PRODUTIVIDADE EM USINAGEM DE FORJADOS - … em Usinagem de... · Monografia de Conclusão do CEAI -...
61
LEONARDO ZULIANI VALDINEI APARECIDO DA SILVA PRODUTIVIDADE EM USINAGEM DE FORJADOS Monografia de Conclusão do CEAI - Curso de Especialização em Administração Industrial da Escola Politécnica da Universidade de São Paulo São Paulo 2008 1º Quadrimestre
Transcript of PRODUTIVIDADE EM USINAGEM DE FORJADOS - … em Usinagem de... · Monografia de Conclusão do CEAI -...

LEONARDO ZULIANI
VALDINEI APARECIDO DA SILVA
PRODUTIVIDADE EM USINAGEM DE FORJADOS
Monografia de Conclusão do CEAI - Curso de
Especialização em Administração Industrial da Escola
Politécnica da Universidade de São Paulo
São Paulo
2008
1º Quadrimestre
LEONARDO ZULIANI
VALDINEI APARECIDO DA SILVA
PRODUTIVIDADE EM USINAGEM DE FORJADOS
Monografia de Conclusão do CEAI - Curso de
Especialização em Administração Industrial da Escola
Politécnica da Universidade de São Paulo
Área de Concentração: USINAGEM
Orientador: Prof. Dr. Mauro Zilbovicius
São Paulo
2008
1º Quadrimestre

AGRADECIMENTOS
Agradeçemos ao Professor Mauro Zilbovicius pela orientação dada para a elaboração
desta monografia. À Fundação Vanzolini pelo curso CEAI (Curso de Especialização em
Administração Industrial) e aos professores das matérias ministradas ao longo do curso, para
o aperfeiçoamento dos alunos.
RESUMO
Este trabalho foi desenvolvido com o foco de apresentar uma abordagem profunda e
detalhada dos principais pontos de potenciais melhorias no que diz respeito à produtividade
em usinagem de produtos forjados. Serão apresentados conceitos extremamente importantes
principalmente sobre ferramentas de corte e dispositivos de fixação que devem ser levados em
consideração para se obter um resultado interessante, porém não apresentaremos apenas
conceitos, mas também recomendações extremamente práticas de questões tais como seleção
de ferramentas mais adequadas e eficientes, aplicações e análise de vida útil das mesmas.
Também iremos tratar de forma bastante abrangente sobre dispositivos de fixação desde sua
viabilidade técnica e econômica, seleção, concepção e uso. Apresentaremos alguns casos de
proposta de melhoria fundamentada na teoria e recomendações do trabalho.

SUMÁRIO
LISTA DE FIGURAS
LISTA DE TABELAS
1. INTRODUÇÃO ............................................................................................................... 1
1.1. A Empresa.................................................................................................................. 1
1.2. Apresentação do problema ......................................................................................... 6
1.3. Objetivos do trabalho ................................................................................................. 6
1.4. Relevância do tema .................................................................................................... 6
1.5. Estrutura do trabalho .................................................................................................. 7
2. ALGUMAS DEFINIÇÕES .............................................................................................. 8
2.1. Definição de usinagem ............................................................................................... 8
2.2. Definição de forjamento ............................................................................................. 8
2.3. Definição de produtividade......................................................................................... 9
3. MÁQUINAS .................................................................................................................. 11
3.1. Máquina de baixa potência ....................................................................................... 11
3.2. Máquina com elevado tempo de troca de ferramentas ............................................... 11
3.3. Máquinas com diferentes comando CNC que não interagem..................................... 15
3.4. Máquinas com diferentes cones de fixação de ferramentas........................................ 17
4. FERRAMENTAS DE CORTE....................................................................................... 19
4.1. Fresamento............................................................................................................... 20
4.1.1. Problemas e soluções............................................................................................. 23
4.1.2. Estudo de melhoria em fresamento ........................................................................ 23
4.2. Furação .................................................................................................................... 25
4.2.1. Efeitos dos dados de corte ..................................................................................... 25
4.2.2. Recomendações para uma furação bem sucedida (broca de metal duro inteiriça) ... 26
4.2.3. Estudo de melhoria para broca inteiriça de metal duro ........................................... 31
4.2.4. Brocas com pastilhas intercambiáveis.................................................................... 32
4.2.4.1. Desgaste de pastilha............................................................................................ 33
4.2.4.2. Beneficios de uso de uma moderna broca com pastilha intercambiável ............... 34
4.2.4.3. Caracteristicas da broca que contribuem para os beneficios ................................ 34
4.2.4.4. Resolução de problemas ..................................................................................... 35
4.2.4.5. Recomendações para uma furação bem sucedida (brocas intercambiáveis) ......... 36
4.2.4.6. Estudo de melhoria usando broca de pastilhas intercambiáveis ........................... 37
5. DISPOSITIVOS DE FIXAÇÃO..................................................................................... 40
5.1. Tecnologia de dispositivos ....................................................................................... 41
5.2. Meios de fabricação.................................................................................................. 41
5.3. Funções e objetivos fundamentais ............................................................................ 42
5.4. Pontos básicos no projeto de dispositivos ................................................................. 42
5.4.1. Parâmetros tecnológicos ........................................................................................ 42
5.4.2. Parâmetros econômicos ......................................................................................... 43
5.4.3. Parâmetros humanos.............................................................................................. 43
5.5. Índice de utilização dos dispositivos ......................................................................... 44
5.6. Estudos de melhorias dos dispositivos ...................................................................... 45
5.6.1. 1º Estudo de melhoria para dispositivo de fixação.................................................. 45
5.6.2. 2º Estudo de melhoria para dispositivo de fixação.................................................. 47
5.6.3. 3º Estudo de melhoria para dispositivo de fixação.................................................. 49
6. CONCLUSÕES ............................................................................................................. 52
REFERÊNCIAS BIBLIOGRÁFICAS................................................................................. 53

LISTA DE FIGURAS
Figura 3.1 Gráficos: TTF x No Ferramentas / No Ferramentas x Tempo de usinagem ......... 13
Figura 3.2 Gráfico: Tempo total de usinagem x No peças por dispositivo............................. 13
Figura 3.3 Ferramentas convencionais ................................................................................ 14
Figura 3.4 Ferramenta conjugada ........................................................................................ 14
Figura 4.1 Operações de fresamento.................................................................................... 21
Figura 4.2 Brocas com pastilhas intercambiáveis ................................................................ 32
Figura 4.3 Possibilidades operacionais com brocas com pastilhas intercambiáveis .............. 33
Figura 5.1 Gráfico de custo de dispositivo........................................................................... 43
Figura 5.2 Foto atual do dispositivo e sistema de fixação manual ........................................ 45
Figura 5.3 Dispositivo de fixação hidraúlico para 04 peças ................................................. 46
Figura 5.4 Foto atual do dispositivo e sistema de fixação .................................................... 47
Figura 5.5 Dispositivo de fixação mais robusto para 02 peças ............................................. 48
Figura 5.6 Foto atual do dispositivo e sistema de fixação .................................................... 49
Figura 5.7 Dispositivo com sistema de fixação por grampo................................................. 50
LISTA DE TABELAS
Tabela 3.1 Atual: cálculo das etapas e tempos de usinagem................................................. 14
Tabela 3.2 Proposto: cálculo da etapa e o tempo de usinagem ............................................. 15
Tabela 3.3 Atual x Proposto: cálculo do custo da ferramenta de usinagem .......................... 15
Tabela 3.4 Cálculo de investimento e ganho anual adquirindo cones ISO40 e ISO30 .......... 18
Tabela 4.1 Desgaste de ferramentas .................................................................................... 22
Tabela 4.2 Ganho anual utilizando fresa Ø50 com 05 arestas .............................................. 25
Tabela 4.3 Furação com broca de metal duro inteiriça......................................................... 27
Tabela 4.4 Furação com broca de metal duro inteiriça......................................................... 28
Tabela 4.5 Problemas e soluções - brocas de metal duro inteiriça ........................................ 29
Tabela 4.6 Problemas e soluções - brocas de metal duro inteiriça ........................................ 30
Tabela 4.7 Ganho anual utilizando brocas de metal duro ..................................................... 32
Tabela 4.8 Dicas práticas para furação - caso ocorram problemas ....................................... 36
Tabela 4.9 Ganho anual utilizando brocas de pastilhas intercambiáveis............................... 39
Tabela 5.1 Resumo das propostas sobre melhorias nos dispositivos – ganho anual .............. 51
1
1. INTRODUÇÃO
1.1 A empresa
Desde sua origem, na Alemanha em 1786, o nome da Corneta esteve diretamente ligado à
qualidade e às inovações que sempre marcaram seus produtos. No Brasil desde 1932, e com o
mesmo espírito empreendedor que marcou sua história na Europa, a Corneta produziu grande
parte das ferramentas que ajudaram a construir o Brasil nestes últimos 70 anos, mantendo-se
sempre atenta à sua filosofia de modernização e de preocupação com cada detalhe na
fabricação de suas ferramentas.
A Corneta Ferramentas conta hoje com duas unidades industriais, instaladas em São
Paulo, ocupando um espaço de quase 18.000m2 de área construída, empregando, juntas quase
600 funcionários que, utilizando-se dos recursos mais modernos e de tecnologia de ponta, são
responsáveis pela fabricação de ferramentas da mais alta qualidade.
2
Produtos Corneta
Em nossas unidades são fabricados mais de 1.000 produtos - linhas de ferramentas
manuais, artigos de cutelaria e instrumentos cirúrgicos, todos com a qualidade garantida pelas
certificações internacionais das normas ISO 9002, (RW TÜV, desde 1995) além das
constantes auditorias e homologações asseguradas pelos nossos principais clientes de peças
especiais da indústria automotiva.
Os forjados são ainda resultados do trabalho de nossas unidades a produção específica
de peças, industrializadas pela divisão de forjados Corneta, que atende principalmente ao
exigente mercado da indústria automobilística, aonde são necessários sofisticados
equipamentos de última geração para projetar e desenvolver forjados que se enquadrem aos
mais rigorosos padrões e normas internacionais de qualidade.
Divisão de forjados
A divisão de forjados da Corneta atende um exigente mercado com a sua linha de
forjados especiais.
A Corneta projeta e desenvolve produtos forjados sob encomenda dentro dos mais
rigorosos padrões e normas de qualidade nacionais e internacionais, assegurando a satisfação
de seus clientes.

3
Forjaria
• Martelos de queda, de 300 a 1.200kg
• Martelos pneumáticos de dupla ação, de 520 a 2.800kg
• Martelos pneumáticos, de 3.300 a 4.000 libras
• Prensa de biela, 650 toneladas
• Prensas fricção, de 120 a 450 toneladas
• Prensas hidráulicas de cunhagem e calibragem a frio, de 650 a 1.200 toneladas
• Martelo pneumático de 8.000 libras
Projeto Sistema CAD de suporte ao projeto FMEA de processo do produto.
4
Matrizaria
• Sistema CAD-CAM de suporte ao projeto ferramental
• Máquina grafiteira CNC "HERMLE" CNC conectada ao CAD-CAM
• Fresadora "HERMLE" CNC para usinagem HSC
• Máquinas eletroerosão automáticas digitais
• Máquinas eletroerosão a fio conectadas ao CAD-CAM
• Fresadoras hidráulica e universal
• Outros equipamentos convencionais
Usinagem
• Tornos universais: mecânicos e copiadores
• Tornos CNC
• Centros de usinagem CNC
• Brochadeiras verticais e transfers
• Retíficas planas e centerless
• Brunidoras e outros
5
Tratamento térmico • Fornos IPSEN para têmpera e revenimento
• Fornos tipo MULFA para normalização
• Máquinas de têmpera por indução, baixa e alta freqüência
Controle de Qualidade • Laboratório para análises químicas e metalográficas
• Salas de metrologia para forjados e para usinados
• Máquina de medição tridimensional CNC
• Equipamentos, dispositivos, calibradores etc.
• Equipamentos de MAGNA-FLUX

6
1.2 Apresentação do problema
- Máquina de baixa potência
- Máquina com elevado tempo de troca de ferramentas
- Máquinas com diferentes comandos CNC que não interagem
- Máquinas com diferentes cones de fixação de ferramentas
- Ferramentas de cortes ineficientes
- Ferramentas de cortes inadequadas
- Dispositivos de fixação não robustos
- Dispositivos de difícil fixação manual
- Inadequados pontos de apoio
1.3 Objetivos do trabalho
Este trabalho tem como objetivo analisar os problemas de produtividade em
usinagem de forjados apontando os principais itens de melhoria de desempenho. Estudos para
investimentos em ferramentais e dispositivos, simples reorganizações do trabalho,
treinamentos específicos e principalmente melhorias no processo produtivo com maior
aproveitamento dos recursos já existentes.
1.4 Relevância do tema
O tema é bastante relevante para a empresa em questão e outras do mesmo ramo de
atividade ou similar. Devido se tratar de um tema bem específico que pouco se encontra de
informações disponíveis em literaturas técnicas, ocasiona uma necessidade de expressivo
tempo para adaptação de novos profissionais ingressantes no ramo, por se tratar de peças de
formatos extremamente irregulares que dificultam a fixação e com características de dureza e
resistências peculiares resultantes do processo de forja mesmo após tratamento de
normalização.
7
1.5 Estrutura do trabalho
O trabalho é composto de 5 capítulos, no capítulo 1, temos a apresentação da empresa
mostrando toda a sua história, produtos, infra estrutura, equipamentos, etc. Apresenta os
problemas encontrados e que podem ser solucionados através dos estudos aqui abordados.
Trata também dos objetivos do trabalho e a relevância do tema.
O capítulo 2 trata de definições dos itens: usinagem, forjamento e produtividade.
O capítulo 3 aborda questões relacionadas às máquinas CNC da empresa, tais como,
máquinas de baixa potência, com elevado tempo de troca de ferramentas, diferentes comandos
CNC que não interagem e com diferentes cones de fixação de ferramentas.
O capítulo 4 trata de problemas com ferramentas de corte para operações de
fresamento e furação apontando diversas causas de problemas e recomendando soluções
práticas.
O capítulo 5 apresenta importantes conceitos sobre dispositivos de fixação em relação
a viabilidade técnica e econômica, concepção e uso.
8
2. ALGUMAS DEFINIÇÕES
2.1 Definição de usinagem
Segundo a fabricante de ferramentas de corte Sandvick Coromant (2005) o termo
usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de
remoção de material. Este processo não exclui um processo anterior, como por exemplo,
conformação. Existem vários processos de usinagem, entre eles serramento, aplainamento,
torneamento, fresamento (ou fresagem), furação, brochamento, eletroerosão entre outros. A
usinagem começou em tempos remotos com processos totalmente manuais e hoje em dia
evolui muito com o uso de máquinas de alta precisão, por exemplo, as chamadas CNC (com
comando numérico computadorizado), que são controladas por computador (foco deste
trabalho). A precisão de tais máquinas chega a ser tão pequena quanto 1 mícron. Para se ter
uma idéia, um fio de cabelo tem o diâmetro de 80 microns.
A usinagem atende, hoje em dia, a diversos mercados, como automotivo, naval,
aeroespacial, eletrônico, eletrodomésticos etc.
2.2 Definição de forjamento
Segundo a fabricante de ferramentas de corte Sandvick Coromant (2005) o forjamento
é o nome genérico de operações de conformação mecânica efetuadas com esforço de
compressão sobre um material dúctil, de tal modo que ele tende a assumir o contorno ou
perfil da ferramenta de trabalho.
Ferramentas: na maioria das operações de forjamento emprega-se um ferramental
constituído por um par de ferramentas de superfície plana ou côncava, denominadas
matrizes ou estampos.
Usos: a maioria das operações de forjamento é executada a quente, contudo,
uma grande variedade de peças pequenas, tais como parafusos, pinos, porcas,
engrenagens, pinhões, etc., são produzidas por forjamento a frio.
Histórico: o forjamento é o mais antigo processo de conformar metais, tendo
suas origens no trabalho dos ferreiros de muitos séculos antes de Cristo. A substituição do
braço do ferreiro ocorreu nas primeiras etapas da Revolução Industrial. Atualmente existe um
9
variado maquinário de forjamento, capaz de produzir peças das mais variadas formas e
tamanhos, desde alfinetes, pregos, parafusos e porcas até rotores de turbinas e asas de avião.
O forjamento pode ser dividido em dois grandes grupos de operações: Forjamento
em matriz aberta ou Forjamento livre e Forjamento em matriz fechada.
De um modo geral, todos os materiais conformáveis podem ser forjados. Os mais
utilizados para a produção de peças forjadas são os aços (comuns e ligados, aços estruturais,
aços para cementação e para beneficiamento, aços inoxidáveis ferríticos e austeníticos, aços
ferramenta), ligas de alumínio, de cobre (especialmente os latões), de magnésio, de níquel
(inclusive as chamadas superligas, como Waspaloy, Astraloy, Inconel, Udimet 700, etc.,
empregadas principalmente na indústria aeroespacial) e de titânio. O material de partida é
geralmente fundido ou, mais comumente, laminado – condição esta que é preferível, por
apresentar uma microestrutura mais homogênea. Peças forjadas em matriz, com peso não
superior a 2 ou 3 kg, são normalmente produzidas a partir de barras laminadas; as de maior
peso são forjadas a partir de tarugos ou palanquilhas, quase sempre também laminados, e
cortados previamente no tamanho adequado. Peças delgadas, como chaves de boca, alicates,
tesouras, tenazes, facas, instrumentos cirúrgicos, etc., podem ser forjadas a partir de recortes
de chapas laminadas.
