PROJETO DO SISTEMA DE PRODUÇÃO E QUALIDADE DE...
23
Revista de Estudos Interdisciplinares Periódico da UNDB N. 1 – Volume 1 – Janeiro/Dezembro 2017 PROJETO DO SISTEMA DE PRODUÇÃO E QUALIDADE DE UMA FÁBRICA DE PRÉ-MOLDADOS 1 Augusto César 2 Gabriel Duarte 2 Luan Simplício 2 Lucas Botega 2 Pedro José 2 Ingrid Tavares 3 Rafael Leite 3 Rogério Belfort 3 RESUMO O mercado da Construção Civil tem crescido muito na área do uso de pré-moldados, revelando a importância quanto ao estudo do mesmo. Devido a este crescimento, a necessidade de manter o controle de qualidade acabou sendo bastante exigida pelo mercado. Com este intuito, o estudo de caso diante da fábrica de pré-moldados conhecida por Sousa Construções, situado no bairro do Olho D’agua em São Luís do Maranhão, acabou sendo desenvolvido com o objetivo de verificar o sistema de produção e qualidade durante a formação dos produtos conforme estabelecido nas normas técnicas relacionadas ao processo produtivo, segurança, estocagem e layout. Para fins metodológicos, será adotado como análise o estudo bibliográfico e experimental com fins de comparações e comprovações das necessidades exigidas para o mercado de pré-moldados. Vale ressaltar que o processo descritivo é essencial para garantir a funcionalidade de cada sistema envolvido na fábrica até a produção final dos pré-moldados. Dessa forma, com a aplicação adequada das informações, a Sousa Construções garantirá melhor qualidade e desempenho ao fornecer produtos aos clientes. Palavras-chave: Sousa Construções. Pré-moldados. Qualidade. 1. INTRODUÇÃO O cimento é o material mais utilizado pela Construção Civil. A partir dos anos 2000, após a crise na Engenharia Civil e a incerteza quanto ao consumo do cimento, o mercado começou a passar por uma crescente necessidade do material, exigindo uma grande demanda no mercado do produto. Segundo informações obtidas pelo SNIC (Sindicato 1 Artigo produzido a partir do Projeto Interdisciplinar das disciplinas de Estabilidade das Construções, Mecânica dos Solos I, Construção Civil I e Materiais de Construção Civil II do curso de Engenharia Civil da Unidade de Ensino Superior Dom Bosco - UNDB. 2 Aluno do 6º período do curso de Engenharia Civil. 3 Professor (a) orientador (a).
Transcript of PROJETO DO SISTEMA DE PRODUÇÃO E QUALIDADE DE...
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
PROJETO DO SISTEMA DE PRODUÇÃO E QUALIDADE DE UMA FÁBRICA DE
PRÉ-MOLDADOS1
Augusto César2
Gabriel Duarte2
Luan Simplício2
Lucas Botega2
Pedro José2
Ingrid Tavares3
Rafael Leite3
Rogério Belfort3
RESUMO
O mercado da Construção Civil tem crescido muito na área do uso de pré-moldados,
revelando a importância quanto ao estudo do mesmo. Devido a este crescimento, a
necessidade de manter o controle de qualidade acabou sendo bastante exigida pelo mercado.
Com este intuito, o estudo de caso diante da fábrica de pré-moldados conhecida por Sousa
Construções, situado no bairro do Olho D’agua em São Luís do Maranhão, acabou sendo
desenvolvido com o objetivo de verificar o sistema de produção e qualidade durante a
formação dos produtos conforme estabelecido nas normas técnicas relacionadas ao processo
produtivo, segurança, estocagem e layout. Para fins metodológicos, será adotado como análise
o estudo bibliográfico e experimental com fins de comparações e comprovações das
necessidades exigidas para o mercado de pré-moldados. Vale ressaltar que o processo
descritivo é essencial para garantir a funcionalidade de cada sistema envolvido na fábrica até
a produção final dos pré-moldados. Dessa forma, com a aplicação adequada das informações,
a Sousa Construções garantirá melhor qualidade e desempenho ao fornecer produtos aos
clientes.
Palavras-chave: Sousa Construções. Pré-moldados. Qualidade.
1. INTRODUÇÃO
O cimento é o material mais utilizado pela Construção Civil. A partir dos anos
2000, após a crise na Engenharia Civil e a incerteza quanto ao consumo do cimento, o
mercado começou a passar por uma crescente necessidade do material, exigindo uma grande
demanda no mercado do produto. Segundo informações obtidas pelo SNIC (Sindicato
1Artigo produzido a partir do Projeto Interdisciplinar das disciplinas de Estabilidade das Construções, Mecânica dos Solos I, Construção Civil I e Materiais de Construção Civil II do curso de Engenharia Civil da Unidade de Ensino Superior Dom Bosco - UNDB. 2 Aluno do 6º período do curso de Engenharia Civil. 3 Professor (a) orientador (a).
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Nacional da Indústria de Cimento), o consumo de cimento ultrapassou 57 milhões de
toneladas em 2016. Visando o crescimento nesta área, houve a necessidade de analisar, como
objeto de estudo, o processo de produção e qualidade de uma fábrica de pré-moldados
buscando os conceitos que garantem o progresso no mercado de trabalho e ou aceitação do
produto.
Dessa forma, a fábrica de pré-moldados será projetada conforme a necessidade do
processo de produção e pela demanda. Além de garantir a qualidade no sistema de produção,
a fábrica deverá ser projetada para permitir melhorias nos processos de estocagem e ou
armazenamento de produtos, segurança e principalmente gestão. O projeto do sistema de
produção e qualidade estará baseado nas Normas Técnicas ABNT NBR 14931:2004 –
Execução de Estruturas de Concreto – Procedimento, ABNT NBR 6118:2003 – Projeto de
Estruturas de Concreto – Procedimento, Norma Regulamentadora 18 – Condições e Meio
Ambiente de Trabalho na Industria da Construção.
