PROJETOS CONSTRUTIVOS DE MOINHOS ROTATIVOS NOS...
18
274 PROJETOS CONSTRUTIVOS DE MOINHOS ROTATIVOS NOS CIRCUITOS DE MOAGEM COM MANCAIS PRINCIPAIS COM ROLAMENTOS OU CASQUILHOS I. S. JAMET1; P. P. Sobarzo• o trabalho ora apresentado, aborda os aspe c tos técni cos relevantes no dimensionamento e projeto construtivo de moinhos rotativas com mancais principais com r olamentos autocompensadores de rolos lubrific a dos por gr a xa e moinho s rotativas com mancais principais com ca s quilhes lubrificados por óleo. Apresenta-se um estudo gr á fico sobre distribuição de esforços e deformações para um moinho de bolas 0 4, 6 x 6,0 m de descarga por overflow, para um nível de enchimento de projeto de 45 %, com sistema de ac ionamento simples, mot or assíncrono. É abordado, também, os critérios de processos , mecânicos e económicos, que são levados em considera ç ão para uma tomada de decisão ótima, na definição do dimensionamento e do projeto construtivo mais indicado numa aplicação industrial. Finalmente, faz-se um relato das particularidades de mancais com casquilho e rolamentos, tipos e vanta ge ns. CONSTRUCTIVE DESIGN OF ROTARY MILLS IN THE MILLING CIRCUITS WITH ROLLER OR SLIDE BEARINGS The following article presents the technic al aspects relevant to the dimensioning and constructive of ro taty mills with th e main bearing working with self a ligning roller bearings, lubrificated with grease and rot a ry mi lls, with the main bearings working with slide bearings lubrificated with oi l. A graphilc study of the for ce s a nd t he s tr a in s in a ba ll mi ll (ball dia 4,6 * 6.0 m, of overflow unload , for a fill i ng lev el of project of 45%, with simple operation sy stem an d assynchronous motor, is presented. It is also studied th e mechanical and economical.process criteri a which are ta k en in an optimum decision, defin i ng the bast indicated dirn e ns i onin g and construc tive projects in an indu s tri al a pl l ic at ion. Finaly, a report on the types and ad v antag es of th e r o ller and slide bearings is presented. 1 Mecânico, Gerente de Engenharia da KHD - Klo c kner Humboldt Deutz do Brasil Ltda > Engenheiro em Metalurgia Extrativa, Gerente de Projetes Minerais e Metalürgicos da KHD - Klóckn er Humboldt Oe utz do Brasil Ltda
Transcript of PROJETOS CONSTRUTIVOS DE MOINHOS ROTATIVOS NOS...

274
PROJETOS CONSTRUTIVOS DE MOINHOS ROTATIVOS NOS CIRCUITOS DE MOAGEM COM MANCAIS PRINCIPAIS COM ROLAMENTOS OU CASQUILHOS
I. S. JAMET1; P. P. Sobarzo•
o trabalho ora apresentado, aborda os aspec tos técnic os relevantes no dimensionamento e projeto construtivo de moinhos rotativas com mancais principais com r olamentos autocompensadores de rolos lubrificados por gra xa e moinhos rotativas com mancais principais com cas quilhes lubrificados por óleo. Apresenta-se um estudo grá fico sobre distribuição de esforços e deformações para um moinho de bolas 0 4, 6 x 6,0 m de descarga por overflow, para um nível de enchimento de projeto de 45 %, com sistema de a c ionamento simples, motor assíncrono. É abordado, também, os critérios de processos , mecânicos e económicos, que são levados em consideraç ão para uma tomada de decisão ótima, na definição do dimensionamento e do projeto construtivo mais indicado numa aplicação industrial. Finalmente, faz-se um relato das particularidades de mancais com casquilho e rolamentos, tipos e vantagens.
CONSTRUCTIVE DESIGN OF ROTARY MILLS IN THE MILLING CIRCUITS WITH ROLLER OR SLIDE BEARINGS
The following article presents the technica l aspects relevant to the dimensioning and constructive of r o taty mills with the main bearing working with self a ligning roller bearings, lubrificated with grease and rota ry mi lls, with the main bearings working with slide bearings lubrificated with o i l. A graphilc study of the for ces a nd t he s tra ins i n a ba ll mi ll (ball dia 4 , 6 * 6.0 m, of overflow unload , for a fill i ng leve l of project of 45%, with simple operation s ystem and assynchronous motor, is presented. It is also studied th e mechanical and economical.process criteria which are tak en in an optimum decision, defin i ng the bast indicated dirne ns i oning and construc tive projects in an indus tri a l a pl l icat i o n . Finaly, a report on the types and advantage s of the r o ller a nd slide bearings is presented.
1 Engenh~iro Mecânico, Gerente de Engenharia da KHD - Kloc kner Humboldt Deutz do Brasil Ltda
> Engenheiro em Metalurgia Extrativa, Gerente de Projetes Minerais e Metalürgicos da KHD - Klóckne r Humboldt Oe utz do Brasil Ltda

