PROGRAMA DE PREVENÇÃO DE RISCOS AMBIENTAIS …de+ARPCP.… · APOSTILA (FINS DIDÁTICOS) ANÁLISE...
75
APOSTILA (FINS DIDÁTICOS) ANÁLISE DE RISCOS E ANÁLISE DE RISCOS E PREVENÇÃO E PREVENÇÃO E CONTROLE DE PERDAS CONTROLE DE PERDAS Técnico em Segurança no Trabalho Técnico em Segurança no Trabalho JOSÉ LUIZ CIESLACK PROFESSOR ENGENHEIRO CIVIL ENGENHEIRO DE SEGURANÇA NO TRABALHO 2007
Transcript of PROGRAMA DE PREVENÇÃO DE RISCOS AMBIENTAIS …de+ARPCP.… · APOSTILA (FINS DIDÁTICOS) ANÁLISE...
APOSTILA(FINS DIDÁTICOS)
ANÁLISE DE RISCOS EANÁLISE DE RISCOS E PREVENÇÃO EPREVENÇÃO E
CONTROLE DE PERDAS CONTROLE DE PERDAS
Técnico em Segurança no TrabalhoTécnico em Segurança no Trabalho
JOSÉ LUIZ CIESLACKPROFESSOR
ENGENHEIRO CIVILENGENHEIRO DE SEGURANÇA NO TRABALHO
2007
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
ANÁLISE DE RISCOS1 - ANTECEDENTES HISTÓRICOS
1.1- INTRODUÇÃO: A MATÉRIA, VISÃO HISTÓRICA, SISTÊMICA E HOLÍSTICA DO ASSUNTO
1.1.1 ) – Resumo Histórico: -Origem, nascimento e oficialização da Segurança e a Higiene no Trabalho: Muito embora o trabalho organizado no mundo civilizado tenha surgido a milhares de anos, como podemos ver testemunhado em diversas obras históricas, tais como, as Pirâmides do Egito antigo, a Acrópole de Atenas, o Coliseu de Roma, a Muralha da China, além de muitas outras Construções Medievais de grande porte, tais como as Catedrais, Castelos, Monumentos e Túmulos, verificamos contudo que, ao longo da história, parece não ter havido uma organização e preocupação maior das Nações e Povos daquelas épocas, com os aspectos referentes a Segurança de todos estes trabalhadores anônimos e desconhecidos que empenharam-se em promover toda a construção do nosso Mundo Civilizado. Cumpre lembrar ainda que grande parte destas obras monumentais utilizou Mão de Obra escrava. Na história do mundo, seguindo a linha do tempo a partir das épocas remotas, verificamos que nos séculos XVIII e XIX, ocorreram importantes eventos e descobrimentos científicos que culminaram com o surgimento da consagrada Revolução Industrial, a qual, apoiou-se na evolução técnica decorrente do advento das Novas Tecnologias. Exemplo disto foram a descoberta e o desenvolvimento das Máquinas a Vapor, dos Motores de Combustão Interna, dos Motores Elétricos, dos Barcos a Vapor, dos Trens e Ferrovias, além de diversas outras máquinas para produção em larga escala, como as máquinas de Tecelagem e diversos outros inventos. Em conseqüência de todos estes acontecimentos históricos ocorridos neste nosso “Admirável Mundo Novo” tivemos o desenvolvimento acelerado da tecnologia e da economia, modernizando e modificando radicalmente toda uma antiga Civilização. Todo este desenvolvimento tecnológico entretanto infelizmente não se fez acompanhar do correspondente desenvolvimento e equilíbrio social, ocasionando assim muitos e graves problemas sociais. O agravamento da situação social deu-se principalmente pelo deslocamento em massa dos trabalhadores e da população envolvida que passaram do trabalho na agricultura e no campo para o trabalho nas diversas Indústrias que surgiram, tais como, as Indústrias de Tecelagem, Confecções, de Bebidas e Alimentícias, de Veículos de transporte terrestre, naval e aéreo Indústrias Químicas e Metalúrgicas, Siderúrgicas, da Construção Civil e outras tantas existentes. Além disto, a maioria dos trabalhadores daquela época não possuia formação, conhecimento, preparo, treinamento e experiências adequadas e suficientes para as transformações tão intensas que ocorreram.Naquelas épocas passadas as condições de trabalho conseqüentemente eram bastante precárias e inseguras.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 2/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Documentários antigos mostrando as condições de trabalho existentes nos EUA, Inglaterra e demais países da Europa, no final do século XIX e início do século XX, como os que são apresentados no GNT, Discovery, National Geographic e outros canais de TV a Cabo, além de diversos artigos publicados em livros e enciclopédias, impressionam pelos fatos e cenas apresentadas.Respeitáveis obras literárias (Victor Hugo, A. J. Cronin, Steinbeck e outros ) também atestaram as condições de trabalho desumanas a que eram submetidos os trabalhadores, como por exemplo, os das Minas de Carvão na Inglaterra, das Fábricas e Usinas, dos Portos e Estaleiros e os da Construção Civil em todo o mundo. Recentemente, a TV Globo, na novela “Esperança”, líder em audiência, também abordou estas questões sociais ocorridas no Brasil.Não faltam exemplos das condições de trabalho deploráveis que existiram nas épocas passadas, as quais infelizmente ocorrem ainda na época atual, pois apesar de avanços tecnológicos e sociais ocorridos no mundo, ainda hoje em dia encontramos casos de displicência, abusos e situações ilegais relativas ao Trabalho, como provam as notícias divulgadas e as estatísticas de Acidentes do Trabalho publicadas. Tendo em vista então ao grande número de acidentes desastrosos ocorridos naquelas épocas passadas, bem como, pela divulgação feita através dos diversos meios de comunicação, além da decorrente pressão da opinião pública, medidas organizadas de proteção ao trabalhador finalmente começaram a ser tomadas no mundo. Mesmo assim com toda da evolução tecnológica dos tempos atuais, por incrível que pareça, encontramos ainda hoje em dia casos de Trabalho Infantil e Trabalho Escravo! Em continuidade a este breve histórico, cronológica e resumidamente indicamos alguns fatos e acontecimentos de maior relevância relacionados com a Segurança do Trabalho:
Ano de 1911: Começa-se a implementar com maior amplitude o tratamento médico industrial; Anos de 1919 até 1921:Fundação da Organização Internacional do Trabalho – OIT, em 1919, em Genebra, na Suíça; O Tratado de Versalhes que selou o fim da Primeira Grande Guerra Mundial incluiu em seu bojo ações para melhorias das condições de trabalho no mundo.Surgimento oficial de Ações Coordenadas e abrangentes ligadas a Segurança e Higiene do Trabalho, ocorridas no ano de 1.921, quando a OIT organizou um Comitê para o Estudo de Assuntos referentes a Segurança e a Higiene no Trabalho.Nesta época o Comitê da OIT estabelecido em Genebra na Suíça, estudando as condições de trabalho e vida dos trabalhadores no mundo, tomou uma decisão histórica recomendando e tornando obrigatória a constituição de Comissões,compostas de representantes do empregador e dos empregados, com o objetivo de zelar pela prevenção dos acidentes do trabalho, quando as empresas tivessem 25 ou mais empregados.No Brasil simultaneamente surge a primeira Lei sobre Acidentes do Trabalho, a de n o 3.724 de 15 de janeiro de 1919.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 3/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Ano de 1934:Tempos depois, em 10 de julho de 1934 foi promulgada a segunda Lei de Acidentes do Trabalho através do Decreto n o 24.637.
Ano de 1943:Criação da Consolidação das Leis do Trabalho - CLT conforme o Decreto Lei n o
5.452 de 01.05.1943
Ano de 1944:Oficialmente instituída a criação da CIPA - Comissão Interna Para Prevenção de Acidentes, no Brasil: Getúlio Vargas, um dos políticos de maior expressão em nossa História, conhecido como o “Pai dos Trabalhadores”, 21 anos após a recomendação feita pela OIT, promulgou em 10.11.1944, o Decreto – Lei n o 7.036 , fixando a obrigatoriedade da criação de Comitês de Segurança em Empresas que tivessem 100 ou mais empregados. Este decreto ficou conhecido como Nova Lei de Prevenção de Acidentes.
Ano de 1953:Em 27.11.1953 a Portaria 155 oficializava a sigla CIPA – Comissão Interna de Prevenção de Acidentes.
1.2 – ETAPAS INTERMEDIÁRIAS OCORRIDAS NO BRASIL:
Ano de 1967:Em 26.02.1967, no Governo do Presidente Costa e Silva, o Decreto-Lei n o 229 modificou o texto do Capítulo V, título II , da CLT, o qual dispunha de assuntos de Segurança e de Higiene no Trabalho.Com esta modificação, o artigo 164 da CLT que tratava de assuntos referentes a CIPA foi alterado e ficou conforme o seguinte texto:Art. 164 – As empresas que, a critério da autoridade competente em matéria de Segurança e Higiene no Trabalho, estiverem enquadradas em condições estabelecidas nas normas expedidas pelo Departamento Nacional de Segurança e Higiene do Trabalho, deverão manter obrigatoriamente, o Serviço Especializado em Segurança e em Higiene do Trabalho e constituir Comissões Internas de Prevenção de Acidentes – CIPAs.§ 1. 0 O Departamento Nacional de Segurança e Higiene do Trabalho definirá as características do pessoal especializado em Segurança e Higiene do Trabalho, quanto as atribuições , à qualificação e a proporção relacionada ao número de empregados das empresas compreendidas no presente artigo.§ 2. 0 As Comissões Internas de Prevenção de Acidentes (CIPAS) serão compostas de representantes de empregadores e empregados e funcionarão segundo normas fixadas pelo Departamento Nacional de Segurança e Higiene do Trabalho.
Ano de 1968:Portaria 3.456: - Em 29 de novembro de 1968, a Portaria 3.456 reduziu o número de 100 para 50 empregados como o limite em que torna-se
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 4/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
obrigatório a criação das CIPA s em cada Empresa.
Anos 2000:Ainda hoje, apesar de toda a legislação criada e existente, o desenvolvimento tecnológico continua defasado do desenvolvimento econômico e social, causando em conseqüência o desemprego em massa, a má distribuição da mão de obra e da renda, fatos estes que combinados com os programas educacionais, da saúde e habitacionais ainda deficientes, atingem e prejudicam principalmente as trabalhadores e as classes sociais menos favorecidas.Assim sendo, o grande desafio a ser vencido em nossa Sociedade continua sendo o de progredirmos em harmonia e equilíbrio, buscando o desenvolvimento tecnológico acompanhado do desenvolvimento econômico, social e da cidadania de modo a melhorarmos as condições de vida, da educação, da saúde, da habitação e do trabalho no Brasil e no mundo.Como descreve Alvin Tofler em seu livro “A terceira onda”, no Brasil temos presentes simultaneamente as 3 ondas básicas de desenvolvimento que ocorreram nas principais nações do mundo:O desenvolvimento Agrícola;O desenvolvimento Industrial; E o desenvolvimento da Tecnologia da Informação.Temos assim grandes contrastes, existindo empresas com um alto grau de desenvolvimento técnico e social, cujos resultados em termos da Segurança no Trabalho são excelentes, ao lado de empresas tecnicamente e socialmente não adequadamente estruturadas, sem a mínima responsabilidade social, cujos trabalhadores sofrem as conseqüências, pagando com a sua saúde e a com a sua vida. Em vista disto ocorrem os resultados tão ruins relativamente aos principais índices de Segurança do Trabalho, a ponto do Brasil situar-se atualmente entre as 15 piores nações em termos de Segurança do Trabalho no mundo.Esta situação todavia não deve nos desestimular, mas sim motivar na busca de um desenvolvimento mais equilibrado, com ações modificadoras que revertam este quadro desfavorável para uma situação mais compatível comparativamente as nações econômica e socialmente mais desenvolvidas.Isto requer de todos nós atitudes reconhecidas como as chaves de sucesso no alcance de objetivos maiores e marcas de excelência em termos de Segurança e Qualidade de Vida, tais como:Ideais maiores;Ciência, Ética e Humanismo;Constância de propósitos;Organização;Planejamento permanente;Comunicação;Treinamento constante;Coordenação;Decisão;Execução;
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 5/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
1.3– SITUAÇÃO ATUAL EM TERMOS DAS LEIS, NORMAS, PORTARIAS E REGULAMENTAÇÕES - A regulamentação referente a Segurança e Medicina do Trabalho atualmente é regida pelas seguintes Leis, Normas e Portarias abaixo colocadas, entre outras diversas tantas existentes:Constituição Federal de 1988;Consolidação das Leis do Trabalho – CLT, Capítulo V - Segurança e Medicina do Trabalho, (Decreto Lei n o 5.452 de 01.05.1943, atualizada pela Lei n. 0
6.514, de 22 de janeiro de 1977)Lei n. 0 6.514, de 22 de janeiro de 1977 (D.O.U. 23.12.1977);Normas Regulamentadoras (NR´s) , aprovadas pela Portaria n. 0 3.214 , de 08 de junho de 1978;Normas Regulamentadoras Rurais (NRR´s) , aprovadas pela Portaria n. 0
3.067 , de 12 de abril de 1988.Decreto n o 4.085 de 15 de janeiro de 2002 o qual promulgou a Convenção n o
174 da OIT , bem como, a Recomendação n o 181 sobre a Prevenção de Acidentes Industriais Maiores.Demais Portarias, Decretos e Leis vigentes constantes da Legislação Complementar.
Responsabilidades Civil e Criminal por Acidente do Trabalho:Sob o aspecto das Responsabilidades Civil e Criminal por Acidente do Trabalho temos, ( vide em anexo):
Responsabilidade Civil;Art. 30, da Lei de Introdução ao Código Civil Brasileiro;Art. 157 da CLT;Arts. 159, 1521, 1522, 1524 do Código Civil;Súmula 229 do Supremo Tribunal Federal;Decreto n 0 2172/97 , art. 160
Responsabilidade Criminal;Arts. 15, 121, 129, 132, do Código Penal;Decreto n 0 2172/97 , art. 157 , § 1
2 – TEORIA DE SISTEMAS E SUBSISTEMAS
2.1- INTRODUÇÃOUma das muitas definições de risco é:“Risco é o efeito acumulado das chances de ocorrências incertas que vão
afetar negativamente os objetivos do projeto”.O risco está relacionado com o grau de exposição a eventos negativos e suas prováveis conseqüências, sempre se tratando de uma ocorrência futura.Outra das muitas definições de risco é:
“Risco é o dano ou perda esperados no tempo”.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 6/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Sem uma definição do que seja dano e perda fica difícil compreender a frase acima. Então vamos iniciar o estudo da Gerência de Riscos com a conceituação de diversos termos básicos, o que facilitará a posterior compreensão do estudo.
2.2- DANODano é a alteração indesejável do estado do objeto que resulta da ação de um agente qualquer.
Como exemplos de objetos de estudo em segurança podemos citar: organizações, sistemas específicos (mecânicos, elétricos) e atividades (soldagem, dirigir automóveis); pois objeto de estudo de segurança é tudo aquilo que pode ser escolhido para análise quanto a eventos indesejáveis que causem agressão a pessoas, meio ambiente e patrimônio, provocando danos físicos, psicológicos e morais, degradação ambiental, danos ao patrimônio e os diversos tipos de perda.A alteração indesejável que o dano provoca pode ser anatômica (aspectos relativos à estrutura e forma) ou fisiológica (aspectos relativos a funções, processos e atividades).
O dano pode ser produzido de forma lenta, gradual e muitas vezes imperceptível ou abrupta, em fração de segundo.
O dano pode ser reversível ou irreversível.
É reversível se a normalidade puder ser restabelecida. Caso contrário, é irreversível. A reversibilidade total não existe na prática, pois há sempre um dano residual.Quando a alteração não é suficiente para afetar a normalidade, o dano é desprezível.
Por exemplo: o estado da pele é uma das variáveis necessárias à caracterização do estado normal de uma pessoa, a marca deixada pela vacina anti-varíola é um dado, mas ninguém considera alterado seu estado de normalidade por causa dessa cicatriz.Em geral, os defeitos de fabricação, nascença, projeto, construção, montagem e concepção não são danos. Também não são danos os desgastes e degradações decorrentes da fisiologia sob condições normais.Quando falamos em defeito ou estado falho, estamos preocupados com o estado em si.Quando falamos em dano, está implícita a idéia de que o estado anormal foi produzido por algum agente.
Os danos podem ser pessoais, patrimoniais e ambientais.
Quando o meio ambiente sofre danos, dizemos que há degradação ambiental.Os danos pessoais podem ser anatômicos ou fisiológicos.Lesão é o dano anatômico em homens, animais e vegetais.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 7/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Os danos psicológicos e moral são mais difíceis de constatar que os físicos. O dano moral é abstrato, mas tem sido considerado em sentenças judiciais.A alteração fisiológica ou funcional pode ser temporária ou permanente e é revelada por sinais e/ou sintomas. Sinal é evidência objetiva, como temperatura e pressão, enquanto sintoma é alteração relatada pelo paciente e não pode ser constatada de forma objetiva, como dor de cabeça e cansaço. É importante ressaltar que sinais e sintomas são alterações do estado normal, mas não decorrem necessariamente de danos (podem resultar de reações ao agente que tende a provocá-los).
2.3- PERDAPerda é o rompimento da relação possuído-objeto.
É importante ressaltar a diferença entre dano e perda. Dano é alteração no objeto e perda é alteração na relação possuidor-objeto.Tanto o dano quanto a perda podem resultar da perda de controle sobre um risco. Quando o corpo sofre dano, a pessoa sofre perda. Se um carro é furtado, o proprietário tem perda mesmo que o carro não sofra danos. Quando energia elétrica é transformada em calor e dispersada no meio ambiente, a empresa tem perdas.
A perda é reparável quando o bem é restaurável, substituível ou indenizável com total satisfação (é o caso do automóvel).A perda é irreparável quando o bem não pode ser restaurado ou é insubstituível (é o caso de partes do corpo, vidas, bens de estima e moral); nesses casos, qualquer indenização tem apenas o caráter de compensação.
2.4- AGREGADOAgregado é um conjunto no qual as propriedades do todo são deduzidas das propriedades das partes. O agregado é definido como a soma de suas partes. Não há interligação adequada entre os componentes, não importa como as partes estão organizadas e as propriedades do todo são a soma das propriedades dos componentes. A essência do agregado não muda se acrescentarmos ou retirarmos algumas peças. Exemplos: conjunto de livros, monte de areia.
2.5- SISTEMASistema é uma entidade composta de elementos inter-relacionados e interdependentes que interagem entre si e com o meio ambiente, desenvolvendo transformações a partir de estímulos recebidos do exterior e com uma finalidade bem definida.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 8/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
No sistema, as relações são mais importantes que as partes.
As interações dos diversos componentes fazem surgir características novas para o todo, inexistentes nos componentes isolados ou agrupados.
Os sistemas podem ser mecânicos (controle de temperatura por termostato), humano-mecânicos (homem-automóvel), biológicos (controle da temperatura do corpo), ecológicos (sistema predador-caça) e sociais (empresa-cliente).Os sistemas mecânicos são construídos e os sistemas vivos se desenvolvem. Os sistemas vivos de maior importância nos estudos de segurança são as organizações.Um sistema apresenta os seguintes elementos característicos:- insumos,- processo, produtos,- padrões,- feedback, - sensores e - função reguladora.
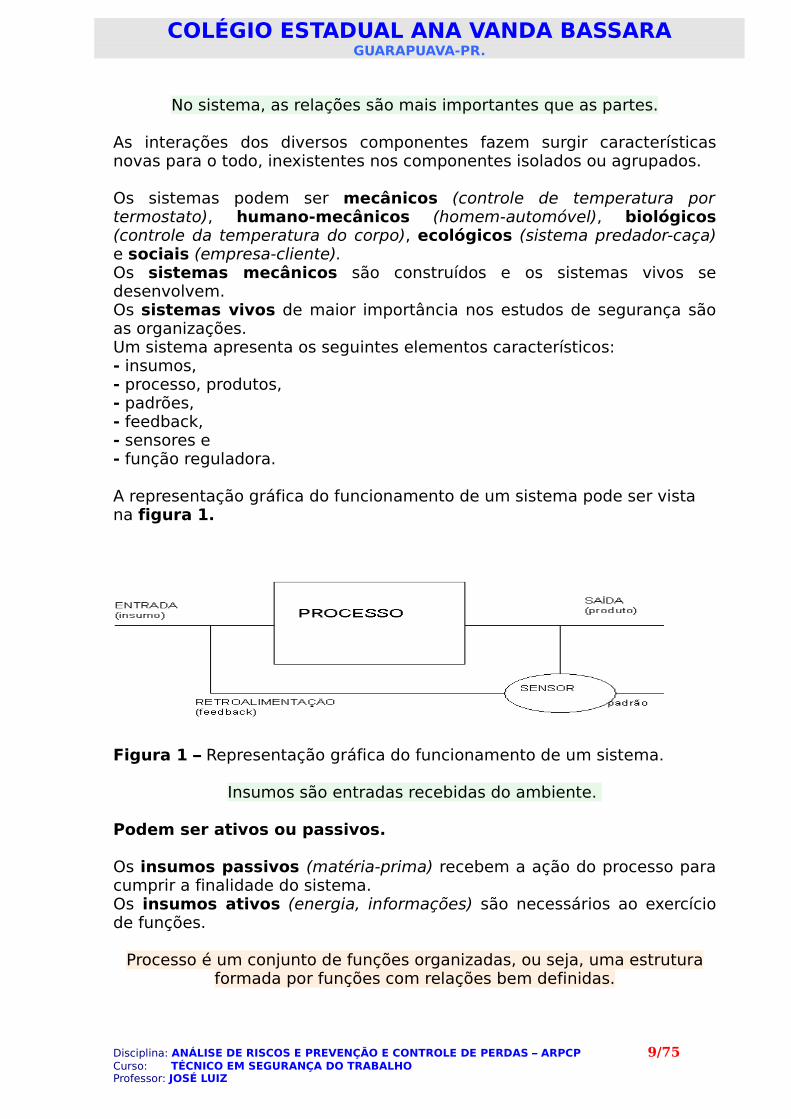
A representação gráfica do funcionamento de um sistema pode ser vista na figura 1.
Figura 1 – Representação gráfica do funcionamento de um sistema.
Insumos são entradas recebidas do ambiente.
Podem ser ativos ou passivos.
Os insumos passivos (matéria-prima) recebem a ação do processo para cumprir a finalidade do sistema. Os insumos ativos (energia, informações) são necessários ao exercício de funções.
Processo é um conjunto de funções organizadas, ou seja, uma estrutura formada por funções com relações bem definidas.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 9/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
O processo pode ser unitário, constituído por uma única função, ou multifuncional, constituído por duas ou mais funções.As funções são exercidas por componentes. Cada componente tem uma função básica ou principal e funções complementares. Para caracterizar completamente o processo não bastam funções e relações. São necessárias também as variáveis de processo, grandezas que determinam as condições nas quais as funções são exercidas.
Exemplos de variáveis de processo: temperatura, pressão, vazão de fluidos e propriedades químicas.
Produto é o resultado da transformação dos insumos.
Pode ser equipamento, material, energia, instalação ou risco. Funções intermediárias geram produtos intermediários. O processo completo gera o produto final. Os produtos devem ser observados quanto à quantidade e propriedades.Podem ser desejados ou indesejados.Os indesejados podem ser inócuos ou nocivos. Entre os nocivos estão alguns tipos de resíduos e os poluentes em geral. Serviço é a transformação que resulta da ação do homem sem assumir a forma de bem material.Padrão é o parâmetro de referência para avaliar o desempenho do sistema.Há padrões de produtividade, qualidade de produtos, segurança e preservação ambiental.Sensor é o dispositivo que mede atributos do sistema. Os desvios são informados ao controlador.Feedback ou retroalimentação é a informação sobre a saída que alimenta a entrada. Resulta na modificação de insumos, processo, produtos e dos próprios padrões. No ciclo de feedback negativo há reação contra mudanças e as ações são no sentido de anulá-las. No ciclo de feedback positivo há amplificação de qualquer distúrbio do sistema. Os ciclos de feedback têm tempos de reação variáveis com o tipo de sistema. Podem ser curtíssimos (reflexo da dor), mais demorados (sistema de controle de temperatura com termostato) ou muito longos (sistemas sociais).
2.6- RISCORisco é o dano ou perda esperados no tempo.
É uma variável aleatória associada a eventos, sistemas, instalações, processos e atividades.
A distribuição de probabilidades do risco é caracterizada pelo valor esperado e pela variância.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 10/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Quando abordamos um objeto de estudo estamos interessados no risco total, num tipo particular de risco ou no risco associado à determinada área ou setor.O risco global resulta da soma dos riscos associados a todos os eventos danosos possíveis.Risco real é o que está associado ao objeto de estudo.Risco percebido é o que o observador acredita estar associado. Em muitos casos há diferenças consideráveis entre o real e o percebido. Em geral, o público utiliza métodos subjetivos para avaliar riscos.Exemplo: o risco percebido da viagem de avião é maior que o dá viagem de automóvel, mas os ricos gerais guardam relação inversa, principalmente no caso de algumas estradas.Risco bruto é o que está associado a um objeto na ausência de ações de controle.Risco líquido é o que está associado após a implantação de sistemas de controle.Risco individual é o risco associado a um indivíduo. Risco social é o associado a uma comunidadeGeralmente, o risco é expresso em potências negativas de dez e tem por unidades mortes/pessoa-ano para as pessoas que residem ao lado de uma industria química.Para termos uma idéia do significado desse número, devemos imaginar o seguinte: se fosse possível eliminar todas as outras causas de morte, as pessoas que residem ao lado da indústria viveriam dez milhões de anos em média.O risco associado ao evento perigoso resulta de 2 fatores: freqüência e conseqüência do evento. O risco pode ser expresso matematicamente pela expressão:
RISCO = FREQUÊNCIA x CONSEQUÊNCIA
A freqüência é expressa é expressa em ocorrência/ano ou ocorrência/hora.A conseqüência é expressa em dano/evento ou perda/evento. O produto é expresso em dano/ano ou perda/ano e pode ter por unidades dólar/ano, morte/ano ou morte/pessoa-ano.O risco associado ao evento perigoso não depende apenas do evento, mas também do cenário, que inclui local, agentes promotores de exposição e sistemas de controle de emergência. Portanto, um evento perigoso de conseqüências grave pode ter baixo risco associado se a freqüência de ocorrência for muito baixa.Por outro lado, um evento de conseqüências menos grave pode ter elevado risco associado se a freqüência for muito elevada.Por isso, a comparação entre riscos associados a eventos requer o conhecimento dos dois fatores do risco.Para exemplificar, consideremos dois eventos cujos riscos se quer comparar: picada de coral e picada de jararaca.A conseqüência da picada da coral é mais grave que a da picada da jararaca.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 11/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Entretanto, a picada de jararaca tem freqüência maior e o resultado é um risco associado também maior.Também chamamos de fator de risco a qualquer elemento que possa contribuir para produzi-lo, como comportamento, falha, estado físico de instalação, agressividade de agente agressivo etc.
A freqüência e a conseqüência podem ser decompostas em fatores.São fatores de freqüência: falhas de contenção, de recomposição, de antiexposição e de proteção; agressividade dos agentes e ação de agente promotor ou redutor. São fatores de conseqüência: potência da fonte, capacidade agressiva e nocividade do agente, vulnerabilidade e susceptibilidade do alvo, eficácia dos sistemas de combate e defesa e eficácia do sistema de recuperação.