2. LOCALIZAÇÃO E INFORMAÇÕES
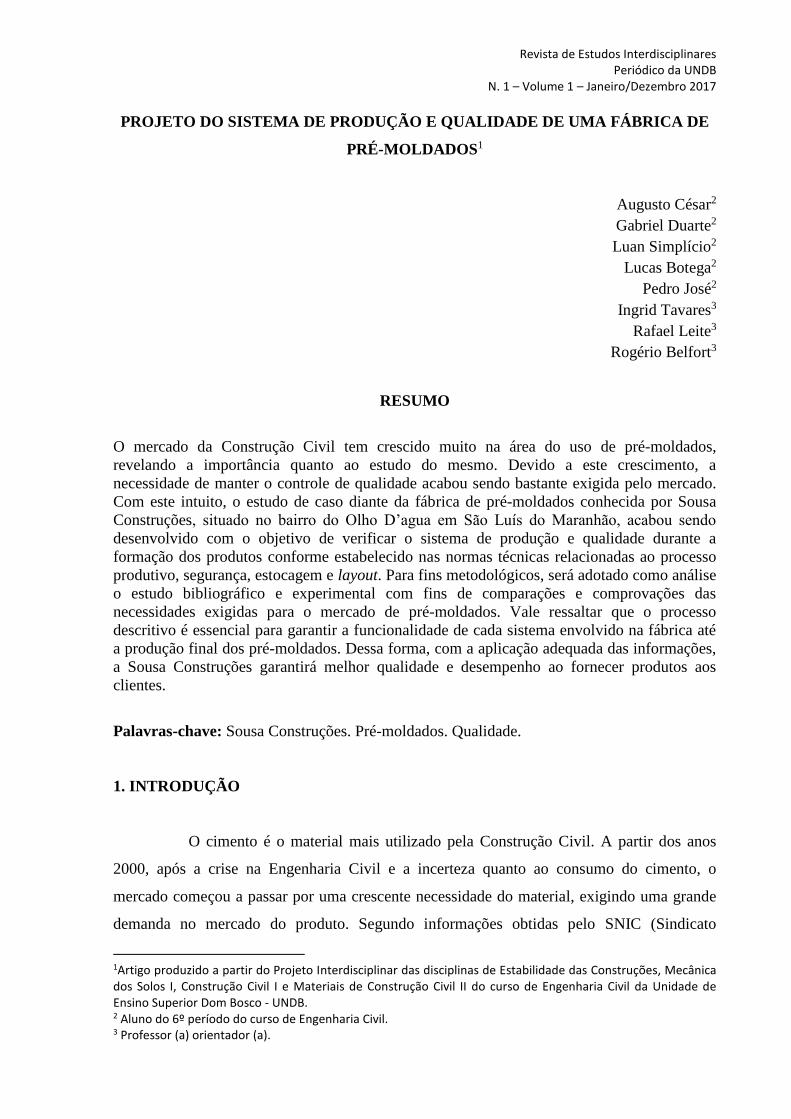
A fábrica de concreto pré-moldado conhecida por Sousa Construções, conforme a
figura 1, situa-se na cidade de São Luís, no bairro do Olho D’agua. Verifica-se que na região
o desenvolvimento de fábricas de pré-moldados está em crescimento.
O local estudado apresenta uma área aproximada de 1711 m², sendo
aproximadamente 300 m² destinado a estacionamento, banheiros e setor administrativo.
Já na parte de estocagem de pré-moldados, areia, brita, blocos cerâmicos e
cimentos, foi verificada uma área superior a 545 m², sendo o restante do local voltado para a
produção dos materiais e de fluxo de equipamentos e pessoas.
Figura 1 – Localização do Estabelecimento de estudo
Fonte: Imagem alterada de www.earth.google.com

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
A empresa ainda apresenta modelos atrasados tanto na questão administrativa
quanto de produção, como a ausência de tecnologias para informação e segurança de dados,
uso de materiais convencionados, embora esteja atuando no mercado. Quanto ao mercado, é
possível notar que sua eficiência é limitada, voltada para produção de rufos, blocos, vigotas,
piso concregrama e elementos de modelo estético.
A fábrica de pré-moldados, de modo geral, é uma organização em crescimento,
composta por um gerente administrativo, dois colaboradores responsáveis pela logística e
atendimento ao cliente, outros dois colaboradores voltados para os serviços gerais, mais dois
responsáveis pela produção de pré-moldados e um responsável pela operação de caixa. Além
disso, a empresa conta com um diarista, atuando em dias alternados.
Figura 2 – Área de Produção Figura 3 – Formas para Vigotas
Fonte: Autores do Trabalho, 2017 Fonte: Autores do Trabalho, 2017
3. ESTUDO DE VIABILIDADE TÉCNICA E ECONÔMICA DE IMPLANTAÇÃO DE
CONTROLE TECNOLÓGICO EM PEÇAS PRÉ-MOLDADAS
O estudo de viabilidade técnica e econômica é um processo essencial para
determinar os riscos e problemas de uma organização que podem ser responsáveis por afetar o
retorno organizacional, tanto na forma técnica quanto econômica. Para chegar no resultado
final, ou seja, nas peças pré-moldadas, será necessário organizar os passos dentro da empresa
com o intuito de garantir a qualidade nos métodos empregados na Sousa Construções.
Para fins técnicos, foram determinadas algumas perguntas que servem como base
para analisar a empresa Sousa Construções:
• A empresa, em sua totalidade, possui conhecimento das normas e leis?
• Existe tecnologia de produção disponível para o desenvolvimento dos
pré-moldados?
• Durante o desenvolvimento das peças de concreto, existe domínio em
cada fase?

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
As perguntas seguem um cronograma baseado no desempenho organizacional.
Dessa forma, em resposta aos questionários por meio de visitas técnicas, é possível verificar
que apenas alguns métodos seguem os quesitos das normas e leis. Além disso, quanto ao uso
de tecnologias, a empresa dispõe de equipamentos tecnológicos como pá carregadeira e
caminhões para o transporte de materiais e produtos. Quanto aos demais equipamentos
presentes na Sousa Construções, há uma betoneira responsável pela produção de todos os
tipos de peças pré-moldadas, uma mesa vibratória e as fôrmas para a confecção das peças.
Dessa forma, verifica-se que mesmo possuindo alguns equipamentos para desenvolver os pré-
moldados, ainda são necessárias outras tecnologias ou utensílios para auxiliar o embasamento
técnico da empresa, garantindo, por exemplo, o controle de dosagem que cada tipo de produto
exige.
Em questão do desenvolvimento dos pré-moldados, existem setores em que não
há um domínio completo de operação. No caso do controle de dosagem, tanto na utilização de
desmoldante quanto na adoção do traço, verifica-se que não é seguido um padrão, baseando-
se apenas em medidas convencionadas. Nesse caso, a ausência de controle será capaz de criar
patologias e respostas inesperadas para o desempenho do que deseja ser produzido. Além
disso, o procedimento de pega e cura acabam sendo prejudicados, uma vez que a estocagem
dos produtos também interfere no processo de produção, impedindo a mobilidade.
4. PROCESSO PRODUTIVO
4.1 Gestão
Devido à ausência de tecnologias, a gestão organizacional acaba sendo mais
rudimentar. Além disso, a Sousa Construções possui uma equipe técnica pequena, fazendo
com que haja casos em que apenas um colaborador pratique atividades além das expectativas
requeridas.
Uma das questões a ser analisada é o modelo da gestão a ser seguido durante o
processo de produção. Segundo Louzada e Duarte (2013) os processos são quesitos baseados
na utilização de materiais de produção com o intuito de gerar um produto final para que seja
empregado no mercado. Além disso, determina-se que apenas um processo não gerará
resultados, uma vez que estes são ligados com o intuito de criar um fluxo, ou seja, um
objetivo.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Sabendo que a Sousa Construções é uma microempresa, verifica-se que sua renda
é limitada, necessitando de um maior controle organizacional. Dessa forma, algumas
características empregadas na empresa se baseiam em decisões relacionadas ao proprietário.