275
INTRODUÇÃO
A moag e m v i a úmida com moinhos rotativos representa um
alto custo de capital, razão pelo qual, é necessário procurar
todas a s alternati va s pass i veis para obter a máxima
rentabilidade de s t e e l evado custo de capital. Portanto, a
otimização de cu s t os de um complexo industrial se inicia na
análise técn i cajeconômica cr iteriosa para o suprimento do
equipame nto; observa ndo- s e nesta análise , não só o custo de
investimento , mas t a mbém , o custo operacional
represe nta durante toda a vida do empree ndime nto.
que isto
É importante ressaltar que a incidência do custo da
moagem é muito alt a no custo de produção da usina de
beneficiamento. O consumo de energia, revestimento e corpos
moedores a t inge n ive i s de 4 0 a 55% do custo final, tornando
se, motivo s ufi ci ent e pa r a a nalisar e xaustivamente todos os
ganhos que p od em ser obtidos num projeto construtivo de
moinhos rota ti vo s , o u s ej a com mancai s
autocompensadore s d e r o l os o u casquilhes.
de
DISTRIBUIÇÃO DE ESFORÇOS E DEFORMAÇOES NOS MOINHOS
rolamentos
Os es f o r ç os nos moinhos p odem se dividir em 2 grupos:
Esforços com Moinho Parado
Com moinho pa r ad o os e s forços máximos são estáticos, e se
distribuem ao longo das testeiras e do tubo, conforme indicado
na Figura 1 a n e xa.
A obs e rvaçã o da Figura 1 mostra o seguinte:
Os esforços s ão máximos nos extremos inferior e superior.
Os valores d os esforços na parte superior variam de 1/16 a
1/1,6 aproximad a mente dos valores dos esforços na parte
inferior, sendo os da parte superior esforços de compressão e

os da parte inferiõr de tensão.
Exemplo: Esforço de compressão no centro do
tubo na parte superior
Esforço de tensão no centro do
tubo na parte inferior
Esforço de compressão no flange de união do lado do mancal mó-
vel na parte superior
Esforço de tensão no flange de
união do lado do mancai móvel na
parte infer ior
Esforço de compressão no flange
de união do lado do mancal fixo na
parte superior
Esforço de tensão no flange de
união do lado do mancal fixo na
parte inferior
276
3,90 Nfmm2
24 Nfmm2
12,5 Njmm2
28,6 N/mm2
3,0 Nfmm2
5,0 N/mm 2
Existirá então, uma superfície neutra em que os esforços
de compressão se anulam e passam a ser de tensão .
Na distribuição de esforços no sentido longitudinal do
moinho, se observa que os esforços nos flanges são diferentes
para o flange do mancal móvel (máximos), que para o flange
fixo (mínimos). I s to se deve a contribuição da coroa no módulo
resistente da sec ção, já que a coroa vai instalada no flange
do lado do mancal fixo, naturalmente.
Esforços coru moinho girando
A análise dos esforços nos moinhos para efeito de
dimensioamento, se faz, naturalmente, com moinho carregado .
Ao girar o moinho, a superfície do extremo superior
(submetida à compressão ) diminuirá seu valor absoluto até se

