do oxigênio no alimento. As proteínas podem

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 63
desnaturalizar-se e assim estarem mais disponíveis. O amido, como a proteína.pode geleificar-se eliminando umidade e sendo assim mais facilmente decomposto,Por estas e outras razões, os alimentos aquecidos são em geral mais facilmentedecompostos do que os alimentos frescos.
A estrutura biológica do alimento apresenta importância na alteração dosalimentos. As porções mais internas dos tecidos sadios, animais ou vegetais, sãoestéreis ou possuem pequena carga microbiana. Portanto, a menos que os microrganismos penetrem, a parte interna dos tecidos é praticamente livre de seres vivos.Geralmente, os alimentos possuem uma proteção externa, como acontece com apelícula das frutas e hortaliças, casca de ovo, etc., ou então urna cobertura artificial,como o plástico e a paraflna. Essa proteção física dos alimentos não somente ajudaa sua conservação como também determina o tipo, velocidade e desenvolvimentoda alteração.
3.2.2 - Propriedades químicas dos alimentos
A composição química de um alimento determina sua idoneidade comomeio de cultura microbiano. Cada microrganismo, utiliza certas substâncias comoalimento energético e outras para o seu crescimento, havendo um máximo relacionado com a umidade disponível e a concentração de hidrogênio (PH). As necessidades de água já foram por nós estudadas.
Os nutrientes que compõem um alimento são para nós de grande importânciaporque poderemos determinar qual o organismo que terá maiores possibilidadesde se desenvolver. É comum estudarem-se os nutrientes sob forma de alimentosenergéticos, de crescimento e complementares (vitaminas).
Alimentos energéticos - Os hidratos de carbono são os alimentos energéticos maiscorrentemente empregados, se bem que outros compostos cumpram também estafmalidade, como os álcoois, os ésteres, os peptídeos, os ácidos orgânicos, etc..A celulose e o amido, carboidratos complexos, somente são utilizados por umnúmero limitado de microrganismos. Os microrganismos diferem inclusive em suahabilidade de usar os açúcares mais simples. Alguns não podem aproveitar a lactose(açúcar do leite); outros não utilizam a maltose, etc..
O poder de hidrolisar a pectina é característico de certos tipos de bactériase mofos, e apresenta grande importância na decomposição ou fermentação de frutase hortaliças.
Os produtos da ação da lipase (enzima) sobre as gorduras serãoposteriormente utilizadas como fontes de energia pelos micróbios.
Os produtos da hidrólise das proteínas, tais como os peptídeos e aminoácidos,servem como alimentos energéticos para muitos microrganismos proteolíticos,quando não dispõem de outra fonte melhor de energia.

64 ALTANIR JAIME GAVA
Não é somente importante o tipo de alimento energético, como também suaconcentração na solução, assim influindo com o efeito osmótico.
As leveduras e os mofos conseguem desenvolver-se em soluções açucaradasbastante concentradas, porém o melhor crescimento bacteriano é feito em concentrações relativamente baixas.
Alimentos de crescimento - Os microrganismos diferenciam-se na capacidade deutilizar, como fonte de nitrogênio para seu desenvolvimento, diferentes compostos.Muitos microrganismos são incapazes de hidrolisar as proteínas e, portanto, nãopodem obter o nitrogênio das mesmas sem a ajuda de uma forma proteolítica.Cada proteína é constituída de alguns aminoácidos e, por isso, poderá ser utilizadapor certos tipos de microrganismos. Os mofos são bastante proteolíticos, enquantoque as leveduras praticamente não possuem esta propriedade. Algumas bactériaspossuem uma atividade proteolítica enormente influenciada pelo pH; sua melhoratividade existe quando o valor do pH se aproxima de 7. Certos microrganismospodem utilizar a amônia ou mesmo o ar atmosférico como fonte de nitrogênio.
Alimentos complementares (vitaminas) - Certos microrganismos são incapazesde sintetizar algumas ou todas as vitanúnas que necessitam e, portanto, elas devemestar presentes nos alimentos. O seu tipo e teor dependem de cada alimento, sendono entanto necessárias para o crescimento microbiano.
A concentração de ions hidrogênio (pH) de um alimento é importante pela influência que exerce sobre os tipos de microrganismos mais aptos à sua multiplicação e,portanto, sobre as alterações que, logicamente deveriam produzir. Os mofos crescembem numa faixa de pH bem maior do que as leveduras e bactérias, podendo certostipos de mofos desenvolver-se numa acidez bastante elevada. A maioria das leveduras fermentativas cresce bem numa faixa que vai do pH 4 ao pH 6. A maioriadas bactérias cresce bem num pH próximo da neutralidade, se bem que algumas,como as bactérias acidificantes, sejam favorecidas por uma moderada acidez.
Os efeitos tóxicos observados pelos microrganismos, quando estão numpH desfavorável (muito ácid'o, por exemplo), não são resultantes de um excessode H+ (ou OH-), mas sim da forma não dissociada da molécula que poderá penetrarpela membrana por difusão passiva ou por transporte ativo, envolvendo enzimas(permeases) (3).
O pH no interior da célula (microrganismo) pode não ter o mesmo valor dopH exterior. Pesquisadores japoneses (General Bact. 86:1295, 1963) verificaramque Lactobacillus plantarum possui um pH igual a 5,4. Pesquisa realizada na Universidade da Califórnia (3) encontrou um valor de 6,1 para Streptococcus diacetilactis.
As substâncias inibidoras, presentes originalmente ou adicionadas posteriormente pelo crescimento microbiano ou por tratamentos recebidos pelos alimentos,podem inibir o crescimento de certos tipos específicos ou então de todos os microrganismos. Certas substâncias inibidoras são naturais, como o ácido benzóico nasamoras, ou então são propositalmente adicionadas, como os propionatos, sorbatos,

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 65
benzoatos, gás sulfuroso, etc.. Acidentalmente poderemos encontrar resíduos dedetergentes ou desinfetantes, empregados na limpeza do equipamento, ou entãoresíduos de inseticidas, fungicidas, herbicidas, etc., aplicados no tratamento damatéria-prima.
3.2.3 - Disponibilidade de oxigênio
A tensão ou pressão parcial do mugeruo, bem como o potencial de oxiredução (poder oxidante ou redutor) do alimento determina os tipos de microrga·nismos que se desenvolverão.
Do ponto de vista de aproveitamento de oxigênio livre, os microrganismospodem ser classificados em aeróbios, anaeróbios e facultativos. São aeróbios quandonecessitam de oxigênio; anaeróbios quando se desenvolvem na ausência de oxigênio(potencial redox negativo) e facultativos quando podem viver em condições aer6bias ou anaeróbias. Alguns autores incluem também os microaerófilos, quando ocrescimento é melhor numa pressão reduzida de oxigênio (6).
••~:.. '. "z-:"''';' ...... , _-;:.: .::.
Aeróbios Anaeróbios Facultativos
",
Microaerófilos
Figura 4 - Crescimento de microrganismos em relação ao oxigênio do ar.
Os microrganismos aeróbios possuem um sistema enzimático que pode,por exemplo, oxidar a glucose para CO2 e H2 0, usando o oxigênio como o receptorfmal de eletrons. Assim, as reações podem passar do ácido pirúvico (produto dedecomposição de um monossacarídeo) para o ciclo de Krebs (ciclo do ácidocítrico), daí para o sistema citocrômico (transporte de eletrons) e fosforilaçãooxidativa, fornecendo, entre outros compostos, adenosina trifosfato (ATP),composto altamente energético. A reação é a seguinte:

66 ALTANIR JAIME GAVA
Os microrganismos anaeróbios não podem obter energia como no casoanterior, porque eles não possuem o sistema enzimático necessário. Assim, doácido pirúvico eles podem formar ácido lático, álcool,. etc., obtendo com issoenergia. Aqui, um átomo de carbono está sendo oxidado, enquanto que o outrose reduzirá. A reação para obtenção do ácido lático é a seguinte:
Comparando as reações podemos concluir que a primeira reação, energeticamentefalando, é bem mais eficiente do que a segunda.
Existem outros mecanismos de oxi-redução utilizados pelos microrganismospara obter energia.
Os mofos são estritamente aeróbios, as leveduras se desenvolvem melhoraerobicamente mas podem viver na ausência de oxigênio, enquanto" que as bactériaspodem ser aeróbias, anaeróbias e facultativas.
3.2.4 - Temperatura
As possibilidades de alterações dos alimentos estão compreendidas numa faixade ter.lperatura que vai de _5°C até 70°C. Como já podemos aquilatar, os micror·ganismos diferem no ótimo, mínimo e máximo de temperatura e, portanto, a temperatura que um alimento tiver, influirá no tipo, velocidade e extensão das transformações. A temperatura ótima é a temperatura na qual o crescimento é maisrápido. A temperatura ótima de crescimento pode diferir da temperatura ótimade outras atividades celulares.
É comum classificarem-se os microrganismos, conforme o seu comportamento em relação à temperatura, em psicróftlos, mesóftlos e termóftlos. Os psicráfilas desenvolvem-se bem em temperaturas baixas (O°C a 20°C); os mesófilosdesenvolvem·se bem em torno de 20°C a 45°C, enquanto que os termófilos vivemem temperaturas mais elevadas (45°C a 60°C). O termo termodúrico é algumasvezes empregado para aqueles microrganismos resistentes ao calor. Todo organismo termofI1ico é termodúrico, mas nem todo termodúrico é termofI1ico.
A maioria dos mofos e leveduras não se adapta bem a temperaturas superiores a 35 - 37°C e, portanto, não são importantes em alimentos mantidos a altastemperaturas. Por outro lado, crescem bem em temperaturas de 25 - 30°C, podendo certos tipos desenvolverem-se perfeitamente a baixas temperaturas. A maioriadas bactérias prefere temperaturas de 32 - 35°C, porém existem algumas que seadaptam bem a temperaturas altas (termóftlas) e outras a temperatura de refrigeração (psicróftlas). r

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 67
4 - MICRORGANISMOS MAIS IMPORTANTES NA TECNOLOGIA DEALIMENTOS
Não é nossa intenção fazer um estudo apurado a respeito da sistemática dosmicrorganismos, mas sim dar uma idéia geral dos microrganismos mais importantes,não só como responsáveis pelas alterações nos alimentos, mas também pelo seulado benéfico na produção de certos tipos de alimentos.
Entre os microrganismos mais importantes, temos os fungos (mofos e leveduras)e as bactérias.
4.1 - Mofos
Os mofos ou bolores são multicelulares, filamentosos, cujo crescimento nosalimentos é conhecido imediatamente por causa do seu aspecto semelhante aoalgodão. São constituídos por filamentos ramificados e entrelaçados chamadosde hifas, cujo conjunto constitui o micélio. Podem ser septadas ou não, e sãoresponsáveis pela nutrição do fungo. Podem possuir esporos assexuais, originando os "fungos imperfeitos", e esporos sexuais, formando os "fungos perfeitos".A figura 5 mostra um exemplo de mofo.
figura 5 - Aspergillus niger, aumentado 500 vezes (Cortesia de Paschoal G. Robbs).

68
Os principais representantes são:
4.1.1 - Classe Phycomycetos
ALTANIR JAIME GAVA
Subclasse OomycetosOrdem PeronosporalesGênero Phytium - Algumas espécies são responsáveis pela decomposição
de hortaliças, outras são patógenas de raízes, etc.Ordem MucoralesGênero Mucor - Toma parte na alteração de alguns alimentos e na elabora
ção de outros. Mucor rouxii intervém no processo "amylo", de sacarificação doamido; outras espécies participam da maturação de certos queijos ou na elaboração de alguns alimentos orientais, como o "tempeh" (de soja), etc.
Gênero Rhizopus - R. nigricans, chamado o "fungo do pão", é encontradocorrentemente, alterando cerejas e frutas semelhantes, hortaliças, pão, etc.
4.1.2 - Classe·Fungi Imperfecti
Ordem MonolialesFamI1ia MoniliaceaeGênero Aspergillus - A. niger é a espécie mais importante, sendo bastante
empregada industrialmente, principalmente na produção dos ácidos cítricos,glucônico e gálico.
O grupo de A. [lavus oryzae tem importância no Oriente, na preparaçãoda bebida "saké", preparada a partir do arroz. Uma arnilase (enzima) produzidapor este microrganismo irá sacarificar o amido destinado à produção de álcool.
Aspergillus [lavus poderá produzir no amendoim a aflatoxina, substânciade grande poder tóxico.
Gênero Penicillium - É um gênero bastante comum que produz transtornos na conservação de produtos de origem vegetal. No início tomam um aspectosemelhante ao algodão (branco) e, depois de desenvolvidos, os esporos apresentamse com um aspecto pulverulento, de cores variadas (azul, castanho, esverdeado)confonne a cor do esporo e a idade. P. italicum e P. digitatum são comuns nadeterioração de frutas cítricas. P. roqueforti é utilizado na maturação do queijoroqueforte, e P. camemberti, na do queijo camemberte. Outras espécies dePenicillium elaboram penicilina, como, por exemplo, P. notatum.
Gênero Botrytis - B. cinerea ataca a uva e pode viver saprofiticamente nosalimentos. O micélio penetra no grão provocando grande evaporação da água,sem afetar o gosto do mosto, resultando um aumento no teor sacarino, que dáaos vinhos um maior teor alcoólico e um sabor especial, como sucede nos vinhosSauteme, Rin, etc.

PRINC(PIOS DE TECNO.LOGIA DE ALIMENTOS
4.2 - Leveduras
69
São os fungos não mamentosos, unicelulares, de forma variada (esférica,periforme), que se reproduzem principalmente por brotamento. Seus efeitos nosalimentos podem ser benéficos ou prejudiciais. As benéficas são usadas comoalimento ou na elaboração de vinhos, cervejas, aguardentes, pão, maturação superficial de queijos, etc. As prejudiciais podem alterar sucos de frutas, xaropes,chucrute, carnes e outros alimentos.
A figura 6 mostra um exemplo de levedura.
Figura 6 - Saccharomyces cerevisiae, aumentada 500 vezes (Cortesia de Paschoal G. Robbs).
Entre as espécies mais importantes temos:
Classe AscomicetosGênero Saccharomyces - É o gênero mais importante e aplicado em várias
indústrias alimentícias.S. cerevisiae - é utilizada em panificação, produção de álcool, bebidas,
glicerina, invertase (enzima), etc.S. cerevisiae varo ellipsoideus - é uma vari~dade altamente produtora de
álcool e usada na fabricação de vinhos.S. carlsbergensis tem seu uso em cervejarias (cerveja de baixa fermentação).Gênero Kluyveromyces. K. fragilis tem poder fermentativo sobre a lactose
e, portanto, com importância em laticínios como agente de deterioração. Podeser empregada na produção de etanol e proteína unicelular.

70 ALTANIR JAIME GAVA
Gênero Endomyces. E. vema/isjáfoiempregadanotempodaguerra.naelaboração de gorduras.
Gêneros Pichia e Hansenula, contaminantes de salmouras na produção depicles, chucrute, etc.
Gênero Zygosaccharomyces. Caracteriza-se por sua capacidade de crescerem altas concentrações de açúcar, atuando assim na alteração do mel, xaropes,melaço, etc.
Gênero Candida. C. utilis é usada como alimento (proteína microbiana).Gênero Mycoderma. Provoca alterações no vinho, cerveja, queijo, chucru
te, etc.
4.3 - Bactérias
São Protistas procarióticos, microscópicos, com a forma de bastonetes ouarredondadas (cocos), podendo apresentar-se isoladamente ou formando grupamen·tos (cadeias, tétrades, etc.). Sua forma, tamanho, tipo de agregação, estrutura ereações tintoriais são caracteres importantes na sua sistemática.
Em condições de meio impróprias, as bactérias podem formar esporos queresistem bem melhor ao calor, antissépticos, etc., do que as formas vegetativas.Ficam neste estado de vida latente até quando as condições do meio se tornampropícias ao seu desenvolvimento.
Assim como os fungos (mofos e leveduras), devido ao grande número deespécies com ação variada, podem ser úteis ou prejudiciais ao homem, ou mesmosem nenhuma importância.
É comum classificarem-se as bactérias em grupos, tendo em vista as suaspropriedades, sem respeitar a posição sistemática. Neste caso, uma mesma bactériapode ser incluída em mais de um grupo. Assim, temos as bactérias láticas, acéticas,butíricas, propiônicas, proteolíticas, lipolíticas, sacarolíticas, pectolíticas, termófIlas, psicrófIlas, halofI1icas, osmofJ1icas, patógenas, causadoras de intoxicaçõesalimentares, produtoras de gás, tipo "flat-sour", etc.
A figura 7 mostra um exemplo de bactéria.
Figura 7 - SlaphylococclIs allrellS, aumentada 1.250 vezes (Cortesia de Paschoal G. Robbs).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 71
As bacferias mais importantes nos alimentos estão classificadas nas seguintesfammas:
4.3.1 - Pseudomonadaceae
Segundo o Manual Bergey, 8~ edição (1), estão aqui incluídos vários gênerosdestacando-se Pseudomonas e Gluconobacter. O gênero Acetobacter estava aquiincluído antigamente, porém hoje tem afiliação incerta.
4.3.1.1 - Pseudomonas
Podem provocar algumas alterações alimentícias, tendo muitas especlesação proteolítica e lipolítica intensa. São importantes na deterioração de produtosde laticínios e de pescado.
4.3.1.2 - Acetobacter
As espécies deste gênero oxidam o álcool etl1ico a ácido acético, porémpodem oxidar outros compostos orgânicos, dando produtos diversos. em todasas espécies oxidam o etanol a ácido acético, havendo também uma diferença quantoa esta capacidade de oxidação. Algumas bactérias acéticas param no ácido acético("under-oxidizer") atualmente situadas no gênero Gluconobacter e outras oxidamtambém o ácido acético para CO2 e H2 O ("over-oxidizer"). As bactérias acéticassão úteis na fabricação de vinagre e indesejáveis na conservação de vinhos. Emvinagreiras não usamos uma espécie determinada, porém sim uma mistura de váriasespécies acéticas. Entre as espécies podemos citar Acetobacter aceti subsp. aceti,Acetobacter rancens, Gluconobacter oxidam e Acetobacter aceti subsp.-xy/inum.Essa última, pelo fato de ser excessivamente mucilaginosa, poderá obstruir osgeradores da vinagreira.
4.3.2 - Enterobacteriaceae
4.3.2.1 - Escherichia e Enterobacter
São bactérias que formam o grupo coliformes ou coliaerogenes, podendofermentar um açúcar (lactose, por exemplo) produzindo ácidos (lático, acético,succínico), álcool, gás carbônico e hidrogênio. E. colí é de origem intestinal,não sobrevivendo por muito tempo em outros habitats. Enterobacter aerogenes,embora sendo também uma bactéria entérica, pode viver saprofiticamente, pormuito tempo, no solo, água, superfície de vegetais, etc.

4.3.3.1 - Micrococcus
4.3.3 - Micrococcaceae
4.3.2.2 - Salmonella
ALTANIR JAIME GAVA72
4.3.3.2 - Staphylococcus
Algumas espécies toleram quantidades relativamente altas de sal, enquanto
outras são termodúricas, isto é, resistem bem à pasteurização do leite usada comercialmente.
o tifo e o paratifo são doenças causadas por espécies do gênero Salmonella.S. typhimurium e S. enteritidis são responsáveis por infecções alimentares, hojeem dia relativamente freqüentes.
Ambas são utilizadas como índice de higiene na indústria alimentícia. JáEscherichia coli é utilizada como índice de sanidade de um alimento, por ser umaboa indicadora de contarrúnação por fezes.
Certas espécies, como S. aureus, podem produzir intoxicações pela elaboraçãode toxinas antes do alimento ser ingerido.
4.3.4 - Lactobacillaceae e Streptococcaceae
Aqui estão incluídas as chamadas bactérias ácido-láticas ou láticas. Necessitam
de alimentos complexos como várias vitaminas, uma série de aminoácidos ou certospeptídeos como fonte nitrogenada e um hidrato de carbono fermentescível paraenergia. As homofermentativas fermentam os açúcares principalmente em ácidolático, enquanto que as heterofermentativas fornecem, além de ácido lático, quantidades apreciáveis de produtos voláteis (álcool, por exemplo). Elas são úteis nafabricação de manteiga, queijos, chucrute, picles, etc., e indesejáveis no caso devinhos, sucos, refrigerantes e frutas.
4.3.4.1 -Streptococcaceae
a) Streptococcus - Inclui espécies homofermentativas. Os estreptococosfecais do grupo D de Lancefield, são muitas vezes empregados como indicadoresde contaminação fecal ou de qualidade higiênico-sanitária de alimentos.

S. thennophylus - com temperatura ótima de 40° a 45°C, é importantena fabricação de queijos que são aquecidos, como o suiço ou de iogurte.
S. lactis e S. cremoris - desenvolvem-se bem em temperaturas de 10° a20°C e são bastante utilizadas na fabricação de manteiga e queijos.
S. diacetilactis, além de produzir ácido lático, pode produzir diacetil, substância aromática.
b) Pediococcus - P. cerevisiae, além de ser encontrada em tanques de salmoura, poderá ocasionar problemas em cerveja, principalmente pela produção dediacetil.
c) Leuconostoc - É uma bactéria heterofennentativa. Caracteriza-se pelaprodução de compostos aromáticos como diacetil e acetoína. L. mesenteroidestolera concentrações altas de açúcar, sendo um problema comum em destilariade álcool, provocando a chamada "canjica". L. citrovorum e L. dextranicum(L. paracitrovorum) fazem parte da flora aromatizante utilizada na fabricaçãoda manteiga porque fennentam o ácido cítrico do leite produzindo acetil metilcarbinol (acetoína) e diacetil, substâncias de aroma agradável.
PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS 73
4.3.4.2 - Lactobacillaceae
Lactobacillus - Podem ser homo ou heterofennentativas, vivendo melhorem temperaturas de 37° a 45°C. São bastante utilizadas na elaboração de produtosderivados do leite (manteiga, queijo, leites fennentados) e na fennentação láticade produtos vegetais (picles, chucrute, azeitona). L. plantarum é a espécie predominante na fabricação de picles e pode ser importante na fennentação malolática dos vinhos. L. casei é utilizada na maturação do queijo "Cheddar". L. acidophilus é utilizada na elaboração do leite acidófl10 e L. bulgaricus é utilizada naelaboração da coalhada búlgara.
4.3.5 - Propionibacteriaceae
Propionibacterium freundenreichii subsp. shernuznii, ao fennentar hidratosde carbono, poderá produzir ácido propiônico, ácido acético, gás carbônico, etc.É utilizada na maturação do queijo suíço.
4.3.6 - Bacillaceae
Caracteriza-se por produzir esporos que são resistentes ao calor e, por isto,apresentam problemas, principalmente em enlatados.

4.3.6.2 - Clostridium
É um gênero anaeróbio, catalase-negativo, largamente encontrado no solo,plantas em decomposição e trato intestinal dos animais. Necessita, para desenvolver-se, de mais de 30% de água, condições anaeróbias, menos de 10% de sal emenos de 40% de açúcar (2). C. botulinum e C. parabotulinum podem produzirintoxicações alimentares. C. butyn'cum, C. multifermentans e C. pasteurianumpodem produzir grande quantidade de gás (H 2 e CO2 ), principalmente em alimentos que contenham grande quantidade de açúcar. C. nigrificans, um tennof11ico(45° - 55°C), com ótimo pH de 5,5 a 7,5, pode causar alterações em milho eervilhas, produzindo gás sulfídrico. C. perfringens provoca intoxicação alimentar.
Os membros mais importantes em alimentos enlatados são facultativos,mesófilos ou tennófJ1os. Algumas espécies preferem atacar proteínas, outras carboidratos inclusive pectina. B. polymixa, B. macerans e B. circulans são exemplos deespécies mesófJ1as. B. coagulans é importante na alteração de alimentos compH de 3,8 a 5,5. Sua temperatura ótima é de 45°C sendo relativamente comum emtomates. É chamada de organismo "flat-sour" porque produz ácido e não gás.B. stearothermophilus, com a temperatura ótima de 55°C, é problema em alimentoscom pH 6,0 a 7,2. Também não produz gás e, por isso, é o "flat-sour" de alimentosnão ácidos.
ALTANIR JAIME GAVA74
4.3.6.1 - Bacillus
BIBLIOGRAFIA
(1) Bergey's - Manual of Determinative Bacteryology. 81!' edição. The Williams Et WilkinsCo., 1974.
(2) Borgstrom, G. - PrincipIes of Food Science. voI. lI. The Macmillan Company, 1968.
(3) Collins, E. B. - Notas de aulas. Universidade da Califórnia, Davis, EUA, 1968.
(4) Desrosier, N. W. - Conservación de Alimentos. Compaiíia Editorial Continental S.A.,1964.
(5) Elliot, R. P. e Michener, H. D. - Factors affecting the growth of psychrophilic microorganisms in foods. Technical Bulletin n? 1320. United States Department ofAgricul ture, 1965.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
(6) Foster, E. M. et alii. Dairy Microbiology. Prentice HallInc., 1964.
(7) Frazier, W. C. - Microbiologia de alimentos. Editorial Acribia, 1962.
75
(8) Hawthom, J. - Food and microorganisms. In Recent Advances in Food Science. vol. I.Commodities, London, 1962.
(9) Jay, J. M. - Modem food microbiology. Van Nostrand Reinhold Co., 1970.
(10) Loncin, M. et alii - Inf1uence of the activity of water on the spoilage of foodstuffs.Joumal ofFood Technology 3: 131-142,1968.
(11) Morris, E. O. - Effect of environment on microorganisms. In Recent Advances inFood Science. vol. I. Commodities, London, 1962.
(12) Prescott, S. C. e Dunn, C. G. - Microbiologia Industrial. Aguilar, 1962.
(13) Robbs, P. G. - Informação pessoal. Departamento de Tecnologia de Alimentos daUniversidade Federal Rural do Rio de Janeiro, 1977.


envenenamentode origem alimentar
111
Envenenamento de origem alimentar ("food borne disease") é um tennogenérico que, no seu sentido amplo, inclui todos os males derivados da ingestãode alimentos tornados impróprios para o consumo por microrganismos e/ou seusprodutos metabólicos, e também por contaminantes não microbianos (9).
Os casos de envenenamento de origem alimentar são relativamente numerosos na atualidade e, provavelmente, foram mais comuns no passado. Mesmo hojeem dia muitos casos passam despercebidos por não serem adequadamente investi·gados.
A fun de melhor situar o problema, vamos dividir os envenenamentos deorigem alimentar em:1) envenenamento (doença) produzido por substância tóxica;2) doenças causadas por microrganismos que usam o alimento como meio de
transmissão;3) doenças ocasionadas por microrganismos que usam o alimento como meio de
crescimento.
1 - ENVENENAMENTO PRODUZIDO PELA INGESTÃO DE SUBSTÂNCIASTÓXICAS
1.1 - Substâncias Tóxicas Adicionadas ao Alimento
São casos poucos freqüentes, que se caracterizam pelo aparecimento dossintomas imediatamente após a ingestão do alimento (minutos ou horas depois).A literatura registra numerosos casos originados por confusões ou erros, devidosà ignorância ou imprudência.

78 ALTANIR JAIME GAVA
Arsênico, chumbo, zinco, mercuno, cádmio e antimônio em alimentos jáforam registrados na literatura. Algumas vezes o inseticida fluoreto de sódio foiacidentalmente incorporado ao alimento, pensando-se que fosse farinha de trigo,leite em pó ou amido.
Incluímos aqui também a presença não intencional de:a) aditivos em concentrações superiores às recomendadas pela legislação;b) inseticidas, fungicidas, herbicidas, nematicidas, etc., utilizados no tratamento
da matéria-prima agropecuária, ec) detergentes e desinfetantes presentes nos equipamentos de processamento.
1.2 - Substâncias Tóxicas Encontradas Naturalmente nas Plantas e Animais
São exemplos pouco freqüentes e somente em casos excepcionais ocasionarãoproblemas. Como exemplos podemos citar:a) certos fungos silvestres são venenosos e poderão ser confundidos com os cogume·
los comestíveis;b) certos mariscos e ostras, em determinadas épocas do ano produzem alcalóides
prejudiciais à saúde;c) consumo de leite proveniente de animais que se tenham alimentado de plantas
tóxicas;d) folhas de ruibarbo e espinafre já foran! responsáveis por problemas ocasionados
pelo alto teor de ácido oxálico;e) presença de inibidores enzimáticos em leguminosas, cereais, batatas, clara de
ovo, etc., sendo os mais conhecidos os inibidores de proteases. O inibidor datripsina, encontrado na soja, constitui talvez o mais conhecido e o mais estudado de todos os fatores antinutricionais;
f) presença de substâncias tóxicas, como o gossipol na semente do algolião, solanina na batatinha, glicosídeos na mandioca e soja, etc.
2 ~ DOENÇAS OCASIONADAS POR MICRORGANISMOS QUE USAM OALIMENTO COMO VEICULO DE TRANSMISSÃO
Entre os casos mais comuns poderemos citar:a) brucelose, ocasionada por espécies do gênero Brncella;b) desinteria amebiana, ocasianada por Entamoeba hystolítica;c) tuberculose, ocasionada por Mycobacterium tuberculosis;d) cólera, ocasionada por Vibrio comma;e) febre Q, ocasionada por Coxiel1a burnetti;f) tifo, ocasionado por Salmonella typhi.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 79
3 - DOENÇAS OCASIONADAS POR MICRORGANISMOS QUE USAM OALIMENTO COMO MEIO DE CRESCIMENTO
3.1 - Intoxicações Alimentares
Ocorrem quando certas toxinas, elaboradas por núcrorganismos, são ingeridasjuntamente com o alimento. Não há, portanto, necessidade de ingestão de célulasviáveis, pois a própria toxina é responsável pelos sintomas.
São exemplos de intoxicações alimentares aquelas ocasionadas por aostridium botulinum, Staphylococcus aureus, Aspergillus flavus, aostridium perfringense Bacillus cereus, mas só as quatro primeiras serão discutidas aqui.
3.1.1 - Botulismo
É uma intoxicação alimentar causada pela ingestão de alimentos que contéma exotoxina produzida por aostridium botulinum. Sabemos ser uma neurotoxinaquê influi no mecanismo da acetilcolina através de uma interação ainda poucoconhecida (7).
A bactéria, que vive normalmente no solo, não é infecciosa, sendo incapazde causar sintomas de envenenamento. Quando o microrganismo encontra condições favoráveis de crescimento (ausência de oxigênio, unúdade, pH, nutrientes,potencial de oxi-redução, etc.). no alimento, poderá produzir uma poderosa toxinaque, mesmo em quantidades pequenas, poderá ter efeito letal.
São reconhecidas hoje seis tipos de toxinas, já obtidas em uma forma maisou menos pura. Esses tipos são chamados de A, B, C, D, E e F. Os tipos A, B e Esão importantes para o homem (9).
A toxina, uma proteína, é bastante termolábil, podendo ser destruída duranteuma exposição de 15 minutos em água fervendo. York (9) informa que a dose letalpara camundongos de 20 gramas é de 4,5 X 10'9 mg.
Os esporos de aostridium botulinum são altamente resistentes ao calor. Otratamento necessário para destruir todos os esporos no alimento irá dependerdo tipo de alimento, tipo e "strain" da bactéria, meio e a temperatura de formaçãodos esporos, idade dos esporos e número de esporos (2). Esty recomendou osseguintes tratamentos para destruir esporos de Qostridium botulinum:
100°C 360 minutos105°C ' 120 minutos110°C. . . . . . . . . . . . . . . . . . . . . . . . . .. 36 minutos115°C 12 minutos120°C. . . . . . . . . . . . . . . . . . . . . . . . . .. 4 minutos
Hoje em dia os casos fatais têm diminuído bastante mas, ainda podem serencontrados casos isolados, principalmente com o uso de vegetais e carnes enla-

80 ALTANIR JAIME GAVA
tadas domesticamente. Nos Estados Unidos da América do Norte, a taxa de mortalidade é de 65%, ao passo que, na Europa, é em torno de 5.0% (2).
A palavra botulismo é derivada de "botulus", que, em latim, quer dizersalsicha, porque os primeiros casos identificados na Europa foram causados porembutidos alterados.
Os sintomas da intoxicação aparecem num período variável de 12 a 36 horas,sob a forma de alterações digestivas, transtornos visuais e transtornos nervosos.A morte poderá ocorrer 3 a 6 dias depois.
O tratamento é feito pelo uso de antitoxinas (soro monovalente e polivalente)muitas vezes não eficientes por causa dos vários tipos de toxinas.
3.1.2 - Intoxicação por Clostridium perfringens
De acordo com a capacidade de produção de exotoxinas, são reconhecidosseis tipos de C perfringens: A, B, C, D, E e F.
Os sintomas aparecem de 8 a 22 horas e são caracterizados por dores abdominais, diarréia, febre e náuseas, sendo os vômitos raros. Ocorrem quando sãoingeridos alimentos com contaminação superior a 106 células viáveis por grama.
O habitat normal da bactéria é o solo e o trato intestinal do homem e dealguns animais.
As carnes preparadas (ensopadas, assadas, etc.) são os veículos principaisde tais bactérias, devendo como medida de controle ser feita a cocção do alimentoimediatamente antes do consumo e manter o alimento guardado em baixas temperaturas.
3.1.3 - Estaftlococos
É uma intoxicação alimentar bastante freqüênte, ocasionada pela ingestãode uma enterotoxina produzida por certas amostras de Staphylococcus aureus,durante seu desenvolvimento no alimento. A toxina é denominada de enterotoxinapor causar gastroenterite ou inflamação das mucosas gástrica e intestinal.
O organismo responsável encontra-se amplamente distribuído em nossa pele,nariz e garganta. É uma intoxicação bastante comum, porém os casos não sãograves, passando muitas vezes despercebidos e, por isso é difícil estimar a suaocorrência. A bactéria não resiste bem ao calor, porém a toxina é termoestável(90% da toxicidade é destruída a 100°C durante 30 minutos).
Os sintomas aparecem de uma a seis horas depois, constituídos principalmente de vômitos e diarréias. Os casos fatais são raros, e somente quando a intoxicaçãoestá associada com outras doenças (crianças mal nutridas, por exemplo).
Existem vários tipos de toxinas, mas, para serem produzidas, torna-se necessária a existência de grande número de microrganismos (106 células/grama).

PRINCIPIOS DE TECNOLOGIA DE ALIMENTOS 81
As intoxicações são comuns no verão, principalmente pelo uso de produtosde pastelaria, saladas, molhos, derivados do leite e carne mal preparados, etc.
A refrigeração dos alimentos combinada com a higiene é atualmente o melhorcontrole.
3.1.4 - Aflatoxina
Compreende um grupo de toxinas (G I , Gz , BI , e Bz), que são substânciasderivadas da difuranocumarina, produzidas por Aspergillus fTavus e outras espéciesque crescem em amendoim, arroz e outros cereais. Ocasionam problemas e mesmomorte em animais (pato, peru, frango, etc.) e câncer em ratos. Parece que ocasionam, também, câncer hepático ao homem. É uma rnicotoxina de muita importânciana exportação de amendoim por países tropicais como o Brasil. Aqui, no nossopaís, o atual limite máximo de aflatoxina nos alimentos é de 30 ppb.
3.2 - Infecções Alimentares
São ocasionadas por toxinas elaboradas por certos rnicrorganismos depois queo alimento foi ingerido. Há necessidade, portanto da ingestão de células viáveisdo microrganismo.
Como exemplos podemos mencionar aquelas ocasionadas por espécies dosgêneros Salmonella, Shigella, Streptococcus, Vibrio, Proteus e Pasteurella.
Cabe aqui mencionar as infecções ocasionadas por vírus (poliornielite ehepatite) e por parasitas (triquínose, cistocercose, teniase de origem bovina esuína).
Entre as infecções alimentares, salientaremos a salmonelose.
Salmonelose
É uma infecção alimentar produzida por espécies do gênero Salmonella,principalmente por S. typhimurium. A toxina (endotoxina), um complexo polimolecular constituído principalmente por proteína, polissacarídeo e, possivelmente,lipídeo, será liberada com o rompimento ("lysis") da célula. Ela é resistente aocalor e a substâncias químicas, sendo encontrada principalmente na parede celularde Salmonella. A bactéria está amplamente distribuída na população animal comocachorros, gatos, galinhas, bovinos, ovinos; em muitos pássaros, répteis (cobra, etc.)e roedores. Naturalmente, ela é também encontrada no homem.
Existem diversas espécies diferenciadas por características fisiológicas, bioquí.micas e sorológicas.
Os sintomas, conseqüência de um grande número de bactérias (l05 células),aparecem de 12 a 24 horas após a ingestão e são, principalmente, náuseas, vômito,diarréia e febre.

82 ALTANIR JAIME GAVA
Os alimentos usualmente contaminados são produtos de ovos, carnes ederivados, saladas e outros alimentos de origem animal.
O controle de Salmonella nos alimentos é conseguido através da implantaçãoe manutenção de um adequado programa sanitário, juntamente com a pasteurização.
O valor D (tempo de tratamento térmico, resultando destruição de 90% dasbactérias a uma certa temperatura) de Salmonella indicado é (8):
- 1 a 2 seg a 66°C em leite integral,- 0,5 min a 60°C em gema de ovo,- 10 min a 55°C em ovo integral.A pasteurização de ovos líquidos recomendada usa temperatura na ordem de
60° a 62°C durante 3 minutos.
BIBLIOGRAFIA
(1) Desrosier, N. W. - Conservación de alimentos. Compaiiia Editorial Continental S.A., 1964.
(2) Frazier, W. C. - Microbiologia de alimentos. Editorial Acribia, 1962.
(3) Howie, J. W. - Pathogenic organisms in food. In Recent Advances in Food Science. Vol. I.Commodities. London, 1962.
(4) Jay, J. M. - Modem food microbiology. Van ostrand Reinhold Co., 1970.
(5) Leitão, M.F.F. - Controle sanitário na indústria de alimentos. Seminário "A IndústriaAlimentar e Aspectos de seu Desenvolvimento Técnico". Instituto Roberto Simonseno São Paulo, 15 de junho de 1976.
(6) Robbs, P. G. - Informação pessoal. Departamento de Tecnologia de Alimentos da Universidade Federal Rural do Rio de Janeiro, 1977.
(7) U. S. Department of Health, Education and Welfare. - Botulism. Proceeding of a symposium U. S. D. H. E. W. Public Health Service. Cincinnatti, Omo, 1964.
(8) Yokoya, F. - Higiene industrial aplicada às indústrias alimentícias. Curso no InstitutoNacional de Tecnologia, Rio de Janeiro, 11 a 15 de julho de 1977.
(9) York, G. K. - Anotações de aulas. Universidade da Califórnia, Davis, USA, 1968.

limpeza e sanitizacãona indústria alimentlcia
IV
A limpeza e a sanitização na indústria alimentícia são operações muito importantes no controle sanitário dos alimentos.
As práticas sanitárias utilizadas visam em última estância evitar a contaminação e alteração dos alimentos. Essas medidas sanitárias iniciam-se na seleção damatéria-prima, no seu transporte e armazenamento, em um processamento emcondições adequadas no que se refere a instalações físicas e equipamentos, noemprego de pessoal em condições higiênicas satisfatórias e fmalmente na embalagem e armazenamento do produto fmal em condições sanitárias corretas (3).
O controle sanitário de um alimento deve ser exercido de modo a evitarsua contaminação por microrganismos, insetos, roedores e outros animais bemcomo por substâncias químicas, destacando-se os microrganismos como os maisimportantes.
As principais fontes de contaminação dos alimentos são:
a) Matéria prima (incluindo água);b) Ambiente (ar, equipamentos, embalagens, materiais diversos);c) Pessoal (manuseio dos alimentos).
A limpeza e sanitização estão baseadas numa seqüência de quatro operações:1) Pré-lavagem;2) Limpeza com detergentes;3) Nova lavagem;4) Sanitização.

84
l-plffi-LAVAGEM
ALTANIR JAIME GAVA
É uma operação de grande importância no sentido de reduzir a quantidade deresíduos aderentes aos equipamentos e, quando efetuada de forma adequada, chegaa remover até 90% do material solúvel presente. Essa operação é comumente conduzida com o emprego de água ligeiramente aquecida (38° a 46°C) já que água excessivamente quente é prejudicial, uma vez que pode causar a coagulação (desnaturação) de proteínas, resultando assim numa aderência maior e conseqüentementedificultando a operação de limpeza. Já a lavagem com água fria pode resultar nasolidificação de gorduras nas superfícies prejudicando a eficiência da limpeza (2).
A água é assim o solvente usado na lavagem dos equipamentos de alimentose para isso deve ser quimicamente pura.
O fornecimento de água de boa qualidade é essencial ao funcionamento daindústria de alimentos, sendo usada não só na operação de limpeza e sanitização,mas também no processamento, transferência de calor, produção de vapor, etc.
Dependendo da sua utilização, a água deve ter certas características comopotabilidade (própria para consumo humano), dureza, teor de metais tóxicos,contagem microbiológica dentro de certos padrões, ausência de odor e sabor indesejáveis, etc. Em função da fonte fornecedora (água de subsolo, rios, lagos, reservatórios, água já tratada do município, etc.) e do uso fmal da água (limpeza, processamento, etc.) é recomendável que a indústria de alimentos, sempre que possível,tenha o seu próprio tratamento de água.
O tratamento de água envolve diferentes métodos baseados nos seguintesprincípios (6):a) armazenamento em reservatório por período longo,b) flltração lenta em areia,c) coagulação química e fll tração rápida em areia,d) combinação da remoção de dureza e ferro da água seguida de coagulação quími-
ca e flltração rápida,e) remoção da dureza,f) remoção de manganês e ferro,g) desinfecção.
Na água de limpeza, a sua dureza é muito importante, podendo ser uma dureza temporária ou permanente. A dureza temporária, devida à presença de carbonatos e bicabornatos de cálcio e magnésio, é eliminada pelo aquecimento (ebulição),transformando em carbonatos insolúveis que precipitam e são removidos. Já adureza permanente é devida a presença de cloretos, sulfatos e nitratos de cálcio emagnésio, que necessitam de outros tratamentos para serem eliminados.
A dureza total é a soma das durezas temporária e permanente, sendo calculada pela determinação quantitativa de Ca++ e Mg++ e comumente expressa em ppmde CaC03 .
Uma classificação de dureza de água é a seguinte (2):
- água mole - Oa 60 ppm,

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 85
água moderadamente dura - 60 a 120 ppm,água dura - 120 a 180 ppm,água muito dura - mais que 180 ppm.
A diminuição da dureza da água pode ser feita por tratamento térmico,soda, agentes seqüestrantes e troca iônica (zeólitos e resinas trocadoras de ions).
Além da diminuição da dureza, outros tratamentos são recomendados paraa água de limpeza, dependendo de cada caso.
Para mostrar as diferentes possibilidades de tratamento de água, menciona·remos algumas operações recomendadas na obtenção de água pura para ser usadana formulação de alimentos:
aeração,sanitização,tratamento com cal,coagulação (com sulfato de alumínio),sedimentação,fIltração por areia.
2 - LIMPEZA COM DETERGENTES
A palavra detergente significa literalmente algo que limpa (4).A limpeza com detergente é, talvez a operação mais importante, exigindo um
conhecimento aprimorado das características dos detergentes e das suas condiçõesdo emprego. Um detergente ideal deve apresentar as seguintes características (3):a) solubilidade rápida e completa,b) não ser corrosivo,c) capacidade de remover a dureza da água,d) boa capacidade molhante e de penetração,e) ação emulsificante,f) ação de dissolver resíduos sólidos,g) ação dispersante, desfloculante ou de suspensão,h) ação enxaguante,i) atóxico,j) econômico,k) estável durante o armazenamento.
A ação da solução de limpeza deve ser atingida por uma série de quatro etapasbásicas (3):1) a solução de detergente entra em contato íntimo com o resíduo a ser removido,
através de suas características molhantes e penetrantes;2) deslocamento de resíduos sólidos e líquidos da superfície por ação saponificante
em gorduras, peptizante em proteínas e dissolvente em minerais;3) dispersão dos resíduos no solvente por ação dispersante, desfloculante ou emulo
sificante;

86 ALTANIR JAIME GAVA
4) evitar a redeposição dos resíduos na superfície através das características delavagem.
É de todo interesse conhecennos a natureza do resíduo a ser removido paratennos uma limpeza adequada. De maneira geral, os agentes estranhos na superfície dos equipamentos são carboidratos, lipídeos, proteínas e minerais. A tabela 10mostra algumas características próprias desses agentes.
Tabela 10 - Características dos componentes residuais nos equipamentos (3)
Comp<J.nente Solubilidade Facilidade de remoção
Carboidratos Solúveis na água Fácil
Lipídeos Ins. na águaDifícil
Sol. em álcalis
Proteínas lns. na água Muito difícil
Sais minerais:Monovalentes Sol. na água Fácil ou difícil
Sol. elfl ácido
Polivalentes Ins. na águaFácil ou difícil
Sol. em ácido
Na fonnulação de um detergente procura-se atender, ao maxlillo, às características apresentadas anterionnente. A tabela 11 mostra alguns tipos de detergen tes com suas funções principais.
Tabela 11 - Características dos principais componentes de limpeza (3)
Tipo de detergente
Alcalinos (básicos)
Ácidos
Agentes tensoativos(surfactantes)
Fosfatos complexos
Agentes quelantes
Funções principais
Deslocamento de resíduos por emulsificação,saponificação e peptização.
Controle de depósitos minerais; amolecimentode água.
Ação umectante e penetrante; ação dispersante; evita redeposição de resíduos.
Deslocamento de resíduos por emulsificação epeptização; dispersão de resíduos; amolecimento de água; evita deposição de resíduos.
Amolecimento de água; controle de depósitosminerais; peptização; evita redeposição.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
Os principais tipos de detergentes são:
2.1 - Detergentes alcalinos
87
São normalmente atóxicos com bom poder emulsificante, dispersante, peptizante e umectante. Parte da alcalinidade ativa é consumida na saponificação degorduras e parte pode reagir e neutralizar os constituintes ácidos dos resíduos.Assim, os detergentes alcalinos mantêm o pH da solução em nível efetivo para aremoção de resíduos e para evitar a corrosão dos equipamentos.
Hidróxido de sódio (soda cáustica) é o mais importante representante, sendomuito usado na lavagem de garrafas. É um poderoso agente de limpeza e compropriedades germicidas. O hidróxido de potássio poderia ser usado mas é maiscaro. O metassilicato de sódio, ortossilicato de sódio e sesquissilicato de sódio sãooutros exemplos de detergentes alcalinos fortes.
O carbonato de sódio e o bicarbonato de sódio são exemplos de álcalisfracos e, como os anteriores, servem para fornecer OH- e são usados para removerresíduos orgânicos (1).
2.2 - Detergentes ácidos
Alguns depósitos como incrustações de água dura, depósitos calcários ocasionados por álcalis, etc., não são removidos por detergentes alcalinos, necessitando dedetergentes ácidos ou agentes quelantes.
A ação detergente dos ácidos é ocasionada pelo H+ produzido que tambémé responsável pela corrosão do equipamento. Por este motivo, os ácidos fortes comoo sulfúrico e clorídrico não são usados como detergentes. São, portanto, utilizadosos ácidos fracos como cítrico, levulínico, g1ucônico, sulfâmico,' etc.
2.3 - Detergentes tensoativos
Substâncias tensoativas são aquelas que modificam a tensão superficial eminterfaces líquido-líquido, líquido-gás e sólido-líquido. Essas substâncias geralmenteapresentam, na sua fórmula grupos polares (hidroWicos, ou seja, com afmidadepela água) e grupos não polares (lipoWicos, ou seja, com afmidade por óleos egorduras) que as tomam agentes capazes de reduzir a tensão superficial. Assim,agentes emulsificantes permitem a dispersão de dois líquidos não miscíveis; agentesmolhantes permitem uma melhor penetração de líquidos em resíduos sólidos,etc. (3).
Os detergentes tensoativos (surfactantes) são classificados em aniônicos,catiônicos e não-iônicos.

88
2.3.1 - Detergentes tensoativos aniônicos
ALTANIR JAIME GAVA
São aqueles que se dissociam em solução, sendo o íon negativo a forma ativa.A maioria dos detergentes comerciais está aqui incluída, destacando-se (1):a) Sabões - São normalmente sais de sódio e potássio de ácidos graxos, obtidos
por saponificação dos óleos e gorduras:
o H O11 11
11R-C-O-C-H R - C - ONa
O I O11
R'-C-O-C-H NaOH 11
I--> R' - C - ONa +H2 0
OR'~C-O-C-H 11
11 I R" - C - ONaO H
óleo ou gordura Sabão
HI
HO-C-HI
HO-C-HI
HO-C - HIH
Glicerina
Os sabões, principalmente aqueles com cadeias de 12 a 18 átomos de carbono,são efetivos detergentes na presença de água "mole". A presença de cálcio e magnésio prejudica a sua ação detergente.
b) Ãlcoóis e hidrocarbonetos sulfonados - São substâncias com boas característicasde detergente, tendo, porém, o primeiro ação emulsificante razoável e o segundoótima ação molhante.
c) Sulfonatos de alquila e arila - São compostos que possuem melhor ação detergente quando R, uma cadeia de hidrocarboneto alifático, contém 12 a 13 átomosde carbono. É o principal detergente tensoativo utilizado, representado peloduodecilbenzeno sulfonato de sódio.
O
< > IIR-\ j-~-ONa
O
2.3.2 - Detergentes tensoativos catiônicos
São aqueles que, ao se dissociarem em solução, apresentam um íon positivoativo. São compostos mais eficientes como germicidas do que como detergentes.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 89
Os compostos de amônio quaternário são os principais representantes, deven·do sua ação ao fato do átomo de nitrogênio possuir um par de elétrons não emparelhados, permitindo assim um ataque eletrofI1ico.
2.3.3 - Detergentes tensoativos não-iônicos
São detergentes que não se ionizam em soluções aquosas, sendo obtidospela combinação de óxido de etileno com compostos hidrofóbicos contendogrupamentos do tipo carboxila, hidroxila, amino, etc., originando assim diferentes tipos de éteres, ésteres, etc.
2.4 - Agentes Seqüestrantes e Quelantes
2.4.1 - Polifosfatos
Os polifosfatos começaram a ser usados na formulação de detergentes apósa descoberta de que eles formam complexos solúveis com cálcio e magnésio, evitando assim a precipitação de sais que poderiam interferir na operação de limpeza. A sua ação seqüestrante é, geralmente, reversível.
Os polifosfatos de sódio compreendem uma série de complexos de fosfatode sódio, obtidos pelo aquecimento de fosfato de sódio isoladamente ou misturado com álcalis. São exemplos o polifosfato tetrassódico, o hexametafosfatode sódio ("Calgon") e o tetrafosfato de sódio ("Quadrofos").
Alguns ácidos orgânicos (cítrico, glucônico, etc.) são também seqüestrantesmas não tão importantes como os polifosfatos.
2.4.2 - Agentes quelantes
O ácido etilenodiamino tetra·acético (EDTA), com seus sais de sódio epotássio, é o mais importante agente quelante, sendo capaz de remover Ca'",Mg'" e Fe'" de soluções, com efeito similar aos polifosfatos. Os agentes quelantessão estáveis ao calor e compatíveis com compostos de amônio quaternário.
Os métodos de limpeza são os seguintes (3):1) Manual - Feito com solução de detergente previamente selecionado, à tempe
ratura variando de 46 a 49°C. Geralmente, empregam-se escovas, raspadores,esponjas, esguichos de alta e baixa pressão, esguichos de vapor, etc.Após a limpeza, é feita a lavagem com água morna ou fria e deixa-se a superfíciesecar.
2) Imersão de equipamentos - O processo é aplicado para utensI1ios, alguns tiposde equipamentos e para o interior de tachos e tanques. Após a pré-lavagem com

90 ALTANIR JAIME GAVA
água morna, imergem·se os equipamentos na solução detergente em concentra·ção apropriada durante 15-30 minutos e à temperatura de 52°C. Após estetempo, as superfícies são escovadas, lavadas com água a 82°C. Os equipamentossão secos e, depois, montados e sanitizados antes do uso.
3) Aspersão - É empregada para limpar e desinfetar equipamentos, especialmenteo interior de tanques de armazenamento. A operação envolve uma pré·lavagemcom água a 21'C, aplicação do detergente a 6~71°C e lavagem com água a27°C.
4) Limpeza sem desmontagem ou CIP ("cleaning in place"). Sistema automáticode limpeza, bastante empregado na industrialização do leite. Consiste em um sistema permanente de equipamentos e condutos que são convenientemente limpose desinfetados, sem desmontagem.
3 - NOVA LAVAGEM
A lavagem fmal, como já foi mencionado, é feita para eliminar os resíduosde detergentes, podendo ser feita com água fria ou quente.
4 - SANITIZAÇÃO
A sanitização visa eliminar os microrganismos presentes nos equipamentose não removidos após os tratamentos realizados anteriormente.
Poderá ser realizada por meios físicos e mais comumente por meios químicos (2).
4.1 - Sanitização por Meios Físicos
4.1.1 - Calor
a) VaporJatos de vapor a 77°C durante 15 minutos ou a 93°C durante 5 minutos ou
ainda 1 minuto pelo uso do vapor direto.
b) Água quenteRecomenda-se uma exposição de 2 minutos a 77°C no caso de xícaras e
utensl1ios e de 5 minutos a 77°C no caso de equipamentos de processamento dealimentos.
c) Ar quenteExposição durante 20 minutos à temperatura de 82°C.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
4.1.2 - Radiação ultravioleta
91
Radiações com comprimento de onda na faixa de 240 a 280 nanômetros sãogermicidas e podem, após um tempo de 2 minutos, destruir microrganismos superficiais. São usadas em certas embalagens e na "esterilização" de ambientes. Lâmpadas de vapor de mercúrio com baixa pressão são comumente empregadas, emitindo90% de radiações com 254 nrn.
4.2 - Sanitização por Meios Químicos
É muito usada na prática, principalmente por razões econômicas, destacandose o uso dos compostos clorados, iodados e quaternários de amônio.
4.2.1 - Compostos clorados
o cloro é o sanitizante mais usado devendo sua atividade germicida àcombinação com radicais oxidáveis, principalmente -SH das enzimas.
O ácido hipocloroso (HelO) é a forma ativa como germicida, produzido pelareação do cloro com a água:
C12 + H2O~ HCIO + HCl
O ácido hipocloroso é encontrado predominantemente entre o pH 4,0 e 7,5,conforme mostra a figura 8.
~
\1\
1\\\\
1\'\
100
90
80
70
ro50
40
30
20
10
O4 5 6 7
pH
O
10
20
30
40
50
60'9
70 u
80
90
1008 9 10
Figura 8 - Relação entre HC10, CIO' e pH (Conforme Baker, 1959).

