
Projeto de células de manufatura com o auxílio de coloraçã ...Um sistem dae produçã éo...
75
Projeto de células de manufatura com o auxílio de coloração em grafos Edsandra Mara de Azevedo Orientador: Prof. Dr José Francisco Ferreira Ribeiro Dissertação apresentada ao Instituto de Ciências Matemáticas e de Computação - 1CMC-USP, como parte dos requisitos para obtenção do título de Mestre em Ciências de Computação e Matemática Computacional. U S P - São Carlos Dezembro/2002 "VERSÃO REVISADA APÓS A DEFESA" Data da Defesa: 11/11/2002 Visto do Orientador:
Transcript of Projeto de células de manufatura com o auxílio de coloraçã ...Um sistem dae produçã éo...

Projeto de células de manufatura com o auxílio de coloração em grafos
Edsandra Mara de Azevedo
Orientador:
Prof. Dr José Francisco Ferreira Ribeiro
Dissertação apresentada ao Instituto de Ciências Matemáticas e de Computação -
1CMC-USP, como parte dos requisitos para obtenção do título de Mestre em
Ciências de Computação e Matemática Computacional.
U S P - S ã o C a r l o s D e z e m b r o / 2 0 0 2
"VERSÃO REVISADA APÓS A DEFESA"
Data da Defesa: 11/11/2002
Visto do Orientador:

a lá o que você possa fazer, ou sonhe que pode,
comece. A ousadia tem génio, poder
e magia dentro de si. Comece agora.
Goethe
Aos meus pais Edival e Elenir

Agradecimentos
Primeiramente, um agradecimento especial ao Prof. Dr. José Francisco Ferreira
Ribeiro, meu orientador, não só pela dedicação, cuidado e paciência, mas também pela
amizade e palavras de encorajamento nas horas mais adversas.
Aos professores do ICMC - USP pelos ensinamentos e boa vontade com que me
receberam.
À minha família, pelo apoio e compreensão, e de maneira mais especial à minha
mãe, Elenir e ao meu pai Edival que se sacrificaram muitas vezes para que eu chegasse até
aqui.
Aos meus irmãos, Ednéia e Edivandro; ao meu cunhado, Décio e à minha cunhada
Andréia pelo carinho, ajuda e conselhos dados.
Ao meu namorado, Helton, pelo companheirismo, compreensão, apoio,
ensinamentos e dedicação em todos os momentos.
Aos meu amigos: Lee, Claudia, Pepe, Sônia, Homero, Gecirlei, George e Fabrizio
por compartilharem tantas dificuldades e alegrias.
Às amigas: Gessi Cristina, Claudia Orlandini, Fátima e Ana Christina pelas palavras
de encorajamento e pelo apoio nos momentos mais difíceis.
Às secretárias, Beth, Laura e Ana Paula, e aos funcionários da gráfica pela simpatia
e eficiência que sempre me atenderam.
À Direção do Instituto de Ciências Matemáticas e de Computação por ter me
acolhido tão generosamente nesta Instituição e fornecido os meios para que este trabalho tivesse bom encaminhamento.
Ao CNPq pelo suporte financeiro que possibilitou a realização deste trabalho.
Peço desculpas às pessoas que contribuíram direta ou indiretamente durante o
Programa de Mestrado e que não foram expressamente citadas. Agradeço a todos.
Finalmente agradeço a Deus pela força que tem me dado e peço a Ele que abençoe a
todos!
Resumo
Nesta dissertação é apresentado um método para o projeto de células de manufatura
baseado em coloração em grafos. O método proposto calcula as dissimilaridades entre as peças e
organiza o sistema de produção em famílias de peças e grupos de máquinas. Um grafo
correspondente ao sistema de produção é gerado e um algoritmo de coloração acionado para
obter um número de cores igual ao número desejado de células. O programa correspondente foi
escrito em linguagem Delphi e está implementado em microcomputador. Os resultados obtidos
sobre vários exemplos da literatura são equivalentes ou melhores do que aqueles propostos até o
presente momento, em termos do número de movimentos inter-células e da dimensão das
células.

Abstract
A method for cellular manufacturing is presented in this paper. The proposed method
computes the dissimilarities between parts and organizes the production system in part-
families and group-machines. A graph corresponding to the production system is generated
and a coloring algorithm is activated in order to obtain a number of cells equal to the
desired number of cells. The corresponding program was written in Language Delphi and
runs on a microcomputer. The results obtained on several examples found in the literature
are consistently equivalent to or even better than those hitherto proposed, in terms of inter-
cell moves and dimensions of the cells.
Introdução 1
Capítulo 1. Projeto de Células de Manufatura 4
1.1. Tecnologia de Grupo 4
1.2. Conceitos Importantes 5
1.3. Algumas vantagens da Tecnologia de Grupo 7
1.4. Eficiência da Tecnologia de Grupo 8
1.5. Algumas aplicações da Tecnologia de Grupo 9
Capítulo 2. Introdução à Teoria dos Grafos 13
2.1. Introdução 13
2.2. Conceitos 13
2.2.1. Grafos 13
2.2.2. Subgrafo e Grafo Parcial 15
2.2.3. Grafo Valorado 16
2.2.4. Grafo Teto 16
2.2.5. Representação Matricial de um Grafo 17
2.2.6. Caminho, Ciclo e Conexidade 17
2.2.7. Ciclo Hamiltoniano e Euleriano 19
2.2.8. Grafo Completo e Bipartido 19
2.2.9. Clique, Conjunto Independente de Vértices e "Matching" 20
2.2.10. Arvore e Arvore Geradora 21
2.2.11. Alteração Estrutural de um Grafo 23
2.2.12. Planaridade 26
2.3. Coloração dos Vértices de um Grafo 26
2.4. Aplicações 29
2.4.1. O problema dos exames escolares 29
2.4.2. O problema do pensionato 29
Capítulo 3. Algoritmos para Coloração dos Vértices de um Grafo 31
3.1. Heurísticas Sequenciais 31
3.1.1. A Heurística Dsatur 32
3.1.2. A Heurística RLF 33
3.1.3. A Heurística de Guénoche 35
3.1.3.1 Matriz de Dissimilaridades e Partição 36

3.1.3.2 Etapas da Heurística 36
3.2. Exemplo Ilustrativo 41
3.3. Comentários 21
Capítulo 4. Coloração e Projeto de Células de Manufatura 46
4.1. Dados do problema 46
4.2. Algoritmo 46
4.2.1. Matriz de Carga de Trabalho 47
4.2.2 Computação das dissimilaridades 47
4.2.3. Decomposição do Sistema de Manufatura 48
4.2.3.1. Construção e coloração do grafo 48
4.2.3.2. Obtenção das famílias de peças 49
4.2.3.3. Obtenção dos grupos de máquinas 49
4.3. Exemplo ilustrativo 50
4.4. Aplicações 54
4.5. Discussão e Conclusão 58
Conclusão 60
Referências Bibliográficas 63
Introdução
Fazendo-se uma retrospectiva histórica dos sistemas de manufatura, observa-se que com
a revolução industrial, o trabalho do artesão, tipicamente manual, foi substituído pela produção
em massa, a fim de atender às necessidades de um amplo mercado.
No início da década de 70, os sistemas de produção baseados na automação rígida
começaram a entrar em declínio, e isto resultou da necessidade de atender o consumidor atual,
que vive em um ambiente de economia de mercado, onde a vida dos produtos se torna cada vez
mais curta, há maiores alternativas e diversificação de produtos, e fortes pressões por preços e
prazos.
O ambiente empresarial sente a mudança, caracterizada por poucos níveis hierárquicos
dentro da empresa, roteiros de fabricação pré-determinados, necessidade de tornar-se
competitivo; enfim, estar inserido dentro deste novo quadro com uma significativa flexibilidade
na produção.
Para acompanhar essas mudanças na manufatura, novas tecnologias surgem no cenário
mundial. Uma dessas técnicas é a Tecnologia de Grupo (TG), que atualmente vem colaborando
significativamente para obtenção de melhores resultados no sistema de manufatura.
A TG é uma técnica de produção industrial que surgiu por volta de 1945 na antiga União
Soviética (Burbidge, 1975) e sua repercussão na Europa e Estados Unidos, deu-se a partir da
publicação do livro "Introdução a Tecnologia de Grupo" do professor Burbidge em 1975.
A TG é uma técnica de produção que permite organizar de maneira eficiente os sistemas
de manufatura dedicados à fabricação sob encomenda e/ou de lotes pequenos e médios. Os
métodos baseados sobre o conceito de TG constituem uma resposta eficiente para o setor
industrial destinado à produção de lotes pequenos e médios.
Este conceito repousa sobre o agrupamento de peças similares em famílias com o
objetivo de fabricá-las em células ou ilhas que reúnem máquinas especialmente selecionadas
para este fim. Isto conduz a uma maior automatização, à uma redução do tempo de preparação
das máquinas, à uma padronização das ferramentas empregadas e a uma redução dos ciclos de
fabricação (Ribeiro e Meguelati, 2002).
Um sistema de produção é composto de um grande número de etapas que individual ou
coletivamente, interferem na produtividade de todo o sistema. A etapa de fabricação tem uma
importância particular, pois 5% do tempo destinado à execução de uma peça é ocupado em
operações de máquinas e os 95% restantes são gastos em movimentações e filas de espera.
Introdução 2
Destes 5% apenas 30% são reservados à usinagem propriamente dita, uma vez que a preparação
das máquinas e outras tarefas consomem a maior parte do tempo (Doumeingts, 1984; Ribeiro e
Meguelati, 2002).
Em um sistema de produção organizada em células de fabricação, a administração torna-
se mais simples e eficiente, decorrência imediata da decomposição do sistema global de
produção em subsistemas de menor dimensão. Há uma redução do tempo gasto em
transferências entre os postos de trabalho, do tempo de preparação das máquinas, da quantidade
de ferramentas, do tamanho dos lotes e do tempo total de fabricação (Mahmoodi et al., 1990).
Um estudo desenvolvido por Askin e Huang (2001) mostra que trabalhadores treinados
tornam-se uma parte integrante para a formação de células e para o sucesso do sistema de
produção.
O projeto das células de fabricação exige a resolução de um problema matemático
bastante complexo (Kusiak, 1987): Dada a matriz incidência na forma [peças x máquinas] ou
[peças x tipos de máquinas], onde os tipos de máquinas seriam os tornos, fresadoras, etc., e as
máquinas seriam um torno ou uma fresadora específicos dentro do parque de máquinas
disponível, trata-se de rearranjar as linhas e as colunas desta matriz, de modo a dar-lhe uma
estrutura bloco diagonal.
Os elementos concentrados dentro dos blocos diagonais integram as células de
fabricação e os que se situam fora dos blocos diagonais são chamados de movimentos inter-
células e, na prática, são indesejáveis. Por isto, quando do projeto das células de fabricação
procura-se minimizar o número de movimentos inter-células.
Numerosas técnicas têm sido utilizadas nos últimos anos (Singh, 1993) para efetuar a
bloco diagonalização da matriz de incidência, projetar as células de fabricação e implantar a TG
na fábrica. Entre elas podemos citar a programação matemática: Kusiak (1987), Boctor (1991,
1996), Shafer et al. (1992), Liao (1994), Viswanathan (1995), Adil et al. (1997), Won (2000);
branch and bound: Qattani (1990), Ramabhatta e Nagi (1998); lógica fuzzy: Xu e Wang (1989),
Chu e Hayya (1991); algoritmos genéticos: Venugopal e Narendran (1992a), Zhao e Wu (2000),
Brown e Sumichrast (2001), Dimopoulos e Mort (2001); redes neurais: Kusiak e Chung (1991),
Lee e Malave (1992), Moon e Chi (1992), Mahdavi, Kaushal e Chandra (2001), metaheurísticas
como busca tabu e simulated annealing: Venugopal e Narendran (1992), Boctor (1991),
Sofianopoulou (1999); análise de dados: Meguelati (1988), Ribeiro e Pradin (1993), Deutsch et
al. (1998); coloração em grafos: Ribeiro e Ribeiro (1993), Ribeiro e Alves (1994), Guénoche
(1993), Ferreira (1996), Santos (1996).
Introdução 3
Nesta dissertação, apresentamos o estudo que realizamos acerca da TG e do Projeto de
Célula de Manufatura com auxílio de coloração em grafos, com o objetivo de o método proposto
calcular as dissimilaridades entre as peças e organizar o sistema de produção em famílias de
peças e grupos de máquinas.
No primeiro capítulo são introduzidos os conceitos de TG e Células de Manufatura.
Apresentamos também as principais vantagens desta técnica juntamente com sua eficiência em
sistemas de produção destinados à fabricação de lotes de pequeno e médio porte, e/ou sob
encomenda.
O segundo capítulo é dedicado à apresentação dos principais conceitos e problemas
pertinentes à Teoria dos Grafos. Neste estudo interessa-nos fundamentalmente as técnicas de
coloração em grafos, tendo em vista a aplicabilidade das mesmas na resolução de problemas de
particionamento.
No terceiro capítulo são apresentados algoritmos usados para coloração de vértices de um
grafo, como as heurísticas sequenciais de Brélaz (1979) e Leighton (1979). Neste capítulo é feito
um estudo e apresentação do algoritmo de Guénoche (1993) para determinação de uma k-
coloração sobre um grafo construído a partir de uma matriz de dissimilaridade entre peças. O
algoritmo é constituído de 3 etapas e faz uso de procedimentos aproximados para determinação
de um teto e de uma coloração para o subgrafo obtido. Um exemplo ilustrativo destes algoritmos
é estudado e apresentado.
No quarto capítulo é apresentado um estudo detalhado do método e da implementação
computacional desenvolvida neste trabalho. Trata-se de um método para o projeto de células de
manufatura baseado em coloração em grafos que a exemplo de Ribeiro e Ribeiro (1993) e
Ribeiro e Alves (1994). Apresenta bons resultados em termos de qualidade da solução obtida e
de tempo de cálculo. O programa computacional foi escrito em linguagem Delphi e testado
utilizando-se um microcomputador Pentium 200 MHz com 64 Mbytes.
Na conclusão é apresentada uma reflexão acerca do trabalho realizado e as perspectivas
que julgamos mais interessantes para sua continuidade.
Capítulo"!. Projeto de Células de Manufatura
Neste capítulo é apresentada uma metodologia de organização e produção industrial
denominada Tecnologia de Grupo, destinada principalmente à aplicação em sistemas de
manufatura dedicados à produção em lotes pequenos e médios, e/ou sob encomenda.
1.1. Tecnologia de Grupo
Em um sistema de manufatura procura-se agilizar a produção, enxugá-la, torná-la mais
rápida, sem, contudo, perder a qualidade. Isto decorre do aumento da competitividade e do
desenvolvimento de novas tecnologias e aperfeiçoamento das existentes.
Em busca de maior eficiência, por volta de 1945 surgiu uma nova técnica de produção
industrial denominada Tecnologia de Grupo (TG). Os conceitos principais da técnica foram
apresentados no livro "Princípios Científicos da Tecnologia de Grupo" de S. P. Mitrofanov
(1959), publicado na antiga União Soviética. A repercussão desta nova técnica na Europa e nos
Estados Unidos deu-se a partir da publicação do livro "Introdução à Tecnologia de Grupo" do
professor inglês J. L. Burbidge (1975).
A idéia básica da TG consiste em decompor o sistema global de manufatura em subsistemas
mais fáceis de administrar que o sistema em sua totalidade. Esta decomposição é feita
procurando-se agrupar as peças que apresentam similaridades geométricas e/ou que se submetem
às mesmas operações durante o processo de fabricação, e agrupar as máquinas que executam as
operações necessárias sobre estas peças de modo a obter sub-fábricas o mais independentes
possíveis umas das outras.
No desenvolvimento da indústria, constatou-se que em certos setores seria mais vantajoso
trabalhar em lotes pequenos e médios, mesmo no caso de indústrias de grande porte. Com esta
visão do sistema industrial, a TG conquistou rapidamente seu espaço no campo tecnológico e
científico, e muitos pesquisadores passaram a se dedicar ao estudo da técnica.
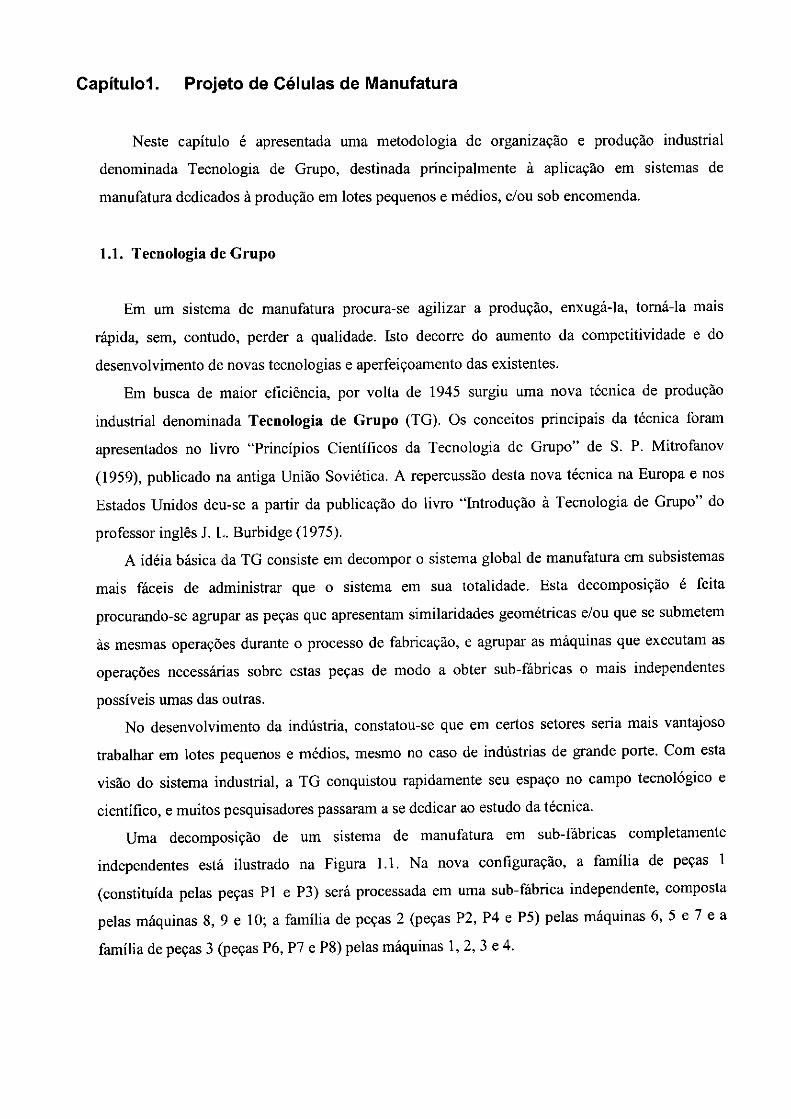
Uma decomposição de um sistema de manufatura em sub-fábricas completamente
independentes está ilustrado na Figura 1.1. Na nova configuração, a família de peças 1
(constituída pelas peças PI e P3) será processada em uma sub-fábrica independente, composta
pelas máquinas 8, 9 e 10; a família de peças 2 (peças P2, P4 e P5) pelas máquinas 6, 5 e 7 e a
família de peças 3 (peças P6, P7 e P8) pelas máquinas 1, 2, 3 e 4.