277
anular na superfície neutra do moinho e, a partir desta, o
esforço mudará de sentido passando a ser de tensão, o qual,
aumentará até um máximo no e xtremo inferior.
Esta muda nça de sentido a contece 2 vezes a cada giro (uma
vez no s ent ido descende nte da superfície do moinho
considerada, e uma v e z, no sentido ascendente). Como os
moinhos giram cerca de 20 rpm em média, a sua estrutura estará
submetida a e s forços a lte rna dos durante cerca de 2 x 20
revjmin x 60 minjhor a x 24 hora jdia x 360 diasjano x 15 anos =
300 x 106 vezes na s ua vi d a méd ia.
As deformaç õe s d ev ida s a estes esforços são então,
proporcionais a eles. Maiores na parte inferior, e menores
na parte superior. Ass im , c onforme a Figura 2, as deformações
parte inferior são d a ordem de 1,8 mm (esticamento) máximo e
na parte superior são de cerca de 0,337 mm (compressão), e
acontecem no c entro do tubo do moinho.
Nas t aro pas, as maiores deformações acontecem nas secções
de transição , e ntre os munhões e o cone, e nas flanges de
união com o c orpo do moinho, devido que, nesses pontos, se
concentram os ma i o r es es f orços. Compreende-se então, a
necessidade de projetar as tampas com os munhões tão estreitos
quanto possível, bem como, um rígido controle de fundido e
usinado, n a zona de tra nsição munhão-cone, para evitar
defeitos de f~ndi ção, ou trincas superficiais que depois
possa m se expandi r e provocar a falha da tampa.
Uma ilustraç ão típica de deformações .em moinho carregado é
mostrada na Figura 3 , em qu e foi feita uma análise pelo método
"Infinite Squares ".
PROJETO CON~TRUTIVO DE MANCAIS DE MOINHOS ROTATIVOS

278
O projeto construtivo de mancais dos moinhos rotativas
obedece a vários critérios que devem ser rigorosamente
investigados antes de se tomar uma decisão. Estes critérios
são:
Critério de processo
- No dimensionamento dos mo inhos rotativas de barras ou
bolas, para atingir o máximo de rendimento num projeto dado,
devem ser analisadas, criteriosamente, toda s as condições,
como moabilidade do material, distribuição granulomét.t ica da
alimentação e produtos, velocidade d e quebra, fr iabilidade,
tipo de alimentação/descarga e dimensões do moinho, níveis de
enchimento, distribuição de tamanho, forma , densidade dos
corpos moedores , veloc idade do moinho, carga circulante, nível
de enchimento com polpa, r e l ação líquidojsólido na alimentação
do moinho, e E iciência do equipamento de classificação.
Finalmente, em função da vazão e velocidade da polpa na
entrada do moinho, define-se o diâmetro ótimo do "trunnion".
Critérios mecânicos
- Pressão específica sobre os munhões provocada pelo
moinho totalme nte carregado
- Comprimento x d i âmetro externo do munhâo, para o caso de
mancal com ca s quilho e para mancal de rolamento
- Tipo e confiabilidade das vedações contra água e polpa
externas
- Máxima temperatura suportada pelo casquilho
Critério económico
- No ca s o do mancal de casquilhas:
Custo da c~ixa de mancal fundida e sistema de vedação
custo dos casquilhas com aplicação de metal patente

279
Cus to do sistema de lubrificação por alta e baixa
pressão
Custo dos s istemas de resfriamento do casquilho e de
de lubrificação
Diferença de custos da tampa fundida, pois deve ser
mais reforçada e com munhão mais longo que a tampa,
para o manca l de rolamentos
Custo dos cones de alimentação e descarga,
gem intername nte os "trunnions"
Custo das bases e chumbadores
que prote-
Custo dos painéis elétricos, CCM, e sensores de pres-
são, vazão e tempera tura
Custo operacional dos sistemas de refrigeração e lu
brificação e c usto de paradas de manutenção corretiva.
- No caso dos manca is de rolamentos:
Custo da caixa de mancais soldada e anéis de vedação
(mais barata)
Custo de rolamento
Cus to do sensor de t emperatura (mais barato)
Cu s to menor das tampas e dos cones internos de alimen
tação e descarga
Custo da base e chumbadores (mais barato)
Confiabilidade operac ional (alta)
Mancais com casquilho
A Figura 4 mostra um corte típico e simplificado de um
manca! de casquilho de 0 700 mm.
Os mancais com casquilho compreendem uma robusta carcaça
em ferro fundido, montada sobre uma base, também robusta
de aço soldado, que pode ser regulável ou fixa, e chumbada em
bases de concreto.