92 ALTANIR JAIME GAVA
Alguns dos principais compostos de cloro empregados como germicidas são:
a) Cloro gasoso - Cl2
b) Hipoclorito de cálcio - Ca(OO)2
c) Hipoclorito de sódio -
d) Cloramina T
aOO
Recomenda-se o uso de 100 ppm de cloro durante dois minutos na imersãoe circulação e de 20~250 ppm, durante dois a 5 minutos, na aspersão e nebulização. É oportuno lembrar que toda água de limpeza deve ter de 15 a 20 ppm decloro (1).
Entre as vantagens do cloro podemos apresentar:é efetivo contra grande número de bactérias;é bastante efetivo contra esporos bacterianos;não é afetado pela água dura;é relativamente barato.
Como desvantage~s do uso do cloro podemos mencionar:é corrosivo;é afetado pela matéria orgânica;pode provocar irritações na pele;pode causar alterações de sabor.
4.2.2 - Compostos iodados
São bastante germicidas, sendo sua atividade ocasionada pela ação do iodomolecular (12) que se combina com as proteínas das células rnicrobianas.
Suas desvantagens de pouca solubilidade em água, toxicidade, etc. são contornadas pela sua combinação com agentes tensoativos não-iônicos formando oscompostos iodíferos ("iodophors").
Recomenda-se o uso de 12,5 a 25 ppm de iodo, durante 2 minutos, naimersão e aspersão e nunca a temperaturas altas (mais que 47°C) por causa de suapressão de vapor relativamente alta (1).

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
Entre as vantagens do iodo podemos apresentar:o iodo livre tem coloração marrom, indicativo da sua presença;não é muito afetado pela matéria orgânica;menos irritante e corrosivo que o cloro.
93
onde:RI - grupamentos longos (C 8 a C18)
R2 , R 3 , ~ - hidrogênio, grupos alquila, arila ou heterocíclicos
Como desvantagens podemos mencionar:sua atividade bactericida decresce com o aumento do pH. Mais ativo em pH 3,0e muito pouco em pH 7,0;não deve ser empregado em temperaturas maiores que 47°C;menos eficiente que o cloro contra esporos bacterianos.
4.2.3 - Compostos quaternários de amônia
São compostos tensoativos, catiônicos que apresentam pouca atividade como
detergentes mas boa atividade gennicida. Parece que atuam inativando·enzimas dosmicrorganismos ou mais especificamente da membrana celular (1).
A fónnula geral desses compostos é:
+R2 /RI
~N X
~~R3x - usualmente cloreto ou brometo.
onnalmente os compostos quaternários de amônio são aplicados em pH 6,0ou maior, à temperatura de 24°C, nas seguintes concentrações e tempo (2).
Imersão e circulação Aspersão e nebulização Tempo de contato
200 ppm;400ppm;2 minutos.
BIBLIOGRAFIA
(1) Jennings, W. G. - Theory and practice of hard-surface cleaning. Adv. in Food Research,Academic Press, vol. 14: 326-459, 1965.
(2) Leitão, M. F. F. - Limpeza e desinfecção na indústria de alimentos. Boletim do Institutode Tecnologia de Alimentos Campinas, SP, n? 43, setembro, 1975.

94 ALTANIR JAIME GAVA
(3) Leitão, M. F. F. - Controle sanitário na indústria de alimentos. Seminário "A IndústriaAlimentar e Aspectos de seu Desenvolvimento Técnico. Instituto Roberto Simonsen, São Paulo, 15 de junho de 1976.
(4) Unilever - Detergents. Unilever Educational Booklets. Unilever, Londres, 1967.
(5) Vaughn, R. H. - Food Plant Sanitation. In Joslyn, M. A. &Heid, J. L. Ed. Food ProcessingOperations, vol. I, The AVI Publishing Co., Inc. 1963.
(6) Yokoya, F. - Higiene Industrial aplicada às indústrias alimentícias. Curso no InstitutoNacional de Tecnologia, Rio de Janeiro, 11 a 15 de julho de 1977.

enzimas
v
1 - INTRODUÇÃO
Também chamadas de diástases, são proteínas que apresentam a extraordinária capacidade de catalisar reações químicas.
a realidade, as alterações dos alimentos produzem-se como conseqüênciado desenvolvimento microbiano de um lado e da atividade enzimática do outro.
Apesar da Enzimologia ter sido iniciada há algum tempo foi somente nestesúltimos anos que ela teve um grande desenvolvimento.
A descoberta das enzimas data do século XVIII quando se iniciavam osestudos sobre a digestão dos alimentos. o século passado, PASTEUR afinnouque a fennentação era inseparável da célula viva e estabeleceu o conceito de queas enzimas fossem células vivas. a mesma época, LIEBIG, dizia que a fermentação era provocada por substâncias químicas. Em 1897, KUHNE propôs o nome deenzimas para evitar o uso dos chamados "fermentos organizados" e "fermentosnão organizados". BUCHNER, em 1897, acabou com a controvérsia entre LIEBIGe PASTEUR, ao mostrar a possibilidade de fermentação na ausência de célulasvivas.
Os trabalhos de purificação de enzimas começaram depois de 1920. A primeira enzima a ser cristalizada foi a urease, em 1926 por SUMNER. Hoje, mais de 100enzimas foram obtidas sob forma cristalina, e mais de SOO têm sido relativamentebem purificadas. Acredita-se que cada célula tenha, pelo menos, 1.000 enzimas.
Em 1904, HARDEN observou que, qUaJldo as enzimas da fermentação dolêvedo eram colocadas num saco de diálise e deixadas repousar na água, cedoperdiam sua capacidade de causar fermentação. Verificou que a capacidade deprovocar a fermentação era restaurada quando o material era retornado às enzimasdentro do saco de diálise. Ele chamou o novo material de coenzima porque coope-

rava com a enzima propriamente dita na catálise das reações químicas (4). Entreas coenzimas podemos citar DPN+ e TPW, glutationa, ácido ascórbico, coenzima Q,citocromos, coenzima A, etc. Portanto, as coenzimas são substâncias orgânicasde baixo peso molecular que não fazem parte da molécula enzimática. Existe,contudo, uma classe de substâncias semelhantes às coenzimas que se acham fumemente ligadas à molécula da enzima, chamada grupo prostético. O seu modo de atuaré bastante semelhante ao da coenzima. Como exemplos de grupos prostéticos temoso grupo das flavinas, piridoxina, tiamina, grupos "heme", etc. Existem ainda substâncias ativadoras necessárias para a ocorrência de certas reações enzimáticas.Entre os ativadores mais comuns temos Mg", Zn", Ca", CQ-, etc. As coenzimas,grupos prostéticos e substâncias ativadoras formam os chamados cofatoresenzimáticos.
Existem substâncias inibidoras que diminuem ou eliminam a atividade dasenzimas. Entre os inibidores mais comuns temos HC ,H2 S, CO, ácido cloroacético,mercáptans, metais pesados (Ag+, Cu", Hg", Pb), etc.
A especificidade é uma característica importante das enzimas, isto é, determinada enzima só aceita como substrato determinada(s) substância(s). A especificidade é tal que, por exemplo, maltase.ataca a ligação a-l,4 de maltose, mas não afetaa ligação (3-l,4 de celobiose. A maioria das enzimas proteolíticas rompe ligaçõesde L-aminoácidos mas não de D-aminoácidos.
Poderemos ter a exoenzima e a endoenzima, conforme sua esfera de atividadeseja fora ou dentro da célula que a produziu.
A velocidade de uma reação enzimática é influenciada pela concentraçãodo substrato, pH, concentração da enzima, temperatura e presença de ativadoresou inibidores. Podemos representar uma reação enzimática por:
96
E+S~ ES*-> E+P
ALTANIR JAIME GAVA
onde: E = EnzimaS = Substrato
ES~'= Complexo enzima substratoP = Produto final
Toda enzima possui um "centro ativo", local onde se processam as reaçõesquímicas. O centro ativo é constituído de alguns resíduos de aminoácidos da cadeiada proteína que se encontram em íntima e mútua proximidade espacial. Acredita-seque os aminoácidos que constituem o centro ativo formam na superfície da enzimauma espécie de "orifício", ao qual o substrato pode ajustar-se. O orifício, por suavez, deve possuir um formato definitivo, que acómode algumas moléculas, como ossubstratos e os inibidores, mas rejeite outras espécies de moléculas e impeça-as deentrar em contato ativo com a enzima. Esta é a explicação para a especificidadeenzimática e a principal razão por que as estruturas secundárias e terciárias são tãoimportantes para a atividade da enzima; elas determinam a forma global damolécula enzimática e, em particular, criam o centro ativo, que, de outra maneira,seria uma fJ.leira uniforme de resíduos de aminoácidos (4).

PRINCIPIOS DE TECNOLOGIA DE ALIMENTOS
2 - CLASSIFICAÇÃO
97
As enzimas, à medida que foram sendo identificadas, receberam nomes queo investigador lhes atribuía, sem que houvesse a preocupação de uma sistematiza·ção. Observava·se muitas vezes, tão somente o sufIxo A8E, indicativo de umaenzima. Entretanto, restaram ainda algumas enzimas cujos nomes, consagradospelo uso, nem mesmo esta regra observaram. É o caso da papaína, tripsina, pepsina,renina, etc.
Numa tentativa de sistematização, uma comissão da União Internacional deBioquímica estabeleceu as normas da nomenclatura enzimática em 1964 (3). Elaé feita de tal maneira que, à sua leitura fIcamos sabendo quais os substratos envol·vidos e qual a reação que se passa. As enzimas possuem um código de 4 números,relacionado com a sua classiflcação. O primeiro número está relacionado com areação bioquímica. O segundo número está relacionado com o grupo transferido,tipo de reação hidrolisada, tipo de ligação formada, etc.; o terceiro número estárelacionado com a substância formada, tipo de receptor, etc., e o quarto númerodepende da série usada no terceiro número.
Assim estas normas procuram substituir catalase por peróxido de hidrogênio:peróxido de hidrogênio oxidoredutase (1.2.1.6); beta·arnilase por a-l,4-glucammaltoidrolase (3.2.1.2); invertase ou beta-frutofuranosidase por beta-D-frutofuranoside frutoidrolase (3.2.1.26); pectinesterase por pectina-pectil hidrolase(3.1.1.11), etc. A substituição dos nomes triviais pelos ofIciais, esses mais complexos do que aqueles, somente se dará com o tempo, na prática diária.
As enzimas são classifIcadas em seis grupos:1) OXIDOREDUTASES que envolvem reações de óxido-redução;2) TRANSFERASES que envolvem transferências de radicais;3) HIDROLASES que envolvem reações de hidrólise;4) LIASES que envolvem remoção de grupos dos seus substratos, deixando duplas
ligações;5) ISOMERASES que envolvem reações de isomerização;6) LIGASES que ocasionam reações de síntese e por isso também chamadas de
sintetases.Cada um desses grupos é subdividido em subgrupos. Por exemplo:
3.1\- Hidrolases que atuam em ésteres,3.2 - Hidrolases que atuam em compostos glicosídicos,3.3 - Hidrolases que atuam em éteres,3.4 - Hidrolases que atuam em ligações peptídicas e assim por diante.3.1.1 - Atuam em ésteres carboxI1icos,3.1.2 - Atuam em tiol-ésteres,3.1.3 - Atuam em mono éster fosfórico,3.1.4 - Atuam em diéster fosfórico, e assim por diante.3.1.1.1 - Carboxil-éster hidrolase,3.1.1.2 - Aril-éster hidrolase,3.1.1.3 - Glicerol-éster hidrolase, e assim por diante.

a tecnologia de alimentos as enzimas são muito importantes e, para facilitaro estudo, mencionaremos apenas as mais comuns, ainda com a sua nomenclaturatrivial.
A obtenção de enzimas para diversas fll1alidades poderá ser feita a partir demicrorganismos, vegetais superiores ou animais.
Entre as enzimas mais importantes, citaremos algumas glicosidases (amilases,invertases e lactase), enzimas pécticas (pectinesterase, poligalacturonase), estearases (fosfatase, lipase) , proteolíticas (pepsina, tripsina, quimotripsina, papaína,ficina, bromelina, renina, carboxipeptidase e leucinoaminopeptidase) e oxidases(catalase, peroxidase, pelifenoloxidase, glucose oxidase, oxidase do ácido ascór·bico e lipoxidase).
Muitas enzimas são indesejáveis no alimento e, por isso, devem ser inativadas.Como outras proteínas, as enzimas podem ser facilmente desnaturadas (mudançasirreversíveis de sua forma configuracional, afetando o centro ativo) de váriasmaneiras, principalmente pelo calor. Assim, para inativar a maioria das enzimas,basta aplicar temperaturas na ordem de 70° a 80°C, durante 2 a 5 minutos (2).A inativação de enzimas pelo calor é largamente utilizada na indústriaalimentícia recebendo tal tratamento o nome de "blanching". A continuidadeda atividade enzimática pode ocasionar, por exemplo, uma mudançade cor na cloroftla ou carotenóides; o escurecimento em alguns alimentos; arancidez em óleos; variações no aroma; alterações no valor nutritivo das proteínase vitaminas ou, finalmente, a presença das enzimas pécticas pode ocasionar mudan·ças na textura dos alimentos (2).
Como exemplos de enzimas, mencionaremos:
3.1 - Amilases
São enzimas que atuam sobre a ligação a-I,4 de polímeros da glucose(glucans) como o amido, glicogênio, etc., transformando·os em moléculas de menorpeso molecular.
Entre as mais importantes temos a alfa-amilase e a beta-amilase. Como conseqüência da sua atividade no amido, por exemplo, temos uma diminuição da viscosidade (por causa do rompimento da cadeia do polissacarídeo), perda na capacidade do iodo em dar uma coloração azul e no aparecimento de grupos redutores (8).
A beta-amilase (enzima sacarificante) hidrolisará o amido fornecendo maltose.A alfa-amilase (enzima dextrinizante) ataca as ligações ao acaso, fornecendo umamistura de substâncias chamadas de dextrina. A figura 9 mostra um diagrama esque·mático da ação das amilases sobre a amilose (só ligações a-I,4) e amilopectina(ligações a-I ,4 e a-I ,6).
São enzimas que podem ser obtidas por microrganismos; mas normalmenteo são através do malte (cevada ou outro cereal germinado). A a-amilase é produzida no processo de germinação. São enzimas importantes na fabricação de bebidasobtidas a partir de cereais e na panificação.
98
3 - ENZIMAS NA TECNOLOGIA DE ALIMENTOS
ALTANIR JAIME GAVA

PRINCI"PIOS DE TECNOLOGIA DE ALIMENTOS
13 - amilase
Figura 9 - Ação de a e 13 amilases em moléculas de amilose e amilopectina.
3.2 - Invertases
amilose
99
São enzimas que atuam sobre a sacarose (2-D-glucopiranosil.p-D-frutofuranoside), transfonnando-a em uma mistura de açúcares redutores (glucose e frutose).
Existem 2 tipos de invertases: a l3-frutofuranosidase e a a-glucosidase.A figura 10 mostra a ação destas enzimas.
CH2 0H'
8 «:<-a---gl-Uco-sidase
O
13 - frutofuranosidase\....-_---Y CH2 0H
Figura 10 - Ação das invertases sobre a sacarose.
Os dois tipos hidrolisam as ligações glicosídicas da sacarose em diferentesposições. A I3-frutofuranosidase hidrolisa a ligação entre o oxigênio e o carbono 2(C 2 ) do resíduo da frutose. A enzima reconhece o resíduo de frutose da molécula.Por outro lado, a a-glucosidase hidrolisa a ligação entre o oxigênio e o carbono 1(Cd da glucose. A enzima reconhece o resíduo de glucose da molécula.
A maioria das invertases de plantas são tl-frutofuranosidases. As levedurascaracterizam-se pór possuírem estas enzimas e são utilizadas na fennentação alcoólica ou produção industrial de invertases. A atividade destas enzimas pode ser determinada por polarimetria, fonnação de grupos redutores e método que utiliza aglucose-oxidase.

A lactase ((3-galactosidase) ataca a lactose, transformando-a em glucose egalactose. Apresenta importância porque este açúcar do leite, de poder adoçantebaixo, pode ser transformado em açúcares com poder adoçante bem maior.
100
3.3 - Lactase
ALTANIR JAIME GAVA
3.4 - Enzimas Pécticas
ou
PG
o
PGPG
PE PE
~ ~ ~!COOH COCH3 COOH COCH3I I I I
-G --G--G--G-
As enzimas pécticas têm sido relativamente bem estudadas por causa da suaimportância na indústria de alimentos. Elas são utilizadas para facilitar a fIltraçãoe clarificação de sucos de frutas (maçã, uva) e na produção de pectinas de baixametoxilação ou ácidos galacturôlÚcos. Elas são indesejáveis quando podem ocasionar o excessivo amolecimento (abrandamento) de muitas frutas e hortaliças; naformação de precipitados nos sucos de laranja e tomate e na diminuição da consistência de massas de tomate.
De uma maneira geral, podemos dizer da existência de 3 tipos diferentes deenzimas pécticas: pectinesterase, poligalacturonase e pectina-transelirninase. Astranseliminases não são importantes nos vegetais e caracterizam-se por quebrarema ligação glicosídica pela remoção de hidrogênio do carbono 5, formando assim umadupla ligação.
A pectinesterase (PE) catalisa a remoção de grupos metoxílicos da moléculade pectina e de ácido pectínico para dar ácido péctico. Ocorre no tecido da maioriadas plantas (tomate, laranja, etc.) e pode ser produzida por microrganismos.
A poligalacturonase (pG) ocasiona a quebra das ligações glicosídicas das substâncias pécticas para dar fmalrnente o ácido galacturônico. Também é encontradanos vegetais superiores e pode ser produzida por microrganismos.
O ataque de PE e PG pode ser visto na figura 11.tP
- OCH3
O
Figura 11 - Posições de ataque de pectinesterase e poligalacturonase na pectina.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
3.5 - Enzimas Proteolíticas
3.5.1 - Papaína
101
É uma das enzimas proteolíticas mais utilizadas. É utilizada no amolecimentode carnes; no tratamento de cerveja para evitar formação de precipitado e comoauxiliar de digestão. É extraída do látex do mamoeiro (Carica papaya) donde reee,beu o seu nome.
3.5.2 - Renina
É uma enzima encontrada no estômago (quarto estômago) de bezerros,sua principal fonte de obtenção. É talvez a enzima proteolítica de maior utilizayão, principalmente na elaboração de queijos. Hoje em dia, a sua obtenção a partirde microrganismos é uma realidade e deverá ser no futuro o método maisempregado.
3.5.3 - Ficina
Compreende um grupo de enzimas obtidas da seiva da figueira.
3.5.4 - Bromelina
É uma enzima obtida da planta de abacaxi.
3.5.5 - Pepsina
É uma enzima produzida pelas células do estômago e de importância nadigestão dos alimentos.
3.5.6 - Tripsina, quirnotripsina, carboxipeptidase e arninopeptidase
São outros exemplos de proteases.
3.6 - Glucose-Oxidase
É uma enzima obtida principalmente de Aspergillus niger que oxida a glucosepara ácido glucônico, com a produção de água oxigenada, como podemos verificarna figura 12.

102 ALTANIR JAIME GAVA
H + E.FAO -----+ = O + EFADH2 (fonna reduzidaL da enzima)
~ O2
EFAO + H202delta glucolactona1H20
H20H
OH
glucose-oxidase-O-glucose
ácido glucônico
Figura 12 - Ação da glucose-oxidase sobre a glucose.
A primeira parte da reação é catalisada pela glucose-oxidase, ao passo que asegunda parte é não-enzimática (8).
Comercialmente, a glucose-oxidase é utilizada na remoção de traços de glucose e de oxigênio. A remoção de glucose é desejável em certos casos como na albumina (de ovo) e ovo desidratados. A presença de oxigênio em quantidades pequenaspoderá conduzir a modificações de cor e sabor em certos alimentos, e por isso,a sua remoção é desejável. Em todos estes casos, a enzima catalase deve ser incluídapara decompor a água oxigenada, produto da reação. A glucose-oxidase podetambémser utilizada analiticamente na determinação de glucose.
A atividade da enzima poderá ser detenninada pela avaliação de H2 O2 formada, quer espectrofotometricamente a 235 nm, ou usando peroxidase e um substrato, ou pelo consumo de oxigênio.
3.7 - Peroxidase
É uma reação que catalisa reações do tipo:
AH + H2O2 --> AOH + H2O, onde AH pode ser fenol, ácido ascórbico,etc.
Pelo fato de ser facilmente determinada e por ser uma das enzimas mais resistentes ao calor, a peroxidase é utilizada como indicação de "blanching" em muitosprodutos.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
3.8" - Catala.se
103
Assim como a peroxidase, é uma enzima que contém o núcleo ferro-porfirina.A mais conhecida das reações da c.atala.se envolve uma oxidação-redução bimolecular, onde uma molécula de H2 O2 é oxidada para O2 e a outra é reduzida paraH2 0.
catalase
3.9 - Polifenol-Oxida.ses
São enzimas responsáveis pelo escurecimento enzimático em muitos produtos.
A polifenol-oxidase tem duas diferentes atividades catalíticas, ambas envolvendo oxigênio. Elas são chamadas de atividades cresolase e catecolase (8). Acresolase está relacionada com a oxidação de fen6is monoidroxilados, como atirosina, fenol, ortocresol, etc., para formar outro grupo hidroxílico. Os doiselétrons são fornecidos pelo cobre, sempre associado à enzima.
OH
6-CH""" 0, 6-PFO
~HO O .CHHO'
A catecolase envolve a remoção de 2 hidrogênios de fen6is diidroxilados,como o catecol ou diidrofenilalanina, para dar uma ortoquinona correspondente.
PFO
As quinonas, por polimerização, produzem melanoidinas.
3.10 - Lipoxidase
A lipoxidase ou lipoxigena.se catalisa a oxidação de ácidos graxos poli-insaturados contendo o grupo cis-cis 1,4 pentadieno por oxigênio molecular. Entretais ácidos, temos o linoléico, linolênico e araquidônico. O radical produzido podeafetar outras moléculas, inclusive proteínas e vitaminas. Depois da

104 ALTANIR JAIME GAVA
remoção do H' do grupo metilênico, a reação poderá continuar nãoenzimaticamente. Assim, como conseqüência da ação de lipoxidase, teremos umconsumo de oxigênio, duplas ligações conjugadas e formação de hidroperóxidos:
R - CH = CH - CH2 - CH = CH - RI.I-.
. R - CH = CH - CH - CH = CH - RI.l-
R - CH = CH - CH = CH - CH - RI.l-
R - CH = CH - CH = CH - CH - RI
IOOH
BIBLIOGRAFIA
+OOH
+OOH
(1) Bernhard, S. - The structure and function of enzymes, W. A. Benjamin, Inc., 1968.
(2) Braverman, J. B. S. - Introduction to the biochemistry of foods Elsevier PublishingCompany, 1963.
(3) InternationaI Union of Biochemistry - Enzyme nomenclature, Elsevier PublishingCompany, 1965.
(4) Locke, D. M. - Enzimas Agentes da Vida. Tradução de C. M. Oiticica. Artes GráficasGomes de Souza, S. A.. 1969.
(5) Meyer, L. H. - Food Chernistry. Reinhold Book Corporation, 1960.
(6) Reed, G. - Enzymes in food processing. Academic Press, 1966.
(7) Schultz, H. W. - Food enzymes. The AVI Publishing Company, Inc., 1960.
(8) Whitaker, J. R. - Anotações de aulas. Universidade da Califórnia, Davis, USA, 1968.

embalagenspara alimentos
VI
As embalagens são usadas em alimentos para atender as seguintes fmalidades:1) proteger o alimento contra contaminações ou perdas;2) facilitar e assegurar o transporte;3) facilitar a distribuição do alimento;4) identificar o conteúdo em qualidade e quantidade;5) identificar o fabricante e o padrão de qualidade;6) atrair a atenção do comprador;7) induzir o comprador para a compra;8) instruir o consumidor no uso do produto.
São requisitos de uma embalagem, com maior ou menor importância (11):1) não ser tooca e ser compatível com o produto;2) dar proteção sanitária;3) dar proteção contra a passagem de umidade, ar e luz;4) ter resistência ao impacto;5) ter boa aparência e dar boa impressão;6) facilidade de abertura;7) limitações de peso, forma e tamanho;8) transparência;9) facilidade de eliminação (problemas de poluição);
10) baixo preço.

Os vários tipos de embalagens podem ser assim agrupados:1) recipientes metálicos rígidos (lata, tambor de aço inoxidável, alumínio, etc.);2) recipientes metálicos flexíveis (alumínio, folhas de aço, etc.);3) vidro (pote, garrafa, etc.);4) plásticos rígidos e semi-rígidos;5) plásticos flexíveis;6) barricas e caixas de papelão e embalagens de madeira;7) papéis flexíveis;8) larninados e multifoliados.
106 ALTANIR JAIME GAVA
Devido à sua maior importância, faremos alguns comentários sobre a lata,o vidro e as embalagens flexíveis usadas em alimentos. A figura 13 mostra umafotografia de vários alimentos que utilizam tais tipos de embalagens.
Figura 13 - Alimentos embalados em latas, vidros e embalagens flexíveis.
1 - A LATA COMO MATERIAL DE EMBALAGEM
A lata é uma embalagem rígida, constituída tradicionalmente de uma folhade-flandres, podendo ter uma camada de verniz para dar maior proteção ao con·teúdo.
A folha-de-flandres é um laminado de aço com baixo teor de carbono revesti·do nas duas faces com estanho comercialmente puro. O aço usado para folha·de·flandres é de baixo teor de carbono, cuja composição geralmente está compreendida na faixa de 0,06 a 0,15%, teores que dão ao aço boas propriedades de dutilidade,isto é, capacidade de deformar em estampagem sem se romper (15).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 107
o aço, quanto à sua composlçao qUlmlca, é classificado em quatro tiposprincipais: L, MR, MS e MC. O aço tipo L é um aço de baixo teor de fósforo emetais residuais, sendo indicado para produtos altamente corrosivos como cerejas,ameixas secas em xarope e picles. O aço tipo MS é similar ao tipo L, porém comum teor maior de cobre, sendo recomendado para chucrutes e outros produtosácidos. O aço tipo MR tem um teor de fósforo maior que o tipo L, sendo empre·gado para produtos medianamente ácidos como sucos cítricos, pêra, pêssego,abacaxi, etc. O aço tipo MC é o aço refosforizado, para dar maior rigidez àslatas (6).
O lingote de aço, através de um sistema de laminação que recebe vários trata·mentos térmicos, é transformado em uma fma folha (bobina de aço) com espessurae têmpera, determinado pelo próprio processo de fabricação.
Entende-se por "têmpera" não só a dureza, como também o conjunto decaracterísticas e propriedades que dão ao aço maior rigidez necessária ao uso a quese destina.
A têmpera é obtida pela composição da liga de aço, pelo recozimento dasbobinas e pela laminação de encroamento (15). A dureza da folha-de-flandres,dada pela escala Rockwell·30T, usa uma escala de T-l a T-6, respectivamentematerial mais mole e mais duro, como pode ser visto na tabela 12.
Tabela 12 - Tipos de dureza em folhas-de-flandres e exemplos de aplicação (I 5)
Tipo
T-!
T·2
T-3
T-4
T-5
T-6
Dureza RockweU-30T
46 a 52
50 a 56
54 a 60
58 a 64
62 a 68
68 a 73
Uso indicado
Estampagem profunda eex traprofunda
Estampagem média a profunda; macia não propíciaa distúrbios superficiais.
Usos gerais, chapas não sujeitas a pressões.
Usos gerais, chapas sujeitasà pressões.
Dobramentos, severas pressões.
Leves dobramentos, extremas pressões e tendênciaa empenar.
Exemplos
Latas para sardinhas, corpo delanterna, borrifadores, bicosde tambores.
Tampas de jarros, latas depastas, latas retangulares paracarne, jarros.
Latas sanitárias pequenas eredondas, grandes e retangulares; coroas metálicas.
Latas grandes, la tas de 1 galão.
Latas grandes rígidas.
Tampas e fundos de latas decerveja.

108 ALTANIR JAIME GAVA
Atualmente no mercado brasileiro, cerca de 95% das encomendas especificam tipo T·3, 40/; do tipo T-2 e 1% dos tipos T-1 e T-4 (15).
A espessura da folha-de·flandres pode ser dada por duas unidades: a inglesae a brasileira. No sistema inglês, a espessura é dada em polegadas e a unidade deárea considerada é a caixa-base ("base·box") correspondente a 31.360 poI. 2
,
que se obtém com 56 folhas de 20 X 28 poI. ou 112 folhas de 20 X 14 poI., sendoo peso da caixa-base dado. em libras. Para determinado peso de caixa-base (cb)corresponde uma espessura em polegadas, que se obtém pela fórmula:
Peso da cbEspessura (poI.) = ------
31.360 X 0,2904
sendo 0,2904 a densidade da folha em Ib/poI3.
No sistema métrico, obrigatório por lei no Brasil [normas P-PB-52 (espessuras e tolerâncias para folhas-de-flandres) e P·EB·225 (qualidade das folhas·deflandres) da ABNT], a espessura é dada em milímetros e a unidade de área é odecân1etro quadrado (dam2
), obtido com 100 folhas de 1 m2• Uma vez fixada
a espessura, o sistema tem a vantagem de possibilitar o cálculo imediato do peso de1 m2 e, daí o peso do dam2
, uma vez que a densidade é de 8 kg/dm3 ou 8 kg/m2
X rnrn (15).
Assim:
Peso de 1 m2
Peso do dam2
Espessura (rnrn) X 8 kg/m2 X rnrn
Peso do m2 (kg) X 100
As relações entre as áreas dos dois sistemas são:
4,942 cb
A tabela 13 mostra a correspondência entre o padrão brasileiro e o inglêspara folhas-de-flandres.
No Brasil são produzidas folhas-de-flandres com espessura mínima de0,22 rnrn (80 lb/cb), sendo produzidas aproximadamente 80% de folhas com espessura de 0,28 rnrn (100 Qb/cb) e 0,30 rnrn (107 Qb/cb).
As folhas·de-flandres são folhas de aço estanhadas em ambos os lados. Algumas folhas de aço do tipo revestidas pOQem, em vez do estanhamento, receber umenvemizamento, cromagem, fosfatização, etc. Existem também as folhas de açonão revestidas, porém sem utilização na embalagem de produtos alimentícios.
1 cb 0,2023 dam2 ou 20,23 m3.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 109
Tabela 13 - Correspondência entre o padrão brasileiro e inglês de folhas-de-flandres (15)
Espessura Peso padIão PadIão inglês correspondente
padIonizada (kg/dam2) Exato Mais proxirno
(mm) Qb{cb Qb{cb pol.
0,14 112 49,9 50 0,0055(0,15) (120) 53,5 55 0,00600,16 128 57,11
(0,17) (136) 60,6 60 0,00660,18 144 64,2 65 0,00710,19 152 67,80,20 160 71,8 70 0,00770,21 168 74,9 75 0,00820,22 176 78,5 80 0,0088
(0,23) (184) 82,10,24 192 85,6 85 0,0093
(0,25) (200) 89,2 90 0,00990,26 208 92,70,27 216 96,8 95 0,01040,28 224 99,9 100 0,0110
(0,29) (232) 103,4 103 0,01130,30 240 107,0 107 0,01170,32 256 114,1 115 0,01260,34 272 121,3 122 0,01340,38 304 135,6 135 0,01480,44 352 157,0 155 0,01710,50 400 178,4 175 Q,01980,56 448 199,8 195 0,0215
Obs. - As espessuras entre parênteses não são padIôes da AB T.
o revestimento de estanho pode ser feito por imersão da chapa de aço emestanho fundido ("hot dipped") ou eletroliticamente. As folhas·de-flandres do tipoimersão (folhas "coke") deixaram de ser produzidas no Brasil desde 1968 por seremindustrialmente antieconôrnicas.
As folhas·de-flandres eletrolíticas são produzidas no Brasil pela CompanhiaSiderúrgica Nacional em suas linhas de estanhamento eletrolítico, processo Ferrostan, sob licença da "United States Steel". A primeira destas linhas foi instaladaem 1956, a segunda em 1967 e a terceira em 1976.
Resumidamente, o processo eletrolítico consiste em passar o aço em bobinapor uma série de tanques e unidades colocadas em seqüência, fazendo-se o cortedo produto no fmal da linha de acordo com os tamanhos desejados. Em ordemsão as seguintes as operações sofridas pela bobina (15):a) desbobinamento e solda da ponta de uma bobina à extremidade da precedente;

110 ALTANIR JAIME GAVA
b) limpeza eletrol~tica, mediante a passagem do aço em solução alcalina, ficandoa bobina positiva ou negativamente eletrizada para maior eficiência da limpezasuperficial;
c) lavagem para remover restos da solução alcalina;d) decapagem eletrolítica, com solução sulfúrica diluída destinada a remover óxidos
superficiais para melhor aderência do revestimento de estanho;e) lavagem para remover vestígios da solução ácida da superfície;f) eletrodeposição, feita em tanques em série, contendo o eletrólito. A bobina é
eletrizada negativamente (cátodo) e blocos de estanho são eletrizados positivamente (ânodo). Pela dissolução dos ânodos, o estanho entra em solução e deposita-se uniformemente na superfície da bobina cuja velocidade, corr~lacionada
com a densidade da corrente, controla a espessura desejada do revestimento;g) fusão do revestimento, que consiste em se fundir o estanho recém-depositado
a fim de lhe dar brilho característico.h) tratamento eletroquímico superficial, feito em dois tanques contendo solução
de ácido crômico e bicromato de sódio; os fJ1mes de óxido superficial da fusãosão removidos e substituídos por outros de composição complexa, e mais adequadas para receber tintas, vernizes, etc., além de concorrerem para maiorresistência à corrosão;
i) oleamento superficial com óleo de caroço de algodão, feito eletrostaticamente;j) operações de acabamento: desempeno, corte nas dimensões, inspeção, desvio de
chapas furadas por meio de célula fotoelétrica, desvio de chapas de espessurafora de tolerância por meio de micrômetro automático, empilhamento e contagem das folhas por equipamento eletrônico.
Um corte transversal numa chapa estanhada por este processo revela, peloexame ao microscópio, várias camadas como mostra a figura 14.
5~~~~~~~li:'w...>.),.D~l.l.lw...:l.~~c.Ll.~r-~4
---l- -r321
Figura 14 - Aspecto micrográfico das camadas de revestimento de uma chapa estanhada (15).
As camadas são:1) chapa de aço cuja espessura varia com o padrão;2) uma camada de liga de FeSn2 ;3) a camada de estanho com espessura variável conforme o padrão;

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 111
4) wn ftlme de óxido produzido sob condições controladas, com espessura daordem de 0,063 mícron;
5) uma fIníssima camada de óleo.A unidade de estanhamento é dada em libras por caixa-base ou gramas por
metro quadrado, cujas quantidades podem ser vistas na tabela 14.
Tabela 14 - Especificação de revestimento para deposição eletrolítica e porcenta
gem de produção pela CSN em 1971 (15)
Classe Revestimento Espessura estanho % total produ-
g/m2 Qb/cb em cada lado (po!.) zido
n910 2,2 0,10 6 X 10-6 12,0
n925 5,6 0,25 15 X 10.6 54,9
n950 11,2 0,50 30 X 10-6 26,2
n975 16,8 0,75 45 X 10.6 0,3
n9100 22,4 1,00 60 X 10.6 2,6
n9 100/25 22,4/5,6 1,00/0,25 60/15 X 10.6 4,0
(Dif.)
Assim, a folha eletrolítica 1,00 ou n? 100 indica que para estanhar umacaixa base, em ambos os lados das folhas, foi gasta uma libra (454 gramas) deestanho, isto é, 0,50 libras em cada face. A folha-de-flandres é dita diferencialquando a quantidade de estanho depositada em um lado da folha for diferentedaquela depositada no outro lado. A CSN produz o tipo 1,00/0,25, ou seja, emum lado a chapa possui revestimento de 1,00 Qb por cb (ou 22,4 g/m2
) e, dooutro, 0,25 Qb por cb (ou 5,6 g/m2
). De modo geral, em produtos ácidos deverãoser utilizadas latas cuja estanhagem interna deverá ser alta (0,75 e 1,00 Qb por caixa·base).
O estanhamento da folha isola a atmosfera da superfície do aço, evitandoassim a ferrugem rápida, como também impede o contato direto do lado internoda lata com o alimento, que ocasionaria corrosão no aço. O estanhamento tambémrepresentou wna enorme vantagem para a tecnologia da fabricação da lata devido àfacilidade com que os corpos das latas puderam ser soldados nas costuras longitudinais, ou seja, em sua agrafagem.

As folhas-de·flandres entregues ao mercado são classificadas em três classes:qualidade padrão (QP), qualidade segunda (QS) e qualidade terceira (QT). São embaladas em fardo levando a seguinte identificação na embalagem: CSN-FL-EL-.Qualidade·Dureza-Revestimento-Peso padrão-Dimens5es- C? de pacotes. Acabamento (15).
A produção nacional de folhas-de-flandres não dá para abastecer o mercadointerno e por isso tem sido feita importação de folhas dos Estados Unidos, Canadá,Japão, Inglaterra, França e outros países.
Existem em vários países diversos tipos de chapas empregadas na fabricaçãode latas, que ainda não são produzidas no Brasil: a folha-de-flandres duplamentereduzida, o "croming plate" e o "tin-free steel". A chapa duplamente reduzidatem 55 a 60 Qb/cb e surgiu nos EUA para enfrentar a concorrência do alumínio.O "croming plate" é a chapa cromada, produzida inicialmente pelos japoneses. O"tin-free steel", também conhecido como chapa preta, não contém estanho e éusada com verniz especial, geralmente vinl1ico. É usado especialmente na fabricação de latas de cerveja. Todas essas chapas revelam a tendência para o barateamento da folha-de-flandres através da redução da espessura do material, da reduçãoda quantidade do estanho ou mesmo da sua substituição (2).
Normalmente a lata recebe um verniz com a fmalidade de preservar a aparên.cia do alimento, melhorar a aparência interna e externa da embalagem, aumentar otempo de prateleira (vida útil) do produto e diminuir o custo da embalagem. Dá·seo nome de verniz a um revestimento orgânico, composto de uma ou mais resinasperfeitamente dispersas em um ou mais solventes, com propriedades físicas equímicas bem defmidas. O primeiro passo no desenvolvimento de vernizes sanitários foi dado no início deste século quando, ao serem enlatados produtos alimen·tícios de cores fortes, como a beterraba e cerejas, em latas simples (sem revestimento interno), estes perdiam a sua coloração, sendo então dificilmente negociáveis.Estudando o assunto concluíram que essa descoloração era causada por umareação entre o pigmento vermelho vegetal, com o estanho da lata, com conseqüentecorrosão. Observaram que a reação poderia ser evitada pela adição de um isolanteentre o produto e o metal e assim inúmeros estudos foram realizados para descobrir o verniz satisfatório.
Certos vegetais, como o milho e a ervilha, possuem enxôfre os quais, quandoem contato com latas sem revestimento interno (verniz), apresentam manchasescuras resultantes da formação de sulfeto de estanho e sulfeto de ferro, que,embora não tóxicos, afetam a aparência do produto. Os estudos iniciados em1920 mostraram que quando a folha era galvanizada com zinco não ocorria aformação das manchas escuras porque o enxôfre do produto reage com o zincoformando sulfato de zinco, sal solúvel, branco, inodoro, insípido, inofensivoà saúde, permanecendo na lata após o armazenamento do produto e sem manchaspretas (7). Assim, usa-se o verniz C-esmaltado, revestimento óleo-resinoso quecontém óxido de zinco para certos produtos que contêm enxôfre, com exceçãode produtos ácidos, pois ocorreria uma reação entre o ácido e o zinco, com conseqüente formação de poros no verniz e desprendimento de hidrogênio.
112 ALTANIR JAIME GAVA

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 113
Os revestimentos internos são classificados em óleo-resinosos e sintéticos.Os óleos-resinosos são obtidos a partir de gomas naturais (resinas) ou óleo,s secativos, e os sintéticos são produzidos a partir de síntese sob condições controladas.É muito importante a escolha do tipo de verniz a ser utilizado, principalmenteem latas sanitárias. Ao escolher o tipo de verniz, é necessário conhecer (8):a) acidez do produto,b) presença ou não de enxofre no produto,c) estampagem a que estará sujeita a peça envernizada,d) tipo de tratamento térmico a ser utilizado.
Como exemplos de revestimentos óleo-resinosos pode-se mencionar:1) C-esmaltados, pigmentados com compostos de zinco.2) Esmaltes sanitários, semelhantes em composição a C-esmaltados, porém sem
zinco, usados originalmente para produtos cítricos, mas agora também paracertos produtos de salmoura.
3) A maioria dos revestimentos brancos e vernizes externos são também óleo-resinosos nos quais as resinas sintéticas ácido-alcoólicas são combinadas com umóleo secativo.
Como exemplos de revestimentos sintéticos, pode·se mencionar (8):1) Revestimento fenólico, usado tanto interna como externamente, em latas de
peixes e muitos produtos não alimentícios.2) Revestimento vinz1ico, ou de vinilo, onde as resinas são dissolvidas em solven
tes, sendo chamado de organosol quando as resinas são dispersadas da mesmaforma como os pigmentos são dispersados nas tintas de veículos. O organosoldeu excelente resultado na embalagem de detergentes e recentemente temsido usado em latas de cerveja e bebidas carbonatadas.
3) Revestimento de epoxi, usado simplesmente ou combinado com outrosrevestimentos formando os epoxi-fenólicos, epoxi-ésteres e epoxi-vint1icos.As aplicações mais comuns para epoxi são sobre latas à pressão; como umrevestimento de base para latas de bebidas carbonatadas, assim como umrevestimento quase incolor para certas latas de leite; como esmalte externoe para tampas de lata à pressão.
4) Revestimento de polibutadieno, disponíveis recentemente, são usados comorevestimento de base nos sistemas de esmaltamento de dupla camada em lataspara cerveja, bebidas carbonatadas e não carbonatadas. Além disso, podem seraplicados em camadas simples em latas para frutas e hortaliças.
5) Resinas acn1icas, com uso muito recente na embalagem de alimentos, sendousado mais em litografia externa.
A lata sanitária consiste em três partes principais: corpo, que é um cilindrocom uma agrafagem soldada, conhecida por agrafagem lateral, fundo, que é mecanicamente recravado ao corpo antes de deixar a fábrica de latas e tampa, semelhante ao fundo, mas que é recravada ao corpo depois que o conteúdo é colocado nalata. Esta é a lata mais comum, conhecida como lata de três partes. Já existe nomercado brasileiro a lata de duas partes, constituída pelo corpo e pala tampa.

114 ALTANIR JAIME GAVA
A folha-de-flandres para latas decoradas é litografada, envernizada e depoisde completamente seca vai para a cortadora de corpo ou de extremidade (fundo etampa). O corpo é formado por uma seqüência de operações como pode ser vistona figura 15, onde a folha é transformada num corpo cilíndrico pelo enganchamento das extremidades.
2
4
5
Figura 15 - Seqüência de operações na formação do corpo da lata.
A correta soldagem da costura lateral é feita de tal maneira que não ocorraa penetração da solda nos ganchos da agrafagem. A solda usada é uma liga estanhochumbo, na proporção de 2:98 ou 40:60, respectivamente. Existem latas onde umcimento muito forte é usado no lugar de solda na cosuua lateral. É a lata "Miraseam" desenvolvida pela Canco, com uso na embalagem de cerveja e sucos cítricos.As extremidades do corpo são alargadas, preparando-o para a recravação do fundo.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 115
Esta proteção alargada do corpo é chamada de flange. As extremidades (fundo etampa) são feitas pelo corte da folha em tiras, e compressão para dar um formatocaracterístico. Um alimentador aplica um composto vedante, à base de borracha,nos canais de recravação das extremidades, o qual seca formando uma gaxetacom vedação permanente. O excesso ou a falta de vedante poderá acarretar sériosproblemas na recravação, originando microvazamentos na lata, o que acarretará,sem dúvida, a perda do produto. Em seguida, o fundo é unido ao corpo pela recravadeira, onde cinco espessuras da chapa são interfechadas ou dobradas e prensadasfirmemente juntas. É comumente efetuada em duas operações, na recravadeira,onde na primeira operação o rolamento faz o metal formar cinco espessuras oudobras, e na segunda operação o rolamento achata-as para formar uma selagemapertada. A figura 16 procura mostrar a operação de recravação, dando a termi-nologia da costura dupla. .
Tampas são fornecidas ao enlatador para recravação após o enchimento daslatas. A figura 17 mostra a fotografia de uma recravadeira semi-automática, instalada no Departamento de Tecnologia de Alimentos da UFRRJ.
Muitos países padronizaram os tamanhos das latas para eliminar confusõese não enganar o consumidor. As latas são em geral cilíndricas, com extremidadeplana, a melhor forma para manter-se sob pressão, assim como para fabricação,manuseio, enchimento, fechamento e rotulagem eficientes. Outras formas, toda·via, são adotadas para certos alimentos como no caso das latas de sardinha, latasretangulares e ovais para carnes (presuntada, presunto, etc.), etc. os EUA as latassão classificadas em vários números, destacando-se:
? 1 211 X 400? 2 307 X 409? 2 1/2 401 X 411? 3 404 X 414? 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603 X 700
A lata 401 X 411 significa que tem 4 01/16" de diâmetro e 4 11/16" dealtura. O primeiro termo indica o diâmetro e o segundo a altura. O primeiro númeroindica polegada e os dois últimos o número de 16 avos de polegada.
É muito comum no Brasil a terminologia da lata de 1/2 kg (73,3 mm dediâmetro por 111 mm de altura, similar ao tipo 300 X 406), a lata de 1 kg(99,5 mm de diâmetro por 118 mm de altura, similar ao tipo 401 X 411) e a latade 3 kg (155,4 mm X 175,5 mm, similar ao tipo 604 X 614).
A figura 18 mostra uma fotografia de vários tipos de latas usadas pelaindústria brasileira na embalagem de frutas em conserva, conservas vegetais, leiteem pó, sucos de frutas, carne industrializada, doces em massa, refrigerantes, etc.
Existe nas indústrias alimentícias brasileiras uma tendência atual de fabricara própria lata com a finalidade de baratear o produto fmal. O produto determinao tamanho, modelo, revestimento, identificação e processamento da lata, exigindodo fabricante a manutenção de estoques consideráveis de matéria-prima, o que

PRIMEIRA OPERAÇÃO
DE ROLETE DE COSTURA
contribui para onenr a embalagem fmal. De modo geral, pode-se afirmar que,quanto maior for a lata, menor será a incidência do seu custo no produto fmal.Assim, numa lata de 18 quilos, a embalagem representa em torno de 7% do custo,enquanto que, na lata de 1 quilo, a embalagem representa 15 a 20% do preçodo produto (2).
REBAIXO
ALTANIR JAIME GAVA
TAMPA
ESPESSURA
CORPO DE ---.0{\.'\lLATA
SEGU DA OPERAÇÃODE ROLETE DE COSTURA
LARGURA(COMPRIMENTO
ALTURA)
116
TAMPA
LARGURA(CO 1PRIME TO
ALTURA)
,...-- ESPESSURA
CORPO DE
LATA
REBAIXO
Figura 16 - Recravação de uma lata com terminologia da costura dupla (7).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 117
Já temos no Brasil a lata com extremidade de fácil remoção ("easy-open")cujo corpo é basicamente de folha-de-flandres. O sistema de fácil remoção poderáser feito de alumínio com uma tira removível entalhada com puxador que é presopor um rebite especial, e é selado no local com um plastisol. Foi lançada inicialmente para cerveja, mas hoje está sendo usada, também para refrigerantes e sucosde frutas.
Figura 17 - Recravadeira semi-automática instalada no Depto. de Tec. de Alimentos da UFRRJ

Pode levar outros componentes que conferem cores características como oFeO (azul), Fe203 (amarela), etc.
Entre as principais vantagens do uso do vidro como recipiente de alimentostemos:1) não é atacado pelos componentes do alimento;2) atrai pelo aspecto (apetitoso, visibilidade do conteúdo);3) inspira confiança pelo fato de dar visibilidade ao produto.
68 a 71%14,5 a 15,5%7 a 10%1 a 3%1 a 2%
ALTANIR JAIME GAVA
2 - O VIDRO COMO MATERIAL DE EMBALAGEM
Figura 18 - Alguns tipos de latas usadas pela indústria brasileira.
118
o vidro é um material à base de sl1ica contendo quantidades peque'nas deoutros materiais como boro, soda, cal e óxidos metálicos. O vidro é conhecidodesde 1.600 A.C. quando era feito com o aquecimento de uma mistura de areiae cinzas de algas marinhas.
Uma das fórmulas básicas do vidro é a seguinte (12):
Si02 a partir da sI1ica da areia do mar .a2 O a partir do carbonato de sódio (barrilha) .
CaO a partir do ,calcário (pedra calcária) , , .MgO a partir da magnesita ' , .. , .A120 3 a partir da alumina , , .

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 119
a era dos supennercados, o vidro tem grande virtude porque "promovevendas", pois os clientes vêem o que compram.
Sabe-se que uma pessoa nonnalrnente vai ao supennercado para comprarprodutos previstos mas muitas vezes faz compras impulsivas, não planejadas edecididas na ocasião. estas, terão preferência os produtos que chamam a atenção,provocando o desejo de compra. A embalagem de vidro é aqui destacada dasdemais.
Alguns inconvenientes limitam, no entanto, o uso desse material, tais como oexcessivo peso, preço mais elevado, índice de quebra elevado, dificuldades de manipulação, e pouca resistência a altas temperaturas.
O fechamento da embalagem de vidro é feito com o uso de coroas metálicas,tampas, rolhas, etc. O fechamento hennético é conseguido com o auxI1io dearruelas de borracha, cortiça, gomas, plástico etc.
A figura 19 mostra uma fotografia de vários tipos de embalagens de vidroutilizadas em produtos alimentícios.
Figura 19 - Alguns exemplos de embalagens de vidro.
A embalagem de vidro é constituída de três partes fundamentais: o gargalo,o corpo e o fundo. O gargalo é aquela parte do recipiente de vidro para flXaçãoda tampa ou fechamento. O corpo é a porção mais larga do recipiente e é aquelaparte que, na fabricação, é feita no "molde" do corpo. O fundo do recipienteé feito na parte da "chapa base" do molde do recipiente (6).
A figura 20 mostra as partes básicas de um recipiente de vidro.

120 ALTANIR JAIME GAVA
EMENDA VERTICALDO ANEL DO GARGALO SUPERFlClE DE VEDAÇÃO
-=:j~g~/_-~FIOS DE ROSCA ACABAMENTO (B A)
CORDÃO DE~ OMBRO
TRA SFERÊ ClA
EMENDA HORIZONTALDO ANEL DE GARGALO
PAREDELATERALEME DA VERTICAL
DO CORPO
EME DA DO FUNDO
~
S PERFlClE DE APOIO_-~~~=±==:::::::;::7
E ';-F~- - 3I
FlLLTL co TI UO(F.C. PARA TAMPASDE ROSCA)
SELAGEM LATERAL PRESSÃO E TORÇÃO(PT)
Figura 20 - As partes básicas de um recipiente de vidro (7).
3 - EMBALAGENS FLEXfvEIS PARA ALIMENTOS
As embalagens flexíveis são aquelas obtidas pelo uso de materiais flexíveis,conforme o próprio nome diz.
O papel foi a primeira embalagem flexível comercial, tendo sido seguidopelo celofane, plásticos e folhas metálicas.
Na escolha do material flexível para embalagem, deve-se levar em contacertas propriedades como: custo, permeabilidade ao vapor-d'água, permeabilidade aos gases (especialmente oxigênio e gás carbônico), resistência, claridade,aparência, termossoldabilidade, encolhimento, resistência quínúca, odor, faixa detemperatura de trabalho, imprinúbilidade, toxicidade, disponibilidade, compatibilidade, maquinalidade e resistência.
De todas as propriedades citadas, serão salientadas a permeabilidade aovapor-d'água, a permeabilidade aos gases, a termossoldalgem e a faixa de temperatura de trabalho (13).

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS 121
Permeabilidade ao vf.IJJor d'água - É a quantidade, em gramas, de vapor-d'águaque passa através de um metro quadrado de material, em 24 horas, sob condiçõespreestabelecidas de temperatura e umidade relativa. Por exemplo, um ftlme de polietileno de baixa densidade, de 25 microns de espessura tem uma permeabilidade daordem de 5g/m2 /24 horas a 25°C e com 75% de umidade relativa de um lado ecloreto de cálcio seco do outro.
Permeabilidade aos gases -- ou mais especialmente ao oxigênio é a quantidade deoxigênio em cm3 que passa através de um metro quadrado de material, por diferença de pressão, durante 24 horas em determinadas condições. Por exemplo, umfIlme de polietileno de baixa densidade, com 25 microns, possui uma permeabilidade do oxigênio de 8.000 (5.000 - 11.000) cm3 /m2 /atm/dia a 25°C e 65% deumidade relativa.
Faixa de temperatura de trabalho - é uma propriedade pouco precisa que servede guia para o estabelecimento de uma temperatura mínima, na qual o materialse toma quebradiço e de uma temperatura máxima na qual o fIlme pode tornar-sepegajoso ou mole, perdendo suas propriedades. Por exemplo, para o polietilenode baixa densidade, a faixa de trabalho é de aproximadamente _50° a +70°C.
Termossoldabilidade - é uma propriedade relacionada com a possibilidade daembalagem ser fechada à quente.
As embalagens flexíveis podem ser classificadas em:
3.1 - Papel,3.2 - Plástico,3.3 - Folhas metálicas (alumínio),3.4 - Laminados.
A figura 21 mostra alguns exemplos de embalagens flexíveis usadas pelaindústria brasileira.
Figura 21 - Embalagens flexíveis usadas pela indústria brasileira.

