Projeto Final de Graduação -...
64
ANÁLISE DO FLUXO PRODUTIVO DE UM ESTALEIRO Aluno: Jônatas Lucialdo Peixoto de Almeida Projeto de Graduação apresentado ao Curso de Engenharia Naval e Oceânica, Escola Politécnica da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro Naval e Oceânico. Orientador: Eduardo Gonçalves Serra Rio de Janeiro Abril de 2016
Transcript of Projeto Final de Graduação -...

ANÁLISE DO FLUXO PRODUTIVO DE UM ESTALEIRO
Aluno: Jônatas Lucialdo Peixoto de Almeida
Projeto de Graduação apresentado ao
Curso de Engenharia Naval e Oceânica,
Escola Politécnica da Universidade
Federal do Rio de Janeiro, como parte
dos requisitos necessários à obtenção do
título de Engenheiro Naval e Oceânico.
Orientador: Eduardo Gonçalves Serra
Rio de Janeiro
Abril de 2016

ANÁLISE DO FLUXO PRODUTIVO DE UM ESTALEIRO
Jônatas Lucialdo Peixoto de Almeida
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO
DE ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA OBTENÇÃO DO GRAU DE ENGENHEIRO
NAVAL E OCEÂNICO.
Examinado por:
_______________________________________________
Prof. Eduardo Gonçalves Serra, D. Sc.
_______________________________________________
Prof. Severino Fonseca da Silva Neto, D. Sc.
_______________________________________________
Prof. Jean David Job Emmanuel Marie Caprace, Ph. D.
Rio de Janeiro
Abril de 2016
ii

iii
Almeida, Jônatas Lucialdo Peixoto
Análise do Fluxo Produtivo de um Estaleiro/ Jônatas
Lucialdo Peixoto de Almeida – Rio de Janeiro: UFRJ/ ESCOLA
POLITÉCNICA, 2016
xiv, 64 p.:xii; 29,7 cm.
Orientador: Prof. Eduardo Gonçalves Serra, D. Sc.
Projeto de Graduação – UFRJ/POLI/ Engenharia Naval e
Oceânica, 2016
Referência Bibliográfica: p.60.
1. 1. Construção Naval 2. Análise de Fluxo 3. Estaleiro I.
Gonçalves Serra, Eduardo. II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Curso de Engenharia Naval e Oceânica.
2. III. Título.

AGRADECIMENTOS
Gostaria de agradecer à minha mãe Ivoneide, in memorian, meu Pai José, pelo exemplo
que sempre me deram amor e todo o apoio nessa longa jornada. Agradeço também a
minha irmã Janayna, pelo carinho e torcida, a vocês minha família a eterna gratidão.
À minha amada esposa Renata Spena, fonte de inspiração, carinho e amor infinito pela
sua incondicional ajuda, em todos os momentos, mas, principalmente nessa jornada
final tendo sido decisiva para que eu me mantivesse motivado e focado nos objetivos. À
você pequena Alice Spena dos Santos Peixoto que veio ao mundo como fruto do nosso
amor para nesse momento tão especial de nossas vidas. Você minha Filha nos fez
conhecer o mais puro e verdadeiro sentimento de amor, aquele transforma nossas vidas.
Não poderia deixar de agradecer ao meu Orientador Prof. Eduardo Serra, Professor e,
grande inspirador para neste trabalho prático de Planejamento e Controle da Produção.
Ao grande mestre Severino Fonseca pelo seu caráter e inteligência emocional que nos
inspira ao Prof. Jean-David Caprace pela sua competência e disposição em ajudar a todo
tempo e, minha querida e amada “Maestra” Marta por ser Marta e me ensinar a dizer
“ꜟNo”. Gostaria de fazer um agradecimento especial a empresa Edson Chouest
Offshore – ECO Companhia que acreditou em mim, investiu na minha formação e me
proporcionou todos os dias o prazer de trabalhar junto dos meus amigos: Beny
Petrowisky Junior, Ugo Fernandez, Thiago Reis, Nara Chauffe, Vinícius Roxo, Flávio
Miranda, Carol Villanueva e David Munaretto, todos grandes profissionais, inteligentes
e muito competentes no que fazem, servindo como bons exemplos para o exercício da
profissão.
iv

À Confraria dos Acadêmicos da Naval pela honra de ter sido um de seus fundadores ao
lado de grandes Confrades e, pelas inúmeras experiências que agregaram valor a minha
formação cívica e acadêmica, entidade esta na qual tive a honra de ser Presidente e
aprender juntos de tantos amigos a transformar nossos sonhos em realidade, Bons
ventos. Ao Centro Acadêmico de Engenharia – CAEng pela oportunidade concedida a
mim de ter sido seu Presidente quando completou 100 anos, junto de tantos outros
amigos que se tornaram Diretores não por opção, mas pelo destino, para juntos
representarmos milhares de colegas de classe, nas mais diferentes instâncias da
Poli/UFRJ à fim de continuar ajudando a construir o Brasil. Ao Diretório Central dos
Estudantes – DCE Mário Prata pelas oportunidades concedidas a mim de compor os
Conselhos de Ensino – CEG e Universitário – CONSUNI como titular na representação
discente sempre compondo uma frente ampla, democrática pela construção de uma
Universidade soberana, representativa e ampla. À Fernando Antônio Sampaio do
Amorim, ou simplesmente Fernandão, meu Professor de Engenharia Naval, amigo e
Padrinho, in memorian, pelos ensinamentos transmitidos na prática e, por ter me
ensinado a: ”- Tocar o barco em frente, sempre...” mas, por também ter me
proporcionado inúmeras experiências multidisciplinares na Extensão. Aos meus
queridos alunos, crianças de Macaé – RJ que confiaram a mim parte de suas infâncias
para receberem amor, afeto e muitos ensinamentos na Arte da construção naval.
Obrigado por transformarem meu caráter em responsabilidades e lições de vida. Aos
amigos de longa data, de todos os cantos do Brasil, aos Companheiros Leais do Colégio
Militar por sempre me acompanharem em todos os momentos da minha vida, Zum
Zaravalho!
v
Gostaria de agradecer a Ana Paula Costa por ter acreditado em mim, quando nem
mesmo eu acreditava, por ter proporcionado minha permanência na Universidade,
manutenção de um sonho, além de ter sido minha primeira chefe e ter me mostrado com
sua humildade e inteligência como desempenhar a função de engenheiro naval em prol
de seu país. Por ter me proporcionado ainda conhecer 2 engenheiros navais impolutos,
Isaías Quaresma Masetti e Fábio Gondim Palazzo com quem pude vivenciar a arte e
técnica de nosso ofício, juntamente de jovens colegas de profissão entre eles André
Longo, meu compadre e amigo de todas as horas. À Everton de Almeida (General
Eletric Oil&gás), Antônio Prates (Forship Engenharia) e Luiz Rosário (Morning Star
Consulting) por me ensinarem enquanto estive sob seus comandos, a ter os valores
éticos e morais na execução das tarefas mais simples. À Simone Morandini, Técnica de
assuntos educacionais da UFRJ, à serviço na secretaria de graduação do Departamento
de Engenharia Naval da Escola Politécnica pela competência, ética e respeito à
dignidade dos alunos, seus pares e Professores, sempre disposta a ouvir e orientar de
forma concisa e profissional assuntos acadêmicos e experiências de vida, obrigado por
você ter me ensinado pelo exemplo que és como nossa Universidade deve ser: “ –
Excelente, sem deixar de ser pública...” Quero agradecer à Dª Anita e Seu Roberto,
meus sogros e também minha cunhada Mari Spena por me incentivarem, torcerem por
nós, mas principalmente por ajudar na criação da nossa pequena Alice, além dessa
grande família que me “adotou” e sempre estão presentes em todas as horas nos
apoiando, alegrando e compartilhando o amor... Giesteira & Chianca vocês são
incríveis, muito obrigado!!! Meu eterno agradecimento.
vi

Um muito obrigado aos amigos não citados aqui, que me ajudaram nessa longa jornada,
além é claro de todos os meus familiares que sempre torceram e de alguma forma
também estiveram comigo nessa travessia.
Muito obrigado!!!
vii

“Se você quer construir um navio,
não reúna as pessoas só para tarefas e trabalhos;
Ensine-as a almejar a infinita imensidão do mar.”
(S. Exupéry )
viii

Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte
dos requisitos necessários para obtenção do grau de Engenheiro Naval e Oceânico.
Análise do Fluxo Produtivo de um Estaleiro
Jônatas Lucialdo Peixoto de Almeida
Abril, 2016
Orientador: Eduardo Gonçalves Serra, D. Sc.
Departamento: Engenharia Naval e Oceânica
O processo de fabricação em estaleiros navais exige atenção ante a complexidade de
gerir recursos para execução da obra. Neste contexto este trabalho se insere como forma
de identificar uma lacuna de produção e propor melhorias operacionais, com foco no
corte de chapas por plasma no estaleiro de estudo de caso. A metodologia utilizada para
executar este trabalho abrange bibliografias de planejamento e controle de produção,
bem como transcrição de experiências vivenciadas pelo autor durante visitação técnica
ao estaleiro. Os resultados obtidos irão permitir o fomento à busca constante pelo
empreendedorismo como forma de conter gastos nos processos já utilizados neste setor
de corte de chapas. A conclusão deste trabalho irá debater os resultados obtidos, as
análises geradas e as críticas quanto ao desenvolvimento do trabalho sugerindo novas
linhas de estudos e abordagens para temas semelhantes.
Palavras-chave: Construção naval, Planejamento e controle de produção, Máquina de
corte de chapas, Layout.
ix
Abstract of undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Naval Architecture and Marine Engineering
Analysis of a Shipyard Production Flow
Jônatas Lucialdo Peixoto de Almeida.
April, 2016
Advisor: Eduardo Gonçalves Serra, D. Sc.
Graduation: Naval Architecture and Marine Engineering
A shipyard manufacturing process requires attention due to complexity of its resource
management. Therefore, the objective is identify findings in production and propose
operational improvements, focused on sheet plate cutting by plasma in the shipyard
where the study case was done. The methodology applied covers bibliographical
resources on Production Planning and Control, as well as transcriptions of the author's
experiences during the technical visit to the shipyard. The results going to improve
entrepreneurship studies and develop new strategies to be used in current steel plate
cutting processes. In this conclusion, analysis and results are addressed with criticism in
order to suggest new studies and approaches for similar topics.
Keywords: Shipbuilding, Production Planning and Control, Plate Cutting Machine,
workflow of the layout.
x
Sumário
1 Introdução ................................................................................................................................ 15
1.1 Relevância do trabalho ................................................................................................ 15
1.2 Objetivo .................................................................................................................... 16
1.3 Metodologia............................................................................................................... 17
1.4 Visões gerais do trabalho .............................................................................................. 17
2 O setor de Apoio Marítimo ....................................................................................................... 18
3 O estudo de caso: Estaleiro de médio porte dedicado a um único cliente ................................ 19
3.1 Localização ................................................................................................................ 19
3.2 Porte do estaleiro ........................................................................................................ 20
3.3 Instalações ................................................................................................................. 25
3.4 Planta baixa ................................................................................................................ 28
4 Conceitos de Planejamento e Controle de Produção – PCP .................................................... 28
4.1 Layout da produção ..................................................................................................... 29
5 Caracterização do processo produtivo da empresa ................................................................. 36
5.1 Representação do Layout de produção............................................................................ 36
6 Análises ..................................................................................................................................... 42
6.1 Mapofluxograma ......................................................................................................... 44
6.2 Ferramenta computacional ............................................................................................ 45
6.3 Cruzamento dos fluxos de produção ............................................................................... 50
6.4 Tempo de produção ..................................................................................................... 53
6.5 Movimentação de cargas ............................................................................................. 55
xi

7 Pontos de melhoria ................................................................................................................... 56
8 Conclusões ................................................................................................................................ 59
9 Bibliografia ............................................................................................................................... 61
xii
Sumário de Figuras
Figura 1 – Mão de obra gerada na Indústria Naval 2005-2015 (Fonte: Sinaval, 24-07-2015) .... 15
Figura 2 – Publicada em 06/11/2015|Seção: Notícias da Semana| Sinaval .............................. 18
Figura 3 – DEZ/ 2014, Associação Brasileira das Empresas de Apoio Marítimo – Abeam .......... 19
Figura 4 – Estaleiro de construção e Reparo de EAM ............................................................... 21
Figura 5 – Caracterização dos níveis tecnológicos dos estaleiros (Fonte: CEGN, USP, 2007) ..... 23
Figura 6 – Embarcações atracadas ao Cais e, uma EAM à contra bordo (esq.) .......................... 23
Figura 7 – Galpão de corte de chapas de aço ........................................................................... 25
Figura 8 – Vista lateral do Dique Flutuante Sansão .................................................................. 26
Figura 9 – Carreta para transporte de peças de até 500 ton ................................................... 27
Figura 10 – Guindaste de 340 HP, içamento de 220 t a 89 m de altura..................................... 27
Figura 11 – Trator tipo empilhadeira ....................................................................................... 27
Figura 12 – Estaleiros anteriores a 2ª Guerra mundial ............................................................. 28
Figura 13 – Modelo com foco no processo .............................................................................. 32
Figura 14 – Modelo com foco no produto ............................................................................... 35
Figura 15 – Representação da Planta baixa do setor de corte de Plasma ................................. 37
Figura 16 – Eletroímã içando chapa de aço para ser utilizado na CNC ...................................... 38
Figura 17 – Sucatas de alumínio separadas para reuso na CNC ................................................ 39
Figura 18 – Máquina CNC de corte com plasma ....................................................................... 40
Figura 19 – Comparação TIG (Esq.) e Plasmas (Dir.) ................................................................. 41
Figura 20 – Cavaletes destinados ao armazenamento das chapas de aço ................................ 42
Figura 21 – Mapofluxograma do chão de fábrica do galpão de corte ....................................... 45
Figura 22 – Peças de corte geradas automaticamente pela software ....................................... 46
Figura 23 – Peças para corte reorganizadas ............................................................................. 46
Figura 24 – Nesting de uma chapa de aço recebida pelo operador .......................................... 48
xiii
Figura 25 – Bloco 3D com todos os painéis, chapas e perfis montados .................................... 50
Figura 26 – Fluxo de produção ................................................................................................ 52
Figura 27 – Iteração final entre diagrama e matriz de relação ................................................. 53
Figura 28 – Anotações do controle de processamento da CNC ................................................ 57
Figura 29 – Informações do setor de corte na CNC .................................................................. 58
Sumário de Tabelas
Tabela 1 – Comparação entre os modelos de Layout ............................................................... 34
Tabela 2 – Pesos e descrições de importância entre setores .................................................... 43
Tabela 3 – matriz de relacionamento das áreas do galpão de corte ......................................... 43
Tabela 4 – Legenda dos códigos, linhas e descrição das relações ............................................. 50
Tabela 5 – Análise qualitativa entre as áreas do galpão e suas relações ................................... 51
Tabela 6 – Tempos das diversas ações relacionadas ao corte a plasma .................................... 54
xiv
15
1 Introdução
1.1 Relevância do trabalho
Um país com dimensões continentais cujo litoral ultrapassa os sete mil
quilômetros de extensão do Cabo Orange (AP) ao Arroio Chuí (RS), detentor
domar territorial que somam 3,5 milhões de quilômetros quadrados, além de
possuidor do comércio exterior nos seus mares (95%), inúmeras riquezas
minerais de seus leitos marinhos tem o cenário favorável para o
desenvolvimento e consolidação de uma Indústria Naval forte.
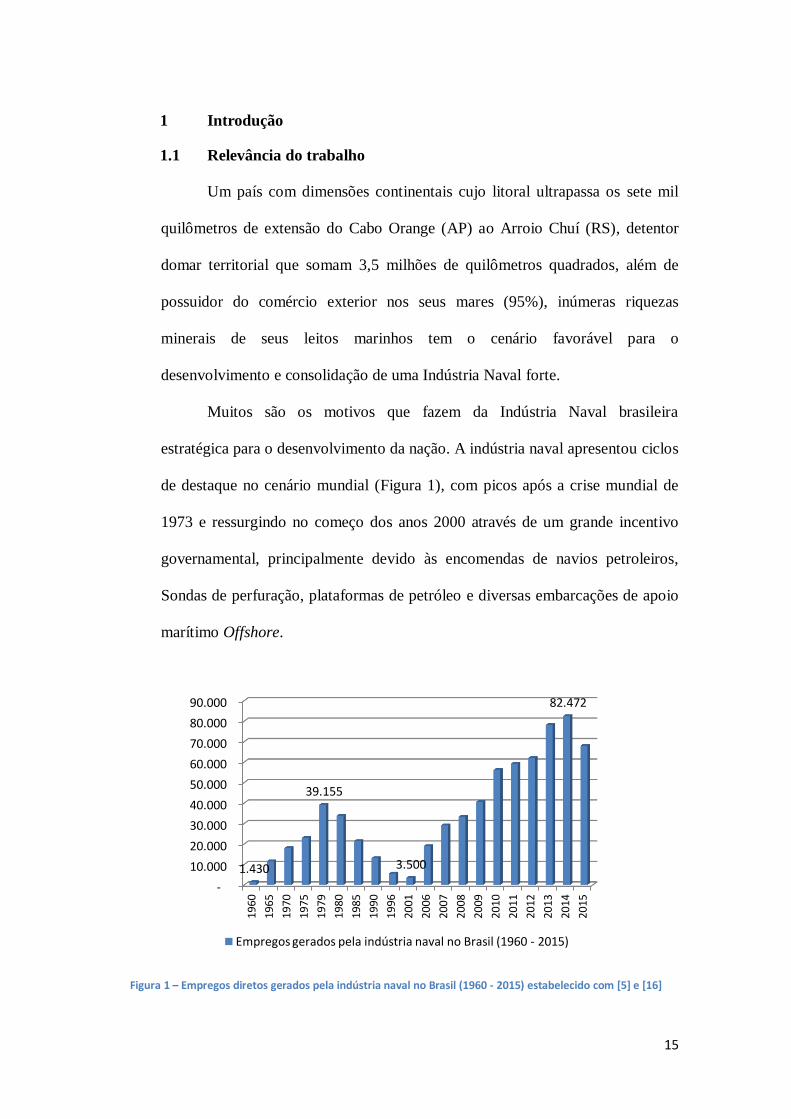
Muitos são os motivos que fazem da Indústria Naval brasileira
estratégica para o desenvolvimento da nação. A indústria naval apresentou ciclos
de destaque no cenário mundial (Figura 1), com picos após a crise mundial de
1973 e ressurgindo no começo dos anos 2000 através de um grande incentivo
governamental, principalmente devido às encomendas de navios petroleiros,
Sondas de perfuração, plataformas de petróleo e diversas embarcações de apoio
marítimo Offshore.
Figura 1 – Empregos diretos gerados pela indústria naval no Brasil (1960 - 2015) estabelecido com [5] e [16]
-
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
90.000
19
60
19
65
19
70
19
75
19
79
19
80
19
85
19
90
19
96
20
01
2006
2007
20
08
20
09
20
10
20
11
20
12
20
13
20
14
20
15
1.430
39.155
3.500
82.472
Empregos gerados pela indústria naval no Brasil (1960 - 2015)
16
O mercado de apoio às Plataformas Offshore movimentou na economia
brasileira, em 2012 mais de US$ 2,5 bilhões de dólares e contava com
aproximadamente mais do que uma centena empresas brasileiras autorizadas [1]
pela Agência Nacional de Transporte Aquaviário – ANTAQ.
A crise financeira iniciada, em 2015 na maior empresa de exploração de
petróleo do Brasil – Petrobras reduziu entre 2014 – 2015 em 11% o número de
postos para trabalhadores marítimos no Estado do Rio de Janeiro e retirou de
contrato 90 embarcações de apoio [17].
Este cenário reforça ainda mais a ideia da busca pela eficiência. Para isto
o estudo de caso analisado teve foco no setor de corte de chapas metálicas, em
um estaleiro de médio porte [9] criado e dedicado exclusivamente para
construção e reparo deste tipo de Embarcações.
1.2 Objetivo
O principal motivo pelo qual este trabalho é proposto é analisar a etapa
do corte de chapas e peças de aço no processo de fabricação dos estaleiros. O
estudo foi desenvolvido a partir das informações colhidas no dia-a-dia das
operações.
Desta forma espera-se atingir o objetivo de propor uma solução viável
tecnicamente, de fácil implementação no setor de corte de chapas. Esta é a
lacuna existente na gestão de recursos que pode ser uma solução em tempos de
crise.
17
1.3 Metodologia
A metodologia utilizada na confecção deste trabalho buscou em
referências bibliográficas soluções para da gestão da produção. Estas análises
também se apoiaram em experiências de campo, no qual foram compreendidos
os principais aspectos incorporados no discorrer deste trabalho.
1.4 Conteúdo do trabalho
O presente trabalho está estruturado da seguinte forma:
A Seção 1 faz uma introdução do atual cenário de construção naval no país,
sendo seguido da Seção 2 justifica a seleção do setor de embarcações de
apoio marítimo.
A partir da Seção 3 será realizada a apresentação do estaleiro de médio
porte dedicado a este tipo de embarcação para estudo de caso e, melhor
compreensão das análises por se ter tido acesso a linha de produção da
máquina de corte.
Os conceitos que envolvem o planejamento e controle de produção serão
apresentados na Seção 4 para embasamento da caracterização do fluxo
produtivo transcritas na Seção 5. A Seção 6 seguinte irá descrever o atual
fluxo produtivo do setor de corte do estaleiro, culminando pelas análises na
Seção 7.
Algumas propostas de melhorias são transcritas na Seção 8 e, por fim as
Conclusões e críticas ao trabalho, bem como sugestões de estudos
continuados do setor de corte para melhoramento dos resultados.

