PROCESSOS DE FABRICA+ç+âO PINTURA INDUSTRIAL 4 ano FADIM -15 (2)
48
PROCESSOS DE FABRICAÇÃO Sistemas de PINTURA INDUSTRIAL Área INDUSTRIAL Ano : 4 ano
Transcript of PROCESSOS DE FABRICA+ç+âO PINTURA INDUSTRIAL 4 ano FADIM -15 (2)
PROCESSOS DE FABRICAÇÃO
Sistemas de PINTURA INDUSTRIAL
Área INDUSTRIAL
Ano : 4 ano
Apostila nº 8
Prof. Cláudio Antonio Garcia
E-coat
E-coat é o nome dado ao processo de pintura por eletrodeposição, sendo também conhecido no mercado como ETL, Ed-coat ou ELPO. Trata-se de um processo de pintura industrial por imersão, à base de água, para aplicação sobre peças metálicas, tendo por finalidade principal prover à superfície pintada proteção anticorrosiva. Esse processo é largamente utilizado, mundialmente, na pintura automotiva original, no ramo de autopartes (rodas, eixos, componentes de freios, bancos, polias, etc) e em menor escala, no setor de eletrodomésticos (componentes de refrigeração, etc). A tinta e-coat consiste em uma dispersão de resinas e pigmentos em um meio aquoso, com um baixo conteúdo de solventes orgânicos. As tecnologias atuais de e-coat são isentas de chumbo.
Durante o processo de aplicação, em tanques especiais de pintura, ocorrem 4 fenômenos fisico-químicos simultâneos:
Eletrólise (decomposição da água) Eletroforese (migração das miscelas no meio por ação do campo elétrico
formado pela aplicação de uma tensão determinada) Eletro-coagulação (perda de carga da miscela e deposição) Eletroendosmose (expulsão de partículas de água do filme)
Após o processo de eletrodeposição, a peça aplicada é lavada para eliminação do cream-coat (resíduos de tinta não depositada) e levada para estufa para o processo de cura (reticulação do filme). Para esse processo de lavagem é utilizado um fluido retirado da própria tinta através de um processo de ultrafiltração. Esse fluido recebe o nome de permeato ou UF
PROCESSOS DE PINTURA
O QUE É FOSFATIZAÇÃO
O processo de fosfatização é largamente usado pelas seguintes razões:
a) Prepara as superfícies para receber e reter as tintas ou outros revestimentos, aumentando a resistência contra corrosão.
b) Condiciona as superfícies para receber compostos lubrificantes nas operações de deformação a frio ou parte móveis.
Principais Finalidades das Camadas de Fosfato
BASE PARA PINTURA
O uso mais difundido da fosfatização é preparar a superfície metálica para permitir uma boa aderência da tinta e impedir o desenvolvimento dos processos de corrosão. A
durabilidade da tinta está diretamente ligada à eficácia do sistema de pré-tratamento do substrato. O objetivo de tratar as superfícies dos metais antes da pintura é o de tornar a superfície instável do metal em uma superfície estável, uma base inerte para receber a tinta.A fosfatização ainda é o processo mais aceito como base para pintura, desenvolvido para aço e aço galvanizado.
Compostos para Fosfatização e Mecanismo de Formação de CamadaOs compostos para a fosfatização consistem, basicamente, de fosfatos metálicos, dissolvidos em soluções aquosas de ácido fosfórico.
Fosfato primário de zinco --------------------------------------------- Zn(H2PO4)2 Ácido fosfórico ----------------------------------------------------------- H3PO4 Aceleradores ------------------------------------------------------------- ClO3- , NO3- Água ------------------------------------------------------------------------ H2O
Quando um metal reativo entra em contato com as soluções dos compostos para fosfatização, inicia-se um processo de decapagem e a concentração do ácido fosfórico livre é reduzida na superfície metal/líquido: então, o fosfato primário precipita sob a forma de fosfato terciário.
1ª reação : Fe0 + 2H3PO4 ?Fe(H2PO4) + H2 2ª reação : Zn(H2PO)2 ? ZnHPO4 + H3PO4 3ª reação : 3ZnHPO4 ? Zn3(PO4)2 + H3PO4 4ª reação : 3Zn(H2PO4)2 ? Zn3(PO4)2 + 4H3PO4
SEQÜÊNCIA DE UMA LINHA DE FOSFATIZAÇÃO
1. Desengraxe : Uma superfície limpa, livre de graxas, óleos e óxidos é essencial para a obtenção de uma camada de fosfato de boa qualidade. As sujidades, óleo, etc., podem ser removidos, através de solventes, solventes emulsionáveis, desengraxantes alcalinos - jateados com areia ou granalha etc., preparando assim, as superfícies para a fosfatização.
2. Lavagem : Após o desengraxe é muito importante que haja um enxagüe adequado, com água corrente, para evitar arraste para os estágios subseqüentes.
3. Decapagem ácida : Em superfícies oxidadas é necessária a remoção dos óxidos e, para este fim, o uso de decapantes ácidos é o processo mais utilizado nas indústrias, por ser o mais econômico. A escolha do tipo do decapante depende da instalação, origem da oxidação, etc. Os ácidos normalmente usados são: muriático, sulfúrico, fosfórico, cítrico, tartárico, etc.
4. Lavagem : Após a decapagem é muito importante que haja um enxagüe adequado, com água corrente, para evitar arraste para os estágios subseqüentes.
5. Condicionamento - refinador : Existem aditivos à refinação da estrutura cristalina de fosfato, mas os sistemas mais utilizados consistem em tratar as peças a serem fosfatizadas com uma solução coloidal de fosfato de titânio para o fosfato de zinco ou solução de fosfato complexo de manganês para o fosfato de manganês.
6. Fosfato : É utilizado do fosfato de zinco para pintura, por ter excelente aderência a tintas.
7. Lavagem : Após o fosfato é muito importante que haja um enxagüe adequado, com água corrente, para evitar arraste para os estágios subseqüentes.
8. Passivação : As camadas de cristais de fosfato de zinco, ferro e zinco ou fosfato de manganês, são porosas, de sorte que minúsculas superfícies do metal de base ficam expostas ao ar. O último tratamento depois da fosfatização tem por finalidade a passivação dessas áreas expostas entre os cristais e o fechamento dos poros. Para esse fim, emprega-se com sucesso soluções diluídas de ácido crômico, ou misturas balanceadas com cromo hexa e trivalentes. Existem, também produtos a base de ácido tânico e de molibdênio cuja ação inibidora sobre o aço fosfatizado é eficiente.
O QUE É PINTURA
REVESTIMENTOS NÃO-METÁLICOS ORGÂNICOS - PINTURA
Dentre as técnicas de proteção anticorrosiva existentes, a aplicação de tintas ou sistemas de pintura é uma das mais empregadas. A pintura, como técnica de proteção anticorrosiva, apresenta uma série de propriedades importantes, tais como facilidade de aplicação e de manutenção, relação custo-benefício atraente e, pode proporcionar além disso, outras propriedades em paralelo como, por exemplo:
Finalidade estética - tornar o ambiente agradável; Auxílio na segurança industrial; Sinalização Identificação de fluídos em tubulações ou reservatórios; Impedir a incrustação de microrganismos marinhos em cascos de embarcações; Impermeabilização Permitir maior ou menor absorção de calor, através do uso correto das cores; Diminuição da rugosidade superficial.
Apesar de a pintura ser uma técnica bastante antiga, o grande avanço tecnológico das tintas só ocorreu neste último século, em decorrência do desenvolvimento de novos polímeros (resinas): alquídica e vinílica década de 20; acrílica e borracha clorada década de 30; epóxi, poliuretana e silicone na década de 40.
Nos últimos anos, o desenvolvimento tecnológico neste setor tem sido intenso, não só no que diz respeito a novos tipos de resinas e de outras matérias-primas empregadas na fabricação das tintas mas, também, em relação a novos métodos de aplicação das mesmas.
Um outro aspecto importante a ressaltar é que as restrições impostas pelas leis ambientais têm levado os fabricantes a desenvolver novas formulações de tintas com teores mais baixos de compostos orgânicos voláteis que, como conseqüência, possuem teor de sólidos mais alto. Ainda neste campo, pode-se mencionar as tintas em pó que, além de serem isentas de solventes, apresentam excelentes características de proteção anticorrosiva, e as tintas anticorrosivas solúveis em água, já disponíveis no mercado, com baixíssimo índice de toxicidade.
No que diz respeito aos equipamentos de aplicação de tintas, grandes avanços têm sido realizado no sentido de se melhorar a produtividade e a qualidade da película final. Neste campo pode-se mencionar a pintura eletrostática, para qual foram desenvolvidas pistolas e equipamentos especiais que, além de melhorar o rendimento da tinta, permitem obter um recobrimento uniforme da peça, principalmente em regiões difíceis de ser pintadas, como é o caso de arestas e cantos vivos.
O QUE É PINTURA ELETROSTÁTICA A PÓ
É uma pintura de alta produção e fino acabamento, com revestimento em pó nas versões epóxi, poliéster e híbrido. Diferencia-se consideravelmente da pintura com tinta líquida, notadamente nos métodos de aplicação e na resistência do filme.
Ela se caracteriza pela fácil aplicação, através de um processo eletrostático, não exigindo mão de obra especializada. O pó adere perfeitamente às peças mesmo em pontos de difícil acesso, como cavidades e reentrâncias e etc ...
Após a aplicação, quando a peça é submetida ao aquecimento , as partículas de pó aderidas se fundem formando uma película plástica uniforme, com espessuras que variam de 40 a 100 microns. Essa película não amolece mesmo quando submetida a reaquecimento.
O tempo de cura varia de 10 a 30 minutos, a temperatura entre 150°C a 220°C. A pintura com o revestimento em pó, a base de resina epóxi, poliéster e híbrido é, portanto, a solução ideal para problemas de decoração, proteção de superfícies metálicas, mesmo as mais complexas.
