PROCESSOS+DE+CONFORMACAO+-+TREFILAÇÃO
23
1 PROCESSOS DE F ABRICAÇÃO II PROF . MST . ANTONIO CARLOS PIRES DIAS BACHARELADO EM ENGENHARIA MECÂNICA – IST 2014/1 PROCESSOS DE FABRICAÇÃO II Sumário: Aspectos gerais relacionados com o processo de trefilação; Ferramentas, matéria-prima e produtos; Máquinas de trefilar; Fundamentos da mecânica da trefilação
description
PROCESSOS+DE+CONFORMACAO+-+TREFILAÇÃO
Transcript of PROCESSOS+DE+CONFORMACAO+-+TREFILAÇÃO

1
PROCESSOS DE FABRICAÇÃO II
PROF. MST. ANTONIO CARLOS PIRES DIAS
BACHARELADO EM ENGENHARIA MECÂNICA – IST2014/1
PROCESSOS DE FABRICAÇÃO II
Sumário:
Aspectos gerais relacionados com o processo de trefilação;Ferramentas, matéria-prima e produtos;Máquinas de trefilar;Fundamentos da mecânica da trefilação

2
BIBLIOGRAFÍA BÁSICA
ALTAN, T., OH, S., GEGEL, H. Conformação Plástica dos Metais: Fundamentos e Aplicações. Publicação EESC‐USP, 1999.
BRESCIANI, F., E., e Col. Conformação Plástica dos Metais. Editora UNICAMP, 1997.
SCHAEFFER, L. Conformação Mecânica. Porto Alegre: Imprensa Livre, 1999.
SANGUINETTI FERREIRA, R.A. Conformação Plástica: Fundamentos Metalúrgicos e Mecânicos.Editora Universitária UFPE, 2006.
Aspetos gerais referentes ao processo de trefilação
3
Trefilação: histôrico
A trefilação é um dos processos mais antigos de conformação de metais.
Os enfeites de ouro em forma de arames finamente trabalhados foram incorporados aos acessórios de adornos pessoais dos faraós egípcios, quase 3.000 anos antes
de Cristo.
No século XIV, Rudolph de Nuremberg trouxe para a indústria o primeiro equipa-mento mecânico de trefilação, que era movido a água.
De 1850 a 1870, devido à difusão do telégrafo e à conseqüente demanda por fios condutores, a trefilação sofreu um grande avanço.
Nos últimos 30 anos tem-se visto avanços nas técnicas de trefilação e significativo aperfeiçoamento do tratamento térmico contínuo, com menor interferência humana, com o objetivo de melhorar a uniformidade e a qualidade, aumentar a produtividade
e reduzir os custos de produção
O processo de trefilação ocorre pelo puxamento de uma barra, fio, arame ou tubo através de uma matriz, denominada fieira, que define o perfil do trefilado, por meio de uma força de tração a ele aplicada
na saída desta matriz.
Como a seção transversal do orifício da fieira é sempre menor que a da peça trabalhada (na entrada), o processo ocasiona uma redução em área e
um aumento no comprimento.
Deste modo se obtém produtos com excelente qualidade superficial e dimensional.
A maior parte do escoamento plástico é causada por esforços de compressão resultantes da reação do metal com a matriz.
Trefilação: fundamentos

4
Como a operação é comumente realizada a frio, com pequenas
reduções de seção por passe, ocorre o encruamento do material do fio e, conseqüente, há alteração nas suas propriedades
mecânicas.
Esta alteração se dá no sentido da redução da ductilidade e aumento da resistência mecânica. Contudo, tem-se Propriedades mecânicas
controladas.
O processo de trefilação comumente é um trabalho de conformaçãomecânica realizado a frio, isto é, a uma temperatura de trabalho abaixo
da temperatura de recristalização.
Trefilação: fundamentos
Durante a operação de trefilação, ocorre aumento considerável de temperatura causado pelas grandes deformações envolvidas no processo,
embora ela seja realizada à temperatura ambiente.
Algumas vezes o recozimento intermediário é necessário quando a
queda de dutilidade associada ao aumento da resistência provoca a queda de conformabilidade.
Trefilação: fundamentos