18
2 O setor de Apoio Marítimo
Este nicho de mercado recebeu o maior aporte financeiro, no último
trimestre de 2015 oriundos do Fundo de Marinha Mercante – FMM do Brasil
(Figura 2). Este financiamento proporcionou o surgimento de novos estaleiros,
com uma característica especial, cascos bateriam quilha com contratos de
afretamento já assinados gerando garantias de contratação de mão de obra e
navipeças.
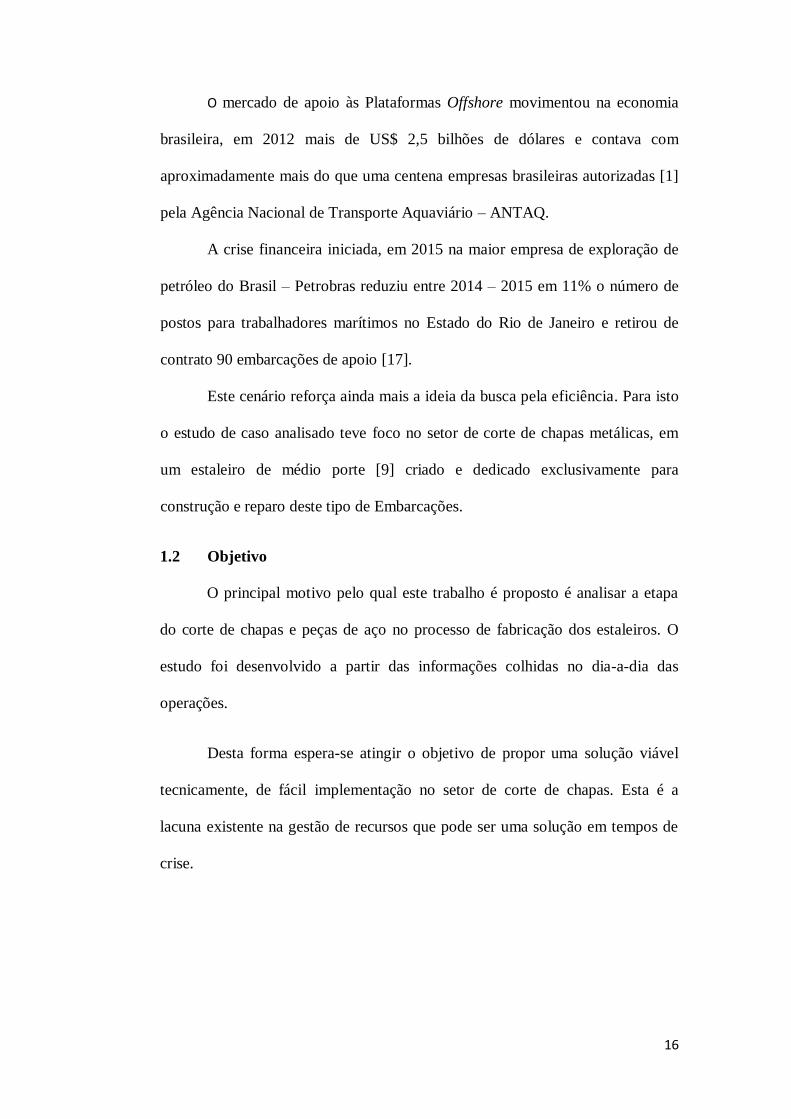
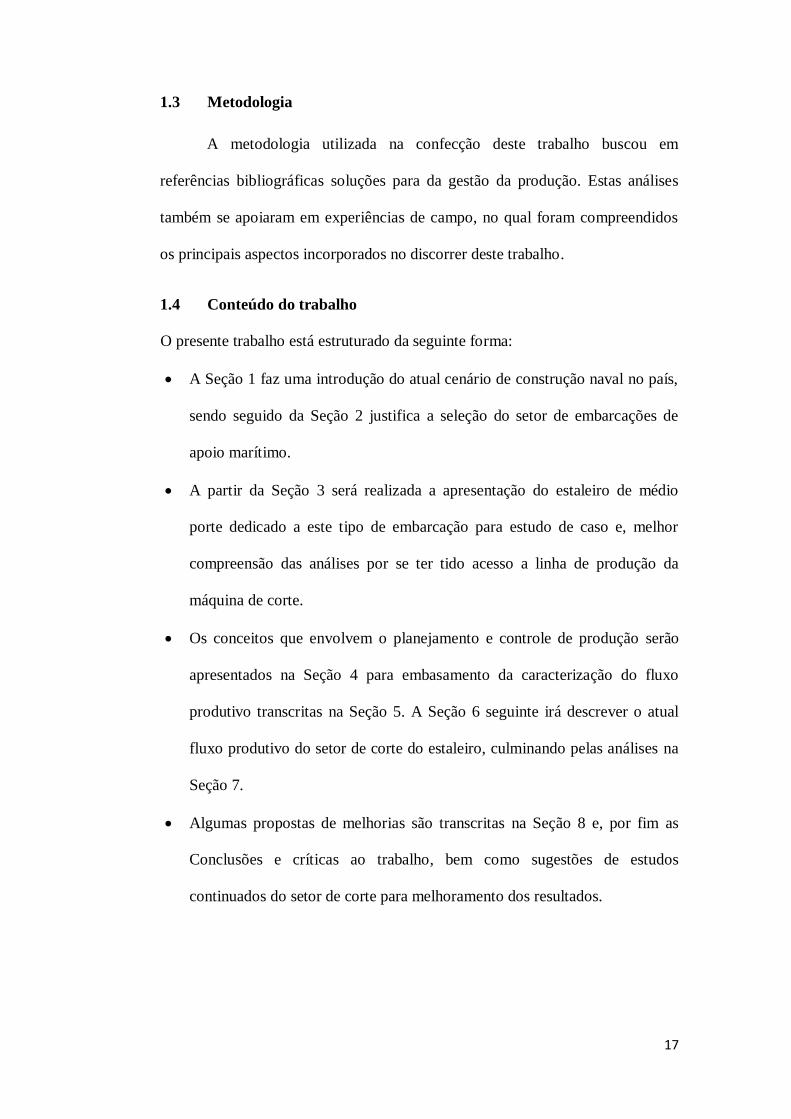
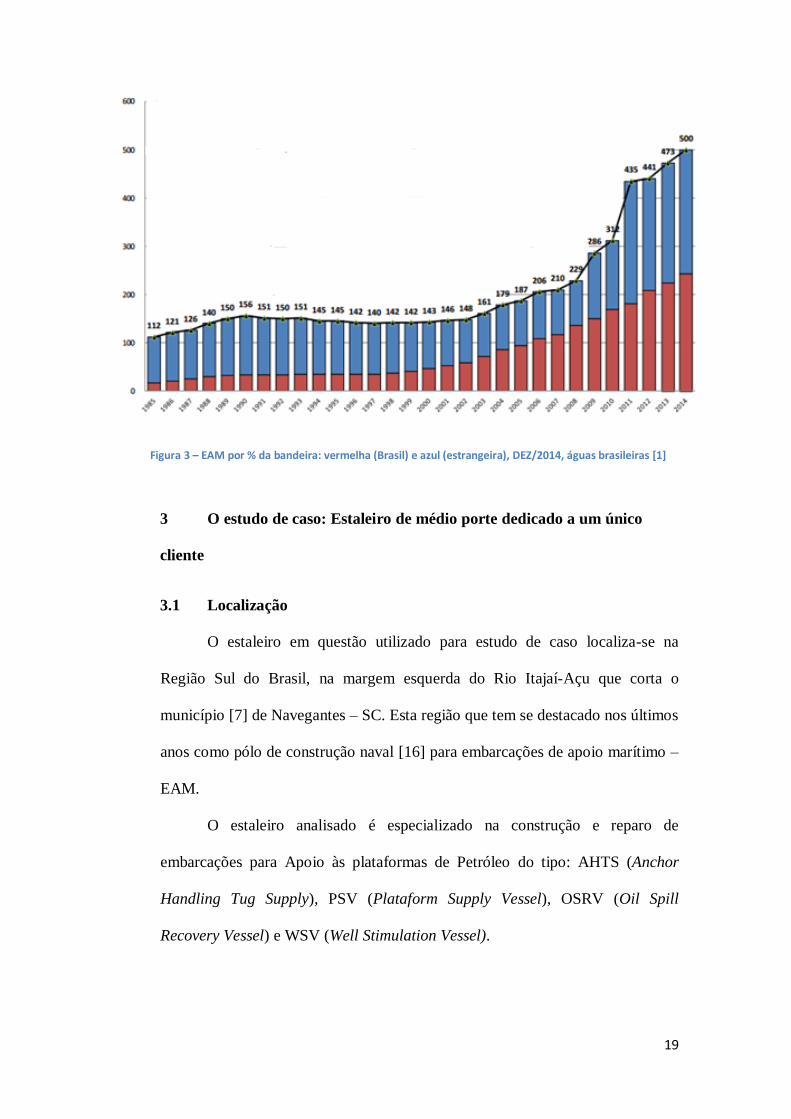
Estes tipos de navios representam cerca de 500 Embarcações de Apoio
Marítimo, atuando em água territorial brasileiras, sendo das quais 60% de
embarcações com bandeiras estrangeiras e 40% de bandeiras brasileiras (Figura
3). Esta quantidade de navios indica que para um estaleiro dedicado a EAM
pode representar o desenvolvimento de um nicho de mercado na construção
naval e reparo.
Figura 2 – Sindicato Nacional da Indústria da Construção e Reparação Naval e Offshore do BRASIL [18]
19
Figura 3 – EAM por % da bandeira: vermelha (Brasil) e azul (estrangeira), DEZ/2014, águas brasileiras [1]
3 O estudo de caso: Estaleiro de médio porte dedicado a um único
cliente
3.1 Localização
O estaleiro em questão utilizado para estudo de caso localiza-se na
Região Sul do Brasil, na margem esquerda do Rio Itajaí-Açu que corta o
município [7] de Navegantes – SC. Esta região que tem se destacado nos últimos
anos como pólo de construção naval [16] para embarcações de apoio marítimo –
EAM.
O estaleiro analisado é especializado na construção e reparo de
embarcações para Apoio às plataformas de Petróleo do tipo: AHTS (Anchor
Handling Tug Supply), PSV (Plataform Supply Vessel), OSRV (Oil Spill
Recovery Vessel) e WSV (Well Stimulation Vessel).
20
3.2 Porte do estaleiro
Apesar do cenário desfavorável, no último trimestre de 2015 o estaleiro
foi prioridade do Fundo de Marinha Mercante – FMM para receber aporte
financeiro à fim de realizar uma Expansão do estaleiro em Navegantes (SC) e
Construção de navios de apoio marítimo na ordem de R$ 143 milhões [5].
3.2.1 Número de empregos
O diferencial deste estaleiro é possuir tanto um Dique Flutuante para
embarcações EAM, quanto duas Carreiras de lançamento transversal de EAM
com até 115 metros de comprimento e acima de 7.000 ton de arqueação [3],
além de mais de 14 pontes rolantes de diversos tamanhos de 7, 16, 25 e 40
toneladas que interligam todos os galpões internamente. Sua força de trabalho
que já chegou a ser superior a 2000 (semestre de 2014) funcionários, antes da
crise econômica [4], atualmente (primeiro semestre de 2016) é na ordem de 1200
funcionários, sendo destes apenas 60 no turno da noite.
3.2.2 Área livre do estaleiro
O estaleiro possui uma área total de 175.000 m² das qual o total de área
coberta são 31.145 m² (Figura 4). Está dividido em 3 galpões de estoque (sendo
um na entrada do estaleiro e 2 à esquerda da foto) e armazenagem (a) 1 galpão
de corte e processamento de chapas, (b) 1 de oficinas e acessórios, com pipe
shop, prensa hidráulica e calandra, (c) 1 galpão de montagem de painéis, além
do galpão mais alto, em destaque (d) galpões de montagem de blocos, o
galpão(e) de Pintura.
Possui um pátio descoberto para armazenagem de peças e chapas de aço na
parte posterior dos galpões. Na frente dos galpões estão dispostas paralelamente

