Projeto Integrado II - Indústria Bandeirante v1
52
TECNOLOGIA EM GESTÃO DA QUALIDADE CARLA ANDRIELI DANIEL DE SOUZA DIEGO ALVES EMERSON GOMES JOSÉ ARAÚJO SILVA LAUDENIR BERENJI JUNIOR PAULO RICARDO LOPES PAULO RICARDO DA SILVA PROJETO INTEGRADO II INDÚSTRIA BANDEIRANTE DE PLÁSTICOS GUARULHOS 2014
-
Upload
edivaldo-rocha -
Category
Documents
-
view
17 -
download
0
description
Projeto Integrado Industria Bandeirante
Transcript of Projeto Integrado II - Indústria Bandeirante v1

TECNOLOGIA EM GESTÃO DA QUALIDADE
CARLA ANDRIELI
DANIEL DE SOUZA
DIEGO ALVES
EMERSON GOMES
JOSÉ ARAÚJO SILVA
LAUDENIR BERENJI JUNIOR
PAULO RICARDO LOPES
PAULO RICARDO DA SILVA
PROJETO INTEGRADO II
INDÚSTRIA BANDEIRANTE DE PLÁSTICOS
GUARULHOS
2014

CARLA ANDRIELI
DANIEL DE SOUZA
DIEGO ALVES
EMERSON GOMES
JOSÉ ARAÚJO SILVA
LAUDENIR BERENJI JUNIOR
PAULO RICARDO LOPES
PAULO RICARDO DA SILVA
PROJETO INTEGRADO II
INDÚSTRIA BANDEIRANTE DE PLÁSTICOS
Trabalho de Projeto Integrado apresentado como conclusão do Módulo II do curso de Graduação Tecnológica em Qualidade. Área de concentração: Tecnologia Orientador: Júlio César Moledo
GUARULHOS
2014

O preço que se paga para conseguir o que se quer, é conseguir o que se queria.
Neil Gaiman

RESUMO
A presente pesquisa teve o objetivo de indicar uma melhoria para a
Indústria Bandeirante, fabricante de filmes plásticos para embalagem. Inicialmente o
grupo estudou diversas ferramentas da qualidade. Em seguida foi realizada uma visita
à empresa em questão onde foi determinado que a ferramenta a ser proposta à
empresa foi o programa 5S, um programa composto de cinco etapas que visa a
organização e a padronização do ambiente de trabalho. O grupo elaborou onze etapas
para a implantação e um cronograma. A primeira etapa tem o objetivo de criar
expectativa nos funcionários, para conseguir que todos se comprometam com o
programa. Está programada também a distribuição de brindes como forma de
recompensa. Esse programa deve atingir a todos os funcionários, iniciando com a alta
direção e expandindo aos demais níveis. Dentro das etapas é sugerida também a
criação de um jornal interno com o objetivo de divulgar todos os assuntos do programa
e outros temas relacionados. A empresa deve também criar uma mascote, de forma
a simbolizar o programa e a nova etapa que a empresa viverá. Com o 5S implantado,
será possível desenvolver outras ferramentas, pois esse programa é a porta de
entrada para outras melhorias.

LISTA DE ILUSTAÇÕES
Figura 1: Histograma ................................................................................................ 14
Figura 2: Ciclo PDCA ............................................................................................... 15
Figura 3: Exemplo de um diagrama de espinha de peixe. ....................................... 20
Figura 4: Gráfico do custo da qualidade ................................................................... 25
Figura 5: Gráfico de Controle ................................................................................... 27
Figura 6: Ciclo de planejamento da qualidade do produto. ...................................... 31
Figura 7: Cronograma do APQP .............................................................................. 32
Figura 8: Certificado de submissão de peça (PSW) ................................................. 41
Figura 9: Indústria Bandeirante ................................................................................ 44

LISTA DE TABELAS
Tabela 1: Intervalos e frequências ............................................................................ 13
Tabela 2: Conceitos do 5S........................................................................................ 15
Tabela 3: Perguntas para o plano de ação ............................................................... 21
Tabela 4: Exemplo da ferramenta 5W1H .................................................................. 22

SUMÁRIO
1. INTRODUÇÃO ......................................................................................... 10
2. AS TÉCNICAS DA QUALIDADE ............................................................. 11
2.1. Conceito de qualidade .............................................................................. 11
2.2. Normas NBR ISO 9000 (NBR ISO 9001 e NBR ISO 9004) ...................... 12
2.3. Histograma ............................................................................................... 13
2.4. Programa 5S ............................................................................................ 14
2.5. Ciclo PDCA .............................................................................................. 15
2.5.1. Gerenciamento da melhoria e gerenciamento da rotina ........................... 17
2.5.2. O ciclo PDCA na análise de problemas .................................................... 17
2.6. Diagrama de causa e efeito (diagrama de Ishikawa) ................................ 19
2.7. Brainstorming ........................................................................................... 21
2.8. 5W1H ....................................................................................................... 21
2.9. Custos da qualidade ................................................................................. 22
2.9.1. Dados e fontes ......................................................................................... 23
2.9.2. Gerenciamento do sistema de Custo da Qualidade ................................. 23
2.9.3. O sistema ................................................................................................. 24
2.9.4. Relatórios ................................................................................................. 24
2.10. Cartas de Controle ................................................................................... 25
2.11. Capabilidade do processo ........................................................................ 27
2.12. Estabilidade do processo ......................................................................... 28
2.13. Conceito de probabilidade ........................................................................ 28
2.14. Curva da banheira .................................................................................... 29
2.15. FMEA ....................................................................................................... 30
2.16. APQP ....................................................................................................... 31

2.17. PPAP ........................................................................................................ 35
2.17.1. Requisitos do processo ............................................................................ 36
2.17.2. Requisitos do PPAP ................................................................................. 36
2.17.3. Registros do projeto ................................................................................. 37
2.17.4. Diagrama do fluxo do processo ................................................................ 37
2.17.5. Plano de controle ...................................................................................... 38
2.17.6. Estudo de análise dos sistema de medição (MSA) .................................. 38
2.17.7. Resultados Dimensionais ......................................................................... 38
2.17.8. Estudos de iniciais do processo ............................................................... 39
2.17.9. Documentação de Laboratório Qualificado .............................................. 39
2.17.10. Relatório de Aprovação de Aparência (RAA) ........................................... 39
2.17.11. Amostras de Peças de Produção ............................................................. 40
2.17.12. Amostra Padrão........................................................................................ 40
2.17.13. Auxílio de Verificação ............................................................................... 40
2.17.14. Requisitos Específicos do Cliente ............................................................ 40
2.17.15. Certificação de Submissão de Peça (PSW) ............................................. 40
3. ESTUDO DE CASO ................................................................................. 42
3.1. Outras considerações ............................................................................... 43
3.2. Fotos da empresa bandeirante ................................................................. 44
3.3. Escolha da ferramenta ............................................................................. 45
4. IMPLANTAÇÃO DO 5S ........................................................................... 46
4.1. Criar expectativa ....................................................................................... 46
4.2. Divulgação do programa e elaboração de concurso ................................ 46
4.3. Multiplicadores do programa 5S ............................................................... 47
4.4. Conclusão do concurso ............................................................................ 47
4.5. Comunicação............................................................................................ 47
4.6. Treinamento ............................................................................................. 47

4.7. Dia D ........................................................................................................ 48
4.8. Avaliação do 5S........................................................................................ 48
4.9. Auditorias do 5S ....................................................................................... 48
4.10. Autodisciplina ........................................................................................... 48
4.11. Kaizen ...................................................................................................... 49

10
1. INTRODUÇÃO
As ferramentas da qualidade auxiliam as empresas na hora de mensurar,
definir, analisar e propor soluções para os problemas que elas podem enfrentar,
permitindo controlar os processos e as melhorias. Essas melhorias são essenciais
para toda empresa que deseja manter-se no mercado. Sem essa preocupação, ela
deixa de ser competitiva.
A empresa abordada nessa pesquisa, a Indústria Bandeirante, percebendo
a necessidade de manter-se competitiva, está se certificando na norma ISO 9001.
Com 150 colaboradores, ela é responsável pela fabricação de filmes plásticos
utilizados em embalagens. Seu clima atual é de mudança. Não há melhor hora para a
utilização de outras ferramentas da qualidade, de forma a estabelecer uma nova
cultura e mais melhorias em seus processos.
Muitas ferramentas foram criadas para a indústria automobilística, mas hoje
já é possível encontrar outros segmentos utilizando-as, como hospitais, indústria
alimentícia, têxtil etc. Já outras ferramentas são de aplicação geral, como o programa
5S, que pode ser utilizado na cozinha de uma casa até uma usina nuclear. Cabe a
empresa verificar seus processos e determinar qual a melhor ferramenta para ser
aplicada naquele momento, sempre utilizando o tão conhecido ciclo PDCA (Planejar,
Executar, Verificar e Agir).