Capítulo 4- Coloração e Projeto de Célula de Manufatura 5
Lotes de Peças 1 Lotes de Peças 2 Lotes de Peças 3
lM9l lM8l
|M LO]
fM6l [M3
[m3
IM il IM 2l
1M 3l IM 4l
Figura 1.1: Decomposição de uma fábrica em três sub-fábricas independentes.
1.2. Conceitos Importantes
Definição 1: Um conjunto de peças que apresentam similaridades de projeto e/ou fabricação é
chamado de família.
Definição 2: Um conjunto de máquinas agrupadas para executar todas (ou a maioria) das
operações sobre as peças de uma determinada família é chamada de grupo.
A Figura 1.1 mostra o agrupamento de
grupos, a saber:
Família 1 ={P1,P3}
Família 2 = {P2, P4, P5}
Família 3 = {P6, P7, P8}
peças em três famílias e das máquinas em três
Grupo 1 = {M8, M9, MIO}
Grupo 2 = {M5,M6, M7}
Grupo 3 = {Ml, M2, M3, M4}
Observação: Às vezes não é interessante fazer o agrupamento físico das máquinas, como por
exemplo, nos casos de:
- o chão da fábrica não permite o rearranjo das máquinas;
- o custo para rearranjar as máquinas é alto;
- quando há mudanças frequentes na linha de produtos;

Capítulo 4- Coloração e Projeto de Célula de Manufatura 6
- se as máquinas estão fixas e não se pode removê-las do lugar.
Quando uma destas situações ocorre, descarta-se então a implementação integral de todas as
alterações físicas previstas em um plano de implantação da TG. Pode-se, então, fazer um "uso
lógico" das informações contidas em um projeto de famílias e grupos, levando-se em conta peças
que utilizam as mesmas máquinas, das máquinas que deveriam estar fisicamente mais próximas,
etc. O "uso lógico" seria, então, utilizado com o objetivo de administrar a fábrica com maior
eficiência.
Definição 3: O par formado por uma família e um grupo de máquinas é chamado de célula de
manufatura.
Nem sempre é possível obter células de manufatura totalmente independentes umas das
outras. Quando isto ocorre, existe pelo menos uma peça que requer operações em máquinas que
não estão em sua célula de atribuição. Este problema pode ser resolvido da seguinte maneira:
transportando a peça até a máquina requerida;
duplicando as máquinas que estão sendo requeridas em mais de uma célula;
parar de fabricar esta peça;
em vez de produzi-la, pode ser mais viável comprá-la.
Definição 4: A transferência de uma peça de uma célula de manufatura para outra célula é
chamada de movimento inter-células.
Definição 5: A peça que necessita do movimento inter-células é chamada de peça problema.
Definição 6: As máquinas que executam operações em peças provenientes de outras células são
chamadas de máquinas problema.
Definição 7: A passagem de uma peça por uma máquina é chamada de operação.
Definição 8: A máquina com a maior carga de trabalho na fábrica é chamada de máquina
gargalo.
Capítulo 1- Projeto de Células de Manufatura 7
Devem-se tomar alguns cuidados quando a sobrecarga de trabalho sobre a máquina
gargalo é muito alta. O ideal seria duplicar esta máquina e caso isso não seja possível, deve-se
frequentemente fazer revisões na mesma para evitar quebras que prejudicariam bastante a
produção.
1.3. Algumas vantagens da Tecnologia de Grupo
A implantação da TG no sistema de manufatura pode fornecer as seguintes vantagens
(Ribeiro, 1991):
as células de manufatura podem aumentar a produtividade da indústria, diminuindo
assim o tempo de movimentação, por exemplo, e consequentemente o tempo de
entrega;
- trabalhando-se com células de manufatura, diminui o tempo perdido no transporte das
peças às máquinas e deixa de existir a decisão sobre a máquina efetiva para executar
uma dada operação, ou seja, há diminuição do trabalho em processo;
- conhecendo a destinação de cada peça, o transporte é facilitado e consequentemente
pode-se intensificar o trabalho;
- executando-se as operações sobre as peças nas máquinas mais adequadas, espera-se
diminuir o número de horas de retrabalho e os refugos;
- as similaridades entre as peças a serem fabricadas em uma mesma célula de
manufatura, permitem uma redução do tempo de regulagem das máquinas ("set-up"),
a utilização de um mesmo ferramental, uma diminuição do trajeto das peças pela
fábrica, etc;
- pode-se ainda, reduzir a burocracia e melhorar o relacionamento humano entre os
funcionários.

Capítulo 4- Coloração e Projeto de Célula de Manufatura 8
1.4. Eficiência da Tecnologia de Grupo
Existem, entretanto, dúvidas quanto à eficiência da decomposição de um sistema de
manufatura automatizado. Estudos (Kusiak,1988) têm mostrado que a partição das máquinas em
grupos pode limitar a flexibilidade do sistema. Entretanto, para muitas aplicações industriais,
(Hyer e Wemmerlõw, 1989) mostram que é muito difícil operar um sistema de manufatura de
grande porte sem a decomposição do mesmo em células de manufatura. Há pelo menos quatro
fatores que sustentam esta tese, como segue:
a) Volume de informações: em um sistema de manufatura automatizado de grande porte o
volume de informações geralmente é grande e pode ser muito caro efetivar o processamento das
informações sem a decomposição do sistema.
b) Sistema de manuseio e transporte de materiais: em um sistema de manufatura
automatizado típico, para carregar o material utilizado pode ser utilizados "automated guided
vehicles" (AGV - veículos guiados automaticamente) ou robôs. Cada um destes carregadores
pode atender um número limitado de máquinas. Esta limitação é imposta por:
- número máximo de viagens que um AGV pode fazer por unidade de tempo;
- o caminho de orientação do AGV, por exemplo, um trilho, que não poderia ser
interceptado por outro caminho de orientação na área de trabalho de AGV.
c) Exigências tecnológicas: algumas máquinas devem ser arranjadas fisicamente próximas
devido a exigências tecnológicas, por exemplo: uma máquina de forjar e uma estação de
tratamento térmico (aquecedor).
d) Controle ou administração: na maior parte de um sistema automatizado de manufatura, o
grau de automatização é maior que nos sistemas clássicos. Dada a dimensão limitada de cada
grupo de máquinas, o sistema de manufatura decomposto em células é mais fácil de gerenciar
que um sistema organizado por função (seção de tornos, seção de fresadores, etc.).
Capítulo 4- Coloração e Projeto de Célula de Manufatura 9
1.5. Algumas aplicações da Tecnologia de Grupo
• Uma aplicação da Tecnologia de Grupo é apresentada por Oliveira et ai. (1999) em uma
fábrica da região de Ribeirão Preto, a DMB Implementos Agrícolas. Estes desenvolveram um
estudo com o objetivo de analisar a viabilidade da implementação de células de manufatura e
propor o agrupamento de máquinas. Os três principais componentes da pesquisa foram:
Questões em estudo: as questões investigadas na DMB foram: a) Por que a
implementação de células de manufatura traria benefícios para a DMB? b) Qual seria o
tipo de células de manufatura resultante da nova disposição das máquinas?
- Objetivos: a) O arranjo físico celular proporciona melhores relações humanas, melhora na
especialização do operador, oferece menores estoques durante o processo e manuseamento
de materiais, reduz os tempos de preparação (set-ups) de produção e reduz os custos de
mão-de-obra, sendo estes os benefícios esperados com a sua implantação na DMB. b) As
células de manufatura seriam do tipo fábricas dentro da fábrica, conforme Slack et al,
(1997), ou seja, possuiriam todos os recursos diretos e indiretos necessários para
completar o processo de transformação.
- Unidade estudada: obter o arranjo físico celular da fábrica da DMB, em Sertãozinho,
região de Ribeirão Preto.
Este estudo foi feito, pois a DMB reconheceu que sua habilidade para competir no mercado
dependia do desenvolvimento de estratégias de produção propriamente alinhadas com sua missão
de atender as necessidades dos clientes. Assim a DMB considerou a possibilidade da
implementação de células de manufatura em sua fábrica, buscando maior eficiência em sua linha
de produção. É uma fábrica onde o número de peças processadas por suas máquinas é muito
elevado, da ordem de 3500 peças diferentes, e destas, várias peças tem seu processo de
fabricação extremamente artesanal, devido à complexidade de sua geometria.
Na DMB são produzidos pequenos lotes de um número grande de diferentes produtos, a
maioria dos quais requer um conjunto ou sequência diferente de etapas de processamento. E,
assim, utilizou-se a TG para organizar a produção dividindo o processamento dos materiais em
unidades organizacionais (células de manufatura). O projeto de células de manufatura na DMB
relatado no artigo, apresentou 314 movimentos inter-células, ou seja, não se obteve sub-fábricas
independentes uma da outra. Mesmo assim, a gerência da DMB compreendeu que a divisão das
máquinas e peças em células facilitaria a sua tarefa de gerenciamento.
Capítulo 4- Coloração e Projeto de Célula de Manufatura 10
• Uma aplicação da TG em 3 indústrias paulistas é apresentada por Ferreira e Resende (1995).
Foi desenvolvido um estudo procurando relacionar os sistemas de PCP (Planejamento e
Controle de Produção) e suas aplicações em células de fabricação por indústrias brasileiras.
Para tanto, fez-se inicialmente um estudo pormenorizado do conceito de células de
manufatura, procedimentos de PCP e critérios para seleção de sistemas de PCP em geral e, em
particular, para sistemas de fabricação em células à luz da Tecnologia de Grupo. A seguir,
procedeu-se a pesquisa de campo através de entrevistas e observações do sistema em
funcionamento junto ao processo produtivo, guiados por um questionário elaborado com os
principais tópicos: 1) Empresa: linha de produtos, número de empregados e faturamento; 2)
Sistema produtivo e sua operação: tipos e proporção dos arranjos físicos da fabricação,
número de células, máquinas por células, etc.; 3) Estratégia de fabricação: para estoque, por
ordem, encomenda de projetos; 4) Planejamento e controle de produção: atribuições, plano
mestre de produção, planejamento de capacidade, programação; 5) Dificuldades enfrentadas
para implementação de células: reação da administração, reação dos empregados; 6)
Melhorias desejáveis.
Foram escolhidas fábricas de sistemas de produção bastante diferenciados e que tivessem
participação significativa no mercado em termos quantitativos e qualitativos.
A empresa A, fabricante de freios automotivos, estava dividida em duas unidades
independentes: uma para veículos leves e outra para veículos pesados.
A empresa B, grande fabricante de elevadores de edifícios e escadas rolantes, operava
uma grande fábrica, constituída de 105 unidades, distribuídas em 7 mini-fábricas de 15 células
cada.
A empresa C é grande fabricante de equipamentos para geração de energia elétrica e
extração de petróleo. Possui 4 células, sendo que duas não eram operadas pela Tecnologia de
Grupo.
Os dados levantados deram base para algumas conclusões, como:
As empresas pesquisadas são de grande porte e procuravam se organizar para
enfrentarem a concorrência a nível mundial e, portanto, não servem para conclusões
extensivas às indústrias brasileiras em geral, mas como referência.
As empresas A e B quase que completamente organizadas em células, romperam a
estrutura tradicional de PCP usual, adotando um sistema de controle de produção de "puxar",
mas mantiveram um MRP tradicional, sem adaptações. Consequentemente, não há uma
integração do planejamento (MRP) com o controle de produção (Kanban). A empresa C, com

Capítulo 1- Projeto de Células de Manufatura 11
apenas duas células, manteve a estrutura de PCP tradicional. Em todos os casos, o MRP
desconhece a composição de famílias entre os itens, e as ordens que planeja servem (nos
casos de A e B) apenas como previsão para os Kanbans.
O planejamento de capacidade teve modificações para se ajustar ao conceito de células.
Na área de seqiienciamento/programação, nenhuma empresa pesquisada aparentemente
desenvolveu algum procedimento formal para sequenciamento de família de itens. Os
supervisores de produção ou programadores sequenciavam os trabalhos com o objetivo de
evitar set-ups elevados. A empresa C teve maiores preocupações nessa área, chegando a
desenvolver um algoritmo próprio para sequenciamento de ordens. Não houve, segundo as
empresas pesquisadas, maiores dificuldades na formação de células.
Estas empresas aprenderam fazendo, conseguindo atingir um estágio importante para
chegar ao grau superior de organização de sistemas de manufatura. Com a organização da
fábrica em células de manufatura, o envolvimento de todos os empregados, a melhoria de
qualidade, a redução de estoques, a possibilidade de respostas mais rápidas às solicitações do
mercado, a sobrevivência e o crescimento das indústrias, podem ser perfeitamente possíveis.
A integração da Tecnologia de Grupo com o MRP e este com Kanban, reforça as bases de JIT
(just-in-time), e para estes autores, esta é a filosofia de manufatura que deve ser adotada com
urgência pelas empresas brasileiras que ainda não fizeram.
• Os resultados obtidos em 33 empresas paulistas usuárias da Tecnologia de Grupo estão
descritos por Arruda e Vila F° (1994). Estes resultados foram obtidos a partir de um
questionário estabelecido em função de uma pesquisa bibliográfica e utilizado para levantar o
estágio atual da implantação da Tecnologia de Grupo e Células de Manufatura no Estado de
São Paulo. Este questionário foi enviado para 73 empresas potenciais usuárias da TG e CM,
sendo a maioria de grande porte. Destas, apenas 35 empresas responderam e destas verificou-
se que 33 (94,29%) eram usuárias ou pretendiam utilizar a TG em um futuro próximo e 31
(88,57%) eram usuárias ou pretendiam usar CM.
Analisados os resultados do levantamento, muitas lições foram aprendidas pelos atuais e
futuros usuários de novas técnicas. Entre elas:
- Os fatores, a seguir descritos, devem ser analisados antes ou até paralelamente à
implantação da TG e CM: treinamento e seleção de pessoal; iniciar pelos projetos com
alta probabilidade de sucesso; ir lentamente; não estimar muito baixo o tempo de
implementação (em média, entre 1 e 3 anos) e manter o pessoal envolvido bem informado.
Capítulo 4- Coloração e Projeto de Célula de Manufatura 12
- Na fase de planejamento da CM, é essencial uma análise da TG; da vida e do ciclo do
produto; a mistura do fluxo; os conceitos de padronização; o custo e a alocação do
ferramental e a precisão e planejamento de operações, para o reprojeto posterior das
células.
A experiência das pessoas envolvidas é primordial para o sucesso da CM. O recrutamento
de pessoal antes envolvido com este tipo de trabalho permite um melhor desenvolvimento
do projeto. O treinamento é o fator principal para o sucesso do projeto.
É bastante específico o processo de implementação de células, mas alguns fatores não
podem ser esquecidos, tais como: iniciar pela célula piloto (recurso que auxilia o
empresário a analisar os resultados de uma célula experimental); selecionar a primeira
célula simples e com alto potencial de sucesso; não depender da célula exclusivamente
como fonte de suprimentos durante a implementação; orientação plena sobre as razões da
mudança e objetivos do programa.
Capítulo 2. Introdução à Teoria dos Grafos
2.1. Introdução
Neste capítulo são apresentados conceitos fundamentais, bem como alguns problemas
típicos da Teoria dos Grafos. Para um estudo mais completo, consultar: Berge (1970),
Sakarovitch (1984), Gondran e Minoux (1985), etc. Em particular, interessa-nos o estudo de
coloração em grafos, uma vez que podem auxiliar no desenvolvimento de métodos para
realização do projeto de células de manufatura.
2.2. Conceitos
Os conceitos são estudados nos itens abaixo e diversos exemplos são utilizados para
ilustrar estes conceitos.
2.2.1. Grafos
Definição 1: Um grafo G(V,A) é um conjunto finito não vazio V constituído de elementos
denominados vértices ou nós e um conjunto A que pode ser de pares não-ordenados ou
ordenados de elementos de V, denominados arestas ou arcos de G, respectivamente.
Definição 2: Se A é constituído de pares ordenados, diz-se que G é um grafo orientado, caso
contrário G será não-orientado.
O termo grafo será utilizado tanto para grafos orientados quanto para grafos não-
orientados. Boa parte das nomenclaturas e dos conceitos são análogos tanto em um caso como no
outro.
Cada aresta ae A será denotada pelo par de vértices a = (i,j) que a define. Neste caso, os
vértices i e j são os extremos da aresta a e denominados adjacentes. A aresta a é dita incidente a
ambos i e j. Duas arestas que possuem um extremo em comum são chamadas de adjacentes.
A notação |V| e |A| indica o número de elementos de V e A, respectivamente.
Um grafo pode ser visualizado através de uma representação geométrica, na qual seus
vértices correspondem a pontos distintos do plano em posições arbitrárias, e a cada aresta a =(i,j)