21
duas linhas de (f) edificação de blocos, as duas carreiras transversais (g, h) e
uma área escavada no cais para posicionamento do Dique Flutuante (i).
Figura 4 – Vista aérea do Estaleiro de construção e reparo deste estudo de caso [4]
3.2.3 Principais Características
Torna-se importante então compreender os diferentes tipos de estaleiros para
que se possa fazer a caracterização adequada da produção no estaleiro. Neste estudo de
caso pôde-se observar que o Estaleiro se possui uma estrutura principal de carreira
lateral, elemento que enquadra entre o primeiro e segundo níveis tecnológicos
pertencentes aos primeiros estaleiros, anteriores a década de 1960 no Brasil (Figura 5).
A movimentação de cargas é limitada ao uso de guindastes cuja capacidade é de
220 toneladas, caminhões esteiras de 500 toneladas e conjunto de trilhos para
deslocamentos de blocos e navios. Esta limitação para içamento de carga se deve ao fato
do estaleiro não possuir dique escavado e, portanto não existir necessidade de pórticos
com grande capacidade de içamento, superiores a 1500 toneladas como o estaleiro não
possui um dique escavado [19].
Segundo o estudo de construção naval desenvolvido pelo Banco Nacional de
Desenvolvimento – BNDES um estaleiro que pertença aos níveis 1 e 2 edificam de 250
a 30 blocos por embarcação, enquanto os estaleiros do nível mais elevado, portanto 5,

22
processam de 12 a 20 blocos. Essa capacidade de içamento influencia diretamente na
redução dos prazos de construção [19].
O Processamento de aço para este estaleiro se enquadra na definição dada aos
estaleiros compreendidos entre os níveis 2 e 3, pois utiliza sistema de corta a plasma e
semi-automática, através de máquina de corte com controle numérico – CNC fabricada
em 2004, modelo Avenger 2, cujas características serão discorridas na seção 5 deste
trabalho.
Outro elemento relevante na definição dos níveis tecnológicos do sistema do
estaleiro diz respeito ao sistema computacional CAD/CAM, cujas siglas na língua
inglesa traduzem respectivamente: Computer Aid Design e Computer Aided
Manufacturing. O significado real destas ferramentas é utilizar ferramentas
computacionais para auxiliar as etapas dos processos produtivos, desde sua concepção
até a fabricação.
Neste aspecto o estaleiro em questão apresenta nível 2-3, pois possui
ferramentas de projeto que transforma as geometrias desenvolvidas pelo CAD para
gerar os programas para o corte de chapas na CNC. No entanto foi identificado um
sistema de planejamento [12], em inglês Material Requirement Planning – MRP
apresentando inconsistências, uma vez que os bancos e dados não são informatizados
(Figura 5).

23
Figura 5 – Caracterização dos níveis tecnológicos dos estaleiros (Fonte: CEGN, USP, 2007)
O Estaleiro possui capacidade para atracação de cinco navios simultaneamente
(Figura 6) no cais a fim de realizar obras de reparos menores ou mesmo obras de
acabamento. Uma solução utilizada para aumentar a capacidade de atracação da sua
área de cais é a amarração à contra bordo das EAM que já estejam atracadas aos
cabeços de amarração de 200 toneladas.
Figura 6 – Embarcações atracadas ao Cais e, uma EAM à contra bordo (esq.)

24
A produção do estaleiro deste estudo de caso, em 2015 foi de 6 EAM,
sendo dois tipo AHTS 21000, um PSV 4500 para Petrobras, todas estão em
operação na Bacia de Campos, litoral do Estado do Rio de Janeiro. Além destas
3 EAM em operação há 1 WSV em processo de aceitação pela Petrobras.
Existem ainda mais duas embarcações edificadas; Um PSV 4500 em fase de
pintura aguardando ser lançado e, outro AHTS 21000 ainda no galpão.
Além destas EAM novas, também foram feitos processo de adequação
aos requisitos contratuais para atender ao contrato de Afretamento do cliente, em
4 navios de apoio tipo PSV para início de contrato, no segundo semestre de
2014. Este processo de adequação visa instalação de novas bombas de sucção
para atender a vazão exigida em contrato, teste de mar e substituição de cabos de
aço, nos guindastes e guinchos de bordo, além de todas as inspeções exigidas
para voltar a operar com a embarcação.
Em menor escala de processamento de aço, mas não menos importante
devido a quantidade de mão de obra empregada também deve ser considerado
atendimentos de docagem de classe e reparos emergenciais em EAM que já
estavam em operação com diferentes clientes.
3.2.6 Produção
A capacidade anual de produção é de 15 mil toneladas por ano [10],
desde 2011. Antes da crise da área de construção naval, a produção do setor de
cortes de chapas e peças de aço chegou a cortar 500 toneladas por mês, o que dá
uma média de 16,6 toneladas/dia, equivalente a capacidade de corte do MPG
Shipyards de Portugal [8], em um único mês de 2012. Atualmente o corte de
chapas de aço é na ordem de 270 toneladas por mês, no estaleiro deste estudo de
caso, o que daria uma média de 9 toneladas por dia.
25
3.3 Instalações
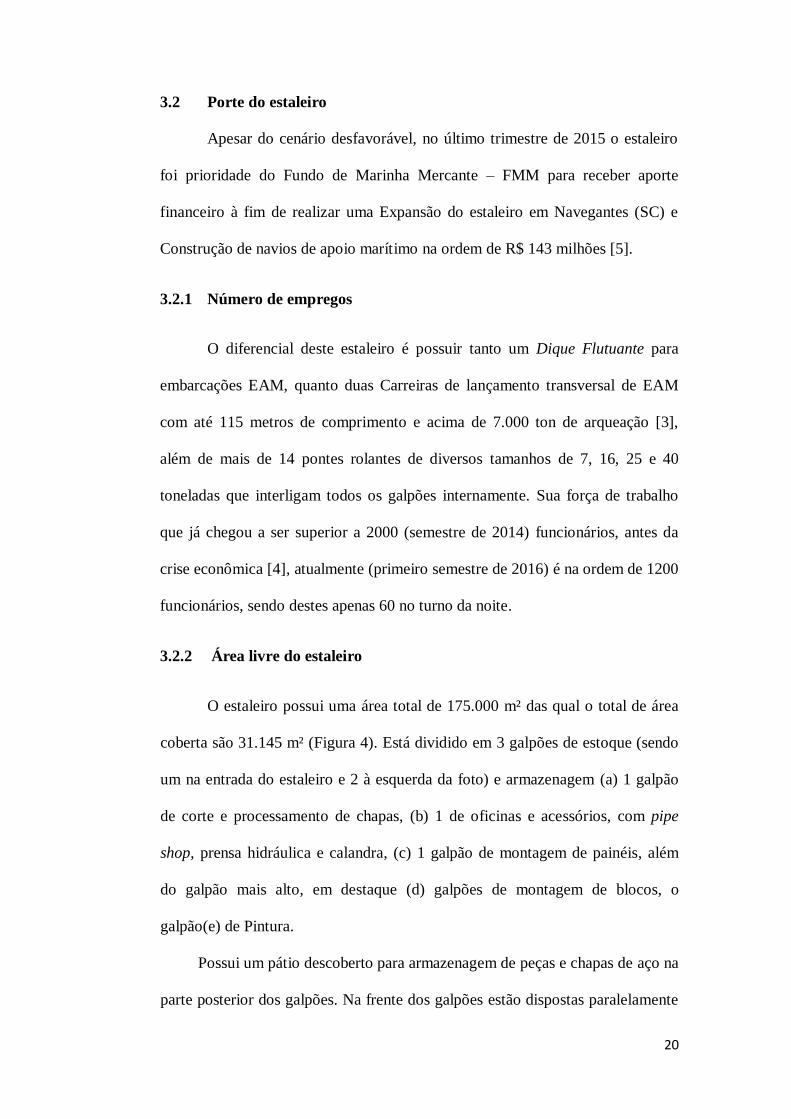
A área de produção de corte de chapas e peças de aço consiste em um
galpão compartilhado com o setor de processamento e linha de fabricação de
painéis. Esta área coberta tem aproximadamente 50 m de largura, 200 m de
comprimento e uma altura de aproximadamente 6 m (Figura 7).
3.3.1 Área de Produção
Este setor de corte possui 2 eletroímãs com capacidade de içamento para
7 t, na entrada e, 16 t na saída do galpão. Ambos estão conectados em pontes
rolantes que se movem sobre trilhos por todo o galpão, sendo capazes de realizar
a interligação com o galpão de montagem de perfis e sub painéis no fundo do
galpão.
Figura 7 – Galpão de corte de chapas de aço
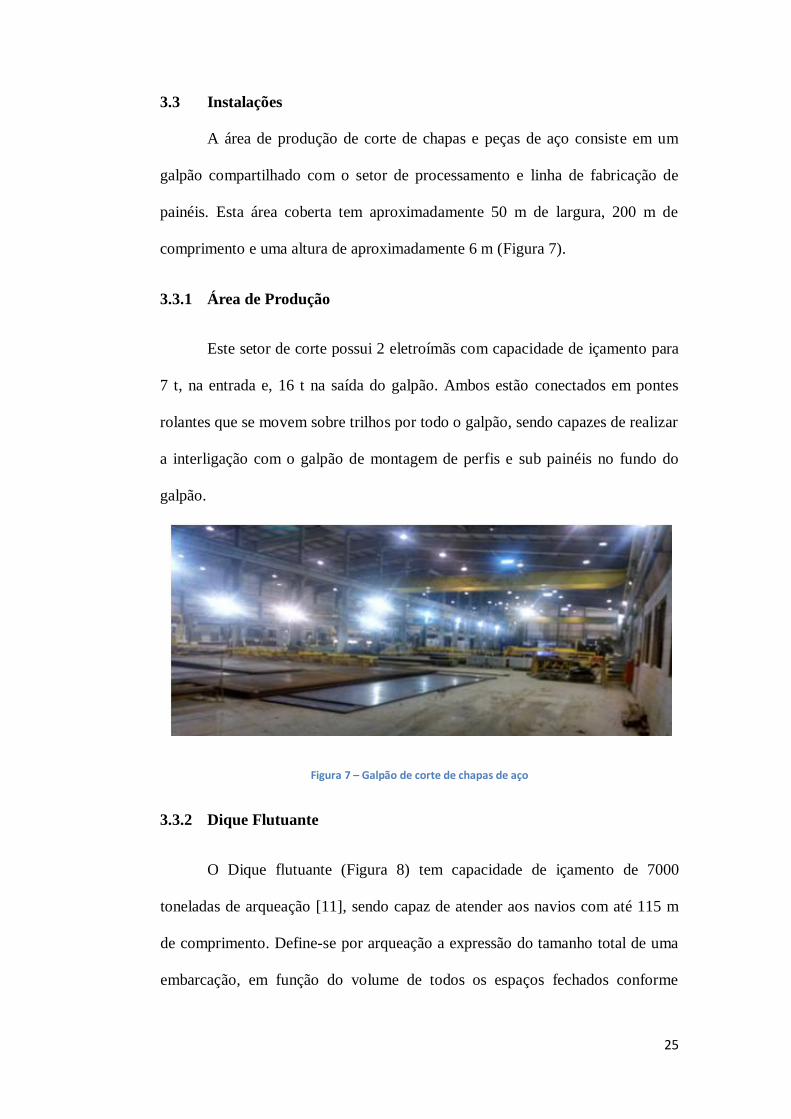
3.3.2 Dique Flutuante
O Dique flutuante (Figura 8) tem capacidade de içamento de 7000
toneladas de arqueação [11], sendo capaz de atender aos navios com até 115 m
de comprimento. Define-se por arqueação a expressão do tamanho total de uma
embarcação, em função do volume de todos os espaços fechados conforme
26
Convenção Marítima Internacional sobre arqueação de Navios (1969) e normas
nacionais.
Figura 8 – Vista lateral do Dique Flutuante Sansão
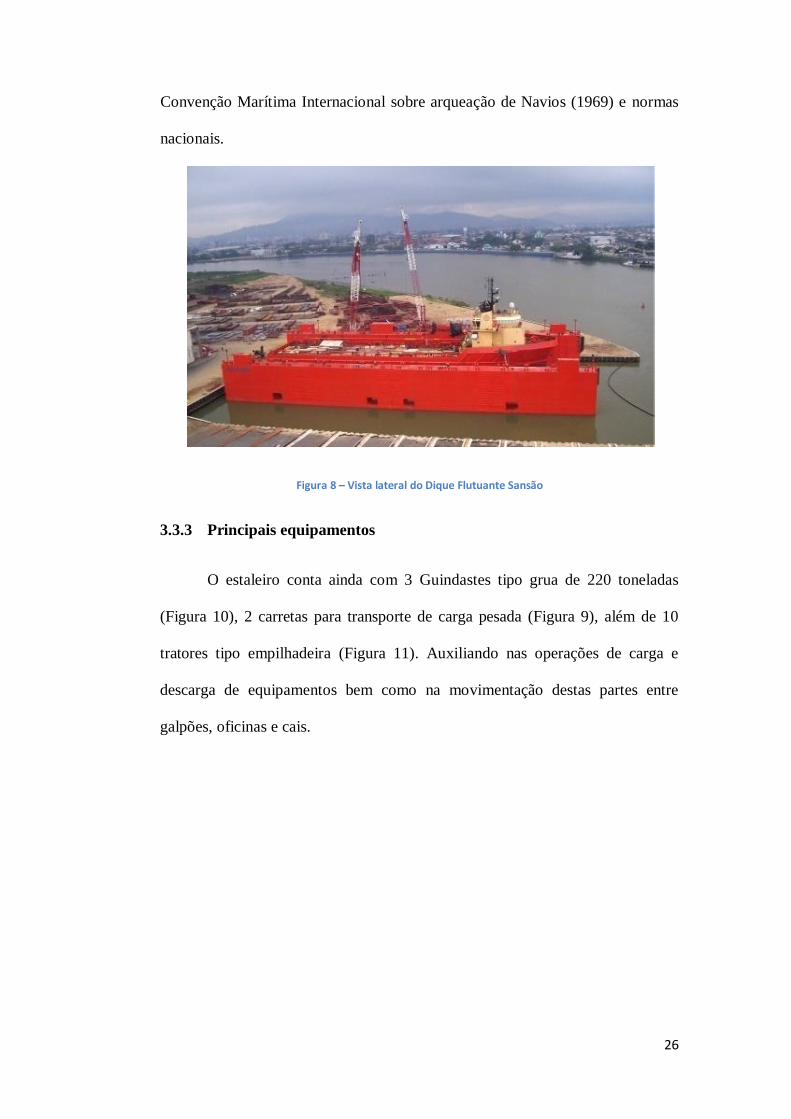
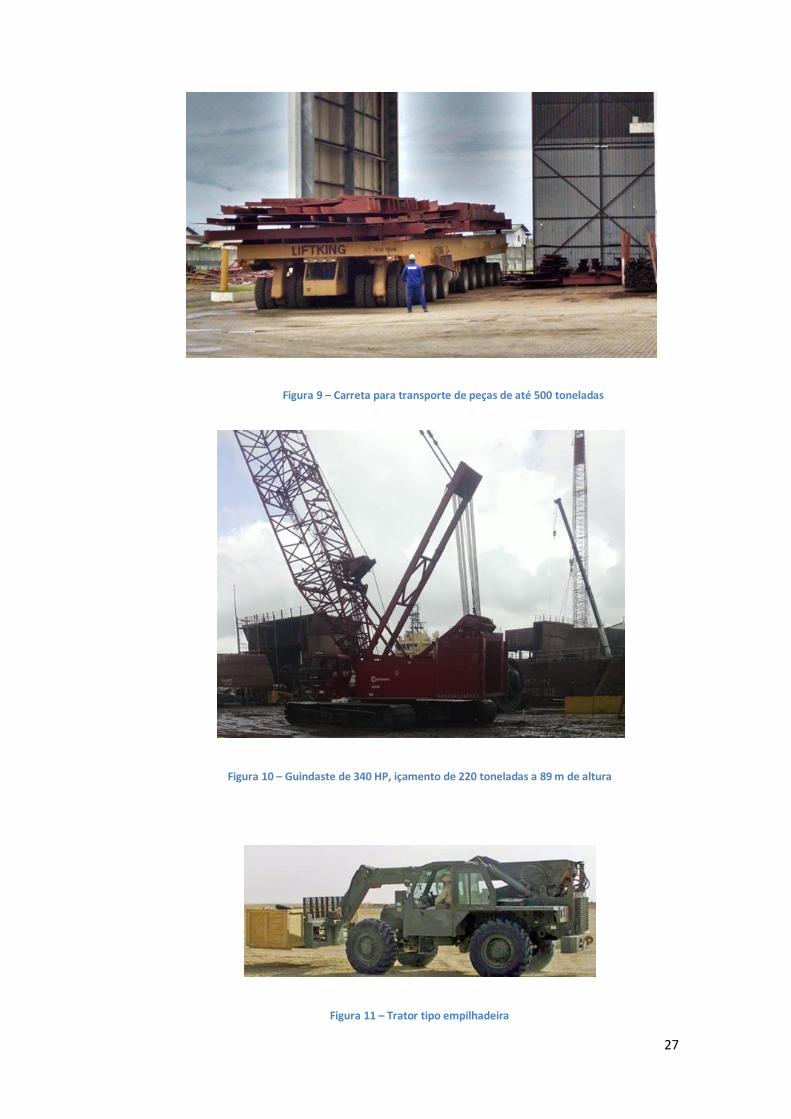
3.3.3 Principais equipamentos
O estaleiro conta ainda com 3 Guindastes tipo grua de 220 toneladas
(Figura 10), 2 carretas para transporte de carga pesada (Figura 9), além de 10
tratores tipo empilhadeira (Figura 11). Auxiliando nas operações de carga e
descarga de equipamentos bem como na movimentação destas partes entre
galpões, oficinas e cais.
27
Figura 9 – Carreta para transporte de peças de até 500 toneladas
Figura 10 – Guindaste de 340 HP, içamento de 220 toneladas a 89 m de altura
Figura 11 – Trator tipo empilhadeira