11
2. AS TÉCNICAS DA QUALIDADE
2.1. Conceito de qualidade
Quando se pensa no termo qualidade fica difícil determinar ou mesmo
defini-lo pois cada indivíduo teria sua própria concepção sobre o assunto.
Para Paladini (2007, p. 63) “a questão da qualidade faz parte do dia-a-dia
das pessoas, não se pode identificar e determinar seu significado com precisão”.
Pode-se dizer que qualidade está direta ou indiretamente ligada a
percepção de cada pessoa, quando associada a fatores como cultura, serviço,
produto, ou seja, varia da expectativa ou necessidade de cada indivíduo.
O termo qualidade tem diversas utilizações, por isso nem sempre pode-se
especular objetivamente seus significados. Dependendo do contexto, qualidade
engloba produtos em geral, ou seja, a água, o ar que respiramos, os serviços, entre
outros.
Utilizando-se somente dos termos produtos e serviços já aparecem
diversas definições para qualidade, tais como: o produto estar dentro das
especificações, valor agregado, exclusividade, custo e benefício etc.
Também existem os controles e garantias da qualidade, que são conceitos
utilizados nas empresas de fabricação de produtos em geral e serviços, onde utilizam
normas de gestão como as ISOs 9001, 14000, TS 16949 entre outras.
Qualidade é a conformidade com os requisitos, e não bondade de um
atendente ou elegância do produto, pois estes são conceitos subjetivos que podem
causar discrepâncias no conceito. Devem haver exigências claras, senão a qualidade
torna-se sem sentido, ou algo subjetivo. Se a qualidade só for entendida pelo orador
e cada orador pode dar-lhe um sentido diferente, então ela não possuirá uma
determinação como um todo (MEZOMO,1994, p. 74).

12
2.2. Normas NBR ISO 9000 (NBR ISO 9001 e NBR ISO 9004)
A família ISO 9000 é um conjunto de normas e diretrizes internacionais para
sistemas de gestão da qualidade, desde 1987 ela tem obtido reputação mundial como
base para o estabelecimento desses sistemas. Diferente das outras normas, que são
específicas para um produto, material ou processo particular, a ISO 9000 é conhecida
como uma norma genérica, ou seja, ela pode ser aplicada em qualquer tipo de
organização (MELLO et al., 2009, p.1).
A ISO 9001 (Sistemas de gestão da qualidade – Requisitos) e a ISO 9004
(Gestão para o sucesso sustentado de uma organização – Uma abordagem da gestão
da qualidade) foram projetadas para se complementarem mutualmente, entretanto,
podem ser utilizadas separadamente. Todos os requisitos da ISO 9001 são genéricos
e pode ser aplicado a todas as organizações, independente do seu tipo, porte, produto
ou serviço que fornecem (ABNT NBR ISO 9001, 2008, p. viii).
Para Mello et al. (2009, p. 5), a ISO 9001 “é a norma para fins contratuais
usada para avaliar a capacidade de uma organização em atingir os requisitos dos
clientes e os regulamentares para, assim, satisfazer esses clientes”.
Complementado essa definição, Oliveira (2003, p.63) diz que “os requisitos
especificados nessa norma destinam-se primordialmente, à prevenção de não-
conformidade em todos os estágios, desde o projeto até a assistência técnica”.
A ISO 9004 fornece orientações para que o sucesso sustentado seja
atingido em qualquer organização em um ambiente complexo, exigente e de constante
mudança. A ISO 9004 possui um foco mais amplo que a ISO 9001. Através da
melhoria contínua ela contempla as necessidades e expectativas de todas as partes
interessadas, porém não se destina ao uso para certificação, regulamentar ou
contratual (MELLO et al., 2009, p 5).
A ISO 9004 é destinada às organizações que desejam implantar
espontaneamente um sistema de gestão da qualidade. Ela envolve todas as fases:
desde a criação do produto até a avaliação da satisfação dos clientes. O usuário dessa
norma pode selecionar os elementos do sistema da qualidade adequados à sua
realidade empresarial, considerando requisitos do mercado, tipo de produto, processo
de fabricação etc. (OLIVEIRA, 2003, p. 66).

13
2.3. Histograma
O histograma é uma ferramenta de análise e representação de dados
quantitativos, agrupados em classes de frequência que permite distinguir a forma o
ponto central e a variação da distribuição.
Histograma é uma ferramenta estatística que fornece o quão frequente um
determinado valor ou uma classe de valores ocorre em um grupo de dados.
Representado num gráfico de barras, ou seja, uma representação gráfica de
uma distribuição de frequência. (CAUCHICK, 2006, p. 141-142).
Mostram de maneira visual muito clara, a frequência com que ocorre um
determinado valor ou grupo de valores. Podem ser usados para apresentar
tanto atributos como dados variáveis e são um meio eficaz de se comunicar
diretamente ao pessoal que opera o processo e o resultado de seus esforços.
(OAKLAND,1994, p. 222).
Exemplo de um histograma:
Tabela 1: Intervalos e frequências
Intervalo Frequência
20.20 - 20.30 3
20.30 - 20.40 4
20.40 - 20.50 7
20.50 - 20.60 17
20.60 - 20.70 5
20.70 - 20.80 3
20.80 - 20.90 1

14
Figura 1: Histograma
2.4. Programa 5S
Cinco “S” são abreviações de cinco palavras japonesas iniciadas com a
letras “S”: Seiri, Seiton, Seiso, Seiketsu, Shitsuke, que traduzindo significam,
respectivamente: Utilização, Arrumação, Limpeza, Saúde (Higiene) e Autodisciplina.
Esta ferramenta da qualidade foi criada logo após a segunda guerra mundial em um
Japão devastado, onde havia a necessidade de construir um novo país de mais
qualidade, com o intuito de melhorar as condições de trabalho, e proporcionar um
ambiente que estimulasse os colaboradores a transformar seus potencias em
realizações.
Sua implementação foi aderida por várias organizações desde sua criação,
por ser um método relativamente simples e de custo baixo, já que parte de um
princípio básico já aplicado no cotidiano de várias pessoas, que é separar, organizar
e limpar. As etapas mais trabalhosas ficam por conta da padronização e disciplina,
por envolver fatores educacionais e culturais (ALVES, 2009, p. 102).
Seus benefícios se estendem a:
Menor número de acidentes de trabalho
Melhoria na qualidade de produtos e serviços
Redução de despesas e melhor aproveitamento de matérias, já que
sofrem com ação do tempo.
0
2
4
6
8
10
12
14
16
18
20.20 -20.30
20.30 -20.40
20.40 -20.50
20.50 -20.60
20.60 -20.70
20.70 -20.80
20.80 -20.90

