PROJETO MECÂNICO DE UMA MÁQUINA DE ENSAIO DE...
90
PROJETO MECÂNICO DE UMA MÁQUINA DE ENSAIO DE FADIGAPARA ARAMES DA ARMADURA DE TRAÇÃO DE DUTOS FLEXÍVEIS Ana Carolina Cortez de Omena Vasques Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Sylvio José Ribeiro de Oliveira. Rio de Janeiro AGOSTO de 2014
Transcript of PROJETO MECÂNICO DE UMA MÁQUINA DE ENSAIO DE...
PROJETO MECÂNICO DE UMA MÁQUINA DE ENSAIO DE FADIGAPARA
ARAMES DA ARMADURA DE TRAÇÃO DE DUTOS FLEXÍVEIS
Ana Carolina Cortez de Omena Vasques
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Sylvio José Ribeiro de Oliveira.
Rio de Janeiro
AGOSTO de 2014
ii
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
PROJETO MECÂNICO DE UMA MÁQUINA DE ENSAIO DE FADIGA PARA
ARAMES DA ARMADURA DE TRAÇÃO DE DUTOS FLEXÍVEIS
Ana Carolina Cortez de Omena Vasques
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Aprovado por:
_____________________________________________
Prof. Sylvio José Ribeiro de Oliveira, Dr. Ing
_____________________________________________
Prof.Gustavo César Rachid Bodstein, PhD
_____________________________________________
Prof. Vitor Ferreira Romano, Dott. Ric.
RIO DE JANEIRO, RJ - BRASIL
AGOSTO de 2014

iii
Cortez de Omena Vasques, Ana Carolina
Projeto Mecânico de uma Máquina de Ensaio de
Fadiga para Arames da Armadura de Tração de Dutos
Flexíveis / Ana Carolina Cortez de Omena Vasques. – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2014.
VIII, 79 p.: il.; 29,7 cm.
Orientador: Sylvio José Ribeiro de Oliveira
Projeto de Graduação – UFRJ/ POLI/ Engenharia
Mecânica, 2014.
Referências Bibliográficas: p.3.
1. Revisão da literatura. 2. Projeto Básico. 3. Projeto
de Detalhamento 4. Conclusão
I. De Oliveira, Sylvio José Ribeiro. II. Universidade
Federal do Rio de Janeiro, Escola Politécnica, Curso de
Engenharia Mecânica. III. Título

iv
AGRADECIMENTOS
Agradeço a Deus, por ser meu melhor amigo e sempre estar comigo nos momentos bons
e também nos difíceis.
Agradeço à minha família por me amar e apoiar todos os dias e em qualquer situação.
Agradeço aos meus amigos por tornarem minha vida mais alegre.
Agradeço à UFRJ, desde o diretor aos funcionários da limpeza, pois todos contribuíram
direta ou indiretamente para que eu chegasse onde cheguei.
v
Resumo do projeto de graduação apresentado ao DEM/UFRJ como parte dos requisitos
necessários para obtenção do grau de Engenheiro Mecânico.
PROJETO MECÂNICO DE UMA MÁQUINA DE ENSAIO DE FADIGA PARA
ARAMES DA ARMADURA DE TRAÇÃO DE DUTOS FLEXÍVEIS
Ana Carolina Cortez de Omena Vasques
Agosto/2014
Orientador: Sylvio José Ribeiro de Oliveira
Curso: Engenharia Mecânica
O presente trabalho apresenta um projeto de uma máquina de fadiga para arames de
armadura de tração de dutos flexíveis que foi desenvolvido com o objetivo de investigar as
falhas causadas pela fadiga associada à corrosão.A partir de algumas premissas, foram feitos os
cálculos de dimensionamento necessários e o desenho mecânico final de projeto,com base nos
valores dos componentes presentes no equipamento e com base nosconhecimentos adquiridos
ao longo do curso de engenharia mecânica.
Palavras-chave: Duto flexível, Tubos Flexíveis, Fadiga, Projeto Mecânico, Riser.

vi
Abstract of Undergraduate Project presented to DEM/UFRJ as a part of fulfillmentof the
requirements for the degree of Engineer.
MACHINE DESIGN OF A FATIGUE TEST MACHINE FOR TENSILE STRESS
ARMOUR WIRES OF FLEXIBLE PIPES
Ana Carolina Cortez de Omena Vasques
August/2014
Advisor: Sylvio José Ribeiro de Oliveira
Course: Mechanical Engineering
This project presents the design of a fatigue test machine for tensile stress armour wires
of flexible pipes,which has been developed with the objective of investigating failure caused by
fatigue in association with corrosion. Starting from some assumptions, dimensioning calculus
have been made, as well as the technical drawing related to the project, based onthe values of
the components present in fatigue test machine and based on theknowledge acquired during the
mechanical engineering course.
Keywords: Flexible Pipe, Fatigue, Machine Design, Riser.

vii
SUMÁRIO
1. Introdução ............................................................................................................................. 1
2. Revisão da Literatura ............................................................................................................ 3
2.1. Dutos Flexíveis ................................................................................................................... 3
2.2.Dutos de Camadas Não-Aderentes ...................................................................................... 4
2.2.1. Carcaça Intertravada .................................................................................................... 4
2.2.2. Revestimento Interno .................................................................................................. 5
2.2.3. Armadura de Pressão ................................................................................................... 5
2.2.4. Revestimento Intermediário ........................................................................................ 5
2.2.5. Armaduras de Tração .................................................................................................. 6
2.2.6. Revestimento Externo ................................................................................................. 6
2.3. Normas sobre Dutos Flexíveis ........................................................................................... 6
2.4. Fadiga em Dutos flexíveis .................................................................................................. 7
2.5. Outras Máquinas de Ensaio de Fadiga ............................................................................... 9
3. Projeto Básico ..................................................................................................................... 17
3.1. Lista de Exigências........................................................................................................... 17
3.2. Alternativas Consideradas para o Projeto ........................................................................ 18
4. Projeto de Detalhamento ..................................................................................................... 21
4.1 Cálculos Básicos ............................................................................................................... 21
4.1.1. Pressão de Projeto ..................................................................................................... 22
4.1.2. Força de Tração Necessária ....................................................................................... 22
4.1.3. Passo da Hélice do Arame ......................................................................................... 24
4.1.4. Deformação Máxima do Arame ................................................................................ 24
4.1.5. Deslocamento Máximo do Cilindro de Base ............................................................. 25
4.1.6. Comprimento da Parte Interna do Tanque ................................................................ 26
4.1.7. Torque Necessário para Tracionar os 4 Arames........................................................ 26
4.2. Carcaça e Acessórios ........................................................................................................ 27
4.2.1. Espessura da Carcaça ................................................................................................ 28
4.2.2. Espessura do Flange da Carcaça ............................................................................... 31
4.2.3. Espessura de Tampa da Carcaça ............................................................................... 35
4.2.4. Cálculo da Força de Arranque da Tampa .................................................................. 40
4.2.5. Cálculo dos Parafusos que Fixam a Tampa à Carcaça .............................................. 40
4.2.6. Cálculo da Pressão da Gaxeta ................................................................................... 43
4.2.7. Cálculo dos Parafusos que Fixam a Tampa à Carcaça .............................................. 43
4.3. Cilindro-Base para os Arames .......................................................................................... 45

viii
4.4. Fixação do Arame ao Cilindro-Base ................................................................................ 46
4.4.1. Cálculo da Normal Necessária para Segurar o Arame .............................................. 47
4.4.2. Cálculo do Parafuso Necessário para Segurar o Arame ............................................ 47
4.5. Fixação do Arame ao Sensor de Tensão .......................................................................... 49
4.5.1.. Perda de Carga Devido ao Atrito entre o Arame e a Pinça ...................................... 50
4.5.2. Cálculo da Normal Necessária para Segurar o Arame .............................................. 51
4.5.3. Cálculo da Normal à Pinça Necessária para Segurar o Arame ................................. 51
4.5.4. Cálculo da Rosca necessária para apertar a pinça ..................................................... 52
4.6. Conjunto de Medição ....................................................................................................... 54
4.6.1.Cálculo da Rosca que É Conectada ao Sensor ........................................................... 54
4.6. Acionamento Helicoidal ................................................................................................... 57
4.6.1. Dimensionamento do Acionamento Helicoidal ........................................................ 58
4.6.2. Cálculo dos Parafusos que Fixam a Rosca ao Cilindro-Base .................................... 60
4.6.3. Cálculo da Eficiência da Rosca ................................................................................. 63
4.7. Caixa de Rolamentos ........................................................................................................ 64
4.7.1. Cálculo da Carga Estática Requerida ........................................................................ 65
4.7.2. Cálculo da Vida do Rolamento ................................................................................. 66
4.7.3. Dimensionamento dos Parafusos que Fixam a Tampa da Caixa de Rolamentos ...... 66
4.8. Cilindro Hidráulico .......................................................................................................... 69
4.8.1. Dimensionamento do Cilindro Hidráulico ................................................................ 69
4.9. Fixação do Cilindro-Base à Sua Base .............................................................................. 70
4.9.1. Cálculo do Dimensionamento da Chaveta ................................................................ 70
4.10. Vedações .................................................................................................................... 72
5. Considerações Finais ........................................................................................................... 76
6. Referências Bibliográficas .................................................................................................. 78
Anexo 1 – Catálogo de Gaxeta Flexível Asalit ....................................................................... 80
Anexo 2 –Catálogo de Tarugos de Celeron Cobex ................................................................. 81
1
1. INTRODUÇÃO
No século XX, o petróleo tornou-se uma das principais fontes de energia, pois dele
derivam-se diversos combustíveis, tais como gás natural, gás liquefeito de petróleo, gasolina,
querosene, diesel e óleo combustível. Na exploração offshore de petróleo são utilizados dutos
rígidos ou flexíveis para conduzir o petróleo no fundo do mar até a plataforma. Normalmente,
tubos rígidos são constituídos de uma única camada de aço, já os tubos flexíveis, possuem
diversas camadas de aço e polímeros.
Os dutos flexíveis, na forma como são conhecidos hoje, foram desenvolvidos pelo
Instituto Francês de Petróleo (Institut Français du Pétrole – IFP) ao fim dos anos 60 para a
indústria de perfuração de poços e também em sistemas com turbinas. [1]
Esta aplicação não foi bem sucedida, contudo, a partir dela foi criada a companhia
Coflexip, que é a atual Technip, que é a atual líder de mercado no setor de tubos flexíveis. [2]
Além da Technip (França), outras grandes fabricantes de dutos flexíveis no mundo são NKT
Flexibles (Dinamarca) e Wellstream (EUA).
Devido às suas diversas camadas, é difícil criar um modelo de tensões para os tubos
flexíveis. A análise de fadiga é particularmente complexa, pois existem diversos mecanismos de
fadiga diferentes atuando nos dutos flexíveis. Não há uma curva de fadiga que descreva o tubo
como um todo, a análise de fadiga é feita para cada camada e mesmo essa análise específica
contém muitas não linearidades e incertezas. Por isso, os testes experimentais ainda têm grande
importância para o projeto de dutos flexíveis.
O presente trabalho apresenta as motivações e os cálculos realizados para o
desenvolvimento do projeto mecânico de uma máquina de ensaios de fadiga específica para
arames da armadura de tração de dutos flexíveis.
A seção 2 traz uma revisão da literatura com informações relevantes sobre os dutos
flexíveis para contextualizar o projeto mecânico. São apresentadas também algumas normas
sobre a construção de dutos flexíveis que instruem sobre os testes de fadiga padronizados a
2
serem realizados nos dutos flexíveis. Foi realizada também uma pesquisa sobre máquinas de
fadiga que são usadas atualmente para fazer testes de fadiga relacionados aos arames das
armaduras de tensão dos dutos flexíveis, os modelos mais relevantes encontrados são
apresentados ao final dessa seção.
A seção 3 traz informações sobre o projeto básico. No projeto básico foram discutidas
as premissas do projeto, tais como o tipo de arame utilizado para os testes e as condições de
ensaio, que são apresentadas na forma de uma lista de exigências. As discussões que foram
desencadeadas nessa etapa do projeto também são apresentadas nessa seção, apresentando as
justificativas para as decisões tomadas.
A seção 4 constitui o projeto de detalhamento. Essa seção traz informações sobre o
dimensionamento das peças e a escolha dos materiais, são apresentadas também justificativas
relacionadas ao design do projeto. Os cálculos relacionados ao dimensionamento se encontram
no corpo dessa seção.
3
2. REVISÃO DA LITERATURA
2.1. Dutos Flexíveis
Dutos Flexíveis, também conhecidos como risers, são tubulações utilizadas
principalmente para o transporte de petróleo. Há basicamente dois tipos de dutos flexíveis
quanto à sua construção: dutos de camadas aderentes (bonded) e dutos de camadas não-
aderentes (unbonded).
Os dutos de camadas não-aderentes (Figura 2.2) caracterizam-se por terem camadas
montadas umas sobre as outras, sem uniões entre elas. Isso permite movimento entre as
camadas, o que dá ao duto flexível maior flexibilidade, porém em contrapartida gera atrito. Os
dutos desse tipo podem ser subdivididos em 3 famílias [3].
Família I –Essa família abriga os dutos que não possuem uma carcaça interna,
sendo indicado para pressões mais baixas.
Família II - Os dutos flexíveis da família II não possuem armadura de pressão nem
revestimento intermediário.
Família III - Os dutos flexíveis da família III em alguns casos não possuem o
revestimento intermediário, mas possuem a armadura de pressão, eles são usados
como tubos pesados por serem mais reforçados que os demais.
Os dutos de camadas aderentes (Figura 2.1) têm seus componentes metálicos
vulcanizados em uma matriz de elastômero ou unidos por meio de adesivos. Alguns possuem
uma carcaça interna (dutos da família V), o que aumenta a sua resistência à pressão em relação
aos dutos que não possuem carcaça interna (dutos da família IV).
Figura 2.1 – Duto Flexível de Camadas Aderentes [4]