5
Matéria Prima Utilizada na Trefilação
A matéria-prima para o processo de trefilação é um produto na forma de arame (ou barra ou tubo) obtido pelo processo de extrusão (para metais não-ferrosos) ou pelo processo de laminação (para
metais ferrosos e não-ferrosos), decapados e limpos, com qualidade superficial controlada e recozidos.
Trefilação: matéria prima
Exemplo
Para a fabricação de arames parte-se do fio-máquina obtido por Laminação a quente de barras, geralmente quadradas com 38 a 76 mm
de lado, e que é enrolado.
O diâmetro do fio-máquina, assim obtido, tem um diâmetro entre 5,0 e 5,5mm.
A trefilação, também, pode ser realizada em tubos ocos e, neste caso, existem diversas técnicas empregadas, com a utilização ou não de um mandril interno ao
tubo, que permite um melhor controle da espessura final.

6
Trefilação: matéria prima
Tipos de Aços para Arames
Os arames de não-ferrosos e de aço baixo-carbono são produzidos com diversas durezas, desde aquela correspondente ao recozimento pleno até a
relativa ao endurecimento total.
No caso de aços tem-se:
1. Aços baixo-carbono (0,09 a 0,20%C) – dependendo da aplicação, podem ser usados sem qualquer tratamento térmico, ou nos estados normalizados ou recozido.
2. Aços médio-carbono (0,30 a 0,55%C) podem ser empregados sem tratamento térmico ou patenteados e trefilados.
3. Aços alto-carbono (0,55 a 1,00%C) – podem ser empregados sem tratamento térmico, ou patenteados e trefilados.
Produtos da Trefilação
7
Trefilação: produtos
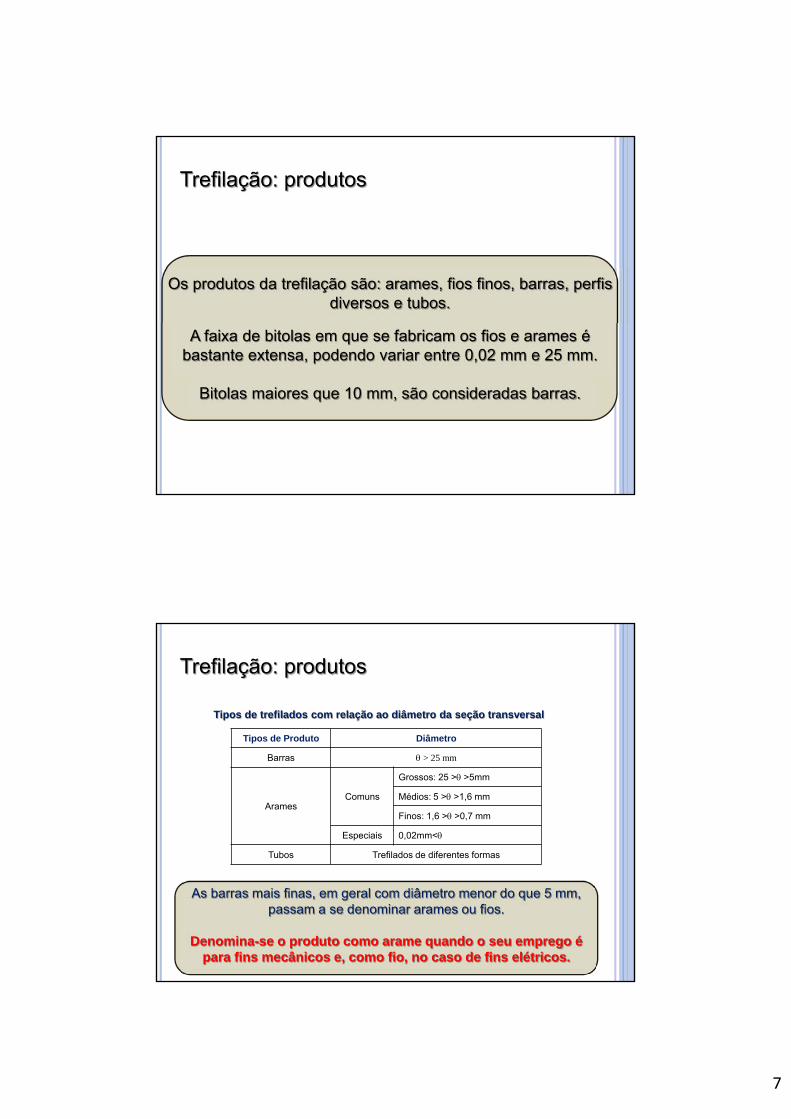
Os produtos da trefilação são: arames, fios finos, barras, perfis diversos e tubos.
A faixa de bitolas em que se fabricam os fios e arames é bastante extensa, podendo variar entre 0,02 mm e 25 mm.
Bitolas maiores que 10 mm, são consideradas barras.
Tipos de trefilados com relação ao diâmetro da seção transversal
Tipos de Produto Diâmetro
Barras > 25 mm
AramesComuns
Grossos: 25 > >5mm
Médios: 5 > >1,6 mm
Finos: 1,6 > >0,7 mm
Especiais 0,02mm<
Tubos Trefilados de diferentes formas
Trefilação: produtos
As barras mais finas, em geral com diâmetro menor do que 5 mm, passam a se denominar arames ou fios.
Denomina-se o produto como arame quando o seu emprego é para fins mecânicos e, como fio, no caso de fins elétricos.

