Projeto integração.
35
CETEC-CENTRO DE TECNOLOGIA ARIVALDO FONTES TÉCNICO EM INSTRUMENTAÇÃO INDUSTRIAL PROJETO INTEGRAÇÃO MECATRÔNICA Vitória 2010
-
Upload
lucianno-da-silva -
Category
Education
-
view
691 -
download
0
description
Trabalho de conclusão do curso Técnico de instrumentação e controle d processos. SENAI/ES
Transcript of Projeto integração.

CETEC-CENTRO DE TECNOLOGIA ARIVALDO FONTES
TÉCNICO EM INSTRUMENTAÇÃO INDUSTRIAL
PROJETO INTEGRAÇÃO
MECATRÔNICA
Vitória 2010

Fernando sobrinho
Luan Dias Endlich
Luciano Martins da silva
A minha familia,por todos estes anos por apoio incondicional.
A minha mãe que de certa forma me ajudou com orações e palavras de conforto e toda a minha família que sempre confiou e confia em minha vitória.
Thelmo Tonini

Lista de Figuras/ilustrações Figura 1: Estação de teste .............................................................................................................. 8 Figura 2: Estação de distribuição ................................................................................................... 8 Figura 3: Estação de manipulação ................................................................................................. 8 Figura 4: Estação de processamento ............................................................................................ 8 Figura 5: Estação de separação .................................................................................................... 8 Figura 6: Braço ABB ...................................................................................................................... 8 Figura 7: Simatic S7-300 ............................................................................................................... 9 Figura 8: Imagem de capa do STEP7 ........................................................................................... 11 Figura 9: Tela do STEP7 ............................................................................................................... 12 Figura 10: Sistemas supervisórios Intouch ................................................................................. 14 Figura 11: Estação de distribuição .............................................................................................. 14 Figura 12: vista superior ............................................................................................................. 16 Figura 13: Diagrama eletro pneumático ..................................................................................... 17 Figura 14: Vávula On-off ............................................................................................................. 18 Figura 15: Magazine ................................................................................................................... 19 Figura 16: Módulo changer ........................................................................................................ 19 Figura 17: Interruptor de vácuo ................................................................................................. 19 Figura 18: Válvula duas vias ........................................................................................................ 20 Figura 19: Pinça de sucção .......................................................................................................... 20 Figura 20: Atuador semi-rotativo ............................................................................................... 20 Figura 21:Conector ..................................................................................................................... 21 Figura 22: CPU, alimentação e montagem de I/O's no PLC S300 ............................................... 21 Figura 24: Passo 2 ....................................................................................................................... 22 Figura 23: Passo 1 ....................................................................................................................... 22 Figura 25: Passo 3 ....................................................................................................................... 23 Figura 26: Passo 4 ....................................................................................................................... 23 Figura 27: Passo 5 ....................................................................................................................... 24 Figura 28: Passo 6 ....................................................................................................................... 25 Figura 29: Passo 7 ....................................................................................................................... 25 Figura 30: Passo 8 ....................................................................................................................... 26 Figura 31: Passo 9 ....................................................................................................................... 26 Figura 32: Passo 10 ..................................................................................................................... 27 Figura 33: Passo 11 ..................................................................................................................... 27 Figura 34: Passo 12 ..................................................................................................................... 28 Figura 35: Passo 13 ..................................................................................................................... 28 Figura 36: Passo 14 ..................................................................................................................... 29 Figura 37: Tabela de I/O's ........................................................................................................... 33 Figura 38: Sistema supervisório do armazém ............................................................................. 33 Figura 39: Comunicação Profibus DP .......................................................................................... 34

ESTAÇÃO
DE
DISTRIBUIÇÃO
Projeto final apresentado à disciplina Mecatrônica e sistema Supervisório, do curso Técnico em Instrumentação Industrial, turma CTIN36, do Centro Ensino Técnico Arivaldo Fontes - SENAI.
Professor orientador: Everton
Santana e George Componentes: Fernando Sobrinho,
Luan Dias Endlich, Luciano M. da Silva,
Thelmo Tonini.