2.7- SEGURANÇA
Segurança é uma variável inversamente proporcional ao risco.
Quanto maior o risco menor a segurança e vice-versa, e aumentar a segurança significa reduzir riscos. A palavra segurança é utilizada para designar a variável inversa do risco, a função segurança e a organização, ou seja que exerce assessoria de segurança ou faz controle de emergências. Ao utilizá-la, convém deixar claro o sentido que se quer atribuir-lhe.Ë interessante analisar as relações entre desempenho da missão, confiabilidade e segurança.O carro de corrida precisa ter elevado desempenho, mesmo que isso implique redução de confiabilidade e de segurança. O carro que não quebra, mas não ganha corridas não sobrevive.O mesmo ocorre com o carro que não sofre acidentes, mas também não ganha corridas.Um avião militar projetado e construído com elevada confiabilidade, ou seja, que dificilmente caia por falhas, pode ter o desempenho prejudicado e vir a ser facilmente abatido pelo inimigo.Portanto, sua segurança não depende apenas da confiabilidade, mas também do desempenho.Num avião de passageiros a confiabilidade é mais importante que o desempenho, mas não a ponto de tirar a empresa do mercado por baixa produtividade. Segurança também pode ser definida como o conjunto de ações exercidas com o intuito de reduzir danos e perdas provocados por agentes agressivos.
O objetivo da segurança é neutralizar agentes agressivos, mas a neutralização total é impossível. As ações não são 100% eficazes ou têm custo tão elevado que inviabilizariam empreendimentos e atividades. Permanece sempre um risco residual, que é tolerado e incorporado aos custos de foram pontual
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 12/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
ou distribuído ao longo do tempo por meio de seguro. E quanto menor o risco tolerado, maior o custo para atingi-lo.O risco pode ser baixo por dois motivos:- Os perigos são de pequena magnitude.- Os perigos estão neutralizados. Nesse caso, o descuido com a função segurança eleva abruptamente os riscos.− A segurança desdobra-se nas funções auxiliares controlar riscos e
controlar emergências.− A primeira visa controlar fatores latentes, e a segunda, as
manifestações dos riscos em fatos reais. Portanto, há duas formas complementares de ação: a preventiva e a corretiva.
3- APLICAÇÃO DAS TEORIAS DE SISTEMAS NA SEGURANÇA DO TRABALHO
3.1- SEGURANÇA DE SISTEMAS
Uma empresa pode ser entendida não como um elemento isolado, mas sim como um sistema e na engenharia de segurança de sistemas esse é o enfoque adotado. Uma das formas de se analisar o comportamento de um sistema é através da simulação. Pela simulação, através de modelos adequados, é possível prever certas características do sistema representado e a sua possível evolução dentro de condições específicas. Dessa forma, pode-se predizer como irá o sistema reagir em situações críticas e quais serão os efeitos resultantes, antes que tais condições se apresentem na realidade.
Em segurança de sistemas, a representação através de modelos é utilizada para o conhecimento mais amplo e completo do sistema real.
O modelo é utilizado com o principal intuito de se analisar cada variável em sua possibilidade de produzir danos humanos, materiais ou econômicos. Todas as variáveis envolvidas num particular processo, operação ou situação, deverão ser enumeradas e analisadas de forma a se conseguir a organização lógica de seu comportamento e inter-relacionamento.Sendo o modelo um sistema representativo do sistema real, a sua manipulação será sempre mais funcional, segura e econômica do que neste (fato óbvio) e esta é a própria razão de ser da simulação e do uso de modelos.Assim, o modelo irá conter variáveis que irão obedecer às mesmas regras de comportamento do sistema.Em análise de riscos, as conseqüências de contingências resultantes das mais variadas causas podem ser adequadamente avaliadas, e previstos procedimentos de contra-ataque ou a adoção de medidas de contenção ou correções a priori.Os resultados advindos de mudanças em variáveis críticas podem ser estabelecidos antes que as mesmas ocorram, e avaliados os diferentes níveis de criticidade dos fatores intervenientes; decisões alternativas
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 13/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
podem ser exploradas sem risco de perdas em equipamentos, materiais ou mesmo de recursos humanos.A existência de riscos específicos, detectada num modelo, pode ser muito mais facilmente contra-atacada ou corrigida, a custos menores e maior probabilidade de eliminação ou redução do risco, particularmente se o sistema em questão está em fase experimental ou de projeto.
3.2- PROGRAMAS DE SEGURANÇA
A necessidade de um programa de segurança eficiente, constante e integrado, nasce primordialmente do fato de que um esforço de segurança deve ter um resultado final compatível como custo e exigências dessa missão, pois de outra forma sua própria existência não teria sentido.
Esse programa é uma responsabilidade da alta direção da empresa, mas cada indivíduo tem uma responsabilidade pessoal na prevenção e no
esforço da segurança.
Como tarefas técnicas do programa de segurança podemos citar, entre outras:
Desenvolvimento de um plano global para a indicação das tarefas de segurança exigidas, e por quem, quando e como serão cumpridas;Estabelecimento de critérios e práticas recomendadas, a serem observados pelos técnicos no desenvolvimento de produtos, procedimentos e tarefas específicas;Séries de análises, envolvendo condições ambientais, estudos dos sistemas e subsistemas, suas funções e fatores que possam afetar sua segurança e efetividade;Outras análises para identificação de técnicas de produção cuja segurança seja crítica, e um controle geral que deve ser exercido de modo que não seja feita nenhuma mudança sem que se avalie o impacto na segurança;Testes em subsistemas ou componentes críticos, para a determinação de seus principais modos de falha e respectivas taxas de ocorrência;Definição de testes e procedimentos de verificação das características desejadas de dispositivos e equipamentos de segurança, não se limitando simplesmente à escolha.
4- TÉCNICAS DE ANÁLISES
As técnicas de análises são:4.a- Série de Riscos4.b- Análise de Riscos
4.c- Análise de Modos e Falhas 4.d- Análise de Operações - Análises dos Acidentes e Incidentes
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 14/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
4.a- SÉRIE DE RISCOS
Esta é uma técnica básica da Análise de Riscos que permite a determinação da seqüência de riscos associados ao evento catastrófico, que é considerado o
risco principal.
A partir dos riscos iniciais ou básicos, são seqüenciados todos os riscos subseqüentes capazes de contribuir na série, resultando no risco principal.A determinação exata de qual foi o risco diretamente responsável por um acidente não é tão simples quanto parece. Seguindo a metodologia empregada por De Cicco & Fantazzini, as séries de risco e seus principais componentes serão introduzidos através de um exemplo proposto por Hammer e que ilustra perfeitamente estes conceitos que serão paralelamente apresentados.Consideremos um tanque pneumático de alta pressão, feito de aço carbono comum sem nenhuma espécie de proteção.A umidade pode provocar corrosão, reduzindo a resistência do metal, que, debilitado, irá romper-se e fragmentar-se sob o efeito da pressão.
Os fragmentos irão atingir e lesionar o pessoal e danificar equipamentos vizinhos.
Qual dos riscos – a umidade, a corrosão, a debilitação do material, ou a pressão – causou a falha?Nesta série de eventos, a umidade desencadeou o processo de degradação, que finalmente resultou na ruptura do tanque. Se o tanque fosse de aço inoxidável, não teria havido corrosão; a umidade não teria sido um problema e não haveria nenhum dano.A ruptura do tanque, causadora de lesões e outros danos, pode ser considerada como o risco PRINCIPAL ou fundamental.A umidade iniciou a série e pode ser chamada de risco INICIAL; a corrosão, a perda de resistência, e a pressão interna são chamadas de riscos CONTRIBUINTES.
O risco principal é muitas vezes denominado catástrofe, evento catastrófico, evento crítico, risco crítico, ou falha singular.
Pode ser visto então que o risco principal é aquele que pode direta e imediatamente causar:· morte ou lesão;· danos a equipamentos, veículos, estruturas;· degradação de capacidades funcionais (serviços e utilidades);· perda de material (por exemplo, derramamentos de óleo, combustíveis).
Na elaboração de séries de riscos, são apresentados passo a passo, a partir do risco ou riscos iniciais (pode haver mais de um), todos os riscos capazes de contribuir na série, que irá resultar finalmente no risco principal e nos possíveis danos.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 15/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
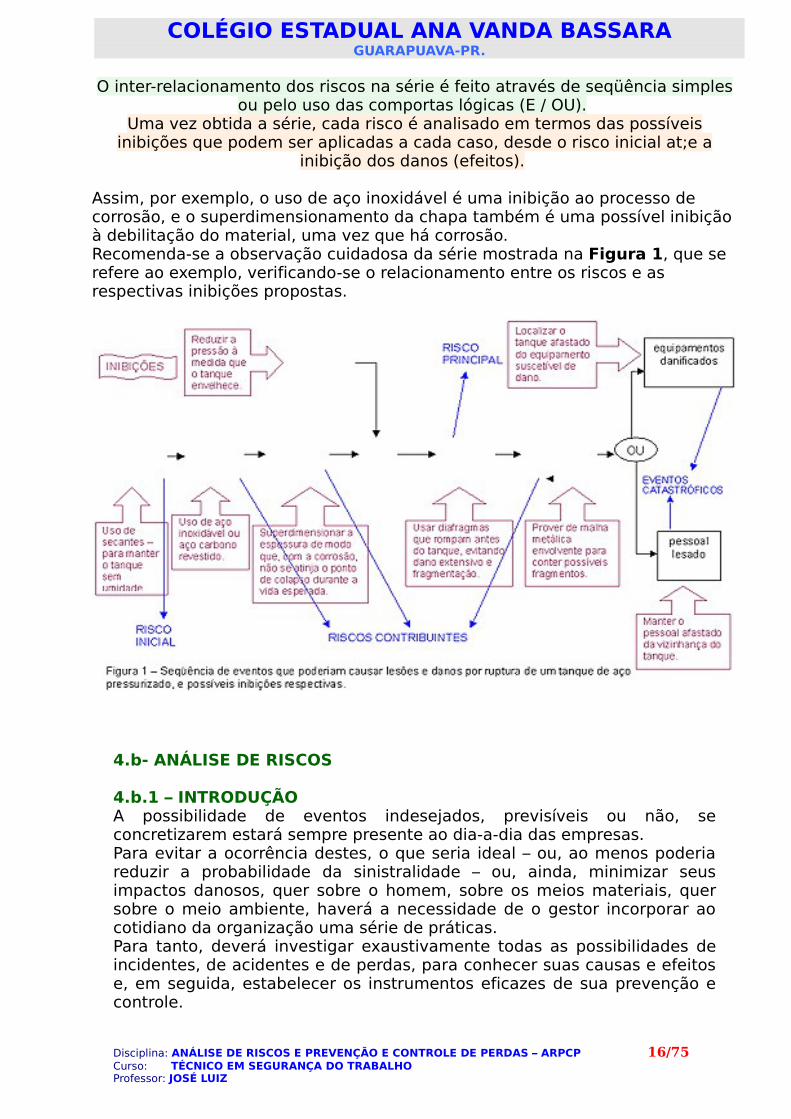
O inter-relacionamento dos riscos na série é feito através de seqüência simples ou pelo uso das comportas lógicas (E / OU).
Uma vez obtida a série, cada risco é analisado em termos das possíveis inibições que podem ser aplicadas a cada caso, desde o risco inicial at;e a
inibição dos danos (efeitos).
Assim, por exemplo, o uso de aço inoxidável é uma inibição ao processo de corrosão, e o superdimensionamento da chapa também é uma possível inibição à debilitação do material, uma vez que há corrosão. Recomenda-se a observação cuidadosa da série mostrada na Figura 1, que se refere ao exemplo, verificando-se o relacionamento entre os riscos e as respectivas inibições propostas.
4.b- ANÁLISE DE RISCOS
4.b.1 – INTRODUÇÃOA possibilidade de eventos indesejados, previsíveis ou não, se concretizarem estará sempre presente ao dia-a-dia das empresas.Para evitar a ocorrência destes, o que seria ideal – ou, ao menos poderia reduzir a probabilidade da sinistralidade – ou, ainda, minimizar seus impactos danosos, quer sobre o homem, sobre os meios materiais, quer sobre o meio ambiente, haverá a necessidade de o gestor incorporar ao cotidiano da organização uma série de práticas.Para tanto, deverá investigar exaustivamente todas as possibilidades de incidentes, de acidentes e de perdas, para conhecer suas causas e efeitos e, em seguida, estabelecer os instrumentos eficazes de sua prevenção e controle.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 16/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Essas práticas estarão relacionadas ao papel de cada um dos trabalhadores na busca do objetivo coletivo de integridade – saúde e segurança.Assim sendo, a formação de hábitos – conscientização e participação – em uma cultura organizacional voltada a esse objetivo é de fundamental importância para o propósito de gerenciamento dos riscos.
Cuidados com a limpeza e a ordem dos ambientes, máquinas e ferramentas, bem como a estrita observância dos procedimentos para a execução das operações – baseados em critérios que visam assegurar a integridade – com a adequação e conservação dos meios de proteção, o estabelecimento de sistemáticas de atuação na ocorrência de sinistros,
como incêndios, enchentes, explosões, planos de evacuação de edificações, etc., tomarão parte no sistema a ser gerenciamento.
Tanto quanto melhor for estruturado o plano de gerenciamento de riscos e melhores preparadas estiverem as pessoas de uma organização, menores serão as chances de ocorrência de perdas de maior significância para esta.Por conseqüência, menores serão os custos de, por exemplo, proteções de patrimônio na forma de seguros.Para o desenvolvimento de hábitos desejáveis, a empresa deverá adotar uma série de medidas, independentemente da obrigação formal da existência de Cipas e/ou SESMTs.
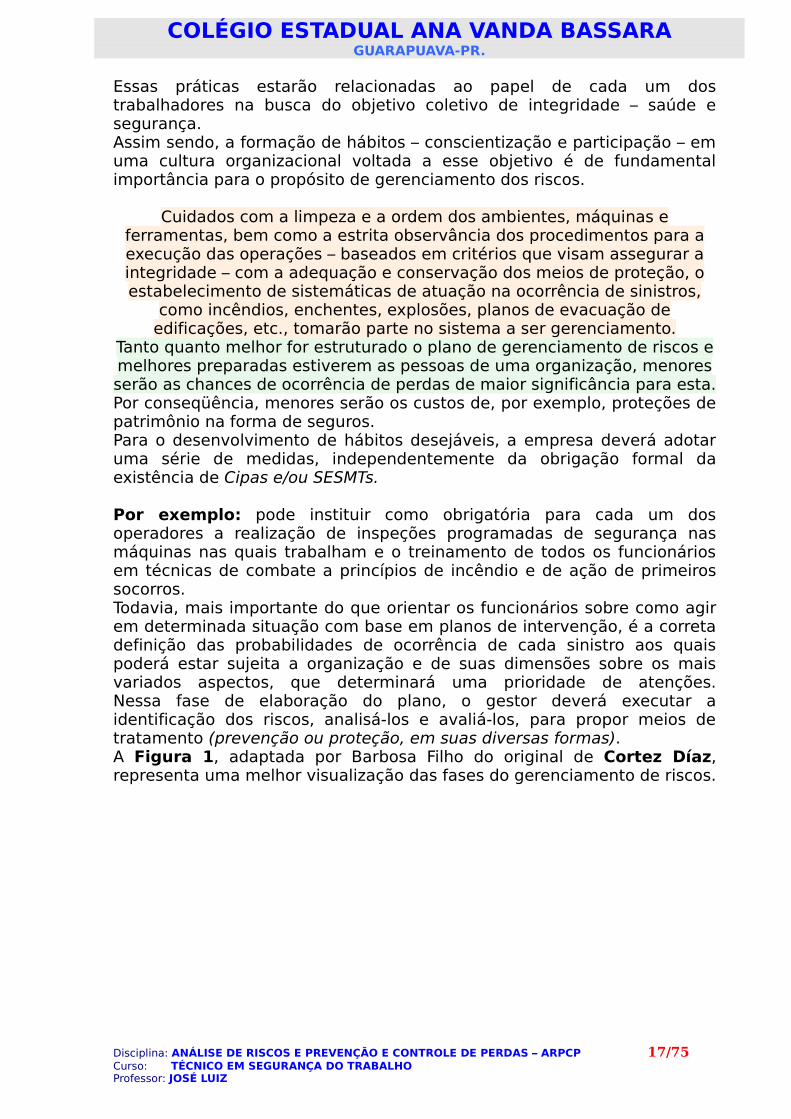
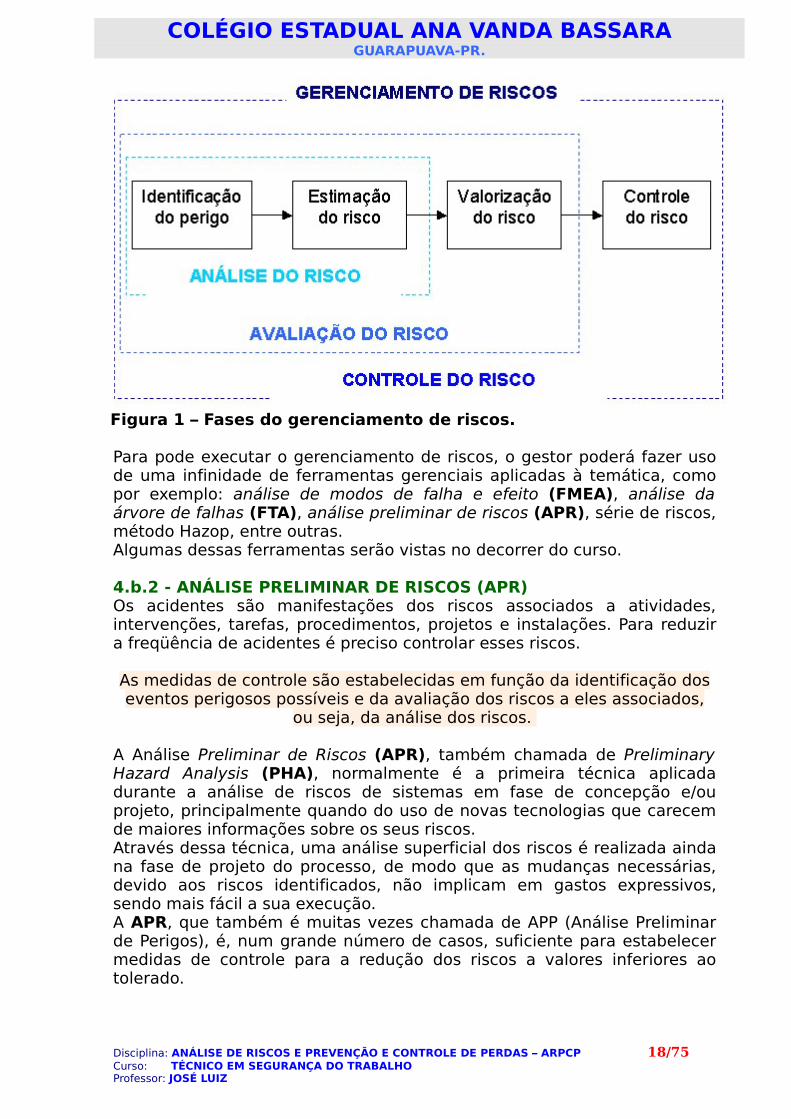
Por exemplo: pode instituir como obrigatória para cada um dos operadores a realização de inspeções programadas de segurança nas máquinas nas quais trabalham e o treinamento de todos os funcionários em técnicas de combate a princípios de incêndio e de ação de primeiros socorros.Todavia, mais importante do que orientar os funcionários sobre como agir em determinada situação com base em planos de intervenção, é a correta definição das probabilidades de ocorrência de cada sinistro aos quais poderá estar sujeita a organização e de suas dimensões sobre os mais variados aspectos, que determinará uma prioridade de atenções.Nessa fase de elaboração do plano, o gestor deverá executar a identificação dos riscos, analisá-los e avaliá-los, para propor meios de tratamento (prevenção ou proteção, em suas diversas formas).A Figura 1, adaptada por Barbosa Filho do original de Cortez Díaz, representa uma melhor visualização das fases do gerenciamento de riscos.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 17/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Figura 1 – Fases do gerenciamento de riscos.
Para pode executar o gerenciamento de riscos, o gestor poderá fazer uso de uma infinidade de ferramentas gerenciais aplicadas à temática, como por exemplo: análise de modos de falha e efeito (FMEA), análise da árvore de falhas (FTA), análise preliminar de riscos (APR), série de riscos, método Hazop, entre outras.Algumas dessas ferramentas serão vistas no decorrer do curso.
4.b.2 - ANÁLISE PRELIMINAR DE RISCOS (APR)Os acidentes são manifestações dos riscos associados a atividades, intervenções, tarefas, procedimentos, projetos e instalações. Para reduzir a freqüência de acidentes é preciso controlar esses riscos.
As medidas de controle são estabelecidas em função da identificação dos eventos perigosos possíveis e da avaliação dos riscos a eles associados,
ou seja, da análise dos riscos.
A Análise Preliminar de Riscos (APR), também chamada de Preliminary Hazard Analysis (PHA), normalmente é a primeira técnica aplicada durante a análise de riscos de sistemas em fase de concepção e/ou projeto, principalmente quando do uso de novas tecnologias que carecem de maiores informações sobre os seus riscos.Através dessa técnica, uma análise superficial dos riscos é realizada ainda na fase de projeto do processo, de modo que as mudanças necessárias, devido aos riscos identificados, não implicam em gastos expressivos, sendo mais fácil a sua execução.A APR, que também é muitas vezes chamada de APP (Análise Preliminar de Perigos), é, num grande número de casos, suficiente para estabelecer medidas de controle para a redução dos riscos a valores inferiores ao tolerado.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 18/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
4.b.2.1 - CARACTERÍSTICAS NECESSÁRIAS ÀS APRExistem diferentes modelos de APR e, no entender de Cyro Eyer do Valle & Henrique Lage, a melhor a ser utilizada deve ter as seguintes características:· Deve permitir uma visão ampla do negócio em avaliação;· Deve permitir o trabalho em equipe;· Como resultado dessa análise de risco, os seguintes resultados devem ser obtidos:- Uma relação de todos os perigos existentes na atividade;- O cenário em cada um desses perigos;- O impacto previsto caso o perigo se transforme em problema;- Relação de medidas já tomadas para evitar o acidente ou para reduzir o seu impacto;- Pontos ainda vulneráveis;- Medidas a serem tomadas para evitar o acidente;- Medidas a serem tomadas, caso o acidente ocorra (planos de contingência).
4.b.2.2 - ETAPAS BÁSICAS DE UMA APRSegundo Ce Cicco & Fantazzini, os seguintes passos podem ser seguidos no desenvolvimento de uma APR:1. REVER PROBLEMAS CONHECIDOS – Revisar a experiência passada em sistemas similares ou análogos, para a determinação de riscos que poderão estar presentes no sistema que está sendo desenvolvido.2. REVISAR A MISSÃO – Ou seja, os objetivos, as exigências de desempenho, as principais funções e procedimentos, os ambientes onde se darão as operações.3. DETERMINAR OS RISCOS PRINCIPAIS – Quais serão os riscos principais, com potencialidade para causar direta e imediatamente lesões, perda de função, danos a equipamentos, perda de material.4. DETERMINAR OS RISCOS INICIAIS E CONTRIBUINTES – Para cada risco principal detectado, elaborar as Séries e Riscos, determinando-se os riscos iniciais e os contribuintes.5. REVISAR OS MEIOS DE ELIMINAÇÃO OU CONTROLE DOS RISCOS – Elaborar uma revisão dos meios possíveis, procurando as melhores opções compatíveis com as exigências do sistema.6. ANALISAR OS MÉTODOS DE RESTRIÇÃO DE DANOS – Devem ser considerados os métodos possíveis mais eficientes na restrição geral de danos, no caso de perda de controle sobre os riscos.7. INDICAR QUEM LEVARÁ A CABO AS AÇÕES CORRETIVAS – Indicar claramente os responsáveis pelas ações corretivas, designando as atividades que cada unidade deverá desenvolver.
4.b.3 - CLASSIFICAÇÃO DOS RISCOS· Estimativa da severidade das conseqüências:- Categoria I – Desprezível – Quando as conseqüências/danos estão restritas à área industrial da ocorrência do evento com controle imediato.- Categoria II – Marginal – Quando as conseqüências/danos atingem outra subunidades e/ou áreas não industriais com controle e sem contaminação do solo, ar ou recursos hídricos.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 19/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
- Categoria III– Crítica – Quando as conseqüências/danos provocam contaminação temporária do solo, ar ou recursos hídricos, com possibilidade de ações de recuperação imediatas.- Categoria IV – Catastrófica – Quando as conseqüências/danos atingem áreas externas, comunidade circunvizinha e/ou meio ambiente.· Estimativa da freqüência provável:- Categoria A – Provável – Quando se situa na faixa de freqüência (ocorrência/ano) igual a 1< f < 10 –3 – Esperado ocorrer várias vezes durante a vida da unidade. Ocorrências envolvendo falha humana.- Categoria B – Pouco Provável – Quando se situa na faixa de freqüência (ocorrência/ano) igual a 10 –3 < f < 10 –4 – Esperado ser pouco provável ocorrer durante a vida da unidade. Ocorrências envolvendo a falha de equipamentos/operação sem automação e controle.- Categoria C – Remota – Quando se situa na faixa de freqüência (ocorrência/ano) igual a f < 10 –4 – Conceitualmente possível, mas improvável ocorrer durante a vida da unidade. Ocorrências envolvendo a falha de equipamentos/operação com automação e controle.· Enquadramento a partir da Análise Preliminar de Risco - Basicamente são três os níveis de risco e mais dois extremados aos três:- Catastrófico- Crítico- Moderado- Não Crítico- Desprezível
O enquadramento acima irá propor a necessidade ou não de um estudo de risco quantitativo ou qualitativo, acompanhado ou não de um Plano de Ação de Emergência e um Programa de Gerenciamento de Risco, sempre compatíveis com o grau de risco observado.
4.b.4 – FORMULÁRIO
A Figura 1 apresenta um exemplo de formulário de Análise Preliminar de Riscos.
ANÁLISE PRELIMINAR DE RISCOS
Objeto da Análise: _________________ Fase:__________________Executado por: ______________ Data: ___________ Número: __________
Risco Causa
Consequência
Categoria do risco
Medidas preventivas ou corretivas
Figura 1 – Exemplo de formulário de APR.