Capítulo 2- Introdução à Teoria dos Grafos 14
é associada uma linha arbitrária unindo os pontos correspondentes i e j. A Figura 2.1, ilustra o
exemplo de um grafo G(V,A) com 6 vértices e 11 arestas.
Figura 2.1
V={1,2,3,4,5,6}, |V| = 6
A={(1,2),(1,5), (1,6), (2,3), (2,5), (2,6), (3,4), (3,6), (4,5), (4,6), (5,6)}, |A| = 11
Em um grafo orientado, um arco do tipo a =(i,j) é admissível e chamado de laço. A
Figura 2.2 mostra o arco a= (4,4) é um laço.
Na definição de grafo, pode-se substituir, o conjunto de arestas A, por um multiconjunto.
Com isto, é possível ter mais de uma aresta entre o mesmo par de vértices. Estas arestas são
denominadas de arestas paralelas.
Definição 3: Um grafo contendo arestas paralelas é dito um multigrafo.
Capítulo 2- Introdução à Teoria dos Grafos 15
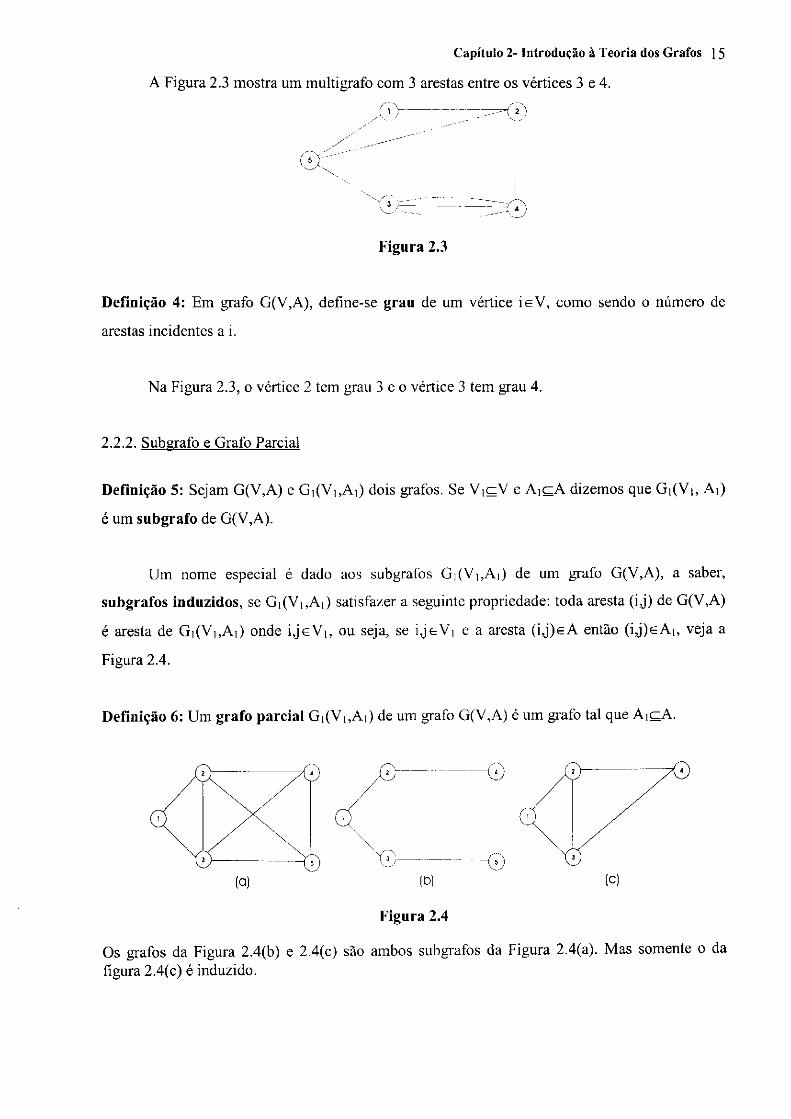
A Figura 2.3 mostra um multigrafo com 3 arestas entre os vértices 3 e 4.
Figura 2.3
Definição 4: Em grafo G(V,A), defme-se grau de um vértice ieV, como sendo o número de
arestas incidentes a i.
Na Figura 2.3, o vértice 2 tem grau 3 e o vértice 3 tem grau 4.
2.2.2. Sub grafo e Grafo Parcial
Definição 5: Sejam G(V,A) e Gi(Vi,Ai) dois grafos. Se ViçV e AiçA dizemos que Gi(Vi, Ai)
é um subgrafo de G(V,A).
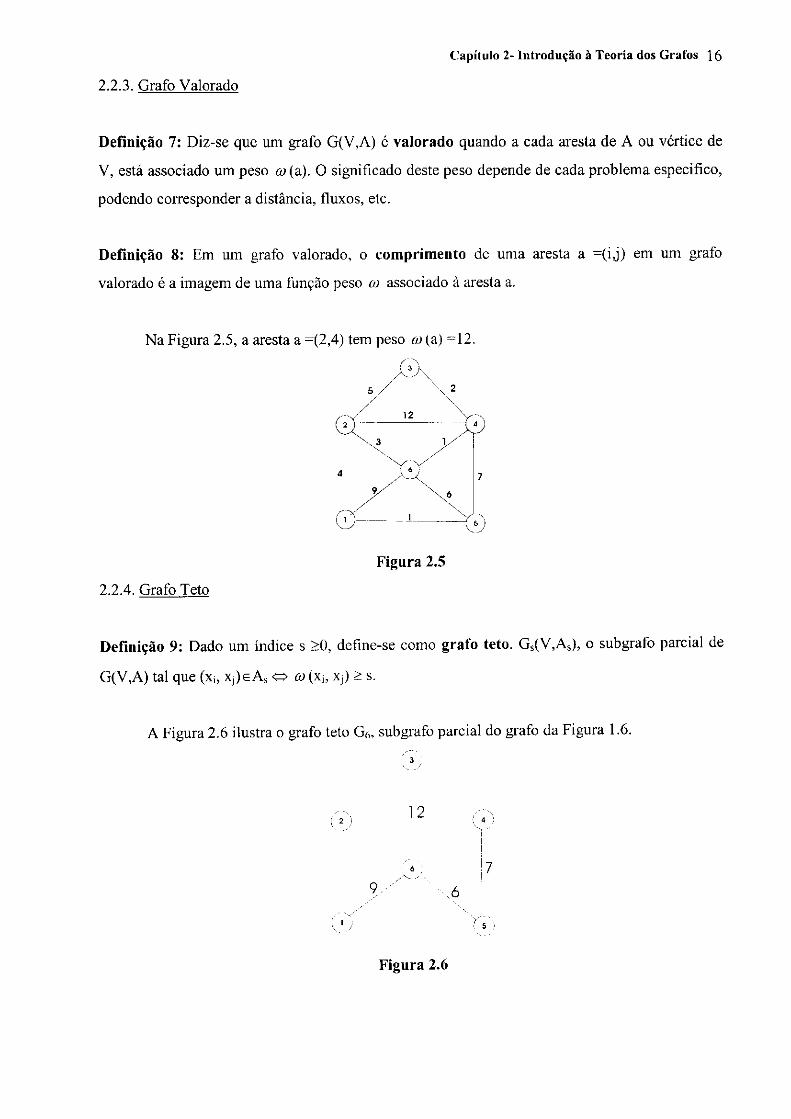
Um nome especial é dado aos subgrafos Gi(Vi,A]) de um grafo G(V,A), a saber,
subgrafos induzidos, se Gi(Vi,Ai) satisfazer a seguinte propriedade: toda aresta (i,j) de G(V,A)
é aresta de Gi(Vi,Ai) onde i j eVi , ou seja, se i j eVi e a aresta ( i j )eA então (i,j)€Ai, veja a
Figura 2.4.
Definição 6: Um grafo parcial Gi(Vi,A,) de um grafo G(V,A) é um grafo tal que AiçA.
Figura 2.4
Os grafos da Figura 2.4(b) e 2.4(c) são ambos subgrafos da Figura 2.4(a). Mas somente o da figura 2.4(c) é induzido.
2.2.3. Grafo Valorado
Capítulo 2- Introdução à Teoria dos Grafos 16
Definição 7: Diz-se que um grafo G(V,A) é valorado quando a cada aresta de A ou vértice de
V, está associado um peso co (a). O significado deste peso depende de cada problema especifico,
podendo corresponder a distância, fluxos, etc.
Definição 8: Em um grafo valorado, o comprimento de uma aresta a =(i,j) em um grafo
valorado é a imagem de uma função peso co associado à aresta a.
Na Figura 2.5, a aresta a =(2,4) tem peso co (a) =12.
2.2.4. Grafo Teto
Definição 9: Dado um índice s >0, defme-se como grafo teto. GS(V,AS), o subgrafo parcial de
G(V,A) tal que (XÍ, xj)e As « co (x„ xj) > s.
A Figura 2.6 ilustra o grafo teto Gó, subgrafo parcial do grafo da Figura 1.6.
Figura 2.5
12
A 7 9 6
\ r v )
Figura 2.6

Capítulo 2- Introdução à Teoria dos Grafos 17
2.2.5. Representação Matricial de um Grafo
Pode-se associar a um grafo não-orientado uma matriz de valores ou pesos P =[ay]
definida por:
©(ij)<=>3(ij)
0 caso contrário
aij
Obs.: A matriz de valores de um grafo não-orientado é sempre simétrica pois se a^O, w (i,j)
= a (j,i) = aij.
A Figura 2.7 fornece a matriz P associada ao grafo da Figura 2.6.
0 0 0 0 0 0
P = 0 12 0 0 0 0 0 7 0 9 0 0 0 6 0
Figura 2.7
Existem outras representações de um grafo G por meio de matriz (Netto,1979).
2.2.6. Caminho, Ciclo e Conexidade
Definição 10: Uma sequência de vértices v,, v2, ..., vk tal que (vj, Vj+i)eA, 1< j < k-1, é
denominado caminho de vi a vk. Se todos os vértices do caminho vi, v2, ..., vk forem distintos, a
sequência recebe o nome de caminho simples ou elementar.
Definição 1 1 : 0 comprimento de um caminho é o número de arestas que o compõe (se o grafo
for valorado, o comprimento do caminho é dado pela soma dos pesos das arestas que o compõe).
Definição 12: A distância d(i, j) entre dois vértices i,j de um grafo é o comprimento do menor
caminho entre i e j.

Capítulo 2- Introdução à Teoria dos Grafos 18
Definição 13: Uma cadeia é uma sequência de arestas, onde as arestas são ligadas umas as
outras por uma extremidade qualquer. Defme-se de modo análogo, cadeia elementar e cadeia
simples.
Definição 14: Um ciclo é um caminho vi, v2, ..., vk, vk+1 sendo V|= vk+i, k > 3. Defme-se da
mesma maneira que para um caminho, um ciclo elementar.
Na Figura 2.8 o caminho 1, 2,3, 4 é simples ; 1, 2, 3, 4, 1 é um ciclo simples; d(l,5)=2.
Definição 15: Um grafo G(V,A) é dito conexo quando existe um caminho entre cada par de seus
vértices. Caso contrário, G é desconexo.
O grafo da Figura 2.8 é conexo enquanto o grafo da Figura 2.6 é desconexo.
Obs.: Seja S um conjunto e S 'çS. Diz-se que S'é maximal em relação a uma certa propriedade P
quando S'satisfaz P e não existe S"3S ' (S"çS ) tal que S" satisfaça P. De modo análogo, define-
se conjunto minimal. Observe que S'não precisa ser o maior subconjunto de S que satisfaça P.
Figura 2.8
Definição 16: Os componentes conexos de um grafo são os subgrafos maximais de G conexos.

2.2.7. Ciclo Hamiltoniano e Euleriano
Capítulo 2- Introdução à Teoria dos Grafos 19
Definição 17: Um caminho ou ciclo é Euleriano quando contém cada aresta do grafo somente
uma vez.
Definição 18: Um caminho é Hamiltoniano se for elementar e contenha todo vértice do grafo.
Da mesma forma define-se ciclo Hamiltoniano.
Se G(V,A) e um grafo que possui um ciclo Hamiltoniano ou Euleriano, então G é
denominado Hamiltoniano ou Euleriano, respectivamente.
Os seguintes teoremas são importantes para a identificação de grafos Hamiltonianos ou
Eulerianos, respectivamente:
Teorema: Seja G(V,A) um grafo com pelo menos 3 vértices tal que grau(i) > |S|/2 para todo
vértice ieV. Então G é Hamiltoniano.
Teorema de Euler: Um grafo é Euleriano se e somente se ele for conexo e todos os seus
vértices tiverem grau par.
O teorema de Euler fornece a condição necessária e suficiente para a existência de um
ciclo euleriano em um grafo. O grafo da Figura 2.8 não é Euleriano, pois, os vértices 1, 3, 4 e 5
têm grau ímpar. Até hoje não se conhece uma condição necessária e suficiente para a existência
de um ciclo hamiltoniano.
2.2.8. Grafo Completo e Bipartido
Definição 19: Um grafo é completo quando existe uma aresta entre cada par de seus vértices.
Utiliza-se a notação Kn para designar um grafo completo com n vértices.
Definição 20: Um grafo G(V, A) é bipartido quando o seu conjunto de vértices V puder ser
particionado em dois subconjuntos V h V2 tais que toda aresta de G une um vértice de Vi a outro
de V2. Denota-se o grafo bipartido G por G(V,uV2, A). Um grafo bipartido completo possui

Capítulo 2- Introdução à Teoria dos Grafos 20
uma aresta para cada par de vértices vi, sendo vieVi e €V2. Se ni= |Vi| e n2 = |V2|,
denotamos G por Kni,n2.
O seguinte teorema nos dá um resultado importante para identificação de grafos
bipartidos:
Teorema: Um grafo é bipartido se e somente se todo ciclo de G possuir número par de vértices.
Na Figura 2.9, G(V,A) é bipartido completo K3,2 , sendo V= ViUV2, com Vi={l,2,3} e
V2={4,5}.
2.2.9. Clique, Conjunto Independente de Vértices e "Matching"
Definição 21: Seja G(V,A) um grafo. Dizemos que um subgrafo de G(V,A) é uma clique se este
for completo.
A Figura 2.10 (b) mostra uma clique {1,3,4,5} do grafo da Figura 2.10(a).
Figura 2.9
Figura 2.10
Capítulo 2- Introdução à Teoria dos Grafos 21
Definição 22: Seja G(V,A) um grafo. Diz-se que um subgrafo induzido de G(V,A) é um
conjunto independente de vértices (SCIE) ou "stable", se este for totalmente desconexo, isto é,
não há arestas entre qualquer par de vértices.
Na Figura 2.10(a) o conjunto {2,4,6} é independente de vértices.
O tamanho de uma clique ou de um conjunto independente de vértices é igual ao número
de elementos de seu conjunto de vértices.
Definição 23: Um "matching" de um grafo G é um subconjunto de arestas de G tal que duas
arestas quaisquer pertencentes a este subconjunto não sejam adjacentes.
Na Figura 2.10(a), {(1,2),(5,6),(3,4)} é um 'matching"de G.
Definição 24: O número de vértices de um SCIE de maior cardinalidade de um grafo G é
chamado número de estabilidade interna, a (G). No pior caso, o problema de determinação
dos SCIE maximais é de complexidade exponencial (Netto, 1979).
Definição 25: O complemento de um grafo G(V,A) é o grafo G (V, A') tal que (ij) e A <=>
(ij) * A \
Como a cada SCIE de um grafo G corresponde uma clique do grafo complementar G, o
problema determinação dos SCIE maximais pode ser apresentado como o da determinação de
cliques maximais no grafo G.
2.2.10. Árvore e Árvore Geradora
Definição 26: Uma árvore Ar(V,A) é um grafo conexo e sem ciclos. Um conjunto de árvores é
uma floresta.
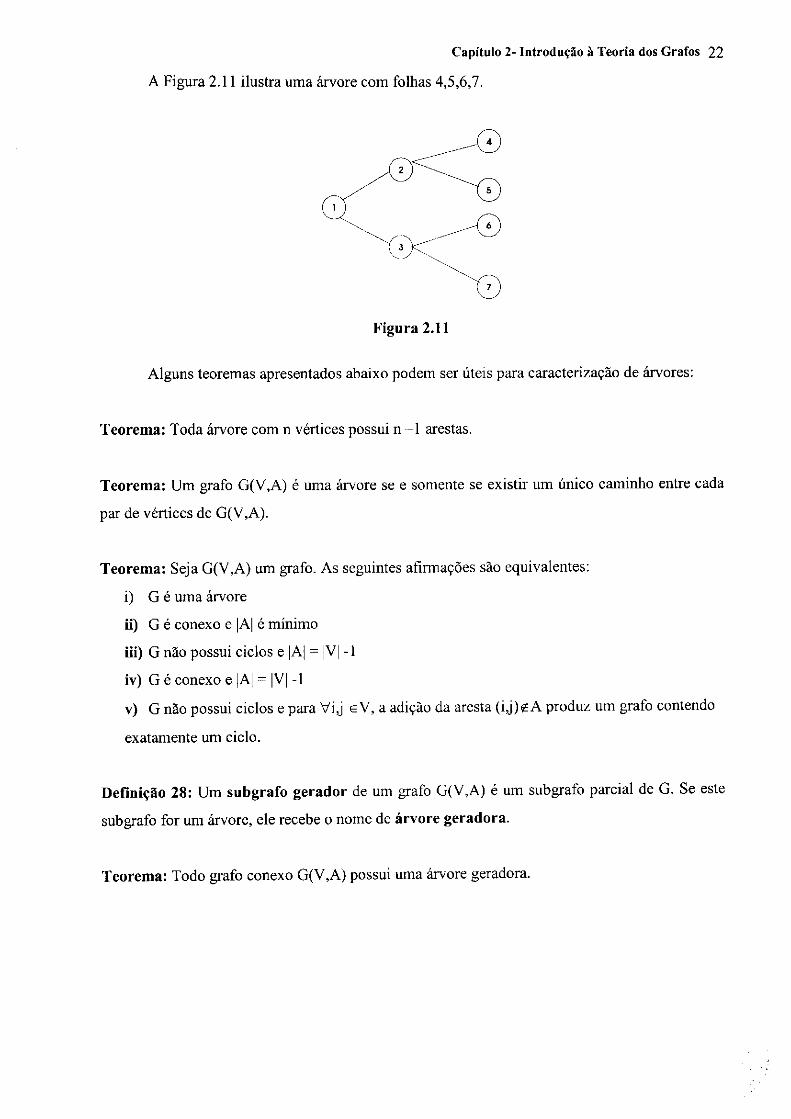
Definição 27: Se i é um vértice de Ar tal que grau(i)= 1, então ele é denominado folha.
Capítulo 2- Introdução à Teoria dos Grafos 22
A Figura 2.11 ilustra uma árvore com folhas 4,5,6,7.
Figura 2.11
Alguns teoremas apresentados abaixo podem ser úteis para caracterização de árvores:
Teorema: Toda árvore com n vértices possui n -1 arestas.
Teorema: Um grafo G(V,A) é uma árvore se e somente se existir um único caminho entre cada
par de vértices de G(V,A).
Teorema: Seja G(V,A) um grafo. As seguintes afirmações são equivalentes:
i) G é uma árvore
ii) G é conexo e |A| é mínimo
iii) G não possui ciclos e |A| = |V| -1
iv) G é conexo e |A| = |V| -1
v) G não possui ciclos e para Vi,j eV, a adição da aresta ( i j ) éA produz um grafo contendo
exatamente um ciclo.
Definição 28: Um subgrafo gerador de um grafo G(V,A) é um subgrafo parcial de G. Se este
subgrafo for um árvore, ele recebe o nome de árvore geradora.
Teorema: Todo grafo conexo G(V,A) possui uma árvore geradora.