A maior dificuldade encontrada numa empresa em crescimento está em associar
ou ligar o conjunto de processos que compõe o desenvolvimento do seu produto final. Para
isso, a sugestão a ser adotada está voltada para a gestão por processos.
A gestão por processos é um modelo baseado do desenvolvimento administrativo,
buscando a integração de cada parte envolvida (LOUZADA; DUARTE, 2013).
Na fábrica estudada, o modelo de gestão não está totalmente baseado em
processos e sim em tarefas, ou seja, existem falhas quanto à comunicação, atrasando as
tomadas de decisões dos setores que compõe toda a empresa. Pela gestão por processos, o
resultado é baseado através do fluxo de informação e orientação que são aplicados para cada
processo destinado na empresa.
Por meio dos fluxos analisados no Quadro 1, a adoção da gestão por processos
acaba garantindo análises estratégicas, buscando melhorias na implementação técnica e
administrativa, encontrando os caminhos críticos e até mesmo garantindo metas para o
controle e aprendizado. O modelo de gestão por processos apresenta sua influência na matriz
SWOT, já que questões internas acabam gerando produtos externos, ou seja, para que a
empresa garanta a consolidação no mercado é preciso entender os requisitos exigidos visando
a adaptação interna para a garantia de qualidade (LOUZADA; DUARTE, 2013).
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
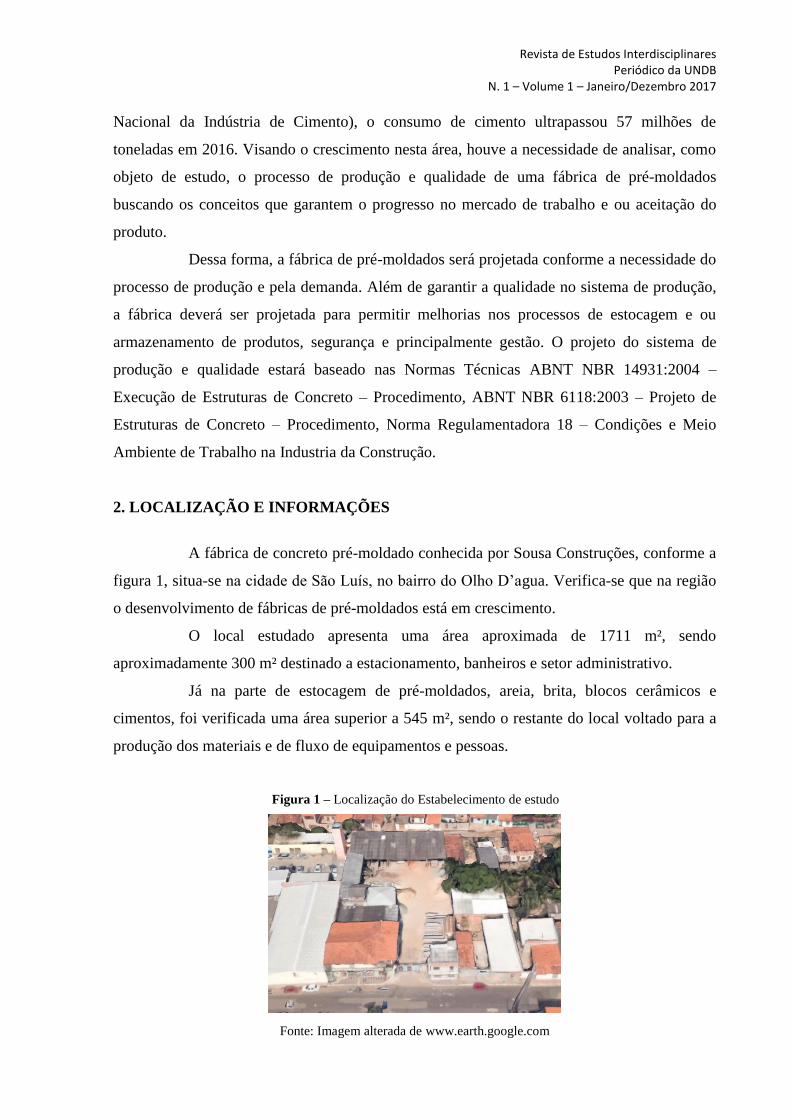
Quadro 1 – Fluxos organizacionais pela gestão por processos
Fonte: LAURINDO E ROTONDARO apud LOUZADA; DUARTE, 2013
A partir desse conceito surge a manufatura enxuta. Esta técnica acaba sendo a
principal solução para o controle do processo produtivo, uma vez que favorece ao mesmo
tempo a segurança organizacional, técnica e ambiental. Por meio da manufatura enxuta
algumas soluções serão determinadas ao longo do trabalho. Na Figura 4 verifica-se alguns
conceitos para a gestão.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Figura 4 – Manufatura enxuta
Fonte: MAIA et al. s/d
As ferramentas Kaizen, 5-S e de gestão visual, por exemplo, são fontes que se
adaptam ao local de estudo. Segundo a Norma Regulamentadora 18, o fator visual é
imprescindível para o desenvolvimento organizacional, sendo necessárias sinalizações de
segurança para guiar os colaboradores. Além disso, a Norma Regulamentadora 18 também
associa o 5-S com a atividade organizacional, uma vez que é essencial que haja limpeza do
local, além de alertar sobre o Programa de Prevenção de Riscos Ambientais (PPRA), que visa
a segurança, saúde e integridade de quem está em contato direto a riscos ambientais.
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
4.2 Processo de fabricação de pré-moldados
Quanto ao processo de fabricação dos pré-moldados, El Debs apud Maia et al
(s/d) divide esta etapa em três fases:
• Atividades Preliminares;
• Execução;
• Atividades Posteriores.
4.2.1 Atividades preliminares
A etapa responsável pela preparação dos materiais é a de Atividades Preliminares.
Neste setor, o armazenamento dos materiais, dosagem e mistura do concreto e a própria
preparação das armaduras das vigotas, por exemplo, são fatores que determinam o princípio
do desenvolvimento de um pré-moldado antes de ser aplicado à fôrma (MAIA et al, s/d).
O armazenamento dos materiais é um dos quesitos analisados pela Norma Técnica
ABNT NBR 14931:2004 e ABNT NBR 6118:2003. Para associar as questões de
armazenamento com as atividades preliminares é necessário também entender a NBR
12655:2006. Segundo as normas técnicas, os materiais que fazem parte da composição do
concreto devem estar localizados na obra ou na central de dosagem de modo que não haja
contato entre os variados componentes até o processo de mistura. Além disso, cada material
deverá ser identificado, correspondente aos devidos ensaios de granulometria e graduação.
Quanto ao cimento, de acordo com a classe e a marca, deverá ser armazenado de
maneira separada e em um local fechado. Seu armazenamento deverá ser realizado pelo
empilhamento dos sacos (com altura de no máximo dez unidades para sacos estocados em
períodos elevados) evitando o contato com umidade e riscos a propriedade do material.