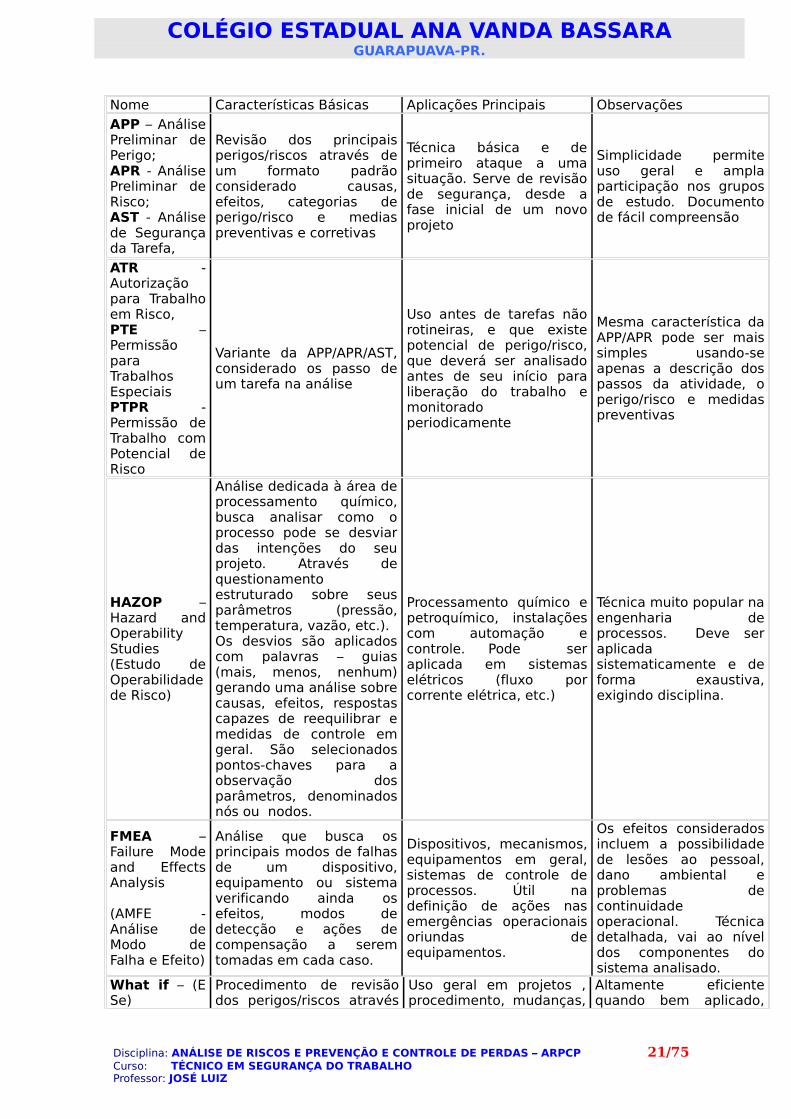
TÉCNICAS PRINCIPAIS DE ANÁLISE DE RISCO
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 20/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Nome Características Básicas Aplicações Principais Observações
APP – Análise Preliminar de Perigo;APR - Análise Preliminar de Risco;AST - Análise de Segurança da Tarefa,
Revisão dos principais perigos/riscos através de um formato padrão considerado causas, efeitos, categorias de perigo/risco e medias preventivas e corretivas
Técnica básica e de primeiro ataque a uma situação. Serve de revisão de segurança, desde a fase inicial de um novo projeto
Simplicidade permite uso geral e ampla participação nos grupos de estudo. Documento de fácil compreensão
ATR - Autorização para Trabalho em Risco,PTE – Permissão para Trabalhos EspeciaisPTPR - Permissão de Trabalho com Potencial de Risco
Variante da APP/APR/AST, considerado os passo de um tarefa na análise
Uso antes de tarefas não rotineiras, e que existe potencial de perigo/risco, que deverá ser analisado antes de seu início para liberação do trabalho e monitorado periodicamente
Mesma característica da APP/APR pode ser mais simples usando-se apenas a descrição dos passos da atividade, o perigo/risco e medidas preventivas
HAZOP – Hazard and Operability Studies (Estudo de Operabilidade de Risco)
Análise dedicada à área de processamento químico, busca analisar como o processo pode se desviar das intenções do seu projeto. Através de questionamento estruturado sobre seus parâmetros (pressão, temperatura, vazão, etc.). Os desvios são aplicados com palavras – guias (mais, menos, nenhum) gerando uma análise sobre causas, efeitos, respostas capazes de reequilibrar e medidas de controle em geral. São selecionados pontos-chaves para a observação dos parâmetros, denominados nós ou nodos.
Processamento químico e petroquímico, instalações com automação e controle. Pode ser aplicada em sistemas elétricos (fluxo por corrente elétrica, etc.)
Técnica muito popular na engenharia de processos. Deve ser aplicada sistematicamente e de forma exaustiva, exigindo disciplina.
FMEA – Failure Mode and Effects Analysis
(AMFE - Análise de Modo de Falha e Efeito)
Análise que busca os principais modos de falhas de um dispositivo, equipamento ou sistema verificando ainda os efeitos, modos de detecção e ações de compensação a serem tomadas em cada caso.
Dispositivos, mecanismos, equipamentos em geral, sistemas de controle de processos. Útil na definição de ações nas emergências operacionais oriundas de equipamentos.
Os efeitos considerados incluem a possibilidade de lesões ao pessoal, dano ambiental e problemas de continuidade operacional. Técnica detalhada, vai ao nível dos componentes do sistema analisado.
What if – (E Se)
Procedimento de revisão dos perigos/riscos através
Uso geral em projetos , procedimento, mudanças,
Altamente eficiente quando bem aplicado,
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 21/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
de um questionamento livre porem estruturado, produz medidas objetivas de prevenção e controle
etc.
pode ser exaustivo e única ferramenta de análise na grande parte dos casos
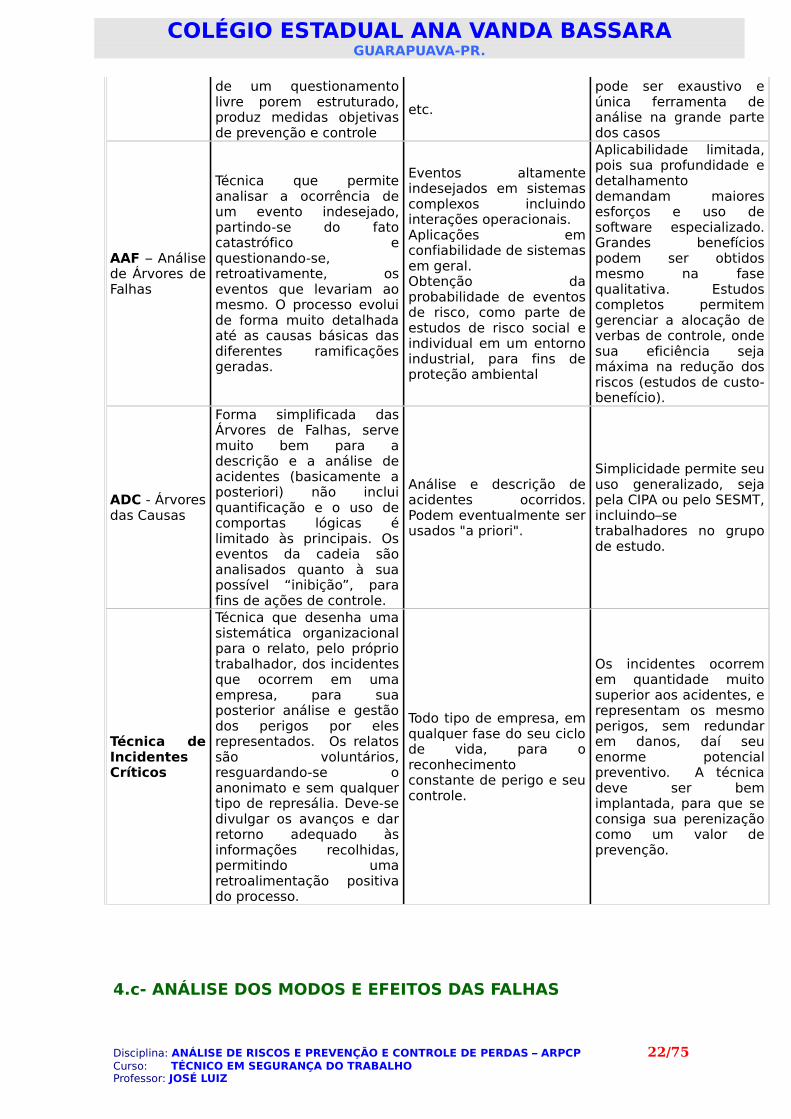
AAF – Análise de Árvores de Falhas
Técnica que permite analisar a ocorrência de um evento indesejado, partindo-se do fato catastrófico e questionando-se, retroativamente, os eventos que levariam ao mesmo. O processo evolui de forma muito detalhada até as causas básicas das diferentes ramificações geradas.
Eventos altamente indesejados em sistemas complexos incluindo interações operacionais.Aplicações em confiabilidade de sistemas em geral.Obtenção da probabilidade de eventos de risco, como parte de estudos de risco social e individual em um entorno industrial, para fins de proteção ambiental
Aplicabilidade limitada, pois sua profundidade e detalhamento demandam maiores esforços e uso de software especializado. Grandes benefícios podem ser obtidos mesmo na fase qualitativa. Estudos completos permitem gerenciar a alocação de verbas de controle, onde sua eficiência seja máxima na redução dos riscos (estudos de custo-benefício).
ADC - Árvores das Causas
Forma simplificada das Árvores de Falhas, serve muito bem para a descrição e a análise de acidentes (basicamente a posteriori) não inclui quantificação e o uso de comportas lógicas é limitado às principais. Os eventos da cadeia são analisados quanto à sua possível “inibição”, para fins de ações de controle.
Análise e descrição de acidentes ocorridos. Podem eventualmente ser usados "a priori".
Simplicidade permite seu uso generalizado, seja pela CIPA ou pelo SESMT, incluindo–se trabalhadores no grupo de estudo.
Técnica de Incidentes Críticos
Técnica que desenha uma sistemática organizacional para o relato, pelo próprio trabalhador, dos incidentes que ocorrem em uma empresa, para sua posterior análise e gestão dos perigos por eles representados. Os relatos são voluntários, resguardando-se o anonimato e sem qualquer tipo de represália. Deve-se divulgar os avanços e dar retorno adequado às informações recolhidas, permitindo uma retroalimentação positiva do processo.
Todo tipo de empresa, em qualquer fase do seu ciclo de vida, para o reconhecimento constante de perigo e seu controle.
Os incidentes ocorrem em quantidade muito superior aos acidentes, e representam os mesmo perigos, sem redundar em danos, daí seu enorme potencial preventivo. A técnica deve ser bem implantada, para que se consiga sua perenização como um valor de prevenção.
4.c- ANÁLISE DOS MODOS E EFEITOS DAS FALHAS
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 22/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
4.c.1 – INTRODUÇÃO
Análise de Modos de Falha e Efeitos (AMFE) vem do termo em inglês
Failure Modes and Effects Analysis (FMEA).
A FMEA é um método de análise de projetos (de produtos ou
processos, industriais e/ou administrativos) usado para identificar
todos os possíveis modos potenciais de falha e determinar o efeito de
cada uma sobre o desempenho do sistema (produto ou processo),
mediante um raciocínio basicamente dedutivo.
A FMEA envolve um estudo detalhado e sistemático das falhas de
componentes e/ou sistemas mecânicos.
Os modos de falhas de cada componente do sistema são identificados
e os efeitos destas falhas nos sistema são avaliados, sendo propostas
medidas de eliminação, mitigação ou controle das causas e
conseqüências destas falhas.
A FMEA identifica os modos de falha dos componentes de um sistema
e os efeitos dessas falhas para o sistema, para o meio ambiente e para
o próprio componente.
O objeto da FMEA são os sistemas, o foco são os componentes e suas
falhas.
A FMEA se preocupa essencialmente com componentes mecânicos de
um sistema, negligenciando problemas relacionados a processos
químicos, os quais envolvem substâncias químicas reativas (estes
últimos não devem ser analisados apenas por FMEA).
A FMEA nos permitirá analisar como podem falhar os componentes de
um equipamento ou sistema, estimar as taxas de falha, determinar os
efeitos que poderão advir, e, conseqüentemente, estabelecer as
mudanças que deverão ser feitas para aumentar a probabilidade de
que o sistema ou equipamento realmente funcione de maneira
satisfatória.
A FMEA á uma ferramenta que busca, em princípio, evitar, por meio
da análise das falhas potenciais e propostas de ações de melhoria, que
ocorram falhas no projeto do produto ou do processo.
Com a sua utilização, se está diminuindo as chances do produto ou
processo falhar, ou seja, estamos buscando aumentar sua
confiabilidade.
A FMEA foi extensivamente usada no projeto Apollo nos anos 60 e sua
principal característica é ser um processo indutivo, “de baixo para
cima” (bottom-up process), ou seja, procura-se determinar modos de
falha dos componentes mais simples, as suas causas e de que
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 23/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
maneira eles afetam os níveis superiores do sistema.
4.c.2- FMEA E A SEGURANÇA
Apesar de ter sido desenvolvida com um enfoque no projeto de novo
produtos e processos, a metodologia FMEA, pela sua grande utilidade,
passou a ser empregada também em aplicações específicas como
análises de fontes de risco em engenharia de segurança.
O modo de falha tem efeito sobre a segurança se a perda da função ou
outro dano que possa ferir ou matar alguém ou se algum requisito
ambiental não for atingido. Vale lembrar aqui alguns conceitos:
· RISCO - Tradução para o inglês: risk, hazard.
O risco é uma ou mais condições de uma variável com potencial
necessário para causar danos.
Expressa a combinação da probabilidade de ocorrência de um evento
anormal ou falha e a severidade das conseqüências que o evento ou
falha venha causar ao sistema, usuários ou ao meio.
Ou seja, o risco é composto de duas partes:
chance de ocorrer perdas ou danos (probabilidade de ocorrência);
o perigo provável, iminente (severidade da conseqüência).
Matematicamente o risco é expresso pela relação: risco = (prob.
ocorrência) x (detecção) x (severidade conseqüências); onde
detecção é uma avaliação da probabilidade de se encontrar uma
falha antes que a mesma se manifeste.
· PERIGO - Tradução para o inglês: danger. Expressa uma exposição
relativa a um risco, que favorece a sua materialização dos riscos.
· RELAÇÃO ENTRE PERIGO E RISCO: risco = . perigo.
medidas de controle
· ANÁLISE DE RISCO - Também chamada de análise de criticidade. É o
processo ou procedimento para identificar, caracterizar, quantificar e
avaliar os riscos e seu significado.
· GERENCIAMENTO DE RISCOS - É qualquer técnica usada para
minimizar a probabilidade de ocorrência de um evento ou falha ou
reduzir a severidade de suas conseqüências.
A FMEA é um processo largamente utilizado para a análise de risco e de
criticidade de um sistema, bem como no gerenciamento dos riscos.
Freqüentemente, haverá vários modos de falha para um único
componente.
Um ou mais modos de falha poderão gerar acidentes, enquanto que
outros não. Portanto, cada falha deverá ser considerada
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 24/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
separadamente, como um evento independente, sem nenhuma relação
com outras falhas no sistema, exceto os efeitos subseqüentes que
possa produzir. A probabilidade de falha do sistema ou subsistema será,
então, igual à probabilidade total de todos os modos de falha. Quando
da determinação de probabilidades de acidentes, deverão ser
eliminadas todas as taxas de falha relativas aos modos de falha que
não geram acidentes.
4.c.3- APLICAÇÃO DA FMEA
- Pode-se aplicar a FMEA nas seguintes situações:
· para reduzir o custo global de projetos;
· para reduzir o tempo de ciclo de um produto;
· para diminuir a probabilidade da ocorrência de falhas em projetos de
novos produtos ou processos;
· para diminuir a probabilidade de falhas potenciais (ou seja, que ainda
não tenham ocorrido) em produtos/processos já em operação;
· para aumentar a confiabilidade de produtos ou processos já em
operação por meio da análise das falhas que já ocorreram;
· para diminuir os riscos de erros e aumentar a qualidade em processos
administrativos.
- Como o desenvolvimento da FMEA é formalmente documentado,
permite:
· padronizar procedimentos;
· fazer um registro histórico de análise de falhas.
A FMEA é:
· um meio para identificar os testes necessários e os meios requeridos
para certificar um projeto;
· um meio documentado de revisão de projeto;
· um sistema lógico para considerações, avaliações ou certificação de
mudanças em: projetos, processos ou materiais.
4.c.4- PERGUNTAS BÁSICAS DA FMEA
As perguntas básicas feitas em uma análise FMEA para se descobrir de quais
maneiras um componente pode falhar são:
· Que tipos de falhas são observadas?
· Que partes do sistema são afetadas?
· Quais são os efeitos da falha sobre o sistema?
· Qual é a importância da falha?
· Como preveni-la?
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 25/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
4.c.5- TIPOS DE FMEA
As etapas e a maneira de realização da análise são as mesmas,
diferenciando-se somente quanto ao objetivo. As análises FMEA são
classificadas em:
· FMEA DE PRODUTO - São consideradas as falhas que poderão
ocorrer com o produto dentro das especificações do projeto. O
objetivo desta análise é evitar falhas no produto ou no processo
decorrentes do projeto. É comumente denominada também de FMEA
de projeto.
· FMEA DE PROCESSO - São consideradas as falhas no
planejamento e execução do processo, ou seja, o objetivo desta
análise é evitar falhas do processo, tendo como base as não
conformidades do produto com as especificações do projeto.
· FMEA DE PROCEDIMENTOS ADMINISTRATIVOS - Nela
analisamos as falhas potenciais de cada etapa do processo com o
mesmo objetivo que as análises anteriores, ou seja, diminuir os riscos
de falha.
4.c.6- IMPORTÂNCIA A metodologia FMEA é importante porque
pode proporcionar para a empresa:
·uma forma sistemática de se catalogar informações sobre as falhas dos
produtos/processos;
·melhor conhecimento dos problemas nos produtos/processos;
· ações de melhoria no projeto do produto/processo, baseadas em dados e
devidamente monitoradas (melhoria contínua);
· diminuição de custos por meio da prevenção de ocorrência de falhas;
· o benefício de incorporar dentro da organização a atitude de prevenção de
falhas, a atitude de cooperação e trabalho em equipe e a preocupação com
a satisfação dos clientes.
4.c.7- SEQUÊNCIA DE PROCEDIMENTOS PARA ELABORAÇÃO
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 26/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
DA FMEA
O princípio da metodologia é o mesmo independentemente do tipo
de FMEA e a aplicação, ou seja, se é FMEA de produto, processo ou
procedimento e se é aplicada para produtos/processos novos ou já
em operação.
A análise consiste basicamente na formação de um grupo de pessoas
que identificam para o produto/processo em questão suas funções,
os tipos de falhas que podem ocorrer, os efeitos e as possíveis
causas desta falha.
Em seguida são avaliados os riscos de cada causa de falha por meio
de índices e, com base nesta avaliação, são tomadas as ações
necessárias para diminuir estes riscos, aumentando a confiabilidade
do produto/processo.
Os seguintes passos devem ser habitualmente seguidos para a
condução de uma análise via FMEA:
1. DEFINIR A EQUIPE RESPONSÁVEL PELA EXECUÇÃO
· Nomeie um responsável pela coordenação dos trabalhos.
· Monte uma equipe multidisciplinar e multihierárquica, envolvendo
profissionais de áreas distintas: por exemplo, engenheiros de projeto,
processo, materiais, confiabilidade, pessoas da área de marketing, etc.
· Pessoas revestidas de autoridade sobre os demais devem trabalhar como
um membro comum da equipe. O trabalho poderá ser prejudicado se forem
incluídas pessoas que imponham a sua autoridade.
· Elabore um primeiro cronograma prevendo os prazos de condução dos
trabalhos e a divisão de tarefas entre os membros da equipe.
2. DEFINIR OS ITENS DO SISTEMA QUE SERÃO CONSIDERADOS
· Se a FMEA estiver sendo conduzida para um produto ou processo que ainda
se encontra na prancheta (em fase de concepção) selecione os componentes
ou etapas do processo que serão estudados a partir dos seguintes fatores:
· sobre que componentes a equipe tem menor conhecimento?
· faça um levantamento de produtos semelhantes fabricados pela empresa,
ou processos similares; quais componentes ou etapas tem apresentado mais
falhas?
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 27/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· quais são os componentes ou etapas considerados mais críticos (sua falha
terá maior repercussão sobre o sistema como um todo)?
· Se o produto já se encontra em fabricação (ou o processo encontra-se com
a rotina implantada), pergunte:
· que componentes/etapas do processo tem apresentado mais falhas?
· examine os relatórios de falhas (internos e provenientes da assistência
técnica).
· quais são os componentes ou etapas considerados mais críticos (sua falha
terá maior repercussão sobre o sistema como um todo)?
· Para os itens selecionados, defina claramente os seus itens de controle.
· Estabeleça para cada componente a sua função e suas respectivas metas
de desempenho.
· Identifique claramente qual é a função do item considerado. Lembre-se que
isto é primordial para identificar quais são as possíveis falhas.
· Verifique se os itens considerados estão amarrados em outros, ou seja, a
análise de um dado item necessariamente implica na análise de um outro,
seja porque estão fisicamente conectados, ou porque os resultados de uma
tarefa dependem dos resultados da tarefa anterior, etc.
3. PREPARAÇÃO PRÉVIA E COLETA DE DADOS
· Reunir todas as informações possíveis sobre o sistema, tais como:
· esquemas prévios de projeto.
· projetos detalhados.
· desenhos (esboços e desenhos definitivos),
· memoriais de cálculo.
· especificação de materiais.
· planos de fabricação.
· fluxogramas do processo.
· padrões técnicos de operação.
· normas pertinentes.
· procedimentos de ensaio e inspeção.
· FMEA e FTA realizadas anteriormente, desse produto/processo ou de
similares.
· registros internos de falhas.
· relatórios de falhas oriundos de assistência técnica.
· dados obtidos do controle estatístico do processo.
· dados obtidos de análises anteriores, para solução de problemas específicos
(através do PDCA).
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 28/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· Reveja o plano de condução dos trabalhos definido no item 1.
· Reveja a divisão das tarefas entre os membros da equipe efetuada no item
1.
· Determine os procedimentos para a documentação dos trabalhos e registro
dos passos seguidos na condução da FMEA.
4. ANÁLISE PRELIMINAR DOS ITENS CONSIDERADOS
· Faça uma compilação das falhas já conhecidas (no caso de produtos já
existentes ou processos em execução).
· Estude os fluxogramas das etapas consideradas do processo ou os
diagramas funcionais dos itens do produto considerados:
· verifique se e como os componentes estão fisicamente ligados entre si.
· verifique se e como as etapas do processo estão relacionadas.
· Examine ou elabore os diagramas de blocos de confiabilidade.
· Estude as metas de desempenho do item considerado. Determine que
elementos ou condições de uso e operação não serão considerados, ou seja,
serão admitidas como externas ao sistema, tais como:
· falta de energia elétrica.
· uso inadequado por parte do cliente.
· desrespeito às instruções de uso fornecidas pelo fabricante, voltagem, etc.
· Examine as metas de desempenho do item considerado, fazendo uma
primeira relação de falhas (inadequação a essas metas de desempenho).
· Verifique quais são os benchmarks para esse item.
5. IDENTIFICAÇÃO DOS MODOS DE FALHA E SEUS EFEITOS
· Em função dos dados reunidos anteriormente, e da análise preliminar
efetuada, elabore Diagramas de Ishikawa reunindo possíveis agrupamentos
de falhas. (ver anexos)
· Identifique o(s) efeito(s) correspondentes a cada falha.
· Estude os diagramas funcionais e os diagramas de confiabilidade. Pergunte:
· que tipos de falhas ocorreram?
· que tipos de falhas podem ocorrer?
· qual é o efeito (conseqüência vista ou não pelo cliente) de cada falha?
· Examine novamente as metas de desempenho para o item considerado.
Pergunte novamente: que outras falhas podem ocorrer?
· Faça uma revisão dos Diagramas de Ishikawa elaborados. Verifique se há
repetições, imprecisões, incoerências.
· Transforme os diagramas em listas de verificação, contendo os modos de
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 29/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
falha para cada componente ou etapa considerados, e seus respectivos
efeitos.
· Registre as falhas de modo claro e conciso. Registre os efeitos de modo que
possa ser facilmente avaliada a sua gravidade.
· Reveja as listas de verificação, verificando se não há repetições ou
informações pouco precisas, e se seguiu-se um padrão de documentação.
6. IDENTIFICAÇÃO DAS CAUSAS DAS FALHAS
· Elabore Diagramas de Ishikawa (feitos pelo grupo por meio de
brainstorming, relacionando para cada falha, as suas possíveis causas).
· Analise as árvores de falhas (FTA), se tiverem sido feitas anteriormente.
· Analise as causas mais prováveis, com base:
· nos dados levantados;
· na experiência do grupo;
· nas informações obtidas da análise do projeto ou processo;
· em testes e simulações;
· em históricos de manutenção e/ou reparo, quando pertinentes;
· em FMEAs feitos anteriormente em produtos ou processos similares.
· Elabore listas de verificação, a partir das listas de falhas confeccionadas
anteriormente, relacionando para cada falha as possíveis causas.
· Analise essas listas de verificação, vendo se são consistentes, e se se
chegou efetivamente às causas fundamentais das falhas.
· Elabore uma lista preliminar de providências que permitam detectar as
causas das falhas antes que aconteçam.
7. IDENTIFICAÇÃO DOS MODOS DE DETECÇÃO DAS FALHAS
· Pergunte: como uma possível falha poderia ser detectada?
· Classifique os procedimentos para detecção de uma falha, quanto à sua
viabilidade:
· providências facilmente implementáveis.
· providências que podem ser implementadas com certa dificuldade.
· providências muito difíceis de serem implementadas.
· Identifique as falhas cujas não poderão ser detectadas e bloqueadas, e o
efeito será percebido pelo cliente.
· Elabore listas de verificação, relacionando as falhas e seus modos de
detecção. Identifique claramente as falhas que não poderão ser detectadas
caso venham a ocorrer.
8. ANÁLISE DAS FALHAS PARA DETERMINAÇÃO DE ÍNDICES
DE CRITICIDADE
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 30/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· Para cada falha, determine o índice de ocorrência.
· Para sua análise, examine:
· históricos de manutenção, se existirem.
· dados estatísticos ou relatórios de falhas de componentes similares
ou etapas similares de um processo.
· dados obtidos de fornecedores.
· dados da literatura técnica.
· Se a FMEA estiver sendo feita por ocasião de uma revisão do projeto
do produto ou processo, então poderão ser utilizados:
· relatórios de falhas (internos ou de assistência técnica autorizada).
· históricos de manutenção, quando for o caso.
· gráficos de controle.
· outros dados obtidos do controle estatístico do processo.
· dados obtidos de fornecedores.
· dados obtidos de literatura técnica.
· Para cada falha, determine o índice de gravidade:
· examine os efeitos das falhas, classificando-os quanto ao grau de
insatisfação que poderão trazer ao seu cliente.
· verifique qual é o grau de desrespeito às metas de desempenho
previamente estabelecidas para o item considerado.
· Para cada falha, determine o índice de detecção:
· examine as listas de verificação elaboradas anteriormente, que
relacionam as falhas e seus modos de detecção.
· Calcule os índices de risco para cada falha levantada.
· Monte novamente as listas de verificação, relacionando para cada
falha suas causas, efeitos e índices.
· Examine novamente essas listas, buscando inconsistências.
· Verifique se foram seguidos os mesmos critérios no estabelecimento
dos índices para cada falha.
9. ANÁLISE DAS RECOMENDAÇÕES
· Elabore listas com recomendações (eventualmente um plano de ação), ou
seja, para cada falha quais são as providências (contramedidas) que devem
ser tomadas para evitá-la.
· Verifique se as recomendações visam a atuar sobre as causas das falhas, e
não sobre os seus efeitos.
· Comece pelas falhas que forem consideradas mais críticas (tiverem o maior
índice de risco).
· Se for necessário, elabore uma justificativa para a adoção dessas
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 31/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
contramedidas propostas.
· Lembre-se que os índices de risco anteriormente levantados são utilizados
principalmente para a priorização das falhas e das ações gerenciais que
darão lugar ao estabelecimento de contramedidas que bloqueiam as suas
causas.