4
2.2.Dutos de Camadas Não-Aderentes
O desenvolvimento da máquina de ensaios desse trabalho visa investigar o
comportamento dos arames da armadura de tração, que estão presentes apenas em dutos de
camadas não aderentes. Por isso, serão apresentados mais detalhes sobre esta forma construtiva.
Xavier [4] e Souza [5] apresentam informações gerais sobre cada camada.
Figura 2.2 – Duto Flexível de Camadas Não-Aderentes [5]
2.2.1. Carcaça Intertravada
A carcaça é a camada mais interna do duto flexível. Ela é composta de um perfil
metálico, usualmente de aço inoxidável austenítico(AISI 304, 304L, 316 ou 316L) ou aço
inoxidável ferrítico (AISI 409 ou 430), enrolado em forma de helicoide. [6] A seção desse perfil
pode variar de acordo com o projeto e o fabricante, mas a função é sempre a mesma: evitar o
colapso da estrutura devido às cargas radiais distribuídas, tais como a pressão externa. Além
disso, ela fornece resistência à abrasão causada por partículas do fluido transportado pelo duto.
Carcaça Intertravada
Camada Plástica Interna
Armadura de Pressão
Armaduras de Tração
Camada Plástica Antidesgaste
Camada Plástica Externa
5
A geometria da carcaça intertravada é projetada de modo a ter máxima resistência a
cargas radiais concentradas ou distribuídas e possibilitar simultaneamente boa flexibilidade ao
tubo. O ângulo de hélice do helicoide é quase 90°. Em oposição à alta resistência a cargas
radiais, a resistência a cargas axiais é muito baixa.
2.2.2. Revestimento Interno
O revestimento interno é composto por uma camada polimérica que tem o objetivo de
manter a estanqueidade do fluido a ser transportado e diminuir o atrito entre a carcaça e a
armadura de pressão. Ela é composta normalmente por HDPE (Polietileno de alta densidade).
XLPE (Polietileno Termofixo), PA-11 ou PA-12 (Poliamida) e PVDF (Fluoreto de Polivinideno
– termoplástico). [6]
2.2.3. Armadura de Pressão
A armadura de pressão tem como sua principal função resistir a esforços radiais devido
ao carregamento advindo da pressão interna, à pressão externa atuante sobre a linha e a cargas
mecânicas radiais. Deste modo, a armadura de pressão ajuda a diminuir os esforços sobre a
carcaça intertravada.
Assim como a carcaça intertravada, ela é composta por um perfil metálico enrolado em
forma de helicoide com ângulo de hélice próximo de 90°, o que lhe confere também pouca
rigidez axial e à flexão. Em alguns projetos, são colocadas duas camadas de armadura de
pressão, sendo elas enroladas em sentidos contrários nesse caso, para manter o equilíbrio de
esforços.A armadura de tração é geralmente composta de aço carbono. [6]
2.2.4. Revestimento Intermediário
O revestimento intermediário tem a função de reduzir o atrito entre a armadura de
pressão e as armaduras de tração. Ela é composta dos mesmos materiais usados para o
revestimento interno. [6]
6
2.2.5. Armaduras de Tração
As armaduras de tração são um complemento às armaduras de pressão, pois elas
resistem às cargas axiais e aos esforços de flexão durante o serviço do duto.
As armaduras são compostas por fitas de aço enroladas em forma de helicoide, assim
como a armadura de pressão. A grande diferença está no ângulo de hélice. Diferente da
armadura de pressão, nesse caso o ângulo de hélice é normalmente próximo de 30°. Elas são
sempre encontradas em pares, cada uma enrolada em um sentido, para assegurar que haja
equilíbrio dos esforços torcionais. Entre as duas camadas de armadura há comumente um
material polimérico antiatrito que aumente a mobilidade entre as camadas. Os materiais usados
para construir essa camada são os mesmos usados para a armadura de pressão. [6]
2.2.6. Revestimento Externo
O revestimento externo é a camada mais externa do duto flexível. A sua finalidade é
proteger o duto do meio externo (normalmente água do mar, areia, pedras e animais marinhos).
Os materiais empregados na construção do revestimento externo são: HDPE, PA-11 e PA-12.
[6]
Apesar da existência do revestimento externo, que a princípio impediria o contato das
armaduras de pressão com o meio externo, que é corrosivo, o que ocorre na realidade é que há
falhas no revestimento externo que permitem o contato do fluido com as camadas metálicas. Por
isso, se tornou importante o estudo da fadiga dos arames usados nos dutos flexíveis associado
ao desgaste causado pela corrosão.
2.3. Normas sobre Dutos Flexíveis
Há algumas normas internacionais sobre ensaios para dutos flexíveis, que foram
consultadas para o presente trabalho.
O American Petroleum Institute (API) fornece padrões e recomendações para o projeto,
análise, fabricação, testes, instalação e operação de dutos flexíveis em API Specification for
Unbonded Flexible Pipes 17J [7] e API Recomended Practice for Flexible Pipe 17B [3].
7
A DNV – Det Norske Veritas publicou documentos com padrões e práticas
recomendadas para dutos flexíveis offshore.Pode-se citar entre eles: DNV-OS-F201 Offshore
Standart F201: Dinamic Risers [8] e DNV Rules for Certification of Flexible Risers andPipes
[9].
AInternational Organization for Standartization (ISO) publicou ISO 13628 Part 2-
UnbondedFlexible Pipe Systems for Subsea and Marine Application [10], que é similar a API
17J.
Finalmente, há uma norma brasileira da PETROBRAS, N-2409 [11] que também faz
referência aos dutos flexíveis. Outro documento da PETROBRAS, I-ET 3500.00.6500-291-
PAZ-001 [12] estabelece os requisitos para ensaios não padronizados de qualificação de
protótipos de dutos flexíveis e fornece também requisitos para o ensaio de fadiga em tração
axial.
2.4. Fadiga em Dutos flexíveis
Fadiga é uma falha mecânica causada pela aplicação repetida e localizada de
carregamentos (tensões ou deformações) variáveis, sendo que sua característica principal é a
propagação lenta e gradual de trincas, levando ao desgaste e ruptura repentina dos componentes,
após um determinado número de ciclos. Essas falhas ocorrem usualmente em níveis de tensão
inferiores ao limite de escoamento do material, por isso, além da análise de tensões é preciso
fazer para elementos estruturais como a armadura de tração dos dutos flexíveis cálculos
específicos de fadiga.
Os dutos flexíveis sofrem com a fadiga em todo o seu comprimento; contudo, em alguns
pontos o efeito da fadiga é mais exacerbado pois há maior variação dinâmica dos esforços e a
falha por fadiga é mais propensa a ocorrer. Esses pontos são aqueles de curvatura mais
acentuada, tais como a conexão com a plataforma e o ponto de toque no fundo (TDP – Touch
Down Point), que é o ponto onde o duto flexível entra em contato com o fundo do mar. Para o
caso de dutos flexíveis com boias ou flutuadores distribuídos, o topo e o cavado também sofrem
8
com a fadiga. Dentre todos esses pontos, a conexão do topo é a mais preocupante pois, além da
variação dinâmica, é uma região submetida a altos valores de tração média e elevada variação
do momento fletor. Bending Stiffener (enrijecedores à flexão) são colocados nessa conexão para
proteger o duto flexível contra a flexão.
Segundo Lemos [13], existem 4 tipos de fadiga que devem ser considerados quando da
análise das camadas metálicas de dutos flexíveis. São eles:
Fadiga associada ao desgaste nas armaduras de tração;
Fadiga pura nas armaduras de tração;
Fadiga associada ao desgaste da barreira de pressão;
Fadiga associada à corrosão;
Os carregamentos dinâmicos causam deslizamento entre as camadas do duto flexível. O
deslizamento, dependendo do coeficiente de atrito, pode causar problemas de desgaste
superficial nos dutos. Para os dutos flexíveis que possuem camadas poliméricas entre as
camadas metálicas, que é caso da maioria dos dutos flexíveis de águas profundas, esse efeito
não é tão importante.
As falhas por fadiga pura nas armaduras de tração também estão relacionadas ao
carregamento dinâmico, sobretudo à tração e à flexão do duto flexível que geram esforços
elevados nas armaduras de tração. No Brasil, os dutos flexíveis são sujeitos a pressões internas
relativamente baixas, e, portanto, a falha devido à tração é modo de falha principal. [13]
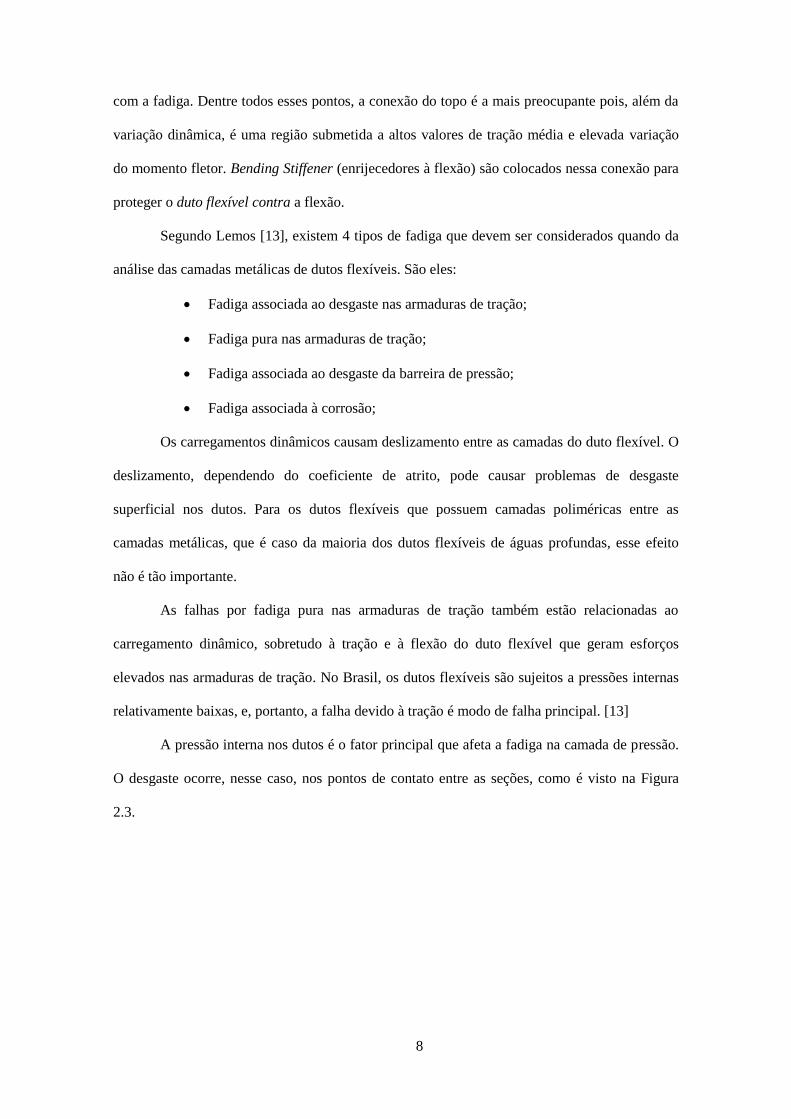
A pressão interna nos dutos é o fator principal que afeta a fadiga na camada de pressão.
O desgaste ocorre, nesse caso, nos pontos de contato entre as seções, como é visto na Figura
2.3.
9
Figura 2.3 – Pontos de desgaste e concentração de Tensões na barreira de pressão [13]
A corrosão atua de duas formas. Primeiramente, ela atua como nucleadora de trincas, ou
seja, ela inicia as trincas. Ela pode atuar também como uma causadora de corrosão fadiga
quando há perda da espessura das camadas metálicas devido ao ambiente corrosivo.
2.5. Outras Máquinas de Ensaio de Fadiga
Antes de fazer o projeto da máquina de fadiga apresentado nesse trabalho, foram
analisadas outras máquinas de fadiga e tração em arames e em dutos flexíveis.
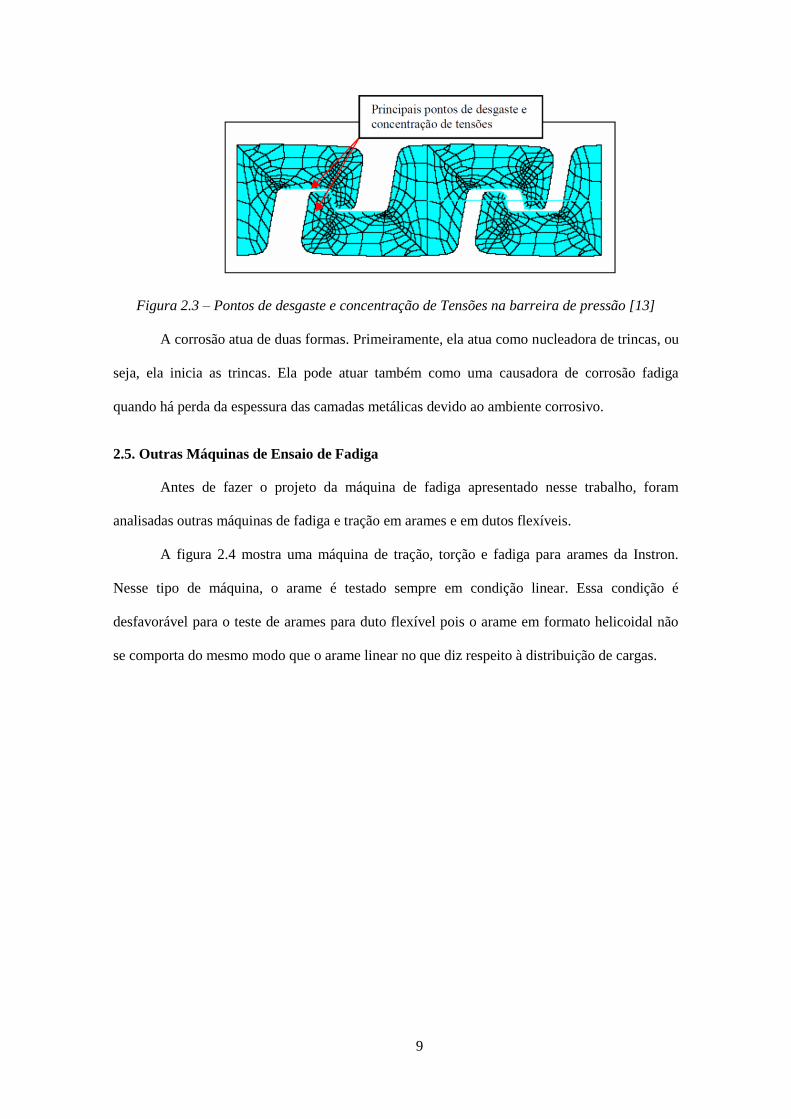
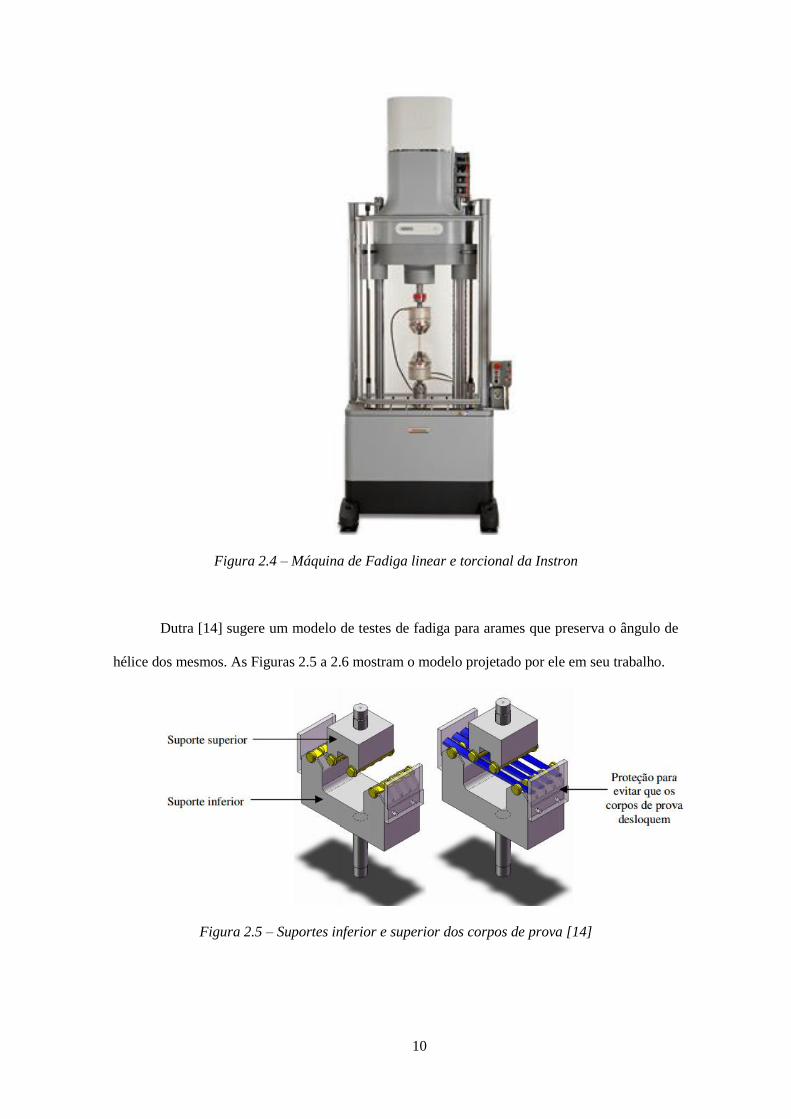
A figura 2.4 mostra uma máquina de tração, torção e fadiga para arames da Instron.
Nesse tipo de máquina, o arame é testado sempre em condição linear. Essa condição é
desfavorável para o teste de arames para duto flexível pois o arame em formato helicoidal não
se comporta do mesmo modo que o arame linear no que diz respeito à distribuição de cargas.
10
Figura 2.4 – Máquina de Fadiga linear e torcional da Instron
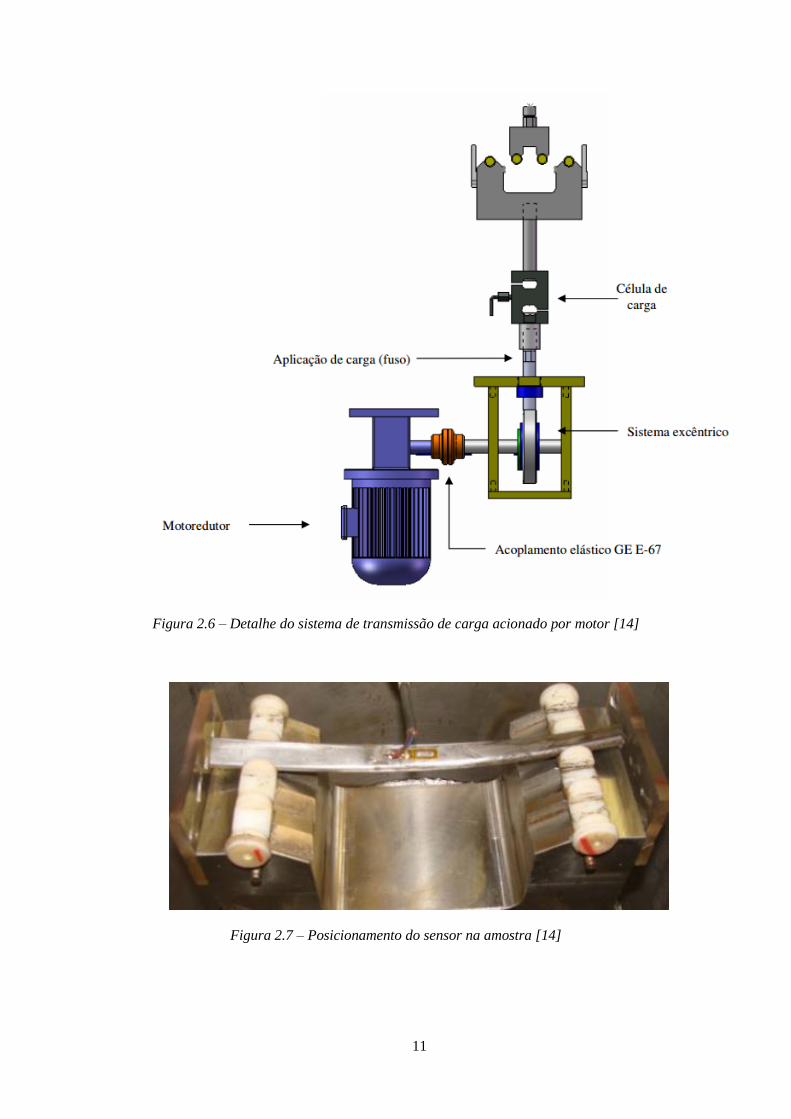
Dutra [14] sugere um modelo de testes de fadiga para arames que preserva o ângulo de
hélice dos mesmos. As Figuras 2.5 a 2.6 mostram o modelo projetado por ele em seu trabalho.
Figura 2.5 – Suportes inferior e superior dos corpos de prova [14]
11
Figura 2.6 – Detalhe do sistema de transmissão de carga acionado por motor [14]
Figura 2.7 – Posicionamento do sensor na amostra [14]
12
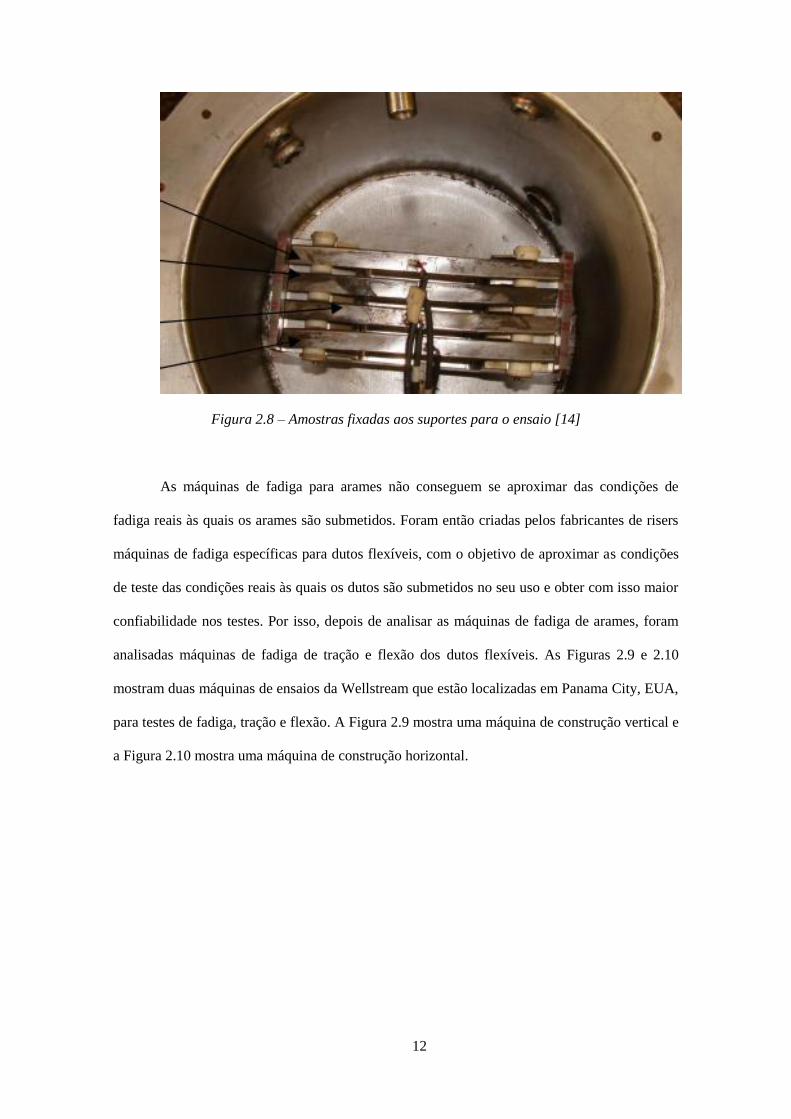
Figura 2.8 – Amostras fixadas aos suportes para o ensaio [14]
As máquinas de fadiga para arames não conseguem se aproximar das condições de
fadiga reais às quais os arames são submetidos. Foram então criadas pelos fabricantes de risers
máquinas de fadiga específicas para dutos flexíveis, com o objetivo de aproximar as condições
de teste das condições reais às quais os dutos são submetidos no seu uso e obter com isso maior
confiabilidade nos testes. Por isso, depois de analisar as máquinas de fadiga de arames, foram
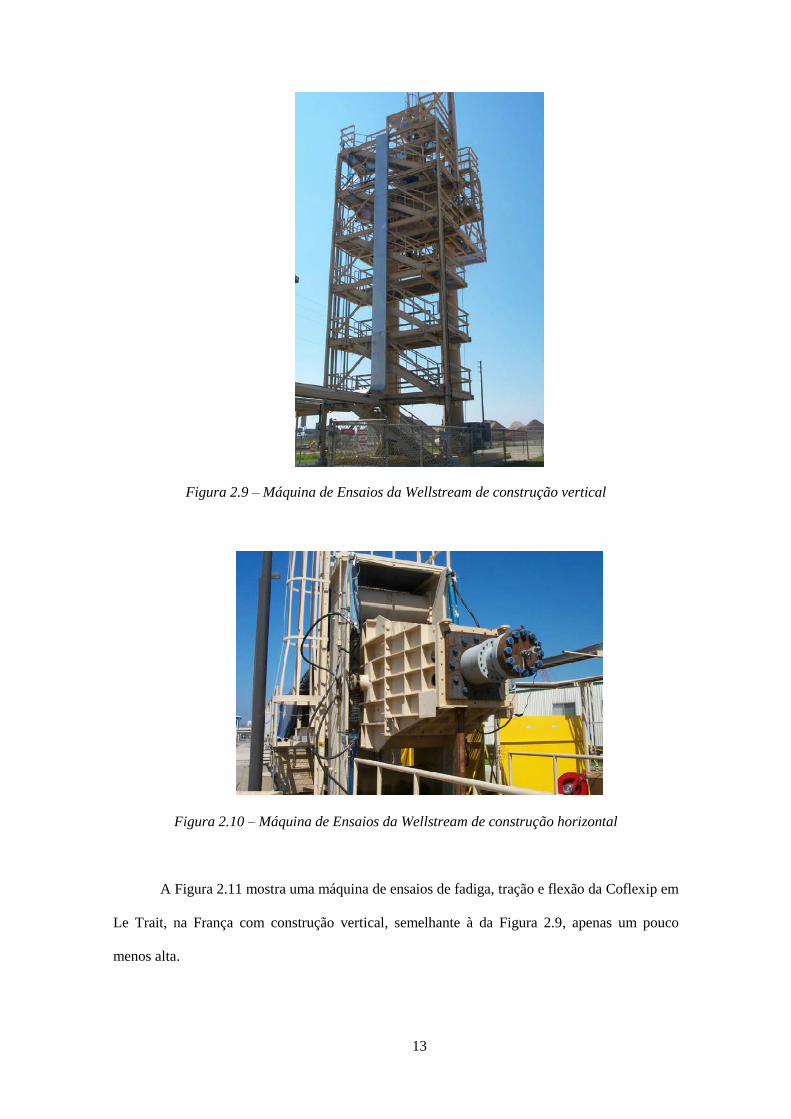
analisadas máquinas de fadiga de tração e flexão dos dutos flexíveis. As Figuras 2.9 e 2.10
mostram duas máquinas de ensaios da Wellstream que estão localizadas em Panama City, EUA,
para testes de fadiga, tração e flexão. A Figura 2.9 mostra uma máquina de construção vertical e
a Figura 2.10 mostra uma máquina de construção horizontal.
13
Figura 2.9 – Máquina de Ensaios da Wellstream de construção vertical
Figura 2.10 – Máquina de Ensaios da Wellstream de construção horizontal
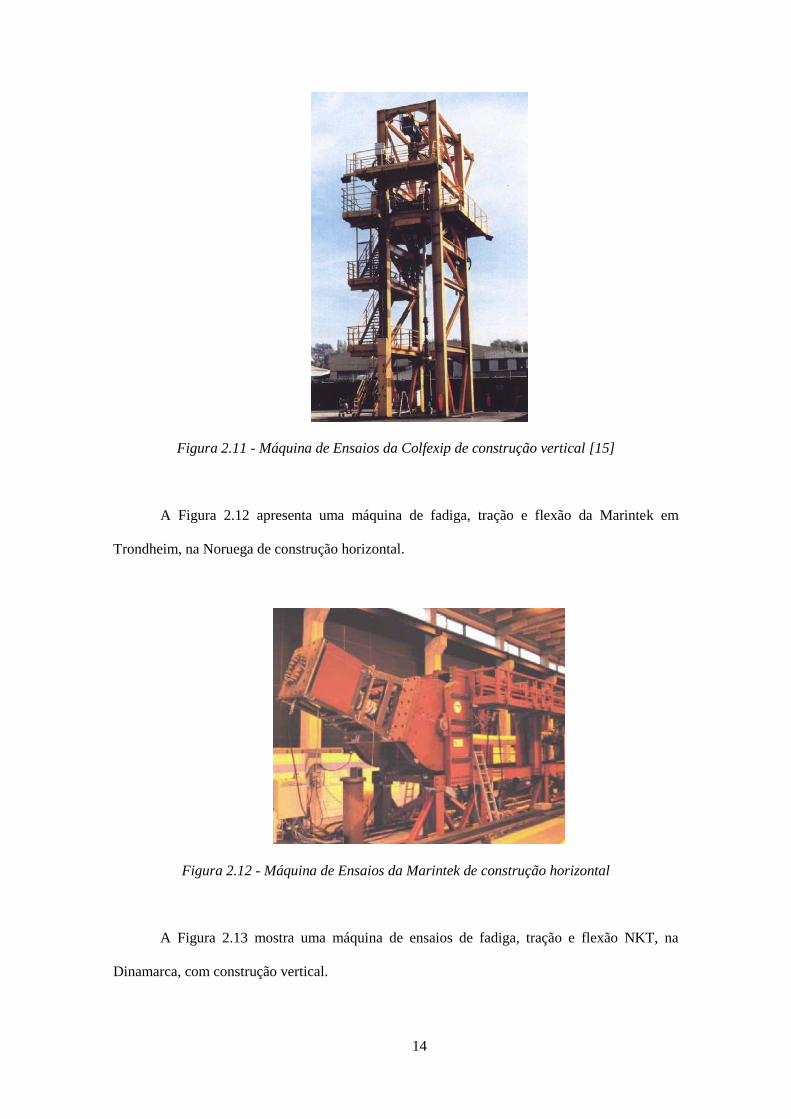
A Figura 2.11 mostra uma máquina de ensaios de fadiga, tração e flexão da Coflexip em
Le Trait, na França com construção vertical, semelhante à da Figura 2.9, apenas um pouco
menos alta.
14
Figura 2.11 - Máquina de Ensaios da Colfexip de construção vertical [15]
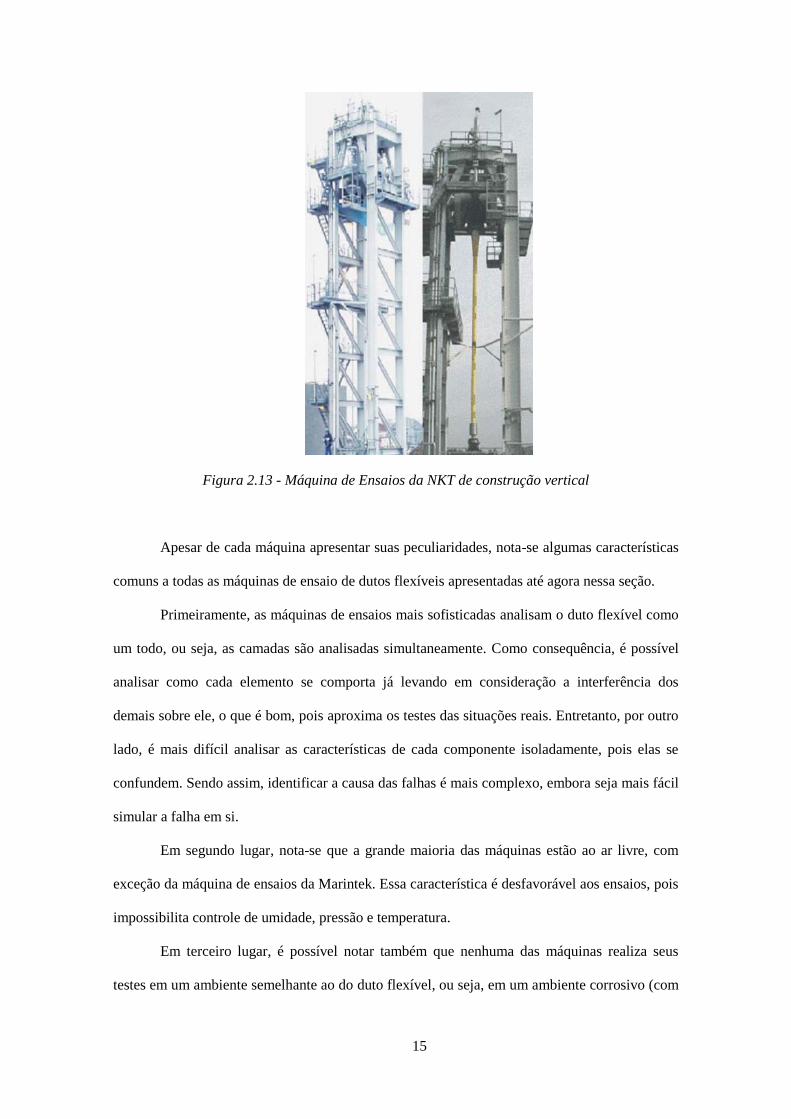
A Figura 2.12 apresenta uma máquina de fadiga, tração e flexão da Marintek em
Trondheim, na Noruega de construção horizontal.
Figura 2.12 - Máquina de Ensaios da Marintek de construção horizontal
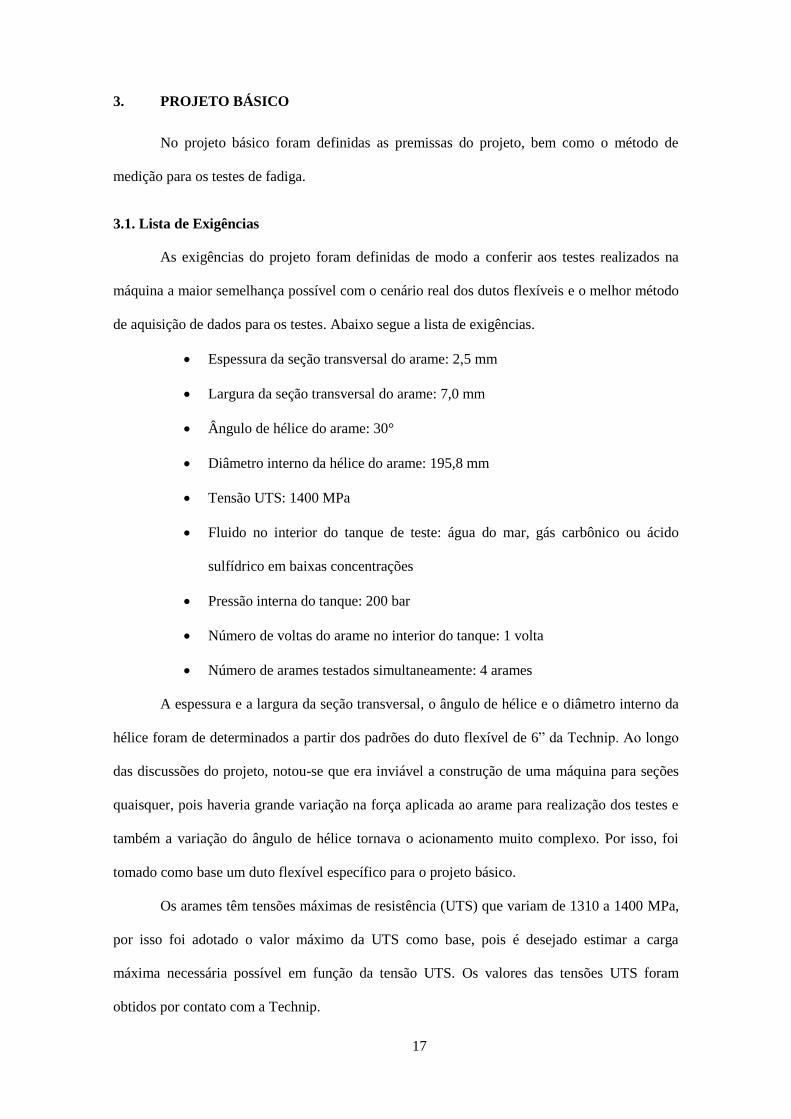
A Figura 2.13 mostra uma máquina de ensaios de fadiga, tração e flexão NKT, na
Dinamarca, com construção vertical.
15
Figura 2.13 - Máquina de Ensaios da NKT de construção vertical
Apesar de cada máquina apresentar suas peculiaridades, nota-se algumas características
comuns a todas as máquinas de ensaio de dutos flexíveis apresentadas até agora nessa seção.
Primeiramente, as máquinas de ensaios mais sofisticadas analisam o duto flexível como
um todo, ou seja, as camadas são analisadas simultaneamente. Como consequência, é possível
analisar como cada elemento se comporta já levando em consideração a interferência dos
demais sobre ele, o que é bom, pois aproxima os testes das situações reais. Entretanto, por outro
lado, é mais difícil analisar as características de cada componente isoladamente, pois elas se
confundem. Sendo assim, identificar a causa das falhas é mais complexo, embora seja mais fácil
simular a falha em si.
Em segundo lugar, nota-se que a grande maioria das máquinas estão ao ar livre, com
exceção da máquina de ensaios da Marintek. Essa característica é desfavorável aos ensaios, pois
impossibilita controle de umidade, pressão e temperatura.
Em terceiro lugar, é possível notar também que nenhuma das máquinas realiza seus
testes em um ambiente semelhante ao do duto flexível, ou seja, em um ambiente corrosivo (com