2.3 Definição de produtividade
De acordo com Muscat (sem data), a produtividade é basicamente definida como a
relação entre os resultados obtidos e os recursos utilizados. Os resultados obtidos são
definidos em unidades como sejam, por exemplo, toneladas, litros, caixas, etc. Os recursos
utilizados podem ser definidos como pessoas, máquinas, materiais e outros. Maior
produtividade não implica necessariamente maior velocidade ou maior esforço. A maior
velocidade pode representar maior perda de recursos. O maior esforço apenas significa maior
gasto de recursos. A produtividade fica melhor compreendida com a seguinte relação:
Produtividade = Resultado Esforço
A relação acima indica que um resultado maior com esforço fixado leva a uma maior
produtividade; assim como um menor esforço com resultado fixado também gera uma maior
produtividade.

10
A produtividade é muitas vezes medida por pessoa, mas em muitas situações onde os
custos com pessoas são uma porcentagem reduzida dos custos totais têm que se ter em conta
os outros fatores necessários para produzir os resultados pretendidos. Na melhoria da
produtividade deve-se evoluir a partir de um valor de base para se poder comparar os
resultados. A produtividade total dos recursos é medida em termos financeiros onde é
calculado o resultado obtido por unidade monetária gasta nos diversos recursos. O grau de
produtividade de um agente econômico (pessoa, empresa, país, etc.) é em regra geral um dos
melhores indicadores para a medição do nível de eficiência e eficácia do mesmo.
11
3. MÁQUINAS
Problemas estudados
Com relação às máquinas verificamos várias situações que causam uma deficiência na
utilização deste recurso tão importante e de alto custo. Temos situações em que a máquina
não tem potência suficiente para executar a operação ocorrendo parada do fuso e danificando
ferramentas, dispositivos e até a própria máquina. Em outros casos há uma subutilização de
ferramentas, dispositivos e mão de obra já que trabalham abaixo de sua capacidade. Outro
fator restritivo da produtividade é o alto tempo de troca de ferramentas (característica do
modelo da máquina) que em uma produção seriada é um fator de muita influência. Há
também a limitação causada pelos diferentes comandos CNC que não se interagem, fazendo
com que cada vez que se necessite usinar a peça em máquina de comando CNC diferente
necessita-se fazer uma adaptação do programa, que além de consumir tempo de produção
ainda está sujeito a possíveis erros e que podem causar paradas ainda mais longas de
produção. Temos ainda a situação dos cones de fixação não padronizados que aumentam
significativamente a necessidade de montagem e desmontagem das ferramentas aumentando o
tempo de setup e diminuindo a vida útil dos cones de fixação.
3.1 Máquina de baixa potência
Conforme meus levantamentos na fábrica uma máquina de baixa potência nem sempre
é realmente um problema em uma produção, sem dúvida é uma restrição a ser considerada,
porém em muitos casos é possível planejar a produção direcionando para estes equipamentos
de menor potência operações que exigem menor esforço de corte aproveitando assim o
recurso disponível. Aprofundando o assunto, se por uma lado é um desperdício de tempo usar
uma máquina de baixa potência de corte para executar operações de usinagem que requerem
maior potência trabalhando com baixos parâmetros de corte, por outro lado é um desperdício
subutilizar uma máquina de alta potência, afinal, foi gasto um valor por um recurso que não
está sendo plenamente utilizado. O ideal e mais produtivo é sempre que utilizar o mais
próximo possível da potência disponível de cada equipamento.
3.2 Máquina com elevado tempo de troca de ferramentas
Tempo de troca de ferramenta “TTF” é denominada a operação automática executada
12
pela máquina CNC que consiste em recolher uma ferramenta em uso para o magazine (porta
ferramenta que armazena a ferramenta na própria máquina enquanto esta não está sendo
utilizada) e disponibilizar a próxima ferramenta para uso.
A maioria das máquinas que temos atualmente no setor em questão tem um tempo de
troca de ferramentas (TTF) considerado relativamente alto para uso em produção seriada.
Hoje a empresa possuí:
- 6 Centros de usinagem: 10 segundos de TTF
- 1 Centro de usinagem: 7 segundos de TTF
- 1 Centro de usinagem: 3 segundos de TTF
- 3 Tornos CNC: 3 segundos de TTF
Quanto mais ferramentas forem utilizadas em uma operação maior será o TTF total
agregado ao tempo de fabricação da peça.
Com o propósito de reduzir o tempo total de usinagem das peças na máquina, propõe-
se aumentar o número de peças fixadas no dispositivo de usinagem das máquinas, estendendo
assim o uso da mesma ferramenta durante a usinagem para duas ou mais peças. Geramos
então uma redução no TTF e portanto ganho no tempo total de usinagem por peça.
Ex: Família "Braço relê", com troca de 10 ferramentas.
Condição Atual: usinagem de uma peça fixada ao dispositivo.
TTF = 10seg/peça
N° de ferramentas x TTF = 10 x 10 = 100seg
Tempo gasto de usinagem = 120seg
Usinagem + TTF total = 120 + 100 = 220seg
Proposta: aplicarmos um dispositivo com duas peças fixadas.
TTF = 100seg
Usinagem = 240seg
Tempo de deslocamento da ferramenta de uma peça à outra = 1seg x 10 ferramentas = 10seg
Usinagem + TTF total + deslocamento da ferramenta = 240 + 100 + 10 = 350seg
Economia de 45 segundos por peça.
13
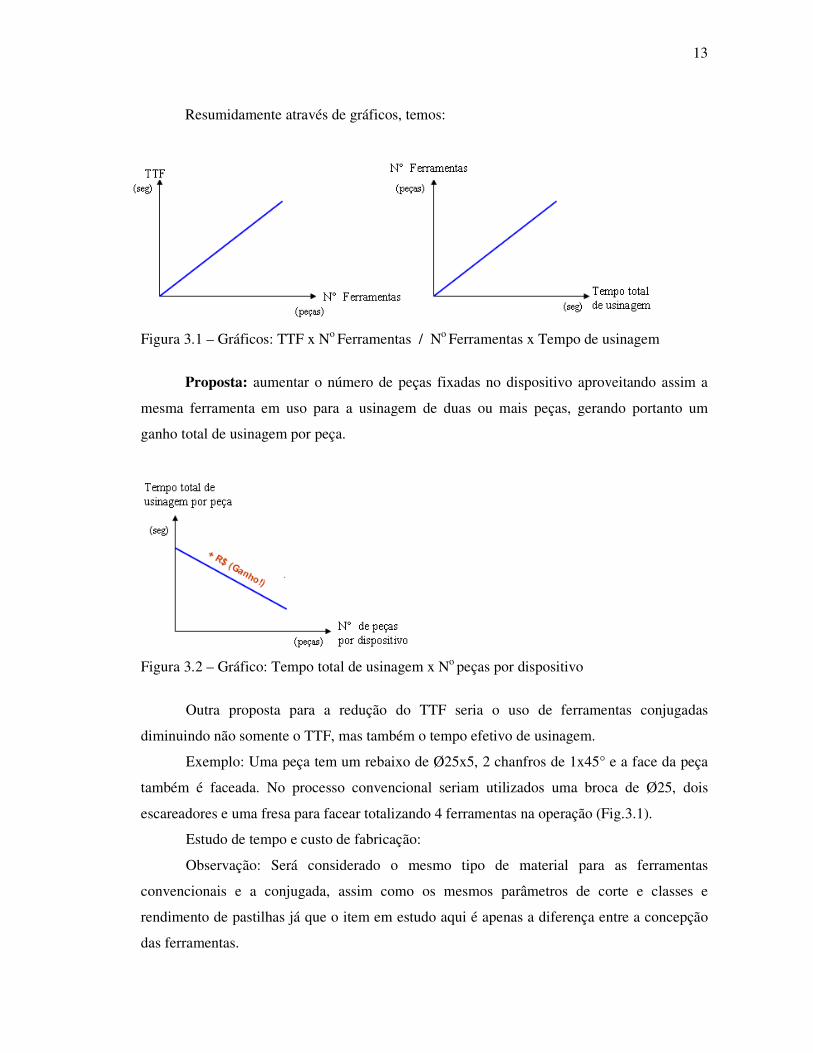
Resumidamente através de gráficos, temos: Figura 3.1 – Gráficos: TTF x No Ferramentas / No Ferramentas x Tempo de usinagem
Proposta: aumentar o número de peças fixadas no dispositivo aproveitando assim a
mesma ferramenta em uso para a usinagem de duas ou mais peças, gerando portanto um
ganho total de usinagem por peça.
Figura 3.2 – Gráfico: Tempo total de usinagem x No peças por dispositivo
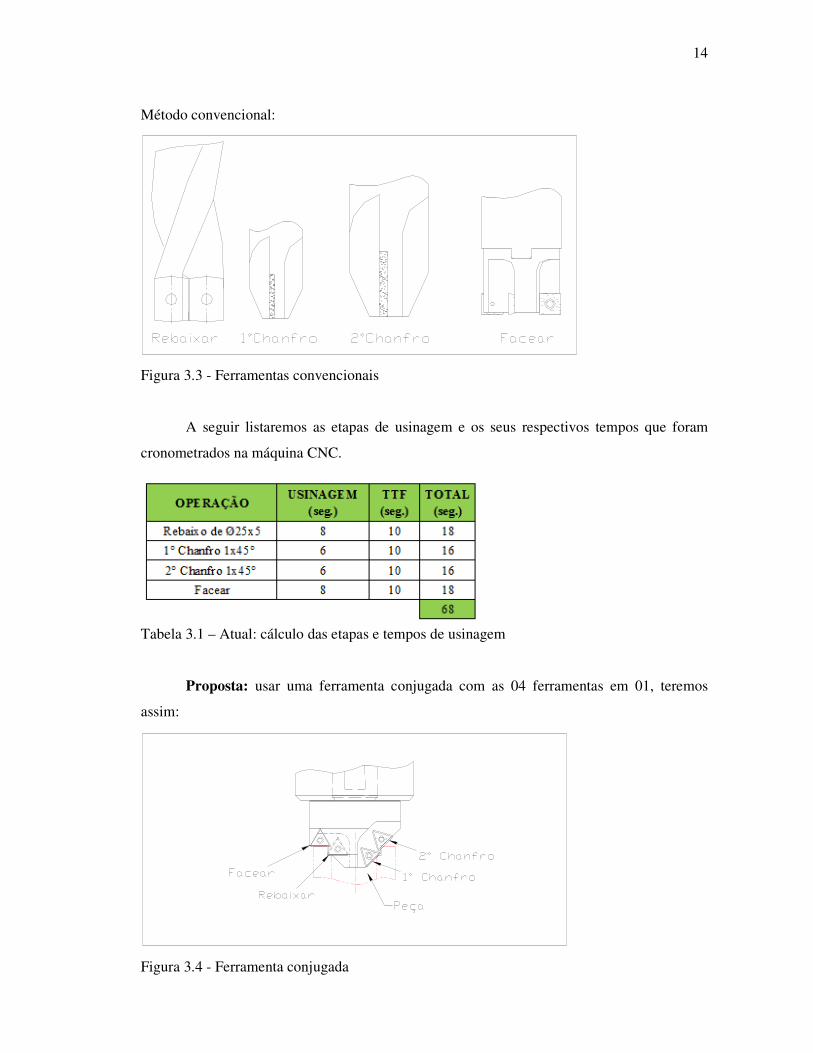
Outra proposta para a redução do TTF seria o uso de ferramentas conjugadas
diminuindo não somente o TTF, mas também o tempo efetivo de usinagem.
Exemplo: Uma peça tem um rebaixo de Ø25x5, 2 chanfros de 1x45° e a face da peça
também é faceada. No processo convencional seriam utilizados uma broca de Ø25, dois
escareadores e uma fresa para facear totalizando 4 ferramentas na operação (Fig.3.1).
Estudo de tempo e custo de fabricação:
Observação: Será considerado o mesmo tipo de material para as ferramentas
convencionais e a conjugada, assim como os mesmos parâmetros de corte e classes e
rendimento de pastilhas já que o item em estudo aqui é apenas a diferença entre a concepção
das ferramentas.
14
Método convencional:
Figura 3.3 - Ferramentas convencionais
A seguir listaremos as etapas de usinagem e os seus respectivos tempos que foram
cronometrados na máquina CNC.
Tabela 3.1 – Atual: cálculo das etapas e tempos de usinagem
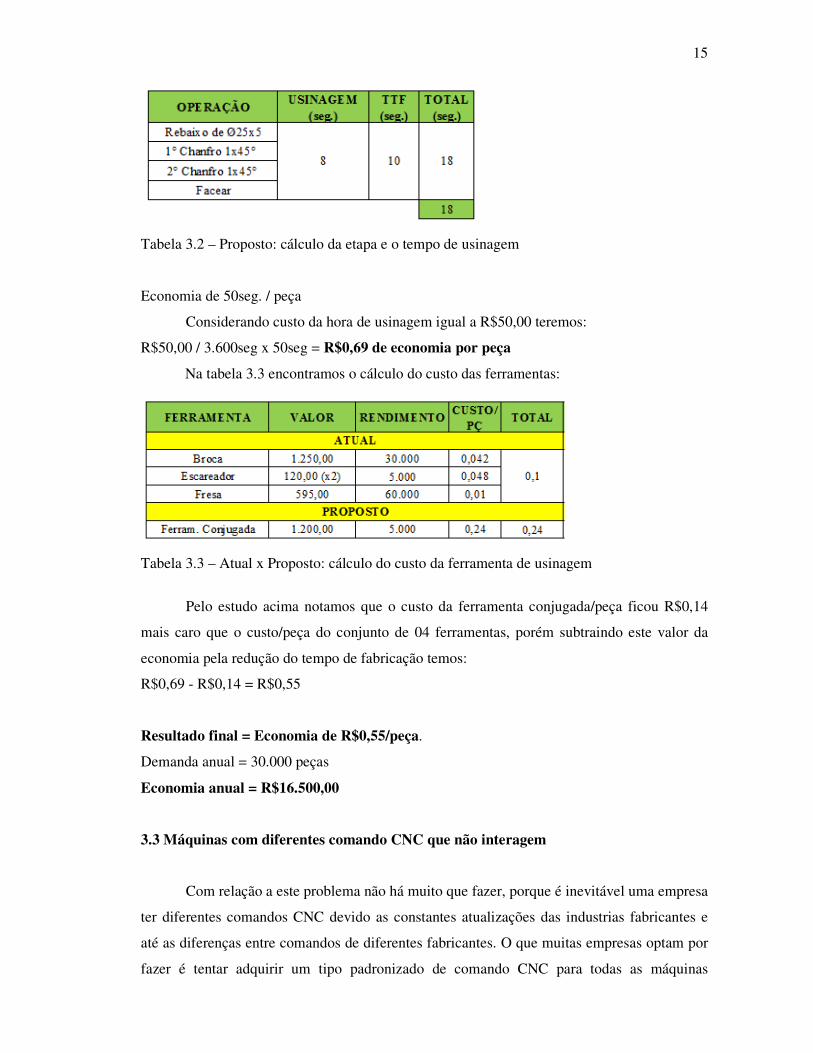
Proposta: usar uma ferramenta conjugada com as 04 ferramentas em 01, teremos
assim:
Figura 3.4 - Ferramenta conjugada
15
Tabela 3.2 – Proposto: cálculo da etapa e o tempo de usinagem
Economia de 50seg. / peça
Considerando custo da hora de usinagem igual a R$50,00 teremos:
R$50,00 / 3.600seg x 50seg = R$0,69 de economia por peça
Na tabela 3.3 encontramos o cálculo do custo das ferramentas:
Tabela 3.3 – Atual x Proposto: cálculo do custo da ferramenta de usinagem
Pelo estudo acima notamos que o custo da ferramenta conjugada/peça ficou R$0,14
mais caro que o custo/peça do conjunto de 04 ferramentas, porém subtraindo este valor da
economia pela redução do tempo de fabricação temos:
R$0,69 - R$0,14 = R$0,55
Resultado final = Economia de R$0,55/peça.
Demanda anual = 30.000 peças
Economia anual = R$16.500,00
3.3 Máquinas com diferentes comando CNC que não interagem
Com relação a este problema não há muito que fazer, porque é inevitável uma empresa
ter diferentes comandos CNC devido as constantes atualizações das industrias fabricantes e
até as diferenças entre comandos de diferentes fabricantes. O que muitas empresas optam por
fazer é tentar adquirir um tipo padronizado de comando CNC para todas as máquinas
16
adquiridas, algo que na maioria dos casos não é possível já que as máquinas normalmente são
adquiridas gradativamente de acordo o crescimento da empresa e aumento da produção, e não
todas de uma única só vez. Cada vez que se vai comprar
uma nova máquina o comando CNC atual utilizado na fábrica já está fora de
linha. Tenho o conhecimento de uma empresa que resolveu padronizar os comandos
de todas as máquinas comprando os mesmos avulsos, tais eram os transtornos
que se tinha com esta diversificação de comandos (custos com treinamento,
tempos improdutivos adaptando programas de usinagem para cada comando, etc.),
porém este é um caso extremo que dificilmente acontece por se tratar de um investimento
relativamente alto.
Entretanto vamos propor algumas recomendações que podem resolver ou minimizar
significativamente estes problemas com diferenças entre comandos CNC, conforme abaixo:
- Elaborar programas de peças no sistema "passo a passo", ou seja, programar linha por linha
do movimento dos eixos X, Y, Z, etc., evitando os ciclos de
usinagem específicos de cada comando. Este recurso pode parecer inviável
num primeiro instante já que o programa vai ficar mais extenso e levará um
tempo maior para ser elaborado, porém pode-se ganhar muito em flexibilidade
para executar este programa nas diversas máquinas de diferentes comandos
sem precisar de adaptação no momento da necessidade de uso quando quase
sempre o tempo é escasso.