Capítulo 2- Introdução à Teoria dos Grafos 2 3
Definição 29: Uma árvore é chamada de árvore de peso máximo (mínimo) quando for um
subgrafo gerador de um grafo G(V,A) e a soma dos pesos pertencentes às suas arestas for
máxima (mínima).
As aplicações de se determinar a árvore geradora mínima (ou máxima) são numerosas
(Ferreira, 1996): otimização em redes, classificação hierárquica, etc.
O problema da determinação de uma árvore geradora de peso mínimo pode ser enunciado
da seguinte forma (Gondran e Minoux, 1990):
• Considere um grafo G(V, A) valorado. Para cada aresta ae A associa-se o peso da aresta,
co(a). Seja G'(V, A') um grafo parcial de G. O peso de G'é um parâmetro calculado como
se segue:
aeG'
• Supõe-se G conexo (se não for, resolve-se separadamente para cada componente conexa).
Procura-se, então, uma árvore Ar* de G tal que:
co(Ar*)= min{íy(Ar),\/Ar c= G}
2.2.11. Alteração Estrutural de um Grafo
Seja G(V, A) um grafo, aeA uma aresta. Denota-se por G-a o grafo obtido de G, pela
exclusão da aresta a. Se i j é um par de vértices não-adjacentes em G, a notação G + (i, j)
representa o grafo obtido adicionando a aresta (i, j). Analogamente, seja i € V um vértice de G. O
grafo G - i denota aquele obtido de G pela remoção do vértice i. Excluir um vértice implica em
remover de G o vértice em questão e as arestas a ele incidentes. Da mesma forma, G + j
representa o grafo obtido adicionando-se a G o vértice j.
De um modo geral, se G é um grafo e X um conjunto de arestas ou vértices, G - X e G +
X denotam, respectivamente, o grafo obtido de G pela exclusão e inclusão de X, veja a Figura
2.12.
Capítulo 2- Introdução à Teoria dos Grafos 2 4
Figura 2.12
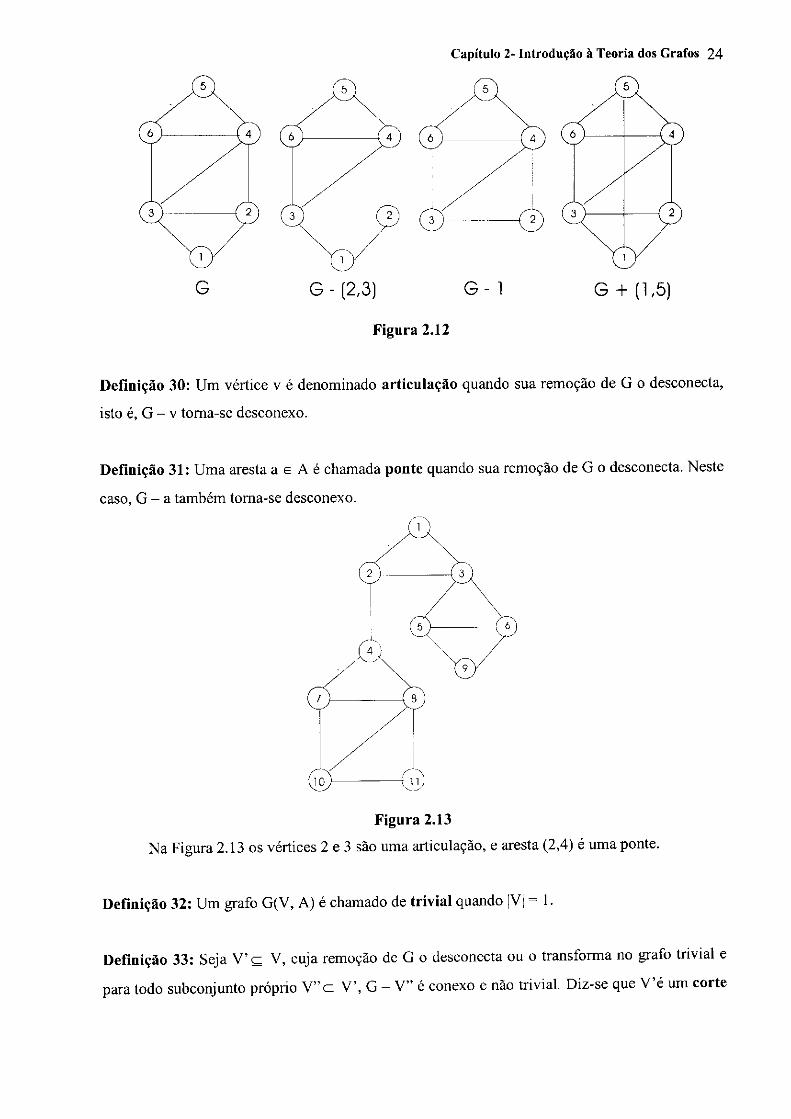
Definição 30: Um vértice v é denominado articulação quando sua remoção de G o desconecta,
isto é, G - v torna-se desconexo.
Definição 31: Uma aresta a e A é chamada ponte quando sua remoção de G o desconecta. Neste
caso, G - a também torna-se desconexo.
Figura 2.13
Na Figura 2.13 os vértices 2 e 3 são uma articulação, e aresta (2,4) é uma ponte.
Definição 32: Um grafo G(V, A) é chamado de trivial quando |V| = 1.
Definição 33: Seja V' ç V, cuja remoção de G o desconecta ou o transforma no grafo trivial e
para todo subconjunto próprio V " c V', G - V" é conexo e não trivial. Diz-se que V'é um corte

Capítulo 2- Introdução à Teoria dos Grafos 25
de vértices de G. Analogamente, um corte de arestas de G é um subconjunto A'ç= A, cuja
remoção de G o desconecta, e para todo subconjunto próprio A"c= A', G - A" é conexo.
(a) (b)
Figura 2.14
Na Figura 2.14 o subconjunto {3,4} é um corte de vértices, pois sua remoção desconecta
o grafo G. A Figura 2.14(a) ilustra o caso. Em relação a este mesmo grafo, o subconjunto de
arestas {(1,3), (2,3), (4,5)} é um corte de arestas, porque removendo-o de G produz-se o grafo
desconexo figura 2.14(b). Observe também que removendo de G o subconjunto de vértices {3,
4,7}, G é desconectado. Contudo, {3, 4, 7} não é um corte de vértices, pois contém propriamente
o corte {3,4}.
A determinação do número cromático de um grafo G pode ser feita através de um
esquema iterativo de alterações estruturais que visa a determinação de cliques. O objetivo final é
a obtenção da clique de cardinalidade mínima.
Algoritmos que se utilizam de operações de exclusão de vértices ou adição de arestas são
do tipo alteração estrutural. Podem ser exatos ou heurísticos.
2.2.12. Planaridade
Capítulo 2- Introdução à Teoria dos Grafos 26
Seja G(V, A) um grafo e R uma representação geométrica de G em um plano.
Definição 34: A representação R é plana quando não houver cruzamento de arestas em R, a não
ser nos vértices.
Definição 35: Um grafo é planar quando admite alguma representação plana.
Uma caracterização de planaridade é dada pelo teorema abaixo:
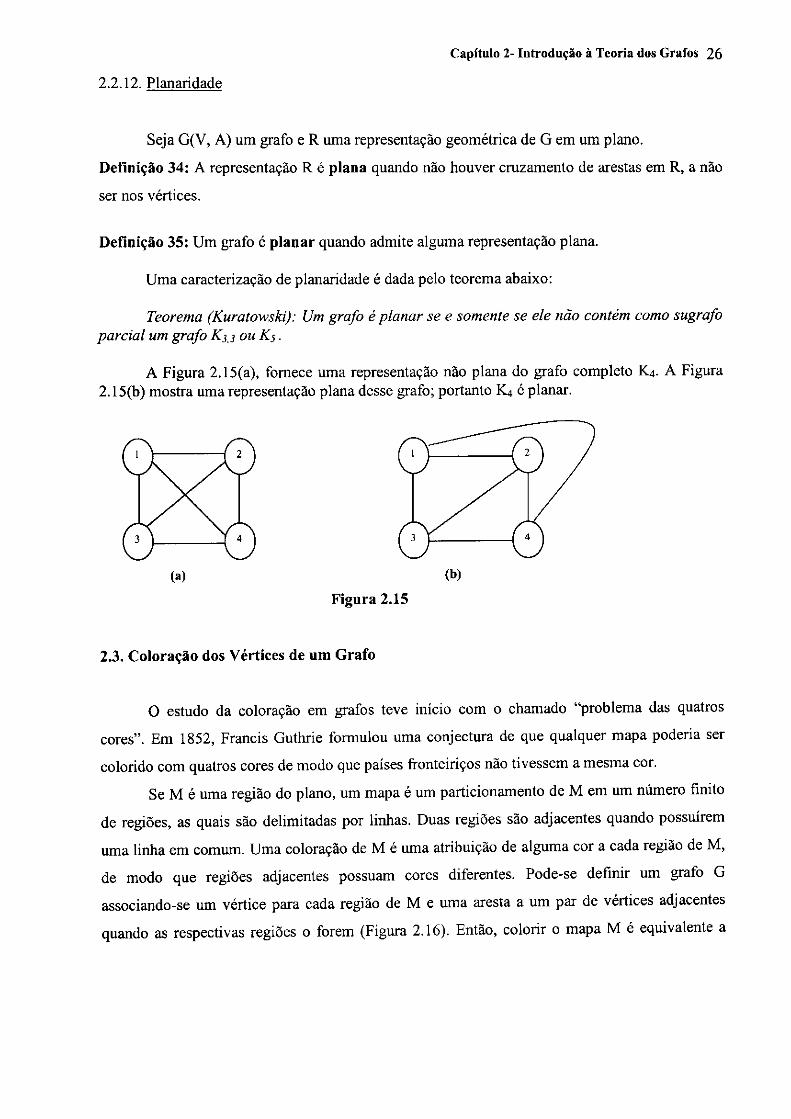
Teorema (Kuratowski): Um grafo é planar se e somente se ele não contém como sugrafo parcial um grafo K33 ou Ks.
A Figura 2.15(a), fornece uma representação não plana do grafo completo K4. A Figura 2.15(b) mostra uma representação plana desse grafo; portanto K4 é planar.
Figura 2.15
2.3. Coloração dos Vértices de um Grafo
O estudo da coloração em grafos teve início com o chamado "problema das quatros
cores". Em 1852, Francis Guthrie formulou uma conjectura de que qualquer mapa poderia ser
colorido com quatros cores de modo que países fronteiriços não tivessem a mesma cor.
Se M é uma região do plano, um mapa é um particionamento de M em um número finito
de regiões, as quais são delimitadas por linhas. Duas regiões são adjacentes quando possuírem
uma linha em comum. Uma coloração de M é uma atribuição de alguma cor a cada região de M,
de modo que regiões adjacentes possuam cores diferentes. Pode-se definir um grafo G
associando-se um vértice para cada região de M e uma aresta a um par de vértices adjacentes
quando as respectivas regiões o forem (Figura 2.16). Então, colorir o mapa M é equivalente a

Capítulo 2- Introdução à Teoria dos Grafos 2 7
colorir G. Logicamente G tem de ser planar. O "problema das quatro cores" consiste, pois, em
provar que todo grafo planar é 4-colorível.
Figura 2.16
Ao longo destes 125 anos, ninguém foi capaz de exibir um mapa em que cinco cores
fossem necessárias e muito menos exibir uma prova direta não enumerativa que quatros cores
são suficientes. Esta demonstração foi realizada por Appel e Haken (1976) através de uma
técnica por computador. Eles utilizaram resultados da teoria dos grafos, entre os quais pode-se
citar o trabalho de Heawood (1890), para provar que o número geral pode ser reduzido a um
número finito de casos particulares, tais que todo grafo planar pode ser colorido com quatro
cores. O resultado ficou conhecido como "teorema das quatro cores".
Seja G(V, A) um grafo e C={cj, ieN} um conjunto de cores. Uma coloração de G(V, A)
é uma atribuição de alguma cor de C para cada vértice de V, de tal modo que a dois vértices
adjacentes de G sejam atribuídas cores diferentes.
Definição 36: Uma coloração de G é uma função f: V-> C tal que para cada par de vértices
v,weV tem-se (v, w)eA => f(v) * f(w).
Uma k-coloração de G(V, A) é uma coloração que utiliza um total de k cores o que
equivale a uma partição de V em k SCIE, maximais ou não. Diz-se então que G é k-colorível.
Definição 37: Denomina-se número cromático, À,(G), de um grafo G, ao menor número de
cores k, para o qual existe uma k-coloração de G.
É muito fácil colorir um grafo de n vértices: basta utilizar n cores, uma para cada vértice.
Porém, o problema de se determinar um procedimento eficiente para realizar a coloração de um

Capítulo 2- Introdução à Teoria dos Grafos 2 8
grafo com um número mínimo de cores é bastante complexo. Até o momento presente, não é
conhecido algoritmo eficiente (Szwarcfiter,1983) para determinar o número cromático de um
grafo. Entretanto, pode-se obter alguns resultados imediatos da definição, tais como:
i) Um grafo G(V,A) é bicromático se e somente se for bipartido.
ii) Um grafo completo Kt é t-cromático.
iii) Um grafo G(V,A) com uma ou mais arestas é pelo menos 2-cromático.
Os conceitos de coloração, clique e conjunto independente de vértices (SCIE) estão
naturalmente relacionados:
De fato, como são necessárias k cores para colorir os k vértices de uma clique de
tamanho k, isto implica que À,(G) é maior ou igual ao tamanho da maior clique de G. Considere
agora uma k-coloração de G(V,A). Sejam Vi, V2, ..., Vk os subconjuntos disjuntos de V onde os
vértices de Vi, V2,... , Vk são coloridos com as cores Ci, C2,..., Ck, respectivamente. Então uVj =
V, i= l , . . . , k e cada V, é um conjunto independente de vértices (SCIE). Com isto, o problema de
determinar uma coloração de G pode ser formulado em termos de particionar V em um número
mínimo de SCIE (maximais ou não).
Definição 38: O número de estabilidade interna, a(G), de um grafo G(V, A) é o número de
vértices de um SCIE de maior cardinalidade do grafo. Na Figura 2.16, a(G) = 2.
Seja G(V, A) um grafo não orientado com |V| = n e |A| = m. Alguns resultados
importantes unindo À,(G) e a(G), m, n e ao grau máximo de G são dados pelos teoremas:
(i) MG) + a(G) < n + 1
(ii) Se G é o grafo complementar de G então A(G) + Â , ( G ) < n + l
(iii) À,(G) > n2 / (n2 - 2m)
(iv) Se o grau máximo de G é h então X(G) < h + 1
(v) Um grafo é bicromático se e somente se não contém ciclos de comprimento
ímpar.
Obs.: A demonstração desses teoremas podem ser encontradas em Netto (1979).

2.4. Aplicações
Capítulo 2- Introdução à Teoria dos Grafos 29
Para ilustrar a aplicação dos estudos em coloração em grafos, apresentamos dois
problemas. Outras aplicações são discutidas em Leigthon (1979), Opsut e Roberts (1981) e De
Werra (1985).
2.4.1. O problema dos exames escolares (Netto, 1979)
Considera-se um conjunto X de provas a serem realizadas por um conjunto Y de estudantes
onde cada prova x e X deve ser realizada por um conjunto S(x) de estudantes. Cada prova
deve ser aplicada uma única vez, o que determina o comparecimento de todos os alunos que
devem realizá-la. Se cada aluno comparece no máximo a uma prova por dia, o problema
consiste em se determinar o menor número de dias exigidos para a programação das provas.
Pode-se resolver este problema construindo um grafo G(X, U) no qual cada aresta (x, y ) e U
se S(x) n S(Y) * 0 , isto é, as provas x e y não podem ser realizadas no mesmo momento,
pois existem alunos que devem estar presentes em ambas. Cada coloração dos vértices
corresponde a uma alocação possível de provas. As provas correspondentes a vértices de
mesma cor poderão ser previstas para o mesmo dia. O número de dias necessários será,
então, X(G).
2.4.2. O problema do pensionato (Berge, 1976)
Quinze moças que estudam em um pensionato saem para passear todos os dias dispostas
em 3 filas. Pergunta-se: é possível realizar sete passeios consecutivos sem que duas moças
estejam lado a lado mais de uma vez? Este é um problema clássico da teoria dos grafos e foi
objeto de numerosos estudos. Trata-se de um problema próximo de outro igualmente célebre, o
problema de Steiner, onde dispõe de 15 moças para formar 35 conjuntos distintos de modo que
duas moças não façam parte do mesmo conjunto mais de uma vez.
A resolução do problema de Steiner pode ser feita através de um grafo G cujos vértices
são os Cis, 3 = 455 conjuntos possíveis, dois conjuntos estando unidos por uma aresta se entre
eles existir duas moças em comum. Desta forma, procura-se o "stable" S de cardinal máximo.
Têm-se |S| < 35, uma vez que em S a mesma moça aparece no máximo em 7 conjuntos distintos,
o que representa um total de 15 x 7 x 1/3 = 35 conjuntos no máximo. Para ver que uma solução

Capítulo 2- Introdução à Teoria dos Grafos 3 0
do problema de Steiner, relaciona-se com o problema do pensionato, constrói-se um grafo Gi
cujos vértices são os 35 conjuntos relacionados, dois conjuntos estando unidos por uma aresta se
entre eles existir uma moça em comum. Se o número cromático A,(Gi) for igual a 7, o problema
está resolvido; se À,(Gi) > 7, será necessário relacionar outros conjuntos de moças.

Capítulo 3. Algoritmos para Coloração dos Vértices de um Grafo
Neste capítulo são apresentados alguns algoritmos e heurísticas para efetuar a coloração
dos vértices de um grafo. Um destaque especial é dado à heurística proposta por Guénoche
(1993) que serve de base para a técnica de coloração em grafos utilizada no método que
implementamos para auxiliar no projeto de células de manufatura.
3.1. Heurísticas Sequenciais
Seja uma tabela V que define uma ordem qualquer de N vértices de G. Um método
sequencial S consiste em colorir os vértices de G, dada uma ordenação inicial dos mesmos,
atribuindo-se ao vértice a ser colorido a cor de menor índice não utilizada pelos seus vizinhos.
Heurísticas deste tipo são chamadas de Gulosas ou Míopes diferenciando-se entre si somente
pela regra de ordenação dos vértices. Esta classe pode ainda se subdividir em duas outras
(Gouvêa, 1993):
- Sequencial simples: constituída por heurísticas em que a ordenação inicial dos vértices
permanece por toda a execução do algoritmo.
- Sequencial dinâmica: constituída por heurísticas em que a ordenação pode ser
modificada ou até mesmo constituída durante a execução do algoritmo considerado.
A classe dos grafos perfeitamente ordenáveis reúne todas as famílias de grafos para os
quais é possível determinar regras de ordenação de vértices de forma que a heurística gulosa
colore seus vértices de maneira ótima, como por exemplo, árvore de peso mínimo.
O primeiro algoritmo sequencial foi implementado por Welsh e Powell (1967). A idéia
geral da heurística é obter ?i(G), ou pelo menos uma boa aproximação, examinando os vértices
em ordem não-crescente de seus vértices. Uma descrição deste algoritmo é feita abaixo e sua
complexidade é 0(n ).