Inclui uma gama grande de embalagens obtidas de fibras celul6sicas. Entreos vários tipos de papéis, destaca-se o papel kraft pela sua resistência. É de corescura e normalmente usado em sacos de papel e papel de embrulho.
Celofane, o primeiro filme flexível comercial foi preparado pela primeiravez na Suíça, em 1908, utilizando a celulose como substrato básico. Apesar deboa transparência e facilidade de impressão, o celofane oferece pouca proteção à passagem de água e não pode ser fechado a quente. A sua resistência ao óleo e aosgases é aumentada pela combinação com plásticos. Foi muito utilizado no passado, sendo hoje em dia bastante usado em produtos de panificação. Mais de150 tipos diferentes de celofane são hoje encontrados, no mercado mundial.
O celofane PT é um material sem envemizamento, transparente e incolor.Sua permeabilidade ao vapor-de-água sob condições de 25°C e 75% V.R., se compa·rada com o polietileno de mesma espessura, apresentará um valor aproximadamente100 vezes pior. Por outro lado, a sua resistência ao oxigênio indicará um valoraproximadamente 700 vezes melhor.
O celofane MSAT apresenta uma camada impermeabilizante nas duas faces,à base de nitrocelulose, que melhora consideravelmente as propriedades protetoras do material. A permeabilidade ao vapor-d'água deste material é 15 vezes melhorque o polietileno, ao passo que a permeabilidade ao oxigênio é 600 vezes melhorque o polietileno. Este material pode ser fechado a quente.
O celofane com saran (cloreto de vinilideno) melhora a resistência à passagemde água e oxigênio. É bastante utilizado em embalagens de biscoitos, bolos e batatafrita.
O celofane com polietileno tem aplicação principal na embalagem de carnefresca.
122
3.1 - Papel
ALTANIR JAIME GAVA
3.2 - Plásticos
São fabricados com polímeros produzidos principalmente a partir de derivados do petróleo ou carvão. Tais polímeros podem ser termoestáveis, como a uréia,fené>licos e melanina, de pouco uso em embalagens alimentícias e termoplásticoscomo o polietileno e o polipropileno, de uso generalizado em embalagens paraalimentos. São fllmes com espessura até de 0,025 mm (25 microns) ou menos.
Entre os principais tipos temos:
3.2.1 - Polietileno
É um polímero do etileno obtido por dois processos diferentes. O polietilenode baixa densidade (0,910 a 0,925) é obtido submetend~se o etileno (CH2 = CH2 )
a temperaturas entre 150° e 200°C e pressão de 1.200 atmosferas na presença de

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 123
traços de oxigênio, ao passo que o polietileno de alta densidade (0,941 a 0,965)é obtido a uma pressão de 40 atm e temperaturas entre 60° e 160°C, na presença demetais alcoilados.
As propriedades notórias do polietileno estão na sua resistência, baixo custo,disponibilidade, transparência, facilidade de termossoldagem e excelente barreiraà água. Não é uma boa barreira ao oxigênio e às gorduras. O polietileno de altadensidade oferece melhores propriedades de barreira às gorduras e é três vezesmelhor como barreira ao oxigênio e duas vezes melhor como barreira à umidade.Infelizmente seu preço é mais alto (13).
O polietileno de baixa densidade é o plástico mais usado no Brasil, destacan·do-se o seu uso na embalagem de leite, cereais, alimentos em pó, balas, etc. Umtipo especial é usado como embalagem encolhível para produtos diversos inclusivea paletização de volumes e cargas.
Já o polietileno de alta densidade é indicado para produtos gordurosose úmidos como manteiga, margarina, banha, "hamburgers" e produtos sólidoscom alto teor de gordura.
3.2.2 - Polipropileno
É obtido pela polimerização do propileno (H 2 C = CH - CH 3 ). É mais rígido,resistente e mais leve que o polietileno. É melhor barreira ao oxigênio e à umidadedo que o polietileno de baixa densidade mas somente o dobro .. O filme não orientado se toma facilmente quebradiço em baixas temperaturas não sendo uma boa barreira ao oxigênio. Outras características atrativas do polipropileno são a alta claridade e o brilho, que o tomam envoltório para doces ~ pães. Contudo, ele é maisdifícil de ser soldado pelo calor do que o polietilen'), necessitando de lO-15°Ca mais (13).
3.2.3 - Cloreto de polivinila (PVC = "polyvinylchloride")
Obtido pela polimerização do cloreto de vinila na presença de catalisadoresadequados. Filmes são obtidos pela adição de plastificadores. O PVC é dez vezespior do que o polietileno como barreira à umidade, mas, por outro lado, é seisvezes melhor como barreira ao oxigênio. Alguns copolímeros vinI1icos permitemo encolhimento, sendo usados em produtos de laticínios e carnes.
3.2.4 - Cloreto de polivinilideno (pVdC = "polyvinylidene chloride")
É normalmente produzido como um copolímero com 13-20% de cloreto devinila. É um filme caro mas extremamente útil para alguns alimentos. Cryovac eSaran são nomes comerciais desses copolímeros. Oferece excelente barreira ao

oXlgeruo, pois é 600 vezes melhor que o polietileno, oferecendo também ótimabarreira .à umidade. Pode produzir encolhimento em cerca de 40% do seu volumepara envolv~r produtos apertadamente. Estas três propriedades fazem-no excelentepara embalagens de carnes e queijos. A claridade não é muito boa, mas como écerca de 4 a 5 vezes mais resistente que o polietileno, mesmo sacos grandes podemser feitos tão fmos como 25 microns. A temperatura de trabalho está compreendida entre _30° e +65°e (13).
O modo mais atrativo de usar esses copolímeros de PVde é como revestimento fmo de um substrato mais barato, como, por exemplo, o celofane, polietileno,pve e, papel.
124 ALTANIR JAIME GAVA
3.2.5 - Poliéster
É um produto de condensação entre um poliálcool com um diácido ou seuanidrido, como, por exemplo, condensação entre o etanodiol e o ácido paraftálico.Mylar, Dacron e Melinex são nomes comerciais deste plástico. Tem uma menorresistência à umidade (cerca de três vezes) que o polietileno, mas é cerca de 80vezes superior em relação à barreira ao oxigênio. A verdadeira qualidade dçstefIlme está na sua resistência que é quatro vezes mais forte que a do polietileno.É difícil de ser soldado a quente, sendo também bastante caro. Apresenta umaboa faixa de temperatura de trabalho, sendo estável a ISOoe (13). É algumasvezes utilizado em aquecimento na própria embalagem ("boil-in-the-bag") e plásticos au toclaváveis.
3.2.6 - Nylon
Obtido pela policondensação de omega-aminoácidos ou pela policondensaçãode diaminas com diácidos. Possui propriedades semelhantes ao poliéster quanto àbarreira ao oxigênio e à umidade, além de ser igualmente resistente. O limite máximo de 140
0e (depende do tipo de nylon) toma-o bastante adequado para o cozi
mento em casos de esterilização.Há vários tipos de nylon como o nylon-6, 11, 12 e 66.
3.2.7 - Ol,ltros tipos de menor interesse
a) Poliestirenob) Amilose - é um fllme comestívelc) Ionômeros - quando ocorrem ligações iônicas além das ligações covalentes
normais. Surlyn da Dupont é um nome comerciald) Policarbonatose) Poliuretanas

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
3.3 - Alumínio
125
Embalagens fabricadas com folhas de alumínio podem ter diferentes graus derigidez, dependendo da espessura, têmpera, liga e formato. Alguns tipos de embalagens são muito convenientes no preparo e serviço de alimentos pois resistem aaltas temperaturas. Os alimentos poderão ser congelados ou cozidos na própriaembalagem.
A folha de alumínio é usada na espessura de 0,040 a 0,007 mm, sendo que amais comumente empregada tem 0,009 mm.
A permeabilidade ao vapor-d'água é apenas cinco vezes melhor que o polietileno, porque suas folhas apresentam muitos poros. Uma folha de espessura menorque 0,050 mm tem perfurações freqüentemente em número superior a 1.000 pormetro quadrado. O tamanho dos poros é variável, geralmente da ordem de0,001 mm. A folha de alumínio por si só é um material quase inútil, pois têm furos,rasga-se facilmente, é extremamente difícil de imprimir, não pode ser termossoldadae é cara (13).
A utilização de uma folha de alumínio sozinho não constitui um excelentematerial para embalagem, contudo sua combinação com outros materiais tomaa um material com ótimas características.
3.4 - Larninados
Um grande número de combinações de fIlmes tem sido oferecido à indústriaalimentícia.
3.4.1 - Papel/polietiieno
O papel proporciona rigidez, excelente imprimibilidade e opacidade. O polietileno permite excelente fechamento a quente e boa proteção contra umidade.A proteção ao oxigênio não é muito boa.
3.4.2 - Celofane/polietileno
No celopoli, o celofane proporciona boa imprimibilidade e aparência brilhante e, se necessário, boas propriedades de barreira aos gases, e o polietileno permitebom fechamento e oferece boa proteção à umidade. Esse material encontra aplicações na embalagem de café moído embalado a vácuo e queijo ralado.

126
3.4.3. - Nylon/polietileno
ALTANIR JAIME GAVA
Possui boa barreira contra UllÚdade e gases, sendo bastante resistente. Graçasao polietileno também se fecha facilmente a quente. É um laminado adequado paracarnes preparadas e para carnes cortadas, fechados a vácuo sendo que a propriedadede barreira a gases é essencial para manter o vácuo.
3.4.4 - Laminados de alumínio
o alumínio, apesar de possuir um número muito grande de orifícios em suasuperfície, apresenta uma enorme melhoria quando revestido com polietileno,pois agora os orifícios ficam cobertos por uma barreira, que quando comparadacom o polietileno oferece uma proteção que dificilmente se consegue medir, podendo-se dizer que em relação à umidade oferece uma barreira 50 vezes melhor queo polietileno e, quanto ao oxigênio sua resistência se torna 1.000 vezes melhor.O combinado é agora facilmente termossoldado e folhas de alumínio de 0,040 mm,revestidas com polietileno ou qualquer outro material de termossoldagem, são utilizadas em embalagens farmacêuticas.
Folhas de alumínio mais fmas, como de 0,012 e 0,009 milímetros, são demasiadamente frágeis para impressão, de modo que são combinadas também. compapel. O papel dá rigidez, boa aparência, boa resistência à tração e resistência àdistensão sendo uma excelente superfície de impressão do laminado. Uma combinação bastante atrativa é papel/poli/alumínio/poli, uma vez que o alumínio fica protegido do quebramento pelo fato de estar intercalado entre duas camadas de polietileno.Este laminado apresenta excelente superfície de impressão, excelente barreiraa gases, excelente rigidez, excelente barreira à umidade e excelente qualidade defechamento. Tal embalagem é usada em sopas desidratadas, pós para bebidas, etc.
Ocasionalmente, observa-se a combinação alumínio/poli/papel/poli, porexemplo, para coco dessecado. Apresenta boa aparência, mas como embalagemprotetora não utiliza os componentes na sua melhor vantagem, porque: a) a folhade alumínio externa é facilmente danificada; e b) o vapor d'água e o oxigêniopodem penetrar pela borda do papel e, em seguida, pelo polietileno (13).
O Tetra Brik (Tetra Pak), embalagem usada no Brasil no leite longa vida(leite esterilizado) apresenta a combinação polietileno/alumínio/polietileno/papelkraft branqueado/polietileno.
3.4.5 - Laminados autoclaváveis
Recentemente vêm sendo utilizadoS" laminados na apertização de alimentosconvenientes, devendo por isso resistir a um tratamento térmico mínimo de 30minutos a 121°C.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
Algumas das combinações usadas são (10):a) Poliésterjalumíniojpolipropileno (American Can Co.);b) Poliésterjalumíniojpolietileno de alta densidade (Continental Can Co.);c) Poliésterjalumíniojpolietileno (Reynolds Metals Co.);d) ylonjpolietileno (Milprint Inc.).
BIBLIOGRAFIA
127
(1) Anônimo - A lata metálica. Seu passado, presente e futuro. Revista Tecnologia deAlimentos e Bebidas. 4 :4, São Paulo, 1966.
(2) Anônimo - Por que fabricam a própria lata? Química e Derivados, n9 53, São Paulo,1970.
(3) Anônimo - Recipientes de alimentos enlatados. Curso sobre Controle de Qualidadepara a Indústria de Alimentos. CTPTA, Campinas, São Paulo, 1971.
(4) Anônimo - Qualidade das folhas-de-flandres produzidas pela CSN. Trabalho apresentadono Simpósio de Folhas-de-Flandres, promovido pela CSN em Volta Redonda, RJ,em 25 de julho de 1972.
(5) Borgstrom, G. - Principies of Food Science. Vol. I, Food Technology and Biochemistry.The Macmillan Company, 1968.
(6) Ellis, R. F. - Metal containers for food. In Food Processing Operations. Ed. por Heid,J. L. e Joslyn, M. A.; vol. 2, The AVI Publishing Co., 1963.
(7) ITAL - Alimentos enlatados. Princípios de Controle de Processamento Térmico e Avaliação do Fechamento de Recipientes. Instituto de Tecnologia de Alimentos,Campinas, SP, 1975.
(8) Laghi, C. A. - Influência das características da folha-de-flandres e da lata sanitáriasobre a qualidade dos alimentos enlatados. Curso "Controle de Qualidade paraa Indústria de Alimentos". ITAL, Campinas, SP, 1971.
(9) Modem Packaging - Modem Packaging Encyclopedia. McGraw-Hill Inc., 1967.
~!O) Peters, J. W. - Retail debut of retort pouch earns consumer acceptance. Food ProductDevelopment. Março, 1975.
(11) Potter, N. N. - Food Science. The AVI Publishing Co. Inc., 1968.
(12) Sacharow, S. e Griffm, R. C. - Food Packaging. The AVI Publishing Co., Inc., 1970.

128 ALTANIR JAIME GAVA
(13) Salisbury, J. - Mat~riais para embalagens flexíveis. Boletim do ITAL, n9 30, Campinas,São Paulo, 1972.
(14) Santa Marina, Cia. - Vidros. Sua aplicação na indústria de alimentos. (sem data), SãoPaulo.
(15) Silva, P. - Produção e características das folhas-de-flandres. CS . Usina PresidenteVargas, Volta Redonda, RJ, 1969.

métodos de conservacãode alimentos
VII
A maior parte dos alimentos de origem vegetal e animal tem a propriedade dese deteriorar com facilidade.
No decurso dos séculos sempre existiu uma técnica empírica de preservaçãode alimentos. Uma parte dessa técnica sobreviveu em nossa época: a secagem, adefumação, o emprego do sal, do vinagre e do álcool lembnull com bastante exati·dão os processos empregados no passado. Foi preciso esperar até o início do séculoXIX para assistir à aparição do que podemos chamar de técnica moderna de conser·vação de alimentos. Em 1809 Nicolas Appert tira patente do processo de conserva·ção de alimentos pelo calor em recipientes hermeticamente fechados.
Os alimentos, para serem conservados, devem impedir toda alteração devidaaos microrganismos. O desenvolvimento dos microrganismos é possível somenteem ambiente nutritivo, com taxa de umidade, oxigênio, temperatura ~ outrascondições favoráveis, segundo a espécie microbiana.
Assim os processos de conservação são baseados na eliminação total ouparcial dos agentes que alteram os produtos ou na modificação ou supressão deum ou mais fatores essenciais, de modo que o meio se torne não propício a qual·quer manifestação vital. Isso ainda pode ser conseguido pela adição de substân·cias em qualidade e quantidade, que impeçam o desenvolvimento dos micror·ganismos.
Muitas vezes são usados tratamentos simultâneos de destruição e modifi·cação das condições ambientais.
Dentro desses princípios se situam os processos ou métodos de conserva·ção, difíceis às vezes de serem convenientemente classificados, em face das varia·ções que apresentam.

130 ALTANIR JAIME GAVA
Alguns, como a.esterilização e a pasteurização, agem diretamente, destruindototal ou parcialmente a flora microbiana; outros lançam mão de meios que dificultam a proliferação, tais como o emprego do frio ou a redução do teor de água,diretamente como na secagem, ou indiretamente, como no emprego do sal e doaçúcar. Em outras modalidades, subtrai-se o contato com o ar (embalagem a vácuo),ou lança-se mão de substâncias nocivas ao desenvolvimento microbiano (defumação,aditivos), ou ainda, submetem-se o produto a fermentações especiais, como a lática(chucrute, picles) e a alcoólica (vinhos), que os transformam e garantem umamelhor conservação. Muitas vezes, como já referimos, são empregados processosmistos, como nos concentrados, geléias, doces em massa, picles, leite condensado,etc.
Como regra geral, os melhores processos são aqueles que, garantindo umasatisfatória conservação, alteram menos as condições naturais dos produtos. Apósos tratamentos, a conservação é assegurada pelo uso de uma embalagem apropriada.
Para facilidade de estudo, iremos agrupar os métodos dp. conservação dealimentos pelo uso de:- Calor- Frio- Fermentações- Açúcar- Aditivos- Irradiação- Outros métodos
1 - CONSERVAÇÃO DE ALIMENTOS PELO USO DE CALOR
A escolha da temperatura e do tempo a serem usados no tratamento de umalimento dependerá do efeito que o calor exerça sobre o alimento e dos outrosmétodos de conservação que serão empregados conjuntamente.
Cada alimento é diferente, sendo as exigências para processamento tambémdiferentes. Se não chegar a destruir todos os microrganismos, deve o tratamentotérmico destruir aqueles mais prejudiciais e retardar ou prevenir o crescimento dossobreviventes.
O simples ato de cozinhar, fritar ou outras formas de aquecimento empregadas nos alimentos antes do seu consumo, além de afetar a textura e palatabilidade,irá destruir grande parte da flora microbiana e inativar sistemas enzimáticos.
Entretanto, quando mencionamos conservação de alimentos pelo calor,estamos nos referindo aos processos controlados realizados comercialmente, taiscomo pasteurização, esterilização, branqueamento, etc.
Pasteurização - É um tratamento térmico que elimina a grande maioria dos microrganismos existentes no alimento.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 131
A temperatura não passa dos 100°C, podendo este aquecimento ser produzido por vapor, água quente, radiações ionizantes, calor seco, microonda~, etc.
Empregamos a pasteurização quando os tratamentos térmicos mais elevadosprejudicam a qualidade do produto (leite, sucos); quando os agentes microbianosde alterações não são muito termorresistentes, como as leveduras nos sucos defrutas, e quando destruímos os agentes competitivos, permitindo uma fermentação benéfica, que geralmente se realiza pela adição de um in6culo (fermento),como na elaboração de queijos, etc.
Geralmente complementa-se o processo de pasteurização com um outrométodo, como a refrigeração (no caso do leite); adicionando concentrações altasde açúcar (leite condensado); criando condições anaeróbias pelo fechamento derecipientes a vácuo, etc.
Os alimentos pasteurizados devem ser consumidos dentro de um certoespaço de tempo.
Os tempos e as temperaturas de pasteurização dependem do ·método e doproduto a ser tratado.
O método de pasteurização rápida - temperatura alta, tempo curto (HTST "high temperature, short time") usa uma temperatura relativamente alta numtempo curto (por exemplo, leite nOc durante 15 segundos). O método de pasteurização lenta - temperatura baixa, tempo longo (LTLT - "low temperature, longtime") emprega uma temperatura mais baixa num tempo maior (por exemplo,leite a 62°C durante 30 minutos).
Esterilização - Consiste na destruição completa dos microrganismos. Para alcançála, torna-se necessário o uso de enérgicos tratamentos que jrão influir na qualidadedo ·alimento. Em alimentos apertizados (enlatados) nunca conseguiremos uma esterilidade absoluta e, por isso, os termos "comercialmente estéril", ou "estéril" sãocomumente vistos na literatura.
Tindalização - Denominação oriunda do nome de John Tyndall, conceituado físicoinglês. É um processo pouco usado por ser demorado e custoso, sendo, todavia,interessante. A temperatura de trabalho varia de 60° a 90°C, durante alguns minutos. As formas vegetativas serão destruídas, porém os esporos não. Depois do resfriamento, os esporos entram em germinação e no prazo de 24 horas é efetuadonovo aquecimento e novo resfriamento. O número de operações varia de 3 a 12 parase obter a esterilização completa. A vantagem do processo é que são mantidos osnutrientes e as qualidades organoléticas do produto em proporções maiores, quenos processos anteriores.
Branqueamento - Ou "blanching", é um tipo de pasteurização geralmente aplicadoa frutas e hortaliças com,a principal fmalidade de inativar enzimas. É muito comumem hortaliças a serem congeladas porque a congelação não evita a atividade enzimática completamente (até certos limites) e em frutas que tenham alta atividade deenzimas indesejáveis.

132 AlTANIR JAIME GAVA
Os vários método$ de conservação de alimentos que utilizam o calor podemser incluídos na apertização, secagem e concentração.
1.1 - Apertização
Dos processos de conservação pelo uso do calor, o tratamento térmico emrecipientes hermeticamente fechados constitui, no momento, o de maior importância industrial, mundialmente empregado, não s6 na grande indústria, comotambém na produção doméstica.
1.1.1 - Histórico
Em 1671, Van Helmont dizia em sua teoria sobre a geração espontânea:"Se se tampa o orifício de um recipiente cheio de trigo com uma camisa suja,a combinação do fermento contido no trigo com o cheiro da camisa transforma,no prazo de mais ou menos 21 dias, o trigo em rato". Foi preciso esperar até1860, com as descobertas de Louis Pasteur, para esclarecer o "mistério" dosratos.
O processo comum de conservação de alimentos, em recipientes fechadosde todos conhecido, é devido a Nicolas Appert, confeiteiro parisiense. No ane de1795, encorajado pela recompensa de 12.000 francos prometida por Napoleãoa quem descobrisse um novo processo de conservação de alimentos, Appert começou suas experiências, que culminaram com a descoberta, em 1809, do métodoque leva o seu nome. Ele trabalhou com jarros de boca larga, fechados hermeticamente com rolhas fIxadas no bocal. Em 1810 publicou o livro "O livro de Utilidades Domésticas; ou a Arte de Preservar Substâncias Animais e Vegetais por MuitosAnos" .
Logo em seguida (1810), um inglês, Peter Durand, tirou patente de um processo similar, mas empregando a lata. Era um recipiente confeccionado de chapade ferro recoberta de estanho.
No princípio, o processamento térmico dependia de banhos de água quente,como único meio de aplicar calor ao alimento apertizado. O tempo de permanênciana água fervente, necessário para prevenir deterioração, dependia do produto alimentício e da prévia experiência do enlatador com a deterioração do alimento.Quando a deterioração ocorria, como freqüentemente acontecia, isso era motivopara :.Im aumento arbitrário no processamento em água aquecida.
Em 1813, latas de alimentos foram testadas pelo Exército e Marinha Britânica e, em 1818, quantidades consideráveis de carnes, sopas enlatadas e várias combinações de legumes estavam sendo utilizados pelas Forças Armadas Britânicas.Alimentos apertizados foram utilizados em um - exploração ao Ártico em 1815 enovamente em 1819 pelo Capitão Edward Parry. Uma lata de 4 libras de vitelaassada, parte das provisões trazidas do Ártico em 1824 está atualmente em um

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 133
museu de Londres. Duas latas, deixadas por Parry no Ártico foram recuperadas,abertas e comidas na Inglaterra em 1911, 87 anos após e ainda em boas condi·ções. Uma das latas era de ervilha e a outra de carne de boi (13). .
Os alimentos em lata ganharam aceitação, não apenas entre os soldados,marinheiros e exploradores, como também entre os civis. Entretanto, seu crescimento foi devido, principalmente, a Guerra da Secessão e à I~ Guerra Mundial.
Winslow, em 1861, introduziu o uso da salmoura de cloreto de cálcio, conseguindo ir a 116°C e diminuindo assim o tempo de tratamento térmico.
Porém, logo depois, Raymond Chevallier Appert, sobrinho de Nicolas, intro·duziu a esterilização em autoclaves pelo uso de vapor e que foi aperfeiçoada porA. K. Shriver, em 1874, nos EUA.
Imediatamente após a Guerra apareceram muitos desenvolvimentos mecânicos e invenções, cada um dos quais ajudou a colocar o enlatamento de alimentosem uma base progressiva, automática e de produção em massa.
Um grande impulso foi dado em 1904, com a invenção pela "Sanitary CanCompany" da lata recravada. Até então as extremidades das latas eram soldadas,sendo o fechamento fInal efetuado pela solda do orifício da tampa.
Através dos anos, várias mudanças foram efetuadas nos recipientes, mas osfundamentos básicos de recravação têm permanecido os mesmos. Hoje em dia,numerosos progressos foram evidenciados, principalmente na qualidade dos recipientes e equipamentos de processamento.
1.1.2 - Produção mundial
Para dar uma idéia da atual produção mundial de apertizados, pode-se estimar sua produção em 25 milhões de toneladas, sendo por ordem de importância:frutas, hortaliças, peixes e carnes. A produção está assim distribuída:
EUA 50%Europa Oriental 25%Europa Ocidental 20%América Latina, África do Sul, Austrália,
Formosa, etc. 5%
O comércio mundial é de aproximadamente 5,7 a 6 milhões de toneladas,sendo de frutas 2,5 milhões, hortaliças 1,6 milhões, carnes 0,9 milhões e peixes0,7 milhões. Os maiores exportadores são, por ordem de importância, Itália, EUA,Espanha, Países Baixos, Formosa, França, África do Sul, Dinamarca, Portugal,Israel, Austrália e Filipinas.

Processamento térmico significa a aplicação de calor ao alimento durante umperíodo de tempo e a uma temperatura cientificamente determinada para alcançaruma esterilidade comercial.
Para que um processamento térmico se processe dentro dos requisitos da boaconservação dos alimentos, isto é, para que a alteração seja a menor possível, tantonas suas características físicas como químicas, muitos estudos foram feitos, determinando uma série de procedimentos hoje observados.
O processo Appert, com todos os aperfeiçoamentos até hoje introduzidos,pode ser considerado e defmido como o simples aquecimento do produto, anteriormente preparado, em recipientes fechados, na ausência relativa de ar, até uma certatemperatura e num tempo suficiente para a destruição dos microrganismos, porémsem alterar de modo sensível o alimento. Desde o início, o processo sofreu umaperfeiçoamento crescente que continua até nossos dias.
Os equipamen tos de tratamento térmico podem ser recipientes abertos oufechados, sendo as autoclaves (ou retortas) os mais comuns. As autoclaves podemser horizontais ou verticais, já existindo hoje em dia autoclaves contínuas quepodem processar 10.000 latas por hora.
O processamento térmico é influenciado, pelo menos, pelos seguintes fatores:a) Qualidade e quantidade dos microrganismos a destruir:
Com diferenças não só entre espécies, assim como entre as formas vegetativase de resistência (esporos).
b) pH do produto:A acidez de um produto determina grandemente o processamento requerido.Sob o ponto de vista de processamento, os alimentos podem ser classificadosem:- ácidos com pH abaixo de 4,5,- de baixa acidez com pH igual ou maior que 4,5.Produtos ácidos, como tomates e frutas, podem ser processados por aquecimentoem água fervente, em cozinhadores enquanto que os alimentos de baixa acidez(ervilha, milho, feijão, carnes, etc.) requerem altas temperaturas sob pressão devapor. A diferença entre os dois tipos de tratamentos está no fato de que, paraprodutos de baixa acidez, o processamento deve ser suficiente para eliminar osesporos do Clostridium botulinum, enquanto que, nas frutas e tomates, a altaacidez dos produtos elimina a possibilidade de desenvolvimento desses microrganismos, não havendo, dessa maneira, a produção da toxina, embora os esporospossam estar presentes e sobreviver ao tratamento.Determinados produtos de baixa acidez, como alcachôfra e cebola, são tãodelicados que o processamento a altas temperaturas poderia afetar sua qualidade.Por isso, adiciona-se ácido cítrico ou vinagre para baixar o pH até um ponto emque o processamento em água fervente se toma suficiente.
c) Velocidade de penetração do calor da periferia até o centro do vasilhame:Essa velocidade é influenciada pela forma, tamanho, condutibilidade do mate-
134
1.1.3 - Processamento térmico
ALTANIR JAIME GAVA

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 135
rial do recipiente, tipo de alimento, composição da salmoura ou xarope epré-cozimento.
d) Duração do aquecimento e temperatura atingida:É compreensível que, sendo mais alta a temperatura ou mais longo o tempo deaquecimento, mais perfeita é a esterilização. Porém, não podemos usar esses fatores em excesso porque o processo se torna antieconâmico e prejudica as características do produto (textura, sabor, destruição dos nutrientes).
e) Temperatura inicial do produto:O pré-aquecimento ou o acondicionamento do produto já aquecido encurta otempo de esterilização, principalmente daqueles que não são bons condutoresde calor.
f) Sistema de aquecimento e resfriamento:Tem-se provado experimentalmente que a rotação dos recipientes (lO rpm)melhora a transmissão do calor e assim reduz-se o tempo de aquecimento e/ouresfriamento.
1.1.4 - Recipientes para produtos apertizados
O uso de recipientes que se fecham hermeticamente é condição indispensávelpara este processo. É de todo o interesse que o material dos recipientes seja inatacável pela complexa composição dos produtos a serem processados. A lata e o vidrosão os mais utilizados, na atualidade.
Recentemente lanlinados autoclaváveis vêm sendo utilizados na apertizaçãode alimentos mais convenientes, destacando-se o uso de poliéster ou "nylon", pelasua resistência a temperaturas elevadas, combinado com alumínio e um filmetermossoldável (polietileno, polipropileno e poliolefma).
Antigamente os recipientes tinham um certo uso exclusivo, mas hoje em diaa separação não é muito nítida. As embalagens de alumínio e plástico estão cadavez mais sendo usadas em alimentos e penetrando lentamente no campo dos alimentos termicamente processados.
Os diversos tipos de embalagens já foram discutidos anteriormente.
1.1.5 - Resistência dos microrganismos ao calor
A resistência dos microrganismos causadores de deterioração, ao lado davelocidade de transmissão de calor ao interior da lata, constitui um dos principaisfatores que afetam a duração de um processamento térmico.
O tratamento térmico dos alimentos após o fechamento hermético dos recipientes tem como fmalidade evitar atividades microbiológica e enzimática, duranteo período de armazenamento.

136 ALTANIR JAIME GAVA
Acredita-se que a destruição dos microrganismos pelo calor é devida à coagulação de suas proteínas e especialmente à inativação dos sistemas enzimáticos,necessários ao metabolismo. O tratamento térmico necessário para destruição dosmicrorganismos ou dos seus esporos é função de seu tipo, .estado e de certascondições ambientais. Algumas das diferenças na termorresistência são fatoresque podem ser controlados; outros, no entanto, são próprios dos microrganismose não podem ser sempre explicados.
As leveduras e os mofos, bem como suas formas de resistência, não apresentam maiores problemas, pois não resistem a temperaturas da ordem dos 100°C.Igualmente' as formas vegetativas das bactérias são facilmente destruídas nessafaixa de temperatura. O mesmo já não acontece com os esporos de bactérias, quenecessitam de temperaturas bem mais elevadas para serem destruídos.
O esporo é uma forma de resistência do microrganismo unicelular, ao redordo qual se forma uma espessa camada protetora tornando-o resistente ao calor e aoutros fatores externos. O esporo é o produto terminal de uma série de processosenzimáticos, porém não existe ainda unanimidade de opinião sobre a função doesporo na natureza ou sobre os fatores envolvidos na sua formação. Sabe-se tambémque a proteína do esporo é diferente daquela da forma vegetativa. Alguns atribuema alta resistência dos esporos ao calor à presença do sal do ácido dipicom1ico (DPA).
H\
O~
Cf
OH
HIC H
li '\ fC C OI 11 liC C-C~ / \
N OH
DPA
A resistência do esporo varia com otipo de bactéria. A maioria dos esporos deimportância na deterioração dos alimentos apertizados é capaz de resistir a diversas horas de aquecimento em águafervendo, mas é destruída em poucosminutos se a temperatura é elevada a115°-120°C.
O tempo e a temperatura do processamento foram estabelecidos, fundamentalmente, tendo em vista a resistência ao calor de esporos de Clostridium botulinum. A destruição dos esporos desse microrganismo é considerada, em geral comoo mínimo de processamento térmico para os alimentos apertizados. Em meioanaeróbio, em pH acima de 4,5, condições que são as mais favoráveis, a forma vegetativa de C. botulinum produz uma toxina poderosa que poderá ocasionar intoxicação alimentar violenta, na maioria das vezes fatal. A toxina não é produzidapelos esporos e tanto ela, como a forma vegetativa que a produz, não são resistentesao calor. Embora os esporos não produzam a toxina, sua destruição é importantíssima pois, em condições favoráveis, podem germinar e a forma vegetativa poderáproduzir a toxina. A toxina é facilmente eliminada pelo calor, mas os esporos sãomais resistentes, precisando de várias horas a 100°C para sua destruição. O temponecessário para destruição dos esporos nos alimentos de pH maior do que 4,5 é

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS 137
demasiado longo, prejudicando conseqüentemente as características organolépticasdos apertizados, tornando-os inaceitáveis, À medida, porém, que a temperaturaaumenta, mais rápido se torna o efeito da esterilização e, baseado nesse princípio,o processamento dos alimentos de baixa acidez se faz em temperaturas na ordem de115° a 125°C, sob pressão de vapor, em autoclave, sem prejudicar, assim, demasiadamente a qualidade dos produtos,
Existe uma série de fatores que influenciam a termorresistência das formasvegetativas e esporos, e dentre os quais poderemos citar aqueles relacionados com:
1.1.5.1 - Organismo
a) número de esporos ou células vegetativas,b) espécies de microrganismos,c) condições de crescimento,d) idade.
1.1.5.2 - Meio ambiente
a) pH.
A concentração dos ions hidrogênio do meio em aquecimento tem um profundo efeito na resistência ao calor. A maioria das bactérias que formam esporospossui uma resistência máxima na região de neutralidade. Esty e Meyer (1922)verificaram que Clostridium botulinum mostrou maior resistência entre pH 6,3 epH 6,9.
A combinação tempo-temperatura mantém uma certa relação com o valorpH. Alguns exemplos podem ser vistos na tabela 15. Tais valores são aproximadosjá que a relação tempo-temperatura indicada depende de vários fatores.
b) ComposiçãoSal, açúcar, proteínas, gorduras, etc. parecem dar uma melhor proteção ao
esporo.c) Concentração
Da mesma maneira, a concentração de um componente influencia a termorresistência do esporo.
1.1.5.3 - Natureza do calor
a) Úmido ou secoO calor úmido é um agente bactericida bem mais potente que o calor seco.Já em 1887, Koch salientou a relativa ineficiência do calor seco. Rahn (l945)
sugeriu ser a morte por calor seco devida a um processo oxidativo, enquanto quepor calor úmido é devida à coagulação de proteínas na célula.

138 ALTANIR JAIME GAVA
Tabela 15 - Processamento ténnico de alguns alimentos apertizados
Alimento pH Temperatura tc) Tempo (minutos):
Ervilha 6,0 116 35Milho 6,1 116 50
121 25Cogumelo 6,3 116 23
121 12Abóbora 5,1 116 65Azeitona madura 6,9 116 60Batata doce 5,2 116 90Abacaxi 3,7 100 20Suco de tomate 4,2 100 55Pepinos (picles) 3,1 85 10Pêssego 3,6 100 15Morango 3,4 100 5
b) Combinação tempo-temperaturaO tempo necessário para destruir certos esporos sob condições defmidas
diminui com o aumento da temperatura. Os resultados de Bigelow e Esty com1,6 X 105 esporos de bactérias de fermentação simples por mililitro, em suco demilho com pH 6,1, comprovam o que acabamos de dizer:
Tabela 16 - Ação da temperatura de aquecimento sobre o tempo necessário paradestruir os esporos de bactérias de fennentação simples
Temperatura
tc)
100105110115120125130135
Tempo para destruir os esporos
(minutos)
1.200
600
1907019
7
3
1

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
1.1.5.4 - Condições depois do tratamento
a) pHb) Tempo de incubaçãoc) Composição
1.1.6 - Ordem de destruição da bactéria submetida ao calor úmido
139
o microbiologista defme morte como impossibilidade de reprodução.Apesar das divergências, existe bastante evidência para mostrar a morte loga
rítmica das bactérias quando submetidas ao calor. Algumas vezes, uma curva éobtida, mas isso poderá ser devido a flora variada, agrupamento de çélulas, floculação durante aquecimento, etc. (24).
Na morte em ordem logarítmica, se as condições térmicas são constantes,a mesma percentagem de bactérias será destruída num dado intervalo de tempo,não importanto o número de bactérias sobreviventes. Em outras palavras, se umacerta temperatura destrói 90% da população em 1 minuto, 90% da população remanescente serão destruídos no segundo minuto, 90% do que resta serão destruídosno tetceiro minuto, e assim por diante (19).
A seguir, mencionaremos alguns pontos fundamentais da Termobacteriologia.
Curva de Sobrevivência Térmica
Também conhecida com o nome de "Survivor curve", "thermal death-ratecurve" e "thermal destruction curve".
É obtida no gráfico em escala semilogarítmica que possui na ordenada, emescala logarítmica, o número de células vivas remanescentes de uma suspensãode bactérias (ou esporos) ,e na abscissa o tempo de aquecimento a uma temperatura constante.
Sendo uma destruição em ordem logarítmica, os vários pontos formamuma linha reta, cuja inclinação ("slope") é chamada de tempo de redução decimal("decimal reduction time" - DRT) ou simplesmente conhecida por D. O valorD pode ser defmido como o tempo em minutos, a uma certa temperatura, necessário para destruir 90% dos organismos de uma população, ou para reduzir umapopulação a um décimo do número original. Também pode ser defmido como otempo em minutos necessário para a curva atravessar um ciclo logarítmico naescala de sobrevivência térmica.
Como a morte é logarítmica, poderemos descrevê-la matematicamente comouma reação química unimolecular ou bimolecular de primeira ordem. Em umareação unimolecular, apenas uma substância reage e sua velocidade de decomposição é diretamente proporcional à sua concentraç.ão, sendo a decomposição dopentóxido de fósforo um exemplo. Na reação bimolecular de primeira ordemum reagente está em grande excesso, de modo que a variação de sua concentra-

140 ALTANIR JAIME GAVA
ção é desprezível e a velocidade de decomposição do segundo reagente é direta·mente proporcional à sua concentração, sendo a hidr6lise da sacarose um exem·pIo, quando a água está presente em excesso (24).
Expressando matematicamente:
ou'
dC
dtKC , onde: C =concentração do reagente
dC
CK dt K =fator de proporcionalidade
dC/dt = vel?cidade de diminuição da concentração
-------- ----------+---~D
5 10 15 20 25 30
t (min) a T constante
Figura 22 - Curva de sobrevivência térmica.
Para a destruição térmica da bactéria poderemos ter:
dN- ---
dtKN onde: dN/dt = velocidade de morte dos microrganismos
numa unidade de tempo
K =fator de proporcionalidade
N =número de organismos vivos

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
Integrando a equação entre t = O e t = t, temos:
141
JNl dN J- - = K dto N to
-(lnN 1 -lnNo)=Kt-Kto
In No - In N1 = Kt,já que to =0
D= 2,3K
ouD= Q .log 10K
Se fIzermos t = D, teremos:
a) método do tubo simples - que consiste em aquecer uma quantidade definidade microrganismos ou esporos em tubos de vidro (250 mm de comprimento,7 mm de liIiâmetro interno e parede de 1 mm). Também conhecido como método de Bigelow e Esty (1920);
b) método do tubo múltiplo - proposto por Esty e Williams (1924);c) método do "tank" - proposto por Williams, Merril e Cameron (1937);d) método das latas - proposto por Townsend, Esty e Baselt (1938);e) método de Stumbo, Gross e Vintos (1945), que utiliza tubos de vidro de
10mm X 75 mm;f) método do termorresistômetro - Stumbo (1948);
o valor D é usado comumente para comparar a resistência térmica dos miocrorganismos.
C/ostridium botulinum é um dos microrganismos patogênicos mais resistentes ao calor e ocupa lugar de destaque nos alimentos conservados em condições anaeróbias (apertizados). Entretanto, existem bactérias não patogênicascomo Putrefactive anaerobe 3679 (pA 3679) e FS 1518 (Bacillus stearothermophilus), que são mais resistentes ao calor que C. botulinum. Caso essas últimasbactérias sejam utilizadas no cálculo do processamento térmico, poderemos tercerteza de que a bactéria responsável pelo botulismo e outros patógenos encontrados nos alimentos serão destruídos (19).
Dentre os métodos que foram utilizados para determinar a resistência térmicados microrganismos no processamento de alimentos apertizados, poderemoscitar (11):

142 ALTANIR JAIME GAVA
g) método de Schmidt (1950) - que utiliza tubos não hermeticamente fechados;h) método de Pllug e Esselen (1953), semelhante ao do termorresistrômetro;i) método do tubo capilar - de Stern e Proctor (1954).
Algumas conclusões podem ser tiradas da curva de sobrevivência térmica:1) Impossibilidade de completa destruição (esterilização) dos llÚcrorganismos.
O aumento da relação tempo-temperatura somente diminui a probabilidadede ocorrência de células vivas.
2) A população inicial tem importância na probabilidade da existência de sobreviventes para uma mesma quantidade de alimento.
Portanto, a análise da ordem de morte das bactérias indica que jamais poderemos ter certeza da destruição de todas as bactérias no tratamento térmico. Poderemos apenas reduzir as chances de sobrevivência de um organismo. Assim, deveremos decidir arbitrariamente a probabilidade de sobrevivência a ser tolerada numdeterminado processo. A margem de segurança comercialmente aceitável dependedo objetivo do tratamento, pois a chance de alteração de uma lata em 10.000 paraum microrganismo não patogênico é aceitável, mas o mesmo não ocorre quandoo botulismo ou outro llÚcrorganismo patogênico estiver envolvido. De acordo coma legislação do Estado da Califórnia (EUA), os tratamentos térnúcos usados paraalimentos não ácidos não deverão deixar sobreviventes por núlilitro quando aplicados a um organismo teste (pA 3679, por exemplo), que possui uma concentraçãoinicial de 10lZ esporos por llÚlilitro. Portanto o tratamento deve ter mais de 12reduções decimais ou mais de 12 D (8).
Foi assim introduzido o conceito de 12 D, hoje bastante aceito como proces·so térnúco para esporos de C. botulinum. Os esporos de C. botulinum mais resistentes foram bem estudados e são caracterizados por um valor Dz5 o (D deternúrIado a 250°F) de aproximadamente 0,21 (24).
Apenas, para efeito comparativo, o Dz 5 o de PA 3679 (parece ser Clostridiumsporogenes) varia de 1,5 a 3,0, enquanto que o de FS 1518 (Bacillus stearothermophilus) varia de 4,0 a 5,0. Já as bactérias láticas (Lactobacillus, Leucollostoc, etc.),mofos e leveduras, de termorresistência bem menor, possuem um DI 5 o (D a 150°Fou 66°C) variando de 0,5 a 1,0.
Geralmente não sabemos quantos e quais os llÚcrorganismos presentes numalata a ser "esterilizada". A exposição da lata a uma certa temperatura por um período igual a 12 D (passagem por 12 ciclos 10garítllÚcos) tem sido normalmenteaceita. Por exemplo, se o alimento possuir uma contaminação inicial de 109 orga·nismos por lata e receber o tratamento 12 D, somente uma lala em 1.000 poderáter células vivas, enquanto que 999 latas estarão "estéreis" (esterilidade comercial). Se a contaminação for de um milhão de organismos por lata, depois dotratamento 999.999 latas estarão "estéreis". Tendo sido o tratamento baseado nadestruição de PA 3679, ele será muito mitis efetivo contra C. bolutilum e outrospatógenos menos resistentes ao calor (19).
Alimentos ácidos (pH menor que 4,5) não necessitam receber o tratamento12 D. Algumas vezes recebem tratamento térnúco igual a 5 D e, na maioria doscasos, temperaturas abaixo de 100°C por alguns minutos são adequadas.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 143
Na pasteurização usa-se nonnalmente um tratamento 4 D, que significa mortede 99,99% dos microrganismos.
O valor D, além de ser calculado da curva de sobrevivência ténnica, tambémpoderá sê-lo a partir do número inicial e do número de sobreviventes, após um tempo de aquecimento a cada temperatura considerada (assumindo ordem logarítmicade morte) (19).
Curva de Resistência Ténnica
A curva de resistência térmica ("thennal resistance curve", "phantom deathtime curve"), freqüentemente citada como curva de tempo de morte ténnica,reflete a resistência relativa das bactérias à temperaturas letais diferentes (24).É construída demarcando na ordenada o logarítmo de D (ou algum múltiplo deD), determinado para um microrganismo em várias temperaturas letais, usando asmesmas condições e, na abscissa, a temperatura correspondente.
O tenno z, empregado nos métodos de cálculos de resistência relativa deum microrganismo a diferentes temperaturas, é numericamente igual ao númerode °F requeridos para a curva de resistência ténnica atravessar um ciclo logarítmico.
----------4--------~
270260250240230lO-I '------+-----11----,-------,-----,--
220
Temperatura tF)
Figura 23 - Cwva de resistência térmica.
Da inclinação da curva podemos obter a seguinte equação:
onde: D2 =valor D a T2
z
Dl =valor D a T1

144 ALTANIR JAIME GAVA
Para muitas bact~rias importantes em produtos enlatados, o valor de z éaproximadamente igual a 18°F. Na comparação, de processos térmicos, é comumassumir z = 18.
Na comparação de diferentes processos, uma temperatura de referência énecessária. Para alimentos não ácidos, 250°F é uma referência bastante usada. O
°termo F é usado para designar o tempo em minutos, a 250 F, em um tratamentotérmico. Quando assumimos z =18, o valor Fo é usado. Assim, poderemos ter:
tT 250 - Tlog-- = onde: tTFo 18
tempo de processamento em minutosa uma temperatura T
Fo tempo equivalente a 250°F, em minutos, assumindo z =18.
Curva de Destruição Térmica
A curva de destruição térmica ("thermal death time curve - TDT curve"),proposta por Bigelow (1921), é obtida de um grãfico que possui na ordenada otempo em minutos (escala logarítmica) e na abscissa a temperatura (escala linear).
Desta curva podem ser extraídos dois valores: F e z. Valor F é defInido c9moo número de minutos a 250°F (121°C) necessários para destruição "completa"dos microrganismos".
Valor z é defmido como o número de °F necessário para aumentar o grau deinativação em 10 vezes (um ciclo na escala logarítmica). É igual ao valor z obtidona curva de resistência térmica. Os dois valores são medidas quantitativas da resistência ao calor dos esporos numa faixa de temperatura.
§ 102
".Seeu
8-~ 10 ---------------------------~~
z
230 240 250
Temperatura em °F.
Figura 24 - Curva de desuuição ténnica.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 145
Exemplos de Problemas Elementares sobre Tennobacteriologia:
1. Um alimento irá ser processado em latas de 1.000 g. Testes demonstrarama existência de uma bactéria formadora de esporos que possui um D25 o = 1,2numa concentração de 10.000 células/g. Qual o tempo necessário, a 250°F, paraobter uma lata contaminada em 100.000 latas?
Solução: Para termos uma célula/g, precisamos de 4D.Para termos uma célula/lata, precisamos de mais 3 D, ou seja 7 D.Para termos uma lata contaminada em 105 latas, precisamos de 5D.
Portanto, precisamos ao todo de 7 D + 5 D = 12 D.O tempo de processamento a 250°F será de:F = 12 X 1,2 = 14,4 minutos.
2. Um produto embalado em latas de 103 g e esterilizado por um processoque tem Fo =5 minutos, apresenta contaminação (alteração) em 0,1% das latas,causada por microrganismo que tem D2 5 o =0,5 minutos. Deseja-se estimar onúmero de esporos, por grama, na matéria-prima.
Solução: em 100 latas, 0,1 é alterada. Em 1.000 latas, 1 é alterada. Então, ocorrealteração em 1/ I03 latas ou passagem de 3 ciclos logarítmicos (3 D).Cada lata tem 103 g e para cada g temos mais 3 D. Ao todo temos(3 + 3) D =6 D.
De acordo com o enunciado do problema temos:
F =D X n'? de reduções decimais. . . 5 min =0,5 X n'?
n'? =5/0,5 = 10 D.
Portanto, o processo utilizou 10 D. Então, (la - 6) D = 4 D, e assim, o númerode esporos será de 104 esporos/g.
1.1.7 - Penetração do calor
O tempo de tratamento térmico de qualquer alimento é influenciado pelavelocidade com que o calor atinge o centro das latas e isso depende da naturezado alimento, do tamanho e forma do recipiente, da diferença inicial de temperatura entre o produto e o esterilizador, e ainda, do tipo de processamento(com agitação ou estacionário).

146 ALTANIR JAIME GAVA
Figura 25 - Aquecimento do alimento numa lata e detenninação do ponto frio.
A penetração de calor é muito mais fácil nos alimentos líquidos que nos sóli·dos e semi·sólidos. o primeiro caso, a transmissão de calor até o centro da lata sefaz por convecção, isto é, por movimento constante do líquido. As correntes deconveCção tendem a igualar com rapidez a temperatura no interior da lata. Nosegundo caso, a penetração do calor se faz por condução, isto é, as moléculastransmitem calor às vizinhas, estas às seguintes, e assim sucessicamente. A trans·missão por condução é mais lenta.
Os produtos em calda (xarope) ou salmoura se aquecem com rapidez porquea transmissão de calor se faz principalmente por convecção. As correntes de convec·ção são verticais e, encontrando obstáculos sólidos, os contornam o máximo possível. Se as partes sólidas forem de tamanho reduzido, como é o caso das ervilhas,por exemplo, a penetração de calor é quase tão rápida como se a lata contivesseapenas salmoura. Se tiverem dimensões maiores, no entanto, a penetração decalor será mais len ta.
A disposição do produto dentro do recipiente pode afetar grandemente ascondições de transmissão de calor. Por exemplo, produtos como aspargos e palmitos aquecem-se mais rapidamente quando as latas são processadas em posiçãovertical, o que permite a convecção natural das correntes de salmoura subindo pelasparedes e descendo pelo centro da lata. As tabelas de processamento para esses tiposde alimentos são baseadas em latas colocadas em posição vertical. A condiçãooposta ocorre com produtos como espinafre, que são normalmente acondicionados em camadas aproximadamente horizontais, e assim as correntes de convecçãoatingem o centro mais rápidamente quando são processadas em posição horizontal.
convecção 1 condução
I' ...... '>1 IC to '\f- i /~ t I
Meio ~ +--
1J
deaquecimento
--+ (VAPOR)~
t) pOF (;
~
--+ t i /"----7
J 1~ ~ tI ~
\l,-
I ~
I lj
"'+-pOF ~
~/' f-

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 147
Alguns alimentos aquecidos por condução são: creme de milho, purê, batatas,sopas concentradas, carnes, etc.
Nem todos os pontos da embalagem que está sendo aquecida possuem amesma temperatura. A zona de aquecimento mais lento é chamada de ponto friodo recipiente e é, por isso, a zona mais difícil de ser esterilizada. Nos produtosaquecidos principalmente por convecção, o ponto frio está localizado próximo aofundo do recipiente, no eixo vertical, enquanto que, naqueles aquecidos por condução, está no centro geométrico do recipiente, sobre o eixo vertical.
1.1.8 - Detenninação do tratamento térmico
Antigamente os processos térmicos eram determinados t~ntativamente, semqualquer base científica, disso resultando freqüentes casos de deterioração e mesmode intoxicações. Atualmente, essa determinação é baseada em ciência relativamentedesenvolvida, envolvendo medidas acuradas, as quais são interpretadas por cálculosbaseados em matemática superior.
Durante o processamento térmico, o aquecimento e o resfriamento contribuem na letalidade do tratamento. O efeito letal desses períodos deve ser incluídona avaliação do efeito destrutivo do processo. Entre os métodos utilizados nocálculo do processamento térmico, podem ser citados:a) método geral ou gráfico, introduzido por Bigelow e outros (1920);b) método matemático (Ball, 1923);c) método nomográfico (Olson, Stevens e Roberts - 1938). É um método desen
volVido para facilitar o uso das equações matemáticas, reduzindo assim consideravelmente o tempo de solução do problema;
d) método da régua de cálculo (American Can Company - 1951);e) método baseado nas tabelas de quocientes letais (Continental Can Company
- 1952);f) método matemático modificado (Ball e Olson - 1957);g) método baseado no calculador NCA (National Canners Association). Atualmente
a NCA (EUA) faz os cálculos dos processos através da utilização de computadores.
a) Método Geral ou Gráfico
Bigelow e colaboradores desenvolveram, em 1920, o método geral para determinação do processamento ténnico que foi posterionnente melhorado por outrospesquisadores.
O método é essencialmente um procedimento gráfico para integrar os efeitosletais de várias relações tempo-temperatura existentes num dado ponto do alimento,durante o processamento ténnico. De uma curva de destruição ténnica (DT),construída de acordo com uma certa relação tempo-temperatura, pode-se atribuir

148 ALTANIR JAIME GAVA
índices letais ("Iethal' rates") para cada temperatura representada pelo ponto dacurva que descreve o aquecimento ou resfriamento do produto, durante o processo. O valor do índice letal atribuído a cada temperatura é numericamente igualà recíproca do número de fiÚnutos necessários para destruir uma certa porcentagem de esporos naquela temperatura, sendo representada a porcentagem de des·truição por todos os pontos da curva de DT. Assim, o tempo de destruição correspondente a certa temperatura é obtido da curva de DT do organismo para o qualum processo de esterilização está sendo desenvolvido. Por exemplo, se a curva deDT indica que 10 fiÚnutos são necessários a 240°F, o índice letal atribuído a estatemperatura é de 0,1. Então, 1etalidade pode ser deflllida como o produto doíndice letal pelo tempo (em fiÚnutos) relacionado com uma certa temperatura.
Durante o processamento térmico, a temperatura do recipiente aumentaaté um máximo para depois descer durante o resfriamento. Uma curva("Iethal-rate curve) é obtida relacionando-se os índices letais de diferentes temperaturas. A área da curva representa a letalidade total do processo e pode sermedida por um planímetro, método do retângulo, etc. Para estabelecer o tempode processo, há necessidade de defmir uma unidade letal.
O método geral foi aperfeiçoado posteriormente, incluindo a construção deuma curva hipotética de DT passando por um fiÚnuto a 250°F e a equação paracálculo do índice letal:
tlog -
F
250- T
zonde
tempq em minutos, necessário paradestruir organismos a uma temperatura T.
t/F = tempo para destruir organismos atempo T se F = I
FIt = índice letal
A equação acima é obtida na curva de destruição térmica (figura 26).
tempo
I ,I L:., I
I~:..2, ~
:~: ~, '"
___ ~3~ ~~-_-_-_-~~-_-_-==~ __ I
: 250-T :I I
I t.t.. :
: ~ :I ,
T 210 230 250
Temperatw:a (F)
Figura 26 - Curva de destruição ténnica.