- Os comandos mais modernos não requerem "ponto" (.) após cada medida programada,
porém diversos comandos ainda muito utilizados apresentam esta exigência,
para se evitar a constante necessidade de incluir "ponto" em todas as medidas
programadas em caso de um programa que foi elaborado inicialmente para a máquina
que não necessita "ponto", para uma máquina com comando que necessita, uma
opção é padronizar todos os programas com "ponto" porque apesar das máquinas mais
modernas não exigirem, elas também não o rejeitam.
Sempre haverá alguma necessidade de adaptação que não será passível de
padronização, por exemplo alguns códigos de cabeçalhos que são específicos,
mas apenas com estes passos recomendados podemos chegar a um nível de padronização
que gera uma economia de tempo estimada em 5% na preparação de máquina. Considerando-
se as 9 máquinas CNC da Corneta, são consumidas aproximadamente 2380 horas anuais na
preparação, resultando assim uma economia de 119 horas/ano. É óbvio que a viabilidade
destas recomendações vai depender da freqüência com que ocorrem estas interações, se é algo
17
muito eventual certamente valerá mais a pena adaptar os programas no momento da
necessidade, porém se tratando de uma situação como a nossa onde há três ou quatro tipos de
comandos e extrema necessidade de flexibilidade em produzir na máquina que estiver
disponível, podemos dizer que vale muito a pena aplicar esta proposta.
3.4 Máquinas com diferentes cones de fixação de ferramentas
Este é outro problema básico que ocorre na empresa pela falta de padronização,
comprometendo a produtividade devido ao tempo gasto em montagem de ferramentas na fase
de “setup” em muitos casos desnecessários caso os cones de fixação fossem padronizados.
Explicando melhor, se todos os cones requeridos pelas máquinas fossem padronizados
(exemplo tamanho ISO 40), em caso de necessidade de uso de uma ferramenta montada em
outra máquina, bastaria mudar de uma para a outra o conjunto (ferramenta + cone de fixação)
que leva aproximadamente 30 segundos. Mas como ocorre atualmente em alguns casos é
necessário desmontar a ferramenta de um cone ISO40 para montar em um cone ISO30, ou
vice-versa, gastando-se aproximadamente 5 minutos e também diminuindo a vida útil dos
cones devido a constante montagem e desmontagem.
Como a padronização dos cones é inviável a curto prazo, devido a necessidade de
trocar as maquinas já que o sistema de fixação é uma característica da mesma, uma opção
para minimizar o problema do maior tempo gasto de “setup” seria ter a disponibilidade de
ferramentas e cones suficientes para atender a necessidade sem recorrer a este rodízio de
ferramentas entre os diferentes cones, porém com o único inconveniente de aumentar o
inventário de cones.
Foi feito um levantamento da quantidade de cones de fixação necessários para todas as
ferramentas utilizadas, dispensando a necessidade de montar e desmontar algumas
ferramentas a cada setup. Em outras palavras, cada ferramenta teria o seu próprio cone de
fixação.
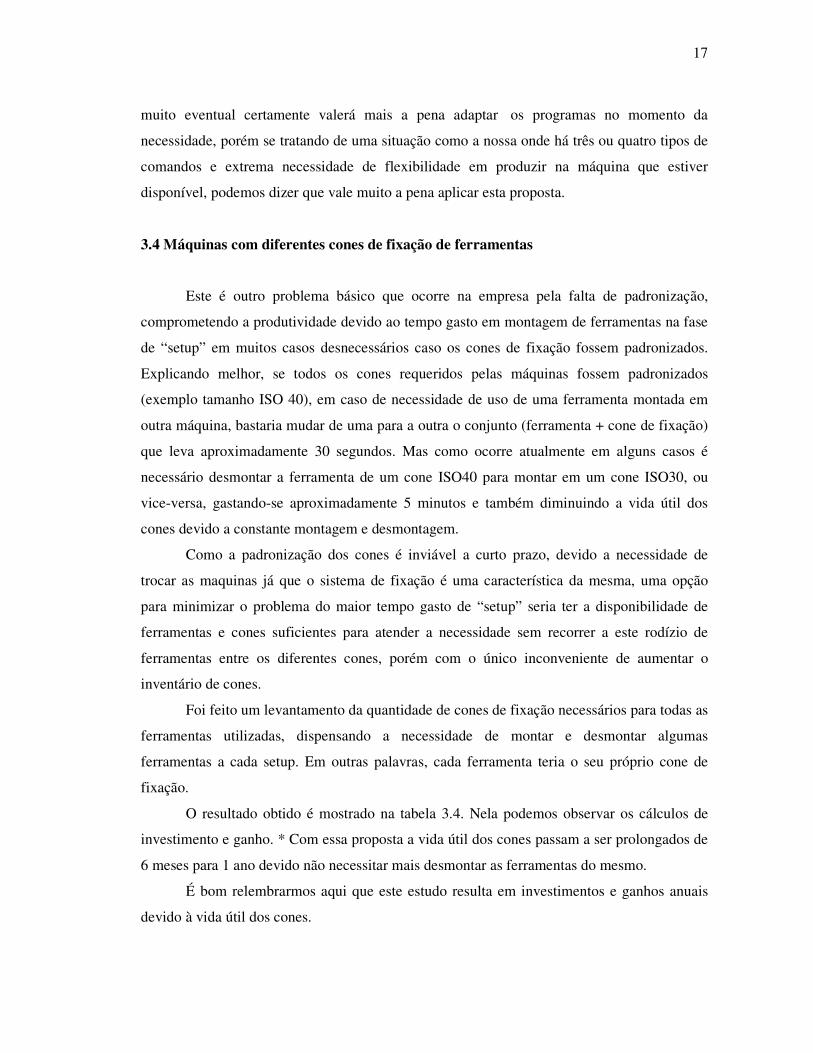
O resultado obtido é mostrado na tabela 3.4. Nela podemos observar os cálculos de
investimento e ganho. * Com essa proposta a vida útil dos cones passam a ser prolongados de
6 meses para 1 ano devido não necessitar mais desmontar as ferramentas do mesmo.
É bom relembrarmos aqui que este estudo resulta em investimentos e ganhos anuais
devido à vida útil dos cones.
18
Tabela 3.4 – Cálculo de investimento e ganho anual adquirindo cones ISO40 e ISO30.
19
4. FERRAMENTAS DE CORTE
Problemas estudados
Ferramentas de cortes ineficientes
Trata-se de ferramentas de corte que apresentam baixos resultados de produtividade
como, por exemplo, brocas de aço rápido que tem baixa vida útil acarretando altas freqüências
de parada de máquina para afiação e/ou substituição por nova ferramenta e, além disso,
trabalham a baixas velocidades de corte e avanço o que aumentam o tempo de usinagem por
peça. Outro exemplo são as fresas que além dos mesmos inconvenientes mencionados para as
brocas de aço rápido podemos adicionar a baixa quantidade de arestas de corte que são
diretamente proporcionais à velocidade de avanço, ou seja, quanto menor o número de
arestas, menor é a velocidade de avanço permitida, e conseqüentemente maior é o tempo de
usinagem por peça.
Ferramentas de cortes inadequadas
Consideramos inadequadas ferramentas que trabalham em condições impróprias como
comprimento excessivo, geometria de corte para material ou operação diferente, classe de
pastilhas para dureza diferente, raios de pastilhas muito grande ou muito pequeno, ângulos de
saída muito agudo ou muito obtuso, calços de pastilhas de altura diferente, etc. O uso de
ferramentas nestas condições causam diversas anomalias como quebra de suportes e quebra
da própria ferramenta em si, quebra de pastilhas, desgaste prematuro das pastilhas, quebra de
dispositivo por esforço excessivo, etc.
Este capítulo foi baseado no manual do fabricante de ferramentas de corte Sandivik
Coromant (2005) e é um dos itens mais importantes do nosso estudo, afinal a variedade de
ferramentas de corte e de fabricantes é tão grande se torna extremamente complexo dizer que
esta ou aquela ferramenta é a melhor opção para determinada operação de usinagem. É
necessário um estudo minucioso para cada ferramenta que se pretende utilizar de modo a
obter uma ferramenta viável do ponto de vista técnico e econômico.
Com o objetivo de contribuir para o aumento de produtividade escolhemos as
principais operações de usinagem e ferramentas de corte utilizadas que serão abordadas de
forma prática e detalhada.
20
4.1 Fresamento
Segundo a fabricante de ferramentas de corte Sandvik Coromant (2005) o fresamento
moderno é um método de usinagem bastante universal. Durante os últimos anos, o processo
de fresamento evoluiu, lado a lado com o desenvolvimento das máquinas-ferramentas, para
um método que envolve uma imensa variedade de configurações. Hoje em dia, a escolha de
métodos em máquinas multifuso já não é mais direta além de todas as aplicações
convencionais, o fresamento é uma interessante alternativa para quem precisa fazer furos,
abrir cavidades, usinar superfícies que se costumava tornear, fazer roscas, etc. O
desenvolvimento de ferramentas também tem contribuído com as novas possibilidades,
juntamente com os ganhos de produtividade, confiabilidade e a constante qualidade que se
tem conseguido com a tecnologia de pastilhas intercambiáveis e de fresas inteiriças de metal
duro (solid carbide). O fresamento é, basicamente, o corte de metais com uma ferramenta
rotativa de múltiplas arestas de corte que executa movimentos programados sobre uma peça
em quase todos os sentidos de direção. É essa ação de corte que torna o processo de
fresamento um método de usinagem tão eficiente e versátil. Cada aresta de corte remove uma
certa quantidade de metal, com uma ação de corte limitada, tornando a formação e saída de
cavacos um aspecto secundário. Na maioria dos casos, o fresamento ainda é utilizado na
usinagem de superfícies planas como no caso do faceamento, porém há um aumento
significativo de usinagem de outras formas e superfícies com o aumento do número de centros
de usinagem de cinco eixos e máquinas multitarefas. Os principais tipos de fresamento, em
relação ao efeito sobre uma peça, ou do ponto de vista da trajetória da ferramenta, são:
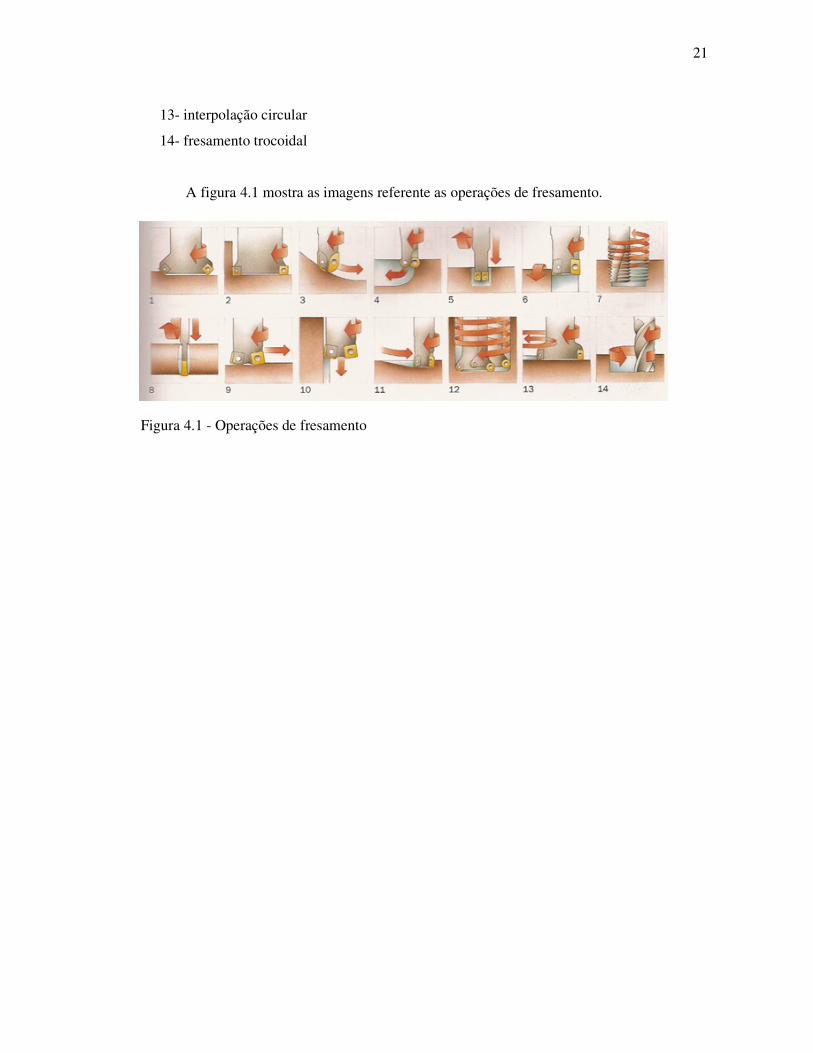
1- faceamento
2- fresamento de cantos a 90°
3- fresamento de perfis
4- fresamento de cavidades
5- fresamento de canais
6- torno fresamento
7- fresamento de roscas
8- cortes
9- fresamento com altos avanços
10- fresamento de mergulho
11- fresamento em rampa
12- interpolação helicoidal
21
13- interpolação circular
14- fresamento trocoidal
A figura 4.1 mostra as imagens referente as operações de fresamento.
Figura 4.1 - Operações de fresamento
22
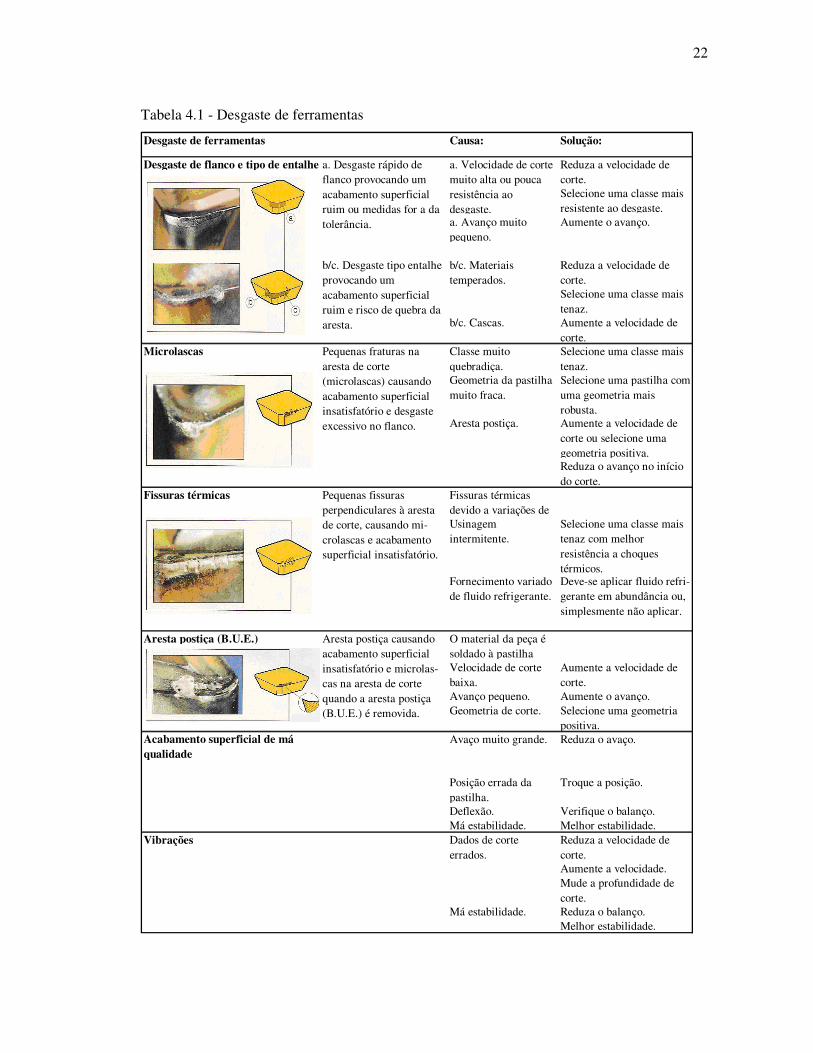
Tabela 4.1 - Desgaste de ferramentas
Causa: Solução:
Desgaste de flanco e tipo de entalhe
Selecione uma classe mais resistente ao desgaste.
a. Avanço muito pequeno.
Aumente o avanço.
Reduza a velocidade de corte.Selecione uma classe mais tenaz.
b/c. Cascas. Aumente a velocidade de corte.
Microlascas
Geometria da pastilha muito fraca.
Selecione uma pastilha com uma geometria mais robusta.Aumente a velocidade de corte ou selecione uma geometria positiva.Reduza o avanço no início do corte.
Fissuras térmicas
Usinagem intermitente.
Selecione uma classe mais tenaz com melhor resistência a choques térmicos.
Fornecimento variado de fluido refrigerante.
Deve-se aplicar fluido refri-gerante em abundância ou, simplesmente não aplicar.
Aresta postiça (B.U.E.)
Velocidade de corte baixa.
Aumente a velocidade de corte.
Avanço pequeno. Aumente o avanço.Geometria de corte. Selecione uma geometria
positiva.Acabamento superficial de má qualidade
Posição errada da pastilha.
Troque a posição.
Deflexão. Verifique o balanço.Má estabilidade. Melhor estabilidade.
Vibrações
Aumente a velocidade.Mude a profundidade de corte.Reduza o balanço.Melhor estabilidade.
Desgaste de ferramentas
a. Desgaste rápido de flanco provocando um acabamento superficial ruim ou medidas for a da tolerância.
a. Velocidade de corte muito alta ou pouca resistência ao desgaste.
Fissuras térmicas devido a variações de
Pequenas fissuras perpendiculares à aresta de corte, causando mi-crolascas e acabamento superficial insatisfatório.
O material da peça é soldado à pastilha
Reduza a velocidade de corte.
Aresta postiça.
Pequenas fraturas na aresta de corte (microlascas) causando acabamento superficial insatisfatório e desgaste excessivo no flanco.