16
água do mar, por exemplo) e possivelmente pressurizado. Para verificar as falhas do duto
flexível nessas condições, o ideal seria fazer os testes dentro de um ambiente semelhante.
A motivação para o projeto da máquina de ensaios desse trabalho foi, portanto, a
necessidade de realizar testes com maior confiabilidade que os testes realizados em máquinas de
fadiga de arames, buscando uma solução intermediária entre elas e as máquinas que fazem
testes com dutos completos.
17
3. PROJETO BÁSICO
No projeto básico foram definidas as premissas do projeto, bem como o método de
medição para os testes de fadiga.
3.1. Lista de Exigências
As exigências do projeto foram definidas de modo a conferir aos testes realizados na
máquina a maior semelhança possível com o cenário real dos dutos flexíveis e o melhor método
de aquisição de dados para os testes. Abaixo segue a lista de exigências.
Espessura da seção transversal do arame: 2,5 mm
Largura da seção transversal do arame: 7,0 mm
Ângulo de hélice do arame: 30°
Diâmetro interno da hélice do arame: 195,8 mm
Tensão UTS: 1400 MPa
Fluido no interior do tanque de teste: água do mar, gás carbônico ou ácido
sulfídrico em baixas concentrações
Pressão interna do tanque: 200 bar
Número de voltas do arame no interior do tanque: 1 volta
Número de arames testados simultaneamente: 4 arames
A espessura e a largura da seção transversal, o ângulo de hélice e o diâmetro interno da
hélice foram de determinados a partir dos padrões do duto flexível de 6” da Technip. Ao longo
das discussões do projeto, notou-se que era inviável a construção de uma máquina para seções
quaisquer, pois haveria grande variação na força aplicada ao arame para realização dos testes e
também a variação do ângulo de hélice tornava o acionamento muito complexo. Por isso, foi
tomado como base um duto flexível específico para o projeto básico.
Os arames têm tensões máximas de resistência (UTS) que variam de 1310 a 1400 MPa,
por isso foi adotado o valor máximo da UTS como base, pois é desejado estimar a carga
máxima necessária possível em função da tensão UTS. Os valores das tensões UTS foram
obtidos por contato com a Technip.
18
Para a realização dos testes, foram escolhidos a princípio três fluidos: água do mar,gás
carbônico e soluções de ácido sulfídrico a baixas concentrações. O primeiro fluido, água do
mar, é o fluido que estará em contato com o duto flexível. Como a água do mar é um fluido
composto for diversas substâncias, faz-se necessário fazer testes com soluções puras de algumas
dessas substâncias presentes na água do mar para verificar a influência de cada uma delas na
corrosão. O segundo fluido, gás carbônico, está presente na água do mar e é um agente
corrosivo importante, pois dissolvido em água forma o ácido carbônico, que apesar de ser um
ácido fraco, está em grande quantidade na água do mar. O terceiro fluido, ácido sulfídrico, é
liberado na água do mar nas regiões próximas aos poços de petróleo.
A pressão interna do fluido foi escolhida em função da aplicação dos dutos flexíveis no
Brasil. Hoje, o Brasil tem poços de 2 km de profundidade em relação ao nível do mar. Esses 2
km de coluna d’água equivalem aos 200bar escolhidos para o projeto, pois se assemelham ao
máximo às condições de uso.
Cada arame faz uma revolução completa dentro do tanque. Essa premissa foi definida
para evitar que a área de contato fosse muito limitada, mas sem causar um aumento
desnecessário do tamanho da máquina.
Por ser um teste de longa duração (estima-se que cada teste demore aproximadamente 3
meses de duração), era necessário que mais de um arame pudesse ser testado simultaneamente.
Dada a disponibilidade de espaço e as cargas necessárias para operar a máquina, o número de 4
arames foi definido como um valor razoável que atendia a todos os critérios.
3.2. Alternativas Consideradas para o Projeto
Ao definir o modelo da máquina, a primeira coisa levada em consideração foram as
máquinas de duto flexível e fadiga já existentes.Notou-se a necessidade de criar uma máquina
que fosse capaz de testar os arames no formato helicoidal em um ambiente pressurizado e
corrosivo, esse foi o objetivo principal do projeto.
A primeira decisão a ser tomada foi o modo de tensionamento dos arames. Foi
considerado se era necessário ou não ter uma base em formato cilíndrico para manter o arame
19
em seu formato helicoidal. Chegou-se à conclusão que sem a base, devido ao esforço, o arame
se assemelharia a um arame em condição linear, o que afastaria os testes da condição real dos
arames nos dutos flexíveis. Surgiu também a ideia de criar uma máquina cujo diâmetro se
expandisse, foram consideradas alternativas pneumáticas e mecânicas, mas foram descartadas
devido à impossibilidade de colocar sensores de tração nos arames e à complexidade da
máquina. Foi proposto também que o arame fosse fixado a um cilindro e tensionado por uma
garra externa, mas esse modelo tinha duas falhas. Primeiramente, como a tensão era máxima no
ponto da garra, a probabilidade de o arame romper na própria garra devido ao esmagamento do
arame da mesma era grande e isso desqualificaria os testes. Em segundo lugar, o tensionamento
do arame na região entre a garra e o cilindro fazia com que nessa região o arame tivesse uma
forma plana e então não haveria muita distinção entre esse teste e um teste convencional de
arames lineares tracionados. Finalmente, foi proposto um modelo de arames fixados a dois
cilindros com canaletas que demarcassem o ângulo de hélice que fossem tracionados e
rotacionados de modo a gerar uma tração que fosse tangencial ao arame em sua trajetória
helicoidal. Nesse modelo, a tensão máxima do arame seria no ponto de encontro entre os dois
cilindros e seria menor nos dois pontos de fixação dos arames, pois estes já teria perdido carga
por atrito com os cilindros-base. Por ser o melhor modelo no que diz respeito à fixação dos
arames, ao acionamento e à medição da tensão nos arames, esse foi o modelo escolhido para o
projeto.
Em seguida, foi definido o método de medição. Foi cogitado num primeiro instante
medir a carga realizada pelo cilindro hidráulico e criar uma correlação matemática entre a
tensão nos arames e a carga do cilindro. Contudo, esse método não seria capaz de fornecer
medidas precisas e nem de informar quando algum arame se rompesse, já que era uma premissa
que a máquina fizesse medições em mais de um arame simultaneamente. A segunda alternativa
considerada foi a instalação de Strain-Gauges nos arames próximo ao provável ponto de ruptura.
Esse modelo aumentava a complexidade dos procedimentos de início dos testes, uma vez que
cada amostra necessitava de um Strain-Gauge sempre que fossem realizados novos testes. Foi
adotado então um modelo com sensores de tração independentes para cada arame que são
20
colocados ao final da garra que prende os arames. A medida da tensão nessa região tem uma
correlação matemática mais simples do que a da primeira alternativa, como é demostrado nos
cálculos básicos da memória de cálculo, e supõe-se que possa fornecer valores confiáveis para
os testes.
Foi discutido também a forma como os arames seriam fixados à máquina. Era
necessária uma forma de fixação que fosse confiável, mas que não danificasse o arame, pois o
esmagamento do arame geraria tensões que poderiam comprometer os testes caso o arame
viesse a romper na garra. A garra que estava conectada ao sensor de tração foi projetada como
um mandril, para que fornecesse maior força normal possível e esse fosse distribuída ao longo
do arame que estivesse dentro da garra. Neste ponto, era necessário que a tração no arame ainda
fosse elevada, de modo a fornecer resultados confiáveis. Quanto maior a perda de carga entre o
arame e o cilindro, menor é a confiabilidade dos resultados.
21
4. PROJETO DE DETALHAMENTO
No projeto de detalhamento foram especificados os materiais e as dimensões das peças
a serem fabricadas e também foram selecionadas as peças a serem compradas. O objetivo do
projeto de detalhamento era elaborar desenhos e especificações de peças que tornassem possível
a construção da máquina. Esse capítulo apresentacálculos feitos para o dimensionamento das
peças, justificativas para a tomada de algumas decisões, bem como outras alternativas que
foram consideradas e os motivos pelos quais elas não foram utilizadas.
4.1 Cálculos Básicos
Os cálculos básicos são usados para o dimensionamento de diversas peças e, por isso,
foram feitos em um primeiro instante, mas com valores estimados. À medida que o projeto foi
evoluindo, os cálculos foram refeitos com as medidas finais escolhidas para as peças. Os
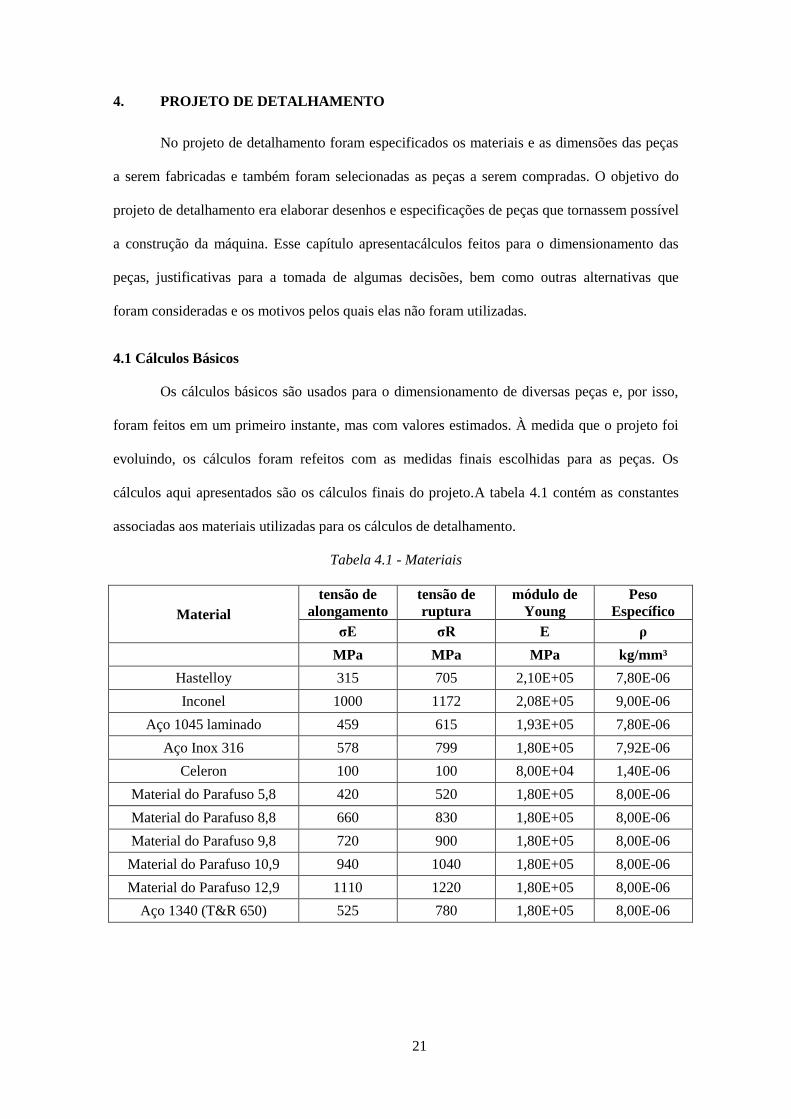
cálculos aqui apresentados são os cálculos finais do projeto.A tabela 4.1 contém as constantes
associadas aos materiais utilizadas para os cálculos de detalhamento.
Tabela 4.1 - Materiais
Material
tensão de
alongamento
tensão de
ruptura
módulo de
Young
Peso
Específico
σE σR E ρ
MPa MPa MPa kg/mm³
Hastelloy 315 705 2,10E+05 7,80E-06
Inconel 1000 1172 2,08E+05 9,00E-06
Aço 1045 laminado 459 615 1,93E+05 7,80E-06
Aço Inox 316 578 799 1,80E+05 7,92E-06
Celeron 100 100 8,00E+04 1,40E-06
Material do Parafuso 5,8 420 520 1,80E+05 8,00E-06
Material do Parafuso 8,8 660 830 1,80E+05 8,00E-06
Material do Parafuso 9,8 720 900 1,80E+05 8,00E-06
Material do Parafuso 10,9 940 1040 1,80E+05 8,00E-06
Material do Parafuso 12,9 1110 1220 1,80E+05 8,00E-06
Aço 1340 (T&R 650) 525 780 1,80E+05 8,00E-06
22
4.1.1. Pressão de Projeto
A pressão de projeto é calculada pois é um fator necessário para os cálculos relativos ao
vaso de pressão de acordo com a norma ASME.
Norma: ASME sec VIIIdiv. 1 - PT UG [16]
𝑃 = 1,1 × 𝑃′
onde:
P = Pressão de projeto
P' = Pressão nominal
Dados
P' = 20 MPa
Cálculos
P = 22 MPa
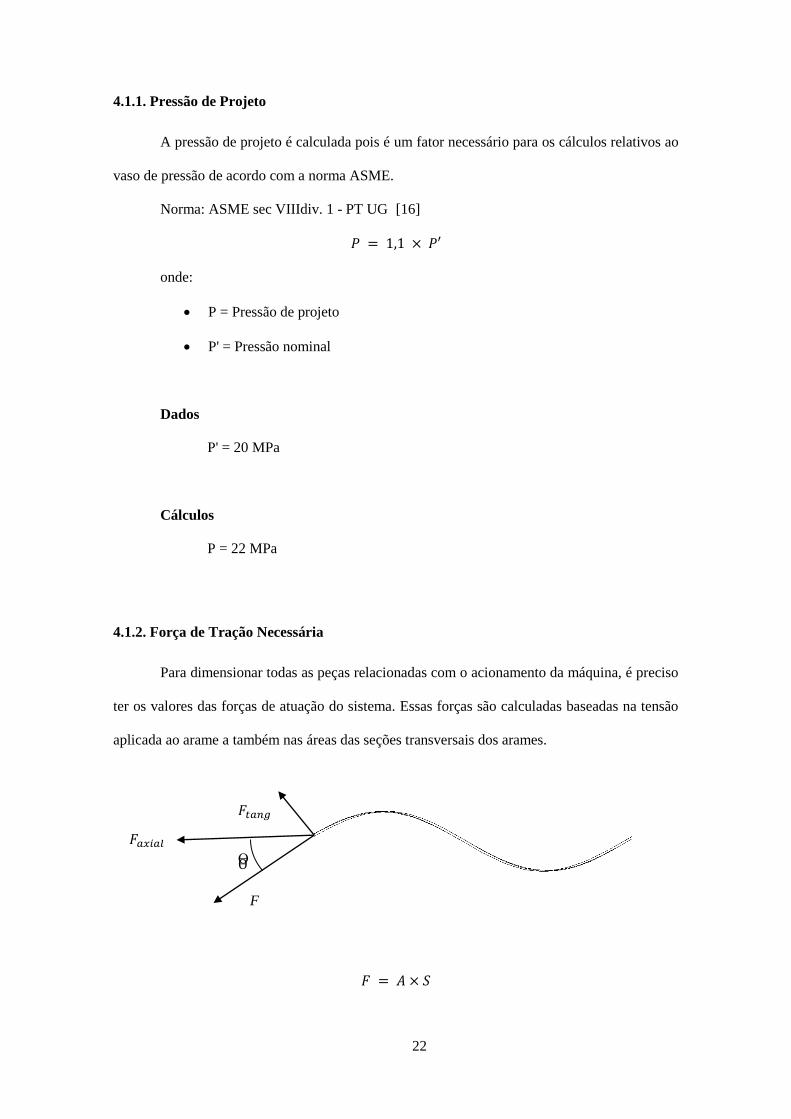
4.1.2. Força de Tração Necessária
Para dimensionar todas as peças relacionadas com o acionamento da máquina, é preciso
ter os valores das forças de atuação do sistema. Essas forças são calculadas baseadas na tensão
aplicada ao arame a também nas áreas das seções transversais dos arames.
𝐹 = 𝐴 × 𝑆
𝐹𝑎𝑥𝑖𝑎𝑙
F
𝐹𝑡𝑎𝑛𝑔
Ө Ө
23
𝐹𝑎𝑥𝑖𝑎𝑙 = 𝐴 × 𝑆
𝑐𝑜𝑠(ӨӨ)
𝐹𝑡𝑎𝑛𝑔 = 𝐴 × 𝑆 × 𝑡𝑎𝑛(ӨӨ)
onde:
F = força resultante na direção do arame
𝐹𝑡𝑎𝑛𝑔 = Força resultante tangencial
𝐹𝑎𝑥𝑖𝑎𝑙 = Força resultante axial para um arame
A = Área da seção transversal do arame
S = Tensão no arame
Ө = Ângulo de hélice do arame
Dados
A = 7 x 2,5 = 17,5 mm
A = 17,5 mm
S = 1071 MPa
Ө = 30° = 0,52 rad
Cálculos
F = 18742,5 N = 18,7 kN
𝐹𝑡𝑎𝑛𝑔= 10821,0 N = 10,8 kN
𝐹𝑎𝑥𝑖𝑎𝑙 = 21642,0 N = 21,6 kN
Sendo assim, a força necessária para atuar nos quatros arames é:
Ftotal = 74,8 kN
𝐹𝑡𝑎𝑛𝑔𝑡𝑜𝑡𝑎𝑙= 43,2 kN
𝐹𝑎𝑥𝑖𝑎𝑙𝑡𝑜𝑡𝑎𝑙 = 86,4 kN