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 32
Algoritmo de Welsh e Powell:
Inicio
Dado G(S, A), ordenar S em ordem não-crescente de graus xi,..., xn
C, <- {X l}
Ci < - 0 , i = 2 , n
Para j = 2 até n fazer
r <- min{i / r(xj) n C, = 0 }
C r < - C r u {Xj}
FimPara
Fim
No pior caso, o desempenho deste algoritmo é muito ruim. A família de grafos
apresentada a seguir foi sugerida por Johnson (1974): seja G(Si u S2, A) um grafo bipartido com
|Si| = IS2I = n e |A| = n (n - 1) tal que V Xj € Si e ys e S2 tem-se r(x;) n {yj} = 0 e r(xj) = {yi,...,
yi-i, yi+1, yn}- Aplicando a heurística considerando a sequência de vértices {xi, y t , . . . , Xj, yj,...,
Figura 3 .1
As heurísticas sequenciais dinâmicas exibem, em geral, resultados computacionais mais
favoráveis, como por exemplo, podemos citar as heurísticas de Dsatur (Degree of Saturation), de
Brélaz (1979) e RLF (Recursive Largest First) de Leighton (1979). Os dois algoritmos, citados
acima, obtém resultados exatos para grafos bipartidos.
3.1.1. A Heurística Dsatur
Esta pode ser considerada uma heurística gulosa inspirada dos métodos sequenciais. A
cada iteração, defíne-se o grau de saturação DSj(x) como o número de cores já utilizadas pelos
vizinhos de x. A heurística Dsatur consiste em: a) colorir o vértice de maior grau com a cor 1; b)

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 33
nas etapas seguintes, pegar o vértice livre de DS máximo e colori-lo com a cor de menor índice
possível.
Este algoritmo pode ser considerado como um método sequencial dinâmico, onde a
ordem é constituída a cada iteração em vez de ser estabelecida a priori. Em cada iteração, os
vértices coloridos formam um subgrafo conexo, pois um vértice de DS nulo não será pego
enquanto existir vértices com DS > 0.
O algoritmo de Dsatur, apresentado abaixo, tem complexidade 0(n2).
Algoritmo de Dsatur
Inicio
xj= vértice de maior grau em G(V,A)
MG) 1, Ci<- {x,}, Ci <- 0 , i = 2,..., n
Para j = 2 até n fazer
Xj <- vértice de maior grau de saturação em G.
r <— grau de saturação de vi+1
Cr <- C ru{X j}, X(G) max{A,(G), r}
FimPara
Fim.
Os algoritmos sequenciais de coloração colorem os vértices em uma certa ordem. No
algoritmo de Dsatur, parte-se de um vértice de grau máximo ao qual é atribuído a cor 1. Todos os
vértices que lhe são adjacentes estão "saturados" por esta cor. Define-se um índice de saturação
para cada vértice não colorido igual ao número de cores diferentes ao qual ele é adjacente. A
cada iteração escolhe-se colorir o vértice mais saturado e se houver empate, retém-se aquele que
possui grau máximo no subgrafo parcial dos vértices não coloridos e este recebe a cor de menor
índice.
3.1.2. A Heurística RLF
Abaixo é fornecida a heurística RLF. A atribuição de cores aos vértices é feita
consolidando cada classe de coloração por vez através de um critério guloso.

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 34
Algoritmo RLF
Dados
C: próxima classe de coloração a ser construída.
V: conjunto de vértices a colorir
Q: conjunto de vértices não coloridos os quais não podem receber a cor da classe C.
Gr: Grafo residual induzido pelos vértices não alocados em qualquer classe de coloração após a
consolidação da classe C.
Inicio
V <— [l..n] {Inicialmente nenhum vértice está colorido}
G <- 0 , k 1, pare <- falso
Repita até pare = verdadeiro
C[k] <- 0
ConstrGs(GR, V); {Construção do grafo residual Gr com os elementos de V}
{Escolher v0 e V: | r(v)|, v e V no grafo residual Gr}
C[k] <- C[k] u {v0},
Q < - Q u {v € G r / r ( v 0 ) n V * 0 } ,
V V - {{v0} u Q};
Enquanto V * 0 faça
{Escolher vi e V: |r(vi) = max{ |r(v) n Q| no grafo residual GR}}
C[k]<-{C[k]u{v,}}
Q 4- Q u {u e r(vi) n V}
V < - V - { { v , } u Q }
FimEnquanto
Se ((V = 0 ) e (Q = 0)) então pare 4- verdadeiro FimSe
Senão
V < - Q , Q < - 0 , k < - k + l
FimSe
FimRepita
Fim
Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 35
3.1.3. A Heurística de Guénoche
Seja o problema de particionar um conjunto V de n objetos munidos de uma
dissimilaridade, em um número k, fixo, de classes tal que o diâmetro d(P) entre as classes seja
mínimo. Este problema corresponde a construir um grafo de teto mínimo, Gs, subgrafo parcial de
G(V,A), que seja k-colorível, de acordo com o seguinte resultado (Hansen e Delattre, 1978):
Existe uma k-partição de diâmetro inferior a s <=>GS é k-colorível. Então, para construir uma k-
partição de diâmetro mínimo é suficiente encontrar um teto mínimo tal que Gs seja k-colorível.
Para k=2, os algoritmos polinomiais de Rao (1971), Hubert (1974), Leclerc (1986) e
Hansen e Jaumard (1987) enumeram todas as partições em duas classes de diâmetro mínimo. Um
algoritmo de complexidade 0(n2) é proposto por Guénoche, baseado na bicoloração de uma
árvore de peso máximo para construir uma bipartição de diâmetro mínimo.
Para k > 2, Hansen e Delattre (1978) demonstraram que o problema é NP-Completo. Eles
propõem um algoritmo baseado em um método de coloração ótima de grafos teto sucessivos,
adaptado a partir do algoritmo de Brown (1972) e constroem para cada valor de k uma só
partição de diâmetro mínimo. Karchmer e Naor (1988) descrevem um algoritmo implementado
com processamento paralelo.
A heurística de Guénoche (1993) enumera todas as partições em um número fixo de
classes de diâmetro mínimo. Este se baseia na coloração de um grafo teto em k cores, cada cor
definindo uma classe. Utiliza-se várias heurísticas para aproximar o diâmetro e enumera-se as
partições de diâmetro mínimo unicamente no passo final.
A heurística de Guénoche (1993) propõe uma modificação no Dsatur: a cada etapa,
colore-se o mesmo vértice que seria colorido pelo Dsatur, mas, dá-se a este vértice mais
saturado, a cor que satura o menor número de vértices não coloridos, insaturados por esta cor,
deixando livre mais cores para os vértices que serão coloridos depois. A complexidade
continuará a mesma.
Existem muitos outros algoritmos propostos na literatura para a resolução do problema
enunciado (k>2). Escolhemos o algoritmo de Guénoche (1993) para a realização de um estudo
mais aprofundado devido à qualidade das soluções descritas na literatura (Santos, 1996), e
principalmente, por este fornecer todas as partições de diâmetro mínimo existentes, o que é
importante como ferramenta para o processo de tomada de decisão.

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 36
Antes de descrever o algoritmo de Guénoche (1993) em detalhes, pode-se mostrar que
este não é polinomial.
Proposição (Guénoche, 1993): O número máximo de partições de diâmetro mínimo de um
conjunto com n elementos em k classes é kn \
Demonstração: Considere um grafo completo com pesos nas arestas de n vértices cujas k(k -
l)/2 maiores arestas formam uma clique com k elementos. Se as k arestas seguintes (em ordem
não-crescente) de valores iguais ao diâmetro entre as classes, d(P), ligam um mesmo vértice fora
da clique a cada vértice da clique, este vértice e todos os outros podem ser inseridos em qualquer
uma das classes que serão todas de diâmetro d(P). Com isto, tem-se k" k possibilidades.
3.1.3.1. Matriz de Dissimilaridades e Partição
Seja V = {vi, v2, ..., vn} um conjunto de n objetos e G(V, A) um grafo valorado, não-
direcionado, cujas arestas tem pesos fornecidos por uma matriz de pesos, D = [djj], chamada
matriz de dissimilaridades sobre V, tal que: DY = co(xj, xj) = CD(XJ, XJ) > 0 .
A dissimilaridade em questão mede as diferenças entre os objetos com relação a uma
série de atributos considerados relevantes.
Seja {Ci, C2,..., Ck} uma partição de V em k classes => C\ n Q = 0 e uCj = V.
Para comparar as partições construídas sobre V, é definido:
- d(Cp) = max{djj, para x„ xj e Cp} isto é, o diâmetro de uma classe igual à maior
dissimilaridade intra-classe.
- d(P) = max{d(Cp), k = 1, ..., p} isto é, o diâmetro de uma partição igual ao maior
diâmetro de suas classes.
3.1.3.2. Etapas da Heurística
Seja o problema da enumeração de todas as partições de um conjunto V em um número
de classes k, fixado, e de diâmetro d(P) mínimo. Este problema corresponde a construir um grafo
teto Gs onde as arestas têm um comprimento superior a d(P) e que seja k-colorível (Hansen e
Delattre, 1978). No algoritmo de Guénoche (1993), um limite superior, s, para d(P) é
determinado de maneira heurística. Em seguida, enumeram-se, as k-colorações para Gs.
Enquanto existir ao menos uma k-coloração possível, decrementa-se o valor de s e uma nova
Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 37
iteração é processada. Quando o algoritmo pára, o teto obtido é igual ao diâmetro das partições
restantes.
Para enumerar todas as possíveis partições de X, em k classes de diâmetro mínimo,
aplica-se este algoritmo constituído de 3 etapas e com complexidade 0(kN k):
Ia etapa - Obtenção do grafo teto Gs k-colorível
2a etapa - Enumeração de todas as k-colorações de Gs
3a etapa - Eliminação das partições que não são de diâmetro mínimo.
Ia etapa - Obtenção do grafo teto Gs k-colorível
Utiliza-se um método heurístico para determinar o teto s, aproximação superior de d(P),
tal que Gs seja k-colorível. O teto s é determinado por método de subdivisões dicotômicas do
intervalo de variação das dissimilaridades. Para cada tentativa, utiliza-se uma heurística gulosa
de coloração.
2a etapa - Enumeração de todas as k-colorações de Gs
Uma vez fixado o teto s, enumera-se todas as colorações de Gs em k cores. Com o auxilio
do algoritmo de Dsatur, obtém-se uma clique, se possível máxima, de Gs, onde cada vértice é o
representante de uma classe. Em seguida colore-se os outros vértices, segundo a ordem de
saturação, de todas as maneiras possíveis. Se um vértice é adjacente a vértices coloridos, estas
cores não poderão ser utilizadas para colori-lo. Obtém-se, assim, todas as partições em k classes
de diâmetro inferior a s.
3a etapa - Eliminação das partições que não são de diâmetro mínimo.
Considera-se as arestas na ordem não-crescente dos valores de dissimilaridades a partir
de s. Uma aresta pode ser inserida no grafo enquanto existir uma partição compatível, isto é, se a
aresta liga vértices de classes diferentes. Cada aresta inserida elimina, assim, algumas partições
obtidas anteriormente, se elas existirem. A primeira aresta que não puder ser inserida, uma vez
que se o for não restariam mais partições compatíveis, tem valor igual ao maior valor de

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 38
dissimilaridade interclasse, d(P). As partições restantes são de diâmetro mínimo, para um
número fixo de classes. Esta etapa é mais rápida se s é uma boa aproximação de d(P).
Obs.: As três etapas do algoritmo serão descritas com mais detalhes a seguir e na seção 2
apresentaremos um exemplo ilustrativo e faremos um breve comentário sobre o algoritmo na
seção 3.
> Obtenção do grafo teto G. k-colorível
Na primeira etapa, constrói-se um grafo teto k-colorível cujas arestas são aquelas que
apresentam valor superior ou igual ao valor de um teto s a determinar. Para obter este valor de s
utiliza-se um método de subdivisão dicotômica e um método sequencial de coloração, no caso, a
heurística de Dsatur de Brélaz.
O algoritmo de subdivisão, fornecido a seguir, executa esta tarefa.
Algoritmo de subdivisão
{Num Cor = número de cores obtidas usando o algoritmo de Dsatur.}
dMin <- Mínimo {djj, ( i j)eA}
dMax <r- Máximo {dij, ( i j)eA}
Enquanto (dMax - dMin) >2 faça
s (dMin + dMax)/2
Construção de Gs colorido por Dsatur
Se num_cor < k então dMax <— s Senão dMin <— s
FimSe
FimEnquanto
Fim
> Enumeração das k-colorações de G»
Dispõe-se agora de um grafo k-colorível com uma ordem sobre os vértices onde os
primeiros coloridos com cores distintas formam uma clique, obtida pelo algoritmo de Dsatur: o
primeiro vértice estando colorido, colore-se com uma nova cor um vértice que lhe seja adjacente,

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 39
depois se existe um vértice adjacente a estes dois, este recebe uma nova cor. Se o cardinal NbQ
desta clique é o número de cores obtidas no fim do algoritmo, esta coloração e ótima.
A clique obtida não é necessariamente máxima dado que, de um lado o problema é NP-
Completo e de outro, um grafo k-cromático não possui necessariamente uma clique com k
elementos.
Para construir todas as k-colorações de Gs, utiliza-se esta clique como inicialização do
processo de enumeração. Desenvolve-se uma estrutura arborescente em largura, na qual cada
vértice da árvore designa um vértice do grafo e uma cor associada a este vértice. Nesta
arborescência, um caminho entre uma folha e a raiz é um início de uma coloração no qual um
vértice só pode aparecer uma vez. Inicializa-se a arborescência por uma cadeia constituída dos
NbQ vértices da clique Cl(.) tendo as cores 1, 2, ..., NbQ. A cada iteração, prolonga-se todas as
folhas de maior profundidade. Elas são todas associadas a um mesmo vértice i. Colore-se o
vértice j que segue i na ordem de coloração. Para cada folha, retrocedendo-se na arborescência,
marca-se as cores dos vértices (coloridos) adjacentes a j; estas cores estão proibidas para ele.
Todas as outras cores iniciam uma nova folha da arborescência. Quando todos os vértices estão
coloridos, todas as folhas e os caminhos associados da arborescência correspondem a colorações
diferentes.
O grafo Gs é codificado em uma matriz com n linhas, a i-ésima linha contendo a lista dos
vértices adjacentes a x,. G(i, j) é o número do j-ésimo vértice adjacente a Xj.
A estrutura de dados utilizada, para a enumeração de todas as k-colorações de Gs, é
constituída de três vetores V, C, P indexados sobre os vértices da arborescência:
V(i) contém o número de um vértice de Gs.
C(i) contém a cor desse vértice.
O índice i designa o i-ésimo vértice da arborescência.
P(i) é o predecessor de i na arborescência.
- O vértice seguinte s na ordem de Dsatur é codificado Suc(s)
O último vértice a colorir é chamado Der.
- p é o número de classes desejado.
O algoritmo, descrito a seguir, é o responsável pela construção e pela enumeração de
todas as diferentes partições do grafo teto Gs em k classes.

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 40
Algoritmo Enumeração das k-colorações de diâmetro < s
i, NbQ, i2 <- NbQ - s,
Para i 1 a NbQ faça
V(i) <- Cl(i), C(i) <- i, P(i) <- i-1 {somente os vértices da clique estão em classes}
FimPara
Enquanto Í2 * 0 faça s V(ii),
v <— Suc(s) {tenta-se colorir s}
Para c 1 até p faça coul(c) <- 0 FimPara
k <— ii
Enquanto k * 0 faça
t V(k)
Se t e T(v) então coul(C(k)) <- 1 FimSe
k <- P(k)
FimEnquanto
Para c 1 até p faça
Se Coul(c) = 0 então {a cor c é possível}
Se v * Der então
Í2 Í 2 + 1 , V(Í2) <- V, C(Í2) <- C, P(Í2) <- IL
Senão Coul(v) <- c {sai a partição}
FimSe
FimSe
FimPara
FimEnquanto
Fim
Este algoritmo é de complexidade proporcional ao número de vértices e ao número de
colorações em k cores do grafo Gs (Guénoche, 1993). Quanto menor o teto s, maior o número de
arestas do grafo e menos colorações existem. É por isto que se toma tanto cuidado, através de
uma busca dicotômica, em diminuir s para depois inserir arestas, sem se contentar com o
primeiro teto que permita uma k-coloração.
Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 41
> Eliminação das partições que não são de diâmetro mínimo
Até o momento, construiu-se todas as partições de diâmetro inferior ao teto s que se
define o grafo Gs. Considera-se as arestas de comprimento inferior a s, em ordem não-crescente.
Se para uma aresta (i, j) existe ao menos uma partição tal que i e j não estejam na mesma classe,
existe então uma partição de diâmetro dy < s. Se todas as arestas de valor djj satisfazem esta
condição, as partições restantes são no máximo de diâmetro d,j < s.
Considera-se, então, todas as arestas de valor d(P) imediatamente inferior a s. Se existir
ao menos uma partição compatível com estas arestas, todas as partições compatíveis têm
diâmetro inferior a s; itera-se o procedimento fazendo s <- d(P) e armazenando-se apenas as
partições compatíveis. Se nenhuma partição é compatível com todas as arestas de valor d(P), as
partições restantes têm diâmetro d(P) e o algoritmo pára.
3.2. Exemplo Ilustrativo
Uma aplicação do algoritmo de Guénoche (1993) é apresentada a seguir. O exemplo
ilustrativo (Santos, 1996) utiliza um conjunto, de 9 objetos, que se deseja particionar em 3
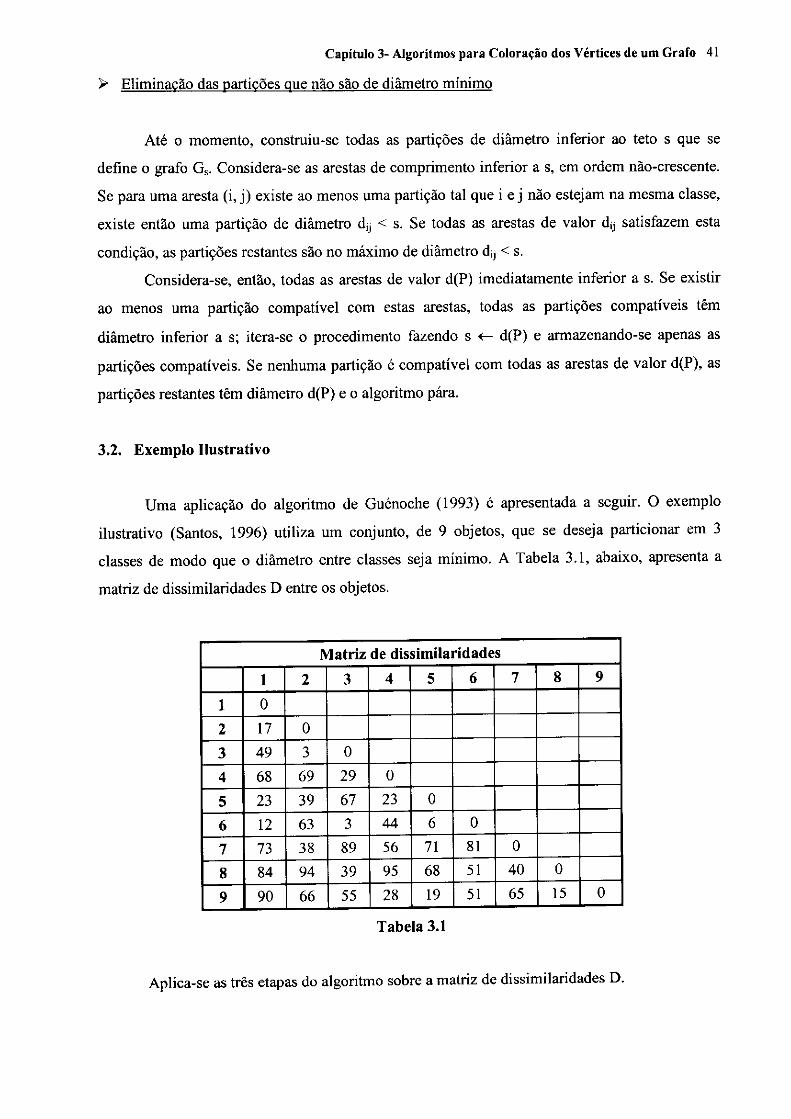
classes de modo que o diâmetro entre classes seja mínimo. A Tabela 3.1, abaixo, apresenta a
matriz de dissimilaridades D entre os objetos.
Matriz de dissimilaridades
1 2 3 4 5 6 7 8 9
1 0 2 17 0
3 49 3 0
4 68 69 29 0
5 23 39 67 23 0
6 12 63 3 44 6 0
7 73 38 89 56 71 81 0
8 84 94 39 95 68 51 40 0
9 90 66 55 28 19 51 65 15 0
Tabela 3.1
Aplica-se as três etapas do algoritmo sobre a matriz de dissimilaridades D.