Os revestimentos em pó podem ser aplicados em qualquer superfície metálica: autopeças, eletrodomésticos, grandes móveis metálicos, implementos agrícolas, extintores, bicicletas, equipamentos para camping, luminárias, utilitários domésticos, etc, e proporciona ótimo acabamento e excelente proteção.
Na JPS Pinturas, atendemos a todas as especificações de nossos clientes, sempre observando suas necessidades particulares.
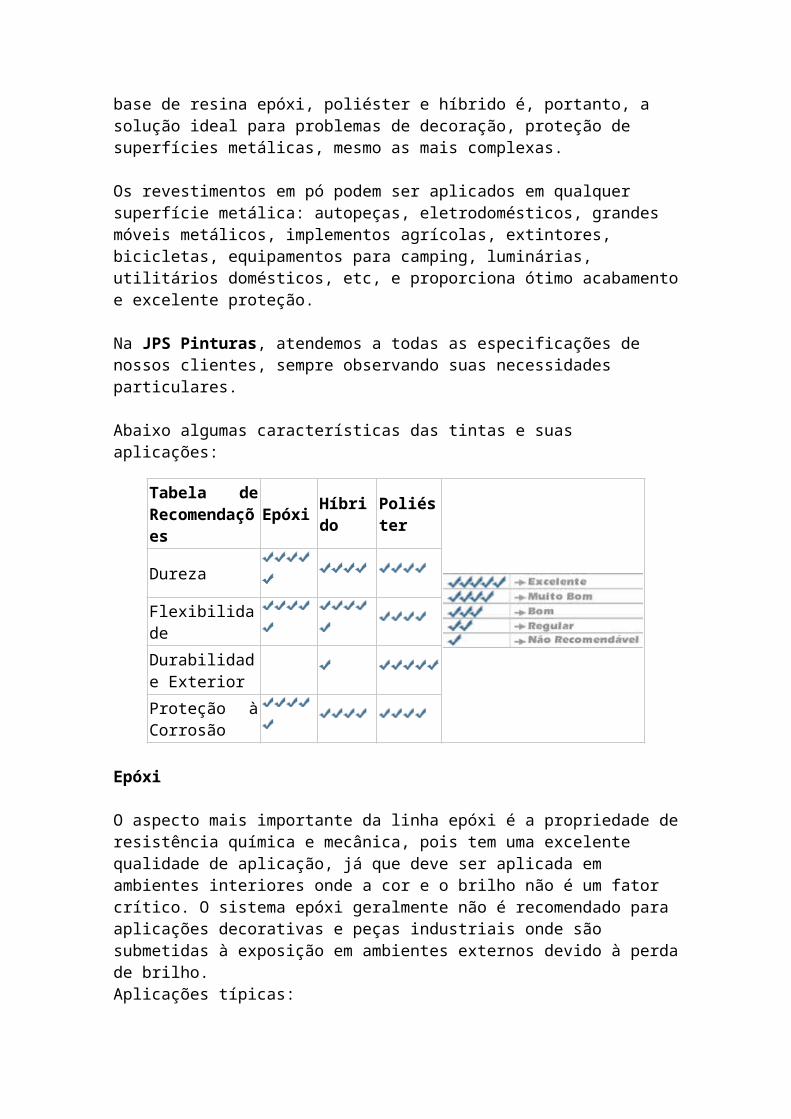
Abaixo algumas características das tintas e suas aplicações:
Tabela de Recomendações
Epóxi Híbrido Poliéster
Dureza
Flexibilidade
Durabilidade Exterior
Proteção à Corrosão
Epóxi
O aspecto mais importante da linha epóxi é a propriedade de resistência química e mecânica, pois tem uma excelente qualidade de aplicação, já que deve ser aplicada em ambientes interiores onde a cor e o brilho não é um fator crítico. O sistema epóxi geralmente não é recomendado para aplicações decorativas e peças industriais onde são submetidas à exposição em ambientes externos devido à perda de brilho.Aplicações típicas:
• Ambientes agressivos em geral;• Bebedouros de água; • Equipamentos marítimos;
Híbrido
O sistema híbrido em relação ao epóxi tem baixa resistência ao solvente, e por isso seu uso mais comum é na linha decorativa, como mobília, principalmente, para ambientes internos, e também peças industriais onde não há incidência de raios solares na peça pintada para não afetar o aspecto do filme.
O sistema Híbrido está disponível nos acabamentos liso brilhante, semi-fosco, fosco, texturizados, microtextura.Aplicações Típicas:
• Móveis tubulares;• Móveis para Escritório;• Peças Industriais ;• Equipamentos de Laboratório; • Telefones Públicos ;• Peças Automotores (de acabamento interno);• Entre outros.
Poliéster
É o melhor sistema utilizado atualmente quando se fala em relação resistência em ambientes externos, e a sua flexibilidade é melhor. É por estas características que lhes proporciona, ele se encontra no topo dos sistemas em pó . E também tem outra característica importante : a maior cobertura do filme e tempo menor de cura. O sistema Poliéster está disponível também nos acabamentos liso brilhante, semi-fosco, fosco, texturizado e microtextura.Aplicações típicas:
• Peças automobilísticas externas; • Móveis para ambientes externos; • Placas de sinalização; • Transformadores; • Implementos agrícolas; • Materiais expostos a corrosão; • Móveis destinados a ambientes agressivos (maresia);• Equipamento eletro eletrônico; • Equipamento de irrigação;
É a pintura que alia alta produção e fino acabamento, com revestimento em pó nas versões epóxi, poliéster e híbrido. Diferencia-se consideravelmente da pintura com tinta líquida, principalmente nos métodos de aplicação e na resistência do filme. Caracteriza-se pela fácil aplicação, através de um processo eletrostático, exigindo mão de obra especializada. O pó adere perfeitamente às peças mesmo em pontos de difícil acesso, como cavidades e reentrâncias e etc. Após a aplicação, quando a peça é submetida ao aquecimento , as partículas de pó aderidas se fundem formando uma película plástica uniforme, com espessuras que variam de 40a 150 mícron. Essa película não amolece mesmo quando submetida a reaquecimento. O tempo de cura varia de 10 a 30 minutos, a temperatura entre 150°C a 220°C. A pintura com o revestimento em pó, a base de resina epóxi, poliéster e híbrido é, portanto, a solução ideal para problemas de decoração, proteção de superfícies metálicas, mesmo as mais complexas.Mais do que um revestimento, a tinta em pó é a solução perfeita para aqueles que consideram qualidade, economia e acabamento, fatores imprescindíveis na proteção de seus produtos. Podendo ser aplicada em qualquer tipo de material metálico. Moderno sistema de revestimento para proteção e acabamento de superfícies metálicas, tendo como principais vantagens:
Resistência
Durabilidade
Rapidez na aplicação
Custo reduzido
Diversas cores
Design automobilísticoO Design automobilístico ou design automóvel visa tornar os automóveis produtos de consumo com identidade própria, além de buscar aperfeiçoamentos técnicos como maior segurança, uso de materiais ecológicos, conforto e apelo visual. Nos dias actuais, o design de um automóvel é primordial para seu sucesso junto ao público alvo. Alguns conceitos de design foram tão eficientes que tornaram certos automóveis em ícones culturais ou de uma época.
O Design automobilístico não só visa a aparência comercial como também se preocupa com conceitos de construção em geral. Por exemplo, como encaixar um motor v-12 em um carro de pequenas dimensões, mantendo os padrões de estética, praticidade e segurança.
ACIS
3D ACIS
Desenvolvedor Spatial Corp.
Última versão Versão R18 (Novembro-2007)
Idiomas
Sistema Op. Windows 2000 e versões mais recentes, Mac OS X, AIX, HP-UX, Solaris, Red Hat
Gênero CAD
Licença Proprietário
Website www.spatial.com
ACIS é um kernel geométrico desenvolvido pela companhia de software Spatial Corp. que permite modelar a três dimensões. ACIS é utilizado pela criação de sistemas computacionais (software) tipo: CAD, Manufatura auxiliada por computador (CAM), AEC, Maquete eletrônica e outros.