· A indisponibilidade dos índices de risco não invalida o raciocínio lógico
inerente ao FMEA, que continua sendo de grande utilidade no caminho do
aumento da confiabilidade.
· As ações recomendadas podem afetar profundamente a produtos e
processos. Estas ações podem servir para:
· Reduzir a probabilidade de ocorrência de uma falha.
· Reduzir a gravidade de um modo de falha.
· Incrementar a probabilidade de detecção.
· Geralmente o aumento dos controles para melhorar a detecção é custoso e
pouco eficiente para melhorar a qualidade. O incremento dos controles não é
uma ação corretiva positiva e deve ser usado como um recurso extremo e
temporário. Todos os esforços deverão ser orientados preferentemente no
sentido de diminuir a ocorrência das falhas (prevenir defeitos), mais do que a
detectá-los.
10. REVISÃO DOS PROCEDIMENTOS
· Pergunte: O que mais pode acontecer? Incluir nas listas de verificação
outras possíveis falhas.
· Rever os índices atribuídos a cada falha.
· Ordenar as falhas de acordo com os índices de risco. Verificar se há
consenso na equipe quanto a essa hierarquização.
· Rever as listas de verificação:
· os dados estão listados de forma clara e concisa?
· há repetições?
· as listagens seguem os padrões?
· Fazer as correções oportunas.
11. PREENCHIMENTO DOS FORMULÁRIOS DA FMEA, A PARTIR
DAS LISTAS DE VERIFICAÇÃO
12. REFLEXÃO SOBRE O PROCESSO
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 32/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· Verificar se:
· o cronograma de trabalho foi seguido.
· o método de trabalho se mostrou adequado.
· buscou-se o consenso.
· as conclusões podem ser encaminhadas às chefias competentes.
· Se for o caso, propor alterações na forma de condução de próximas
análises.
· Arquivar toda a documentação e resultados obtidos, formando uma
biblioteca de FMEAs.
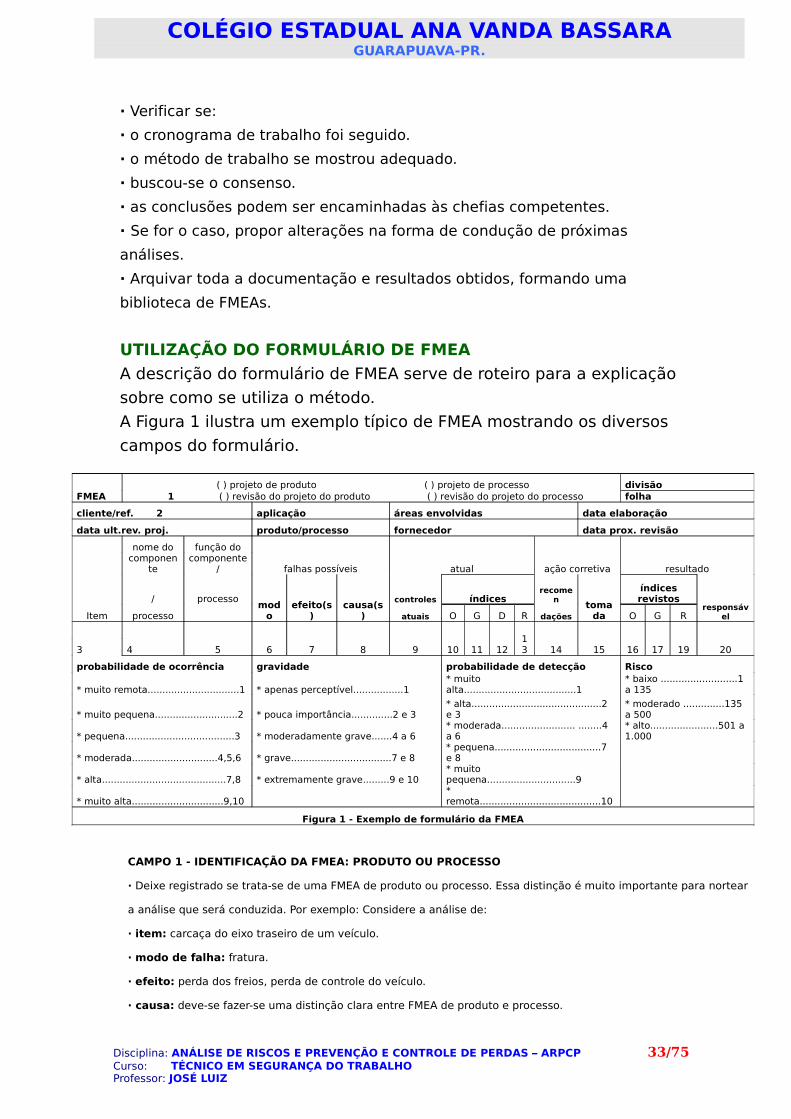
UTILIZAÇÃO DO FORMULÁRIO DE FMEA
A descrição do formulário de FMEA serve de roteiro para a explicação
sobre como se utiliza o método.
A Figura 1 ilustra um exemplo típico de FMEA mostrando os diversos
campos do formulário.
FMEA ( ) projeto de produto ( ) projeto de processo divisão 1 ( ) revisão do projeto do produto ( ) revisão do projeto do processo folha
cliente/ref. 2 aplicação áreas envolvidas data elaboração
data ult.rev. proj. produto/processo fornecedor data prox. revisão
Item
nome do função docomponen
tecomponente
/ falhas possíveis atual ação corretiva resultado
/ processo
processo mod
oefeito(s
)causa(s
)
controles índicesrecome
n
atuais O G D R daçõestoma
da
índices revistos
O G Rresponsáv
el
3 4 5 6 7 8 9 10 11 1213 14 15 16 17 19 20
probabilidade de ocorrência gravidade probabilidade de detecção Risco
* muito remota...............................1 * apenas perceptível.................1* muito alta......................................1
* baixo ..........................1 a 135
* muito pequena............................2 * pouca importância..............2 e 3* alta............................................2 e 3
* moderado ..............135 a 500
* pequena.....................................3 * moderadamente grave.......4 a 6* moderada......................... ........4 a 6
* alto.......................501 a 1.000
* moderada.............................4,5,6 * grave..................................7 e 8* pequena....................................7 e 8
* alta..........................................7,8 * extremamente grave.........9 e 10* muito pequena..............................9
* muito alta...............................9,10 * remota.........................................10
Figura 1 - Exemplo de formulário da FMEA
CAMPO 1 - IDENTIFICAÇÃO DA FMEA: PRODUTO OU PROCESSO
· Deixe registrado se trata-se de uma FMEA de produto ou processo. Essa distinção é muito importante para nortear
a análise que será conduzida. Por exemplo: Considere a análise de:
· item: carcaça do eixo traseiro de um veículo.
· modo de falha: fratura.
· efeito: perda dos freios, perda de controle do veículo.
· causa: deve-se fazer-se uma distinção clara entre FMEA de produto e processo.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 33/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· Se for considerada uma FMEA de projeto de um produto, as causas de falha serão aquelas pertinentes a problemas
no projeto, como mau dimensionamento, desconhecimento do estado de tensões sobre a peça, especificação
errônea do material, etc.
· Por outro lado, não serão consideradas as causas de falha decorrentes de uma inadequação do processo de
fabricação, como por exemplo “formação de vazios durante a fundição”, mesmo que dessa inadequação decorra a
fratura, com a conseqüente perda de controle do veículo. Ainda que a falha e a conseqüência sejam as mesmas, o
tipo de causa é distinto: a primeira diz respeito ao projeto; a segunda é decorrente do processo de fabricação, e a
falha poderá ocorrer mesmo que o projeto seja perfeito.
· Registre se trata-se da primeira análise que está sendo feita, e se o produto ou processo ainda estão em fase de
elaboração (projetos), ou se trata-se de uma revisão de produto em produção e/ou processo em operação.
CAMPO 2 - DADOS DE REGISTRO
· Coloque as informações básicas que podem facilitar a posterior identificação do produto/processo e da FMEA
realizada. Inclua, por exemplo:
· nome do produto e número de série
· identificação da etapa do processo, se for o caso
· data da liberação do projeto
· data da revisão
· data da confecção da FMEA
· número da versão da FMEA
· data da versão anterior, se existir
· setores responsáveis pela execução
· coordenador e responsáveis.
· Estabeleça um procedimento operacional para registrar esses dados.
CAMPO 3 - ITEM
· Item é um termo que designa qualquer parte, subsistema, sistema ou equipamento que possa ser considerado
individualmente ou separadamente.
· Numere os itens considerados. Dependendo da extensão, coloque um item por formulário.
CAMPO 4 - NOME DO COMPONENTE OU ETAPA DO PROCESSO
· Identifique o elemento ou etapa do processo de forma clara e concisa. Identificar todos os elementos que compõem
aquele item.
· Utilize a nomenclatura usada internamente na empresa, mesmo que não seja a tecnicamente mais correta.
· Se a FMEA precisar ser mostrado ao cliente, como requisito contratual, utilize - se for preciso - mais de um nome
para o item (o interno da empresa e como é conhecido pelo cliente).
CAMPO 5 - FUNÇÃO DO COMPONENTE OU PROCESSO
· Descreva de maneira sucinta a função que o item (componente, subsistema ou etapa do processo) deve
desempenhar.
· Pergunte-se: Qual é o propósito desta peça (operação)? A resposta definirá a função principal da peça (ou
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 34/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
operação).
· Por exemplo:
· item: “carcaça do eixo traseiro”.
· função: “suportar o conjunto do eixo”.
· Tenha clara a função do item examinado. Tenha em mente que as funções serão sempre uma inadequação a essa
função, ou seja, uma redução do nível de desempenho esperado.
· Pode ser útil (embora não obrigatório) anexar à descrição da função os resultados esperados para o item, por meio
dos valores dos itens de controle estabelecidos para ele, que servirão como metas de desempenho. Lembre-se que
as falhas serão uma inadequação a essas metas de desempenho.
CAMPO 6 - MODO (TIPO) DA FALHA
· Entende-se por “modos de falha” os eventos que levam associados a eles uma diminuição parcial ou total da
função do produto e de suas metas de desempenho.
· É a descrição da maneira pela qual um item falha em cumprir com a sua função.
· Pergunte-se: De que maneira este processo pode fracassar na sua função estabelecida? Que poderia impedir que
esta peça atenda as especificações? Quais fatos poderiam ser considerados inconvenientes pelo cliente?
· Descreva a maneira pela qual o componente falha, em termos físicos e objetivos. Por exemplo: eixo fraturado, cabo
cortado, nota fiscal emitida com atraso.
· O esforço deve concentrar-se na forma como o processo pode falhar e não se falhará ou não falhará.
· Encare as falhas sob a óptica dos elementos básicos que compõem a qualidade total de um sistema,
particularmente qualidade intrínseca, custo, segurança e prazo de entrega.
· Evite descrições genéricas, que são acrescentam nenhuma informação aos técnicos envolvidos na análise ou não
possibilitem identificar o tipo de falha. Por exemplo, utilize: “amplificador com fonte de alimentação queimada” em
vez de “amplificador não funciona”.
· Alguns típicos modos de falha: aberto, desbalanceado, poroso, encurtado, excêntrico, rugoso, deformado, mal
montado, trincado, desalinhado, omitido, medidas em excesso.
· Os modos de falha mais usuais são:
· falha em operar no instante prescrito Þ operação intermitente
· falha em cessar de operar no instante prescrito Þ operação intermitente
· operação prematura
· falha em operação Þ operação contínua.
CAMPO 7 - EFEITO DA FALHA
· Entende-se por “efeitos das falhas” as formas como os modos de falha afetam o desempenho do sistema, do ponto
de vista do cliente. É o que o cliente observa.
· Conseqüência que o modo de falha tem sobre a operação, função ou estado de um item.
· Pergunte-se: O que acontecerá se ocorrer o tipo de falha descrito? Quais conseqüências poderá sofrer o cliente?
· Descreva qual é a conseqüência da ocorrência da falha, percebida ou não pelo cliente.
· Tome cuidado para não confundir o efeito com o modo da falha.
· Lembre-se que um modo de falha pode ter mais de um efeito. Relacione todos eles.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 35/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· Alguns efeitos típicos em máquinas: esforço de operação excessivo, vazamento de ar, funcionamento ruidoso,
desgaste prematuro, consumo excessivo, baixa resistência, vapores tóxicos, escasso rendimento.
CAMPO 8 - CAUSA DA FALHA
· “Causas de falha” são os eventos que geram (provocam, induzem) o aparecimento do tipo (modo) de falha.
· Pergunte-se: Quais variáveis do processo podem provocar este modo de falha.
· Descreva de maneira simples e concisa o fator, embora potencial, que é origem de falha.
· Evite informações genéricas, busque a causa fundamental.
· Lembre-se que as causas das folhas devem ser descritas de tal maneira que possam ser propostas ações
preventivas (contra-medidas) ou corretivas.
· Algumas causas típicas de modos de falha: erro de montagem, peças danificadas, tratamento térmico inadequado,
superfície rugosa, falta de ventilação, torque escasso, aquecimento excessivo, matéria-prima inadequada, falta de
lubrificação, operação faltante.
CAMPO 9 - CONTROLES ATUAIS (situação existente)
· Registre as medidas de controle implantadas durante a elaboração do projeto ou no acompanhamento do processo
que objetivem:
- prevenir a ocorrência de falhas.
- detectar falhas ocorridas e impedir que cheguem ao cliente.
· Podem ser citadas como exemplo:
- sistemas padronizados de verificação de projeto.
- procedimentos de revisão de projetos e desenhos (conferência)
- confrontação com normas técnicas.
- técnicas de inspeção e ensaios.
- procedimentos de controle estatísticos do processo (gráficos de controle,etc..)
CAMPO 10 - ÍNDICE DE OCORRÊNCIA
· Ë uma estimativa das probabilidades combinadas de ocorrência de uma causa de falha, e dela resultar o tipo de
falha no produto/processo.
· Sempre que possível, estabeleça um índice de ocorrência (nota) para cada causa de falha.
· A atribuição desse índice despenderá do momento em que se está conduzindo a FMEA. Por ocasião do projeto do
produto ou processo, não se dispõe de dados estatísticos, uma vez que o produto ou processo ainda não existe.
Baseie sua análise em:
- dados estatísticos ou relatórios de falhas de componentes similares ou etapas similares de um processo.
- dados obtidos de fornecedores.
- dados da literatura técnica.
Se a FMEA estiver sendo feita por ocasião de uma revisão do projeto do produto ou processo, então poderão ser
utilizados.
- relatórios de falhas (internos ou de Assistência Técnica Autorizada).
- histórico de manutenção, quando for o caso.
- gráficos de controle.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 36/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
- outros dados obtidos do controle estatístico do processo.
- dados obtidos de fornecedores.
- dados obtidos de literatura técnica.
CAMPO 11 - ÍNDICE DE GRAVIDADE OU SERENIDADE:
· É o índice que deve refletir a gravidade do efeito da falha sobre o cliente, assumindo que o tipo da falha ocorrera.
· A atribuição do índice de gravidade deve sr feita olhando para o efeito da falha, a avaliando o “quanto” ele pode
incomodar o cliente.
· Uma falha poderá ter tantos índices de gravidade quantos forem os seus efeitos.
CAMPO 12 - ÍNDICE DE DETECÇÃO:
· Éo índice que avalia a probabilidade de a falha ser detectada antes que o produto chegue ao cliente.
· O índice de detecção deve ser atribuído olhando-se para o conjunto “modo de falha-efeito” e para os controles
atuais exercidos.
CAMPO 13 - ÍNDICE DE RISCO:
· Registra o produto dos três índices anteriores, ou seja:
Índice de Risco = Gravidade x Ocorrência x Detecção
· Lembre-se que as falhas com maior índice de risco deverão ser tratadas prioritariamente, e sobre elas deve ser
feito um plano de ação para o estabelecimento de contramedidas.
- Note que o índice de riscos é uma maneira mais precisa de hierarquizar as falhas.
Uma falha pode ocorrer freqüentemente, mas ter pequena importância e ser facilmente detectável: nesse caso, não
apresentará grandes problemas (baixo risco).
Seguindo o mesmo raciocínio, uma falha que tenha baixíssima probabilidade de ocorrer, mas que seja extremamente
grave
- por exemplo o vazamento de material radioativo de um reator nuclear - merecerá uma grande atenção, e deverão
ser redimensionados os equipamentos de segurança e sistemas de detecção e alarme.
CAMPO 14 - AÇÕES PREVENTIVAS RECOMENDADAS:
· Registre as ações que devem ser conduzidas para bloqueio da causa da falha ou diminuição da sua gravidade ou
ocorrência.
· Registre essas ações de forma objetiva e concisa.
Por exemplo:
- redimensionamento do eixo.
- revisão dos cálculos de resistência a fadiga.
- modificação da tolerâncias, etc..
· As ações recomendadas deverão fazer parte de um plano de ação para o estabelecimento das contramedidas
adotadas.
· Elabore um plano de ação, utilizando o “5W - 1H”.
CAMPO 15 - AÇÕES PREVENTIVAS ADOTADAS (condições resultantes)
· Anote nesse campo as medidas efetivamente adotadas e aplicadas.
· Lembre-se que nem sempre todas as ações recomendadas são adotadas.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 37/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
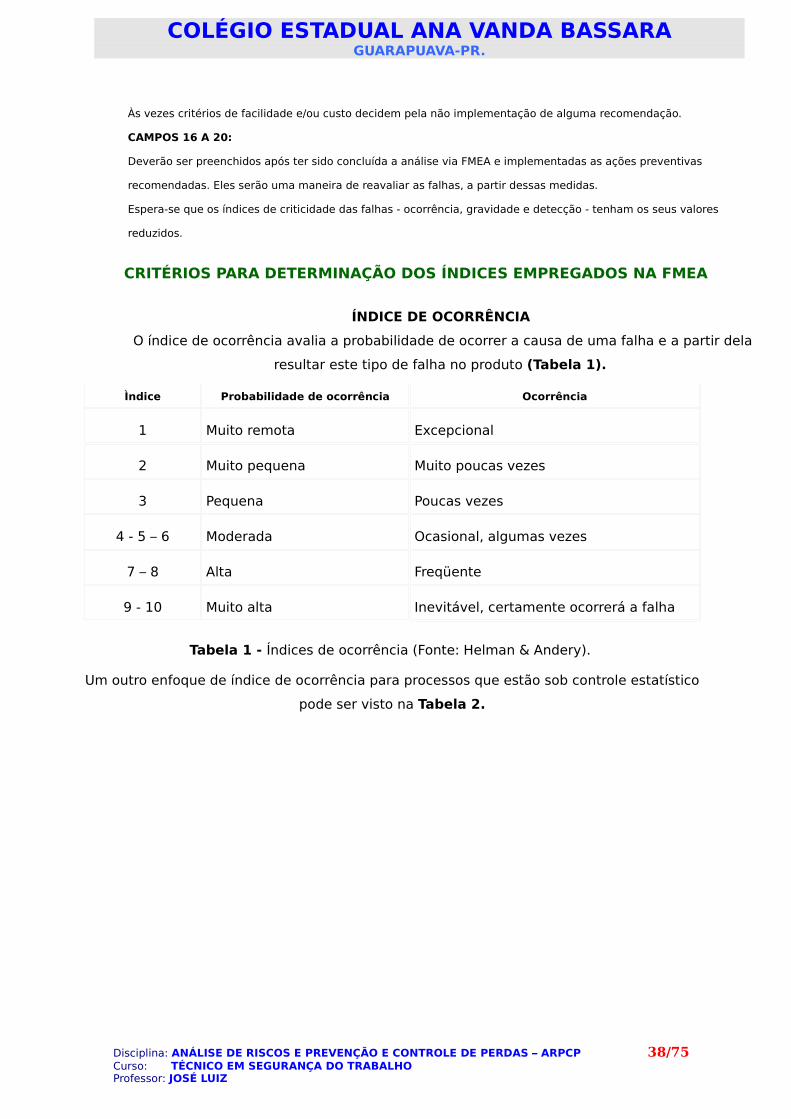
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Às vezes critérios de facilidade e/ou custo decidem pela não implementação de alguma recomendação.
CAMPOS 16 A 20:
Deverão ser preenchidos após ter sido concluída a análise via FMEA e implementadas as ações preventivas
recomendadas. Eles serão uma maneira de reavaliar as falhas, a partir dessas medidas.
Espera-se que os índices de criticidade das falhas - ocorrência, gravidade e detecção - tenham os seus valores
reduzidos.
CRITÉRIOS PARA DETERMINAÇÃO DOS ÍNDICES EMPREGADOS NA FMEA
ÍNDICE DE OCORRÊNCIA
O índice de ocorrência avalia a probabilidade de ocorrer a causa de uma falha e a partir dela
resultar este tipo de falha no produto (Tabela 1).
Ìndice Probabilidade de ocorrência Ocorrência
1 Muito remota Excepcional
2 Muito pequena Muito poucas vezes
3 Pequena Poucas vezes
4 - 5 – 6 Moderada Ocasional, algumas vezes
7 – 8 Alta Freqüente
9 - 10 Muito alta Inevitável, certamente ocorrerá a falha
Tabela 1 - Índices de ocorrência (Fonte: Helman & Andery).
Um outro enfoque de índice de ocorrência para processos que estão sob controle estatístico
pode ser visto na Tabela 2.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 38/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
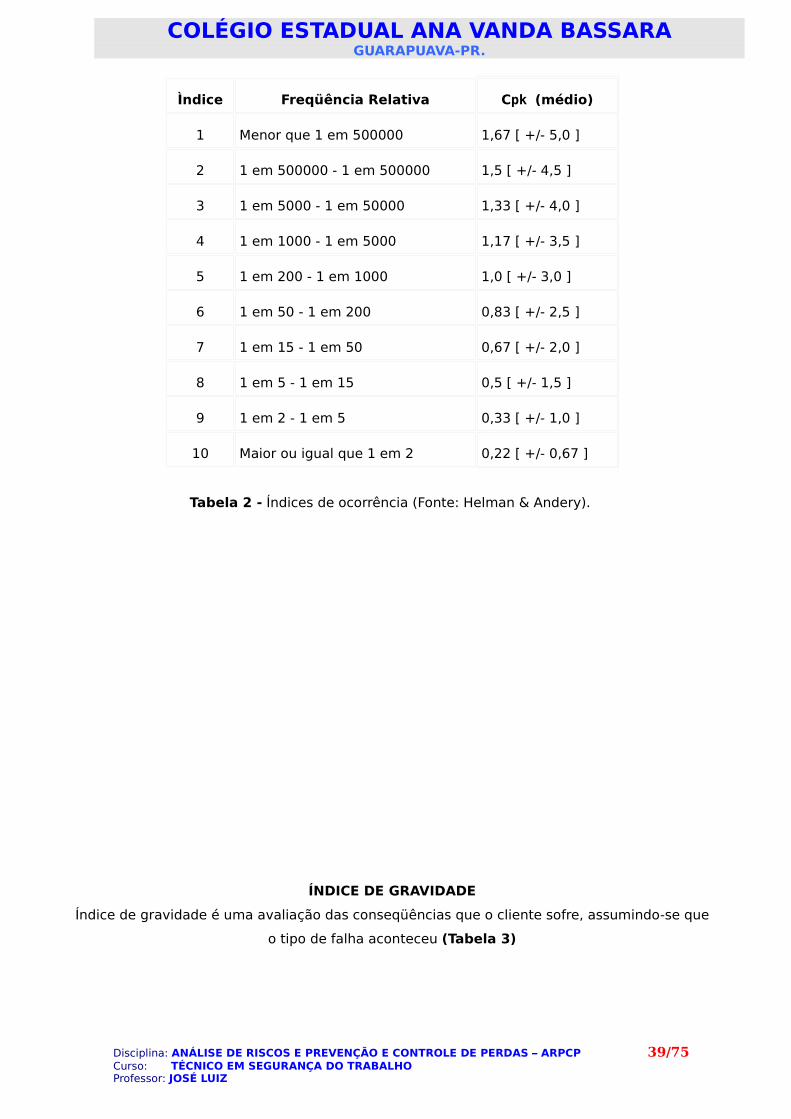
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Ìndice Freqüência Relativa Cpk (médio)
1 Menor que 1 em 500000 1,67 [ +/- 5,0 ]
2 1 em 500000 - 1 em 500000 1,5 [ +/- 4,5 ]
3 1 em 5000 - 1 em 50000 1,33 [ +/- 4,0 ]
4 1 em 1000 - 1 em 5000 1,17 [ +/- 3,5 ]
5 1 em 200 - 1 em 1000 1,0 [ +/- 3,0 ]
6 1 em 50 - 1 em 200 0,83 [ +/- 2,5 ]
7 1 em 15 - 1 em 50 0,67 [ +/- 2,0 ]
8 1 em 5 - 1 em 15 0,5 [ +/- 1,5 ]
9 1 em 2 - 1 em 5 0,33 [ +/- 1,0 ]
10 Maior ou igual que 1 em 2 0,22 [ +/- 0,67 ]
Tabela 2 - Índices de ocorrência (Fonte: Helman & Andery).
ÍNDICE DE GRAVIDADE
Índice de gravidade é uma avaliação das conseqüências que o cliente sofre, assumindo-se que
o tipo de falha aconteceu (Tabela 3)
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 39/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
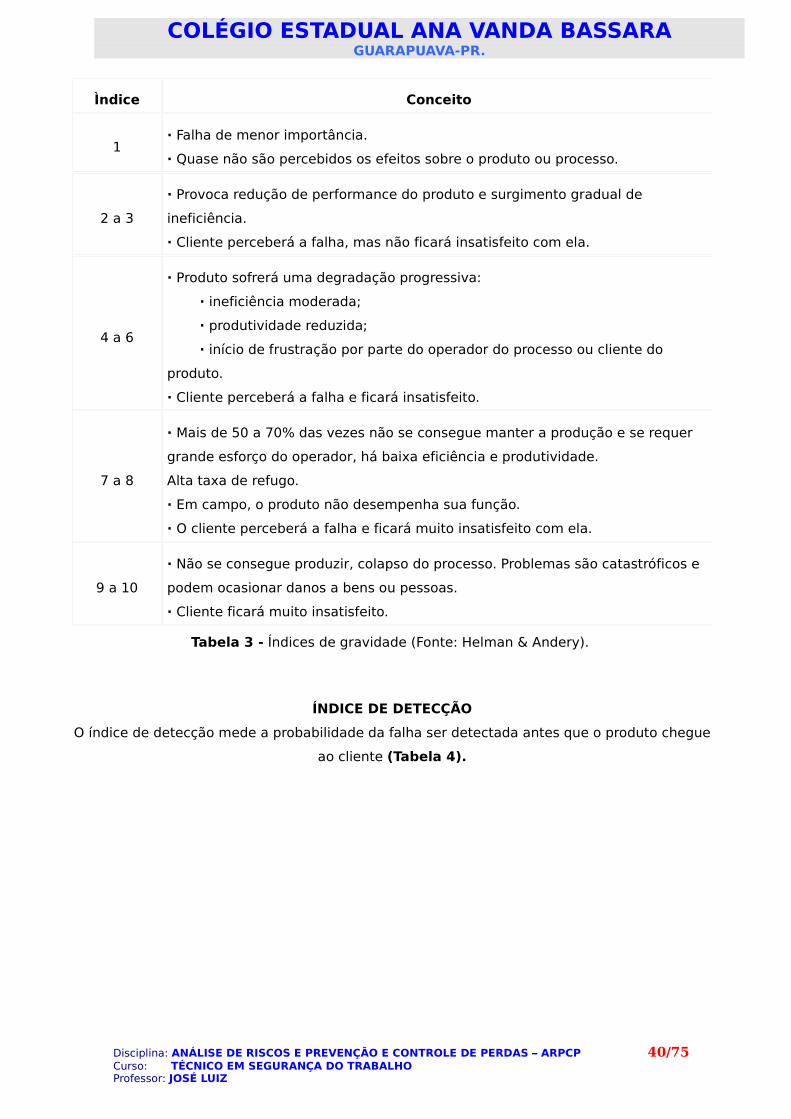
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Ìndice Conceito
1· Falha de menor importância.