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS
Da curva DT temos:
149
log t -log F
log 10
250- T
ze
logt
F
250 - T
z
o processo de esterilização adequado pode também ser obtido pelo uso dovalor D, como pode ser visto no exemplo dado posteriormente.
b) Método Matemático
A seguinte fórmula, idealizada por Ball, é utilizada para determinação dotratamento ténnico de um produto que apresente uma reta na curva de aquecimento em escala semilogarítmica:
BB = fh (log jI - log g), onde:
BB tempo de processo, em minutos, à temperatura da autoclave
fh inclinação da curva de penetração de calor
jI fator de correção obtido aumentando-se a curva de aquecimento atéinterceptar o tempo em que começa o processo.
g valor em graus, abaixo da temperatura da autoclave quando a partereta da curva de aquecimento interceptar o tempo em que o processode aquecimento tennina.
1.1.9 - Avaliação de um processo térmico (8)
Durante a pasteurização e "esterilização", os períodos de aquecimento eresfriamento contribuem para a letalidade do tratamento. Tais determinaçõessão úteis na comparação da letalidade de diferentes processos, ou no conhecimento do tempo mínimo a uma certa temperatura da autoclave que será necessário para alcançar uma letalidade desejada.
O efeito letal de qualquer intervalo de um processo depende do índice letala uma certa temperatura e do tempo de exposição nesta mesma temperatura. Oefeito letal cumulativo do tratamento térmico pode ser estimado por integraçãográfica (método geral). O exemplo citado inclui uma integração gráfica para avaliaros efeitos letais do processo térmico.

1) A figura 27 mostra o gráfico calculado para o período de aquecimento inicial,tempo de aquecimento a 284°F ("holding time") e período de resfriamento.
16
ALTANIR JAIME GAVA
1412108
Tempo em segundos
642o
u.
°E'"
"Holding tube"o Aquecimento
SaídaResfriamento
Entrada
Tempo (segundos) 0,5 1,3 3,4 5,3 6,5 8,3 12,3 12,9 14,1 16,2Temperatura (F) 220 233 260 275 281 284 284 260 238 223
Figura 27 - Aquecimento e resfriamento do organismo X.
260
270
No teste piloto de um detenninado alimento submetido a um processoHTST ("high temperature, short time"), um organismo X conseguiu sobreviverao tratamento térmico. Os testes de laboratório estabeleceram para o organismo X um valor D2 5 o = 1,1 minutos e z = 20. A contagem inicial máxima de Xno alimento foi estimada em lOS células/grama, e a embalagem utilizada tinhacapacidade de 1.000 gramas. Dentro do processo desejável, deveremos encon·trar menos que um esporo viável por 10.000 latas. Temperaturas detenninadasem pontos selecionados do processo incluem:
280
Pergunta-se:a) Qual o tempo mínimo necessário a 284°F para dar a destruição desejada;b) Calcular o Fo do processo original e do processo recalculado.
150
Exemplo
Solução:
Parte a:

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 151
10g D-r = 10g 1,1-
2) A equação para a curva de destruição ténnica do organismo X foi detenninada.
Para
D2S0 = 1,1 e z=20:
1log D-r -log 1,1 =- W (T - 250)
'T - 250
20
T- 250log DT = 0,0414 - 20
3) A tabela 17 foi calculada com as colunas conforme indicado.
4) Os intervalos de tempo apropriados para a integração gráfica foram selecionadosarbitrariamente.
5) As temperatUras nos pontos médios dos intervalos de tempo arbitrários foramdetenninadas através da figura 27.
6) Os valores D foram calculados para estas temperaturas conforme mostra a tabe·la 17. Alternativamente, poderíamos calcular os valores D através da curva dedestruição ténnica.
7) Os valores recíprocos de D foram calculados para detenninar os índices letais("lethal rates").
8) O gráfico 28 foi construído usando-se os índices letais e os tempos correspon·dentes.
A letalidade do processo é proporcional à área abaixo da curva, que podeser detenninada pela soma dos retângulos, por planimetria, etc.
Os retângulos na figura 28 mostram a relação entre cada índice letal e osintervalos de tempo de um segundo cada. A área abaixo da curva é aproximada-
mente aquela da soma dos retângulos. Este valor é dado pelo total da coluna ri:;-multiplicado por t. T
Na tabela 17, este valor foi obtido pela soma da coluna -ri- e por sua multiT
plicação pela soma de t, porque os intervalos foram os mesmos (no caso, de umsegundo).

152 ALTANIR JAIME GAVA
lO+JQ)
....J 20Q)
.~-o...=
r II
10 I IJ
I Jr- l II I
I II I I I I I
O 2 4 8 10 12 14 16
30
Figura 28 - Gráfico dos índices letais contra o tempo correspondente.
o tratamento de referência usado neste cálculo é aquele necessário para umaredução decimal do organismo X. Entretanto, o processo obtém 5,60 reduçõesdecimais.
9) Depois, determine o número de reduções decimais necessárias para o processorecalculado. O produto pode ter lOs esporos por grama; é embalado em latasde 1.000 gramas e deve ter menos de um esporo (sobrevivente) em 10.000latas. Assim, para redução dos esporos viáveis para 1 por grama 5 D são necessários; para 1 por lata 5 + 3 = 8 D; e para uma em 10.000 latas 5 + 3 + 4 = 12 D.
10) Finalmente, calcule o necessário aumento no "holding tube" a 284°F:
Processo originalNecessárioAumento necessário =
5,6 D12 D6,4D
Isto é, o "holding time" adicionado a 284°F deve alcançar 6,4 reduçõesdecimais.
D284 = 0,0219

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 153
Extra "holding time" necessário 0,0219 X 6,40,159,0 segundos
"Holding time" no processo original 12,3 - 8,3 = 4 segundos
"Holding time total a 284°F 4 + 913 segundos
Parte b:
O processo original é equivalente a 5,6 D a 284°F, e o processo recalculado a12 D. Desde que D284 = 0,0219 minutos, os tempos correspondentes para os doisprocessos são 0,123 e 0,263 minutos, respectivamente. Fo é o "holding time"equivalente a 250°F, assumindo z = 18.
tT 250 - T10g - =
Fo 18
ou
Para o processo original:
Similarmente, para o processo recalculad'o:
1.1.10 - Processamento de frotas e hortaliças apertizadas
250 - 284
18
9,5 minutos.
logO,123 + 1,89
1,090 + 1,89
-0,91 + 1,89
0,98
= log tT + 1,89
log Fo =10g tT -
10g Fo
Fo = 20,4 minutos.
As operações do processamento de frutas e hortaliças apertizadas variam coma natureza do produto, mas certas operações básicas são comuns a muitos produtosapertizados, incluindo·se aqueles de origem animal.

~
't
Tabela 17 - Cálculo das reduções decimais totais
TempoT - 250 T - 250 1 _1_ X ~t-- TemperaturaIntervalos Ponto médio T - 250 log DT =0,041 - DT --
(F) 20 20 DT DT
0,3 - 1,3 0,8 225 -25 -1,250 1,291 1,29~ 19,5 0,051,3 - 2,3 1,8 240,5 -9,5 -0,438 0,479 Q,479 3,01 0,32,3 - 3,3 2,8 253 3 0,150 -0,109 1,891 0,778 1,33,3 - 4,3 3,8 264 14 0,700 -0,659 1,341 0,219 4,64,3 - 5,3 4,8 271,5 21,5 1,075 -1,034 2,966 0,0925 10,8
etc. 5,8 278 28 1,400 -1,359 ;641 0,0437 22,96,8 281,5 31,5 1,575 -1,534 b466 0,0293 34,17,8 283,5 33,5 1,675 -1,634 b366 0,0232 43,18,8 284 34 1,700 -1,659 2,341 0,0219 45,79,8 284 34 1,700 -1,659 ;341 0,0219 45,7
10,8 284 34 1,700 -1,659 b341 0,0219 45,711,8 284 34 1,700 -1,659 b341 0,0219 45,712,8 262 12 0,600 0,559 1,441 0,276 3,6213,8 243 -7 -0,350 0,391 0,391 2,46 0,414,8 233 -17 -0,850 0,891 0,891 7,77 0,115,8 225 -25 --1,250 1,291 1,291 19,5 0,05
336,7 5,60 »r
1 .-i
Obs.: a) Cada»t = 1 segundo = - mmuto Z
60 :o1 1 <-
b) Para simplificar os resultados, o total da coluna -- pode ser multiplicado por - »DT 60 ~
m
1 1 1Cl»
~ - X - = 336 7 X -- = 5,60 <~ 60 ' 60 »

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
Entre as operações mais comuns podem ser citadas:
1.1.10.1 - Colheita
155
Deve ser feita, preferencialmente, nas primeiras horas do dia, quando osprodutos se apresentam bem frescos. O ponto adequado de colheita é um fatorimportante na qualidade do produto fInal.
1.1.10.2 - Transporte
O material colhido acomodado em caixas, cestos ou mesmo a granel deveser enviado a unidade de processamento o quanto antes para evitar ou atenuarqualquer tipo de alteração. A quantidade de impurezas que normalmente acompanham o material colhido deve ser a mínima possível.
1.1.10.3 - Seleção
Tem por fmalidade separar da matéria-prima o material de qualidade inferiorcomo defeituoso, verde, manchado e de coloração diferente, porque o sucesso naindustrialização é assegurado quando se utiliza matéria-prima de boa qualidade.
1.1.10.4 - Limpeza
A limpeza do material selecionado consiste na separação de impurezas comodetritos vegetais, terra, poeira, etc., realizada pela ação isolada ou combinada depeneiras, escovas e jatos de água.
1.1.10.5 - Classificação
A classificação da matéria-prima em lotes com relação ao tamanho é necessária, pois, além de permitir uma melhor apresentação do produto através da suauniformidade, garante a demarcação rigorosa nos tempos de tratamento térmico(branqueamento e "esterilização").
1.1.10.6 - Branqueamento
É uma operação levada a efeito pela imersão do material em água quenteou exposição ao vapor-d'água. É realizada com o principal objetivo de inativarenzimas, mas poderá ocasionar a remoção de ar do interior dos tecidos, a

156 ALTANIR JAIME GAVA
destruição parcial dos microrganismos e a manutenção da cor e textura dosalimentos.
Antes da sua adoção, o mercado de hortaliças apertizadas era um poucolimitado por causa da pouca aceitação do produto devido às características organolépticas similares ao feno. A duração do tratamento varia com a consistênciae com o tamanho do material, podendo variar de 2 a 10 minutos, a uma temperatura de 70° a 80°C.
1.1.10.7 - Acondicionamento
Em seguida o material é acondicionado em latas ou em vfdros de fonna etamanho adequado e, posterionnente, coberto com água pura, suco, xarope ousalmoura (solução diluída de cloreto de sódio).
1.1.10.8 - Exaustão
o objetivo principal da exaustão é retirar ar do produto e o ar que ficarpreso no interior do recipiente. Abacaxi e maçã, são exemplos de frutas que contêmbastante ar no interior dos tecidos e pêssego, ervilha, vagem e aspargo são exemplosde produtos que podem aprisionar ar no interior da embalagem com certa facilidade.
Como conseqüência da retirada do ar, a pressão no interior do recipienteserá menor e dizemos que vácuo(pressão reduzida) foi fonnado. O vácuo podeser medido em tennos de uma escala de O a 29,8 polegadas de mercúrio ou deO a 760 mm de mercúrio, correspondendo o zero, lido no vacuômetro, a14,67 p.s.i.a. ("pounds per square inches absolute" = libras por polegada quadrada,absoluta).
Num vácuo zero poI. (lido no vacuômetro), a pressão será de uma atmosfera e a água entra em ebulição a 100°C (ao nível do mar). Num vácuo de 10 poI.a água entra em ebulição a aproximadamente 90°C; a 15 poI. a aproximadamente 80°C, a 25 poI. a aproximadamente 55°C e a 27 poI. a aproximadamente45°C.
O vácuo pode ser obtido por meio de calor ou por meios mecânicos.
A - Calor
a) Faz-se passar a embalagem através de câmaras de vapor ou túneis de maneira aexpelir os gases do produto. O ar contido no interior da embalagem será substituído pelo vapor-d'água que, ao se condensar, reduzirá a pressão interna,fonnando assim vácuo. Em alguns casos a salmoura (ou xarope) é adicionadaantes, em outros casos é adicionada após a passagem pelos túneis de exaustão.

B - Meios Mecânicos
1.1.10.9 - Fechamento
b) Adiciona-se salmoura (ou xarope) aquecida (acima de 80°C). Ervilha é um bomexemplo.
c) Adiciona-se produto aquecido na embalagem. Milho enlatado sob forma' decreme ("cream style com") é um exemplo.
157PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
a) Recravadeira a vácuo. São recravadeiras especiais que, através do uso de bombasou outro sistema, mantêm a área de fechamento (recravação) do recipiente compressão reduzida (vácuo).
b) Retirada do ar por meio de injeção de vapor antes da recravação, através deadaptações numa recravadeira simples.
A quantidade de vácuo de uma lata pode ser determinada pelo vacuômetrodo tipo Bourdon, Budenberg e "flip" teste.
O vacuômetro do tipo Bourdon é o vacuômetro comum, com sistema similarao manômetro. Consta de um sistema de engrenagens com uma peça de extremidade livre, que se movimenta por diferença de pressão, deslocando um ponteironuma escala graduada, normalmente de Oa 30 polegadas.
Um conteúdo menor de oxigênio no alimento apertizado é desejável porminimizar certas reações químicas indesejáveis como a oxidação de óleos e gorduras, vitaminas e a descoloração de certos produtos, além de reduzir a corrosãointerna da lata.
O vácuo serve também para manter as extremidades da lata numa posiçãocôncava durante o armazenamento, indicativa de que, pelo menos, o recipientenão está contaminado com um microrganismo produtor de ·gases. Serve o vácuotambém para evitar ou minimizar distorções da lata, durante o tratamento térmicodevido à considerável expansão do seu conteúdo.
Como o vácuo está relacionado com a pressão atmosférica e esta por suavez diminui com o aumento de altitude, podemos afirmar que, para cada aumentode altitude de aproximadamente 300 metros, irá ocorrer um decréscimo de umalibra. Assim, uma lata, com 20 libras de vácuo ao nível do mar, passará a ter 15libras quando comercializada a 1.500 metros de altitude.
O fechamento de uma lata é normalmente feito pela recravação ou duplacostura. A dupla costura é a parte da lata formada pela junção dos componentesdo corpo e da tampa ou fundo, cujos ganchos se engatam e formam uma forteestrutura mecânica. Ela consiste em três espessuras do componente da tampa oufundo e de duas espessuras do componente do corpo, com um revestimento vedante apropriado, sendo comprimidos conjuntamente para formar uma vedação hermé-

158 ALTANIR JAIME GAVA
tica. A dupla costura da lata geralmen te é formada em duas operações da recravadeira e daí o nome pelo qual é conhecida (ver capítulo de embalagem).
Algumas recravadeiras modernas são equipadas para formar vácuo diretamente ou por meio de aplicação de vapor antes da recravação.
Em certos tipos de produtos (leite em pó, por exemplo), o ar da embalagemé substituído por um gás inerte através de um orifício que será posteriormentesoldado.
Hoje já existem recravadeiras que fecham mais de 1.000 latas por minuto.
1.1.10.10 - Tratamento térmico
o processamento térmico além de alcançar um certo grau de "esterilidade"irá cozinhar o produto até um determinado ponto.
Esta operação pode ser realizada a:
A - Pressão atmosférica
Aqui estão incluídos os cozinhadores usados para produtos ácidos, podendoser fIxos ou rotativos. O "spin-cooker", cozinhador rotativo, é bastante conhecidona prática.
B - Pressão elevada
a) Câmaras pressurizadas (autoclaves)b) Sistemas pressurizados (esterilizadores hidrostáticos)c) Salas pressurizadas (Flash 18)
c - Temperaturas elevadas
~ o sistema que usa HTST e UHT ("ultra-high temperature") estando aquiincluído o sistema de enlatamento asséptico.
1.1.10.11 - Resfriamento
Após o aquecimento, as latas ou vidros devem ser resfriados o mais rapidamente possível, não só para evitar excesso de cozimento mas também para aceleraro "output". O modo de resfriar vai depender 00 sistema térmico utilizado, podendoser executado por meio de ar, água ou substâncias refrigerantes. A água de resfriamento deve ser sempre clorada para evitar contaminação por vazamento devido ao

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 159
vácuo existente dentro da lata, caso ocorra uma imperfeição na recravação ou soldalateral.
A intensidade e a duração do resfriamento dependerão do produto e dosmétodos de manuseio das latas após o resfriamento. De uma maneira geral as latasdevem ser resfriadas até uma temperatura de 38° - 4üoC, pois a esta temperaturahaverá calor bastante dentro das latas para a sua secagem rápida, evitando corrosão,mas insuficiente para permitir o crescimento dos microrganismos termóftlos.
1.1.10.12 - Empacotamento e armazenamento
Após, os recipientes são rotulados (quando necessário), acondicionados emcaixas de papelão e armazenados em locais secos para evitar problemas de corrosão.
1.1.11 - Tratamento térmico de produtos apertizados
A seguir serão descritos os principais equipamentos utilizados no tratamentotérmico de produtos apertizados.
1.1.11.1 - Autoclave
Também conhecida com o nome de retorta, é um recipiente fechado onde oproduto é aquecido, geralmente pelo uso do vapor. As autoclaves podem ser fixasou rotativas, contínuas ou descontínuas e verticais ou horizontais. O tipo maisutilizado é a autoc1ave fixa e descontínua, podendo ser vertical ou horizontal.
Pelo fato das autoc1aves serem equipamentos que trabalham a altas pressões, elas são construídas de' chapas de caldeira de 1/4" ou mais espessas, modeladas no formato e rebitadas ou soldadas juntas. As tampas ou portas são feitasde ferro fundido ou de chapa pesada, com travas ou ferrolhos especiais para darsegurança (13).
A fmalidade principal da autoc1avagem é evitar o desenvolvimento de microrganismos, produzindo como conseqüência um certo cozimento do produto. Antigamente a autoc1avagem era estabelecida' pelo método das tentativas, porém, hojeo uso adequado da autoc1ave é determinado através de uma ciência altamentedesenvolvida.
O vapor é o meio de transferência de calor na maioria das autoc1aves. Águaquente é utilizada para processamento de recipientes de vidro com sobreposiçãode pressão de ar. O calor é levado à autoclave por vapor, em ambos os casos.
As vantagens de se usar vapor sob pressão são as seguintes (23):a) é um excelente meio de transferência de calor;

160 ALTANIR JAIME GAVA
b) sua temperatura pode ser facilmente controlada, apenas pelo controle dapressão;
c) a pressão de vapor que é exigida na autoclave, a fuo de se obter a temperaturadesejada para processamento, serve facilmente para contrabalançar a pressãoque é formada no interior das latas, quando são aquecidas, impedindo-as deempenar; e
d) é facilmente produzido.O vapor possibilita uma boa transferência de calor devido à sua energia
armazenada ou calor latente. Para a transformação de um quilo de água a 100°Cem vapor à mesma temperatura, são necessárias cerca de 540 quilocalorias.Essa energia extra, superior a seis vezes a quantidade de calor exigida paraaquecer a água até o ponto de ebulição, é denominada calor latente. Quando ovapor se condensa· sobre as latas no interior da autoclave, este calor latente ou"calor armazenado" é libertado. O ar quente ou outros gases não possuem estapropriedade, o que vem em favor de uma maior eficiência de aquecimento que seobtém com o vapor.
Os processos para alimentos enlatados são determinados por testes feitos comlatas em vapor puro (isento de ar) e, assim, quando esses processos são aplicadosna prática comercial, todo o ar deve ser eliminado, a fuo de que o mesmo meio devapor puro seja empregado.
O ar existente no interior da autoclave não irá contribuir, apenas para redu·zir a eficiência do processo, mas atuará também como uma camada isolante aoredor das latas, além de ocasionar ferrugem das latas quando na presença deumidade.
Mesmo quando uma autoclave é carregada completamente com latas, a maiorparte do espaço está ainda cheio de ar.
Observações mostraram que uma autoclave vertical, completamente carre·gada, contém mais de 60% de ar e uma horizontal cerca de 80 %de ar (23).
Para remover todo esse ar, necessitamos de certo tempo, mesmo quandodispomos de grandes desaeradores porque grande parte dele deve ser deslocadobasicamente dos intervalos entre as latas.
O quadro abaixo indica a temperatura a uma pressão de 15 libras, em umaautoclave em que se processa a eliminação do ar em vários níveis (23):
Quantidade de ar eliminado
Total (s6 vapor)2/3 do ar eliminadoMetade do ar eliminadoSem eliminação de ar
Temperatura na autoclave
121°C (250°F)115°C (239°F)112°C (234°F)lOü°C (212°F)
Esses dados mostram não apenas a necessidade de completa remoção do ar daautoclave como também o perigo de efetuar o tratamento térmico baseado na indi·cação do mànômetro, em lugar do termômetro de mercúrio. Os testes têm demons·

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 161
trado que pode resultar considerável subprocessamento e deterioração, mesmoquando quantidades pequenas de ar estão presentes nas autoclaves.
Componentes da Autoclave (23)
Instalações apropriadas da autocIave são essenciais para resultados satisfatórios da operação. As figuras 29 e 30 mostram os componentes principais de
/ .
uma autoclave.O vapor deverá ser suprido através de um condutor suficientemente grande
para manter a pressão da linha nas autocIaves e para prover suficiente vapor parao adequado desaeramento da autocIave. As autocIaves devem ser equipadas com umregulador de vapor para manter a temperatura, podendo ser um instrumento controlador-registrador quando combinado com um termômetro-registrador. A-válvula doregulador automático de vapor pode ser de diâmetro menor que o tubo de entradade vapor, desde que um desviador de vapor seja usado durante o tempo de subida.Os distribuidores de vapor são tubos perfurados que não devem ser maiores do quea entrada da linha de vapor. Na autocIave horizontal o tubo perfurado deve estender-se ao longo do fundo por todo o seu comprimento, ao passo que na verticaldeverá ser de preferência na forma de cruzeta, com perfurações ao longo do ladosuperior do tubo.
Os desaeradores são aberturas grandes, situados de tal maneira que todo oar possa ser removido rapidamente do interior da autocIave, antes de se iniciar acontagem do tempo necessário para o tratamento térmico. A saída do ar deve sercontrolada por válvulas de gaveta ou válvulas de macho ("plug~cock"), conservadascompletamente abertas durante a primeira parte da operação da autocIave, de modoa permitir a rápida eliminação do ar. As tubulações de escape devem ser curtas e,tanto quanto possível, livres de cotovelos. Os melhores resultados são obtidos quando as válvulas de escape (desaeradores) são localizadas na parede da autoclave, nolado oposto daquela pela qual se processa a entrada de vapor. É importante queos desaeradores fiquem abertos por um certo tempo (digamos, no mínimo cincominutos a 110°C, para uma autoclave vertical com um desaerador de I 1/2 pole.gada) até que determinada temperatura seja atingida.
Os sangradores ou suspiros são aberturas de 1/8 a 1/4 de polegada, usadospara remover o ar que entra na autocIave com o vapor e para promover a circulaçãodo vapor dentro da autoclave. As autocIaves fixas verticais deverão ter, pelo menos,uma abertura de sangrador, com uma localização oposta àquela em que o vapor éadmitido.
A válvula de segurança deve ser mais larga do que o tubo de entrada de vapore satisfazer às condições de segurança do local e às normas para recipientes depressão, sem fogo.
Toda autoclave deve ser munida de um medidor de pressão (manômetro)de 0-30 libras, graduado em divisões de uma a duas libras e deve ser instalado pormeio de tubulação em forma de sifão.

162
F
F
C
D
c=O~:::::::l2~==lD
Figura 29 - Autoclave vertical (13).
ALTANIR JAIME GAVA
[X] VAPOR
ITJ ÁGUA
[I:J DRENO, EXTRAVAZAMENTO
DL] DESAERADORES, SANGRADORES
a:J AR
a:::::J VÁLVULAS DE SEGURANÇAVÁLVULAS DE ALMoDE PRESSÃO
VÁLVULAS MANUAIS
o DE GLOBO
k8J DE GAVETA
Toda autoclave deve ser equipada com, pelo menos, um termômetro demercúrio, que tenha uma amplitude de variação na ordem de 50°C, digamos de80° a 130°C, em uma escala de pelo menos 17 em de comprimento. Os termômetros deverão ser testados para precisão com um termômetro-padrão, de precisão conhecída, quando da sua instalação, e pelo menos uma vez por ano, daí emdiante ou a qualquer momento que sua precisão seja duvidosa. Os bulbos dos ter-

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
F
163
E
Desaeradores, Sangradores
Válvulas de SegurançaVálvulas de Alíviode Pressão
W Vapor
rn:J Água
W Dreno, Extravazamento
0lJ00 Ar
[]J
VÁLVULAS MA UAIS
o DEGLOBO
~ DEGAVETA
Figura 30 - Autoclave horizontal (13).
mômetros de indicação poderão ser instalados dentro da carcaça da autoclave ouem cavidades (nichos) externas que devem estar em conexão com a câmara principal, através de uma abertura de, pelo menos, 3/4" de diâmetro. Os nichos externos devem ser equipados com sangradores de 1/8" ou maiores, localizados demaneira a permitir a passagem de todo o fluxo de vapor pelo bulbo do termômetro.O sangrador deve libertar vapor livremente durante todo o período de funcionamento da autoclave. O termômetro de mercúrio, não o do registrador do gráfico,deverá ser o instrumento de referência 'para indicar a temperatura de processamento, uma vez que as leituras feitas no registrador podem ser facilmente modificadas pelo ajustamento da pena registradora.
O termômetro do registrador deve ser instalado na parede da autoclave ouem uma cavidade para termômetro. O papel registrador deve permitir facilmenteleitura de O,SoC e possur divisões para as variações de temperatura que não excedam de 1°C. O registrador pode ser combinado com o regulador de vapor econstituir um instrumento regulador-registrador.

Instruções 'para Operar uma Autoclave (23)
1) Fechar a porta ou tampa e verificar se todas as borboletas dos parafusos estãoapertadas com segurança.
2) Examinar o registrador de temperatura para verificar se está trabalhando convenientemente, isto é, se o relógio está com corda suficiente, se há tinta na penae se o papel registrador está preso firmemente.
3) Abrir os desaeradores e os sangradores, e fechar o dreno e o tubo de extravazamento.
4) Quando a autoclave estiver pronta para funcionar, injetar vapor gradualmente, abrindo tanto a válvula de controle como a passagem lateral.
o regulador automático de vapor é controlado por uma válvula do tipopneumático ("air-to-open"). Ela deve ser menor do que o tubo de entrada dovapor, no caso de ser usada uma passagem lateral, durante o período de elevação da temperatura.
O suprimento de água poderá ser feito só pela parte inferior da autoclaveou também pela parte superior. Caso o resfriamento seja feito na própria autoclave, os melhores resultados são obtidos quando ocorre entrada de água na partesuperior e inferior da autoclave. Cuidados especiais devem ser tomados para se tercerteza de que a entrada de água na parte superior não esteja aberta enquanto ovapor ainda está sendo usado para manter a pressão, ou uma distorção das lataspoderá ocorrer. Válvulas do tipo globo devem ser usadas nas linhas de entradade água, porque as válvulas de registro rápido podem vazar e pequena quantidade de água poderá resultar em deficiente distribuição de calor ou resfriamentolocalizado e um processamento insuficiente. O tubo de extravazamento de umaautoclave deve estar situado na parte superior, e nas autoclaves horizontais, próximo ao centro, a um ponto situado na metade do comprimento· da autoclave.O dreno deve ser de diâmetro suficiente para permitir uma rápida eliminação deágua.
As bandejas e cestos podem ter uma ação favorável ou prejudicial sob o pontode vista de distribuição de calor, dependendo do grau de interferência na circulaçãode vapor. Experiências mostraram que tiras de ferro ou construções de arame sãoas mais desejadas, porque os cestos fabricados com tais materiais permitem a livrecirculação do vapor, em todas as direções. Quando são empregados cestos perfura.dos ou gôndolas, a remoção do ar é dificultada e por isso o fundo dos cestos devepossuir perfurações com diâmetro apropriado.
Prateleiras de separação de vários tipos são freqüentemente usadas nos cestosdas autoclaves para isolar as latas de diferentes códigos de fabricação. Tais prate·leiras devem ser construídas com telas largas (pelo menos uma polegada de abertura) para permitir perfeita circulação do vapor.
ALTANIR JAIME GAVA164

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 165
5) Logo que a temperatura correta de exaustão tenha sido atingida e o tempoespecificado haja decorrido, fechar a válvula de exaustão. Nunca efetuar um.aexaustão menor que a recomendada.
6) Fechar gradualmente a válvula de passagem lateral do vapor um pouco antesque a temperatura de "esterilização" seja atingida. Isto evitará a queda bruscade temperatura que, comumente, ocorre quando a válvula de desvio é fechadamuito rapidamente.
7) Quando a temperatura de esterilização tiver sido atingida, marcar o tempo detratamento térmico por meio de um relógio preciso.
8) No início do tratamento térmico, registrar na ficha de produção a hora, aleitura no termômetro de mercúrio, a pressão e a temperatura indicada pelotermômetro-registrador.
9) Anotar o tempo decorrido no início da operação até atingir a temperaturade esterilização, a fun de ter certeza de que ele tenha sido suficiente para permitir completa desaeração.
10) Manter a temperatura da autoclave cerca de 0,5°C acima da temperatura recomendada para esterilização, visando compensar flutuações inevitáveis.
11) À medida que o processo continua, observar a temperatura com freqüência,a fun de se certificar que ela se está mantendo adequadamente.
12) Deixar todos os sangradores completamente abertos durante toda a operação.13) Quando o tempo recomendado para o processo se esgotar, fechar o vapor e
iniciar imediatamente o resfriamento. "
Resfriamento
A intensidade e duração do resfriamento dependerão, e"ntre outros fatores,do produto, tamanho da lata, temperatura de processamento térmico, temperaturada água de resfriamento e métodos de manuseio das latas após o resfriamento.Resfriamento completo significa resfriar o conteúdo da lata no menor tempo possível até uma températura de 38° - 40°C. O resfriamento na autoclave pode sercompleto (até 38°C) ou parcial, como no resfriamento à pressão em que o resfriamento é apenas suficiente para reduzir a pressão interna na lata a um nível seguro,de modo que a lata possa ser exposta à pressão atmosférica sem perigo de empenamento ou deformação das suas extremidades. Após o resfriamento sob pressão,as latas podem ser removidas com segurança da au toclave para posterior resfriamento.
Em outras palavras, altas pressões" são desenvolvidas no interior das latas,no momento que o ciclo de processamento térmico está chegando ao fun. Entretanto, durante esse tempo, essa pressão tem sido oposta pela pressão do vapor naautoclave. Se a pressão da autoclave é aliviada, e assim removida a pressão oposta,a extremidade da lata é sujeita a uma pressão diferencial mais alta, que pode exceder a resistência da sua extremidade e assim provocar uma distorção permanente.Visando evitar esse problema, esfriam-se parcialmente as latas na autoclave sobpressão (13).

166 ALTANIR JAIME GAVA
Como regra geral de resfriamento, latas de diâmetro 401 (99,5 mm), oumaior, reqiJerem resfriamento sob pressão quando aquecidas a 116°C (240°F) outemperatura mais elevada. Em alguns casos, onde temperaturas baixas de autoclaves são usadas, os tamanhos menores que esse tipo podem ser processados semresfriamento à pressão. Por outro lado, as latas menores que o diâmetro 401 requerem, às vezes, resfriamento sob pressão, especialmente quando a temperatura da autoclave é superior a 121°C (250°F).
O resfriamento sob pressão poderá utilizar pressão com vapor-d'água oupressão com ar.
O resfriamento sem pressão poderá seguir a seguinte técnica:a) Abrir o tubo de extravazamento e dreno, deixando o vapor escapar da autoclave.b) Quando a pressão tiver caído a zero, abrir a tampa da autoclave e retirar os
cestos de latas para resfriamento fora da autoclave, em canal ou por outro siste·ma apropriado. Caso o resfriamento seja feito dentro da autoclave, proceder daseguinte maneira.
c) Fechar o dreno, mas não o tubo de extravazamento e abrir a água, na partesuperior, vagarosamente. Encher a autoclave com água.
d) Quando a autoclave estiver cheia, fechar a válvula de água na parte superior eabrir a água da parte inferior da autoclave. Isto faz com qu~ a água circule debaixo para cima, saindo pelo tubo de extravazamento. Continuar o resfriamen·to desse modo por alguns minutos e então inverter o fluxo, abrindo o dreno ea entrada de água superior. Se a autoclave não é equipada com tubo de extravazamento, a introdução de água corrente na parte de cima, saindo pelo dreno(com a autoclave cheia de água), fornecerá um resfriamento quase uIÚforrne.
No caso da autoclave possuir s6 uma entrada de água, pela parte inferior,abrir a válvula com bastante pressão para enchê-la rapidamente até extravazamento. Diminuir então a vazão, deixando a água circular até obter-se a temperatura desejada de resfriamento.e) Quando a temperatura desejada tiver sido atingida, fechar a entrada de água e
abrir o dreno, para saída de água.f) Abrir a porta ou tampa da autoclave e retirar os cestos de latas.
A figura 31 mostra uma autoclave vertical, fixa, com resfriamento sob pressãode ar.
Autoclaves Fixas para Recipientes de Vidro (23)
Os produtos acondicionados emvidros e hermeticamente fechados com tampas a vácuo são aquecidos e resfriados dentro da água com pressão de ar superposta.
Usa-se água quente porque a característica de expansão térmica do vidrorequer proteção dos diferenciais excessivos de temperatura que poderão produzirrachaduras. Embora o recipiente de vidro em si possa facilmente resistir às temperaturas envolvidas no aquecimento a vapor, o resfriamento dos recipientes após aesterilização poderá ocasionar problemas. Uma segunda razão para aquecer vidros

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS
Figura 31 - Autoclave vertical (Cortesia do DTA da UFRRJ).
167
dentro da água é que ar comprimido deve ser provido às autoclaves para seuprocessamento.
A superposição de pressão de ar nas autoclaves é necessária de modo a estabelecer uma condição em que a pressão externa do recipiente seja maior do que apressão no interior da embalagem, evitando assim perder sua tampa. Todos os produtos alimentícios aquecidos a temperaturas iguais ou superiores a 116°C desenvolvem uma pressão maior na parte interna do recipiente do que na autoclave, devido ao aumento da pressão de vapor no recipiente pelo aumento da temperatura,expansão real física do alimento e presença de gases não condensáveis. Por suavez, as tampas de vidros resistem muito pouco a pressões, em contraste com astampas de latas, e por isso há necessidade de manter uma pressão de ar superposta. Essa adição de ar nas autoclaves é uma das razões porque recipientes de vidrodeverão ser aquecidos e resfriados dentro da água, pois, caso contrário, se criariauma condição semelhante a uma autoclave impropriamente desaerada. A introdução de ar comprimido pelo fundo da autoclave fornece a necessária agitação da águapara dar boa distribuição de calor. A figura 32 mostra sumariamente a instrumentação de uma autoclave vertical ou horizontal utilizada no processamento de vidros.

Ai...TANIR JAIME GAVA168
A . Linha de águaB . Linha de vaporC • Controle de temperaturaD . Linha de extravaumentoE I . Linha de drenagemE,· CrivosF Válvulas de verificaçãoG Linha do depósito de água quenteH Linha de sucção e conexãoI Bomba de circulaçãoJ - TorneirasK . Linha de recirculaçãoL . Distribuidor de vaporM . Bulbo do controlador de temperatura
. TermômetroO Es)'alhador de águaP Válvula de segurançaQ . Válvula de desaeração para
processamento a vaporR . ManômetroS . Controle de entrada de arT . Controle de pressãoU . Linha de arV Ao instrumen to de controle
de pressãoW Ao instrumento de controle de temperaturaX Borboletas· 8 requeridasYI· Suporte de cestoY,· Guias de cestoZI • Válvula de orifício de fluxo
constante usada duranteo tempo de subida
Z, . Válvula de orifício de fluxoconstante usada duranteo cozimento
V
v X l Q pIV
W
À."./".U.
~'* ~:r~ 7 T
J N RP~~J
~I rr
BC
D
W \Y2 F
M E2 L YIZIA
't:RF Ir FE
u
Figura 32 - Exigências de encanamento básico e instrumentação utilizadas no processamenlode vidros (13).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 169
Devido à pressão de ar superposta necessita-se de autoclaves bem mais resistentes que para a esterilização de latas. É recomendável o uso de uma válvula decontrole de pressão na linha de extravazamento para aliviar a pressão quando elasubir acima do nível de operação desejado ou evitar perda da tampa, quando eladescer abaixo do nível desejado. Neste tipo de autoclave, a temperatura deve sercontrolada independentemente da pressão.
Autoclave de Agitação Descontínua
É uma autoclave do tipo descontínuo construída para processamento de latasgrandes ou para produtos de consistência média. A rotação do tambor (35 rpm)nessa autoclave resulta em agitação do produto e rápida transferência de calor.
A autoclave é constituída basicamente de uma carcaça cilíndrica de pressão(1,5 m de diâmetro por 7,5 m de comprimento), duas válvulas de gaveta paraalimentação e descargas das latas, um tambor em espiral "T" para conter e encaminhar as latas através da carcaça e instrumentação automática para desaerar acâmara, aquecer e resfriar o produto.
1.1.11.2 - Cozedor-Rotativo
Os cozedores-rotativos ("spin-cookers") contínuos podem trabalhar à pressãoatmosférica ou sob pressão e por isso podem ser empregados no tratamento térmicode frutas, hortaliças ou qualquer alimento. Os tipos mais simples possuem um setorde cozimento e um setor de resfriamento. Dentro da carcaça existe uma espiralque conduz as latas de uma extremidade para outra. Um tambor giratório movimenta as latas que seguem o caminho em espiral mais na periferia da carcaça. Pelofato de manter as latas em constante agitação, o equipamento acelera a penetraçãode calor, diminuindo assim o tempo de tratamento térmico. Entre os vários fatoresimportantes no processo, podem ser mencionados: velocidade de rotação, espaçolivre, diâmetro da lata, geometria da lata e consistência do produto (13).
O resfriamento também poderá ser feito à pressão atmosférica ou sob pressão.A figura 33 dá uma idéia de um cozedor-rotativo.
1.1.11.3 - Esterilizador hidrostático
O esterilizador ou autoclave hidrostática ("hydrostatic cooker") é um sistemacontínuo interessante, consistindo numa torre bastante alta que contém uma câma·ra de vapor, sendo capaz de processar de 100 a 1.000 latas por minuto. Consisteessecialmente em um tubo em U, alargado na seção inferior. A câmara de vaporestá situada na parte mais larga e central do tubo, estando uma das pernas cheiasde água aquecida e a outra cheia de água fria. As latas são conduzidas por

170 ALTANIR JAIME GAVA
Figura 33 - Vista de um cozedor-resfriador rotativo contínuo (13).
uma esteira através da coluna de água quente, zona de vapor e água fria. As colunasde água são suficientemente altas para fornecer pressão hidrostática necessáriapara equilibrar a pressão de vapor do esterilizador. A temperatura da água na colunade alimentação é independentemente controlada, podendo variar da temperaturaambiente à da ebulição. Deve ser devidamente controlada pois ela contribui para aletalidade do processo. Após passar pela câmara de vapor a uma certa velocidadeda esteira e a uma certa temperatura, as latas retomam à pressão atmosféricaatravés da coluna de descarga (água fria). Como a coluna de alimentação, essa éuma coluna que equilibra a pressão na cúpula de vapor. Os recipientes, ao deixarem a cúpula de vapor, estão aquecidos a uma alta temperatura e transferem calorà água da coluna de descarga que necessita assim ser resfriada.
É óbvio que, quanto mais alta a temperatura do equipamento, mais alta apressão na cúpula de vapor e mais alta deverá ser a coluna de água para equilibrara pressão.
A vantagem deste equipamento é que pennite trabalhar com latas de diferentes tamanhos (com diferentes transportadores) e com recipientes de vidro.Pennite trabalhar com recipientes de vidro porque no sistema não ocorrem mudanças bruscas de pressão devido às pressões hidrostáticas das colunas de água.
Por causa da influência, tanto das colunas de alimentação como de descarga, o tempo de processamento pode ser substancialmente menor que um processamento em autoclave fixa. Essa redução de tempo do processamento está rela·cionada com o tipo de equipamento, tamanho da lata e temperatura da coluna.
A figura 34 mostra um esquema de funcionamento de um conjunto quetrabalha, com o esterilizador hidrostático da Stork onde se têm:
1) Enchimento e fechamento da lata;2) entrada (dupla) do esterilizador;3) saída (dupla) do esterilizador;

PHINC(PIOS DE TECNOLOGIA DE ALIMENTOS
4) rotulagem;5) quadro de controle central;6) base de concreto;7) prédio;8) camada isolante de alumínio;9) torre de vapor;
10) colunas de aquecimento e resfriamento.
1.1.11.4 - "Flash 18"
i
171
o "flash 18" é um processo que utiliza um compartimento de 18 pés dediâmetro (± 5,5 m) e 110 pés (± 33 m) de comprimento, todo coberto de alumínio.É um compartimento pressurizado que tem o enchimento do produto num ambiente pressurizado, diminuindo assim o tempo completo do processo. A temperatura ea pressão pennanecem nonnais na parte externa onde os alimentos são preparadospor técnicas convencionais. São depois enviados ao compartimento pressurizadoatravés de uma entrada especial, passando a ser então um processo contínuo. Osalimentos são aquecidos e dão entrada na câmara a ± 135°C e, ao passar por umdesaerador, a temperatura desce para 121° - 124°C a 18 psi. O tempo de processamento ténnico é aproximadamente 15 minutos, ao passo que numa autoclave fIxanecessitaria 30 minutos ou mais para alcançar o mesmo objetivo (4).
1.1.11.S - Esterilização à chama
A esterilização à chama foi patenteada pela primeira vez em 1957, por doisfranceses: Henry Cheftel e H. Beauvais, da Companhia Carnaud, a maior fabricantede latas da França e descrita na literatura científIca primeiramente em 1961."Stériflarnrne" é a marga registrada do processo aquecido por meio de chama erecomendado especialm~nte para produtos líquidos ou para produtos acondicionados em salmoura, xarope ou suco.
A primeira instalação comercial foi utilizada em 1959, no processamento deervilhas apertizadas. Das setenta ou mais instalações hoje em funcionamento, cercada metade é usada na apertização de cogumelos.
O processo consta basicamente de quatro partes fundamentais (15):a) seção de pré-aquecimento, pelo uso de vapor, objetivando atingir uma tempera
tura inicial unifonne de ± 95°C;b) seção de aquecimento, empregando uma chama de gás (propano ou butano) dire
tamente na lata, de modo a elevar rapidamente a temperatura do produto para115° - 130°C;
c) seção de manutenção da temperatura, pelo uso de chama reduzida ou intennitente, de modo a manter um tempo sufIciente de esterilização; e
d) seção de resfriamento, por meio de aspersores de água até atingir 38°C.

172 ALTANIR JAIME GAVA
Figura 34 - Esterilizador hidrostático (Cortesia da Stork).
As latas são mantidas em constante rotação nas quatro seções, para aumentara transferência de calor e, assim, diminuir o tempo de tratamento. Como conseqüência há uma melhor retenção das características organolépticas e nutritivas doproduto. Além 'do mais, o equipamento é mais simples do que uma autoc1ave rota·tiva tendo, também, custos operacionais menores. Portanto, além de uma melhorqualidade do produto fmal, a esterilização à chama reduz o tempo de tratamentotérmico em cerca de três a quatro vezes.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
1.1.11.6 - Processamento asséptico
173
No processamento asséptico o produto é aquecido, resfriado e transportadosob condições estéreis aos recipientes previamente esterilizados, sendo então henneticamente fechados. Usam·se temperaturas na ordem de 140° - 175°C durante 1 a2 segundos, ao passo que, no processo convencional (aquecimento do produtodentro da embalagem), o tempo necessário para alcançar temperatura de esterilização varia de minutos até horas. Baseia-se, pois, o processo em fazer o enchimentode produto esterilizado em embalagens esterilizadas num ambiente asséptico.
Tais tratamentos rápidos são conhecidos como esterilização à temperaturaultra-rápida (UHT = "ultra high temperature").
O sistema de esterilização UHT pode ter um aquecimento direto por vaporou indireto por meio de trocadores de calor.
No sistema de aquecimento direto, o vapor entra em contato direto com oproduto, podendo ser por injeção do vapor no produto ou por pulverização doproduto num ambiente aquecido com vapor. É um sistema rápido de aquecimento e resfriamento, reduzindo, assim, alterações físicas e químicas durante o trata·mento. Entre os equipamentos usados, podemos mencionar:
A) Injeção de Vapor no Produto
a) Vacu-Thenn lnstant Sterilizer (VTIS, fabricado pela Alfa-Laval);b) Uperização, da APV;c) Aro-Vac System, da Cherry-Burrel Corpo (EUA)
O uperizador é um equipamento fabricado pela APV e utilizado no Brasil noleite esterilizado (leite longa vida).
A figura 35 mostra o fluxograma do uperizador da APV (4.000 a 8.000litros/hora), onde:
I) Recepção do produto cru;2) Bomba;3) Pré-aquecedores tubulares;4) Pré-aquecedor tubular;5) Bomba;6) Válvula controladora de fluxo;7) Esterilização;8) Câmara de vácuo;9) Perna da câmara de expansão;
10) Bomba asséptica;11) Homogeneizador asséptico;12) Refrigerador de placas;13) Linha de enchimento;14) Válvula (controle pneumático) de vapor;

174
®.1
ALTANIR JAIME GAVA
o...c:Ql
o E" oco ... coN ::J
0;::
" -::J '"U
0;:: o QlQl ti: tI:...
o '" Ql... W~ "::J ~
<:i o o co
" a. a. ::Jo o co co OIti: ti: > > c!
I ~ I I ~e
Figura 35 - Fluxograma da instalação de uperização (Cortesia da APV).

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 175
15) Condensador;16) Bomba do condensado;17) Bomba de vácuo para os gases não condensáveis;18) Regulador de temperatura;19) Válvula de contrale de fluxo de vapor; e20) Regulador da temperatura de uperização.
A figura 36 mostra uma fotografia do uperizador instalado numa indústriade laticínios brasileira.
Figura 36 - Uperizauor Instalado no Hrasil para produção de lei te longa vida (Cortesia da APV).
B ) Plflverização do Produto no Vapor
a) Ultra-Therm, da Cream Package Div. S1. Regis (EUA);b) Laguilharse, da Ets. Laguilharse (França).
No sistema de aquecimento indireto, os alimentos fluidos ou semifluidossão aquecidos indiretamente em equipamentos como aquecedores tubulares, deplaca ou trocadores de calor de superfície raspada, por meio de vapor que circulaentre as paredes do trocador de calor.
Da mesma forma, os alimentos são resfriados indiretamente, usando-se umasubstância refrigerante em lugar de vapor.

176
Entre os equipaJ.l1entos usados, podemos mencionar:
A) Aquecedores Tubulares
a) Sterideal, da Stork (Holanda).b) Sistema CTA, da C.P. Division S1. Regis (EUA).
B) Aquecedores de Placas
a) Ultramatic, da APV.b) "Dual-Purpose System", da Alfa·Laval.
C) Aquecedores de Superficie Raspada (tambor)
ALTANIR JAIME GAVA
a) "Votator Scraped Surface Heater", da Votator Division, Chermestron Corpo(EUA).
b) "Swept Surface heater", da C.P. Division S1. Regis. (EUA).c) "Therutator heater", da Cherry Burrel (EUA).
No Brasil, na produção do leite asséptico (leite longa vida) usa-se o sistemaVTIS (injeção de vapor no produto) da Alfa-Laval, uperização da APV e Sterideal(trocador de calor tubular) da Stork.
Entre as vantagens da esterilização UHT, podem ser mencionadas:a) menor sabor de queimado,b) menor alteração na cor; ec) menor destruição de nutrientes, especialmente de vitaminas.
Entre as limitações do processo, podem ser citadas:a) transferência de calor dificultada por partículas sólidas;b) custo da embalagem asséptica; ec) certos defeitos, como gelatinização e desnaturação, podem ocorrem em certos
produtos.
1.1.12 - Alterações dos alimentos apertizados
As alterações dos alimentos apertizados podem ser de origem microbiológica,química e física.
Dentre os vários tipos de alterações, o estufamento (bombeamento) adquirelugar de destaque. Os extremos da lata, que eram ligeiramente côncavos, passam aser ligeiramente convexos, devido ao aumento da pressão interna pela formaçãode gases (C02 , H2 , etc.) como conseqüência da atividade microbiana ou açãoquímica (corrosão).

PRINCI"PIOS DE TECNOLOGIA DE ALIMENTOS 177
Nem sempre a decomposição microbiana se caracteriza pela produção degás. Algumas vezes só há produção de ácidos, como é o caso de contaminações dotipo "flat-sour". Em outros casos, ao lado da formação do ácido, temos semprea formação de um gás, como é o caso comum de decomposição por Oostridiumsporogenes.
Pela ação química geralmente teremos formação de gás, resultando com istoo estufamento do recipiente. Esse gás poderá ser o hidrogênio, o gás sulfídrico(ação dos componentes do recipiente) ou gás carbônico, resultante de certasreações, sendo o primeiro o mais importante.
Quanto aos danos físicos, poderemos mencionar o efeito da congelação emum recipiente completamente cheio. Nos recipientes de vidro, a luz poderá catalisar certas reações, com conseqüências desagradáveis para o produto. O manejoimpróprio dos alimentos no transporte poderá causar alterações na sua textura.
1.1.13 - Influência da apertização na qualidade do alimento
Infelizmente a aplicação de calor suficiente para a destruição dos microrganismos ou inativação das enzimas provocará mudanças indesejáveis no alimentocomo, por exemplo, alterações de cor, sabor, textura e valor nutritivo.
A cor poderá sofrer alteração não só pela modificação estrutural de certassubstâncias como pelo aparecimento de substâncias coloridas como nas reaçõesde caramelízação e de Maillard. O sabor, aroma e textura são comumente alterados no processamento térmico de produtos apertizados. As proteínas poderão serdesnaturadas ao passo que os hidratos de carbono poderão participar de reaçõesde escurecimento.
As vitaminas são os nutrientes mais sensíveis e poucas perdas apresentamnos alimentos enlatados devidamente processados.
A tiamina (B 1) é lábil ao calor e sua perda na apertização poderá ser consubstanciai, principalmen.te nos alimentos de baixa acidez.
A riboflavina (B2 ) é estável ao calor, porém, é sensível à luz; por isso, apresenta problemas em recipientes de vidro.
O ácido ascórbico (vitamina C) é destruído por aquecimento a baixas temperaturas com tempo longo. A sua destruição é acelerada com o oxigênio, ions cobree a oxidase do ácido ascórbico.
De maneira geral, altas temperaturas com tempos curtos afetam menos asvitaminas hidrossolúveis do que os tratamentos a baixas temperaturas com temposlongos.
A vitamina A é relativamente estável ao calor, porém seu aquecimento napresença do oxigênio causará perdas apreciáveis. Na ausência de ar, o tratamentoa 116°C pouco efeito tem sobre a vitamina A.
A vitamina D tem se mostrado moderadamente estável ao calor e resistenteà oxidação. Entretanto, calor e oxigênio juntos causam sua destruição rápida.

