Processos de Tintas e Vernizes
72
Processos de Tintas e Vernizes Componentes: Carol Elizei nº USP: 6873332 Danielle Fernanda Oliveira Silva nº USP: 5867816 Helder Alves da Silva nº USP: 7965100
description
Processo de fabricação de tintas e vernizes, materias-primas, resinas, pigmentos, solventes, aditivos, operações unitárias.
Transcript of Processos de Tintas e Vernizes

Processos de Tintas e Vernizes
Componentes:
Carol Elizei nº USP: 6873332
Danielle Fernanda Oliveira Silva nº USP: 5867816
Helder Alves da Silva nº USP: 7965100
Meriene Gandara nº USP: 7693195
Priscila Alves Domingues Ribeiro nº USP: 5867837
Curso: Engenharia Química
Turma: 20122T1
Professor: Luis Fernando Figueiredo Faria Data: 29/10/2012
SUMÁRIO
1. Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2. Histórico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3. O setor de tintas no Brasil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4. Definição de tintas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
5. Classificação das tintas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
6. Características das tintas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
7. Composição das Tintas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
8. Formação da película. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
9. Resinas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
9.1 Resina Alquidica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
9.1.1 Aplicações da Resina Alquídica. . . . . . . . . . . . . . . . . . . . . 16
10. Pigmentos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
10.1 Pigmentos brancos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
10.2 Pigmentos negros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
10.3 Pigmentos azuis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
10.4 Pigmentos vermelhos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
10.5 Pigmentos verdes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
10.6 Pigmentos castanhos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
10.7 Pigmentos amarelos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
10.8 Toners e Lacas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
10.9 Pigmentos diversos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
10.10 Diluentes dos Pigmentos. . . . . . . . . . . . . . . . . . . . . . . . . . . 29
10.11 Dispersão do Pigmento. . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
11. Cargas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
12. Óleos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
13. Solventes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
14. Aditivos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
15. Vernizes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
2

16. Processos de fabricação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
16.1 Tintas para revestimentos – Base solvente. . . . . . . . . . . . . . . . . . . 34
16.2 Produção de vernizes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
16.3 Tintas para revestimentos – Base água. . . . . . . . . . . . . . . . . . . . . 36
16.4 Processo de fabricação de tintas látex. . . . . . . . . . . . . . . . . . . . . 37
16.5 Tintas em pó. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
16.5.1 Processo de fabricação. . . . . . . . . . . . . . . . . . . . . . . . . . 38
16.6 Tintas para impressão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
17. Aspectos e impactos ambientais. . . . . . . . . . . . . . . . . . . . . . . . . . 40
17.1 Principais insumos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
17.2 Principais interferências do meio. . . . . . . . . . . . . . . . . . . . . . . 41
18. Definição de resíduos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
18.1 Tipos de resíduos perigosos provenientes da indústria de tintas . . . . . . . 44
19. Disposição Final. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
20. Conclusão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
21. Bibliografia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3

SUMÁRIO DE FIGURAS
Figura 1 – Composição esquemática de uma tinta . . . . . . . . . . . . . . . . . . . 12
Figura 2 – Formação de peróxido . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Figura 3 – Polimerização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Figura 4 – Exemplo de resina alquídica . . . . . . . . . . . . . . . . . . . . . . . . 16
Figura 5 – Esterificação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Figura 6 – Alcoólise 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Figura 7 – Alcoólise 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Figura 8 – Processo de produção resina alquídica . . . . . . . . . . . . . . . . . . . 19
Figura 9 – Pigmentos e cargas para tintas e correlatos . . . . . . . . . . . . . . . . . 21
Figura 10 – Diagrama esquemático de moagem de areia . . . . . . . . . . . . . . . 22
Figura 11 – Fluxograma fabricação do litopônio . . . . . . . . . . . . . . . . . . . 25
Figura 12 – Fluxograma de produção de dióxido de titânio . . . . . . . . . . . . . . 26
Figura 13 – Seis etapas básicas no processo ao cloreto para obtenção de dióxido de titânio, usado pela DuPont e outros . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Figura 14 – Processo de fabricação e comercialização das tintas . . . . . . . . . . . 34
Figura 15 – Fluxograma produção tinta base solvente . . . . . . . . . . . . . . . . . 36
Figura 16 – Fluxograma Fabricação tinta em pó . . . . . . . . . . . . . . . . . . . . 39
Figura 17 – Fluxograma tinta para impressão . . . . . . . . . . . . . . . . . . . . . 40
Figura 18 – Exemplo de processo de tratamento de efluente . . . . . . . . . . . . . 43
Figura 19 – Procedimento para classificação do transporte de tintas . . . . . . . . . 48
4

1. INTRODUÇÃO
Os produtos das indústrias de materiais de recobrimento superficial são indispensáveis para a preservação de todos os tipos de estruturas arquitetônicas, inclusive fábricas, contra os ataques do intemperismo. A madeira e o metal não recobertos são particularmente suscetíveis à deterioração, Sobretudo nas cidades onde a fuligem e o dióxido de enxofre aceleram a ação deteriorante. Além do efeito puramente, as tinta, os vernizes e as lacas tornam mais atraentes os artigos manufaturados e realçam o aspecto estético de um conjunto de casas e dos seus interiores. Esse é um caso em que a utilidade e o aspecto artístico caminham lado a lado. Os pigmentos, as tintas os vernizes e as lacas compreendem a maioria dos produtos abordados neste capitulo.
As indústrias de agentes de recobrimento sofreram uma revolução dirigida pela pesquisa, que visava a empregar constituintes de melhor qualidade, fossem eles pigmentos, solventes ou formadores de película, a melhorar a formulação e a aumentar a adaptabilidade dos processos de aplicação. Consequências desses progressos foram a redução dos custos, a diminuição dos riscos de incêndio e dos efeitos danosos a saúde e a obtenção de revestimentos melhorados e de grande duração. O acento principal foi colocado sobre os recobrimentos arquitetônicos, conhecidos como produtos "comerciais", que incluem as tintas para manutenção, com certa menção sobre os recobrimentos industriais usados em materiais de fabricação ou nos itens produzidos nos processos. Os acabamentos desta última categoria, em contrate com os da primeira - que são usualmente aplicados em madeira - empregam-se sobre uma grande variedade de materiais, como metal, tecidos, borracha, papel e plástico, além da madeira.
As matérias primas necessárias para a produção de quase todos os tipos de tintas são constituídas pelos pigmentos, solventes, aditivos e veículo fixo (resinas e óleos). Em uma produção em massa, o processo consiste em pesagem e mistura das matérias primas em um tanque de alimentação. Posteriormente, operações unitárias físicas (mistura, dispersão, completagem, filtração e envase) dão origem ao produto final. A formulação apropriada das tintas é especificada para um emprego particular que podem ser a cobertura, coloração, resistência ao tempo, lavabilidade, lustre, propriedades anticorrosivas de metais e consistência, conforme o tipo de aplicação.
Produzir toda essa variedade de produtos, gera impactos ambientais. Como exemplo, as matérias primas e produtos auxiliares utilizados no processo possuem propriedades tóxicas e corrosivas. Sendo assim, é necessário um manuseio precavido. Em uma relação de causa e efeito, leis ambientais têm levado os fabricantes a produzirem tintas com baixos teores de compostos orgânicos voláteis, otimizando o processo de fabricação de tintas, com o esforço para melhorar a produtividade e, principalmente, a qualidade das tintas.
Serão abordados neste trabalho, alguns aspectos sobre a fabricação de tintas e vernizes.
2. HISTÓRICO
É muito difícil estabelecer uma data para o surgimento da tinta. O homem não estava procurando criar ou inventar algo que embelezasse ou protegesse sua casa
5

quando a tinta surgiu, mesmo porque, naquela época, ele ainda morava em cavernas. Foi graças à incessante necessidade do homem expressar os seus pensamentos, emoções e a cultura de seu povo que ela foi descoberta. Primeiramente, as tintas tiveram um papel puramente estético. Somente mais tarde, quando introduzidas em países do norte da América e da Europa, onde as condições climáticas eram mais severas, o aspecto de proteção ganharia maior importância.
Pré História:
A tinta para os povos pré-históricos tinha a função puramente decorativa. Eles fabricavam tintas moendo materiais coloridos como plantas e argila em pó, e adicionando água. A técnica empregada era simples, pois as cores eram preparadas com os próprios dedos e algumas vezes prensadas entre pedras. Usavam-na para a decoração de suas cavernas e tumbas, e sobre seus corpos.
Egito:
O primeiro povo a pintar com grande variedade de cores foram os egípcios. Inicialmente, fabricavam as tintas a partir de materiais encontrados na terra de seu próprio país e das regiões próximas. Somente entre 8.000 e 5.800a.C. é que surgiram os primeiros pigmentos sintéticos. Para obterem cores adicionais, os egípcios importavam anileira e garança da Índia. Com a anileira, podia-se obter um azul profundo e, com a garança, nuances de vermelho, violeta e marrom. Os egípcios também aprenderam a fabricar brochas brutas, com as quais aplicavam a tinta.
China:
As primeiras tintas de escrever foram provavelmente inventadas pelos antigos egípcios e chineses. As datas exatas dessa invenção são desconhecidas. Manuscritos de cerca de 2.000 a.C. comprovam que os chineses já conheciam e utilizavam nanquins.
Roma:
Os romanos aprenderam a técnica de fabricar tinta com os egípcios. Exemplares de tintas e pinturas romanas podem ser vistos nas ruínas de Pompéia. Por volta do século V a.C., os romanos utilizaram pela primeira vez na história o alvaiade como pigmento. Após a queda do Império Romano, a arte de fabricar tintas perdeu-se, sendo retomada pelos ingleses somente no final da Idade Média.
Idade Média:
Na Idade Média, o aspecto de proteção começa a ganhar importância. Os ingleses usavam as tintas, principalmente, em igrejas e, depois, em prédios públicos e residências de pessoas importantes. Durante os séculos XV e XVI, artistas italianos fabricavam pigmentos e veículos para tintas. Nessa época, a produção de tinta era particularizada e altamente sigilosa. Cada artista ou artesão desenvolvia seu próprio processo de fabricação de tinta. Tratadas como se fossem um "segredo de Estado", as fórmulas de tintas eram enterradas com seu inventor.
Revolução Industrial:
6

No ápice da Revolução Industrial, final do século XVIII e início do XIX,os fabricantes de tintas começaram a usar equipamentos mecânicos. Os primeiros fabricantes, entretanto, apenas preparavam os materiais para tinta, fornecendo-os para os pintores, que compunham suas próprias misturas. Em1867, os fabricantes introduziram as primeiras tintas preparadas no mercado. O desenvolvimento de novos equipamentos de moer e misturar tintas no final do século XIX também facilitou a produção em larga escala.
Século XX:
Durante a Primeira e a Segunda Guerra Mundial, períodos considerados pelos historiadores bastante fértil para ciência, químicos desenvolveram novos pigmentos e resinas sintéticas.
Resina Período (Década)
Alquídica 20
Vínilica 20
Acrílica 30
Borracha Clorada 30
Epóxi 40
Poliuretano 40
Silicone 40
Tabela 1 - Resinas desenvolvidas e suas respectivas décadas
Esses pigmentos e veículos substituíram ingredientes das tintas, como óleo de linhaça, necessário para fins militares. Pesquisas desenvolvidas por químicos e engenheiros tornaram-se atividade importante na fabricação de tinta. No final da década de 50, químicos criaram tintas especiais para pintura de exteriores, novos tipos de esmaltes para acabamento de automóveis e tintas à prova de gotejamento para superfícies externas e internas. Nos anos 60, a pesquisa continuada com resinas sintéticas conferiu às tintas maior resistência contra substâncias químicas e gases. Foi nessa época, que as tintas fluorescentes se popularizaram.
Devido à descoberta de envenenamento, por chumbo, de muitas crianças após terem comido lascas de tinta seca, na década de 1970 os governos de alguns países impuseram restrições ao conteúdo de chumbo nas tintas de uso doméstico, limitando-o a cerca de 0,5%.
A Tinta no Brasil:
A história da indústria brasileira de tintas tem dois começos, igualmente dignos, igualmente significativos. O primeiro, em 1886, na cidade de Blumenau, Santa Catarina. O segundo, em 1904, na cidade do Rio de Janeiro, então Distrito Federal. Os 18 anos e os mil quilômetros que separam as duas iniciativas não representam grande diferença, se
7

