PROJETO DE PÊNDULO DE NEWTON POR MEIO DAS FERRAMENTAS QFD...
17
PROJETO DE PÊNDULO DE NEWTON POR MEIO DAS FERRAMENTAS QFD E FMEA . Adriano Pellegrini Pereira (UNIFEI ) [email protected] Carlos Henrique Pereira Mello (UNIFEI ) [email protected] O pêndulo de Newton é um produto amplamente utilizado em laboratórios de física, onde se torna possível observar na prática conceitos teóricos. O objetivo deste trabalho é projetar um pêndulo de Newton eficaz, otimizando a escolha dos materriais e dimensões do produto, por meio das técnicas de desdobramento da função qualidade (QFD) e análise dos modos e efeitos das falhas (FMEA). Com os resultados obtidos através destas ferramentas, serão priorizados os principais componentes, procedimentos e possíveis modos de falhas, buscando um maior controle dos mesmos para uma próxima etapa de desenvolvimento deste produto, para poder atender aos requisitos estipulados pelos clientes. Palavras-chave: Desenvolvimento de produto, QFD, FMEA XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
Transcript of PROJETO DE PÊNDULO DE NEWTON POR MEIO DAS FERRAMENTAS QFD...

PROJETO DE PÊNDULO DE NEWTON
POR MEIO DAS FERRAMENTAS QFD E
FMEA .
Adriano Pellegrini Pereira (UNIFEI )
Carlos Henrique Pereira Mello (UNIFEI )
O pêndulo de Newton é um produto amplamente utilizado em
laboratórios de física, onde se torna possível observar na prática
conceitos teóricos. O objetivo deste trabalho é projetar um pêndulo de
Newton eficaz, otimizando a escolha dos materriais e dimensões do
produto, por meio das técnicas de desdobramento da função qualidade
(QFD) e análise dos modos e efeitos das falhas (FMEA). Com os
resultados obtidos através destas ferramentas, serão priorizados os
principais componentes, procedimentos e possíveis modos de falhas,
buscando um maior controle dos mesmos para uma próxima etapa de
desenvolvimento deste produto, para poder atender aos requisitos
estipulados pelos clientes.
Palavras-chave: Desenvolvimento de produto, QFD, FMEA
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
O Processo de Desenvolvimento de Produtos (PDP) refere-se aos passos, atividades, tarefas,
estágios e decisões que envolvem o projeto de desenvolvimento de um novo produto ou
serviço, ou a melhoria em um já existente, desde a ideia inicial até descontinuação do produto,
com a finalidade de sistematizar esse processo. No PDP se identificam os desejos dos clientes,
traduzidos em especificações a serem desenvolvidas para gerar soluções técnicas e
comerciais. Tudo isso atrelado à estratégia, às restrições, às possibilidades operacionais da
empresa e às necessidades dos clientes (BACK, 1983; VINCENT, 1989; CLARK e
FUJIMOTO, 1991; ROSENTHAL, 1992; COOPER e EDGETT, 1999).
O PDP consiste num conjunto de atividades por meio das quais se busca, a partir das
necessidades do mercado e das possibilidades e restrições tecnológicas e considerando as
estratégias competitivas e de produto da empresa, chegar às especificações de projeto de um
produto e de seu processo de produção, para que a manufatura seja capaz de produzi-lo
(ROZENFELD, 2006).
Um dos produtos mais comuns utilizados no ensino de física e mecânica em Engenharia é o
pêndulo de Newton, por ser um dispositivo que pode ser utilizado em sala de aula no ensino
da conservação da quantidade de movimento e da energia mecânica nas colisões. O nome
dado a esse experimento é uma homenagem ao físico Isaac Newton, que foi quem o propôs
para fazer a análise de vários princípios da Mecânica.
Este presente trabalho tem como objetivo desenvolver um protótipo funcional de pêndulo de
Newton, otimizado, eficaz e com foco na voz do cliente, para finalidades acadêmicas em
cursos de engenharia, por meio de análises baseadas nas técnicas QFD e FMEA.
A motivação para projetar um pêndulo de Newton através das ferramentas do PDP surgiu da
observação de um baixo número de dispositivos para ensaios em sala de aula para alunos de
engenharia e física.