Quanto aos agregados, estes devem estar separados conforme a sua granulometria
que são indicadas pela norma técnica ABNT NBR 7211:2005. Deve-se lembrar que a norma
determina que os materiais não deverão ter contato físico entre os mesmos e evitar o contato
com o solo, impedindo riscos de contaminação.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Figura 5 – Estocagem de Cimentos Figura 6 – Estocagem dos Agregados
Fonte: Autores do Trabalho, 2017 Fonte: Autores do Trabalho, 2017
Com a necessidade de analisar as propriedades dos agregados, as normas técnicas
ABNT NBR 7211:2005, ABNT NBR 7217:1987, ABNT NBR 7181:1984 determinam os
ensaios de granulometria com intuito de verificar a graduação de cada material.
Inicialmente foi realizado o teste em torno da principal areia utilizada pela fábrica.
Conforme a tabela 1 foi adotada uma amostra de 1000g para ensaio de granulometria.
Segundo a ABNT NBR 7217:1987, o módulo de finura é calculado a partir da soma das
porcentagens retidas em massa do agregado, nas peneiras de série normal, divididas por 100.
Com o objetivo de auxiliar o módulo de finura, a dimensão máxima característica também
contribui para determinar a grossura do agregado, facilitando a classificação do tipo de areia a
ser estudada e seus dados granulométricos.
Tabela 1 – Teste de granulometria - Areia 1
Fonte: Autores do Trabalho, 2017
nº Peneira φ Peneira (mm) Massa retida (g) Massa acumulada (g) %Retida %Acumulada %Passante
1 2,36 5 5 0,50% 0,50% 99,50%
2 2 2 7 0,20% 0,70% 99,30%
3 1,18 9 16 0,90% 1,60% 98,40%
4 0,6 51 67 5,10% 6,70% 93,30%
5 0,42 148 215 14,80% 21,50% 78,50%
6 0,3 293 508 29,30% 50,80% 49,20%
7 0,18 274 782 27,40% 78,20% 21,80%
8 0,15 52 834 5,20% 83,40% 16,60%
9 0,075 139 973 13,90% 97,30% 2,70%
Fundo - 27 1000 2,70% 100,00% 0,00%
1,43
2,36
Granulometria - Areia Lavada
Módulo de finura
Dimensão máxima característica (mm)
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
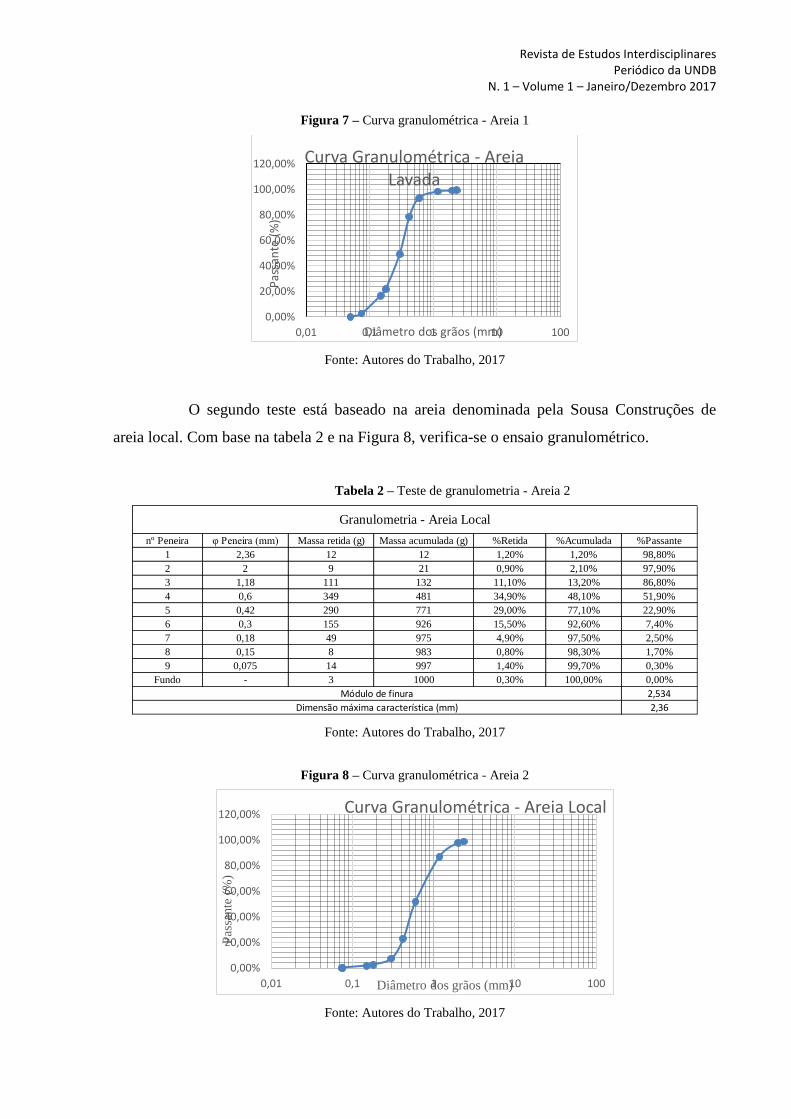
Figura 7 – Curva granulométrica - Areia 1
Fonte: Autores do Trabalho, 2017
O segundo teste está baseado na areia denominada pela Sousa Construções de
areia local. Com base na tabela 2 e na Figura 8, verifica-se o ensaio granulométrico.
Tabela 2 – Teste de granulometria - Areia 2
Fonte: Autores do Trabalho, 2017
Figura 8 – Curva granulométrica - Areia 2
Fonte: Autores do Trabalho, 2017
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0,01 0,1 1 10 100
Pas
san
te (
%)
Diâmetro dos grãos (mm)
Curva Granulométrica - Areia Lavada
nº Peneira φ Peneira (mm) Massa retida (g) Massa acumulada (g) %Retida %Acumulada %Passante
1 2,36 12 12 1,20% 1,20% 98,80%
2 2 9 21 0,90% 2,10% 97,90%
3 1,18 111 132 11,10% 13,20% 86,80%
4 0,6 349 481 34,90% 48,10% 51,90%
5 0,42 290 771 29,00% 77,10% 22,90%
6 0,3 155 926 15,50% 92,60% 7,40%
7 0,18 49 975 4,90% 97,50% 2,50%
8 0,15 8 983 0,80% 98,30% 1,70%
9 0,075 14 997 1,40% 99,70% 0,30%
Fundo - 3 1000 0,30% 100,00% 0,00%
2,534
2,36
Granulometria - Areia Local
Módulo de finura
Dimensão máxima característica (mm)
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0,01 0,1 1 10 100
Pas
sante
(%
)
Diâmetro dos grãos (mm)
Curva Granulométrica - Areia Local
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
A partir da análise das duas areias utilizadas, observa-se que a Areia Lavada,
verificada inicialmente, apresenta maior parte da sua massa retida nas peneiras de nº 5, nº 6,
nº 7 e nº 9, conforme a tabela 1, enquanto a Areia Local apresenta a maior parte nas peneiras
de nº 3, nº 4, nº 5 e nº 6 segundo a tabela 2.