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 42
Ia Etapa:
Dmax = 95 e Dmin = 3. Usando o algoritmo de subdivisão, obtém-se 4 cores para o teto
49, 2 cores para o teto72, 4 cores para o teto 60, 3 cores para o teto 66, 4 cores para o teto 63 e,
finalmente, 3 cores para o teto 64. A partição obtida para este teto é fornecida na Tabela 3.2 a
seguir:
Classel Classe2 Classe3 7,8 1,2,3,6 4,5,9
Tabela 3.2
A representação geométrica do grafo G64, considerando a clique {7,1,9} obtida no
algoritmo de Dsatur, pode ser vista na Figura 3.1 abaixo.
2a Etapa:
Utiliza-se a clique Cl = {7,1,9} para enumerar todas as possíveis colorações deste grafo
em 3 cores, obtendo-se 6 partições de diâmetro estritamente inferior a 64. É fácil verificar que
essas partições são as únicas existentes. A Tabela 3.3, fornecida a seguir, apresenta as 6 partições
obtidas.

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 43
Partição Classe 1 Classe 2 Classe3 1 7,8 1,2,3 4,5,6,9 2 7,8 1,2,3,6 4,5,9 3 7,8 1,2,5 3,4,6,9 4 7,8 1,2,5,6 3,4,9 5 4,7 1,2,5 3,6,8,9 6 4,7 1,2,5,6 3,8,9
Tabela 3.3
A Figura 3.2 ilustra a obtenção das 6 partições em 3 cores do grafo Gm utilizando a
matriz de adjacências do grafo (Tabela 3.4).
Grafo Gô4 Vértices Adjacências
4, ,8/) 2 4,8,') 3 5, 4 ,2,8 5 3, ,8 6 _ ,3,5,6/) 8 ,2,4,5
,2, Tabela 3.4
Figura 3.3
Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 44
3a Etapa:
Nesta etapa, ordena-se as arestas em ordem não-crescente de dissimilaridades cujo valor
seja inferior ao teto s = 64, obtendo-se:
(2,6) / (4,7) / (3,9) / (6,8),(6,9) / (1,3) / (4,6) / (7,8) / (2,5),(3,8) / (2,7) / (3,4) / (4,9) / (1,5),(4,5) /
(5,9) / (1,2) / (8,9) / (1,6) / (5,6) / (2,3),(3,6)
Examina-se as arestas de comprimento imediatamente inferior a s: (2,6) de valor 63 que é
compatível com a primeira, terceira e quinta partições. Com isto, elimina-se a segunda, quarta e
sexta partições. Examina-se a aresta (4,7) de valor 56 que é compatível com a primeira e terceira
partição. A quinta partição é, então, eliminada. A próxima aresta, (3,9), só é compatível com a
primeira partição.
Examina-se as arestas (6,8) e (6,9), de valor 51: a aresta (6,8) é compatível com a
primeira partição mas (6,9) não. Com isto, a partição restante tem diâmetro igual a 51 e é a única
existente: o vértice x3 está necessariamente na classe de xi assim como x4 está na classe de x9 o
que obriga x8 a estar na classe de x7 e x2 a estar na classe de xi. Com isto, o vértice x6 vai para a
classe de xç.
A Tabela 3.5 fornece a partição resultante e a Figura 3.3 apresenta uma representação
geométrica do grafo G55 com a única 3-coloração possível para o mesmo.
Classel Classe2 Classe3 7,8 1,2,3 4,5,6,9
Tabela 3.5
Figura 3.4
O teto obtido, s = 55, é o mínimo, pois para s = 51 (G55 = G54 = G53 = G52), o grafo será
4-cromático (Figura 3.4).

Capítulo 3- Algoritmos para Coloração dos Vértices de um Grafo 45
Figura 3.5
3.3. Comentários
Com o objetivo de efetuar o projeto de células de manufatura com o auxílio de coloração
em grafos implementamos uma heurística baseada no método de Guénoche (1993). A idéia geral
da heurística nas duas versões é a mesma e pode ser dividida em três etapas:
Ia etapa - Obtenção do grafo teto Gs k-colorível.
2a etapa - Enumeração de todas as k-colorações de Gs.
3a etapa - Eliminação das partições que não são de diâmetro mínimo.

Capítulo 4. Coloração e Projeto de Células de Manufatura
Neste capítulo apresentamos um estudo detalhado do método desenvolvido nesta dissertação
para decomposição de sistemas de produção em células de manufatura desenvolvido com base em
técnicas de coloração dos vértices de um grafo.
4.1. Dados do problema
Para iniciar o método de particionamento em células proposto e a subsequente programação
das tarefas a executar é necessário colher do sistema de produção os seguintes dados:
- os roteiros de fabricação das peças;
a duração das operações feitas pelas máquinas sobres as peças;
quantidade a ser produzida de cada peça.
4.2. Algoritmo
O algoritmo correspondente ao método proposto é constituído de quatro passos
fundamentais:
Io - Determinação da matriz de cargas de trabalho;
2o - Computação das dissimilaridades entre as peças;
3o - Enquanto o número desejado de células não for obtido fazer:
• Efetuar a coloração do grafo G(V, A);
• Obter as famílias de peças;
Fim Enquanto.
4o - Obtenção dos grupos de máquinas.

Capítulo 4- Coloração e Projeto de Célula de Manufatura 47
4.2.1. Matriz de Cargas de Trabalho
A partir dos dados iniciais obtém-se uma matriz [peças x máquinas], que fornece o tempo
total que cada peça gasta na passagem em cada máquina do seu roteiro. Esta matriz é chamada de
matriz de cargas de trabalho e seus coeficientes são calculados da seguinte maneira:
carga[ij] = unidade[i] * £ duração[i,k]
onde
unidade[i] = número de unidades da peça[i] a fabricar.
duração[i,k] = duração da operação k sobre a peça[i],
roteiro[i,k] = tipo de máquina utilizada para executar a operação k sobre a peça[i],
4.2.2 Computação das Dissimilaridades
O método de computação das dissimilaridades entre peças adotado no método proposto leva
em consideração as diferenças existentes entre os roteiros de fabricação das peças. Dada a peça Pi
definida pelo vetor 0/1 abaixo:
Pi = [&il> &i2> ••• » aik> ••• 5 &im]
k | roteiro[i,k] = j
onde
m = é o número de máquinas disponíveis
Denota-se por d[Pi,Pj] a dissimilaridade entre as peças Pj e Pj e esta é dada por:
m
d[P„Pj] = X ^[aik,ajk]
onde

Capítulo 4- Coloração e Projeto de Célula de Manufatura 48
a se a;k * ajk
^[ajk.ajk] = ^ P se aik = ajk= 0
y se aik = ajk= 1
A escolha dos parâmetros a, P e y é feita pelo usuário, com o objetivo de dar maior
flexibilidade na obtenção das soluções (Ribeiro e Pradin, 1993).
4.2.3. Decomposição do Sistema de Manufatura
Após a obtenção das matrizes de cargas de trabalho e de dissimilaridades, é realizada a
decomposição do sistema de manufatura da seguinte maneira:
construção e coloração do grafo correspondente ao sistema de produção;
obtenção das famílias de peças;
- obtenção dos grupos de máquinas.
4.2.3.1. Construção e coloração do grafo
O algoritmo utilizado no método proposto para construir e colorir o grafo teto é um
algoritmo baseado na técnica de coloração de Guénoche (1993), que utiliza a coloração Dsatur:
inicia-se a construção do grafo teto pela peça de grau máximo, atribuindo-lhe uma cor qualquer. A
peça que possui o maior valor de dissimilaridade com a peça escolhida inicialmente será a próxima
a ser colorida e receberá uma cor diferente da cor atribuída à peça inicial. O processo continua
escolhendo a peça que possui a maior dissimilaridade entre a peça inicial e a segunda peça
escolhida e assim sucessivamente. Dispondo-se assim de um grafo p-colorível com uma ordem
sobre as peças onde as primeiras peças coloridas com cores distintas formam uma clique.
Para construir todas as k-colorações do grafo teto, utiliza-se esta clique como inicialização
do processo de enumeração. Desenvolve-se uma estrutura arborescente em largura, na qual cada
vértice da árvore corresponde a um vértice do grafo e uma cor associada a este vértice. A cada
iteração, prolonga-se todas as folhas. Elas são todas associadas a um mesmo vértice i. Colore-se o
vértice j que segue na ordem de coloração. Para cada folha, retrocedendo-se na arborescência,
marca-se as cores dos vértices coloridos adjacentes a j; estas cores estão proibidas para ele. Todas
as outras cores iniciam uma nova folha da arborescência. No final do processo todos os vértices
Capítulo 4- Coloração e Projeto de Célula de Manufatura 49
estarão coloridos e todas as folhas e os caminhos associados da arborescência correspondem a
colorações diferentes.
Na primeira etapa da heurística proposta por Guénoche (1993), ao se obter o teto s, faz-se
uma fase de otimização do teto: considera-se as arestas em ordem não-crescente, de comprimento
imediatamente inferior a s. Seja (i, j) esta aresta:
• Se i e j estão em classes diferentes, insere-se (i, j) a Gs (condição 1).
• Se (i, j) liga vértices de uma mesma classe, tenta-se colocar i ou j em uma outra classe
sem aumentar o diâmetro. Sendo isto possível, insere-se (i, j) a Gs (condição 2).
4.2.3.2. Obtenção das famílias de peças
O método é iterativo e na primeira iteração as peças são particionadas em famílias através da
enumeração das k-colorações do grafo teto. Todas as partições (ou seja, as famílias de peças)
construídas são de diâmetro inferior ao teto s que define o grafo teto. Considera-se todas as arestas
de valor d(P) imediatamente inferior a s. Se existir ao menos uma partição compatível com estas
arestas, todas as partições compatíveis tem diâmetro inferior a s; itera-se o procedimento fazendo
s <— d(P) e armazenando apenas as partições compatíveis.
As peças que no processo de construção do grafo puderem ser atribuídas às famílias distintas
por apresentar empate no valor de dissimilaridade, não são atribuídas a nenhuma delas em um
primeiro momento. Após ter-se obtido todas as famílias de peças desejadas, faz-se uma varredura,
onde as peças que ainda não pertencem a nenhuma família, são então atribuídas à família que
possuir a menor dissimilaridade com estas.
4.2.3. Obtenção dos grupos de máquinas
Uma vez realizada a coloração do grafo e obtidas as famílias de peças, realiza-se a atribuição
das máquinas às famílias projetadas. Esta atribuição é feita segundo o número de operações
realizadas pelas máquinas em cada uma das famílias. Uma máquina será sempre atribuída à família
onde executar o maior número de operações. O par [família de peças x grupo de máquinas] constitui
a célula de manufatura.

4.3. Exemplo ilustrativo
Capítulo 4- Coloração e Projeto de Célula de Manufatura 50
O exemplo considerado para ilustrar o procedimento passo a passo é apresentado na Tabela
4.1 (Chan e Milner, 1981). Esta Tabela fornece os roteiros de fabricação das peças e duração das
operações de um sistema de produção composto de 10 peças e 15 máquinas. Deve-se particioná-lo
em 3 células de manufatura. A Tabela 4.2 fornece a matriz de cargas de trabalho [peças x
máquinas]. A Tabela 4.3 apresenta a matriz de dissimilaridades entre as peças. A Tabela 4.4 mostra
a contagem do número de operações realizadas pelas máquinas em cada uma das famílias formadas
no processo de coloração e a Tabela 4.5 as células de manufatura projetadas.
Peças Unidades Roteiro Duração
1 1 2 10 11 12 1 1 1 1
2 1 3 5 8 13 15 1 1 1 1 1
3 1 1 6 9 14 1 1 1 1
4 1 1 4 9 14 1 1 1 1
5 1 3 5 8 13 15 1 1 1 1 1
6 1 1 4 6 9 14 1 1 1 1 1
7 1 7 10 11 12 1 1 1 1
8 1 3 5 8 13 15 1 1 1 1 1
9 1 4 6 9 14 1 1 1 1
10 1 2 7 10 11 12 1 1 1 1 1
Tabela 4.1 Roteiros de fabricação e duração das peças
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 0 1 0 0 0 0 0 0 0 1 1 1 0 0 0 2 0 0 1 0 1 0 0 1 0 0 0 0 1 0 1 3 1 0 0 0 0 1 0 0 1 0 0 0 0 1 0 4 1 0 0 1 0 0 0 0 1 0 0 0 0 1 0 5 0 0 1 0 1 0 0 1 0 0 0 0 1 0 1 6 1 0 0 1 0 1 0 0 1 0 0 0 0 1 0 7 0 0 0 0 0 0 1 0 0 1 1 1 0 0 0 8 0 0 1 0 1 0 0 1 0 0 0 0 1 0 1 9 0 0 0 1 0 1 0 0 1 0 0 0 0 1 0 10 0 1 0 0 0 0 1 0 0 1 1 1 0 0 u
Tabela 4. 2: Matriz de cargas de trabalho [peças x máquinas]

Capítulo 4- Coloração e Projeto de Célula de Manufatura 51
1 2 3 4 5 6 7 8 9 10
1 0 9 8 8 9 9 1 9 8 1
2 9 0 9 9 0 10 10 0 9 10
3 8 9 0 2 9 1 9 9 2 9
4 8 9 2 0 9 1 9 9 2 9
5 9 0 9 9 0 10 10 0 9 10
6 9 10 1 1 10 0 10 10 1 10
7 1 10 9 9 10 10 0 10 9 0
8 9 0 9 9 0 10 10 0 9 10
9 8 9 2 2 9 1 9 9 0 9
10 1 10 9 9 10 10 0 10 9 0
Tabela4. 3: Matriz de dissimilaridades [peças x peças]
Para o cálculo desta matriz de dissimilaridades foi usado os parâmetros a = 1, P = 0 e
y = 0.
Máquinas Família 1 Família 2 Família 3 1 0 0 3 2 2 0 0 3 0 3 0 4 0 0 3 5 0 3 0 6 0 0 3 7 2 0 0 8 0 3 0 9 0 0 4 10 3 0 0 11 3 0 0 12 3 0 0 13 0 3 0 14 0 0 4 15 0 3 0
Tabela 4.4: Número de execuções executadas pelas máquinas em cada família