Num bom projeto, a carcaça pode
óleo. Em outros proj e tos, o depósi to
280
ser v ir de depósito de
é separado. Na parte
interna há um apoio para o casqui lho, um anél pescador para
subir o óleo lubrificante e dirigi-lo para o manca!, bem corno,
tubulações para óleo lubrifican t e e refrigeração do casquilho.
Além disto, existem portas de visita para acesso ao
pescador de óleo, e ao casquilho nos 2 extremos. As guias para
obter um manca! fixo e outro móvel estão feitas no rnunhão da
tampa.
O casquilho é de aço fundido, com recobrimE•nto de metal
patente. o corpo do casquilho tem dutos internos ~ara resfria
mento, sendo que o assento na carcaça é com perfil esférico
para permitir deformações angulares.
Para evitar o contat o me tálico entre o munhão e o metal
patente na par tida, que poderá destruir o casquilho, utiliza
se um sistema de lubrificação por a lta pressão, que eleva o
moinho e permite a partida de l e flutuando. Após alguns
segundos, o sistema de alta pressão é desligado, começando a
funcionar um sistema de baixa pressão, depoi s que o moinho já
2steja girando.
Ambos os s i stemas r equerem filtros, bombas de engrenagens,
válvulas de retenção, pr e ssostatos, manómetros locais,
válvulas controladoras de vazão, e painéis elótricos e de
controle.
Um sistema t ípico de lubri f icação de alta e baixa pressão
é mostrado na Figura 6.
Existe m projetas confiáveis para mancais principais com 0
máximo de 1.000 mm , que dispensam o uso de sistema de
lubrificaçã o de a lta pressão.
281
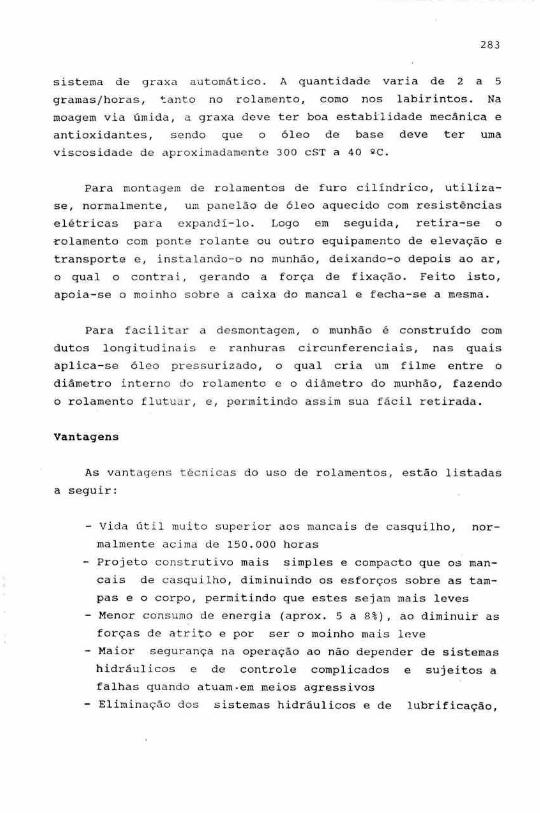
Mancais com Rolamentos
A Figura 5 mostra um corte de um mancal com rolamento,
para diâmetro do munhão de 0 700 mm.
A necessid a d e de diminuir custos sem prejudicar a
qualidade e a vida útil do conjunto, assim como, o incentivo a
utilização inte ns iva dos moinhos, tentando eliminar os
períodos de para d a s por falhas nos mancais, levou à pesquisa
de alternativas mais simples e confiáve is.
Nestas alte rnativas, os rolamentos são uma ex~elente
opção, já que eliminam a dependência direta com os sistemas de
lubrificação e sua instrumentação, sistemas de aquecimento,
resfriamento e v e d a ções que podem ser fonte de inúmeros
problemas e paradas do equipamento.
O resulta dn prático deste desenvolvimento e aplicação de
rolamentos é que para o fabricante do moinho, se ganha em
segurança do e qu i pa mento, já que, normalmente, um par de
rol amentos e suas caixa s de mancais, tem custo equivalente
aos mancais convenc ionais. Porém, para o c liente, usuário do
moinho, o ganho é enorme, po is, assegura durabilidade,
confiabilidade e performance constante, eliminando as paradas
do moinho por d e feito de mancais ou seus periféricos.
A Figura 5 mostra também que o braço de torque da reação
do mancal, em relação à zona de transição entre o munhão e o
cone da tampa diminui de 360 mm pa ra 250 mm numa tampa com
munhão de 0 700 mm. Isto significa, que o torque e em
consequência a tensão nessa área cai na relação (360:250)-1 =
0,44 ou 44 %, aproximadamente.
Quanto a capacidade
atender (primeira mente)
material a ser moído,
de
as
o
carga, desde
cond,.i..ções
que
da
o munhão deve
alimentação do
diâmetro do rolamento deve,