Conteúdo 1. Introdução ............................................................................................................................. 7
1.1 Objetivos do projeto ............................................................................................................ 7
1.2 Descrição ............................................................................................................................. 8
2. Fermentas e aplicativos utilizado ......................................................................................... 9
2.1 PLC-Simatic S7-300 .................................................................................................................... 9
2.1.1 Conceito ....................................................................................................................... 9
2.1.2 Instalação e configuração ............................................................................................ 9
2.1.3 Programação e Parametrização ................................................................................... 9
2.1.4 Características Funcionais ............................................................................................ 9
2.1.5 Comunicação ............................................................................................................. 10
2.1.6 Aplicações .................................................................................................................. 10
2.1.7 Composição do Sistema ............................................................................................. 11
2.2 Software STEP7 ................................................................................................................. 11
2.3 Supervisório Wonderware InTouch .................................................................................. 12
3.1 Estação de distribuição ......................................................................................................... 14
3.2 Funções da estação .......................................................................................................... 14
3.3 Posição inicial: .................................................................................................................. 15
3.4 Fluxograma de funcionamento ......................................................................................... 15
3.5 Descrições de sensores e atuadores ................................................................................. 16
3.6 Desenho-Vista superior .................................................................................................... 16
3.7 Diagrama eletro pneumático ............................................................................................ 17
3.8 Diagrama elétrico ............................................................................................................. 17
3.9 Componentes da estação de distribuição ......................................................................... 18
3.9.1 Válvula On-off ........................................................................................................... 18
3.9.2 Magazine- Empilhamento módulo revista ................................................................. 19
3.9.3 módulo changer ......................................................................................................... 19
3.9.4 Interruptor de vácuo ................................................................................................. 19
3.9.5 Terminal da vávula AS-interface ................................................................................ 20
3.9.6 Pinça de sucção ......................................................................................................... 20
3.9.7 Atuador semi-rotativo ............................................................................................... 20
3.8.9 PLC Siemens Simatic S300 ......................................................................................... 21

3.1 Programação do hardware ................................................................................................... 21
3.2 Linguagem de programação Siemens STEP7 .................................................................... 29
3.3 Tabelas de I/O’s ................................................................................................................ 33
4.0 Sistemas supervisórios .......................................................................................................... 33
5.0 Comunicação ........................................................................................................................ 34
6.0 Conclusão ............................................................................................................................. 35
7.1 Referência ............................................................................................................................. 35

1. Introdução:
1.1 Objetivos do projeto: Controlar e executar as funções da Estação de distribuição, através de conhecimentos
adquiridos em PLC Básico, PLC Avançado, Sistema Supervisório e Mecatrônica transmitida pelos docente Alfeu (PLC básico), Giuliano (PLC avançado), Everton (Sistemas supervisórios) e mecatrônica (Giuliano e Everton). Além de:
• Utilizar recursos do PLC Siemens, Siemens Step7 e Supervisório In Touch. • Interpretação de diagramas Elétricos e Eletro pneumáticos bem como as
funcionalidades de seus componentes: sensores e atuadores. • Descrever os procedimentos da Estação, Fluxograma de seqüência e linguagem de
programação utilizada no PLC (Graphcet e Ladder). • Desenvolver animações da Estação através do Software In Touch para o Sistema
Supervisório. • Realizar a interação entre recursos do PLC Siemens, Siemens Step 7 e Supervisório In
Touch . • Integrar a bancada de distribuição com as demais bancadas em interação com os
demais grupos

1.2 Descrição:
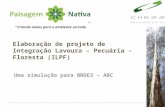
A célula de manufatura didática, denominada MPS, é composta de cinco estações (ou módulos) de trabalho. A célula simula uma linha de produção em que peças brutas são alimentadas no primeiro módulo; testadas quanto à cor, material e espessura no segundo; furadas e testadas no terceiro; manipuladas, separadas e armazenadas no quarto; transportadas pelo Robô da ABB do quarto para o quinto módulo e, por fim, novamente, manipuladas, separadas e armazenadas no quinto.
Cada uma das estações executa uma série de atividades, de forma que a ação conjunta de todas as tarefas conduza ao produto final. Segue abaixo o fluxograma da bancada MPS:
Figura 1: Estação de teste Figura 2: Estação de distribuição
Figura 4: Estação de processamento
Figura 3: Estação de manipulação
Figura 5: Estação de separação
Figura 6: Braço ABB