28
3.4 Planta baixa
A planta baixa do estaleiro em estudo obedece a um Layout pré 2ª Guerra
mundial (Figura 12). Este tipo de layout utilizava a técnica de Job Shop nos
Estados Unidos da América [12]. Estes estaleiros possuíam dificuldades de
içamento, área de estoque e, a maioria dos componentes do navio era montada
ao lado dos navios.
Esta definição de Layout, portanto está em consonância a seção 3.3 sobre
as características do estaleiro que o enquadra como sendo um estaleiro, no que
tange sua estrutura principal, contemporâneo aos estaleiros anteriores a década
de 1960 (Figura 5)
Nestes estaleiros as oficinas, tubulações e maquinários giravam entorno
da carreira de lançamento e do píer de acabamento, sendo alguns serviços
finalizados, somente após o lançamento do navio.
Figura 12 – Primeira geração de estaleiros [12]
4 Conceitos de Planejamento e Controle de Produção – PCP
Production Planning and Control em inglês, ou simplesmente PCP são as
definições para o sistema de gestão dos recursos de uma empresa. Nesta gestão
29
são analisados os recursos das operações, bem como todas as informações
referentes ao processo de produção [12].
Através destas análises se podem traçar estratégias de ação, desenvolver
visão global dos negócios e prever demandas. Estas habilidades permitem gerar
previsões, listar recursos e prazos no cumprimento das tarefas relativas ao
processo de fabricação.
4.1 Layout da produção
O arranjo e disposição dos equipamentos, maquinários, instalações,
prédios e galpões constituem o Layout da produção. O Projeto do estaleiro
analisado neste estudo foi planejado de acordo com o Layout utilizado nos
outros 4 estaleiros da matriz americana. Galpões interligados por pontes
rolantes, guindastes com grande capacidade de içamento e diques flutuantes para
auxiliar nas operações de reparo e acabamento.
A vantagem deste modelo pré-concebido é a melhoria das instalações
existentes, além do posicionamento mais adequado do chão de fábrica, pelo
simples fato de não existir limitação ou restrição ao Layout no terreno.
Existem duas formas de organização dentro do Layout de chão de fábrica
[15]: A disposição em blocos ou a disposição em estações de trabalho. Ambas
têm suas vantagens e desvantagens.
A primeira diz respeito à disposição em blocos dentro dos galpões, esta
disposição exige atenção redobrada, pois a má distribuição destes blocos implica
no maior deslocamento das pessoas e está sujeito as restrições e limitações do
espaço.

30
A segunda é a disposição em estações de trabalho. Nesta forma os
equipamentos estão mais bem posicionados, pois leva em conta o deslocamento
do operador. Esta é a estrutura presente no estaleiro estudado neste trabalho.
Outro importante fator que deve ser levado em conta na definição do
Layout é a análise do fluxo produtivo no que diz respeito ao Abastecimento de
Matéria prima e expedição do produto. No caso do estaleiro em estudo o fluxo
das chapas de aço entra pelo pátio de edificação e se destina aos galpões de
montagem ao fundo, conforme pôde ser observado na Figura 7, da seção anterior
que discorreu sobre a caracterização do estaleiro.
O Layout também considera as Condições ergonômicas e ambientais à
fim de proporcionar uma melhor interação trabalhador e equipamento. Esta
iteração leva em conta a postura em que o operador trabalha (em pé ou sentado)
e quais os movimentos realizados pelo empregado para evitar esforços. Foi
observado que todas as oficinas do estaleiro em questão consideram estas
premissas de ergonomia e segurança do trabalhador.
Quanto às condições ambientais, a temperatura do ambiente é mais
amena que os estaleiros do sudeste, pela posição geográfica próxima a latitude
26° ao sul. Esta posição geográfica garante ainda no verão uma maior
iluminação (intensidade, sombra, foco) com o por do sol próximo a 19h30.
Outros aspectos ambientais como ventilação são satisfatórios por conta
do pé direito dos galpões. A radiação é mais amena pela latitude que se encontra.
Aerodispersóides (quantidade de partículas no ar) e ruído (constante e
intermitente que é pior) apresentam níveis aceitáveis, tendo sido observado o uso
dos Equipamentos de Proteção Individual – EPI.

31
A vibração é mais observada já nos serviços de testes e provas de mar
dentro dos navios lançados, também em níveis aceitáveis controlados por
empresa terceirizada. Estas condições de trabalho geram um aspecto psicológico
positivo no chão de fábrica e Cognição elevada que refletem na grande
produtividade do estaleiro.
Os princípios gerais observados no Layout do estaleiro em questão
privilegiaram o fluxo em linha reta de movimentação entre a matéria prima,
componentes e, os produtos finais. Estes fluxos evitam os deslocamentos
confusos que poupam energia e tempo, obedecendo ao principio da mínima
distância.
A movimentação de cargas pesadas são realizadas nas menores distâncias
possíveis devido a interligação dos galpões através das pontes rolantes e, do
sistema de trilhos que ligam o pátio de edificação e as carreiras de lançamento.
Estes aspectos observados nos Layouts dos galpões visam reduzir também a
freqüência da movimentação de cargas (blocos e painéis) e proporcionar uma
maior flexibilidade permitindo mudanças dentro dos galpões adequando o
posicionamento necessário para proporcionar maior conforto.
4.1.1 Tipos de Layout
Ao se falar em Layout duas características são preponderantes: Volume
de produção que mensura a capacidade de produzir certa quantidade de peças em
um determinado tempo, por exemplo, 10 peças/hora. A outra variável tão
importante quanto a primeira é o Tempo de produção, esta segunda variável
mensura o tempo necessário para fabricação de uma peça no mesmo período que
foi adotado pelo Volume de produção.
32
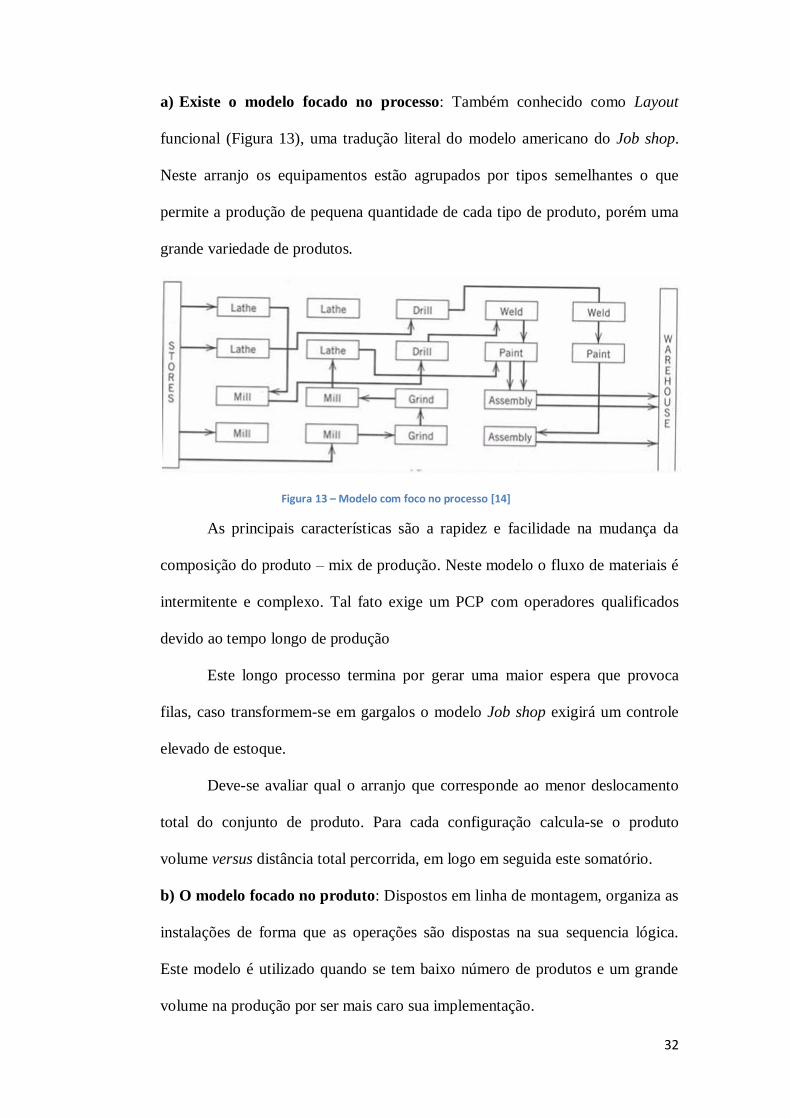
a) Existe o modelo focado no processo: Também conhecido como Layout
funcional (Figura 13), uma tradução literal do modelo americano do Job shop.
Neste arranjo os equipamentos estão agrupados por tipos semelhantes o que
permite a produção de pequena quantidade de cada tipo de produto, porém uma
grande variedade de produtos.
Figura 13 – Modelo com foco no processo [14]
As principais características são a rapidez e facilidade na mudança da
composição do produto – mix de produção. Neste modelo o fluxo de materiais é
intermitente e complexo. Tal fato exige um PCP com operadores qualificados
devido ao tempo longo de produção
Este longo processo termina por gerar uma maior espera que provoca
filas, caso transformem-se em gargalos o modelo Job shop exigirá um controle
elevado de estoque.
Deve-se avaliar qual o arranjo que corresponde ao menor deslocamento
total do conjunto de produto. Para cada configuração calcula-se o produto
volume versus distância total percorrida, em logo em seguida este somatório.
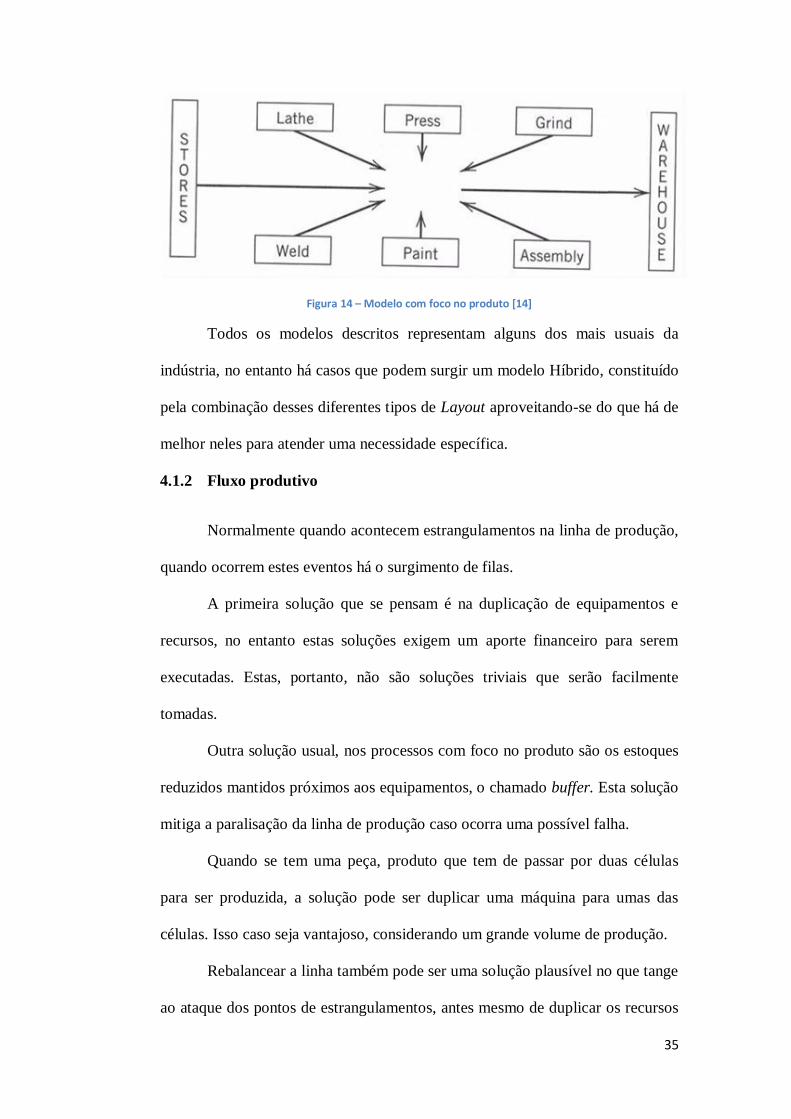
b) O modelo focado no produto: Dispostos em linha de montagem, organiza as
instalações de forma que as operações são dispostas na sua sequencia lógica.
Este modelo é utilizado quando se tem baixo número de produtos e um grande
volume na produção por ser mais caro sua implementação.
33
Os equipamentos são especializados, mais caros e quaisquer mudanças
na produção são difíceis, por serem complexas. O fluxo de matérias é constate,
ordenado de forma que obedece a lógica da mínima distância.
Os operadores têm pouca qualificação e são caracterizados como sendo
uma mão-de-obra barata de treinamento fácil e rápido. A desvantagem desta
mão de obra é que contribui muito pouco para empresa, e depois de muito tempo
o operador tende a errar mais, a produção cai.
Uma metodologia utilizada para mitigar este risco quanto à mão de obra
é utilizar o rodízio, pois concebe uma visão global de toda a produção,
contribuindo tecnicamente para o desenvolvimento profissional, no entanto cabe
ressaltar que o rodízio pode gerar conflitos hierárquicos e questões salariais.
Quanto à aplicabilidade do PCP neste modelo não apresenta maiores
dificuldades, pois o projeto da linha é mais difícil de distribuir as tarefas na
estação de trabalho para que a carga de trabalho esteja equilibrada, isto provoca
um menor tempo de produção e os níveis de estoques são menores (buffer).
Este modelo permite ainda uma movimentação do fluxo de materiais que
obedece a mínima distância e a movimentação nos equipamentos de forma mais
simples, por exemplo com esteiras.
c) O modelo Celular: Desenvolvido nos anos 20 pelo russo MNTPOOAHOB
visa absorver as vantagens do planejamento em linha e do modelo dos processos.
Este modelo agrupa peças feitas por uma família de equipamentos diferentes
dispostos em U.
Este modelo mitiga atrasos na fabricação, pois caso uma peça exija mais
de uma célula U devido a sua complexidade, outras peças poderão ser
produzidas nas outras células U.
34
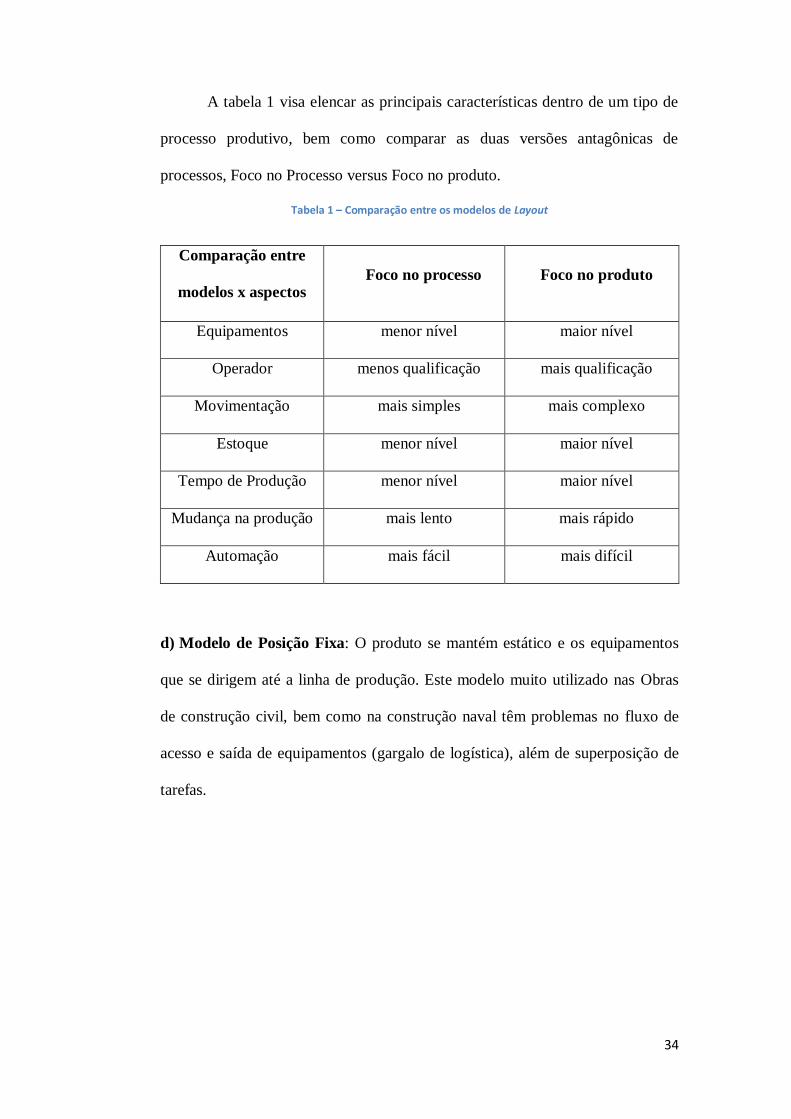
A tabela 1 visa elencar as principais características dentro de um tipo de
processo produtivo, bem como comparar as duas versões antagônicas de
processos, Foco no Processo versus Foco no produto.
Tabela 1 – Comparação entre os modelos de Layout
Comparação entre
modelos x aspectos Foco no processo Foco no produto
Equipamentos menor nível maior nível
Operador menos qualificação mais qualificação
Movimentação mais simples mais complexo
Estoque menor nível maior nível
Tempo de Produção menor nível maior nível
Mudança na produção mais lento mais rápido
Automação mais fácil mais difícil
d) Modelo de Posição Fixa: O produto se mantém estático e os equipamentos
que se dirigem até a linha de produção. Este modelo muito utilizado nas Obras
de construção civil, bem como na construção naval têm problemas no fluxo de
acesso e saída de equipamentos (gargalo de logística), além de superposição de
tarefas.
35
Figura 14 – Modelo com foco no produto [14]
Todos os modelos descritos representam alguns dos mais usuais da
indústria, no entanto há casos que podem surgir um modelo Híbrido, constituído
pela combinação desses diferentes tipos de Layout aproveitando-se do que há de
melhor neles para atender uma necessidade específica.
4.1.2 Fluxo produtivo
Normalmente quando acontecem estrangulamentos na linha de produção,
quando ocorrem estes eventos há o surgimento de filas.
A primeira solução que se pensam é na duplicação de equipamentos e
recursos, no entanto estas soluções exigem um aporte financeiro para serem
executadas. Estas, portanto, não são soluções triviais que serão facilmente
tomadas.
Outra solução usual, nos processos com foco no produto são os estoques
reduzidos mantidos próximos aos equipamentos, o chamado buffer. Esta solução
mitiga a paralisação da linha de produção caso ocorra uma possível falha.
Quando se tem uma peça, produto que tem de passar por duas células
para ser produzida, a solução pode ser duplicar uma máquina para umas das
células. Isso caso seja vantajoso, considerando um grande volume de produção.
Rebalancear a linha também pode ser uma solução plausível no que tange
ao ataque dos pontos de estrangulamentos, antes mesmo de duplicar os recursos