Capítulo 4- Coloração e Projeto de Célula de Manufatura 52
3 5 8 13 15 2 7 10 Tl 12 1 4 6 9 14
1 1 1 1 1 0 0 0 0 0 0 0 0 0 0
1 1 1 1 1 0 0 0 0 0 0 0 0 0 0
1 1 1 1 1 0 0 0 0 0 0 0 0 0 0
1 0 0 0 0 0 1 0 1 1 1 0 0 0 0 0
7 0 0 0 0 0 0 1 1 1 1 0 0 0 0 0
10 0 0 0 0 0 1 1 1 1 1 0 0 0 0 0
3 0 0 0 0 0 0 0 0 0 0 1 0 1 1 1
4 0 0 0 0 0 0 0 0 0 0 1 1 0 1 1
6 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1
9 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1
Tabela 4. 5: células de manufatura
O primeiro passo do procedimento foi a construção do grafo teto Gs, onde s = 5.
Na primeira iteração as seguintes famílias:
Família 1 = {2, 5, 8}
Família 2 - {1,3,4, 6, 7, 10}
A peça 9 não será atribuída inicialmente a nenhuma família pois poderia estar em qualquer
uma delas.
A família 1 tem diâmetro 0 e a família 2 tem diâmetro 9. Escolhe-se, então, a família 2.
Constrói-se em seguida um novo grafo teto Gs para esta família, obtendo-se a seguinte partição:
Família 2.1 = {1,7, 10}
Família 2.2= {3,4, 6}
A peça 9 será atribuída a família 2.2, pois são com as peças atribuídas a esta família que a
peça 9 possui menor dissimilaridade (igual a zero).
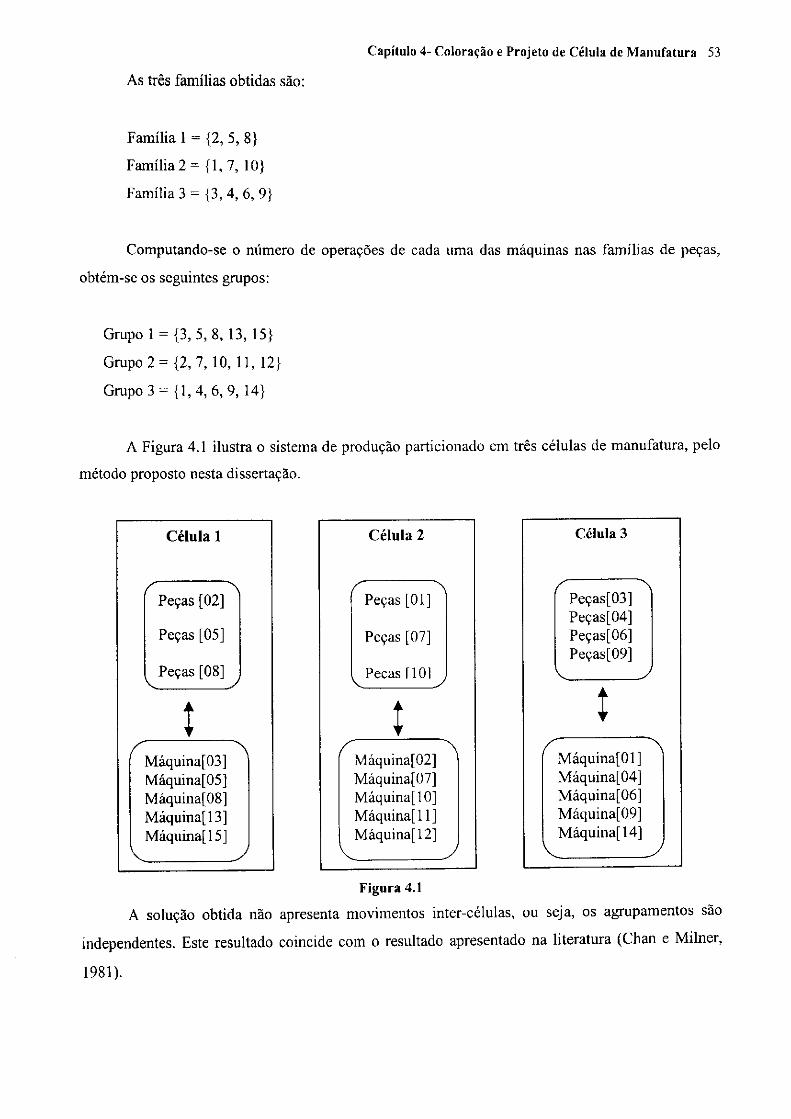
Capítulo 4- Coloração e Projeto de Célula de Manufatura 53
As três famílias obtidas são:
Família 1 = {2, 5, 8}
Família 2= {1, 7, 10}
Família 3 = {3, 4, 6, 9}
Computando-se o número de operações de cada uma das máquinas nas famílias de peças,
obtém-se os seguintes grupos:
Grupo 1 = {3, 5,8, 13, 15}
Grupo 2 = {2, 7, 10, 11, 12}
Grupo 3 = {1,4, 6, 9,14}
A Figura 4.1 ilustra o sistema de produção particionado em três células de manufatura, pelo
método proposto nesta dissertação.
Célula 1
Peças[02]
Peças[05]
Peças[08]
J Máquina[03] Máquina[05] Máquina[08] Máquina[13] Máquina[15]
Célula 2
Peças[01]
Peças[07]
Peças ri01
t Máquina[02] Máquina[07] Máquina[ 10] Máquina[ll] Máquina[12]
Célula 3
\ Peças[03] Peças[04] Peças[06] Peças[09]
y
t Máquina[01] Máquina[04] Máquina[06] Máquina[09] Máquina[14]
Figura 4.1
A solução obtida não apresenta movimentos inter-células, ou seja, os agrupamentos são
independentes. Este resultado coincide com o resultado apresentado na literatura (Chan e Milner,
1981).
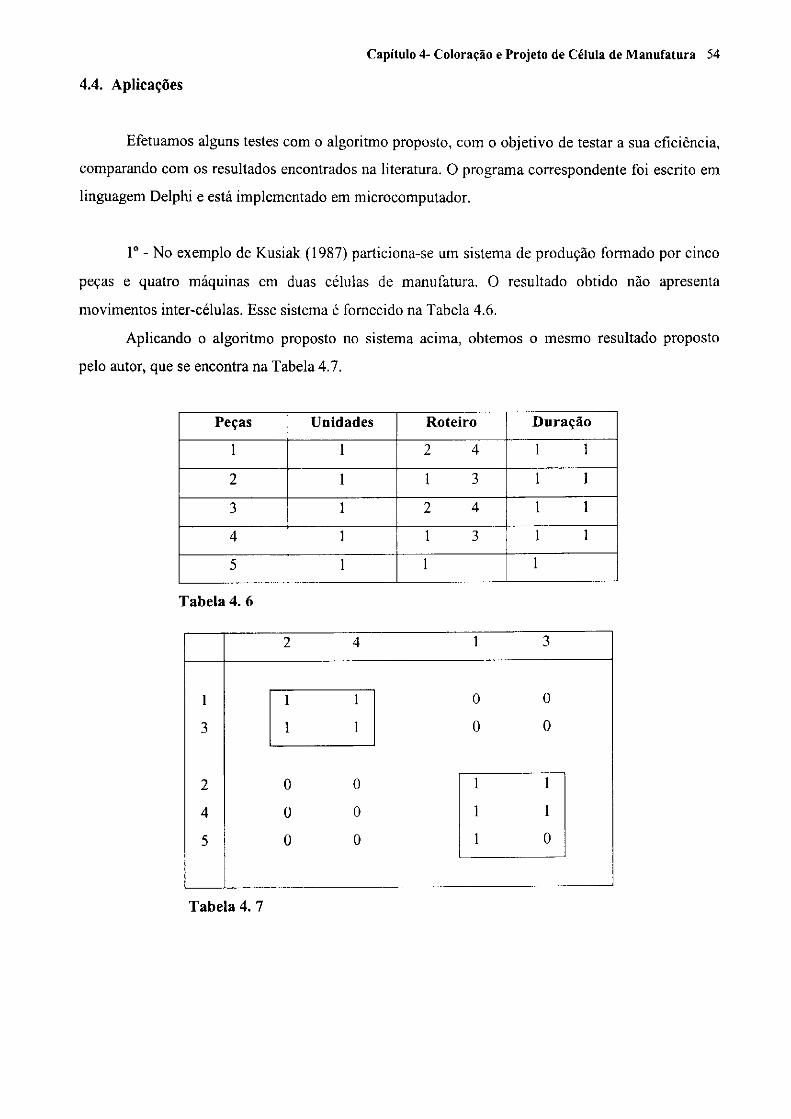
Capítulo 4- Coloração e Projeto de Célula de Manufatura 54
4.4. Aplicações
Efetuamos alguns testes com o algoritmo proposto, com o objetivo de testar a sua eficiência,
comparando com os resultados encontrados na literatura. O programa correspondente foi escrito em
linguagem Delphi e está implementado em microcomputador.
Io - No exemplo de Kusiak (1987) particiona-se um sistema de produção formado por cinco
peças e quatro máquinas em duas células de manufatura. O resultado obtido não apresenta
movimentos inter-células. Esse sistema é fornecido na Tabela 4.6.
Aplicando o algoritmo proposto no sistema acima, obtemos o mesmo resultado proposto
pelo autor, que se encontra na Tabela 4.7.
Peças Unidades Roteiro Duração
1 1 2 4 1 1
2 1 1 3 1 1
3 1 2 4 1 1
4 1 1 3 1 1
5 1 1 1
Tabela 4. 6
1
3
0
0
0
0
2 0 0 1 1
4 0 0 1 1
5 0 0 1 0
Tabela 4. 7

Capítulo 4- Coloração e Projeto de Célula de Manufatura 55
2o - No exemplo de Waghodekar e Sahu (1984) particiona-se um sistema de produção
constituído de sete peças e cinco máquinas em duas células de manufatura. O resultado obtido
apresenta dois movimentos inter-células. Esse sistema é fornecido pela Tabela 4.8.
Peças Unidades Roteiro Duração
1 1 3 4 1 1
2 1 1 3 1 1
3 1 2 4 5 1 1 1
4 1 1 3 5 1 1 1
5 1 2 5 1 1
6 1 4 5 1 1
7 1 1 3 1 1
Tabela 4. 8
Utilizando o algoritmo proposto obtemos o mesmo resultado fornecido pelo autor, que se
encontra na Tabela 4.9. Esta solução apresenta 2 movimentos inter-células.
1 3 2 4 5
0 1 0 1 0
1 1 0 0 0
1 1 0 0 1
1 1 0 0 0
3 0 0 1 1 1
5 0 0 1 0 1
6 0 0 0 1 1
Tabela 4. 9
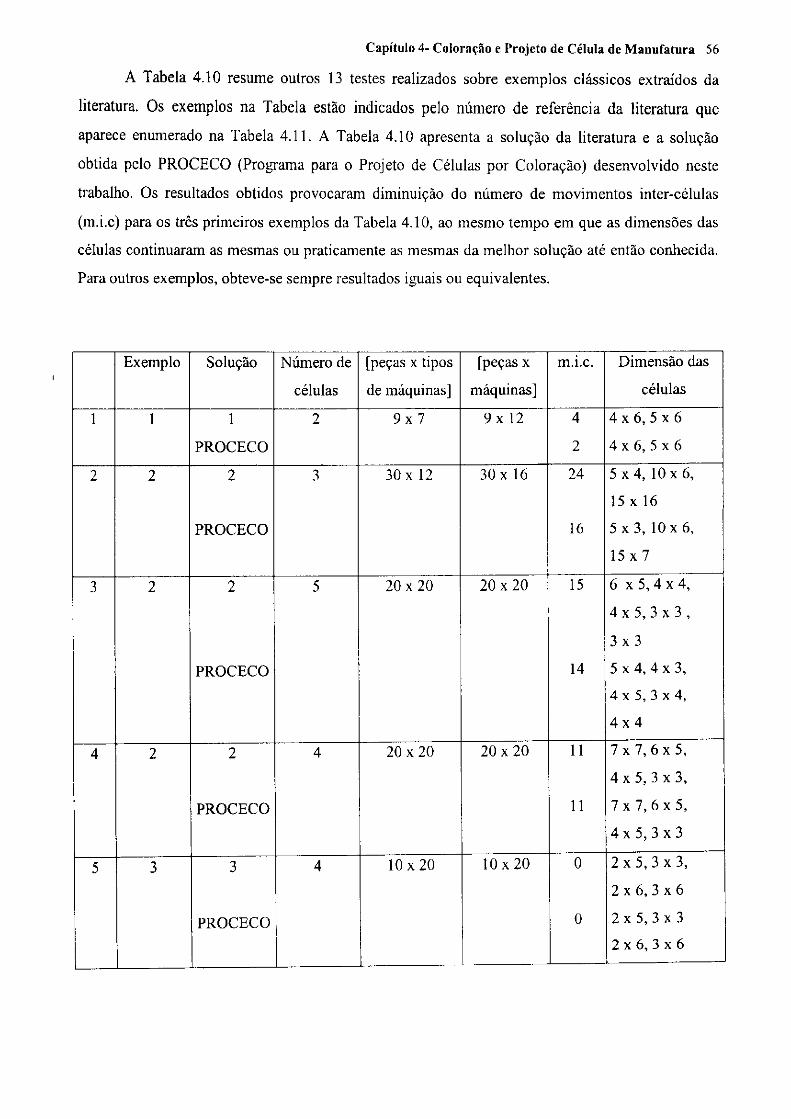
Capítulo 4- Coloração e Projeto de Célula de Manufatura 56
A Tabela 4.10 resume outros 13 testes realizados sobre exemplos clássicos extraídos da
literatura. Os exemplos na Tabela estão indicados pelo número de referência da literatura que
aparece enumerado na Tabela 4.11. A Tabela 4.10 apresenta a solução da literatura e a solução
obtida pelo PROCECO (Programa para o Projeto de Células por Coloração) desenvolvido neste
trabalho. Os resultados obtidos provocaram diminuição do número de movimentos inter-células
(m.i.c) para os três primeiros exemplos da Tabela 4.10, ao mesmo tempo em que as dimensões das
células continuaram as mesmas ou praticamente as mesmas da melhor solução até então conhecida.
Para outros exemplos, obteve-se sempre resultados iguais ou equivalentes.
Exemplo Solução Número de [peças x tipos [peças x m.i.c. Dimensão das
células de máquinas] máquinas] células
1 1 1 2 9 x 7 9 x 12 4 4 x 6, 5 x 6
PROCECO 2 4 x 6, 5 x 6
2 2 2 3 30 x 12 30 x 16 24 5 x 4, 10 x 6,
15 x 16
PROCECO 16 5 x 3 , 10x6,
1 5 x 7
3 2 2 5 20x20 2 0 x 2 0 15 6 x 5, 4 x 4,
4 x 5, 3 x 3 ,
3 x 3
PROCECO 14 5 x 4, 4 x 3,
4 x 5, 3 x 4,
4 x 4
4 2 2 4 20x20 20x20 11 7 x 7, 6 x 5,
4 x 5, 3 x 3,
PROCECO 11 7 x 7, 6 x 5,
4 x 5, 3 x 3
5 3 3 4 10x20 10x20 0 2 x 5, 3 x 3,
2 x 6, 3 x 6
PROCECO 0 2 x 5 , 3 x 3
2 x 6, 3 x 6
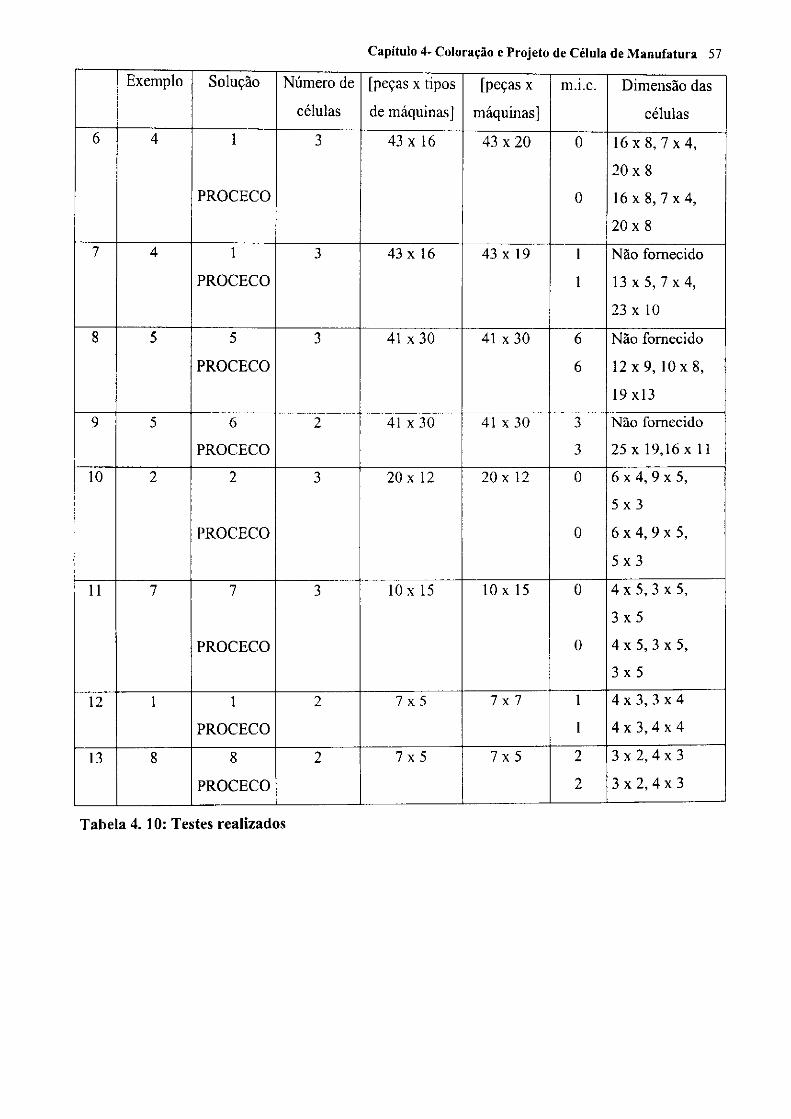
Capítulo 4- Coloração e Projeto de Célula de Manufatura 57
Exemplo Solução Número de [peças x tipos [peças x m.i.c. Dimensão das
células de máquinas] máquinas] células 6 4 1 3 43 x 16 4 3 x 2 0 0 1 6 x 8 , 7 x 4 ,
2 0 x 8
PROCECO 0 1 6 x 8 , 7 x 4 ,
20 x 8
7 4 1 3 43 x 16 43 x 19 1 Não fornecido
PROCECO 1 13 x 5, 7 x 4,
23 x 10
8 5 5 3 41 x30 41 x 30 6 Não fornecido
PROCECO 6 12x9, 10x8,
19x13
9 5 6 2 41 x 30 41 x 30 3 Não fornecido
PROCECO 3 25 x 19,16 x 11
10 2 2 3 20 x 12 20 x 12 0 6 x 4, 9 x 5,
5 x 3
PROCECO 0 6 x 4 , 9 x 5 ,
5 x 3
11 7 7 3 10 x 15 lOx 15 0 4 x 5, 3 x 5,
3 x 5
PROCECO 0 4 x 5, 3 x 5,
3 x 5
12 1 1 2 7 x 5 7 x 7 1 4 x 3 , 3 x 4
PROCECO 1 4 x 3 , 4 x 4
13 8 8 2 7 x 5 7 x 5 2 3 x 2, 4 x 3
PROCECO 2 3 x 2, 4 x 3
Tabela 4.10: Testes realizados

Capítulo 4- Coloração e Projeto de Célula de Manufatura 58
N° Referência
1 Meguelati, 1998
2 Harhalakis et al„ 1990
3 Srinivasan et al., 1990
4 Burbidge, 1975
5 Kumar e Vanelli, 1987
6 WeieKern, 1989
7 Chan e Milner, 1981
8 Ballakur e Steudel, 1987
Tabela 4.11: Exemplos da literatura
Os resultados apresentados na Tabela 4.10 são equivalentes aos resultados descritos em
Ribeiro e Meguelati (2002). Isso deve-se ao fato do trabalho de Ribeiro e Meguelati (2002) e do
trabalho desenvolvido nesta dissertação (PROCECO), duas técnicas de projeto de células de
manufatura completamente distintas, terem fornecido os mesmos resultados para os mesmos
exemplos da literatura utilizados como testes computacionais.
4.5. Discussão e Conclusão:
O algoritmo para auxiliar no projeto de células de manufatura, i. e., o algoritmo de Guénoche
com auxílio do algoritmo de Dsatur, apresentou resultados de boa qualidade nos testes realizados
com exemplos extraídos da literatura, o que constitui uma perspectiva animadora para a
continuidade dos estudos.
Na implementação realizada é proposta uma maneira de obter a matriz de cargas [peças x
máquinas], computar a dissimilaridade entre as peças fabricadas e projetar as células de manufatura.
O tempo computacional foi irrelevante ou da ordem de segundos para todos os exemplos
testados. O programa computacional correspondente ao algoritmo proposto foi escrito em
linguagem Delphi e está implementado em um micro-computador Pentium 200 MHz com 64
Kbytes.