178 ALTANIR JAIME GAVA
A vitamina E é estável ao c-alor na ausência de oxigênio, porém é rapidamentedestruída na sua presença.
A vitamina K é bem resistente aos tratamentos térmicos.
1.1.14 - Controle de qualidade de produtos apertizados
1.1.14.1 - Noções de controle de qualidade
Controle de qualidade pode ser defmido como a manutenção de qualidadeem níveis de tolerância aceitáveis pelo consumidor ao mesmo tempo que minimiza os custos do produtor (14).
O controle de qualidade na indústria alimentícia geralmente apresenta trêsobjetivos básicos (10):1) estar de acordo com a legislação;2) manter e melhorar a qualidade a fun de aumentar o valor do produto na sua
área de mercado; e3) reduzir os riscos de deterioração e os prejuízos econômicos resultantes.
As operações do controle de qualidade podem ser divididas em três áreas:inspeção e classificação da matéria-prima, controle das operações de processamentoe exame do produto acabado.
Um programa de controle de qualidade pode ser iniciado com o mínimo dedespesas e ampliado quando surgirem novas necessidades. Uma parte do trabalhoé efetuado na linha de produção, na inspeção de cada fase da operação; e a outraparte é no laboratório, local da conferência dos resultados de controle de qualidadeda unidade (10).
Na organização do controle de qualidade deve-se cuidar das especificaçõesdo produto, especificações do processo, inspeções de operação e relatório. Asinformações devem ser dadas em forma de relatório e submetidas à cúpula deadministração e não à de produção (16).
Deve ser lembrado que a qualidade de um produto fmal apertizado começano campo, e que a matéria-prima deve ser controlada através de toda operação,para que a qualidade não seja prejudicada. Nenhuma operação na fábrica de produtos apertizados poderá melhorar o produto, ao passo que cada operação individual na fábrica poderá reduzir a qualidade, particularmente se não for adequadamente controlada. Portanto, o produto fmal apertizado jamais terá melhorqualidade do que o produto entrando na fábrica (12).
Portanto, o controle será feito na matéria-prima (qualidade da água de lavagem, grau de maturação, textura, presença de insetos e microrganismos, etc.),passando pelas operações de processamento (salmoura ou calda, codificação, branqueamento, enchimento, exaustão, recravação, tratamento térmico e resfriamento)e exame do produto acabado.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 179
Dentre algumas determinações do alimento apertizado pode-se mencionarvácuo, espaço livre, enchimento do recipiente, peso drenado, Brix, peso líquido,pH, acidez titulável, sabor, sanidade e estado do recipiente.
1.1.14.2 - Corrosão da lata
Muito progresso tem ocorrido nos aspectos técnicos do acondicionamento,desde os primórdios do enlatamento, ainda que o critério de acondicionamento bemsucedido seja o mesmo até hoje, isto é, o produto enlatado deve permanecer emcondições adequadas durante o tempo de prateleira do produto.
A corrosão interna da lata difere da corrosão externa porque, no primeirocaso, praticamente não há ar presente ou pelo menos está presente em quantidadebem limitada (16).
A corrosão interna da lata é fundamentalmente eletroquímica. Constatou-se,há muito tempo, que o estanho na superfície da chapa de aço fornecia umaproteção de sacrifício ao aço base, quando em presença de alimentos quimicamentecomplexos. O objetivo último, evidentemente, era propiciar uma embalagem queapresentasse ao consumidor um produto que fosse agradável com característicassimilares ao produto fresco. A chave é o tempo, uma vez que o sucesso da indústriade enlatamento depende de tomar os produtos alimentícios disponíveis a qualquerépoca e em qualquer lugar para uso a critério do consumidor. O termo associadocom o tempo é a tempo de prateleira, que para alimentos enlatados oscila em tomode dois anos.
Dentre os diversos tipos de corrosão pode·se mencionar:a) Perfurações - São furos diminutos através do recipiente de metal, causado pela
corrosão localizada de. ferro. Esse tipo de folha deve ser evitado porque nãoapenas a lata individual é perdida, como também é possível o estrago secundáriode outras latas através da corrosão externa pelo produto extravasado.
b) Estufamento ou ressaltas - ("Springer") - Os ressaltos ou estufamento dehidrogênio se evidenciam pela protuberância das extremidades da lata, causadapela formação de gás hidrogênio. Embora o produto possa ser satisfatório, oestufamento não é aceitável porque a deterioração do produto enlatado serágeralmente associada com a mesma aparência externa.
c) Destanhamento - É a dissolução do estanho da superfície da folha-de-flandres,e embora geralmente associada a este tipo de material, pode ocorrer através defl.1mes de esmalte. Uma reação resultante numa cauterização generalizada dasuperfície estanhada é esperada para alguns produtos e é aceitável; áreas destanhadas localizadas, onde o metal base de aspecto escuro é exposto, podem nãoser aceitáveis. Descoloração do produto geralmente acompanha o destanha·

mento, podendo ocorrer também certas modificações de sabor. São alteraçõesdesejáveis para alguns produtos, já conhecidos pelo forte destanhamento comoo aspargo.
d) Enferrujamento - É a formação de óxido férrico, levemente aderenteproduzido por corrosão, de coloração castanho-avermelhada. A formação de ferrugem requer excesso de oxigênio, porque, quando se dá na latageralmente se localiza no espaço livre. A corrosão pode continuar sob a camadade ferrugem quando há suficiente capacidade de corrosão, resultando então emperfuração.
e) Manchamento - É a formação aderente preto-acinzentada de sulfeto de estanho(SnS) que se localiza na superfície da chapa e ocorre sob o fUme orgânico.
t) Levantamento de esmalte - É o destacamento do fUme orgânico da superfícieda chapa, ocasionado por bolhas ou pontas soltas do filme, podendo inclusivecontaminar o alimento.
180 ALTANIR JAIME GAVA
B) Corrosão extema
a) Ferrugem - É a formação do óxido férrico (Fe203) de coloração castanho·avermelhada e levemente aderente, nos poros do revestimento de estanho.A ferrugem pode ocorrer durante o processamento e transporte em condiçõesdeficienteso
b) Destanhamento - É a dissolução do estanho da superfície da folha·de·flandresque pode resultar em exposições localizadas do aço base, ou então, numa corrosão por toda a superfície, dependendo da severidade da reação e da causa desseataque. O destanhamento pode ser causado pela água alcalina da autoclave oupela água alcalina do enxaguamento, como também por equipamento enferruja.do em contato com as latas.
c) Manchamento - É a formação de qualquer alteração de superfície além do des·tanhamento e ferrugem, que interfira na aparência normal brilhante da superfície do estanho.
1.1.14.3 - Inspeção da recravação
Durante a produção, é essencial que seja mantida uma supervisão constante,a flm de evitar desajustamentos grosseiros e de extremidades mortas, sobras decorte e outros defeitos similares da dupla recravação. A manutenção dessa inspeção constante pode ser feita de _vários modos, dependendo do tipo de máquina,velocidade da linha e disposição geral do equipamento. Essa inspeção pode sermelhor realizada pelo operador da recravadeira, treinando·o a reconhecer irregu·laridades pelo exame visual (10).
A qualidade da recravação pode ser influenciada por diversos fatorescomo (16);

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 181
a) Condição da recravadeira - Fonnação de contornos próprios de recravaçãodevido à operação mecânica e ajuste da recravadeira. As recravadeiras podemser manuais, semi-automáticas e automáticas.
b) Material da lata - Variações na espessura da follia-de-flandres.c) Tamanho da lata - O contorno do rolo muda com o tamanho da lata para
acomodar variações na espessura da chapa.Uma boa recravação é aquela em que a primeira operação foi realizada sufi
cientemente apertada para produzir o comprimento desejado do gancho da tampae que, a segunda operação, foi suficientemente apertada para alisar as rugas nogancho da tampa sem esticar a follia.
O comprimento de sobreposição ("overlap length") pode ser calculado pelaseguinte fónnula:
Comprimento teórico de sobreposição = CH + BH + T - W,
onde
CH
BH
T
gancho da tampa ("cover hook")
gancho do corpo ("body hook")
espessura da tampa ("cover thickness")geral considerada como 0,010 polegadas
W largura da recravação ("seam width").
em
Estas dimensões deverão estar dentro de certos limites já conhecidos.Uma recravação poderá ser classificada também quanto ao seu número de
rugas.
BIBLIOGRAFIA
(1) Anônimo - Informações gerais sobre a operação de retortas. Revista Tecnologia deAlimentos e Bebidas. São Paulo, 3 :11-12, 1965.
(2) Anônimo - Conserva apertizada mantém as vitaminas naturais do produto alimentício.Revista Tecnologia de Alimentos e Bebidas. São Paulo, março de 1966.
(3) Bergeret, G. - Conservas vegetales: frutas, hortaliças. Salvat Editores, S.A., 1963.
(4) Borgstrom, G. - Principies of Food Science. VoI. I. Food Technology and Biochemistry.The Macmillan Company, 1968.
(5) Collins, E. B. e Dunldey, W. L. - A criticallook at pasteurization standards. Apresentado na Conferência Anual de Laticínios da Universidade da Califórnia, 1956.

182 ALTANIR JAIME GAVA
(6) Cruess, W. V. - Produtos Industriais de Frutas e Hortaliças. Vol. I e lI. Tradução deTavares, H. Á., Editora Edgard Blücher Ltda., 1973.
(7) Desrosier, N. W. - Conservación de Alimentos. Compaiiia Editorial México S.A., 1968.
(8) Dunkley, W. - Anotações de aulas. Universidade da Califórnia, Davis, EUA, 1968.
(9) Frazier, W. C. - Microbiologia de Alimentos. Editorial Acribia, 1962.
(10) Freese, M. R. - Controle de qualidade na planta de processamento. Curso "Controle deQualidade para a Indústria de Alimentos". ITAL, Campinas, S.P., 1971.
(lI) Hersom, A. C. e Hulland, E. D. - Canned Foods. An introduction to their microbiology.ChemicaI Publishing Co., Inc., 1964.
(12) Hunzikier, O. H. - Sugestões de controle de qualidade para pequenos enlatadores. Curso"Controle de Qualidade para a Indústria de Alimentos". ITAL, Campinas, S.P.,1971.
(13) ITAL - Alimentos enlatados. Princípios de Controle de processamento térmico e avaliação do fechamento de recipientes. Instituto de Tecnologia de Alimentos, Campinas, S.P., 1975.
(14) Kramer, A. e Twigg, B. A. - Fundamentais of Quality control for the food industry.The AVI Publishin~ Co., Inc., 1966.
(15) Leonard, S. - Enlatarnento asséptico de alimentos. Revista Tecnologia de Alimentos eBebidas. 3:8, 1965.
(16) Lopez, A. - Organização de controle de qualidade em pequenas fumas de conservas.Curso "Controle de Qualidade para a Indústria de Alimentos". ITAL, Campinas,S.P., 1971.
(17) ational Canners Association - Laboratory Manual for food canners and processors.Vol. I e 11. The AVI Publishing Co., Inc., 1968.
(18) National Canners Association - The Canning Industry. NCA, Washington, D. C., EUA,(sem data).
(19) Potter, N. N. - Food Science. The AVI Publishing Co., Inc., 1968.
(20) Pyke, M. - Food Science and Technology. John Murray, 1964.
(21) Saliba, J. L. - Os meios de conservação de alimentos. Revista Tecnologia de Alimentose Bebidas. Vol. lO, 1965.
(22) Schirnidt, C. F. - CommerciaI processing of canned foods. In Antiseptics, disinfectants,fungicides and sterilization. Nea and Febiger, 1954.
(23) Somers, I. I. - An Information BulletÍlt on retort operation. NCA, Washington, D. C.,EUA,1959.
(24) Stumbo, C. R. - Thermobacteriology in food processing. Academic Press, 1965.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
1.2 - Secagem
183
A secagem é um dos processos mais antigos utilizados pelo homem na conservação de alimentos. É um processo copiado da natureza que foi aperfeiçoado pelohomem.
Todos os cereais são conservados por secagem, sendo o processo natural tãoeficiente que dificilmente requer a ajuda do homem.
As vantagens da secagem são várias, entre as quais temos uma melhor conservação do produto e redução do seu peso. Isto sem falar em termos de preço, poismuitas vezes a secagem é mais econômica do que outros processos de conservação.
Sabemos que a umidade é necessária ao crescimento dos microrganismos;assim, se diminuirmos bastante o seu conteúdo, estaremos criando condições desfavoráveis para o crescimento microbiano.
A redução do peso (50 - 80%) é feita não s6 pela eliminação da água comotambém pela retirada de partes não comestíveis (casca, sementes, caroço, etc.).Haverá não s6 redução de peso como também de volume, o que terá importânciana embalagem, no transporte e no armazenamento dos alimentos. Em média 1.000quilos de fruta fresca fornecem 200 quilos de fruta seca.
Alguns produtos quando submetidos a secagem conservam bastante intactassuas características físicas e nutritivas e, quando se lhes restituir a água, retornarão ao aspecto natural ou mudarão muito pouco.
Os diversos processos de secagem dos produtos de origem vegetal e animalpodem ser enquadrados dentro de dois grupos:- secagem natural ou ao sol e- secagem artificial ou desidratação.
1.2.1 - Confronto entre secagem natural e desidratação
O sistema a ser utilizado vai depender de diversos fatores, entre os quaispodemos citar as condições climáticas da região, natureza da matéria-prima, exigências do mercado, custo de produção e mão-de-obra.
O ponto principal é, sem dúvida, aquele relacionado com as condições climáticas da região. O clima deve ser seco, com grau higrométrico baixo, pouca precipitação pluviométrica, grande quantidade de horas de sol efetivas, boa evaporação, com um regime de ventos favoráveis e temperatura mais ou menos alta. Emcaso contrário, deve-se recorrer à desidratação ou pelo menos a uma forma mista,a fun de poder salvar as contingências dos dias desfavoráveis.
O custo de produção desempenha também um papel importante na escolhado sistema de secagem. A secagem natural, utilizando-se das condições do meioambiente, é sempre realizada por um custo menor do que a artificial.

Na desidratação, pelo fato de as condições serem controladas, teremos ummelhor controle das condições sanitárias do produto, enquanto que, a céu aberto,o pó, os insetos, os pássaros e roedores, etc., serão importantes problemas.
O espaço ocupado pela desidratação é bem menor do que a secagem ao sol.O tempo de duração da secagem natural é maior do que a desidratação. A cor dafruta seca ao sol pode apresentar-se melhor do que quando desidratada porque odesenvolvimento da cor em certos frutos não completamente maduros continualentamente, durante a secagem natural. Isto não acontecerá na desidratação (3).
184 ALTANIR JAIME GAVA
1.2.2 - Secagem natural
É recomendável em regiões de clima seco, com boa irradiação solar e escassas precipitações pluviométricas, preferivelmente ventosas na época em que a secagem é realizada.
Espanha, Grécia, Ásia, Califómia (América do orte) etc., são alguns lugaresonde a secagem natural apresenta importância.
Frutas, cereais, carnes e peixes são secados ao sol, destacando-se o primeirotipo. Uva, ameixa, figo, tâmara, damasco, pêssego, pêra, etc., são exemplos defrutas que recebem esse tratamento.
O local de secagem, de preferência, deve ser cercado e longe das vias de acesso, principalmente por causa do problema da poeira.
Para um melhor resultado, convém que o tratamento seja dividido em duasfases: a primeira iniciada ao sol e continuada até que tenham as frutas perdido50 a 70% de umidade, e a segunda à sombra, para que os produtos não se ressequeme não percam o sabor e o aroma naturais. Com a secagem total ao sol, freqüentemente os frutos escurecem e tomam-se coriáceos.
A fonnação de uma camada dura, externamente na matéria-prima, poderáacontecer quando a temperatura do ar é alta e sua umidade relativa baixa. Com isto,a velocidade de evaporação da umidade que está na superfície do alimento é maiordo que a difusão do líquido no interior do alimento, e assim fonnar-se-á uma camada endurecida que depreciará bastante o produto seco. É um problema mais crucialnos produtos desidratados.
A secagem à sombra se faz melhor movimentando o ar com uso de ventiladores ou aspiradores em ambientes fechados (galpões). Esse ar deve passar preferivelmente por um dispositivo contendo algum desidratante (cloreto de cálcio,óxido de cálcio, ou ácido sulfúrico concentrado), que retém a umidade nelecontida.
Para a secagem ao sol são usadas construções ou canchas com piso de cimentoou de pedregulho, que irradiam calor, e dotados de suportes (cavaletes ou armações)para os tabuleiros, que devem ser dispostos de modo a sofrerem uma boa irradiação

e pennitirem a fácil circulação de ar quente sobre e entre os mesmos. Os tabuleirossão colocados uns sobre os outros, com espaço suficiente para a ventilação e compossibilidade de se colocar superiormente um abrigo de vidro ou de tela contrainsetos, chuva, pós, etc., os tabuleiros não devem ser muito grandes a ponto dedificultarem os trabalhos. São feitos de madeira e telas metálicas ou de nylon,comportando pesos variáveis de frutas, conforme a espécie a dessecar. As suasdimensões médias podem ser:
PRINC(PIOS OE TECNOLOGIA DE ALIMENTOS 185
0,6 m X 0,9 m
0,9 m X 1,8 m
0,9 m X 2,4 m
para uvas e ameixas (8 a 10 quilos);
para pêssegos, damascos, péras (22 a 27 quilos);
para ameixas (32 a 43 quilos).
Os tabuleiros podem ser dispostos em três camadas superpostas, que sãogradativamente baixadas, retirando-se a inferior e substi.tuindo-se por nova camada na parte superior. Assim, o fun da secagem é feito à sombra. Deve-se deixarcaminho entre os tabuleiros para o trabalho e prever-se fácil escoamento das águasde limpeza e possíveis chuvas.
O tempo necessário para a secagem depende da variedade da fruta, ou seja,de sua maior ou menor porcentagem de água ,da maior ou menor irradiação solar,podendo ser calculado, em climas apropriados, em 2 a 12 dias. Para hortaliças otempo é calculado em algumas horas, e o ponto de secagem apresenta um teor deumidade muito menor que o das frutas, com características próprias.
A urnidade, que é de cerca de 90% na fruta fresca baixará para 20 a 25%na fruta seca.
Aqui no Brasil a secagem natural não apresenta importância prática. Apenasa banana (banana seca) em alguns pontos do país é processada, porém em condições bastante empíricas. Café, cacau e carne (charque) são outros exemplos deprodutos agrícolas secados naturalmente no nosso país.
1.2.3 - Desidratação
É a secagem pelo calor produzida artificialmente em condições de temperatura, urnidade e corrente de ar cuidadosamente controladas.
O uso de alimentos desidratados teve um estímulo muito grande na SegundaGuerra Mundial, tendo a Universidade da Califórnia (Davis - EUA) sido oprincipal centro pesquisador de frutas e hortaliças desidratadas.
Os produtos alimentícios podem ser secados com ar, vapor superaquecido,no vácuo, em gás inerte ou pela aplicação direta de calor. O ar é aquele que apre·senta maior importância prática.
O ar é o mais usado meio de secagem por causa de sua abundância, conve·niência e porque o seu controle no aquecimento do alimento não apresenta maio-

186 ALTANIR JAIME GAVA
res problemas. Não.é n.ecessário nenhum sistema de recuperação da umidade comonos outros gases.
O ar conduz calor ao alimento, provocando evaporação da água, sendo também o veícuI-o no transporte do vapor úmido liberado do alimento. Necessita-semais ar para conduzir calor ao alimento (S a 7 vezes mais) do que para transportarvapor da câmara de secagem. O volume de ar necessário para evaporar uma certamassa de água dependerá da temperatura. A velocidade do ar mais convenienteé variável conforme o tipo de desidratador, e pode variar de 90 a 300 metros porminuto. A velocidade de evaporação da água do alimento, além da velocidade doar, depende de sua área superficial e porosidade numa razão diretamente proporcional.
Tipos de Desidratadores
Existem diversos tipos de desidratadores usados normalmente e uma sériede outros, patenteados, mas que não apresentam importância prática muito grande.
A escolha de um determinado tipo é ditada pela natureza do produto que vaiser desidratado, pela forma que se deseja dar ao produto processado, pelo fatoreconômico e pelas condições de operação.
De modo geral, poderemos dividir os secadores em duas classes:1) Secadores adiabáticos: quando o calor é conduzido por meio de ar quente.
este grupo incluímos o secador de cabine, secador de túnel, atomizador("spray-dryer"), leito fluidizado, fomos secadores, "puff-dryer" e "foam matdryer" .
2) Transferência de calor por superfície sólida: geralmente nestes tipos trabalha-se com vácuo. Aqui temos o secador de tambor ("drum-dyer") e outros desi·dratadores a vácuo. A liofilização é um sistema especial de secagem (com congelamento e sob vácuo) e será descrito mais adiante.
1) Secadores Adiabáticos
a) Secadores de Cabine: são constituídos de uma câmara que recebe as bandejas com o produto a secar. Em secadores maiores, as bandejas são colocadas sobrevagonetes, facilitando, assim, o manejo. O ar, impulsionado por um ventilador,passa por um sistema de aquecimento (resistência elétrica, por ex.) e dá entradana câmara, passando pelo material que está secando.
Para o trabalho de secagem, são as câmaras cheias e, quando a temperaturadesejada é atingida, inicia-se o movimento do ar quente. Quando a construção opermite, é preferível introduzir o produto no momento em que a temperatura ea circulação estão perfeitamente reguladas.

PRINc(PIOS DE TECNOLOGIA DE ALIMENTOS 187
5 a 6 horas7 a 9 horas7 a 10 horas
16 a 20 horas5 a 6 horas
No controle da temperatura, recomenda-se um aquecimento gradual noprincípio, para que os frutos não arrebentem nem endureçam externamente. Amelhor temperatura é a de 50 - 70°C, começando-se com 50 - 60°C e elevandose até 70°C, que é mantida até o fmal do processo, levando 3 a 8 horas, em média,dependendo do tamanho dos pedaços ou dos produtos.
A movimentação da posição dos tabuleiros é aconselhada, num certo intervalo de tempo. O tempo de secagem é variável, dependendo de vários fatores,mas de um modo geral temos:
Maçãs em rodelasPêras cortadas em dois pedaçosPêssegos em rodelasAmeixas inteirasUvas
No fIm da secagem, muitas vezes os pedaços ou os frutos .não se mostramuniformemente secos, acontecendo o mesmo com partes do mesmo fruto ouáreas do mesmo pedaço, motivo pelo qual devem ser conservados em compartimentos apropriados, (estufas) com temperatura de 15 a 20°C, durante 15 a 60 dias.Assim os frutos melhoram o gosto, aspecto e textura, dando um lote de melhorunifonnidade.
A embalagem dos produtos secos é bastante variável, aparecendo, cada diaque passa, um novo sistema no mercado.
A cabine secadora, de fácil manutenção e bastante flexibilidade, é a que,em geral, menor preço de construção oferece. É comumente utilizada em pesquisasde desidratação de frutas e hortaliças, e em operações comerciais de pequena escala.
b) Secadores de Túnel: são bastante usados na desidratação de frutas e hortaliças. São constituídos de túneis de 10 a 15 metros de comprimento, que recebemno seu interior transportadores ou vagonetes com a matéria-prima. são construídosde tal maneira que a matéria prima colocada no vagonete ou no transportador,entra por uma das extremidades e sai na outra, completamente seca.
O meio de secagem é o ar quente, que poderá, em relação à movimentação doproduto, ser de corrente (fluxo) paralela, oposta ou combinada.
A corrente de ar poderá ser natural ou forçada.A movimentação do ar em fluxo paralelo apresenta a vantagem de que o ar
mais quente entra em contato com o produto mais úmido, e, portanto, pode-seusar ar bastante aquecido. Por outro lado, no extremo do túnel (saída) o ar é maisfrio e mais carregado de umidade, podendo o produto fmal não estar suficientemente seco. Na movimentação em corrente oposta, o ar mais quente entra emcontato primeiro com o produto mais seco, e assim poderemos ter um produto maisseco. O produto seco não pode permanecer muito tempo no túnel porque, ao entrarem contato com o ar mais quente, poderá receber um aquecimento demasiado. Emgeral, o túnel em contracorrente utiliza menos calor e dá produto mais seco do queo fluxo paralelo. Entretanto, possui a desvantagem de ser mais demorado por nãoreceber um calor necessário no período de secagem com velocidade constante.

188 ALTANIR JAIME GAVA
Em alguns casos, combinam-se os dois tipos em uma só unidade. O produtoé colocado primeiro no fluxo paralelo para aproveitar a alta velocidade inicial desecagem e depois em contracorrente, para se obter um produto mais seco (3).
A velocidade de secagem é afetada pelas propriedades do ar de secagem eda matéria-prima. As propriedades importantes do ar são: temperatura, umidadee a sua velocidade. As propriedades da matéria-prima a considerar são: tipo e avariedade do material, o seu conteúdo em umidade livre, os tratamentos recebidosanteriormente à secagem e o tamanho e porosidade das porções.
Tem-se dividido o processo de secagem em duas partes: uma a velocidadeconstante e a outra quando ocorre uma queda na velocidade de secagem. Na primera, a velocidade de secagem é governada pela rapidez com que o ar oferece calor àágua na partícula alimentícia e assim eliminar o vapor de água produzido. Duranteesse período, a água se difunde para a superfície da partícula tão rapidamente·quanto possa ser evaporada. Geralmente a temperatura da partícula é a do bulboúmido do ar em contato com a matéria-prima. Entretanto alcança-se um pontoonde a água não pode difundir-se para a superfície na mesma velocidade em queé evaporada. Então a velocidade de secagem é controlada pela velocidade de difusão. À medida que o conteúdo de umidade diminui, baixa a velocidade de difusão ediminui, a velocidade de secagem. O gráfico abaixo mostra o que acabamos de dizer.
100
......~,g<>.U;o"" ---------=--=----E8 sólidos totais
Tempo
Figura 37 - Velocidade de secagem.
O material sólido da partícula começa a absorver calor do ar e a temperaturada matéria-prima começa a aproximar-se da temperatura do bulbo seco do ar. Avelocidade de secagem durante o período de velocidade constante é governada,principalmente, pelas propriedades do ar de secagem. O ar tende a resfriar-se porquefornece calor não só para a água como também para o sólido (partículas da matériaprima). Já que a água e o sólido se encontram na temperatura do bulbo úmido, ocalor disponível é determinado pela diferença entre as temperaturas do bulboúmido e do bulbo seco do ar, mais do que pela temperatura absoluta do ar. A pressão de vapor da água no sólido é a da água na temperatura do bulbo úmido do ar,enquanto que a pressão de vapor da água no ar é menor. A diferença entre as duas

pressões de vapor detennina a velocidade com que o vapor-d'água pode ser absorvido pelo ar. Portanto o ar não pode ser resfriado até o ponto em que não possaabsorver o vapor-d'água produzido. A velocidade do ar é importante porque numamesma unidade de tempo teremos mais ar disponível conforme o aumento da velocidade e portanto maior calor disponível para o arraste da água. Também os coeficientes de transferência de calor e de massa são funções da velocidade do ar (3).
A diferença entre as temperaturas do bulbo úmido e do bulbo seco (depressãodo bulbo úmido) governa a velocidade de secagem numa determinada velocidade doar. Quanto maior a depressão do bulbo úmido, maior será a velocidade de secagem.A velocidade de secagem é influenciada também pelo sistema de carga das frutasdentro das caçambas ou do transportador, pois afetará o contato entre o ar e a partealimentícia sólida. A forma da matéria-prima tem algum efeito porque está relacionada com a área superficial e seu peso. A natureza e a espessura do produto alimentício apresentam importância. A superfície do produto possui um conteúdo de umidade que está em equilíbrio com o ar de secagem. Esta umidade de equilíbrio échamada de umidade crítica. A diferença entre os dois níveis de umidade ocasionaráa difusão e, à medida que diminui essa diferença, diminui a velocidade de difusão e,por conseguinte, a velocidade de secagem (3).
A água, ao sair do produto natural, deixa vazios e, quando a temperatura ébaixa, a superfície externa se encolhe para dentro, produzindo uma aparênciaenrugada. Quando a temperatura é alta, a superfície externa seca suficientementerápido para formar uma camada exterior coriácea, que resiste às forças que as estiram para dentro. Neste caso, teremos, a formação de um centro oco.
O secador de túnel é bastante usado na secagem de frutas, hortaliças (cebola,alho, batatinha, etc.) e massas alimentícias.
A figura 38 mostra um secador de túnel utilizado na secagem de massas alimentícias instalado na Sociedade Anônima Martuscello (Bel-Prato).
PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 189
c) Atomizador: a secagem por atomização, pulverização ou "spray-drying"é um processo contínuo onde um líquido ou pasta é transformado em produtoseco, caracterizando-se pelo tempo de secagem relativamente curto.
O processo consiste basicamente na atomização do líquido num compartimento que recebe fluxo de ar quente. A rápida evaporação da água permitemanter baixa a temperatura das partículas de maneira que a alta temperaturado ar de secagem não afete demasiadamente o produto. É utilizado não só naindústria alimentícia (leite em pó, café solúvel, etc.) mas também na indústriafarmacêutica, cerâmica, detergentes, etc.
A operação de atomização está baseada em quatro fases (8):- atomização do líquido,- contato do líquido atomizado com o ar quente,- evaporação da água e- separação do produto em pó do ar de secagem.
A pulverização do líquido na câmara de secagem poderá ser feita por discosou bicos atomizadores. No primeiro caso (sistema centrífugo), um disco ranhurado,

190 ALTANIR JAIME GAVA
!'igura 38 - Secador de túnel usado para massas alimentícias (Cortesia da Soe. AnônimaMartuscello).
girando a alta velocidade, pulveriza o líquido e projeta as gotículas de maneiraradial ao fluxo de ar quente que entra pelo dispersor de ar situado na parte superior da câmara. A câmara tem normalmente uma forma cilíndrica na sua partesuperior e cônica na sua parte inferior.
A atomização através de bicos especiais poderá ser ocasionada por bombasde alta pressão ou por sistema pneumático (ar comprimido).
O aquecimento do ar pode ser feito por contato indireto (tubulações aletadasaquecidas por vapor, óleo ou sistema elétrico) ou por queima direta de gás, óleoou outro combustível.
É muito importante r.as características do pó fmal a maneira com que o arquente entra em contato com o líquido atomizado. O fluxo de ar quente é normalmente introduzido na câmara, através do dispersor de ar localizado na parte superior da mesma. O líquido pulverizado poderá ter o mesmo fluxo do ar quente(fluxo paralelo) ocorrendo, neste caso, um contato da partícula com ar de temperatura cada vez mais baixa. É um sistema usado para produtos mais sensíveis aocalor.
o fluxo em contracorrente, o líquido é pulverizado numa posição oposta àentrada de ar quente, ocorrendo o contato da partícula mais seca com o ar maisquente. Tal sistema utiliza eficientemente o calor, sendo indicado para produtosnão sensíveis ao calor. Alguns atomizadores usam o sistema misto, combinando osdois tipos descritos.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 191
A evaporação da água do líquido pulverizado (névoa) Ocorre na câmara desecagem, quando o ar quente (180° - 230°C) entra em contato com a partículaúmida. A construção da câmara e as condições de trabalho são ajustadas de modoa ocorrer uma evaporação necessária de água, sem elevar demasiadamente a temperatura do produto.
A separação do produto seco do ar de secagem tem Importância sobre ascaracterísticas do pó final, devido ao manuseio mecânico usado nesta separação.Excessivo manuseio mecânico resulta num pó mais fmo. Os atomizadores usamdois sistemas básicos r1e separação:1) A separação principal do pó ocorre na parte inferior (base) da câmara de seca
gem. O ar de secagem sempre arrasta partículas finas que são recuperadas emsistemas de separação, usualmente ciclones. O pó mais fmo, coletado no ciclone,poderá ser misturado ou não com o pó obtido na base do atomizador. A figura 39 mostra o esquenw de funcionamento de um atomizador deste tipo onde osdois tipos de pós são misturados antes da embalagem.
2) A separação do pó OCOfJ e somente em sistemas de separação (ciclones), sendonecessário assim um número maior de ciclones (3 a 8, dependendo de cada tipo).
aquecimentodo ar
atomização
Iproduto
Figura 39 - Esquema básico de funcionamento de um atomizador (8).
pó
As quatro fases da atomização interferem nas características do pó final.Assim, a maneira de atomizar e as propriedades do líquido atomizado influenciam o tamanho da partícula sólida, sua densidade, aparência e umidade. Já ocontato líquido, ar quente e a evaporação influenciam a densidade do pó, aparência, umidade, retenção de aroma e sabor. Como já foi mencionado, a técnica deseparação do pó do ar de secagem influencia a granulometria do produto desidratado. As variáveis importantes no controle das características do pó final podemser assim resumidas:
líquido atomizado (teor de sólidos, número e tamanho de partículas e viscosidade);~tomizador (tipo e mecanismo de funcionamento);ar de secagem (velocidade, temperatura do ar de entrada e temperatura do ar desaída).

A figura 40 mostra uma fotografia de um atomizador piloto, instalado noDepartamento de Tecnologia de Alimentos da Universidade Federal Rural do Riode Janeiro e capaz de evaporar 10-20 kg de água por hora. A câmara de secagemtem uma altura de 2,30 metros e um diâmetro de 1,50 metros, sendo o ar aquecido pela queima do gás engarrafado.
192 ALTANIR JAIME GAVA
Figura 40 - Atomizador-piloto (Cortesia do DTA da Univ. Fed. Rural do RJ).
Os atomizadores industriais são bem maiores, evaporando cerca de 500 a1.500 kg de água por hora. A figura 41 mostra uma fotografia da parte inferior,cônica, de um tipo industrial.
Assim, a atomização consiste basicamente em colocar ar quente(180° - 230°C) em contato com um líquido pulverizado ocorrendo rapidamentea evaporação da água e a deposição do pó na parte inferior do aparelho. O ar desecagem sai pela parte inferior do equipamento a uma temperatura de 60° a 100°C,passando por ciclones para recuperar partículas finas, (através da força centrífuga)e dando saída para a atmosfera através de chaminés.
d) Secador de Leito Fluidizado: a secagem de leito fluidizado ("fluid beddrying") é baseada num sistema contínuo de secagem, onde o material a ser desidratado colocado numa esteira perfurada recebe ar quente pela parte inferior,adquirindo, como conseqüência, uma movimentação similar a um líquido emebulição e daí o nome fluidizado. O ar de aquecimento ou de resfriamento dá

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
-~-
193
Figura 41 - Atomizador industrial mostrando a sua parte mfenor e acoplado ao secador de leito fluidizado (Cortesia de Niro Atomizer).
entrada pela parte inferior e passa para um ciclone onde são recuperadas as partículas fmas que foram arrastadas no processo. A figura 42 mostra o esquema defuncionamento de l;m secador de leito fluidizado onde:1) entrada do proéulO,2) secador de leite: fluidizado,3) sistema de aqu~cime.nto do ar,4) exaustor,5) fIltro de ar,6) ciclone,7) saída do produto desidratado,8) granulador.
É um sistema de secagem muito usado em conjunto com um atomizador,objetivando aglomerar ou instantaneizar um produto e isoladamente como método de secagem de produtos alimentícios.
e) Fornos Secadores: os fomos secadores ("kiln") são construções, em geral dedois pisos, usados em alguns países na secagem de malte, lúpulo, maçã e batata.Na parte superior coloca-se o produto a desidratar. O ar quente, obtido no primeiropiso pelo uso de forno ou estufa, passa pelo produto por movimentação natural oucom a ajuda de ventilador. O material é mantido em contínua agitação, sendo otempo de secagem relativamente longo.

194
.(l7
ALTANIR JAIME GAVA
5 L.
Figura 42 - Secador de leito f1uidizado (Cortesia da iro Atornizer).
f) "PuffDryer": é um sistema especial de desidratação utilizado na secagem decereais expandidos e sucos de frutas. O produto desidratado apresenta uma estrutura porosa que permite uma boa reconstituição em água fria ou outro líquidoqualquer.
g) Fomatizador: no fomatizador ("foam·mat dryer") o líquido a ser desidratado é transformado numa espuma estável para dar maior superfície de evaporaçãoantes de receber o ar quente num sistema contínuo sinúlar ao túnel de secagem (13).
2) Secadores com Transferência de Calor por Superf(cie Sólida
a) Secador de Tambor: é um secador também conhecido com o nome de rolosecador ("drum-dryer" ou "roller-dryer"). É constituído de um ou dois tambores,rotativos, com diâmetro variável (0,5 a 1,5 metros), medindo 2 a 5 metros decomprimento, aquecidos internamente pelo uso de vapor e usados na desidrataçãode produtos especiais, principalmente aqueles com alto teor de amido. É o processoantigo de fabricação de leite em pó, sendo hoje usado na produção de leites modificados, em pó.
A suspensão é depositada na superfície externa do tambor numa películafina, recebendo o calor através da sua parede. O tambor pode estar na pressãoatmosférica ou mantido em pressão reduzida (vácuo). Uma lâmina raspao produto seco dos cilindros (tambores) que estão girando em baixa rotação. Apelícula seca é então moída para dar ao produto final a forma de um pó rmo.

PRINCIPIOS DE TECNOLOGIA DE ALIMENTOS 195
b) Desidratadores a Vácuo: vários desidratadores a vácuo possuem um sistemade aquecimento indireto, através de superfícies sólidas. São de difícil manejo ecusto elevado e por isso de pouco uso na indústria alimentícia. A liofilização éum sistema especial de desidratação a vácuo e será discutida mais adiante.
1.2.4 - Instantaneização
Os alimentos instantâneos são produtos que se dissolvem facilmente em água.As propriedades instantâneas de alguns produtos, podem ser obtidas na operaçãode secagem, auxiliada pelo uso de substâncias dispersantes. Já outros produtosnecessitam duma mudança física na estrutura da partícula conseguida pelo processo de aglomeração.
A aglomeração pode ser defInida como sendo o reagrupamento de pós fInamente divididos, visando obter partículas de maior tamanho e de identidade físicaprópria (14).
O processo de instantaneização tem sido utilizado em leite em pó, cafésolúvel, cacau, bebidas em pó, sopas desidratadas, farinhas, pudins desidratados eoutros produtos alimentícios.
O processo de dissolução do pó em água é muito complexo, envolvendodeterminadas propriedades, dentre as quais podem ser mencionadas (5):
- Molhabilidade ("wettability"), que é a capacidade do pó de adsorver água nasua superfície. Pós com grande quantidade de gordura (leite em pó integral,por exemplo) apresentam uma molhabilidade ruim.
- Imersibilidade ("sinkability"), que é a capacidade do pó de imergir na água apóster sido umedecido. Esta propriedade depende da diferença de densidade entre opó e o líquido de reconstituição. A densidade da partícula é determinada nãosó pelo produto em si mas também pelo volume de ar presente nos chamadosvacuolos da partícula.
- Dispersibilidade ("dispersibility"), que é a capacidade do pó de se dispersar naágua como partícula simples, ou, em outras palavras, é a capacidade do aglomerado de se separar. É medida como o tempo necessário para uma determinadaquantidade de pó dispersar-se em água.
- Solubilidade , que é uma característica que está relacionada com a velocidadede dissolução e com a solubilidade total. Em Química, a solubilidade é umaconstante da substância, relacionada com a quantidade de material dissolvidonuma solução saturada.
A aglomeração é ainda o mais importante processo de tomar um produtoinstantâneo e pode ser explicada da seguinte maneira. Ela produz um aumento

196 ALTANIR JAIME GAVA
na quantidade de ar entre as partículas. O processo de reconstituição começapelo umedecimento da partícula e subseqüente substituição do ar intersticialpor água. Se o volume de ar é pequeno como em pós não aglomerados, aquantidade de água também será pequena. Assim haverá pouca água para as partículas sólidas, resultando numa solução concentrada de alta viscosidade ao redordas mesmas. Já quando o volume de ar é grande, a quantidade de água também serágrande, facilitando assim a dispersão antes da formação de soluções de alta viscosidade. Em outras palavras, o objetivo da aglomeração é melhorar a dispersibilidade (5).
Há dois métodos básicos de aglomeração: o de reumedecimento e o acoplado.O processo de reumedecimento ("rewet") está baseado nos seguintes pontos:
umedecimento da superfície da partícula com vapor, água pulverizada ou umamistura dos dois;aglomeração, onde as partículas colidem devido à turbulência e aderem uma àsoutras formando aglomerados;secagem com ar quente (90° - 1200 e); eresfriamento e classificação visando eliminar as partículas menores e os aglomerados de grande tamanho (biscoitos).
O primeiro processo de aglomeração foi utilizado nos EUA em 1954 (processo Peebles), no preparo de leite instantâneo.
A figura 43 mostra o esquema de tal processo onde:I) depósito de água,2) bomba,3) bico pulverizador,4) alimentação do pó,5) câmara de umedecimento,6) secador de leito fluidizado,7) sistema vibratório,8) aquecimento do ar,9) saída do pó aglomerado.
Figura 43 - Esquema do processo de aglomeração "rewet" (5).

PRINcrPIOS DE TECNOLOGIA DE ALIMENTOS 197
Na prática, o pó com 3% de água é reumedecido para 6 - 12%, sendo posteriormente secado até ter novamente 3% de água.
No processo acoplado ("straight-through"), o pó deixa o atomizador commaior teor de água (6 - 12%), sendo logo após secado num leito fluidizado atéatingir cerca de 3% de água.
ar
atomização 7
aquecimentodo ar
resfriamento
Figura 44 - Atomizador com aglomerador do tipo acoplado (8).
Produtos em pó com certa quantidade de gordura apresentam molhabilidaderuim, apesar de serem aglomerados. A gordura forma uma película na superfícieda partícula, tornando-a repelente à água. Agentes tensoativos (emulsificantes)como, por exemplo a lecitina, são utilizados (0,2 a 2%) para melhorar a dissolu·ção de pós, principalmente do leite integral em pó.
Entre as várias marcas comerciais de aglomeradores, podem ser citadas: Niro,Anhydro (APV), Blaw-Knox, Cherry-Burrell (ARCS), Peebles e TREV.
1.2.5 - Liofilização
Liofilização ou criosecagem ("freeze-drying") é um processo de desidrataçãode produtos em condições de pressão e temperatura tais que a água, previamentecongelada, passa do estado sólido diretamente para o estado gasoso (sublimação).
Como este processo é realizado à temperatura baixa e na ausência de aratmosférico, as propriedades químicas e organoléticas praticamente não são alte·radas. Mencionaremos algumas modificações indesejáveis que podem ocorrer na

secagem comum a altas temperaturas ou na secagem a vácuo sem congelamentoprévio (11):
contração pronunciada dos produtos sólidos,migração de sólidos solúveis para a superfície durante a secagem,desnaturação de proteínas,perda de compostos voláteis,formação das camadas duras e impermeáveis na superfície,dificuldade de re-hidratação posterior devido aos fatores anteriormente citados.
Esses inconvenientes são contornados na desidratação por liofilização.
198 ALTANIR JAIME GAVA
Fundamentos físicos da liofIlização
Dependendo das condições de temperatura e de pressão, qualquer substânciapode se apresentar sob'um dos três estados de agregação: sólido, líquido ou gasoso.Em determinadas condições, podem coexistir duas fases. Ainda em condições fixase características para cada substância, podem coexistir 3 fases. Em um sistema decoordenadas cartesianas, a uma certa temperatura e pressão (características quepossibilitam a coexistência das três fases) poderemos ter o chamado "ponto triplo".
sólido
P
gás
T
'Figura 45 - Ponto triplo das substâncias.
À temperatura e pressão mais baixas que a característica do ponto triplo, afase líquida deixa de existir e a substância passa diretamente do estado sólido parao estado gasoso e vice-versa, dependendo das condições. O ponto triplo da água édefmido por uma temperatura de aproximadamente oOe e pressão de 4,7 mm demercúrio.
Entende-se, portanto, que todo processo de liofilização deva ser feito àtemperatura inferior a oOe e pressão inferior a 4,7 mm de Hg.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
aquecimento
produto --r=-:.---,----,,--:;--:-__=_
/câmara
condensador
----
199
compressor
bomba de vácuo__+--_
Figura 46 - Esquema sumário de um liofIlizador (11).
Devido às baixas pressões, a câmara de liofllização e o condensador devemapresentar, preferivelmente, a forma esférica ou cilíndrica com calotas esféricas.O tubo que une a câmara ao condensador deve possuir dimensões grandes, devidoao enorme volume de vapor-d'água à baixa pressão que por ele flui. O sistema deaquecimento na câmara e o sistema de refrigeração do condensador devem ser degrande capacidade e área para permitir ciclos curtos.
A temperatura é medida por pares termoelétricos ou termômetros de resistência colocados em diversos pontos da câmara de liofilização e do produto aliofilizar. O sistema produtor de vácuo pode ser constituído por bombas mecânicas (alternativas ou rotativas) ou por ejetores de vapor de várim estágios. Esteúltimo tipo de equipamento pode ser usado com ou sem condensador, enquantoque a bomba mecânica é sempre associada a condensadores.
Em vários países a liofllização é utilizada em alimentos caros {café, cogumelos, camarões) pois é um processo calculado em 5 a 10 vezes mais dispendiosoque os processos convencionais. No Brasil, até poucos anos, a liofllização eraconhecida somente em laboratórios farmacêuticos no preparo de medicamentos,antibióticos e vitaminas, de maneira a permitir a manutenção das suas atividadesbiológicas, mesmo quando conservados em condições de temperatura ambiente.
O café liofilizado é o exempl'o mais importante do uso da liofllização emalimentos no nosso país.
Os liofllizadores industriais podem ser descontínuos ou semicontínuos.Normalmente o alimento congelado a -40°C é conduzido para câmaras de altovácuo onde o aumento da temperatura irá acelerar a sublimação da água.
A embalagem dos produtos alimentícios liofllizados é muito importantejá que o teor de umidade deve ser mantido baixo.

1.2.7 - Influência da desidratação sobre microrganismos e enzimas
Entre as alterações mais importantes podemos mencionar aquelas relacionadas com o valor nutritivo e propriedades organoléticas (cor, sabor, aroma, etc.).
O alimento seco perdeu um certo conteúdo de umidade e por isso haverá umaumento na concentração dos nutrientes por unidade de peso, comparando com oproduto fresco. Quando reconstituído ou re-hidratado, assemelha·se bastante aoproduto natural, nunca chegando a igualar-se por causa das perdas de certos cons·tituintes, principalmente as vitaminas. É de esperar-se que as vitaminas solúveisna água sejam parcialmente oxidadas. A destruição das vitaminas dependerá docuidado na preparação do produto para a secagem, do processo de secagem selecionado, do cuidado na sua execução e das condições de armazenamento doproduto seco. A ribof1avina é ligeiramente sensível, enquanto que o ácido ascórbico e caroteno são bastante afetados pelos processos de oxidação. A tiamina é sensível ao calor e destruída pela sulfuração (tratamento com o enxofre).
As frutas podem ser secas ao sol, artificialmente, ou com a combinação dosdois métodos. A secagem ao sol afeta bastante o teor de caroteno e o teor de vitamina C. A liofllização retém bastante a vitamina C e outros nutrientes. A retençãode vitaminas nos alimentos desidratados é, geralmente, superior à dos alimentossecos ao sol.
As hortaliças sofrem perdas semelhantes às frutas.Quanto às proteinas, as perdas do valor biológico dependerão dos métodos
de secagem. As exposições prolongadas a altas temperaturas podem afetar asproteínas, enquanto que os tratamentos à baixa temperatura podem aumentar adigestibilidade das proteínas comparando com o produto inicial.
Quanto às gorduras, o .problema é mais sério já que a rancidez é maior emaltas temperaturas, sendo recomendável o uso de antioxidantes.
Os hidratos de carbono apresentam nas frutas problemas porque ocorrem emgrande quantidade. O escurecimento é um problema comum e poderá ser ocasionado por enzimas ou ser químico. A formação de pigmentos escuros (melanoidinas)acontecerá após uma série de reações complexas. Dióxido de enxôfre e antioxidantes têm sido usados para evitar as reações de escurecimento.
200
1.2.6 - Alterações provocadas pela desidratação
ALTANIR JAIME GAVA
A retirada da água é um método de controle do crescimento microbiano, jáque os microrganismos necessitam de água disponível para desenvolver suas atividades metabólicas.
Certos mofos podem crescer em substratos alimentícios com umidade baixa,como 12%, e, inclusive, conhecem-se alguns que crescem em alimentos com menosde 5% de umidade. As leveduras e bactérias requerem níveis mais altos de umidade,ao redor de 30%. As frutas secas apresentam 15 a 25% de umidade, e, por isso,poderão receber poucos microrganismos, dependendo de outros fatores. As frutas

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 201
podem ser conservadas com 15 a 25% de umidade, enquanto que produtos quecontenham bastante amido precisam ir de 2 a 5% de umidade, por causa do efeitoosmótico. Para elucidar melhor, vamos dar o seguinte exemplo:
Temos duas soluções, uma com glucose a 20% e a outra de amido a 20%. Umaconcentração em ambas fornecerá um teor de 70%. Então teremos:
Glucose:
20%.j.
70% ou 700 gJl
PM = 180
700 =3,89 moles180
Para o número de moles:
Amido:
20%.j.
70% ou 700 g/l
PM = 70.000
700--=0,01 moles70.000
Vemos, portanto, que a pressão osmótica (depende do número de partículas) serámuito maior na solução de glucose.
As enzimas geralmente são sensíveis às condições de calor úmido, especialmente em temperaturas superiores às da atividade enzimática, porém não sãosensíveis ao calor seco. O controle da atividade enzimática é sempre necessário edeve ser feito inativando quimicamente as enzimas ou submetendo o alimento aocalor úmido.
BIBLIOGRAFIA
(1) Borgstrom, G. - PrincipIes of Food Science. Vol. I. Food Technology and Biochemistry.The Macmillan Co., 1968.
(2) Catálogos comerciais de fumas fabricantes de equipamentos.
(3) Desrosier, N. W. - Conservacion de Alimentos. Compaiiia Editorial México S.A., 1968.
(4) Earle, R. - Unit operations in food processing. Pergamon Press, 1966.
(5) Jensen, J. D. - Methods of instantizing powders for the preparation of food drinks.The Manufacturing Confectioner 53 (10):47-56, 1973.
(6) Jensen, J. D. - Some recent advances in agglomerating, instantizing and spray-drying.Food Technology, June, 1975.

(10) Potter, N. N. - Food Science. The AVI Publishing Co., Inc., 1968.
(12) Sulene - Liofilização. Revista Tecnologia de Alimentos e Bebidas, voL 7, 1966.
(7) Hall, C. W. et alii - Encyclopedia of Food Technology. The AVI Publislúng Co., Inc.,1971.
ALTANIA JAIME GAVA202
(13) Van Arsdel, W. B. e Copley, M. J. - Food dehydration. vol. I. The AVI PublishingCo., Inc., 1963.
(9) Niro Atomizer - The Vibro-fluidizer, a significant improvement in the fluid bed dryingtechnology. Bulletin n? 25. Niro Atomizer Ltd. (sem data).
(14) Vincent, M. W. - L'agglomération des poudres pour l'industrie alimentaire. Industr.Alim. Agr. 88 (9/10), 1247-54, 1971.
(8) Masters, K. - Meeting powder requirements in spray drying equipment. QuarterlyBulletin of the Powder Advisory Centre. VoL 2, n? 1, 1971.
1.3 - Concentração
Concentração é um processo que remove somente parte da água dosalimentos (1/3 ou 2/3 da água), como, por exemplo, em sucos concentrados, massade tomate, leite condensado, geléias, doces em massa, etc.
A remoção da água pode ser efetuada pelo processo de evaporação, emforma de vapor; pelo processo de crioconcentração, em forma de gelo; pelo processode membranas, em forma líquida; e ainda por outros métodos. O primeirodeles é o mais importante e será aqui discutido.
Entre as razões da concentração de certos alimentos, pode-se mencionara) é uma forma de conservação de alimentos;b) economia na embalagem, transporte e armazenamento dos alimentos;c) a maioria dos alimentos líquidos é concentrada antes da desidratação pois a reti
rada de água por evaporadores é, mais econômica do que por desidratadores;d) certos alimentos são preferidos na forma concentrada.
Como os alimentos concentrados apresentam um teor de umidade quepermite atividade microbiana, toma-se quase sempre necessário utilizar um métodoadicional na sua conservação.
Assim, doces em massa (67,5% de sólidos), podem ter uma vida útil de 60 a90 dias, quando embalados em celofane, ou de anos, quando acondicionados emlatas recebendo, neste caso, um tratamento térmico adicional. O suco de laranjaconcentrado (65% sólidos) poderá ser congelado, preservado quimicamente oureceber tratamento térmico ("hot pack").
(lI) Quast, D. G. - Liofilização: princípios e aplicação. Revista Tecnologia de Alimentos eBebidas, voL 10, 1965.

1.3.1 - Alterações ocasionadas pela evaporação
1.3.2 - Evaporação a vácuo (4)
Para que ocorra evaporação, é preciso que a pressão de vapor do líquido seiguale à pressão do ambiente, quando o líquido ferve. A velocidade de evaporação está diretamente relacionada com a transITÚssão de calor no meio de aquecimento (vapor-d'água, água quente, vapor de amônia, etc.) ao líquido a ser evaporado.
203PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
o projeto de evaporadores envolve princípios de transporte de calor e defluidos e, basicamente, a sua construção consiste em (4):a) um trocador de calor para fornecer calor sensível e calor latente de evaporação
para o líquido de alimentação, elevando a sua temperatura ao ponto de ebulição e liberando vapor. Geralmente, os trocadores de calor tem aquecimentoindireto e vapor de água saturado é empregado como meio de aquecimento naindústria de alimentos;
b) um separador no qual o vapor liberado é separado da fase líquida concentrada;c) um condensador para efetuar a condensação dos vapores produzidos. O conden
sador pode ser dispensado se o sistema trabalha à pressão atmosférica.
Alterações nas propriedades organolépticas e nutricionais ocorrerão nosalimentos evaporados pelo fato de serem expostos a temperaturas relativamente altas durante um espaço de tempo.
O escurecimento e o aparecimento do aroma e sabor queimado são duas conseqüências comuns no tratamento térmico. Para evitá-los, têm-se utilizado evaporadores que usam temperaturas baixas, mas, mesmo assim, existem alteraçõesindesejáveis dependendo de cada produto. Em laticínios alterações ocorrem com oaçúcar e proteínas.
Todos os açúcares são solúveis na água até um certo limite, além do qualpoderá ocorrer a cristalização. A formação de cristais de lactose é totalmenteindesejável em leite condensado.
Certas proteínas poderão ser desnaturadas e precipitadas não só pelotratamento térmico, mas também pela alta concentração de sais em solução. Estadesnaturação poderá, por exemplo, interferir na textura de leites condensados.
O escurecimento (browning) é bastante comum em sucos concentrados,principalmente em suco de limão concentrado.
A destruição de ITÚcrorganismos durante a concentração vai depender muitoda temperatura utilizada. Temperaturas na ordem de 100°C eliminarão as formasvegetativas dos ITÚcrorganismos, mas não destruirão os esporos bacterianos.
As bactérias poderão multiplicar-se mesmo no interior de evaporadores queusam temperaturas mais baixas (500
- 60°C).