36
e meios de produção. O conceito de balanceamento em uma linha de produção
consiste em distribuir a carga das várias operações o mais uniformemente
possível pelos vários Postos de Trabalho.
O balanceamento da linha obedece ainda a tênue relação entre tempo do
ciclo de produção de um produto e o número de postos de trabalho deste
produto. A perfeita combinação entre estas duas equações garante um fluxo
produtivo mais eficiente.
Portanto após analisar os tipos de modelos de Layout caracterizados
neste capítulo, o Job Shop se mostrou mais adequado na aplicação prática do
estaleiro envolvido no estudo de caso, pois há menor nível de equipamentos,
menor tempo na produção e, conseqüentemente menos componentes em estoque.
5 Caracterização do processo produtivo da empresa
5.1 Representação do Layout de produção
O galpão de corte apresenta 6 subdivisões de espaços internos sendo
apenas uma definida com barreiras físicas, por motivos de segurança, trata-se do
setor onde se encontram as mesas de corte.
As demais áreas que serão representadas por números subsequentes de
acordo com a ordem de execução das tarefas no setor, sendo todos interligados
por 2 pontes rolantes com capacidades de içamento de 16 toneladas, sendo
localizado uma na entrada e outra na saída do galpão.
Dentro do setor delimitado, no entorno da CNC (Figura 15) estão
localizadas as bandejas com mufla d’água para amenizar as altas temperaturas
(16000 °C), ruídos, radiação ultravioleta, intensidade da luz e fumaças dos gases
tóxicos oriundos do corte de plasma, da máquina de corte automático – CNC,
representada pelo numeral 5 na Figura 15.
37
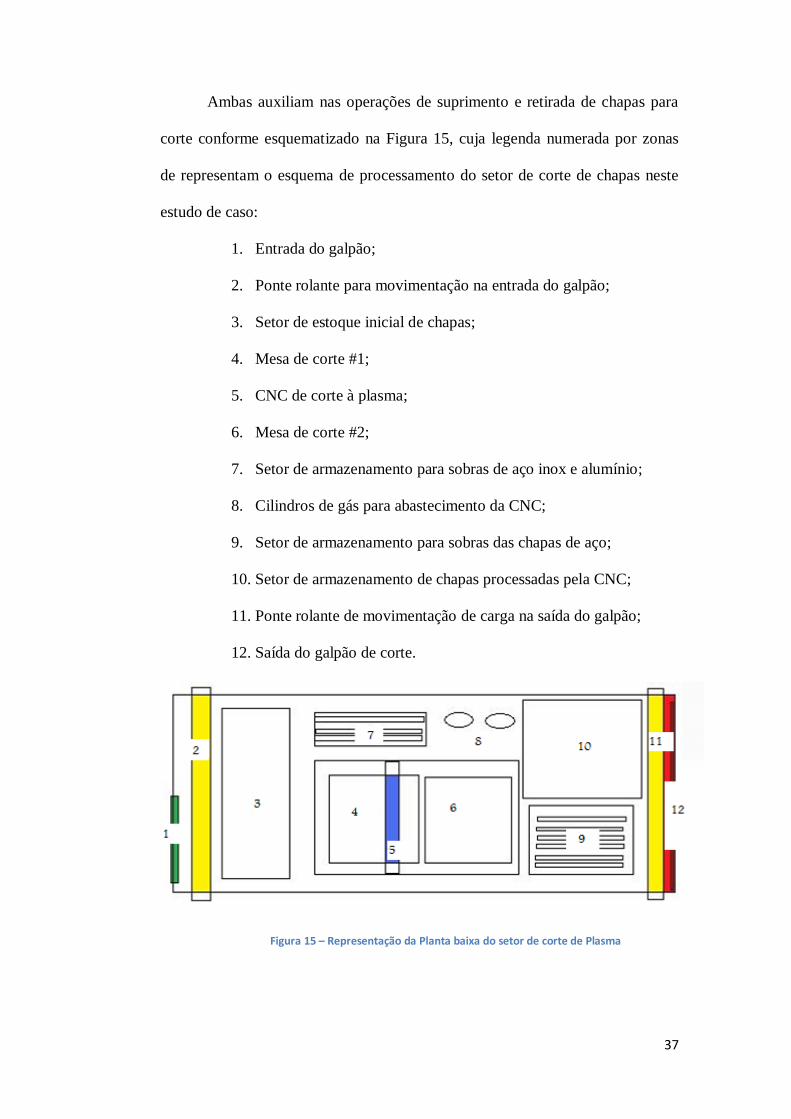
Ambas auxiliam nas operações de suprimento e retirada de chapas para
corte conforme esquematizado na Figura 15, cuja legenda numerada por zonas
de representam o esquema de processamento do setor de corte de chapas neste
estudo de caso:
1. Entrada do galpão;
2. Ponte rolante para movimentação na entrada do galpão;
3. Setor de estoque inicial de chapas;
4. Mesa de corte #1;
5. CNC de corte à plasma;
6. Mesa de corte #2;
7. Setor de armazenamento para sobras de aço inox e alumínio;
8. Cilindros de gás para abastecimento da CNC;
9. Setor de armazenamento para sobras das chapas de aço;
10. Setor de armazenamento de chapas processadas pela CNC;
11. Ponte rolante de movimentação de carga na saída do galpão;
12. Saída do galpão de corte.
Figura 15 – Representação da Planta baixa do setor de corte de Plasma

38
O setor de entrada é o perímetro no chão de fábrica, onde ficam
armazenadas as chapas de aço novas, separadas pela espessura e tipo de aço
naval, conforme pode ser observado na Figura 16.
Figura 16 – Eletroímã içando chapa de aço para ser utilizado na CNC
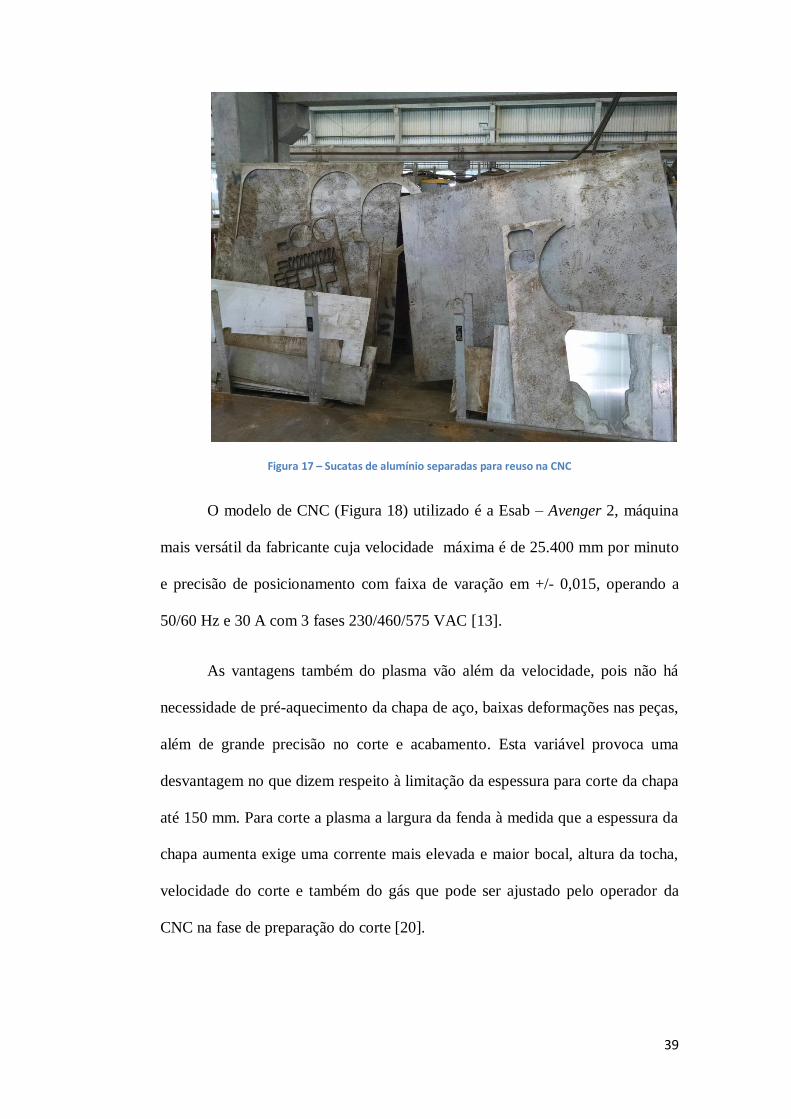
No setor onde ficam as sucatas das chapas de Alumínio (Figura 17) tem
menor escala do que o aço. Observa-se que estas sucatas têm menor área
disponível para reutilização e não possuem identificação aparente da espessura
ou tipo de chapas, nem ao menos uma disposição lógica de armazenagem das
chapas.
39
Figura 17 – Sucatas de alumínio separadas para reuso na CNC
O modelo de CNC (Figura 18) utilizado é a Esab – Avenger 2, máquina
mais versátil da fabricante cuja velocidade máxima é de 25.400 mm por minuto
e precisão de posicionamento com faixa de varação em +/- 0,015, operando a
50/60 Hz e 30 A com 3 fases 230/460/575 VAC [13].
As vantagens também do plasma vão além da velocidade, pois não há
necessidade de pré-aquecimento da chapa de aço, baixas deformações nas peças,
além de grande precisão no corte e acabamento. Esta variável provoca uma
desvantagem no que dizem respeito à limitação da espessura para corte da chapa
até 150 mm. Para corte a plasma a largura da fenda à medida que a espessura da
chapa aumenta exige uma corrente mais elevada e maior bocal, altura da tocha,
velocidade do corte e também do gás que pode ser ajustado pelo operador da
CNC na fase de preparação do corte [20].