De acordo com as curvas granulométricas acima, verifica-se que as areias são bem
graduadas. Porém, para garantir o resultado de modo técnico, será calculado o coeficiente de
curvatura (Cc).
𝐶𝑐 = 𝑑30²
𝑑60 × 𝑑10
Sendo:
Cc – Coeficiente de Curvatura, para valores entre 1 e 3, o agregado estudado é
bem graduado;
𝑑30– Diâmetro correspondente a 30% do agregado que passa na curva
granulométrica;
𝑑10 – Diâmetro efetivo correspondente a 10% do agregado que passa na curva;
𝑑60 – Diâmetro correspondente a 60% do agregado que passa na curva
granulométrica.
Aplicando para a Areia Lavada, seu Coeficiente de Curvatura resultou em 1,29,
enquanto o da Areia Local correspondeu a 1,03. Logo, ambas são graduadas.
Além disso, conforme as análises do módulo de finura e dimensão máxima
característica, ambas apresentam características grossas, uma vez que as dimensões máximas
encontradas nos testes correspondem a esta classificação.
Para uma total análise dos processos, os ensaios também serão aplicados nos
agregados graúdos. Conforme a tabela 3 e tabela 4, é possível determinar que as britas 0 e 1
não estão totalmente graduadas, uma vez que os Coeficientes de Curvatura resultam em um
valor inferior a 1.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Tabela 3 – Teste de granulometria - Brita 0
Fonte: Autores do Trabalho, 2017
Tabela 4 – Teste de granulometria - Brita 1
Fonte: Autores do Trabalho, 2017
Segundo as tabelas acima, verifica-se que a brita 0 apresenta uma maior massa
retida na peneira de nº 8 correspondente a 6.3mm, enquanto a brita 1 apresenta na peneira de
nº 5, de 16mm. Dessa forma, durante a dosagem dos materiais para a composição do concreto,
nota-se que a associação dos agregados, a fim de gerar uma amostra graduada, favorecerá
para um melhor desempenho para o concreto, reduzindo vazios e riscos de patologias.
Ainda nos aspectos das atividades preliminares, antes de desenvolver as vigotas
treliçadas, a armadura deverá ser armazenada de forma adequada. Quanto ao aspecto da
fábrica, a maior preocupação de estocagem da armadura está em evitar o contato com o solo,
óleos e ou ceras.
nº Peneira φ Peneira (mm) Massa retida (g) Massa acumulada (g) %Retida %Acumulada %Passante
1 63 0 0 0,00% 0,00% 100,00%
2 31,5 0 0 0,00% 0,00% 100,00%
3 25 0 0 0,00% 0,00% 100,00%
4 19 0 0 0,00% 0,00% 100,00%
5 16 0 0 0,00% 0,00% 100,00%
6 12,5 20 20 1,00% 1,00% 99,00%
7 9,5 382 402 19,10% 20,10% 79,90%
8 6,3 922 1324 46,10% 66,20% 33,80%
9 4,75 415 1739 20,75% 86,95% 13,05%
10 2,36 258 1997 12,90% 99,85% 0,15%
Fundo - 3 2000 0,15% 100,00% 0,00%
2,069
12,5
Granulometria - Brita 0
Módulo de finura
Dimensão máxima característica (mm)
nº Peneira φ Peneira (mm) Massa retida (g) Massa acumulada (g) %Retida %Acumulada %Passante
1 63 0 0 0,00% 0,00% 100,00%
2 31,5 0 0 0,00% 0,00% 100,00%
3 25 0 0 0,00% 0,00% 100,00%
4 19 427 427 21,35% 21,35% 78,65%
5 16 866 1293 43,30% 64,65% 35,35%
6 12,5 599 1892 29,95% 94,60% 5,40%
7 9,5 101 1993 5,05% 99,65% 0,35%
8 6,3 5 1998 0,25% 99,90% 0,10%
9 4,75 0 1998 0,00% 99,90% 0,10%
10 2,36 0 1998 0,00% 99,90% 0,10%
Fundo - 2 2000 0,10% 100,00% 0,00%
3,208
19
Módulo de finura
Dimensão máxima característica (mm)
Granulometria - Brita 1

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
4.2.2 Execução
O processo de execução está associado a aplicação do concreto na fôrma,
instalação da armadura, o processo de cura e desmoldagem.
As maiores dúvidas quanto ao processo executivo dos pré-moldados estavam na
associação dos desmoldantes. Segundo a ABNT NBR 14931:2004, os desmoldantes são
produtos que visam facilitar o desenvolvimento de peças durante o processo de desmolde.
Embora os colaboradores responsáveis pela execução apliquem os desmoldantes antes da
armadura e do concreto, a sua dosagem acaba sendo desregulada, afetando a superfície do
concreto e, consequentemente, permitindo o contato direto com a armadura durante a
confecção das vigotas.
No caso destes produtos não foram encontradas normas que determinam o nível
de dosagem do material, uma vez que esta varia de acordo com cada fabricante. Logo, é
aconselhado que antes de adotar o desmoldante, seja realizada uma pesquisa sobre os métodos
de aplicação e dosagem. Dentre os desmoldantes, os mais comuns adotados pela empresa são
o óleo queimado e uma cera não identificada. Quanto a essa informação, não é possível
verificar o real efeito da cera no produto, já o óleo, ainda é convencionado em inúmeras
fábricas de pré-moldados em todo o país.
Outro aspecto a ser analisado antes da aplicação do concreto nos moldes é o
objetivo do material. Ao analisar o processo produtivo da empresa, foi notado que a mesma
adota apenas um tipo de traço para o desenvolvimento de todas as peças, estruturais e não
estruturais, sendo este equivalente a 1:2:3 (sendo a proporção de cimento, areia e brita
respectivamente) com fator água/cimento de 0,62. Buscando respostas sobre o modelo
adotado pela Sousa Construções, houve a necessidade de realizar testes e ensaios quanto ao
tipo de traço.
Inicialmente, foi retirado da fábrica parte da mistura de concreto utilizado para ser
testada. Seguindo a norma técnica ABNT NBR 5738:2015 e ABNT NBR 5739:1994, houve a
necessidade de realizar todo o procedimento para o molde dos corpos de prova. Dentre os
materiais que determinam o concreto, estavam:
• Cimento Portland IV-Z;
• Cera Desmoldante;
• Areia Lavada;
• Brita 0;
• Água.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Com o intuito de estimar um tempo de estoque dos pré-moldados, os corpos de
prova passaram pelo tempo de sete dias. Além disso, visando o aspecto de cura ao ar livre
(geralmente utilizado na empresa) e o procedimento de cura imerso em água, acabaram por
resultar em distintas resistências à compressão. O corpo de prova com procedimento de cura
ao ar livre gerou uma resistência a compressão de 23,45 MPa enquanto o outro corpo de prova
gerou uma resistência de 34,1 MPa.