15
Maior produtividade por ter “tudo à mão”.
Melhoria na satisfação dos colaboradores com o trabalho
Tabela 2: Conceitos do 5S (ALVES, 2009)
Nome Conceito Objetivo particular
Utilização
(Seiri)
Separar o necessário do
desnecessário Eliminar o que é inútil
Ordenação
(Seiton)
Colocar cada coisa em seu
lugar
Organizar o espaço de
trabalho de forma eficaz
Limpeza
(Seiso)
Limpar e cuidar do ambiente
de trabalho Melhorar o nível de limpeza
Saúde
(Seiketsu)
Tornar saudável o ambiente
de trabalho
Prevenir o aparecimento de
supérfluos e a desordem
Autodisciplina
(Shitsuke)
Padronizar a aplicação
dos S anteriores
Incentivar esforços de
aprimoramento
2.5. Ciclo PDCA
O ciclo PDCA (Plan, Do, Check, Act) é a mais conhecida representação da
filosofia do melhoramento contínuo, é conhecido também como ciclo de Shewart e
ciclo de Deming.
Figura 2: Ciclo PDCA

16
O ciclo PDCA é um método gerencial composto por quatro fases que visam
a melhoria contínua e sistemática da organização, são elas:
1. Plan (planejamento): nessa fase se estabelece os objetivos e metas para
o desenvolvimento de métodos, procedimentos e padrões. As metas normalmente
derivam do planejamento estratégico e representam os requisitos dos clientes e
características de produtos, serviços ou processos. Os métodos auxiliam os
procedimentos e as orientações técnicas para que as metas sejam atingidas.
2. Do (execução): é nessa fase que o treinamento para a execução dos
métodos desenvolvidos é aplicado, essa é a fase de implementação do planejamento.
Os dados que serão utilizados na faze de verificação serão coletados nessa fase.
3. Check (verificação): nessa fase é verificado se o planejamento foi
alcançado, isso é feito através da comparação entre as metas estabelecidas e os
resultados obtidos, comparação essa que deve ser baseada em fatos e dados e nunca
em intuições e opiniões. Essa verificação é feita com o auxílio de ferramentas de
controle, tais como: cartas de controle, histogramas, folha de verificação etc.
4. Act (agir corretivamente) essa fase tem duas alternativas, a primeira é
buscar as causas fundamentais e dessa forma prevenir, no caso de metas não
alcançadas, a repetição dos efeitos indesejados. A segunda é adotar como padrão o
planejamento na primeira fase, já que as metas foram alcançadas.
Girar o ciclo PDCA implica em obter previsibilidade nos processos e
aumento da competitividade organizacional. Quando os padrões são obedecidos,
ocorre a previsibilidade. Pois quando a melhoria é bem sucedida, temos o método
planejado, havendo a necessidade de padroniza-lo, caso contrário volta-se ao padrão
anterior e o PDCA gira novamente.
Alguns autores associam a aplicação do ciclo PDCA ao gerenciamento da
rotina e da melhoria dos processos organizacionais. Para que essa implantação
ocorra, a alta administração tem que estar insatisfeita com o passado e ansiosa para
alterar o estilo de administração, ou seja, ter coragem para mudar (AGUIAR, 2006).

17
2.5.1. Gerenciamento da melhoria e gerenciamento da rotina
O conceito de aplicação de melhoramento contínuo pode ser dividido em
duas partes: gerenciamento da melhoria e o gerenciamento da rotina.
O gerenciamento da rotina tem como objetivos a sobrevivência e o
crescimento do negócio e é de responsabilidade da alta administração, encontra-se
no nível estratégico. A ideia é dar o suporte necessário para o cumprimento das
políticas, buscando novas práticas e abandonando práticas antigas. Esse método visa
atingir os objetivos definidos através do desdobramento das metas nos diversos níveis
da empresa, metas essas que devem originar-se do conhecimento das necessidades
do cliente, dos segmentos de mercado e das novas tecnologias.
O gerenciamento da rotina é de responsabilidade dos próprios
colaboradores e busca a eficiência organizacional, através da obediência aos padrões
de trabalho, isso ocorrerá a partir de quando todos os colaboradores forem treinados
(AGUIAR, 2006).
2.5.2. O ciclo PDCA na análise de problemas
O PDCA é muito utilizado na análise e solução de problemas, para isso,
esse método gerencial deve ser dominado por todos na organização, uma vez que
promove o tratamento adequado de problemas, a padronização da melhoria contínua
e o desenvolvimento de oportunidades.
O ciclo PDCA é dividido em etapas ou passos. É normalmente conhecido
como método de análise e solução de problemas (MASP), podendo também ser
encontrado no mercado e nas literaturas diversas nominações: MAMP (Método de
Análise e Melhoria de Processos), ou QC Story (Quality Circle Story). Esses métodos
são usados pelas equipes nas resoluções de problemas.
Chama-se de problema todo resultado indesejado de um processo, sendo
a meta o resultado desejado. Sempre que ocorre um problema, entende-se que a
meta não foi alcançada. Um problema (efeito) pode ter diversas causas, por isso é
importante realizar a separação do efeito e da causa.

18
Ao utilizar o ciclo PDCA na análise de problemas, de forma a evitar tomar
decisões precipitadas, a equipe de melhoria deve seguir uma metodologia estruturada
dada pelos passos abaixo:
Passo 1 – Identificação do problema:
Verificar o problema a ser solucionado, priorizar os temas existentes;
Levantar as perdas e as possibilidades de ganho;
Escolher um responsável entre os membros da equipe, propor um
prazo para a resolução.
Passo 2 – Observação
Verificar a frequência das ocorrências, levantar histórico e entender o
problema;
Observar as características no local, ambiente, instrumentos,
confiabilidade dos padrões, treinamento etc.
Passo 3 – Análise
Identificar e selecionar as causas mais prováveis do problema.
Passo 4 – Plano de ação
Elaborar a estratégia de ação;
Elaborar o plano de ação.
Passo 4 – Plano de ação
Elaborar a estratégia de ação;
Elaborar o plano de ação.
Passo 5 – Ação
Informar o plano de ação;
Treinar as pessoas e conscientizar da necessidade de
comprometimento;
Pôr em prática as ações registrando os resultados;
Coletar dados.

19
Passo 6 – Verificação
Comparar resultados com as metas estabelecidas;
Verificar se o problema foi resolvido ou não. Caso os resultados
esperados não sejam alcançados retornar ao passo 2;
Listar os possíveis efeitos secundários.
Passo 7 – Padronização
Criar ou alterar o padrão;
Comunicar as alterações internamente;
Treinar todos os envolvidos no novo padrão.
Passo 8 – Conclusão
Registrar os avanços obtidos pelo grupo;
Verificar os possíveis problemas ainda pendentes;
Planejar a solução das pendências, voltando a executar o ciclo PDCA;
Refletir sobre o trabalho, visando a melhoria contínua.
Na execução dos passos acima, utilizam-se várias ferramentas: diagrama
de causa e efeito, lista de verificação, estratificação, diagrama de Pareto,
brainstorming, diagrama de dispersão, entre outras. Por serem ferramentas simples,
o uso das mesmas garante o entendimento do problema, permitindo a participação de
todos na solução do problema (AGUIAR, 2006).
2.6. Diagrama de causa e efeito (diagrama de Ishikawa)
Para um entendimento do controle de processo – a essência do
gerenciamento em todos os níveis hierárquicos da empresa – é necessário
compreender a relação de causa e efeito. Toda vez que algo ocorre (efeito, fim,
resultado) há um conjunto de causas (meios) que podem ter influenciado. De forma a
separar as causas de seus efeitos, foi criado o diagrama espinha de peixe, ou
diagrama de Ishikawa (CAMPOS, 2004, p. 19).

20
O diagrama de causa e efeito é uma ferramenta que expande o leque de
informações sobre um problema ajudando a identificar corretamente suas principais
causas. É necessário um campo de visão amplo e, portanto, deve ser desenvolvido
em equipe. Essa equipe deve possuir envolvimento e conhecimento sobre os
processos e o problema (ROTONDARO et al., 2008, p. 140).
Passos para a elaboração de um diagrama de causa e efeito.
1. Determine o problema e coloque-o dentro de um quadro do lado
direito com uma grande seta apontando para ele, da esquerda para a
direita.
2. Defina os fatores principais (ramos) e ligue-os à seta principal.
Sugere-se a utilização de alguns dos “6 Ms” como fatores principais
(ramos) de um problema, são eles: mão-de-obra, materiais,
máquinas, métodos, meio ambiente, medição.
3. Em cada um dos ramos, liste as possíveis causa relacionadas aos
fatores, registrando-as como ramos menores (ROTONDARO et al.,
2008, p. 141).
A figura 3 demonstra um diagrama de espinha de peixe.
Figura 3: Exemplo de um diagrama de espinha de peixe (CAMPOS, 2004, p. 20).