282
normalmente, acompa nhar o diâmetro do munhão, ficando
geralmente superdime nsi o nado em relação a capacidade de carga.
Assim, ao checar a vida útil, chega-se, facilmente, a
valores a c ima
verificação de
de 200. 000
carga, mostra
horas
que a
de se r v iço
capacidade
contínuo. A
da carga dos
rolamentos supera de 3 a 4 vezes a carga de um mancal
convencional de casquilho do mesmo diãmetro, sendo que a
largura do rolamento é sempre bem menor, que a do casquilho.
Para o
especializado
usuário s~gnifica também,
(instrumentistas, eletricistas,
poupar pessoal
hidráulicos) e
assegurar que o encarregado de processo vai dispôr de muito
mais tempo para contro l ar sua s variáveis de processo, ao poder
esquecer, c om segurança, dos problemas dos mancais. O único
cuidado a se t er é uma lubrificação com graxa a cada 3 dias,
com um mecânico comum .
Tipo de Rolamentos
Para moi nhos que peque nos, isto é, para uma distância
entre mancai s nenores que 2. m e di â me tros do tubo de até 1, 5
m, aproximadamente, e desde que se tenha cargas leves, haverá
desalinhamentos a ngulares mínimos. Nes~es casos, pode-se usar
rolamentos autocompe nsadores d e rol o s de sér i es ligeira s, como
a série SKF 239 até di âmetros de munhão de 1.120 mm e, se
possível, com furo cilíndrico para simplificar a caixa do
mancal.
Para moinhos méd ios, utiliza-se, ainda, a série 239. Pode
se utilizar, também, as séries de rolamentos 248 e 249,
quando o diâme tro de munhão é maior que 1.120 mm.
Nos moinhos p equenos, a lubrificação pode ser somente
manual e nos moinhos médios e grandes, pode-se colocar um
283
sistema de graxa automático. A quantidade varia de 2 a 5
gramas/horas, ~anto no rolamento, como nos labirintos. Na
moagem via Qmida, a graxa deve ter boa estabilidade mecânica e
antioxidantes, sendo que o óleo de base deve ter uma
viscosidade de aproximadamente 300 cST a 40 QC.
Para montagem de rolamentos de furo cilíndrico, utiliza
se, normalmente, um pa nelão de óleo aquecido com resistências
elétricas para expa ndi-lo. Logo em seguida, retira-se o
~olarnento com ponte rolante ou outro equipamento de elevação e
transporte e, inst a lando-o no munhão, deixando-o depois ao ar,
o qual o contrai, gerando a força de fixação. Feito isto,
apoia-se o moinho sobr e a caixa do manca! e fecha-se a mesma.
Para facilitar a desmontagem, o munhão é construído com
dutos longitudinais e ranhura s circunferenciais, nas quais
aplica-se ól e o pres s urizado, o qual cria um filme entre o
diâmetro interno do rolamento e o diâmetro do munhão, fazendo
o rolamento flutuar , e, permitindo assim sua fácil retirada.
Vantagens
As vantagens técnicas do us o de rolamentos, estão listadas
a seguir:
Vida Qtil muit o s upe rior aos mancais de casquilho,
malrnente acima de 150.000 horas
no r-
Projeto c o ns trutivo mais simples e compa cto que os man
cais de c asquilho, diminuindo os esforços sobre as taro-
pas e o corpo, permitindo que estes sejam mais leves
- Menor consumo de energia (aprox. 5 a 8%), ao diminuir as
forças de atrito e por ser o moinho mais leve
Maior segurança na operação ao não depender de sistemas
hidráulicos e de controle complicados e sujeitos a
falhas quando atuam.ern meios agressivos
- Eliminação dos sistemas hidráulicos e de lubrificação,