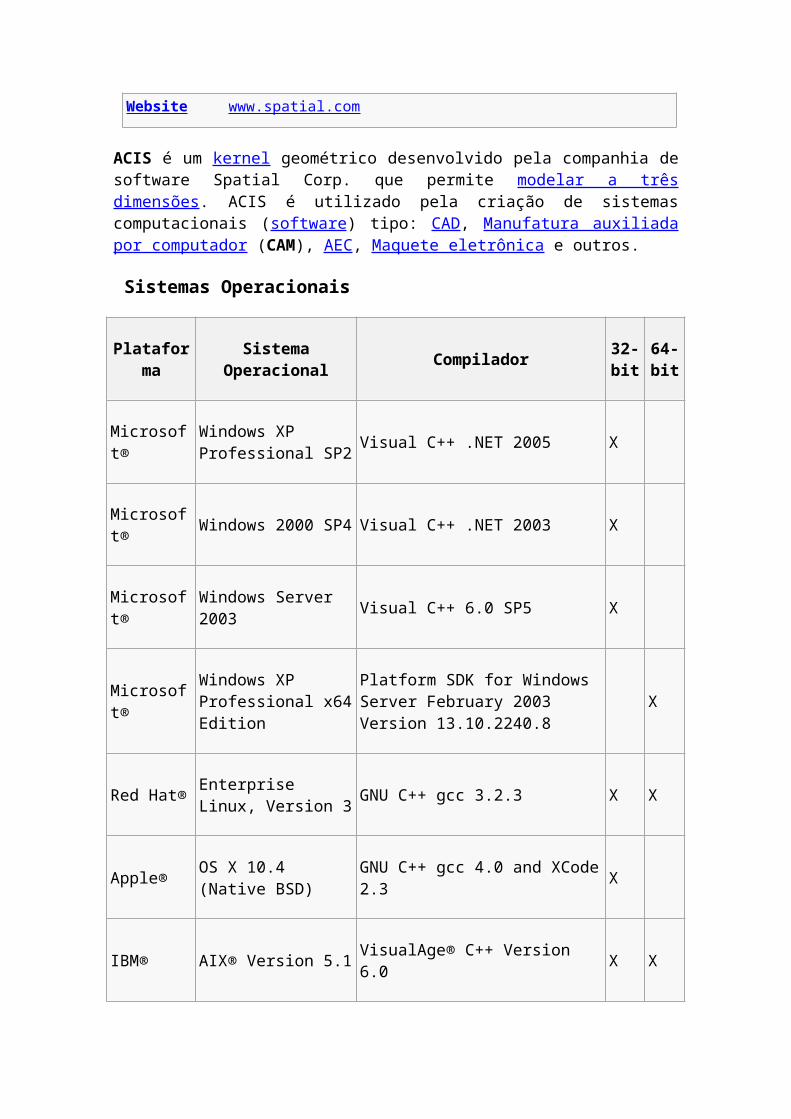
Sistemas Operacionais

Plataforma Sistema Operacional Compilador32-bit
64-bit
Microsoft®Windows XP Professional SP2
Visual C++ .NET 2005 X
Microsoft® Windows 2000 SP4 Visual C++ .NET 2003 X
Microsoft® Windows Server 2003 Visual C++ 6.0 SP5 X
Microsoft®Windows XP Professional x64 Edition
Platform SDK for Windows Server February 2003 Version 13.10.2240.8
X
Red Hat®Enterprise Linux, Version 3
GNU C++ gcc 3.2.3 X X
Apple®OS X 10.4 (Native BSD)
GNU C++ gcc 4.0 and XCode 2.3 X
IBM® AIX® Version 5.1 VisualAge® C++ Version 6.0 X X
HP HP-UX 11.0 HP aC++ Version A.03.52 X X
SunTM SolarisTM 8&9 Sun ONETM Studio 8 X X
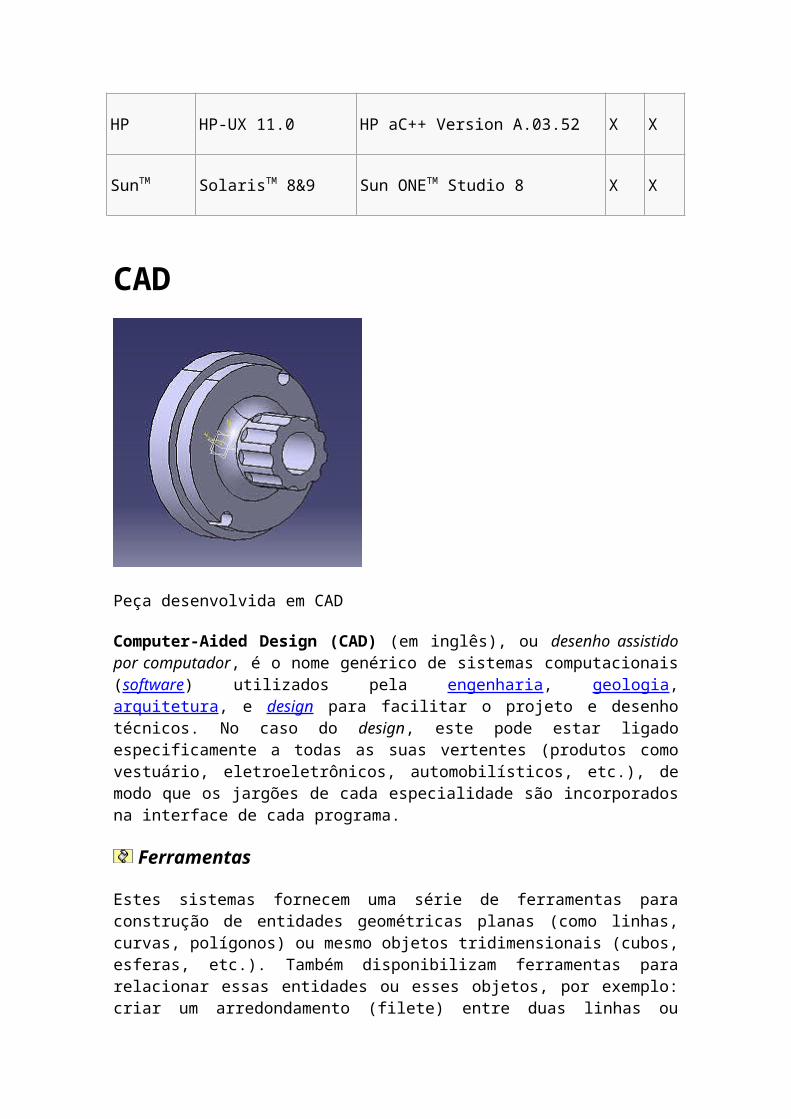
CAD

Peça desenvolvida em CAD
Computer-Aided Design (CAD) (em inglês), ou desenho assistido por computador, é o nome genérico de sistemas computacionais (software) utilizados pela engenharia, geologia, arquitetura, e design para facilitar o projeto e desenho técnicos. No caso do design, este pode estar ligado especificamente a todas as suas vertentes (produtos como vestuário, eletroeletrônicos, automobilísticos, etc.), de modo que os jargões de cada especialidade são incorporados na interface de cada programa.
Ferramentas
Estes sistemas fornecem uma série de ferramentas para construção de entidades geométricas planas (como linhas, curvas, polígonos) ou mesmo objetos tridimensionais (cubos, esferas, etc.). Também disponibilizam ferramentas para relacionar essas entidades ou esses objetos, por exemplo: criar um arredondamento (filete) entre duas linhas ou subtrair as formas de dois objetos tridimensionais para obter um terceiro.
Uma divisão básica entre os softwares CAD é feita com base na capacidade do programa em desenhar apenas em 2 dimensões ou criar modelos tridimensionais também, sendo estes últimos subdivididos ainda em relação a que tecnologia usam como modelador 3D. Existem basicamente dois tipos de modelagem 3D: por polígonos e por NURBS. Nos softwares pode haver intercâmbio entre o modelo 3D e o desenho 2D (por exemplo, o desenho 2D pode ser gerado automaticamente a partir do modelo 3D).
Existem modelos de CAD específicos que simulam as condições de fabricação, ou seja, as ferramentas usadas no desenho são as mesmas disponíveis no chão de fábrica (estes são geralmente chamados programas CAM). Também na arquitetura existem CADs específicos que desenham paredes, telhados e outras construções automaticamente. Os softwares mais avançados de CAD usam o chamado modelagem paramétrica, que permite modificações do desenho pela simples entrada de números indicando dimensões e relações entre as entidades ou objetos desenhados.
Tela de um software CAD
As capacidades dos sistemas de CAD modernos incluem:
Criação de geometria em Wireframe Funções paramétricas 3D para modelação de sólidos Modelação de superfícies Freeform Desenhos automáticos de conjuntos de peças. Gerar automaticamente desenhos 2D a partir dos modelos sólidos 3D Reutilização de design de componentes Facilidade na modificação do design do modelo e produção de múltiplas versões Gerar automaticamente componentes de design estandardes Validação/verificação dos designs de encontro as especificações e regras
determinadas Simulação de designs sem a necessidade do protótipo físico Criação de documentação de engenharia, tal como desenhos para maquinação,
listas de materiais. Importação/Exportação de dados com outros formatos de diferentes programas Saída de modelos directamente para a fabricação Manter as livrarias de peças e conjuntos criados Calcular as propriedades de massa de peças e conjuntos Ajuda á visualização através de uso de sombras, rotação, remoção das linhas
escondidas, etc... Associação paramétrica Bidireccional (modificações realizadas ao nível de
funções é reflectida em todas as informações relacionadas com a mesma; desenhos, propriedades de massa, conjuntos, etc … e vice-versa)
Verificação de cinemáticas e interferências em conjuntos de peças
Softwares CAD
O AutoCAD é um software que tem um formato de armazenamento de arquivo (ficheiro) (DWG)difundido no mercado. Para grandes indústrias e projetos mais complexos, alguns softwares mais usados são o SolidWorks, SolidEdge, o Catia, o Unigraphics NX, o Pro-Engineer, o Inventor e o Microstation, além de sofwares específicos para mecânica, móveis, engenharia elétrica, etc. Podemos ainda citar oRhinoceros e o Autodesk 3D Studio, para modelagens tridimensionais, bastante difundidos entre os designers brasileiros.
Softwares CAD Livres
Além dos "softwares" proprietários existem varias opções "open source" de programas CAD. Uma busca nos principais sites de "downloads" vão oferecer uma série de ferramentas para solucionar diferentes tipos de problemas. Alguns exemplos, para efetuar projetos genéricos, sao o QCad, originalmente desenvolvido pela comunidade Linux e também disponível para Windows. Para modelagem em 3D, ainda podem-se citar o Blender e o Wings como alternativas mais populares e com amplo conteúdo de documentação na WEB, inclusive em português. Programas de desenho vetorial como o Inkscape e o "Draw" do pacote OpenOffice também podem ajudar a solucionar problemas bidimensionas de desenho técnico.
As candidaturas para a Eleição da Wikimedia Board of Trustees estão actualmente a ser aceites. Torne-se um candidato.
[Esconder] [Ajuda-nos com as traduções!]
Design de embalagem
A garrafa de Coca-cola, um clássico do design pela sensualidade da forma, projetada por Earl R. Dean
O design de embalagens, é uma vertente do design de produto e do design gráfico. No maioria das vezes o designer de produto é reponsável pela forma da própria embalagem, considerando problemas de ergonomia e estética tri-dimensional. Enquanto o designer gráfico trata do rótulo da embalagem, onde o produto é apresentado graficamente.
A embalagem comercial não é apenas um meio de armazenamento e transporte de um produto, mas é um objeto que possibilita aos consumidores uma relação afetiva individual com o produto.
A embalagem é a identidade da empresa a qual ela representa e em muitos casos é o único meio de comunicação do produto. O bom design de embalagem pode garantir uma boa comunicação com o consumidor, informando sobre o produto e expondo seu caráter. De acordo com a pesquisa setorial ABRE, para muitos consumidores a embalagem é o objeto que identifica simbolicamente o produto. Uma pesquisa do Comitê de Estudos Estratégicos da ABRE mostrou que o consumidor não dissocia a embalagem do seu conteúdo, considerando os dois como constituintes de uma mesma entidade indivisível. Sendo assim a embalagem é ao mesmo tempo expressão e atributo do conteúdo. Exemplos disto são o frasco de perfume, o extintor de incêndio, a caixa de lenços de papel, a caixa de fósforos, dentre outros, como a garrafa da Coca-Cola, a lata do Leite Moça e o frasco do perfume Chanel nº 5, que têm suas formas patenteadas. Hoje o design das embalagens é considerado uma poderosa ferramenta de marketing e
as escolas de nível superior ensinam sua metodologia para alunos tanto da disciplina do design quanto do marketing. O Núcleo de Estudos da Embalagem da ESPM trabalha o design da embalagem como uma especialização do design que tem como objetivo tornar os produtos mais competitivos no ponto-de-venda posicionando-os de forma estratégica na competição de mercado. Esta nova abordagem utiliza a embalagem como ferramenta de marketing, veículo de comunicação e elo de integração com a internet.
História
As primeiras embalagens surgiram há mais de 10.000 anos, quando nas civilizações já existia a necessidade de transportar, acondicionar e armazenar alimentos. Médicos do antigo Egito utilizavam tubos de bambu rotulados para os medicamentos daquele período.
Embalagem no Brasil
O livro História da embalagem no Brasil editado pela ABRE relata que as primeiras embalagens utilizadas no país eram os cestos os samburás e os balaios criados pelos índios e usadas para o transporte de seus produtos. Com a chegada dos portugueses, barris, e caixotes passaram a fazer parte da vida brasileira. A primeira fabricação de vidro ocorreu em 1637 com a invasão holandesa no Recife onde quatro mestres vidreiros trazidos pelo príncipe Maurício de Nassau montaram uma oficina. Só com a chegada de D. João IV em 1808 e a abertura dos portos, o processo de produção de embalagens teve início no Brasil uma vez que antes deste período era proibido pela coroa de Potugal a fabricação de produtos na colônia. Em 1810 foi fundada em Salvador uma fábrica de garrafas e garrafões mas a produção de embalagens em grande escala só veio a ocorrer com a exportação dos produtos agrícolas como açúcar, mate e café que utilizaram respectivamente caixas de madeira, barricas e sacos de juta.No final do século XIX surgiram as latas para embalar a carne e a banha produzida pelos frigoríficos, os vidros para medicamentos e perfumes, o papel para os cigarros e embrulhos e o papelão para todo tipo de caixas e cartuchos. Hoje a indústria brasileira de embalagem está entre as mais desenvolvidas do mundo e somos um país exportador de embalagens vazias para os cinco continentes. Com a abertura do mercado nacional para os produtos importados, feita pelo Governo Collor, percebeu-se que o desenho das embalagens de outros países eram mais atrativas e, por conseqüência, vendiam mais. Atualmente, dos cerca de 40 mil produtos expostos nas prateleiras dos supermercados brasileiros, estima-se que apenas 10% possuam propaganda massiva na mídia. Desta forma o design de embalagem passa a ser um "vendedor silencioso".
Percebeu-se a importância no mercado nacional do emprego do design de embalagem não só no ponto-de-venda, mas toda uma preocupação desde a criação ou lançamento de um novo produto, por mais simples que este seja. Ao projetar produtos, deve-se levar em consideração: funcionalidade, facilidade de manuseio, reaproveitamento de materiais de acordo com sua toxicidade, escassez, renovabilidade e reciclabilidade. Hoje, no Brasil, existem empresas especializadas só em embalagens. Empresas brasileiras ganham e promovem prêmios internamente e no exterior para promover a produção de embalagens. O que demostra o grande valor agregado ao produto.
Bibliografia Básica sobre Embalagem disponível no Brasil
Calver, G. O que é Design de Embalagens: Porto Alegre: Bookman 2009
Carvalho, A, C. Engenharia de Embalagens: São Paulo: Novatec 2008
Cavalcanti, P; Chagas, C. História da Embalagem no Brasil: São Paulo: Abre Associação Brasileira de Embalagem 2006
Gurgel, F. Administração da Embalagem: São Paulo: Thomson 2007
Mestriner, F. Design de Embalagem - Curso Básico: São Paulo: Makron Books. 2001 (segunda edição)
Mestriner, F. Design de Embalagem - Curso Avançado: São Paulo: Pearson. 2005 (segunda edição)
Mestriner, F. Gestão Estratégica de Embalagem: São Paulo: Pearson. 2007
Negrão, C; Camargo, E,P . Design de Embalagem – do Marketing a Produção: São Paulo: Novatec 2008
Considerações na criação das embalagens
O cuidado com este trabalho significa que o design de embalagem envolve estudos representando além de estética e função, fatores sociais, culturais, de fabricação, de custos e de seleção de materiais que vão determinar mensagens qualitativas e quantitativas.
Uma embalagem não pode ser apenas bonita, ela deve cumprir padrões de higiene, formatos, praticidade e segurança. O design de embalagem agrega valor, adequando de forma eficiente às necessidades e expectativas do consumidor e define seu posicionamento correto no mercado. É também, diferencial competitivo, pois através da inovação e da diferenciação o design pode criar uma personalidade capaz de conquistar a fidelidade do consumidor.
Ao se desenvolver uma embalagem, deve-se definir os elementos do projeto técnico: Matérias-primas, processos produtivos, economias na fabricação, transporte etc.) associado à qualidade do produto. No rótulo se aborda os problemas do design de informação e publicidade.
No design de embalagens, o designer deve ter em conta algumas questões:
De que tipo de embalagem se trata? É uma embalagem para líquidos? Para proteger objetos frágeis? Qual o peso e o tamanho dos objectos que vai conter? São pesos uniformes? Como vai ser transportada? Terá de ser atraente? Em que material irá ser feita?(cartão/plástico/madeira/vidro...) Qual a fábrica a contratar?
Daqui a quanto tempo deverá estar pronta? Qual o orçamento disponível? Pra onde irá esta embalagem após seu descarte? Qual seu ciclo de vida?
Design de mobiliário
Cadeiras de Michael Thonet
O design de mobiliário, é uma vertente do design de produto e uma das áreas de maior importância no design de produto brasileiro, pois o mobiliário brasileiro é um dos poucos bens de consumo duráveis que é exportado. É também uma área em que arquitetura e design de produto se entrelaçam.
Há ênfase em detalhes e materiais. Tanto que está diretamente relacionada à Decoração de Interiores. Segundo o funcionalismo, o design de mobiliário tem sido trabalhado superficialmente (menos funcionalidade e mais estética). Por exemplo, o trabalho dos Irmãos Campana, que procuram originalidade na escolha dos materiais.
As funções do móvel dependem do ambiente onde ele será colocado (residência, escritório, escola, meio urbano etc). Para fazer um projeto é preciso pensar nas funções do objeto naquele ambiente e qual é o usuário (no caso de móveis para escola, por exemplo, crianças).
Eco-design
Como a madeira é o material mais usado no design de móveis, muito se discute o uso de madeira certificada e reflorestada e de outras opções de materiais, como os assentos de PET feitos por cooperativas. O bambu é também uma opção sustentável, pois tem crescimento rápido.
Cidades de grande expressão moveleira no Brasil
A economia dessas cidades está baseada na indústria moveleira
Ubá Bento Gonçalves São Bento do Sul/SC Rio Negrinho/SC Linhares /ES
Designers de Móveis Ana Carolina Diegoli W. Cláudia Moreira Salles Carlos Motta Carlos Eduardo "Caê" Vieira Filipe Alarcão John Graz Maurício Azeredo Mauro N. Ribeiro Michel Arnoult Reno Bonzon Joaquim Tenreiro Sérgio Rodrigues Pedro Useche Lina Bo Bardi Michael Thonet Karl Heinz Bergmiller Fernando Jaeger Camila Fix Arne Jacobsen Ritha Braga
Design de produto
Caneta BIC Cristal, exemplo clássico de design de produto
O Design de produto, também chamado projeto de produto ou desenho industrial, trabalha com a produção de objetos e produtos tridimensionais para usufruto humano. Um designer de produto lidará essencialmente com o projeto e produção de bens de consumo ligados à vida quotidiana (como mobiliário doméstico e urbano, eletrodomésticos, automóveis e outros tipos de veículos, etc) assim com a produção de bens de capital, como máquinas e motores.
Considera-se desenho industrial a forma plástica ornamental de um objeto ou o conjunto ornamental de linhas e cores que possa ser aplicado a um produto, proporcionando resultado visual novo e original na sua configuração externa e que possa servir de tipo de fabricação industrial.
Garrafa de Coca-Cola de 1915, desenhada por Earl R. Dean
O Design de produto, dada a sua relação com os processos de produção industriais e sua origem na Revolução Industrial, começa a se delinear no Século XIX, especialmente com os textos teóricos ligados ao movimento Arts & Crafts que enxergava na produção artística um guia para a produção industrial. Da mesma forma que o Design Visual, porém, ele ganha maturidade e sofre uma profunda revolução com as experiências feitas na Bauhaus, no início do Século XX, praticamente definindo a noção atual da profissão.
O design é uma atribuição de valor identificado pelo mercado e transformado em atributo físico do produto. O Registro de Desenho Industrial é um título de propriedade temporária sobre um desenho industrial, outorgado pelo Estado aos autores ou outras pessoas físicas ou jurídicas detentoras de direitos sobre a criação.
O Design é necessário às indústrias para "produzir o produto certo, pelo preço certo, para o mercado certo, na altura exacta"(ARAÚJO, M. D., Tecnologia do Vestuário, Lisboa, FCG, 1996). Isto atendendo a valores estáticos, políticos, econômicos, sociais, geográficos, etc., no sentido de rentabilizar as ferramentas, a organização e a lógica da industrialização, para que a empresa possa competir com a concorrência, tanto no lançamento de novos produtos como no re-design de outros. O conceito, a forma, a cor, a embalagem e as características físicas do produto, assim como o seu preço, são decisivos para o sucesso da sua venda.
Os principais conhecimentos utilizados no design de produtos são a metodologia de projeto, as técnicas industriais e os materiais existentes.
Benefícios
• Qualidade e exatidão nas peças para aprovação
• Visualização das possibilidades de design de seu produto
• Verifica a viabilidade do produto previamente à sua produção
Dicas
• Informe as medidas do produto ou objeto
• Solicite um mock-up do produto, se necessário
Exemplos
• Desenho para a criação de um novo produto
• Imagem para visualização de uma peça em tamanho real ou em escala exagerada
• Desenho com informações e design finais para ser utilizado na aprovação de determinado projeto
Prancha de surfeA fabricação de pranchas de surfe pelos famosos shapers (shaper, do inglês shape; "formato", pessoa que dá formato à prancha) não é mais o tradicional processo manual, onde se utilizam ferramentas manuais para trabalhar um bloco de espuma até atingir a forma desejada. Hoje em dia a fabricação de pranchas utiliza modernos processos de CAD/CAM/CNC.
Como são feitas as pranchas nas máquinas CNC
Blocos de espumas de poliuretano (conhecidos como blank), são produzidos com uma resina que se expande em uma forma similar a um prancha de surfe com dimensões aumentadas. As dimensões são exageradas para permitir que pranchas de curvatura diferente saiam do mesmo bloco. Retirado da forma, o bloco é cortado ao meio e reforçado com um pedaço de madeira compensada chamada de longarina, para dar estrutura a prancha.
Devido à grande demanda do mercado e o grande esforço para fazer estas pranchas a mão, novos processos foram inventados que garantem a repetibilidade com precisão usando softwares modernos tipo CAD. Estes processos permitem que o shaper continue criando suas pranchas, com a vantagem e a diferença de saber como a prancha irá ficar antes mesmo de colocar as mãos no bloco de espuma.
Nos dias atuais máquinas CNC de shape que fresam o bloco de espuma para pranchas de surfe e repetem o processo à risca são mais comuns do que se pensa.
Estas máquinas trabalham com o auxílio de um computador que coordena toda a movimentação dos três eixos X,Y,Z da máquina para realizar o desejo feito em um programa de desenho 3D, CAD.
Os três eixos X,Y,Z são os eixos delimitam a área de trabalho e são respectivamente: longitudinal ou eixo-X, transversal ou eixo-Y, e vertical ou eixo-Z.
Fabricação de pranchas
Acabamento (finish): consiste em retirar a longarina (parte central de madeira estrutural da prancha) com uma plaina, normalmente elétrica, e lixar até que a superfície da prancha fique muito lisa. No final deste processo o shaper assina a prancha.
Fibra de vidro : é primeiro aplicada uma camada de resina para umedecer toda a superfície da prancha e obter uma melhor aderência com a fibra. Uma vez passada a fibra, estende-se sobre a prancha uma tecido do tamanho da prancha e o pressiona contra a prancha e aplica mais uma camada desta vez considerável, sobre a prancha. Retire o excesso de resina com uma espátula para obter a superfície bem lisa e o mais fina possível diminuindo o peso.
Processo de Cura: a resina aplicada prancha passa por um processo de cura, e terá que esperar algumas horas para poder secar.
Repete: os processos de fibra e processo de cura para o outro lado da prancha. Recorte das sobras: após secas são cortadas as sobras ao redor das quilhas,
rabeta e bico. Pintura: a maior parte das pranchas são pintadas conforme o design do
fabricante que está sujeito às variações da moda. A tinta é aplicada a base de aerossol que permite uma camada fina de tinta e uniformemente espalhada.
Secagem da tinta: a prancha fica apoiada para que a pintura seque e não borre. Adesivagem: neste estágio são colocados adesivos do logotipo do shaper ou da
marca que irá vender a prancha, pois ao receber uma camada de resina por cima do adesivo estará protegido do contato da mão e da água, não alterando a hidrodinâmica da prancha.
Quilha e presilha do strep: Uma vez pintada, a prancha é tracejada simetricamente em local próximo a rabeta para receber a quilha e a presilha do strep. Fazem-se duas ou três marcações para encaixar as quilhas que são fixadas com a própria resina do processo de fibra, assim como a presilha do strep.
Polimento: e por último é aplicado um polimento na prancha para ficar lisa e lustrosa.
Protótipo
Protótipo é um produto que ainda não foi comercializado, mas está em fase de testes ou de planejamento. Pode se referir a um automóvel, avião, nave espacial, navio ou qualquer outra embarcação, veículo de transporte ou produto da engenharia, como , por exemplo, um porto ou uma usina hidrelétrica, uma turbina, uma bomba hidráulica, etc. Geralmente estes produtos são testados antes em modelos físicos, em laboratórios especializados de aerodinâmica ou de hidrodinâmica.
Na informática, protótipo é um sistema/modelo (Pode ser um site WEB ou um Software) sem as funcionalidades inteligentes (acesso a banco, sistema legado), apenas com as funcionalidades gráficas, e algumas funcionalidades básica para o
funcionamento do próprio protótipo. Utilizado geralmente para aprovação de quem vai solicitar o sistema.
Tintas
O que é Níquel Químico
É um tipo especial de revestimento que aumenta a resistência à abrasão e corrosão e que não requer corrente elétrica, retificadores ou ânodos para que ocorra a deposição do metal.
A deposição da liga se dá através da reação química ou auto-catalítica entre os agentes dissolvidos (Sulfato de Níquel + Hipofosfito de Sódio) em solução aquosa onde a peça é mergulhada, daí o nome, Níquel Químico ou auto-catalítico.
Todas as superfícies da peça quando imersas na solução aquosa de níquel serão revestidas com camadas totalmente uniformes da liga de níquel-fósforo, independente da forma geométrica que possuam
Uniformidade da camada
Até mesmo em peças de geometrias complexas e irregulares deposita-se com uniformidade em cantos vivos e furos, sem a necessidade de retífica e polimento posterior.
Brilho/Aspecto Visual
As Camadas de Níquel químico tem aspecto de aço inox ligeiramente amarelado. Entretando o brilho e a rugosidade dependerão do polimento final do substrato onde a liga se depositará, pois a deposição irá copiar fielmente a rugosidade da base.
Resistência ao uso
A resistência do Níquel Químico vai depender principalmente da dureza da camada e do tratamento térmico aplicado na mesma.Geralmente as ligas de médio e baixo fósforo são as mais resistentes.
Tipos de níquel químico
Baixo fósforo: (2-4% de P)
Um banho que proporciona depósitos superiores à 60 rockwell, com valores aproximados ao do cromo duro, porém com a vantagem na uniformidade da camada em peças complexas.O níquel baixo-fósforo oferece excelente resistência à corrosão para condições alcalinas.
Médio fósforo: (Brilhante de alta velocidade 5-9% de P)
Mais indicado para peças que serão submetidas à desgaste. Melhor desempenho em condições abrasivas.Peças revestidas com níquel químico médio teor de fósforo, tem a performance similar ao do aço inox, alto brilho e possuem dureza de 45 rockwell, podendo ter essa dureza aumentada para 68 rockwell quando submetida ao tratamento térmico.
Níquel Alto Fósforo (9-13% P)
Este tipo de acabamento proporciona a máxima resistência à corrosão. O níquel alto fósforo é o padrão nas indústrias que requerem proteção para ambientes altamente corrosivos e ácidos.Possui um alto grau de solderabilidade, permanecendo por longos períodos.É amplamente empregado na indústria automobilística e de petróleo e gás.
No teste de névoa salina (Salt spray) ultrapassa 1500 horas de ensaio.
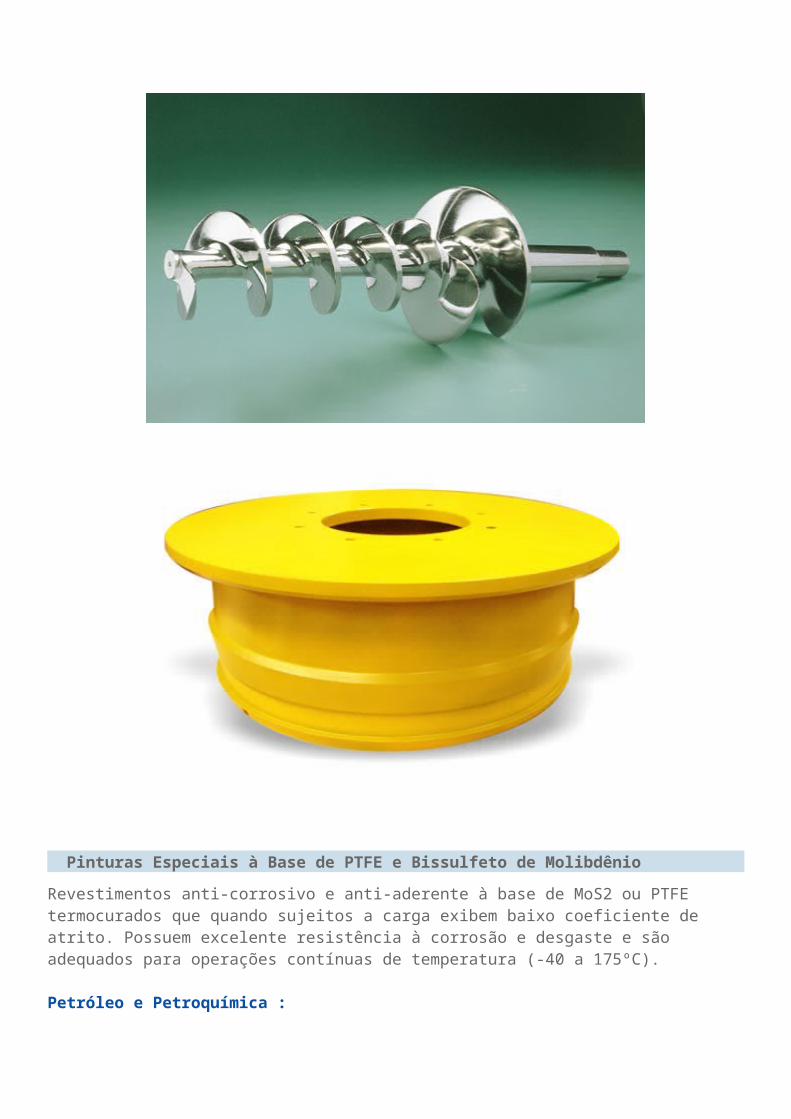
Pinturas Especiais à Base de PTFE e Bissulfeto de Molibdênio
Revestimentos anti-corrosivo e anti-aderente à base de MoS2 ou PTFE termocurados que quando sujeitos a carga exibem baixo coeficiente de atrito. Possuem excelente resistência à corrosão e desgaste e são adequados para operações contínuas de temperatura (-40 a 175ºC).
Petróleo e Petroquímica :
Revestimento com grande estabilidade térmica, ótima resistência a corrosão e aos raios ultra-violeta. Suportam desgaste mecânico industrial em alta pressão, alto carregamento e baixa velocidade.
Podem ser usados em aço carbono, inox, alumínio, bronze e cobre. Mecânica :
Baixa camada (30µm), evidencia relevos, detalhes de gravações em moldes, cilindros e calandras. Química e Farmacêutica :
Fácil limpeza pois apresenta baixa permeabilidade. Não reage com ácidos, álcalis e solventes. Têxtil :
Baixa eletricidade estática, ótima resistência à abrasão.
Estas informações adicionais a seguir seguem os padrões internacionais de pintura no sistema AUTOMOTIVO portanto, é um resumo dos fatores aos quais estamos inseridos no nosso dia a dia.
PROCESSOS DE PINTURA AUTOMOTIVA
DUPONT DO BRASIL
Produtos & Serviços
A DuPont Sistemas Automotivos é o maior fabricante global de revestimentos automotivos para
montadoras – fornecendo revestimentos tecnologicamente sofisticados e ambientalmente
seguros.
Pintura e Revestimento para o Exterior Metálico
Além da forma, o acabamento exterior é a primeira coisa que o consumidor vê ao olhar para
um veículo.
Tintas e Acabamentos para o Exterior Plástico
A qualidade e a durabilidade do acabamento são um reflexo da qualidade e da durabilidade do
próprio veículo.
Tinta e Acabamentos para Interiores
Para superfícies de interiores de veículos que são freqüentemente tocadas, revestimentos
suaves ao toque aplicados nestas áreas fornecem o desejado toque de couro.
Pintura e Revestimento para o Exterior Metálico
Além da forma, o acabamento exterior é a primeira coisa que o consumidor vê ao olhar para um
veículo. A qualidade e a durabilidade de um revestimento são um reflexo da qualidade e
durabilidade do próprio veículo. Através de uma ampla gama de cores e efeitos, os acabamentos
atuais oferecem a oportunidade de renovar e personalizar os carros a um custo relativamente
baixo, fornecendo qualidade e durabilidade para proteger e manter o valor do veículo.
Eletrodeposição
Para a obtenção de cobertura máxima, e portanto uma resistência máxima à corrosão, a primeira
demão é aplicada através de um processo de eletrodeposição.
»
Mais
Primer
A camada de primer é a camada de revestimento que une um substrato com proteção à corrosão
ao topcoat ou acabamento.
»
Mais
Basecoat
Basecoat é a camada de revestimento que fornece cor e efeitos estéticos.
»
Mais
Clearcoat
Clearcoat é a camada de revestimento que forma a última interface com o meio ambiente.
»
Eletrodeposição
A estrutura metálica de um carro ou caminhão leve, tem formas extremamente complexas. Muitas
áreas estão fora da linha de visão direta. É virtualmente impossível cobrir uma forma tão complexa
com pintura aplicada por meio de spray (aspersão). Para a obtenção de cobertura máxima, e
portanto uma resistência máxima à corrosão, a primeira camada é aplicada através de um
processo de eletrodeposição. A carroceria metálica é eletricamente carregada e depois imersa
num banho contendo partículas de pintura com carga oposta. Estas partículas são atraídas para a
superfície metálica, são neutralizadas e depois podem ser polimeirizadas para formar um filme
consistente e resistente. As práticas atuais favorecem a manufatura de carroceria como sendo o
catodo no processo (isto minimiza a corrosão do aço).Estes produtos são denominados
eletrodeposições catódicas.
Requisitos: Os produtos de eletrodeposição precisam apresentar um alto poder de penetração
(capacidade de penetrar profundamente em fissuras) bem como excelente resistência à corrosão.
Os produtos de eletrodeposição precisam ser aplicáveis a todos os substratos da indústria
automotiva (aço, aço revestido por zinco, ligas de alumínio, etc.). Os requisitos de
polimerização precisam ser compatíveis com as diferentes necessidades dos clientes, e os
produtos precisam fornecer uma aparência lisa.
Um novo requisito ambiental requer que os produtos de eletrodeposição atuem sem a adição de
metais pesados, tais como chumbo, e em algumas áreas da Europa, também sem estanho.
Produtos de Eletrodeposição da DuPont: A DuPont Sistemas Automotivos oferece uma linha
completa de produtos de eletrodeposição incluindo revestimentos livres de chumbo e estanho,
sistemas livres de poluentes atmosféricos perigosos, bem como propriedades especiais tais como
uma proteção aperfeiçoada de bordas, baixa temperatura, resistência às intempéries e um melhor
poder de penetração.
Primer
Requisitos
A camada de primer é a camada de revestimento que une um substrato com proteção à corrosão
ao topcoat ou acabamento. Sua função é suavizar as irregularidades da superfície, melhorar o
desempenho de resistência a batidas de pedras, e ajuda a proteger o substrato contra a luz visível
e UV. O primer precisa ser capaz de ser aplicado de forma confiável e uniforme, e deveria
contribuir para um mínimo impacto ambiental. Os primers atuais incluem produtos à base de
solvente, água e na forma de pós. Primers coloridos, freqüentemente são usados para permitir um
mínimo de espessura da demão de base (basecoat), para otimizar o processo de pintura e
minimizar os defeitos relacionados aos danos causados por batidas de pedras.
Produtos Primer da DuPont
Os sistemas automotivos da DuPont oferecem uma linha completa de primers, incluindo produtos
à base de solvente, água, primers de dispersão base água e pós, bem como produtos 2K à base de
água.
Os VOC (Componentes Orgânicos Voláteis) em primers de dispersão base água é de menos de
0,4lbs/gal (48 g/l).
A Divisão de Sistemas Automotivos da DuPont freqüentemente recomenda combinações
específicas de primer com topcoats (acabamento) para otimizar a robustez da aplicação e o
desempenho no campo. Dependendo das exigências do cliente e do sistema de primer, uma
grande quantidade de cores pode ser criada para minimizar a necessidade de basecoat em
interiores. Se necessário, um primer à base de água com baixo custo de conversão (LCC) pode
substituir primers à base de solventes com modificações mínimas para instalações de aplicações
de pintura. Isto é uma forma fácil de cumprir com as mais recentes legislações relativas a VOC.
Basecoat
Requisitos
Basecoat é a camada de revestimento que fornece cor e efeitos estéticos. A basecoat precisa
fornecer inicialmente uma aparência uniforme que dure por muitos anos sem desbotar. Os
requisitos modernos para veículos atraentes freqüentemente exigem a adição de micas, flocos de
alumínio e outras pigmentações de efeito. Estes materiais podem ser incorporados em uma
camada de base ou em uma demão separada (por exemplo em dois tons). Se forem usadas duas
camadas de basecoat, o sanduíche com o clearcoat é chamado de acabamento tri-coat. A DuPont
Sistemas Automotivos é a líder mundial em aplicação tri-coat úmido-úmido em topcoats com
basecoat tanto à base de água como de solvente.
Produtos Basecoat da DuPont
A DuPont Sistemas Automotivos oferece uma paleta completa cores de basecoats à base de
solventes e de água. A DuPont Automotive Systems realiza um grande esforço de trabalho de
criação de cores e trabalha em íntima parceria com designers de todos os principais fabricantes de
veículos automotores. As opções de criação vão das familiares cores sólidas a interessantes e
chamativas cores metálicas (efeitos de movimento da cor).
Clearcoat
Requisitos
Clearcoat é a camada de revestimento que forma a última interface com o meio ambiente. Traz a
maior parte de desempenho tecnológico e precisa ser capaz de resistir ao ataque ácido ambiental,
a fezes de pássaros, riscos causados por máquinas lava-jato e outras influências externas. Para
melhorar o desempenho contra todas estas influências, os sistemas de revestimento das
montadoras variam de topcoats coloridos a sistemas basecoat/clearcoat. O clearcoat em
combinação com basecoat forma o topcoat automotivo, que dá a aparência do veículo. Clearcoats
com um ou dois componentes (1K ou 2K) são aplicados tanto em basecoats à base de água como
de solventes.
As forças impulsionadoras para o desenvolvimento do clearcoat são o custo de materiais e
processos, aparência, ataque ácido e resistência a riscos e impacto ambiental.
As pressões ambientais levaram a um maior desenvolvimento de sólidos super altos e a clearcoats
à base de água e pó.
Produtos Clearcoat da DuPont
Desde o tempo em que os sistemas de melamina acrílica 1K à base de solventes eram os
clearcoats predominantes, foram feitas muitas melhorias tecnológicas. Os requisitos para o
desempenho tecnológico a longo prazo, levaram a uma gama de clearcoats que satisfazem
diferentes exigências de clientes. As especificações de produtos são adaptadas às condições de
aplicação em diferentes plantas de montadoras, mas baseiam-se em abordagens químicas e
princípios de formulação comuns.
A nível mundial, aproximadamente 80% de todos os carros de passeio são revestidos com
clearcoats 1K e os restantes com clearcoats 2K. Os clearcoats 1K são subdivididos em sistemas de
melamina acrílica à base de solventes, clearcoats com maior resistência ao ataque ácido, sistemas
com alto teor de sólidos, sistemas à base de água e versões em pó. Os clearcoats 2K incluem
versões à base de solvente, teor de sólidos super alto e à base de água .
A DuPont Sistemas Automotivos é o único fornecedor de acabamentos que fornece todo tipo de
sistemas de clearcoat e é o principal fornecedor mundial de topcoats para a indústria automotiva
mundial
Eletrodeposição
A estrutura metálica de um carro ou caminhão leve, tem formas extremamente complexas. Muitas
áreas estão fora da linha de visão direta. É virtualmente impossível cobrir uma forma tão complexa
com pintura aplicada por meio de spray (aspersão). Para a obtenção de cobertura máxima, e
portanto uma resistência máxima à corrosão, a primeira camada é aplicada através de um
processo de eletrodeposição. A carroceria metálica é eletricamente carregada e depois imersa
num banho contendo partículas de pintura com carga oposta. Estas partículas são atraídas para a
superfície metálica, são neutralizadas e depois podem ser polimeirizadas para formar um filme
consistente e resistente. As práticas atuais favorecem a manufatura de carroceria como sendo o
catodo no processo (isto minimiza a corrosão do aço).Estes produtos são denominados
eletrodeposições catódicas.
Requisitos: Os produtos de eletrodeposição precisam apresentar um alto poder de penetração
(capacidade de penetrar profundamente em fissuras) bem como excelente resistência à corrosão.
Os produtos de eletrodeposição precisam ser aplicáveis a todos os substratos da indústria
automotiva (aço, aço revestido por zinco, ligas de alumínio, etc.). Os requisitos de
polimerização precisam ser compatíveis com as diferentes necessidades dos clientes, e os
produtos precisam fornecer uma aparência lisa.
Um novo requisito ambiental requer que os produtos de eletrodeposição atuem sem a adição de
metais pesados, tais como chumbo, e em algumas áreas da Europa, também sem estanho.
Produtos de Eletrodeposição da DuPont: A DuPont Sistemas Automotivos oferece uma linha
completa de produtos de eletrodeposição incluindo revestimentos livres de chumbo e estanho,
sistemas livres de poluentes atmosféricos perigosos, bem como propriedades especiais tais como
uma proteção aperfeiçoada de bordas, baixa temperatura, resistência às intempéries e um melhor
poder de penetração.
Primer
Requisitos
A camada de primer é a camada de revestimento que une um substrato com proteção à corrosão
ao topcoat ou acabamento. Sua função é suavizar as irregularidades da superfície, melhorar o
desempenho de resistência a batidas de pedras, e ajuda a proteger o substrato contra a luz visível
e UV. O primer precisa ser capaz de ser aplicado de forma confiável e uniforme, e deveria
contribuir para um mínimo impacto ambiental. Os primers atuais incluem produtos à base de
solvente, água e na forma de pós. Primers coloridos, freqüentemente são usados para permitir um
mínimo de espessura da demão de base (basecoat), para otimizar o processo de pintura e
minimizar os defeitos relacionados aos danos causados por batidas de pedras.
Produtos Primer da DuPont

Os sistemas automotivos da DuPont oferecem uma linha completa de primers, incluindo produtos
à base de solvente, água, primers de dispersão base água e pós, bem como produtos 2K à base de
água.
Os VOC (Componentes Orgânicos Voláteis) em primers de dispersão base água é de menos de
0,4lbs/gal (48 g/l).
A Divisão de Sistemas Automotivos da DuPont freqüentemente recomenda combinações
específicas de primer com topcoats (acabamento) para otimizar a robustez da aplicação e o
desempenho no campo. Dependendo das exigências do cliente e do sistema de primer, uma
grande quantidade de cores pode ser criada para minimizar a necessidade de basecoat em
interiores. Se necessário, um primer à base de água com baixo custo de conversão (LCC) pode
substituir primers à base de solventes com modificações mínimas para instalações de aplicações
de pintura. Isto é uma forma fácil de cumprir com as mais recentes legislações relativas a VOC.
Tintas e Acabamentos para o Exterior Plástico
Além da forma, o acabamento exterior é a primeira coisa que um consumidor vê ao olhar para
um veículo.
A qualidade e a durabilidade do acabamento são um reflexo da qualidade e da durabilidade do
próprio veículo. Os acabamentos de componentes plásticos têm a exigência adicional de cumprir
com este desafio de acordo com restrições de adesão, flexibilidade e temperatura, exclusivas de
substratos plásticos.
Promotor de Adesão
A polioleifina termoplástica, também conhecida como TPO é amplamente empregada em
acabamento de exteriores de veículos automotivos tais como: pára-choques, soleiras e
moldagem das laterais da carroceria.
Primer
A preparação com primer do plástico automotivo é um pré-requisito para o topcoat de plásticos
rígidos tais como SMC, poliéster ou substratos com base de náilon.
Basecoat
O basecoat precisa fornecer inicialmente uma aparência uniforme que dure por muitos anos sem
desbotar.
Clearcoat (Verniz)
O clearcoat é a camada de revestimento que forma a última interface com o meio ambiente.
Promotor de Adesão
Requisitos
A polioleifina termoplástica, também conhecida como TPO é amplamente empregada em
acabamento de exteriores de veículos automotivos tais como: pára-choques, soleiras e
moldagem das laterais da carroceria. O TPO é inerentemente difícil de ser umedecido devido à sua
baixa energia superficial e , portanto, é difícil de pintar. Métodos tais como plasma ou flambagem
foram muito bem sucedidos em sobrepujar este problema oxidando a superfície, aumentando
assim a energia de superfície. Outro método bem estabelecido e amplamente empregado é o uso
de promotores de adesão atomizados no ar. Estes promotores de adesão geralmente são
formulados com polioleifina clorada (CPO) e com resinas condutivas. Estas resinas condutivas são
especialmente importantes porque fornecem uma superfície condutiva contínua uma vez que o
filme promotor de adesão tenha coalescido.
Isto permite que camadas de tinta aplicadas posteriormente, sejam aplicadas eletrostaticamente
aumentando e assim a eficácia da transferência.
Os promotores de adesão estão disponíveis como sistemas 1K à base de água e solventes. O
primer ou topcoat é então aplicado depois do promotor de adesão ter sido empregado .
Tipicamente os promotores de adesão são aplicados para se obter uma espessura de filme seco de
0,3-0,5 mils 8-13 micra.
Produtos Promotores de Adesão DuPont
A DuPont Sistemas Automotivos oferece promotores de adesão à base de solvente e água.
Os dois tipos são altamente condutivos e oferecem excelente adesão ao TPO e às camadas de
revestimento aplicadas subseqüentemente. Existem produtos transparentes e coloridos sem
propriedades condutivas.
Primer
Requisitos
A preparação com primer do plástico automotivo é um pré-requisito para o topcoat de plásticos
rígidos tais como SMC, poliéster ou substratos com base de náilon. O papel do primer é preencher
qualquer pequena imperfeição que pode estar presente devido ao processo de moldagem ou do
próprio plástico. Também atua para fornecer uma camada condutiva para facilitar a aplicação
eletrostática das camadas de acabamento aplicadas posteriormente. O primer também protege o
substrato dos raios UV do sol, potencialmente danosos. Freqüentemente, os primers são
formulados para serem coloridos de forma a permitir a aplicação de um basecoat de espessura
mínima e para minimizar o efeito de danos causados por batidas de pedras.
Produtos Primer da DuPont
A DuPont Sistemas Automotivos oferece uma linha completa de primers, incluindo produtos à base
de solvente, água, pasta à base de água e pós. O VOC de primers com de dispersão base água é
menor do que 0,4 lbs/gal (48g/l). A DuPont Sistemas Automotivos freqüentemente recomenda
combinações especificas de primers com topcoats para otimizar a robustez de aplicação e
desempenho de campo.
Também estão sendo desenvolvidas duas abordagens ao SMC: líquida (solvente 1K e à base de
água, e sistema com dupla cura UV.
Basecoat
Requisitos
Basecoat é a camada de revestimento que fornece cor e efeitos estéticos. O basecoat precisa
fornecer inicialmente uma aparência uniforme que dure por muitos anos sem desbotar. Os
requisitos modernos para veículos atraentes freqüentemente exigem a adição de micas, flocos de
alumínio e outras pigmentações de efeito. Estes materiais podem ser incorporados em um
basecoat ou em uma demão separada (por exemplo em dois tons). Se forem usadas duas
camadas, o sanduíche com o clearcoat, é chamado de acabamento tri-coat.
A DuPont Sistemas Automotivos é a líder mundial em aplicação tri-coat úmido/úmido em
topcoats com basecoat à base de água de solvente.
Produtos Basecoat da DuPont
A DuPont Sistemas Automotivos oferece uma paleta completa cores de basecoats à base de
solventes e água. Para os produtos à base de solventes, o domínio da cor é obtido seja com o uso
de baixas temperaturas de forneio (120ºF/49ºC) em sistemas 2K ou em forneios a alta
temperatura (250ºF/121ºC) para sistemas 1K.
A DuPont também realiza um grande esforço de trabalho de criação com cores e trabalha em
íntima parceria com designers de todos os principais fabricantes de veículos automotores. As
opções de criação vão das familiares cores sólidas a interessantes e chamativas cores metálicas. A
DuPont fornece capacidade de acabamentos tri-coat úmido/úmido e de dois tons tanto nas formas
à base de água como à base de solventes – e todos estas formas de basecoats estão disponíveis
com várias alternativas de clearcoat.
Clearcoat (Verniz)
Requisitos
O clearcoat é a camada de revestimento que forma a última interface com o meio ambiente. Traz
a maior parte de desempenho tecnológico e precisa ser capaz de resistir ao ataque ácido
ambiental, a fezes de pássaros, riscos causados por máquinas lava-jato e outras influências
externas. Para melhorar o desempenho contra todas estas influências, os sistemas de
revestimento das montadoras variam de topcoats coloridos a sistemas basecoat/clearcoat. O
clearcoat em combinação com basecoat forma o topcoat automotivo, que dá a aparência ao
veículo. Clearcoats com um ou dois componentes (1K ou 2K) e aplicados em basecoats à base de
água e solventes.
Os clearcoats também podem ser coloridos, de forma a fornecer uma cor mais rica e saturada.
As forças impulsionadoras para o desenvolvimento do clearcoat são o custo de materiais e
processos, aparência, resistência ao ataque ácido e a riscos e impacto ambiental.
Produtos Clearcoat da DuPont
Desde o tempo em que os sistemas de melamina acrílica 1K à base de solventes eram os
clearcoats predominantes, foram feitas muitas melhorias tecnológicas. Os requisitos para o
desempenho tecnológico em longo prazo levaram a uma gama de clearcoats que satisfazem
diferentes exigências de clientes. As especificações de produtos são adaptadas às condições de
aplicação em diferentes plantas de montadoras, mas baseiam-se em abordagens químicas e
princípios de formulação comuns.
Os clearcoats 1K e 2K são amplamente empregados onde os componentes plásticos são pintados
fora da montadora. Os clearcoats 1K são subdivididos em altos sólidos tradicionais, melaminas
acrílicas à base de solvente com queima em altas temperaturas ou sistemas de silanos, estes
últimos oferecendo melhor resistência a ataque ácido. Os clearcoats 2K incluem versões à base de
solventes e teores super altos de sólidos. Em qualquer um dos casos, existem versões rígidas ou
elastoméricas. Para forneio em baixa temperatura (120o F/49o C) a oferta de produtos 2K é a
melhor escolha.
A DuPont Sistemas Automotivos é o único fornecedor de acabamentos que fornece todo tipo de
sistema clearcoat e é o maior fornecedor mundial de sistemas de acabamento de plásticos para a
indústria automotiva mundial.
Tinta e Acabamentos para Interiores
Requisitos: Para superfícies de interiores de veículos que são freqüentemente tocadas,
revestimentos suaves ao toque aplicados nestas áreas fornecem o desejado toque de couro. Estes
revestimentos freqüentemente têm 2 componentes químicos, oferecendo assim grande resistência

a amassados e riscos e resistência química (a produtos tais como filtros solares e repelentes de
insetos) ao serem comparados com sistemas tradicionais de 1 componente.
Estes revestimentos também estão disponíveis em vários níveis de brilho variando de
extremamente opaco a alto brilho. Exemplos onde sistemas suaves ao toque são tipicamente
empregados incluem tampas de receptáculos de air-bags, consoles e descansos de braços.
Tendências de criação mais recentes incluem o uso de cores para exteriores utilizadas em
interiores. Isto pode incluir a cor exterior real com um acabamento de alto ou baixo brilho.
Extensões recentes de tecnologia incluem o uso de clearcoats suaves ao tato para fornecer mais
opções de estilo. Isso significa para os designers de montadoras que as áreas de toque suave do
interior não se limitam mais às cores sólidas tradicionais: cinza, preto, marrons ou azuis, e agora
podem incluir acabamentos metálicos ou incluindo mica.
Produtos DuPont
A DuPont Sistemas Automotivos oferece duas versões para sistemas suaves ao toque. Ambos têm
2 componentes e são denominados Velva Shield® e Áqua-Dekosoft® respectivamente para
sistemas à base de solvente e água. Ambos apresentam a propriedade desejável de suavidade ao
toque e ao mesmo tempo fornecem excelente resistência a riscos/ amassados. Tanto o Velva
Shield® como o Aqua-Dekosoft® estão disponíveis com Teflon® oferecendo uma melhor
possibilidade de limpeza ou agentes antimicrobianos adicionados para minimizar o crescimento de
agentes antimicrobianos do tipo E. coli e outras bactérias e fungos.
Ciência Automotiva
Você esta trabalhando hoje no carro do futuro. Um carro que tem maior eficiência de combustível
ou mesmo fontes alternativas de combustíveis. Um carro que é mais seguro e que talvez possa
evitar acidentes. Um carro que tenha a pintura tão brilhante que nunca precise ser encerado ou
lavado. Qualquer coisa que você venha a que pensar depois, a DuPont tem a tecnologia para
transformar sua idéia num milagre.
As páginas seguintes ilustram como a DuPont usa os Milagres da Ciência TM para ajudar os clientes a
lidar com problemas importantes no mundo do design e desenvolvimento de carros.
Ciência Automotiva - DuPont Eletrodeposição
A DuPont tem uma ampla gama de produtos eletrodeposição de qualidade para a industria
automobilística para atender às suas necessidades específicas. Os produtos de eletrodeposição
variam de compostos com baixos teores de VOC (Compostos Orgânicos Voláteis) à alta proteção
de bordas, a uma variedade de produtos de eletrodeposição coloridos. Não apenas a DuPont
oferece produtos superiores, mas oferecemos melhor serviço de suporte ao cliente para ajudá-los
a identificar o produto de eletrodeposição ótimo e para resolver seus problemas de
eletrodeposição.
O que é eletrodeposição ?
Em resumo, a eletrodeposição (também chamada de e- coat) é o processo através do qual uma
peça metálica é submersa num banho de tinta/água e a eletricidade é empregada para depositar a
tinta sobre a peça. O processo de eletrodeposição é o método mais automático, controlável e
eficiente para a aplicação de um primer inibidor de corrosão a peças metálicas.
Num sistema de aplicação total, a eletrodeposição é aplicada entre as camadas de fosfato e
primer. A camada de eletrodeposição é a camada principal de proteção à corrosão.
Por que escolher DuPont?
A DuPont é o segundo maior fornecedor mundial de produtos para eletrodeposição. Fornecemos
eletrodeposição para todos clientes importantes de montadoras. Estamos estrategicamente
localizados para fornecer e a prestar assistência técnica a clientes em todas as regiões do mundo.
Oferecemos uma linha completa de tecnologias de ponta e contamos com todos os recursos da
DuPont para assistência técnica e suporte.
Nossa missão é criar um valor excepcional para nossos clientes através de soluções inovadoras
para oportunidades de acabamentos. Isto é obtido principalmente através de um grupo de peritos
em tecnologia e sistemas de processos. Permitam-nos demonstrar nosso compromisso com esta
missão, entrando em contato conosco para discutir as oportunidades de acabamentos.
Catálogo de Produtos para Eletrodeposição
CorMax® III
Descrição: Catiônico, livre de chumbo.
Benefícios: Qualidade superior, Alta eficiência de revestimento, Baixo nível de emissão – livre
de poluentes atmosféricos perigosos.
CorMax® VI
Produto: Padrão
Descrição: Catiônico, livre de chumbo.
Benefícios: Melhor resistência à corrosão, baixa densidade de filme.
Grande proteção à corrosão,baixa densidade de filme,janela robusta de operação.
Alta eficiência de revestimento.
Baixa emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI EP
Descrição : Catiônico, livre de chumbo, proteção de bordas, grande proteção à corrosão,
baixa densidade de filme.
Janela robusta de operações.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI:
Descrição: Livre de poluentes atmosféricos perigosos, catiônico, livre de chumbo, livre de
poluentes atmosféricos perigosos (incluindo voláteis resultantes da queima)
Grade proteção à corrosão.
Baixa densidade de filme.
Janela de operações robusta.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI para esquadrias
Descrição: catiônico livre de chumbo, de acordo com aplicações em esquadrias.
Grande proteção à corrosão.
Baixa densidade do filme.
Janela de operações robusta.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI-Kai
Descrição: catiônico livre de chumbo, de acordo com as especificações da Honda.
Grande resistência à corrosão.
Baixa densidade do filme.
Janela de operações robusta.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI
Descrição: Forneio a baixa temperatura, catiônico livre de chumbo, queima a baixa
temperatura (>300o F).
Grande proteção à corrosão.
Baixa densidade do filme.
Robusta janela de operações.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI – Pré Mistura
Descrição: catiônico livre de chumbo, sistema de um único componente.
Grande proteção à corrosão.
Baixa densidade do filme.
Robusta janela de operações.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
CorMax® VI com Teflon®
Descrição: catiônico livre de chumbo baixo coeficiente de fricção.
Grade proteção à corrosão.
Baixa densidade do filme.
Robusta janela de operações.
Alta eficiência de revestimento.
Baixas emissões – livre de poluentes atmosféricos perigosos.
Aqua≈ EC® 2000
Catônico livre de chumbo.
Grande proteção à corrosão.
Alta eficácia de revestimento.
Janela de operação robusta.
Baixas emissões, livre de poluentes atmosféricos perigosos.
Aqua≈ EC® 3000
Catiônico livre de chumbo, livre de estanho, grande proteção à corrosão.
Alta eficiência de revestimento.
Baixa janela de forneio.
Janela de operação robusta.
Baixas emissões – livre de poluentes atmosféricos perigosos.
Boa Leitura e aprendizado .....
Prof. Claudio Antonio Garcia