21
2.7. Brainstorming
O brainstorming é ferramenta da qualidade que, traduzida do inglês, resulta
em “tempestade de ideias”, ou seja, é dar ideias sobre a solução de um determinado
problema, sendo que todas ideias são válidas.
Para Alves (2008, p. 39), “A filosofia básica do brainstorming é deixar vir à
tona todas ideias possíveis sem nenhum tipo de crítica, julgamento ou inibição durante
a exposição”.
Geralmente se reúnem membros de uma determinada organização onde
formam uma equipe multidisciplinar, o que facilita a exposição de diversas ideias
distintas sobre um problema que já ocorreu ou um problema em potencial (OSBORN,
1997).
As principais vantagens do brainstorming é a redução no tempo de procura
das causas, pois geralmente o foco é a resolução do problema. A criatividade dos
participantes é estimulada, gerando assim, na maioria dos casos, a solução do
problema (ALVES, 2008, p. 40).
2.8. 5W1H
O 5W1H é uma ferramenta simples e muito útil na criação e sistematização
de um plano de ação. Trata-se de uma forma sistemática de se listarem as causas de
um problema e o que é necessário fazer para eliminar tais causas, sendo assim tem-
se (ALVES, 2008):
Tabela 3: Perguntas para o plano de ação
What? O que será feito?
Who? Quem o fará?
Where? Onde será feito?
When? Quando será feito?
Why? Por que será feito?
How? Como será feito?

22
A tabela abaixo demonstra um exemplo de um plano de ação no setor de
enfermagem. A meta nesse caso era reduzir em 50% a quebra de termômetros nas
unidades de internação.
Tabela 4: Exemplo da ferramenta 5W1H
O que (What)
Quem (Who)
Quando (When)
Onde (Where)
Por que (Why)
Como (How)
Criar novo sistema de acondiciona
mento de termômetros.
Enfermeira líder
Até 30/06
Sala de chefia de
enfermagem
Para reduzir a quebra de termômetros
Reuniões com
equipe, lista de opções e escolha.
2.9. Custos da qualidade
O custo da qualidade é a soma de tudo que é gasto para atingir um nível
de qualidade determinado em um projeto de um produto ou serviço. Para se ter um
produto competitivo, os custos envolvidos num produto, para garantir a qualidade,
devem ser equilibrados, pois qualquer investimento no produto reflete no valor de
venda. Um desequilíbrio nessa balança leva um produto ou serviço a ter dificuldade
de se estabelecer no mercado (OAKLAND, 1994, p.189).
Custo da qualidade é igual a outro custo qualquer que existe em um projeto,
sendo assim deve ser planejado e administrado.
São divididos em quatro tipos de custo:
Custo de Prevenção.
Custo de avaliação.
Custo de falhas internas.
Custo de falhas externas.
Custo de Prevenção: Faz parte do início do projeto, onde engloba a
implementação o sistema de gerenciamento da qualidade total. Exemplo: controle,
treinamentos e especificações do produto ou serviço.
Custo de avaliação: É o custo relacionado as auditorias e verificações.
Exemplo: requisitos de acordo com a especificação

23
Custo de falha interna: Todo custo que foi gerado antes do produto ter
sido entregue. Exemplo: retrabalho e refugo.
Custo de falha externa: São os custos dos problemas que o produto
apresentou após sua produção e entrega. Exemplo: reparo, devoluções e garantia
(OAKLAND, 1994, p.190).
A determinação do custo tem que ser determinada através dos produtos e
também com todos os departamentos envolvidos na organização. Seja área de
finanças, tecnologia da informação, recursos humanos etc. Por não terem impacto na
produção acabam não sendo mensuradas, o que se configura um erro dentro dos
custos da qualidade.
2.9.1. Dados e fontes
Oakland (1994, p. 193) diz que em uma empresa necessitam-se de fontes
para determinar o custo da qualidade. Existem relatórios que são uteis para a
mensuração:
Relatórios de mão de obra
Relatório de testes
Relatórios de garantias
Relatórios de salários.
2.9.2. Gerenciamento do sistema de Custo da Qualidade
Conhecer bem seu processo e ter conhecimentos em contabilidade são
essenciais para um bom gerenciamento.
No início do sistema é importante identificar as áreas ou problemas que
estão gerando maior custo, a partir desse ponto amplia-se o sistema e define metas
para redução do custo.

24
É importante averiguar em uma redução de custos, se não houve a
migração para outra parte do processo.
O cálculo do custo da qualidade deve estar alinhado com todos os níveis
da organização (OAKLAND, 1994, p. 209).
2.9.3. O sistema
Todos têm a responsabilidade de assegurar e garantir os requisitos
determinados e os custos associados para assegurar os requisitos dos clientes seja
incluído nos sistemas.
Deve-se atribuir a qualidade também aos custos com pessoal, impostos e
aluguel (OAKLAND, 1994, p. 210).
2.9.4. Relatórios
Os relatórios podem ter suas informações codificadas, a codificação
permite consistência na coleta do setor ou valor (OAKLAND, 1994, p. 211).
Os relatórios podem conter:
Mão de obra x Custo total de falhas
Custo total de falhas x manufatura
Vendas x custos totais da qualidade.
Para Cauchick (2006, p. 234), “a figura apresenta um gráfico da influência
dos custos apresentados no custo total. O ideal é buscar o equilíbrio econômico
nesses custos, de forma que não exista um gasto excessivo para alcançar os
benefícios com relação à qualidade”.

25
Figura 4: Gráfico do custo da qualidade (CAUCHICK, 2006, p 235)
Os Custos da qualidade devem ser apresentados de forma compreensível
para todos na organização, deve-se ter o apoio da alta administração. Criando planos
para envolver a todos como nos “círculos de qualidade”.
Este são os passos para se ter um sistema de medição e análise do custo
da qualidade.
2.10. Cartas de Controle
As cartas de controle, ou gráficos de controle, podem ser definidas como
gráficos que representam e registram as tendências de desempenho de um processo,
em outras palavras, é monitorar o comportamento do processo ao longo do tempo.
Com isso, é possível verificar se o processo está sob controle (dentro de limites
estabelecidos) e detectar as causas de alguma variação que possa ocorrer
(CAUCHICK, 2006, p. 146).
As cartas de controle oferecem muitos benefícios, entre eles está o auxílio
para o desempenho consistente e previsível do processo, a possibilidade de melhoria
contínua, menor custo por unidade e maior capabilidade efetiva. Também se destaca
a linguagem comum para a discussão do desempenho do processo e a oportunidade
de distinguir as causas de variação (especiais ou comuns)
Existem, basicamente, dois tipos de cartas de controle: as variáveis e as
de atributos. É o próprio processo que determina qual tipo será usado. Quando as

26
características do processo são distintas (passa/não passa, por exemplo) o tipo de
carta utilizada é a de atributos. Se os dados possuírem uma natureza contínua
(diâmetro, espessura) o tipo utilizado é o de variáveis.
As cartas mais comuns para variáveis são as de média (x), amplitude (R),
valores individuais (I) e de amplitude móvel (mr).
Já as cartas mais comuns para atributos são as de proporção de itens não
conforme (P), para número de itens não conforme (N), número de não conformidade
por unidade (C) e número de não conformidade por unidade (U).
A utilização das cartas deve ser criteriosa, implantando-as em pontos
críticos do processo.
A tomada de ação baseada nas cartas variáveis tem critérios em relação
às medições já nas de atributos em relação ao resultado. Sempre que possível utilizar
as cartas de variáveis, pois elas conseguem dados mais apurados do processo do
que as de atributos. Para a utilização das variáveis é necessário um menor números
de dados.
Não existe uma maneira única de representar uma carta de controle, porem
deve se ter uma escala apropriada para fácil visualização. Nela devem-se conter
limites superior de controle e limite inferior de controle (LSC, LIC), e uma linha central
para ser à base da distribuição da amostragem.
Caso exista uma correlação com o momento que uma falha ocorre, pode-
se inserir um subgrupo de tempo. (CAUCHICK, 2006).
Outras informações que devem ter nas cartas são em relação ao tipo de
peça produto/serviço:
Qual operação, quem e responsável por preencher a carta.
O sistema de medição, subgrupo ou amostragem.
Frequência de medição
Uma carta deve ter em suma:
O que mede?
Onde será medido?
Quem mede?
Como serão medidos?
Quantos serão medidos?
Quando serão medidos?