8
Os produtos são Arames, fios finos, barras, perfis diversos e tubos.
Seções de perfiz obtidos por trefilação
Trefilação: produtos
Fundamentos da Mecânica da Trefilação;
Fieras

9
Mecânica da Trefilação
A mecânica da trefilarão envolve:
Esforços predominantes de compressão indireta, ainda, de esforços de tração;
Geometria da ferramenta;
Temperatura do processo
Velocidade de trefilação:~ 600 a 1500 m/min para fios de aço~ 1200 a 2500 m/min para fios de cobre~ 10 a 100 m/min para barras
Condições do atrito entre a matriz e material a trefilar;
Condições para a lubrificantes/refrigerantes;
A lubrificação pode ser por imersão ou por aspersão, em função do tipo de lubrificante, sendo:
Mecânica da Trefilação
Trefilação por via Seca: usa-se cal como um absorvente e transportador do lubrificante (graxa ou pó de sabão) e também para neutralizar qualquer ácido remanescente da decapagem (no caso de se eletro depositar sobre arame de aço cobre ou estanho).
Trefilação por via Unida: usa-se no processo de trefilação em que toda a matriz fica imersa num fluido lubrificante (soluções ou emulsões de óleos em água).
Pastas e graxas

10
Tensões de tração (σt) e de compressão (σc) aplicadas na trefilacao
Mecânica da Trefilação
O conhecimento dos esforços necessários e das demais variáveis envolvidas no processo permite:
reduzir os tempos de parada de máquina devidos a quebra de material; dimensionar eficientemente partes integrantes de uma máquina
trefiladora, com o objetivo de reduzir o nível de investimento; reduzir o desgaste das fieiras.
I – cone de entradaII – cone de trabalhoIII – zona cilíndrica ou cilindro de calibraçãoIV – cone de saída
Perfil esquemático de uma fieira para trefilação
I - O cone de entrada tem a finalidade de guiar o fio em direção ao cone de trabalho e permitir que o lubrificante acompanhe o fio.
II - No cone de trabalho é onde ocorre a deformação do material (ou redução).
III - No cilindro de calibração ocorre o ajuste do diâmetro do fio.
IV - O cone de saída deve proporcionar uma saída livre do fio.
Fieira: partes principais
Mecânica da Trefilação

11
Ângulos e regiões de uma fieira para trefilação
Fieira
Mecânica da Trefilação
Para cada material há um perfil adequado de fieira, no que diz respeito ao ângulo de entrada, ao ângulo de trabalho, ao ângulo de saída e ao
comprimento da zona cilíndrica.
Ângulos e regiões de uma fieira para trefilação
Fieira
Mecânica da Trefilação
A diferença entre os ângulos de fieiras empregadas para diferentes materiais está associada com a ductilidade do material.

12
Fieira
Mecânica da Trefilação
Em geral, quanto mais dúctil for o material, maior pode ser o ângulo da fieira.
Por outro lado, o comprimento da zona cilíndrica é dependente das condições de atrito entre o metal e a fieira.
O ângulo da fieira, que é o ângulo do cone de trabalho, comumente tem valores compreendidos entre 5° e 25°.
O comprimento da parte cilíndrica varia de zero a dois diâmetros.
Mecânica da Trefilação
Fieira: materiais
As fieiras para trefilar fios grossos e médios (até 1,4 mm de diâmetro) são feitas de metal duro com a composição típica de 95% de carboneto de tungstênio e 5% de cobalto e, para fios finos, são feitas de diamante.
Os materiais mais utilizados na fabricação das fieiras são:
Carbonetos sinterizados (sobretudo WC);Aços de alto C revestidos de Cr (cromagem dura);
Aços especiais (Cr-Ni, Cr-Mo, Cr-W, etc.);Ferro fundido branco;
Cerâmicos (pós de óxidos metálicos sinterizados);Diamante (p/ fios finos ou de ligas duras).