2. Fermentas e aplicativos utilizado
Seguem descrito abaixo as ferramentas e aplicativos utilizados: • PLC-Simatic S7-300 • Software STEP7 • Wonderware InTouch
2.1 PLC-Simatic S7-300
2.1.1 onceito
O S7-300 (figura 7) é um sistema modular amplamente utilizado em aplicações centralizadas ou distribuídas de pequeno a médio porte.
Figura 7: Simatic S7-300
2.1.2 Instalação e configuração Com uma arquitetura modular o SIMATIC S7-300 provê economia de espaço,
flexibilidade de configuração e rápida expansão. O CLP S7-300 não necessita de racks com números predefinidos de slots para ser montado, o conjunto de módulos é encaixado e aparafusado sobre um trilho DIN padrão, os módulos são interligados uns aos outros através de um bus modular que fica embutido no trilho.
2.1.3 Programação e Parametrização
A programação do CLP SIMATIC S7-300 é realizada através do software STEP7 disponível em três versões: STEP7 Lite, STEP7 basic e STEP7 Professional.
2.1.4 aracterísticas Funcionais
Um amplo espectro de CPU's está disponível para aplicações simples ou aplicações de grande desempenho.
A grande diversidade de módulos de expansão permite a adaptação da configuração para qualquer tipo de aplicação, estão disponíveis:

• Módulos de I/O (SM) - Digitais (24 Vdc, 48-130 Vac, 120/230 VAC, Relé, etc.) - Analógicos (± 5 v, 0-10V, 0/4 - 20ma, Hert, etc.)
• Módulos de Comunicação (CP) - Profibus DP / FMS - Ethernet - AS - interface - Serial Ponto-a-Ponto - Modelos
• Módulos de Função (FM) - Contadores rápidos - Saídas de pulso rápida - Controle de motor de passo - Controle em malha fechada (PID)
• Um total de até 32 módulos de expansão pode ser utilizado em uma configuração centralizada.
2.1.5 Comunicação
Além dos diversos módulos de comunicação que podem ser agregados a configuração, toda CPU da série S7-300 traz integrada a si uma porta de comunicação MPI. Através desta porta a CPU é programada e parametrizada. Com a porta MPI é possível ainda implementar uma rede de pequeno porte com equipamentos SIEMENS, tais como:
- CLPs SIMATIC S7-200/300/400 - Controladores SIMATIC C7 - Interfaces Homem Máquina SIMATIC HMI - Computadores Industriais SIMATIC PC
Além de interface MPI, alguns modelos de CPU possuem uma segunda interface de comunicação integrada, Profibus-DP ou Serial Ponto-a-Ponto.
2.1.6 Aplicações
SIMATIC S7-300 oferece soluções para as mais diversas tarefas de automação, nas seguintes áreas:
- Engenharia de produção - Indústria automobilística - Construção de máquinas especializadas - Construção de máquinas em série (todos os tipos de máquinas de produção), OEM - Processamento de plástico - Indústria de embalagens - Indústria alimentícia e de cigarros - Engenharia de processos (p. e. saneamento, automação predial)
Para aplicações especiais, estão disponíveis produtos adicionais dedicados que
complementam a linha SIMATIC S7-300:

- Aplicações à prova de falhas, com a nova CPU 315F desenvolvida de acordo com as diretrizes TÜV, assim como com os respectivos I/Os. Agora é possível implementar o conceito de falha segura em aplicações centralizadas ou distribuídas;
- Componentes especiais para instalação em ambientes agressivos suportam condições rigorosas, níveis de temperatura maiores;
- SIMATIC C7, CPU's da série SIMATIC S7-300 com interface homem-máquina (IHM) integrada, ideal para aplicações em que o espaço para instalação é extremamente restrito;
2.1.7 Composição do Sistema
Com exceção de sistemas de pequeno porte, onde podemos utilizar apenas uma fonte e uma CPU Compacta, um sistema de controle baseado no CLP SIMATIC S7-300 geralmente é composto por:
- Fonte (PS) e PU - Módulos de Expansão e Módulos de I/O (SM) - Módulos de Comunicação (CP) - Módulos de Função (FM)
Chamamos de Rack Central (CR) o trilho que acomoda a CPU, podemos acoplar a este
trilho até oito módulos de expansão. Caso haja a necessidade de mais módulos de expansão, dependendo do modelo de CPU, a configuração pode ser ampliada através de Módulos de Interface (IM) num total de até três Racks de Expansão (ER) cada qual com mais oito Módulos de Expansão, totalizando 32 módulos para uma configuração centralizada.
Caso a aplicação exija um número maior de módulos ou mesmo uma distância maior entre o Rack Central (CR) e os Racks de Expansão (ER) a configuração pode ser expandida através de uma rede Profibus-DP e estações de I/O remoto ET 200. Tal expansão pode ser implementada através da interface Profibus-DP já integrada a algumas CPUs ou através de um Módulo de Comunicação.
2.2 Software STEP7
O Software STEP 7 (figura 8) é a ferramenta de configuração e programação para os sistemas de automação Simatic S7-300/S7-400, Simatic C7 e Simatic WinAC.
Figura 8: Imagem de capa do STEP7