40
Figura 18 – Estaleiro deste estudo de caso – CNC, Nov/2015, Navegantes – SC, Brasil
O processo de corte à plasma é feito através de um fluxo contínuo ejetado
no bico da cabeça de corte na faixa de 30A até 720A [20], atingindo 25.000 K. O
plasma é um processo energização do vapor ionizado que transforma as
propriedades elétricas e de temperatura dos gases remove o material da chapa
por arraste, cortando o material por Fusão. Este corte apresentará então pequena
Zona Afetada por Calor – ZAC, baixa deformação e alta qualidade [21].
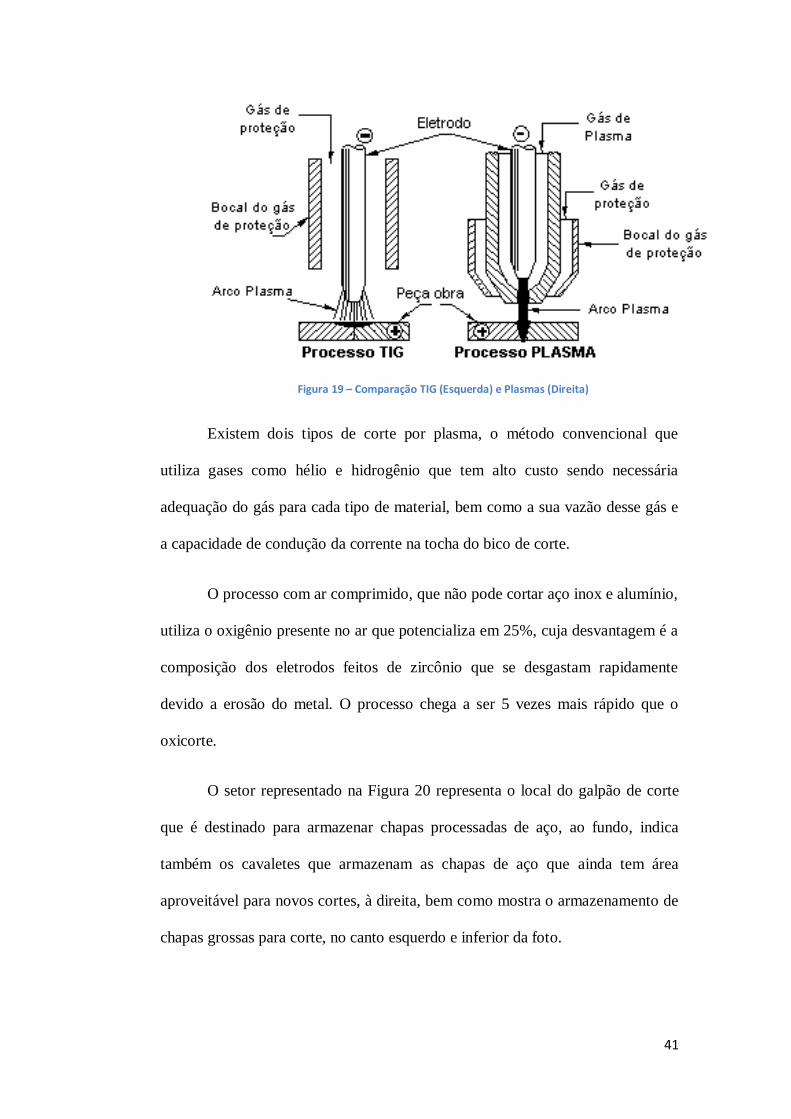
Este processo é oriundo do arco elétrico do processo TIG (1950), pois os
cientistas descobriram que à medida que diminuíam o diâmetro de saída do bico
ejetor, aumentava-se a velocidade e temperatura do gás que ao invés de soldar,
cortava os metais. Tal calibração determina as características do arco plasma,
uma comparação entre estes dois métodos se encontram destacados a seguir
(Figura 19).
41
Figura 19 – Comparação TIG (Esquerda) e Plasmas (Direita)
Existem dois tipos de corte por plasma, o método convencional que
utiliza gases como hélio e hidrogênio que tem alto custo sendo necessária
adequação do gás para cada tipo de material, bem como a sua vazão desse gás e
a capacidade de condução da corrente na tocha do bico de corte.
O processo com ar comprimido, que não pode cortar aço inox e alumínio,
utiliza o oxigênio presente no ar que potencializa em 25%, cuja desvantagem é a
composição dos eletrodos feitos de zircônio que se desgastam rapidamente
devido a erosão do metal. O processo chega a ser 5 vezes mais rápido que o
oxicorte.
O setor representado na Figura 20 representa o local do galpão de corte
que é destinado para armazenar chapas processadas de aço, ao fundo, indica
também os cavaletes que armazenam as chapas de aço que ainda tem área
aproveitável para novos cortes, à direita, bem como mostra o armazenamento de
chapas grossas para corte, no canto esquerdo e inferior da foto.
42
Figura 20 – Cavaletes destinados ao armazenamento das chapas de aço
O setor onde são armazenados as chapas e peças cortadas ficam próximo
da saída do galpão de corte, identificado na parte superior da Figura 20, próximo
ao galpão transversal de montagem de blocos e painéis.
6 Análises
Através dessa caracterização do Layout [14] foi possível representar uma
matriz de qualidade entre estas zonas numeradas e a relação de necessidade entre
elas. A descrição irá permitir identificar o tipo de relação entre as zonas do
galpão e, através de valores ponderados qualitativamente representados por
vogais, (Tabela 2) se poderá determinar um peso que será identificado pela cor
correspondente a vogal utilizada.
43
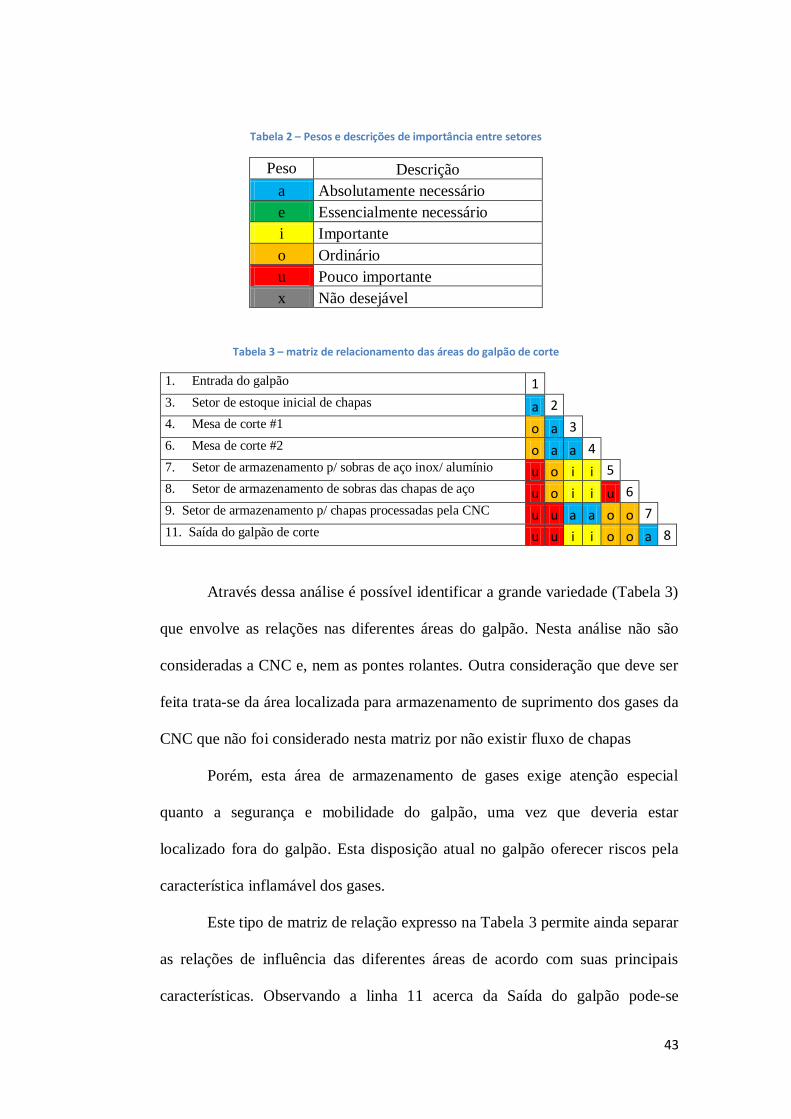
Tabela 2 – Pesos e descrições de importância entre setores
Peso Descrição
a Absolutamente necessário
e Essencialmente necessário
i Importante
o Ordinário
u Pouco importante
x Não desejável
Tabela 3 – matriz de relacionamento das áreas do galpão de corte
1. Entrada do galpão 1 3. Setor de estoque inicial de chapas a 2 4. Mesa de corte #1 o a 3 6. Mesa de corte #2 o a a 4 7. Setor de armazenamento p/ sobras de aço inox/ alumínio u o i i 5 8. Setor de armazenamento de sobras das chapas de aço u o i i u 6 9. Setor de armazenamento p/ chapas processadas pela CNC u u a a o o 7 11. Saída do galpão de corte u u i i o o a 8
Através dessa análise é possível identificar a grande variedade (Tabela 3)
que envolve as relações nas diferentes áreas do galpão. Nesta análise não são
consideradas a CNC e, nem as pontes rolantes. Outra consideração que deve ser
feita trata-se da área localizada para armazenamento de suprimento dos gases da
CNC que não foi considerado nesta matriz por não existir fluxo de chapas
Porém, esta área de armazenamento de gases exige atenção especial
quanto a segurança e mobilidade do galpão, uma vez que deveria estar
localizado fora do galpão. Esta disposição atual no galpão oferecer riscos pela
característica inflamável dos gases.
Este tipo de matriz de relação expresso na Tabela 3 permite ainda separar
as relações de influência das diferentes áreas de acordo com suas principais
características. Observando a linha 11 acerca da Saída do galpão pode-se
44
perceber que ela tem grande importância e possui 2 classificações ordinária,
contudo deve-se considerar como é realizado o escoamento de chapas
processadas através da saída do galpão. No estaleiro deste estudo de caso pôde-
se perceber tal escoamento sendo realizado por carretas móveis.
As classificações Ordinárias para o Setor de armazenamento de chapas
processadas pela CNC é absolutamente necessária para a Ponte rolante de
movimentação de carga na saída do galpão. Transcrevendo de forma assertiva as
relações diretas entre essas 3 áreas do galpão de corte percebe-se que existe
utilização das pontes rolantes de 16 toneladas superdimensionada para retirada
das peças menores processadas pela CNC.
Outra conclusão que se pode observar na Tabela 3 trata da importância
destacada nos 2 setores de reaproveitamento de chapas, ambos foram
qualificados pela grande influencia que exercem nas diferentes áreas do galpão
de corte, conforme observado nas linhas 7 e 8 da Tabela 3.
6.1 Mapofluxograma
Baseado no esquema representativo do galpão de corte pode-se observar
o mapofluxograma de produção neste setor do CNC a plasma do estaleiro neste
estudo de caso (Figura 21).
45
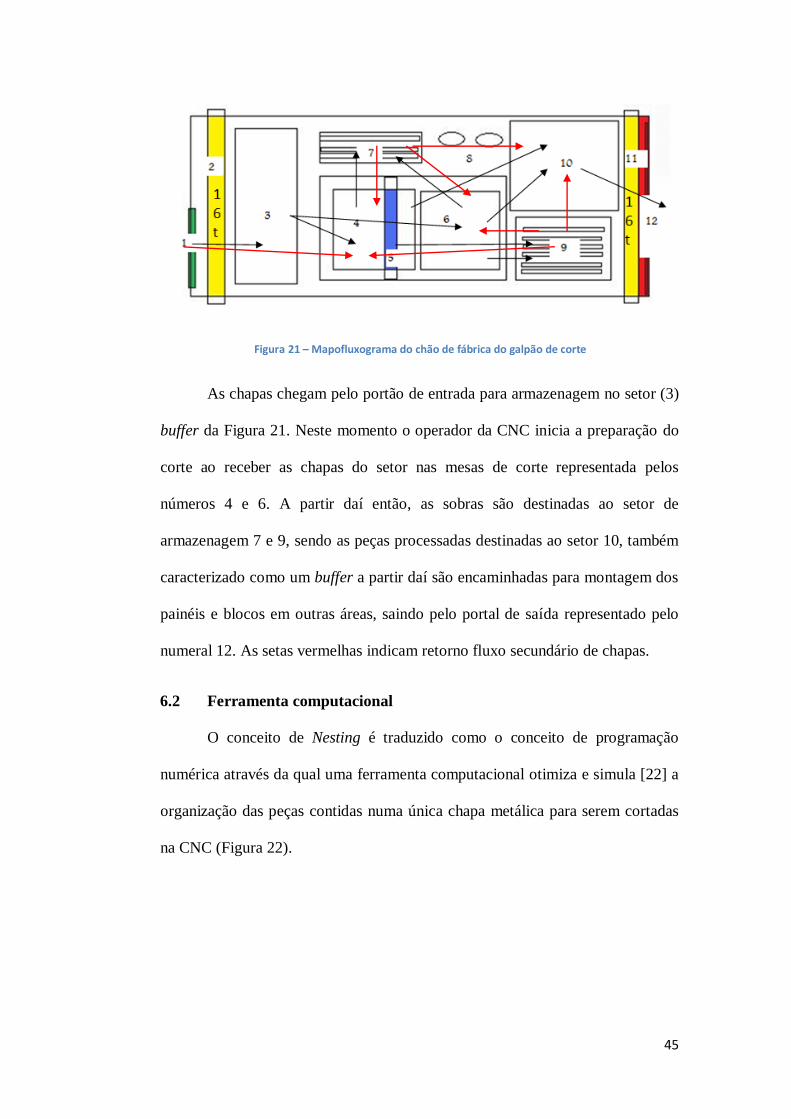
Figura 21 – Mapofluxograma do chão de fábrica do galpão de corte
As chapas chegam pelo portão de entrada para armazenagem no setor (3)
buffer da Figura 21. Neste momento o operador da CNC inicia a preparação do
corte ao receber as chapas do setor nas mesas de corte representada pelos
números 4 e 6. A partir daí então, as sobras são destinadas ao setor de
armazenagem 7 e 9, sendo as peças processadas destinadas ao setor 10, também
caracterizado como um buffer a partir daí são encaminhadas para montagem dos
painéis e blocos em outras áreas, saindo pelo portal de saída representado pelo
numeral 12. As setas vermelhas indicam retorno fluxo secundário de chapas.
6.2 Ferramenta computacional
O conceito de Nesting é traduzido como o conceito de programação
numérica através da qual uma ferramenta computacional otimiza e simula [22] a
organização das peças contidas numa única chapa metálica para serem cortadas
na CNC (Figura 22).

46
Figura 22 – Peças de corte geradas automaticamente pelo software
O Nest, portanto é o arquivo de saída desta programação numérica que
será enviada para a CNC representando a melhor forma de disposição das peças
(Figura 22) organizadas automaticamente pelo software Omni win, de origem
alemã que faz interface com o sistema CAD, utilizado pelo setor de engenharia,
sendo capaz de gera simulações de Nesting e corte de chapas e gerando
relatórios e informações para o MRP da empresa.
A Figura 23, no entanto se pode perceber que esta forma de organização
gerada pelo software não foi a melhor disposição. Neste momento o Nesting é
modificado manualmente pelo programador de corte e, após 3 horas de trabalho
ainda sobram espaços considerados que ainda poderiam ser utilizados, conforme
o destaque pelo círculo amarelo.
Figura 23 – Peças para corte reorganizadas
Existem várias ferramentas computacionais que realizam esta
programação numérica de Nesting, uma comparação realizada no Sul do Brasil
entre dois softwares similares (Sigmanest e Trutops) em Outubro de 2013

47
apresentou variação de apenas 5% no número de peças para 2 amostras idênticas
[23].
Fluxograma 1 - Processo de geração do Nest de corte no estaleiro do estudo de caso adaptado [22]
Este processo de geração do Nest visa utilizar a menor área possível da
chapa para se obter as peças, então o Operador executa a sequência de tarefas
observadas no Fluxograma 1. As premissas são melhoria do processo de corte,
poupando consumíveis e equipamentos.
Esta orientação é executada quando o Programador de corte faz sua
Avaliação 1, quando analisa alguma inconsistência na peça oriunda da
engenharia ou na sua Avaliação 2, pelo simples fato de ligar cada peça através
de um elo metálico de ligação que se rompe pelo próprio peso das peças.
48
Após estas duas avaliações que consistem em looping o Programador é
capaz de gerar um arquivo de entrada para CNC contendo informações
necessárias tanto para o operador de corte quanto para o computador da CNC.
Esta entrada de dados, normalmente é feita através de uma mídia
eletrônica de transporte de dados, tais como pen drive e/ou disquete, quando
deveria ser realizada por uma rede de dados informatizada, diretamente da base
de dados para a CNC.
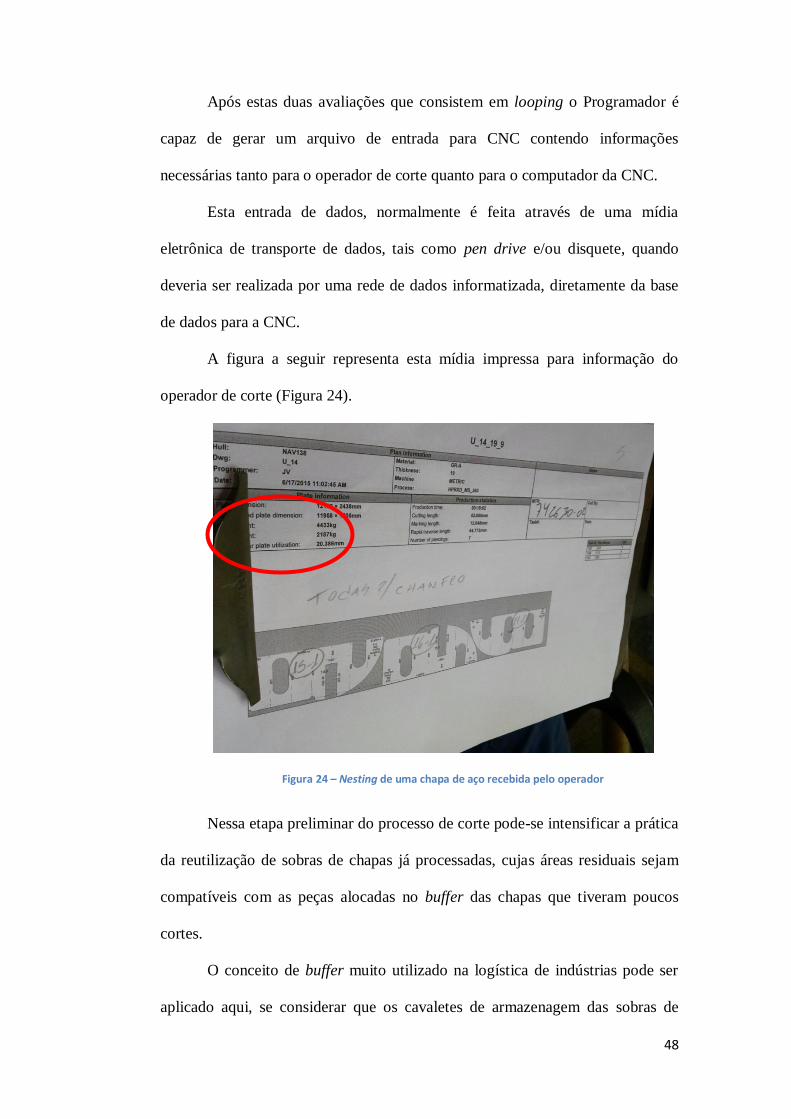
A figura a seguir representa esta mídia impressa para informação do
operador de corte (Figura 24).
Figura 24 – Nesting de uma chapa de aço recebida pelo operador
Nessa etapa preliminar do processo de corte pode-se intensificar a prática
da reutilização de sobras de chapas já processadas, cujas áreas residuais sejam
compatíveis com as peças alocadas no buffer das chapas que tiveram poucos
cortes.
O conceito de buffer muito utilizado na logística de indústrias pode ser
aplicado aqui, se considerar que os cavaletes de armazenagem das sobras de