Capítulo 4- Coloração e Projeto de Célula de Manufatura 59
O procedimento adotado para o cálculo da matriz de dissimilaridade foi modificado a partir dos
estudos feitos anteriormente por Ferreira (1996) e mostrou-se eficiente nos testes realizados. Nestes
testes, foram utilizados os parâmetros a = l , P = 0 e y = -l .
O resultado obtido pelo programa depende fortemente dos parâmetros a, P e y. Dependendo dos
valores atribuídos para a, p e y, pode-se obter uma partição muito boa ou de péssima qualidade.
Outras alternativas de utilização de algoritmos de coloração de grafos para o projeto de células
de manufatura que descrevem resultados de boa qualidade na literatura são a busca arborescente por
ligações e contrações (Berge, 1970); (Szwarficter, 1983); (Ribeiro e Alves, 1994) e o algoritmo
guloso inicializado pelo vértice de maior grau (Gondran e Minoux, 1985).
Conclusão
0 trabalho realizado nesta dissertação pode ser dividido em três etapas fundamentais:
1 - Estudo dos principais conceitos da Teoria dos Grafos, em particular, de coloração em
grafos, dos algoritmos disponíveis na literatura para resolvê-los, dos conceitos da Tecnologia de
Grupo e do Projeto de Células de Manufatura.
Realizou-se um estudo do interesse que a aplicação das técnicas da TG e da CM têm para
aumentar a produtividade das fábricas que operam na base da produção em lotes pequenos e
médios, e/ou sob encomenda. Estas fábricas são responsáveis por 75% da produção mecânica em
países industrializados como o Brasil (Ribeiro e Meguelati, 2002) e o objetivo de aumentar a
eficiência das mesmas a partir do emprego de novas organizações é de grande relevância.
2 - Escolha de um algoritmo de coloração em grafos, desenvolvido com o objetivo de
resolver o problema de particionamento de um sistema de produção em células de manufatura, para
a realização de um estudo mais aprofundado.
A revisão bibliográfica realizada permitiu o levantamento de diversos modelos matemáticos
e algoritmos para a resolução do problema. Um grande número de métodos utiliza a computação de
um coeficiente de similaridades entre as peças fabricadas e em seguidas fazem uso de técnicas
simples de rearranjo de linhas e colunas de um matriz ou de técnicas mais complexas como
programação inteira, os sistemas especialistas e a teoria dos grafos.
3 - Implementação computacional do algoritmo selecionado e das modificações introduzidas
sobre o mesmo, tendo em vista a aplicação deste na resolução dos problemas, tais como, organizar
um sistema de produção em famílias de peças e grupos de máquinas.
O estudo da TG e da CM realizado e apresentado no capítulo 1 desta dissertação, introduz
conceitos importantes para a compreensão do problema de particionamento de um sistema de
produção em células de manufatura. O estudo da Teoria dos Grafos realizado e apresentado no
capítulo 2 introduz conceitos para a compreensão de algoritmos de coloração. Os algoritmos
descritos nos capítulos 3 e 4 ressaltam a necessidade e a importância de um estudo teórico mais
aprofundado para a proposição e desenvolvimento de algoritmos de particionamento de um sistema
de produção em células de manufatura com auxílio de técnicas de coloração em grafos.

Conclusão 61
O algoritmo de Guénoche (1993) apresentado no capitulo 3, para particionamento de
conjuntos em um número k, fixo, de classes, baseia-se na construção de todas as possíveis
colorações de um grafo teto k-colorível. Tendo em vista o caráter NP-Completo do problema
tratado (Garey e Johnson, 1979), o autor faz uso de heurísticas para a determinação do teto s,
usando heurísticas sequenciais de coloração, para a obtenção de uma clique, no grafo teto
construído e para a coloração efetuada a seguir. Apesar de uso de algoritmos aproximados,
Guénoche (1993) descreve resultados de boa qualidade, comprovados pelos testes computacionais,
com dados gerados aleatoriamente e com os exemplos da literatura, que realizamos com o
PROCECO (Programa para o Projeto de Células por Coloração).
Um método de coloração em grafos para auxiliar o projeto de células de manufatura foi
apresentado no capitulo 4. O método baseia-se em um procedimento que compreende a computação
das dissimilaridades entre as peças e a coloração de um grafo teto, com o objetivo de reunir peças
em famílias e as máquinas em subconjuntos, de tal modo que a cada família de peças corresponde
um único subconjunto de tipos de máquinas e vice-versa. A solução obtida procura minimizar o
número de movimentos inter-células, na medida que procura agrupar as peças com roteiros de
fabricação próximos e separar as peças com roteiros diferentes. Foi incorporada uma modificação
no cálculo da dissimilaridade entre as peças, onde o usuário entra com os parâmetros. Esta forma é
mais flexível e permite ao usuário modificar os parâmetros várias vezes com o objetivo de obter
uma boa solução de maior qualidade.
Os exemplos tratados mostram a eficiência do método, tanto na qualidade das soluções
obtidas (reduziu-se o número de movimentos inter-células em 3 casos extraídos da literatura),
quanto em tempo computacional (inferior a um minuto para todos os exemplos testados) ou em
ocupação do espaço da memória da máquina, o que torna, portanto, acessível a um grande número
de indústrias, principalmente aquelas de porte pequeno e médio.
O programa computacional correspondente ao método proposto foi escrito em linguagem
Delphi e está implementado em microcomputador Pentium 200 MHz com 64 Mbytes.
O método desenvolvido, o programa computacional codificado e os testes realizados
proporcionaram a submissão e aceitação deste trabalho para publicação no II COBEF - Congresso
Brasileiro de Engenharia de Fabricação que acontecerá em Uberlândia, MG, em maio de 2003.
Entre as tarefas a executar, como continuidade do trabalho apresentado, destacam-se:
• Reestudo de procedimentos específicos empregados no método de coloração de
Guénoche (1993) com o objetivo de substituí-los por rotinas mais eficientes.

Conclusão 62
• Continuação do levantamento bibliográfico realizado, consultando outras áreas que
também tem se dedicado ao estudo do projeto de células de manufatura, tais como:
algoritmos genéticos, conjuntos nebulosos, redes neurais, simulated annealing, busca
tabu e outras.
• Realização de testes computacionais para exemplos reais de grande porte com o objetivo
de avaliar o tempo de cálculo, a utilização de memória e a qualidade das soluções
obtidas.
• Implementação do método proposto nesta dissertação na forma de um sistema
especialista, fazendo-se uso de conhecimentos específicos de difícil modelamento.
Referências Bibliográficas:
- Adil, G. K., Rajanani, D., Strong, D., 1997, "Assignment Allocation and Simulated
Annealing Algorithms for Celi Formation", IIE Transactions, 29, pp. 53-67.
Appel, K. I., Haken, W., 1976, "The Solution to the Four-color-map Problem", Scientific
American, n. 108.
- Arruda, P. E. S., Vila F0., E. G., 1994, "Levantamento do Estágio Atual de
Implementação da Tecnologia de Grupo e Células de Manufatura do Estado de São
Paulo", XV ENEGIP/HCIE, pp. 1559-1562.
- Askin, R. G., Huang Yuanshu, 2001, "Forming Effective Worker Teams for Cellular
Manufacturing", Int. J. ofProd. Res., 39, 11, pp. 2431-2451.
- Ballakur, A., Steudel, H. J., 1987, "A Within Celi Based Heuridtic for Designing
Cellular Manufacturing Systems", Int. J. ofProd. Res., 5, pp. 639-665.
- Berge, C., 1970, "Graphes", Ed. Gauthier-Villars.
- Berge, C., 1976, "Graphs and Hypergraphs", North-Holland Publishing Company.
- Boctor, F. F., 1991, "A Linear Formulation of the Machine-Part Celi Formation
Problem", Int. J. ofProd. Res., 29, pp. 343-356.
- Boctor, F. F., 1996,"The Minimum Cost, Machine-Part Celi Formation Problem", Int. J.
ofProd Res., 34, pp. 1045-1063.
- Brélaz, D., 1979, "New Methods to Color the Vertices of ara Graph", Comm. Of the
ACM, 22, pp. 251-256.
- Brown, J. R., 1972, "Chromatic Scheduling and the Chromatic Number Problem",
Management Science, 19, pp. 456-463.
- Brown, E. C., Sumichrast, R. T., 2001, "CF GGA: A Grouping Genetic Algorithm for
Celi Formation Problem", Int. J. ofProd. Res., 39, 16, pp. 3651-3669.
- Burbidge, J. L., 1975, "The Introduction of Group Technology", Ed. John Willey.
- Chan, H. M., Milner, D. A., 1981, "Direct Cluster Algorithm for Group Formation in
Cellular Manufacture", J. of Manufacturing Systems, 1, pp. 235-242.
- Chu, C. H., Hayya, J. C., 1991, "A Fuzzy Clustering Approach to Manufacturing Celi
Formation", Int. Industrial Engineering Conference, Orlando F L USA, pp. 495-500.
- De Werra, D., 1985, "Na Introduction to Timetabling European Journal of Operational
Research", EJOR 19, pp. 151-162.
Referências Bibliográficas 64
- De Werra, D., 1990, "Heuristics for Graph Coloring", Computing Supplementum, 7, pp.
191-208.
- Deutsch, S. J., Freeman, S. F., Helander, M., 1998, "Manufacturing Celi Formation
Using an Improved p-Median Model", Computers and Industrial Engineering, 34, 135-
146.
- Dimopoulos, C., Mort, N., 2001, "A Hierarchical Clustering Methodology Based on
Genetic Programming for the Solution of Simple Cell-Formation Problems", Int. J. of
Prod. Res., 39, 1, pp. 1-19.
- Doumeingts, G., 1984, "La Production Assistée par Ordinateur", Bulletin de Recherche
en Informatique et Automatique.
- Ferreira, R. C., 1996, "Uma Aplicação de Coloração em Grafos para a Tecnologia de
Grupo", Dissertação de Mestrado USP/ICMC/SCE.
- Ferreira, M. S., Resende, M. 1995, "Um Exame à Prática do Controle de Produção em
Células de Manufatura", XV ENEGIP/HCIE, pp. 1579-1583.
- Garey, M. R., Johnson, D.S., 1979, "Computers and Intractability", Ed. Freeman.
- Gondran, M., Minoux, M., 1990, "Graphs and Algorithms", Ed. John Wiley & Sons.
- Gondran, M., Minoux, M., 1985, "Graphes et Algorithmes", Ed. Eyrolles.
- Gouvêa, E. F., 1993, "Contribuições às Heurísticas do Problema de Coloração em
Grafos", Dissertação de Mestrado IME/ES.
- Guénoche, A., 1993, "Énumération des Partitions de Diamètre Minimum", Discrete
Mathematics, 111, pp. 227-287.
- Hansen, P., DeLattre, M., 1978, "Complete-Link Cluster Analysis by Graph Coloring",
J. Am. Stat. Ass., 73, pp. 397-403.
- Hansen, P., Jaumard, B., 1987, "Minimum Sum of Diameters Clustering", J. of
Classification, 4, 2, pp. 215-226.
- Harhalakis, G., Nagi, R. and Proth, J. M„ 1990, "An Effícient Heuristic in
Manufacturing Celi Formation for Group Technology Applications", Int. J. of
Production Research, 28, pp. 185-198.
- Heawood, P. J., 1890, "Map-Color Theorems", Quart. J. Math., v. 24, pp. 332-338.
- Hyer, N. L„ Wemmerlõw, U., 1989, "Group Technology in the US Manufacturing
Industry: A Survey of Current Practices", Int. J. Prod. Res., 27, 8, pp. 1287-1304. - Hubert, L. J., 1974, "Spanning Trees and Aspects of Clustering", Brit. J. Math. Stat.
Psy., 27, pp. 14-28.
Referências Bibliográficas 65
- Johnson, D. S., 1974, "Worst Case Behavior of Graph Coloring Algorithms", Proc. 5th s.
ed. Conf. Combinatorics, Graph Theory and Computing, pp. 513-527.
- Karchmer, M., Naor, J., 1988, "A Fast Parallel Algorithm to Color a Graph with p
Colors", J. of Algorithms, 9, pp. 83-91.
Kumar, K. R., Vanelli, A., 1987, "Strategic Subcontracting for Efficient Disaggregated
Manufacturing", Int. J. of Prod. Res., 25, pp. 1715-1728.
- Kusiak, A., 1987, "The Generalized Group Technology Concept", Int. J. of Prod. Res.,
25, pp. 561-569.
- Kusiak, A., 1988, "EXGT-S: A Knowledge Based System for Group Technology", Int.
J. of Prod. Res., 26, 5, pp. 887-904.
- Kusiak, A., Chow, W. S., 1988, "Decomposition of Manufacturing Systems", IEEE
Journal of Robotics and Automation, 4, 5, pp. 457-471.
- Kusiak, A., Chung, Y., 1991, "GT/ART: Using Neural Networks to Form Machine
Celis", Manufacturing Review, 4, pp. 293-301.
- Leclerc, B., 1986, "Caractérisation, Construction et Dénombrement des Ultramétriques
Supérieures Minimales", Statistiques el Analyse des Dones, 11,2, pp. 26-50.
- Lee, H., Malave, C. O., Ramachandran, S., 1992, "Neural Network-based Design of
Cellular Manufacturing Systems", Journal of Inteligent Manufacturing, 3, pp. 325-332.
- Leighton, F. T., 1979, "A Graph Coloring Algorithm for Large Scheduling Problems", J.
Res. Nath. Bur. Standards, v. 84, pp. 486-506.
- Liao, T. W., 1994, "Design of Line-Type Cellular Manufacturing Systems for Minimum
Operating and Material Handling Costs", Int. J. of Prod. Res., 32, pp. 387-397.
- Mahdavi, I., Kaushal, O. P., Chandra, M„ 2001, "Graph-neural Network Approach in
Cellular Manufacturing on the Basis of a Binary System", Int. J. of Prod. Res., 39, 13,
pp. 2913-2922.
- Mahmoodi, F„ Dooley, K. J., Starr, P. J., 1990, "An Investigation of Dynamic Group
Scheduling Heuristics in a Job Shop Maufacturing Celi", Int. J. of Prod. Res., 9, pp.
1695-1711.
- Meguelati, S., 1988, "Méthodes de Classification Pour la Constituion DTlots de
Fabrication et L'Ordonnancement", Thése de Dostorat Insat, France.
- Meguelati, S., 1998, "Méthodes de Classification pour la Constituion DTlots de
Fabrication", Rapport LAAS 98175, França.
Referências Bibliográficas 66
- Mitrofanov, S. P., 1959, "The Scientific Principies of Group Technology", National
Lending, Ed. Library London.
- Moon, Y. B., Chi, S. C., 1992, "Generalized Part Family Formation Using Neural
Network Techniques", Journal of Manufacturing Systems, 11, pp. 149-159.
- Netto, P.O.B, 1979, "Teoria e Modelos de Grafos", Ed. Edgard Blucher.
- Oliveira, M. M. B„ Giraldi, J. M. E„ Costa, A. L„ Ribeiro, J. F. F., 1999,
"Manufacturing Celis - The Case of na Implements Factory for Sugar Cane", 15th
IFORS, Pequim, China, anais em CD-ROM.
- Opsut, R. J., Roberts, F. S., 1981, "On the Fleet Maintenance, Mobile Radio Frequency,
Task Assignment and Traffic Phasing Problems", Em: Chartrand, G. et al., "The Theory
and Applications of Graphs", John Wiley & Sons.
- Prins, C., 1997, "Algorithmes de Graphes", Ed. Eyrolles.
- Qattani-al, I., 1990, "Designing Flexible Manufacturing Celis Using a Banch and Bound
Meted", Int. J. of Prod. Res., 28, pp. 325-336.
- Ramabhatta, V., Nagi, R., 1998, "An Integrated Formulation of Manufacturing Celi
Formation with Capacity Planning and Multiple Routings", Annals of Operations
Research, 77, pp. 79-95.
- Rao, M. R., 1971, "Cluster Analysis and Mathematical Programming", J. Am. Stat. Ass.,
66, pp. 622-626.
- Ribeiro, J. F. F., 1991, "Constitution d'Ilots et Ordonnancement dans um Atelier de
Production", Tese de DoutoradoLAAS/INSA, Toulouse, França.
- Ribeiro, J. F. F., Alves, M. R. P. A., 1994, "Projeto de Células de Manufatura por meio
de Ligações-Contrações", XV CILAMCE, Belo Horizonte, MG, pp. 1470-1476.
- Ribeiro, J. F. F., Meguelati, S., 2002, "Organização de um Sistema de Produção em
Células de Manufatura", Gestão & Produção, v.9, n.l, pp. 62-77.
- Ribeiro, J. F. F., Pradin, B., 1993, "A Methodology for Cellular Manufacturing Design",
International Journal of Production Research, ISSN 0020-7543, Ed. Taylor & Francis,
31, l ,pp. 235-250.
- Ribeiro, J. F. F., Ribeiro, C. M., 1993, "Um Algoritmo de Coloração em Grafos para o
Projeto de Células de Manufatura", XIV CILAMCE, São Paulo, SP, pp. 898-903.
- Sakarovitch, M., 1984, "Optimisation Combinatorie" (2 volumes), Ed. Hermann.
- Santos, L. M. R., 1996, "Uma Abordagem de Particionamento de Conjuntos através de
Coloração em Grafos", Dissertação de Mestrado USP/ICMC/SCE.
Referências Bibliográficas 67
- Shafer, S. M., Kern, G. M., 1992, "A Mathematical Programming Approach for Dealing
with Exceptional Elements in Cellular Manufacturing", Int. J. of Prod. Res., 30, pp.
1029-1036.
Sing, N., 1993, "Design of Cellular Manufacturing Systems: An Invited Review",
European Journal of Operation Research, 69, pp. 284-291.
Slack, Nigel et al., 1997, "Administração da produção", São Paulo, Atlas.
- Sofianopoulou, S., 1999, "Manufacturing Celi Design with Alternative Process Plans
and/or Replicate Machines", Int. J. of Prod. Res., 37, pp. 707-720.
- Srinivasan, G., Naredran, T. T. and Mahavedan, B., 1990, "An Assignment Model for
the Part-families Problem in Group Technology", Int. J. ofProd. Res., 28, pp. 145-152.
- Szwarcfiter, J. L., 1983, "Grafos e Algoritmos Computacionais", Ed. Campus.
- Venugopal, V, Narendran, R. T., 1992, "Celi Formation in Manufacturing Systems
Through Simulated Annealing an Experimental Evaluation", European J. of. Operation
Research, 63, pp. 409-422.
- Venugopal, V, Narendran, R. T„ 1992a, "A Genetic Algorithm Approach to the
Machine-Component Grouping Problem with Multiple Objectives", "Computers and
Industrial Engineering, 22, pp.469-480.
- Viswanathan, S., 1995, "Configuring Cellular Manufacturing Systems: A Quadratic
Integer Programming Formulation and a Simple Interchange Heuristic", Int. J. of Prod.
Res., 33, pp. 361-376.
- Waghodekar, P. H., Sahu, S., 1984, "Machine-component Celi Formation in Group
Technology: MACE", Int. J. Prod. Res., 22, 6, pp. 937-948.
- Wei, J. C. and Kern, G. M„ 1989, "Commonality Analysis: A Linear Celi Clustering
Algorithm for Group Technology", Int. J. ofProd. Res., 12, pp. 2053-2062.
- Welsh, D. J. A., Powell, M. B., 1967, "An Upper Bound for Chromatic Number of a
Graph and its Application to Timetabling Problems", Computing Journal, 10, pp. 85-96.
- Won, Y., 2000, "Two-Phase Approach to GT Celi Formation Using Efficent p-Median
Formulations", Int. J. ofProd. Res., 38, 7, pp. 1601-1613.
- Xu, H., Wang, H. P., 1989, "Part Family Formation for Group Technology Applications
Based on Fuzzy Mathematics", Int. J. ofProd. Res., 27, pp. 1637-1651.
- Zhao, C., Wu, Z., 2000, "A Genetic Algorithm for Manufacturing Celi Formation with
Multiple Routes and Multiple Objectives", Int. J. Prod. Res., 38, 2, pp. 385-395.
