considerarmos as semelhanças entre os empreendedores e suas realizações. Os pioneiros são Paulo Hering, fundador das Tintas Hering, e Carlos Kuenerz, fundador da usina São Cristóvão. Emigrantes alemães, eles encontraram no Brasil pátria e lar. Ao novo país doaram talento, trabalho, espírito criativo e inovador. Traçando seus caminhos na virada do século XIX, eles foram espectadores e personagens dos primórdios da industrialização do país acrescentando, cada um a seu modo e vocação, uma parcela de progresso à nossa cultura e desenvolvimento econômico.
Mais de cem anos após a fundação da pioneira Hering, um balanço histórico do desenvolvimento da indústria de tintas no Brasil mostra a existência de alguns ciclos bastante definidos.
A primeira fase, dos grandes pioneiros, tem início com a fundação da Usina São Cristóvão, em 1904, e se estende até a implantação no Brasil da Sherwin-Williams, em 1944. É o tempo das grandes aventuras empresariais, história de homens obstinados, cuja vida se confunde com a própria obra. É o tempo do auto-didatismo, da criatividade, do artesanato que se transforma em manufatura e atinge o estágio industrial. É a fase dos imigrantes, especialmente os de origem alemã, que aportam alguma tecnologia e muito trabalho. É o tempo dos Renner, dos Horst, dos Hilpert, dos Kuenerz, dos Muller, dos Marques da Costa, dos Barros, dos Fernandes, dos Marvin, dos Sparapani, de gente que fecundou com trabalho seus sonhos e ambições.
O segundo período engloba os eventos compreendidos entre a chegada da Sherwin-Williams e a implantação da Glasurit no Brasil. Significativamente são duas empresas internacionais que, com diferença de mais de 20 anos, entram no mercado através da aquisição do controle acionário de indústrias brasileiras: a Superba, em 1944, e a Combilaca, em 1967. São da mesma forma, dois marcos mercadológicos bastante definidos. Os americanos da “escola” Sherwin-Williams trazem a indústria brasileira para a realidade tecnológica do século XX. A entrada da Glasurit no Brasil, associação promovida pela Combilaca, vai iniciar um processo de concentração industrial irreversível (característica da terceira etapa).
A tônica desta Segunda fase é a transição entre o trabalho individual de empresários de muita garra que entram no setor (Bueno, Hesse e outros), e o início da implantação de fábricas modernas, com projetos próprios, planejamento mercadológico e tecnologia avançada (Coral e American Marietta). É também o momento em que pequenas empresas implantadas por pioneiros da primeira fase, auxiliadas por circunstâncias favoráveis da expansão do mercado, se transformam em indústrias poderosas, ainda que mantendo características administrativas de empresas individuais ou familiares. Caso da Ideal, da Condoroil, da Globo, da Polidura, da R. Montesano e da Renner Herrmann, entre outras. É ainda um período em que muitas indústrias de expressão desaparecem por inadequação aos novos tempos: Horst, CLI e Usina São Cristóvão são algumas delas.
A terceira fase da história da indústria de tintas no Brasil está claramente marcada pelo progresso de internacionalização que presidiu a economia do país a partir da segunda metade dos anos 60. Antes disso, é claro, algumas empresas internacionais já haviam se estabelecido no país. Além da Sherwin-Williams, já tinham vindo a Internacional e a Atlantis (na década de 20), a American Marietta (nos anos 50) e outras
8

de menor expressão. Mas a partir da entrada da Glasurit que o processo de aquisições, fusões e associações se precipitam.
São grandes transações, muitas vezes decorrentes de trocas de controle acionário de grupos externos (por esse sistema, a Ypiranga mudou duas vezes de mãos). Dentre as grandes indústrias brasileiras, o crescimento marcante é da Renner Herrmann, que não só absorve grande número de indústrias concorrentes (brasileiras e estrangeiras) como também se expande para o exterior, instalando fábricas no Uruguai e Argentina.
Hoje, o mercado se encontra claramente definido, compreendendo três tipos de empresas no setor de tintas: grandes conglomerados (nacionais e internacionais), empresas de porte médio, com administração de caráter familiar, e pequenas e médias indústrias voltadas ao atendimento de segmentos específicos do mercado.
3. O SETOR DE TINTAS NO BRASIL
O mercado brasileiro de tintas já é bastante consolidado. Embora muitas vezes passem despercebidas, as tintas são produtos fundamentais onde quer que se vá ou qualquer item que se fabrique: veículos automotivos, bicicletas, capacetes, móveis, brinquedos, eletrodomésticos, vestuário, equipamentos, artesanatos, em impressão e serigrafia e na construção civil.
O Brasil é um dos cinco maiores mercados mundiais para tintas. Fabricam-se no país tintas destinadas às mais variadas aplicações, com tecnologia de ponta e grau de competência técnica comparável à dos mais avançados centros mundiais de produção. Há centenas de fabricantes, de grande, médio e pequeno porte, espalhados por todo o país. Os dez maiores fabricantes respondem por 75% do total das vendas.
Os grandes fornecedores mundiais de matérias-primas e insumos para tintas estão presentes no país, de modo direto ou através de seus representantes, juntamente com empresas nacionais, muitas delas detentoras de alta tecnologia e com perfil exportador.
Faturamento líquido 2011: US$ 4,5 bilhões
Faturamento líquido 2010: US$ 3,90 bilhões
Faturamento líquido 2009: US$ 3,03 bilhões
Volume produzido 2011: 1,398 bilhão de litros
Volume produzido 2010: 1,359 bilhão de litros
Volume produzido 2009: 1,232 bilhão de litros
Capacidade instalada: mais de 1,7 bilhão de litros/ano
Empregados diretos: 18,7 mil
Crescimento 2011/2010: 2,9 %
Previsão de crescimento 2012/2011: 4,0 %
Exportações 2011: US$ 152,9 milhões (excluindo tintas gráficas)
Importações 2011: US$ 147,4 milhões (excluindo tintas gráficas)
Segmentos em que o setor se divide:
9
Tinta imobiliária: representa cerca de 80% do volume total e 63% do faturamento;
Tinta automotiva (montadoras): 4% do volume e 7% do faturamento; Tinta para repintura automotiva: 4% do volume e 8% do faturamento; Tinta para indústria em geral (eletrodomésticos, móveis, autopeças, naval,
aeronáutica, tintas de manutenção etc.): 12% do volume e 22% do faturamento.
4. DEFINIÇÃO DE TINTAS
De modo geral, a tinta pode ser considerada como uma mistura estável de uma parte sólida, que forma uma película aderente à superfície a ser pintada, em um componente volátil (água ou solventes orgânicos). Uma terceira parte denominada aditiva, embora representando uma pequena porcentagem da composição, é responsável pela obtenção de propriedades importantes tanto nas tintas quanto no revestimento.
A tinta é muito comum e aplica-se a praticamente a qualquer tipo de objeto. Usa-se para produzir arte; na indústria: estruturas metálicas, produção de automóveis, equipamentos, tubulações, produtos eletroeletrônicos; como proteção anti-corrosiva; na construção civil: em paredes interiores, em superfícies exteriores, expostas às condições meteorológicas; um grande número de aplicações atuais e futuras, como frascos utilizados para perfumes e maquiagens. O verniz é uma película de acabamento quase transparente, usada geralmente em madeira e outros materiais para proteção, profundidade e brilho. Sua formulação tradicional contém óleo secante, resinas e um solvente como aguarrás, mas modernamente são utilizados também derivados de petróleo como poliuretano ou epóxi.
O verniz é utilizado para ressaltar a textura ou cor natural e também como última camada sobre pintura, para proteção e efeito de profundidade. Aplicada como um líquido, com um pincel ou pulverizador, forma uma película ao secar em contato com o ar.
A indústria de tintas para revestimentos utiliza um grande número de matérias-primas e produz uma elevada gama de produtos em função da grande variedade de produtos, superfícies a serem aplicadas, forma de aplicação, especificidade de desempenho.
As matérias primas necessárias para a produção de quase todos os tipos de tintas são constituídas pelos pigmentos, solventes, aditivos e veículo fixo (resinas e óleos). Em uma produção em massa, o processo consiste em pesagem e mistura das matérias primas em um tanque de alimentação. Posteriormente, operações unitárias físicas (mistura, dispersão, completagem, filtração e envase) dão origem ao produto final. A formulação apropriada das tintas é especificada para um emprego particular que podem ser a cobertura, coloração, resistência ao tempo, lavabilidade, lustre, propriedades anticorrosivas de metais e consistência, conforme o tipo de aplicação.
A ação do intemperismo sobre os materiais causa danos indesejáveis à economia e até à segurança em toda parte. Materiais como o metal, sem o recobrimento apropriado, são mais suscetíveis à deterioração (corrosão). Material deteriorado reporta problemas. Desta maneira, as tintas, os vernizes e as lacas são usados como
10
recobrimento superficial para proteger o material, evitar prejuízos e danos pessoais que podem ser irreparáveis.
A proteção não é a única utilidade das tintas. Também são empregadas de maneira artística, pois deixam mais atraente os artigos manufaturados e ambientes.
5. CLASSIFICAÇÃO DAS TINTAS
As tintas podem ser classificadas de várias formas dependendo do critério considerado. De acordo com o mercado atendido e tecnologias mais representativas as tintas podem ser classificadas, como:
1- Tintas imobiliárias: tintas e complementos destinados à construção civil que podem ser subdivididas em produtos aquosos (látex) e produtos a base de solventes orgânicos (tintas a óleo, esmaltes sintéticos, etc).
2- Tintas industriais do tipo OEM (original equipment manufacturer).As tintas e complementos utilizados como matérias-primas no processo industrial de fabricação de um determinado produto.
3- Tintas especiais abrangem os outros tipos de tintas, como por exemplo, tintas e complementos para repintura automotiva, tintas para demarcação de trafego, tintas e complementos para manutenção industrial, tintas marítimas, tintas para madeira, etc.
As tintas também podem ser classificadas quanto à formação do revestimento, isto é, levando-se em conta o mecanismo da formação do filme protetor e a secagem ou cura das tintas.
6. CARACTERÍSTICAS DAS TINTAS
Existe uma série de características, que são desejáveis em uma tinta, e que podem variar de acordo com a finalidade do produto. Mas, as principais características são:
Estabilidade: Não apresentando sedimentação, coagulação, empedramento, separação de pigmentos, sinéreses ou formação de nata, tal que não possa tornar-se homogênea através de simples agitação manual;
Facilidade de aplicação: A tinta tem que se espalhar-se facilmente, de maneira que o rolo ou a trincha deslizem suavemente sobre a superfície. As marcas desses instrumentos devem desaparecer logo após a aplicação da tinta, resultando em uma película uniforme;
Rendimento e Cobertura: O rendimento da tinta refere-se ao volume necessário para pintar uma determinada área. A cobertura significa a capacidade da tinta em cobrir totalmente a superfície. Essas duas propriedades estão diretamente relacionados ao tipo, à qualidade e à quantidade de resinas e pigmentos utilizados na formulação da tinta;
Durabilidade: É a resistência das tintas à ação das intempéries. A durabilidade de uma tinta também depende diretamente do tipo, da qualidade e da quantidade de resinas e pigmentos utilizados em sua formulação;
11

Lavabilidade: As tintas devem ser laváveis, resistindo à ação de agentes químicos comuns ao uso doméstico, tais como detergentes, água sanitária e outros;
Secagem: A secagem de uma tinta não deve ser tão rápida que não permita uma fácil aplicação e nivelamento, nem tão lenta que não permita demãos posteriores num tempo conveniente.
7. COMPOSIÇÃO DAS TINTAS
Figura 1 - Composição esquemática de uma tinta
1. Resina : é a parte não-volátil da tinta, que serve para aglomerar as partículas de pigmentos. A resina também denomina o tipo de tinta ou revestimento empregado. É ela responsável pela formação da película protetora na qual se converte a tinta depois de seca. Outra função é a de proporcionar brilho, aderência, elasticidade e resistência. Assim, por exemplo, temos as tintas acrílicas, alquídicas, epoxídicas, etc. Antigamente as resinas eram a base de compostos naturais, vegetais ou animais. Hoje em dia são obtidas através da indústria química ou petroquímica por meio de reações complexas, originando polímeros que conferem às tintas propriedades de resistência e durabilidade muito superior às antigas.
2. Pigmento: material sólido finamente dividido, insolúvel no meio. Utilizado para conferir cor, opacidade, certas características de resistência e outros efeitos. São divididos em pigmentoscoloridos (conferem cor), não coloridos e anti-corrosivos (conferem proteção aos metais).
3. Aditivo: ingrediente que, adicionado às tintas, proporciona características especiais às mesmas ou melhorias nas suas propriedades. Utilizado para auxiliar nas diversas fases da fabricação e conferir características
12
necessárias à aplicação. Existe uma variedade enorme de aditivos usados na indústria de tintas e vernizes, como secantes, anti-sedimentantes, niveladores, antipele, antiespumante, etc.
4. Solventes: líquido volátil, geralmente de baixo ponto de ebulição, utilizado nas tintas e correlatos para dissolver a resina. São classificados em: solventes aditivos ou verdadeiros, latentes e inativos. Dentre as tintas imobiliárias disponíveis no mercado podem-se encontrar as seguintes tipologias: látex PVA, acrílicas, esmaltes sintéticos, vernizes e texturas.
Constituintes das tintas listados em ordem aproximada de importância
Resinas (formadores de películas)Sintéticas: alquídicas, vinílicas, celulósicas, ésteres d eresina de pinho, epóxis, ureia-melamina, uretanas, estirenos fenólicas, hidrocarbonetos, poliésteresNaturais: goma-laca, resina de pinho (colofonia) e outras.
Solventes: cetonas, aromáticos, alifáticos, alcoóis, éteres de glicóis, ésteres de glicol éter, glicóis, ésteres de glicóis, produtos clorados, terpenos, etc.
Óleos secativos e ácidos graxos: óleo de linhaça, óleo de soja, ácidos graxos, óleo de sebo, óleo de ricínio, óleo de tungue, óleo açafrão, óleo de peixe, óleo de coco, óleo de oiticica
Pigmentos e fíleres: dióxido de titânio, carbonato de cálcio, salicilato de magnésio, argila, corantes inorgânicos, sulfato de bário, mica, óxido de zinco, pó de zinco, zarcão, materiais metálicos (principalmente alumínio), negros de carvão, corantes orgânicos, alvaiade.
Secantes: cobalto, manganês, chumbo e zinco, naftenos, resinatos, linoleatos, 2-etilexoatos, sebacatos.
Plastificantes: ésteres octílico, decílico, 2-etilexílico dos ácidos ftálico, sebácico, adípico, azelaico e outros semelhantes.
8. FORMAÇÃO DA PELÍCULA
A formação da película depende da coesão entre os constituintes do revestimento e adesão do revestimento à superfície.Esses dois fatores são inversamente proporcionais, ou seja, se a coesão for máxima a adesão será nula. Assim para que a tinta esteja bem formulada, é necessário obter-se grande aderência, sem prejuízo da sua coesão molecular, para resultar em películas resistentes e flexíveis. As forças coesivas e adesivas podem apresentar-se, distintamente, como forças mecânicas e forças moleculares.
Forças mecânicas: Partindo do princípio de que as superfícies a serem revestidas não possuem áreas de repelência, o revestimento penetra nas suas irregularidades e endurece, formando um elo que permite uma boa aparência da tinta ao substrato.
Forças Moleculares: Todos os sistemas fechados tendem para uma desordem molecular cada vez maior, isto é um aumento de entropia. Qualquer processo antagônico requer energia, que pode ser traduzida pelas forças que se desenvolvem entre as moléculas. Tais forças, que tem função definida na formação da película e influenciam o equilíbrio coesão-adesão:Força Eletrostáticas;Força de Van der Waals;
13

Ligação Metálica;Ligação Iônica;
Esse mecanismo consiste na forma de um filme úmido que se transforma em um filme sólido com determinadas propriedades, como nestes exemplos de mecanismos:
Evaparoção dos solventes: Utilizam-se produtos já polimerizados e solubilizados com auxílio de solventes. Quando a solução é aplicada sobre uma superfície, os solventes se evaporam, deixando sobre a superfície uma película sólida, adesiva e contínua, desde que haja equilíbrio entre as forças adesivas e coesivas. Como veículos típicos desse mecanismo tem-se as resinas acrílicas, vinílicas, borracha clorada e acetato de celulose. As tintas obtidas com este mecanismo apresentam como vantagens o fato de serem monocomponentes e terem uma boa aderência entre demãos. E como desvantagem apresenta uma fraca resistência a solventes.
Por Oxidação: Neste tipo de mecanismo, a formação da película ocorre através da evaporação dos solventes e da reação da resina com o oxigênio do ar, através das dulplas ligações existentes nas moléculas.
Figura 2 – Formação de peróxido
Que reagiria com outra dupla ligação de uma molécula próxima, dando início ao processo de polimerização. Assim:
Figura 3 – Polimerização
Por ativação Térmica: Existem resinas nas quais a polimerização se processa com auxílio de energia de ativação, geralmente térmica. Aplica-se um pré-polímero, dissolvido em solventes apropriados, sobre um substrato seguido de aquecimento. Então ocorre uma polimerização por condensação e formação da película. Resinas obtidas por esse mecanismo são: fenólicas, epóxi´fenólicas, alquídicas-melamina e etc.
Polimerização à temperatura ambiente: As tintas em que as películas são formadas por esse mecanismo são normalmente fornecidas em dois ou mais componentes, tendo-se a resina e o agente de cura. No momento do uso os componentes são misturados em proporções adequadas, reagindo quimicamente.
14

As tintas obtidas por este mecanismo são as epoxídicas e as poliuretânicas para as primeiras e os poliisocianatos para as segundas.
Fusão Térmica: Este tipo de película ocorre em resinas empregadas na fabricação de tintas em pó. As tintas em pó são aplicadas por meio de pistolas eletrostáticas. As partículas da tinta carregadas negativamentesão atraídas para peça metálica. Após ser totalmente recorberta a peça é levada para uma estufa a aproximadamente 230ºC, onde ocorre a fusão do pó e a consequente formação da película. Em geral obtem-se películas com excelentes propriedades mecânicas, anticorrosivas e estética.
Hidrólise: A formação da película ocorre através da reação da resina com a umidade do ar. Uma das resinas que formam a película por este mecanismo é a de silicato de etila.
Coalescência: As partículas de resina geralmente de forma esférica ficam dispersas no solvente. Com evaporação do solvente as partículas se aglomeram vindo a formar películas coesas e geralmente bastante plásticas. As resinas que formam este tipo de película são PVA e as emulsões acrílicas.
9. RESINAS
As resinas são formadoras da película da tinta e são responsáveis pela maioria das características físicas e químicas desta, pois determinam o brilho, a resistência química e física, a secagem, a aderência, e outras. As primeiras tintas desenvolvidas utilizavam resinas de origem natural (principalmente vegetal). Atualmente, com exceção de trabalhos artísticos, as resinas utilizadas pela indústria de tinta são sintéticas e constituem compostos de alto peso molecular.
As resinas mais usuais são as alquídicas, epóxi, poliuretânicas, acrílicas, poliéster, vinílicas e nitrocelulose.
Resina alquídica: polímero obtido pela esterificação de poliácidos e ácidos graxos com poliálcoois. Usadas para tintas que secam por oxidação ou polimerização por calor.
Resina epóxi: formadas na grande maioria pela reação do bisfenol A com eplicoridina, os grupos glicidila presentes na sua estrutura conferem-lhe uma grande reatividade com os grupos amínicos presentes nas poliaminas e poliamidas.
Resinas acrílicas: polímeros formados pela polimerização de monômeros acrílicos e metacrílicos, por vezes o estireno é polimerizado com este monômero.
A polimerização de monômeros em emulsão (base de água) resulta nas denominadas emulsões acrílicas usadas nas tintas látex. A polimerização em solvente conduz a resina indicada para esmaltes termoconvertíveis (cura com resinas melamínicas) ou em resinas hidroxiladas para a cura com poliisocianatos formando os chamados poliuretânicos acrílicos.
Resinas poliéster: ésteres são produtos da reação de ácidos com álcoois. Quando ela é modificada com óleo, recebe o nome de alquídica. As resinas poliéster são usadas na fabricação de primers e acabamentos de cura à estufa, combinadas com resinas amínicas, epoxidicas ou com poliisocianatos bloqueados e não bloqueados.
15

Resinas nitrocelulose: produzida pela reação de celulose, altamente purificada, com acido nítrico, na presença de acido sulfúrico. A nitrocelulose possui grande uso na obtenção de lacas, cujo sistema de cura é por evaporação de solventes. São usados em composições de secagem rápida para pintura de automóveis, objetos industriais, moveis de madeira, aviões, brinquedos e papel celofane.
Com enfoque maior as resinas alquídicas devido sua frequência no uso de tintas por conferir melhores propriedades físico-químicas e ser usada em grande escala em tinas arquitetônicas da construção civil, por exemplo, temos:
9.1 RESINA ALQUÍDICA
Resina alquídica é um tipo de óleo de resina de poliéster em óleo modificado, o polímero de condensação de poliálcool, anidrido ftálico, e ácidos graxos ou triglicerídeos de ácidos graxos. De acordo com o número e a estrutura de dupla ligação no ácido graxo ou óleo, a resina alquídica serve para resina alquídica de secagem, resina alquídica de semisecagem e resina alquídica sem secagem. De acordo com o teor de ácido graxo, ou anidrido ftálico, as resinas alquídicas podem ser divididas em resina alquídica curta em óleo, resina alquídica média em óleo, resina alquídica longa em óleo e resina alquídica extralonga em óleo. A película formada pela cura da resina alquídica tem alto brilho e tenacidade, força adesiva, boa resistência ao desgaste, alta resistência à intempérie e boa propriedade isolante.
Figura 4 - Exemplo de resina alquídica
O termo alquídico provém do termo inglês Alkyd, que é uma modificação do termo original Alcid, o qual resultava do facto de estes produtos serem derivados da reacção entre um ALcool e um áCIDo.
9.1.1 APLICAÇÕES DA RESINA ALQUÍDICA
A resina alquídica pode ser usada para o revestimento e pintura. Pode decorar e proteger metal, mobiliário, veículos e edifícios, etc. Ela pode ser usada como camada isolante de fios esmaltados ou feita em tinta de impressão para uso na indústria de impressão. Além disso, a resina alquídica também pode ser usada para fazer plásticos moldados.
As tintas alquídicas são produzidas em dois processos; Processo de ácidos gordos e o processo da alcoolose ou de monoglicerídeo. As tintas alquídicas de maior qualidade, como os pentalaquídicos, e resistência são produzidas no primeiro processo,
16

onde a composição da resina resultante pode ser controlada com maior precisão. Neste processo, um anidrido ácido, um poliol e um ácido gordo insaturado são combinados e cozidos conjuntamente a 185 °C, até que o produto resultante atinja uma viscosidade pré-determinada.
As resinas alquídicas mais econômicas, onde a qualidade do produto final não é fundamental, são produzidas por alcoolose ou pelo processo do gliceridio. Neste processo óleo vegetal, com teor em componentes insaturados é elevado, é combinado com um poliol adicional e aquecido para causar a transesterificação dos triglicerídeos numa mistura de óleos mono e di-glicerídeos. A esta mistura é adicionado anidrido ácido para construir o peso molecular da resina, para se assememlhar ao mesmo composto produzido pelo processo do ácido gordo. No entanto, a alcoolose produz uma estrutura macromolecular mais aleatória que o processo do ácido gordo.
Para remover a água, sub-produto da reação, e para aumentar a velocidade de reacção, anidrido ftálico é adicionado em excesso. A água é removida com o ácido que não reagiu aquecendo a mistura a uma temperatura adequada, fazendo com que a reacção não seja tão controlada como o desejado. Recentemente foi introduzido um processo que usa Xileno para poduzir um azeótropo com a água. Esta alteração permitiu um melhor controlo da reacção a baixas temperaturas e também produziu resinas com baixa viscosidade, úteis no fabrico de tintas com elevado teor de sólidos. Este processo ficou conhecido por processo AZO.
Figura 5 – Esterificação
17

Figura 6 - Alcoólise 1
Figura 7 - Alcoólise 2
Em ambos os processos, o produto resultante é uma resina de poliéster à qual estão ligados grupos pendentes de óleos secantes. Após o fim do processo, a resina obtida é purificada, diluída em solvente e vendida a fabricantes de tintas e vernizes.
18
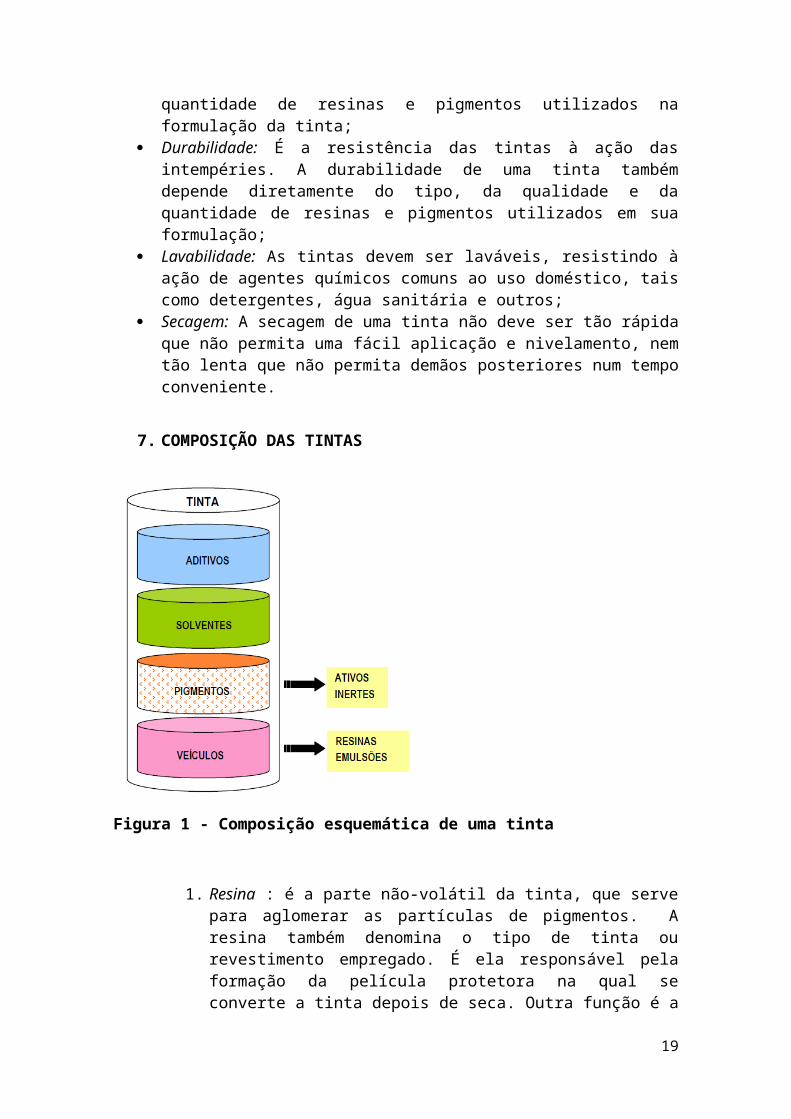
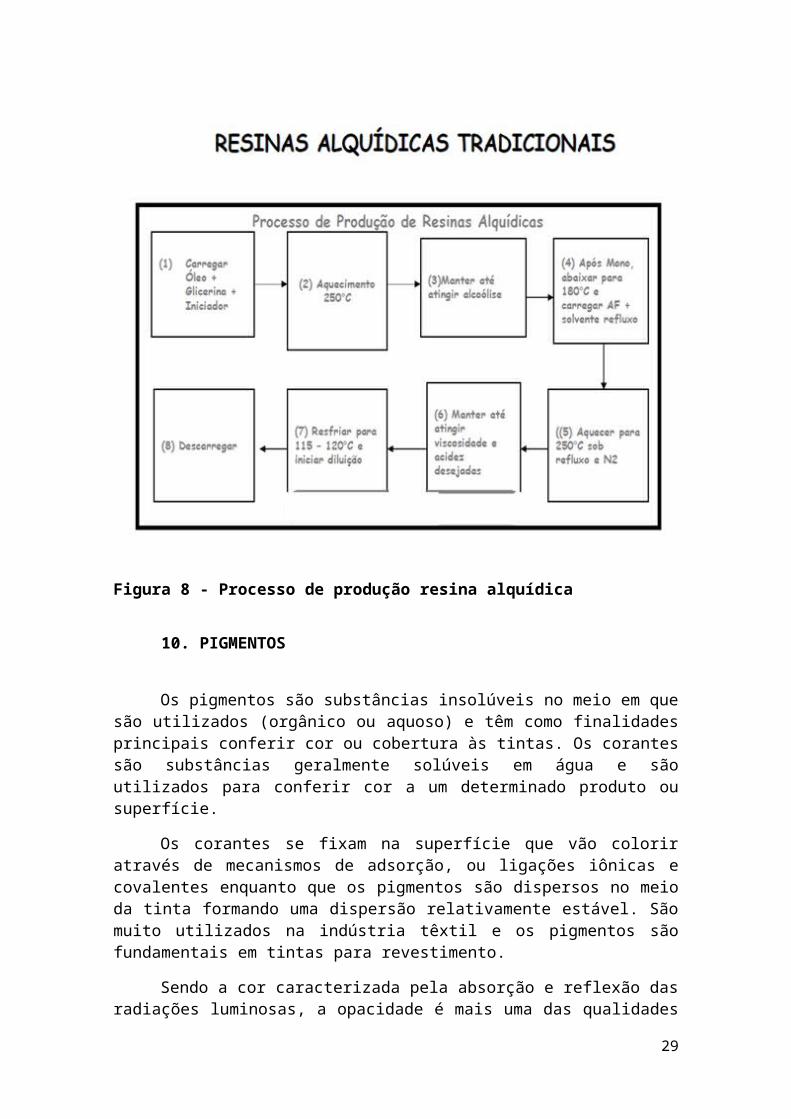
Figura 8 - Processo de produção resina alquídica
10. PIGMENTOS
Os pigmentos são substâncias insolúveis no meio em que são utilizados (orgânico ou aquoso) e têm como finalidades principais conferir cor ou cobertura às tintas. Os corantes são substâncias geralmente solúveis em água e são utilizados para conferir cor a um determinado produto ou superfície.
Os corantes se fixam na superfície que vão colorir através de mecanismos de adsorção, ou ligações iônicas e covalentes enquanto que os pigmentos são dispersos no meio da tinta formando uma dispersão relativamente estável. São muito utilizados na indústria têxtil e os pigmentos são fundamentais em tintas para revestimento.
Sendo a cor caracterizada pela absorção e reflexão das radiações luminosas, a opacidade é mais uma das qualidades da tinta, com o objetivo em torna-la opaca depois de seca, de forma a cobrir a base ou suporte de aplicação.
As principais propriedades que um pigmento deve possuir, em largo limite, são:
Opacidade; Poder corante; Finura e propriedade de suspensão;
19
Estabilidade à luz; Estabilidade ao calor; Estabilidade aos agentes de corrosão ou propriedades anti-corrosivas; Poder de absorção de óleo.
O pigmento, além destas propriedades, também é responsável, mas em menor grau, pelas propriedades mecânicas, de brilho, de resistência aos produtos químicos e ao envelhecimento do revestimento por pintura.
Mas, geralmente, um pigmento não apresenta todas estas características com o mesmo grau de intensidade. Por isso deverá o formulador da tinta fazer um judicioso equilíbrio entre o teor (teor de pigmento varia entre 5% a 80%) e o teor dos outros constituintes (veículo, cargas e aditivos), para que o produto final (tinta) corresponda aos requisitos pretendidos como o de proteção e decoração.
Será ainda importante referenciar a relação pigmento/veículo (concentração volumétrica de pigmento) considerado ótimo, para o qual em princípio a película deverá apresentar as melhores propriedades e mais adequadas ao fim a que se destina.
Disto conclui-se que o formulador da tinta, ao selecionar e preparar esta, deverá se preocupar não só com a cor desejada, como também estar alerta para não prejudicar o comportamento em geral.
Num breve esquema de classificação, os pigmentos dividem-se em:
Pigmentos orgânicos [produtos vegetais e animais]; Pigmentos inorgânicos [terras coloridas].
Quanto à natureza química temos:
Pigmentos metálicos: constituídos por pós metálicos [alumínio, cobre, zinco,ligas de cobre e zinco e bronze].
Pigmentos inorgânicos: geralmente incombustíveis e insensíveis ao calor[dióxido de titânico e óxido de zinco].
Pigmentos orgânicos: possuem tomos de C e H, sensíveis à temperatura e combustíveis [vermelho de totuídina e amarelo de benzidina].
Quanto ao processo de obtenção os pigmentos classificam-se em:
Pigmentos Naturais: obtidos a partir de produtos naturais por processos de moagem e peneiração [terras, metais, dióxido metálico];
Pigmentos sintéticos: preparação por reação química a partir de compostos orgânicos e inorgânicos [ftalocianina de cobre].
Os pigmentos mais comuns, oriundos dos diferentes produtores, distinguem-se quanto às cores por:
Pigmentos brancos [dióxido de titânico, litopone, branco de zinco, branco de antimônio, branco de chumbo e branco fixo];
Pigmentos amarelos [amarelos de crómio, amarelo de óxido de ferro, amarelos de zinco, amarelo de cádmio e pigmentos orgânicos];
Pigmentos azuis [azul da Prússia ou azul de Paris, azul de cobalto, azul de ultramira e azul de ftalocianina];
Pigmentos verdes [inorgânicos e orgânicos];
20

Pigmentos vermelhos [óxidos vermelhos de ferro, óxidos vermelhos de chumbo e vermelho de cádmio];
Pigmentos castanhos [terras coloridas]; Pigmentos pretos.
Figura 9 – Pigmentos e cargas para tintas e correlatos
21

A misturação e a moagem dos pigmentos nos óleos exigem muita habilidade e experiência, a fim de que se garanta um produto uniforme. No fluxograma abaixo se encontram gravuras de operações unitárias dos diversos moinhos e fatores considerados neste processo.
Figura 10 - Diagrama esquemático de moagem de areia
A tinta é transferida para o andar inferior, onde é diluída e colorida em tanques com agitação que podem conter partidas de vários milhares de litros. A tinta liquida é coada para um tanque de transferência ou diretamente para a moenga da maquina de enchimento no piso de baixo.
Para remover os pigmentos não dispersados usam-se centrifugas, peneiras ou filtros a pressão. A tinta é transferida para latas ou tambores que são rotulados, embalados e transportados para o deposito: cada etapa é completamente automática.
É grande a variedade de pigmentos e de corantes consumidos, em virtude de os diferentes produtos exigem escolhas especiais de material para se ter cobertura máxima, maior economia, e a opacidade, cor, durabilidade e refletância desejadas. Os principais pigmentos brancos mais importantes antigamente eram o avalaide, o oxido de zinco litopônio: os pigmentos corados eram o azul da Prússia, os cromatos de chumbo,
22

diversos óxidos de ferro e algumas lacas. Hoje em dia, o oxido de titânio, em vários tipos é quase que o único pigmento branco usado.
10.1 PIGMENTOS BRANCOS
O mais antigo e também o maios importante entre os pigmentos brancos, era o avaiade que não é mais permitido como constituinte da maior parte das tintas. O oxido de zinco também muito usado no passado, Tem agora apenas importância secundaria.
O lipitônio é um pigmento de sulfeto de zinco que tem a tendência temporária de escurecer ao ficar exposto à luz solar. Em 1880 descobriu-se, entretanto, que o aquecimento do produto em rubro seguido pelo resfriamento em água, remediava esse defeito físico. A sensibilidade original a luz foi remediada, pela purificação da matéria-prima e pela adição de politionatos e de sulfato de cobalto. O litopônio é um pigmento branco, extremamente fino e barato. É especialmente recomendado para revestimentos internos.
A fabricação aparece esquematicamente, onde os circuitos do bário, do zinco e do litopônio estão representados por diferentes tipos de linhas. A solução de sulfeto de bário é preparada pela redução do minério de barita (BaSO4) pelo carvão e pela lixiviação da massa resultante. A equação é:
BaSO4 + 4 C BaS + 4 CO
A sucata de zinco ou minérios de zinco concentrados são dissolvidos em acido sulfúrico, e a solução é purificada . As duas soluções reagem e daí resulta um precipitado pesado, que é constituído por 28 a 30% de sulfeto de zinco e 72 a 70% de sulfato de bário.
ZnSO4 + BaS ZnS + BaSO4
Este precipitado não é conveniente para servir de pigmento enquanto não é filtrado, seco, moído, aquecido a uma temperatura elevada e resfriado em água fria. Um segundo aquecimento, num forno de mufla a 725ºC, produz os cristais com a dimensão ótica apropriada.
Dióxido de titânio: O pigmento branco campeão de vendas é o TiO2, em virtude do seu baixo custo por unidade de poder de cobertura. É comercializado em formas cristalinas de rutilo e anatásio e amplamente empregado em tintas de exteriores e também em esmaltes e lacas. Uma tinta branca típica de exterior contem cerca de 40% de pigmento, dos quais 60% de TiO2, 5% de ZnO e 25% de fíleres, como mica, sílica, silicatos ou CaCO3. Esta formulação tem vida dilatada graças a um esfarelamento controlado (autolimpeza) e apresenta uma boa superfície para uma demão posterior. Cerca de 50% do TiO2 consumidos são usados em tintas, vernizes e lacas; o segundo consumo importante (cerca de 15%) é o da indústria de papel. O TiO2 é o pigmento mais utilizado para colorir plásticos, e seu emprego cresce continuamente. . O excelente poder de cobertura do TiO2 é atribuído ao seu elevado índice de refração (2,55 para o anatásio e 2,76 para o rutilo), juntamente com o do constituinte formador da película. A forma mais estável, o rutilo, tem menor tendência a esfarelar e maior poder de cobertura; sua tendência a amarelecer foi superada. O fluxograma que aparece representa o processo de lixiviação a ácido sulfúrico quente, e pode ser subdividido na seguinte sequência:
23

O minério de ilmenita moída é digerido em grandes tanques cônicos, em concreto ou em aço, com ácido sulfúrico a 66°Bé. A mistura é agitada e aquecida a vapor, até 110°C. A reação é exotérmica e o calor evapora a água (Cq e Op). A massa reacional sólida é dissolvida em água, dando uma solução de sulfatos de titânio e de sulfato ferroso e férrico solúveis (Op). O sulfato férrico é reduzido por sucata de ferro (Cq). A solução é clarificada em espessadores (Op). A metade do férrico é removida da solução como sulfato ferroso cristalizado por resfriamento, cristalização e centrifugação (Op). Uma segunda clarificação remove os últimos traços dos resíduos (Op). A solução é concentrada num evaporador continuo, revestido a chumbo, até a concentração equivalente a 200g/L em Ti02 (Op), na forma de sulfato solúvel. Este sulfato de titanilo (provavelmente TiOSO4) solúvel em ácido concentrado é hidrolisado. A reação de hidrolise depende de muitos fatores, especialmente da quantidade e da qualidade das sementes de cristalização (suspensão coloidal de TiO2), concentração, taxa de aquecimento e pH. Com sementes de anatásio, ferve-se a solução durante 6h e, com sementes de rutilo, durante 3h (Cq). O precipitado é filtrado a vácuo, novamente suspenso em agua e refiltrado (Op). Essa operação remove o restante do sulfato de ferro. A torta da filtração é novamente suspensa, é novamente suspensa, é tratada por um agente condicionante e calcinada a TiO2 durante 24h. Na produção de anatásio, o agente condicionante (contra a formação de frita) é o K2CO3, em teor correspondente a 0,75% do uma boa coloração. Na produção do rutilo, podem ser usados certos carbonatos, como o de sódio, de potássio e de lítio, assim como carbonatos de zinco e de magnésio, para promover a rutilização (Cq). O TiO2 é moído, resfriado em agua (dispersado), moído a úmido, hidrosseparado, espessado, filtrado, seco e remoído (Op).
O novo processo ao cloreto converte o titânio dos minérios de rutilo em TiCl4. Neste processo, o TiCl4 é hidrolisado a TiO2 numa chama de oxigênio e de gás combustível
TiCl4 + O2 TiO2 + 2 Cl2
Neste processo, produz-se um cristal de turilo superior, formado a chama.
O processo ao sulfato tem um difícil problema de rejeito, pois seu despejo contem não só o sulfato de ferro, sem valor, mas também grandes quantidades de ácido sulfúrico usado. Os produtores do processo ao sulfato tem a vantagem de poderem principiar as operações com a ilmenita existente no mercado local. O rutilo é indispensável para o processo ao cloreto e deve ser importado. Os dois processos, nos dias de hoje são muito competitivos.
Sulfato de bário: Ocasionalmente, o sulfato de bário é usado como pigmento em virtude da sua estabilidade. Seu poder de cobertura é, entretanto, bastantes baixo. Por outro lado, é amplamente empregado como filer da borracha e como material de revestimento, em certos tipos de papel fino. É opaco aos raios X e, por isso, usado na forma da chamada farinha de bário, para visualizar o trato intestinal na radioscopia a raios X. Para as aplicações mais grosseira, é fabricado pela cominuição fina e a lavagem do minério, a barita. Um produto de melhor qualidade, o branco fixo, é proveniente da precipitação. O branco fixo é feito pela precipitação de um composto solúvel de bário, como o sulfeto de bário ou o cloreto de bário, mediante um sulfato. O sulfato de bário, destinado a ser ingerido visando a diagnostico pelos raios X, além de ter a forma de um pó muito fino, capaz de dar uma boa suspensão aquosa, deve também deve também estar livre de impurezas danosa, como o chumbo, o arsênio, sulfetos, sais de bário solúveis e análogos. Uma vez que o branco fixo comum no comercio não tem a pureza
24
conveniente para esta finalidade, o sulfato de bário para raios X deve ser especialmente fabricado. Usam-se diversos diluente do pigmento. Entre eles a sílica (natural, sintética e de fumos), diversas formas de pigmentos brancos (CaCO3), mica, caulim e diversos silicatos.
Figura 11 - Fluxograma fabricação do litopônio
10.2 PIGMENTOS NEGROS
O único pigmento negro importante é o negro de carvão, que aparece em diversas tonalidades. O negro fuma é usado ocasionalmente, quando se deseja ter a sua tonalidade peculiar. Os pigmentos Os pigmentos retardam a oxidação do óleo de linhaça e provocam a formação de uma película de secagem lenta, que , em diversas condições, contribui para prolongar a vida da tinta.. Os pigmentos de carvão não devem ser usados em contato direto com ferro e aço, nas demãos de primer, pois estimulam a corrosão do metal.
10.3 PIGMENTOS AZUIS
O azul ultramarino é um complicado silicato de alumínio e sódio e sulfeto de alumínio e sódio feito sinteticamente. O ultramarino é amplamente usado em lavanderia como cianante, misturado a pigmentos de chumbo. É também usado no alvejamento de papel e outros produtos. Nas tintas de escrever usam-se tipos especiais, com teor de enxofre baixo.
25

Os azuis de ftalocianinas , comercializados nos Estados Unidos desde 1936, são especialmente úteis com a s lacas a nitrocelulose em baixas concentrações, como pigmentos muitos resistentes aos álcalis, aos ácidos e à modificação de coloração.
Figura 12 – Fluxograma de produção de dióxido de titânio.
Conforme fabricado atualmente, é um dos pigmentos mais estáveis resistentes à cristalização em solventes orgânicos, e essencialmente imune à floculação nos revestimentos. Os verdes e os azuis têm um alto poder de coloração e são usados em tintas a látex em tintas e em tintas de imprensa. São preparados pela reação do anidrido ftalico com um sal de cobre, na presença de uréia, ou pela reação de uma ftalonitrila com um sal de cobre ou sem amônia. Os azuis de ftalocianina ‘são os pigmentos azuis mais importantes que se usam atualmente.
Os diversos azuis de ferrocianeto são conhecidos como azul da Prussia , azul da China, azul Milori, azul de bronze , azul de Antuérpia, e azul Turnbull. Em virtude de esses nomes terem perdido bastante das diferenças originais, prefere-se usar a denominação mais geral de azuis de ferro. Esses pigmentos são feitos essencialmente da mesma maneira pela precipitação do sulfato ferroso em solução pelo ferrocianeto de sódio para dar ferrocianeto ferroso branco que é então oxidado ao ferrocianeto férrico mediante diversos reagentes como o clorato de potássio, cloreto de cal e dicromato de potássio. O pigmento é lavado e decantado, pois a filtração é muito difícil diante da sua natureza coloidal. Os azuis de ferro possuem um poder corante muito elevado e bom desempenho no tingimento, a relativa transparência que possuem é uma vantagem na pintura de folhas e objetos de metal brilhante e na fabricação de grânulos coloridos para placas de asfalto.
26
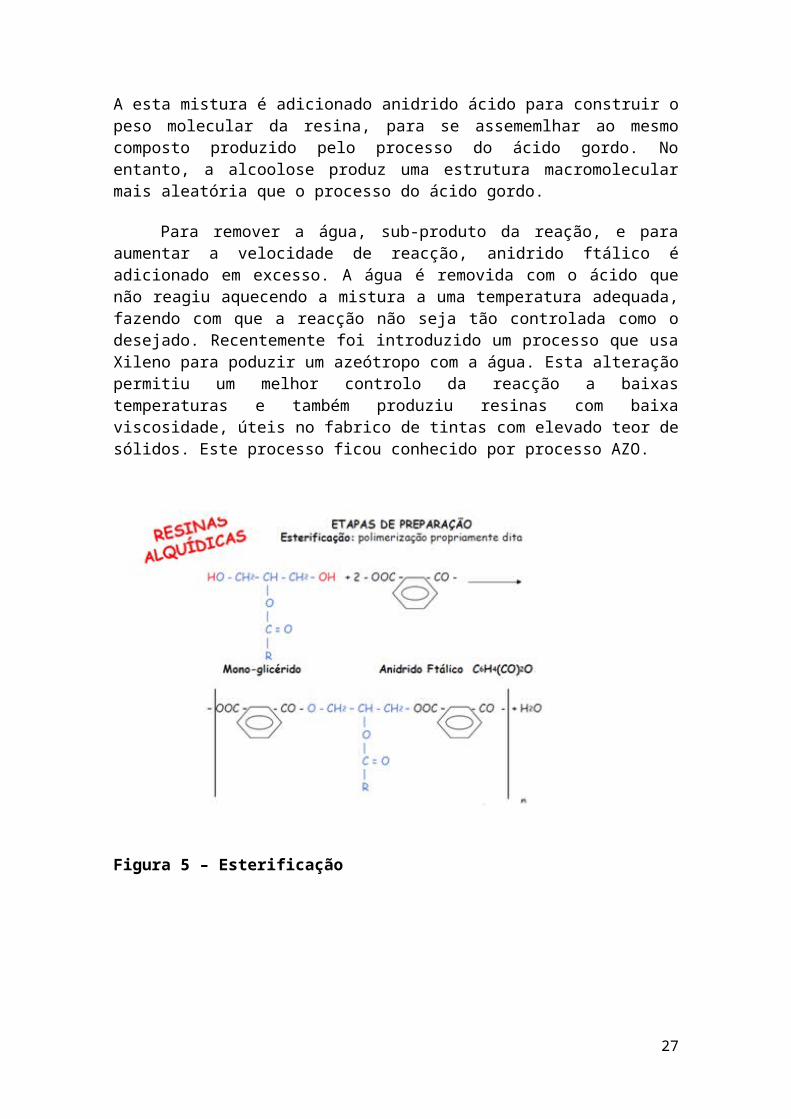
Figura 13 – Seis etapas básicas no processo ao cloreto para obtenção de dióxido de titânio, usado pela DuPont e outros.
10.4 PIGMENTOS VERMELHOS
O zarcão (Pb3O4) tem uma cor vermelho alaranjada brilhante, é muito resistente à luz e encontra extensa aplicação como primeira demão de aços estruturais, especialmente por ter propriedades inibidoras da corrosão. O zarcão, ou mínio, é fabricado, no processo regular, pela oxidação do chumbo a litargírio (PbO), ao ar, seguida pela oxidação do litargírio a mínio. No processo a fumos, em que se produzem partículas menores, o chumbo fundido é atomizado por ar comprimido e forçado a passar por uma chama de gás, que converte, por sua vez, o litargírio em um fumo recolhido em filtros de saco. O litargírio é então oxidado a zarcão.
O óxido férrico (Fe2O3) é outro pigmento vermelho empregado em tinta e em primers, e também na formulação de borrachas. Existe uma grande variedade de pigmentos vermelhos de ferro, os quais, em virtude da durabilidade, são usados em tintas para exteriores e vagões. O pigmento sintético é feito pelo aquecimento do sulfato de ferro obtido dos tanques de decapagem de aço. O vermelho de Veneza é uma mistura de óxido férrico com uma quantidade igual de diluente, sulfato de cálcio. Este pigmento é fabricado pelo aquecimento do sulfato ferroso com a cal, num forno. O vermelho de Veneza é um pigmento permanente e inerte, particularmente sobre madeira. O teor em sulfato de cálcio, com os íons sulfato que estimulam a corrosão, não qualifica este pigmento para uso sobre o ferro. O vermelho da Índia é um mineral de ocorrência natural, cujo teor em oxido de ferro pode variar em 80 e 95%, sendo o restante argila e sílica. É feito pela moagem da hematita e flotação dos finos que são aproveitados. Também pode ser usado como pigmento vermelho- fabricado pela fervura do alvaiade com uma solução de dicromato de sódio. Os vermelhos de cadmio são feitos pela calcinação do precipitado que se obtém pela mistura de sulfato de cádmio, sulfito de pura e também em litopônios. Quanto maior a quantidade de selênio usado, maior o deslocamento para o vermelho. Os pigmentos vermelhos incluem uma grande variedade de corantes orgânicos insolúveis, seja no estado puro, como toners, ou precipitado sobre bases inorgânicas, como lacas. Por exemplo, o vermelho da Toscana é um nome atribuído, às vezes, às combinações do pigmento de oxido vermelho de ferro com um
27

pigmento vermelho orgânico, resistente à luz, usado quando são necessárias cores brilhantes para tintas exteriores. As quinacridomas são vermelhos, laranjas e violetas extremamente duráveis, com utilidade comparável à das ftalocianinas.
10.5 PIGMENTOS VERDES
O pigmento verde mais importante é a ftalocianina verde. Um dos pigmentos verdes mais antigo é o oxido de cromo (Cr2O3). Tem muitas desvantagens, como o custo elevado e a falta de brilho e de opacidade. É feito pela calcinação do dicromato de sódio ou de potássio com o enxofre, num forno de reverberação:
Na2Cr2O7 + S Cr2O3 + Na2SO4
O verde de Guignet (verde-esmeralda) é um oxido crômico hidratado [Cr2O(OH)4], que possui uma coloração verde muito mais brilhante que o óxido e tem também uma boa permanência. É preparado pelo aquecimento ao vermelho sombrio, durante várias horas, de uma mistura de dicromato de sódio e ácido bórico. Um verde de boa permanência para uso em tintas de guarnições externas pode ser obtido pela mistura íntima de uma ftalocianina de cobre com o cromato de zinco ou amarelo Hansa. O verde permanente mais brilhante existente, a ftalocianina de cobre clorada, é caro, mas durável. Existem tipos dispersíveis em água e massas para uso com tintas a látex. O verde de cromo, vendido sob diversos nomes, é uma mistura ou um coprecipitado de amarelo de cromo e azul da Prússia. Usam-se fíleres inertes com este pigmento para a fabricação de tintas. A menos que tenham sido cuidadosamente moídas ou coprecipitadas, as duas cores podem separar-se, quando misturadas numa tinta.
10.6 PIGMENTOS CASTANHOS
O aquecimento controlado e cuidadoso de diversas argilas naturais contendo ferro fornece os pigmentos castanhos conhecidos como siena queimada, umbra, queimada e ocre queimado. Os hidróxidos de ferro são mais ou menos convertidos a óxidos. As umbras contém o oxido mangânico castanho, além dos óxidos de ferro. São todos pigmentos permanentes aconselháveis para madeira e ferro; às sienas, entretanto, estão sendo substituídas, como corantes, por óxidos sintéticos, que tem maior poder de corar e maior clareza. O castanho Van Dyke é um pigmento terroso natural, de composição indefinida, com óxido de ferro e matéria orgânica.
10.7 PIGMENTOS AMARELOS
O acre é um pigmento de ocorrência natural, constituído por argila colorida com hidróxido férrico a 10-30%.. Deve ser moído e levigado. Nas melhores condições, os acres são cores de tingimentos muito fraco e estão sendo substituídos por óxidos de ferros hidratados amarelos e sintéticos, que dão cores mais brilhantes e melhor uniformidade. Os pigmentos amarelos com uma grande variedade de tons incluem-se numa classe conhecida como os amarelos de cromo, são os mais populares entre os pigmentos amarelos em virtude do brilho excepcional, da grande opacidade e da excelente resistência á luz. São produzidos pela mistura de uma solução de nitrato de chumbo ou de acetato de chumbo com uma solução de dicromato de sódio. É possível a presença de fíleres ate um peso igual ao do pigmento na forma de gesso, argila ou barita. O pigmento tem densidade elevada e decanta com facilidade. O uso dos
28
pigmentos ao cromo é severamente limitado pela toxidez que apresentam um envenenamento infantil pelo chumbo ou pelo cromo. O amarelo de zincou cromato, embora tintas mistas, mas também como tinta base para o aço e alumínio. É usado um pouco em tintas anticorrosivas
10.8 TONERS E LACAS
Os toners são corantes orgânicos insolúveis que podem ser usados diretamente como pigmentos em virtude da durabilidade e do poder de coloração que apresentam. As lacas são os resultado da precipitação de corantes orgânicos, usualmente de origem sintética, sobre uma base inorgânica. São empregadas em muitas cores. Alguns exemplos típicos estão enunciados aqui. O vermelho-para é formado pela diazotação da ρ-nitroanilina e seu acoplamento com o β-naftol. O toner de toluidina, que é um pigmento melhor e mais caro, é feito pela diazotação da m-nitro ρ-toluidina e acoplamento com o β-naftol. O amarelo Hansa G (amarelo-limão) é fabricado pela diazotação da m-nitro ρ-toluidina e acoplamento com a acetoacetanilida. O amarelo Hansa 10 G (amarelo-primavera) é fabricado pelo acoplamento da ortocloroacetoanlida com a 4-cloro 2-nitroanilina diazotado. As lacas (lakes) são na verdade pigmentos inorgânicos tingidos. A parte inorgânica, ou base, é um fíler, como argila, barita ou branco fixo e hidróxido de alumínio. O corante pode ser precipitado sobre uma base preexistente, como a argila ou a barita suspensas na solução, ou a base e o corante podem ser coprecipitados, por exemplo, sobre o branco fixo ou hidróxido de alumínio. Os toners e as lacas são moídos em óleo ou aplicados conforme qualquer outro pigmento
10.9 PIGMENTOS DIVERSOS
Para revestimentos superficiais, desenvolveram-se pós-metálicos, isto é, metais ou ligas escamas em pó fino, que têm não só finalidades decorativas, mas também apresenta durabilidade, propriedades refletivas ao calor e efeitos anticorrosivos. O pó de alumínio é usualmente feito pela moagem em moinho de bolas da forma granulada, a que são adicionados um lubrificante e um agente dispersante. Um dos processos de fabricação é pela destilação. As tintas luminescentes têm diversidades de usos, particularmente em anúncios de propaganda e na aviação, em virtude da elevada visibilidade.
10.10 DILUENTES DOS PIGMENTOS
Diversas substâncias inertes, naturais ou precipitadas, podem ser adicionadas às tintas como fíleres ou diluentes, a fim de que contribuam para a formação de uma melhor película da tinta, melhorem as propriedades de resistência ao intemperismo e forneçam uma base para o pigmento verdadeiro, além de impedirem a decantação muito rápida e reduzirem o custo do pigmento.
Estes diluentes não são encarados como adulterantes; podem até contribuir para a melhoria da qualidade. Outra razão importante para a adição de inertes, ou fíleres é o fato de conseguir uniformização. O sulfato de bário, na forma natural cristalina da barita, mas finamente moída, ou na forma precipitada do branco fixo, é um dos mais importantes fíleres. O carbonato de cálcio finamente cominuído, algumas vezes
29

denominado terra alba, é um outro fíler. O dióxido de silício comum, finamente moído, constitui uma boa carga para pigmentos. O silicato de magnésio também é amplamente usado, como abstinha e talco, sendo o último a esteatita finamente cominada.
10.11 DISPERSÃO DO PIGMENTO
O dispersante, juntamente com a amônia, é adicionado à água, num misturador, que recebe depois os pigmentos pré-misturados. Segue-se a moagem num moinho de bolas.
Os pigmentos e fíleres mais usados são os do tipo de dióxido de titânio, entre outros. Emprega-se em geral uma combinação de quatro a cinco inertes. Os pigmentos usuais corados podem ser usados para o tingimento, com certas exceções como o azul da Prússia, o amarelo de cromo, o verde de cromo e o negro de carvão. Os três primeiros são sensíveis ao álcalis e o último tende a quebrar a emulsão. Preferem-se os álcalis e pigmentos livres de sódio, pois tornam mínima a eflorescência provocada pelo sulfato de sódio sobre a superfície da tinta.
Os formadores de película são adicionados à dispersão do pigmento, seguidos pela solução preservativa (usualmente de fenóis clorados) e por um antiespumante (óleo de sebo siliconado ou óleo de pinho). A emulsão de látex é lentamente adicionada, com agitação, e em seguida adiciona-se água. A tinta é misturada, peneirada e novamente misturada, antes do embalamento.
Uma típica tinta a látex consiste em 35% de pigmento e fíler e cerca de 21% de ingredientes formadores de película. Os pigmentos devem ser puros e dispersados compativelmente com o látex. Na preparação das emulsões de polímeros, demonstrou-se que na composição do copolímero (polímero formado por dois monômeros diferentes), o sistema de emulsão e as dimensões da partícula têm profunda influência sobre as propriedades da pintura, como a aderência, o lustre, a estabilidade química e a viscosidade.
11. CARGAS
As cargas são minerais industriais com características adequadas de brancura e granulometria sendo as propriedades físicas e químicas também importantes. Elas são importantes na produção de tintas látex e seus complementos, esmaltes sintéticos foscos e acetinados, tintas a óleo, tintas de fundo, etc.
É em função da sua granulometria, da superfície específica e das características a ela inerentes, que facilitam o fabrico e aplicação, melhoram a qualidade e durabilidade, aumentam a impermeabilidade e elasticidade, conferem determinadas propriedades como isolantes [acústico e térmico, resistência ao fogo, antiderrapantes] e, ainda, possibilitam a conservação das tintas.
No entanto, as cargas têm fraco poder corante, praticamente não conferem opacidade às tintas, mas por razões de ordem técnica e econômica, são utilizadas na sua composição.
Conforme a sua origem as cargas classificam-se em:
30

Cargas naturais [ barita, calcite, dolomite, caulino, limonite, mica, amianto, talco, diatomite,sílica];
Cargas artificiais [ sílicas artificias, sulfato de bário precipitado, etc.]
Os minerais mais utilizados são : carbonato de cálcio, agalmatolito, caulim, barita. Também são importantes os produtos de síntese (cargas sintéticas) como, carbonato de cálcio precipitado, sulfato de bário, sílica, silico-aluminato de sódio.
As cargas além de baratearem uma tinta também colaboram para a melhoria de certas propriedades: cobertura, resistência.
12. ÓLEOS
Define-se óleo como uma substância líquida e de aspecto viscoso à temperatura ordinária, de origem vegetal, animal ou mineral, podendo apresentar estruturas químicas muito diversas.
Nos óleos [tintas oleosas] o aglutinante é constituído por óleos orgânicos designados por óleos secativos. Este tem normalmente origem vegetal, possuindo a propriedade de se solidificar, transformando-se numa película mais ou menos dura e elástica quando é exposta ao ar, em camada fina.
Os óleos secativos de maior importância são o óleo de linhaça, o de madeira da China ou “Tung”, o de ricíno desidratado, o de soja e o de “óleo de Tall”. O óleo de linhaça, sendo o de maior importância, é dotado de boas propriedades de secagem e durabilidade exterior. Contudo os filmes, por envelhecimento, tendem a amarelecer e a endurecer, perdendo as suas propriedades elásticas originais.
As propriedades a considerar num óleo são:
Cor; Aspecto; Fluidez; Odor; Massa específica; Índice de refração; Índice de saponificação; Índice de iodo; Índice de ácido e Absorção de óleo.
13. SOLVENTES
São compostos (orgânicos ou água) responsáveis pelo aspecto liquido da tinta com uma determinada viscosidade. Após a aplicação da tinta, o solvente evapora deixando uma camada de filme seco sobre o substrato.
Os solventes orgânicos são geralmente divididos em dois grupos: os hidrocarbonetos e os oxigenados. Por sua vez, os hidrocarbonetos podem ser subdivididos em dois tipos: alifáticos e aromáticos, enquanto que os oxigenados englobam os álcoois, acetatos, cetonas, ésteres.
31

As tintas de base aquosa utilizam como fase volátil água adicionada de uma pequena quantidade de líquidos orgânicos compatíveis.
A escolha de um solvente em uma tinta deve ser feita de acordo com a solubilidade das resinas respectivas da tinta, viscosidade e da forma de aplicação. Uma exceção importante são as tintas látex, onde a água é a fase dispersora e não solubilizadora do polímero responsável pelo revestimento. Devem ser utilizados pelo menos 3 solventes em uma tinta para que se permita a evaporação deste sem a formação de poros ou retenção de solvente na tinta, o que gera um estufamento desta.
Os solventes são:
Solvente de evaporação rápida: Aumenta a viscosidade, comi sso, a tinta não escorre;
Solvente de evaporação média: Aumenta a viscosidade permitindo que a tinta chegue aos poros ocupando todo espaço;
Solvente de evaporação lenta: Aumenta a viscosidade por um tempo para que os 2 outros solventes saiam.
Os solventes também podem ser classificados em:
Solventes verdadeiros: Aqueles que dissolvem, ou são miscíveis,em quaisquer proporções, com uma determinada resina. Como exemplo, tem-se aguarrás (solvente para óleos vegetais, resinas modificadas e óleos) e as cetonas (solventes para resinas epóxi, poliuretana e acrílica);
Solventes auxiliares: Aqueles que sozinhos não solubilizam a resina, mas aumentam o poder de solubilização do solvente verdadeiro. Como exemplo tem-se o tolueno que funciona comum solvente auxiliar para resinas acrílicas e vinílicas;
Falso solvente: Substância que possui baixo poder de solvênciado VNV. É utilizado usualmente para diminuir o custo final das tintas.
Certos fluidos são muito viscosos para serem facilmente bombeados ou muito densos para fluir de um ponto a outro. Isto pode ser problemático, devido ao custo economicamente proibitivo para transportar estes fluidos neste estado. Para facilitar este movimento, os diluentes são adicionados. Isto diminui a viscosidade destes fluidos, diminuindo os custos de transporte. Geralmente os diluentes são fornecidos juntos com a tinta para aumentar a temperatura do fluido também diminui a sua viscosidade, diminuindo assim a quantidade de diluente necessária.
Atualmente existe um esforço mundial no sentido de diminuir o uso de solventes orgânicos em tintas, com iniciativas tais como: substituição por água,aumento do teor de sólidos, desenvolvimento de tintas em pó, desenvolvimento do sistema de cura por ultravioleta dentre outras.
14. ADITIVOS
Este grupo de produtos químicos envolve uma vasta gama de componentes que são empregados em baixas concentrações (geralmente ˂ 5 %), que têm funções especificas como conferir importantes propriedades às tintas e aos revestimentos respectivos, tais como: aumento da proteção anticorrosiva, bloqueadores dos raiso UV,
32

catalisadores de reações, dispersantes, umectantes de pigmentos e cargas, melhoria de nivelamento, preservantes e antiespumantes.
Tabela 2 - Relação do aditivo com sua função respectiva
15. VERNIZES
Verniz é uma película de acabamento quase transparente, usada geralmente em madeira e outros materiais para proteção, profundidade e brilho. Sua formulação tradicional contém óleo secante, resinas e um solvente como aguarrás, mas modernamente são utilizados também derivados de petróleo como poliuretano ou epóxi. Em oposição às tintas, verniz não contém pigmento para ressaltar a textura ou cor natural. É utilizado também como última camada sobre pintura, para proteção e efeito de profundidade. Aplicada como um líquido, com um pincel ou pulverizador, forma uma película ao secar em contato com o ar.
16. PROCESSOS DE FABRICAÇÃO
A indústria de tintas é caracterizada pela produção em lotes, o que facilita o ajuste da cor e o acerto final das propriedades da tinta. Nas etapas de fabricação predominam as operações físicas ( mistura, dispersãocompletagem, filtração e envase), sendo que as conversões químicas acontecem na produção dos componentes da tinta e na secagem do filme após aplicação.
O processo de fabricação da tinta segue uma série de etapas seqüenciadas, quando a formulação deve ser rigidamente observada e obedecida.
33

1) Avaliação e Controle de Qualidade da matéria-prima;
2) Pesagem das matérias-primas obedecendo à formulação;
3) Pré-mistura- Mistura de pigmentos, aditivos e resinas em equipamento de alta precisão;
4) Moagem – a pasta obtida na pré-mistura passa pelo moinho para ser finamente dividida em pequenas partículas;
5) Completação – o produto obtido na moagem é levado para tanques equipados com agitadores, onde se completa a formulação, através da adição de solventes, resinas e demais matérias-primas da formulação;
6) Tingimento – é a etapa onde se acerta a cor da tinta, conforme o padrão estabelecido;
7) Controle de Qualidade – nesta etapa, os produtos são submetidos a rigorosas análises para observação de viscosidade, brilho, cobertura, cor e secagem. Após aprovação, são liberados para enchimento nas embalagens;
8) Embalagem – os produtos são filtrados e enlatados para serem enviados à expedição.
Figura 14 - Processo de fabricação e comercialização das tintas
16.1 TINTAS PARA REVESTIMENTOS – BASE SOLVENTE
O processo de produção deste tipo de tinta, geralmente abrange as seguintes operações unitárias: pré-mistura, dispersão (moagem) , completação, filtração e envase.
34

A determinação das quantidades dos insumos deve ser feita através de pesagem e medição volumétrica com acuracidade adequada para tintas com as propriedades desejadas.
Pré-mistura- Os insumos são adicionados a um tanque (aberto ou fechado) provido de agitação adequado na ordem indicada na fómula. O conteúdo é agitado durante um período de tempo pré-determinado a fim de se conseguir uma relativa homogeinização.
Dispersão (moagem)-O produto pré-disperso é submetido à dispersão em moinhos adequados. Normalmente são utilizados moinhos horizontais ou verticais, dotados de diferentes meios de moagem: areia, zirconita. Esta operação é contínua, o que significa, que há transferência do produto de um tanque de pré-mistura para o tanque de completagem. Durante esta operação ocorre o desagregamento dos pigmentos e cargas e ao mesmo tempo há formação de uma dispersão maximizada e estabilizada desses sólidos.
A dispersão maximizada e estabilizada permite a otimização do poder de cobertura e da tonalidade da tinta durante um período de tempo correspondente a validade da mesma.
Completagem- Em um tanque provido com agitação são misturados de acordo com a fómula, o produto de dispersão e os restantes componentes da tinta. Nesta fase são feitos os acertos finais para que a tinta apresente parâmetros e propriedades desejados, assim é feito o acerto da cor e da viscosidade, a correção do teor de sólidos.
Filtração- Após a completagem e aprovação, a tinta é filtrada e imediatamente após é envasada.
Envase- Atinta é envasada em embalagens pré-determinadas. O processo deve garantir a quantidade de tinta em cada embalagem.
35

O fluxograma a seguir ilustra o processo de fabricação:
Figura 15 - Fluxograma produção tinta base solvente
16.2 PRODUÇÃO DE VERNIZES
O verniz é uma dispersão coloidal não pigmentada, ou soleção de resinas sintéticas/naturais em óleos dissolvidos em solventes. São usados como películas protetoras ou revestimento decorativo em vários substratos.
Mistura- A produção de verniz é simples e náo exige as etapas de dispersão e moagem.O produto é feito em apenas uma etapa: a mistura. São homogeneizados em tanques ou tachos, as resinas , solventes e aditivos.
Dispersão- Alguns tipos de vernizes necessitam também desta etapa. Quando algumas das matérias-primas são dificeis de serem incorporadas, é necessário aplicar maior força de cisalhamento a fim de evitar grumos.
Filtração- Concluída a mistura, o lote é filtrado para remover qualquer partícula do tamanho acima do máximo permitido.
Envase- Depois de aprovado pelo laboratório de Controle de Qualidade, o verniz é então, envasado em latas, tambores ou containeres, rotulado, embalado e encaminhado para o estoque.
16.3 TINTAS PARA REVESTIMENTO – BASE ÁGUA
36
As tintas aquosas e os seus complementos, utilizados na construção civil, são um exemplo marcante, pois representam 80% de todas as tintas consumidas por esse segmento de mercado.
Estes produtos denominados genericamente de produtos látex são baseados, em dispersões aquosas poliméricas (emulsões) tais como: vinílicas, viníl acrílicas, acrílicas, estireno-acrílicas. A parte volátil das tintas látex é constiuída por 98% de água e 2% de compostos orgânicos. As cargas minerais são prarticularmente importantes na produção de tintas látex para a construção civil, sob o ponto de vista quantitativo representam uma parte importante da composição dessas tintas.
Em tintas indústriais, os sistemas aquosos estão adquirindo uma importancia crescente, o primer eletroforético utilizado na pintura original automotiva é um dos exemplos mais importantes. Algumas tintas de acabamento automotivo também aquosas.
É importante ressaltar que em tintas industriais há outras tecnologias concorrentes dos sistemas aquosos na solução de problemas ambientais, com, por exemplo, em tintas de pó, tintas de cura por UV, tintas de altos sólidos.
O fluxograma apresentado na figura 15 também pode ser utilizado de forma análoga na fabricação de tintas a base água.
16.4 PROCESSO DE FABRICAÇÃO DE TINTAS LÁTEX
O processo de produção desse tipo de tintas é mais simples do que o usado na produçao de tintas base solvente.
Pré-mistura- Em um equipamento provido de agitação adequada são misturados água, aditivos, cargas, e pigmento.
A dispersão é feita em sequêcia no memo equipamento.
Completagem- Esta etapa é feita em um tanque provido de agitação adequada onde são adicionados água, emulsão, aditivos, coalescentes e o produto da dispersão. Nesta etapa são feitos o acerto da cor e as correções necessárias para que se obtenham as características específicadas da tinta.
Filtração e envase- Estas etapas ocorrem simultaneamente. A produção de tintas base água surge como alternativa para a redução de COV. Sua maior aplicação é o ramo imobiliário, predominando as tintas látex. As etapas de fabricação são basicamente as mesmas da base solvente. As diferenças resumen-se a ordem de adição dpsw componentes da tinta.
16.5 TINTA EM PÓ
As tintas em pó são isentas de componentes líquidos em sua formulação. São produtos sólidos apresentando-se na forma de pó à temperatura ambiente.
A aplicação é geralmente feita através de processos eletrostáticos, isto é,o pó é carrregado com carga elétrica proporcionada por um revólver nebulizador especial para tal afinalidade. Entre o revólver e a peça a ser pintada há a formação de um campo
37

elétrico e de uma diferença de potencial adequada. O pó fica aderido eletricamente na superfície da peça por um periodod de tempo suficiente para que esta seja aquecida em uma estufa a uma temperatura adequada para que ocorra a fusão do pó e em seguida a formação do revestimento.
As tintas em pó podem ser classificadas em dois grupos considerando o mecanismo da formação do revestimento.
Tintas em pó termoplásticas: o pó depois de aplicado é aquecido a uma temperatura superior à da fusão quando então o líquido resultante recobre a superfície, o resfriamento da peça para as condições normais de temperatura transforma esse revestimento líquido em um revestimento duro e protetor. Não há qualquer transformação, química nesse mecanismo.São exemplos, tintas em pó a base de nylon e a base de pvc.
Tintas em pó termoconvertíveis: ocorre uma reação entre a resina e o agente de cura após a fusão do pó. Ocorre então, a formação de uma outra espécie química com um peso molecular muito grande, como consequência as propriedades físicas e químicas do revestimento são maximizadas.
As tintas em pó do tipo termoconvertíveis são mais importantes na pintura de produtos industriais tais como, eletrodomésticos tubos de aço para oleodutos. São exemplos de tintas em pó epóxi, poliéster, acrílica.
16.5.1 PROCESSO DE FABRICAÇÃO
Não há insumos líquidos na fabricação de tintas em pó.
Pré-mistura- Os componentes da fórmula são misturados em um misturador de produtos sólidos até se conseguir uma relativa homogeinização.
Extrusão- O produto da pré-mistura é extrudado em uma extrusora cujo canhão tenha zonas de diferentes temperaturas. A temperatura de saída do material é ao redo de 95°C. É muito importante controlar as temperaturas das diferentes partes do canhão para se obter uma extrusão eficiente e evitar acidentes. Na extrusão ocorre a homogeinização do material bem a dispersão dos pigmentos e das cargas minerais.
Resfriamento- O material extrudadoé resfriado em uma cinta de aço resfriadora.
Granulação-O produto resfriado é granulado em partículas de tamanho variando entre 2 a 3 mm.
Moagem- O produto granulado é moído em um micronizador dotado de sistema de classificação e possível de ser regulado pqara que se obtenha uma determinada distribuição granulométrica do pó. Um perfil granulométrico tipico apresenta partículas com tamanhos variando entre 10 e 100 micrõmetros.
O micronizador deve ter um sistema eficiente de dissipação do calor formado na micronização.
Classificação e envase- O processo de envasamento deve estar acoplado a um sistema de classificação granulométrica a fim de evitar que , partículas maiores que o especificado, contamine o produto embalado. Geralmente as tintas em pó são embaladas em caixas de papelão providas com saco plástico.
38
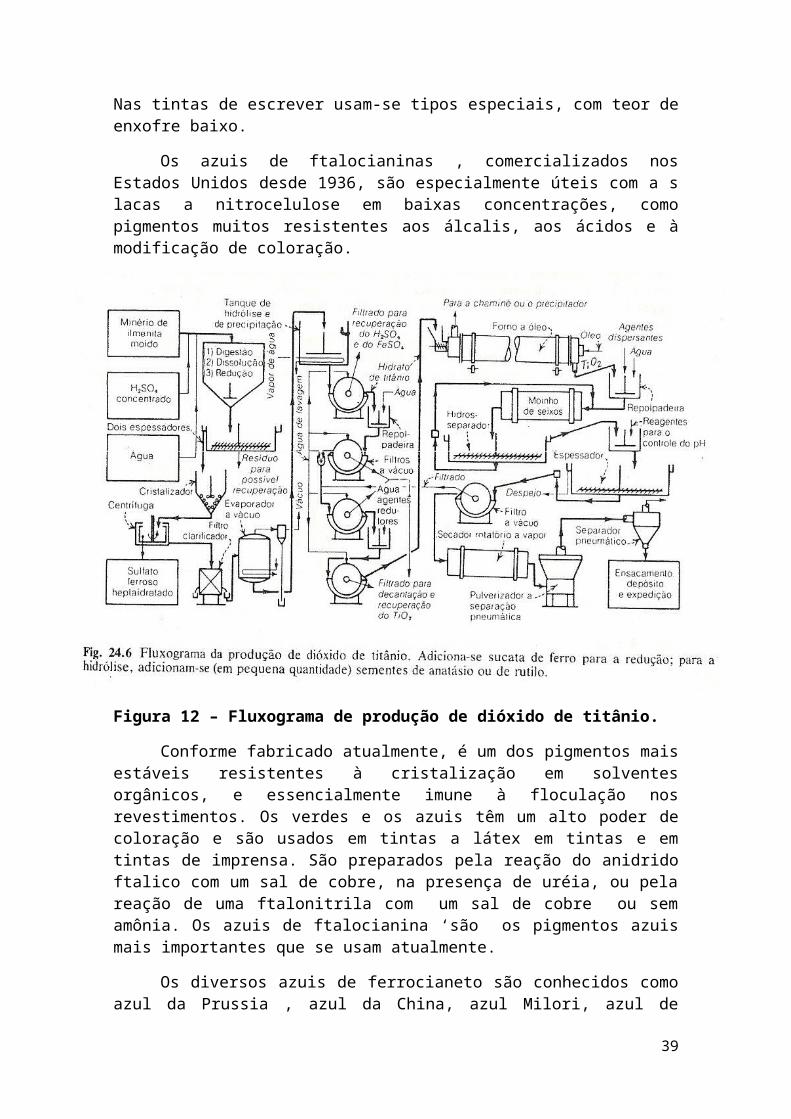
Figura 16- Fluxograma Fabricação tinta em pó
16.6 TINTAS PARA IMPRESSÃO
As tintas para impressão compõem um grupo a parte dentro do setor de tintas. Os produtos se destinam a impressão de embalagens, plásticas, papel, cartão, metal, publicações diversas material didático. Assim, temos tintas para flexografia, rotrogravura, off-set, tipografia, metalgrafia, secagem ultra violeta, litografia e silk-screen.
As principais etapas de fabricação para este tipo de tintas são:
Pesagem- Nas fábricas de tinta as matérias-primas são pesadas manualmente ou automaticamente. Entretanto, a automatizaçãoé mais comun quando as matérias-primas são líquidas ou pastosas, e manuais para sólidas.
Dispersão-Nesta etapa do processo os componentes sofrem uma primeira homogeneização, este processo físico visa reduzir as matérias-primas sólidas a pequenas partículas de tamanho uniforme e distribuí-las por igual junto das matérias-primas líquidas.
Moagem-Dependendo das características técnicas de cada produto, é necessário acrescentar mais uma etapa a moagem. Este processo tem como objetivo reduzir ainda mais o tamanho das partículas facilitando ainda mais a uniformidade do lote.
Afinação/Diluição- O lote é enviado para tanques e/ou misturadores onde ocorre a adição de solventes, vernizes e aditivos.
Filtragem-Após a diluição, a tintab é filtrada para a remoção de partículas não dispersas ou qualquer outro sólido presente.
39