· Quase não são percebidos os efeitos sobre o produto ou processo.
2 a 3
· Provoca redução de performance do produto e surgimento gradual de
ineficiência.
· Cliente perceberá a falha, mas não ficará insatisfeito com ela.
4 a 6
· Produto sofrerá uma degradação progressiva:
· ineficiência moderada;
· produtividade reduzida;
· início de frustração por parte do operador do processo ou cliente do
produto.
· Cliente perceberá a falha e ficará insatisfeito.
7 a 8
· Mais de 50 a 70% das vezes não se consegue manter a produção e se requer
grande esforço do operador, há baixa eficiência e produtividade.
Alta taxa de refugo.
· Em campo, o produto não desempenha sua função.
· O cliente perceberá a falha e ficará muito insatisfeito com ela.
9 a 10
· Não se consegue produzir, colapso do processo. Problemas são catastróficos e
podem ocasionar danos a bens ou pessoas.
· Cliente ficará muito insatisfeito.
Tabela 3 - Índices de gravidade (Fonte: Helman & Andery).
ÍNDICE DE DETECÇÃO
O índice de detecção mede a probabilidade da falha ser detectada antes que o produto chegue
ao cliente (Tabela 4).
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 40/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
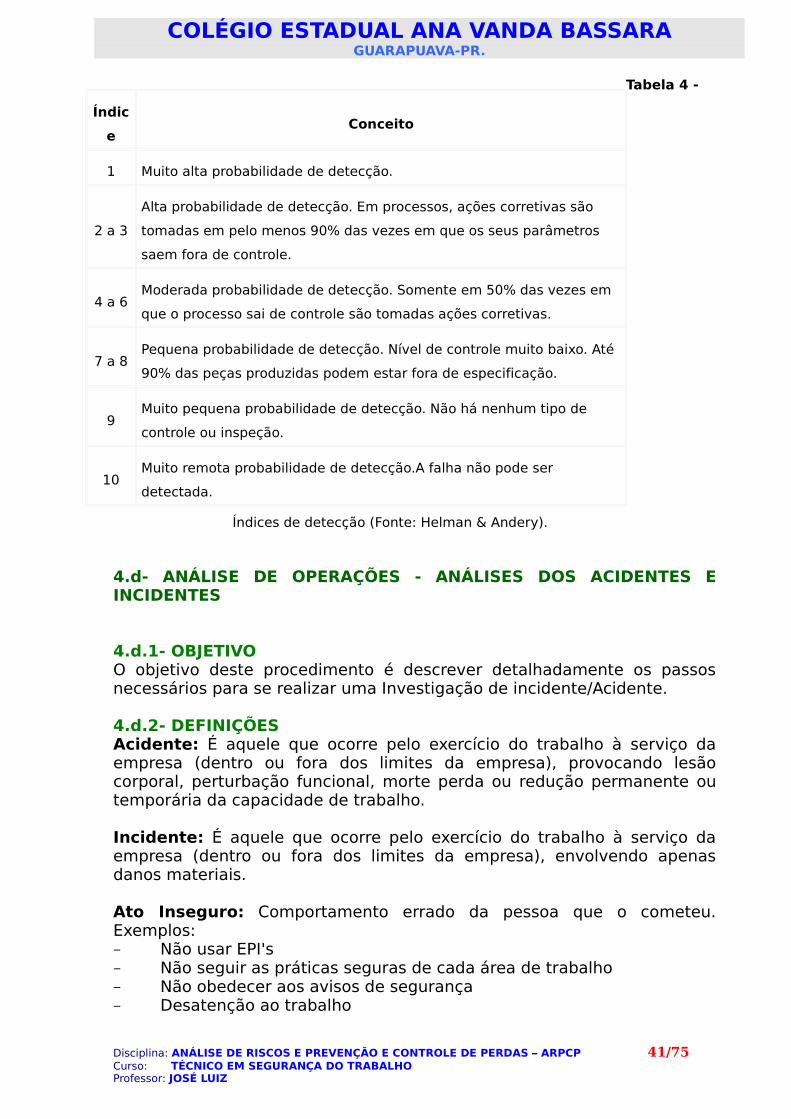
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Índic
eConceito
1 Muito alta probabilidade de detecção.
2 a 3
Alta probabilidade de detecção. Em processos, ações corretivas são
tomadas em pelo menos 90% das vezes em que os seus parâmetros
saem fora de controle.
4 a 6Moderada probabilidade de detecção. Somente em 50% das vezes em
que o processo sai de controle são tomadas ações corretivas.
7 a 8Pequena probabilidade de detecção. Nível de controle muito baixo. Até
90% das peças produzidas podem estar fora de especificação.
9Muito pequena probabilidade de detecção. Não há nenhum tipo de
controle ou inspeção.
10Muito remota probabilidade de detecção.A falha não pode ser
detectada.
Tabela 4 -
Índices de detecção (Fonte: Helman & Andery).
4.d- ANÁLISE DE OPERAÇÕES - ANÁLISES DOS ACIDENTES E INCIDENTES
4.d.1- OBJETIVOO objetivo deste procedimento é descrever detalhadamente os passos necessários para se realizar uma Investigação de incidente/Acidente.
4.d.2- DEFINIÇÕESAcidente: É aquele que ocorre pelo exercício do trabalho à serviço da empresa (dentro ou fora dos limites da empresa), provocando lesão corporal, perturbação funcional, morte perda ou redução permanente ou temporária da capacidade de trabalho.
Incidente: É aquele que ocorre pelo exercício do trabalho à serviço da empresa (dentro ou fora dos limites da empresa), envolvendo apenas danos materiais.
Ato Inseguro: Comportamento errado da pessoa que o cometeu. Exemplos:− Não usar EPI's− Não seguir as práticas seguras de cada área de trabalho− Não obedecer aos avisos de segurança− Desatenção ao trabalho
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 41/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
− Fumar em local proibido− Remoção de dispositivos de segurança de máquinas e equipamentos− Colocar as mãos em máquinas em movimento− Dirigir empilhadeiras acima da velocidade máxima permitida− Dirigir empilhadeiras sem estar devidamente habilitado− Subir em máquinas, produtos ou usar empilhamentos de caixas ao invés de uma escada− Levantamento de carga imprópria− Permanecer embaixo de cargas suspensas
Condição Insegura: Falhas nas condições de trabalho. Exemplos:− Falta de proteção mecânica nas máquinas− Falta de treinamento− Equipamentos de Combate a Incêndio e Saídas de Emergência obstruídos− Empilhadeiras sem condições ideais de funcionamento (sem freio, sem buzina, sem extintor, etc.)− Falta de sinalização de segurança− Máquinas com defeitos− Iluminação deficiente− Falta de arrumação e limpeza do local de trabalho
4.d.3- PROCEDIMENTO
Uma investigação de acidente/incidente é uma compilação de dados e informações obtidas através do exame detalhado de um acidente/incidente.É responsabilidade do Gerente da Área coordenar a Investigação de Acidente/Incidente, convocando todas as pessoas necessárias, coletando todas as informações necessárias e preenchendo da maneira mais completa e correta possível o Comunicado Interno de Incidente/Acidente (parte referente à investigação) que se encontra em anexo. Durante a investigação do acidente, deve-se tomar alguns cuidados básicos:
Faça com que o acidentado se sinta à vontadeSe possível, conduza a investigação no local do acidentePermita que acidentado descreva a sua versão do acidente (Não
interrompa a sua descrição)Pergunte tudo o que for necessárioRepita a versão do acidentado para checar que você a entendeuTermine a investigação com um comentário positivo, discutindo possíveis
planos de ação.
Toda investigação de acidente deve ser realizada o mais rapidamente possível, para se aproveitar que os detalhes estão “claros” na memória. Recomenda-se um prazo máximo de 72 horas (para finais de semana).
Observação: O Acidente deve ser reportado (via telefone, correio eletrônico, etc.) ao Gerente de Operações e ao Gerente de Planta até no máximo 24 horas depois de sucedido.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 42/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
4.d.4- DESCRIÇÃO DO INCIDENTE/ACIDENTE
Deve-se tentar descrever o incidente/acidente da maneira mais precisa possível, indicando QUEM, O QUE, COMO, QUANDO e ONDE. A descrição do acidente/incidente “NÃO é uma simples repetição do que foi dito pelo acidentado”.Deve-se descrever também os tipos de ferramentas ou equipamentos, materiais e produtos químicos envolvidos.
4.d.5- CAUSAS BÁSICAS
As causas básicas são definidas como a origem dos incidente/acidentes. É também o ponto que deve ser eliminado para que se possa evitar a repetição do mesmo tipo de incidente/acidente. As causas básicas mais comuns são descritas abaixo:a) Falta de Conhecimento ou Treinamento InadequadoO funcionário não tem a habilidade ou conhecimento para executar o trabalho com segurança. Exemplos:−Pessoa dirigindo empilhadeira sem ter recebido treinamento −Pessoa operando máquinas sem ter sido treinada.
b) Cargo Inadequado do FuncionárioO funcionário não é capaz de fazer o trabalho com segurança por faltar-lhe condições físicas ou emocionais. Exemplo:-Operador de empilhadeira com problemas auditivos ou visuais-Pessoa com problemas de coluna levantando carga excessiva
c) Práticas Seguras Não CumpridasAs práticas seguras existem mas não são seguidas. Exemplos:-Colocar as mãos em máquinas em movimento-Fumar em local com sinalização de Proibido Fumar
d) Projeto Inadequado (Engenharia)O projeto de um equipamento ou área de trabalho não considerou itens de segurança ou fatores humanos (ergonômicos). Exemplos:-Guardas de proteção inadequadas ou ausentes-O funcionário torceu o pé pois tem que descer a cada minuto um degrau de 50 cm.
e) EPI InadequadoOs Equipamentos de Proteção Individual (EPI) não foram fornecidos ou são inadequados. Exemplos:− Luvas de pano para manusear produtos corrosivos− Capacetes de alumínio para eletricistas
f) Inspeção/Manutenção InadequadaEquipamentos críticos ou de proteção não são bem mantidos ou as inspeções são ineficazes. Exemplos:− Guardas de proteção em estado precário
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 43/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
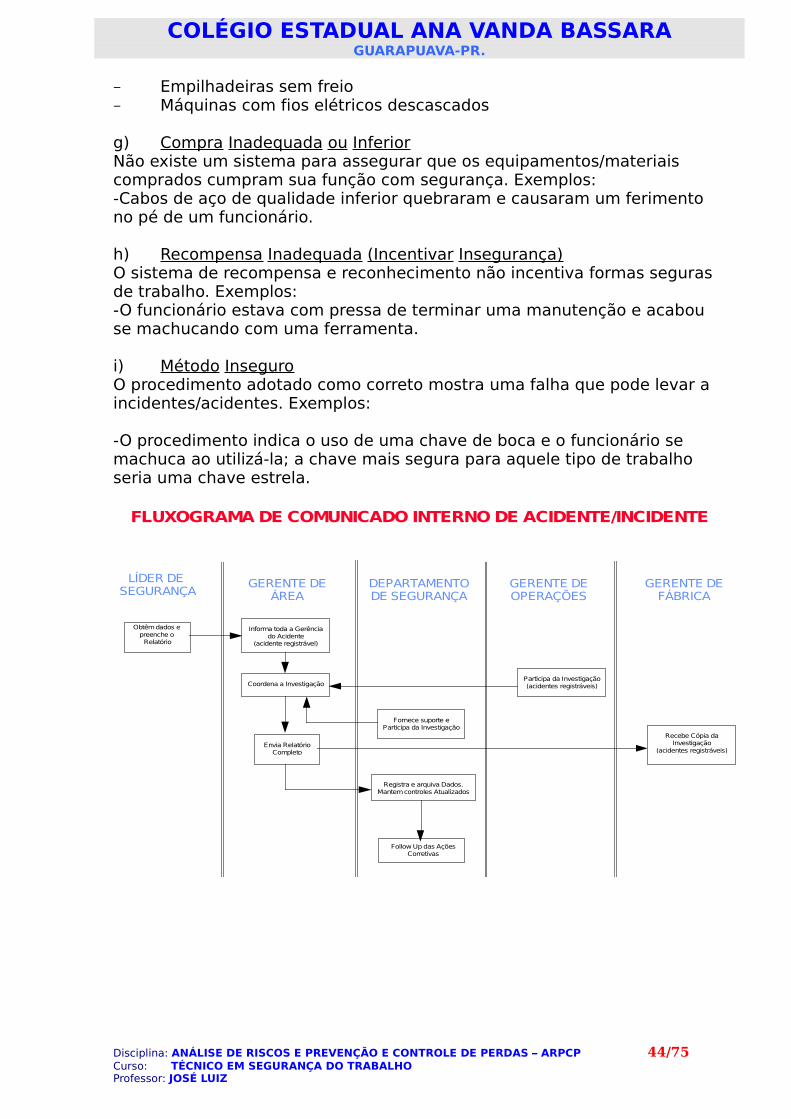
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
− Empilhadeiras sem freio− Máquinas com fios elétricos descascados
g) Compra Inadequada ou InferiorNão existe um sistema para assegurar que os equipamentos/materiais comprados cumpram sua função com segurança. Exemplos:-Cabos de aço de qualidade inferior quebraram e causaram um ferimento no pé de um funcionário.
h) Recompensa Inadequada (Incentivar Insegurança)O sistema de recompensa e reconhecimento não incentiva formas seguras de trabalho. Exemplos:-O funcionário estava com pressa de terminar uma manutenção e acabou se machucando com uma ferramenta.
i) Método InseguroO procedimento adotado como correto mostra uma falha que pode levar a incidentes/acidentes. Exemplos:
-O procedimento indica o uso de uma chave de boca e o funcionário se machuca ao utilizá-la; a chave mais segura para aquele tipo de trabalho seria uma chave estrela.
FLUXOGRAMA DE COMUNICADO INTERNO DE ACIDENTE/INCIDENTE
LÍDER DE SEGURANÇA
DEPARTAMENTODE SEGURANÇA
GERENTE DEÁREA
GERENTE DEOPERAÇÕES
GERENTE DEFÁBRICA
Obtêm dados e preenche o
Relatório
Follow Up das AçõesCorretivas
Coordena a Investigação
Fornece suporte eParticipa da Investigação
Registra e arquiva Dados.Mantem controles Atualizados
Envia RelatórioCompleto
Participa da Investigação(acidentes registráveis)
Recebe Cópia daInvestigação
(acidentes registráveis)
Informa toda a Gerênciado Acidente
(acidente registrável)
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 44/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
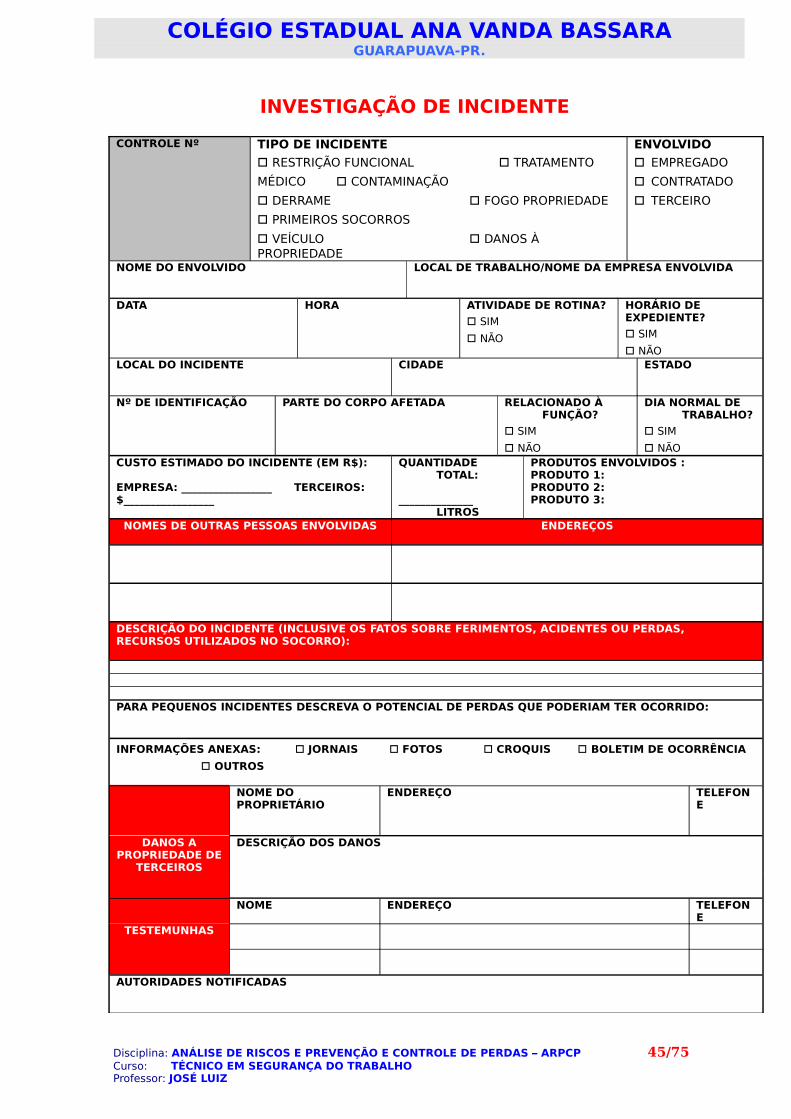
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
INVESTIGAÇÃO DE INCIDENTE
CONTROLE Nº TIPO DE INCIDENTE
RESTRIÇÃO FUNCIONAL TRATAMENTO
MÉDICO CONTAMINAÇÃO
DERRAME FOGO PROPRIEDADE
PRIMEIROS SOCORROS
VEÍCULO DANOS À PROPRIEDADE
ENVOLVIDO
EMPREGADO
CONTRATADO
TERCEIRO
NOME DO ENVOLVIDO LOCAL DE TRABALHO/NOME DA EMPRESA ENVOLVIDA
DATA HORA ATIVIDADE DE ROTINA?
SIM
NÃO
HORÁRIO DE EXPEDIENTE?
SIM
NÃOLOCAL DO INCIDENTE CIDADE ESTADO
Nº DE IDENTIFICAÇÃO PARTE DO CORPO AFETADA RELACIONADO À FUNÇÃO?
SIM
NÃO
DIA NORMAL DE TRABALHO?
SIM
NÃOCUSTO ESTIMADO DO INCIDENTE (EM R$):
EMPRESA: _________________ TERCEIROS: $_________________
QUANTIDADE TOTAL:
______________ LITROS
PRODUTOS ENVOLVIDOS :PRODUTO 1:PRODUTO 2:PRODUTO 3:
NOMES DE OUTRAS PESSOAS ENVOLVIDAS ENDEREÇOS
DESCRIÇÃO DO INCIDENTE (INCLUSIVE OS FATOS SOBRE FERIMENTOS, ACIDENTES OU PERDAS, RECURSOS UTILIZADOS NO SOCORRO):
PARA PEQUENOS INCIDENTES DESCREVA O POTENCIAL DE PERDAS QUE PODERIAM TER OCORRIDO:
INFORMAÇÕES ANEXAS: JORNAIS FOTOS CROQUIS BOLETIM DE OCORRÊNCIA
OUTROS
NOME DO PROPRIETÁRIO
ENDEREÇO TELEFONE
DANOS A PROPRIEDADE DE
TERCEIROS
DESCRIÇÃO DOS DANOS
NOME ENDEREÇO TELEFONE
TESTEMUNHAS
AUTORIDADES NOTIFICADAS
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 45/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
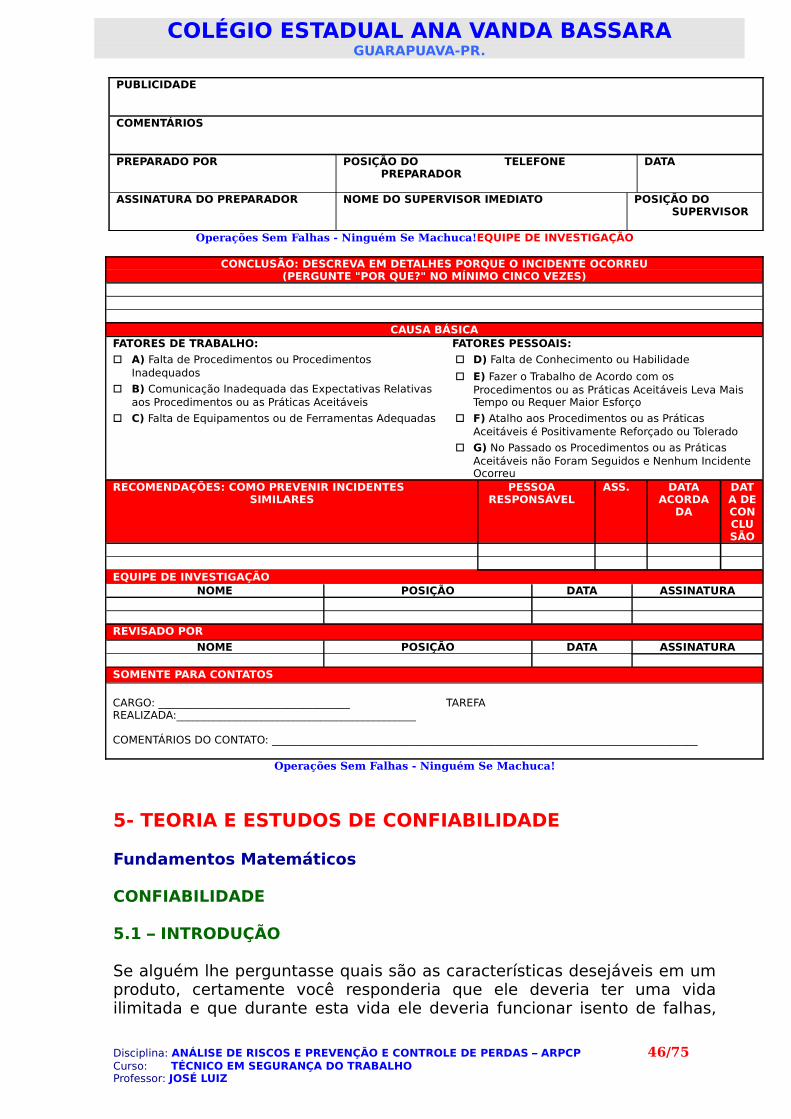
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
PUBLICIDADE
COMENTÁRIOS
PREPARADO POR POSIÇÃO DO PREPARADOR
TELEFONE DATA
ASSINATURA DO PREPARADOR NOME DO SUPERVISOR IMEDIATO POSIÇÃO DO SUPERVISOR
Operações Sem Falhas - Ninguém Se Machuca!EQUIPE DE INVESTIGAÇÃO
CONCLUSÃO: DESCREVA EM DETALHES PORQUE O INCIDENTE OCORREU(PERGUNTE "POR QUE?" NO MÍNIMO CINCO VEZES)
CAUSA BÁSICAFATORES DE TRABALHO:
A) Falta de Procedimentos ou Procedimentos Inadequados
B) Comunicação Inadequada das Expectativas Relativas aos Procedimentos ou as Práticas Aceitáveis
C) Falta de Equipamentos ou de Ferramentas Adequadas
FATORES PESSOAIS:
D) Falta de Conhecimento ou Habilidade
E) Fazer o Trabalho de Acordo com os Procedimentos ou as Práticas Aceitáveis Leva Mais Tempo ou Requer Maior Esforço
F) Atalho aos Procedimentos ou as Práticas Aceitáveis é Positivamente Reforçado ou Tolerado
G) No Passado os Procedimentos ou as Práticas Aceitáveis não Foram Seguidos e Nenhum Incidente Ocorreu
RECOMENDAÇÕES: COMO PREVENIR INCIDENTES SIMILARES
PESSOARESPONSÁVEL
ASS. DATA ACORDA
DA
DATA DE CONCLUSÃO
EQUIPE DE INVESTIGAÇÃONOME POSIÇÃO DATA ASSINATURA
REVISADO POR
NOME POSIÇÃO DATA ASSINATURA
SOMENTE PARA CONTATOS
CARGO: ____________________________________ TAREFA REALIZADA:_____________________________________________
COMENTÁRIOS DO CONTATO: ________________________________________________________________________________
Operações Sem Falhas - Ninguém Se Machuca!
5- TEORIA E ESTUDOS DE CONFIABILIDADE
Fundamentos Matemáticos
CONFIABILIDADE
5.1 – INTRODUÇÃO
Se alguém lhe perguntasse quais são as características desejáveis em um produto, certamente você responderia que ele deveria ter uma vida ilimitada e que durante esta vida ele deveria funcionar isento de falhas,
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 46/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
porém, isto dificilmente será algum dia alcançado.A confiabilidade está diretamente relacionada com a confiança que temos em um produto, equipamento ou sistema, ou seja, que estes não apresentem falhas.
5.2 - DEFINIÇÕES DE CONFIABILIDADE
Confiabilidade é a probabilidade de que um componente ou sistema funcionando dentro dos limites especificados de projeto, não falhe durante o período de tempo previsto para a sua vida, dentro das condições de agressividade ao meio. [Lafraia]
Confiabilidade é a probabilidade de que um componente, equipamento ou sistema exercerá sua função sem falhas, por um período de tempo previsto, sob condições de operação especificadas. [Lafraia]
Confiabilidade é a probabilidade de um equipamento ou sistema desempenhar satisfatoriamente suas funções específicas, por um período de tempo, sob um dado conjunto de condições de operação. [De Cicco & Fantazzini]
Confiabilidade é a probabilidade de um sistema (componentes, aparelhos, circuitos, etc) desempenhar sem falhas uma missão de duração determinada. [Helman & Andery]
A confiabilidade de um item corresponde à sua probabilidade de desempenhar adequadamente ao seu propósito especificado, por um determinado período de tempo e sob condições ambientais pré-determinadas. [Fogliatto]
5.3 - BENEFÍCIOS COM A APLICAÇÃO DA CONFIABILIDADE
a) Aumentar os lucros através de:1. Menos paradas não programadas.2. Menores custos de manutenção/operação/apoio.3. Menores perdas por lucro cessante.4. Menores possibilidades de acidentes.
b) Fornecer soluções às necessidades atuais das indústrias como:1. Aumentar a produção de produtos/unidades mais lucrativas.2. Flexibilidade para utilização de diversos tipos de cargas.3. Responder rapidamente às mudanças nas especificações dos produtos.4. Cumprir com a legislação ambiental, de segurança e higiene.
c) Permitir a aplicação de investimento com base em informações quantitativas:1. Segurança.2. Continuidade operacional.3. Meio ambiente.
d) Eliminação de causas básicas de paradas não programadas de indústrias ou instalações:1. Diminuir os prazos de paradas programadas.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 47/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
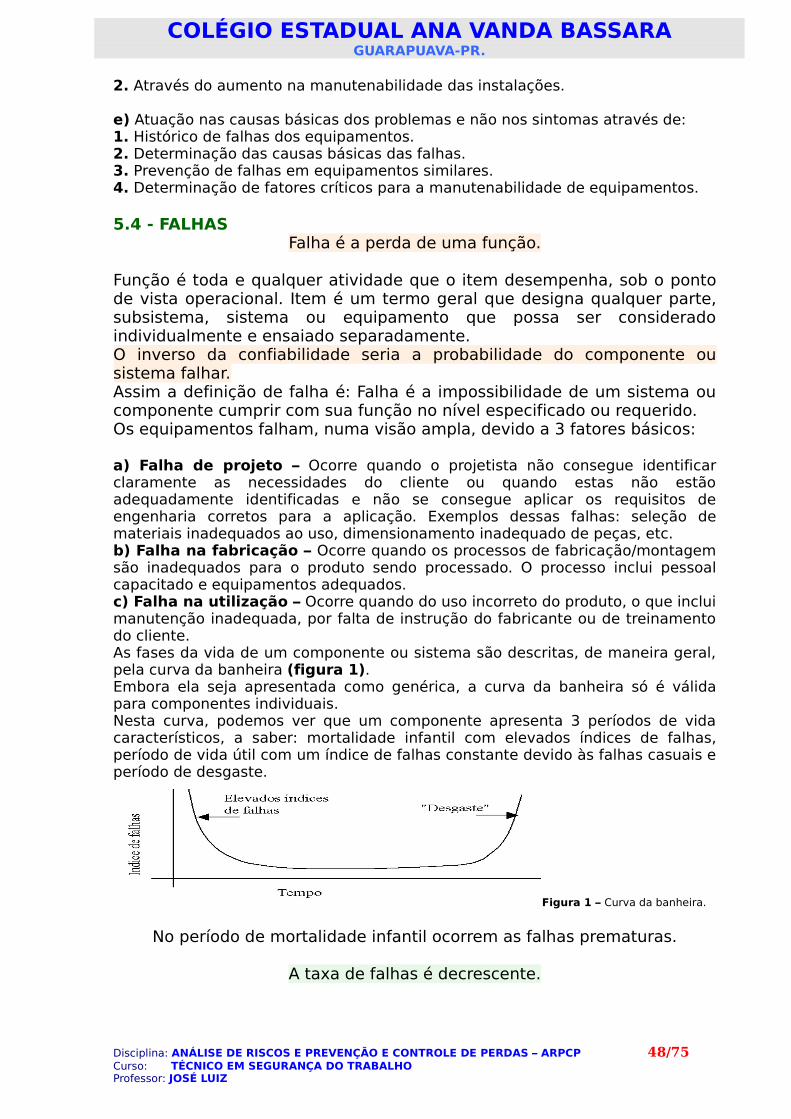
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
2. Através do aumento na manutenabilidade das instalações.
e) Atuação nas causas básicas dos problemas e não nos sintomas através de:1. Histórico de falhas dos equipamentos.2. Determinação das causas básicas das falhas.3. Prevenção de falhas em equipamentos similares.4. Determinação de fatores críticos para a manutenabilidade de equipamentos.
5.4 - FALHASFalha é a perda de uma função.
Função é toda e qualquer atividade que o item desempenha, sob o ponto de vista operacional. Item é um termo geral que designa qualquer parte, subsistema, sistema ou equipamento que possa ser considerado individualmente e ensaiado separadamente.O inverso da confiabilidade seria a probabilidade do componente ou sistema falhar.Assim a definição de falha é: Falha é a impossibilidade de um sistema ou componente cumprir com sua função no nível especificado ou requerido.Os equipamentos falham, numa visão ampla, devido a 3 fatores básicos:
a) Falha de projeto – Ocorre quando o projetista não consegue identificar claramente as necessidades do cliente ou quando estas não estão adequadamente identificadas e não se consegue aplicar os requisitos de engenharia corretos para a aplicação. Exemplos dessas falhas: seleção de materiais inadequados ao uso, dimensionamento inadequado de peças, etc.b) Falha na fabricação – Ocorre quando os processos de fabricação/montagem são inadequados para o produto sendo processado. O processo inclui pessoal capacitado e equipamentos adequados.c) Falha na utilização – Ocorre quando do uso incorreto do produto, o que inclui manutenção inadequada, por falta de instrução do fabricante ou de treinamento do cliente.As fases da vida de um componente ou sistema são descritas, de maneira geral, pela curva da banheira (figura 1).Embora ela seja apresentada como genérica, a curva da banheira só é válida para componentes individuais.Nesta curva, podemos ver que um componente apresenta 3 períodos de vida característicos, a saber: mortalidade infantil com elevados índices de falhas, período de vida útil com um índice de falhas constante devido às falhas casuais e período de desgaste.
Figura 1 – Curva da banheira.
No período de mortalidade infantil ocorrem as falhas prematuras.
A taxa de falhas é decrescente.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 48/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Estas falhas podem ter as seguintes origens: processos de fabricação deficientes, controle de qualidade deficiente, mão-de-obra desqualificada, amaciamento insuficiente, pré-teste insuficiente, materiais fora de especificação, componentes não especificados, componentes não testados, componentes que falharam devido a estocagem/transporte indevidos, sobrecarga no primeiro teste, contaminação, erro humano, instalação imprópria, partida deficiente, entre outras.O período de vida útil é caracterizado por taxa de falhas constante.Normalmente, as falhas são de natureza aleatória, pouco podendo ser feito para evitá-las.Alguns exemplos de causas de falhas neste período são: interferência indevida tensão/resistência, fator de segurança insuficiente, cargas aleatórias maiores que as esperadas, resistência menor que a esperada, defeitos abaixo do limite de sensibilidade dos ensaios, erros humanos durante o uso, aplicação indevida, abusos, falhas não detectáveis pelo melhor programa de manutenção preventiva, causas inexplicáveis e fenômenos naturais imprevisíveis.No período de desgaste, inicia-se o término da vida útil do equipamento; a taxa de falhas cresce continuamente.
São causas do período de desgaste: envelhecimento, desgaste/abrasão, degradação de resistência, fadiga, fluência, corrosão, deterioração mecânica, elétrica, química ou hidráulica, manutenção insuficiente ou deficiente, vida de projeto muito curta.
5.5 - CONFIABILIDADE E PROBABILIDADE DE FALHA
A função de confiabilidade é expressa na forma R(t), pois seu valor depende do instante t considerado.A confiabilidade deve apresentar valores entre 0 e 1.A probabilidade de falha F(t) é a probabilidade de um sistema falhar ao longo de um período de tempo especificado e seu valor depende do instante t considerado.A função de confiabilidade é dada pela probabilidade da unidade (componente/sistema) não falhar no intervalo [0, t].Assumindo um mesmo período de tempo para o cálculo de R(t) e F(t), resulta:
5.6 - TAXA DE FALHAS
A taxa de falhas é a freqüência com que as falhas ocorrem, num certo intervalo de tempo, medida pelo número de falhas para cada hora de operação ou número de operações do sistema ou componente. A taxa de falhas (ou índice de falhas) é normalmente representada por À.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 49/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
onde f(t) é a função “distribuição de probabilidade” que caracteriza esse conjunto de equipamentos, e R(t) é a confiabilidade.
5.7 - TEMPO MÉDIO ENTRE FALHAS (TMEF)
Define-se o Tempo Médio Entre Falhas como sendo o tempo médio de trabalho de um dado equipamento (reparável), com desempenho acima do mínimo aceitável.O Tempo Médio Entre Falhas (TMEF) é a tradução de Mean Time Between Failures (MTBF).Para o caso específico da distribui-se exponencial, tem-se que o TMEF é o inverso da taxa de falhas:
5.8 - LEI EXPONENCIAL DE CONFIABILIDADE
A expressão matemática indicando a confiabilidade com que os componentes operarão, num sistema de taxa de falha constante, até a data t, sem falhas, é a Lei Exponencial de Confiabilidade. E é dada por:
Onde e = 2,718; À = taxa de falhas; t = tempo de operação; TMEF =
tempo médio entre falhas.
5.9 - TEMPO MÉDIO PARA REPARO (TMPR)
É o tempo para o reparo de componentes, obtido de uma amostra nas mesmas condições de uso do componente desejado.O Tempo Médio Para Reparo (TMPR) é a tradução de Mean Time to Repair (MTTR).
O termo genérico “tempo médio de reparo” inclui, geralmente, uma série de tempos elementares, nem sempre bem definidos ou fáceisde serem computados. Dentre eles, pode-se relacionar os seguintes:
a) tempo de verificação da falha verdadeira (verificar se ocorre um alarme falso);b) tempo de diagnóstico da causa e tipo de falha;c) tempo de acesso ao equipamento;d) tempo de desmontagem e transporte ao local de reparo;e) tempo de espera no local de reparo;f) tempo de substituição de peças ou de manutenção corretiva;g) tempos de testes no local de reparo;
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 50/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
h) tempos de transporte e montagem na área;i) tempos de ensaios e testes locais;j) entre outros.
Freqüentemente, os maiores componentes dos tempos de reparo são os chamados “tempos mortos”, devido à má organização, ineficiência dos serviços e burocracia interna. Alguns desses aspectos merecem ser mencionados:
a) falta de peças de reposição no almoxarifado;b) má definição dos graus de prioridade de atenção;c) indisponibilidade de mão-de-obra;d) demoras no esquema de transmissão de ordens e de planejamento do trabalho;e) horários dos turnos mal compatibilizados.
Esses tempos mortos devem ser analisados com o mesmo nível de importância dos tempos ativos.
5.10 - TEMPO MÉDIO PARA FALHA (TMPF)
É o tempo médio para falha de componentes que não podem ser reparados. É aplicável a componentes cuja vida termina na primeira falha. É similar ao Tempo Médio Entre Falhas (TMEF), que é aplicável a componentes reparáveis.O Tempo Médio Para Falha (TMPF) é a tradução de Mean Time to Failure (MTTF).O Tempo Médio Para Falha (TMPF) inclui o tempo do bom funcionamento e o tempo de reparo:
5.11 - ANÁLISE DE SISTEMAS SIMPLESNesse tópico, não iremos nos preocupar com a confiabilidade de um único componente e sim a de um grupo formando um conjunto funcional.
5.11.1 - SISTEMAS EM SÉRIEOs componentes são considerados em série quando a falha de qualquer um deles provocar a falha de todo o sistema, ficando completamente inoperante.Logo, o funcionamento do sistema dependerá da plena capacidade de cada componente.Sejam ri (i = 1, 2, 3, ... n), as funções de confiabilidade dos componentes, e R a função de confiabilidade do equipamento.
Demonstra-se que:
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 51/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Esta expressão é chamada Lei do Produto de Confiabilidade, que nos diz que a confiabilidade total do sistema/equipamento é igual ao produto das confiabilidades individuais dos componentes.
5.11.2 - SISTEMAS EM PARALELOOs componentes serão considerados em paralelo quando a falha do sistema só ocorrer quando todos os componentes falharem ou o sistema continuar operando. Neste sistema, a confiabilidade atingirá altos valores.
De uma maneira geral, se tivermos m componentes em paralelo, a probabilidade de falha total de um sistema, até a data t, será:
E a probabilidade de não falhar (confiabilidade), até t, é:
Redundância é a existência de mais de um meio de execução de uma determinada tarefa, ou seja, de um modo geral, todos os meios precisam falhar antes da quebra do sistema.
Portanto, a redundância paralela é uma ferramenta de projeto para aumentar a confiabilidade de um sistema ou equipamento.
Para se conservar suas vantagens, devem existir recursos que detectem os componentes que falham, e meios que garantam a substituição desses componentes o mais breve possível.
Os sistemas de redundância paralela apresentam, entretanto, algumas desvantagens: aumentam o custo, peso, volume, complexidade e manutenção.
6 - TÉCNICAS DE INCIDENTES CRÍTICOS
6.1 TÉCNICAS DE IDENTIFICAÇÃO DE PERIGOS
6.1.1. TÉCNICA DE INCIDENTES CRÍTICOS (TIC)
A Técnica de Incidentes Críticos, também conhecida em português como "Confissionário" e em inglês como "Incident Recall", é uma análise operacional, qualitativa, de aplicação na fase operacional de sistemas, cujos procedimentos envolvem o fator humano em qualquer grau. É um método para identificar erros e condições inseguras que contribuem para
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 52/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
a ocorrência de acidentes com lesões reais e potenciais, onde se utiliza uma amostra aleatória estratificada de observadores-participantes, selecionados dentro de uma população. A TIC possui grande potencial, principalmente naquelas situações em que deseja-se identificar perigos sem a utilização de técnicas mais sofisticadas e ainda, quando o tempo é restrito. A técnica têm como objetivo a detecção de incidentes críticos e o tratamento dos riscos que os mesmos representam. Os observadores-participantes são selecionados dentre os principais departamentos da empresa, procurando representar as diversas operações da mesma dentro das diferentes categorias de risco. Um entrevistador os interroga e os incita a recordar e descrever os incidentes críticos, ou seja, os atos inseguros que tenham cometido ou observado, e ainda condições inseguras que tenham lhes chamado a atenção. Os observadores-participantes devem ser estimulados a descrever tantos incidentes críticos quantos possam recordar, sendo necessário para tal colocar a pessoa à vontade procurando, entretanto, controlar as divagações. A existência de um setor de apoio psicológico seria de grande utilidade durante a aplicação da técnica. Os incidentes pertinentes, descritos pelos entrevistados, devem ser transcritos e classificados em categorias de risco, definindo a partir daí as áreas-problema, bem como a priorização das ações para a posterior distribuição dos recursos disponíveis,tanto para a correção das situações existentes como para prevenção de problemas futuros. A técnica deve ser aplicada periodicamente, reciclando os observadores-participantes a fim de detectar novas áreas-problema, e ainda para aferir a eficiência das medidas já implementadas. Estudos realizados por William E. Tarrants apud DE CICCO e FANTAZZINI (1994c) revelam que a TIC detecta fatores causais, em termos de erros e condições inseguras, que conduzem tanto a acidentes com lesão como a acidentes sem lesão e ainda, identifica as origens de acidentes potencialmente com lesão.
Assim sendo, a técnica descrita, por analisar os incidentes críticos, permite a identificação e exame dos possíveis problemas de acidentes antes do fato, ao invés de depois dele, tanto em termos das consequências com danos à propriedade como na produção de lesões.
7 - AVALIAÇÃO DE PERDAS DE UM SISTEMA
Gerência de riscosIdentificação de riscos
AVALIAÇÃO DE PERDAS DE UM SISTEMA
Não a nada de novo a ser dito sobre as conseqüências danosas dos acidentes de trabalho e por analogia também das doenças ocupacionais que afetam.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 53/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· as pessoas que se incapacitam de forma total ou parcial, temporária ou permanente para o trabalho;· as empresas com a perda da mão-de-obra, de material etc... e conseqüente a elevação dos custos operacionais;· a sociedade com o aumento do número de inválidos e dependentes da previdência social;· enfim, a própria nação, com o todo conjunto de efeitos negativos dos acidentes do trabalho;Nem todos, infelizmente têm suficiente discernimento para entender toda a extensão dos efeitos negativos dos acidentes do trabalho e doenças ocupacionais.
E nem toda a responsabilidade que assumem diante de si mesmo, da empresa e da sociedade.
Nesse particular, encontram-se exemplos extremos:· do empregado que não se importa se a fábrica for destruída em uma explosão, desde que ele não sofra;· do empregador que nem quer ouvir falar no que pode acontecer aos empregados, pis é seu patrimônio e sua produção que não podem ser afetados;Excluídos os extremos, ainda se encontram muitas falhas na interpretação da vasta cadeia de danos originados dos acidentes do trabalho, cujos efeitos sempre afetam negativamente os campos humano, social e econômico.É bom lembrar que a própria potencialidade de danos dos acidentados é bem maior do que geralmente se imagina. Um exemplo: O cochilo operacional de um operário ocasionou um acidente sério.O referido operário tem de ser removido urgentemente para um hospital, dois dos outros são atendidos no ambulatório da empresa e um equipamento de fundamental importância é paralisado em conseqüência de quebras de algumas peças.A análise das conseqüências do acidente, levantados os ferimentos das vítimas e os custos dos danos materiais, poderia parar por aí.Todavia, em casos como esse, é conveniente pensar também na potencialidade de danos e riscos que se originou do acidente.
O equipamento paralisado pelo acidente é um conjunto de moinho e misturador que prepara matéria-prima para os vários segmentos da área de produção.
Deve, portanto, ser reparado com toda a urgência possível. Entra em ação o grupo de manutenção que, em ocasiões como essa, se excede em esforços, com ampla tendência em passar por cima de muitos princípios de segurança, a menos que a mentalidade prevencionista na empresa já esteja consolidada em patamar altíssimo.Não se trata de indisciplina no cumprimento das normas de segurança nem de heroísmo no cumprimento do dever.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 54/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Esse comportamento nos casos de emergência é resultado do desprendimento dos que se dedicam com amor ao que fazem e que se manifesta com mais ou com menos intensidade em função do preparo e do espírito prevencionista das pessoas. Quando se trata em função do preparo e do espírito prevencionista das pessoas.Quando se trata de trabalhos de manutenção, esse comportamento a as situações críticas e invulgares que surgem formam um conjunto de fatores que propiciam novos riscos de acidentes.São situações que requerem mais cuidados na aplicação dos recursos preventivos disponíveis, não há dúvida. No entanto, o que vem ao caso nesses comentários é o fato de elas se constituírem em extensões da potencialidade do risco inicial do acidente já, ocorrido, propiciando novas ocorrências de acidentes.Além disso, na remoção do acidentado para o hospital, novos riscos poderão ser criados.O arrojo que o condutor da ambulância imprimir em seu trabalho, para tentar chegar logo ao hospital, poderá criar condições desfavoráveis a sua segurança, bem como dos ocupantes do veículo que dirige e de outros veículos na rua.Como se perceber, um acidente do trabalho tem muitas vezes uma potencialidade de risco e danos maior do que aquela que se percebe na ocorrência do acidente em si.É mais um fato que pesa favoravelmente na justificativa de tudo o que se procura fazer para prevenir acidentes do trabalho.1. O LADO HUMANO
O lado humano costuma estar mais em evidência nos acidentes do trabalho quando destes resulta alguma vítima.
Em primeiro lugar, porque o acidente que fere alguém é mais aceito e entendido como acidente do trabalho; em segundo, porque o homem é o elemento mais valioso de tudo o que acidente pode danificar.
O sofrimento do acidentado é inevitável.
Os ferimentos, pequenos ou grandes, são sempre indesejáveis.
O tratamento, fácil ou difícil, curto ou prolongado, é em geral doloroso.
O tempo de recuperação pode tornar-se fastidioso e até ocasionar abatimento psicológico à vítima.
O sofrimento estende-se, às vezes, aos membros da família, por preocupação, compaixão, ou pela incerteza, em casos mais graves, quanto à continuidade normal da vida do acidentado.
Há famílias que sofrem por longo tempo a angústia dramática do futuro incerto, em casos em que é o arrimo da família que o ocorre o risco de invalidez permanente.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 55/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Vítima da incapacidade parcial, o mutilado, embora voltando a trabalhar, poderá sentir-se inferiorizado diante dos demais ou se sentir piedosamente aceito pela empresa e pouco útil para o trabalho. Isso ocorre quando não recebe apoio moral necessário após o acidente ou não lhe é propiciada uma reintegração psicológica adequada ao trabalho.
Pode, mesmo, vir a representar problemas para a própria segurança do trabalho.Tudo isso acontece, mesmo com a estabilidade temporária garantida, hoje pela legislação previdenciária.
Em casos de incapacidade parcial permanente e grave, o acidentado nem sempre adquire, por si só, condições psicológicas de retornar ao trabalho isento de preocupações de passar a ser um objeto de curiosidades, de ficar marginalizado.
Em virtude dessa condição, das circunstâncias em que ocorreu o acidente ou de alguma falha notada durante o tratamento, o indivíduo pode tornar-se revoltado contra o patrão, contra a previdência social ou contra a própria sociedade.São apenas alguns dramas humanos que costumam envolver as vítimas de acidentes de trabalho e seus familiares, especialmente os menos favorecidos, os mais atingidos por esse tipo de infortúnio, pois são os que mais se submetem aos trabalhos rudes de mais acentuados riscos.
Todos esses sofrimentos, físicos ou psicológicos, podem ser evitados ou reduzidos ao mínimo pela aplicação correta de medidas adequadas contra os acidentes de trabalho.
2. O ASPECTO SOCIAL
Os acidentes do trabalho e as doenças ocupacionais sempre foram problemas sociais, embora nem sempre repercutissem como tal.
Nos períodos de escravatura e de servidão remunerada, quando não se ligava para acidentes e acidentados, esses problemas existiam sem que fossem reconhecidos como hoje.
Os problemas sociais ocasionados por acidentes do trabalho e doenças ocupacionais têm sido objeto de muitos estudos e recomendações em função da extensão que assumem no âmbito da sociedade.
Basta imaginar a quantidade de portadores de incapacidade total e permanente para o trabalho, vítimas de acidentes ou doenças ocupacionais e dependentes hoje, da previdência social.
Muitos mutilados reintegram-se ao trabalho após um período de reabilitação funcional em clínicas ou serviços especializados.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 56/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Dignos de toda sorte de elogios, esses serviços atenuam um dos grandes problemas sociais do acidente do trabalho. Não o solucionam.
O ideal prevencionista leva ao desejo de que esses serviços sejam um dia extintos pela falta do que fazer, ou seja, de acidentados para reabilitar.
Muitas vítimas de acidentes sofrem, temporária ou permanentemente, redução de vencimentos que obriga a família a baixar repentinamente o padrão de vida, a proceder a cortes no orçamento, a privar-se de coisas até então usuais, fatos que ferem profundamente a felicidade de indivíduos e de famílias.
Apesar da justiça que se pretende imprimir com o pagamento de indenizações às vítimas ou seus familiares, o valor indenizatório jamais compensa os danos físicos ou funcionais das vítimas, e muito menos os repara.
Esses aspectos sociais, quer voltados para os acidentes ou para sua prevenção, devem até merecer destaques nas campanhas preventivas
dos infortúnios do trabalho.
O que acontece, muitas vezes, é que se dá tal ênfase aos problemas sociais a ponto de encobrir e tornar ignoradas outras conseqüências também danosas e muitas falhas técnicas e administrativas ainda mais comprometedoras da segurança do trabalho.
Há casos em que os acidentados ou doentes recebem do serviço social empresa toda a atenção possível durante o tratamento e até a reintegração ao trabalho.Apoio moral, psicológico e mesmo material com extensão à própria família, numa clara demonstração de que a empresa reconhece os problemas sociais oriundos dos acidentes e procura atenuá-los socialmente. Digna de elogios essa atitude tomada pela empresa.
No entanto, acontece muitas vezes que empresas que dispensam o acidentado e familiares toda sorte de atenção depois do infortúnio ocorrido não fazem o suficiente do ponto de vista técnico e administrativo para que o acidente e a doença não ocorram.
Não seria o caso de considerar a prevenção dos acidentes e doenças como obra social mais importante do que a assistência aos acidentados e familiares?
Não seria, do ponto de vista social, mais coerente prevenir os acidentes do trabalho e doenças ocupacionais em vez de apenas remediar suas conseqüências?
Não há, nas perguntas, qualquer intenção de criticar serviços sociais nem de sugerir-lhes diretrizes. Tanto que ficam nessas páginas as perguntas. As respostas ficam a cargo dos responsáveis pelos serviços sociais, pelo
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 57/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
serviço de segurança e principalmente pelo departamento recursos humanos (RH) das empresas, sobretudo das que mais assistem os acidentados do que previnem acidentes.
Não se deve interpretar, no entanto, que o serviço de segurança do trabalho deva ser uma atividade do serviço social da empresa ou que ambos devam ser o mesmo.
Serviço de segurança de trabalho e serviço social são atividades específicas, com técnicas próprias e pessoal especializado. Não podem, portanto, ser confundidos.
Como qualquer outro órgão da empresa, o serviço social deve prestar serviços em favor da prevenção de acidentes em sua área específica. Ambos os serviços devem trabalhar em estreita colaboração, sem, no entanto, um usurpar as atribuições que cabem ao outro nas atividades prevencionistas.
Uma coisa, porém, deve ficar clara para ambos: prevenir acidentes é obra social muito mais importante do que assistir as vítimas de infortúnios do trabalho.
1. PROBLEMAS ECONÔMICOS
Os problemas econômicos oriundos dos acidentes do trabalho têm sido postos mais freqüentemente em evidência nos últimos tempos, em função principalmente da grande divulgação do muito discutido e pouco aplicado controle de perdas nas empresas, em cujo contexto o acidente e a prevenção assumem posição de destaque.
Não se vai cuidar desse assunto aqui, mas é bom lembrar que, sem a pretensão de propor medidas de controle, a primeira edição deste livro, em 1965, já apontava uma série de problemas, que hoje parece novidade, apresentada com o título de controle de perdas.O que interessa apresentar neste testo, para entendimento, são fatos que comprovam que os acidentes ferem economicamente a empresa. Esta nem sempre percebe este lado negativo do infortúnio do trabalho, embora seja a empresa a inicialmente mais afetada.Qualquer empresa pode calcular com relativa precisão o custo do produto ou do serviço que pões à disposição do público ou de outras empresas, no que se refere aos materiais empregados, à mão de obra aplicada, à energia consumida, aos impostos e obrigações sociais etc..Todavia, calcular com que parcela os acidentes do trabalho contribuem para o custo final não é tarefa fácil. Para alguns, o custo aparente dos acidentes do trabalho é a taxa de seguro à previdência social, as diárias pagas ao acidentado até o décimo quinto dia de afastamento e coisas assim relacionadas com o atendimento dos acidentados.Este, também denominado custo de despesas que aparecem na contabilidade das empresas, identificadas como resultados dos
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 58/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
acidentes, cobrindo, no entanto, apenas as despesas com as obrigações sociais do seguro e da assistência aos acidentados. Outras despesas, usualmente denominadas custo indireto, diluem-se no custo final, agravando uma outra conta da empresa sob outros títulos, tais como: manutenção, perdas e danos, reposição (de algo inutilizado por acidente) etc.
Custo oculto é um título que assenta melhor nesses casos, visto que essas despesas se ocultam em diversas contas e sob diversos títulos,
embora tenham origem nos acidentes do trabalho.
4. O QUE OS ACIDENTES AFETAM E COMO
É fácil entender a dificuldade de uma empresa teria para controlar o custo dos acidentes do trabalho em toda a sua danosa extensão. Seria necessário manter um serviço preciso e dispendioso para esse fim que o tornaria inviável para muitas empresas, que deixariam de alcançar qualquer resultado economicamente compensador.
Não é necessário saber quanto custam os acidentes para compreender que sua prevenção compensa.
Para isso é necessário, todavia, perceber como eles afetam o custo global das empresas, com suas diversas modalidades de interferência.
5. OS ACIDENTES QUE INTERFEREM NA QUALIDADE
QUALIDADE: na interpretação que se deve dar, nesses casos, não é só a que se refere ao produto final ou serviço prestado pela empresa.
Embora a qualidade final possa não comprometer a imagem da empresa, pois ela sai de acordo com as especificações estabelecidas, operações e serviços intermediários podem ter suas próprias qualidades afetadas por acidentes, resultando no mínimo em mais refugos e tempo perdido, e isto significa ônus para o custo final.
Qualidade existe em tudo: no produto final, nas operações intermediárias, no trabalho do mensageiro, do faxineiro etc.; em qualquer desses pontos o custo pode ser elevado por motivo de acidente e, vai influenciar no custo final do produto ou serviço da empresa.
6. OS ACIDENTES INTERFEREM NA QUANTIDADE
QUANTIDADE: para efeito desse estudo, não é só a quantidade final prevista pelo programa de produção.
Tanto essa quantidade, como as que devem ser conseguidas por seções da empresa, por grupos de trabalho, por máquinas e mesmo por indivíduos, podem ser afetadas por acidentes do trabalho.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 59/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Os expedientes ou artifícios empregados para compensar as quantidades prejudicadas em setores da empresa, para que a quantidade final não seja comprometida, são, em geral, onerosos.
É mais uma forma de elevação de custos por motivos de acidente e nem sempre assim interpretada por dirigentes empresariais.
7. OS ACIDENTES INTERFEREM NOS PRAZOSPRAZOS: não se trata somente dos prazos estabelecidos para entregar certa quantidade de produto acabado ao mercado ou de serviço realizado ao cliente. Os prazos intermediários têm de ser levados em consideração no raciocínio pleno do custo do acidente:· prazo de uma seção tem para entregar peças ou materiais para outra seção ou estágio seguinte de produção;· o estabelecido para o processamento de modificações em ferramental ou instalações· aquele dentro do qual algum trabalho crítico de manutenção tenha de ser terminado;· enfim, são muitos os prazos intermediários que podem ser comprometidos por acidentes;Em geral, as tentativas de compensar o tempo perdido para salvar o prazo comprometido oneram o custo operacional da empresa e criam, muitas vezes, condições propícias a novos acidentes.É de considerar, também, que um prazo não correspondido numa linha de produção pode comprometer uma enorme seqüência de outras operações.
E quantas vezes é um acidente o ponto inicial desse grande transtorno operacional de uma empresa.
8. OS ACIDENTES INTERFEREM NO CUSTO
Afetando de uma outra maneira, com mais ou menos intensidade, qualidade, quantidade e prazo, qualquer estágio da produção ou nos serviços assessórios, o custo operacional da empresa será afetado pelos acidentes.
9. ABSENTEÍSMO
Podemos definir absenteísmo como sendo a ausência dos trabalhadores ao serviço, quando a escalados para trabalhar.
Para avaliarmos as perdas pelo absentismo, empregaremos o chamado “FATOR DE UTILIZAÇÃO DE PESSOAL” - FUP - que é a relação entre o tempo efetivamente trabalhado e o tempo disponível para a execução do que foi programado, ou seja:
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 60/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
FUP = HORAS HOMEM EFETIVEMENTE TRABALHADAS HORAS HOMEM PROGRAMADAS
Este fator representa a fração dos recursos humanos programados que participou da produção fixada.
A fração que não participou (absenteísmo) foi a causa de não se alcançar a produção programada, resultando, desse modo uma produção menor. Isto pode ser traduzido matematicamente pela expressão:
onde: incidência ao absenteísmo na produção;
P P = produção programada; e,
FUP= fator de utilização de pessoal.
10. PARALISAÇÃO DE EQUIPAMENTOS
Podemos representar a incidência da paralisação de equipamentos na produção através da seguinte expressão matemática:
onde: incidência da paralisação do equipamento na produção;
P P = produção programada;
t = tempo de duração da falha;
T = período de execução da tarefa; e,
N = número de equipamentos comprometidos na linha;
Para que possamos explicar melhor o significado dos elementos dessa
expressão, vamos considerar o diagrama de fluxo abaixo:
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 61/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
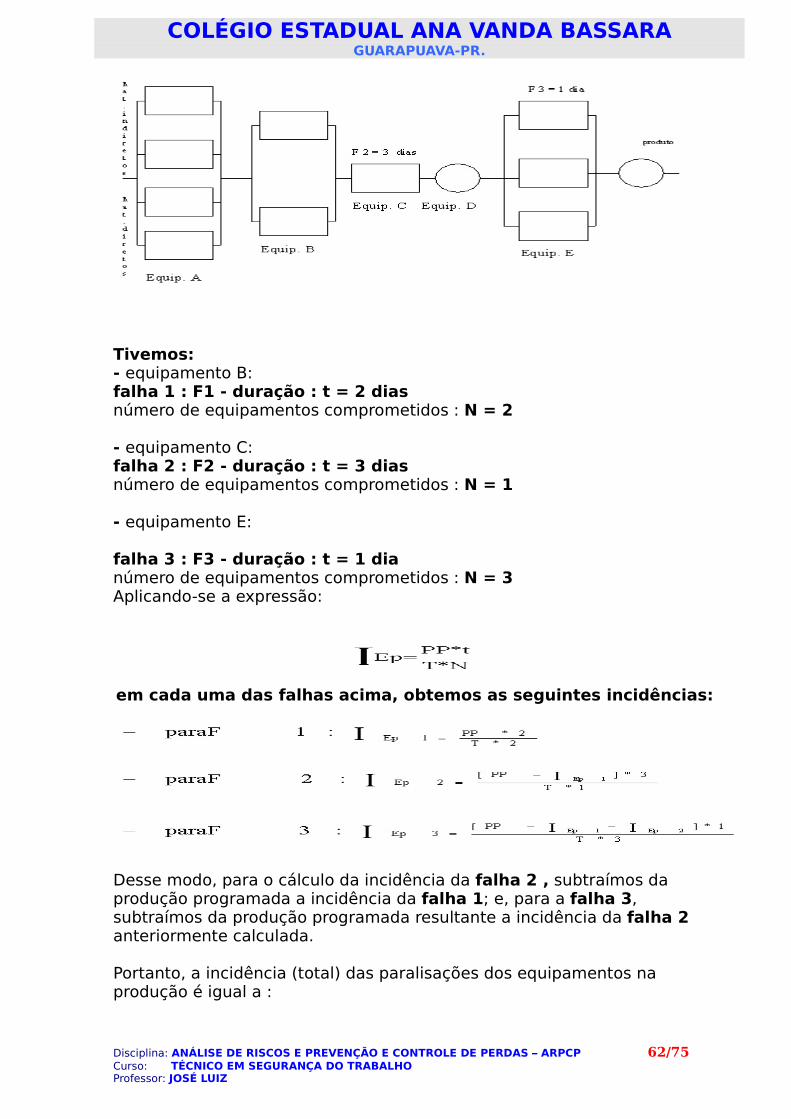
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Tivemos:- equipamento B:falha 1 : F1 - duração : t = 2 diasnúmero de equipamentos comprometidos : N = 2
- equipamento C:falha 2 : F2 - duração : t = 3 diasnúmero de equipamentos comprometidos : N = 1
- equipamento E:
falha 3 : F3 - duração : t = 1 dianúmero de equipamentos comprometidos : N = 3 Aplicando-se a expressão:
em cada uma das falhas acima, obtemos as seguintes incidências:
Desse modo, para o cálculo da incidência da falha 2 , subtraímos da produção programada a incidência da falha 1; e, para a falha 3, subtraímos da produção programada resultante a incidência da falha 2 anteriormente calculada.
Portanto, a incidência (total) das paralisações dos equipamentos na produção é igual a :
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 62/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
que seria o caso mais desfavorável, visto que consideramos cada falha ocorrendo isoladamente, isto é, admitimos não haver qualquer relação entre os tempos de duração das falhas 1,2 e 3 (eventos mutuamente exclusivos).
8 - CONTROLE DE PERDASGerência de riscos
Prevenção e controle de perdas
PREVENÇÃO E CONTROLE DE PERDAS
A análise de perdas e de ocorrências indesejadas se constitui num dos pilares da procura da qualidade e da excelência, pois parte do princípio de que, para se prevenir adequadamente uma perda, primeiro é necessário
conhecer os mecanismos básicos que a ocasionaram.
Embora possa parecer óbvia a necessidade de se analisar as perdas e os eventos indesejados ocorridos, isto não costuma ser analisá-las.
E há alguns motivos para esta realidade:
· muitos chefes acreditam que perdas existem normalmente, na realidade do trabalho, e que é muito difícil trabalhar-se sobre elas.· muitos, atolados no meio de tantas perdas, não acham tempo para analisá-las, ficando na ingrata tarefa de “apagar incêndios” e correr atrás do prejuízo.· muitos outros falam simplesmente do baixo nível do trabalhador, e não procuram causas mais fundamentais das perdas.· e finalmente há aqueles que procuram esconder as perdas (esconder as sujeiras debaixo do tapete).
POR QUÊ ACONTECEM AS PERDAS E OS EVENTOS INDESEJADOS
O ser humano erra por um ou mais de seis fatores: falta de capacidade, falta de informação, falta de aptidão, motivação incorreta, por condição ergonômica inadequada por deslize.
No caso de acidentes humanos, são bem conhecidas as principais causas relacionadas à condição do ambiente de trabalho:· problemas de espaço e circulação, como insuficiência de espaço para o trabalho, insuficiência de espaços para movimentação de objetos e pessoas, passagens e saídas inadequadas, controle inadequado de trânsito nas instalações da empresa;· ventilação ou refrigeração inadequados;· excesso de ruídos;· excesso de vibração;
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 63/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
· iluminação inadequada;· defeito ou inadequação na ferramenta ou máquina agente do trabalho, como por exemplo uma máquina projetada para atender a outros serviços que não aquele que está sendo feito, uma ferramenta construída de material inadequado, em condições inadequadas de funcionamento, etc.;· colocação perigosa de materiais, empilhamento mal feito, má fixação contra movimento indesejável, etc....;· proteção coletiva inadequada ou inexistente, como falta de escoramento, material elétrico não aterrado, conexão ou chave elétrica descoberta, equipamento elétrico sem identificação ou inadequadamente identificado;
Durante muitos anos, a análise das perdas e das ocorrências indesejadas parava na superficialidade do problema, definindo que o erro humano ou a
condição inadequada era a causa básica da perda.Atualmente, está bem demonstrado que em pelo menos 95% dos casos, a falha humana e a condição inadequada presentes numa perda/acidente/ocorrência indesejada são decorrentes de alguma forma de falha administrativa; nos outros 5% fica muito difícil atribuir a causa da perda no sistema administrativo.
UM EXEMPLO PARA ESCLARECIMENTO:Um eletricista de manutenção, fazendo uma operação de reparo no painel de um equipamento eletrônico que parou de funcionar, verificou estar um fusível especial queimado; procurou na sua bolsa e não achou daquele tipo de fusível; procurou na ferramentaria e também não encontrou.Tomou então um pedaço de arame e o colocou no circuito, fazendo o que é conhecido como “jump” ou gravata.Daí a 2 dias, houve um curto-circuito, provocando uma explosão no painel, com danos materiais diretos estimados em US$ 4,000.00, além de 10 dias de parada do equipamento.
2. CAUSA DO ACIDENTE, PELA ANÁLISE CLÁSSICA
Vítima de um fator pessoal, que poderia ser um desconhecimento do risco ou mesmo um excesso de autoconfiança, ou mesmo uma negligência um eletricista de manutenção, não encontrando facilmente um fusível e sua bolsa ou na ferramentaria
(condição ambiente inadequado), cometeu uma falha humana, que foi usar um material inadequado para operação que deveria fazer corretamente.
Para pesquisarmos corretamente as causas de um acidente ou perda, teremos sempre que colocar a seguinte interrogação: POR QUÊ ?
Assim cabe-se perguntar por exemplo dado:
· Por quê o eletricista colocou o arame, apesar de ser muito pouco provável que um eletricista não saiba que isto não deve ser feito?· Por quê não havia fusível na bolsa do eletricista?· Por quê não havia fusível na ferramentaria?
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 64/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
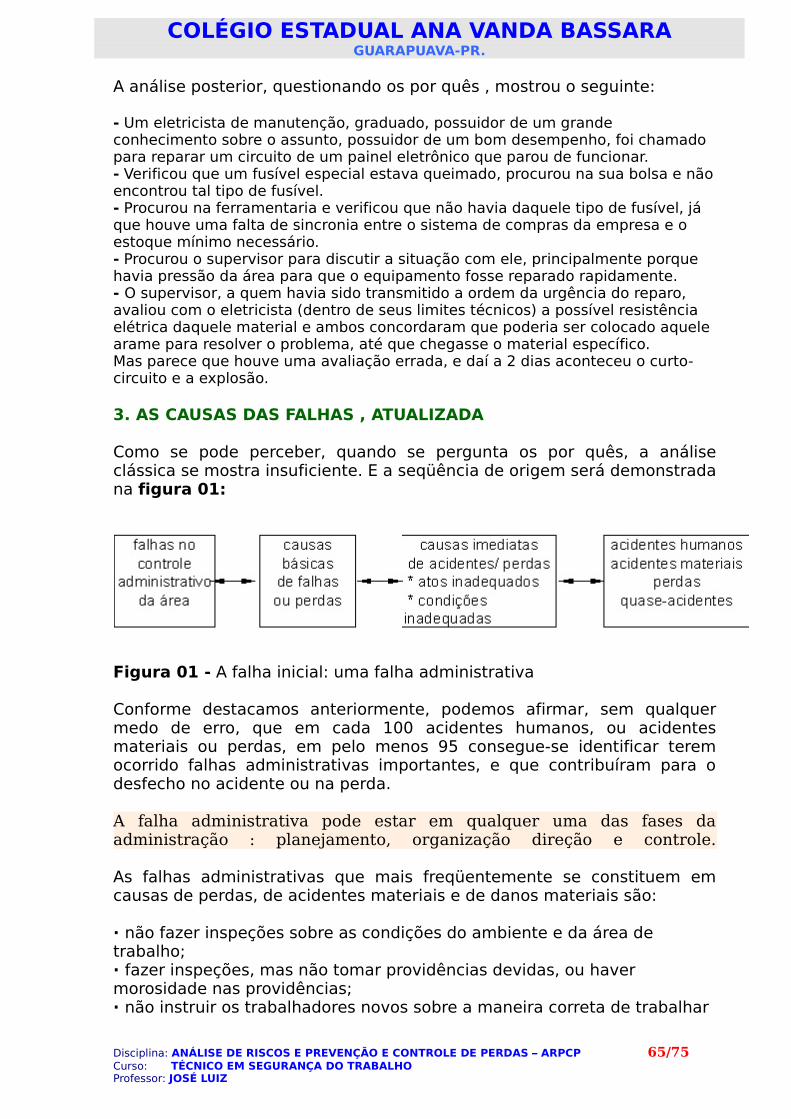
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
A análise posterior, questionando os por quês , mostrou o seguinte:
- Um eletricista de manutenção, graduado, possuidor de um grande conhecimento sobre o assunto, possuidor de um bom desempenho, foi chamado para reparar um circuito de um painel eletrônico que parou de funcionar. - Verificou que um fusível especial estava queimado, procurou na sua bolsa e não encontrou tal tipo de fusível. - Procurou na ferramentaria e verificou que não havia daquele tipo de fusível, já que houve uma falta de sincronia entre o sistema de compras da empresa e o estoque mínimo necessário. - Procurou o supervisor para discutir a situação com ele, principalmente porque havia pressão da área para que o equipamento fosse reparado rapidamente. - O supervisor, a quem havia sido transmitido a ordem da urgência do reparo, avaliou com o eletricista (dentro de seus limites técnicos) a possível resistência elétrica daquele material e ambos concordaram que poderia ser colocado aquele arame para resolver o problema, até que chegasse o material específico. Mas parece que houve uma avaliação errada, e daí a 2 dias aconteceu o curto-circuito e a explosão.
3. AS CAUSAS DAS FALHAS , ATUALIZADA
Como se pode perceber, quando se pergunta os por quês, a análise clássica se mostra insuficiente. E a seqüência de origem será demonstrada na figura 01:
Figura 01 - A falha inicial: uma falha administrativa
Conforme destacamos anteriormente, podemos afirmar, sem qualquer medo de erro, que em cada 100 acidentes humanos, ou acidentes materiais ou perdas, em pelo menos 95 consegue-se identificar terem ocorrido falhas administrativas importantes, e que contribuíram para o desfecho no acidente ou na perda.
A falha administrativa pode estar em qualquer uma das fases da administração : planejamento, organização direção e controle.
As falhas administrativas que mais freqüentemente se constituem em causas de perdas, de acidentes materiais e de danos materiais são:
· não fazer inspeções sobre as condições do ambiente e da área de trabalho;· fazer inspeções, mas não tomar providências devidas, ou haver morosidade nas providências;· não instruir os trabalhadores novos sobre a maneira correta de trabalhar
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 65/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
e de operar equipamentos;· não analisar adequadamente quando alguma coisa acontece em sua área (e dessa forma não tomar medidas capazes de prevenir outra ocorrência semelhante);· não analisar e observar se o trabalho está sendo desenvolvido corretamente;· não rever os regulamentos e procedimentos;· não instituir procedimentos de trabalho adequados para tarefas em que se houver o erro humano o prejuízo será muito grande;· não dar instruções de trabalho;· permissividade com atitudes inadequadas dos subordinados;· não acompanhar as variações do estado físico-psicológico dos subordinados no cotidiano do trabalho.
4. AS CAUSAS BÁSICAS DE FALHAS OU DE PERDAS
A falta de controle administrativo acima citada permite a existência de fatores que deterioram a operação ou a condição do ambiente de trabalho:
• A falta de controle administrativo resulta em que haja subordinados:· incapazes para a função, irão errar por falta de capacidade;· mal informados , irão errar por falta de informação;· motivados incorretamente, irão errar por motivação incorreta;· sem aptidão física ou mental (ou perda da mesma), irão errar por falta de aptidão.
* A falta de controle administrativo também resulta em que haja condições de trabalho:· que induzem ao erro, muitos trabalhadores irão errar devido a esta indução;- em que projeto está errado;- em que a manutenção está errada;- em que ocorre deterioração das condições de trabalho;- em que a arrumação, limpeza e condições do piso estão deteriorados;- etc.....;
5. O ATO INADEQUADO E A CONDIÇÃO INADEQUADA, APENAS SINTOMAS DE FALHAS ADMINISTRATIVASA existência das causas básicas das perdas citadas no item anterior cria oportunidade para existência de atitudes inadequadas e de condições inadequadas.Antigamente, quando uma atitude inadequada de um trabalhador resultava num acidente do trabalho, falava-se de ato inseguro, e quando o acidente tinha associada uma condição inadequada, utilizava-se a expressão condição insegura.
Contemporaneamente, estas duas expressões devem ser abandonadas, e ao invés de ato inseguro, deve-se utilizar a expressão ato inadequado e
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 66/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
ao invés de condição insegura, deve-se utilizar a expressão condição inadequada.Isto porque, quando usamos o termo ato inadequado, pressupomos a existência de um ato adequado, que deveria ser o padrão ao se executar aquela operação. Ou, respeitando-se a variação individual, pode-se mesmo dizer que para algumas tarefas existem algumas formas adequadas de se fazê-la, e o ato inadequado significa um desvio deste padrão.De forma idêntica, quando usamos o termo condição inadequada, pressupomos a existência de uma condição adequada, que deveria ser o padrão de arranjo daquele ambiente, daquele piso, daquela arrumação, daquela máquina.Todo este raciocínio, associado à experiência prática ao se analisar acidentes e perdas na empresa, nos mostra que a grande maioria dos atos inadequados ocorre porque houve falhas administrativas na definição e no controle das práticas comuns dos trabalhadores, e que a grande maioria das condições inadequadas ocorre porque houve falhas administrativas na definição ou na preservação das condições de trabalho corretas, padrão, da área.O raciocínio desenvolvido até aqui mostra a necessidade de detectarmos a causa real da perda, é insuficiente apenas atribuir a causa a uma falha humana ou a condição ambiente inadequada, como comumente é feito.Muitas vezes adota-se medidas de natureza punitiva contra aqueles que praticaram o ato inadequado, sem se ter apurado a causa básica.O resultado desta prática será a criação dos bodes expiatórios, permanecendo a causa básica da perda. E a perda ocorrerá outra vez...
E DE FORMA É POSSÍVEL PREVENIR AS CAUSAS BÁSICAS DOS ATOS INADEQUADOS E CONDIÇÕES INADEQUADAS?A resposta é: utilizando, no dia-a-dia, os 10 instrumentos básicos que o supervisor tem ao seu alcance para administrar adequadamente, e que são:1 - Análise de perdas - permite detectar porquê ocorrem as perdas e o que fazer para prevenir novas ocorrências;2 - Análise detalhada de causas de problemas;3 - Inspeção periódica planejada dos equipamentos, dos materiais e das condições de trabalho;4 - Desenvolvimento de normas e regras de trabalho para operações específicas, de algum potencial de perdas;5 - Análise de tarefas críticas, com o posterior desenvolvimento de práticas-padrão, que irão garantir a execução da tarefa pelos subordinados, da forma adequada e sem erros;6 - Orientação aos funcionários novos, ou funcionários novos da função;7 - Habilitação formal para as tarefas críticas;8 - Permissão de trabalho para as tarefas de alto potencial de gravidade e que exigem controle;9 - Observação planejada da forma como os subordinados trabalham, corrigindo os aspectos inadequados através da análise de desempenho;10 - Reuniões periódicas com subordinados.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 67/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
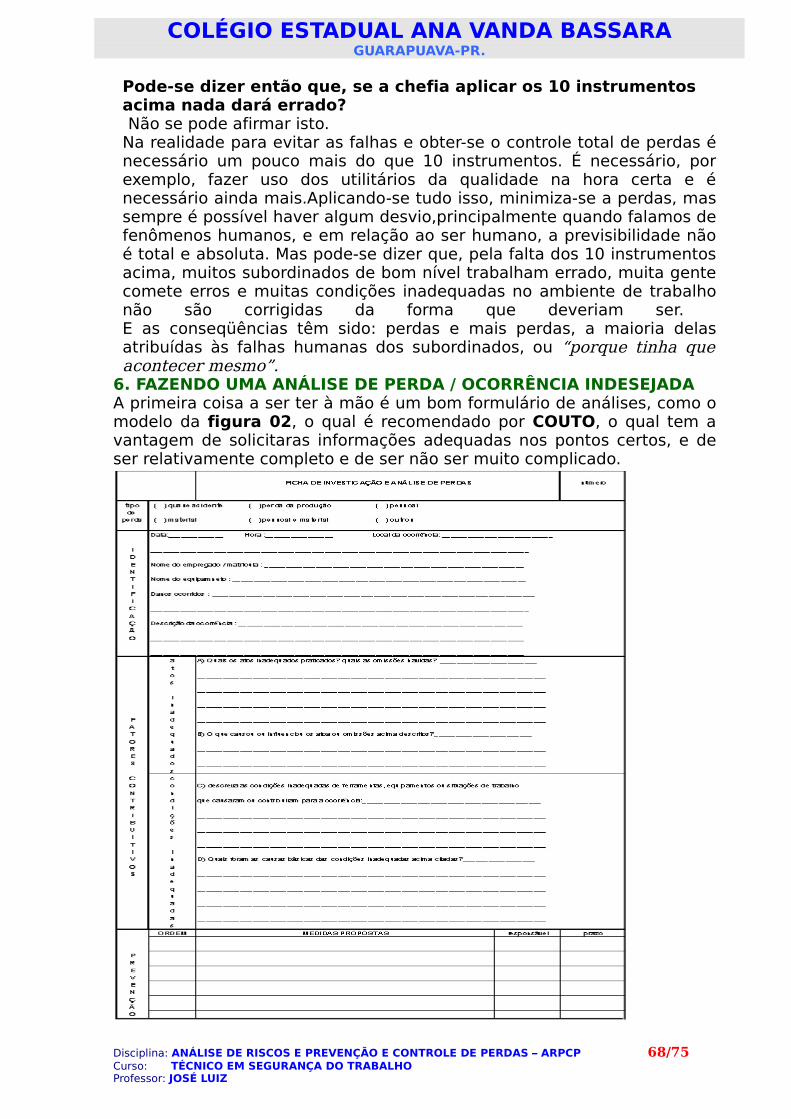
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Pode-se dizer então que, se a chefia aplicar os 10 instrumentos acima nada dará errado? Não se pode afirmar isto.Na realidade para evitar as falhas e obter-se o controle total de perdas é necessário um pouco mais do que 10 instrumentos. É necessário, por exemplo, fazer uso dos utilitários da qualidade na hora certa e é necessário ainda mais.Aplicando-se tudo isso, minimiza-se a perdas, mas sempre é possível haver algum desvio,principalmente quando falamos de fenômenos humanos, e em relação ao ser humano, a previsibilidade não é total e absoluta. Mas pode-se dizer que, pela falta dos 10 instrumentos acima, muitos subordinados de bom nível trabalham errado, muita gente comete erros e muitas condições inadequadas no ambiente de trabalho não são corrigidas da forma que deveriam ser. E as conseqüências têm sido: perdas e mais perdas, a maioria delas atribuídas às falhas humanas dos subordinados, ou “porque tinha que acontecer mesmo”.
6. FAZENDO UMA ANÁLISE DE PERDA / OCORRÊNCIA INDESEJADAA primeira coisa a ser ter à mão é um bom formulário de análises, como o modelo da figura 02, o qual é recomendado por COUTO, o qual tem a vantagem de solicitaras informações adequadas nos pontos certos, e de ser relativamente completo e de ser não ser muito complicado.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 68/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
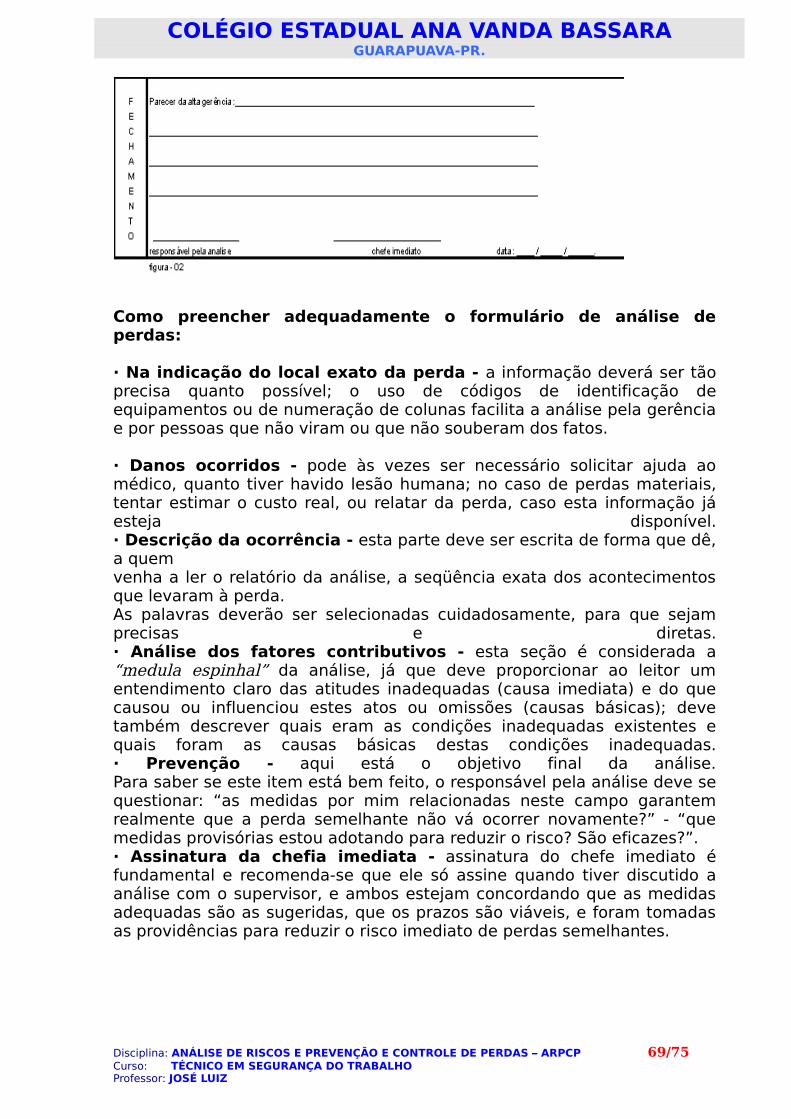
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
Como preencher adequadamente o formulário de análise de perdas:
· Na indicação do local exato da perda - a informação deverá ser tão precisa quanto possível; o uso de códigos de identificação de equipamentos ou de numeração de colunas facilita a análise pela gerência e por pessoas que não viram ou que não souberam dos fatos.