24
4.1.3. Passo da Hélice do Arame
𝑝 = 𝜋 × 𝑑 𝑡𝑎𝑛ӨӨ⁄
onde:
p = Passo
d = Diâmetro médio do helicoide
Ө = Ângulo de hélice
Dados
d = 196,3 mm
Ө = 0,52 rad
Cálculos
p = 1068,1mm
4.1.4. Deformação Máxima do Arame
𝛥𝐿 = 𝜎 × 𝐿𝐸⁄
𝐿 = 𝑁 × √(𝜋 × 𝑑)2 + 2 (2 × 𝑑 × 𝑠𝑒𝑛(𝛥Ө))²
Onde:
N = Número de voltas
ΔL = Deformação do arame
L = Comprimento do arame
σ = Tensão máxima aplicada ao arame
E = Módulo de elasticidade do material do arame
d = Diâmetro do cilindro base
Ө = Ângulo de hélice do arame

25
Dados
E = 1,93E+05 MPa
N = 1,5
d = 198,8 mm
Ө = 0,52 rad
Ө = 30 °
σ = 1071 MPa
Cálculos
Considerando o arame submetido uniformemente à tensão máxima, que seria o
pior cenário, temos:
L = 1966,3 mm
ΔL = 10,9 mm
4.1.5. Deslocamento Máximo do Cilindro de Base
𝛥𝑎 = 𝑁 × 𝛥𝐿 × 𝑐𝑜𝑠Ө
𝛥𝑟 = 𝑁 × 𝛥𝐿 × 𝑠𝑒𝑛Ө 𝑑⁄
Onde:
Δa = Delocamento Axial
Δr = Deslocamento Radial
Ө = Ângulo de hélice do arame
d = Diâmetro do cilindro base
Dados
Ө = 0,52 rad
d = 193,8 mm

26
Cálculos
Δa = 9,46 mm
Δr = 0,03 rad
Δr = 2°
4.1.6. Comprimento da Parte Interna do Tanque
𝐿𝑖𝑡 = 𝑁 × 𝜋𝑑 𝑡𝑎𝑛Ө⁄
Onde:
Lit = Comprimento da parte interna do tanque
N = Número de voltas que arame dá dentro do tanque
Ө = Ângulo de hélice do arame
d = Diâmetro do cilindro base
Dados
N = 1
Ө = 0,523598776 rad
d = 198,8 mm
Cálculos
Lit = 1081,749941 mm
4.1.7. Torque Necessário para Tracionar os 4 Arames
𝑇 = 𝐹𝑡𝑎𝑛𝑔 × 𝑑 × 𝑁
2
Onde:
T = Torque
27
Ftang = Força tangencial
d = Diâmetro do helicóide do arame
N = Número de arames
Dados
F tang = 10821,0 N
d = 196,3 mm
N = 4
Cálculos
T = 4248320 N.mm = 4248 N.m
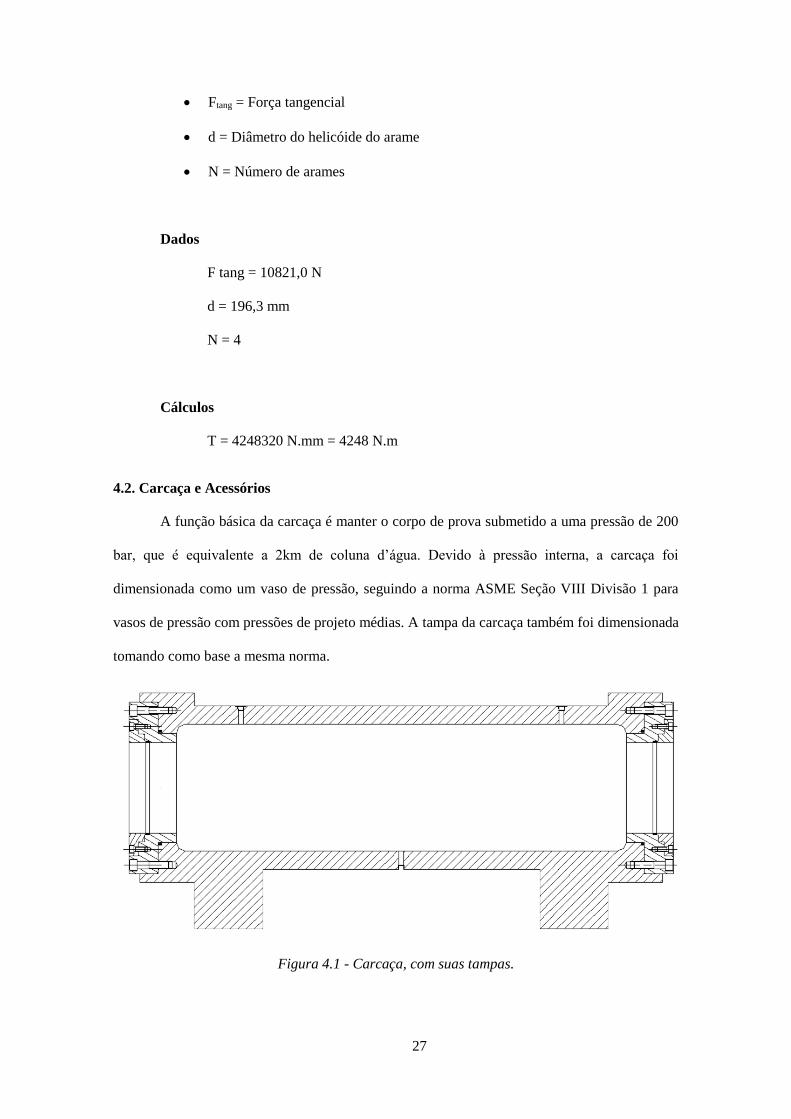
4.2. Carcaça e Acessórios
A função básica da carcaça é manter o corpo de prova submetido a uma pressão de 200
bar, que é equivalente a 2km de coluna d’água. Devido à pressão interna, a carcaça foi
dimensionada como um vaso de pressão, seguindo a norma ASME Seção VIII Divisão 1 para
vasos de pressão com pressões de projeto médias. A tampa da carcaça também foi dimensionada
tomando como base a mesma norma.
Figura 4.1 - Carcaça, com suas tampas.
28
O material escolhido para a carcaça é Aço AISI 1045, que é um aço estrutural, revestido
por Inconel. O revestimento de Inconel será feito apenas na parte interna da peça, podendo ser
realizado cladeamento ou solda de revestimento. A função do revestimento é proteger a peça do
fluido corrosivo que será abrigado pela mesma.
As tampas são feitas também de Aço AISI 1045 com revestimento interno de Inconel
para proteger a peça do fluido corrosivo, além de um revestimento de teflon nas regiões de
contato com o cilindro-base. As duas tampas são bipartidas, para possibilitar a passagem do
eixo, que precisa ser movimentado para a fixação dos arames para os testes. Poderia se fabricar
as tampas e a carcaça com Inconel maciço, contudo, isso elevaria muito os custos do projeto e
de forma desnecessária. No ramo do petróleo, uma das poucas peças que são feitas de Inconel
maciço são as brocas de perfuração dos poços, pois essa são submetidas a tensões altíssimas e
corrosão constante.
Astampas das gaxetas devem ser fabricadas de bronze ou latão, para reduzir o atrito
com o cilindro-base e também são bipartidas, assim como as tampas.
A vedação da carcaça será feita com gaxeta de grafite puro flexível, sugere-se a gaxeta
GFLEX-650 bitola 4,0mm da Asalit. O catálogo encontra-se no Anexo 1. A gaxeta será
pressionada pela tampa da carcaça contra a carcaça e o arame para impedir que o fluido do
interior do tanque saia do mesmo. Para o projeto da vedação, foi consultado o livro Vedadores e
Gaxetas[17]. O livro forneceu informações sobre os materiais e a fixação das gaxetas, mas
nenhum modelo quantitativo para determinar pressão de aperto das gaxetas ou mesmo as
dimensões dos rasgos onde seriam inseridas as gaxetas. Nenhuma outra literatura sobre o
assunto foi encontrada que fornecesse as informações desejadas. Sendo assim, o
dimensionamento das vedações foi elaborado com bom senso e recomenda-se que sejam
realizados testes de estanqueidade antes da utilização da máquina.
4.2.1. Espessura da Carcaça
Referência: ASME sec VIII div. 1 - PT UG 27 [18]
29
𝑇𝑒𝑛𝑠ã𝑜 𝐶𝑖𝑟𝑐𝑢𝑛𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎𝑙: 𝑡 = 𝑃 × 𝑅
𝑆 × 𝐸 − 0,6 × 𝑃
𝑇𝑒𝑛𝑠ã𝑜 𝐿𝑜𝑛𝑔𝑖𝑡𝑢𝑑𝑖𝑛𝑎𝑙: 𝑡 =𝑃 × 𝑅
2 × 𝑆 × 𝐸 + 0,4 × 𝑃
Onde:
t= Espessura do vaso de pressão
P= Pressão interna de projeto
R= Raio interno do vaso
S= Pressão máxima admitida
E= Eficiência da junta
Dados
Material da Peça: Aço 1045 com revestimento de Inconel
Peça inteira, sem soldas
P= 22 MPa
R= 279 mm
E= 1
σE= 459 MPa
σR= 615 MPa
Cálculos
S1 = σE/1,5
S2 = σR/3,5
S1= 306 MPa
S2= 175,7 MPa
S= min{S1, S2}
S= 175,71MPa
tcirc= 37,8 mm
30
t long= 17,0 mm
tmáx = {t long, t circ}
t = 37,8 mm
31
4.2.2. Espessura do Flange da Carcaça
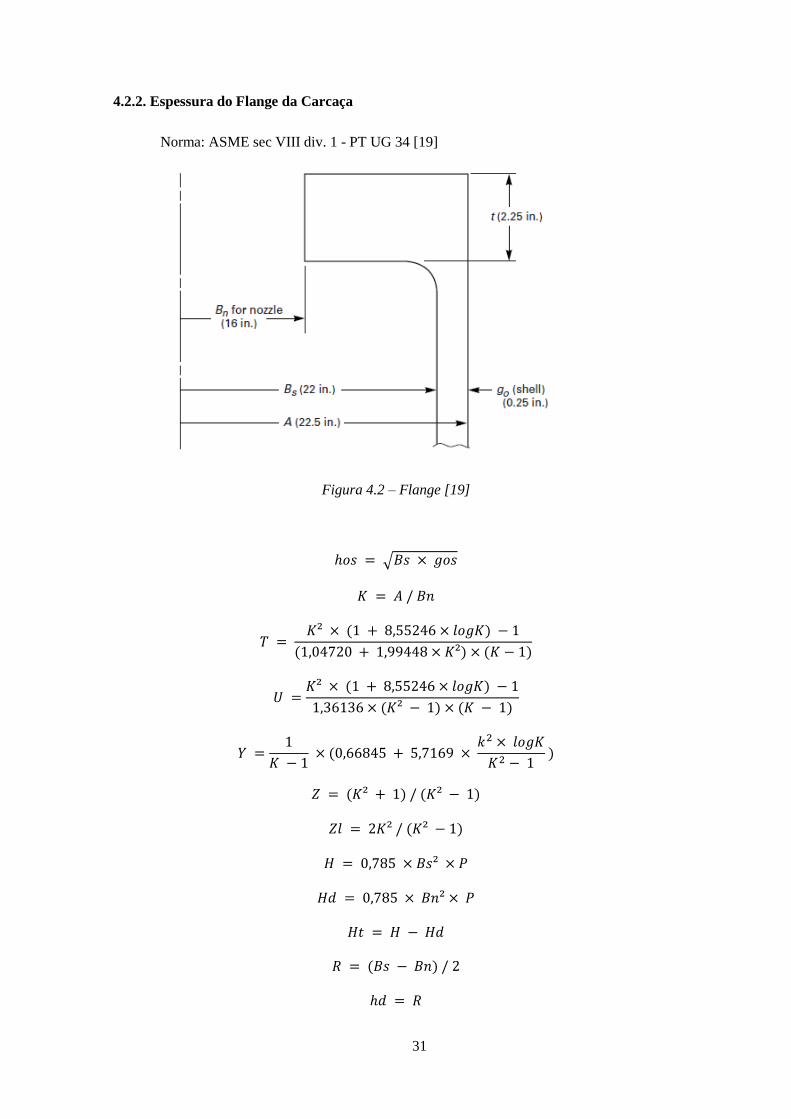
Norma: ASME sec VIII div. 1 - PT UG 34 [19]
Figura 4.2 – Flange [19]
ℎ𝑜𝑠 = √𝐵𝑠 × 𝑔𝑜𝑠
𝐾 = 𝐴 / 𝐵𝑛
𝑇 = 𝐾² × (1 + 8,55246 × 𝑙𝑜𝑔𝐾) − 1
(1,04720 + 1,99448 × 𝐾²) × (𝐾 − 1)
𝑈 =𝐾² × (1 + 8,55246 × 𝑙𝑜𝑔𝐾) − 1
1,36136 × (𝐾² − 1) × (𝐾 − 1)
𝑌 =1
𝐾 − 1 × (0,66845 + 5,7169 ×
𝑘2 × 𝑙𝑜𝑔𝐾
𝐾2 − 1 )
𝑍 = (𝐾² + 1) / (𝐾² − 1)
𝑍𝑙 = 2𝐾² / (𝐾² − 1)
𝐻 = 0,785 × 𝐵𝑠² × 𝑃
𝐻𝑑 = 0,785 × 𝐵𝑛² × 𝑃
𝐻𝑡 = 𝐻 − 𝐻𝑑
𝑅 = (𝐵𝑠 − 𝐵𝑛) / 2
ℎ𝑑 = 𝑅
32
ℎ𝑡 = 𝑅/2
𝑀𝑑 = 𝐻𝑑 × ℎ𝑑
𝑀𝑡 = 𝐻𝑡 × ℎ𝑡
𝑀𝑜 = 𝑀𝑑 + 𝑀𝑡
𝑆𝑡 = 𝑌 × 𝑀𝑜 / (𝑡² × 𝐵𝑛)
(𝐸Ө) ∗ = 𝐵𝑛 × 𝑆𝑡 / 𝑡
𝐵𝑙𝑠 = 𝐵𝑠 + 𝑔𝑜𝑠
𝑀ℎ = (𝐸Ө) ∗
(1,74 × ℎ𝑜𝑠 × 𝑉𝑠) / (𝑔𝑜𝑠³ × 𝐵𝑙𝑠) + ((𝐸Ө) ∗ / 𝑀𝑜) × (1 + 𝐹𝑠 × 𝑡 /ℎ𝑜𝑠)
𝑋𝑙 = 𝑀𝑜 − 𝑀ℎ × (1 + 𝐹𝑠 × 𝑡 / ℎ𝑜𝑠)
𝑀𝑜
𝑆ℎ𝑠 = 1,10 × ℎ𝑜𝑠 × 𝑓𝑠 × 𝑋𝑙 × (𝐸Ө) ∗
𝐵𝑠 × 𝑉𝑠
𝑆𝑟𝑠 =1,91 × 𝑀ℎ × (1 + 𝐹𝑠 × 𝑡 / ℎ𝑜𝑠)
𝐵𝑠 × 𝑡² +
0,64 × 𝐹𝑠 × 𝑀ℎ
𝐵𝑠 × ℎ𝑜𝑠 × 𝑡
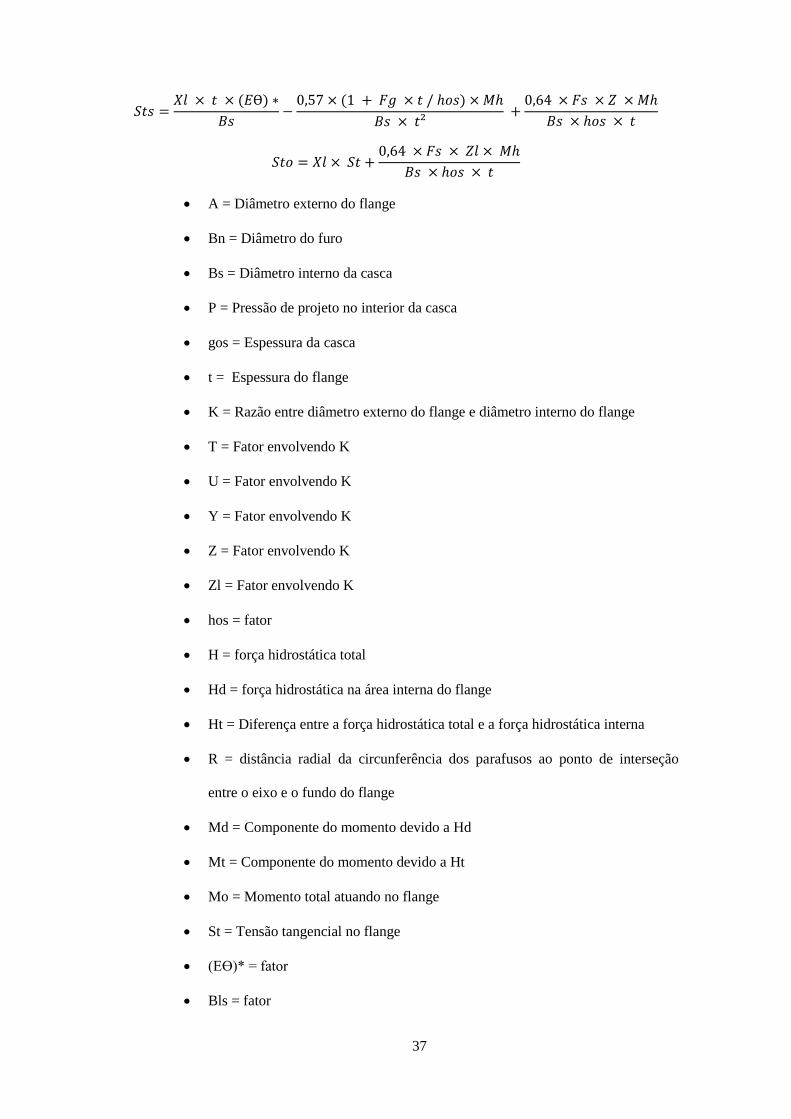
𝑆𝑡𝑠 =𝑋𝑙 × 𝑡 × (𝐸Ө) ∗
𝐵𝑠−
0,57 × (1 + 𝐹𝑔 × 𝑡 / ℎ𝑜𝑠) × 𝑀ℎ
𝐵𝑠 × 𝑡² +
0,64 × 𝐹𝑠 × 𝑍 × 𝑀ℎ
𝐵𝑠 × ℎ𝑜𝑠 × 𝑡
𝑆𝑡𝑜 = 𝑋𝑙 × 𝑆𝑡 +0,64 × 𝐹𝑠 × 𝑍𝑙 × 𝑀ℎ
𝐵𝑠 × ℎ𝑜𝑠 × 𝑡
Onde:
A = Diâmetro externo do flange
Bn = Diâmetro do furo
Bs = Diâmetro interno da casca
P = Pressão de projeto no interior da casca
gos = Espessura da casca
t = Espessura do flange
K = Razão entre diâmetro externo do flange e diâmetro interno do flange
T = Fator envolvendo K
U = Fator envolvendo K
Y = Fator envolvendo K
33
Z = Fator envolvendo K
Zl = Fator envolvendo K
hos = fator
H = força hidrostática total
Hd = força hidrostática na área interna do flange
Ht = Diferença entre a força hidrostática total e a força hidrostática interna
R = distância radial da circunferência dos parafusos ao ponto de interseção
entre o eixo e o fundo do flange
Md = Componente do momento devido a Hd
Mt = Componente do momento devido a Ht
Mo = Momento total atuando no flange
St = Tensão tangencial no flange
(EӨ)* =fator
Bls = fator
Mh = Momento atuante na junta
Vs = Fator para flanges integrais
Fs = fator para flanges integrais
Xl = fator
Sto = Tensão tangencial na abertura do flange
Sts = Tensão tangencial no diâmetro externo da casca
Srs = Tensão radial no flange
Shs = Tensão Longitudinal
Sf = Tensão Permitida
Dados
A = 360 mm = 14,17in
Bn = 239 mm = 9,41in
34
Bs = 279 mm = 10,98 in
gos = 40,5 mm = 1,59 in
t = 40 mm = 1,57 in
P = 22 MPa = 3190,83 psi
Fs = 0,90892
Vs = 0,550103
fs = 1
Sf = 175,7MPa
Cálculos
hos = 4,19 in
K = 1,51
T = 1,67
U = 5,40
Y = 4,9
Z = 2,58
Zl = 3,58
H = 302214 lb
Hd = 221769 lb
Ht = 80444lb
R = 0,79 in
hd = 0,79 in
ht = 0,39 in
Md = 174622 in.lb
Mt = 31671 in-lb
Mo = 206293 in-lb
St = 43428 lb/in²
(EӨ)* = 259480 lb/in²
35
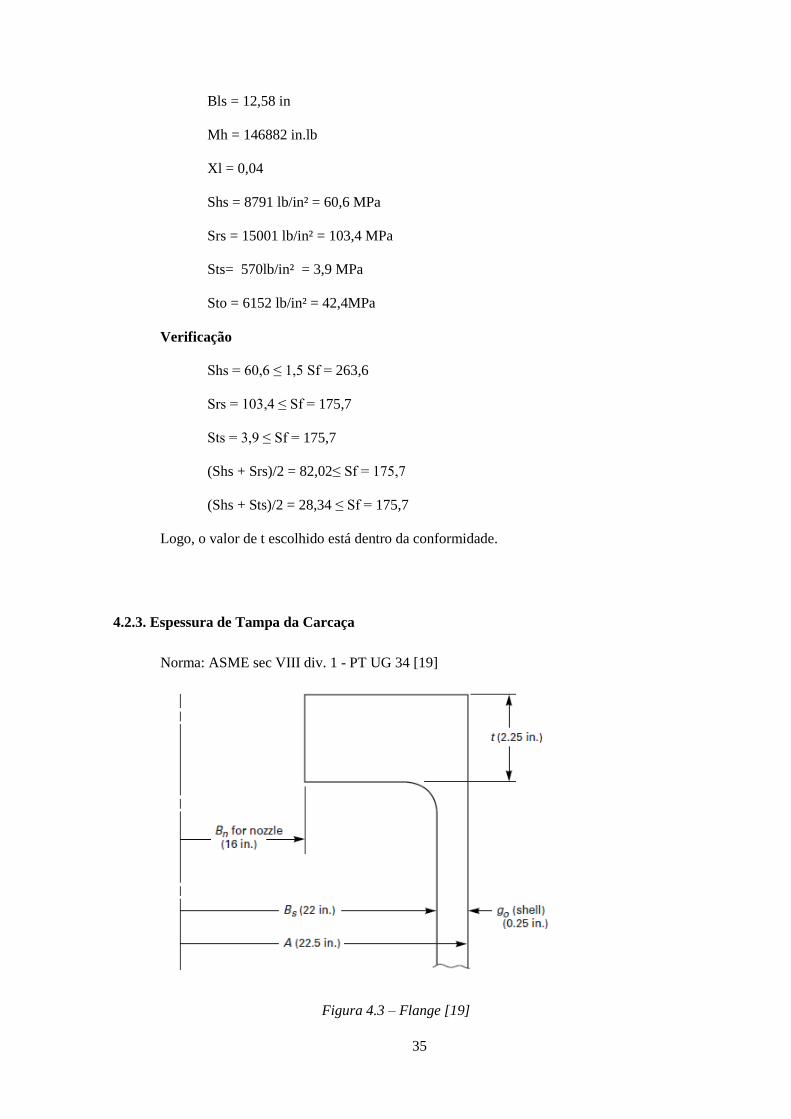
Bls = 12,58 in
Mh = 146882 in.lb
Xl = 0,04
Shs = 8791 lb/in² = 60,6 MPa
Srs = 15001 lb/in² = 103,4 MPa
Sts= 570lb/in² = 3,9 MPa
Sto = 6152 lb/in² = 42,4MPa
Verificação
Shs = 60,6 ≤ 1,5 Sf = 263,6
Srs = 103,4 ≤ Sf = 175,7
Sts = 3,9 ≤ Sf = 175,7
(Shs + Srs)/2 = 82,02≤ Sf = 175,7
(Shs + Sts)/2 = 28,34 ≤ Sf = 175,7
Logo, o valor de t escolhido está dentro da conformidade.
4.2.3. Espessura de Tampa da Carcaça
Norma: ASME sec VIII div. 1 - PT UG 34 [19]
Figura 4.3 – Flange [19]