2. Fundamentação teórica
Embora muitas empresas saibam da importância do PDP no desenvolvimento dos negócios a
um longo prazo, por maior que seja o esforço da direção para melhoria do PDP, ainda assim a
taxa de falhas dos novos produtos é elevada. Existem várias razões para estas elevadas taxas

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
de falhas, sendo que uma das mais significativas é a baixa utilização de modelos, ferramentas
e técnicas para auxiliar o PDP (NIJSSEN e FRAMBACH, 2000; GONZÁLEZ e PALÁCIOS,
2002; YEH, PAI e YANG, 2010; CHANDRA e NEELANKAVIL, 2008).
O PDP consiste num conjunto de atividades por meio das quais se busca, a partir das
necessidades do mercado e das possibilidades e restrições tecnológicas e considerando as
estratégias competitivas e de produto da empresa, chegar às especificações de projeto de um
produto e de seu processo de produção, para que a manufatura seja capaz de produzi-lo
(ROZENFELD, 2006).
As próximas seções deste trabalho descrevem sobre as técnicas de PDP consideradas
essenciais para a proposta de desenvolvimento de um pêndulo de Newton com foco no
cliente, o FMEA e o QFD.
2.1. FMEA – Failure mode and effects analysis
O método FMEA (Failure Mode and Effects Analysis) foi desenvolvido com o intuito de
auxiliar no diagnóstico e previsão de falhas de equipamentos. Ele é um método analítico
padronizado para detectar e eliminar problemas potenciais de forma sistemática e completa
(HELMAN e ANDERY, 1995). Além disso, é uma ferramenta que utiliza o conhecimento dos
membros do PDP sobre problemas de qualidade e desempenho do produto advindos do seu
projeto ou processo de produção. O FMEA permite a hierarquização das causas dos
problemas e estabelece parâmetros para a adoção de medidas preventivas ou corretivas
(FERRARI, MARTINS e TOLEDO, 2001). Outra definição é apresentada por Sakurada
(2001) segundo o qual o FMEA "é um método qualitativo que estuda os possíveis modos de
falha dos componentes, sistemas, projetos e processos e os respectivos efeitos gerados por
esses modos de falha".
De acordo com Aguiar, Salomon e Mello (2015), o FMEA deve ser usado para realizar a
avaliação de risco para entender quais os impactos sobre o cliente, se o processo ou projeto
pudesse falhar. A equipe encarregada por aplicar o FMEA deve analisar qualquer ação para
minimizar os riscos de processo/projeto e orientar as atividades de melhoria. O FMEA é
conhecido como um documento vivo que deve ser revisto e atualizado sempre que os
procedimentos forem alterados, exigindo a sua consulta e modificação nos casos em que o

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
processo/projeto tem qualquer problema de qualidade/especificação, a fim de garantir que
todas as ações possíveis para evitar a repetição no futuro sejam implementadas.
Por causa do seu caráter preditivo, o FMEA passou a ser utilizado na fase de projeto de
produtos. Isto porque ao aplicar um FMEA durante o projeto pode-se prever os pontos críticos
do mesmo fazendo com que a equipe, por meio de análises de modos de falha e efeitos defina
ações corretivas durante o projeto, prioridades no dimensionamento e seleção de materiais de
cada componente.
A Figura 1 ilustra as informações de um formulário FMEA em uma visão estrutural.
Figura 1 – Visão estrutural das informações do FMEA
Fonte: Rozenfeld et al., (2006)
2.3. QFD – Quality function deployment
Akao (1988) define o QFD (Quality Function Deployment) como uma metodologia de
conversão das demandas dos consumidores em características da qualidade, desenvolvendo
uma qualidade de projeto para o produto acabado pelos relacionamentos desdobrados
sistematicamente entre as demandas e as características, começando com a qualidade de cada
componente funcional e estendendo o desdobramento para a qualidade de cada parte e
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
processo. Assim, a qualidade do produto como um todo será gerada através de uma rede de
relacionamentos.
O QFD é um dos métodos que as empresas têm buscado introduzir para dar suporte ao
desenvolvimento de novos produtos. O método tem por objetivo integrar as necessidades dos
clientes em todo o ciclo de desenvolvimento de um novo produto. O QFD converte as
exigências dos usuários em características da qualidade (especificações) e as transfere para as
etapas subsequentes de desenvolvimento de produto, por meio de desdobramentos sucessivos
(FORMAGGIO e MIGUEL, 2009).
Segundo Loos e Miguel (2014), na sua forma tradicional, o QFD pode ser apresentado
contemplando quatro matrizes formadas por: (i) matriz da qualidade; (ii) matriz do produto
(em referência a bens de consumo); (iii) matriz de processos; e (iv) matriz de recursos. Assim,
o uso do QFD fornece o suporte para as equipes de desenvolvimento de produtos. Isto se deve
ao fato de que essas quatro matrizes relacionam a demanda do consumidor com as
especificações de engenharia, possibilitando o projeto dos componentes do produto e a
definição das especificações das variáveis dos processos de produção.
Cheng (2007) descreve que a busca pela qualidade total se inicia com a concepção do projeto,
segue com a aproximação entre a Qualidade Exigida dos clientes e a Qualidade do Produto e
Serviço recebido, passando pela Qualidade de Especificações e Qualidade de Fabricação do
Produto.
2.4. Pêndulo de Newton
No experimento com este dispositivo, uma ou mais esferas são deslocadas de sua posição de
repouso e soltas. Devido à força gravitacional as esferas em questão aceleram de maneira a
chocar-se com as outras esferas em repouso. No lado contrário ao choque, algumas esferas
iniciarão movimento e subirão a uma certa altura por conta do movimento pendular.
Devido à existência de forças não conservativas, tais como o atrito das esferas com o ar, a
energia mecânica do sistema (compreendido pelas esferas somente) tende a diminuir com o
passar do tempo. Além disso, choques não completamente elásticos entre as esferas fazem
diminuir a energia mecânica total.
Para permitir a ilustração dos princípios de conservação, devem-se escolher esferas massivas
o suficiente para que a perda de energia por atrito com o ar seja desprezível em um intervalo

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
pequeno de tempo. Além disso, a escolha de esferas de alta dureza e de excelente coeficiente
de restituição no impacto serve para tornar as forças conservativas predominantes.
3. Metodologia
Com a proposta de trabalho baseada no pêndulo de Newton, foi estabelecida uma estratégia de
aproximação do cliente a fim de se conhecer quais eram suas necessidades e suas expectativas
acerca do projeto. Tornou-se necessário saber o que era esperado pelo cliente.
Dessa forma, criou-se um questionário para que se encontrassem tais fatores e tornar possível
dar início ao trabalho. O questionário teve por objetivo identificar quais eram os fatores CTQs
(Criticals to Quality) e gerou um direcionamento sobre como lidar com esses CTQs com base
na voz do cliente. A formulação do questionário ocorreu com base nas características e fatores
indispensáveis para o sucesso do projeto. A seguir, apresentamos como exemplo algumas das
perguntas mais relevantes contidas no questionário:
O produto deve ser fácil de transportar?
Existe alguma limitação com relação ao custo?
Quais características técnicas você considera crítica para esse produto? Por favor,
coloque em tópicos.
Defina as especificações de projeto (tamanho e espessura da corda, tamanho e peso da
esfera)
Qual a durabilidade você espera para esse produto?
O questionário foi aplicado a professores do ensino de física, os quais possuíam maior
conhecimento do produto e pretendiam utilizá-lo em demonstrações práticas de física aplicada
em estudos de engenharia. No total, o questionário foi respondido por onze professores de
física.
De posse das respostas, foi realizada a análise das informações obtidas para estabelecer as
relações necessárias entre os requisitos do projeto e a voz do cliente. Para esta finalidade, foi
utilizada a matriz (QFD), a qual foi dividida em quatro fases: planejamento do produto,
componentes, processos e planejamento da produção.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
A primeira matriz QFD desenvolvida é referente às informações obtidas pelo questionário
aplicado aos especialistas e consumidores, sendo consideradas questões gerais acerca do
projeto. Foram estabelecidos pesos e relações entre as necessidades do cliente e os requisitos
do projeto através da análise dos questionários e através de uma priorização de características
acerca das questões entre os fatores.
A segunda matriz QFD foi baseada nos requisitos de projeto analisados na primeira matriz
QFD. Porém, agora com relação aos componentes do produto a serem estabelecidos. É
importante ressaltar que nem todos os requisitos do projeto da primeira matriz QFD foram
utilizados neste, uma vez que sua importância relativa é irrelevante diante do projeto total,
assim ocorreu com todas as fases seguintes.
A terceira matriz QFD relacionou os componentes do produto com os processos que devem
ser realizados durante sua fabricação, estabelecendo o nível de relação entre os componentes e
os processos a serem realizados, identificando quais são os fatores de maior relevância no
projeto.
Por fim, a quarta matriz QFD relacionou os processos de fabricação com o planejamento da
produção, ou seja, maneiras de realizar e controlar esse processo.
Após realizar um estudo sobre o QFD do projeto, foi necessário identificar quais os principais
fatores e parâmetros a serem observados e buscar sanar os possíveis problemas existentes de
acordo com os requisitos principais do cliente. Considerando a fase de desenvolvimento do
projeto, o QFD serviu como uma boa base para identificar os principais modos de falhas e
priorizar qual fator deve receber uma maior importância nas demais etapas do projeto.
4. Análise dos resultados
Neste tópico discute-se os resultados obtidos com a análise das quatro matrizes QFD, do
relatório FMEA, e do croqui do produto.
4.1. Matrizes QFD
A primeira matriz QFD é chamada de “QFD - Planejamento de Produto”. Essa matriz QFD
foi desenvolvida através das informações obtidas através dos questionários respondidos pelos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
clientes. A Tabela 1 mostra a Ordem de atuação dos Requisitos de projetos, assim como o seu
grau de importância.
Tabela 1 – Ordem de atuação Requisitos de Projeto (Planejamento de Produto)
Ordem de
AtuaçãoRequisitos de Projeto
Grau de
Importância
1 Minimizar o custo 5402 Projetar peças intercambiáveis 516
3 Definição do material da base 4164 Definição das especificações da corda 412
5 Definição da densidade do material da esfera 388
6 Definição do peso ideal da esfera 3887 Maximizar tempo de funcionamento 336
8 Vida útil do produto 2969 Minimizar a altura 264
10 Minimizar o comprimento 264
11 Minimizar a largura 264
12 Minimizar o peso do produto 252
13 Baixo tempo de montagem e desmontagem 23214 Diametro da Esfera 180
Fonte: Elaborado pelos próprios autores
Através da priorização desses requisitos de projeto pode-se observar quais características
devem ser controladas e receber uma maior atenção durante o desenvolvimento do projeto,
que para esta matriz QFD são “Minimizar o custo” e “Projetar peças intercambiáveis”.
A segunda matriz QFD é chamada de “QFD - Componentes”. Essa matriz utiliza como
entrada os Requisitos de Projeto gerados na “QFD - Planejamento de Produto” e os
classificam como necessidade dos clientes. A Tabela 2 mostra a ordem de atuação dos
requisitos de projetos, assim como o seu grau de importância.
Tabela 2 – Ordem de atuação Requisitos de Projeto (Componentes)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Ordem de
AtuaçãoRequisitos de Projeto
Grau de
Importância
1 Esfera 6332 Corda 4553 Suporte 2584 Base 241
5 Material de fixação 1976 Verniz para a base 557 Material de revestimento 22
Fonte: Elaborado pelos próprios autores
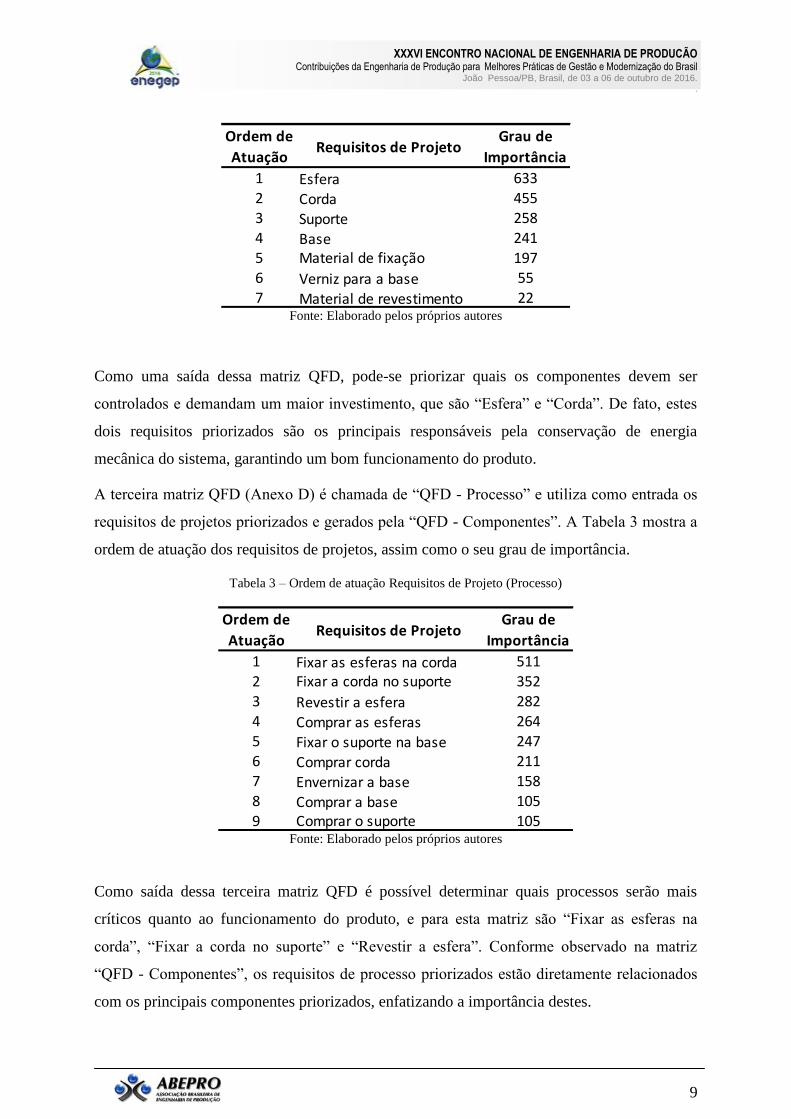
Como uma saída dessa matriz QFD, pode-se priorizar quais os componentes devem ser
controlados e demandam um maior investimento, que são “Esfera” e “Corda”. De fato, estes
dois requisitos priorizados são os principais responsáveis pela conservação de energia
mecânica do sistema, garantindo um bom funcionamento do produto.
A terceira matriz QFD (Anexo D) é chamada de “QFD - Processo” e utiliza como entrada os
requisitos de projetos priorizados e gerados pela “QFD - Componentes”. A Tabela 3 mostra a
ordem de atuação dos requisitos de projetos, assim como o seu grau de importância.
Tabela 3 – Ordem de atuação Requisitos de Projeto (Processo)
Ordem de
AtuaçãoRequisitos de Projeto
Grau de
Importância
1 Fixar as esferas na corda 511
2 Fixar a corda no suporte 3523 Revestir a esfera 282
4 Comprar as esferas 264
5 Fixar o suporte na base 2476 Comprar corda 211
7 Envernizar a base 158
8 Comprar a base 105
9 Comprar o suporte 105 Fonte: Elaborado pelos próprios autores
Como saída dessa terceira matriz QFD é possível determinar quais processos serão mais
críticos quanto ao funcionamento do produto, e para esta matriz são “Fixar as esferas na
corda”, “Fixar a corda no suporte” e “Revestir a esfera”. Conforme observado na matriz
“QFD - Componentes”, os requisitos de processo priorizados estão diretamente relacionados
com os principais componentes priorizados, enfatizando a importância destes.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
A quarta matriz QFD (Anexo E) é chamada de “QFD – Controle de Processo” e utiliza como
entrada os requisitos de projetos priorizados e gerados pela matriz “QFD - Componentes”. A
Tabela 4 mostra a ordem de atuação dos requisitos de projetos, assim como o seu grau de
importância.
Tabela 4 – Ordem de atuação Requisitos de Projeto (Controle de Processo)
Ordem de
AtuaçãoRequisitos de Projeto
Grau de
Importância
1 Inspeção visual 900
2 Control Chart 409
3 Teste de tempo de funcionamento 409
4 Análise de capabilidade 327 Fonte: Elaborado pelos próprios autores
A matriz “QFD – Controle de Processo” enfatiza que a melhor forma de controle durante a
confecção do pêndulo de Newton será a “Inspeção Visual”, visando garantir os padrões de
qualidade estabelecidos. Outras formas de controle seriam o “Control Chart” e o “Teste de
tempo de funcionamento”.
4.2. FMEA
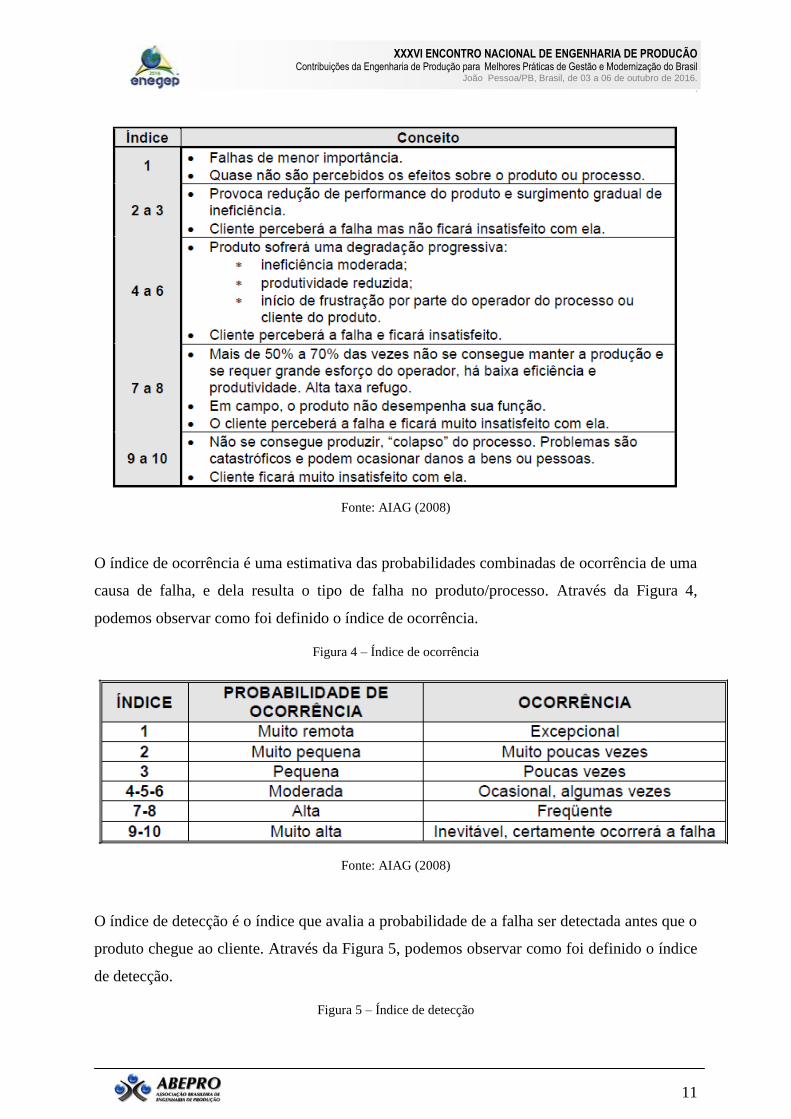
O índice G é o índice que deve refletir a gravidade do efeito da falha sobre o cliente,
assumindo que o tipo de falha ocorra. Através da Figura 3, podemos observar como foi
definido o índice de Gravidade.
Figura 3 – Índice de Gravidade
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Fonte: AIAG (2008)
O índice de ocorrência é uma estimativa das probabilidades combinadas de ocorrência de uma
causa de falha, e dela resulta o tipo de falha no produto/processo. Através da Figura 4,
podemos observar como foi definido o índice de ocorrência.
Figura 4 – Índice de ocorrência
Fonte: AIAG (2008)
O índice de detecção é o índice que avalia a probabilidade de a falha ser detectada antes que o
produto chegue ao cliente. Através da Figura 5, podemos observar como foi definido o índice
de detecção.
Figura 5 – Índice de detecção

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Fonte: AIAG (2008)
A multiplicação dos três índices (G x O x D) resulta no índice de risco (RPN – Risk Priority
Number) (AIAG, 2008). Através da matriz de priorização, foram identificados e destacados os
principais modos de falha, expressos na Tabela 5.
Tabela 5 – Componentes críticos FMEA
Fonte: Elaborado pelos próprios autores
Os principais modos de falhas encontrados são “Quebra da esfera”, “Deformação da esfera” e
“Rompimento da corda”. Foi possível comparar o resultado do FMEA com o resultado das
matrizes QFD, e desta forma ficou evidente que os componentes identificados no FMEA são
os mesmos componentes priorizados no QFD, mostrando a importância destas duas
ferramentas no desenvolvimento deste produto.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
4.3. Croqui do produto
Para uma melhor visualização da ideia do protótipo do produto proposto, foi elaborado um
croqui, tomando como base as diretrizes apontadas no QFD e FMEA. As Figuras 6, 7 e 8
representam as vistas do modelo de pêndulo de Newton desenvolvido.
Figura 6 – Vista 1 do Croqui Pêndulo de Newton

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Fonte: Elaborado pelos próprios autores
Figura 7 – Vista 2 do Croqui Pêndulo de Newton
Fonte: Elaborado pelos próprios autores
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
Figura 8 – Vista 3 do Croqui Pêndulo de Newton
Fonte: Elaborado pelos próprios autores
O conceito de padronização do material dos componentes teve uma grande importância
durante a confecção do croqui do produto final. As esferas e o suporte podem ser
confeccionados com o mesmo material (Conforme representado no croqui do projeto),
reduzindo a quantidade de fornecedores, e facilitando projetar peças intercambiáveis. Uma
outra possibilidade seria utilizar este mesmo material para a base do pêndulo, padronizando a
material utilizado nas esferas, no suporte e na base.
5. Conclusão
Através da ferramenta QFD foi possível levantar as características mais importantes para o
cliente final. Foram identificados e priorizados os principais requisitos de projeto: “Minimizar
o custo” e “Projetar peças intercambiáveis”. Foram identificados e priorizados os principais
componentes: “Esfera” e “Corda”. Foram identificados e priorizados os principais processos:
“Fixar as esferas na corda”, “Fixar a corda no suporte” e “Revestir a esfera”. Foram

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
identificados e priorizados os principais métodos de controle do processo: “Inspeção Visual”,
“Control Chart” e o “Teste de tempo de funcionamento”.
Com o desenvolvimento do FMEA foi possível identificar os dois principais modos de falha
presente no projeto, assim como as análises de suas causas raiz, expresso na Tabela 6:
Tabela 6 – Priorização FMEA
Fonte: Elaborado pelos próprios autores
Durante a confecção do croqui do produto, é possível observar o mesmo material proposto
para as esferas e para o suporte do pêndulo de Newton, atendendo ao requisito de projeto
“projetar peças intercambiáveis”, buscando uma e padronização dos materiais.
A interação entre as ferramentas QFD e FMEA faz com que o projeto ocorra sempre levando
em consideração os componentes e processos classificados como críticos, e possibilita uma
priorização dentre esses elementos, fazendo com que se torne possível uma visão mais ampla
de possíveis modos de falha e de possíveis melhorias durante o planejamento do produto.
De acordo com o resultado obtido pelas ferramentas FMEA e QFD, ficou bastante evidente
que o componentes crítico para o desenvolvimento do pêndulo de Newton é a “esfera”. Este
resultado é facilmente representado pela teoria, pois este componente é o responsável direto
pelo bom funcionamento do sistema. Tendo selecionado o componente crítico, facilitou-se a
ordem de priorização de ferramentas para controle do processo e modos de falha.
O objetivo proposto foi alcançado, pois foi possível identificar, através do QDF e do FMEA,
o principal componente crítico para se projetar um pêndulo de Newton eficaz. A utilização
destas ferramentas para a realização do croqui do produto mostrou que é possível atender a
voz do cliente, projetando um pêndulo de Newton que tenha sua base e esfera de mesmo
material, diminuindo seu custo, e contendo peças intercambiáveis.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
Agradecimentos
Os autores agradecem à FUPAI, à FAPEMIG, ao CNPq e à CAPES pelo apoio à pesquisa.