49
corte, são chapas de aço e/ ou alumínio que podem ser reutilizadas e alimentar o
processo de corte da CNC.
Esta percepção, ainda prematura do operador, está inserida do Nesting de
corte da CNC, no campo Plate information no qual existem informações como
as dimensões da chapa (12192 x 2436 mm), peso total da chapa (4433 kg) e peso
a ser processado (2187 kg), o que representa utilização de 49% da área
disponível da chapa utilizada.
Também podem ser observadas no canto superior direito (Figura 24), as
estatísticas de produção, Production Statistics, cujas informações são
importantes para a gestão do processo. Entre elas estão o tempo de
processamento desta chapa, a quantidade de peças e, o comprimento que será
cortado pela CNC.
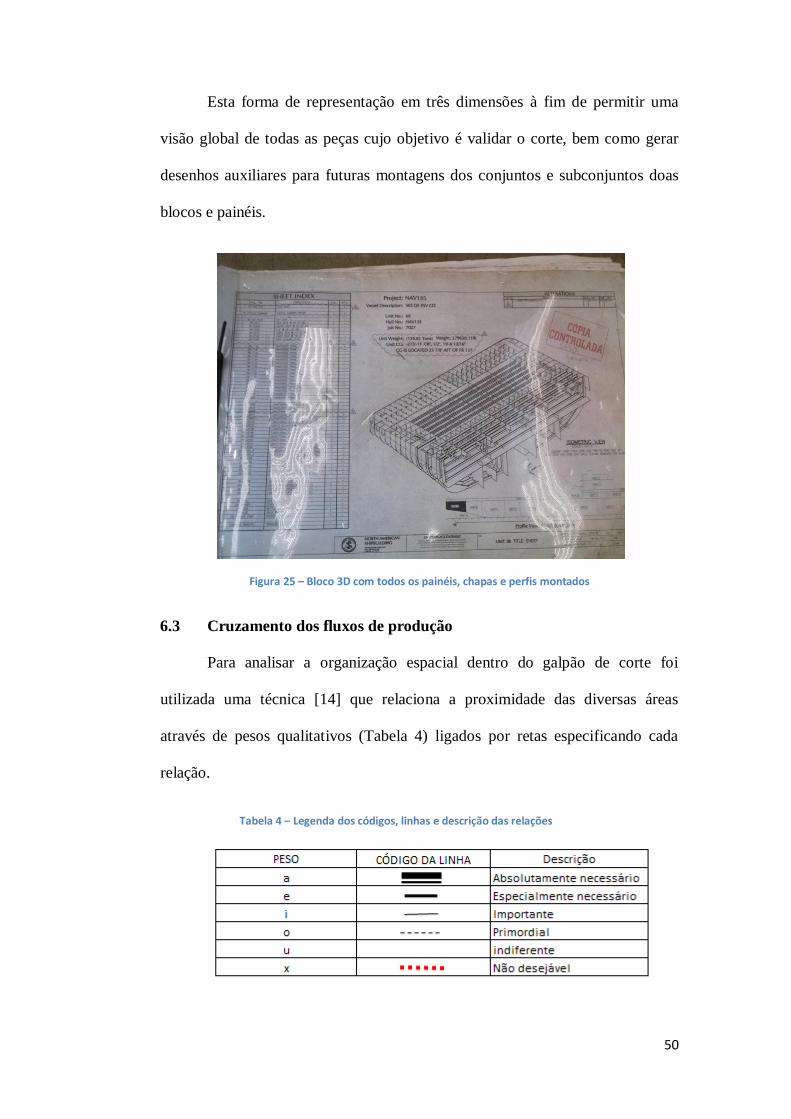
Antes de se iniciar o processo de corte são gerados modelos
tridimensionais dos Blocos do Navio (Figura 25). Nesta representação se podem
observar as chapas que serão processadas, localizado na planilha do canto lateral
esquerdo da Figura 25.
Estas informações teriam capacidade de promover um controle, em
tempo real, caso fossem marcadas conforme processamento. Estas informações
poderiam ainda fazer parte de um banco de dados único a todos os setores do
estaleiro, em especial ao setor de engenharia, projetos e compras.
Ao subutilizar a função de controle e automação desta planilha perde-se a
grande capacidade de informação, uma vez que a lista de Chapas pertencentes ao
bloco não são destacadas, por exemplo, com a distinção de cores (verde para
processado e vermelho para não processado) à medida que são processadas na
CNC.
50
Esta forma de representação em três dimensões à fim de permitir uma
visão global de todas as peças cujo objetivo é validar o corte, bem como gerar
desenhos auxiliares para futuras montagens dos conjuntos e subconjuntos doas
blocos e painéis.
Figura 25 – Bloco 3D com todos os painéis, chapas e perfis montados
6.3 Cruzamento dos fluxos de produção
Para analisar a organização espacial dentro do galpão de corte foi
utilizada uma técnica [14] que relaciona a proximidade das diversas áreas
através de pesos qualitativos (Tabela 4) ligados por retas especificando cada
relação.
Tabela 4 – Legenda dos códigos, linhas e descrição das relações
51
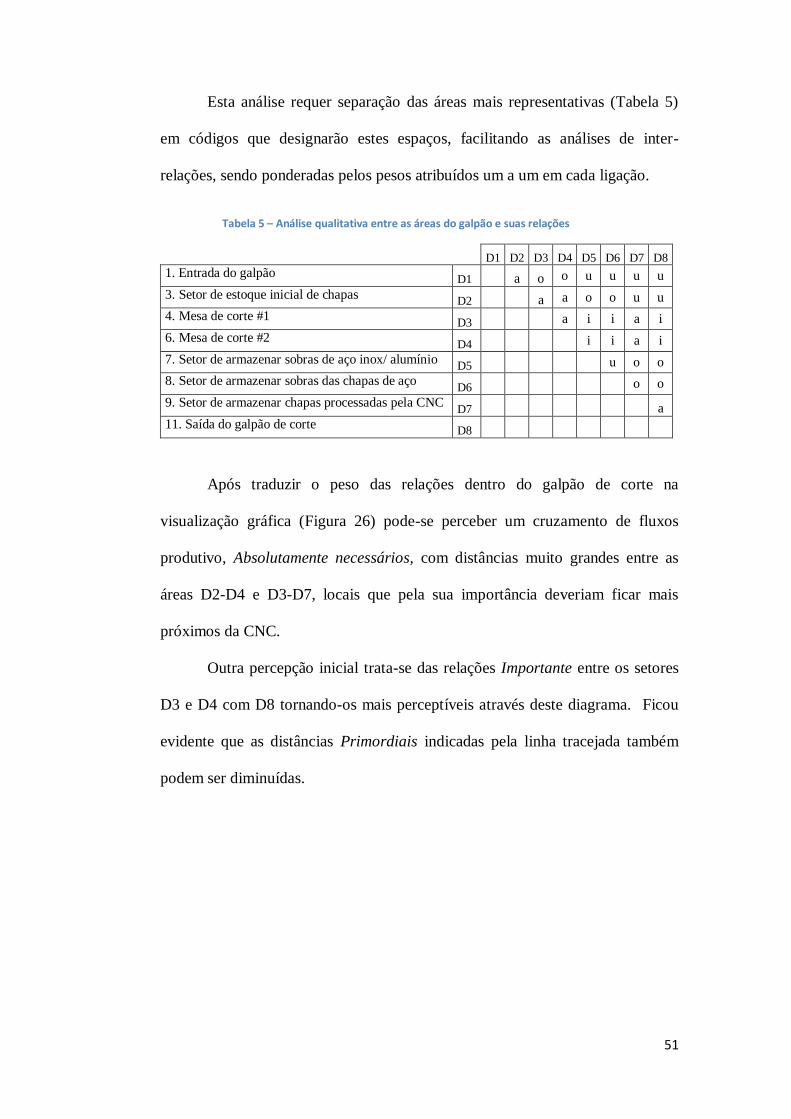
Esta análise requer separação das áreas mais representativas (Tabela 5)
em códigos que designarão estes espaços, facilitando as análises de inter-
relações, sendo ponderadas pelos pesos atribuídos um a um em cada ligação.
Tabela 5 – Análise qualitativa entre as áreas do galpão e suas relações
D1 D2 D3 D4 D5 D6 D7 D8
1. Entrada do galpão D1 a o o u u u u
3. Setor de estoque inicial de chapas D2 a a o o u u
4. Mesa de corte #1 D3 a i i a i
6. Mesa de corte #2 D4 i i a i
7. Setor de armazenar sobras de aço inox/ alumínio D5 u o o
8. Setor de armazenar sobras das chapas de aço D6 o o
9. Setor de armazenar chapas processadas pela CNC D7 a
11. Saída do galpão de corte D8
Após traduzir o peso das relações dentro do galpão de corte na
visualização gráfica (Figura 26) pode-se perceber um cruzamento de fluxos
produtivo, Absolutamente necessários, com distâncias muito grandes entre as
áreas D2-D4 e D3-D7, locais que pela sua importância deveriam ficar mais
próximos da CNC.
Outra percepção inicial trata-se das relações Importante entre os setores
D3 e D4 com D8 tornando-os mais perceptíveis através deste diagrama. Ficou
evidente que as distâncias Primordiais indicadas pela linha tracejada também
podem ser diminuídas.

52
Figura 26 – Fluxo de produção do galpão de corte de chapas
A ordem indicada para melhor sequência de processos é aproximar as
distâncias entre as estações que são Absolutamente necessárias, rearranjando as
Especialmente necessárias previamente, de forma que as relações Não
desejáveis também sejam consideradas.
Para este estudo de caso, a nova reorganização foi testada de forma
iterativa, até atingir esta disposição no Layout (Figura 27). Essa ordenação
respeitou a importância atribuída para cada relação (Tabela 5) a fim de se obter
um resultado ótimo do fluxo produtivo no galpão estudado.
Uma sugestão de organização considerada ideal seria estudar a
viabilidade técnica e econômica para posicionar a CNC no sentido transversal do
galpão. Esta posição garantiria maior liberdade para o fluxo primordial entre
entrada, buffer de chapas e saída, além de facilitar o fluxo secundário entre os
setores de “Armazenamento de sobras”.
53
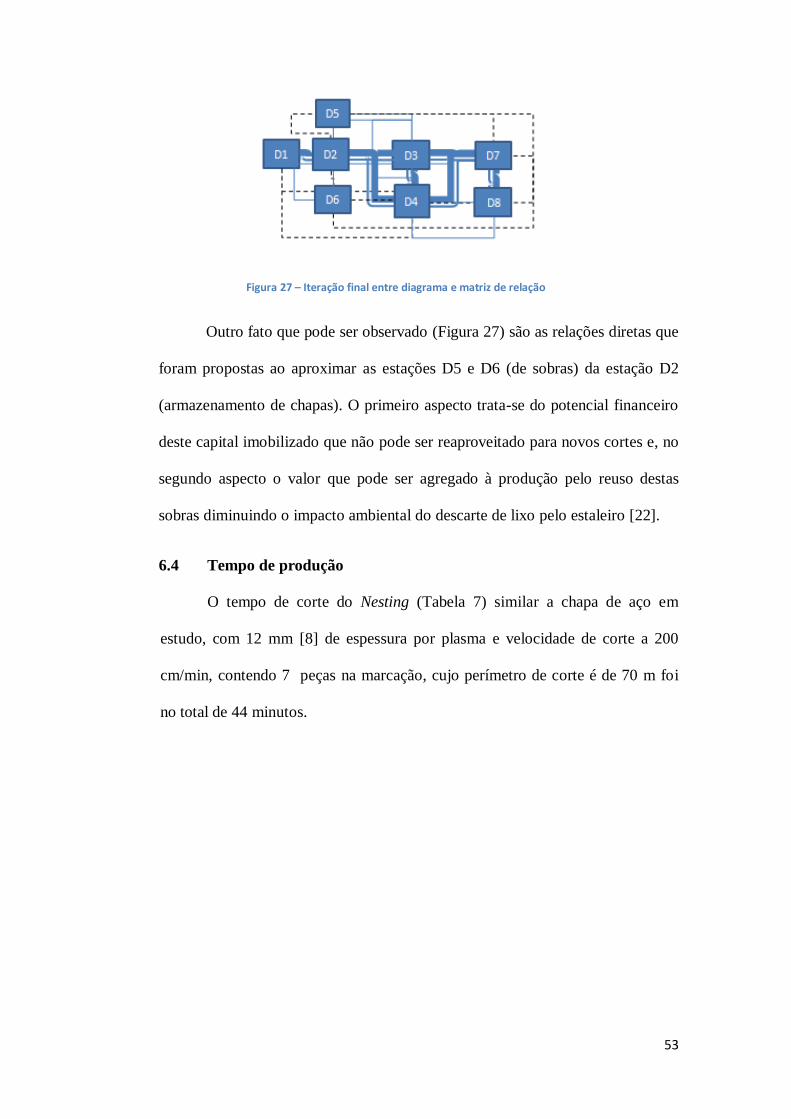
Figura 27 – Iteração final entre diagrama e matriz de relação
Outro fato que pode ser observado (Figura 27) são as relações diretas que
foram propostas ao aproximar as estações D5 e D6 (de sobras) da estação D2
(armazenamento de chapas). O primeiro aspecto trata-se do potencial financeiro
deste capital imobilizado que não pode ser reaproveitado para novos cortes e, no
segundo aspecto o valor que pode ser agregado à produção pelo reuso destas
sobras diminuindo o impacto ambiental do descarte de lixo pelo estaleiro [22].
6.4 Tempo de produção
O tempo de corte do Nesting (Tabela 7) similar a chapa de aço em
estudo, com 12 mm [8] de espessura por plasma e velocidade de corte a 200
cm/min, contendo 7 peças na marcação, cujo perímetro de corte é de 70 m foi
no total de 44 minutos.
54
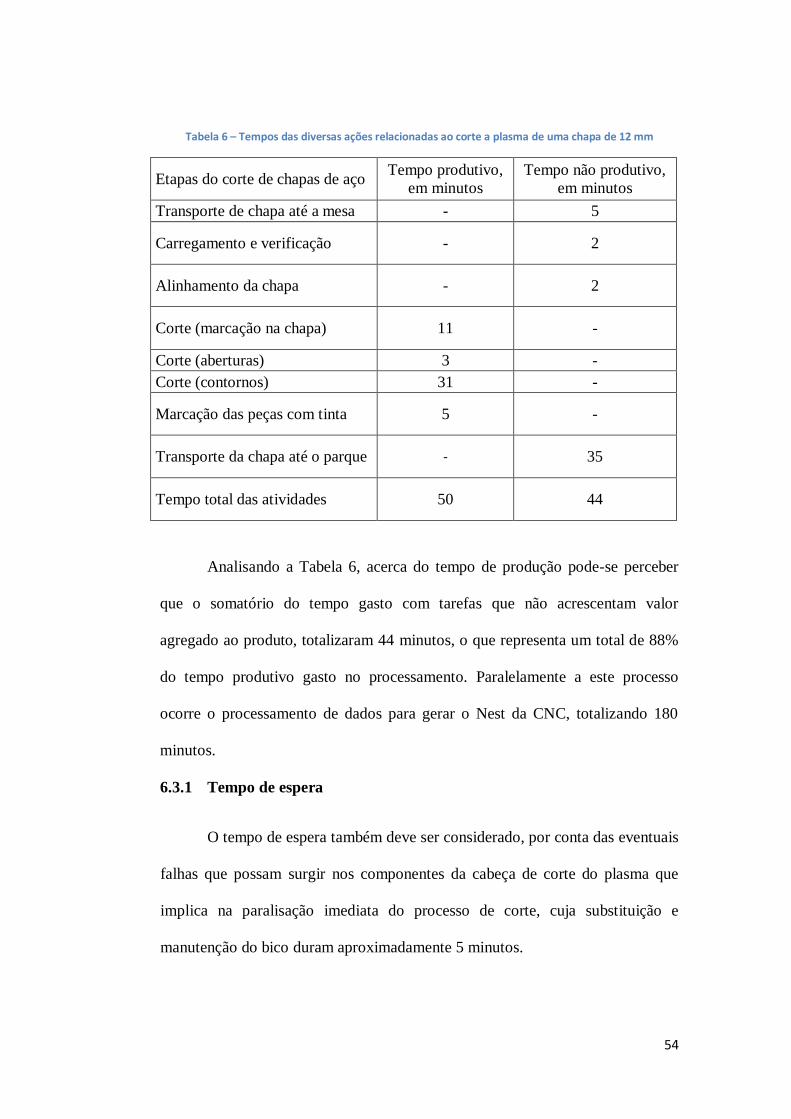
Tabela 6 – Tempos das diversas ações relacionadas ao corte a plasma de uma chapa de 12 mm
Etapas do corte de chapas de aço Tempo produtivo,
em minutos
Tempo não produtivo,
em minutos
Transporte de chapa até a mesa - 5
Carregamento e verificação - 2
Alinhamento da chapa - 2
Corte (marcação na chapa) 11 -
Corte (aberturas) 3 -
Corte (contornos) 31 -
Marcação das peças com tinta 5 -
Transporte da chapa até o parque - 35
Tempo total das atividades 50 44
Analisando a Tabela 6, acerca do tempo de produção pode-se perceber
que o somatório do tempo gasto com tarefas que não acrescentam valor
agregado ao produto, totalizaram 44 minutos, o que representa um total de 88%
do tempo produtivo gasto no processamento. Paralelamente a este processo
ocorre o processamento de dados para gerar o Nest da CNC, totalizando 180
minutos.
6.3.1 Tempo de espera
O tempo de espera também deve ser considerado, por conta das eventuais
falhas que possam surgir nos componentes da cabeça de corte do plasma que
implica na paralisação imediata do processo de corte, cuja substituição e
manutenção do bico duram aproximadamente 5 minutos.
55
Outro tempo de espera em torno de 2 minutos é a falha na cabeça de
corte por congestionamento do fluido arrefecedor que implica na abertura e
manutenção do fluido até recolocação em operação.
Uma falha mais comum é o ajuste dos parâmetros de corte no painel de
controle, ou em último caso, com o deslocamento do operador de corte até o
setor de projeto para discussão. Tal ajuste leva de 2 a 20 minutos [8].
6.5 Movimentação de cargas
O processamento de chapas de aço em um dia gera o volume, expresso
em toneladas, muito grande de peças e chapas processadas. As observações
durante 1 dia, realizadas na visitação técnica em Novembro de 2015, a CNC
deste estudo de caso gerou 52 toneladas de carga para serem transportadas
dentro do galpão pelas pontes rolantes e, para fora do galpão de corte em direção
aos demais galpões de montagem dos painéis e edificação dos blocos através de
empilhadeiras e carretas de movimentação de carga.
Esta movimentação de carga é realizada por uma equipe de
aproximadamente 6 pessoas, responsáveis pelo recebimento de novas chapas de
aço, alimentação de chapas de aço nas bandejas da CNC, retirada alternada das
peças cortadas e posicionamento das peças produzidas para continuidade do
fluxo de produção destinada ao galpão de montagem.
Observando os resultados obtidos nestas análises seriam recomendáveis:
Avaliar economicamente a viabilidade aumentar a quantidade de auxiliares no
setor de corte para operar as pontes rolantes, permitindo ao Operador da CNC
focar apenas nas atividades de corte. Avaliar também uma nova disposição das
zonas dentro do galpão para realizar uma otimização do fluxo de produção.
56
7 Propostas de melhoria
Os estudos realizados permitiram identificar alguns pontos de melhorias,
conforme destacado nas análises obtidas na seção 6 acerca que permitam
visualizar possíveis aplicações práticas para aperfeiçoar as operações com no
setor de corte de chapas.
(1) A primeira observação diz respeito ao software utilizado para geração
do Nesting. O estaleiro deve usar versão mais atual da fabricante
Messer® cuja versão mais aprimorada [24] mitigaria o tempo gasto
na criação deste Nesting manualmente pelo Programador de corte e,
evitaria paralisação na CNC para reajuste de parâmetros no corte.
(2) A criação de uma rede interna de transmissão de dados eletrônicos
para interligar os diversos setores viabilizaria a criação de uma base
de dados consolidada. O Nesting poderia ser feito inclusive, a partir
das sobras nas chapas já processadas pela CNC, gerando economia no
custo de construção dos navios.
(3) Após analisar o layout do galpão de corte as duas sugestões seriam:
Retirar os cilindros de gás para fora do galpão, fato que criaria uma
área livre para proporcionar maior mobilidade nas operações. Esta
área livre poderia servir também como espaço para reorganização das
estações aproximando aquelas com maior fluxo de chapas.
(4) O gasto de tempo na preparação do código numérico para corte
poderia ser mitigado com treinamento e capacitação do programador
e, com calibração do software para níveis de exigência selecionados
para simulação – “Programação fora da linha” de corte para uso das
ferramentas aprimoradas.