A lógica de controle pode ser desenvolvida em qualquer uma das três linguagens de programação suportadas pelo STEP sete, diagrama de blocos de função (FDB), diagrama Ladder (LAD) ou Lista de Instruções (STL), de acordo com a lógica implementada programas desenvolvidos em LAD podem ser traduzidos para FDB ou STL e vice-versa.
Diversas ferramentas de Engenharia e softwares Runtime podem ser instalados no STEP7 para torná-lo apto a executar tarefas específicas, tais como, tele manutenção, simulação off-line de hardware, desenvolvimento de lógicas com linguagens orientadas a aplicações, etc.
O STEP7 (Figura 9) não é simplesmente uma ferramenta de programação/configuração, é também uma das principais peças para a criação de um sistema de Automação Totalmente Integrado. Dentro de seu ambiente é possível planear e desenvolver todo o projeto de automação, definindo os elementos de hardware e a forma como os mesmos irão comunicar e interagir.
Figura 9: Tela do STEP7
2.3 Supervisório Wonderware InTouch Os sistemas supervisórios permitem uma visualização gráfica com informações do
processo por cores e animações. Dão ao projetista uma ampla gama de comunicação com os mais diversos tipos de marcas e modelos de equipamentos disponíveis no mercado.
Um Sistema Supervisório é uma Interface amigável (eficiente e ergonômica), cujo objetivo é permitir a supervisão e muitas vezes o comando de determinados pontos de uma planta automatizada. Também chamada de Interface Homem- Máquina (IHM).

A IHM está normalmente instalada em uma estação de trabalho, traduzindo os sinais vindos do CLP para sinais gráficos, de fácil entendimento. Porém, quem faz o controle da planta é o CLP, de acordo com a programação feita e com os comandos do operador. O CLP envia as mensagens para a IHM através de Tags, ou seja, mensagens digitais que levam conseguem informações como o endereço dentro do CLP, para o caso de retorno da informação, e o tipo de tag.
Todo Supervisório possui várias caixas de ferramentas para auxiliar a configuração:
• Geral • Desenho • Cores • Alinhamento • Arranjo
O Supervisório possui uma biblioteca com vários símbolos estáticos e dinâmicos: • Equipamentos de processo (Bombas, Motores, Válvulas) • Instrumentos • Botões • Indicadores • Desenhos são colocados na tela e atribuídos • Tags
Objetos, linhas, células podem ser animados em função de mudança de status (ligado ou desligado) em função de:
• Cor • Tamanho • Visibilidade • Posição • Rotação
Planejamento do Sistema: • Entendimento do processo a ser automatizado • Tomada de dados • Planejamento do banco de dados • Planejamento dos alarmes • Planejamento da hierarquia de navegação entre telas • Desenho das telas • Gráficos de tendência dentro das telas • Planejamento de um sistema de segurança
O programa supervisórios Intouch (figura 10) é um programa que permite a configuração de um Sistema de Supervisão de Processo, incorporando recursos de operação configuráveis pelo usuário, como: telas, sinópticos, gráficos e registros de alarmes, entre outras.
É a interface homem-máquina mais simples de serem configurados em comparação aos demais softwares existentes no mercado.