Conforme a ABNT NBR 6118:2003, foram previstos os resultados das
resistências referente aos dias 14 e 28. Segundo as formulas abaixo, determina-se:
fcd = β1fck
𝛾c
β1 = exp {𝑠 ∗ [1 − (28
𝑡)
12
]}
Em que:
fck: Resistência característica à compressão do concreto;
fcd: Resistência de cálculo à compressão do concreto;
β1: Coeficiente da relação fckj/fck;
s: 0,38 para concreto de cimento CP III e CP IV;
s: 0,25 para concreto de cimento CP I e CP II;
s: 0,20 para concreto de cimento CPV – ARI;
t: Idade do concreto em dias.
Para o cálculo do corpo de prova com cura ao ar livre se obtém para as
resistências de 14 e 28 dias, respectivamente, de 29,2924 MPa e 34,2857 MPa e para o corpo
de prova com cura submersa se obtém as resistências de 14 e 28 dias, respectivamente 42,718
MPa e 50 MPa.
Para estudo de viabilidade econômica do concreto produzido, será dividido em
três etapas os tipos de produtos fabricados na empresa:
• Não estruturais (rufos, pingadeiras e elementos de valores estéticos);
• Blocos (intertravados e sextavados);
• Lajes ou Vigotas.
Como analisado anteriormente, as fôrmas deverão estar adaptadas às dimensões
sugeridas pelas normas técnicas a fim de atingir o produto final.
No caso das peças não estruturais é possível perceber que as resistências a
compressão estão elevadas quanto a sua funcionalidade. Conforme a CEHOP (2003), para

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
peças pré-moldadas de baixa responsabilidade serão permitidos concretos com fck mínimo de
15 MPa. Dessa forma, o uso do traço acaba sendo inviável para a produção destas peças,
resultando na perda de materiais para este tipo de finalidade. Portanto, visando tal
objetividade, foi realizado um novo traço com o intuito de adquirir a resistência adequada
para o material, além de reduzir o consumo de cimento devido ao custo elevado do material
ao ser comparado com os agregados que formalizam o concreto.
Visando a resistência mínima de 15 MPa, foi determinado o traço de 1:2,5:4
(sendo a proporção de cimento, areia e brita, respectivamente) com fator água/cimento de
0,72. Realizado o novo traço, o teste foi aplicado em três corpos de prova. Após 14 dias de
cura, cujo concreto apresenta aproximadamente 90% da resistência final comparado aos 28
dias, ambos os ensaios apresentaram uma resistência aproximada de 20 MPa, criando-se uma
margem de 5 MPa para a segurança durante o controle de dosagem e do método de aplicação
do concreto conforme as limitações da empresa.
Figura 9 – Resistências dos corpos de prova
Fonte: Autores do Trabalho, 2017
Para a aplicação dos Blocos para pavimentação as normas técnicas ABNT NBR
9780:1987 e ABNT NBR 9781:2013 determinam que para tráfegos leves e médios os blocos
de 6, 8 e 10 centímetros de espessura, deverão possuir resistência mínima de 35 MPa e 50
MPa para tráfegos pesados e intensos. Além disso, a norma exige que durante a venda do
produto a fabricante deverá fornecer os resultados dos ensaios e que para casos de
procedimento de entrega de produto com menos de 28 dias de idade, a sua resistência a
compressão deverá possuir pelo menos 80% em relação ao resultado final.
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
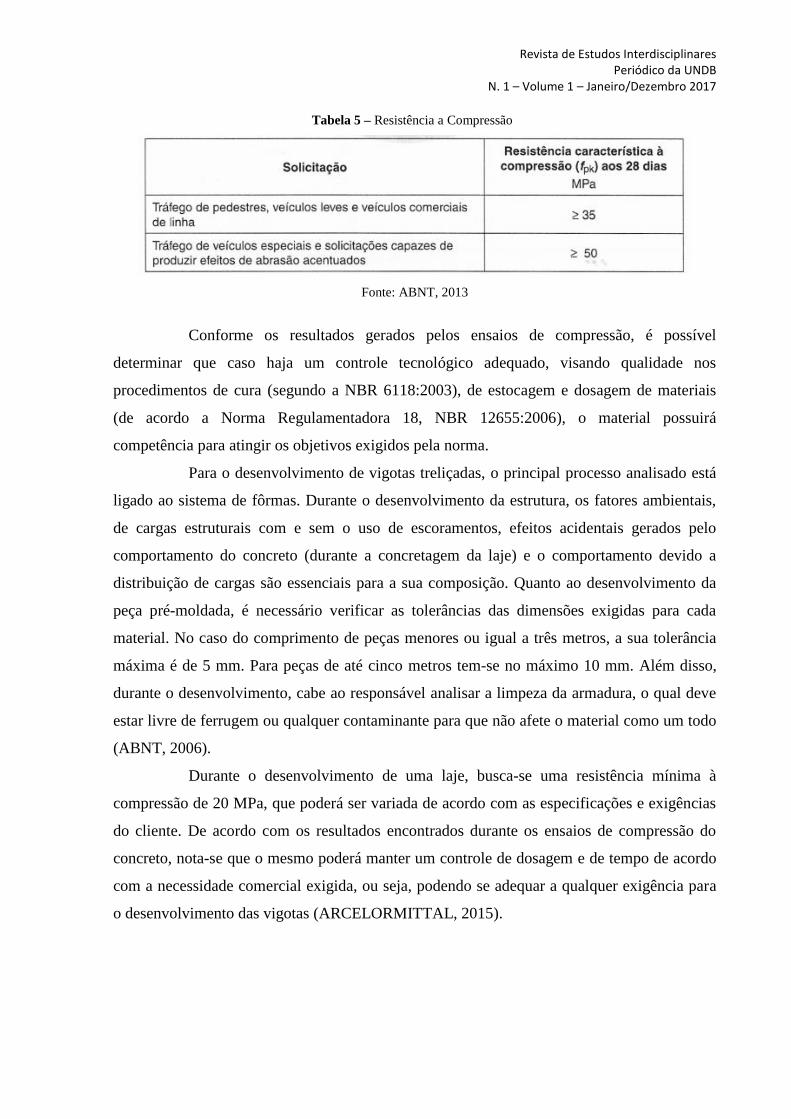
Tabela 5 – Resistência a Compressão
Fonte: ABNT, 2013
Conforme os resultados gerados pelos ensaios de compressão, é possível
determinar que caso haja um controle tecnológico adequado, visando qualidade nos
procedimentos de cura (segundo a NBR 6118:2003), de estocagem e dosagem de materiais
(de acordo a Norma Regulamentadora 18, NBR 12655:2006), o material possuirá
competência para atingir os objetivos exigidos pela norma.
Para o desenvolvimento de vigotas treliçadas, o principal processo analisado está
ligado ao sistema de fôrmas. Durante o desenvolvimento da estrutura, os fatores ambientais,
de cargas estruturais com e sem o uso de escoramentos, efeitos acidentais gerados pelo
comportamento do concreto (durante a concretagem da laje) e o comportamento devido a
distribuição de cargas são essenciais para a sua composição. Quanto ao desenvolvimento da
peça pré-moldada, é necessário verificar as tolerâncias das dimensões exigidas para cada
material. No caso do comprimento de peças menores ou igual a três metros, a sua tolerância
máxima é de 5 mm. Para peças de até cinco metros tem-se no máximo 10 mm. Além disso,
durante o desenvolvimento, cabe ao responsável analisar a limpeza da armadura, o qual deve
estar livre de ferrugem ou qualquer contaminante para que não afete o material como um todo
(ABNT, 2006).
Durante o desenvolvimento de uma laje, busca-se uma resistência mínima à
compressão de 20 MPa, que poderá ser variada de acordo com as especificações e exigências
do cliente. De acordo com os resultados encontrados durante os ensaios de compressão do
concreto, nota-se que o mesmo poderá manter um controle de dosagem e de tempo de acordo
com a necessidade comercial exigida, ou seja, podendo se adequar a qualquer exigência para
o desenvolvimento das vigotas (ARCELORMITTAL, 2015).

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
4.2.3 Atividades Posteriores
As Atividades Posteriores são aquelas responsáveis pelo transporte interno,
desmoldagem e estocagem dos pré-moldados.
O processo de desmoldagem é uma questão que depende da cura. Para que ocorra
sucesso durante o processo, a perda de água do concreto, a baixa resistência e a baixa
formação da camada protetora do material deverão ser minimizadas. Um dos principais
problemas durante a desmoldagem ocorre durante o transporte interno dos materiais,
causando mudanças na temperatura, secagem, vibrações e contatos químicos, afetando o
desempenho. Dessa forma, durante a retirada da peça de uma fôrma, é aconselhado levar em
consideração o peso do material e sobrecargas durante esta etapa (ABNT, 2004).
Durante o processo de estocagem dos pré-moldados, a Norma Regulamentadora
18 determina que esta não poderá afetar outros processos dentro da organização, evitando
problemas durante a mobilidade de pessoas e equipamentos. Além disso, o espaço destinado
ao depósito depende inteiramente dos procedimentos determinados pela organização, dando
opções para a escolha do modelo de estocagem (baseado na alta produtividade da mão de obra
ou controle de produção da obra, no caso, por encomendas). Na Sousa Construções, o estoque
baseado no empilhamento dos materiais mantém a estabilidade lateral. Já no caso de estoque
de vigotas, é aconselhado manter o material em áreas limpas e de baixo contato de resíduos,
evitando a exposição do produto com o meio externo.
5. SEGURANÇA DO TRABALHO
Quanto a segurança do trabalho, a Norma Regulamentadora 18 determina as
Normas Regulamentadoras 6 e 15 para análise.
A Norma Regulamentadora 6 determina o uso de Equipamentos de Segurança
Individual (EPI). Estes materiais são definidos como todo equipamento utilizado pelo
colaborador a fim de protegê-lo contra qualquer risco a saúde e integridade do mesmo. Vale
ressaltar que o empregador é aquele responsável por fornecer os equipamentos para todos os
colaboradores da organização que estiverem submetidos a qualquer risco durante os trabalhos
exigidos, além de orientar o seu uso adequado e de conservação. Em caso de danificações dos
materiais, é necessário realizar a troca de modo imediato.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Para a determinação do Equipamento de Proteção Individual (EPI), foram
destacadas algumas atividades na fábrica de pré-moldados, estando relacionadas com a
Norma Regulamentadora 15, que determina as atividades e operações insalubres.
• Armazenamento de material;
• Produção de Concreto;
• Desmoldagem;
• Armazenamento do produto final;
• Produção da Armadura;
• Movimentação de andaimes e escoras.
Segundo o Anexo I da Norma Regulamentadora 6 e conforme as atividades
descritas acima (e destinada conforme o tipo de atividade), os equipamentos necessários são:
• Óculos protetor;
• Máscara contra químicos;
• Botas com bico de aço;
• Protetor auricular (plug);
• Luva de Raspa;
• Máscara para soldador;
• Capacete Protetor;
• Cinto de Segurança.
6. LAYOUT
Juntamente com a necessidade de aplicar a manufatura enxuta, a determinação do
layout acaba garantindo a fluidez de todo o processo construtivo e organizacional, ainda
garantindo o processo de padronização.
A Sousa Construções possui um amplo espaço de utilização, porém existe uma má
organização dos processos, prejudicando principalmente os setores de produção e logística.
Visando o mínimo de gastos possíveis, a criação de um novo layout foi baseada em uma
questão que não envolva elevados custos à organização, uma vez que há a necessidade de
manter a viabilidade econômica da empresa (MAIA et al, s/d).

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Figura 10 – Layout da Fábrica
Fonte: Autores do Trabalho, 2017
Tabela 6 – Legenda
LEGENDA
1 Loja 16 Sucatas metálicas
2 Almoxarifado 1 17 Armazenamento das peças pré-moldadas
3 Almoxarifado 2 18 Madeiras
4 Escritório 19 Armazenamento de cerâmicos
5 Sala de consultoria 20 Local para armazenagem de escoras/andaimes
6 Depósito 21 Estoque de andaimes e escoras
7 Depósito (Armaduras) 22 Baia brita 0
8 Escada 23 Baia areia
9 Banheiro 24 Garagem/Armazenamento de armaduras e telas
10 Estoque de cimento 25 Baia de areia lavada
11 Estoque de fôrmas (Vigotas) 26 Baia brita 1
12 Betoneira 27 Caixa d'agua / Madeira / Armações
13 Local para cura 28 Container
14 Mesa vibratória 29 Banheiro
15 Estoque de isopor (2º Pavimento) 30 Escritório ACIMAVIL Fonte: Autores do Trabalho, 2017

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
Figura 10 – Novo layout
Fonte: Autores do Trabalho
A primeira sugestão parte do número 6 na planta baixa, que corresponde a um
depósito confinado e que não apresenta total utilidade para a empresa. A principal ideia está
voltada para a estocagem de cimentos, uma vez que estes estão situados ao lado do depósito
(número 10). Além disso, o mesmo se adequa as condições exigidas pela norma ABNT NBR
12655:2006 quanto à estocagem de cimento.
Tendo em vista que o setor de produção é localizado em um local que garante
melhor acesso aos outros processos, a melhor alternativa estava na redução do tempo entre a
transição da produção e estocagem dos materiais. Para isso, com a retirada do estoque de
cimento situado no número 10, houve a oportunidade de transferir a mesa vibratória para este
mesmo local, facilitando a moldagem e confecção do pré-moldado e ao mesmo tempo
oferecendo um maior espaço para trabalhar com a estocagem de materiais que estão passando
pelo processo de cura.