57
(5) As análises da matriz de qualidade, bem como os diagramas de
operação descreveram aspectos importantes do galpão de corte que
podem mitigar desperdício e fomentar novas práticas procedimentais.
(6) Ferramentas para retirar peças menores da mesa de corte podem
facilitar esta tarefa para os operadores, no entanto o uso intensivo da
ponte rolante para tal tarefa através do eletroímã torna o fluxo de
produção mais lento e oneroso.
(7) A utilização de estrados e cestas no setor de armazenamento de peças
processadas facilitaria a retirada destas do galpão de corte, seja pela
ponte rolante ou pela empilhadeira do setor, garantindo o transporte
de maior numero de peças com maior segurança e agilidade.
(8) Registrando à mão, as informações do setor de corte na planilha de
controle (Figura 28) os coordenadores de equipe no setor perdem
precisão no repasse e controle de informações acerca das quantidades
reais e tipos de chapas que estão alocadas no setor.
Figura 28 – Anotações do controle de processamento da CNC
58
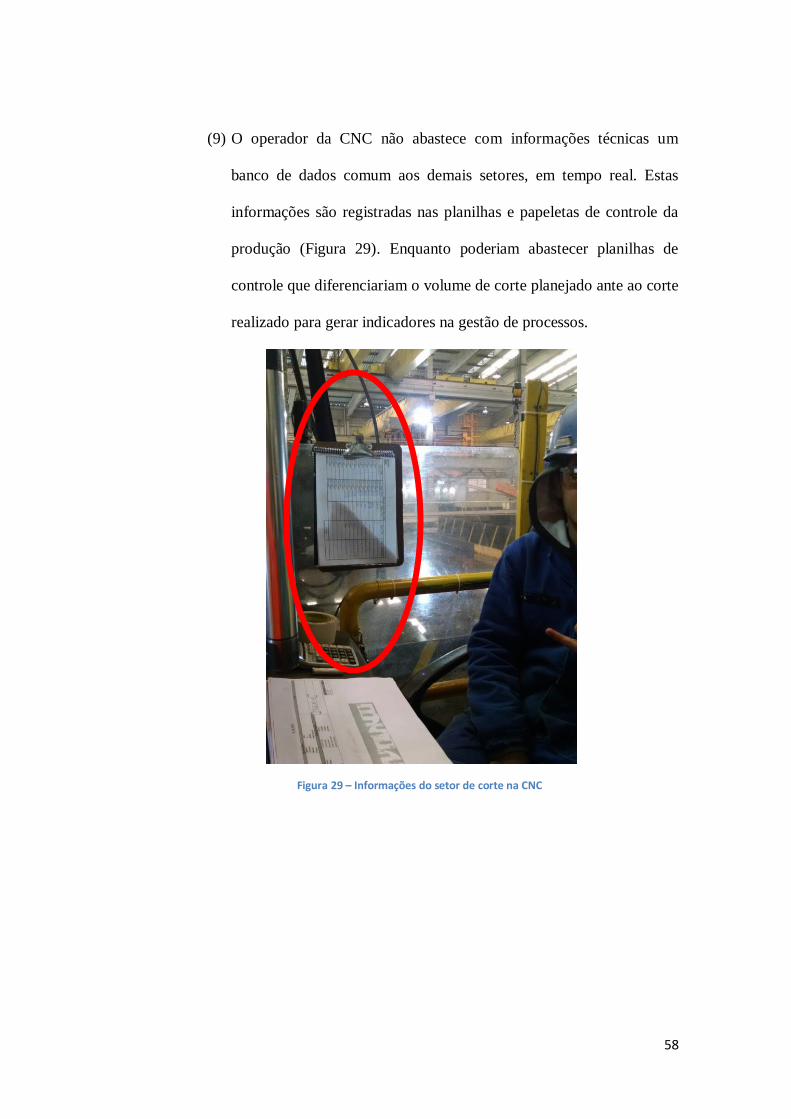
(9) O operador da CNC não abastece com informações técnicas um
banco de dados comum aos demais setores, em tempo real. Estas
informações são registradas nas planilhas e papeletas de controle da
produção (Figura 29). Enquanto poderiam abastecer planilhas de
controle que diferenciariam o volume de corte planejado ante ao corte
realizado para gerar indicadores na gestão de processos.
Figura 29 – Informações do setor de corte na CNC
59
8 Conclusões
Nesse trabalho se buscou analisar o fluxo no processo de corte de chapas
através do método da CNC a plasma, para se identificar possíveis melhorias no
custo de produção no estaleiro do estudo de caso.
Ao realizar este estudo a maior frustração foi identificar que o sistema
integrado de gestão empresarial, cuja sigla em inglês significa Enterprise
Resource Planning – ERP poderia estar mais completo, principalmente no que
tange os aspectos de gestão e transmissão de dados com foco no setor de corte
para melhoramento contínuo no fluxo de produção.
O foco desse trabalho foi à comparação das vantagens entre um processo
real e outro idealizado através das análises do mapofluxograma [14], porém
como o tempo para a realização do mesmo é curto, não foi apresentado um
estudo detalhado das influências dos volumes significativo no processo de corte
de chapas, cujo estudo considerasse as distâncias do centro geométrico de cada
setor, volume transferido e tempo de processamento em cada setor denotando
uma variável importante para análise quantitativa dos processos de produção.
Para complementar este estudo seria interessante realizar análises
variando outros parâmetros como velocidade do corte e tempo de geração do
Nesting, bem como amostras de outros materiais sendo cortados na CNC, estas
variações permitiriam consolidar percepções, aumentar a escala de análises na
produção de peças cortadas e, consequente obtenção de resultados mais precisos
que seriam úteis nas tomadas de decisão.

60
A maior motivação encontrada ao realizar este estudo foi ter identificado
soluções viáveis técnica e economicamente, para aplicação imediata sem ônus ao
estaleiro, sendo exigido apenas uso de equipamentos que o estaleiro já possui,
seja alicates para retiradas de peça na CNC, ou seja, palestes e cestas na retirada
de peças do galpão de corte. Olhar para dentro dos processos, com visão
imparcial de fora pode trazer estes benefícios operacionais.
Estas soluções quando utilizadas em conjunto podem promover
modificações sensíveis na gestão dos recursos. O simples ato de registrar dados
oriundos do processo, ou mudança comportamental durante a operação são
capazes de fomentar uma nova cultura organizacional com foco no
reaproveitamento de bens processados sendo aplicáveis aos demais setores do
estaleiro.

61
9 Bibliografia
[1] LIMA, R. M., 2012, “A atividade de Apoio Marítimo no Brasil – Panorama
atual, Abeam, Rio de Janeiro”, Associação Brasileira de Apoio Marítimo –
Abeam, Rio de Janeiro, Brasil, Julho de 2012.
[2] GALLARDO A., ANDRADE B., GOLDBERG D., et al.,2007, “Construção
naval, breve análise do cenário em 2007” in: Série Cadernos da Indústria ABDI,
Verax Consultoria, v. II, pp.180, 2008.
[3] PORTAL NAVAL. Estaleiro Navship. [S.I.]: Tecnologia e novos negócios
na indústria naval e Offshore, 2014. Acessado em: 25/11/2015. Disponível em:
<http://www.portalnaval.com.br/estaleiros/estaleiros-brasil-regiao-
estaleiro/estaleiro-navishp-ltda/>
[4] EDSON CHOUEST OFFSHORE – ECO, Estaleiros. [S.I.]: Shipyards, 2011.
Acessado em: 25/11/2015. Disponível em:
<http://www.chouest.com/shipyards.html>
[5] SINAVAL – Sindicato Nacional da Indústria da Construção e Reparação
Naval e Offshore do Brasil. Cenário da construção naval – Balanço de 2015.
[S.I.]: Notícias da Semana, 15/12/2015. Acessado em: 25/11/2015. Disponível
em:<http://sinaval.org.br/wp-content/uploads/Cen%C3%A1rio-da-
Constru%C3%A7%C3%A3o-naval-Balan%C3%A7o-de-2015-17-12.pdf>
[6] COSTA R. C., PIRES V. H., LIMA G. P. S., et al., 2004, “Mercado de
embarcações de apoio marítimo às plataformas de petróleo: oportunidades e
desafios – BNDES”, Mercado de Embarcações de Apoio Marítimo às
Plataformas de Petróleo, Rio de Janeiro, Brasil, 2014.
62
[7] SINERGIA – Sistema de ensino, Navegantes em número – Ano base 2011,
[S.I]: Aspectos populacionais, sociais econômicos, Navegantes, Santa Catarina,
Brasil, 2011. Acessado em: 02/03/2016. Disponível em:
<http://www.navegantes.sc.gov.br/download.php?id=5>
[8] LEAL M. C. B. R., Estrutura de Custos de Construção do Casco de um
Navio em aço, M. Sc. Dissertação, Engenharia Naval, Lisboa, Portugal Abril
2012.
[9] RODRIGUES M. L., Capacidade de construção naval no país para
implementação do programa de reaparelhamento da Marinha, Pós Graduação
Lato Sensu, Universidade Cândido Mendes, AVM Faculdade Integrada, Rio de
janeiro, 2011.
[10] LEÃO I., “A capacidade produtiva dos estaleiros” SINAVAL— sindicato
nacional da indústria da construção e reparação naval e Offshore, Ivens
Consult, Rio de Janeiro, 2008.
[11] BRAM OFFSHORE, Correio Marítimo. [S.I.]: Dique Flutuante, 2011.
Acessado em: 07/02/2016. Disponível em:
<http://www.bramoffshore.com.br/site/wp-content/uploads/2013/09/Correio-
Maritimo_Vol-2_Portuguese.pdf>
[12] STORCH, Richard L.; HAMMON, Colin P.; BUNCH, Howard M. e
MOORE, Richard C. Ship Production. 2 nd Edition. Cornell Maritime Press.
Centreville, Maryland, USA, 1995.
[13] ESAB, Manual do fabricante, [S.I]: Products. Acessado em: 29/03/2016.
Disponível em
<www.esabna.com/us/en/products/index.cfm?fuseaction=home.product&produc
tCode=500008>

63
[14] CAPRACE J., “Ship Production, Flow space and activivity”, In: Layout
design, Universidade Federal do Rio de Janeiro, pp. 7-95, Brasil, June 2011.
[15] CORRÊA H., GIANESI I., e CAON M., 2001, “O uso de simulação para a
educação e treinamento em gestão com sistema ERP”.In: Planejamento,
Programação e Controle da Produção com MRPII / ERP, Conceitos, Uso e
Implantação, 4 ed., Artigo 15, São Paulo, Brasil Editora Atlas.
[16] NETO C., POMPERMEYER F., Ressurgimento da Indústria Naval no
Brasil (2000-2013), [S.I]: Instituto de Pesquisas Aplicadas – Ipea, Brasília, 2014
Acessado em: 13/04/2016. Disponível em:
<http://www.ipea.gov.br/agencia/images/stories/PDFs/livros/livros/livro_ressurg
_da_ind_naval.pdf.>
[17] BÔAS B., PAMPLONA N., ”Crise da Petrobras reduz demanda por
trabalhadores marítimos”, Mercado, Folha de São Paulo, 09/02/2016 Acessado
em: 13/04/2016. Disponível em:
<http://www1.folha.uol.com.br/mercado/2016/02/1738030-crise-da-petrobras-
reduz-demanda-por-trabalhadores-maritimos.shtml>
[18] Oliveira D., “Kingfish do Brasil recebe prioridade do FMM no valor de R$
2,2 bilhões ”, Notícias da semana, 2015 Acessado em: 13/04/2016 Disponível
em: <http://sinaval.org.br/2015/10/kingfish-do-brasil-recebe-prioridade-do-
fmm-no-valor-de-r-22-bilhoes/>
[19] PROCESSI L., E., LAGE, et al., “ A retomada da indústria naval
brasileira”, BNDES 60 anos – Perspectivas Setoriais, Banco Nacional de
Desenvolvimento Social – BNDES, 2012. Acessado em: 13/04/2016. Disponível
em:<http://www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galeria
64
s/Arquivos/conhecimento/livro60anos_perspectivas_setoriais/Setorial60anos_V
OL1ConstrucaoNaval.pdf>
[20] ESAB Centro de conhecimento, What is cutting kerf, [S.I]: Education USA,
19/05/2013. Acessado em: 13/04/2016 Disponível em:
<http://www.esabna.com/us/en/education/blog/what-is-cutting-kerf.cfm>
[21] MACHADO, D., Projeto conceitual de máquina cortadora de chapas,
Monografia, Universidade Federal do Rio Grande do Sul, Porto Alegre, RS,
Brasil, 2009.
[22] MARZALL L, SANTOS L., GODOY L., “(Re) aproveitamento de sucata
no ramo metal-mecânico frente à sustentabilidade ambiental”, Revista
Eletrônica em Gestão, Educação e Tecnologia Ambiental Santa Maria, v. 19, n.
2, mai-ago. 2015, p. 830−847.
[23] MARZALL L., GARLET E., PERFURO L., et. al., “Comparação entre
sigmanest e trutops alinhado a sustentabilidade em uma empresa metal-
mecânica de corte laser” , Universidade Federal de Santa Maria, Santa Maria,
RS, Brasil, 2013.
[24] OmniWin 2013, Professional designing and nesting, [S.I]: Virtual Folder,
2013. Acessado em: 14/04/16. Disponivel em: <http://www.messer-
cs.com/uploads/media/131030_OmniWin_2013_EN.pdf>