36
ℎ𝑜𝑠 = √𝐵𝑠 × 𝑔𝑜𝑠
𝐾 = 𝐴 / 𝐵𝑛
𝑇 = 𝐾² × (1 + 8,55246 × 𝑙𝑜𝑔𝐾) − 1
(1,04720 + 1,99448 × 𝐾²) × (𝐾 − 1)
𝑈 =𝐾² × (1 + 8,55246 × 𝑙𝑜𝑔𝐾) − 1
1,36136 × (𝐾² − 1) × (𝐾 − 1)
𝑌 =1
𝐾 − 1 × (0,66845 + 5,7169 ×
𝑘2 × 𝑙𝑜𝑔𝐾
𝐾2 − 1 )
𝑍 = (𝐾² + 1) / (𝐾² − 1)
𝑍𝑙 = 2𝐾² / (𝐾² − 1)
𝐻 = 0,785 × 𝐵𝑠² × 𝑃
𝐻𝑑 = 0,785 × 𝐵𝑛² × 𝑃
𝐻𝑡 = 𝐻 − 𝐻𝑑
𝑅 = (𝐵𝑠 − 𝐵𝑛) / 2
ℎ𝑑 = 𝑅
ℎ𝑡 = 𝑅/2
𝑀𝑑 = 𝐻𝑑 × ℎ𝑑
𝑀𝑡 = 𝐻𝑡 × ℎ𝑡
𝑀𝑜 = 𝑀𝑑 + 𝑀𝑡
𝑆𝑡 = 𝑌 × 𝑀𝑜 / (𝑡² × 𝐵𝑛)
(𝐸Ө) ∗ = 𝐵𝑛 × 𝑆𝑡 / 𝑡
𝐵𝑙𝑠 = 𝐵𝑠 + 𝑔𝑜𝑠
𝑀ℎ = (𝐸Ө) ∗
(1,74 × ℎ𝑜𝑠 × 𝑉𝑠) / (𝑔𝑜𝑠³ × 𝐵𝑙𝑠) + ((𝐸Ө) ∗ / 𝑀𝑜) × (1 + 𝐹𝑠 × 𝑡 /ℎ𝑜𝑠)
𝑋𝑙 = 𝑀𝑜 − 𝑀ℎ × (1 + 𝐹𝑠 × 𝑡 / ℎ𝑜𝑠)
𝑀𝑜
𝑆ℎ𝑠 = 1,10 × ℎ𝑜𝑠 × 𝑓𝑠 × 𝑋𝑙 × (𝐸Ө) ∗
𝐵𝑠 × 𝑉𝑠
𝑆𝑟𝑠 =1,91 × 𝑀ℎ × (1 + 𝐹𝑠 × 𝑡 / ℎ𝑜𝑠)
𝐵𝑠 × 𝑡² +
0,64 × 𝐹𝑠 × 𝑀ℎ
𝐵𝑠 × ℎ𝑜𝑠 × 𝑡
37
𝑆𝑡𝑠 =𝑋𝑙 × 𝑡 × (𝐸Ө) ∗
𝐵𝑠−
0,57 × (1 + 𝐹𝑔 × 𝑡 / ℎ𝑜𝑠) × 𝑀ℎ
𝐵𝑠 × 𝑡² +
0,64 × 𝐹𝑠 × 𝑍 × 𝑀ℎ
𝐵𝑠 × ℎ𝑜𝑠 × 𝑡
𝑆𝑡𝑜 = 𝑋𝑙 × 𝑆𝑡 +0,64 × 𝐹𝑠 × 𝑍𝑙 × 𝑀ℎ
𝐵𝑠 × ℎ𝑜𝑠 × 𝑡
A = Diâmetro externo do flange
Bn = Diâmetro do furo
Bs = Diâmetro interno da casca
P = Pressão de projeto no interior da casca
gos = Espessura da casca
t = Espessura do flange
K = Razão entre diâmetro externo do flange e diâmetro interno do flange
T = Fator envolvendo K
U = Fator envolvendo K
Y = Fator envolvendo K
Z = Fator envolvendo K
Zl = Fator envolvendo K
hos = fator
H = força hidrostática total
Hd = força hidrostática na área interna do flange
Ht = Diferença entre a força hidrostática total e a força hidrostática interna
R = distância radial da circunferência dos parafusos ao ponto de interseção
entre o eixo e o fundo do flange
Md = Componente do momento devido a Hd
Mt = Componente do momento devido a Ht
Mo = Momento total atuando no flange
St = Tensão tangencial no flange
(EӨ)* = fator
Bls = fator
38
Mh = Momento atuante na junta
Vs = Fator para flanges integrais
Fs = fator para flanges integrais
Xl = fator
Sto = Tensão tangencial na abertura do flange
Sts = Tensão tangencial no diâmetro externo da casca
Srs = Tensão radial no flange
Shs = Tensão Longitudinal
Sf = Tensão Permitida
Dados
A = 379 mm = 14,92in
Bn = 200 mm = 7,87in
Bs = 239 mm = 9,40in
gos = 70 mm = 2,75in
t = 30 mm = 1,18in
P = 22 MPa= 3190,83psi
Fs = 0,90892
Vs = 0,550103
fs = 1
Sf = 175,7MPa
Cálculos
hos = 5,09 in
K = 1,90
T = 1,51
U = 3,52
Y = 3,20
39
Z = 1,77
Zl = 2,77
H = 221769 lb
Hd = 155298 lb
Ht = 66471lb
R = 0,77 in
hd = 0,77 in
ht = 0,38 in
Md = 119225 in.lb
Mt= 25516in-lb
Mo = 144740 in-lb
St = 42226 lb/in²
(EӨ)* = 281507 lb/in²
Bls = 12,17 in
Mh = 118576 in.lb
Xl = 0,01
Shs = 2456 lb/in² = 16,9 MPa
Srs = 22110 lb/in² = 152,4 MPa
Sts= -3790 lb/in² = -26,1 MPa
Sto = 3719 lb/in² = 25,6MPa
Verificação
Shs = 16,9 ≤ 1,5 Sf = 263,6
Srs = 152,4 ≤ Sf = 175,7
Sts = -26,1 ≤ Sf = 175,7
(Shs + Srs)/2 = 84,69 ≤ Sf = 175,7
(Shs + Sts)/2 = 21,53 ≤ Sf = 175,7
Logo, o valor de t escolhido está dentro da conformidade.

40
4.2.4. Cálculo da Força de Arranque da Tampa
𝐹𝑎 = (𝜋𝐷²/4 − 𝜋𝑑²/4) × 𝑃
Onde:
Fa = Força Axial atuando sobre a tampa
D = Diâmetro da Vedação
d = Diâmetro do Furo
P = Pressão de Projeto
Dados
D = 245 mm
d = 201,34 mm
P = 22 MPa
Cálculos
Fa = 337 kN
4.2.5. Cálculo dos Parafusos que Fixam a Tampa à Carcaça
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²

41
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso M16 TR
Quant. 18 un.
Classe 12,9
σr = 1220 MPa
42
dm = 14 mm
dr = 11,5 mm
dc = 20 mm
alfa = 15 °
p = 4 mm
n = 1
f = 0,12
fc = 0,12
F = 18,7 kN
% = 0,38
Cálculos
Torque de Montagem
Tr = 4 N.m
Tc = 22N.m
T = 27 N.m
Tensão no Filete
σx = 295 MPa
σz = -68 MPa
τxz = 5 MPa
σt = 268 MPa
Fator de Segurança
FS = σr / σt
FS = 4,56
43
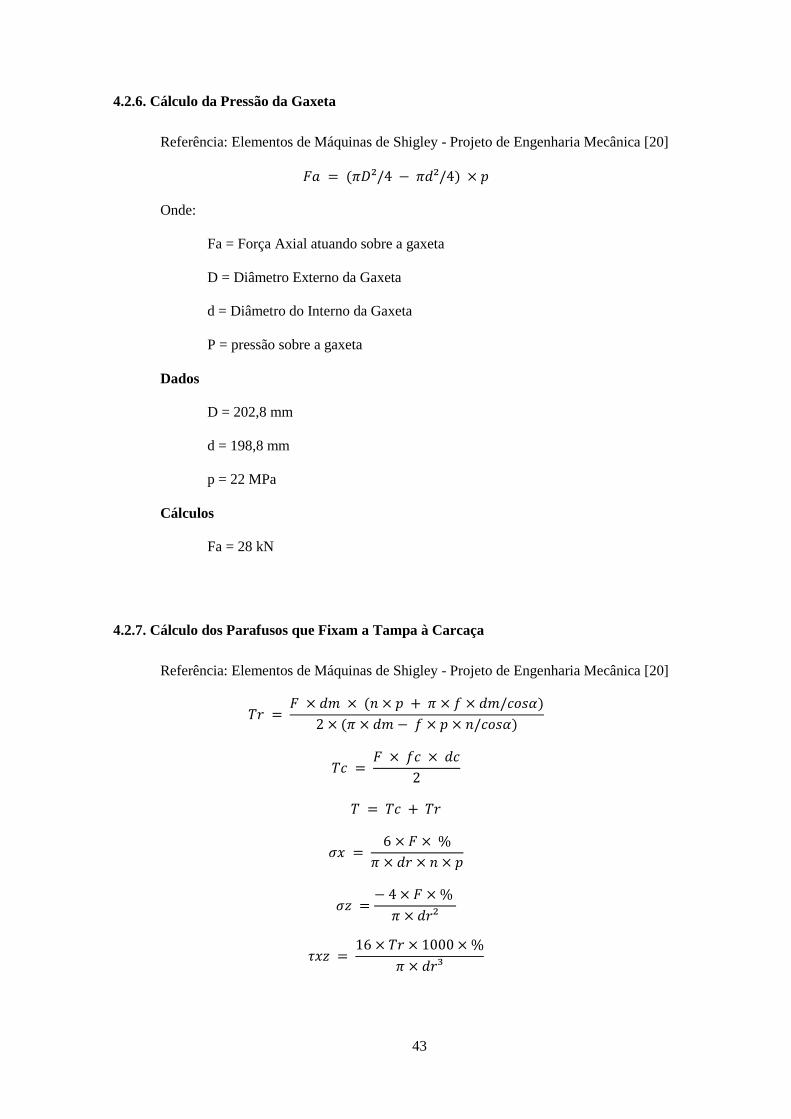
4.2.6. Cálculo da Pressão da Gaxeta
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝐹𝑎 = (𝜋𝐷²/4 − 𝜋𝑑²/4) × 𝑝
Onde:
Fa = Força Axial atuando sobre a gaxeta
D = Diâmetro Externo da Gaxeta
d = Diâmetro do Interno da Gaxeta
P = pressão sobre a gaxeta
Dados
D = 202,8 mm
d = 198,8 mm
p = 22 MPa
Cálculos
Fa = 28 kN
4.2.7. Cálculo dos Parafusos que Fixam a Tampa à Carcaça
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
44
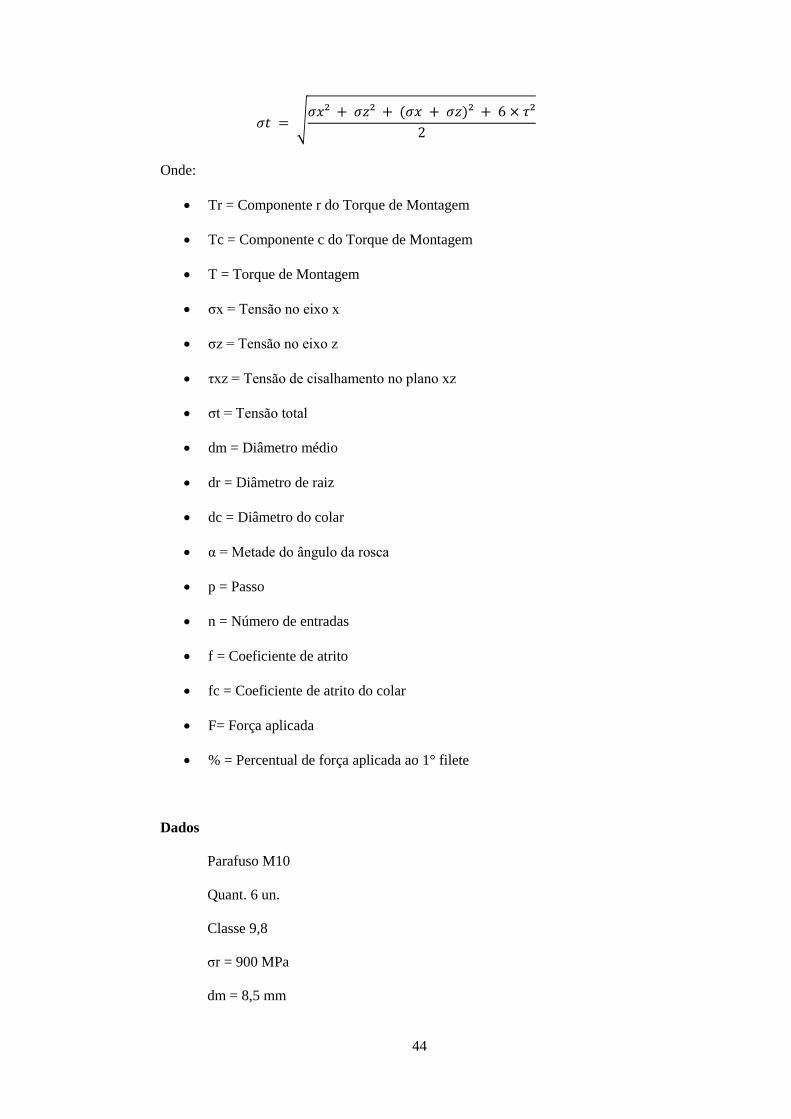
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso M10
Quant. 6 un.
Classe 9,8
σr = 900 MPa
dm = 8,5 mm
45
dr = 6,5mm
dc = 14 mm
alfa = 15 °
p = 3 mm
n= 1
f = 0,12
fc = 0,12
F = 4,63kN
% = 0,38
Cálculos
Torque de Montagem
Tr = 0 N.m
Tc = 4 N.m
T = 4 N.m
Tensão no Filete
σx = 172 MPa
σz = -53 MPa
τxz = 2 MPa
σt = 153 MPa
Fator de Segurança
FS = σr / σt
FS = 5,89
4.3. Cilindro-Base para os Arames
Para garantir que os arames estejam na posição correta, os mesmos serão fixados a um
cilindro-base.
46
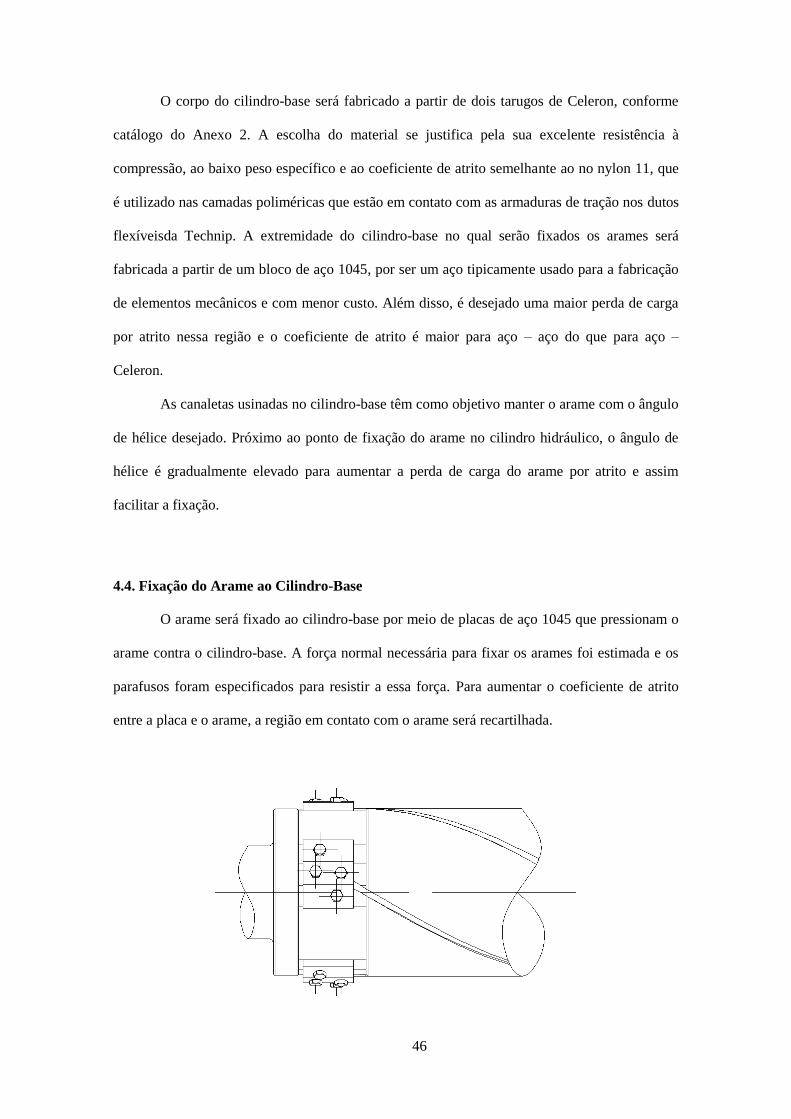
O corpo do cilindro-base será fabricado a partir de dois tarugos de Celeron, conforme
catálogo do Anexo 2. A escolha do material se justifica pela sua excelente resistência à
compressão, ao baixo peso específico e ao coeficiente de atrito semelhante ao no nylon 11, que
é utilizado nas camadas poliméricas que estão em contato com as armaduras de tração nos dutos
flexíveisda Technip. A extremidade do cilindro-base no qual serão fixados os arames será
fabricada a partir de um bloco de aço 1045, por ser um aço tipicamente usado para a fabricação
de elementos mecânicos e com menor custo. Além disso, é desejado uma maior perda de carga
por atrito nessa região e o coeficiente de atrito é maior para aço – aço do que para aço –
Celeron.
As canaletas usinadas no cilindro-base têm como objetivo manter o arame com o ângulo
de hélice desejado. Próximo ao ponto de fixação do arame no cilindro hidráulico, o ângulo de
hélice é gradualmente elevado para aumentar a perda de carga do arame por atrito e assim
facilitar a fixação.
4.4. Fixação do Arame ao Cilindro-Base
O arame será fixado ao cilindro-base por meio de placas de aço 1045 que pressionam o
arame contra o cilindro-base. A força normal necessária para fixar os arames foi estimada e os
parafusos foram especificados para resistir a essa força. Para aumentar o coeficiente de atrito
entre a placa e o arame, a região em contato com o arame será recartilhada.