REFERÊNCIAS
AGUIAR, Dimas Campos de; SALOMON, Valério Antonio Pamplona.; MELLO, Carlos Henrique Pereira. An
ISO 9001 based approach for the implementation of process FMEA in the Brazilian automotive industry.
International Journal of Quality & Reliability Management, v.32, n.6 p.589-602, 2015.
AIAG. Potential Failure Mode and Effects Analysis (FMEA) – Reference Manual, Fourth Edition,2008.
AKAO, Yoji. Quality Function Deployment: Integrating Customers Requirementes into Product Design.
Massachussets, Cambridge, Productivity Press, 1988.
BACK, Nelson. Metodologia de projeto de produtos industriais. Rio de Janeiro: Guanabara Dois: 1983.
CHANDRA, Mahesh e NEELANKAVIL, James. Product development and innovation for developing countries:
potential and challenges. Journal of Management Development, v. 27, n. 10, p.1017-1025, 2008.
CHENG, Lin Chih (Coord.). QFD: Desdobramento da função qualidade na gestão de desenvolvimento de
produtos. São Paulo: Editora Blücher, 2007.
CLARK, Kim B. e FUJIMOTO, Takahiro. Product development performance: strategy, organization and
management in the word auto industry. Boston-Massachusetts: Harvard Business School Press, 1991.
COOPER, Robert Gravlin. e EDGETT, Scott J. Product development for de service sector: lessons from
market leaders. New York: Basic Books, 1999.
FERRARI, F. M., MARTINS, Roberto Antonio e TOLEDO, José Carlos. Ferramentas do processo de
desenvolvimento do produto como mecanismos potencializadores da gestão do conhecimento. In: Congresso
Brasileiro de Gestão de Desenvolvimento de Produto, 3°, 2001, Florianópolis - SC. Anais... 3° Congresso
Brasileiro de Gestão de Desenvolvimento de Produto. Florianópolis: UFSC, Setembro de 2001. CD-ROM.
FORMAGGIO, Ivan Antonio e MIGUEL, Paulo Augusto Cauchick. Múltiplo Estudo de Casos sobre a Inserção
do QFD no Processo de Desenvolvimento de Novos Produtos. Produto & Produção, v.10, n.2, p. 17-31, 2009.
GONZÁLEZ, Franciso Javier Miranda e PALACIOS T. M. B. The effect of new product development
techniques on new product success in Spanish firms. Industrial Marketing Management, v. 31, p.261-271,
2002.
HELMAN, H. e ANDERY, Paulo Roberto Pereira. Análise de falhas: aplicação dos métodos de FMEA e FTA.
Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1 ed., 1995.
LOOS, Mauricio Johnny e MIGUEL, Paulo Augusto Cauchick. Utilização do QFD no desenvolvimento de
novos produtos: uma análise das publicações em periódicos nacionais. Produto & Produção, v.15, n.3, p. 17-
31, 2014.
NIJSSEN, Edwin J. e FRAMBACH, Ruud T. Determinants of the adoption of new product development tools by
industrial firms. Industrial Marketing Management, v. 29, n. 2, p.121-131, 2000.
ROSENTHAL, S. R. Effective Product Design and Development. How to cut lead-time and increase customer
satisfaction. New York, N.Y. Irwin Professional Publishing, 1992.
ROZENFELD, H. et al. Gestão de desenvolvimento de produtos: Uma referência para a melhoria do processo.
São Paulo: Saraiva, 2006.
SAKURADA, Eduardo Yuji. As técnicas de Análise dos Modos de Falha e seus Efeitos e Análise da Árvore
de Falhas no desenvolvimento e na avaliação de produtos. Dissertação de Mestrado. Programa de Pós-
Graduação em Engenharia Mecânica, UFSC, 2001.
YEH, T. M.; PAI, F. Y. e YANG, C. C. Performance improvement in new product development with effective
tools and techniques adoption for high-tech industries. Quality and Quantity, v.44, n.1, p.131-152, 2010.
VINCENT, G. Managing new product development. New York: Van Nostrand Reinold, 1989.