· Danos ocorridos - pode às vezes ser necessário solicitar ajuda ao médico, quanto tiver havido lesão humana; no caso de perdas materiais, tentar estimar o custo real, ou relatar da perda, caso esta informação já esteja disponível.· Descrição da ocorrência - esta parte deve ser escrita de forma que dê, a quem venha a ler o relatório da análise, a seqüência exata dos acontecimentos que levaram à perda. As palavras deverão ser selecionadas cuidadosamente, para que sejam precisas e diretas.· Análise dos fatores contributivos - esta seção é considerada a “medula espinhal” da análise, já que deve proporcionar ao leitor um entendimento claro das atitudes inadequadas (causa imediata) e do que causou ou influenciou estes atos ou omissões (causas básicas); deve também descrever quais eram as condições inadequadas existentes e quais foram as causas básicas destas condições inadequadas.· Prevenção - aqui está o objetivo final da análise.Para saber se este item está bem feito, o responsável pela análise deve se questionar: “as medidas por mim relacionadas neste campo garantem realmente que a perda semelhante não vá ocorrer novamente?” - “que medidas provisórias estou adotando para reduzir o risco? São eficazes?”.· Assinatura da chefia imediata - assinatura do chefe imediato é fundamental e recomenda-se que ele só assine quando tiver discutido a análise com o supervisor, e ambos estejam concordando que as medidas adequadas são as sugeridas, que os prazos são viáveis, e foram tomadas as providências para reduzir o risco imediato de perdas semelhantes.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 69/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
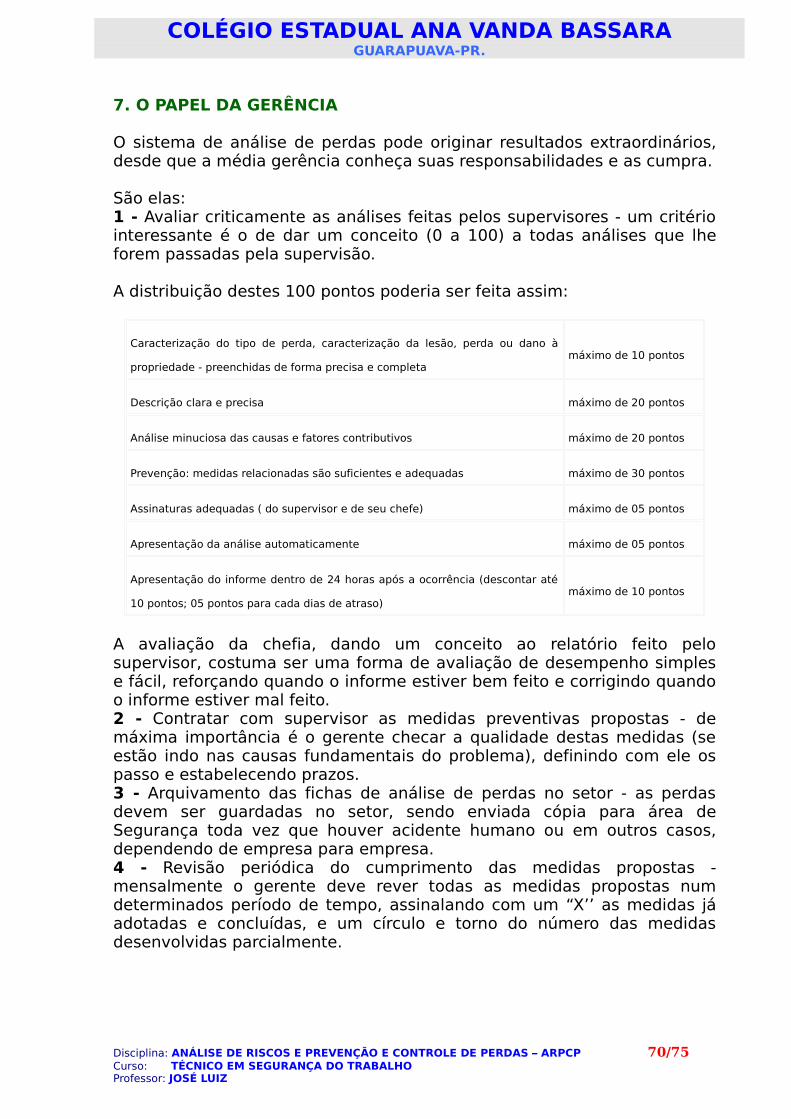
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
7. O PAPEL DA GERÊNCIA
O sistema de análise de perdas pode originar resultados extraordinários, desde que a média gerência conheça suas responsabilidades e as cumpra.
São elas:1 - Avaliar criticamente as análises feitas pelos supervisores - um critério interessante é o de dar um conceito (0 a 100) a todas análises que lhe forem passadas pela supervisão.
A distribuição destes 100 pontos poderia ser feita assim:
Caracterização do tipo de perda, caracterização da lesão, perda ou dano à
propriedade - preenchidas de forma precisa e completamáximo de 10 pontos
Descrição clara e precisa máximo de 20 pontos
Análise minuciosa das causas e fatores contributivos máximo de 20 pontos
Prevenção: medidas relacionadas são suficientes e adequadas máximo de 30 pontos
Assinaturas adequadas ( do supervisor e de seu chefe) máximo de 05 pontos
Apresentação da análise automaticamente máximo de 05 pontos
Apresentação do informe dentro de 24 horas após a ocorrência (descontar até
10 pontos; 05 pontos para cada dias de atraso)máximo de 10 pontos
A avaliação da chefia, dando um conceito ao relatório feito pelo supervisor, costuma ser uma forma de avaliação de desempenho simples e fácil, reforçando quando o informe estiver bem feito e corrigindo quando o informe estiver mal feito.2 - Contratar com supervisor as medidas preventivas propostas - de máxima importância é o gerente checar a qualidade destas medidas (se estão indo nas causas fundamentais do problema), definindo com ele os passo e estabelecendo prazos.3 - Arquivamento das fichas de análise de perdas no setor - as perdas devem ser guardadas no setor, sendo enviada cópia para área de Segurança toda vez que houver acidente humano ou em outros casos, dependendo de empresa para empresa.4 - Revisão periódica do cumprimento das medidas propostas - mensalmente o gerente deve rever todas as medidas propostas num determinados período de tempo, assinalando com um “X’’ as medidas já adotadas e concluídas, e um círculo e torno do número das medidas desenvolvidas parcialmente.
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 70/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
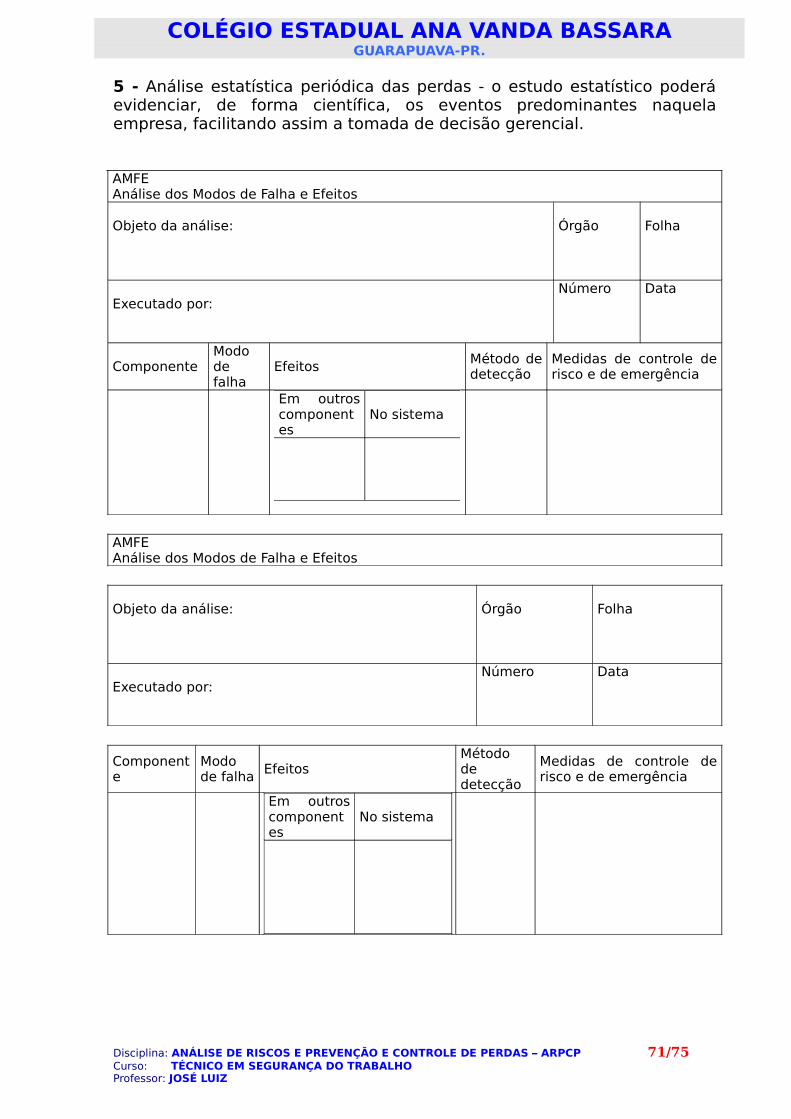
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
5 - Análise estatística periódica das perdas - o estudo estatístico poderá evidenciar, de forma científica, os eventos predominantes naquela empresa, facilitando assim a tomada de decisão gerencial.
AMFEAnálise dos Modos de Falha e Efeitos
Objeto da análise: Órgão Folha
Executado por:Número Data
ComponenteModo de falha
Efeitos Método de detecção
Medidas de controle de risco e de emergência
Em outros componentes
No sistema
AMFEAnálise dos Modos de Falha e Efeitos
Objeto da análise: Órgão Folha
Executado por:Número Data
Componente
Modo de falha Efeitos
Método de detecção
Medidas de controle de risco e de emergência
Em outros componentes
No sistema
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 71/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
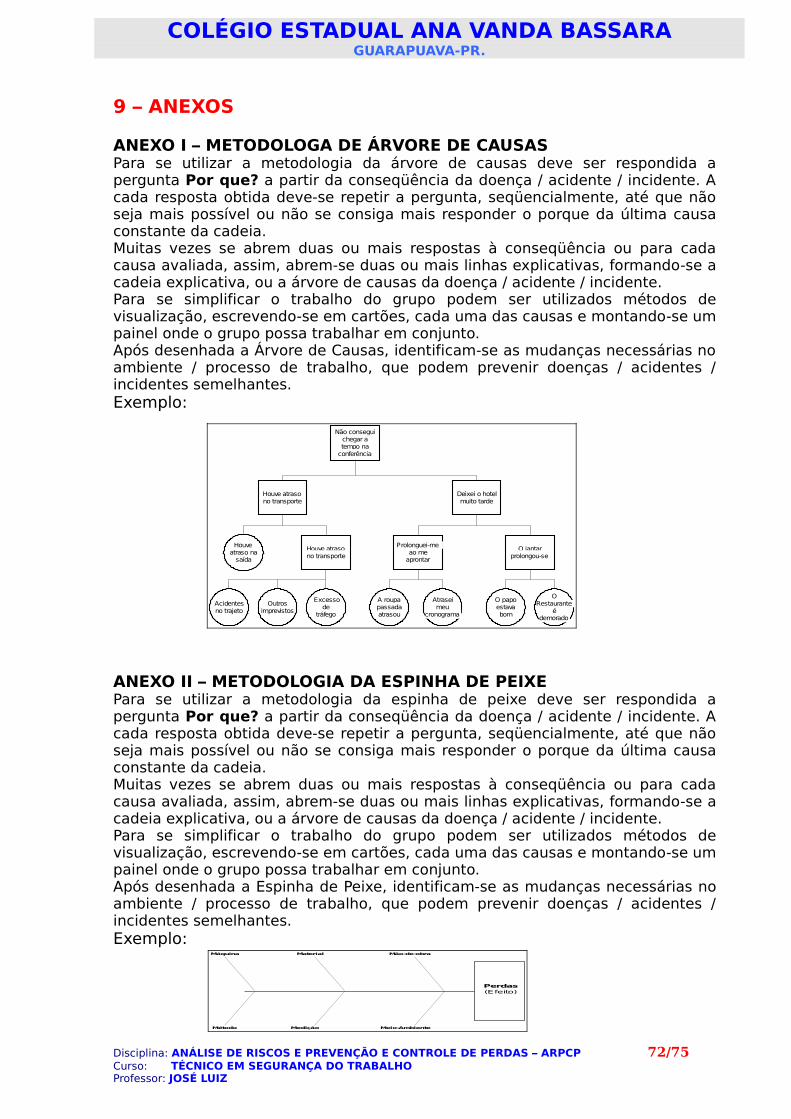
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
9 – ANEXOS
ANEXO I – METODOLOGA DE ÁRVORE DE CAUSASPara se utilizar a metodologia da árvore de causas deve ser respondida a pergunta Por que? a partir da conseqüência da doença / acidente / incidente. A cada resposta obtida deve-se repetir a pergunta, seqüencialmente, até que não seja mais possível ou não se consiga mais responder o porque da última causa constante da cadeia.Muitas vezes se abrem duas ou mais respostas à conseqüência ou para cada causa avaliada, assim, abrem-se duas ou mais linhas explicativas, formando-se a cadeia explicativa, ou a árvore de causas da doença / acidente / incidente.Para se simplificar o trabalho do grupo podem ser utilizados métodos de visualização, escrevendo-se em cartões, cada uma das causas e montando-se um painel onde o grupo possa trabalhar em conjunto.Após desenhada a Árvore de Causas, identificam-se as mudanças necessárias no ambiente / processo de trabalho, que podem prevenir doenças / acidentes / incidentes semelhantes.Exemplo:
ANEXO II – METODOLOGIA DA ESPINHA DE PEIXEPara se utilizar a metodologia da espinha de peixe deve ser respondida a pergunta Por que? a partir da conseqüência da doença / acidente / incidente. A cada resposta obtida deve-se repetir a pergunta, seqüencialmente, até que não seja mais possível ou não se consiga mais responder o porque da última causa constante da cadeia.Muitas vezes se abrem duas ou mais respostas à conseqüência ou para cada causa avaliada, assim, abrem-se duas ou mais linhas explicativas, formando-se a cadeia explicativa, ou a árvore de causas da doença / acidente / incidente.Para se simplificar o trabalho do grupo podem ser utilizados métodos de visualização, escrevendo-se em cartões, cada uma das causas e montando-se um painel onde o grupo possa trabalhar em conjunto.Após desenhada a Espinha de Peixe, identificam-se as mudanças necessárias no ambiente / processo de trabalho, que podem prevenir doenças / acidentes / incidentes semelhantes.Exemplo:
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 72/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
Não consegui chegar a tempo na
conferência
Houve atraso no transporte
Deixei o hotel muito tarde
Houve atraso na
saída
Acidentes no trajeto
Outros imprevistos
Excesso de
tráfego
A roupa passada atrasou
Atrasei meu
cronograma
O Restaurante
é demorado
O papo estava bom
Houve atraso no transporte
Prolonguei-me ao me
aprontar
O jantar prolongou-se
Máquina Material
Método Medição Meio-Ambiente
Mão-de-obra
Perdas(Efeito)
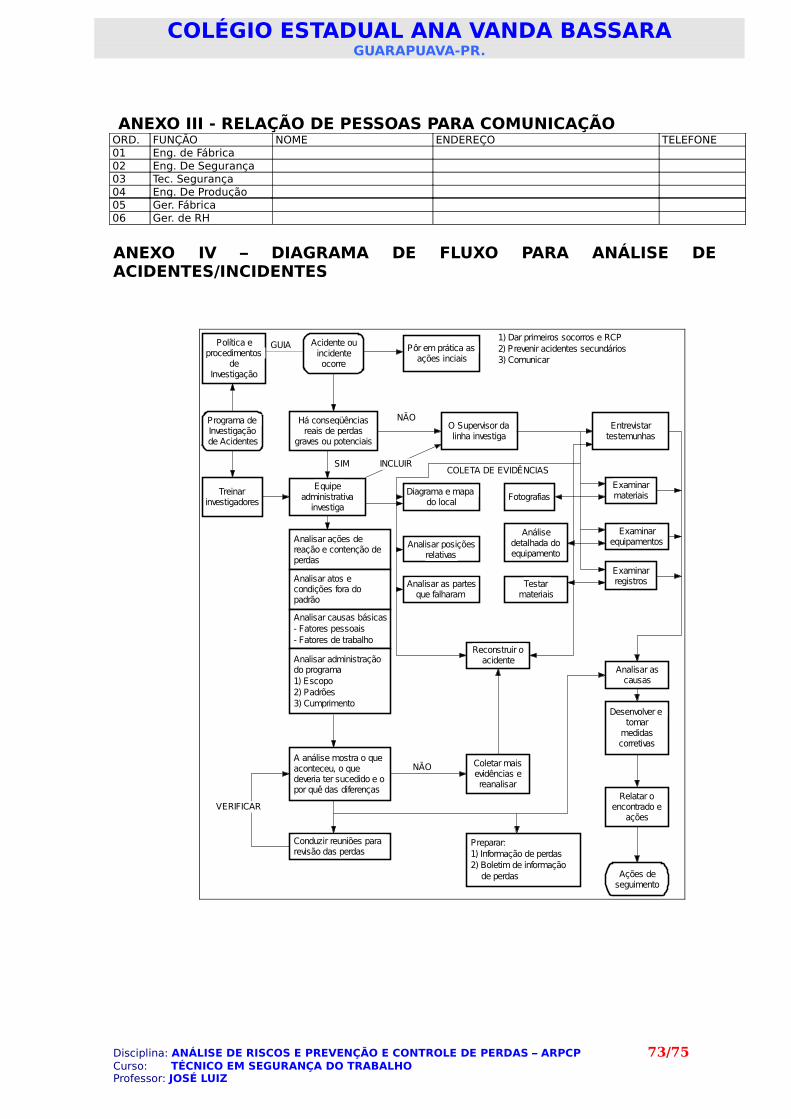
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
ANEXO III - RELAÇÃO DE PESSOAS PARA COMUNICAÇÃOORD. FUNÇÃO NOME ENDEREÇO TELEFONE01 Eng. de Fábrica02 Eng. De Segurança03 Tec. Segurança04 Eng. De Produção05 Ger. Fábrica06 Ger. de RH
ANEXO IV – DIAGRAMA DE FLUXO PARA ANÁLISE DE ACIDENTES/INCIDENTES
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 73/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
Acidente ou incidente ocorre
Política e procedimentos
de Investigação
Programa de Investigação de Acidentes
Há conseqüências reais de perdas
graves ou potenciais
Treinar investigadores
Pôr em prática as ações inciais
1) Dar primeiros socorros e RCP2) Prevenir acidentes secundários3) Comunicar
O Supervisor da linha investiga
Diagrama e mapa do local
Entrevistar testemunhas
Equipe administrativa
investiga
Analisar ações de reação e contenção de perdas
Analisar atos e condições fora do padrão
Analisar causas básicas- Fatores pessoais- Fatores de trabalho
Analisar administração do programa1) Escopo2) Padrões3) Cumprimento
Analisar posições relativas
Analisar as partes que falharam
Fotografias
Análise detalhada do equipamento
Testar materiais
Examinar materiais
Examinar equipamentos
Examinar registros
Analisar as causas
Reconstruir o acidente
A análise mostra o que aconteceu, o que deveria ter sucedido e o por quê das diferenças
Coletar mais evidências e reanalisar
Conduzir reuniões para revisão das perdas
Preparar:1) Informação de perdas2) Boletim de informação de perdas
Desenvolver e tomar
medidas corretivas
Relatar o encontrado e
ações
Ações de seguimento
SIM
GUIA
NÃO
INCLUIR
NÃO
VERIFICAR
COLETA DE EVIDÊNCIAS
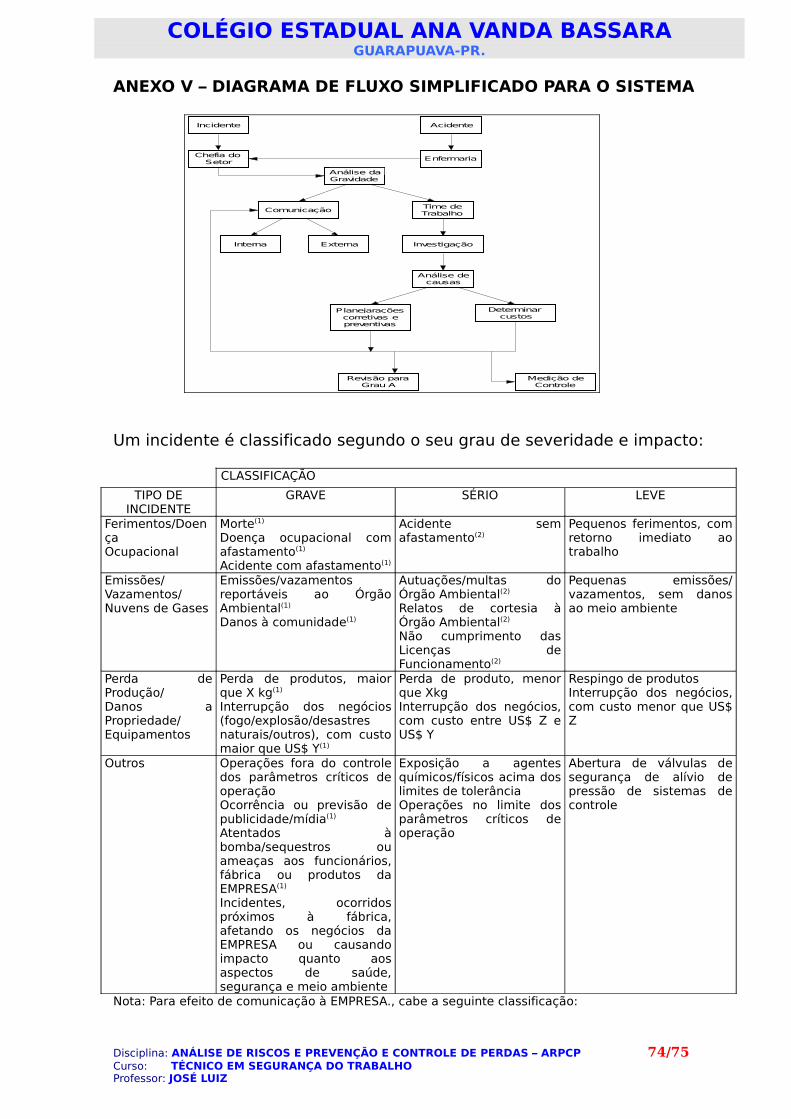
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
ANEXO V – DIAGRAMA DE FLUXO SIMPLIFICADO PARA O SISTEMA
Um incidente é classificado segundo o seu grau de severidade e impacto:
CLASSIFICAÇÃO
TIPO DE INCIDENTE
GRAVE SÉRIO LEVE
Ferimentos/DoençaOcupacional
Morte(1)
Doença ocupacional com afastamento(1)
Acidente com afastamento(1)
Acidente sem afastamento(2)
Pequenos ferimentos, com retorno imediato ao trabalho
Emissões/Vazamentos/Nuvens de Gases
Emissões/vazamentos reportáveis ao Órgão Ambiental(1)
Danos à comunidade(1)
Autuações/multas do Órgão Ambiental(2)
Relatos de cortesia à Órgão Ambiental(2)
Não cumprimento das Licenças de Funcionamento(2)
Pequenas emissões/ vazamentos, sem danos ao meio ambiente
Perda de Produção/Danos a Propriedade/Equipamentos
Perda de produtos, maior que X kg(1)
Interrupção dos negócios (fogo/explosão/desastres naturais/outros), com custo maior que US$ Y(1)
Perda de produto, menor que XkgInterrupção dos negócios, com custo entre US$ Z e US$ Y
Respingo de produtosInterrupção dos negócios, com custo menor que US$ Z
Outros Operações fora do controle dos parâmetros críticos de operaçãoOcorrência ou previsão de publicidade/mídia(1)
Atentados à bomba/sequestros ou ameaças aos funcionários, fábrica ou produtos da EMPRESA(1)
Incidentes, ocorridos próximos à fábrica, afetando os negócios da EMPRESA ou causando impacto quanto aos aspectos de saúde, segurança e meio ambiente
Exposição a agentes químicos/físicos acima dos limites de tolerânciaOperações no limite dos parâmetros críticos de operação
Abertura de válvulas de segurança de alívio de pressão de sistemas de controle
Nota: Para efeito de comunicação à EMPRESA., cabe a seguinte classificação:
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 74/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ
Incidente Acidente
Chefia do Setor
Análise da Gravidade
ComunicaçãoTime de Trabalho
Enfermaria
ExternaInterna Investigação
Determinar custos
Planejarações corretivas e preventivas
Análise de causas
Medição de Controle
Revisão para Grau A
COLÉGIO ESTADUAL ANA VANDA BASSARAGUARAPUAVA-PR.
10 – REFERÊNCIAS BIBLIOGRÁFICAS
ALBERTON, Anete. Uma metodologia para auxiliar no gerenciamento de riscos e na seleção de alternativas de investimentos em segurança (dissertação de mestrado). UFSC, Florianópolis/SC, 1996.
ARRUDA, Henrique Furtado. Proteção contra incêndios e explosões. Apostila de aula do Curso de Especialização em Engenharia de Segurança do Trabalho. Florianópolis: FEESC, 1994.
BASTIAS, Hernán Henríquez. Engenharia de prevenção de perdas. Saúde Ocupacional e Segurança, São Paulo, v.11, n.1, p.9-26, 1976.
FERREIRA, Satunino Moraes. Reengenharia na prevenção: instalação e funcionamento da CIPA. Rio de Janeiro: Jolan, 1994.
DE CICCO, Francesco M. G. A. F. & FANTAZZINI, Mario Luiz. Introdução à engenharia de segurança de sistemas. 3. ed. São Paulo: FUNDACENTRO, 1994.
SOARES, Paulo. Saúde e higiene do trabalho, Canoas: Ed. ULBRA, 1994.
DE CICCO, Francesco M. G. A. F. & FANTAZZINI, Mario Luiz. Prevenção e controle de perdas: uma abordagem integrada. São Paulo: FUNDACENTRO, 1984.
TAVARES, José da Cunha. Noções de prevenção e controle de perdas em segurança no trabalho. São Paulo: Ed. SENAC, 1996.
*Estes textos foram elaborados colaborativamente com os alunos do Curso de Especialização em Engenharia de Segurança do Trabalho da Universidade Estadual de Ponta Grossa – EngSeg2004
Disciplina: ANÁLISE DE RISCOS E PREVENÇÃO E CONTROLE DE PERDAS – ARPCP 75/75Curso: TÉCNICO EM SEGURANÇA DO TRABALHOProfessor: JOSÉ LUIZ