284
sendo, desnecessária, a assistência ou contratação
de pessoal especializado em hidráulica e instrumentação
Evita a entrada de polpa nas caixas dos mancais, durante
a lavagem dos moinhos, o que provoca, muitas vezes,
a perda do casqui lho e o riscado do munhão. Os sólidos
contidos na polpa ao serem levados até o metal patente
incrustam-se nele e r iscam ambas as peças: casquilho
e munhão
CONCLUSÃO
A substituição dos mancais de c asquilhes pelos de
rolamentos pode vir, no mínimo, a minimizar a grande perda de
receita decorrente da parada de um moinho, por 1 ou 2 dias,
para conserto da instrumentação ou, a cada 2 meses, para
reparos nos sistemas hidráulicos. Somam-se a isto os danos
causados pela perda de um casquilho e riscados do munhão, quer
impliquem em enchimento e usinagem dos riscos, nos casos de
tampas de aço fundi do , ou perda da tampa, no caso de tampa de
ferro fundido. Estes fatos, sem dúvida, justificam,
economicamente, a subst ituição dos mancais de casquilho pelo
de rolamentos.
Embora no Brasil o u so de mancais com rolamentos seja
pouco difundido, cabe destacar que na Europa eles são usados
há mais de 20 anos, com completa segurança, sendo hoje o uso
de mancais de casqu ilho uma raridade.
Os tamanhos dos rolamentos vão de 3 50 a 1. 200 o mm e em
alguns casos, até 1.500 mm. Na faixa acima de 1.200 mm, eles
concorrem com as sapatas deslizantes hidrostáticas, que
começam a ser ma is baratas.

REFERÊNCIAS
1. SKF Goteborg. Produkttenick och Kvalitet,
Information, Tag 1981-04~15. Reg. 841.
285
Technische
2. Diversas correspondências mantidas com o Sr. Spürck, Eng.
da KHD Humboldt Wedag AG, Alemanha, durante vários projetas
realizados no Brasil.
3. Revista de Rodamientos 238, SFK Espanola, S .A. Madrid.
4. Revista cte Rodamientos 239, SKF Espanola, S.A. Madrid.
5. Rodamientos en Molinas, Reg. 841121-2000-1981-11, SKF, Gama
5, impreso en Sue cia por Elanders.
6. Labahn/Kohlhaas, Cement Engineers' handbook, material pre
paration of cement . 1/2/3.
7 . K.A. Rázumov, V. A. Peron, Proyectos de Fábricas de prepara
ción de minerales , editorial Mir 1985.
8 " Taggart, ha ndbook of minera l dressing, ore and industrial
minerals.

,.., "' z~....,
'-<1>0 3 ::> .... 3V>-<"
N Q.II 0 -O V>
0-
"' --' NN>vv
NVl O V1CJIJlO
ooo o o o o
l lll:ln:Ju
:;,: QJ ::> () QJ
N
"' ::>
X o
o

De for ma ç ões~ ~ (mm) O, 1
0 , 2
0,3 - ---- ------ - - -
' Manc a i De sli zante
Man ca i Fixo
Defo r maçõe s I ' -----(mm )
:::j -~ 1,8 ----
, C)
c ;o )>
N I ._, 00 -..J

o ~
<J>
3:
-O
J -
· :0
N
()
OJ
OJ
:0 ~
~
)>
:0
a .
.
"' c; c_
ro o
_
ro ...,
c ' 3 OJ
.<1 01
(]
) 3: "'' ,.. o o_
o o
_
o .D
c OJ
c._ ' "" o_ o :J ..., :0
~
o <J>
r OJ 0..
o
3:
0..
"' O>
:0
()
n OJ
o ' o ""
X o
88
Z

289
FIGUF\A 4
Munhà0 0 7:J Onm com Man cai de Cas~uilhos
I_ 36a
--+-- -
I li 1 I i I I
- ---+-- +
I I I I I
I I I
I o o ,..__
I I I ,..
~ --

06Z:
.._, o o

/ -," f o~
~~------------~ '------.....J
Diagrama Típico de Lubrificação para Mancai
de Casquilho~ 700 mm
291
FIGURA 6
[]