Classe muito quebradiça.
Selecione uma classe mais tenaz.
b/c. Materiais temperados.
b/c. Desgaste tipo entalhe provocando um acabamento superficial ruim e risco de quebra da aresta.
Reduza a velocidade de corte.
Dados de corte errados.
Má estabilidade.
Avaço muito grande. Reduza o avaço.
Aresta postiça causando acabamento superficial insatisfatório e microlas-cas na aresta de corte quando a aresta postiça (B.U.E.) é removida.
23
4.1.1 Problemas e soluções
Quebra de pastilha no processo de fresamento
1. Espessura excessiva de cavacos na saída da fresa
- Reduza a espessura do cavaco na saída mudando a posição da fresa em relação à peça.
- Execute fresamento concordante Diminua o avanço por dente.
- Selecione uma fresa com diâmetro menor.
- Use uma pastilha com geometria mais robusta (H).
Quebra de pastilha durante o fresamento de canto a 90°
1. Aparecimento de resíduos de material no processo de fresamento discordante,
prendendo-se entre o canto e a aresta.
- Mude o processo para fresamento concordante. Use ar comprimido.
- Use uma pastilha mais afiada para facilitar o recorte dos cavacos. Monitore o desgaste do
flanco de modo a evitar desgaste excessivo.
2. Fresamento concordante com vários passes.
- Considere a execução da operação com apenas um passe.
3. Cavaco preso entre o canto e a aresta.
- Selecione um fresamento discordante Selecione uma pastilha mais robusta. Selecione uma
fresadora horizontal.
4.1.2 Estudo de melhoria em fresamento
Veremos agora uma proposta de melhoria com dados reais e/ou aproximados de uma
melhoria que resultaria em uma economia muito interessante.
Denominação das peças Garfos direito, esquerdo e central (6 tipos de peças similares)
Demanda anual total = 85.000 peças
Situação atual
O fresamento da boca dos garfos é feito com uma fresa Ø25 com 02 arestas de corte
com pastilhas de classe muito quebradiça e geometria muito fraca. O baixo número de arestas
de corte proporciona baixas velocidades de avanço e as características das pastilhas causam

24
desgaste prematuro por microlascas, e que além disso, ocasionam freqüentes paradas de
máquina para troca das pastilhas de corte.
Dados do processo atual:
Preço das 02 pastilhas = R$84,00
Rendimento médio das 02 pastilhas = 85 peças
Tempo médio de troca das 02 pastilhas = 5minutos
Tempo de usinagem da operação = 15 segundos
Custo hora de usinagem = R$50,00
Custo de pastilhas por peça = R$84,00 / 85pçs = R$0,99/pç
Custo do tempo de troca das pastilhas por peça = R$50,00 / 60min x 5min / 85pçs =
= R$0,05/pç
Custo de usinagem por peça = R$50,00 / 3600seg x 15seg = R$0,21/pç
Custo anual = (R$0,99/pç + R$0,05/pç + 0,21/pç) x 85.000pçs/ano = R$106.250,00/ano
Situação melhorada
Substituir a fresa Ø25 com 02 arestas de corte por uma fresa Ø50 com 5 arestas de
corte que permite o uso de maior avanço de corte e substituir as pastilhas por outras de classe
mais tenaz e geometria mais robusta que resolve o desgaste prematuro por microlascas,
conforme o manual técnico de usinagem da fabricante de ferramentas de corte Sandvik
Coromant.
Dados do processo melhorado (proposta):
Preço das 05 pastilhas = R$215,00
Rendimento médio das 05 pastilhas = 1250 peças
Tempo médio de troca das 05 pastilhas = 10 minutos
Tempo de usinagem da operação = 11,8 segundos
Custo hora de usinagem = R$50,00
Custo de pastilhas por peça = R$215,00 / 1250pçs = R$0,17/pç
Custo do tempo de troca das pastilha por peça = R$50,00 / 60min x 10min / 1250pçs =
25
= R$0,007/pç
Custo de usinagem por peça = R$50,00 / 3600seg x 11,8seg = R$0,16/pç
Custo anual = (R$0,17/pç + R$0,007/pç + 0,16/pç) x 85.000pçs/ano = R$28.645,00/ano
Economia anual = R$106.250,00 - R$28.645,00 = R$77.605,00
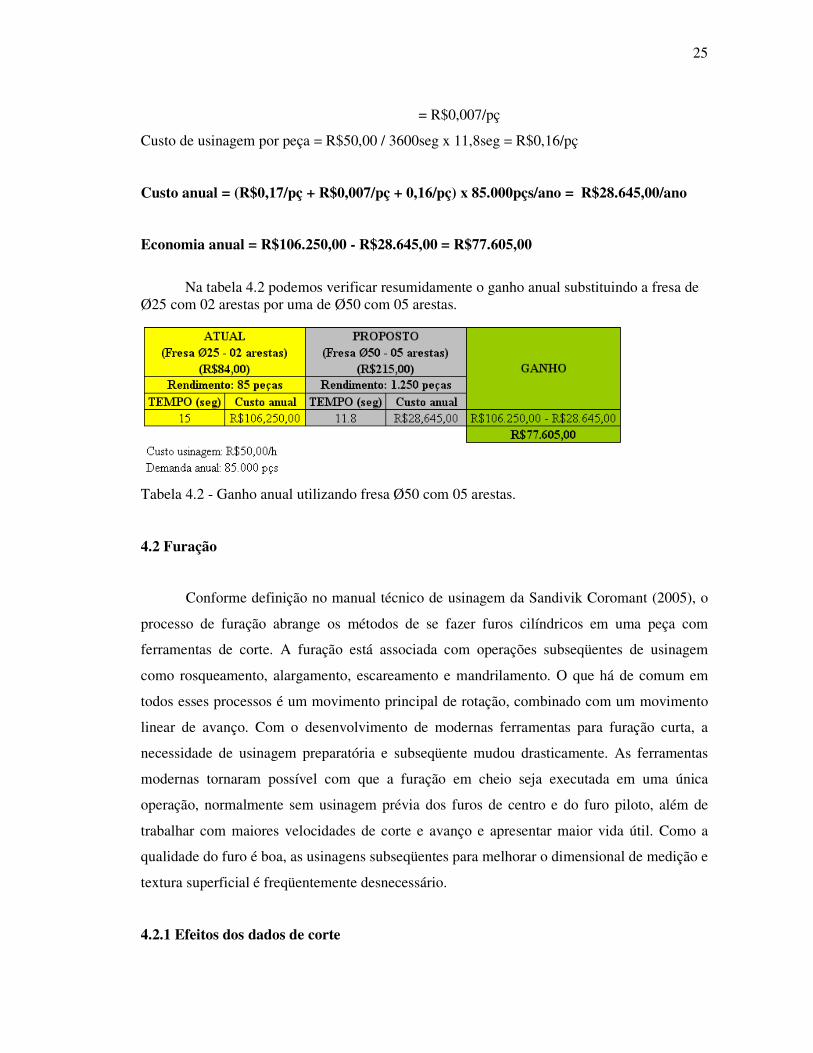
Na tabela 4.2 podemos verificar resumidamente o ganho anual substituindo a fresa de
Ø25 com 02 arestas por uma de Ø50 com 05 arestas. Tabela 4.2 - Ganho anual utilizando fresa Ø50 com 05 arestas. 4.2 Furação
Conforme definição no manual técnico de usinagem da Sandivik Coromant (2005), o
processo de furação abrange os métodos de se fazer furos cilíndricos em uma peça com
ferramentas de corte. A furação está associada com operações subseqüentes de usinagem
como rosqueamento, alargamento, escareamento e mandrilamento. O que há de comum em
todos esses processos é um movimento principal de rotação, combinado com um movimento
linear de avanço. Com o desenvolvimento de modernas ferramentas para furação curta, a
necessidade de usinagem preparatória e subseqüente mudou drasticamente. As ferramentas
modernas tornaram possível com que a furação em cheio seja executada em uma única
operação, normalmente sem usinagem prévia dos furos de centro e do furo piloto, além de
trabalhar com maiores velocidades de corte e avanço e apresentar maior vida útil. Como a
qualidade do furo é boa, as usinagens subseqüentes para melhorar o dimensional de medição e
textura superficial é freqüentemente desnecessário.
4.2.1 Efeitos dos dados de corte
26
Efeitos da velocidade de corte:
É o principal fator na determinação da vida útil da ferramenta.
Afeta o consumo de energia.
Velocidade de corte excessiva pode provocar:
Rápido desgaste de flanco da broca.
Deformação plástica das arestas de corte.
Furo de qualidade insatisfatória fora da faixa de tolerância.
Velocidade de corte muito baixa:
Formação de aresta postiça na broca afeta de maneira negativa a remoção dos cavacos.
Baixa produtividade/alto custo por furo.
Efeitos da taxa de avanço:
Decisiva para a formação de cavacos.
Afeta o consumo de energia.
Contribui para a tensão mecânica e térmica.
Altas faixas de avanço produzem:
Bom controle de cavacos.
Menor tempo de corte.
Menor desgaste da ferramenta.
Maior risco de quebra da ferramenta.
A qualidade do furo pode ser prejudicada.
Baixas faixas de avanço produzem:
Cavacos mais longos.
Melhoria da qualidade.
Desgaste acelerado da ferramenta
Maior tempo de corte/maior custo por furo.
Importância do controle de cavacos:
Um controle ruim de cavacos pode produzir acabamento insatisfatório do furo e
quebrar a broca.
4.2.2 Recomendações para uma furação bem sucedida (broca de metal duro inteiriça)
O fabricante de ferramentas de corte Sandvik Coromant (2005) afirma que é essencial
máxima estabilidade de todo o sistema de fuso, suporte de ferramenta e broca. A instabilidade
implica uma sobrecarga na rigidez do sistema. O metal duro é o material para ferramenta mais
27
duro possível, mais do que qualquer outro tipo de broca, e é capaz de produção de furos de
qualidade em alta velocidade. Entretanto, quando as condições de usinagem forem instáveis e
se exigir demais da ferramenta, devem ser tomadas precauções ou considerada uma outra
alternativa. Para fazer uso total das capacidades da broca de metal duro inteiriça, a
máquina-ferramenta deve ser rígida, estar em boas condições e a peça deve estar firmemente
fixada. Vibração, mesmo que de freqüência muito baixa, produz um efeito negativo sobre a
vida útil da ferramenta e da segurança de produção, já que as arestas de corte podem lascar
em vez de sofrer desgaste de flanco e, dessa forma, gerar um acabamento ruim e rápida
quebra da ferramenta. Transmissão de torque e fornecimento de refrigeração de boa qualidade
também são fatores de sucesso.
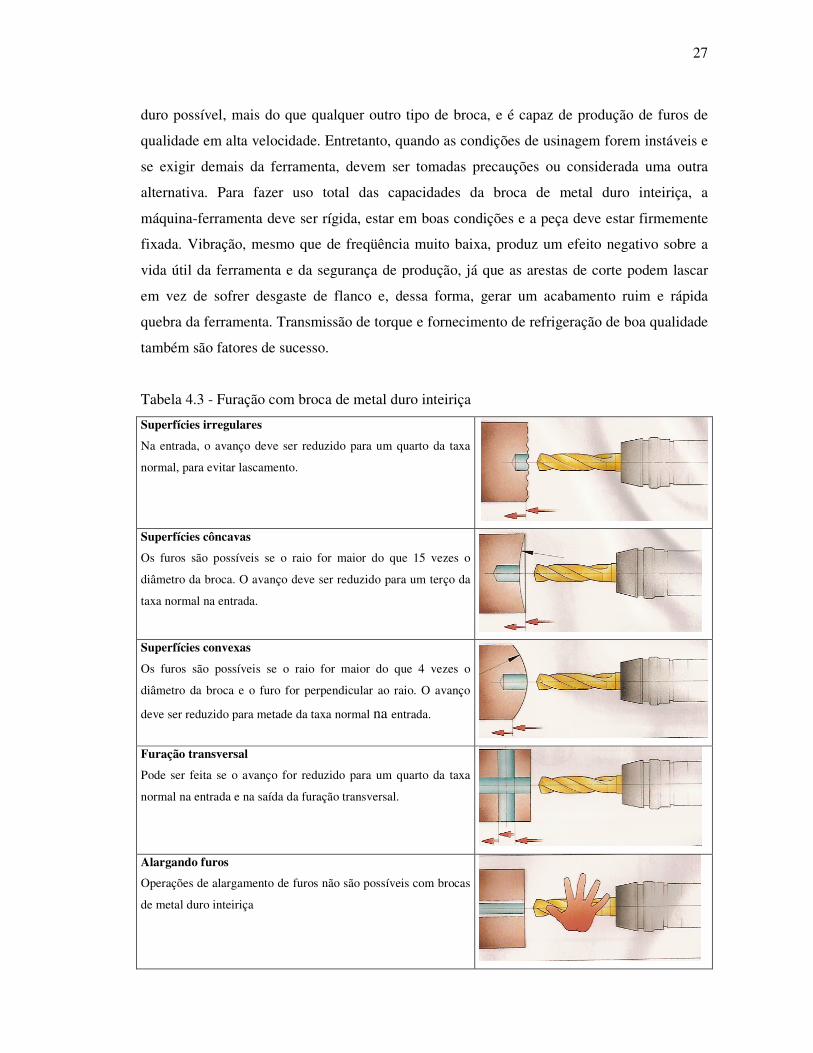
Tabela 4.3 - Furação com broca de metal duro inteiriça
Superfícies irregulares
Na entrada, o avanço deve ser reduzido para um quarto da taxa
normal, para evitar lascamento.
Superfícies côncavas
Os furos são possíveis se o raio for maior do que 15 vezes o
diâmetro da broca. O avanço deve ser reduzido para um terço da
taxa normal na entrada.
Superfícies convexas
Os furos são possíveis se o raio for maior do que 4 vezes o
diâmetro da broca e o furo for perpendicular ao raio. O avanço
deve ser reduzido para metade da taxa normal na entrada.
Furação transversal
Pode ser feita se o avanço for reduzido para um quarto da taxa
normal na entrada e na saída da furação transversal.
Alargando furos
Operações de alargamento de furos não são possíveis com brocas
de metal duro inteiriça

28
Tabela 4.4 - Furação com broca de metal duro inteiriça
Furos mais profundos com refrigeração externa
Normalmente, um furo pode ser feito em uma única etapa. Mas se
forem feitos furos profundos (mais do que 3 x D), com o uso de
fluido externo, um terço da profundidade pode ser feita de
maneira contínua, seguido por um ciclo de furação intermitente
(pica-pau). Mas a furação intermitente de furos profundos deve
ser apenas um solucionador de problemas.
Ciclo de furação intermitente
Após furar até um terço da profundidade, a broca é recuada o
suficiente para o escoamento de cavacos, limpeza do furo e
seguida por ciclos de furação repetidos.
Furação de superfícies não planas
A furação de superfícies inclinadas de peças até um máximo de 10° é aceito, mas uma redução do avanço é
essencial na entrada, para evitar que a broca escorregue e, quando a broca é retirada, para impedir o desgaste da
fase circular ou quebra da broca.
Inclinação menor do que 5°
A ação de corte é intermitente. O avanço deve ser reduzido para
1/3 da faixa de avanço normal até o corte do diâmetro completo.
Furos passantes
Na saída de furos passantes, o avanço deve ser reduzido para 1/3
do avanço normal.
Inclinação de 5-10°
Comece executando uma operação de centralização com uma
broca curta, que possua o mesmo ângulo de ponta. Como
alternativa, usine uma pequena superfície plana.
Inclinação maior do que 10°
A furação não é possível, a menos que a superfície de entrada seja
preparada.
29
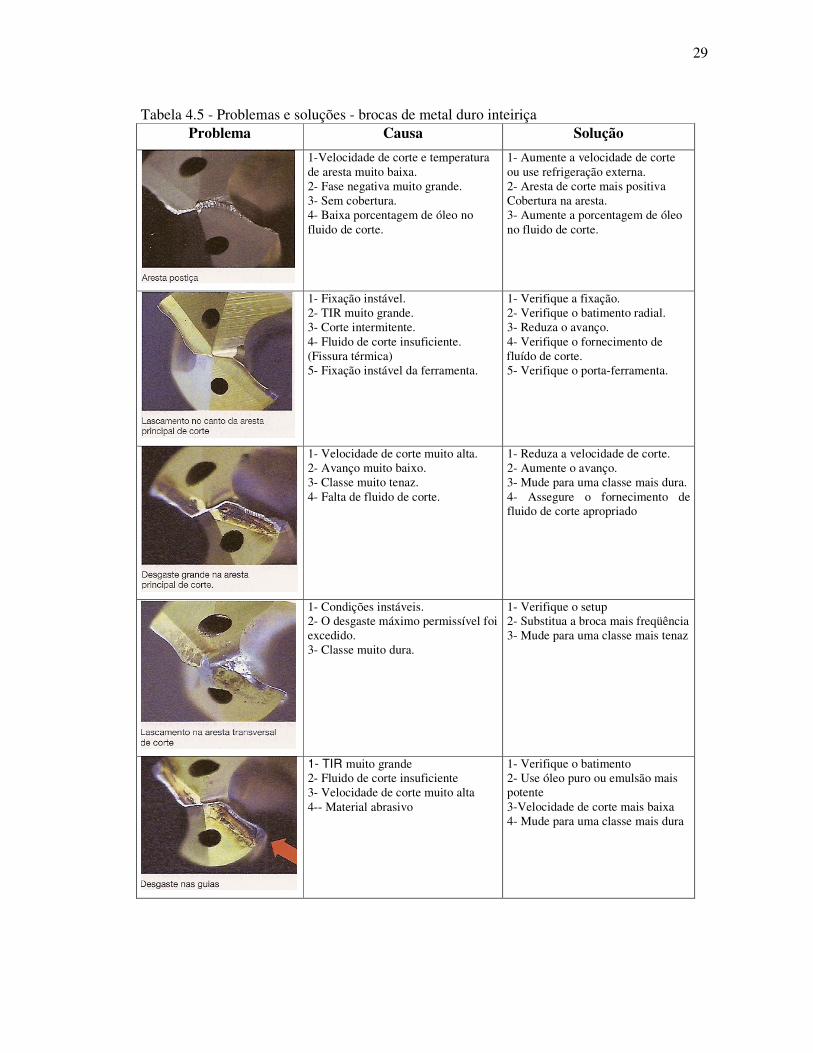
Tabela 4.5 - Problemas e soluções - brocas de metal duro inteiriça Problema Causa Solução
1-Velocidade de corte e temperatura de aresta muito baixa. 2- Fase negativa muito grande. 3- Sem cobertura. 4- Baixa porcentagem de óleo no fluido de corte.