Envase e armazenamento- A tinta é transferida para latas, baldes, tambores ou containeres, rotulada, embalada e encaminhada para o estoque e ou expedição.
As tintas gráficas ou litográficas secam por oxidação do veículo e possuem características espessas e viscosas, conferindo a elas uma consistência pastosa, já as tintas utilizadas para rotogravura e flexográficas são mais fluidas, veículo bem menos viscoso e secam por evaporação do veículo.
Figura 17- Fluxograma tinta para impressão
17. ASPECTOS E IMPACTOS AMBIENTAIS
A seguir são apontados os principais impactos ambientais que podem resultar de atividades das empresas do setor de tintas e vernizes, bem como são mencionadas as relações de causa e efeito entre os processos produtivos e o meio ambiente.
17.1 PRINCIPAIS INSUMOS
Energia
No segmento de tintas e vernizes utiliza-se energia elétrica em instalações e maquinários para dispersão, mistura, moagem e enlatamento. Algumas instalações podem empregar óleo combustível, óleo diesel ou gás natural para geração de calor. Nestes casos o controle de eficiência de queima deve ser feito de modo a minimizar as
40

emissões de monóxido de carbono, óxidos de enxofre e materiais particulados para a atmosfera. Para operação e manutenção dessas instalações, também existe geração de resíduos, tais como, borras oleosas, estopas sujas, embalagens de combustível, entre outros.
Água
A água é o recurso natural mais empregado no setor e se dá em larga escala e para diversos fins. Considerável parcela pode ser incorporada ao produto, parte é empregada nas operações de limpeza e lavagem de máquinas, equipamentos e instalações industriais, além do uso na área de utilidades e manutenção. O uso descontrolado deste insumo pode levar à crescente degradação das reservas, apontando para a necessidade urgente de adoção de uma política racional de consumo.
O rebaixamento do nível dos aqüíferos subterrâneos, pela perfuração exagerada ou exploração excessiva de poços existentes, gradativamente levam a um descontrole econômico dos custos de produção, bombeamento e diminuição do rendimento da operação. É necessário conscientizar os usuários quanto a formas de minimizar o consumo de água não apenas na indústria, mas também nas práticas cotidianas de cada indivíduo.
Matérias primas e produtos auxiliares
A variedade e quantidade de matérias-primas e produtos auxiliares empregados no setor de tintas e vernizes é extremamente grande. Podemos citar alguns, tais como:
• Resinas
• Pigmentos e cargas
• Solventes
• Aditivos
Várias destas matérias-primas possuem propriedades tóxicas, irritantes e corrosivas o que torna essencial o conhecimento de seus efeitos potenciais sobre a saúde humana e meio ambiente, assim como sobre os procedimentos emergenciais em caso de derramamentos acidentais, contaminações e intoxicações.
Tais informações são obtidas nas Fichas de Informação de Segurança de Produto Químico ( FISPQ ) e são essenciais para determinar quais equipamentos de proteção individual ( EPI ) ou coletiva ( EPC ) deverão ser adotados em todos os procedimentos.
17.2 PRINCIPAIS INTERFERÊNCIAS DO MEIO
Os principais impactos ambientais do setor podem estar associados tanto ao processo produtivo, como à geração de efluentes, ao próprio uso dos produtos ou mesmo à geração de resíduos de embalagem pós-uso.
Emissões atmosféricas
Compostos Orgânicos Voláteis (VOC)
41

A emissão de compostos orgânicos voláteis é resultado de diversos processos, como por exemplo:
- combustão incompleta;
- emissões durante todas as etapas do processo de fabricação, especialmente quando realizados em equipamentos abertos;
- emissões fugitivas de silos de matéria-prima;
- limpeza de equipamentos;
- vazamentos de selos, gaxetas e válvulas de tubulações.
O uso de equipamentos fechados durante o processo minimiza a emissão de compostos orgânicos voláteis, sendo recomendável inclusive para reduzir perdas de matéria-prima.
Materiais Particulados
A emissão de materiais particulados no setor está relacionada, principalmente, aos processos de pesagem de matérias-primas sólidas (pós) e dispersão. Para minimizar a quantidade de material particulado em suspensão, pode-se tomar algumas medidas, tais como, enclausuramento da etapa do processo e instalação de sistema de exaustão.
Efluentes líquidos
Podemos separar este tema em dois efluentes distintos: efluentes domésticos (gerados em atividades como vestiários, WC e restaurante) e efluentes industriais(gerados no processo produtivo). Algumas empresas do setor já executam o seu processo de tratamento considerando os dois tipos de efluentes, como mostra a figura a seguir:
42

Figura 18 - Exemplo de processo de tratamento de efluente
18. DEFINIÇÃO DE RESÍDUOS
A Organização Mundial da Saúde (OMS) define resíduo como qualquer coisa que seu proprietário não quer mais e que não possui valor comercial.
A ABNT NBR 10.004 define os resíduos sólidos como resíduos nos estados sólidos e semi-sólidos, que resultam de atividades de origem industrial, doméstica, hospitalar, comercial,agrícola, de serviços e de varrição.
Ficam incluídos nesta definição os lodos provenientes de sistemas de tratamento de água,aqueles gerados em equipamentos e instalações de controle de poluição, bem como determinados líquidos cujas particularidades tornem inviável o seu lançamento na rede pública de esgotos ou corpos de água, ou exijam para isso soluções técnicas e economicamente inviáveis em face à melhor tecnologia disponível.
Classificação de Resíduos
De acordo com a NBR 10004, os resíduos são classificados como:
Classe I: PERIGOSOS
• Aqueles que apresentam periculosidade em função de suas propriedades físicas, químicas ou infecto-contagiosas, podendo apresentar riscos à saúde pública e ao meio ambiente.
43
• Aqueles que apresentam uma das seguintes características: inflamabilidade, corrosividade, reatividade, toxicidade e/ou patogenicidade, conforme propriedades definidas pela NBR 10004.
• Aqueles que constem nos Anexos A ou B da NBR 10004
Classe II: NÃO PERIGOSOS
Resíduos de restaurante, papel, papelão, sucata ferrosa não contaminada.
• II A – NÃO INERTES: aqueles que não se enquadram nos resíduos classe I ou II B. Os resíduos Classe IIA podem ter propriedades como biodegradabilidade, combustibilidade ou solubilidade em água.
• II B – INERTES: qualquer resíduo que quando amostrado de uma forma representativa, de acordo com as NBRS 10006 e 10007, não teve nenhum de seus constituintes solubilizados a concentrações superiores aos padrões de potabilidade de água, excetuando-se aspecto, cor, turbidez, dureza e sabor.
Roteiro - Gerenciamento de Resíduos
18.1 TIPOS DE RESÍDUOS PERIGOSOS PROVENIENTES DA INDÚSTRIA DE TINTAS
Para classificação dos resíduos devem-se observar os critérios definidos na NBR 10004 (Resíduos Sólidos – Classificação). Abaixo alguns exemplos:
Resíduos gerados no processo
Tabela 3 – Resíduos gerados durante o processo e o seu código de identificação
Resíduos gerados indiretamente no processo
44
Tabela 4 - Relação gerados indiretamente no processo
Segregação e Identificação
A segregação consiste na operação de separação dos resíduos por classe, conforme norma ABNT NBR 10.004, identificando-os no momento de sua geração, buscando formas de acondicioná-lo adequadamente conforme NBR 12235.
Tem como finalidade evitar mistura de resíduos incompatíveis, visando com isso contribuir para o aumento da “qualidade” de resíduos que possam ser recuperados ou reciclados e diminuir o volume a ser tratado ou disposto.
A identificação dos resíduos serve para garantir a segregação realizada nos locais de geração e deve estar presente nas embalagens, contêineres, nos locais de armazenamento, e nos veículos de coleta interna e externa. Para identificação dos resíduos devem-se utilizar os códigos de cores baseados na resolução CONAMA nº 275/01, procurando sempre orientar quanto ao risco de exposição
Acondicionamento
O acondicionamento de resíduos perigosos, como forma temporária de espera para reciclagem, recuperação, tratamento e/ou disposição, dependerá de cada tipo de resíduo. Podem ser utilizados tambores, tanques, contêineres ou até mesmo podem ser acondicionados a granel.
Armazenamento
A NBR 12235 – Armazenamento de resíduos sólidos perigosos fixa as condições exigíveis para o armazenamento de resíduos sólidos perigosos de forma a proteger a saúde pública e o meio ambiente.
O armazenamento dos resíduos deve ser feito de modo a não alterar nem a quantidade nem a qualidade do resíduo.
Nenhum resíduo perigoso pode ser armazenado sem análise prévia de suas propriedades físicas e químicas, uma vez que disso depende sua caracterização como perigoso ou não e o seu armazenamento adequado.
Critérios de localização e características
Um local a ser utilizado para o armazenamento de resíduos deve:
• Ser tal que o perigo de contaminação ambiental seja minimizado;
• Ser tal que a aceitação da instalação pela população seja maximizada;
45

• Evitar, ao máximo, a alteração da ecologia da região;
• Estar de acordo com o zoneamento da região;
• Considerar as distâncias dos núcleos habitacionais, logradouros públicos, rede viária, atividades industriais, etc.;
• Considerar as condições de quaisquer operações industriais vizinhas que possam gerar faíscas, vapores reativos,umidade excessiva, etc.;
• Considerar os riscos potenciais de fenômenos naturais ou artificiais, como, chuva intensa, inundações, deslizamentos de terra, etc.;
• Possuir sistema de isolamento tal que impeça o acesso de pessoas estranhas;
• Possuir sinalização de segurança que identifique a instalação para os riscos de acesso ao local;
• Garantir cobertura e boa ventilação dos recipientes, colocados sobre base de concreto ou outro material que impeça a lixiviação e percolação de substâncias para o solo e águas subterrâneas;
• Definir áreas, isolar e sinalizar para o armazenamento de resíduos compatíveis;
• Ter iluminação e força que permitam uma ação de emergência;
• Possuir sistema de comunicação interno e externo;
• Prever acessos internos e externos protegidos, executados e mantidos de maneira a permitir a sua utilização sob quaisquer condições climáticas;
• Conter sistema de controle de poluição e/ou sistema de tratamento de poluentes ambientais;
• Possuir sistema de contenção a vazamentos.
A correta operação de uma instalação é fundamental, necessitando-se do uso de EPIs adequados. Por isso, o treinamento de seus operadores deve incluir:
• A forma de operação da instalação;
• Procedimentos para o preenchimento dos quadros de registro de movimentação e armazenamento;
• Apresentação e simulação do Plano de Emergência.
Armazenamento em contêineres, tambores, tanques e a granel
46

Tabela 5 – Normas para o armazenamento em contêineres e/ou tambores, tanques e a granel
Transporte terrestre de resíduos
Todo o transporte de resíduos perigosos deve obedecer as Regulamentações de Transporte de Produtos Perigosos. Devem ser transportados obedecendo aos critérios de compatibilidade conforme NBR 14619.
A NBR 13221 especifica os requisitos para o transporte terrestre de resíduos, de modo a evitar danos ao meio ambiente e proteger a saúde pública. Alguns desses requisitos são:
• Equipamentos adequados e que obedeçam as regulamentações pertinentes;
• Boa conservação do equipamento de transporte de modo a não permitir vazamentos ou derramamento;
• Deve estar protegido contra intempéries e devidamente acondicionado conforme disposto na Resolução nº 420 da ANTT;
• As embalagens devem ser homologadas e estar identificadas com rótulos de risco e de segurança;
47

• Não é permitido o transporte junto com alimentos, medicamentos ou objetos destinados ao uso e/ou consumo humano, ou animal, ou com embalagens destinadas a este fim.
Figura 19 – Procedimento para classificação do transporte de tintas
19. DISPOSIÇÃO FINAL
Aterro Industrial
Técnica de disposição final de resíduos sólidos perigosos ou não perigosos, que utiliza princípios específicos de engenharia para seu seguro confinamento, sem causar danos ou riscos à saúde pública e à segurança, e que evita a contaminação de águas superficiais, pluviais e subterrâneas, e minimiza os impactos ambientais.
Fonte: Política Estadual de Resíduos Sólidos.
Incineração
Processo de Tratamento Térmico cuja operação é realizada acima da temperatura mínima de oitocentos graus Celsius.
Fonte: Conama.
Co-processamento
Técnica de utilização de resíduos sólidos industriais a partir do seu processamento como
48

substituto parcial de matéria-prima ou combustível, no sistema forno de produção de clínquer, na fabricação do cimento.
Fonte: Política Estadual de Resíduos Sólidos.
Beneficiamento ou Recuperação
Recuperação dos resíduos para que sejam reutilizados.No caso da indústria de tintas, os resíduos mais comumente recuperados são os solventes e borras, através do processo de destilação.
20. CONCLUSÃO
As tintas são preparações, geralmente líquidas, usadas para conferir beleza, valor de mercado a produtos manufaturados e proteção aos materiais. O que começou na antiguidade, no período paleolítico, quando o homem representava nas paredes das cavernas o seu cotidiano, tornou-se uma importante indústria. A finalidade estética continua; todavia, a necessidade de preservação dos materiais sofisticou as tintas ao longo dos anos. A fabricação dessas depende da finalidade a que se destinam. Mas, basicamente, as tintas são formadas por pigmentos, veículo fixo, solventes e aditivos. Operações unitárias físicas – como mistura, diluição, moagem, filtragem e envase – dão origem ao produto final. Junto com o desenvolvimento tecnológico e crescimento do setor, a necessidade de fabricação de produtos cada vez mais sustentáveis foram tor-nando-se imprescindíveis. Isso, porque a fabricação de tintas gera alguns resíduos, emitem particulados para a atmosfera e, sobretudo, a lavagem das latas com NaOH gera efluentes líquidos que necessitam de tratamento.
Apesar de ser, em grande parte, um processo empírico, a produção de tintas e correlatos tem grandes perspectivas. Visto que o Brasil é um dos cinco maiores mercados mundiais, o crescimento da demanda por tintas é o mais propício.
21. BIBLIOGRAFIA
Livro:
49

SHREVE, Randolph Norris. Indústria de processos químicos. Ed. Guanabara, Rio de Janeiro. 1997.
Artigo:
Guia técnico ambiental de tintas e vernizes - série P+L. Governo do Estado de São Paulo - Cetesb, São Paulo. 2008.
Sites:
www.abrafati.com.br
www.sitivesp.org.br/sitivesp/download/Manual-Transporte.pdf
www.sitivesp.com.br/manual_resíduos
50