13
Mecânica da Trefilação
Fieira: materiais
Após trefilar um grande comprimento de fio, as fieiras sofrem desgaste.
Tanto as fieiras de metal duro quanto as de diamante podem ser recalibradas e repolidas para serem usadas na trefilação de fios de diâmetros maiores.
A vida de uma fieira, trabalhando com um determinado diâmetro, é determinada pelo comprimento de fio trefilado até que seja necessária uma recalibração.
Mecânica da Trefilação
Cálculo da carga para trefilar
1
0
A
A
e tensão de escoamento média em tração uniaxial;
área transversal inicial da peça (arame);
área transversal do arame após a trefilação;
coeficiente d eatrito médio na zona de redução da fieira;
ângulo de abordagem (semi-ângulo da fieira);
fator de deformação redundante, que é dado por Rowe da seguinte forma: senr
r.
187,0
r – redução no passe dada por:
0
10
A
AAr
11
0 ..cot.1ln AA
AP et
14
Máquinas de Trefilar
Máquinas de trefilar
Os elementos básicos de uma máquina de trefilação são:
Carretel alimentador Porta-fieira
Garra ou mordaça para puxar a primeira porção do arame Tambor
Sistema de acionamento do tambor

15
Máquinas de trefilar
Existem dois tipos básicos de máquinas de trefilar industriais com múltiplas fieiras:
1) Com deslizamento
- Para fios de diâmetros pequenos- O deslizamento dá-se no anel tirante
- Máquinas cônicas de trefilar com deslizamento
2) Sem deslizamento
- Para arames, em que o anel tirante faz também o papel de acumulador doproduto trefilado
- Máquinas contínuas, com passes em linha
Existem dois tipos básicos de máquinas de trefilar industriais com múltiplas fieiras:
1) Com deslizamento
- Para fios de diâmetros pequenos- O deslizamento dá-se no anel tirante
- Máquinas cônicas de trefilar com deslizamento
2) Sem deslizamento
- Para arames, em que o anel tirante faz também o papel de acumulador doproduto trefilado
- Máquinas contínuas, com passes em linha
Máquinas de trefilar
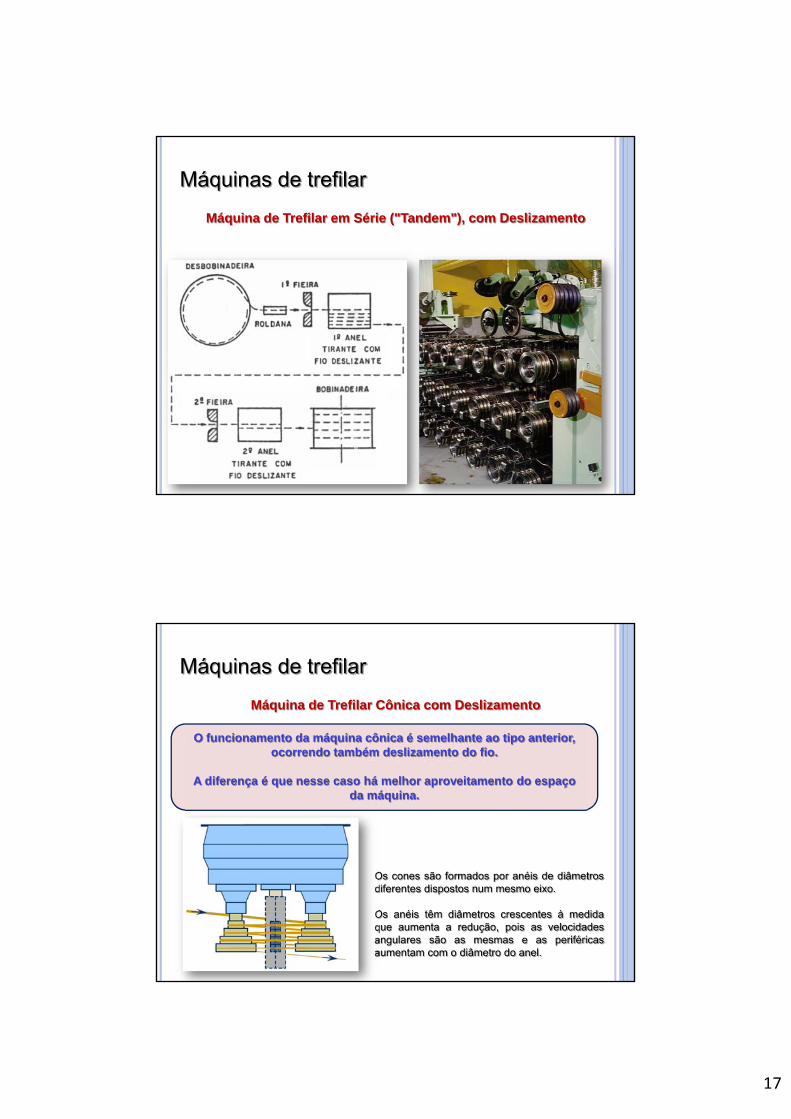
Máquina de Trefilar em Série ("Tandem"), com Deslizamento
O fio parte de uma bobina, passa por uma roldana e se dirige à primeira fieira;
Na saída da fieira, é puxado por um anel tirante no qual o fio dá um certo número de voltas e gira numa determinada velocidade;
Esquema de uma máquina de trefilar em série, com Deslizamento
É constituída de uma sucessão de fieiras intercaladas com anéis tirantes. O sistema é movido por um único motor, funcionando da seguinte maneira:

16
Máquinas de trefilar
As voltas são dadas na forma de uma hélice cilíndrica, de passo igual a 1,5 x diâmetro do fio, de tal maneira que este – no início da hélice – fique alinhado com a primeira fieira e, na saída da hélice, com a segunda;
O número de espiras da hélice no primeiro anel tirante depende da força de atrito necessária para vencer a força de trefilação na primeira fieira;
O movimento do fio na forma de hélice provoca um deslizamento lateral (translação) do fio ao longo do anel;
Esquema de uma máquina de trefilar em série, com Deslizamento
Máquina de Trefilar em Série ("Tandem"), com Deslizamento
Máquinas de trefilar
O primeiro anel, que faz o fio passar pela segunda fieira, gira a uma velocidade maior para compensar o aumento de comprimento pela segunda fieira;
O sistema prossegue dessa forma para as demais fieiras, exceto na última, de onde o fio é puxado pelo tambor bobinador final, sem deslizamento.
É usada para trefilar fios de metais não-ferrosos de diâmetros maiores (> 2 mm).
Esquema de uma máquina de trefilar em série, com Deslizamento
Máquina de Trefilar em Série ("Tandem"), com Deslizamento
17
Máquinas de trefilar
Máquina de Trefilar em Série ("Tandem"), com Deslizamento
Máquinas de trefilar
Máquina de Trefilar Cônica com Deslizamento
Os cones são formados por anéis de diâmetrosdiferentes dispostos num mesmo eixo.
Os anéis têm diâmetros crescentes à medidaque aumenta a redução, pois as velocidadesangulares são as mesmas e as periféricasaumentam com o diâmetro do anel.
O funcionamento da máquina cônica é semelhante ao tipo anterior, ocorrendo também deslizamento do fio.
A diferença é que nesse caso há melhor aproveitamento do espaço da máquina.
18
Máquinas de trefilar
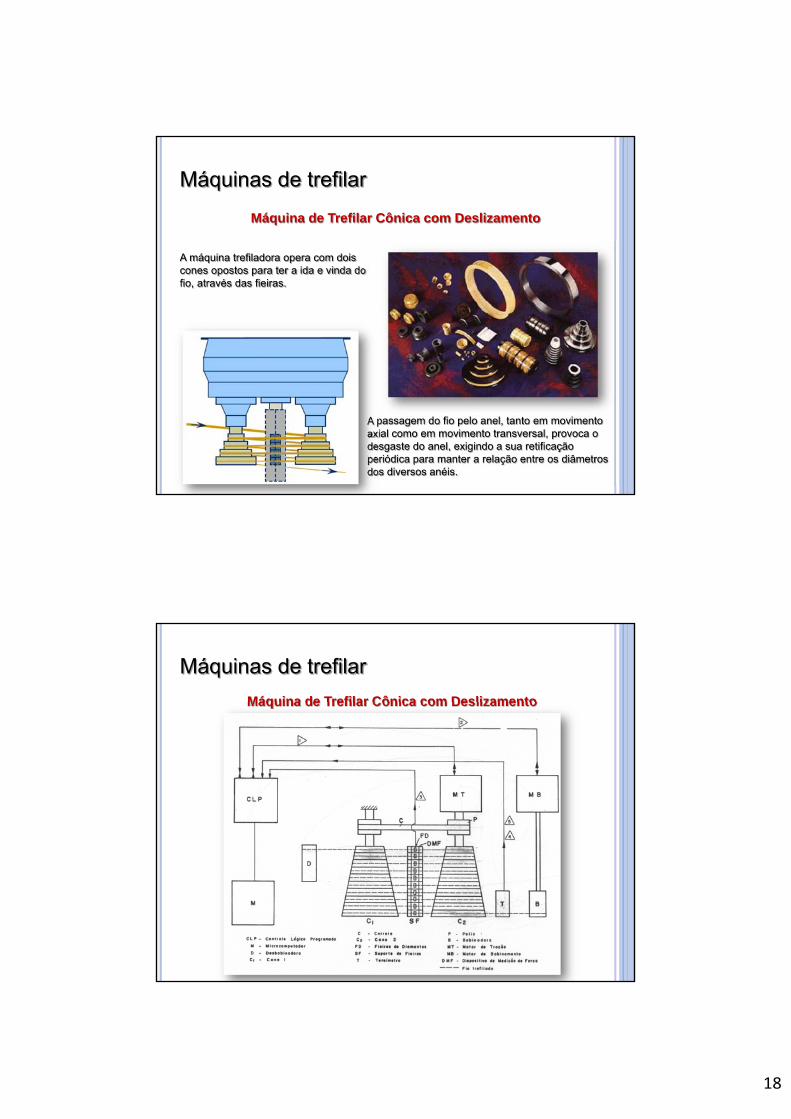
Máquina de Trefilar Cônica com Deslizamento
A máquina trefiladora opera com dois cones opostos para ter a ida e vinda do fio, através das fieiras.
A passagem do fio pelo anel, tanto em movimento axial como em movimento transversal, provoca o desgaste do anel, exigindo a sua retificação periódica para manter a relação entre os diâmetros dos diversos anéis.
Máquinas de trefilar
Máquina de Trefilar Cônica com Deslizamento
19
Máquinas de trefilar
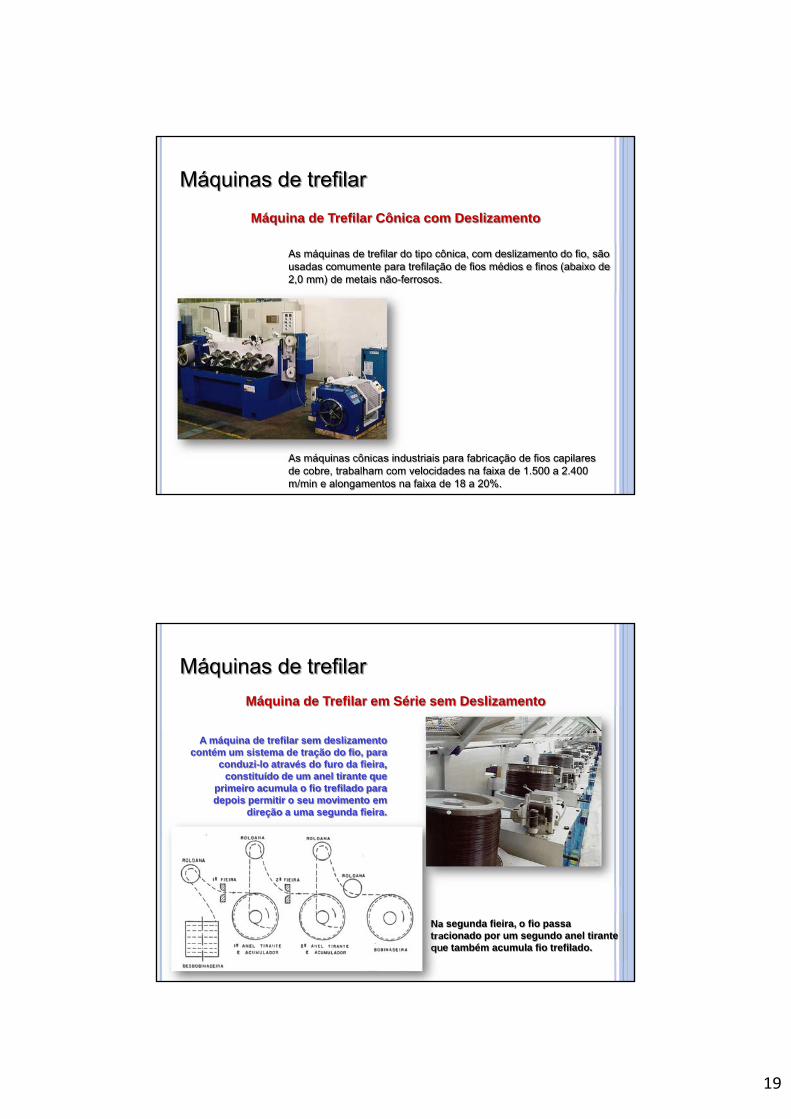
Máquina de Trefilar Cônica com Deslizamento
As máquinas de trefilar do tipo cônica, com deslizamento do fio, são usadas comumente para trefilação de fios médios e finos (abaixo de 2,0 mm) de metais não-ferrosos.
As máquinas cônicas industriais para fabricação de fios capilares de cobre, trabalham com velocidades na faixa de 1.500 a 2.400 m/min e alongamentos na faixa de 18 a 20%.
Máquinas de trefilar
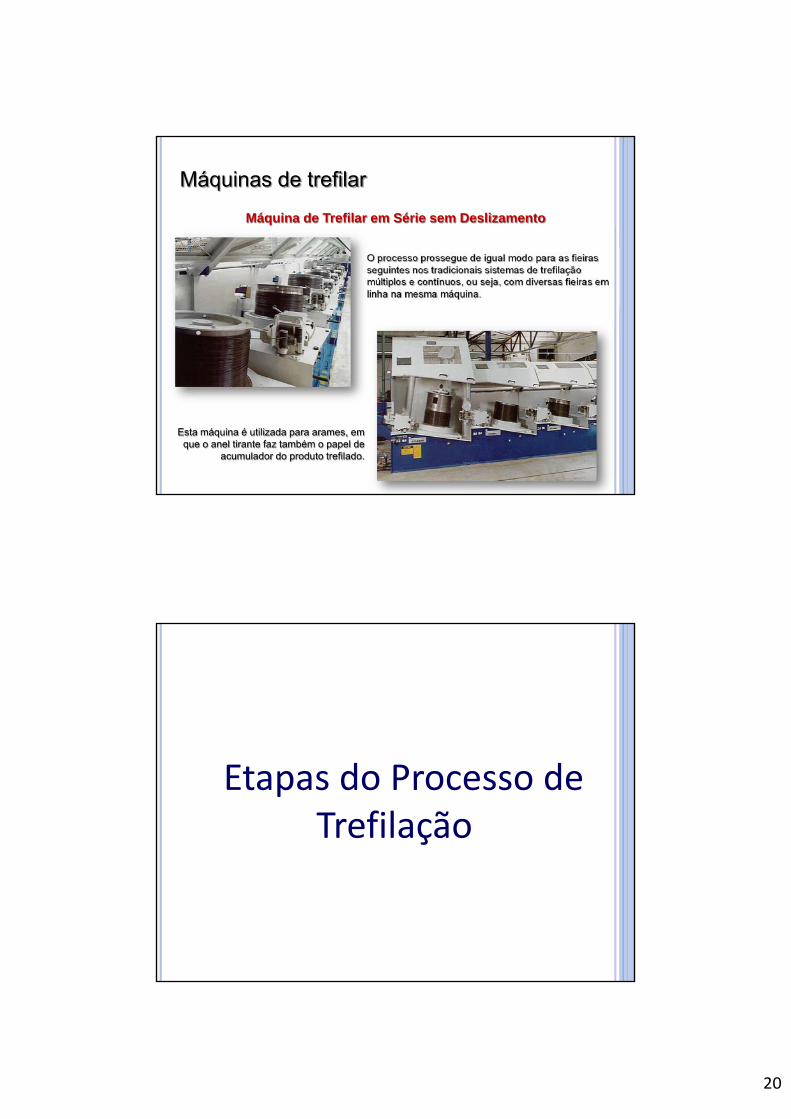
Máquina de Trefilar em Série sem Deslizamento
Na segunda fieira, o fio passa tracionado por um segundo anel tirante que também acumula fio trefilado.
A máquina de trefilar sem deslizamento contém um sistema de tração do fio, para
conduzi-lo através do furo da fieira, constituído de um anel tirante que
primeiro acumula o fio trefilado para depois permitir o seu movimento em
direção a uma segunda fieira.
20
Máquinas de trefilar
Máquina de Trefilar em Série sem Deslizamento
O processo prossegue de igual modo para as fieiras seguintes nos tradicionais sistemas de trefilaçãomúltiplos e contínuos, ou seja, com diversas fieiras em linha na mesma máquina.
Esta máquina é utilizada para arames, em que o anel tirante faz também o papel de
acumulador do produto trefilado.
Etapas do Processo de Trefilação

21
Trefilação: etapas do processo
Etapas do Processo utilizando como matéria prima o fio-máquina
(vergalhão laminado a quente)
Decapagem química convencional pela submersão do pacote de fio máquina
em ácido sulfúrico ou clorídrico.
A- Descarepação
- Mecânica (descascamento): desbobinamneto e escovamento.- Química (decapagem): com HCl ou H2S04 diluídos.
B- Lavagem (em água corrente)
Trefilação: etapas do processo
Etapas do Processo utilizando como matéria prima o fio-máquina
(vergalhão laminado a quente)
C- Recobrimento:
Comumente por imersão em leite de cal Ca(OH)2 a 100°C a fim de neutralizar resíduos de ácido, proteger a superfície do arame, e servir de suporte para o lubrificante de trefilação.
D- Secagem: (em estufa). Também remove H2 dissolvido na superfície do material.
E- Trefilação: - Primeiros passes a seco.A produção de arames ou de vergalhõesfinos de longo comprimento (∅<12 mm)é feita por trefilação com sarilho.

22
Trefilação: etapas do processo
Etapas do Processo utilizando como matéria prima o fio-máquina
(vergalhão laminado a quente)
Trefilação utilizando sarilho
Vista lateral do sarilho após acumulação
Para arames grossos utiliza-se apenas um sarilho, mas para arames finos (fios metálicos)
necessita-se de um número maiore o arame passa através de várias fieiras, numa
operação contínua, até ter sua seção transversal reduzida ao tamanho final.
Para os arames finos as reduções por passe são de 15 a 25%, enquanto para arames grossos a faixa é mais larga (20 a 50%). As velocidades de trefilação de arame nos equipamentos mais
modernos podem superar 1.500 m/min.
Trefilação: etapas do processo
Etapas do Processo utilizando como matéria prima o fio-máquina
(vergalhão laminado a quente)
F- Recorre-se também a recozimentos intermediários, pois cada passe de redução da seção transversal por trefilação produz um encruamento
no material, verificado pela elevação de sua tensão de escoamento.
Este procedimento aplica-se especialmente a materiais muito encruáveis como grande parte dos metais não ferrosos e os aços baixo-
carbono.

23
Trefilação: etapas do processo
Etapas do Processo utilizando como matéria prima o fio-máquina
(vergalhão laminado a quente)
Para fios de aço com teor de carbono maior que 0,25%, emprega-se umtratamento térmico especial chamado patenteamento, que consiste em
aquecer o material acima da temperatura crítica superior e depois resfriá-lo ao ar (fios mais finos) ou em chumbo líquido a cerca de 350°C (fios menos
finos), para propiciar a formação de perlita fina, de preferência sem a formação de ferrita primária.
O patenteamento produz a melhor combinação de resistência e ductilidade para o sucesso da trefilação de arames de aço alto-carbono empregados
para molas e encordoamentos de instrumentos musicais.
Trefilação: etapas do processo
Etapas do Processo utilizando como matéria prima o fio-máquina
(vergalhão laminado a quente)
Etapas intermediárias de decapagem, obviamente, são também necessárias para manter a eficácia da lubrificação, pois o arame sofre oxidação superficial
tanto nos trata-mentos térmicos intermediários como durante a própria operação de trefilação, onde a sua temperatura sobe em função tanto da
deformação plástica como do atrito com a fieira.