1- Aumente a velocidade de corte ou use refrigeração externa. 2- Aresta de corte mais positiva Cobertura na aresta. 3- Aumente a porcentagem de óleo no fluido de corte.
1- Fixação instável. 2- TIR muito grande. 3- Corte intermitente. 4- Fluido de corte insuficiente. (Fissura térmica) 5- Fixação instável da ferramenta.
1- Verifique a fixação. 2- Verifique o batimento radial. 3- Reduza o avanço. 4- Verifique o fornecimento de
fl fluído de corte. 5- Verifique o porta-ferramenta.
1- Velocidade de corte muito alta. 2- Avanço muito baixo. 3- Classe muito tenaz. 4- Falta de fluido de corte.
1- Reduza a velocidade de corte. 2- Aumente o avanço. 3- Mude para uma classe mais dura. 4- Assegure o fornecimento de fluido de corte apropriado
1- Condições instáveis. 2- O desgaste máximo permissível foi excedido. 3- Classe muito dura.
1- Verifique o setup 2- Substitua a broca mais freqüência 3- Mude para uma classe mais tenaz
1- TIR muito grande 2- Fluido de corte insuficiente 3- Velocidade de corte muito alta 4-- Material abrasivo
1- Verifique o batimento 2- Use óleo puro ou emulsão mais potente 3-Velocidade de corte mais baixa 4- Mude para uma classe mais dura
30
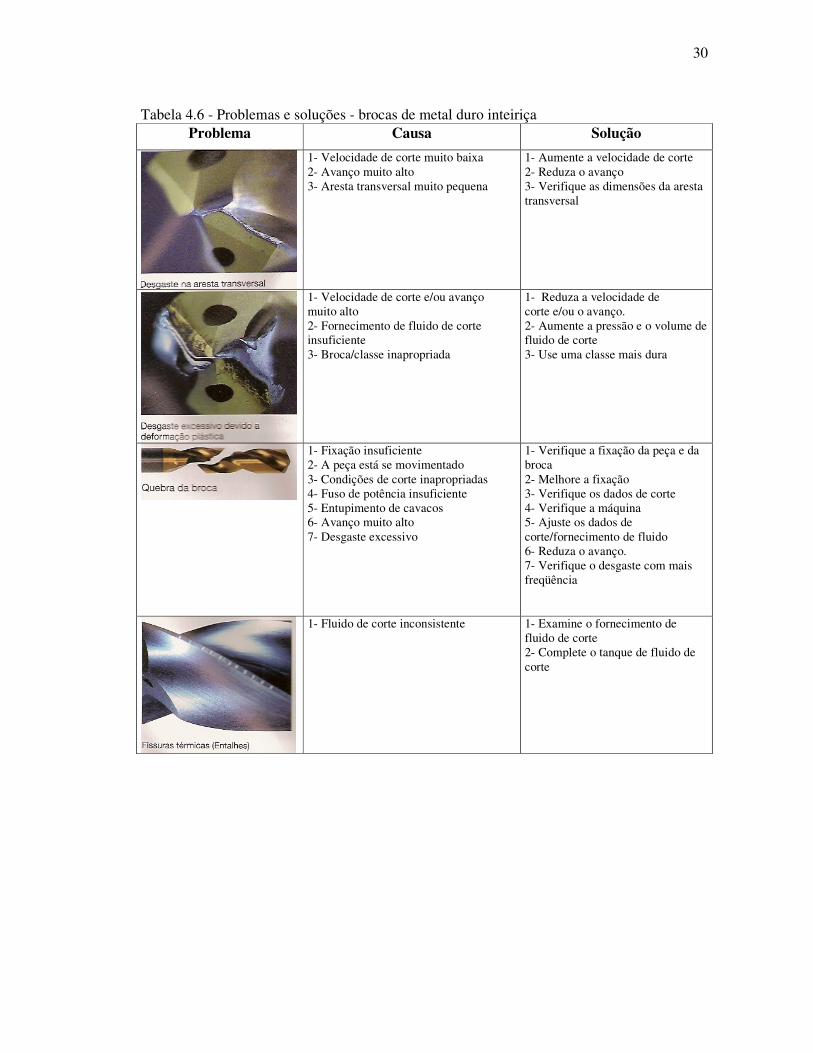
Tabela 4.6 - Problemas e soluções - brocas de metal duro inteiriça Problema Causa Solução
1- Velocidade de corte muito baixa 2- Avanço muito alto 3- Aresta transversal muito pequena
1- Aumente a velocidade de corte 2- Reduza o avanço 3- Verifique as dimensões da aresta transversal
1- Velocidade de corte e/ou avanço muito alto 2- Fornecimento de fluido de corte insuficiente 3- Broca/classe inapropriada
1- Reduza a velocidade de corte e/ou o avanço. 2- Aumente a pressão e o volume de fluido de corte 3- Use uma classe mais dura
1- Fixação insuficiente 2- A peça está se movimentado 3- Condições de corte inapropriadas 4- Fuso de potência insuficiente 5- Entupimento de cavacos 6- Avanço muito alto 7- Desgaste excessivo
1- Verifique a fixação da peça e da broca 2- Melhore a fixação 3- Verifique os dados de corte 4- Verifique a máquina 5- Ajuste os dados de corte/fornecimento de fluido 6- Reduza o avanço. 7- Verifique o desgaste com mais freqüência
1- Fluido de corte inconsistente 1- Examine o fornecimento de fluido de corte 2- Complete o tanque de fluido de corte
31
4.2.3 Estudo de melhoria para broca inteiriça de metal duro Esta proposta de melhoria está vinculada ao estudo de melhoria de dispositivo de
fixação a ser visto posteriormente no capítulo 5, já que de acordo com o fabricante de
ferramentas de corte Sandivik Coromant a rigidez do sistema de fixação é fundamental para o
uso de brocas inteiriças de metal duro (cap. 4.2.2).
Denominação da peça: Garfo de Ré
Demanda anual = 8.000 peças
Situação atual
Atualmente para se usinar dois furos Ø9,5 na peça são utilizadas 02 ferramentas sendo
01 broca de centro Ø4x10 e 01 broca helicoidal de aço rápido(AR) Ø9,5, a broca de centro é
necessária para guiar a broca helicoidal de aço rápido Ø9,5 já que esta executa furos
desalinhados se usada sem furo de centro, outro fator de baixa produtividade é que a
velocidade de corte para o aço rápido é baixa com o inconveniente de queimar a broca caso
seja aumentada.
Dados do processo atual:
Preço da broca de centro = R$15,00
Rendimento da broca de centro = 300pçs
Preço da broca AR Ø9,5 = R$65,00
Rendimento da broca Ø9,5 = 1800pçs
Tempo de usinagem da operação = 58seg
Custo hora de usinagem = R$50,00
Custo da broca de centro por peça = R$15,00 / 300pçs = R$0,05/pç
Custo da broca AR Ø9,5 por peça = R$65,00 / 1800pçs = R$0,04/pç
Custo de usinagem por peça = R$50,00 / 3600seg x 58seg = R$0,81/pç
Custo anual = (R$0,05/pç + R$0,04/pç + 0,81/pç) x 8.000pçs/ano = R$7.200,00/ano
Situação melhorada
Implementar uma broca inteiriça de metal duro(MD) Ø9,5 , que graças a sua
característica de auto centrante dispensa a necessidade de broca de centro e ainda trabalha a
32
altas velocidades de corte e avanço e apresenta maior vida útil (conforme a Sandivik
Coromant).
Dados do processo melhorado (proposta):
Preço da broca de MD Ø9,5 = R$800,00
Rendimento da broca MD Ø9,5 = 12.000pçs
Tempo de usinagem da operação = 18,5seg
Custo hora de usinagem = R$50,00
Custo da broca MD Ø9,5 por peça = R$800,00 / 12.000pçs = R$0,07/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 18,5seg = R$0,26/pç
Custo anual = (R$0,07/pç + R$0,26/pç) x 8.000pçs/ano = R$2.640,00/ano
Economia anual = R$7.200,00 - R$2.640,00 = R$4.560,00
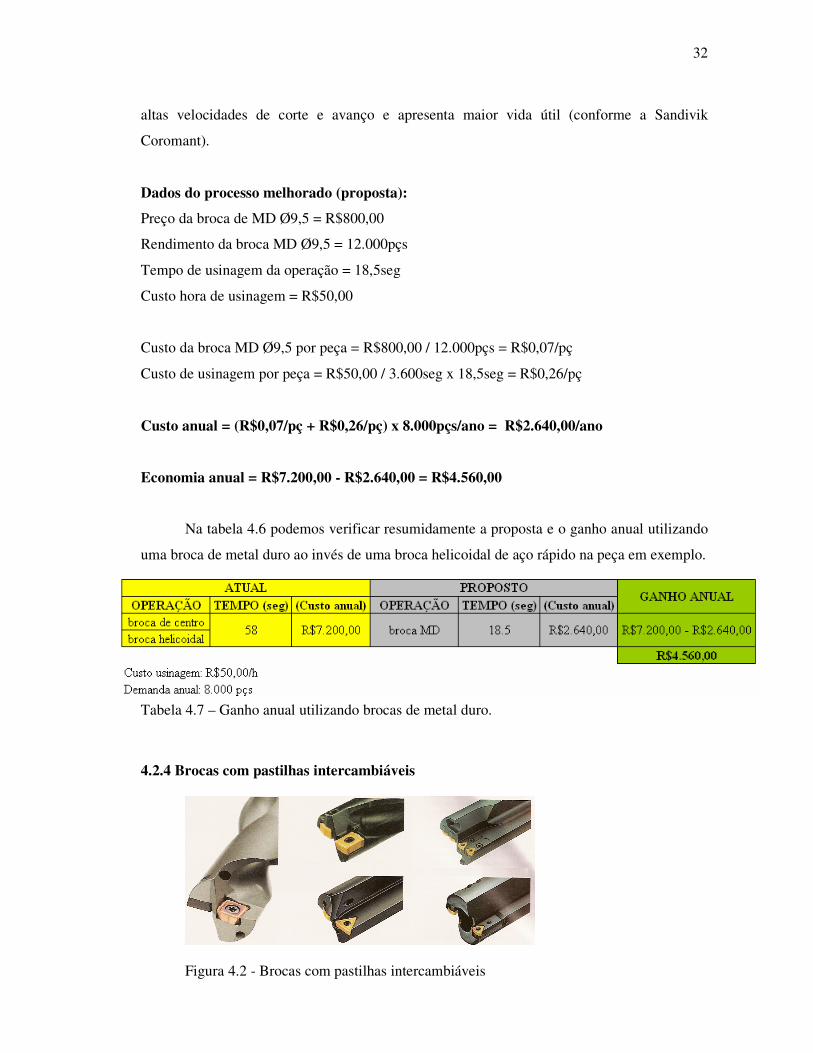
Na tabela 4.6 podemos verificar resumidamente a proposta e o ganho anual utilizando
uma broca de metal duro ao invés de uma broca helicoidal de aço rápido na peça em exemplo.
Tabela 4.7 – Ganho anual utilizando brocas de metal duro.
4.2.4 Brocas com pastilhas intercambiáveis
Figura 4.2 - Brocas com pastilhas intercambiáveis
33
A atual gama de brocas de pastilhas intercambiáveis (Fig. 4.17) abrange uma ampla
variedade de aplicações. Geralmente, as pastilhas intercambiáveis oferecem clara vantagem
na maioria dos aspectos e, para furos que caem dentro de suas capacidades, elas devem ser
consideradas como primeira escolha para usinagem com brocas estacionárias ou rotativas.
Com suas crescentes capacidades de produzir tolerâncias mais fechadas e melhor acabamento
superficial, broca com pastilha intercambiável é uma ferramenta muito versátil em relação a
materiais, maquinaria e operação. A broca com pastilha intercambiável combina a resistência
do corpo da broca em aço com a resistência ao desgaste das pastilhas de metal duro, estas
intercambiáveis, em vez de reafiáveis. A vida útil da broca é longa e pode ser utilizada em
diferentes exigências de usinagem. A confiabilidade e a precisão são sempre altas, além da
habilidade de proporcionar boas economias em usinagem.
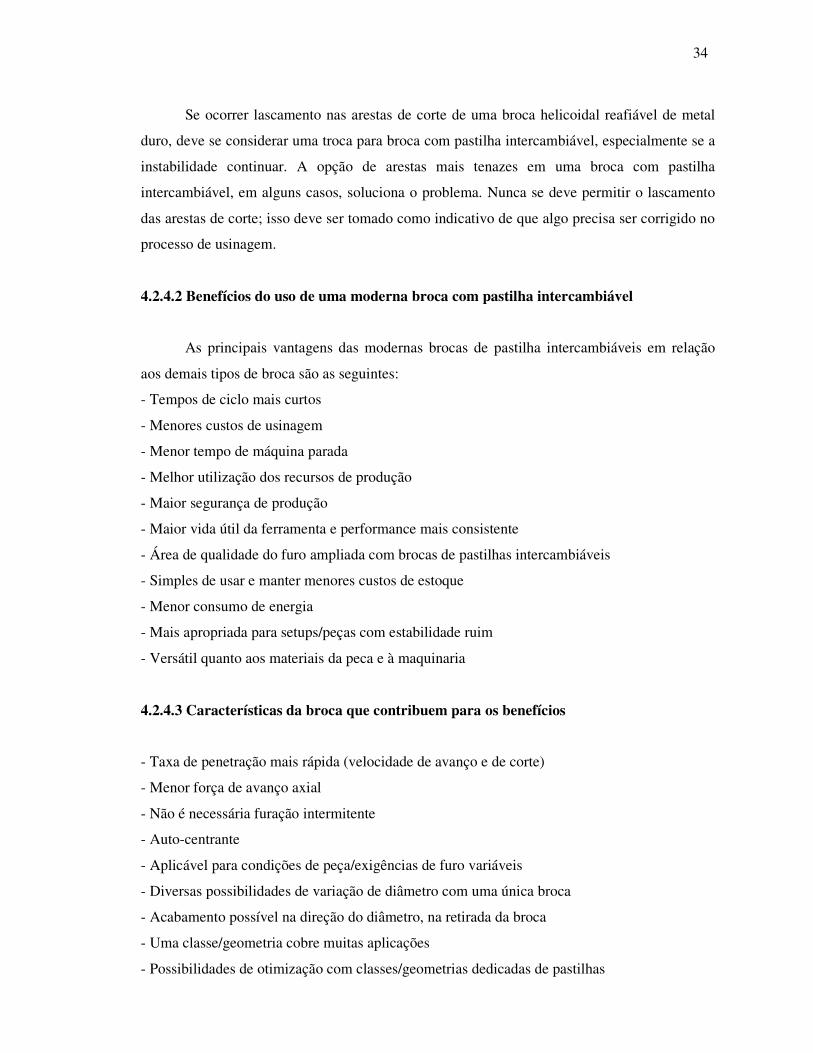
As seguintes dicas de aplicação (Fig. 4.3) garantirão performance suave e resultados
ideais.
Figura 4.3 - Possibilidades operacionais com brocas com pastilhas intercambiáveis
4.2.4.1 Desgaste de pastiIha
O lascamento de arestas de corte pode ter diversas causas:
- Broca descentralizada
- Deflexão da broca causada por balanço excessivo da ferramenta, da faixa de avanço ou do
comprimento da broca
- Estabilidade de pastilha ruim devido à posição incorreta do assento da pastilha ou assentos e
parafusos danificados.
- Estabilidade da broca ruim devido ao suporte de ferramenta errado, condição e alinhamento
ruim do fuso ou da torre.
- Má estabilidade da máquina e da peça.
- Fornecimento insuficiente de fluido de corte.
- Pastilhas incorretas, classe ou geometria não apropriada para as exigências nas arestas de
corte centrais e periférica.
34
Se ocorrer lascamento nas arestas de corte de uma broca helicoidal reafiável de metal
duro, deve se considerar uma troca para broca com pastilha intercambiável, especialmente se a
instabilidade continuar. A opção de arestas mais tenazes em uma broca com pastilha
intercambiável, em alguns casos, soluciona o problema. Nunca se deve permitir o lascamento
das arestas de corte; isso deve ser tomado como indicativo de que algo precisa ser corrigido no
processo de usinagem.
4.2.4.2 Benefícios do uso de uma moderna broca com pastilha intercambiável
As principais vantagens das modernas brocas de pastilha intercambiáveis em relação
aos demais tipos de broca são as seguintes:
- Tempos de ciclo mais curtos
- Menores custos de usinagem
- Menor tempo de máquina parada
- Melhor utilização dos recursos de produção
- Maior segurança de produção
- Maior vida útil da ferramenta e performance mais consistente
- Área de qualidade do furo ampliada com brocas de pastilhas intercambiáveis
- Simples de usar e manter menores custos de estoque
- Menor consumo de energia
- Mais apropriada para setups/peças com estabilidade ruim
- Versátil quanto aos materiais da peca e à maquinaria
4.2.4.3 Características da broca que contribuem para os benefícios
- Taxa de penetração mais rápida (velocidade de avanço e de corte)
- Menor força de avanço axial
- Não é necessária furação intermitente
- Auto-centrante
- Aplicável para condições de peça/exigências de furo variáveis
- Diversas possibilidades de variação de diâmetro com uma única broca
- Acabamento possível na direção do diâmetro, na retirada da broca
- Uma classe/geometria cobre muitas aplicações
- Possibilidades de otimização com classes/geometrias dedicadas de pastilhas
35
- Furos duplos de refrigeração levam o refrigerante às arestas de corte
- Canais helicoidais especialmente desenvolvidos, que proporcionam escoamento de cavacos
sem restrição e alta estabilidade
- Grande área de quebra de cavacos, tamanho e formato de cavacos menos limitados
- Boa para materiais de cavacos longos, aço inoxidável etc.
- Pastilhas com arestas de corte robustas, vida útil longa e previsível
- Sem reafiação
- Desenho e identificação individual de pastilhas centrais e periféricas
- Opção de haste de broca e brocas integradas
4.2.4.4 Resolução de problemas
Quando as arestas de corte desgastam-se prematuramente, com baixa vida útil da
ferramenta, normalmente a causa está relacionada com dados de corte incorretos, classes de
pastilha incorretas ou até mesmo o tipo de broca ou fornecimento de fluido de corte baixo.
Instabilidade e baixo fornecimento de fluido de corte também provocam vida útil baixa.
Quando a aresta de corte lasca, o alinhamento da broca deve ser verificado, para se manter
dentro dos limites recomendados. A concentricidade deve estar ao redor de +/-0.05mm.
A falta de rigidez no setup, ferramenta ou máquina, freqüentemente levam ao lascamento,
necessitando uma aresta de corte mais tenaz. Se a pastilha não estiver assentada ou fixa de
maneira segura, pode ocorrer lascamento. Os assentos e parafusos de pastilhas precisam ser
bem conservados em brocas de alta performance; recomendamos troca freqüente de parafusos
de pastilhas. Outro fator importante é quão firme a broca é fixada à máquina, para dar
estabilidade durante a usinagem, a qualidade da fixação da ferramenta é muito importante. Se
forem produzidos furos com diâmetro maior ou menor freqüentemente a razão é que a broca
está descentralizada. Outras razões podem ser o fuso da máquina fora de alinhamento, faixa de
avanço muito alta ou falta de rigidez do setup. Se o furo não for simétrico, freqüentemente a
origem do problema pode ser rastreada até uma falta de estabilidade devido a rigidez ruim no
set-up ou na máquina. Também é possível que os dados de corte estejam errados para o
material em questão. Normalmente, o acabamento superficial insatisfatório é resultado de
vibrações que surgem de rigidez ruim no setup de usinagem. A broca pode ser muito longa,
fixada a um suporte ou fuso de baixa qualidade, os dados de corte podem estar incorretos para
a aplicação a penetração inicial pode estar relacionada com superfícies ruins. O fornecimento
de fluido de corte pode ser insuficiente ou o controle de cavacos pode não ser suficientemente
36
bom, onde o escoamento de cavacos é irregular. Geralmente, os parâmetros de limitação de
desgaste da ferramenta na furação são a segurança e a qualidade do furo. O desgaste e as
arestas postiças que distorcem excessivamente a geometria de corte são riscos que afetam a
confiabilidade da maneira como uma broca fará o número de furos exigidos.
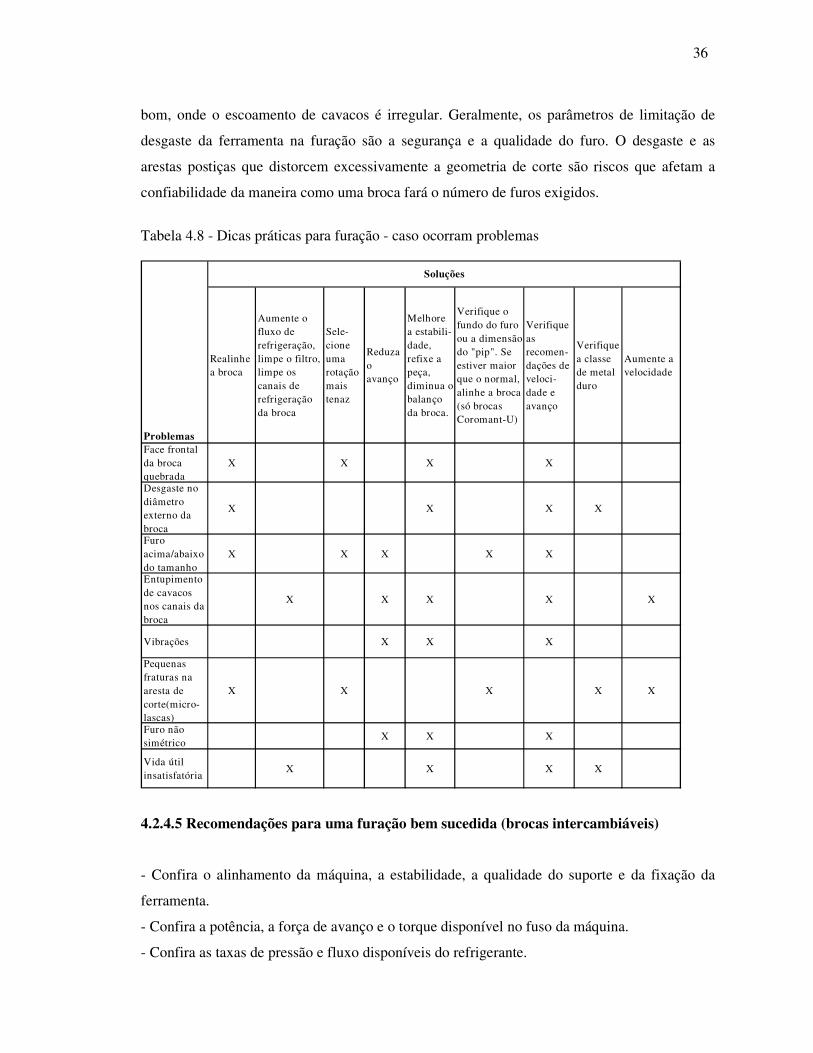
Tabela 4.8 - Dicas práticas para furação - caso ocorram problemas
4.2.4.5 Recomendações para uma furação bem sucedida (brocas intercambiáveis)
- Confira o alinhamento da máquina, a estabilidade, a qualidade do suporte e da fixação da
ferramenta.
- Confira a potência, a força de avanço e o torque disponível no fuso da máquina.
- Confira as taxas de pressão e fluxo disponíveis do refrigerante.
Problemas
Realinhe a broca
Aumente o fluxo de refrigeração, limpe o filtro, limpe os canais de refrigeração da broca
Sele-cione uma rotação mais tenaz
Reduza o avanço
Melhore a estabili-dade, refixe a peça, diminua o balanço da broca.
Verifique o fundo do furo ou a dimensão do "pip". Se estiver maior que o normal, alinhe a broca (só brocas Coromant-U)
Verifique as recomen-dações de veloci-dade e avanço
Verifique a classe de metal duro
Aumente a velocidade
Face frontal da broca quebrada
X X X X
Desgaste no diâmetro externo da broca
X X X X
Furo acima/abaixo do tamanho
X X X X X
Entupimento de cavacos nos canais da broca
X X X X X
Vibrações X X X
Pequenas fraturas na aresta de corte(micro-lascas)
X X X X X
Furo não simétrico
X X X
Vida útil insatisfatória
X X X X
Soluções
37
- Selecione a ferramenta correta para a operação e use de maneira recomendada pelo fabricante
- Otimize conforme combinação de alta velocidade de corte e taxa de avanço para boa
evacuação de cavacos.
- Faça manutenção regular de ferramentas.
- Troque o parafuso de fixação da pastilha na broca freqüentemente.
- Estabeleça uma vida útil confiável e predeterminada.
- Defina faixas de avanço corretas para a furação de superfícies irregulares, arredondadas e
furos passantes.
4.2.4.6 Estudo de melhoria usando brocas de pastilhas intercambiáveis
Veremos agora um estudo com dados reais e/ou aproximados de uma melhoria
executada em que houve uma economia significativa usando uma broca de pastilhas
intercambiáveis ao invés de uma broca de aço rápido.
Denominação das peças Braços relê (4 tipos de peças similares)
Demanda anual = 120.000 peças
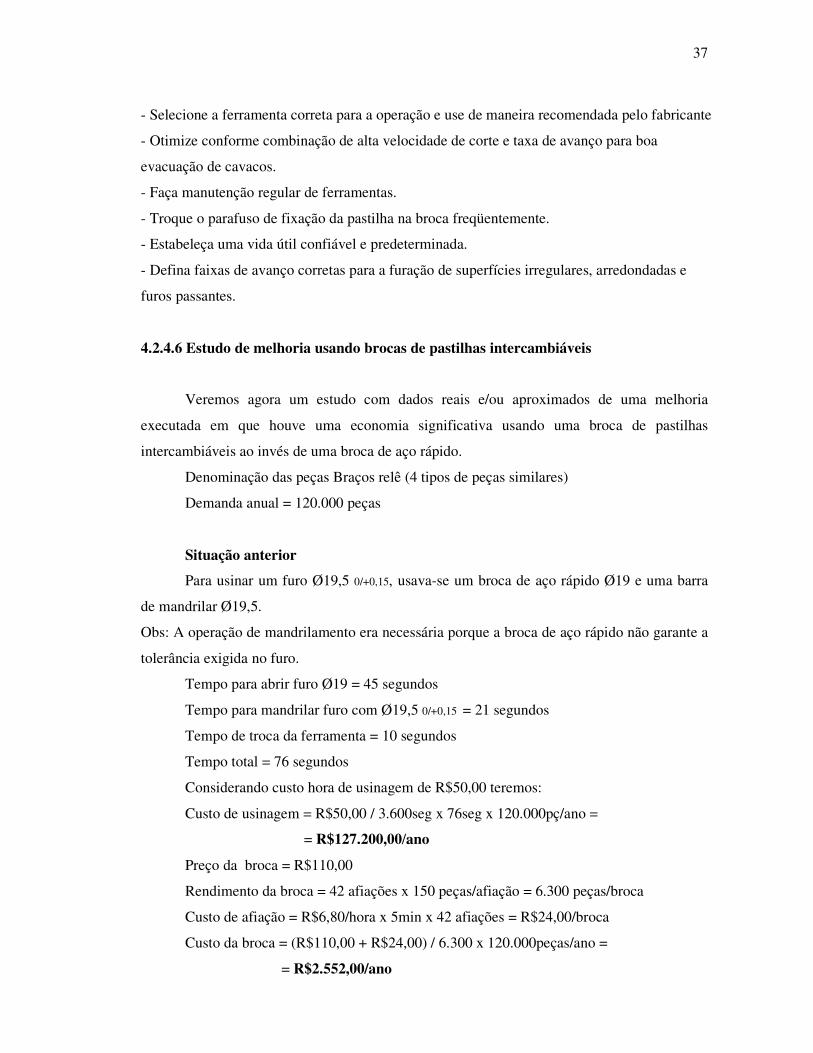
Situação anterior
Para usinar um furo Ø19,5 0/+0,15, usava-se um broca de aço rápido Ø19 e uma barra
de mandrilar Ø19,5.
Obs: A operação de mandrilamento era necessária porque a broca de aço rápido não garante a
tolerância exigida no furo.
Tempo para abrir furo Ø19 = 45 segundos
Tempo para mandrilar furo com Ø19,5 0/+0,15 = 21 segundos
Tempo de troca da ferramenta = 10 segundos
Tempo total = 76 segundos
Considerando custo hora de usinagem de R$50,00 teremos:
Custo de usinagem = R$50,00 / 3.600seg x 76seg x 120.000pç/ano =
= R$127.200,00/ano
Preço da broca = R$110,00
Rendimento da broca = 42 afiações x 150 peças/afiação = 6.300 peças/broca
Custo de afiação = R$6,80/hora x 5min x 42 afiações = R$24,00/broca
Custo da broca = (R$110,00 + R$24,00) / 6.300 x 120.000peças/ano =
= R$2.552,00/ano
38
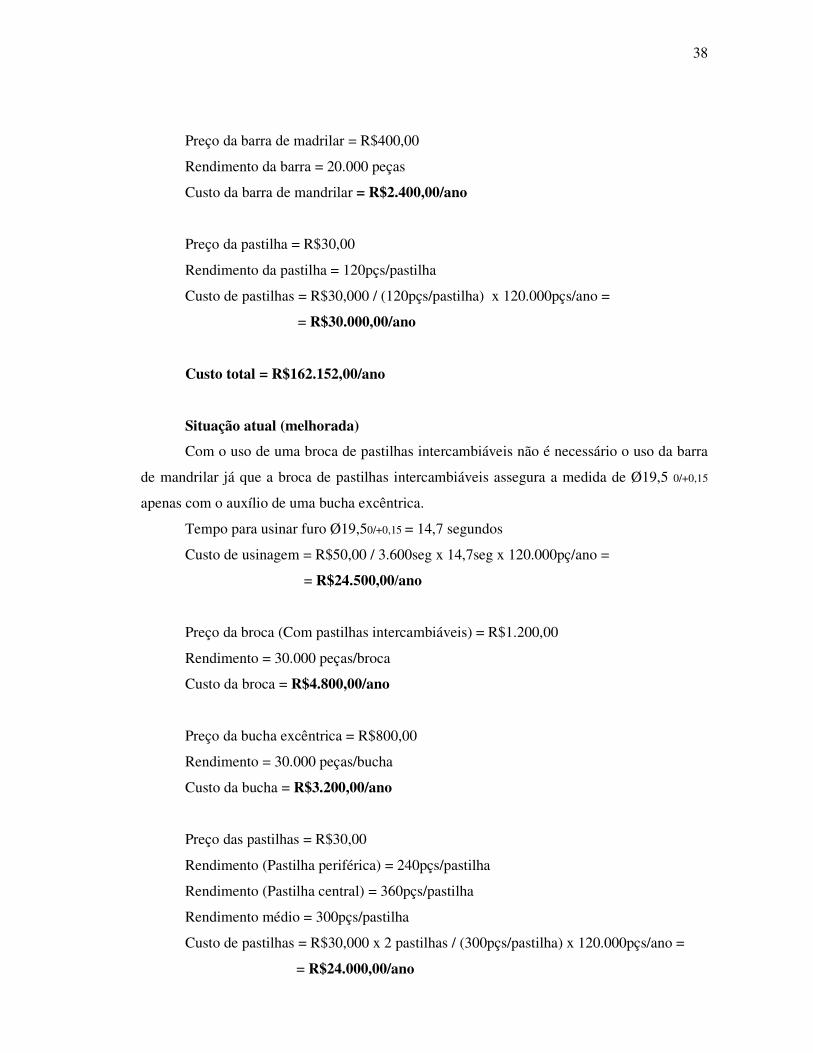
Preço da barra de madrilar = R$400,00
Rendimento da barra = 20.000 peças
Custo da barra de mandrilar = R$2.400,00/ano
Preço da pastilha = R$30,00
Rendimento da pastilha = 120pçs/pastilha
Custo de pastilhas = R$30,000 / (120pçs/pastilha) x 120.000pçs/ano =
= R$30.000,00/ano
Custo total = R$162.152,00/ano
Situação atual (melhorada)
Com o uso de uma broca de pastilhas intercambiáveis não é necessário o uso da barra
de mandrilar já que a broca de pastilhas intercambiáveis assegura a medida de Ø19,5 0/+0,15
apenas com o auxílio de uma bucha excêntrica.
Tempo para usinar furo Ø19,50/+0,15 = 14,7 segundos
Custo de usinagem = R$50,00 / 3.600seg x 14,7seg x 120.000pç/ano =
= R$24.500,00/ano
Preço da broca (Com pastilhas intercambiáveis) = R$1.200,00
Rendimento = 30.000 peças/broca
Custo da broca = R$4.800,00/ano
Preço da bucha excêntrica = R$800,00
Rendimento = 30.000 peças/bucha
Custo da bucha = R$3.200,00/ano
Preço das pastilhas = R$30,00
Rendimento (Pastilha periférica) = 240pçs/pastilha
Rendimento (Pastilha central) = 360pçs/pastilha
Rendimento médio = 300pçs/pastilha
Custo de pastilhas = R$30,000 x 2 pastilhas / (300pçs/pastilha) x 120.000pçs/ano =
= R$24.000,00/ano
39
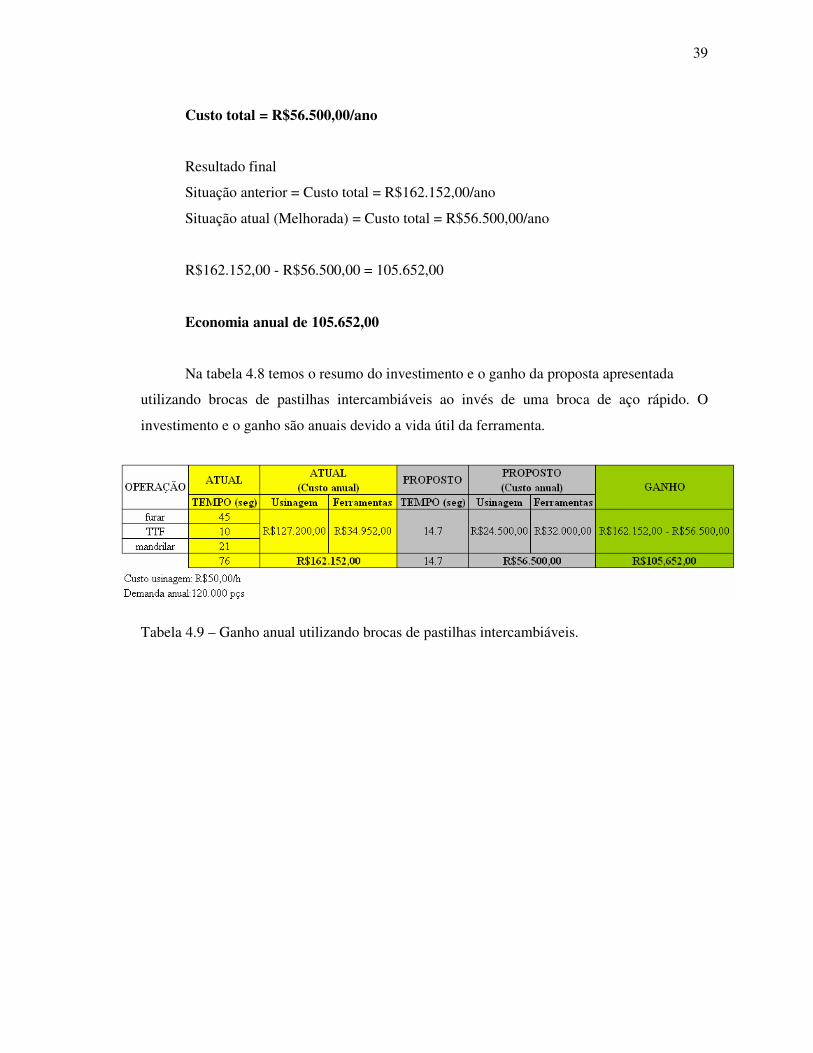
Custo total = R$56.500,00/ano
Resultado final
Situação anterior = Custo total = R$162.152,00/ano
Situação atual (Melhorada) = Custo total = R$56.500,00/ano
R$162.152,00 - R$56.500,00 = 105.652,00
Economia anual de 105.652,00
Na tabela 4.8 temos o resumo do investimento e o ganho da proposta apresentada
utilizando brocas de pastilhas intercambiáveis ao invés de uma broca de aço rápido. O
investimento e o ganho são anuais devido a vida útil da ferramenta.
Tabela 4.9 – Ganho anual utilizando brocas de pastilhas intercambiáveis.
40
5. DISPOSITIVOS DE FIXAÇÃO
Problemas estudados
Dispositivos de fixação não robustos
Os problemas enfrentados com dispositivos de fixação não robustos são vários, desde
constantes quebras do próprio dispositivo ocasionando paradas de produção para manutenção
do mesmo, até quebras das ferramentas devido a instabilidade da fixação, principalmente se
tratarmos de ferramentas de metal duro que são extremamente frágeis à instabilidade devido
sua alta dureza. Para se evitar ou diminuir estes danos aos dispositivos e ferramentas é
necessário trabalhar com baixos parâmetros de corte para diminuir o esforço, o que acarreta
um maior custo por peça devido ao aumento do tempo de usinagem.
Dispositivos de difícil fixação manual
Ao se trabalhar com uma fixação manual em um dispositivo de fixação o tempo desta
atividade passa a depender do operador ficando sujeito a grandes variações dependendo da
habilidade, motivação, fadiga, etc. do mesmo. Sendo assim os muitos dispositivos de difícil
fixação manual são grandes oportunidades de melhoria. Trata-se de sistemas com fixação por
parafusos com até cinco parafusos para fixar uma única peça, e muitas vezes em difícil
posição de acesso pelo operador, por exemplo, parafusos muito perto um do outro ou
localizado na parte traseira do dispositivo forçando o operador a trabalhar em uma posição
desconfortável e prejudicial à sua saúde física.
Inadequados pontos de apoio
Esta questão está mais relacionada com a qualidade do produto do que com a
produtividade em si, já que inadequados pontos de apoio podem causar deformações no
produto e não proporcionar repetitividade de medidas ao processo, porém cada vez que ocorre
um destes problemas de qualidade por causa de inadequados pontos de apoio do dispositivo
durante o processo, a produção é parada até que se resolva o problema, ou pior, se as peças
são reprovadas após o término do lote, é necessário repor o lote sobrecarregando a produção e
arcando ainda com o prejuízo das peças reprovadas, sendo assim este é um sério problema de
produtividade.
Este capítulo foi baseado na apostila do Domene (sem data) denominado “Tecnologia
de Dispositivos”, seus estudos indicaram que os meios de fabricação e os tempos de
realização de cada etapa é função do tipo e da quantidade do produto a ser fabricado.
41
Conforme os objetivos da empresa, essas etapas poderão ser executadas por apenas um
elemento, em serviços de ferramentaria, manutenção ou baixa produção seriada; fixando as
peças em dispositivos padrões das máquinas (placas, morsas, grampos, etc.). Em se tratando
de média e alta produção seriada o serviço é desenvolvido por uma equipe de profissionais
como Engenharia de Produto, Engenharia de Manufatura e Departamento de Produção. Neste
último caso torna-se necessário o uso de dispositivos de fixação especiais de modo a obter um
processo competitivo no que se refere à velocidade de fabricação e qualidade.
As qualidades físicas e geométricas dependem evidentemente das ferramentas e das
máquinas, bem como, de outros parâmetros, tais como: locação, rigidez da peça, ferramenta,
máquina, etc.
5.1 Tecnologia de dispositivos
A Tecnologia de dispositivos tem por objetivo estudar os meios empregados em um
processo produtivo de tal modo a facilitar ou tornar possível, técnica e economicamente a
produção de peças, atingindo a níveis de qualidade e produtividade com o mínimo custo.
A meta final da tecnologia de dispositivos é dar os fundamentos para se produzir a peça
segundo as especificações do desenho do produto. Por outro lado, o desenho do produto deve
satisfazer às condições de montagem e funcionalidade da peça no conjunto mecânico, de tal
modo a atender à intercambiabilidade.
Pode-se afirmar que os maiores custos de fabricação são aplicados nos processos
finais de obtenção da peça, que como se sabe, são geralmente os processos de usinagem. Mas
o dispositivo representa um dos meios mais importantes na elaboração de um processo de
usinagem.
5.2 Meios de Fabricação
Para atender às suas finalidades, no projeto dos dispositivos, devem-se observar os
seguintes pontos fundamentais:
- Utilizar de modo racional as máquinas-ferramenta, procurando sempre que possível, utilizar
máquinas convencionais não máquinas especiais de alto custo.
- Reduzir ao mínimo os tempos secundários ou passivos, tais como: transporte, locação,
fixação, controle, etc., o que pode ser conseguido através da racionalização ou combinação de
operações.
42
Exemplo: agrupar várias operações semelhantes de furar, em uma única operação,
utilizando cabeçote múltiplo e dispositivo com máscaras de buchas de guia para as
ferramentas.
- Aumentar a produtividade em decorrência da facilidade de posicionamento e fixação de
peças no dispositivo.
- Esforço físico do operador não mais necessário para fixar peças, bastando para isso prever o
emprego de sistemas de alavancas, excêntricos, cunhas, etc., aliado a recursos pneumáticos,
elétricos, hidráulicos, etc., que fornecem a força necessária e suficiente para uma determinada
fixação.
- Eliminar a interferência do operador para alinhamento ou posicionamento de peças, agora de
responsabilidade do dispositivo, atingindo portanto, altos níveis de qualidade.
- Com o emprego no dispositivo de sistema adequado de manuseio, garante-se também maior
segurança para o operador.
5.3 Funções e objetivos fundamentais
Podem-se resumir as funções e objetivos fundamentais dos dispositivos dentro dos
seguintes itens:
- Reduzir custos de fabricação com a introdução de melhor recurso técnico ao processo
produtivo.
- Manter a qualidade do produto, permitindo deste modo a intercambiabilidade.
- Equipar máquinas convencionais, tornando possível ou mais fácil a execução da operação.
5.4 Pontos básicos no projeto de dispositivos
Se o objetivo de uma empresa é a produção seriada de peças, tem-se um desenho do
produto bem definido, quer na sua funcionalidade, querem nas demais especificações, como:
tolerâncias de forma e posição, acabamento superficial, etc. Uma vez definido o produto, para
obtê-lo, basta estudar as variáveis que interferem no processo produtivo, tais como:
5.4.1 Parâmetros tecnológicos
Dimensionar o dispositivo de tal modo que o sistema “Máquina-Ferramenta-
Dispositivo-Peça” seja o mais rígido possível. Quando o sistema não atender à rigidez
43
desejada, por mais que se altere o projeto do dispositivo, a viabilidade de produção da peça só
será alcançada mediante alteração do desenho do produto. A influência do dispositivo na
rigidez “Máquina-Ferramenta-Dispositivo-Peça” é fundamental. É por esta razão que se
superdimensiona o corpo do dispositivo para absorver as vibrações durante a usinagem.
5.4.2 Parâmetros econômicos
A quantidade de peças a produzir é um fator importante na concepção do dispositivo.
Assim, se optar por dispositivos de alto padrão técnico aplicado à pequena produção seriada
de peças, o custo se elevaria de tal ordem que o investimento não se justificaria. Mas em se
tratando de alta produção, quanto mais recurso se adicionar aos dispositivos, mais econômico
será o processo produtivo.
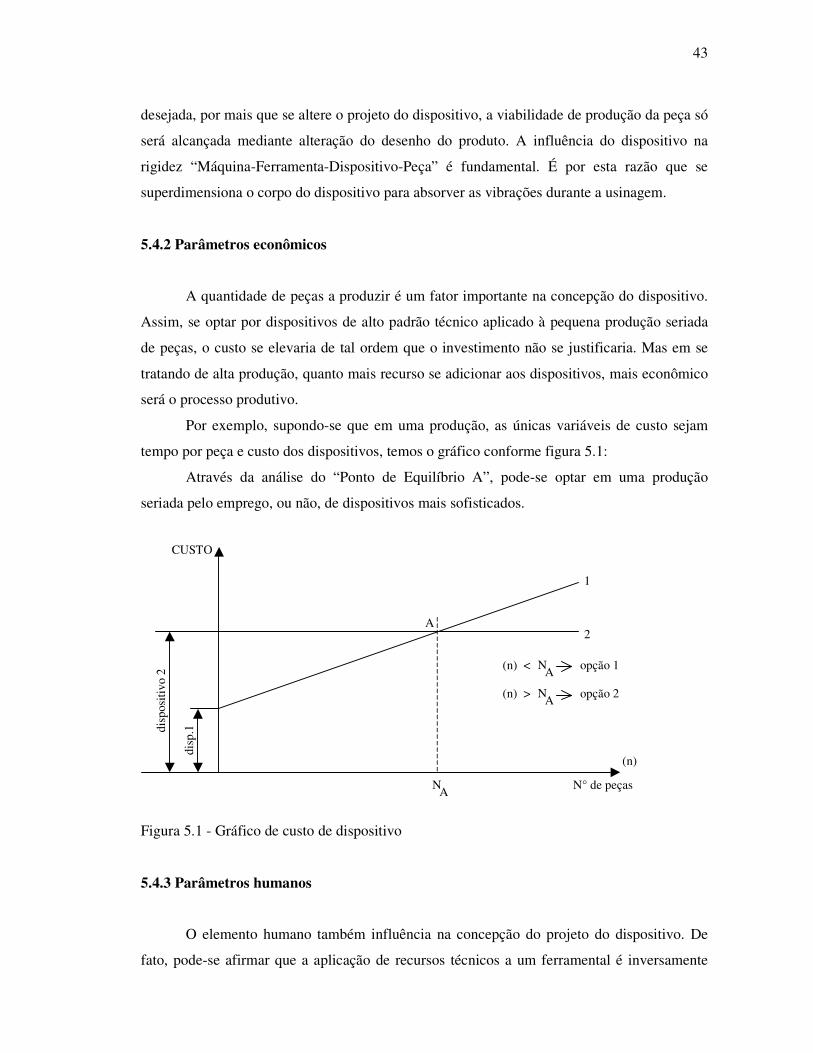
Por exemplo, supondo-se que em uma produção, as únicas variáveis de custo sejam
tempo por peça e custo dos dispositivos, temos o gráfico conforme figura 5.1:
Através da análise do “Ponto de Equilíbrio A”, pode-se optar em uma produção
seriada pelo emprego, ou não, de dispositivos mais sofisticados.
Figura 5.1 - Gráfico de custo de dispositivo
5.4.3 Parâmetros humanos
O elemento humano também influência na concepção do projeto do dispositivo. De
fato, pode-se afirmar que a aplicação de recursos técnicos a um ferramental é inversamente
disp
.1disp
ositi
vo 2
A
NA
N° de peças
(n)
CUSTO
1
2
NA
(n) < opção 1
NA
(n) > opção 2
44
proporcional à habilidade do profissional disponível. Atualmente a mão de obra apresenta alto
índice de rotatividade, o que nos orienta a projetar dispositivos com grande recurso técnico
que independa do erro do operador.
5.5 Índice de utilização dos dispositivos
É importante que se tenha uma previsão, ou que se possa medir o desempenho do
dispositivo. Utiliza-se para este fim, o Índice de Utilização (Iu), definido por : Iu = Ie x Ip
Sendo: Ie: Índice de Eficiência do dispositivo.
Ip: Índice de Preparação do dispositivo.
Onde: Ie = TM
To
Ip = To To + Tp n
TM: Tempo Máquina
To: Tempo de Operação
Tp: Tempo de Preparação do dispositivo na máquina (incluindo tempo de troca das ferram.)
Ts: Tempo Secundários
n: Número de peças a produzir
tem-se: To = TM + Ts
Observação: O índice de utilização nos dá uma visão estática do processo de
fabricação, isto é, não considera as variações dimensionais durante o processo (refugos não
considerados).
O índice de preparação, dependendo do lote (a) de peças, dá uma idéia de como administrar a
produção, isto é, alcança-se um ótimo índice de preparação, quando Tp/n tender a zero.
Ou seja:
Para um determinado lote (n) de peças, prever a construção de um dispositivo com
grande facilidade de locação e fixação do mesmo sobre a mesa da máquina (Tp pequeno).
Se (n) for grande, não se adiciona muito recurso para facilitar a colocação do
dispositivo na máquina, mas sim, para facilitar a substituição das ferramentas.
O índice de eficiência mede a rapidez na colocação e retirada da peça do dispositivo
(Ts pequeno). É também um indicador na opção da automatização.
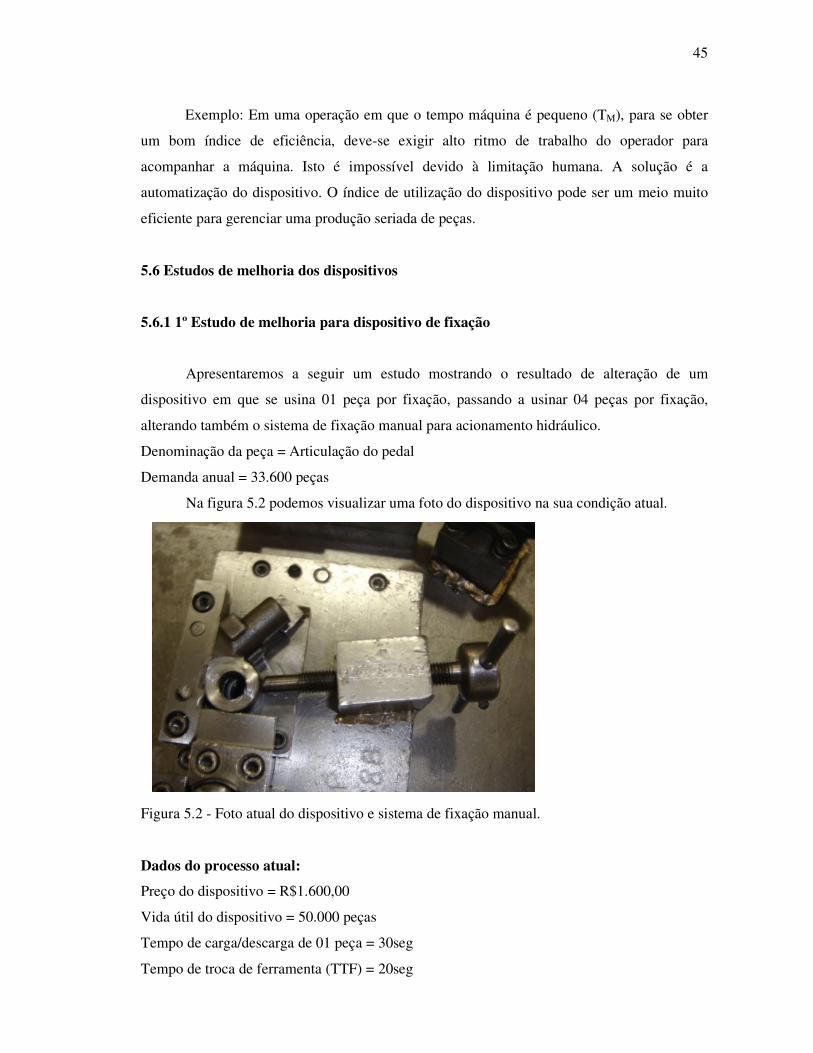
45
Exemplo: Em uma operação em que o tempo máquina é pequeno (TM), para se obter
um bom índice de eficiência, deve-se exigir alto ritmo de trabalho do operador para
acompanhar a máquina. Isto é impossível devido à limitação humana. A solução é a
automatização do dispositivo. O índice de utilização do dispositivo pode ser um meio muito
eficiente para gerenciar uma produção seriada de peças.
5.6 Estudos de melhoria dos dispositivos
5.6.1 1º Estudo de melhoria para dispositivo de fixação
Apresentaremos a seguir um estudo mostrando o resultado de alteração de um
dispositivo em que se usina 01 peça por fixação, passando a usinar 04 peças por fixação,
alterando também o sistema de fixação manual para acionamento hidráulico.
Denominação da peça = Articulação do pedal
Demanda anual = 33.600 peças
Na figura 5.2 podemos visualizar uma foto do dispositivo na sua condição atual.
Figura 5.2 - Foto atual do dispositivo e sistema de fixação manual.
Dados do processo atual:
Preço do dispositivo = R$1.600,00
Vida útil do dispositivo = 50.000 peças
Tempo de carga/descarga de 01 peça = 30seg
Tempo de troca de ferramenta (TTF) = 20seg
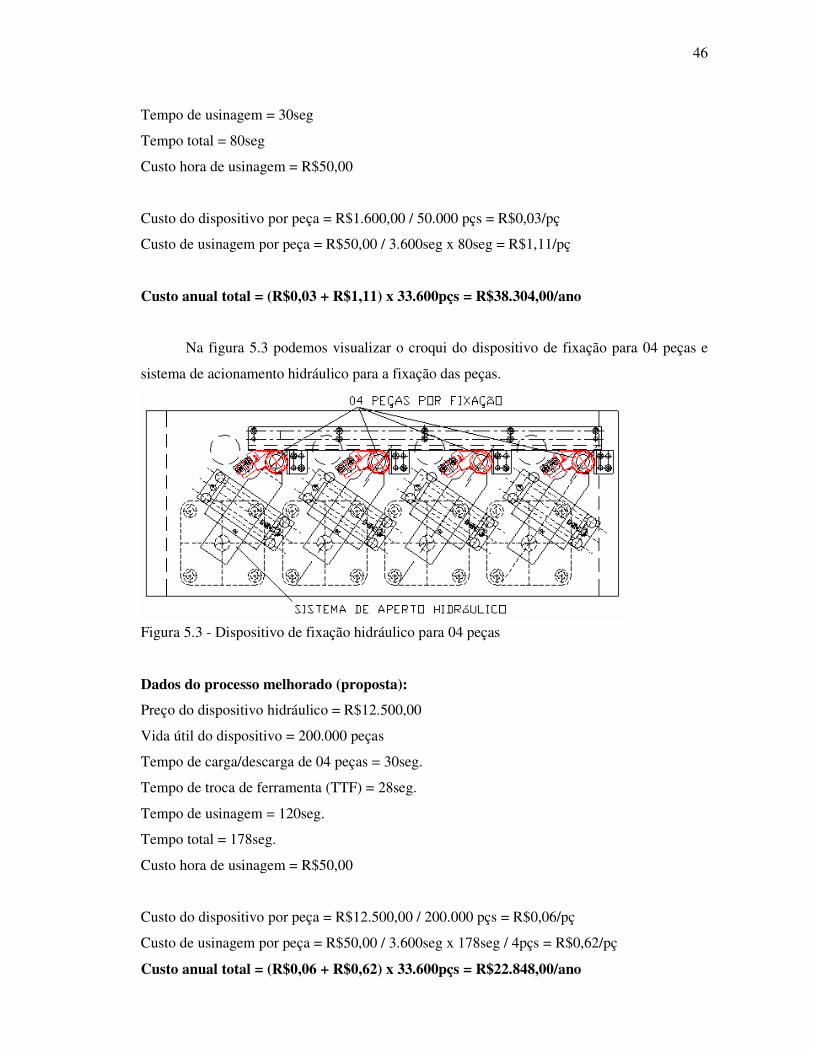
46
Tempo de usinagem = 30seg
Tempo total = 80seg
Custo hora de usinagem = R$50,00
Custo do dispositivo por peça = R$1.600,00 / 50.000 pçs = R$0,03/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 80seg = R$1,11/pç
Custo anual total = (R$0,03 + R$1,11) x 33.600pçs = R$38.304,00/ano
Na figura 5.3 podemos visualizar o croqui do dispositivo de fixação para 04 peças e
sistema de acionamento hidráulico para a fixação das peças.
Figura 5.3 - Dispositivo de fixação hidráulico para 04 peças
Dados do processo melhorado (proposta):
Preço do dispositivo hidráulico = R$12.500,00
Vida útil do dispositivo = 200.000 peças
Tempo de carga/descarga de 04 peças = 30seg.
Tempo de troca de ferramenta (TTF) = 28seg.
Tempo de usinagem = 120seg.
Tempo total = 178seg.
Custo hora de usinagem = R$50,00
Custo do dispositivo por peça = R$12.500,00 / 200.000 pçs = R$0,06/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 178seg / 4pçs = R$0,62/pç
Custo anual total = (R$0,06 + R$0,62) x 33.600pçs = R$22.848,00/ano

47
Economia anual = R$38.304,00 - R$22.848,00 = R$15.456,00
5.6.2 2º Estudo de melhoria para dispositivo de fixação
Aqui apresentaremos uma melhoria na característica de robustez do dispositivo, que
permitirá um aumento de 20% no avanço de corte refletindo diretamente na redução do tempo
de usinagem. Será também alterado o conceito do dispositivo. Na situação atual a peça é
colocada no dispositivo, usina-se o 1° lado, vira-se a peça e usina-se o 2° lado. No dispositivo
proposto é possível fixar 2 peças ao mesmo tempo, sendo 1 fixação para usinagem do 1° lado
e 1 fixação para usinagem do 2° lado sem carga e descarga intermediária.
Denominação da peça = Garfo de ré
Demanda anual = 8.000 peças
Na figura 5.4 é possível visualizarmos uma foto do dispositivo na sua situação atual.
Figura 5.4 - Foto atual do dispositivo e sistema de fixação.
Dados do processo atual:
Preço do dispositivo = R$1.900,00
Vida útil do dispositivo = 50.000 peças
Tempo de carga/descarga de 01 peça (1° e 2° lado) = 55seg.
Tempo de troca de ferramenta (TTF) = 40seg
Tempo de usinagem = 92seg
Tempo total = 187seg
Custo hora de usinagem = R$50,00
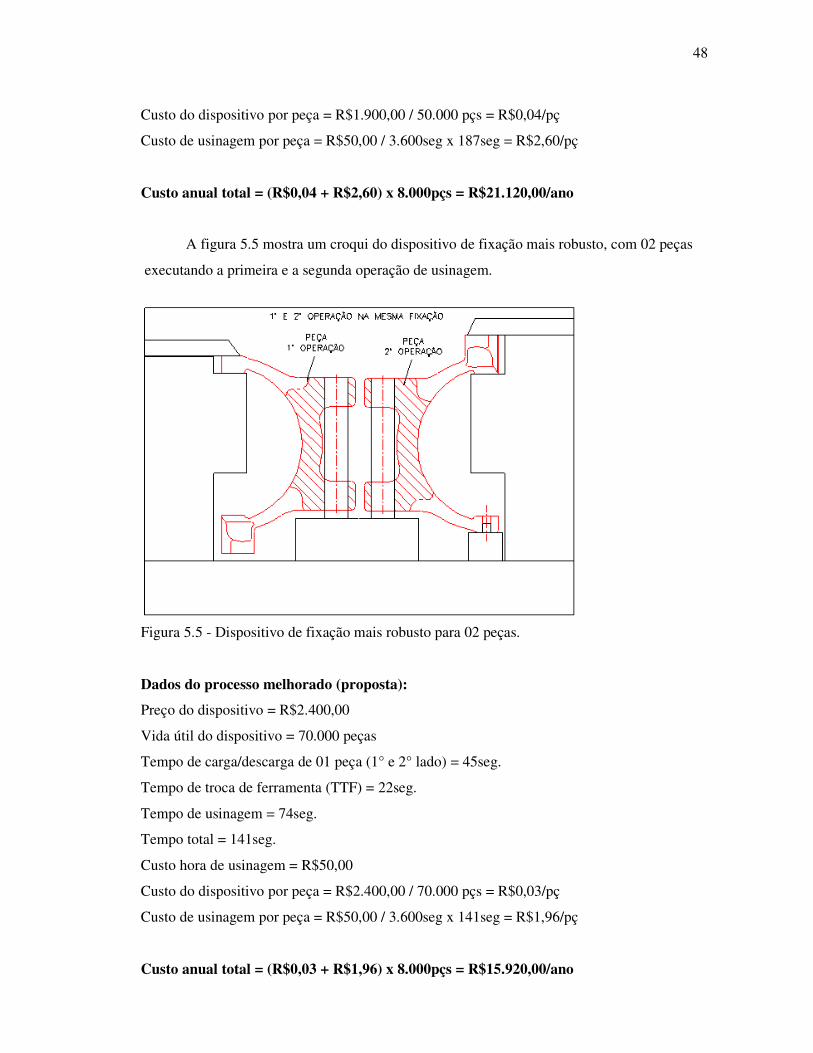
48
Custo do dispositivo por peça = R$1.900,00 / 50.000 pçs = R$0,04/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 187seg = R$2,60/pç
Custo anual total = (R$0,04 + R$2,60) x 8.000pçs = R$21.120,00/ano
A figura 5.5 mostra um croqui do dispositivo de fixação mais robusto, com 02 peças
executando a primeira e a segunda operação de usinagem.
Figura 5.5 - Dispositivo de fixação mais robusto para 02 peças.
Dados do processo melhorado (proposta):
Preço do dispositivo = R$2.400,00
Vida útil do dispositivo = 70.000 peças
Tempo de carga/descarga de 01 peça (1° e 2° lado) = 45seg.
Tempo de troca de ferramenta (TTF) = 22seg.
Tempo de usinagem = 74seg.
Tempo total = 141seg.
Custo hora de usinagem = R$50,00
Custo do dispositivo por peça = R$2.400,00 / 70.000 pçs = R$0,03/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 141seg = R$1,96/pç
Custo anual total = (R$0,03 + R$1,96) x 8.000pçs = R$15.920,00/ano

49
Economia anual = R$21.120,00 -R$15.920,00 = R$5.200,00
5.6.3 3º Estudo de melhoria para dispositivo de fixação
Agora apresentaremos uma melhoria em um item de difícil fixação manual, o
dispositivo atual é fixado através de 4 parafusos com hastes soldadas que além de um elevado
tempo de carga e descarga, ainda fadiga o operador. A proposta visa um dispositivo com o
sistema de fixação por grampo facilitando a fixação da peça.
Denominação da peça = Engate do varão
Demanda anual = 10.000 peças
Na figura 5.6 podemos visualiza uma foto do dispositivo na sua situação atual.
Figura 5.6 - Foto atual do dispositivo e sistema de fixação.
Dados do processo atual:
Preço do dispositivo = R$1.300,00
Vida útil do dispositivo = 30.000 peças
Tempo de carga/descarga de 52seg
Tempo de usinagem = 32seg
Tempo total = 84seg
Custo hora de usinagem = R$50,00
Custo do dispositivo por peça = R$1.300,00 / 30.000 pçs = R$0,04/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 84seg = R$1,17/pç
Custo anual total = (R$0,04 + R$1,17) x 10.000pçs = R$12.100,00/ano

50
A figura 5.7 mostra um croqui do dispositivo proposto com o sistema de fixação por
grampo, facilitando e agilizando o trabalho do operador na usinagem da peça.
Figura 5.7 - Dispositivo com sistema de fixação por grampo.
Dados do processo melhorado (proposta):
Preço do dispositivo = R$2.500,00
Vida útil do dispositivo = 70.000 peças
Tempo de carga/descarga = 15seg
Tempo de usinagem = 32seg
Tempo total = 47seg
Custo hora de usinagem = R$50,00
Custo do dispositivo por peça = R$2.500,00 / 70.000 pçs = R$0,04/pç
Custo de usinagem por peça = R$50,00 / 3.600seg x 47seg = R$0,65/pç
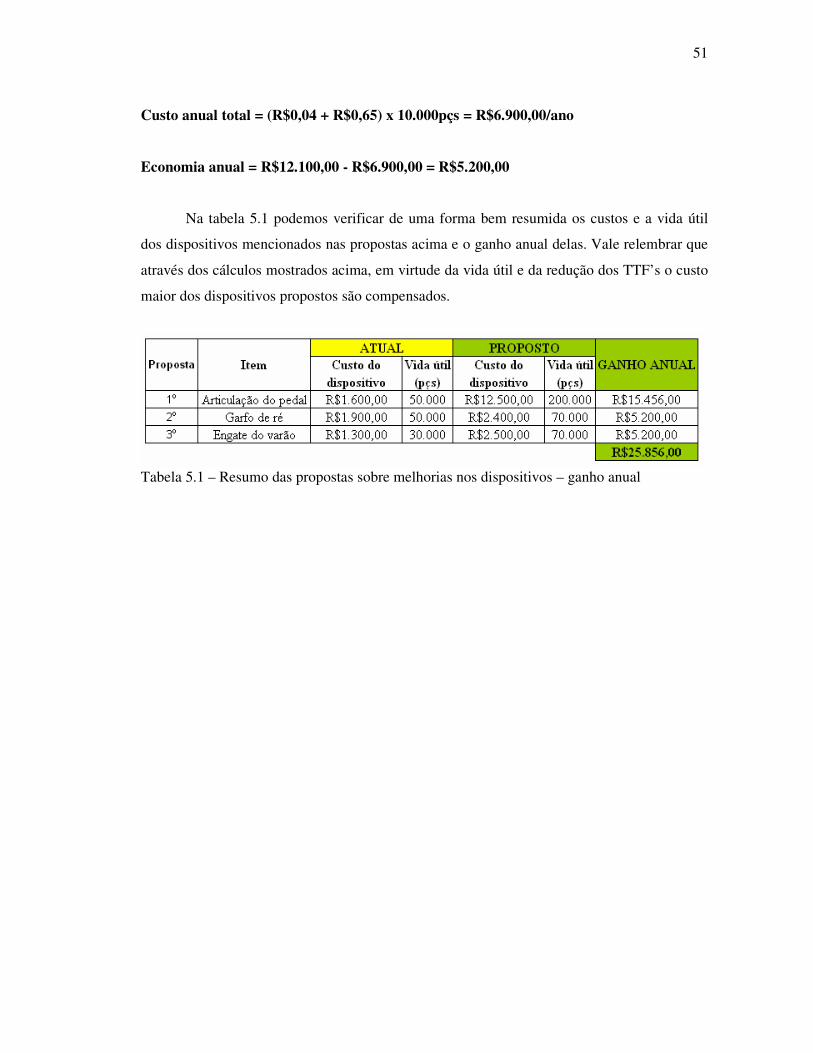
51
Custo anual total = (R$0,04 + R$0,65) x 10.000pçs = R$6.900,00/ano
Economia anual = R$12.100,00 - R$6.900,00 = R$5.200,00
Na tabela 5.1 podemos verificar de uma forma bem resumida os custos e a vida útil
dos dispositivos mencionados nas propostas acima e o ganho anual delas. Vale relembrar que
através dos cálculos mostrados acima, em virtude da vida útil e da redução dos TTF’s o custo
maior dos dispositivos propostos são compensados.
Tabela 5.1 – Resumo das propostas sobre melhorias nos dispositivos – ganho anual
52
6. CONCLUSÕES Através dos estudos realizados pudemos verificar as vantagens bem como ganhos
econômicos advindos das recomendações feitas no decorrer do trabalho. Verificou-se também
que muitas vezes o fato de a empresa adquirir novas tecnologias como máquinas modernas,
ferramentas de ponta e dispositivos de fixação sofisticados, sem o devido aprimoramento nas
técnicas de operações pode não representar ganho significativo em relação ao resultado final.
É importante que haja uma compatibilidade entre os recursos utilizados, máquinas,
ferramentas e dispositivos de fixação de modo a utilizar o máximo possível de cada um desses
recursos evitando a subutilização de um recurso em contra partida da super-utilização de
outro. Por exemplo, não adianta investir em uma ferramenta moderna e utilizar uma máquina
ultrapassada que não comporte utilizar a máxima capacidade da ferramenta.
Foi muito enfatizado a importância de utilizar as ferramentas corretamente evitando
assim o desgaste prematuro das mesmas, aumentando assim a sua vida útil. Vimos também a
importância de utilizar dispositivos de fixação viáveis econômica e tecnicamente, ficou muito
claro nos resultados dos estudos realizados os benefícios de se investir em dispositivos
relativamente sofisticados valem a pena, já que o custo deste quando diluído pela quantidade
de peças que ele produz no decorrer de sua vida útil é desprezível se comparado com o
retorno oferecido que vai desde possibilitar o trabalho a altos parâmetros de corte até
prolongar a vida útil das ferramentas.
Entendemos que o objetivo do trabalho foi atingido já que produtividade é a relação
entre recurso utilizado e resultado obtido e nossos resultados foram da ordem de centenas de
milhares de reais de economia, esperamos que estes levantamentos sejam de grande proveito
para o ramo da usinagem de forjados especialmente para a empresa em estudo.
53
REFERÊNCIAS BIBLIOGRÁFICAS
COROMANT, SANDVIK. www.coromant.sandvik.com.br. Disponível em:
<http://www.coromant.sandvik.com.br >. Acesso em: 18 de outubro de 2007.
MUSCAT, A.R.; NAMUR. Fundamentos da Produtividade. São Paulo: Apostila Sem ano
de publicação e Editora disponível (Ano de estudo 2007), Disciplina “Administração da
Produtividade” da Fundação Vanzolini.
COROMANT, SANDVIK. Manual técnico de usinagem. 2005
DOMENE, IRI. Tecnologia de dispositivos. São Paulo: Apostila Sem ano de publicação e
Editora disponível (Ano de estudo 2003), Disciplina “Tecnologia de Dispositivos” da
Faculdade de Tecnologia de São Paulo.