Outro fator a ser analisado está bastante ligado ao procedimento de limpeza e
organização do local. Existe uma grande quantidade de sucatas e materiais de baixa utilização
que poderia ser aproveitada como área para estocagem dos produtos confeccionados. Além
disso, o mesmo dispõe de uma área vantajosa, pois permite o fluxo de veículos que poderão
facilitar o transporte dos produtos de acordo com a demanda da empresa.
Devido à grande incidência de chuvas e ventos na região, outra análise no layout
da fábrica está na mudança de estoque da areia. Conforme as plantas desenvolvidas

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
anteriormente, verifica-se que as baias mais próximas ao local de produção oferecem parte da
cobertura para os agregados, evitando maiores perdas nos materiais quanto aos que estão mais
suscetíveis ao meio externo. Em outro caso, se houver disponibilidade financeira, organização
poderia promover um melhor desenvolvimento das baias, a fim de evitar desperdícios ou
contatos indesejáveis entre materiais.
Com o intuito de promover melhorias para o espaço de produção e ou estocagem,
a sugestão estaria embasada na remoção do setor de número 9, destinado aos banheiros, e
transportar para o número 3, correspondente ao almoxarifado, já que pouco foi notada a
utilização deste local.
CONCLUSÃO
A partir do estudo de caso associado a utilização das normas técnicas, quanto ao
sistema de produção e qualidade organizacional, a empresa Sousa Construções apresenta
déficits que acabam refletindo nas qualidades dos serviços prestados e na inclusão do
mercado, fazendo com que esta se limite a produção dos materiais analisados ao longo do
trabalho. Caso a instrução técnica e econômica na empresa esteja adequada, imediatamente
será garantindo um melhor resultado quanto a qualidade dos materiais e processos.
Dessa forma, as sugestões realizadas não buscam grandes investimentos
financeiros, uma vez que rapidamente poderão ser recuperados pela própria adoção dos
modelos de organização, limpeza e gestão. Além disso, em um primeiro momento, caso
resulte em grandes custos para a organização, a mesma poderá planejar o melhor método para
o desenvolvimento das etapas que foram sugeridas.
Com o intuito de garantir o controle de gestão, vale ressaltar que instruções para
os colaboradores que atuam na organização são essenciais para atingir os métodos sugeridos
no projeto, que vão desde métodos e processos para produção e/ou tarefas quanto para o
controle do desperdícios e eficiências no produto final. Além disso, com o auxílio técnico, não
apenas o fator de produção estaria em ascensão, mas também o tempo de produção, a
diversificação de tarefas, evitando repetições nos trabalhos e riscos na segurança, como
também o próprio conhecimento sobre o papel de cada um atuante no mercado.
No caso do estudo dos traços de concreto, foi verificado que o concreto
padronizado na fábrica Sousa Construções atende a parte dos materiais desenvolvidos para o
mercado. Porém, com o estudo técnico realizado, o novo traço sugerido seria capaz de
Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
contribuir para o controle na gestão dos produtos utilizados em todo o processo produtivo,
evitando consumos exagerados e desperdícios ao longo dos requisitos exigidos no mercado.
Quanto ao desenvolvimento do layout, embora não sendo obrigatória a adoção do
modelo, o mesmo não visou grandes determinações financeiras para a adoção do corpo físico
planejado. Portanto, tendendo a produtividade, o layout buscou evitar grandes locomoções,
além de melhorar o fluxo de materiais e setores antes, durante e após a produção dos pré-
moldados.
Dessa forma, com um estudo adequado sobre as melhorias para os setores
estudados, a organização poderia garantir maiores oportunidades para o reconhecimento no
mercado, favorecendo para a ascensão organizacional.
REFERÊNCIAS
ABNT. NBR 14931:2004 –Execução de Estruturas de Concreto – Procedimento. 2004.
_____. NBR 12655:2006 – Concreto de cimento Portland – preparo, controle e recebimento –
procedimento. 2006.
_____. NBR 5738:2015 – Concreto – Procedimento para moldagem e cura dos corpos de
prova. 2015.
_____. NBR 5739:1994 – Concreto – Ensaio de compressão de corpos-de-prova cilíndricos.
1994.
_____. NBR 6118:2003 – Projeto de estruturas de concreto – Procedimento.2003
_____. NBR 7181:1984 – Solo: Análise granulométrica. 1984.
_____. NBR 7211:2005 – Agregados para concreto – especificações. 2005.
_____. NBR 7217:1987 – Agregados – Determinação da composição granulométrica.
1987.
_____. NBR 9780:1987a – Peças de concreto para pavimentação – determinação da
resistência à compressão. 1987.
_____. NBR 9781:2013 – Peças de concreto para pavimentação – especificação e métodos de
ensaio.
ARCELORMITTAL. Manual técnico de lajes treliçadas. 2015. Disponível em:
<http://longos.arcelormittal.com.br/pdf/produtos/construcao-civil/outros/manual-tecnico-
trelicas.pdf>. Acesso em 09 outubro 2017.
CEHOP. Estruturas pré-moldadas de concreto. 2003. Disponível em:
<http://187.17.2.135/orse/esp/ES00065.pdf>. Acesso em 08 de outubro 2017.

Revista de Estudos Interdisciplinares Periódico da UNDB
N. 1 – Volume 1 – Janeiro/Dezembro 2017
LOUZADA;DUARTE. Gestão por processo: estudo de caso em uma empresa de varejo de
colchões. 2003 Disponível em:
<http://estacioribeirao.com.br/revistacientifica/arquivos/3.pdf>. Acesso em 09 outubro 2017.
MAIA et al. Produção em fábrica de concreto pré-moldado e a manufatura enxuta:
estudo de caso. Sem data. Universidade Federal de Uberlândia – FECIV. Disponível em:
<http://www.seer.ufu.br/index.php/horizontecientifico/article/viewFile/17940/16617>. Acesso
em 08 outubro 2017.
Ministério do Trabalho. Norma Regulamentadora nº 6 – Equipamentos de Proteção
individual – EPI.
___________________. Norma Regulamentadora nº 15 – Atividades e operações
insalubres.
___________________. Norma Regulamentadora nº 18 – Condições e Meio Ambiente de
Trabalho na Indústria da Construção.








![10 - DISPOSIÇÃO DA ARMADURA · 9,5 mm (brita 0) 19 mm (brita 1) 25 mm (brita 2) s [MUSSO] b av > máximo(20 mm; ; 0,5dag) ah > máximo(20 mm; ; 1,2dag) ct ...](https://static.fdocumentos.com/doc/165x107/5adbbf067f8b9a53618e5804/10-disposio-da-armadura-5-mm-brita-0-19-mm-brita-1-25-mm-brita-2-s-musso.jpg)