47
Figura 4.4 – Fixação do Arame ao Cilindro-Base
4.4.1. Cálculo da Normal Necessária para Segurar o Arame
𝑁 = 𝑇
𝑓
Onde:
N = Normal Mínima Necessária para Segurar o Arame
T = Força de Tração no Arame
f = Coeficiente de Atrito entre o Arame e a Placa
Dados
f = 0,4
T = 18736N
Cálculo
N = 46,84kN
4.4.2. Cálculo do Parafuso Necessário para Segurar o Arame
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
48
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso M10
Quant. 4 un.
Classe 12,9
σr = 1220MPa
dm = 9,026 mm
49
dr = 8,16mm
dc = 14mm
alfa = 30 °
p = 1,5 mm
n = 1
f = 0,4
fc = 0,4
F = 11,71 kN
% = 0,38
Cálculos
Torque de Montagem
Tr = 21N.m
Tc = 33N.m
T = 54N.m
Tensão no Filete
σx = 695MPa
σz = -85MPa
τxz = 75MPa
σt = 669MPa
Fator de Segurança
FS = σr / σt
FS = 1,82
4.5. Fixação do Arame ao Sensor de Tensão
A fixação do arame ao sensor de tensão é feita por meio de uma pinça. Novamente, a
força normal necessária para fixar os arames foi estimada e os parafusos foram especificados

50
para resistir a essa força. A pinça será fabricada com aço 1340 T&R, pois era necessário um
material com maior limite de ruptura que o aço 1045.
4.5.1.. Perda de Carga Devido ao Atrito entre o Arame e a Pinça
𝑃2 = 𝑃1 × 𝑒−𝑐𝑜𝑡𝑔(𝛽)×𝑓×𝛥Ө
𝛽 = 𝜋2⁄ – 𝜓
Onde:
ψ = Ângulo de hélice
P2 = Força de tração na extremidade livre do arame
P1 = Força de tração na extremidade presa do arame ao cilindro
β = Ângulo entre o vetor resultante na extremidade livre do arame e o plano
radial
f = Coeficiente de atrito
ΔӨ = Ângulo de contato do arame com o cilindro, correspondente ao
comprimento da hélice
Dados
ψ = 30° = 0,52 rad
β = 1,05 rad
f = 0,22
ΔӨ = 4,71 rad
P1 = 18742,5 N
Cálculos
P2 = 10301,0 N
51
4.5.2. Cálculo da Normal Necessária para Segurar o Arame
𝑁 =𝑇
𝑓
Onde:
N = Normal Mínima Necessária para Segurar o Arame
T = Força de Tração no Arame
f = Coeficiente de Atrito entre o Arame e a Pinça
Dados
f = 0,2
T = 10301 N
Cálculo
N = 52 kN
4.5.3. Cálculo da Normal à Pinça Necessária para Segurar o Arame
𝐹 = 2𝑁 × 𝑠𝑒𝑛Ө
𝐹′ = 2𝑁 × 𝑐𝑜𝑠Ө
Onde:
Ө = ângulo especificado no desenho
F = Força aplicada à rosca
F' = Força Normal Aplicada ao Arame
N = Normal Aplicada à ponta da Pinça
Dados
Ө = 17 °

52
F' = 51,5 kN
Cálculos
N = 26,9 kN
F = 15,7 kN
4.5.4. Cálculo da Rosca necessária para apertar a pinça
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
53
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso M36
Quant. 1 un.
Material Aço 1045
σr = 615MPa
dm = 33,402 mm
dr = 31,093 mm
dc = 36 mm
alfa = 30 °
p = 4 mm
n = 1
f = 0,3
fc = 0,3
F = 15,7 kN
% = 0,38

54
Cálculos
Torque de Montagem
Tr = 80 N.m
Tc = 85 N.m
T = 165 N.m
Tensão no Filete
σx = 92 MPa
σz = - 8 MPa
τxz = 5 MPa
σt= 89 MPa
Fator de Segurança
FS = σr / σt
FS = 6,94
4.6. Conjunto de Medição
É desejado que os arames sejam sujeitos a tensões semelhantes ao início dos testes. Para
ajustar essas tensões, foi especificada uma porca com roscas direita e esquerda que permita o
ajuste do comprimento do conjunto de medição.
4.6.1.Cálculo da Rosca que É Conectada ao Sensor
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
55
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso m 10
Quant. 1 un.
56
Material Aço 1340
σr = 780MPa
dm = 8,5 mm
dr = 6,5 mm
dc = 14 mm
alfa = 15 °
p = 3 mm
n = 1
f = 0,12
fc = 0,12
F =10kN
% = 0,38
Cálculos
Torque de Montagem
Tr = 1N.m
Tc = 8N.m
T = 8N.m
Tensão no Filete
σx = 362MPa
σz = -114MPa
τxz = 4MPa
σt = 331MPa
Fator de Segurança
FS = σr / σt
FS = 2,36
57
O sensor de medição escolhido foi o 1-U9C/20 kN da HBM, conforme catálogo
virtualda HBM. A escolha se justifica pelo tamanho reduzido do sensor e pela sua faixa de
medição para cargas tracionais.
4.6. Acionamento Helicoidal
Para garantir que o arame seja tracionado em uma direção tangencial a ele, foi projetado
um sistema de acionamento com um acionamento helicoidal de mesmo ângulo de hélice que os
arames da armadura de tração do duto flexível. Para melhorar as condições de lubrificação, esse
mecanismo fica no interior de uma caixa lubrificada que possui entrada e saída para circulação
de óleo. A caixa é feita de aço AISI 1045, bem como suas tampas. A rosca interna, que também
funciona como uma bucha, é feita de bronze para diminuir o atrito com o eixo e possui um
formato tal que fornece ao eixo um mancal de dois apoios.A rosca externa é feita de aço SAE
1340 T&R. Para dimensionar os esforços atuantes no acionamento, foi considerada sua
semelhança com engrenagens helicoidais e parafusos de potência. Por serem mais
conservadores, os cálculos que consideram o acionamento um parafuso de potência são
apresentados aqui nesta seção como os cálculos que justificam o dimensionamento da rosca.
58
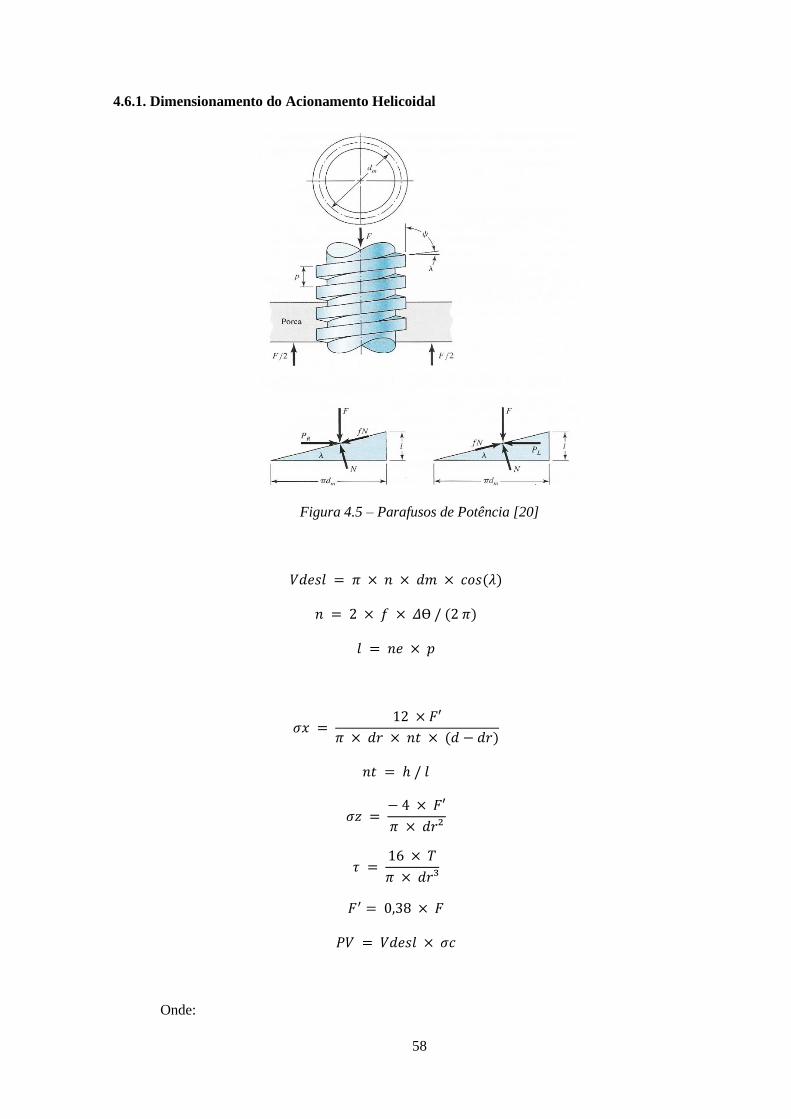
4.6.1. Dimensionamento do Acionamento Helicoidal
Figura 4.5 – Parafusos de Potência [20]
𝑉𝑑𝑒𝑠𝑙 = 𝜋 × 𝑛 × 𝑑𝑚 × 𝑐𝑜𝑠(𝜆)
𝑛 = 2 × 𝑓 × 𝛥Ө / (2 𝜋)
𝑙 = 𝑛𝑒 × 𝑝
𝜎𝑥 = 12 × 𝐹′
𝜋 × 𝑑𝑟 × 𝑛𝑡 × (𝑑 − 𝑑𝑟)
𝑛𝑡 = ℎ / 𝑙
𝜎𝑧 = − 4 × 𝐹′
𝜋 × 𝑑𝑟²
𝜏 = 16 × 𝑇
𝜋 × 𝑑𝑟³
𝐹′ = 0,38 × 𝐹
𝑃𝑉 = 𝑉𝑑𝑒𝑠𝑙 × 𝜎𝑐
Onde:
59
F = Força axial atuando na rosca
F' = Tensão atuando no primeiro filete
n = Rotações do eixo por segundo
d = Diâmetro externo da rosca
p = Passo da rosca
dm = Diâmetro efetivo
dr = Diâmetro interno da roca
h = Altura da rosca
ne = Número de entradas
nt = Roscas trabalhando simultaneamente
τ = Tensão de cisalhamento no filete
ψ = Ângulo de hélice da rosca
Vdesl = Velocidade de deslocamento da rosca
σx = Tensão de flexão na raiz da rosca
σz = Tensão axial na rosca
l = Avanço da rosca
τe = Tensão de cisalhamento de escoamento
f = Frequência dos testes
ΔӨ = Variação angular do eixo
T = Torque
Dados
Rosca trapezoidal grossa
d = 100 mm
l = 544,14 mm
ψ = 30° = 0,52 rad
dm = 90 mm
60
dr = 79 mm
h = 100 mm
ne = 10
f = 1 Hz
ΔӨ = 0,03 rad
F = 86568 N
T = 4248 N.m
σe = 459 MPa
τe = 264,8 MPa
material: aço 1045
Cálculos
p = 54,414 mm
nt = 0,18
n = 0,009 rps
Vdesl = 0,0013 m/s
σx = 206,1 MPa
FSσx = 2,2
σz = -17,7 MPa
FSσz = 26,0
τ = 43,9 MPa
FSτ= 6,0
PV = 0,261340496 MPa .m/s
4.6.2. Cálculo dos Parafusos que Fixam a Rosca ao Cilindro-Base
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]

61
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
62
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso m14
Quant.8 un.
Classe 12,9
σr = 1220 MPa
dm = 12,701 mm
dr = 11,546 mm
dc = 18 mm
α = 30°
p = 2 mm
n = 1
f = 0,12
fc = 0,12
F total = 86,6kN
F = 10,8kN
% = 0,38
Cálculos
Torque de Montagem
Tr = 6 N.m
Tc = 12 N.m
T = 18 N.m
Tensão no Filete
σx = 340 MPa
σz = -39 MPa
τxz = 8 MPa
σt = 323 MPa

63
Fator de Segurança
FS = σr / σt
FS = 3,78
4.6.3. Cálculo da Eficiência da Rosca
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑒 = 𝐹 ∗ 𝑛 ∗ 𝑝 / (2 𝑝𝑖 ∗ 𝑇𝑟)
Onde:
Tr = Torque de Elevação de Carga
dm = diâmetro médio
α = Metade do ângulo da rosca
p = passo
n = número de entradas
f = coeficiente de atrito
F= Força aplicada axialmente
% = percentual de força aplicada ao 1° filete
Dados
dm = 90 mm
α = 15 °
p = 54,41398093 mm
n = 10
f = 0,13
F = 86,57 kN
% = 0,38
64
Cálculos
Tr = 10825 N.m
e = 0,69
Logo, a força necessária no cilindro hidráulico para acionar a rosca será:
F' = 𝐹
𝑒 = 125,0kN
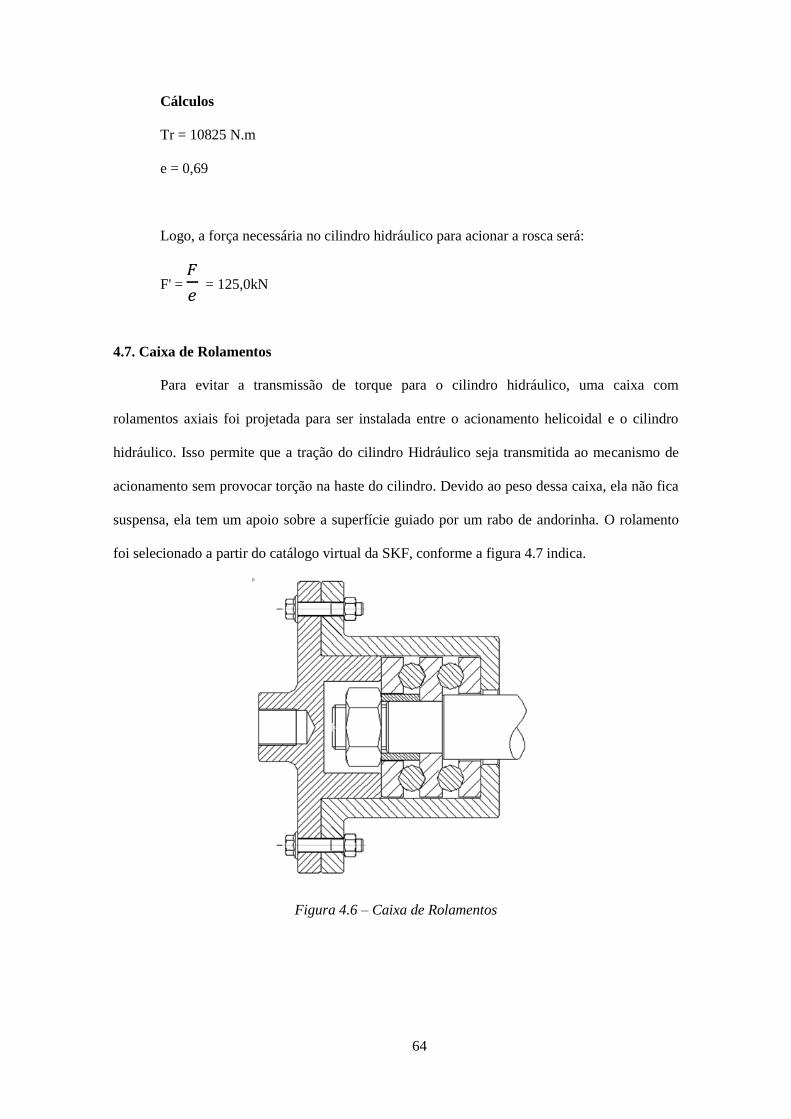
4.7. Caixa de Rolamentos
Para evitar a transmissão de torque para o cilindro hidráulico, uma caixa com
rolamentos axiais foi projetada para ser instalada entre o acionamento helicoidal e o cilindro
hidráulico. Isso permite que a tração do cilindro Hidráulico seja transmitida ao mecanismo de
acionamento sem provocar torção na haste do cilindro. Devido ao peso dessa caixa, ela não fica
suspensa, ela tem um apoio sobre a superfície guiado por um rabo de andorinha. O rolamento
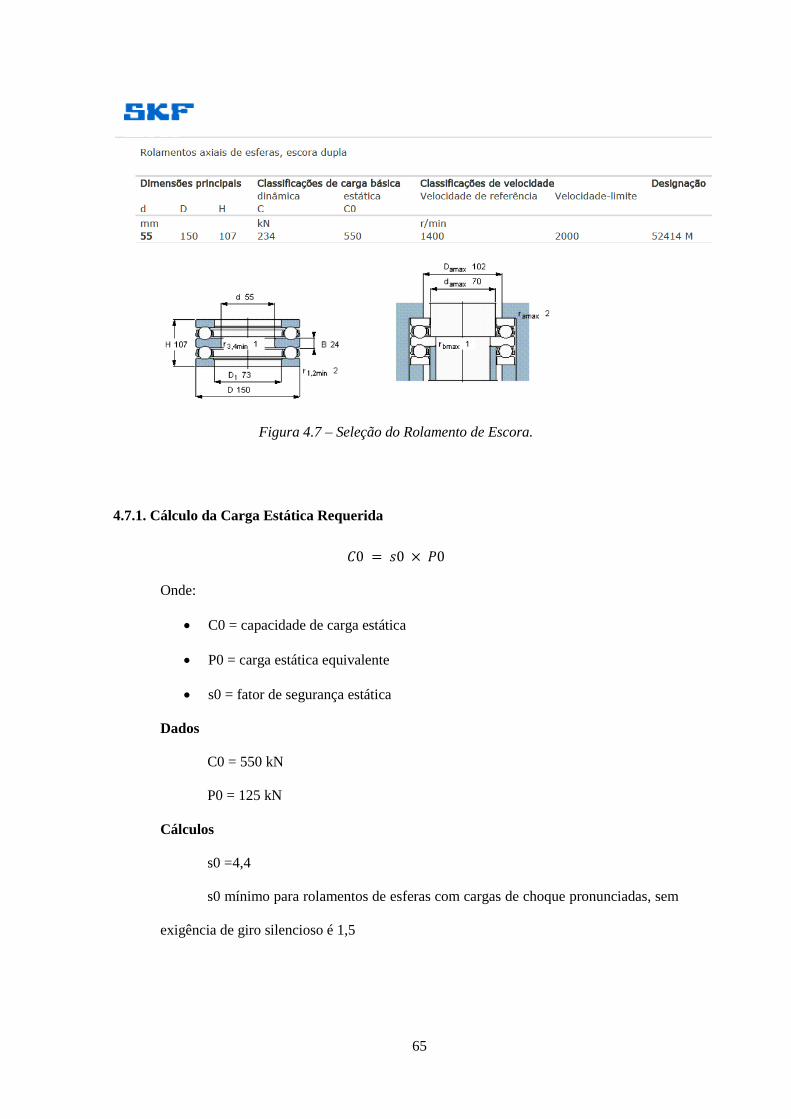
foi selecionado a partir do catálogo virtual da SKF, conforme a figura 4.7 indica.
Figura 4.6 – Caixa de Rolamentos
65
Figura 4.7 – Seleção do Rolamento de Escora.
4.7.1. Cálculo da Carga Estática Requerida
𝐶0 = 𝑠0 × 𝑃0
Onde:
C0 = capacidade de carga estática
P0 = carga estática equivalente
s0 = fator de segurança estática
Dados
C0 = 550 kN
P0 = 125 kN
Cálculos
s0 =4,4
s0 mínimo para rolamentos de esferas com cargas de choque pronunciadas, sem
exigência de giro silencioso é 1,5
66
4.7.2. Cálculo da Vida do Rolamento
𝐿10𝑜𝑠𝑐 = 180
2𝜑(
𝐶0
𝑃0)
𝑝
𝐿𝑛𝑎 = 𝑎1 × 𝑎23 × 𝐿10𝑜𝑠𝑐
Onde:
L10 = vida nominal em milhões de revoluções
C0 = capacidade de carga estática
P0 = Carga Estática Equivalente
p = expoente da fórmula de vida
𝜑 = amplitude de oscilação
𝑎1 = fator de ajuste de vida, para confiabilidade
𝑎2 = fator de ajuste de vida, para material e condições de funcionamento
Dados
C0 = 550 kN
P0 = 125 kN
p = 3 (para rolamentos de esferas)
𝜑 = 2°
𝑎1 = 0,62 (para 95%)
𝑎23 = 1 (κ=1)
Cálculos
L10osc = 3825 x 106 revoluções
Lna = 2371 x 106 revoluções
Para um teste com 1 milhão de revoluções, a vida do rolamento está satisfatória.
4.7.3. Dimensionamento dos Parafusos que Fixam a Tampa da Caixa de Rolamentos
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]