27
Figura 5: Gráfico de Controle (CAUCHICK, 2006, p.146)
2.11. Capabilidade do processo
O interesse na capabilidade do processo está crescendo, devido às
mudanças na filosofia de controle de qualidade, sua utilização envolve não apenas
avaliação de processos, mas também a avaliação de fornecedores. A capabilidade
tem sido definida por muitos caminhos, como resultado, muitas medidas de
capabilidade têm sido apresentadas por diversos autores relacionados ao âmbito de
conhecimento. No entanto é possível que mesmo um processo com variabilidade
controlável e previsível produza itens defeituosos. É fundamental avaliar se um
processo é capaz de atender às especificações estabelecidas a partir dos desejos e
necessidades do cliente.
Costa et al. (2009, p. 116) explica que a capacidade do processo é a
capacidade de produzir itens conformes, ou seja de acordo com especificações de um
projeto.
Werkema (2006, p 235) explica que é fundamental avaliar se um processo
é capaz de atender às especificações e desejos de um cliente, tornando-o assim
satisfeito, fazendo assim o uso do estudo de capabilidade ou (capacidade) do
processo.

28
2.12. Estabilidade do processo
Em um processo produtivo é comum notar que há certa variação de um
produto para o outro. Mesmo que pequena ela existe: em suas dimensões, peso ou
até mesmo em sua forma. Fatores como maquina, meio ambiente, métodos e mão de
obra são estudados constantemente a fim de descobrir a causa raiz desta variação.
Essa variação, em grandes escalas, pode causar prejuízos enormes para a empresa
já que, por exemplo, um mililitro a mais de refrigerante sendo distribuído em milhares
de garrafas ou um mililitro de detergente em cada frasco pode gerar despesas
absurdas. Pensando nisto fica imprescindível o controle da estabilidade do processo.
Como o próprio nome diz a estabilidade do processo é a capacidade de
avaliar o quão estável um processo é ao longo do tempo, realizando diversos estudos,
como os tipos de medições, as características do processo, amostragem,
diversificando os métodos, amostras, operadores e documentando todos os registros
para análise e possível melhoria.
Ferramentas de controle estatístico de processo são as mais comuns para
controlar as variabilidades dos processos produtivos. Onde avalia-se e monitora-se as
características do produto, verificando se estão dentro dos limites pré-estabelecidos
na especificação. Essa carta de controle, como outros meios, visam identificar essas
variabilidades do processo e agir em cima delas, garantindo assim maior
produtividade e prevenindo que sejam feitos ajustes desnecessários no maquinário
(INSTITUTO DA QUALIDADE AUTOMOTIVA, 2002, p. 145).
2.13. Conceito de probabilidade
A probabilidade é a ciência matemática que visa quantificar, ou mesmo
propor resultados numéricos, para a ocorrência de eventos, de forma a enxergar as
possibilidades de acertos, ou mesmo erros, desse determinado evento.

29
Existem diversas linhas de estudo para a utilização da probabilidade, tais
como as de eventos simples, onde por exemplo, pode-se quantificar a possibilidade
de uma pessoa jogar um dado e as chances de uma das faces ficar para cima.
Inicialmente utilizado para jogos, o conceito de probabilidade pode ser
utilizado em diversos setores, como por exemplo fenômenos naturais, possibilidade
de ganhar na loteria, chances de ter um filho de um determinado sexo ou gêmeos,
entre outros eventos (MEYER, 2012).
Os benefícios da utilização da probabilidade é conhecer as chances
potenciais, ou mesmo possibilidades, do resultado de um determinado evento, seja
ele natural, físico, químico, mecânico etc. Na medida em que os estudos de
probabilidade avançam, tendem a obter resultados mais próximos, e em alguns casos
até precisos de diversos eventos.
“A atribuição de probabilidade origina um modelo matemático cuja eficácia
deve ser testada através de experimentos, precisamente da mesma maneira como se
testam as teorias da física ou de outras ciências” (MURRAY, 2004, p.10).
2.14. Curva da banheira
A curva da banheira é utilizada para descrever as prováveis falhas
ocorridas em um processo. Ela também possui uma apresentação gráfica das taxas
de falhas por um item ou equipamento no decorrer de sua vida útil. A Curva da
banheira só é válida para componentes individuais.
É qualificada por três fases: mortalidade infantil, período de vida útil e
envelhecimento.
O formato da banheira é a representação gráfica do início da instalação do
equipamento ao decorrer de sua vida útil. O fim da curva apresenta o “envelhecimento”
do equipamento onde as falhas acontecem por falta de manutenção, desgaste e mau
uso. A forma de prevenção dessas falhas é a manutenção preventiva (LAFRAIA,
2001).
No período de mortalidade infantil, as falhas são prematuras e de pouco
afeto ao processo, sendo que suas taxas são decrescentes. As falhas ocorrem nas

30
seguintes formas: falha humana, movimentação/transporte, mão de obra
desqualificada, amaciamento insuficiente, componente não testado e componentes
que falharam devido a irregularidades no armazenamento.
A vida útil é controlada pela taxa de falhas constantes, que ocorre diversas
vezes ao longo da utilização e não há muito que fazer para prevenir. As causas são:
erro humano, defeitos básicos, fenômenos naturais entre outros.
O período de desgaste se inicia no término da vida útil do equipamento
como envelhecimento, desgaste, fadiga, corrosão, falha mecânica, elétrica, química e
hidráulica entre outras;
Nem todos os processos seguem a ordem da curva da banheira ou tem os
mesmos tipos de defeitos ou fases, por exemplo, o computador tem um diferencial, a
fase mais afetada é a mortalidade infantil, enquanto os erros de programação são
corrigidos, as falhas vão desaparecendo.
A rapidez da descoberta dos defeitos é a única forma de prevenção,
reduzindo os custos por detectar a falha no começo. Estima-se que o custo de
fabricação seja 30% maior quando ocorre uma má utilização (CAUCHICK, 2006).
2.15. FMEA
O FMEA (Failure Mode and Effect Analysis – Análise do Modo e do Efeito
de Falha) é um método de análise que permite identificar as possíveis falhas
potenciais de produtos ou processos (industriais ou administrativos). Permite também
determinar o efeito de cada falha sobre o desempenho do produto ou processo. Com
o FMEA é possível fazer uma priorização das falhas e identificar ações para eliminar
ou reduzir a chance de uma falha potencial ocorrer (ROTONDARO et al., 2008, p.
155).
No FMEA os modos de falha de cada componente de um sistema são
identificados e avaliados, em seguida são propostas medidas para eliminação,
mitigação ou controle das causas e consequências destas falhas (MORAES, 2013, p.
326).

31
2.16. APQP
“O APQP (Advanced Product Quality Planning, ou Planejamento Avançado
da Qualidade do Produto) é uma ferramenta de planejamento da qualidade do produto
e plano de controle, que foi desenvolvida para indústrias automobilísticas: General-
Motors, Ford e Chrysler. Com suas diretrizes designadas para produzir um plano de
qualidade do produto para satisfazer as necessidades do cliente” (INSTITUTO DA
QUALIDADE AUTOMOTIVA, 2008, p. 1).
Figura 6: Ciclo de planejamento da qualidade do produto (INSTITUTO DA QUALIDADE
AUTOMOTIVA, 2008).
Os princípios do Planejamento da qualidade do produto são:
Organizar equipes
Definir abrangência
Definir a Comunicação
Envolver cliente e organização
Aplicar princípios de engenharia simultânea
Definir e implantar planos de controle

32
Aplicar técnicas para solução de problemas
Desenvolver um planejamento robusto para o projeto.
O APQP se divide em cinco fases para seu desenvolvimento.
Planejamento
Projeto e desenvolvimento do produto
Projeto e desenvolvimento do processo
Validação do produto e do processo
Retroalimentação e ação corretiva
Figura 7: Cronograma do APQP (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008)
Cada fase do desenvolvimento do produto é fornecida por entradas e
saídas. As entradas são as informações coletadas inicialmente no planejamento. A
saída é a análise dessas informações que se transformam na entrada da próxima fase.

33
APQP – Fase 1 Planejamento
Esta é a fase inicial onde se atende a necessidades e expectativas do
cliente. Tudo deve ser identificado, coletado e compreendido. Tem como algumas
entradas:
Pesquisas de mercado
Históricos de garantia
Experiência da equipe
Plano de negócios
Estudos de confiabilidade
Dados do Cliente.
APQP - Fase 2 Desenvolvimento do Produto
É o estágio do planejamento do produto ou serviço, onde se define a
viabilidade do projeto. As características de funcionamento, desempenho e o aspecto
devem estar conformes com as expectativas e necessidades do cliente. IQA, APQP
(2008 p.17)
Tem como entradas:
Objetivos mensuráveis do projeto
Cronograma do programa
Metas de confiabilidade
Lista preliminar de materiais
Plano de garantia do produto
Suporte da gerencia.
APQP – Fase 3 Desenvolvimento do Processo
Nesta fase se discute os principais aspectos do desenvolvimento de
manufatura. Nesta etapa o processo de planejamento depende da conclusão bem
sucedida dos estágios anteriores. Esta nova etapa é idealizada para assegurar um
desenvolvimento abrangente de sistema de manufatura efetivo. A manufatura deve
assegurar que os requisitos, necessidades e expectativas do cliente sejam atendidos
(INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008 p. 25).

34
Algumas entradas:
Analise de modo e efeitos de falha de projeto (DFMEA)
Projeto de montagem e manufatura
Planejamento e construção de Protótipo e plano de controle
Dados matemáticos
Requisitos de novos equipamentos
Características especiais do produto e processo
Equipamentos de medição.
APQP – Fase 4 Validação do Produto e Processo
Este estágio discute as características principais de validação do processo
de manufatura através de uma corrida de lote piloto de produção. A equipe de
planejamento da qualidade verifica se todos os recursos processos e fluxograma
estão em pleno funcionamento. Também são realizados testes em amostras usando
o método PPAP. (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008 p. 33).
Algumas entradas:
Especificações de embalagem
Analise crítica do processo
Fluxograma do processo
Layout de instalações
FMEA de processo
Plano da MAS
Suporte a gerencia
APQP – Fase 5 Retroalimentação, Avaliação e Ação Corretiva
O planejamento não acaba com a validação do processo e aprovação das
amostras e com fornecimento. Deve ser feita uma análise crítica sobre o planejamento
do APQP para descobrir se a equipe obteve os resultados esperados pelo cliente se
a confiabilidade está em alto nível (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008
p. 39).

35
Entradas:
Corrida piloto de produção
Avaliação do sistema de medição
Aprovação de peça e produção
Teste de validação da produção
Avaliação da embalagem
Plano de controle de Produção.
Saídas:
Variação reduzida
Maior satisfação do cliente
Entrega e assistência técnica aprimoradas
Uso efetivo das lições aprendidas.
O APQP foi desenvolvido para ser usado na indústria automobilística, mas
também pode ser adaptado para outros segmentos. Sua aplicação traz menor
complexidade em um planejamento de um produto e melhor comunicação entre
clientes e fornecedores.
2.17. PPAP
O PPAP (Production Part Approval Process ou Processo de Aprovação de
Peças de Produção) é um método criado pela Ford, GM e Chrysler no final dos anos
80 o qual define requisitos genéricos para aprovação de peças de produção. Seu
propósito é garantir que todos os registros de projetos de engenharia e requisitos de
especificação do cliente sejam entendidos pela organização. O PPAP visa também
garantir se o processo de manufatura tem condições para produzir um produto que
satisfaça as exigências diante a produção real. O PPAP está dentro do APQP
(Planejamento avançado da qualidade do produto).

36
O PPAP pode ser aplicado em plantas internas e externas, em
fornecedores de peças de produção ou de reposição. Geralmente para materiais a
granel o PPAP não é requerido, somente quando é solicitado pelo cliente.
A elaboração do PPAP deve ser solicitada por um representante autorizado
pelo cliente quando se tratar de nova peça ou produto, correção de discrepância em
uma peça, alteração no produto ou no processo, troca de máquinas, mudança no
layout ou troca de prestador de serviços (INSTITUTO DA QUALIDADE
AUTOMOTIVA, 2008).
2.17.1. Requisitos do processo
Para realizar um PPAP em peças de produção é necessário que seja
produzido um lote de 8 horas ou 300 peças. Esses valores podem mudar caso houver
alguma negociação prévia com o cliente.
As peças devem ser produzidas conforme o processo foi definido: utilizando
máquinas, instrumentos de medição e materiais. Se a produção é feita por moldes
com várias cavidades, as peças devem ser medidas individualmente, levando em
consideração cada cavidade ou posição. Para materiais a granel, não há
especificação de quantidade desde que a amostra submetida represente um processo
estável (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008)
2.17.2. Requisitos do PPAP
Exige-se que 18 itens sejam seguidos e cumpridos. As peças devem
atender a todos os requisitos do registro do projeto e especificações do cliente,
inclusive os que estão relacionados à segurança (INSTITUTO DA QUALIDADE
AUTOMOTIVA, 2008).

37
2.17.3. Registros do projeto
São considerados registros do projeto:
Registro em formato eletrônico CAD/CAM;
Registros de medição (Dimensionamento geométrico e tolerâncias);
Desenhos para comprovar as medições tomadas;
Relatórios da composição ou substancia comprovando a
compatibilidade determinada pelo cliente.
Em peças poliméricas a identificação é feita com o símbolo ISO:
Plástico, ISO 11649 ou 11629 elastoméricas.
Peças em plástico com pelo menos 100g (ISO 11469/1043-1)
Peças elastoméricas com pelo menos 200g (ISO 11469/1629)
É necessário também ter todos os registros de alteração de engenharia do
projeto e também as alterações feitas pelo cliente.
Deve-se utilizar o FMEA (Analise de modo e efeitos de falha potencial),
para o projeto de acordo com os requisitos especificados pelo cliente (INSTITUTO DA
QUALIDADE AUTOMOTIVA, 2008).
2.17.4. Diagrama do fluxo do processo
A organização deve ter um fluxo do processo especifico que descreva as
sequências do processo de produção. E possuir também a análise de modo e efeito
de falha do processo (PFMEA) de acordo com os requisitos do cliente (INSTITUTO
DA QUALIDADE AUTOMOTIVA, 2008).

38
2.17.5. Plano de controle
É necessário definir planos de controle, ou seja, métodos de controle do
processo. Esses planos devem atender os requisitos específicos do cliente. Alguns
clientes solicitam esses planos para a aprovação (INSTITUTO DA QUALIDADE
AUTOMOTIVA, 2008).
2.17.6. Estudo de análise dos sistemas de medição (MSA)
O MSA são estudos do sistema de medição, tais como repetitividade e
reprodutibilidade (R&R), tendências, linearidade, estudos de estabilidade de todos
dispositivos e equipamentos de medição (INSTITUTO DA QUALIDADE
AUTOMOTIVA, 2008).
2.17.7. Resultados Dimensionais
A organização deve fornecer relatórios de medição requeridas no projeto e
no plano de controle. Os resultados dessas medições devem indicar conformidade
com os requisitos especificados. Qualquer alteração que surgir deve ser incorporada
no registro do projeto (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008).
Os registros de ensaios e desempenhos devem também seguir os
parâmetros especificados no registro do projeto ou plano de controle. Esses registros
devem indicar e incluir:
Data de teste
Quantidade testada
Especificações nas quais a peça foi testada
Resultados obtidos
Dados do cliente e fornecedor

39
2.17.8. Estudos de iniciais do processo
Antes de submeter ao PPAP, o processo deve ter um entendimento de
aceitável. O cliente também deve estar de acordo com esse entendimento do
processo.
Essa etapa é feita a curto prazo, não tendo uma preocupação em avaliar o
processo em dados atributivos. Alguns índices de qualidade são observados no
estudo inicial. Índices de capabilidade de desempenho também são apurados para se
concluir que o processo caminha bem, antes de ser submetido ao PPAP.
Um dos critérios para aceitação é a apuração do cpk (capability study), se
estiver acima de 1.67 o processo atual atende ao critério, entre 1,33 a 1.67 pode ser
aceitável e ficando abaixo de 1,33 não atende ao critério.
Caso o processo não estiver atendendo aos critérios de estudo inicial,
deverá ser elaborado um plano de ação para aprovação (INSTITUTO DA QUALIDADE
AUTOMOTIVA, 2008).
2.17.9. Documentação de Laboratório Qualificado
Os testes de ensaio devem ser realizados em laboratórios qualificados
tanto internos como externos.
2.17.10. Relatório de Aprovação de Aparência (RAA)
Caso a peça tenha algum requisito de cor, granulação ou superfície, uma
amostra com o formulário RAA deve ser preenchido e enviado ao cliente.

40
2.17.11. Amostras de Peças de Produção
A organização deve fornecer amostras de produto como especificado pelo
cliente.
2.17.12. Amostra Padrão
A organização deve ficar com uma amostra padrão em seu poder. Essa
amostra deve ter uma documentação com a data de aprovação do cliente.
2.17.13. Auxílio de Verificação
Ao longo do tempo, podem surgir novos meios de verificação, como
dispositivos e gabaritos. A organização deve documentar todas as alterações
realizadas. Geralmente esses auxílios de verificação não se aplicam a materiais a
granel (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008).
2.17.14. Requisitos Específicos do Cliente
A organização deve ter registros de conformidade de todos requisitos
específicos do cliente.
2.17.15. Certificação de Submissão de Peça (PSW)
Ao concluir todos requisitos do PPAP, a organização deve preencher o
certificado de submissão de peça. Esse certificado é individual para cada peça. Caso

41
haja algum acordo com o cliente, a forma de realização do certificado pode ser
diferente.
No caso dos moldes com várias cavidades / posições, essa particularidade
deve ser preenchida no PSW.
A organização deve verificar todos os resultados de medições e testes,
estes devem estar em conformidade com os requisitos do cliente e toda a
documentação disponível. A aprovação do certificado é feita por um funcionário
responsável pela organização (INSTITUTO DA QUALIDADE AUTOMOTIVA, 2008).
Figura 8: Certificado de submissão de peça (PSW)

42
3. ESTUDO DE CASO
Realizou-se uma visita à empresa no dia 22 de março com o objetivo de
conhecer seus processos e encontrar oportunidades de melhoria.
A empresa fabrica plástico filme que é utilizado em embalagens de
produtos e também no segmento alimentício. Ela conta com 150 colaboradores
distribuídos em seus diversos processos. A empresa está em processo de certificação
da ISO 9001 onde já foi realizada a primeira auditoria pela DNV. O relatório ainda não
foi entregue.
A visita teve como o nosso guia o aluno José Araújo que é integrante de
grupo e funcionário da empresa no setor da qualidade. O processo foi acompanhado
desde a produção da matéria prima, que são os granulados, que são feitos a partir da
mistura de vários produtos químicos. O granulado produzido é enviado para as
máquinas que produzem o plástico filme.
Nessa primeira parte do processo, observou-se que havia muitas falhas de
identificação de matéria-prima devido à falta de organização, à falta de documentação
de processo, e outros problemas que levam a erros na fabricação dos granulados:
mistura incorreta de componentes do plástico e processos alternativos que não estão
documentados.
O granulado produzido vai virar plástico filme, que tem suas propriedades
já definidas logo na composição dos grânulos. O granulado é introduzido na máquina
por sucção, aonde é derretido e transformado em filme. A espessura (medida em
mícron) é definida na máquina pelo operador ou líder de produção, esse valor é
determinado pela ordem de fabricação.
A área onde as máquinas fabricam os plásticos é a mais organizada,
possuindo demarcações no piso indicando as áreas de armazenamento de material.
O filme é armazenado em rolos que, por sua vez, pode ser encaminhado à
outra etapa, que é a gravação de logotipos conforme a necessidade do cliente. Os
rolos também recebem um acabamento, onde é cortado de acordo com o
comprimento solicitado no pedido. Após o acabamento, os rolos vão para o setor de
embalagem aonde são pesados e embalados e montados em paletes.
As aparas são enviadas para um setor de reciclagem, onde são
transformadas em granulados novamente, porém de inferior qualidade. Esse

43
granulado reciclado pode se tornar outro tipo de filme, ou pode ser vendido na forma
de grânulos para outras empresas.
Em determinados locais, observou-se também o risco de acidentes graves,
devido à estrutura precária do local.
Na parte administrativa o PCP faz a programação baseado nas
informações enviadas pelo departamento de vendas. As ordens de serviços são
geradas por esse setor e enviadas para o gerente de produção, só então são
encaminhadas para os líderes de produção.
A empresa também dispõe de alguns indicadores, que possuem valores
adequados, porém o índice de entrega está abaixo da meta.
De início pensou-se que havia erros na programação da produção, porém
foi identificado que o problema não era no PCP, e sim na priorização das entregas. A
empresa dá preferência a alguns clientes e colocam o pedido na frente dos demais,
então o material que estava na expedição, que ia para um determinado cliente, é
desviado. Essa forma de agir foi determinada pela diretoria da empresa.
Outro indicador observado foi o de aparas, que, segundo informações, é
um índice ainda não muito confiável. Identificou-se uma quantidade de aparas muito
grande, porém não é possível qualifica-lo como um indicador ruim, pois os dados ainda
não são confiáveis.
3.1. Outras considerações
A empresa tem capacidade para produzir 11 toneladas por dia de filme.
O almoxarifado, manutenção, estoque de canudos dos rolos também
foram visitados.
Nos três setores acima foi observada muita desorganização, sem
controle de material, risco alto de acidentes.
Os setores de PCP, vendas e RH não estavam funcionando no dia da
visita.

44
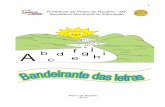
3.2. Fotos da empresa bandeirante
Figura 9: Indústria Bandeirante

45
3.3. Escolha da ferramenta
Após visita a todos os setores da Indústria Bandeirante, verificou-se a
necessidade de organização em alguns locais. Esse problema foi também relatado
por diversos funcionários. Portanto, a ferramenta 5S será utilizada como forma de
melhoria na empresa.
O 5S é uma ferramenta de fácil aplicação mas requer o envolvimento de
todos. Ela muda a cultura da empresa tornando o ambiente organizado, limpo e
padronizado, melhorando a qualidade do trabalho e a saúde do funcionário. Essa
ferramenta é utilizada como passo inicial para implantação da norma ISO 9001,
porém, como a empresa não deu atenção para esse caso e já iniciou a implantação,
o 5S será implantado em paralelo com a certificação.

46
4. IMPLANTAÇÃO DO 5S
4.1. Criar expectativa
Como primeiro passo é necessário criar expectativa aos funcionários,
colocando faixas na empresa com antecedência, dando dicas que uma coisa nova
está chegando, criando interesse e expectativa em todos.
4.2. Divulgação do programa e elaboração de concurso
O próximo passo é divulgar o programa. Apresentá-lo a todos da empresa,
explicando a sua importância, vantagens, custos e de como todos têm que se
comportar para uma implantação eficaz e duradoura.
Um concurso deve ser criado para escolher uma mascote e o nome para
um jornal interno, para divulgar informações do programa, como informações gerais
de qualidade e todo e qualquer assunto importante para empresa. Nessa etapa o
objetivo é criar um clima favorável para inclusão de uma nova cultura, mostrando que
o programa traz benefícios, e vai ajudá-los no dia a dia agregando positivamente em
seus currículos profissionais.
O programa deve ser divulgado de forma ampla, utilizando todos os canais
de comunicação da empresa (e-mail, murais, faixas). É importante que todos na
empresa saibam e sejam inseridos nesse clima, enfatizando que todos são
importantes para essa melhoria.
Na apresentação do programa 5S a alta direção iniciará a reunião e o setor
de qualidade explicará o programa. É de suma importância a presença de todos da
alta direção, mostrando para todos os funcionários que o envolvimento é amplo e é
vontade da direção que o programa seja bem sucedido.

47
4.3. Multiplicadores do programa 5S
O próximo passo é definir um facilitador de cada setor. Estas pessoas serão
os multiplicadores do programa e seus auditores. É necessário também, registrar em
fotos todos os setores para ter um comparativo depois que a ferramenta for aplicada.
4.4. Conclusão do concurso
A próxima etapa é a conclusão do concurso, onde o vencedor do nome do
jornal interno é premiado e a mascote é definida através de votação.
4.5. Comunicação
O próximo passo é a comunicação. É a divulgação da data do início dos
treinamentos, onde todos devem ser treinados, desde o escritório até a fábrica. Será
definido um “Dia D”, o dia da grande Limpeza.
Nessa etapa é importante distribuir camisetas e brindes fazendo alusão ao
programa.
4.6. Treinamento
Essa é a etapa do treinamento, que será ministrado pelos integrantes do
departamento da qualidade. Todos os participantes receberão certificados e brindes.
Aqui, os facilitadores do programa também serão treinados.

48
4.7. Dia D
No dia D, serão aplicados todos os “sensos”, com participação efetiva de
todos da fábrica e áreas administrativas. Os facilitadores ajudarão e orientarão os
trabalhos. Ao final do dia será feita uma confraternização com todos para reforçar a
união e promover sinergia.
4.8. Avaliação do 5S
Aqui será avaliada a aplicação da metodologia, utilizando uma lista de
verificação para poder mensurar os setores. O antes e o depois devem ser mostrados
nessa etapa com o auxílio do jornal.
4.9. Auditorias do 5S
Auditorias devem ser feitas inicialmente todas as semanas, para garantir
que as lições aprendidas não sejam esquecidas. Essas auditorias servem para
garantir que o senso da autodisciplina se torne parte da cultura da empresa.
Conforme a maturidade do programa, a frequência de auditorias diminui,
mas devem ser realizadas pelo menos uma vez por mês.
4.10. Autodisciplina
Para garantir a autodisciplina é necessário realizar reuniões mensais com
todos colaboradores, reforçando a importância de que sempre é possível melhorar.
Devem ser mostrados os resultados da empresa como um todo e os benefícios que
estão sendo alcançados com o 5s.

49
É importante também parabenizar os colaboradores pelas boas práticas
que foram criadas a partir do 5s.
4.11. Kaizen
Essa etapa visa a melhoria contínua, com a realização de um treinamento
de Kaizen, para ampliar o conhecimento de todos e agregar essa ferramenta junto ao
5s. Um mural com as melhorias obtidas com o Kaizen deve ser criado e os melhores
projetos devem ser premiados.

50
CONCLUSÃO
Após visita à Indústria Bandeirante, verificou-se que falta maturidade no
uso das ferramentas de qualidade. Mesmo a empresa ter a preocupação de se
certificar na norma ISO 9001, há muitos outros pontos que podem ser melhorados,
por exemplo, a organização em geral, o envolvimento da alta direção, a documentação
dos processos, o controle de entrega e o foco no cliente.
A presente pesquisa teve o objetivo de encontrar uma melhoria na empresa
e, dentro do grande número de oportunidades encontradas, foi escolhida a ferramenta
5S como ponto de partida para outras.
A ferramenta 5S traz grandes vantagens a qualquer setor que for aplicada.
Pois os cinco sensos (utilização, arrumação, limpeza, higiene e autodisciplina) são
utilizados continuamente, mantendo o ambiente de trabalho sempre organizado e
facilitando a execução de qualquer tarefa.
Descreve-se um passo a passo para a implantação, pois já houve uma
tentativa de aplicação dessa ferramenta, porém não se obteve o envolvimento de
todos. Com essa nova abordagem de criar expectativa nos funcionários e distribuir
brindes para incentivar a participação, espera-se o empenho de todos, pois valoriza o
ambiente de trabalho e o desenvolvimento profissional do colaborador.
De forma a garantir o funcionamento do programa, auditorias devem ser
realizadas, isso garante a correção dos desvios logo no início, contribuindo com o
estabelecimento de uma nova cultura.

51
BIBLIOGRAFIA
AGUIAR, Silvio. Integração das ferramentas da qualidade ao PDCA e ao Programa Seis Sigma. 2ª edição. São Paulo: Editora INDG, 2006. ALVES, Vera Lúcia de Souza. Gestão da Qualidade: ferramentas utilizadas no contexto contemporâneo da saúde. 1ª edição. São Paulo: Martinari 2008. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 9001: Sistemas de gestão da qualidade – Requisitos. Rio de Janeiro: ABNT, 2008. CAMPOS, Vicente Falconi. TQC: Controle da Qualidade Total no estilo japonês. 7ª Edição. São Paulo: Editora INDG, 2004. CAUCHICK, Paulo Augusto. Qualidade: enfoque e ferramentas. São Paulo: Editora Artliber, 2006. COSTA, Fernando Branco et al. Controle Estatístico de Qualidade. 2ª edição. São Paulo: Editora Atlas, 2009. INSTITUTO DA QUALIDADE AUTOMOTIVA (IQA). Análise dos sistemas de medição MSA: manual de referência. 3ª edição. São Paulo: IQA, 2002. ___________________________________________. Planejamento avançado da qualidade do produto e plano de controle. 2º edição. São Paulo: IQA 2008). LAFRAIA, João Ricardo Baruessi. Manual de Confiabilidade, Mantenabilidade e Disponibilidade. 1ª edição. Rio de Janeiro: Editora Qualitymark, 2001. MELLO, Carlos Henrique Pereira et al. ISO 9001: 2008: sistema de gestão da qualidade para operações de produção e serviços. 1ª edição. São Paulo: Editora Atlas, 2009. MEYER, Paul L. Probabilidade: Aplicações à Estatística. 1ª edição. São Paulo: Editora LTC, 2012.

52
MEZOMO, João Catarin. Gestão da qualidade na escola: princípios básicos. São Paulo: Editora Terra, 1994. MORAES, Giovanni. Sistema de gestão de riscos: estudo de análise de riscos: volume 2. 1ª edição. Rio de Janeiro: Editora GVC, 2013. MURRAY, Spiegel. Probabilidade e Estatística. 1ª edição. São Paulo: Pearson Education, 2004. OAKLAND, John. Gerenciamento da Qualidade Total. São Paulo: Nobel, 1994. OLIVEIRA, Otávio José. Gestão da Qualidade: Tópicos Avançados. 1ª edição. São Paulo: Pioneira Thompson Learning, 2003. OSBORN, Alex F. O Poder Criador da Mente. 8ª edição. São Paulo: IBRASA , 1997. PALADINI, Edson Pacheco. Gestão da Qualidade: Teoria e Prática. 2ª edição. São Paulo: Editora Atlas, 2007. ROTONDARO, R. G. Seis Sigma: estratégia gerencial para a melhoria de processos, produtos e serviços. São Paulo: Editora Atlas, 2008. WERKEMA, Maria Cristina Catarino. Ferramentas Estatísticas Básicas para o Gerenciamento de Processo. 1ª edição. Belo horizonte: EFCO, 2006.