204 ALTANIR JAIME GAVA
A taxa de transmissão de calor depende não da temperatura do meio de aquecimento, mas da diferença de temperatura entre o meio de aquecimento e o líquidoem ebulição.
Se a água com ponto de ebulição de 100°C à pressão atmosférica é aquecidaem tacho aberto encamisado com vapor a lüO°C, como meio de aquecimento, nãohá diferença de temperatura e, portanto, nenhuma transferência de calor e nenhumaevaporação. Para obter·se uma diferença de temperatura, ou a temperatura do vaporde aquecimento deve ser aumentada, ou a temperatura do líquido a ser evaporadodeve ser baixada. Em muitos casos é vantajoso abaixar o ponto de ebulição do líquido a ser evaporado.
Isto pode ser conseguido convertendo-se o evaporador aberto em um tachoa vácuo. A pressão reduzida na região acima do líquido implica um ponto de ebulição mais baixo.
A concentração a vácuo tem diversas vantagens, a saber:a) toma possível a concentração a baixa temperatura de alimentos sensíveis ao
calor, tais como sucos de laranja, maracujá, etc.;b) pode aumentar a velocidade de evaporação com o aumento da diferença de
temperatura entre aquela do produto e a do meio de aquecimento; ec) toma possível o emprego de sistemas de múltiplo-efeito, que serão descritos
mais adiante.Para manter o vácuo em um evaporador, é necessário remover contínua e
rapidamente os vapores condensáveis produzidos, bem como o ar ou outros gases,chamados incondensáveis, dissolvidos no produto ou que entram no sistemadevido a vazamentos.
1.3.3 - Evaporação simples e de múltiplo efeito (4)
Quando um evaporador simples é usado, o vapor liberado do líquido emebulição é condensado e eliminado. Esse método é chamado de evaporação deúnico-efeito, e, embora pemúta uma construção simples, não utiliza eficientemente o vapor de aquecimento. Para evaporar 1 kg de água de uma solução, sãoprecisos 1 a 1,3 kg de vapor de caldeira. A figura 47 mostra um evaporador desimples efeito.
Se o vapor produzido em um evaporador é conduzido à câmara de vapor deaquecimento de um segundo evaporador e se o vapor aqui produzido é depoisenviado para um condensador, a operação toma-se de duplo-efeito. O calor dovapor original é reusado no segundo efeito e a evaporação conseguida por 1 kgde vapor de água alimentado no primeiro efeito é aproximadamente duplicada.
O método geral para aumentar a evaporação por kg de vapor de caldeira,usando-se uma série de ev~poradores entre o fornecimento inicial do vapor e ocondensador, é chamado evaporação de múltiplo-efeito. A eficiência témúcado equipamento aumenta com o número de efeitos.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 205
Vapores
~---Tubo central
figura 47 - I:.vaporador vertical de tubo curto de simples efeito (4).
o vapor produzido no primeiro evaporador aquecerá o líquido de um se·gundo evaporador e, por isso, a temperatura de ebulição do líquido de alimen·tação no segundo evaporador deve ser mais baixa, o bastante para permitir queo vapor produzido no primeiro evaporador se condense no segundo e libere aindao seu calor latente de condensação. Isso geralmente é realizado com redução dapressão de operação no corpo do evaporador.
A reutilização do calor do vapor produzido em um evaporador por outrooperando a uma temperatura mais baixa é então a base do projeto de evaporaçãode múltiplo-efeito, ou seja, o princípio de evaporação de múltiplo-efeito é umatroca sucessiva de calor latente entre o vapor e o líquido a ser concentrado.
Como resultado desse efeito sucessivo, o vapor primário evapora aproxima·damente o seu próprio peso de água.
Este vapor, por sua vez, passa como vapor de aquecimento para o segundoefeito e evapora uma quantidade adicional de água ligeiramente menor que oseu próprio peso.
Assim, em um evaporador de duplo-efeito, o vapor-d'água evapora aproximadamente duas vezes o seu próprio peso de água no líquido, enquanto em um detriplo-efeito evapora aproximadamente três vezes o seu próprio peso.
Tubos
4 Entrada vaporcaldeira
~Concentrado
~1Respiro
AI;"'''''ç'o~

206 ALTANIR JAIME GAVA
Valores típicos de eficiência ténnica de alguns evaporadores são (4):
Tipo de Instalação Kg Vapor Consumidopor Kg de Água Evaporada
- Evaporador de único efeito .- Evaporador de dois efeitos .- Evaporador de três efeitos .- Evaporador de dois efeitos com
recompressão ténnica .- Desidratador do tipo atomizador .- Secador de tambor .
1,10,540,38
0,332,5 - 3,0
1,5
Os evaporadores no sistema de múltiplo-efeito podem ser colocados sucessivamente até que toda diferença de temperatura disponível tenha sido usada.Nesse ponto, não havendo "força motriz" adicional para transferir o calor, a adiçãode um outro evaporador na série torna-se desnecessária, a menos que se aumentea pressão do vapor fornecido ao primeiro efeito.
Teoricamente é possível construir-se um sistema de evaporação infinitamenteeficiente, através da incorporação de número infinito de efeitos. Obviamente, istoimplicaria um ~T infmitamente pequeno e, por isso, a área de transferência decalor teria que ser infmitamente grande (vide equação de transferência de calor).Isso significaria um equipamento excessivamente grande e de custo inicial elevadíssimo. Por isso, na prática, é necessário levar em conta não s6 os custos de combustível para produzir o vapor, como também os custos de capital e de manutenção. Escolhe-se portanto, um evaporador que durante a sua vida útil apresentaum menor custo total por kg de água evaporada.
A figura 48 mostra três evaporadores de circulação natural de tubos curtos,de modo a constituir um sistema de triplo-efeito. São feitas ligações de modo queo vapor produzido em um evaporador (um efeito) serve como meio de aquecimento para o seguinte. Um condensador e um ejetor de ar acoplados ao terceiroefeito da série mantém o vácuo no sistema.
No sistema da figura 48 a alimentação diluída entra no primeiro efeito,onde é parcialmente concentrada. Flui, em seguida para o segundo efeito, paraadicional concentração e depois vai para o terceiro efeito para concentraçãofmal. O concentrado é bombeado para fora do terceiro efeito.
1.3.4 - Transmissão de calor nos evaporadores (4)
A transmissão de calor nos evaporadores é regida pelas equações de transporte de calor a líquidos em ebulição e l'tllas equações de condução e convecção.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 207
D,(para esgoto)
u
D2(para esgoto
C, (para bomba)
Figura 48 - Princípio de operação de evaporador de múltiplo efeito (4).
A quantidade de calor transferida para o produto é diretamente proporcional à quantidade de vapor que condensa, no caso de aquecimento com vapor deágua e é determinada pela equação:
Q=U. A. óT =U. A. (Tv - T)
onde:
Q Fluxo total de calor (kcal/h),
U Coeficiente global de transmissão de calor (kcal/h.m2 .0c),
A Área da superfície de aquecimento (m2),
óT Diferença de temperatura média global efetiva entre o meio deaquecimento e o produto COC),
Tv Temperatura do meio de aquecimento COC),
T Temperatura do produto COc).
Essa equação é util para determinar a capacidade de evaporação, a potênciada caldeira requerida para a evaporação e a eficiência térmica de um evaporado!.
A capacidade de evaporação é definida como a massa de água evaporada porunidade de tempo de operação (kg/h).
A eficiência térmica é a massa de água evaporada (kg) por kg de vapor de cal·deira alimentado à unidade de evaporação.
O consumo de vapor é a massa de vapor de água de caldeira utilizada por uni·dade de tempo (kg/h). Corresponde à capacidade dividida pela eficiência térmica.

208 ALTANIR JAIME GAVA
A área da superfície de aquecimento geralmente é fornecida pelo fabricantedo evaporador, ou esta pode ser facilmente calculada, tendo-se as dimensões doequipamento.
As temperaturas do meio de aquecimento e do produto em ebulição podemser obtidas indiretamente pelos manômetros ou diretamente de termômetros.
O coeficiente de transmissão de calor varia para cada produto e para oconjunto de condições de evaporação. Um método prático e fácil para determinação de U é medir o condensado produzido no evaporador. Para fms práticos,pode-se supor que a condensação de 1 kg de vapor de água evapora 1 kg de águado produto à temperatura de ebulição. A técnica de medir o condensado é ummétodo comum para se saber o consumo de vapor ou capacidade de evaporaçãodo equipamento.
Se a alimentação está à temperatura de ebulição que corresponde à pressãoabsoluta no espaço de vapor, todo calor transferido através da superfície de aquecimento para a alimentação é utilizado para evaporar, e a capacidade é proporcional a Q (kcal/h).
Se a alimentação entra fria, a capacidade de evaporação é correspondentemente reduzida, já que parte do calor é usada para aquecer o líquido até o pontode ebulição.
Quanto à eficiência térmica, o fator que mais influi é o número de efeitosdo evaporador, já que o calor do vapor da caldeira pode ser reusado para evaporação tantas vezes quanto for o número desses efeitos. Outros fatores de menorimportância que afetam a eficiência térmica, são: variações no calor de vaporização do vapor-d'água, calor de diluição do líquido e perda de calor pelo evaporador para o ambiente. Esses fatores podem ser avaliados quantitativamente,por meio de balanço entálpico.
1.3.5 - Pré-aquecimento da alimentação e recompressão de vapor
Ao lado da possibilidade de aproveitar o vapor procedente de um efeitoe utilizá-lo na câmara de aquecimento de outro efeito, existem, todavia, outraspossibilidades de economizar vapor-d'água, tais como: pré-aquecimento do líquido na alimentação, métodos de alimentação e, fmalmente, quando o vapor éoneroso, é possível e às vezes econômico restaurar o potencial de temperaturade aquecimento com uma recompressão do vapor.
O método de aquecimento do líquido de alimentação tem considerávelefeito sobre o consumo total de vapor-d'água.
Antes que a evaporação comece, o líquido diluído de alimentação é aquecido até o seu ponto de ebulição e, conseqüentemente, o calor total requeridopara uma dada quantidade de água evaporada é maior.
O objetivo da recompressão é tornar disponível o calor latente de condenosação à temperatura mais alta, pois, aumentando-se a pressão, a temperatura decondensação do vapor de água também aumenta.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 209
o vapor que sai do topo de um evaporador à pressão baixa pode ser recom·primido e depois alimentado na câmara de vapor do evaporador, onde se condensa a uma temperatura mais alta correspondente à pressão aumentada. Por exemplo,o vapor de água à pressão atmosférica condensa-se a 100°C, mas se for. comprimido até a sua pressão absoluta atingir 2,05 atmosferas, ele se condensará a121,5°C.
A recompressão permite reutilizar o vapor produzido no evaporador por meiode aquecimento. O aumento de potencial de temperatura é, contudo, obtidosomente à custa de energia mecânica (turbo-compressores) ou por meio de vapor àalta pressão (compressão térmica).
O custo de recompressão da quantidade desejada geralmente é pequeno,comparado com o calor latente recuperado dos vapores. Uma economia adicional é feita porque tem menos vapor para ser condensado, o que resulta na necessidade de um condensador menor.
1.3.6 - Tipos de evaporadores
Apesar de existirem evaporadores cujo meio de aquecimento entra em contato direto com o produto a ser aquecido, a maioria dos evaporadores utiliza aquecimento indireto, isto é, o líquido concentrado flui continuamente através de umasuperfície trocadora de calor que separa o produto do meio de aquecimento. Estepode ser desde vapor-d'água à alta pressão (185°C), até vapor de amônia a 16°C ououtros fluidos, que fornecem o calor latente de condensação. A superfície de aquecimento geralmente é uma parede, como nos tachos, ou na forma de uma placa,tubular ou cônica (4).
No Brasil, a indústria de geléias e doces em massa utiliza, principalmente,tachos abertos e a vácuo. Os sucos concentrados de frutas, como, por exemplo, ode laranja (65° Brix), de uva (72°B) e o de maracujá (30° ou 45°B) são obtidos porconcentradores do tipo Gulf Machinery (Taste), APVe Alfa-Laval. Já a indústriade tomates utiliza os concentradores da Tito-Manzini, enquanto que na indústriade laticínios podem ser encontrados evaporadores da APV, Alfa·Laval, Blaw-Knox,Luwa, etc.
Entre os vários tipos de evaporadores, podem ser mencionados:
1.3.6.1 - Tachos abertos e a vácuo
São evaporadores elementares, consistindo em tachos abertos que recebemcalor através de serpentinas, camisas de vapor, etc.
Tais evaporadores podem operar à pressão atmosférica ou à pressão reduzida(vácuo). São simples, de baixo custo inicial, porém não são econômico's por causada grande perda de calor. São utilizados na fabricação de geléias, doces em massa(goiabada, marmelada, etc.).

210
Figura 49 - Tacho encarnisado.
ALTANIR JAIME GAVA
A figura 50 mostra uma fotografia de um tacho aberto, aquecido por vapor,com agitação mecânica
Figura 50 - Tacho aberto encarnisado (Cortesia do DTA da Univ. Fed. Rural do RI).
Alguns tachas usam serpentina giratória para evitar problemas de queima doproduto e freqüentes limpezas. O evaporador Wurling utiliza serpentina giratóriaa vácuo, sendo indicado para produtos viscosos como massa de tomate (Fig. 51).
1.3.6.2 - Evaporadores com trocadores de calor de tubos e carcaças ("ShelI andTube")
São constituídos essencialmente de uma carcaça de grande diâmetro, quecontêm um determinado número de tubos paralelos, onde o produto flui pordentro, enquanto que o aquecimento é feito por fora dos tubos, no interiorda carcaça.

'RINCIPIOS DE TECNOLOGIA DE ALIMENTOS
Entrada de águade resfriamento
211
Superador dearrastados --
Entradamassa de tomafr ====1== Junta rotativa20% f--~~---~~-l
Motor
!Vapor condensado
Saída Jmassa50%
Figura 51 - Evaporador Wurling (4).
Os evaporadores são classificados segundo o comprimento dos tubos dotrocador de calor e de acordo com o método de circulação do produto dentrodos tubos, em:
A - Evaporadores de circulação natural, com calandria externa;B - Evaporadores de circulação forçada;C - Evaporadores de tubos curtos:
a) Tubos horizontais,b) Tubos verticais;
D - Evaporadores de tubos longos:a) Película ascendente ("climbing ftlm"),b) Película descendente ("falling ftlm"),c) Película ascendente-descendente.
Os evaporadores de tubos curtos são muito usados na indústria de açúcar,na concentração do caldo de cana.
A indústria brasileira de suco de laranja utiliza muito os evaporadores daGulf Machinery Corpo conhecidos como TASTE ("therrnally accelerated shorttime evaporation") que são evaporadores de tubos longos, de película descendente.A figura 52 mostra a fotografia de um desses evaporadores instalado numa importante indústria brasileira de suco de laranja concentrado.

212 ALTANIR JAIME GAVA
Figura 52 - Evaporador TASTE utilizado na concentração de sucos cítricos (Cortesia da Sucocítrico Cu trale SIA).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 213
A tabela 18 mostra as características do evaporador TASTE de sete estágios (65.000 lb/h de água evaporada) e 4 efeitos.
Tabela 18 - Evaporador Taste (5)
Estágio
AlimentaçãoPrimeiroSegundoTerceiroQuartoQuintoSextoSétimoResfriam. rápido
Produto(libras)
80.00075.00060.00040.00025.00020.00018.00015.20015.000
Temp. tC)
214196887763464116
ConcentraçãotBrix)
121316334048566365
Algumas das vantagens do TASTE são (5):- tempo de residência mínimo,- baixo custo inicial,- alta eficiência,- facilidade de limpeza.
Entre as desvantagens, podemos mencionar:pouca flexibilidade e formação de depósitos (no trocador de calor devido ao usode alta temperatura).
1.3.6.3 - Evaporador de placas
Idealizado pela APV, usa o sistema de recompressão mecânica dos vapores.É um sistema eficiente de aquecimento por placas, sendo o vapor separado doconcentrado nos separadores.
Poderá ser de simples, duplo e triplo efeito.A figura 53 mostra um diagrama do arranjo das placas e a figura 54 um eva·
porador de placas de dois efeitos.
1.3.6.4 - Evaporadores de película líquida agitada mecanicamente
Usam circulação forçada para dar maior turbulência. Entre os vários tipos,podemos mencionar (4);

214
Entradaalimentação
DESCARGA DE VAPORESE CONCE ITRADO PARAUM SEPARADOR
ALTANIA JAIME GAVA
Espaçadoresde vapor
Figura 53 - Diagrama do arranjo das placas para uma passagem completa da alimentação deum evaporador de placas (4).
=.rrr: ~=q:ll"'====";;;;;;;;;;;;==="ii============""
......
Figura 54 - Evaporador de placas (Cortesia da APY).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 215
A - Evaporadores verticais:a) Turba Film - Rodney Hunt Mach. Corp.,b) Tipo Kestner - Blaw Knox Co., Luwa,c) Tipo Stratavap;
B - Evaporadores horizontais:a) Votator,b) Tito Manzini;
C - Evaporadores centrífugos.
~ o Centri-thenn da Alfa-LavaI com boa transferência de caIor e poucodepósito, conseguido pela movimentação da superfície de transferência de caIor.
~ baseado na movimentação de placas cônicas onde o produto concentrado é recolhido na parte inferior da placa devido à força centrífuga.
O tipo CT-9, com nove placas cônicas pode evaporar 2.400 kg de água porhora a uma temperatura de evaporação de 50°C.
A figura 55 mostra o funcionamento do evaporador centrífugo da Alfa-LavaI,onde:a) entrada do produto,b) saída do concentrado,c) vapor para o condensador,d) entrada de vapor,e) saída do condensado.
b a
c
__ir~de
Figura 55 - Evaporador centrífugo (Cortesia da Alfa-Laval).

216 ALTANIR JAIME GAVA
A figUra 56 mostra uma fotografia de um evaporador centrífugo CentriTherm CT-6 instalado no Brasil.
Figura 56 - Evaporador Centri-Thenn eT-6 instalado no Brasil (Cortesia da Alfa-LavaI).
1.3.6.5 - Evaporadores com expansão de fluxo
Os evaporadores com expansão de fluxo ("expanding flow") são semelhantesaos centrífugos, s6 que em vez de usarem cones rotativos de paredes duplas, operamcom superfícies cônicas estacionárias de parede simples.
1.3.6.6 - Evaporadores de ciclo de refrigeração
São evaporadores de baixa temperatura que usam como meio de aquecimentoamônia, cloreto de metila, Freon, etc., em vez de vapor-d'água.

PRINCIPIOS DE TECNOLOGIA DE ALIMENTOS
BmLIOGRAFIA
(1) Catálogos comerciais de fumas fabricantes de evaporadores.
(2) EarIe, R. - Unit operations in food processing. Permagon Press, 1966.
(3) Potter, N. N. - Food Science. The AVI Publishing Co., Inc., 1968.
217
(4) Siozawa, Y. Y. &Quast, D. G. - Processos de evaporação na concentração de alimentos.Instrução Técnica n? 7 do ITAL, Campinas, S.P., 1975.
(5) TressIer, D. K. &Joslyn, M. A. - Fruit and vegetabIe juice processing technQIogy. TheAVI Publishing Co., Inc., 1971.
2 - CONSERVAÇÃO DE ALIMENTOS PEW USO 00 FRIO
As temperaturas baixas são utilizadas para retardar as reações químicas e aatividade enzimática bem como para retardar ou inibir o crescimento e a atividade dos microrganismos nos alimentos. Quanto mais baixa for a temperaturatanto mais reduzida será a ação química, enzimática e o crescimento microbiano e uma temperatura suficientemente baixa inibirá o crescimento de todosos microrganismos.
Sabemos que o alimento contém um número variável de bactérias, leveduras e mofos que poderão provocar alterações, dependendo de condições adequadas de crescimento. Cada microrganismo presente possui uma temperatura ótimade crescimento e uma temperatura mínima, abaixo da qual não pode multiplicar-se. À medida que a temperatura vai decrescendo, o ritmo de crescimentotambém diminui, sendo mínimo na temperatura de crescimento mínimo. As temperaturas mais frias podem inibir o crescimento, porém a atividade metabólicacontinua, ainda que lentamente, até um certo limite. Portanto, o decréscimo datemperatura dos alimentos produz efeitos nos microrganismos presentes. Umadiminuição de lO°C pode deter o crescimento de alguns microrganismos e retar·dar o de outros. Sabemos que certos microrganismos conseguem crescer, se bemque em ritmo muito lento, em temperaturas. abaixo de O°C. A congelação alémde impedir que a maior parte da água presente seja aproveitada devido à formação de gelo, aumentará a concentração das substâncias dissolvidas na água nãocongelada.
As enzimas presentes nos alimentos continuam atuando durante o armazenamento. Quanto menor a temperatura de armazenamento, menor será aatividade enzimática. Porém, esta atividade é encontrada ainda, se bem que muitolenta, em temperaturas abaixo do ponto de congelação da água pura.

218 ALTANIR JAIME GAVA
Entre alguns microrganismos que conseguem crescem em baixas temperaturas, poderemos citar os gêneros Cladosporium e Sporotrichum que suportam _7°C,Penicillium e Monilia _4°C. Certas leveduras conseguem viver de _2° a _4°C,enquanto que certas bactérias o fazem de _4° a - ~C. Os gêneros Pseudomonas,Achromobacter e Micrococcus podem viver em baixas temperaturas (-4° a -7°C)e, por isso, também fazem parte das chamadas bactérias psicr6fJ.1as (6).
Portanto, na utilização do frio estamos retardando ou inibindo a atividademicrobiana e as reações químicas, incluindo os processos metab6licos normais damatéria-prima. Conforme. a temperatura desejada, poderemos lançar mão da refrigeração ou da congelação.
a refrigeração, a temperatura da câmara onde se encontram os produtos aconservar não é tão baixa e quase nunca inferior a O°C, obtendo-se assim uma conservação por dias ou semanas, dependendo do produto.
a congelação ocorre a formação de gelo, necessitando-se assim de temperaturas mais baixas (-10° a -40°C), obtendo-se assim uma conservação do produtopor períodos longos (meses ou anos).
O uso do frio, associado a outras técnicas de conservação, é largamente utilizado em· países desenvolvidos por causa da manutenção da qualidade do produto aser conservado. É um processo bastante caro porque o produto deve ser mantidoem baixas temperaturas desde sua produção até o seu consumo, obedecendo àchamada cadeia do frio.
Entre alguns dados hist6ricos que contribuíram para o desenvolvimento datécnica do frio podem ser mencionados (5):
1595 Galileu utilizou um termômetro exato;1622 Boyle anunciou as leis relacionadas com o volume e a pressão dos gases;1823 Faraday estudou as mudanças de estado;1824 Camot descreveu o chamado ciclo de Camot (expansão e compressão dos
gases);1834 Perkins usou a máquina de compressão;1875 Linde usou o amoníaco como substância refrigerante;1881 Forma-se na Nova Zelândia uma companhia que transporta came para a
Inglaterra;1920 Birdseye iniciou nos EUA o congelamento rápido dos alimentos.
2.1 - Instalações Mecânicas
Os mecanismos de produção de frio têm evoluido bastante nos últimos tempos, mas nos limitaremos a descrever uma instalação, cujo esquema bastante simplificado pode ser visto na figura 57. É um sistema baseado na compressão, liquefaçãoe expansão de um gás. A substância refrigerante sofre mudanças de estado ao percorrer o interior das 3 partes distintas do sistema: o compressor, o condensador e oevaporador.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 219
2.1.1 - Compressor
Possui a fmalidade de fornecer calor à substância refrigerante, que foi perdidono evaporador. Geralmente é composta de uma bomba vertical ou horizontal, comuma transmissão apropriada. Nas máquinas pequenas, o cilindro é geralmente debronze, sendo de aço nas máquinas maiores. O compressor é provido de um tubode aspiração e compressão, com válvulas aspirante e premente, possuindo umdispositivo importante e delicado denominado "stuffmg box", que impede fugasde gás e entrada de ar atmosférico. O gás, ao sair do evaporador, recebe uma fortecompressão, sendo então levado ao condensador.
Figura 57 - Esquema de uma unidade de refrigeração (5).
2.1.2 - Condensador
[>((
( ---Evaporador
( condensa\)
( )
) (
L ()
(
Compressor c---
Depósito
Válvula de expansão
/'
É formado geralmente por uma série de tubos de diâmetros diversos, unidosem curvas e, às vezes, dotados exteriormente de hélices que garantem um maisperfeito aproveitamente das superfícies de contato. O condensador é resfriadograças a uma corrente de água que se distribui em forma de chuva de cima parabaixo e pela sua parte externa. O condensador pode estar também imerso na águaque, segundo muitos, é preferível por permitir o resfriamento de modo mais metó·dico e uniforme, exigindo, porém, uma quantidade maior de água. Nas pequenasinstalações, o resfriamento é normalmente feito pelo próprio ar atmosférico.

220 ALTANIR JAIME GAVA
o gás que veio do compressor liquefaz-se ao entrar em contato com a temperatura fria do condensador, sendo em seguida orientado para um depósito ondeaguardará oportunidade para ir ao evaporador.
2.1.3 - Evaporador
Geralmente é formado por uma série de tubos (serpentinas) que se encontramno interior da câmara que recebe o alimento. A substância refrigerante, sob formalíquida, necessita de calor (calor latente de vaporização) para passar ao estadogasoso. Assim a evaporação da substância refrigerante dentro do evaporador irároubar calor do ambiente e, conseqüentemente, o produto se resfriará. Sob a fOrmagasosa, o refrigerante volta ao compressor, fechando assim o ciclo.
2.2 - Substâncias Refrigerantes
As substâncias refrigerantes devem possuir características, como:possuir baixo ponto de ebulição,não ser inflamável nem explosiva,deve ter alto calor latente de vaporizaçãonão deve ser corrosiva (atacar metais) nem alterar os óleos lubrificantes,não deve ser tóxica ao homem,não deve exigir pressões elevadas para condensar,deve ser de baixo custo.
Entre as substâncias refrigerantes, podem ser mencionadas:dióxido de enxofre,dióxido de carbono,cloreto de metila,amôniahidrocarbonetos fluorados: Freon 11
Freon 12Freon 21Freon 22Freon 113, etc.,
- nitrogênio líquido.O ponto de ebulição e o calor latente de vaporização de algumas substâncias
refrigerantes podem ser vistos na tabela 19.O dióxido de enxofre e o cloreto de metila já foram usados no passado. O
cloreto de metila é tóxico, explosivo e pode dissolver os lubrificantes. O dióxido deenxofre é muito corrosivo e tóxico, porém facilmente identificado. Por causa destasua última característica, ele é algumas vezes adicionado ao Freon, nome comercialde alguns hidrocarbonetos fluorados.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
Tabela 19 - Características de algumas substâncias refrigerantes
221
Substância Ponto de ebulição Calor latente de vaporizaçãorefrigerante tc)
Btu/Qb Cal/g (aprox.)
Água 100 970,3 540Amônia -33,3 589,3 326Freon 12 -29,9 70,8 39Dióxido de carbono -87Dióxido de enxofre -10 168 94Cloreto de metila -24 184,1 102
A amônia, apesar de ter sido introduzida em 1875, é bastante utilizada hojeem dia. É relativamente barata, facilmente identificada, facllmente condensável, nãoé inflamável, possui baixo ponto de ebulição (-33fC) e alto calor latente de vaporização (326 kcal/kg). No seu estado seco não é corrosiva mas poderá, quando umedecida, formar complexos com cobre e bronze. É um gás irritante, podendo causarasftxia em pequenas quantidades.
O Freon 12 (nome comercial da Dupont para difluordicloro-metano) ébasfante utilizado nas geladeiras de uso doméstico. Possui boas propriedades mastem o inconveniente de ser bastante caro.
O dióxido de carbono sob a forma sólida (gelo seco), com temperatura desublimação em tomo de -8üoC, tem recebido bastante atenção ultimamente.
2.3 - Refrigeração
O armazenamento por refrigeração utiliza temperaturas um pouco acima doponto de congelação. A refrigeração pode ser usada como meio de conservaçãobásica ou como conservação temporária até que se aplique outro método de conservação. A maior parte dos alimentos alteráveis pode ser conservada por refrigeração durante um tempo limitado, onde não se evitam, porém se retardam asatividades microbianas e enzimáticas.
Cada alimento reage ao armazenamento refrigerado de sua própria maneira,havendo certos alimentos adversamente afetados, como a banana e tomates verdes.Nestes, os padrões metabólicos são modificados de maneira a impedir o amadurecimento normal ou a estimular a atividade imprópria de enzimas específtcas.
O abaixamento da temperatura da matéria-prima deve ser feito imediatamenteapós a colheita do vegetal ou a morte do animal. Algumas horas de atraso nacolheita ou no matadouro poderão ocasionar perdas na conservação do produto.Isto é particularmente importante em vegetais que estejam num metabolismo ativo,podendo haver liberação de energia por causa da respiração e, assim, transformaçãode um produto metabólico em outro.

222 ALTANIR JAIME GAVA
Para evitar certas perdas, é aconselhável fazer o resfriamento da matéria·prima imediatamente após a colheita. Entre os métodos utilizados, podemos mencionar o resfriamento a ar, resfriamento a vácuo (ao evaporar, a água provoca oresfriamento do produto) e resfriamento a água (hidro-resfriamento). Ultimamente,o nitrogênio líquido tem sido usado também para esse objetivo, em certos países.
A temperatura utilizada na refrigeração tem importância na conservação doproduto. Assim, a 5°C, temperatura comum de refrigeração, um produto poderáser conservado por 5 dias, ao passo que, a 15°C, poderá ser deteriorado em 1 dia.A tabela 20 nos dá uma idéia do que acabamos de dizer.
Tabela 20 - Armazenamento útil de tecidos vegetais e animais a váriastemperaturas
Período médio de armazenamento em dias a
Alimento
Carne
Peixe
Carne de galinha
Frutas
Verduras
Sementes secas
6 - 10
2-75 - 18
2 - 180
3 - 20
1.000 ou mais
1
1
11 - 20
1 - 7
350 ou mais
<1<1<11 - 7
1 - 3100 ou mais
Alguns fatores que devem ser considerados no armazenamento por refrigeração são: a temperatura de armazenamento, a circulação do ar, a umidade e a composição da atmosfera de armazenamento.
2.3.1 - Temperatura
A temperatura de refrigeração a ser escolhida depende do tipo de produto edo tempo e condições do armazenamento. Algumas vezes, mesmo variedades dife·rentes terão temperaturas de armazenamento diferentes. Assim, para a maçãMc Intosh, a melhor temperatura oscila entre 2,5 e 4,5°C, ao passo que a maçãDelicious é melhor conservada a O°C. Certos produtos, como a banana e tomate,não podem ser armazenados em temperatura inferiores a 13°C porque prejudicamo processo de maturação através da influência sobre certas enzimas (11).
As câmaras de refrigeração devem ser projetadas de tal maneira que nãopermitam oscilações maiores que 1°C. Para isto torna-se necessário fazer um bomisolamento e conhecer os fatores que poderão fornecer calor ao ambiente. Entre os

2.3.2 - Umidade relativa
A umidade do ar dentro da câmara varia com o alimento conservado e estádiretamente relacionada com a qualidade do produto. Uma umidade relativamentebaixa determinará perda de umidade do alimento, podendo ocorrer uma desidra·tação, ao passo que uma umidade relativamente alta facilitará o crescimento micro·biano. A umidade relativa ótima de cada alimento já é perfeitamente conhecida ealguns exemplos podem ser vistos na tabela 21.
Para períodos de armazenamento longo, recomenda·se o uso de embalagensapropriadas.
materiais isolantes temos a cortiça, madeira sintética, o poliestireno e a poliuretana. Entre os fatores que podem influenciar a temperatura interna, podemos citaras lâmpadas e motores elétricos, número de pessoas trabalhando no interior dacâmara, quantas vezes será aberta a porta de entrada e tipo e quantidade de produtosque serão armazenados na área de refrigeração. Esse último fator é importanteporque cada produto possui o seu calor específico e uma certa taxa de respiração,com consequente produção de calor. Todos esses fatores são necessários para ocálculo da refrigeração total, que corresponde à quantidade de calor que deveráser removido do produto e da câmara para ir da temperatura inicial até a temperatu-ra fmal e que de~e ser mantida Po! um determinado te~po. _
Para a manutenção de uma temperatura uniforme, a circulação de ar deveestar bem regulada.
223PRINCIPIOS DE TECNOLOGIA DE ALIMENTOS
Tabela 21 - Refrigeração de alguns produtos alimentícios (5)
AlimentoTemp. armazena- U. R. em Pto. de congela· Tempo aprox. de
mento (OC) % ção médio (OC) armazenamento
Aspargo O 90-95 -1 3 a 4 semanasCouve-flor O 85-90 -1 2 a 3 semanasAlface O 90-95 -0,5 3 a 4 semanasCarne bovina Oa 1,5 88-92 -2 1 a 6 semanas
Presunto fresco Oa 1,5 85-90 -2 7 a 12 dias
Manga 10 85-90 -1,5 2 a 3 semanasAbacaxi 4a 7 85-90 -1,5 2 a 4 semanasLaranja Oa 1,5 85-90 -1 8 a 12 semanasMamão 7 85-90 -1 2 a 3 semanasPêra -0,5 a -1,5 85-90 -2,5Maçã -1 a O 85-90 -1,5Morango -0,5 a -1 85-90 -1 7 a 10 dias

224
2.3.3 - Circulação do ar
ALTANIR JAIME GAVA
A circulação do ar ajudará na distribuição de calor dentro da câmara, permitindo assim manter uma temperatura uniforme. A umidade relativa desse ar deveser adequadamente controlada. O ar da câmara deve ser renovado diariamente,principalmente por causa dos maus odores formados quando diferentes produtossão armazenados no mesmo local.
2.3.4 - Atmosfera de armazenamento
a respiração de um produto, que continua após a colheita, oxigênio é consumido, havendo produção de gás carbônico. A diminuição na temperatura e nooxigênio disponível e um aumento do gás carbônico irão afetar o ritmo da respiração e outros processos fisiológicos. A temperatura ótima, umidade relativa e composição da atmosfera variam para as diferentes frutas e mesmo entre variedades damesma fruta (11). Uma composição ideal, de caráter geral, é constituída de 3% deoxigênio,'S% de gás carbônico e 92% de nitrogênio.
2.4 - Congelação
a congelação utilizamos temperaturas mais baixas do que na refrigeração,e, por isso, inibimos o crescimento microbiano e retardamos praticamente todoo processo metabólico. Quanto menor a temperatura de armazenamento, maislenta será a atividade enzimática, até um determinado ponto, onde ocorre umaparalisação total. Este fato é alcançado através de temperaturas extremas e é umpouco difícil de ser avaliado porque, quando um tecido animal ou vegetal é congelado lentamente, mesmo a -20°C ou temperaturas inferiores, existirão zonascom alta concentração de solutos não congelados (14).
Mas, em termos práticos, a congelação é bastante usada porque as características naturais dos produtos são relativamente mantidas. É um método caroporque existe necessidade da chamada "cadeia do frio", isto é, o produto deveser conservado à baixa temperatura desde a produção até o seu consumo.
A escolha da temperatura de armazenamento vai depender do aspecto econômico e do tipo de produto. Na prática, usam-se em média, temperaturas de -1,0°a -40°C. Entre os produtos que se prestam para a congelação podemos incluir ascarnes, ervilha, morango, milho e hortaliças de modo geral.
É através da congelação que se consegue obter alimentos mais convenientes,isto é, prontos ou semiprontos para consumo. Aqui no Brasil os supergelados, comosão chamados, já foram lançados e são utilizados principalmente no mercado insti·tucional (fábricas, hospitais, restaurantes, etc.).

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
2.4.1 - Métodos de congelação
225
Já sabemos que o ponto de congelação de um líquido é a temperatura na qualo líquido está em equilíbrio com o sólido. O ponto de congelação de uma solução émais baixo do que o do solvente puro e, portanto, o ponto de congelação dos alimentos é mais baixo do que o da água pura. De modo geral, os alimentos congelamse entre oOe e -4°e.
A congelação pode ser feita de modo lento ou rápido. Na congelação lenta,um processo demorado (3 a 12 horas), a temperatura vai decrescendo gradativamente até chegar ao valor desejado. Haverá formação de cristais grandes de gelono interior da célula, mas principalmente nos espaços intercelulares. Esses cristaisirão afetar fisicamente a célula e, assim, podem causar reações indesejáveis. Nacongelação rápida temos um abaixamento brusco da temperatura, havendo assimformação de pequenos cristais de gelo, principalmente no interior da célula (4).
A velocidade de congelação vai depender do quociente entre a diferença detemperatura do produto e do líquido refrigerante e fatores de resistência, taiscomo velocidade do ar, tamanho do produto, geometria do sistema e composiçãodo produto.
Rasmussen (13) dá uma idéia do tempo de congelação para vegetais e frutas,como pode ser visto na tabela 22.
Tabela 22 - Tempo de congelação para frotas e vegetais pequenos (13)
Método
Congelação com embalagem (300 g)- AI forçado- Placa
Congelação a granel (ar forçado)
- Esteira
- Esteira fluidizada
Congelação criogênica
Tempo (aprox.) de congelação
3 a 5 horas1/2 a 2 horas
20 a 30 minutos
5 a lO minutos
1/2 a I minuto
Entre os métodos de congelação podemos incluir:congeladores por ar,congeladores por contato indireto,congeladores por imersão.

226
2.4.1.1 - Congeladores por ar
ALTANIR JAIME GAVA
Podemos utilizar o ar sem movimento ou o ar insuflado (forçado). No métodosem movimentação do ar, os produtos ficam na câmara até a congelação. O temponecessário para a congelação depende da temperatura da câmara, da qualidade doalimento, da temperatura inicial do alimento (ao entrar na câmara) e do tipo,tamanho e forma do produto a congelar. É um método barato, porém muito lento.É o tipo encontrado nas geladeiras domésticas, onde a temperatura fmal varia de -10°a -20°C. O tempo de congelação, que pode levar várias horas, pode ser reduzidodrasticamente pelo uso de ventiladores na câmara de congelação. O ar bastantefrio movimenta-se à alta velocidade, produzindo assim uma congelação relativamente rápida. Este sistema de ar insuflado poderá ocorrer dentro de uma câmara,em um túnel, adaptado em esteira ou não, etc. A movimentação do ar poderáser paralela ou oposta ao movimento do produto. A desidratação é um problemasério nesses tipos de congeladores.
Quando a velocidade do ar é tal que excede a velocidade de caída das partículas, tem-se a impressão de uma "fluidização" e o processo é dito congelaçãoem leito fluidizado. Aqui as partículas são congeladas individualmente e, por isso,são chamadas na forma IQF (em inglês quer dizer "individually quick frozen").
O tempo de congelação é na ordem de minutos (11).
2.4.1.2 - Congeladores por contato indireto
Aparece quando o alimento a ser congelado é colocado em contato comuma placa resfriada por uma substância refrigerante; quando é colocado dentrode uma lata que será submersa no refrigerante ou ainda quando é colocado dentrode caixas de papelão ou cartolina colocadas em placas de metal resfriado. Essasplacas podem ser fixas ou móveis e a salmoura refrigerante imóvel ou com movi·mento turbulento. O congelador Birdseye contém uma série de placas metálicas,ocas, superpostas e acionadas por um elevador de pressão hidráulica, de tal maneira que podem ser separadas para receber o alimento embalado entre elas e depoisrecolocadas em íntimo contato. O conjunto de placas permanece em cabinesisoladas. Dependendo da temperatma do líquido refrigerante, tamanho da emba·lagem, grau de contato e tipo de alimento, o tempo de congelação é de 1 a 2 horas,para embalagens de 1,5 a 2,0 cm de espessura.
A figura 58 mostra um destes congeladores de trabalho descontínuo.Há sistemas de congelação por contato indireto como o trocador de calor
de superfície raspada ("scraped surface heater") que congela substâncias líquidasou purês muito rapidamente.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
Figura 58 - Congelador de placas (Cortesia da Dole).
2.4.1.3 - Congeladores por imersão
227
Aqui ocorre imersão direta dentro do meio refrigerante ou a pulverização dolíquido sobre o produto, havendo assim uma congelação quase que instantânea(ultra-rápida).
O líquido refrigerante deve ter certos requisitos, como não tóxico, puro,ausência de odores e sabores, limpo, etc. (11).
Líquidos com baixo ponto de congelação têm sido usados para contato comalimentos não embalados, como soluções de cloreto de sódio, açúcar e glicerol.Uma mistura de 23,3% de NaCI e 76,7% de água irá congelar a -21°C (misturaeutética). Hoje em dia, seu uso está restrito à congelação de peixes.
Solução de açúcar tem sido usada para congelar frutas, mas a dificuldadeestá baseada no fato de que, para alcançar uma temperatura de -20°C, precisamos de uma solução com 62% de sacarose, muito viscosa a baixas temperaturas.Com uma solução a 67% de glicerol em água se consegue chegar a -45°C, masexistem problemas na sua aplicação em produtos que não devem ser adocicados.Tanques especiais são utilizados para a congelação, que pode ser alcançada em30 minutos (11).
Ultimamente, a congelação por líquidos criogênicos (gases liquefeitos, componto de ebulição muito baixo) tem se desenvolvido bastante. Entre os líquidostemos o nitrogênio (-195°C), o dióxido de carbono líquido (-80°C), etc. Onitrogênio líquido, apesar do seu preço elevado, é bastante utilizado porque possuium baixo ponto de ebulição, não é tóxico e é inerte para os constituintes do ali·mento, e é o método que fornece um produto de melhor qualidade por causa doseu tempo de congelação ultra-rápido (1 a 3 minutos). Ele é também bastanteutilizado no transporte de alimento congelado.
A figura 59 mostra um túnel de congelação que trabalha com nitrogêniolíquido.

228 ALTANIR JAIME GAVA
o gelo seco, que sublima a -80v e, tem recebido considerável atenção ultimamente. As instalações para produção de gelo seco são ainda bastante caras edaí a restrição do seu uso entre nós.
Figura 59 - Congelação ultra-rápida com nitrogênio líquido (Cortesia da Air Products andChemicals Inc.).
2.5 - Necessidades de Energia para Congelação
A quantidade de energia necessária à congelação dos alimentos pode serexpressa em unidades de calorias ou em B.T.U. (unidades ténnicas britânicas).
Além de congelar o alimento, há o problema de manter o material congelado num estado sólido adequado. Iremos nos preocupar apenas com o primeiroproblema, para dar uma idéia geral. O primeiro passo é calcular a energia necessária para baixar a temperatura da massa até o seu ponto de congelação. Paraisso, precisamos conhecer o calor específico, o peso e a temperatura inicial e decongelação do alimento. Depois, precisamos conhecer a energia necessária paraa congelação. Para isso, precisamos do calor de fusão e da massa do alimento.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 229
Finalmente, precisamos conhecer a energia necessária para baixar a temperaturado alimento congelado até a tempentura da câmara desejada. Para isso, precisamosdo calor específico, da massa e das temperaturas de congelação e da câmara.
2.6 - Embalagem dos Alimentos Congelados
Todos os alimentos congelados devem ser embalados principalmente paraevitar a desidratação, durante a congelação por meio do ar ou outro sistemaqualquer. Em caso contrário, poderá haver uma queimadura de congelação quealtera irreversive1mente a cor, textura, sabor e o valor nutritivo dos alimentos con·gelados. Por outro lado, uma cobertura qualquer (embalagem) no alimento evitará que sofra uma oxidação e contaminação da atmosfera no interior da câmara.Uma alteração substancial na qualidade poderá ocorrer em produtos não protegidos no armazenamento congelado. A madeira, o metal, o vidro, o papel ematçriais plásticos são usados com bastante êxito como embalagens para alimentoscorlgelados.
2.7 - Associação de Outras Técnicas de Conservação à Congelação
Sabemos que os alimentos congelados não são esterilizados e, por isso, podemconter enzimas ativas que, embora retardadas na atividade, não são completamenteinativas. As principais categorias de alimentos apresentam problemas diferentes esó podemos discuti·los ligeiramente.
Algumas frutas e carnes podem ser congeladas e armazenadas por longosperíodos de tempo, sem tratamento especial para deter a atividade da enzima.A maioria das hortaliças e muitos produtos derivados do leite devem ser aquecidos para destruir as enzimas que, caso contrário, tomariam os produtos conge·lados inaceitáveis. Ervilha, feijão, etc., contém oxidases que podem ocasionarproblemas e esses alimentos devem ser aquecidos a 80°C ou 90°C em águaquente ou vapor antes d'a congelação. Se não o forem, os alimentos perderão seusabor normal e adquirirão um sabor forte, semelhante ao "feno velho". Frutas,como morango e cereja, podem ser congeladas, embora algumas variedades sejammelhores do que outras. Nos alimentos altamente protéicos, como a carne e opeixe, a congelação é feita sem prévio aquecimento porque as proteínas desnaturadas pelo calor não congelam bem. Certas frutas, como pêssego e maçã, contêmoxidases (polifenoloxidases) que podem ocasionar escurecimento na presença dooxigênio. Isto pode ser impedido pelo aquecimento, mas, nesse caso, perdemosas vantagens do sabor de fruta fresca.
O escurecimento pode ser impedido tratando-se a fruta cortada em fatias,antes da congelaçã'o, com gás sulfuroso, ácido ascórbico, com ou sem açúcar.
O emprego de radiação ultravioleta, ultra-som e secagem tem sido modernamente associado à congelação.

230 ALTANIR JAIME GAVA
A desidratação-congelação ("dehydro-freezing") e a congelação-desidratação("freeze-drying") ou liofilização são duas técnicas bastante empregadas recentemente em países desenvolvidos. A liofilização já foi por nós estudada. Na "dehydrofreezing" o produto é parcialmente desidratado até 50% de umidade e depoiscongelado. Cenoura, ervilha, damasco, maçã, pimenta, etc. são assim conservadosem alguns países.
2.8 - Influência da Congelação sobre os Microrganismos e Enzimas
No início deste capítulo tivemos a oportunidade de comentar bastante essainfluência. Sabemos que a maioria dos microrganismos pode ser classificada porsuas temperaturas ótimas de crescimento. Alguns microrganismos conseguem viverem temperatuas abaixo do ponto de congelação da água. Em geral, os mofos e leveduras adaptam-se melhor do que as bactérias em baixas temperaturas. A congelaçãoprejudica a população microbiana, principalmente as formas vegetativas, enquantoque os esporos são pouco afetados.
A temperatura de descongelação do alimento apresenta uma importânciaenorme sobre o crescimento dos microrganismos.
A atividade de urna enzima ou sistema de enzimas depende da temperatura.Essa atividade poderá ser destruída a 95°C, enquanto que a baixa temperatura aretarda apenas.
As melhores velocidades de reações das enzimas estão em torno de 35°C.Portanto, a congelação retarda a velocidade enzimática, devendo-se lançar mão deum outro tratamento (térmico, por exemplo) para inativar as enzimas antes dacongelação e armazenamento.
2.9 -Influência da Congelação sobre o Valor Nutritivo dos Alimentos
o processo de congelação em si não altera o valor nutritivo do alimento. Quanto menor for a temperatura, melhor será a retenção das substânciasnutritivas. Porém, sempre é dado ao alimento um certo tratamento a fIm de prepa·rá-Io para a operação de congelação. Assim a lavagem, corte, branqueamento, etc.,são operações necessárias ao produto a congelar. Nesse processamento poderãoocorrer perdas de certos nutrientes, principalmente das vitaminas.
A exposição dos tecidos à atmosfera traz como resultado perdas de vitaminas devido à oxidação. Em geral, as perdas de vitamina C ocorrem no corte damatéria-prima e sua conseqüente exposição ao ar. Das vitaminas, a C é a quemaiores perdas sofre nos produtos congelados. A vitamina B1 é sensível ao calore é parcialmente destruída no branqueamento. Perdas pequenas ocorrem também,no armazenamento congelado de frutas, hortaliças, carnes e aves.
A vitamina B2 sofre muito pouco com a congelação. Das vitaminas lipossolúveis, o caroteno (precursor da vitamina A) é alterado ligeiramente com a congelação do alimento.

BffiLIOGRAFIA
2.10 - Alterações Durante a Congelação·Descongelação
(1) Anônimo - Desenvolvimentos técnicos recentes na conservação de alimentos pelo frio.Revista Tecnologia de Alimentos e Bebidas, nO~ 1 e 2, 1966.
231PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
o armazenamento de alimentos sem uma proteção externa (embalagem)conduz à oxidação e à destruição de muitos nutrientes, inclusive das vitaminas.
As gorduras podem ser decompostas por oxidação, principalmente nosalimentos de origem animal. É comum encontrar·se o ranço em peixes congela·dos não protegidos por embalagens.
Algumas proteínas podem ser desnaturadas, principalmente quando ocorre·rem operações sucessivas de congelação e descongelação.
Tappel (14) mostra que a organização celular, incluindo o núcleo, mito·côndria, ribossomas, lisossomas e outras organelas, é afetada em vários graus pelaoperação congelação·descongelação repetida. Destes, o lisossoma parece ser a estru·celular mais afetada. Com o rompimento da membrana, as enzimas hidrolíticas(nucleases, catepsinas, fosfatases, sulfatases, etc.) que estavam então compartimentadas, passam a atacar o próprio material celular, havendo assim uma autodigestão.
No armazenamento dos produtos congelados, as reações químicas e enzi·máticas continuam lentamente.
A deterioração oxidativa (ranço) poderá alterar os alimentos, fornecendoum sabor desagradável.
Poderá aparecer, em produtos congelados não embalados, um líquido viscosochamado de líquido metacriótico, que favorecerá o desenvolvimento dos micror·ganismos.
As variações de temperatura do armazenamento podem determinar umaumento do tamanho dos cristais de gelo, que alterará fisicamente o alimento.
Variações de temperatura do congelador poderão originar queimaduras doalimento, devidas à secagem lenta do alimento congelado por sublimação. Produzum sabor inaceitável, além da mudança de tl,:xtura, sendo evitada pelo uso de em·balagem adequada.
Os produtos animais, destacando-se a carne, não são afetados pela congelação.No caso da carne parece ser benéfico, pois a carne congelada é mais macia que anatural, em certos casos. Os tecidos vegetais, destacando-se as frutas, são maissensíveis. O suco de laranja, congelado e descongelado várias vezes, pouco se pareceao suco natural em odor e sabor.
Portanto, a congelação·descongelação repetida é prejudicial à maioria dosalimentos. Assim, a descongelação deve ser cuidadosa, devendo-se fazer uso imedia·to do produto congelado.

232 AlTANIA JAIME GAVA
(2) Aref, M. M. - The present status of liquid nitrogen freezing of foods. J. Inst CanoTechnoL 1 :1, 1968.
(3) Bleinroth, E. W. - Seminário sobre refrigeração. Instituto de Tecnologia de Alimentos.Campinas, São Paulo, 1970.
(4) Borgstrom, G. - Principies of Food Science. Vol. r. Food Technology and Biochemistry.The Macmillan Company, 1968.
(5) Desrosier, N. W. - Conservación de Alimentos. Compaiiia Editorial Continental S.A.,1964.
(6) Frazier, W. C. - Microbiologia de Alimentos. Editorial Acribia, 1962.
(7) Furtado, D. A. et alii - Conservação de alimentos congelados. Faculdade de Agronomiae Veterinária da URGS. Porto Alegre, RS, 1964.
(8) Meryman, H. T. - Cryobiology. Academic Press, 1966.
(9) Miller, J. A. - Anotações de Aulas. Universidade da Califórnia, Davis, EUA, 1968.
(10) Nickerson, J. T. R. e Karel, M. - Preservation of food by freezing. In "Food ProcessingOperations". The AVI Publishing Company, Inc., 1964.
(11) Potter, N. N. - Food Scíence. The AVI Publishing Company, Inc., 1968.
(12) Prescott, S. C. e Proctor, B. E. - Food Technology. McGraw-Hill Book Company, Inc.,New York, 1937.
(13) Rasmussen, C. L. - Economic apraisal of freezing methods. ARS-USDA. Albany, California, EUA, 1967.
(14) Tappel, A. L. - Effects of low temperatures and freezing on enzymes and enzymesistems. In Criobiology, editado por Meryman, H. T. Academic Press, 1966.
3 - CONSERVAÇÃO DE ALIMENTOS PELO USO 00 AÇÚCAR
o açúcar, especialmente quando aliado ao aquecimento, é um bom agentede conservação dos produtos alimentícios.
A presença do açúcar irá aumentar a pressão osmótica do meio, criandoassim condições desfávoráveis para o crescimento e reprodução da maioria dasespécies de bactérias, leveduras e mofos. Conseqüentemente, irá ocorrer umadiminuição no valor da atividade aquosa (aa)' Existem alguns microrganismos(osmof11icos) que conseguem viver mesmo em condições de baixo teor de umidadee, por isso, todo alimento conservado pelo uso de açúcar deve receber um tratamento complementar para sua conservação.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 233
As geléias, doces em massa, fruta~ cristalizadas, frutas glaceadas, frutas emconserva, leite condensado, melaço, mel, etc., são exemplos de produtos conservados pela presença de açúcar. Esses produtos poderão ser conservados sem ahermeticidade do recipiente, se bem que o fechamento hermético seja sempreaconselhado.
A seguir, diremos algumas palavras sobre geléias, doces em massa, frutas emconserva, e frutas cristalizadas e glaceadas.
3.1 - Geléia
É um produto obtido à base de suco de fruta que, depois de previamenteprocessado, apresenta uma forma geleificada (gel) devida ao equilíbrio entre apectina, açúcar e acidez. A presença de pedaços de fruta em suspensão irá formar um produto denominado por alguns geleada e por outros também geléia,não se tratanto, no entanto, da geléia típica.
Portanto, três são os componentes indispensáveis para uma geléia: a pectina, o ácido e o açúcar.
A pectina constitui o elemento fundamental necessário à formação de gel,e deverá ser adicionada quando a fruta não é suficientemente rica em pectina,dentro de certos limites.
O ácido é também necessário à formação de gel, e, quando faltar na fruta,poderá ser limitadamente adicionado na forma de ácidos permitidos pela legislação brasileira. Uma matéria-prima com acidez de 0,1 a 0,5% resulta numa economia de açúcar de aproximadamente 20% (4).
O açúcar é o outro constituinte indispensável para geléias e deverá sempreser adicionado. Utilizamos açúcares prontamente solúveis, como a sacarose, glucose, frutose, etc., em quantidades tais que, no fmal, teremos uma geléia com65 a 70% de sólidos solúveis.
Dessas substâncias, a pectina merece atenção especial.
3.1.1 - Substâncias pécticas
O grupo de polissacarídeos heterogêneos conhecidos como substâncias pécticas ocorre somente no reino vegetal. Elas participam da estrutura da parede celulare da lamela mediana dos tecidos vegetais. Existem várias defmições, sendo a maisaceita aquela proposta, em 1944, pela Sociedade Americana de Química. Entende-se por substâncias pécticas um grupo complexo de derivados de carboidratos emforma coloidal que ocorrem ou são preparados de plantas, contendo uma grandeproporção de unidades de ácido anidrogalacturônico em forma de cadeia. Osgrupos carboxl1icos do ácido poligatacturônico podem estar parcialmente esterificados por grupos meh1icos e parcial ou totalmente neutralizados por uma ou maisbases. Esta defmição é criticada por alguns porque não inclui arabans e galactans,substâncias complexas sempre associadas às substâncias pécticas (8).

Elas estão intimamente associadas ao processo de maturação dos frutos ea alguns casos fito patológicos ocasionados por microrganismos.
Entre as substâncias pécticas mais importantes temos a protopectina, o ácidopectínico e o ácido péctico.
234 ALTANIR JAIME GAVA
3.1.1.1 - Protopectina
Compreende substâncias insolúveis na água que, por lúdrólise enzimática ouácida, fornecerão ácido pectínico ou ácido péctico. Estão presentes na paredecelular, possivelmente em combinação com a celulose, e durante a maturação poratividade enzimática são transformadas em pectina ou ácido péctico, com umaconseqüente diminuição da rigidez da célula.
Há várias teorias sobre a estrutura da protopectina. Doesburg (6) mencionaalguns fatore's que podem ser responsáveis pela insolubilidade da protopectina:
a) ligação covalente das substâncias pécticas com outros constituintes celulares,especialmente hemicelulo~s, e associação com outros componentes celularespor meio de ligações secundárias;
b) presença de ions positivos, especialmente cálcio;c) existência de emaranhados moleculares entre as substâncias pécticas e outros
polímeros da parede celular.
A lúpótese da presença de cálcio na estrutura da protopectina é bastanteaceita e poderá ser vista na figura 60, bastante esquematicamente, onde G representa uma unidade de ácido galacturônico.
I I IG G-Ca---GI I I
G G GI I IG- Ca-G GI I I
G G GI I I
G G-Ca---G
I I IFigura 60 - Possível estrutura da protopectina (5).
Duas enzimas são particularmente importantes nas substâncias pécticas: apectinesterase (PE) e a poligalacturonase (pG).

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
3.1.1.2 - Ácido pectínico
235
É wn ácido coloidal contendo uma pequena proporção de grupos mett1icosesterificados. Em certas condições pode formar gel com açúcar e ácido ou comsais metálicos, quando o teor metoxl1ico for baixo.
A pectina compreende os ácidos pectínicos solúveis na água com grau deéster mett1ico variado, capaz de formar gel em condições especiais.
A figura 61 dá uma idéia da estrutura da pectina.
IG---COOCH3I
G COOHIG---COOCH 3I
G COOCH3I
G COOHI
G COOCH3
I
Figura 61 - Estrutura esquemática da pectina
A pectina é encontrada na fruta em quantidade variáveis conforme o tipode fruta e estágio de maturação. As frutas cítricas e maçã são consideradas ricasem pectina. A pectina da beterraba caracteriza-se por possuir um grupamentoacetiJ em vez do metoxI1ico.
A esterificação do ácido galacturônico pode ser indicada pela quantidadede grupos metoxI1icos (-OCH 3 ) ou pelo seu grau de esterificação representadopelo número de grupos carboxl1icos esterificados, calculado em relação (%) aonúmero .total de unidades do ácido galacturônico. Assim, quando todos os gruposcarboxl1icos estão esterificados,. temos um grau de esterificação de 100% e umconteúdo de grupos metoxl1icos de 16,32% (6).
3.1.1.3 - Ácido péctico
É um ácido poligalacturônico coloidal que não possui ésteres metiJados(figura 62).
A formação de áciqo péctico é indesejável na conservação de sucos de frutas,por causa da formação de precipitados. Por isso, é necessária a inativação da pectinesterase e outras enzimas responsáveis pela hidrólise da pectina a ácido péctico.

236
GIGIGIGI
COOH
COOH ou,
/
COOH
COOH
COOHCOOH
ALTANIR JAIME GAVA
COOH
Figura 62 - Ácido péctico.
A unidade básica das substâncias pécticas é o ácido D-galacturônico, representado na figura 63 pelas suas fórmulas aberta e cíclica.
H O~/
H ~3C,I
H C -OH H C -OHI I
HO C -H HO
?~ COOHIHO C -H HO C -H
I IH C -OH H C
I I HOHCOOH COOH
Figura 63 - Ácido D-galacturônico.
A determinação e caracterização das substâncias pécticas poderá ser feita pormétodos gravimétricos (Wichman e método de pectato de cálcio de Carré e Haynes,esse mais popular), por métodos de descarboxilação e por métodos colorimétricos(o método do carbazol com verseno e preparado enzimático comercial é bastanteaceito) (6).
Na prática podemos usar a "prova do álcool" para sabermos se um suco defruta é rico ou não em pectina:
Adicionamos 5 rnl de álcool 95° G. L. a 5 rnl de suco. Depois de uma boaagitação, deixamos em repouso algum tempo (5 minutos) e observamos o precipitado formado:a) precipitado gelatinoso e firme é sinal de bastante pectina;b) precipitado mais ou menos gelatinoso, que se rompe por agitação leve, corres
ponde a um teor médio;c) precipitado fJ1amentoso granulado corresponde a baixo teor de pectina.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
3.1.2 - Formação de gel
237
A capacidade de formar gel dos ácidos pectínicos está relacionada com o graude polimerização relativamente alta, com a ausência de grupos ligados à cadeiapoligalacturônica e com o conteúdo de grupos metoxI1icos. Pectinas com bastantegrupos metoxlllcOS podem formar geléia na presença de quantidade relativamentealta de açúcar e acidez, ao passo que pectinas com poucos grupos metoxI1icos podem formar geléia na ausência de açúcar, porém na presença de certos ions metálicos. Por isso, devemos distinguir as pectinas altamente metoxiladas e pectinas comteor metoxlllcO baixo.
O mecanismo de ação dos açúcares na formação do gel ainda não está completamente esclarecido. A teoria mais antiga e mais simples diz que os açúcares removem a camada de água protetora das moléculas de pectina, possibilitando assima sua aproximação por meio de ligações paralelas (por exemplo, a ligação de lúdrogênio entre o grupo carboxlllcO e o grupo lúdroxlllco, de moléculas vizinhas).
Outros acham que as pontes de lúdrogênio são formadas entre os grupamentos lúdroxIllCOS dos açúcares e das moléculas de pectina, conforme mostra afigura 64 (6).
HH ///0"",
/ I<O,
HH"Z -O p::
/ <B / "H-O-< "-\ , Z, U -O O B\ o'1l H H "- /c.. .! u- "-< '1l
\0'/ "- c..
/ H H
"'"/
I /
H 0/
Figura 64 - Possível estrutura do gel pectina-açúcar (5).
Todos os tipos de pectinas apresentam um pH máximo para geleificação.Quando o pH está abaixo desse valor máximo, a capacidade de formar geléia aumenta até que um valor constante é alcançado. Esta relação entre a capacidade deformar geléia e o pH pode ser explicada levando-se em consideração a dissociaçãodos grupos carboxlllcOS. Com a diminuição do pH, a dissociação da carboxila édiminuída e, assim, é reduzida a repulsão eletrostática entre as moléculas de pectina, aumentando assim a possibilidade de regiões de contato entre estas moléculas. O pH ótimo para geleificação de uma pectina depende do teor de açúcaresno gel (6).
A explicação seguinte, dada por Desrosier (5), procura esclarecer a formaçãode geléia através do sistema pectina, açúcar e acidez de uma maneira bastantesimples.

238 ALTANIR JAIME GAVA
A pectina é wn colóide carregado negativamente no substrato ácido dafruta. O açúcar adicionado tem influência no equilíbrio pectina-água e desestabiliza a pectina, formando um emaranhado semelhante a uma rede, capaz de suportar líquidos. A continuidade da malha formada pela pectina e a densidade dasfibras são influenciadas pela concentração de pectina. Quanto maior essa concen·tração, mais densas serão essas fibras. A rigidez da malha é influenciada pela concen·tração de açúcar e pela acidez. Quanto maior a concentração de açúcares, menoságua ficará na estrutura. A flexibilidade das fibras na estrutura é controlada pelaacidez do substrato. Uma acidez elevada traz como resultado uma estrutura flexíveldo gel, ou então poderá destruir a estrutura pela hidrólise da pectina. A baixaacidez tomará as fibras débeis, incapazes de suportar o líquido e o gel se rompe.
A formação de gel ocorre somente em determinados valores de pH. As condições ótimas para a formação do gel estão próximas do pH 3,2. Em valores maisbaixos que este, a resistência do gel diminui lentamente, enquanto que, em valoresmaiores que 3,5, não se consegue gel com as quantidades normais de sólidossolúveis.
O teor de sólidos solúveis ideal está um pouco acima de 65%. É possívelformar .gel em concentrações de solidos na ordem de 60%, desde que o teor deácidos e pectina seja aumentado.
A quantidade de pectina necessária para formar gel depende da qualidade dapectina. De modo geral, uma geléia de estrutura satisfatória é obtida com menosde 1% de pectina.
A figura 65 mostra a relação pectina, açúcar e pH e sua importância naformação de geléia.
Formação decristais
71,0
Otima
I%de açúcar
I67,564,0
Geléiadébil
pH
RESlSTÊNClA DA GELf:lA
r---------I------,Continuidade dJ estrutura Rigidez
lda geléia
I I
A1·d%de pectina CI ezI
0,5 1,0 1,5
oJa(dependendo do tipo de
pectina)
Figura 65 - Fonnação de geléia em função da combinação pectina, açúcar e acidez (5).
2,7
Geléia dura rOtima
3,6
Não forma geléia

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 239
o tipo de açúcar apresenta importância na elaboração de geléias. É recomendável manter uma relação entre açúcar invertido e sacarose (40:60, por exemplo),devendo o açúcar invertido ter menor quantidade que a sacarose. Na prática, geralmente adiciona-se a sacarose que, durante o aquecimento, é parcialmente hidrolizada. A baixa inversão da sacarose poderá provocar cristalização, enquanto que aalta inversão poderá resultar numa granulação de dextrose (glucose) no gel. Édifícil o controle desta relação por causa da variação da acidez das frutas, dascondições de cozimento, etc.. Em concentradores a vácuo ocorre pouca inversãoda sacarose e, por isso, deve-se adicionar açúcar invertido.
3.1.3 - Processamento
É bastante variável conforme a matéria-prima mas de um modo geral, pode-remos ter as seguintes fases:
recepção da matéria prima,lavagem,seleção,classificação,corte,eliminação dos defeitos internos,extração do suco,clarificação,adição de açúcar,concentração,determinação do ponto,acondicionamento,tratamento térmico.
Algumas destas fases podem ser desnecessárias para certas frutas, enquantoque, para outras, temos necessidade de acrescentar mais algumas. Comentaremosapenas alguns tópicos mais importantes.
A matéria-prima para elaboração de geléia deve conter suficiente pectina eácido para dar uma boa geléia. Segundo Cruess (1) as frutas para geléia podem serclassificadas em:1) Frutas ricas em pectina e ácidos: maçãs ácidas e silvestres, fruta cítrica, grose
lhas, goiabas, cerejas ácidas, certas variedades de uva, etc;2) Frutas medianamente ricas em pectina e ácidos: maçãs maduras, uvas viníferas
maduras, e as frutas citadas anteriormente no estado maduro;3) Frutas ricas em pectina e pobres em ácidos: cerejas, figos verdes, melão;4) Frutas ricas em ácido e pobres em pectina: damascos, ruibarbos, morangos, etc.;5) Frutas pobres em pectina e ácidos: pêssegos, pêras e figos maduros.
A acidez, o valor do pH e o conteúdo de pectina devem sempre ser detenninados por análise, e as correções de pectina e ácido devem ser feitas quando necessárias.

240 ALTANIR JAIME GAVA
o açúcar é adicionado sob fonna sólida ou em xarope, sempre proporcionalà riqueza de pectina.
O cozimento .(concentração) é um dos passos mais importantes na elaboraçãode geléias. O suco deve ser rapidamente concentrado até o seu ponto crítico p'arafonnação de gel. A ebulição prolongada não só ocasiona a hidrólise da pectina ea volatilização do ácido, como também perdas de cor e sabor. Os tachos paracozimento são geralmente abertos, com camisa de vapor. O aço inoxidável, sempreque possível, deve ser preferido porque não altera o gosto e o sabor, como o cobre.A concentração a vácuo fornece uma geléia bem superior (aspecto, aroma, valornutritivo) àquela feita na pressão atmosférica (tachos abertos).
A determinação do ponto é feita de diversas maneiras práticas ou com aparelhos. O uso do refratômetro é mais aconselhado, podendo-se fazer uma leituradireta ou então encontrar o índice de refração e daí procurar o teor correspondentede sólidos solúveis. Uma concentração de 65 a 75% de sólidos totais depois doresfriamento é a desejável. Poderemos também encontrar este ponto pela deteffiÚnação do ponto de ebulição do líquido que, no momento da fonnação de gel,deverá e~tar entre 104° a 105°C, tomado ao nível do mar, (decresce 10C para cada250 metros de altitude). Esta temperatura corresponde à concentração anteriorem sólidos solúveis.
O acondicionamento é feito nonnalmente em vidros, não havendo necessidade de tratamento téffiÚco (pasteurização) quando o enchimento for feitoa quente (em torno de 8~C),
3.2 - Doces em Massa
É o produto obtido pelo cozimento da polpa da fruta com açúcar até alcançar uma consistência ou ponto tal que, ao esfriar, gelatinize.
Poderemos elaborar doces de qualquer fruta, se bem que algumas se prestemmais que outras, principalmente por causa das substâncias pécticas presentes. Éuma fonna de conservação bastante popular no Brasil, destacando·se a manne·lada, bananada, pessegada, goiabada, etc..
Podem ser embalados em papel celofane e caixas de madeira, tendo, nestecaso, uma duração temporária (em tomo de 60 a 90 dias). O acondicionamentoem latas é mais comum por causa do tempo de conservação que é bem superior.
Em linhas gerais, o processamento é o mesmo que o das geléias.
3.3 - Frutas em Conserva (Compota)
É um sistema de conservação de frutas que se desenvolveu bastante nas últi·mas décadas no Brasil. Consiste na adição de um xarope (em torno de 40° Brix)à fruta previamente preparada.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 241
Pêssego, figo, abacaxi e goiaba são exemplos de frutas conservadas destamaneira. Após o acondicionamento, o produto é tratado pelo processo de apertização.
O processamento varia conforme a matéria-prima, porém, de um modogeral, temos:
recebimento da matéria-prima,limpeza do material,seleção da matéria-prima,descascamento dos frutos para enlatamento,branqueamento,acondicionamento em latas ou vidros,adição de xarope,exaustão,recravação,tratamento térmico,resfriamento,armazenamento.
3.4 - Frutas Cristalizadas e Glaceadas
As frutas cristalizadas são preparadas por banhos e cozimentos em xaropesde concentração cada vez maior. Por exemplo, começa-se com 25 - 30% de açúcares, acabando com 70% ou mais. Após a introdução parcelada de açúcar, levamoso produto para secar em temperaturas de 40 - 50°C durante vários dias, até aformação de cristais na superfície. Uma proporção de glicose no xarope é aconse·lhada para tornar as frutas tenras e translúcidas. São acondicionadas em plástico,caixas de madeira ou lata, não havendo necessidade de fechamento herméticonem esterilização.
As frutas glaceadas ou confeitos diferem das anteriores apenas pelo aspecto:em vez de cristais, são cobertas por camada semitransparente de açúcar.
BIBLIOGRAFIA
(1) Cruess, W. V. - Produtos Industriais de Frutas e Hortaliças. Vol. I. Tradução de Tavares, H. A. Edgard Blücher, 1973.
(2) Bergeret. G. - Conservas vegetables: frutas y hortalizas. Salvat Editores, S.A., 1953.
(3) Borges, J. M. - Práticas de Tecnologia Rural. Universidade Rural do Estado de MinasGerais. Viçosa, M. G., 1964.

242 ALTANIR JAIME GAVA
(4) Borgstrom, G. - Principies of Food Science. Vol. I. Food Technology and Biochemistry.The Macmillan Company, 1968.
(5) Desrosier. N. W. - Conservación de alimentos. Compaiiia Editorial Continental, S.A.,1964.
(6) Doesburg, J. J. - Pectic substances in fresh and preserved fruits and vegetabels. Institutefor Research on Storage and Processing of Horticultural Products. Wageningen,The etherlands, 1965.
(7) Franco, E. - Industria delIe conserve. Editore Verico Hoepli, 1946.
(8) Luh. B. S. e Gava, A. J. - Pectic enzymes in VF 145-7879 tomatoes at differentmaturity leveis. Universidade da Califórnia, Davis (EUA), 1969.
(9) Meyer, L. H. - Food Chemistry. Reinhold Book Corporation, 1968.
(10) Sunkist Growers - Preservers. California Fruit Growers Exchangers. Ontario, Califórnia,EUA,1964.
4 - CONSERVAÇÃO DE ALIMENTOS POR FERMENTAÇÕES.
A assimilação e a desassimilação ocorrem em qualquer ser vivo. a assImIlação, determinadas substâncias, com certa quantidade de energia, formam compostos de pesos moleculares mais elevados, enquanto que, na desassimilação, os compostos de peso molecular mais elevado formam outros de pesos moleculares menores, libertando uma quantidade de energia diretamente proporcional ao grau dedecomposição. A fermentação e a respiração são formas de desassimilação. Narespiração, o fornecimento contínuo de oxigênio irá decompor o composto orgânico até gás carbônico e água. a fermentação essa decomposição é parcial, coma produção ho final de uma determinada substância (álcool, ácido, etc.), gás carbônico, etc. A energia liberada na respiração é superior à da fermentação porquena respiração temos uma decomposição total e na fermentação uma decomposiçãoparcial.
Sob o ponto de vista bioquímico, dá-se o nome de fermentações às trocas oudecomposições químicas produzidas nos substratos orgânicos mediante a atividadede microrganismos vivos. Assim, teremos muitas classes de fermentações, dependendo dos tipos de organismos que as produzem e dos substratos.
A palavra fermentação tem sofrido várias interpretações ao longo do tempo.Segundo a origem, a palavra fermentação (fermentare = ferver) significa simplesmente uma ligeira condição de ebulição e foi empregada primeiro na produção devinhos. A liberação de gás carbônico ocasiona uma movimentação violenta, suficiente para dar a impressão de um líquido fervendo. Depois que Gay-Lussac estudou o problema, trocou-se o significado da palavra, entendendo-se por fermentaçãoa cisão do açúcar em álcool e gás carbônico. Com o aumento dos conhecimentospelas investigações de Pasteur a respeito das causas destas trocas na natureza da

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 243
matéria em fennentação, associou-se a palavra aos microrganismos e depois àsenzimas.
Antigamente, a fennentação estava associada aos hidratos de carbono, porém,hoje em dia, a putrefação, decomposição de material protéico, é considerada comoum tipo especial de fennentação.
Nem o desprendimento de gás nem a presença da célula viva são consideradoshoje como critérios essenciais de fennentação.
Hoje em dia, no amplo sentido em que se emprega a palavra, pode-se defmirfennentação como um processo onde existem trocas químicas em um substratoorgânico pela ação das enzimas elaboradas por certos tipos de microrganismo~.
As fennentações podem ser classificadas pelo material a fennentar, peloproduto da fennentação ou pelo agente de fennentação.
Quanto o material a fermentar, temos:açúcares,celulose,pectina,albumina, etc.
Quanto ao produto de fermentação, temos:alcoólica,acétíca,lática,propiônica,butírica,vitaminas (riboflavina, cobalarnina, ergosterol),antibióticos (penicilina, estreptomicina, clorafenicol),glicerina,cítrica,acetona, butanol, etc.
Quanto ao agente de fermentação, temos:provocadas por leveduras (alcoólica, glicerina, riboflavina, ergosterol),provocadas por bactérias (lática, acética, cobalarnina, propiônica, acetonabutanol, etc.),provocadas por mofos (cítrica, antibióticos, glucônica).
Destas fennentações, são particularmente importantes para nós a alcoólica, aacética e a lática. Os produtos fmais serão álcool, ácido acético, ácido lático, etc.,que atuam desfavorecendo o crescimento de certos microrganismos. Em certos tiposespeciais de fennentação lática, adiciona-se cloreto de sódio, que também será umfator negativo no crescimento da maioria dos microrganismos.
4.1. - Os Microrganismos como Seres Vivos
Em todas as partes do planeta onde é possível a existência de vida, nota-seum predomínio populacional dos microrganismos, vivendo em fonna ativa ou

244 ALTANIR JAIME GAVA
passiva. Realmente, são eles os responsáveis pela decomposição dos produtosfotossintéticos. Existe uma competição direta entre os microrganismos e os outrosseres vivos na utilização de energia necessária ao processo vital. Portanto, desde queas condições são favoráveis, encontraremos uma atividade microbiana.
O homem deve competir com todas as outras entidades vivas na utilizaçãodos alimentos e, para isto, deve interferir nos processos naturais. Com o passardos tempos e o conseqüente desenvolvimento da Ciência, o homem conseguiumétodos de conservação de alimentos. Um deles é baseado no estímulo de crescimento de certos organismos desejáveis que criarão condições desfavoráveis paraoutros microrganismos. Ainda que os microrganismos tenham sido identificadoshá um século apenas, a fabricação de vinhos e de pão, a elaboração de queijos e asalga dos alimentos eram praticados há mais de 4.000 anos.
Portanto, nem todos os microrganismos são maléficos ao alimento, algunssão bastante desejáveis e inclusive utilizados como mecanismos de conservaçãode certos tipos de alimentos.
4.2 - Controle das Fermentaçôes
Os microrganismos, ao contaminarem um alimento, poderão alterá-lo quandoencontrarem condições favoráveis para o seu crescimento. O controle destas condições evitará o desenvolvimento microbiano indesejável. Por outro lado, pelo con·trole destas condições, poderemos estimular o desenvolvimento de microrganismosresponsáveis por fermentações desejáveis.
Como meios mais importantes para este controle temos:
4.2.1 - Valor do pH
A maioria dos alimentos consumidos em estado natural pelo homem é dealimentos ácidos. As frutas possuem um pH que vai de 3,0 a 4,5, enquanto quenas hortaliças o pH vai de 4,6 a 6,5. O leite tem um pH próximo ao valor 6,4,enquanto que a carne, depois de alguns dias, tem pH 6,0.
Como as fermentações mais importantes serão alcoólica e a oxidante (formação de ácidos), o crescimento será controlado pela acidez no meio. As leveduras emofos dominarão rapidamente em frutas ou sucos de frutas. Em carnes, as levedurassão menos ativas do que as bactérias, enquanto que no leite a fermentação ácida éestabelecida em poucas horas.
4.2.2 - Fonte de energia
Parece que os microrganismos atacam primeiro os hidratos de carbono, depoisas proteínas e gorduras. Entre os carboidratos, aqueles rapidamente solúveis influen·

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 245
ciarão a população microbiana. O leite é facilmente fermentado porque a lactose éum açúcar simples. Porém, para a maioria dos alimentos, a fonte energética não éum fator limitante de microrganismos.
4.2.3 - Disponibilidade de oxigênio
O oxigênio é um fator que limita bastante o crescimento microbiano. As leveduras, na presença de excesso de oxigênio, terão uma função multiplicativa de suascélulas, enquanto que, na ausência (ou pouca quantidade) de oxigênio, terão umaatividade fermentativa, com a produção de álcool.
Como os mofos são aeróbios, o seu controle é facilmente feito pela ausênciade oxigênio. Na população bacteriana, o crescimento de certos tipos poderá serevitado pelo uso ou não de oxigênio.
Limitado Ilimitado
Figura 66 - Atividade das leveduras em função do oxigênio disponível
4.2.4 - Temperatura
Cada grupo de microrganismos possui uma temperatura ótima de crescimentoe, portanto, a temperatura do substrato será um controle positivo do crescimentomicrobiano. Pelo controle da temperatura estaremos favorecendo o desenvolvimento dos microrganismos necessários para ocasionar uma determinada fermentação. Assim, as leveduras alco{)licas trabalham bem numa determinada temperatura, ou seja, entre 26° e 32°C, as bactérias acéticas preferem trabalhar em temperaturas de 34° a 36°C, as bactérias láticas que trabalham na elaboração de leitesfermentados (iogurte) preferem temperaturas em torno de 45°C, e assim pordiante.

246
4.2.5 - Ação do cloreto de sódio
ALTANIR JAIME GAVA
o sal de cozinha (cloreto de sódio), dependendo da sua concentração, éantisséptico para a maioria dos microrganismos e, por isso, é um bom agenteconservador de alimentos.
O sal adicionado ao substrato alimentício limita a quantidade de água disponível, podendo inclusive desidratar o protoplasma da célula microbiana e ocorrera plasmólise. Assim, nesses substratos salgados, se desenvolverão apenas aquelesmicrorganismos que possuem atividade aquosa (aa) baixa, detacando-se as bactérias halomicas (que vivem em concentrações alias de sal).
Muitas bactérias láticas conseguem viver em determinadas concentrações desal, produzindo ácido lático, que também será antisséptico para os microrganismosresponsáveis pelas alterações dos alimentos. Portanto, em certas fermentações láticas (picles, chucrutes, azeitonas), o sal e o ácido lático são os responsáveis pelaconservação destes alimentos.
Na prática, a concentração de sal é dada em graus salômetros, correspondendo loo° salômetros a uma solução 26,5% de sal (solução saturada de cloretode sódio).
4.3 - Fermentação Alcoólica
É um processo que resulta na transformação de açúcares solúveis em etanol,como produto principal.
enzimas----> 2CH3 . CH2 - OH + 2C02
Essa transformação da glucose (ou outro monossacarídeo) em duas moléculasde álcool e gás carbônico é feita graças à presença de certas enzimas elaboradas porleveduras. Entre as leveduras mais utilizadas na fermentação alcoólica temos Saccharomyces cerevisiae, usada em panificação, cervejaria, destilaria, etc. e Saccharomyces cerevisiae vaI. ellipsoideus, usada na elaboração de vinhos e S. carlsbergensis,em cervejaria. Essas leveduras, além de outras enzimas, elaboram a invertase,responsável pela transformação da sacarose em uma molécula de glucose e uma defrutose.
invertase---->2C6 H I2 0 6
As leveduras não produzem amilases ou outras enzimas capazes de decomporaçúcares complexos (amido, celulose, etc.). Neste caso, necessitamos transformaro amido em açúcares diretamente fermentáveis (pelas leveduras), chamando aesse processo de transformação de sacarificação. Essa sacarificação poderá serfeita pelo uso de ácidos diluídos (clorídrico, sulfúrico), por enzimas ou pelospróprios microrganismos. O amido será transformado em maltose, que pela açãodas leveduras produzirá álcool etl1ico.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 247
o mosto (líquido açucarado apto a fermentar) deverá ter uma certa concentração de açúcares (16° a 20° Brix) e componentes nutritivos, necessários ao crescimento das leveduras.
Durante o processo fermentativo, devemos procurar manter um pH próximodo valor 4,5 e a temperatura ao redor de 28°C, fatores ótimos para o crescimentodo Saccharomyces cerevisiae.
No início· da fermentação é comum a adição ao mosto do pé-de-cuba, quenada mais é do que um cultivo de leveduras selecionadas que facilmente dominarãoo meio por causa do fator quantidade.
O rendimento teórico da fermentação alcoólica é facilmente calculado pelareação dada inicialmente:
C6 H12 0 6 -----) 2C2 Hs - OH + 2C02
180 g glucose ) 92 g álcool
Cada 100 g de glucose fornece 51,1 g de álcool ou 64,6 rnl de álcool (densidade igual a 0,79). Porém, nem todo o açúcar é transformado em álcool. Uma parteé usada para a formação de células de leveduras, outra na formação de glicerina,ácido succÍnico e outros produtos secundários, etc. Praticamente consideramosque 1° Brix fornece 0,5° G. L. de álcool.
A fermentação alcoólica é usada na elaboração das bebidas alcoólicas, entreas quais temos as fermentadas (vinhos e cervejas) e as fermento-destiladas (aguardentes, rum, uísque, vodca, gim, etc.).
4.4 - Fermentação Acética
Vinagre é um preparado com uso na alimentação feito à base de ácido acético, obtido por fermentação.
A reação básica é a oxidação do álcool etl1ico para ácido acético, feita porcertas bactérias chamadas de bactérias acéticas.
[O]--->CH3 . COOHbactériasacéticas
Entre os agentes de acetificação mais importantes temos várias espécies deAcetobacter e Gluconobacter. São várias espécies acéticas que podem oxidar oálcool a ácido acético, porém muitas delas podem também oxidar o ácido acé·tico a gás carbônico e água, o que é indesejável na produção de vinagre. Temosnotado nas vinagreiras do Setor Fábrica-Piloto do Departamento de Tecnologiade Alimentos que as bactérias acéticas começam a decompor o ácido acético quan·do o teor alcoólico se aproxima de 0,2%.

A. aceti subsp. xilinum é uma bactéria acética que poderá obstruir os geradores de vinagre quando dominar o meio, por causa da massa mucilaginosa formada. Ela dominará quando a solução hidro-alcoólica circulante é de baixa acidez,(4 a 6%).
Basicamente, temos dois processos de fabricação de vinagre: o método rápidoou alemão e o método lento ou orleanês. O método orleanês é usado na fabricaçãode vinagre de vinho (uva) ou de outras frutas. O suco de fruta é fermentado alcoólicamente e depois aceticamente. Dará um produto de boa qualidade que, para serconsumido, deverá ter, no mínimo, 4,0% de ácido acético (legislação brasileira).O método rápido é usado para fabricação de vinagre de álcool, de qualidade inferior ao do vinho, e que necessita ter, no mínimo, 6% de acidez para ser consumido. É o sistema utilizado nas vinagreiras da UFRRJ.
O Departamento de Tecnologia de Alimentos tem 4 geradores do tipoSchutzembach, que recebem um líquido movimentado automaticamente pelosistema Frings. Cada gerador, de formato cilíndrico, possui suporte (fitas demadeira) para as bactérias. O oxigênio tem um movimento ascendente, enquantoque o líquido alcoólico descendente. O líquido circulante, ao passar várias vezespelo suporte, terá o seu álcool transformado em ácido acético.
De início, preparamos uma solução hidro-alcoólica a 10% que recebe umasolução nutritiva (fosfato de amônio, fosfato de potássio, lêvedo de cerveja, melaço,etc.), necessária ao crescimento das bactérias acetificantes. Depois de um certotempo (três dias) todo o álcool é transformado em ácido acético e o vinagre estarápronto.
A figura 67 mostra um gerador Schutzembach, onde:
248 ALTANIR JAIME GAVA
I} alimentação,2) sistema de distribuição,3) termômetro,4) compartimento de acetificação para receber suporte da bactéria, podendo ser
"cavaco" de madeira, bagaço de cana, sabugo de milho, etc.,5) fundo falso inferior,6) depósito,7) entrada de ar,8) torneira de saída do líquido que senão estiver todo acetificado deverá retornar
ao alto do gerador.
O sistema Schutzembach tem sido substituído por sistemas mais eficientesde produção de vinagre, dando melhor rendimento industrial.
No rendimento teórico temos que 46 g de álcool fornecem 60 g de ácidoacético. Fazendo os devidos cálculos, teremos a produção de 15 litros de vinagrea 6% partindo de 1 litro de álcool 96° G. L. Porém, o rendimento prático é umpouco menor do que o teórico, sendo no nosso caso da ordem cie 80%.

4
r:-- 1
PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
Figura 67 - Gerador de vinagre tipo Schutzembach (Cortesia do Or. R. Vaughn).
4.5 - Fennentação tática
249
A preservação de alimentos por fermentação lática foi um dos mais importantes métodos de preservação de alimentos há centenas de anos atrás. Até o desen·volvimento da indústria de enlatados e o aparecimento dos processos de refrigeração há 150 anos, a fermentação lática e a secagem ao sol constituíam os melho·res métodos de preservação de alimentos. Entretanto, com o advento da indústriade conservas, houve uma modificação nos hábitos alimentares. Agora, os alimentos(vegetais) obtidos por fermentação lática são usados na alimentação com a funçãode condimentos.
Os mais importantes produtos de origem vegetal, obtidos, total, ou parcialmente, por fermentação lática são picles, chucrute e azeitonas. No Brasil a fabri·cação destes produtos não é de grande importância. Na região sul do país sãoestes produtos mais aceitos do que em outras regiões, principalI!tente por causa dapopulação de descendência germânica.
A fermentação lática do leite, encontrada na elaboração de manteigas, queijos e leites fermentados, não será por nós incluída no presente tópico.

250
4.5.1 - Picles
ALTANIR JAIME GAVA
o pepino, a cebolinha e a couve-flor são os produtos vegetais mais usadosna elaboração de picles. O verdadeiro picles é aquele obtido por fermentaçãolática do vegetal submerso na salmoura de concentração desejada. Esta fermentaçãoé provocada por bactérias láticas, principalmente dos gêneros Lactobacillus eLeuconostoc, que transformam os carboidratos do vegetal em ácido lático.
Existem dois processos principais na fabricação de picles de pepinos: o piclesfermentado em salmoura, do qual pode ser obtida a maioria dos tipos conhecidoscomo picles azedo, doce, em endro, misto, etc., e o processo de fermentação dospepinos numa salmoura aromatizada.
Atualmente no Sul do Brasil está se difundindo um tipo de produto obtidopela adição de vinagre sem ocorrência de fermentação e, portanto, não é picles.
Primeiramente, os pepinos sofrem uma fermentação em salmoura, para depoisreceberem diversos tratamentos que originarão os tipos azedo, doce, misto, etc.
A fermentação é conduzida em tanques que recebem uma salmoura de40° salômetros (10% de sal), mantida de 4 a 6 semanas. A seguir, a concentraçãoé gradativamente aumentada e mantida a 60° salômetros (15%).
Os pepinos ~m salmoura sofrem uma fermentação lática natural que seinicia com lentidão, estando no auge após três ou quatro dias. A evolução dosgases é uma das primeiras manifestações visuais de fermentação e, com a atividademicrobiana, outras indicações se fazem notar, como a turvação e efervescência dasalmoura.
As mudanças químicas que ocorrem nos pepinos são típicas de uma fermentação mista. Bactérias, leveduras e, às vezes, mofos, são responsáveis pela con·versão das substâncias fermentáveis presentes nos pepinos em gases, ácidos ·voláteise não voláteis e traços de outros produtos finais.
Deseja-se a transformação das substâncias fermentáveis em ácido lático,produzida pelas bactérias láticas, embora outras, como as coliforme's, possamproduzi·la no estado inicial da fermentação. O ácido lático é formado numa concentração que varia de 0,5 a 1%.
A fermentação pode ser dividida em 3 fases, de acordo com o tipo predominante de população microbiana. Na primeira fase, é grande a população debactérias, leveduras e mofos, que se encontra distribuída no meio. A duraçãodesse' período é de 2, ou 3 ou no máximo 7 dias, durante os quais o número debactérias' láticas cresce rapidamente, decrescendo as indesejáveis. Observa-se umacréscimo da acidez e diminuição correspondente do pH da salmoura. É a fasemais importante e crítica do processo, porquanto microrganismos indesejáveis,em condições adequadas, podem multiplicar-se e assim prejudicar a qualidadedo produto.
Na segunda fase (intermediária) predominam os gêneros Leuconostoce Lactobacillus, estando as leveduras presentes em número insignificante. A acideztotal cresce e o pH decresce. A duração de tempo é variável, verificando-se umpredomínio de Leuconostoc.

Na terceira fase (final), com o acréscimo da acidez, haverá predomínio dogênero Lactobacillus, terminando o processo quando a acidez total atÚ)gir de0,5 a 1% em ácido lático. Na tabela 23 poderemos verificar as bactérias predominantes nos 3 estágios da fennentação.
Tabela 23 - Bactérias predominantes nos estágios da fennentação lática
Estudos feitos em Campinas (ITAL) mostraram que o picles feito por fennentação descontrolada fornecia um máximo de 0,33% de ácido lático, sendo necessário, para aumentar esse teor, o uso de bactérias láticas selecionadas como, porexemplo, Lactobacillus plantarum (6).
Após a fennentação, os pepinos recebem alguns tratamentos entre os quaisvárias lavagens e, a seguir, são usados para o preparo dos picles específicos.
O picles azedo recebe vinagre com 4% a 5% de acidez, deve, depois dastrocas, ser mantido com teor acético próximo a 3%.
O picles doce recebe um vinagre doce, isto é, um vinagre que recebeu umaquantidade determinada de açúcar.
Os picles fermentados com aromatizantes são preparados numa salmouradiluída com endro (uma espécie vegetal) e outras plantas aromatizantes.
PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
FASE
Inicial
Intennediária
Final
BACTíRIAS
Enterobacter aerogenes
Escherichia intermedium
Bacillus mesentericus
Bacillus macerans
Leuconostoc mesenteroideus
Lactobacillus plantarum
Lactobacillus brevis
Lactobacillus plantarum
Lactobacillus brevis
Lactobacillus fermenti
251
4.5.2 - Chucrute
É um produto de sabor característico, obtido por fennentação completa,principalmente lática, de repolho devidamente preparado (triturado) na presençade 2 a 3% de sal. É o "sauerkraut", muito apreciado pelos povos de língua gennânica.

252 ALTANIR JAIME GAVA
A fennentaçãQ lática se .desenvolve de maneira bastante semelhante ao casoanterior (picles), havendo um predomínio inicial do gênero Leuconostoc que,no fmal da fennentação, passa ao gênero Lactobacillus.
O teor de ácido lático, no fmal, varia de 1 a 2%.
4.5.3 - Azeitona
A azeitona, fruto da oliveira, era totalmente importada pelo Brasil porémhoje em dia, esta cultura tem se difundido bastante, principalmente no Estadodo Rio Grande do Sul.
A azeitona pode ser processada em estado verde ou maduro, sendo o primeiromais comum. A colheita é feita quando os frutos adquirem o tamanho máximocaracterístico de cada variedade. Nesta fase, as azeitonas, de modo geral, são decoloração verde menos intensa ou verde-clara amarelada, com polpa de consistênciamédia.
Um tratamento com soda 1 a 2% é sempre feito com a fmalidade de eliminaro amargo produzido por um glicosídeo, a oleuropeína. Pára-se este tratamentoquando a solução de soda atingir 2/3 de profundidade na polpa, o que é facilmenteverificado pela variação de cor. Várias lavagens eliminarão total ou parcialmente osresíduos de soda nos frutos, confonne o processo escolhido.
A seguir, são fennentadas de maneiras diversas, confonne o processo utilizado. Entre os processos industriais destacam-se o espanhol, o grego e o californiano. De uma maneira geral podemos dizer que os frutos são colocados em tanquesde madeira ou barricas que contêm salmoura com concentração próxima a 9%. Estacairá para 3,5 a 4% e deverá ser corrigida para 6,5%, que será mantida durante operíodo de fennentação (4).
No Rio Grande do Sul, o fruto é colhido em abril, passando-se a fennentaçãodurante o inverno.
O pH que inicialmente era igual a 6 (por causa da soda residual, principalmente) passa para o valor 3 no final do processo (4).
A flora microbiana predominante dependerá da fase da fennentação, confonne nos casos anteriores, destacando-se Lactobacillus púmtarum, L. brevis eLeuconostoc mesenteroideus, como agentes láticos.
O teor de ácido lático no fmal da fennentação aproxima-se de 1,5%.Concluída a fennentação lática, são as azeitonas acondicionadas em reci
pientes apropriados, estando prontas para serem consumidas. Muitas vezes usa-sepasteurizar o produto fmal (82°C) para auxiliar na sua conservação.
BIBLIOGRAFIA
(1) Baeta Neves, L. N. - Tecnologia da Fabricação do álcool. São Paulo, 1938.
(2) Desrosier, N. W. - Conservación de Alimentos Editorial Continental, S.A., 1964.

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS
(3) Frazier, w. C. - Microbiologia de los Alimentos. Editorial Acribia, 1962.
253
(4) Furtado, D. de et alii - Azeitonas em conserva. Faculdade de Agronomia e Veterináriada URGS. Porto Alegre, RS, 1964.
(5) Martelli, H. L. - Microbiologia Industrial. Escola Nacional de Química, Rio de Janeiro,1960.
(6) Menezes, T. T. B. - Fabricação de Picles. Centro Tropical de Pesquisas e Tecnologiade Alimentos. Campinas. SP. (sem data).
(7) Prescott, S. C. e Dunn, C. G. - Microbiologia Industrial Aguilar, 1962.
(8) Valsechi, Otavio - Aguardente de Cana-de-açúcar. ESALQ, Piracicaba, SP, 1960.
5 - CONSERVAÇÃO DE ALIMENTOS PELO USO DE ADITIVOS
A adição de produtos químicos aos alimentos não é um processo moderno desua conservação. O homem pré-histórico, com a descoberta do fogo, criou oprocesso de defumação, usado até hoje na preservação de certos alimentos. Depois,ele aprendeu a utilizar sal na conservação de carnes, condimentos para melhorar·apalatabilidade de certos alimentos e a realizar fermentações de produtos vegetais eanimais.
Hoje em dia, graças aos grandes avanços da indústria química, a indústria alimentícia tem-se beneficiado de novas substâncias que são adicionadas ao alimentopara conservar, melhorar a cor, o aroma, a textura, e, inclusive, torná-lo maisnutritivo.
O conceito de aditivo de alimentos é bastante variável de país para país. Umadeterminada substância poderá ser utilizada como aditivo por um país e ter seu usoproibido no país vizinho. Isso acarreta problemas, principalmente no comércio deexportação. Uma necessidade de unificação mundial tornou-se necessária, e, em1962, sob os auspícios das Nações Unidas através da FAOjOMS, foi criada aComissão do Código Alimentar ("Codex Alimentarius Comission") com o objetivode desenvolver padrões para alimentos em caráter internacional e regional.
A FAO defme aditivo de alimento como "uma substância não nutritivaadicionada intencionalmente ao alimento, geralmente em quantidades pequenas para melhorar a aparência, sabor, textura e propriedades de armazenamento". Assubstâncias adicionadas principalmente com a fmalidade de aumentar o valornutritivo, tais como vitaminas e sais minerais, não são consideradas como aditivos,porém, reconhece-se que, em certos casos, as substâncias químicas adicionadas paramelhorar a qualidade do alimento ou com outro propósito qualquer, poderá aumentar o seu valor nutritivo.

Nos Estados Unidos da América do Norte, o "Food Protection Committee"da Academia Nacional de Ciências defme aditivos como substâncias ou misturas desubstâncias, que não o produto alimentício em si, presentes nos alimentos como resultado dos meios de produção, processamento, empacotamento e annazenamento.
O uso de aditivo como vantagem para o consumidor pode ser tecnologicamente justificado desde que sirva a um dos seguintes propósitos:a) aumentar o valor nutritivo do alimento;b) aumentar a sua conservação ou a estabilidade, com resultante redução nas perdas
de alimentos;c) tomar o alimento mais atrativo ao consumidor, porém sem levá·lo a uma
confusão;d) fornecer condições essenciais ao processamento do alimento.
Entretanto, o uso de aditivos não é justificável e não é pennitido nas seguintessituações (lI):1) quando houver evidência ou suspeita de que o mesmo possui toxicidade real ou
potencial;2) quando interferir sensível e desfavoravelmente no valor nutritivo do alimento;3) quando servir para encobrir falhas no processamento e nas técnicas de manipu-
lação do alimento;4) quando encobrir alteração na matéria-prima do produto já elaborado;5) quando induzir o consumidor a erro, engano ou confusão;6) quando não satisfizer a legislação de aditivos em alimentos.
Toma-se oportuno, neste momento, relembrar que todo alimento é constituído por uma mistura de substâncias químicas muitas vezes sem valor nutritivo, oupor substâncias que poderão ser tóxicas quando ingeridas em quantidades maioresque as recomendadas. Café e cacau, por exemplo, contêm cafeína e teobromina,substâncias de conhecido efeito farmacológico. Muitos compostos de arsênio e outros metais tóxicos são encontrados em alguns alimentos (5). Mesmo a água e o salde cozinha poderão ocasionar problemas quando consumidos em grandes quan·tidades.
Cada país possui a sua própria legislação sobre aditivos de alimentos. A legislação governamental sobre o controle de aditivos em alimentos será, entretanto, inútil, a menos que as leis sejam impostas e controladas. Inspetores de alimentos treinados, laboratórios bem equipados para o controle dos alimentos e métodos analíticos dignos de confiança, são alguns dos pontos mais necessários.
254 ALTANIR JAIME GAVA
5.1 - Legislação Brasileira
No Brasil, o uso de aditivos para alimentos é regulamentado pelos Decretosn~_ 55.871, de 26 de março de 1965 e atualizado em 16 de maio de 1971 e ne:>63.526, de 4 de abril de 1968 e por resoluções da CNNPA. O Decreto-Lei ne:>986, de 21 de outubro de 1969, instituiu as "Nonnas básicas sobre alimentos". A"Comissão Nacional de Normas e Padrões para Alimentos" (C.N.N.P.A.),com funcionamento 'na Avenida Brasil n? 4.036, Rio de Janeiro, é o órgão supremo nos problemas referentes a aditivos de alimentos.

PRINC,"PIOS DE TECNOLOGIA DE ALIMENTOS 255
o Decreto n<? 73.267, de 6/12/1973, passa ao Ministério da Agricultura aresponsabilidade de executar o registro, classificação, padronização, controle,inspeção e fiscalização de bebidas. Atualmente, o órgão. do Ministério encaregado éo Departamento Nacional de Serviços de Comercialização (DNSC).
O emprego de novos aditivos, na forma da legislação vigente, dependerá daapresentação de literatura técnico-científica à CNNPA, onde fiquem demons·trados (12):a) fmalidade do uso do aditivo;b) relação dos alimentos em que vai ser incorporado;c) natureza química do aditivo e suas propriedades;d) resultados de ensaios efetuados em que se comprove ser o aditivo inócuo para
o consumidor, na quantidade a ser utilizada;e) especificações de identidade e pureza do aditivo;f) método analítico para identificar e dosar o aditivo no alimento.
A avaliação do aditivo é feita pela CNNPA com base no protocolo adotadopelo Comitê Misto FAO/OMS de Peritos em Aditivos Alimentares, envolvendo (12):1) especificações físicas e químicas do aditivo, de modo a permitir sua identificação
e dosagem no alimento ao qual seja ajuntado e a comprovação da sua pureza;2) avaliação toxicológica envolvendo ensaios que permitem fIxar:
2.1) Toxicidade aguda, produzida quando o material é administrado em doseúnica, objetivando fIxar o DLs o, isto é, aquela dose capaz de matar mais de 50%da espécie animal ensaiada. são usadas três espécies de animais, uma das quaisnão roedor, levando o ensaio de 2 a 4 semanas.2.2) Toxicidade subaguda, produzida pelo material ensaiado quando administrado em doses repetidas, diariamente, durante um período equivalente a 10%da vida provável da espécie ensaiada (90 dias para ratos e 1 ano para cães).São usadas duas espécies animais, uma delas não roedor.2.3) Toxicidade crônica, produzida pelo material ensaiado quando administrado em doses repetidas, diariamente, por um longo período de tempo (equiva lente a pelo menos 50% da vida provável da espécie ensaiada: camundongos, 1ano; ratos, 2 anos e cães, 5 anos). São efetuados estudos sobre a reprodução ea prole, efeitos mutagênicos e teratogênicos, estudos sobre metabolismo doaditivo, etc.
A autorização do emprego de aditivos deve ser encarada sob dois aspectos:a) avaliação toxicológica do aditivo, eb) necessidade de ordem tecnológica.
O Decreto n? 55.871 defme aditivo para alimento a substância intencionalmente adicionada ao mesmo, com a fmalidade de conservar, intensificar ou modificar suas propriedades, desde que não prejudique seu valor nutritivo. O Decreto-Lei n? 986 considera aditivo intencional toda substância ou mistura de substâncias, dotadas ou não de valor nutritivo, ajuntadas ao alimento com a fInalidade de impedir alterações, manter, conferir ou intensifIcar seu aroma, cor e sabor,modificar ou manter seu estado físico geral, ou exercer qualquer ação exigidapara uma boa tecnologia de fabricação do alimento. Aditivo incidental é toda

256 ALTANIR JAIME GAVA
substância residual ou migrada, presente no alimento em decorrência dos tratamentos a que tenham sido submetidos a matéria-prima alimentar e o alimento"in natura" e do contato do alimento com os artigos e utensl1ios empregadosnas suas diversas fase de fabrico, manipulação, embalagem, estocagem, transporteou venda.
A legislação brasileira considera as seguintes classes de aditivos para usoalimentar:
1) corante: a substância que confere ou intensifica a cor dos alimentos;2) aromatizante: a substância ou mistura de substâncias, possuidoras de pro·
priedades odoríferas e/ou sápidas, capazes de conferir ou intensificar oaroma e/ou sabor dos alimentos, incluídas as bebidas;
3) conservador: a substância que impede ou retarda a alteração dos alimentosprovocada por microrganismos ou enzimas;
4) antioxidante: a substância que retarda o aparecimento de alteração oxidativanos alimentos;
5) estabilizante: a substância que favorece e mantém as características físicasdas emulsões e suspensões;
6) espumífero e antiespumífero: a substância que modifica a tensão superficialdos alimentos líquidos;
7) espessante: a substância capaz de aumentar, nos alimentos, a viscosidade desoluções, emulsões e suspensões;
8) edulcorante: a substância orgânica artificial, não glicídica, capaz de conferirsabor doce aos alimentos;
9) umectante: a substância capaz de evitar perda de umidade dos alimentos;10) antiumectante: a substância capaz de reduzir as características higroscópicas
dos alimentos;11) acidulante: a substância capaz de comunicar ou intensificar o gosto acídulo
dos alimentos.
A adição de substâncias reveladoras, indicadoras, suplementares, medica·mentosas e profIláticas aos alimentos terão seu uso e teor regidos por legislaçãoespecífica.
Os alimentos que contiverem aditivos de~erão trazer na rotulagem a indicação dos aditivos utilizados, explicitamente ou em código, a juízo da autori·dade competente, devendo, porém, em ambos os casos, ser mencionada, por extenso, a respectiva -classe.
Determinadas substâncias usadas tradicionalmente como o sal, açúcar, vina·gre, condimentos, fumaça, etc. não são consideradas aditivos e por isso não precisam ser declaradas no rótulo. Nos EUA fazem parte da chamada lista GRAS("generally recognized as safe").

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS
5.2 - Corantes
257
A cor de um alimento tem grande influência na sua aceitação. Deste modo,faz-se mister, na indústria de alimentos, o uso de corantes para restituir, melhorarou padronizar a cor dos produtos alimentícios.
A Resolução n9 44/77 da CNNPA classifica os corantes em corante orgâniconatural, corante orgânico sintético (artificial e idêntico ao natural), corante inorgânico, caramelo e caramelo (processo arri>nia).
O corante orgânico natural é aquele obtido a partir de vegetal ou, eventualmente, de animal, cujo princípio corante tenha sido isolado com o emprego deprocesso tecnológico adequado. Pode ser usado sem limitação da quantidade eo rótulo deve apresentar o código c.I. A legislação permite o uso de cacau, carotenóides, beterraba, antocianinas, urucu, cochonilha e outros, numa série de produtos especificados no Decreto n9 55.871.
O corante orgânico sintético é aquele obtido por síntese orgânica medianteo emprego de processo tecnológico adequado, podendo ser corante artificial (código C.lI), quando o corante orgânico sintético não é encontrado em produtosnaturais e corante orgânico sintético idêntico ao natural (código C.lII) quandosua estrutura química é semelhante à do princípio ativo isolado de corante orgânico natural.
Os carotenóides comerciais estão aqui incluídos e possuem uma coloraçãoque vai do arna.{elo ao alaranjado, sendo usados em massas alimentícias, bolos,margarina, etc.
Os corantes artificiais são permitidos em certos produtos, dentro de certasporcentagens, sendo a maioria com a porcentagem máxima de 0,01 %.
A legislação brasileira permite o uso de:
amarelo ácido ou amarelo sólido (C I. 13015)amarelo crepúsculo (C.I. 15985, F & C yellow n9 6)laranja GGN (C.I. 15980)tartrazina (C.I. 19140, F& C yellow n9 5)azul de indantreno ou azul de alizarina (C.I. 68900)indigotina (C.I. 73015, F & C blue n9 2)eritrosina (C.I. 45430, F & red n9 3)bordeaux S ou amaranto (C.I. 16185, F & C red nQ 2)escarlate GN (C.I. 14815)vermelho sólido E (C.I. 16045)vermelho cochonilha A ou Ponceau 4R (C.I. 16255)citrus red nQ 2azul brilhante (C.I. 42090, F & C blue n9 1)
Caramelo é o corante natural obtido pelo aquecimento de açúcares à temperatura superior ao ponto de fusão (125°C). O caramelo nas bebidas comunica sua.cor característica desde pardo-clara até pardo-escura e, para que seja apropriadopara uso em bebidas carbonatadas, deve ser solúvel nas soluções ácidas. Não temlimite de quantidade e não há necessidade de declaração no rótulo.

258 ALTANIR JAIME GAVA
Corante (processo amônia) é o corante orgânico sintético idêntico ao natural obtido pelo processo amônia, desde que o teor de 4-metil-imidazol não excedano mesmo a" 200 mg/kg.
5.3 - Aromatizantes
o aroma e o sabor são fatores importantes na aceitabilidade dos alimentos.Durante o processamento, geralmente há perda parcial ou total do aroma emmuitos alimentos. A adição de substâncias aromatizantes, visando restituir, melhorar ou realçar o aroma e o sabor dos alimentos, é prática bastante usada econtribui para uma melhor aceitação do produto.
A Resolução n? 22/77; da CNNPA, classifica os aromatizantes em:5.3.1 - aroma natural,5.3.2 - aroma natural reforçado,5.3.3 - aroma reconstituído,5.3.4 - aroma imitação,5.3.5 - aroma artificial.
5.3.1 - Aroma natural
É aquele em cuja elaboração foi feito uso exclusivo de matéria-primaaromatizante natural e/ou produto aromatizante natural.
5.3.2 - Aroma natural reforçado
É aquele em cuja elaboração entre preponderantemente matéria-prima aromatizante natural, produto aromatizante natural, adicionado, em quantidade limi·tada, de substância aromatizante natural ou substância aromatizante idêntica ànatural, existentes no produto cujo aroma se quer reforçar.
5.33 - Aroma reconstituído
É aquele em cuja elaboração entre produto aromatizante natural, substânciaaromatizante natural ou substância aromatizante idêntica à natUral, de modo quesua composição reconstitua o aroma natural correspondente.
5.3.4 - Aroma imitação
É aquele em cuja elaboração foi feito uso de:5.3.4.1 - Substância aromatizante natural e/ou substância aromatizante
idêntica à natural, presente no produto aromatizante natural, cujo aroma e/ou saborpretende imitar, adicionada ou não do produto aromatizante natural correspondente;
5.3.4.2 - Matéria-prima aromatizante natural originária do produto cujoaroma ou sabor pretende imitar, adicionada de produto aromatizante natural,substância aromatizante natural ou substância aromatizante idêntica à natural.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
5.3.5 - Aroma artificial
259
É aquele em cuja elaboração foi utilizada:5.3.5.1 - Substância aromatizante artificial, adicionada ou não de matéria
prima aromatizante natural, produto aromatizante natural, substância aromatizante natural ou de substância aromatizante idêntica à natural;
5.3.5.2 - Substância aromatizante natural ou substância aromatizante idêntica à natural, não ocorrente no aroma que lhe empresta o nome, adicionada ounão de matéria-prima aromatizante natural.
A fun de melhor entender os vários tipos de aromatizantes, é oportunodar a definição segundo a legislação brasileira de matéria-prima aromatizantenatural, produto aromatizante natural, substância aromatizante natural, substânciaaromatizante idêntica à natural e substância aromatizante artificial.
Matéria-prinuz aronuztizante natural é o produto de origem vegetal ou animal,normalmente utilizado na alimentação humana, contendo substâncias odoríferas e/ou sápidas, seja em seu estado natural ou após tratamento adequado, talcomo o de torrefação, aquecimento, fermentação, enzimático, e/ou beneficiamento, compatíveis.
Incluem-se entre as matérias-primas de que trata esse item, os condimentosvegetais e as especiarias.
Produto aronuztizante natural é o produto de composição complexa, obtido dematéria-prima aromatizante natural, através de processos físicos adequados.
Incluem-se entre os produtos aromatizantes naturais os óleos essenciais,as oleorresinas, os bálsamos, os aromas de frutas, os sucos de vegetais, as tinturas, os extratos e os destilados.
O produto aromatizante natural, após a sua obtenção, pode ser separado dealguns de seus componentes, por processos físicos ou químicos adequados, a fun deser purificado, concentrado ou melhorada a sua solubilidade ou estabilidade.
Substância aronuztizante natural, a que é definida quimicamente, extraída dematéria-prima aromatizante natural ou de produto aromatizante natural,por processo adequado.
Somente será considerado processo adequado para o mentol, cineol eanetol, o de cristalização por resfriamento.
Substância aronuztizante idêntica à natural, a definida quimicamente )obtidapor síntese ou outro processo químico adequado, e que apresenta estruturaquímica idêntica à da substância aromatizante natural.
Substância aronuztizante artificial, a deflIÚda quimicamente, não encontradana matéria-primaI aromatizante natural ou no produto aromatizante natural, obtidapor síntese, e cuja inocuidade tenha sido comprovada.

260 ALTANIR JAIME GAVA
A rotulagem dos alimentos adicionados de substâncias destinadas a conferirlhes aroma ou sabor, conterá a menção do aroma ou sabor adicionado, observadoo seguinte critério:
a) Quando o objetivo for o de conferir ao alimento um sabor defmido, a declaraçãoexpressa do aroma adicionado dispensa a indicação da classe e código do aditivo,sendo suficientes as indicações, a seguir:
tratando-se de aroma natural ou natural reforçado "sabor natural de ","sabor de ";
tratando-se de aroma reconstituído "sabor reconstituído de ";
tratando-se de aroma imitação "sabor imitação de ";
tratando-se de aroma artificial "sabor artificial de ".
b) Quando o objetivo for o de reforçar o sabor ou aroma natural já existenteno alimento ou conferir-lhe sabor ou aroma não específico, é dispensável aindicação da classe e código do aditivo, sendo suficientes os dizeres seguintes:
tratando-se de aroma natural "Contém aromatizante natural de ","Contém aromatizante de " ou "Contém aromatizante natural com-posto";
tratando-se de aroma natural reforçado, "Contém aromatizante natural refor-çado de '.';
tratando-se de aroma reconstituído, "Contém aromatizante reconstituídode ";
tratando-se de aroma imitação "Contém aromatizante imitação de ";
tratando-se de aroma artificial "Aromatizado artificialmente".Cabe aqui mencionar algumas palavras sobre a imitação de aromas e refor
çadores de sabor.O campo da síntese de aromas evolui a cada dia que passa com o aperfei
çoamento de técnicas de determinação qualitativa e quantitativa, associadas aotrabalho criativo do pesquisador.
Sabe-se que certas substâncias, como o glutamato de sódio, inosinatos eguanilatos de sódio, contribuem para a melhoria do sabor de certos produtospor mecanismos ainda não bem definidos. Assim, o glutamato de sódio (0,1 a0,3%) reforça o sabor de alimentos contendo alto teor protéico como sopas, carnes, etc.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
5.4 - Conservadores
261
Os conservadores ou preservativos são u,tilizados nos alimentos, visandoevitar a sua deterioração, principalmente aquelas ocasionadas por microorganismos,
Os conservadores permitidos pela legislação brasileira são os seguintes:
ácido benzóico P, Iácido bórico P. 11ésteres do ácido p-hidroxibenzóico P. III
ácido sórbico P. IV
dióxido de enxofre e derivados P. Vnitratos P. VIInitritos P. VIIIpropionatos P. IXácido deidroacético (deidroacetato de sódio) P. X
Só podem ser usados em determinados produtos, sendo a quantidade máximaa ser utilizada prescrita pela legislação vigente. Alguns dos conservadores são encontrados naturalmente nos alimentos. Assim, o queijo do tipo suíço contém ácidopropiônico, efetivo conservador contra certos tipos de microorganismos, o ácidobenzóico é encontrado em certos tipos de cerejas, etc ..
A seguir, será feito um breve comentário dos conservadores mais importantespermitidos pela nossa legislação.
Ácido benzóico e seus sais - O ácido benzóico ocorrre naturalmente em certos tipos de cerejas, ameixa, canela e outros vegetais (lI). Sua ação preservativa é ocasionada pela presença de moléculas não dissociadas, e, como o ácido benzóico possuium pKa = 4,2, conclui-se que ele será mais efetivo em alimentos que tenham umpH não superior ao valor 4. Alguns acham (Wyss, 1948) que os benzoatos podemdestruir as membranas celulares dos microorganismos ou podem competir com ascoenzimas necessárias à ação enzimática. Outros (Bosund, 1959-1960) acreditamque interfiram na formação de compostos energéticos pela utilização de acetatos,necessários ao metabolismo celular (8).
Devido à sua limitada solubilidade em água, geralmente o benzoato de sódioé utilizado. Nossa legislação permite o seu uso na conservação de concentrados defrutas para refrigerantes (0,1%), conservas vegetais (em meio lático e acético- 0,1%), embalagens de queijo fundido (0,2%), margarinas (0,1 %) e sucos de frutas(0,1 %). O DNSC permite, em refrigerantes, o teor máximo de 0,035%.
Ácido bórico - O ácido bórico (H3 B03) possui propriedades preservativas razoáveise pode ser utilizado exclusivamente na conservação de coalho (0,5%). SegundoWyss (1948), o ácido bórico ou seus derivados interferem nas enzimas relacionadascom o metabolismo de compostos fosfóricos (8).

262 ALTANIR JAIME GAVA
Ésteres do ácido para-hidroxibenzóico - Apresentam ação semelhante ao ácidobenzóico e podem ser utilizados em conservas vegetais (meio lático ou acético) naproporção de até 0,1 %.
Ácido sórbico - O ácido sórbico ou seus sais de potássio ou cálcio, são muitoefetivos, principalmente contra crescimento de fungos (fungistático). Em fungos,leveduras e em bactérias com reação positiva de catalase, o ácido sórbico inativaas desidrogenases, enzimas necessárias ao metabolismo de carboidratos e ácidosgraxos. O ácido sórbico (hexadienóico 24) é utilizado em vários produtos, principalmente nos revestimentos de queijos (0,1 %).
Dióxido de enxofre e derivados - O seu efeito de inibição parece ser devido areações com aldeídos no metabolismo (desassimilação) de carboidratos e atravésda redução das ligações S-S em certas enzimas (8).
É o mais versátil dos preservativos para alimentos presentemente em uso.É empregado como gás, ou na forma de sulfito, di ou meta-bissulfitos. Consumido em pequenas quantidades não é tóxico, pois no corpo é facilmente oxidadoa sulfitos, que são excretados. Em concentrações elevadas, é tóxico ao homem econfere odor desagradável aos alimentos. Tem valor também como protetor do ácido ascórbico, caroteno, e outros compostos facilmente oxidáveis.
Seu uso nos alimentos previne reações de escurecimento ("browning").Age melhor como preservativo na forma ácida não ionizada, perdendo essas propriedades com a elevação do pH. É bastante solúvel em água, pois 4.000 voI. deS02 podem ser absorvidos em 100 voI. de água.
É um intermediário entre o ácido forte e fraco e pode combinar-se comaldeídos e açúcares, apresentando neste caso apenas 1/30 a 1/60 de sua ação bacteriostática. É largamente empregado na indústria de vinhos e suco de uva para evitaro desenvolvimento microbiano e em frutas desidratadas para evitar o escurecimentodo produto (16).
Nitratos - São usados há muito tempo na preservação de certos produtos deorigem animal. A ação inibidora do nitrato é devida à inibição da catalase pelahidroxilarnina formada durante a redução de nitrato e conseqüente acúmulode H2 O2 , à qual certos microorganismos (principalmente Clostridium) sãomuitos sensíveis (1). O nitrato de sódio e o de potássio podem ser usados, naconservação de carnes até 0,2%; o nitrato de sódio pode ser usado também na
conservação do leite para fabricação de queijos (0,5%) e na conserVação dequeijos (0,02%).

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 263
Nitritos - Inúmeras pesquisas usando nitrito, ao invés de nitrato, mostraram queos nitritos possuem efeito inibidor no crescimento de bactérias sendo mais efetivosanaerobicamente que aerobicamente e que o ácido nitroso na forma não dissociadaé necessário para uma ótima atividade (17).
Poderemos usar o nitrito de sódio ou de potássio, isolados ou combinados naconservação de carnes em salmoura (0,04%) e em cura seca (0,06%) e em carnespicadas ou trituradas (0,015%). Além de seu efeito conservador, os nitritos sãoutilizados por causa do seu efeito na coloração de carnes "curadas".
Propionatos - O ácido proplOnlCO (ou seus sais de sódio ou cálcio) é bastanteeficiente no controle de certos mofos. É bastante utilizado no pão muitas vezesassociado com acetatos para assim inibir também bactérias principalmente Bacillusmesentericus, B. subtilis e B. panis, responsáveis pelo "rope" do pão.
Pode ser utilizado na conservação de produtos de confeitarias (0,20%),farinhas (0,20%), chocolates (0,20%), conservas vegetais (0,20%), extrato de malte (0,40%), margarinas (0,10%) e queijos (0,20%).
5.5 - Antioxidantes
A função específica do antioxidante é retardar ou impedir a deterioração dosalimentos, notadamente óleos e gorduras, evitando formação de "ranço", por processo de oxidação. Existem dois tipos principais de ranço: o oxidativo e o hidrolítico. No ranço hidrolítico ocasionado por lipases, teremos a liberação de ácidosgraxos responsáveis pelo odor desagradável. No ranço oxidativo, as cadeias insaturadas dos ácidos graxos poderão, com oxigênio, formar peróxidos que, posteriormente, poderão romper-se originando diversos carbonilados de peso molecular maisbaixo e responsáveis pelo odor desagradável dos produtos rançosos.
As substâncias que inibem o ranço oxidativo são geralmente classificadas emantioxidantes e sinergistas. No sinergismo, o efeito de uma mistura é maior do queaquele esperado da ação separada dos componentes. O sinergismo atua mais comoagente seqüestrante ou quelante do que como antioxidante propriamente dito. Ossinergistas, por exemplo, formam quelatos com o cobre e o ferro, fortes agentespró-oxidantes, favorecendo a ação dos antioxidantes. Normalmente os sinergistassão utilizados juntos com os antioxidantes. Como substâncias sinergistas são utilizados o ácido cítrico, polifosfatos, ácido fosfórico e sais de EDTA.
Já vimos anteriormente que no período inicial do ranço oxidativo é necessáriauma certa quantidade de energia, que poderá ser fornecida pelo calor, radiação,traços de metais (cobre e ferro) e pró-oxidantes naturais como a lipoxidase, noreino vegetal, e hemina, no reino animal.

264 ALTANIR JAIME GAVA
Depois da fonnação do radical livre, ocorrem as chamadas reações em cadeiaque continuarão até que todo o oxigênio ou toda molécula de ácido graxo tenhasido utilizada. Felizmente, existem certos fatores linútahtes como, por exemplo,o oxigênio só estará disponível na parte superior do recipiente contendo óleo eassim só a camada superior poderá tornar-se rançosa, por causa da difusão dooxigênio. Isto já não acontecerá numa batata frita, onde a superfície de exposição émuito grande.
A função básica do antioxidante é reagir com o radical livre (R' ou ROa'),evitando assim a reação em cadeia. Isto, poderá ser representado assim (6):
R" + AH (antioxidante) ) RH + A'A' + A' A - A (dimerização)A'+R' AR
Para desempenhar esse papel, o antioxidante deve ter uma estrutura própria,de maneira que possa haver uma distribuição na molécula (efeito estérico). Portanto, cada molécula de um antioxidante irá inativar um radical livre, possuindoassim um efeito limitado e só será efetivo quando estiver presente no início dasreações.
Existem certos antioxidantes (compostos de selênio, derivados de nitrogênioe fósforo e compostos sulfidnlicos) que atuam por mecanismo iônico e quesomente são efetivos no período inicial do mecanismo de auto-oxidação (15).
É oportuno lembrar as várias maneiras que podemos utilizar no controledo ranço oxidativo:a) antioxidante,b) eliminação do oxigênio pelo uso de um gás inerte (nitrogênio) ou por vácuo,c) redução dos metais presentes pela adição de sinergistas,d) controlando, na embalagem, a passagem de oxigênio e luz (principalmente
ultra-violeta).e) abaixando a temperatura, pois a energia de ativação da reação é aproxima
damente igual a 13.000 cal/moi (Ql o = 2). Isto quer dizer que, para cada abaixamento de IOvC da temperatura, teremos a velocidade de reação diminuídapara a metade,
f) inativando enzimas que poderão atuar como catalisadores da reação inicial,g) diminuindo a quantidade de ácido graxos poli-insaturados. É um fator impor·
tante na diminuição do ranço oxidativo mas não é recomendado por nutricionistas.
Os antioxidantes permitidos pela legislação brasileira são:Ácido ascórbico ' A. IÁcido cítrico A. II

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 265
Ácido fosf6rico A. IIIÁcido nerdüdroguaiarético A. IVButil-hidroxianisol (BHA) A. VButil-hidroxitolueno (BHT) A. VICitrato de monoisopropila A. VIIFosfolipídios (lecitina) A. VIIIGaiato de propila ou de duodecila ou de octila A. IXResina de guáiaco A. XTocofer6is A. XIEtileno-diamino-tetracetato de cálcio e de sódio (EDTA) A. XIICitrato de monoglicerídio A. XIIITertio butil hidroxiquinina (TBHQ) - obrigatória a declaração por extenso.
Os antioxidantes mais importantes são os seguintes:
Ácido ascórbico - (D-glucoascórbico e D-galactoascórbico e seus sais).Antioxidante e sinergista, com uso pennitido em cervejas (0,20%), conservas
de carne (0,20%), farinhas (0,20%), margarinas (0,20%), óleos e gorduras (0,30%),polpas e sucos de frutas (0,03%) e refrescos e refrigerantes (0,03%).
Ácido citricoAntioxidante e sinergista, com uso pennitido em conservas vegetais (0,20%),
gorduras (0,01%) e margarinas (0,01%).
Ácido [os[óricoAntioxidante e sinergista, usado em gorduras (0,01%) e margarinas (0,01%).
Ácido nerdiidroguaiaréticoÉ um antioxidante também conhecido como NDGA, que já vem sendo usado
há muito tempo, sendo extraído de um vegetal. É pouco usado hoje em dia porqueé muito caro e possui um sabor amargo pronunciado.
H HI I
HO~? C~OH
HO~ CH3 ~H3 V-OH
O seu uso é pennitido em farinhas (0,01%), leite de coco (0,01%), margarinas (O,OI%),.óleos e gorduras (0,01%) e produtos de cacau (0,01%).
Buti/ hidroxianiso/ (BHA).O BHA é um antioxidante bastante utilizado por causa de sua resistência a
altas temperaturas no processamento (13). Nos EUA é responsável por aproxi-

266 ALTANIR JAIME GAVA
madamente 50% das vendas (15). Muitas vezes é encontrado como uma misturade isômeros e apresenta a desvantagem de possuir um odor fenólico, muitas vezesdespercebido (6).
6-r~y CH3
OCH3
Butil hidroxitoluenoO BTH foi desenvolvido para a indústria petroquímica, porém, hoje em dia,
também é utilizado na indústria alimentícia. É bastante efetivo como antioxidante,porém é relativamente volátil em altas temperaturas. Nos EÚA é responsável poraproximadamente 25% das vendas, por causa do seu baixo preço. É utilizadocomo antioxidante em borracha, gasolina, óleo lubrificante e outros produtos industriais. A sua toxicidade tem sido muito discutida ultimamente.
No Brasil é permitido em farinhas (0,01%), leite de coco e similares (0,01%),margarina (0,01%), óleos e gorduras (0,01%) e produtos de cacau (0,01%).
Citrato de monoisopropilaO seu uso é permitido em óleos, gorduras e margarinas até o limite máximo
de 0,01%.
Fosfolipidios (lecitina)São estabilizantes que apresentam ação antioxidante e podem ser usados em
leite de coco (0,20%), leite em pó instantâneo (0,20%), margarinas (0,50%), óleose gorduras (0,20%), produtos de cacau (0,35%) e sorvetes (0,10%).
Galato de propila ou de duodecila ou de octilaO galato de propila é o terceiro antioxidante mais utilizado nos EUA e possui
um efeito muito bom em óleos bastante insaturados. Pode originar coloraçõesindesejáveis na presença de cobre, ferro e pouca umidade (13). Podem ser utilizadosno limite de 0,01 % na proteção de farinhas, leite de coco, margarinas, óleos e gorduras e produtos de cacau.
OH
HO OH

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 267
TocoferolÉ um antioxidante natural, encontrado principalmente no reino vegetal. Na
Alemanha é o único antioxidante permitido (6). No Brasil é permitido na proporçãomáxima de 0,03% em farinhas, leite de coco, margarinas e óleos e gorduras.
CH 3
/f3 C O (,~"J
flti]
HO #"CH3
5.6 - Estabilizantes
A estabilização das proteínas de leite, ovos, gelatina e carne moída é conseguida pela adição de fosfato de sódio ou alumínio e de polifosfatos de sódio epotássio (17). Em sorvetes e outras sobremesas congeladas, os estabilizantes sãoutilizados para aumentar a viscosidade dos ingredientes e ajudar a evitar aformação de cristais que afetariam a textura do produto. O leite chocolatadonão teria urna aparência uniforme se não recebesse estabilizantes. Muitos refrigerantes e sucos de frutas mantêm urna aparência homogênea (sem separação) devidoao uso de estabilizantes.
A nossa legislação permite o uso de:
Fosfolipídios ET. IGoma arábica ET.IIMono e diglicerídios ET. IIIPolifosfatos ET. IVÓleo vegetal bromado .ET. VCitrato de sódio ET. VILactato de sódio ET. VIIEstearoil 2-lactillactato de cálcio
ouEstearoil 2-lactillactato de sódio ET. VIIIEstearato de propileno glicol . . . . . . . . . . . . . . . . . . . . . . . . . . . ..ET. IXAgentes tamponantes ET. XMonopalrnitato de sorbitana ET. XIMonoestearato de sorbitana ET. XIITriestearato de sorbitana ET. XIIIPolisorbato 60 ET. XIV

268 ALTANIR JAIME GAVA
Polisorbato 65 o ET. XVPolisorbato 80 ET. XVIPolisorbato 20 ET. XVIIPolisorbato 40 o o ET. XVIIIÉster gum ou goma éster ET. XIXCelulose microcristalina o. oo ET. XXGoma guar. o o o ET. XXIAcetato isobutirato de sacarose (SAIB) o ET. XXIIEstearato de polioxietileno glicol o ET. XXIIIFumarato de estearila e sódio ET. XXIVDiacetil de tartarato de mono e diglicerídios ET. XXVAlginato de propiJeno glicol. ETo XXVIGoma xantana . o.. oo o o ET. XXVIIFosfato dissódico o. o o o o o o..ET. XXVIIITartarato de sódio o. o.. o.. o.. o ETo XXIX
5.7 - Espessantes
A nossa legislação permite o uso dos seguintes espessantes:
Agar agar. o o EP. IAlginatos .. o o.. o o EP. IICarboximetilcelulose sódica o oo.. o o EP. IIIGoma adragante oo . oo.. o . o.. o o o o.. EPo IVGoma arábica oo. o . o o oo o EP. VGoma caraia .. o o o. o EPo VIGoma guar. oo o oo.. o EP. VIIGoma jataí EP. VIIIMono e diglicerídios o EP. IXMusgo irlandês (caragena) o EP. XCelulose microcristalina EP. XI
5.8 - Edulcorantes
São substâncias não glicídias, sintéticas, utilizadas para conferir sabor doce,especialmente em produtos dietéticos.
A nossa legislação permite o uso de sacarina (D.I.) até uma quantidade de0,05%. É uma sulfamida, que poderá ser empregada na forma de sal de sódio oucálcio.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
5.9 - Vmectantes
Controlam o teor de água dos alimentos, sendo permitidos:
269
Glicerol V. ISorbitol. V. IIDioctil sulfossuccinato de sódio V. IIIPropileno glicol. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . V. IVLactato de sódio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. V. V
5.10 - Antiumectantes
São permitidos os seguintes antiumectantes:
Carbonato de cálcio AV. ICarbonato de magnésio AV. IIFosfato tricálcico AV. IIICitrato de ferro amoniacal AV. IVSilicato de cálcio AV. VFerrocianeto de sódio AV. VIAlumínio silicato de sódio AV. VIIDióxido de silício AV. VIII
5.11 - Acidulantes
Os ácidos apresentam importante papel no preparo de bebidas.Os ácidos apresentam três propriedades diferentes: comunicar um sabor
ácido ou "agridoce" para imitar geralmente o sabor da fruta; modificar a doçurado açúcar e atuar como um auxiliar na melhoria do "bouquet" desejado e açãoconservadora.
Os acidulantes permitidos pela legislação brasileira com seus respectivos códigos de identificação enumerados em seguida,são os seguintes:
- Ácido adípico- Ácido cítrico- Ácido fosfórico- Ácido fumárico- Ácido glicônico- Ácido glicólico- Ácido lático- Ácido málico- Ácido tartárico- Glucona delta lactona
H. IH. IIH. IIIH. IVH. VH. VIH. VIIH. VIIIH. IXH. X

270
BIBLIOGRAFIA
ALTANIR JAIME GAVA
(1) Anônimo - Aditivos químicos. Tecnologia de Alimentos e Bebidas. Ano 2, n? 10,1964.
(2) C PA - Re oluções. Comissão acional de ormas e Padrões para Alimento. Minis-tério da Saúde.
(3) Desrosier, N. W. - Conservación de Alimentos. Compania Editorial Continental, S.A.,1964.
(4) Dunn, C. G. - Food preservatives. In Disinfection, sterilization and preservation, ed. porLawrence, C.A. e Block, S. S. Lea & Fabiger, 1968.
(5) Gardner, W. H. - Food acidulants. Allied Chemical Corporation, 1966.
(6) Goodwin, R. W. L. - Chemical additives in food. Little Brown and Company, 1967.
(7) Gorgatti etto, A. - Os produtos químicos e a indústria de alimentos. Boletim doCTPTA, nO 9, março. Campinas, sr, 1967.
(8) lIeid. J. L. e Joslyn, 1. A. - Food Proeessing Operations. Vol. 11,. The AVI PublishingCo., Ine., 1963.
(9) Manufacturing Chemist's Association. Food additives. What They are. How they areused. 1anufacturing Chemist Association. Washington, D. c., EUA, 1961.
(10) />Ieyer, L. H. - Food Chemistry. Reinhold Publishing Corporation, 1964.
(11) National Academy of Science - The use of chemicals :t. food production, processing,storage and distribuition. Publication 887 of the Food Protection Committee.
AS. Washington, D. C., 1961.
(12) Piragibe, L. A. C. - O emprego de aditivos no Brasil. 1 Simpósio acionai de Medicamentos e Indústrias Farmacêuticas. Câmara dos Deputados. Brasília, D. F ..1975.
(13) Sanders. H. J. - food additives. Chemieal and Engineering News. October 10, 1966.
(14) Schmidt-Hebbel, H. - Química y tecnologia de los alimentos Editorial Salesiana. Santiago, Chile, 1966.
(15) Tappel, A. L. - Notas de aulas. niversidade da Califórnia, Davis, USA, 1968.
(16) Teixeira, C. G. - Aditivos em alimentos. Boletim do CTPTA, n? 18. Junho. Campinas,SP, 1969.
(17) Verlengia, F. - Aditivos. CTPTA. Campinas, SP, (sem data).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
6 - CONSERVAÇÃO DE ALIMENTOS PELO USO DE IRRADIAÇÃO
271
A conservação de alimentos mantendo da melhor maneira possível suas condições naturais tem sido uma preocupação constante dos pesquisadores. O uso deirradiação na conservação de alimentos é de origem relativamente recente e jápossui muitos adeptos por ser um processo rápido, e por não elevar consideravelmente a temperatura interna do produto. O seu relacionamento com saúde pública tem sido muito discutido, pois o público sempre encara com receio o problema das radiações.
Logo após a descoberta da radioatividade, em 1896, por Henri Becquerel,descobriu-se que as radiações ionizantes afetam os sistemas biológicos, isto é, osorganismos podem ser exterminados e os tecidos prejudicados. Desde então as radiações ionizantes têm sido usadas em tratamento médico. Porém, até a SegundaGuerra Mundial, não foi dada muita atenção à preservação de alimentos por radiações ionizantes. Na década de 50, muitas pesquisas foram realizadas nos EstadosUnidos da América do Norte, principalmente com o suporte financeiro da Comissãode Energia Atômica e Exército Americano. Em 1963, o "U.S. Food and DrugAdministration" pennitiu o uso de radiações em "bacon" e trigo e seus produtos.Em 1964, o uso foi permitido em batatinha, para evitar germinação. Na Rússia,numerosas pesquisas estão se realizando neste campo, já tendo sido autorizadoo uso em batatinhas. Na União Soviética, Suécia, Israel e muitos outros países,estão se realizando pesquisas neste novo método de conservação de alimentos (2).
Atualmente, as radiações ionizantes são utilizadas para satisfazer 4uatroobjetivos principais: esterilização, pasteurização, desinfestação e inibição de genninação (3). Após a esterilização, o produto é conservado na temperatura ambientepor longo tempo. É um processo semelhante ao enlatamento (apertização) e, porisso, o produto deve ter uma embalagem adequada. Na pasteurização, o alimentorecebe uma dose menor de radiação (lO vezes, por exemplo) conseguindo-se,assim, uma destruição parcial dos microrganismos, havendo, portanto, necessidadede refrigeração. Na desinfestação, o objetivo é a destruição de insetos ou parasitos.Na inibição de germinação, as radiações têm sido utilizadas com sucesso em batatinha e cebola.
No Brasil as pesquisas sobre alimentos irradiados têm sido realizadas no Riode Janeiro sob os auspícios da Comissão Nacional de Energia Nuclear. O Ministérioda Saúde já aprovou as normas e padrões para alimentos irradiados.
6.1 - Radiações
Existem várias formas de energia radiante, emitidas de várias maneiras, quepertencem ao chamado espectro eletromagnético de radiações. Essas formas deenergia diferem no comprimento de onda, freqüência, força de penetração e outros

272 ALTANIR JAIME GAVA
efeitos que exercem· sobre sistemas biológicos. A figura 68 nos mostra algumasformas de energia, com os respectivos comprimentos de onda.
Raios Gama, Beta, Alfa, Neutrons Raios X UV Visível IV Microondas Ondas de Rádio, TV, FM
Figura f.l) - Espectro eletromagnético mostrando o comprimento de onda em angstrom (Â) ecentÍr/lctros (em).
De maneira geral podemos afirmar que no espectro eletromagnético existemdois tipos de radiações: a calórica e a ionizante. As radiações calóricas, entre asquais encontramos as radiações de baixa freqüência como as ondas elétricas, sono·ras, ondas de rádio e infravermelho, baseiam-se no movimento eletrônico e mole·cular para originar calor. Apresentam pouco interesse na conservação de alimentos.As radiações ionizantes são radiações de alta freqüência, onde estão incluídas asradiações alfa, beta e gama, raios X e neutrons. São as radiações que apres~ntam
interesse na preservação de alimentos.
6.2 - Radiações Ionizantes
As radiações ionizantes são assim chamadas porque podem ocasionar ioni·zação da matéria. Ionização é o processo em que um ou mais elétrons são removidosdo átomo.
As radiações ionizantes podem ser classificadas como partículas (raios alfae beta) e como ondas eletromagnéticas (raios gama e raios X). Os raios alfa nadamais são do que átomos de hélio sem dois elétrons na camada externa e não sãocapazes de penetrar numa folha de papel. Os raios beta, ou elétrons, são maispenetrantes, mas não ultrapassam uma folha de alumínio, enquanto que os raiosgama são altamente penetrantes, podendo atravessar um bloco de chumbo comcerta espessura. Os neutrons possuem alta energia e um grande poder de pene·tração, podendo inclusive produzir elemeptos radioativos (7). Os raios X são rela·tivamente penetrantes porém o inconveniente de sua utilização reside no baixorendimento, pois somente 3 a 5% da energia eletrônica aplicada é efetiva na pro~
dução de raios X (5).

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS
6.3 - Unidades de Radiação
273
Várias unidades têm sido utilizadas para expressar quantitativamente wnaintensidade de radiação.
Um roentgen (r) corresponde à quantidade de raios gama ou raios X queproduzem uma unidade eletrostática de carga elétrica em um centímetro cúbicode ar em condições padrões.
Um roentgen equivalente fúico (rep) é a quantidade de energia ionizanteque produz, por grama de tecido, uma quantidade de ionização equivalente aum roentgen (5).
Hoje em dia a unidade mais utilizada é o rad, definido como uma quantidadede radiação ionizante que resulta na absorção de 100 ergs de energia por grama dematerial irradiado (9). Um megarad (Mrad) corresponde a um milhão de rads.
Em processos de irradiação é importante a quantidade de energia absorvidapelo substrato. Substratos diferentes absorvem radiações energéticas de diferentesmaneiras. O rad representa a quantidade de radiaç~o absorvida pelo material,quer venha dos raios gama, partículas beta ou uma mistura dos dois.
A força de isótopo radioativo pode ser medida em curies que dá desintegrações por segundo. Um curie corresponde a 37 bilhões de desintegrações atômicas por segundo.
A intensidade de partículas beta (raios catódicos, elétrons) emitidas de umacelerador é geralmente definida em termo de elétron volt (ev). Um ev correspondeà energia adquirida por um elétron ao movimentar-se em uma diferença de potencialde um volt (7).
6.4 - Radiações Ionizantes na Conservação de Alimentos
Em irradiação de alimentos deseja-se utilizar radiações que tenham boa penetração, de maneira tal que não afetará somente os microrganismos e enzimas loca·lizados na superfície mas sim em todo o seu conteúdo. Por outro lado, não se desejautilizar radiações com alta energia como os neutrons pois, adicionalmente,poderiam tomar os alimentos radioativos (7). Das radiações ionizantes, somenteos raios gama e as partículas beta apresentam um interesse maior na conservaçãode alimentos.
As radiações na faixa do ultravioleta, especialmente aquela compreendidaentre 200 a 280 nrn (2.000 a 2.800 Â ) são empregadas para inativar microrganismosna parte superficial dos alimentos devido ao seu baixo poder de penetração (7).As lâmpadas de mercúrio com baixa pressão fornecem raios de 253,7 nrn, um valormuito próximo ao comprimento de onda ideal para efeito bactericida (3). Purificação do ar, embalagens e superfícies de equipamentos constituem exemplos daaplicação de raios ultravioleta na indústria alimentícia.

274 ALTANIR JAIME GAVA
Os raios gama são obtidos principalmente a partir de cobalto-60 e césio-137,materiais radioativos. As partículas beta são obtidas através de aceleradores deelétrons do tipo Van de Graff, lineares, etc. O cobalto-60 (radioativo) é produzidoem reatores nucleares por bombardeio com neutrons. Os raios ou partículas beta(raios catódicos, elétrons), ao contrário dos raios gama, podem ser orientadosem uma só direção, podendo-se paralisar a operação quando se desejar.
A quantidade de radiação a ser utilizada dependerá do alimento e do objetivoa ser alcahçado. O DLso (dose de radiação que destruirá mais de 50% da população.), para o homem, é de aproximadamente 500 rads (7). Uma dosagem de4.000 a 10.000 rads é suficiente para inibir a germinação de batatinhas. Os insetossão destruídos com 20 mil a 50 mil rads. Dosagens de 200.000 a 500.000 radssão utilizadas na pasteurização, enquanto que para a esterilização se necessitam2,0 a 4,5 Mrads (9).
Os alimentos variam bastante na sua composição química, estrutura físicae grau de alteração que possam sofrer até serem entregues ao consumidor. Conseqüentemente, a sua sensibilidade às radiações ionizantes será variável. Toucinhodefumado, por exemplo, resiste bem a 5,6 Mrads, enquanto que a albumina (ovo)é afetada por 0,6 Mrads. Assim, a preservação desses alimentos deverá ser feitade modos diferentes (7). Até agora o tratamento com radiações ionizantes temtido resultados promissores na inibição do brotamento em batatinha e cebola,desinfestação de insetos em farinhas e cereais, na pasteurização de certas frutas(morango, laranja, banana, etc.), e certos tipos de derivados de carne (galinha,pescado, etc.) e na esterilização de carnes ("bacon", presunto, galinha, carnebovina, etc.).
6.5 - Mecanismo de Ação das Radiações (7)
A eficiência das radiações depende não só da penetrabilidade como tambémda sua habilidade em remover eletrons dos substratos. Os raios beta possuem menorpenetrabilidade que os raios gama, mas ionizam a matéria com mais facilidade.A penetrabilidade das radiações ionizantes depende da natureza do alimento e dascaracterísticas das radiações.
Quando as radiações ionizantes passam através do alimento ocorrem colisõesentre as radiações ionizantes e as partículas do alimento num nível molecular eatômico, com uma conseqüente formação de ions e radicais livres. A formação deions, radicais livres, reações dos radicais Uvres com outras moléculas, recombinaçãodos radicais livres e outros fenômenos físico-químicos semelhantes, fornecem or.mecanismos pelos quais os microrganismos, enzimas e constituintes dos alimento~
são alterados durante a irradiação.

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 275
Os efeitos das radiações nos substratos são normalmente classificados emdiretos e indiretos. Nos efeitos diretos ocorre uma colisão direta da radiação comuma substância específica. Assim na mudança de coloração ocorre uma colisão daradiação com o pigmento específico. Existem efeitos indiretos que ocorrem, porexemplo, quando a radiação passa através da água. Nesse caso, as moléculas de águasão alteradas para produzir radicais altamente reativos, como os radicais hidro·xila (OH) e hidrogênio (H). Estes radicais podem reagir entre si, com oxigêniodissolvido na água e com várias moléculas orgânicas e inorgânicas, fornecendovários compostos ou outros radicais:
OH" + OH' -> H2 0 2
H" + H" -> H2H' + O2 -> HOi
HO; + HO; -> H2 0 2 + O2
O peróxido de hidrogênio, um dos compostos formados, é um forteagente oxidante e um tóxico biológico. Os radicais hidroxil e hidrogênio sãofortes agentes oxidantes e redutores, respectivamene. Sendo a água um consti·tuinte importante dos alimentos, pode-se aquilatar a importância dessas reaçõesnas suas alterações.
6.6 - Influência das Radiações sobre os Microrganismos, Enzimas e Valor Nutritivodos Alimentos
As radiações ionizantes podem alterar as estruturas dos compostos orgânicosnecessários ao processo vital quando aplicadas em doses altas. Dosagens excessivasnão só afetarão as proteínas, carboidratos, gorduras, vitaminas, pigmentos, etc.,como também os componentes de embalagens (plásticos, verniz de latas, etc.). Oobjetivo da irradiação de alimentos é destruir os microrganismos e enzimas indesejáveis, produzindo alterações mínimas nos seus constituintes. Os microrganismos eenzimas podem ser afetados por efeitos diretos ou indiretos (7).
A destruição dos microrganismos por radiações geralmente segue uma relaçãologarítmica. Teoricamente, como no caso da apertização, não se consegue umaesterilização absoluta (3). Clostridium botulinum é o mais resistente dos-nlicror.ganismos patogênicos importantes em alimentos. O seu DM (dosagem de radiaçãoque dá uma redução de 90% na população) é de 0,4 Mrad. Num tratamento 12 DMserão aplicados 12 x 0,4 =4,8 Mrad, dosagem que dá uma boa margem de segu·rança (7).
Os efeitos bactericidas de algumas formas de radiação podem ser vistos natabela 24.

276 ALTANIR JAIME GAVA
Tabela 24 - Efeito bactericida de radiações com diferentes comprimentos de onda
(Weiser, 1962)
Classificação
Invis{vel (longo À)RádioInfravermelho
VisfvelVermelho, alaranjado,amarelo, verde,azul evioleta
Invis{vel (curto À)Ultravioleta
Raios X
Raios alfa, beta e gama
Raios cósmicos
Comprimento de onda(angstrons)
Muito longo8.000 ou mais
4.000 a 8.000
3.200 a 4.000
2.800 a 3.200
2.000 a 2.800
1.500 a 2.000
1.000
100 a 150
Menor que 100
Muito curtos
Efeito Germicida
enhumTemperatura pode ser aumentada
Pouco ou nenhum
Faixa fotográfica e fluorescente
Bronzeamento da pele humana,influência na formação de vitamina D
Máximo poder germicida
Região de Shumam
Formação de ozônio, germicidaem concentrações apropriadas
Germicida
Provavelmente germicidas
As enzimas são bem mais resistentes às radiações ionizantes que os esporosde C. botulinum. Os valores DE (destruição de 90% da atividade enzimática) sãoda ordem de 5 Mrad. Para uma destruição quase total das enzimas são necessários20 Mrad., dosagem que afetará consideravelmente os constituintes dos alimentospodendo inclusive tomá-los radioativos. Para solucionar esse problema, faz-se ainativação das enzimas por branqueamento ("blanching") ou por substânciasquímicas (7).
As substâncias nutritivas dos alimentos serão afetadas variavelmente, deacordo com a dosagem. As proteínas, amido e celulose, poderão ser hidrolisadose sofrer modificações posteriores. Essas modificações podem ser benéficas, nocaso de amolecimento de carnes, mas, de maneira geral, são indesejáveis por alte-

PRINCfplOS DE TECNOLOGIA DE ALIMENTOS 277
rarem os nutrientes dos alimentos. As proteínas podem ser desnaturadas. Asvitaminas sofrem alterações semelhantes às verificadas no processo térmico. Asgorduras são influenciadas, havendo sempre um aumento do ranço, principalmente por causa da destruição de antioxidantes. Os carboidratos são facilmente alterados por radiações ionizantes.
BmLIOGRAFIA
(1) Anônimo - Efeitos das radiações em alimentos. Revista Tecnologia de Alimentos,n? 8. São Paulo. SP, 1965.
(2) APlA. - Curso sobre Alimentos Irradiados. Programa de Irradiação de Alimentos.Comissão Nacional de Energia Nuclear. Rio de Janeiro, RJ, 1975.
(3) Borgstron, G. - Principies of Food Science. Vol. 1. Food Biochemistry and Technology.The Macmillan Company, 1968.
(4) Desrosier, N. W. - Conservación de alimentos. Compaiüa Editorial Continental S.A,1964.
(5) Frazier, W. C. - Food Microbiology. McGraw-Hill Book Company, 1967.
(6) Luh, B. S. - Radiation pasteurization of fruits. Proceedings of Modem Engineeringand Technology. Chinese lnstitute of Engineers. June 24-July 12. Taipei, Taiwan,1968.
(7) Potter, N. N. - Food Science. The AVI Publishing Company, Inc., 1968.
(8) Schultz, H. W. e J. S. Lee - Food Preservation by Irradiation. Food Technology. 20:2,38-43, 1968.
(9) urrows, G. M. - Food Preservation by Irradiation. u. S. Atomic Energy ComissionoDivision ofTechnical Information. Oak Ridge. Tennessee, EUA, 1968.
(10) u. S. Dept of Commerce - Current status and comercial prospects for radiation preservation of food. TID-21431-Business & Defense Services Administration. u. S.Department ofCommerce. Washington, D. C. EUA, 1965.

278 ALTANIR JAIME GAVA
7 - CONSERVAÇÃO DE ALIMENTOS POR OUTROS MÉTODOS
7.1 - Osmose Reversa
Osmose é um fenômeno natural que ocorre quando duas soluções de diferentes concentrações são separadas por uma membrana semipermeável, isto é, umamembrana que dá passagem a um certo tipo de moléculas e não a outros. Haveráuma movimentação líquida, através da membrana, no sentido da solução mais diluída para a mais concentrada, com uma tendência de uniformização das concentrações.
A pressão necessária para paralisar esse movimento é chamada de pressãoosmótica. Quando uma pressão maior que a pressão osmótica é aplicada na soluçãomais concentrada, a movimentação será na direção oposta. Esse processo é conhecido como osmose reversa ("reverse osmosis"). A figura 69 procura elucidar melhoros dois processos.
pressão
Solução
concentrada
Solução
diluída ou
água
Solução
concentrada
Solução
diluída ou
água
OSMOSE
Figura 69 - Osmose e osmose reversa (2).
OSMOSE REVERSA
Portanto, osmose reversa é uma técnica de membranas utilizadas para separar água e outras moléculas pequenas de soluções contendo moléculas maiores.O mecanismo de separação é ainda discutido, mas parece ser uma filtração molecular (4). É um processo que já vem sendo utilizado há algum tempo com muitosucesso na dessaJinjzação da água do mar. A ultrafiltração é um processo similarà osmose reversa, só que trabalha com moléculas menores.
Na indústria de alimentos, a osmose reversa poderá ser utilizada na concen-

PRINC(PIOS DE TECNOLOGIA DE ALIMENTOS 279
tração e purificação de certos produtos e no tratamento de lixos ou resíduos.A concentração de produtos alirrÍéntícios pela osmose reversa é bastante
interessante, pois não envolve aquecimento nem mudança de fases (6). Assim, ossucos de frutas (laranja, maçã, etc.) reteriam melhor seu aroma e sabor (5). A albumina do ovo com 12% de sólidos pode ser concentrada eficientemente até 30% desólidos (7). A seiva de "maple", contendo 1 - 5% de açúcar, pode ser concentradaaté 50 - 60° Brix pela osmose reversa (8).
Na purificação de certos produtos, pode a osmose reversa ser utilizada:
a) no soro de leite para remover ~rtos sais e recuperar a lactose ou proteína (o sorode leite contém 6 - 7% de sólidos) (4);
b) na remoção de ácidos, por exemplo, juntamente com a água, em sucos de fruta,para tomá-los mais adocicados (6);
c) na remoção de cloretos e outros sais que interferem na cristalização da sacarose,podendo assim aumentar o rendimento na fabricação de açúcar (6).
É muito promissora a aplicação da osmose reversa no tratamento do lixo pelaredução do DBO (demanda bioquímica de oxigênio). Grande parte do soro produzido nas indústrias de laticínios é jogada fora, necessitando-se assim efetuar umtratamento para evitar a poluição das águas. Como o soro possui um valor DBOalto, é interessante e muitas vezes econômico fazer uma separação parcial dossolutos, pela osmose reversa antes do seu tratamento, pois assim diminuirá bastanteo valor DBO a ser tratado.
Águas contaminadas ou impuras poderão ser recuperadas pela utilização daosmose reversa (2).
O sucesso da aplicação da osmose reversa em alimentos depende muito damembrana com relação à sua taxa de permeabilidade, seletividade e tempo deduração. A membrana de acetato de celulose, um dos primeiros materiais estudados,é ainda bastante utilizada. Apresenta os inconvenientes de não resistir a altas pressões e de diminuir a taxa de permeabilidade durante a operação (4). Numerosaspesquisas estão sendo realizadas com a finalidade de descobrir outros tipos de membranas. As membranas precisam ser colocadas em suportes eficientes para resistira altas pressões (1.000 a 2.500 psi, dependendo do produto).
Existem vários tipos de equipamentos que utilizam o processo de osmose reversa. A "Aerojet-General Corporation" desenvolveu, em 1963, um dos primeirossistemas comerciais a serem utilizados. Ele foi idealizado para dessalinizar água domar e baseia-se num sistema de placas superpostas, muito finas, contendo amem·brana. A "Gulf-General Atomic Company" (2) desenvolveu um sistema que utilizamembranas de espessura igual a 0,004 polegadas em forma de sanduíche. Essesenvelopes são enrolados em tubos especiais que, por sua vez, são colocados em disposições tais que permitem a entrada sob pressão do produto inicial e a saída doproduto diluído (solvente) e do concentrado. O Departamento de Agricultura dosEUA (3) desenvolveu em Albany, Califórnia, a unidade "Wurstack" especialmentepara alimentos. Maiores detalhes na referência (3).

280 ALTANIR JAIME GAVA
A figura 70 mostra uma unidade de osmose reversa experimental, capaz detrabalhar com 7.000 litros por dia.
Figura 70 - Unidade piloto de osmose reversa (Cortesia da Gulf-General Atomic Corp.).
7.2 - Conservação pelo Sal
É um dos processos mais antigos utilizados na conservação de alimentos. Foie é ainda, bastante utilizado na conservação de carnes sendo o ingrediente essencialna sua cura. No processo de cura ocorrem modificações na carne que afetam suaconservação, cor, aroma, sabor e textura, devidas à adição dos agentes de cura. En·tre os principais agentes de cura, podemos mencionar o sal comum (cloreto desódio), nitrato e nitrito de sódio, açúcar e condimentos (13).
O sal é utilizado não só na conservação de produtos de origem animal, comocarnes e derivados do leite (manteiga, queijo) como também na conservação deprodutos de origem vegetal, como chucrute, pepinos e azeitonas. Mas a sua maiorimportância prática está na conservação de carnes e produtos derivados.
Apesar de ter sido utilizado inicialmente com o objetivo de conservação decarnes (preservativo), hoje em dia seu objetivo principal é fornecer um produtocaracterístico pelo seu aroma e sabor (I3). A eficácia do processo e de numerosasvariantes que apareceram posteriormente é devida ao aumento da pressão osmóticae conseqüente diminuição da atividade aquosa afetando assim o crescimento microbiano. Com o passar dos tempos, as carnes curadas foram aceitas mais por suascaracterísticas organoléticas, o que ocasionou uma diminuição da concentração dosingredientes na cura. Essas carnes, ligeiramente curadas ou semiconservadas são maissuscetíveis a alterações e, por isso, deve-se mantê-las em condições de refrigeração(12).

PRINCI'PIOS DE TECNOLOGIA DE ALIMENTOS 281
A adição do sal pode ser feita pela salga a seco ou em salmoura. Na salga aseco, o sal aplicado na superfície da carne tende a retirar umidade do p'roduto(20 - 30%) e penetra neste até que a concentração do sal seja aproximadamenteigual em toda a sua extensão (4,3%). Algumas proteínas são desnaturadas e, seforem solúveis em solução salina, poderão ser perdidas. A penetração do sal depende da temperatura (ótima em torno de 15°C) e do tamanho dos seus cristais.No processo mais simples da salga em salmoura, usa-se a imersão do produtoem uma solução salina. Com a finalidade de melhor fazer penetrar a salmoura,apareceram vários métodos, como aquele que usa agulhas longas e a injeção pelosistema arterial. Sistemas mistos (salmoura e depois salga a seco) são tambémutilizados, como, por exemplo, em charques.
Os nitritos e os nitratos, empregados juntamente com o sal, têm leve açãobacteriostática, conferem aos produtos um gosto amargo, tendo por principalfmalidade imprimir aos produtos acabados uma coloração rósea agradável e atraente. A carne fresca deve a sua coloração vermelha à oxirnioglobina, formada pelooxigênio e mioglobina, o principal pigmento da carne. Em carnes curadas, a substância responsável pela coloração desejável é diferente. Os nitratos são convertidos em nitritos por ação bacteriana. O nitrito assim formado combina-se coma mioglobina, formando a nitroso mioglobina, composto róseo e estável que,pelo aquecimento, é convertido em nitroso-hemocromogênio, que conferea cor avermelhada dos produtos curados (J 4).
O emprego do açúcar nos processos de cura tem por finalidade mascararo gosto amargo do nitrito, servir como elemento redutor e aumentar a acidez(diminuir o pH) pela formação de ácido lático.
7.3 - Defumação
É também um processo histórico, pois as carnes defumadas já eram consumidas no ano 1.000 A.C. (J 2). A defumação também foi originalmente empregadana preservação de alimentos mas, hoje em dia, ela é utilizada principalmente pelasua contribuição no aroma e sabor característico (J 3).
A fumaça inibe o crescimento microbiano, retarda a oxidação das gordurase fornece aroma às carnes (Callow, 1927-1932). Em parte, a ação bactericida dafumaça deve·se ao seu conteúdo em aldeído fórmico (Callow, 1927; Ness, 1938),ainda que a sua composição seja complexa. Segundo Foster e Simpson (1961),a fumaça consta de uma fase líquida dispersa, constituída de partículas de fumaçae de uma fase gasosa dispersante. A deposição de partículas de fumaça apenascontribui no processo de defumação, sendo muito mais importante a absorçãode vapor-d'água da superfície e da água intersticial do produto. A fase gasosa contém ácidos, fenóis, carbonilados, álcool e hidrocarbonetos policíclicos. Entre osprincipais componentes podem ser mencionados os ácidos fórmico, acético, butírico, capnlico e vamlico; o dimetoxifenol, metilglioxal, furfural, metanol, etanol,

282 ALTANIR JAIME GAVA
octanol, acetaldeído, diacetil, acetona, 3,4-benzopireno, se bem que existammais de 200 componentes (12).
Devido ao fato de se terem detectado compostos cancerígenos na fumaça,como o 3,4-benzopireno, e I, 2, 5, 6 fenantraceno, provenientes da combustão dalignina em temperatura superior a 250°C, tem-se procurado produzir fumaçassem estas substâncias (12). Tradicionalmente realiza-se a defumação sem controle,queimando-se a madeira ou o cavaco (serragem) debaixo da carne. Em sistemas maismodernos, a fumaça é conduzida por tubulações especiais aos fumeiros. o geradorde fricção, os pedaços de madeira Gacaré é bastante comum do Estado do RiC' deJaneiro) são pressionados sobre um disco giratório. A deposição eletrostática dafumaça é outra variante do processo.
O tempo de permanência no fumeiro, bem como a temperatura máxima a seratingida, depende do produto. Lingüiças permanecem 3 a 4 horas, até atingirem65 - 70°C internamente. Mortadela permanece 9-13 horas, até atingir 70 - 80°Cinternamente. O presunto (tender) permanece mais tempo, 10 a 12 horas. Algunspaíses praticam a defumação a frio, que utiliza temperaturas mais baixas.
A figura 71 mostra um defumador (fumeiro) pronto para iniciar a operaçãode defumação de lingüiças. Além da entrada de fumaça. há entrada de vapor paraaquecimento.
Figura 71 - DefumadoI (Cortesia da Soe. Anônima Martuseello S.A.).

PRINC,'PIOS DE TECNOLOGIA DE ALIMENTOS 283
Atualmente os industriais têm utilizado a "fumaça líquida" ("smoke flavor"),por acelerar bastante o processo. Ela pode ser totalmente sintetizada ou obtida daredestilação ou frações de condensados da combustão da madeira (11).
7.4 - Métodos Mistos
Na realidade a maioria dos alimentos é conservada pela utilização de métodosmistos mas, na prática, menciona-se apenas o método mais importante. Assim, ocharque é conservado pela adição de sal e pela secagem. Os produtos de salsichariarecebem sal, aditivos, calor e são defumados; os doces em massa e geléias são conservados pela adição de açúcar e pelo calor. O leite condensado também é conservadopela ação do açúcar e do calor. Enfun, são muitos os processos mistos aplicados naconservação de alimentos.
BIBLIOGRAFIA
OSMOSE REVERSA
(1) Eastman Chemical Products, Inc. - Eastman membranes for reverse osmosis and otheruses. Technical Bulletin TBM-I. Kingsport, Tennessee, EUA (sem data).
(2) Gulf General Atomic Incorporated - Reverse osmosis. San Diego, Califórnia, EUA(sem data).
(3) Lowe, E. et alii - A reverse osmosis unit for food use. Food Technology, 22,915-917,1968.
(4) Marshall, P. G. et alli - Fractionation &concentration of whey by reverse osmosis. FoodTechnology, 22, 969,1968.
(5) Merson, R. L. e A. 1. Morgan, Jr. - Juice concentration by reverse osmosis. Food. Technology, 22,97-100,1968.
(6) Morgan, Jr., A. 1. et alii - Reverse osmosis. Food Technology, 19:12, 52-54, 1965.
(7) Simpósio sobre "Reverse Osmosis in food processing" realizado no "Western RegionalResearch Laboratory". Berkeley, Califórnia, EUA, 1969.
(8) Willits, C. O. et alii - Concentration by reverse osmosis of maple sapo Food Technology 21:1, 24-26,1967.

284
SALGA E DEFUMAÇÃO
ALTANIR JAIME GAVA
(9) Borgstrom, G. - Principies of Food Science. Vol. 1. Food Biochemistry and Technology,The Macmillan Company, 1968.
(10) Grau, R. - Carne y produtos carnicos. Editorial Acribia, 1965.
(11) Joslyn, M. A. e J. L. Heid. - Food Processing Operations. Vol. 1. The AVI PublishingCompany, Inc., 1963.
(12) Lawrie, R. A. - Ciencia de la carne. Tradução de A. M. Barrado. Editorial Acribia, 1967.
(13) Potter, N. N. - Food Science. The AVI Publishing Company, Inc., 1968.
(14) Schneider, 1. S. - Conservação pelo sal. Curso de Extensão Universitária para Inspetores do DIPOA. Frigorífico Anglo. Barretos, S.P. (sem data).
(15) Thernton, H. - Compêndio de Inspeção de Carnes. Tradução de A. L. da Silva. Balliére,Tindall and Cassei, 1969.

Não havendo nada similar escrito em português,no Brasil, Altanir J. Gava, neste livro dirigido a estudantes e profissionais da área de ciência e tecnologia de alimentos, reúne a informação técnicadisponível, no cenário brasileiro e internacional,sobre este setor em franco desenvolvimento.
Nos primeiros capítulos, o autor faz uma rápidarevisão dos conhecimentos fundamentais, comoimportância da tecnologia de alimentos, princípiosde nutrição, causas de alterações dos alimentos,com ênfase na microbiológica, limpeza e sanitização na indústria alimentícia, bem como descrição dos vários tipos de embalagens. Em seguida,expõe os vários métodos de conservação, classificados entre os que usam o calor, frio, açúcar,fermentação, aditivos, radiações ionizantes e outros métodos. Finalmente, devido à maior importância, dá destaque especial aos métodos que utilizam o calor, como a apertização, secagem e concentração.