67
𝑇𝑟 = 𝐹 × 𝑑𝑚 × (𝑛 × 𝑝 + 𝜋 × 𝑓 × 𝑑𝑚/𝑐𝑜𝑠𝛼)
2 × (𝜋 × 𝑑𝑚 − 𝑓 × 𝑝 × 𝑛/𝑐𝑜𝑠𝛼)
𝑇𝑐 = 𝐹 × 𝑓𝑐 × 𝑑𝑐
2
𝑇 = 𝑇𝑐 + 𝑇𝑟
𝜎𝑥 = 6 × 𝐹 × %
𝜋 × 𝑑𝑟 × 𝑛 × 𝑝
𝜎𝑧 =− 4 × 𝐹 × %
𝜋 × 𝑑𝑟²
𝜏𝑥𝑧 = 16 × 𝑇𝑟 × 1000 × %
𝜋 × 𝑑𝑟³
𝜎𝑡 = √𝜎𝑥² + 𝜎𝑧² + (𝜎𝑥 + 𝜎𝑧)² + 6 × 𝜏²
2
Onde:
Tr = Componente r do Torque de Montagem
Tc = Componente c do Torque de Montagem
T = Torque de Montagem
σx = Tensão no eixo x
σz = Tensão no eixo z
τxz = Tensão de cisalhamento no plano xz
σt = Tensão total
dm = Diâmetro médio
dr = Diâmetro de raiz
dc = Diâmetro do colar
α = Metade do ângulo da rosca
p = Passo
n = Número de entradas
f = Coeficiente de atrito
fc = Coeficiente de atrito do colar
68
F= Força aplicada
% = Percentual de força aplicada ao 1° filete
Dados
Parafuso M14
Quant. 8 un.
Classe 12,9
σr = 1220 MPa
dm = 12,701 mm
dr = 11,546 mm
dc = 18 mm
alfa = 30°
p = 2 mm
n = 1
f = 0,1
fc = 0,12
F = 10,82kN
% = 0,38
Cálculos
Torque de Montagem
Tr = 6 N.m
Tc = 12N.m
T =18N.m
Tensão no Filete
σx = 340MPa
σz =-39MPa
τxz = 8 MPa
69
σt =323MPa
Fator de Segurança
FS = σr / σt
FS = 3,78
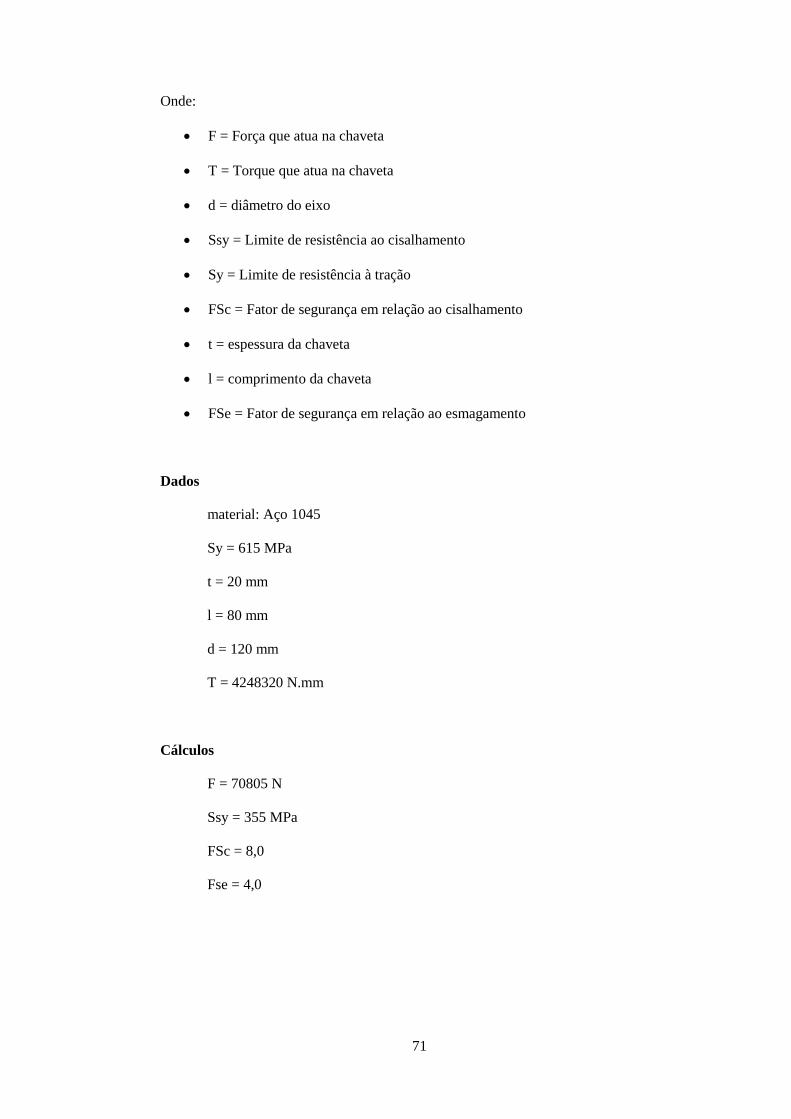
4.8. Cilindro Hidráulico
Foi selecionado um cilindro hidráulico tendo como base os cálculos já apresentados que
estimam a força axial necessária para tracionar os arames. O cilindro selecionado foi o cilindro
de código 127C2HLU34M-0025da Parker a partir do catálogo [21]. Para verificar a tensão
gerada pelo cilindro hidráulico, foi acoplada a ele uma célula de carga da HBM U2B capaz de
medir tensões entre 0 e 200kN. Para evitar erros de leitura da célula de carga devido ao
desalinhamento do cilindro hidráulico, um olhal esférico (cód. 1452620000) foi selecionado a
partir do catálogo do próprio cilindro hidráulico [21].
4.8.1. Dimensionamento do Cilindro Hidráulico
𝑃 𝑡𝑟𝑎𝑏 𝑚á𝑥 = 0,7 × 𝑃𝑛
𝐹 = 𝑃 𝑡𝑟𝑎𝑏 × 𝐴2
𝐴2 = 𝜋 × (𝐷𝑒² − 𝐷ℎ²) / 4
Onde:
F = força de tração aplicada pelo cilindro
P trab = pressão utilizada no cilindro de fato
P trabmax = pressão de trabalho máxima desejada
Pn = pressão nominal do cilindro
A2 = área do êmbolo menos a área da haste
De = diâmetro do êmbolo

70
Dh = diâmetro da haste
Dados
F = 125 kN
Pn = 21 MPa
De = 127mm
Dh = 63.5mm
A2 = 9500mm²
Cálculos
P trabmax = 14,7 MPa
P trab = 13,2 MPa
4.9. Fixação do Cilindro-Base à Sua Base
O cilindro-base é conectado à sua base por meio de uma porca, que foi dimensionada
para suportar os esforços causados pela tração do cilindro base, muito embora boa parte dessa
energia seja transferida para os arames. Para impedir a rotação, foi dimensionada uma chaveta
que seja capaz de suportar os esforços causados pelo torque gerado pelo cilindro hidráulico,
novamente de forma conservadora.
4.9.1. Cálculo do Dimensionamento da Chaveta
Referência: Elementos de Máquinas de Shigley - Projeto de Engenharia Mecânica [20]
𝐹 = 2 × 𝑇 / 𝑑
𝑆𝑠𝑦 = 0,5777 × 𝑆𝑦
𝐹𝑆𝑐 = 𝑆𝑠𝑦 × 𝑡 × 𝑙 / 𝐹
𝐹𝑆𝑒 = 𝑆𝑠𝑦 × 𝑡 × 𝑙 / (2 𝐹)
71
Onde:
F = Força que atua na chaveta
T = Torque que atua na chaveta
d = diâmetro do eixo
Ssy = Limite de resistência ao cisalhamento
Sy = Limite de resistência à tração
FSc = Fator de segurança em relação ao cisalhamento
t = espessura da chaveta
l = comprimento da chaveta
FSe = Fator de segurança em relação ao esmagamento
Dados
material: Aço 1045
Sy = 615 MPa
t = 20 mm
l = 80 mm
d = 120 mm
T = 4248320 N.mm
Cálculos
F = 70805 N
Ssy = 355 MPa
FSc = 8,0
Fse = 4,0
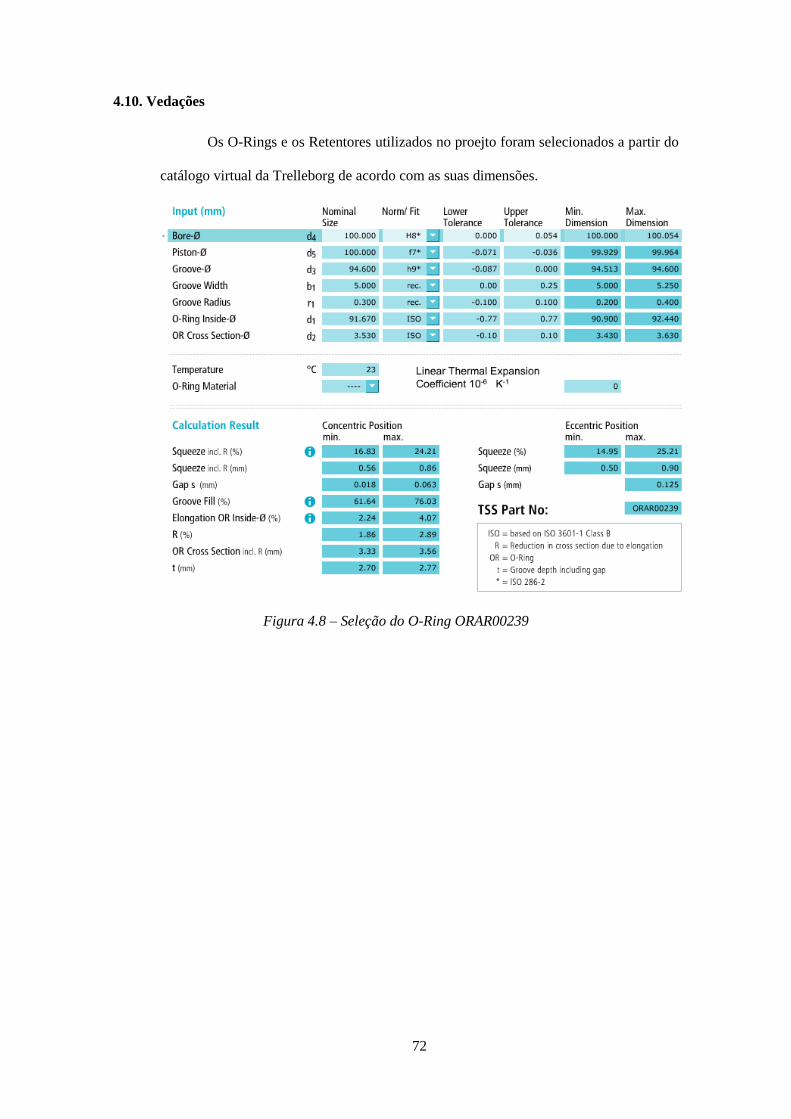
72
4.10. Vedações
Os O-Rings e os Retentores utilizados no proejto foram selecionados a partir do
catálogo virtual da Trelleborg de acordo com as suas dimensões.
Figura 4.8 – Seleção do O-Ring ORAR00239
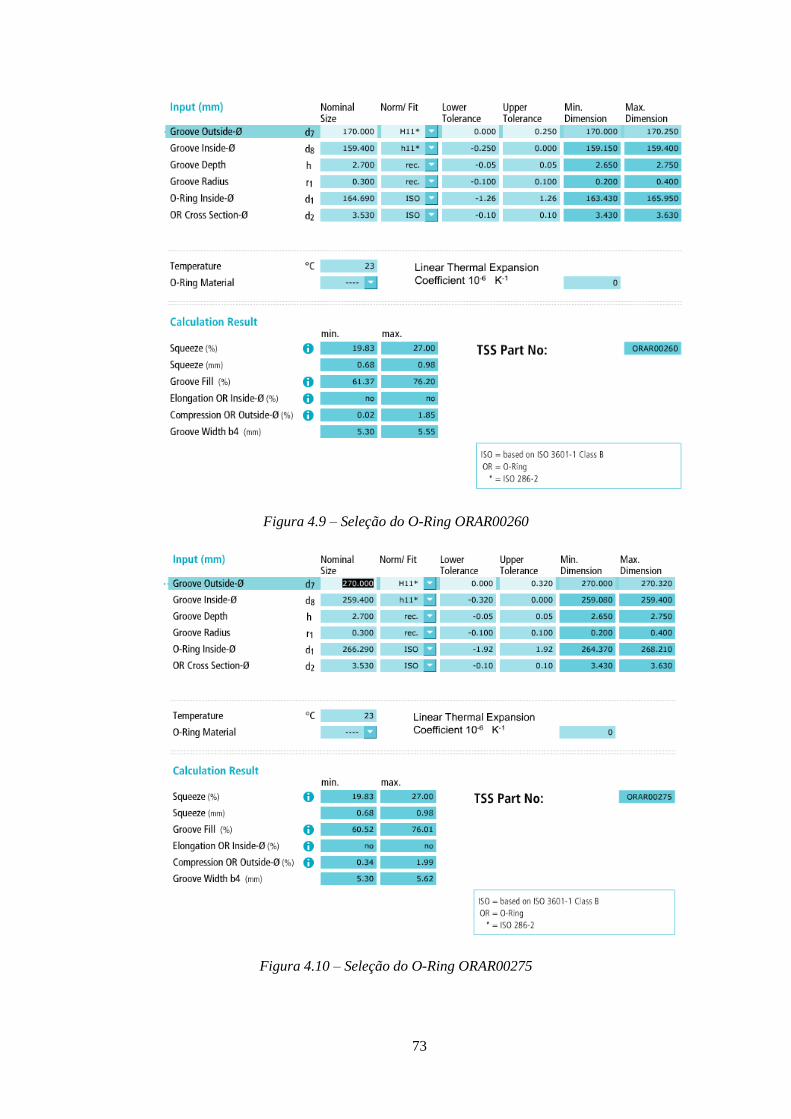
73
Figura 4.9 – Seleção do O-Ring ORAR00260
Figura 4.10 – Seleção do O-Ring ORAR00275
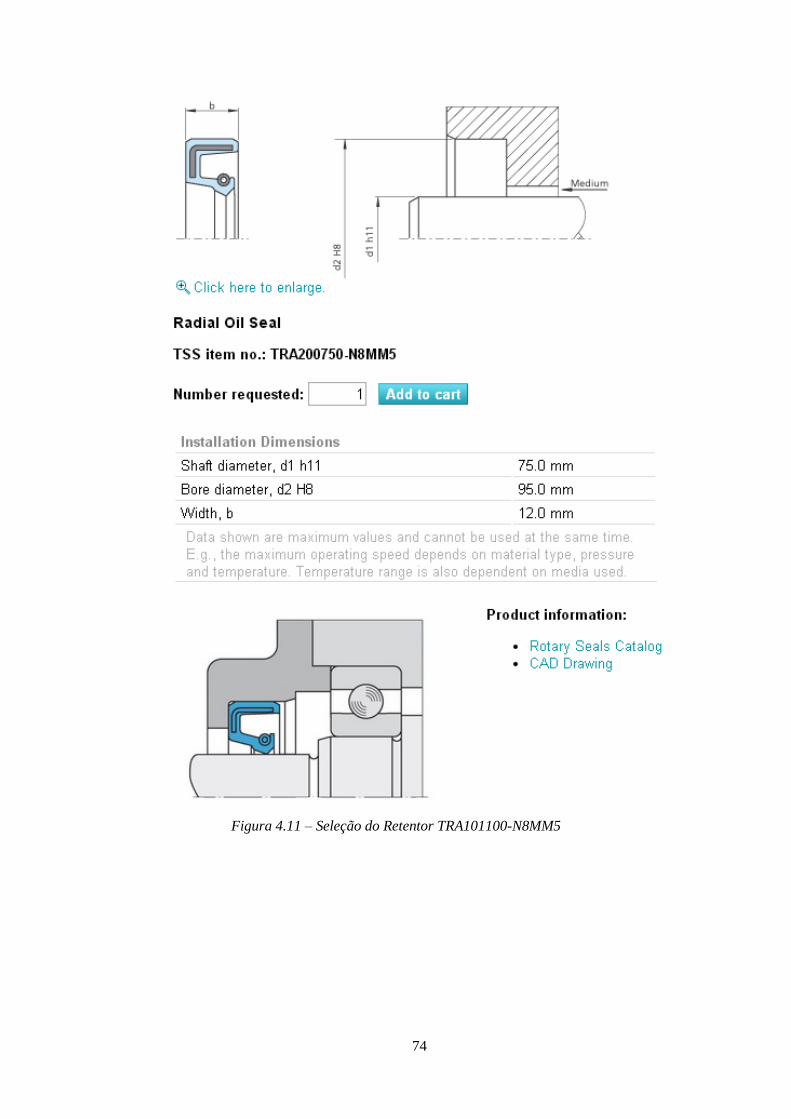
74
Figura 4.11 – Seleção do Retentor TRA101100-N8MM5
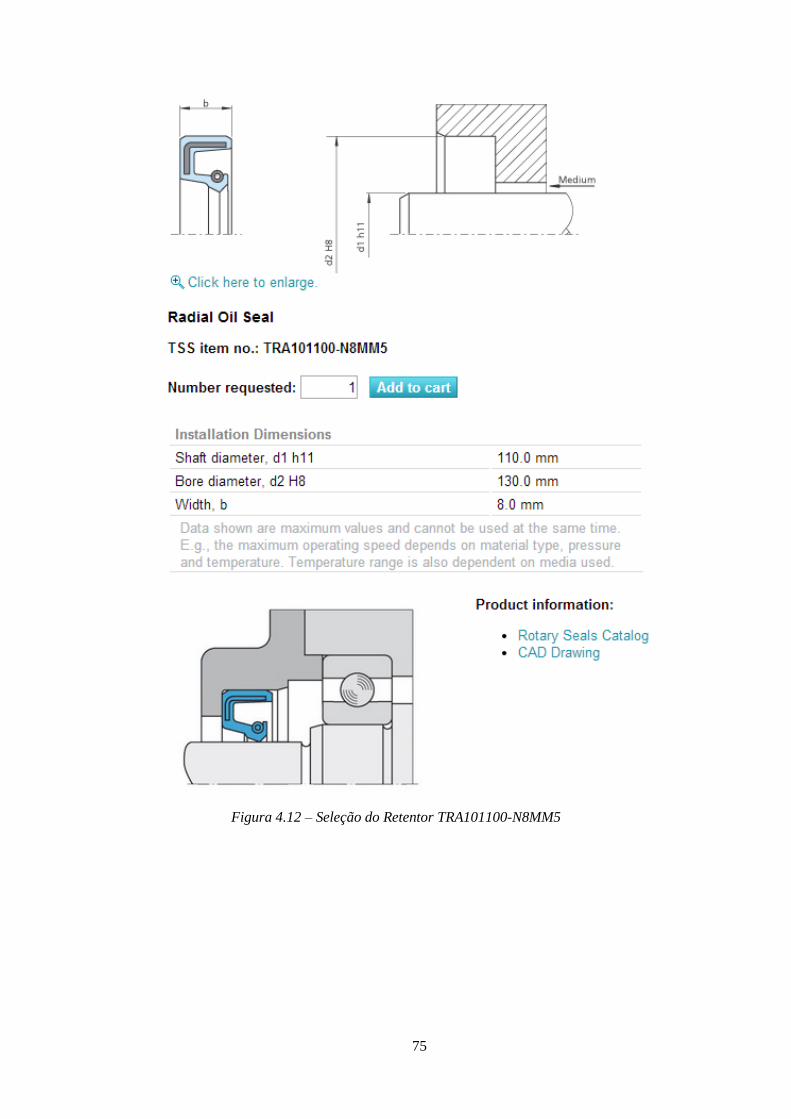
75
Figura 4.12 – Seleção do Retentor TRA101100-N8MM5
76
5. CONSIDERAÇÕES FINAIS
O projeto teve como objetivo, a composição de uma máquina de ensaio de fadiga para
arames da armadura de tração de dutos flexíveis capaz de avaliar o comportamento dos arames
quando submetidos a condições de fadiga, corrosão e pressão.
Os módulos das cargas associadas ao cilindro hidráulico e aos transdutores de tração
foram estimados a partir da tensão UTS requerida para o arame e da área da seção transversal do
arame.
O conhecimento das diversas disciplinas adquirido durante o curso de engenharia
mecânica foi essencial para o início e conclusão do trabalho. Dessa maneira, disciplinas das
áreas de projeto de máquinas, fabricação mecânica e materiais foram constantemente aplicadas
no dimensionamento dos componentes mecânicos presentes no projeto.
A princípio, a maior dificuldade foi escolher o método de acionamento da máquina, pois
havia muitas possibilidades e nenhuma das máquinas citadas na seção 2 possuía geometria
semelhante. Depois de superar essa etapa, muito empenho foi dado para colocar o arame dentro
de um tanque pressurizado. Não apenas as normas para a construção de vasos de pressão são
complexas, mas também foi um desafio descobrir um modo de inserir e remover todo o
conjunto montado com os arames do tanque, o que foi solucionado com o sistema de
movimentação do rabo de andorinha e as tampas bipartidas. As tampas bipartidas trouxeram
dificuldades para a vedação. A Trelleborg foi consultada acerca de soluções para o a vedação do
tanque, mas não houve nenhuma proposta satisfatória. Acredita-se que as gaxetas selecionadas
sejam capazes de vedar eficientemente a carcaça, mas devido à escassez de informações mais
precisas sobre a vedação com gaxetas, é fundamental verificar a funcionalidade da vedação
projetada com testes de estanqueidade e, caso o resultado não seja favorável, melhorar o projeto
de vedação.
Apesar de se mostrar viável, o projeto requer melhorias relacionadas à vedação da
carcaça, dependendo dos resultados do teste de estanqueidade, e também ao acionamento