Figura 10: Sistemas supervisórios Intouch
3.0 Estação de distribuição 3.1 Funções da estação: A estação de distribuição (figura 11) armazena e transporta as peças para a estação seguinte. O compartimento de armazenamento tem capacidade para ate oito peças. A presença de peça e monitorada por meio de um sensor ótico. Um cilindro dupla ação retira as peças individualmente. O modulo de transferência prende e retira a peça usando uma ventosa. Um sensor de vácuo verifica se a peça esta presa. O braço da unidade de transferência, que e dirigida por uma movimentação giratória, transfere a peça para a estação seguinte.
Figura 11: Estação de distribuição

3.2 Posição inicial: • Peça detectada no armazém; • Atuador do armazém avançado; • Atuador rotativo lado armazém; • Vácuo desligado.
3.3 Fluxograma de funcionamento

3.4 Descrições de sensores e atuadores Segue tabelas de I/O’s e descrição dos sensores e atuadores
3.5 Desenho-Vista superior
Figura 12: vista superior

3.6 Diagrama eletro pneumático
Figura 13: Diagrama eletro pneumático 3.7 Diagrama elétrico
Tabela 1: Diagrama elétrico 1

Tabela 2; Diagrama elétrico 2 3.8 Componentes da estação de distribuição A estação de distribuição é composta de:
• Válvula on-off com filtro regulador (on-off valve with filter regulating) • Magazine- Empilhamento modulo revista (stacking magazine module) • Módulo changer (changer module) • Interruptor de vácuo (vacuum switch) • Terminal da vávula AS-interface (AS-interface valve terminal) • Pinça de sucção (suction gripper) • Atuador semi-rotativo (semi-rotary actuador) • Conector • PLC Siemens Simatic S300
3.8.1 Válvula On-off Filtro regulador com manômetro, válvulas on-off,rápida por em ligações e engates rápidos,montados sobre um suporte giratório (figura 14).
Figura 14: Vávula On-off

3.8.2 Magazine- Empilhamento módulo revista O modulo de empilhamento revista magazine (figura 15) separa peças de uma revista. Um cilindro de dupla ação empurra a peça do fundo para fora. A posição do cilindro e detectada por sensores indutivos.
Figura 15: Magazine
3.8.3 ódulo changer O módulo changer (figura 16) é um pneumático de manipulação. A ventosa é utilizada para pegar peças e realocar-las para as posições de 0° a 180° usando uma unidade semi-rotativa. Sensores assumir a detecção da posição final.
3.8.4 Interruptor de vácuo Figura 16: Módulo changer
Interruptor de vácuo (figura 17) com ajuste, ponto de comutação e chaveamento com indicador de estado (LED)
Figura 17: Interruptor de vácuo

3.8.5 Terminal da vávula AS-interface Válvulas duas vias, tipo N, E conexão. Opções para quatro sensores (figura 18).
Figura 18: Válvula duas vias
3.8.6 Pinça de sucção A pinça de sucção pega a peça através do vácuo. O vácuo e gerado por meio do principio de Venturi e é controlada por um interruptor de pressão (figura 19).
Figura 19: Pinça de sucção
3.8.7 ador semi-rotativo A estação de distribuição utiliza vários atuadores que são de uso industrial. O atuador rotativo do braço giratório pode ser ajustado para vários ângulos entre 90° e 270°. As posições finais são captadas por meio de micro interruptoras (figura 20).
Figura 20: Atuador semi-rotativo

3.8.9 conector
O console de controle é geralmente associado ao PLC através de uma tomada Syslink com oito entradas digitais e oito saídas binárias. Um soquete Syslink permite a expansão para até 16 entradas e 16 saídas (figura 21).
Figura 21: Conector
3.8.9 PLC Siemens Simatic S300 Esta CPU do S7 300 (figura 22) é composta por oito saídas discretas que estão localizadas na parte inferior, e por oito entradas discretas que estão localizadas na parte superior.
Tanto as saídas quanto as entradas discretas operam com zero e 24vdc, respectivamente OFF e ON, e possuem LED’s que indicam se a saída ou entrada está acionada (LED aceso) ou desacionada (LED apagado).
Esta CPU considera os oito endereços de saída discreta como Q0. 0 a Q0. 7, e os 8 endereços de entrada discreta como I0.0 até I0.7. Porém é possível renomear estes endereços de tal forma que os nomes facilitem a compreensão do significado das entradas e das saídas para o programador do CLP.
Figura 22: CPU, alimentação e montagem de I/O's no PLC S300
3.0 Programação do hardware

mos em um novo projeto e o nomeamos:
A programação do Hardware do PLC Siemens S-300 é realizada através do Sistema Simatic da Siemens. Passo 1: Primeiramente abrimos o programa e clicamos no local indicado:
Passo 2: Cria Figura 23: Passo 1
Figura 24: Passo 2
Passo3: Clicamos com o botão direito no projeto e escolhemos a Família indicada:

Figura 25: Passo 3
Passo 4; Abrimos as configurações de Hardware como indicado:
Figura 26: Passo 4
Passo 5: Na Família Simatic 300 selecionamos o Rack-300 e inserimos o Rack:

Figura 27: Passo 5
Passo 6:Selecionar CPU conforme modelo

Figura 28: Passo 6
Passo 7: Selecionamos 2 Entradas e Saídas Digitais (6ES7 323-1BH00-0AA0), conforme o modelo:
Figura 29: Passo 7
Passo 8: Selecionar a Entrada Analógica (6ES7 331-7KB01-0AB0), conforme o modelo:

Figura 30: Passo 8
Passo 9: Salvar e Compilar:
Figura 31: Passo 9
Passo 10: Seleciona-se a opção Options, em seguida clica-se na opção indicada abaixo:

Figura 32: Passo 10
Passo 11: Seleciona-se PC Adapter (MPI), e em seguida propriedades:
Figura 33: Passo 11
Passo 12: Seleciona-se a Porta de Comunicação do PC e a velocidade de transmissão desejada:

Figura 34: Passo 12
Passo 13: Seleciona-se a opção Symbols para configuração de TAG’s, em seguida salvar:
Figura 35: Passo 13
Passo 14: Clica-se em OB1 para configurar linguagem de Programação:

Figura 36: Passo 14 3.1 Linguagem de programação Siemens STEP7
Segue abaixo a programação desenvolvida em linguagem Ladder




3.2 Tabelas de I/O’s Na figura 37 temos a tabela de I/O’s
Figura 37: Tabela de I/O's
4.1 Sistemas supervisórios
O programa Intouch é um programa que permite a configuração de um Sistema de Supervisão de Processo, incorporando recursos de operação configuráveis pelo usuário, como: telas, sinópticos, gráficos e registros de alarmes, entre outras.
Com o sistema lógico em funcionamento, é feito o controle direto do PLC, utilizando o software In Touch, constituindo dessa forma um Sistema Flexível de Produção e Manufatura.
É a interface homem-máquina mais simples de serem configurados em comparação aos demais softwares existentes no mercado.
• Aplicativo supervisórios serve para configurar telas de operação com: • Diagramas de processo e instrumentos • Instrumentos virtuais • Botões virtuais para atuar no processo em manual/automático • Lista de alarmes • Gráficos de tendência real e histórica • Login de operadores com senhas
Seguem abaixo a tela do sistema supervisórios do armazém (figura 38).
Figura 38: Sistema supervisório do armazém

5.0 Comunicação A configuração do Driver de Comunicação foi realizada utilizando a Rede PROFIBUS-DP,
com Mestre-Escravo (figura 39). A Estação de Manipulação foi aplicada como Mestre, enquanto todas as outras foram
aplicadas como Escravo. A comunicação das estações foi organizada conforme tabela 1 abaixo.
Figura 39: Comunicação Profibus DP
Tabela 3: Distribuição mestre-escravo

6.0 Conclusão O objetivo do Projeto de Mecatrônica consistiu em analisar e implementar uma
plataforma, a fim de comunicar controladores que estão instalados no Sistema Flexível de Produção e Manufatura. Através do uso de redes industriais e equipamentos disponíveis no laboratório de Mecatrônica do SENAI – Beira Mar.
Desenvolver um sistema de baixo custo para controlar sistemas de Manufatura, otimizando o sistema e obtendo uma resposta confiável.
Foi implementada uma estratégia de controle distribuído tomando por base o PLC que controla cada estação do ambiente produtivo e que realiza a coordenação dos controladores.
Interligaram-se os controladores entre si e com os sensores e atuadores desse ambiente por meio da rede industrial PROFIBUS-DP.
Além de utilizar um sistema de supervisão que permita a visualização do estado de processamento, permita a seleção do modo de operação do sistema e indicação de alarmes.
7.0 Referência WWW.festo.com.br consultado dia 21/12/2010 as 10h21min
WWW.siemens.com.br consultado no dia 20/12/2010 as 15h33min
WWW.wikipedia.org/wiki/brasil consultado no dia 20/12/2010
http://global.wonderware.com/BR/Pages/default.aspx consultado no dia 21/12/2010