77
helicoidal, pois soluções mais eficientes podem ser implementadas para torna-lo mais
econômico.
78
6. REFERÊNCIAS BIBLIOGRÁFICAS
[1] NIELSEN, R.; “Concise History of the Development of Unbonded Flexible Pipeline
Technology and the Instep Market Requirements for Offshore Oil and Gas Projects”; Offshore
and Arctic Operations, PD – Vol. 51, pp. 79-84, ASME 1993.
[2] PERRIER, Claude, RIGAUD, Jean e NOVITSKY, Adriano; Informações da
COFLEXIP, 2001
[3] American Petroleum Institute, API RP 17B: Recomended Practice for Flexible Pipe,
Washington D.C., 2002.
[4] XAVIER, F. G., Avaliação da Vida em Fadiga de um Novo Modelo de Terminal
Conector para Dutos Flexíveis, Tese de DSc.; Universidade Federal do Rio Grande do Sul,
2009
[5] SOUZA, J. R. M.; Análise Local de Linhas Flexíveis pelo Método de Elementos
Finitos. Tese de DSc., COPPE/UFRJ, Rio de Janeiro, Brasil, 2005
[6] BETANZOS, JailsonTorma; Projeto, Construção e Teste de Equipamento para
Ensaios de Fadiga de Risers, Tese MSc., PPGEM/Universidade Federal do Rio Grande do Sul.
[7] American Petroleum Institute, API Spec 17J: Specification for Unbonded Flexible,
Washington D.C., 2002.
[8] DetNorskeVeritas; DNV-OS-F201 Offshore Standart F201: Dinamic Risers; 2001
[9] Det Norske Veritas; DNV Rules for Certification of Flexible Risers and Pipes; 1994
[10]International Organization for Standartization; ISO 13628 Petroleum and Natural
Gas Industries – Design and Operation of Subsea Production Systems - Part 2:
UnbondedFlexible Pipe Systems for Subsea and Marine Applications, 2006
[11] PETROBRAS, Petróleo Brasileiro S/A; N-2409 Specification for FlexiblePipe,
2003
[12] PETROBRAS, Petréleo Brasileiro S/A; I-ET 3500.00.6500-291-PAZ-001 Non
StandartizedPrototypeQualificationTestsofFlexiblePipes, 2007
79
[13] LEMOS, Carlos Alberto Duarte; Análise de Fadiga em Risers Flexíveis, Tese MSc.
COPPE/Universidade Federal do Rio de Janeiro, 2005.
[14] DUTRA, Carlos Renê Antunes, Máquina para Ensaios de Fadiga em Arames de
Tubulações Flexíveis, Projeto de Graduação, Universidade Federal do Rio Grande do Sul, 2009.
[15] PETROBRAS – COFLEXIP STENA OFFSHORE, Missão da Coflexip
StenaOffshore - Relatório de viagem, França, 1996.
[16] ASME – American Society of Mechanical Engineers, Section VIII, Rules for
Construction of. PressureVessels, Division 1, PT UG 21
[17] WARRING, R. H.; Vedadores e Gaxetas, Editora Polígono, São Paulo, 1971.
[18] ASME – American Society of Mechanical Engineers, Section VIII, Rules for
Construction of. Pressure Vessels, Division 1, PT UG 27
[19] ASME – American Society of Mechanical Engineers, Section VIII, Rules for
Construction of. PressureVessels, Division 1, PT UG 34
[20]BUDYNAS, Richard G., NISBETT, J. Keith; Elementos de Máquinas de Shigley:
Projeto de Engenharia Mecânica; 8ª ed., Editora McGraw-Hill e Bookman, Porto Alegre, 2005.
[21] PARKER HYDRAULICS, Catálogo HY-2017 BR – Cilindros Hidráulicos - Série
2H, 2005
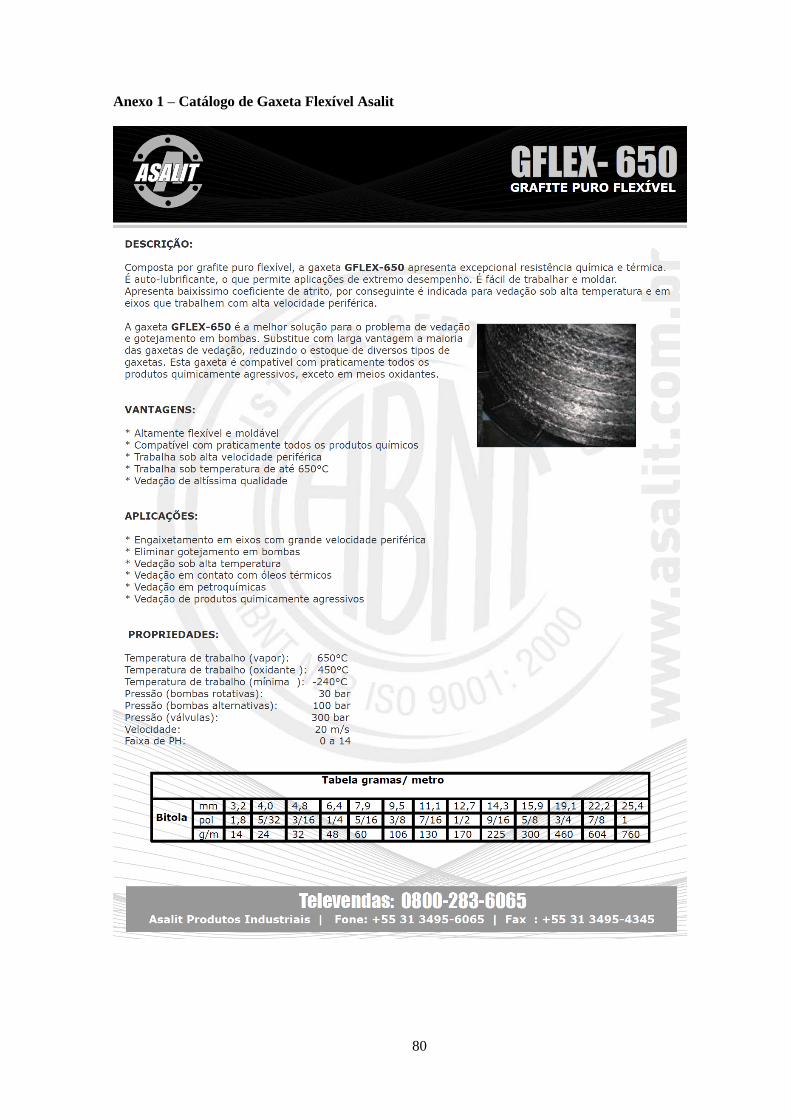
80
Anexo 1 – Catálogo de Gaxeta Flexível Asalit
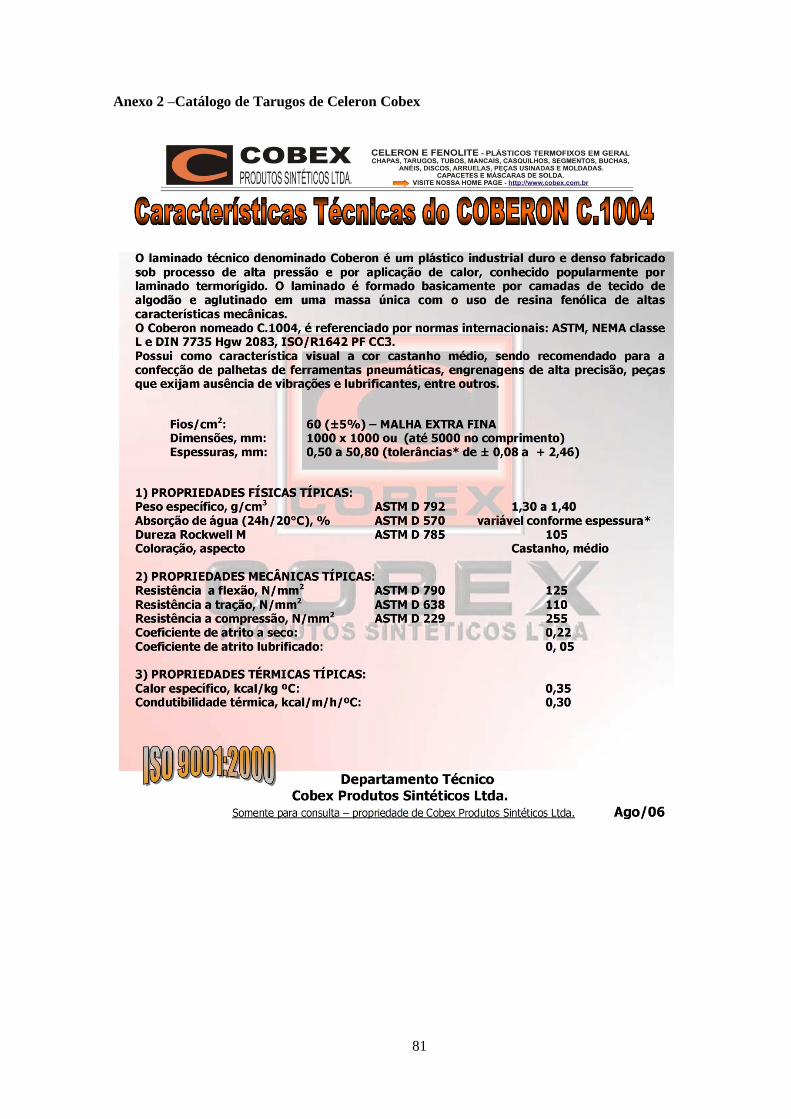
81
Anexo 2 –Catálogo de Tarugos de Celeron Cobex
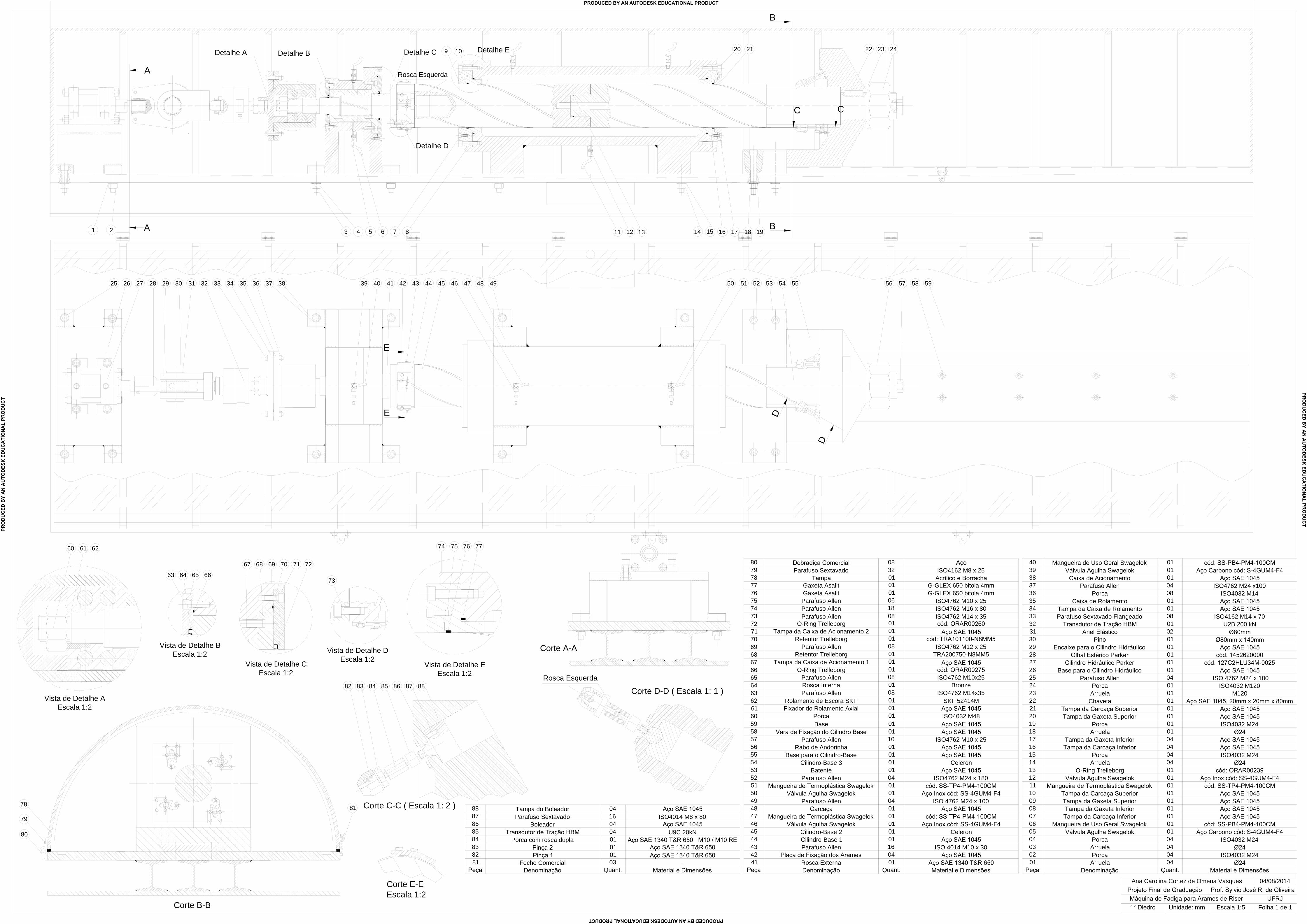
D
D
25 26 29 32 33 34 36 37 38 39 40 41 42 43 44 50 51 52 53 54 55 5631 35 4830 4745 46 5828 574927 59
E
E
Vista de Detalhe CEscala 1:2
67 68 69 70 71 72
Vista de Detalhe BEscala 1:2
63 64 65 66
B
B
Detalhe B Detalhe C
A
A
CC
Detalhe E
Detalhe D
8
9 10
19
24
5 6 7 11 12 17
20
162
22
184 133 15
2321
141
Detalhe A
Rosca Esquerda
Corte B-B
78
79
80
81 Corte C-C ( Escala 1: 2 )
8382 84 85 86 87 88
Vista de Detalhe EEscala 1:2
74 75 76 77
Corte D-D ( Escala 1: 1 )Rosca Esquerda
73
Vista de Detalhe DEscala 1:2
60 61 62
Vista de Detalhe AEscala 1:2
Corte A-A
Corte E-EEscala 1:2
Quant.Denominação Material e DimensõesPeça
Escala 1:5Unidade: mm Folha 1 de 11° DiedroMáquina de Fadiga para Arames de RiserProjeto Final de Graduação
UFRJProf. Sylvio José R. de Oliveira
Ana Carolina Cortez de Omena Vasques 04/08/2014
040104Porca ISO4032 M2402
0304
01Válvula Agulha Swagelok Aço Carbono cód: S-4GUM4-F40501Mangueira de Uso Geral Swagelok cód: SS-PB4-PM4-100CM0601Tampa da Carcaça Inferior0701Tampa da Gaxeta Inferior0801Tampa da Gaxeta Superior0901Tampa da Carcaça Superior10
11121314151617
Tampa da Carcaça Inferior
18192021
01Chaveta Aço SAE 1045, 20mm x 20mm x 80mm2201Arruela M1202301Porca ISO4032 M1202404 ISO 4762 M24 x 1002501Base para o Cilindro Hidráulico Aço SAE 10452601Cilindro Hidráulico Parker cód. 127C2HLU34M-00252701Olhal Esférico Parker cód. 14526200002801Encaixe para o Cilindro Hidráulico2901Pino Ø80mm x 140mm30
01Transdutor de Tração HBM U2B 200 kN3132
08 ISO4162 M14 x 703301Tampa da Caixa de Rolamento Aço SAE 10453401Caixa de Rolamento Aço SAE 10453508Porca ISO4032 M143604 ISO4762 M24 x1003701Caixa de Acionamento Aço SAE 104538
3940
01Rosca Externa Aço SAE 1340 T&R 6504104Placa de Fixação dos Arames Aço SAE 10454216 ISO 4014 M10 x 304301Cilindro-Base 1 Aço SAE 10454401Cilindro-Base 2 Celeron45
464748
04 ISO 4762 M24 x 1004950
Peça
04Parafuso Allen ISO4762 M24 x 1805152
01Batente Aço SAE 10455301Cilindro-Base 3 Celeron5401Base para o Cilindro-Base Aço SAE 104555
Rabo de Andorinha56
01ISO4762 M10 x 2557
Base58
08Parafuso Allen ISO4762 M14x35
59
01Rosca Interna Bronze
60
08 ISO4762 M10x25
61
01O-Ring Trelleborg cód: ORAR00275
62
01Tampa da Caixa de Acionamento 1
63
01Retentor Trelleborg TRA200750-N8MM5
64
08 ISO4762 M12 x 25
65
01Retentor Trelleborg cód: TRA101100-N8MM5
6667
01O-Ring Trelleborg cód: ORAR00260
68
18Parafuso Allen ISO4762 M16 x 80
69
06 ISO4762 M10 x 25
70
01Gaxeta Asalit G-GLEX 650 bitola 4mm
7172
01
Tampa da Gaxeta Inferior
01Tampa da Gaxeta Superior01Tampa da Carcaça Superior
01
01 Aço SAE 1045
01 Aço SAE 1045
01Tampa da Caixa de Acionamento 2
01Pinça 1 Aço SAE 1340 T&R 650
73
01Pinça 2
74
01Porca com rosca dupla Aço SAE 1340 T&R 650 M10 / M10 RE
75
04Transdutor de Tração HBM U9C 20kN
7677
16Parafuso Sextavado ISO4014 M8 x 80
78
04Tampa do Boleador
79
04Boleador
01Gaxeta Asalit G-GLEX 650 bitola 4mm
08 ISO4762 M14 x 35
80
02Anel Elástico Ø80mm
04Arruela Ø2404Porca ISO4032 M24
Arruela Ø24
01Válvula Agulha Swagelok Aço Inox cód: SS-4GUM4-F4
01Válvula Agulha Swagelok Aço Carbono cód: S-4GUM4-F4
01Válvula Agulha Swagelok Aço Inox cód: SS-4GUM4-F4
01Válvula Agulha Swagelok Aço Inox cód: SS-4GUM4-F401Mangueira de Termoplástica Swagelok cód: SS-TP4-PM4-100CM
0404Porca ISO4032 M2404
Arruela Ø2404
Porca ISO4032 M24
Arruela Ø2401O-Ring Trelleborg
Parafuso Allen
Parafuso Allen
Vara de Fixação do Cilindro Base
Parafuso Allen
Parafuso Allen
Parafuso Allen
Parafuso Allen
Parafuso Sextavado Flangeado
Parafuso Allen
Parafuso Allen
01Mangueira de Uso Geral Swagelok cód: SS-PB4-PM4-100CM
01Carcaça Aço SAE 1045
01Mangueira de Termoplástica Swagelok cód: SS-TP4-PM4-100CM
01Mangueira de Termoplástica Swagelok cód: SS-TP4-PM4-100CM
Quant.Denominação Material e Dimensões
cód: ORAR00239
01Porca ISO4032 M4801Fixador do Rolamento Axial Aço SAE 104501 SKF 52414MRolamento de Escora SKF
Aço SAE 1045Aço SAE 1045
Aço SAE 1045Aço SAE 1045
Aço SAE 1045Aço SAE 1045Aço SAE 1045Aço SAE 1045
Aço SAE 1045
Aço SAE 1045
Aço SAE 1045
Aço SAE 1340 T&R 650
Aço SAE 1045
Aço SAE 1045
10Parafuso AllenAço SAE 1045
Peça Quant.Denominação Material e Dimensões8182838485868788
03Fecho Comercial -
08Dobradiça Comercial Aço32Parafuso Sextavado ISO4162 M8 x 2501Tampa Acrílico e Borracha
PRO
DU
CED
BY
AN
AU
TOD
ESK
ED
UC
ATI
ON
AL
PRO
DU
CT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCTPR
OD
UC
ED B
Y AN
AU
TOD
ESK ED
UC
ATIO
NA
L PRO
DU
CT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCT