PROPOSTA DE ARRANJO FISÍCO DE UMA...
14
PROPOSTA DE ARRANJO FISÍCO DE UMA METALÚRGICA Debora Freire Stepple de Aquino (UFPB ) [email protected] Natalia Machado da Silva (UFPB ) [email protected] LUAN SOARES DE OLIVEIRA (UFPB ) [email protected] Andre Luiz Santos de Araujo (UFPB ) [email protected] Moises Rodrigues Cavalcanti (UFPB ) [email protected] Diante de um mercado altamente competitivo, as empresas de modo geral precisam demonstrar que realizam processos eficientes, capazes de minimizar perdas, para atender as necessidades dos clientes. Como forma de melhoria organizacional tem-sse a otimização do arranjo físico ou layout, que está diretamente associado a vários fatores relacionados direta ou indiretamente à eficiência produtiva. Diante disto, o presente artigo tem como objetivo apresentar propostas de melhorias associada a mudanças no layout e demais variações do processo produtivo em uma empresa metalúrgica, focando a redução e até mesmo a eliminação do processo de gargalo existente. Para isso, realizou-se uma pesquisa bibliográfica para aprofundar o conhecimento sobre o assunto, sendo que para o levantamento dos dados, utilizou-se da observação e análise direta na empresa em estudo, bem como entrevistas ao gerente de produção, no qual foi proposto um arranjo físico funcional, o que tornará a empresa consideravelmente mais produtiva e economicamente mais rentável. Palavras-chave: Layout, Metalúrgica, Arranjo Físico Funcional XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
-
Upload
hoangthuan -
Category
Documents
-
view
213 -
download
0
Transcript of PROPOSTA DE ARRANJO FISÍCO DE UMA...

PROPOSTA DE ARRANJO FISÍCO DE
UMA METALÚRGICA
Debora Freire Stepple de Aquino (UFPB )
Natalia Machado da Silva (UFPB )
LUAN SOARES DE OLIVEIRA (UFPB )
Andre Luiz Santos de Araujo (UFPB )
Moises Rodrigues Cavalcanti (UFPB )
Diante de um mercado altamente competitivo, as empresas de modo
geral precisam demonstrar que realizam processos eficientes, capazes
de minimizar perdas, para atender as necessidades dos clientes. Como
forma de melhoria organizacional tem-sse a otimização do arranjo
físico ou layout, que está diretamente associado a vários fatores
relacionados direta ou indiretamente à eficiência produtiva. Diante
disto, o presente artigo tem como objetivo apresentar propostas de
melhorias associada a mudanças no layout e demais variações do
processo produtivo em uma empresa metalúrgica, focando a redução e
até mesmo a eliminação do processo de gargalo existente. Para isso,
realizou-se uma pesquisa bibliográfica para aprofundar o
conhecimento sobre o assunto, sendo que para o levantamento dos
dados, utilizou-se da observação e análise direta na empresa em
estudo, bem como entrevistas ao gerente de produção, no qual foi
proposto um arranjo físico funcional, o que tornará a empresa
consideravelmente mais produtiva e economicamente mais rentável.
Palavras-chave: Layout, Metalúrgica, Arranjo Físico Funcional
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
1. INTRODUÇÃO
A competitividade das empresas na atualidade está associada à habilidade de produzir
gerando valor ao cliente através de uma relação custo-qualidade-tempo. O layout tem
relevante importância em relação à produção, de forma que o seu projeto pode gerar perdas
por excesso de operações, deslocamentos desnecessários e ineficiência produtiva. Com uma
correta análise e dimensionamento do layout pode-se aumentar a flexibilidade e a
produtividade da produção.
Como forma de melhoria organizacional tem-se a otimização do arranjo físico ou layout, que
está diretamente associado a vários fatores relacionados direta ou indiretamente à eficiência
produtiva, podendo citar os seguintes: economia de espaço, redução da movimentação e
transporte, redução do volume de material em processo, redução do tempo de manufatura,
redução de custos indiretos, satisfação do trabalho, incremento da produção, melhor qualidade
e flexibilização da produção (OLIVÉRIO, 1985).
Diante disso, o presente estudo apresentará propostas de melhorias associada a mudanças no
layout e demais variações do processo produtivo em uma empresa metalúrgica, focando a
redução e até mesmo a eliminação do processo de gargalo existente. Durante o trabalho,
realizou-se uma pesquisa bibliográfica para aprofundar o conhecimento sobre o assunto,
sendo que para o levantamento dos dados, utilizou-se da observação e análise direta na
empresa em estudo, bem como entrevistas ao gerente de produção.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
2. REFERÊNCIAL TEÓRICO
2.1 Arranjo físico
Segundo Muther (1986) o arranjo físico ou layout pode ser definido como o estudo do
posicionamento relativo dos recursos produtivos, homens, máquinas e materiais, resultando na
combinação dos diversos equipamentos e máquinas, áreas ou atividades funcionais dispostas
adequadamente.
A definição ou locação de um layout de uma planta fabril é uma tarefa que tem um alto grau
de complexidade e envolve uma gama expressiva de aspectos que devem ser analisados. Não
obstante, a elaboração de um estudo para melhorar o arranjo físico de um setor da manufatura
requer do projetista um conhecimento aprimorado do processo, caso contrário, pode levar à
insatisfação do cliente ou perdas na produção (SLACK et al, 1999).
De acordo com Slack et al (1999), existe quatro tipos de arranjos físicos:
Arranjo posicional ou por posição fixa: Neste layout o produto a ser trabalhado permanece
fixo enquanto os trabalhadores e ferramentas movimentam-se em seu entorno e, tem como
característica a existência de pequena variedade de produtos em pequenas quantidades. Isso
ocorre em situações onde todo o processo produtivo se desenvolve em uma área restrita, como
no caso de produção artesanal, construção de navios, aviões e equipamentos de grande porte.
Arranjo físico funcional ou por processo: Neste layout os recursos são organizados de
acordo com as funções que desempenham e de suas necessidades comuns, como característica
existe uma grande variedade de produtos em pequenas quantidades. As peças se movem de
acordo com as operações, o que permite a criação de departamentos com as operações do
mesmo tipo feitas na mesma área.
Arranjo físico linear ou por produto: Neste layout os equipamentos são dispostos de acordo
com a sequência de processamento, o que facilita o controle do processo e minimiza o
manuseio de materiais, ou seja, o material passa pelas operações e existe um único produto
fabricado em grande quantidade.
Arranjo físico celular: Neste layout o material em processo é direcionado para operação
onde ocorrerão várias etapas de seu processamento. A célula concentra todos os recursos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
necessários para isso e pode ter os seus equipamentos organizados por produto ou por
processo.
2.2 Planejamento de Layout
O planejamento de instalações industriais tem como objetivo planejar a localização de todos
os recursos disponíveis em um estado delimitado. Francis e White (1974) definem os
seguintes objetivos principais para o estudo da otimização de layout de uma instalação:
Melhorar o aproveitamento de espaço físico, a segurança e o conforto dos
colaboradores;
Minimizar o tempo total de produção;
Reduzir o custo de manuseio de materiais;
Diminuir a variação de tipos de equipamentos de manuseio de materiais;
Minimizar os investimentos em equipamentos;
Preservar a flexibilidade do arranjo dos equipamentos e operações;
Otimizar o processo de manufatura e a estrutura organizacional.
Dessa maneira, um arranjo físico não planejado corretamente pode gerar ineficiência de
operações, gargalos, longas distância entre os materiais e o operário, ociosidade dos
equipamentos e máquinas, entre outros problemas decorrentes de um layout ineficiente.
O projeto de arranjo físico para uma indústria deve priorizar a disposição mais racional e
econômica possível das áreas que compõem a cadeia produtiva, procurando criar elementos
que garantam a segurança, a eficiência e a satisfação de todos aqueles que trabalham no local
(ROCHA, 2008).
3. METODOLOGIA
O presente trabalho insere-se no âmbito de um estudo de caso, tendo como objetivo apresentar
propostas de melhorias associada a mudanças no layout e demais variações do processo
produtivo em uma empresa metalúrgica, focando a redução e até mesmo a eliminação do
processo de gargalo existente.
Segundo Yin (2005, p.20): “utiliza-se o estudo de caso em muitas situações, para contribuir
com o conhecimento que temos dos fenômenos individuais, organizacionais, políticos e de
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
grupo, além de outros fenômenos relacionados”. Para o autor, essa é uma abordagem
metodológica que “permite uma investigação para se preservar as características holísticas e
significativas dos acontecimentos da vida real. Esse tipo de investigação “beneficia-se do
desenvolvimento prévio de proposições teóricas, para conduzir a coleta e a análise de dados”
(ibidem, p. 33).
3.1 Caracterização da área e objeto de estudo
A Pequena empresa Metalúrgica, situada na PB, é composta por 5 empregados na
administração e 29 na produção. Os produtos produzidos pela empresa são: portões,
corrimões, estruturas metálicas (cobertas), escadas e eletrônicos. Com uma produção de 90
portões e 60 cobertas ao mês. O pagamento é feito por quinzena com adicional por
produtividade e a supervisão é feita pela gerência, buscando fornecedores com produtos de
qualidade, para assim, atender as necessidades e expectativas dos seus consumidores.
Cada projeto da empresa é descrito por ser um produto único que obedece às necessidades
individuais dos clientes. Diante disso, aplicaremos o nosso estudo na fabricação de portões,
sendo a maior demanda da empresa.
Durante o trabalho, realizou-se uma pesquisa bibliográfica para aprofundar o conhecimento
sobre o assunto, sendo que para o levantamento dos dados, utilizou-se da observação e análise
direta na empresa em estudo, bem como entrevistas ao gerente de produção.
4. RESULTADOS
4.1 Espaço atual
No espaço atual, a metalúrgica divide-se em 2 terrenos, no qual, chamamos de GALPÃO 1 e
2, respectivamente.
GALPÃO 1: local onde toda estrutura dos produtos produzidos é formada. Possui uma área
de aproximadamente 400m² (quatrocentos metros quadrados) dividida em administração,
setores de corte, soldagem, montagem e acabamento, e uma área para estocagem.
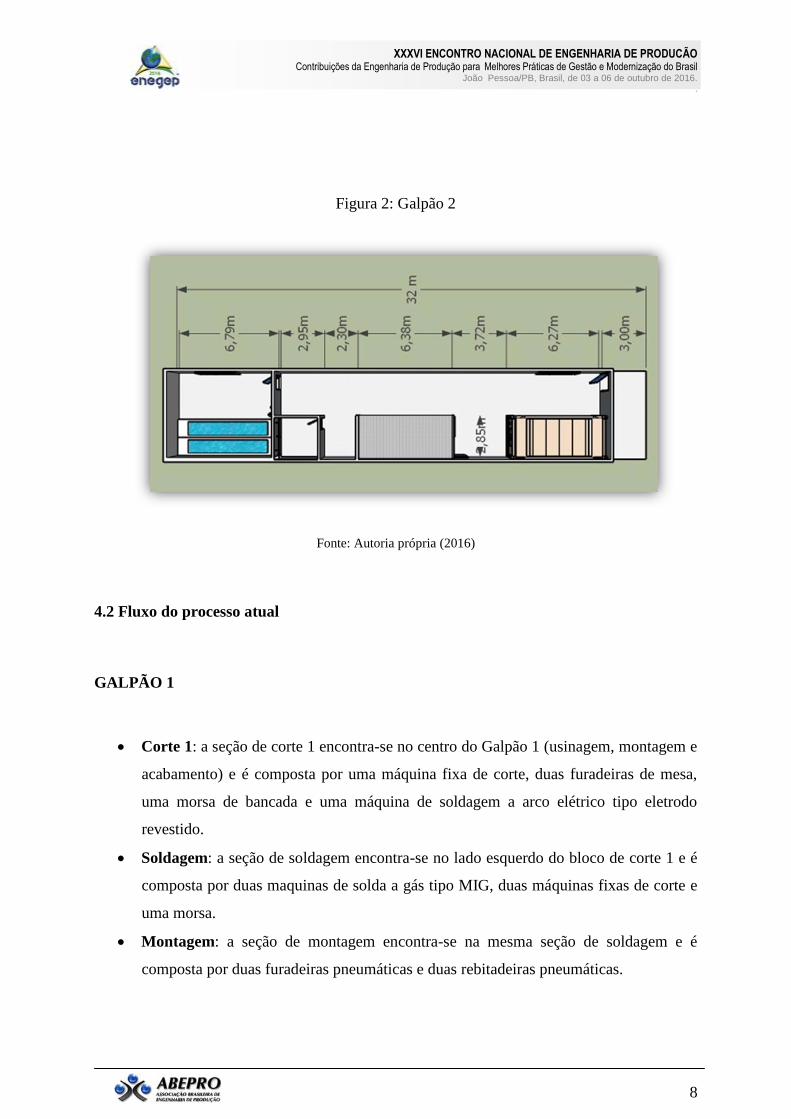
GALPÃO 2: localizado a 42m (quarenta e dois metros) de distância do GALPÃO 1, os
produtos são pintados e tratados termicamente, com uma área de 192m² (cento e noventa e

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
dois metros quadrados) destinados aos setores de pintura, estufa, tratamento térmico, e uma
área para estocagem dos materiais.
Figura 1: Galpão 1
Fonte: Autoria própria (2016)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
Figura 2: Galpão 2
Fonte: Autoria própria (2016)
4.2 Fluxo do processo atual
GALPÃO 1
Corte 1: a seção de corte 1 encontra-se no centro do Galpão 1 (usinagem, montagem e
acabamento) e é composta por uma máquina fixa de corte, duas furadeiras de mesa,
uma morsa de bancada e uma máquina de soldagem a arco elétrico tipo eletrodo
revestido.
Soldagem: a seção de soldagem encontra-se no lado esquerdo do bloco de corte 1 e é
composta por duas maquinas de solda a gás tipo MIG, duas máquinas fixas de corte e
uma morsa.
Montagem: a seção de montagem encontra-se na mesma seção de soldagem e é
composta por duas furadeiras pneumáticas e duas rebitadeiras pneumáticas.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Acabamento: a seção de acabamento também encontra-se na mesma seção de
soldagem e montagem e é composta por quatro limas, lixas grossas e finas, e cinco
esmerilhadeiras.
Corte 2: a seção de corte 2 encontra-se no lado direito da seção de corte e se resume a
um guilhotina que corta as chapas para o portão.
Moldagem de Chapas: a seção de moldagem de chapas encontra-se ao lado direito da
guilhotina da seção de corte 2. É composta por uma máquina viradeira e uma bancada.
O Estoque das chapas fica embaixo da bancada.
GALPÃO 2
Tratamento: a seção de tratamento encontra-se no interior do Galpão 2, que localiza-
se à 42m (quarenta e dois metros) do Galpão 1. O portão é tratado quimicamente,
através do uso de solventes e as impurezas são retiradas com a lixa fina.
OBS.: Existe instalado no Galpão 2 duas piscinas para o tratamento químico dos
portões que em breve estará em uso
Secagem: a seção de secagem encontra-se no interior do Galpão 2, que após o
tratamento químico é exposto ao sol, para a secagem natural.
Pintura: a seção de pintura encontra-se no centro do Galpão 2, que após a secagem é
aplicado no portão a tinta em pó fluidizado através de ar comprimido.
Estufa: a seção de estufa encontra-se na entrada do Galpão 2, trata-se de um forno
onde os portões são aquecidos a 200ºC.
4.2.1 Tempo consumido por esperas e inspeções
Tempo de inspeção:
Primeira Inspeção (Inspeção do acabamento) – 2 minutos por portão
Segunda inspeção (Inspeção da pintura) – 4 minutos por portão
Tempo de esperas:
Primeira espera (espera para fixar as cantoneiras) – Em média 3 dias com variação de
2 dias para mais ou para menos, dependendo do cliente.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
4.2.2 Tempo de cada operação
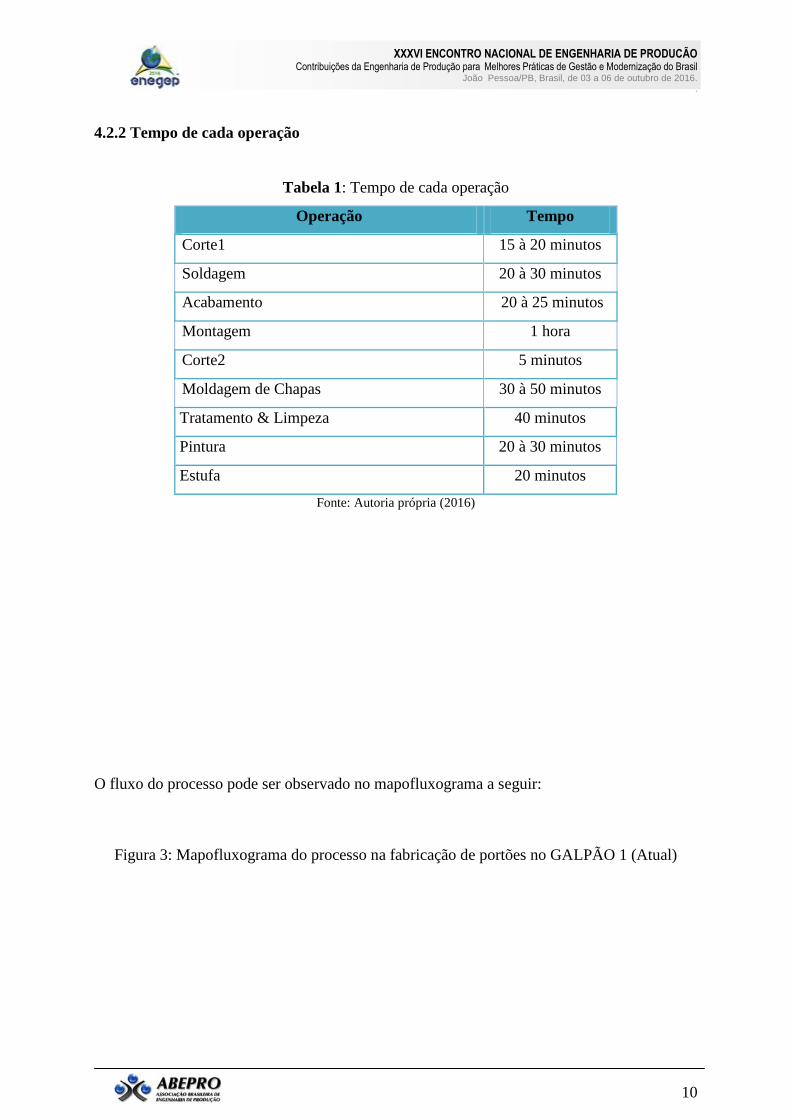
Tabela 1: Tempo de cada operação
Operação Tempo
Corte1 15 à 20 minutos
Soldagem 20 à 30 minutos
Acabamento 20 à 25 minutos
Montagem 1 hora
Corte2 5 minutos
Moldagem de Chapas 30 à 50 minutos
Tratamento & Limpeza 40 minutos
Pintura 20 à 30 minutos
Estufa 20 minutos
Fonte: Autoria própria (2016)
O fluxo do processo pode ser observado no mapofluxograma a seguir:
Figura 3: Mapofluxograma do processo na fabricação de portões no GALPÃO 1 (Atual)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Fonte: Autoria própria
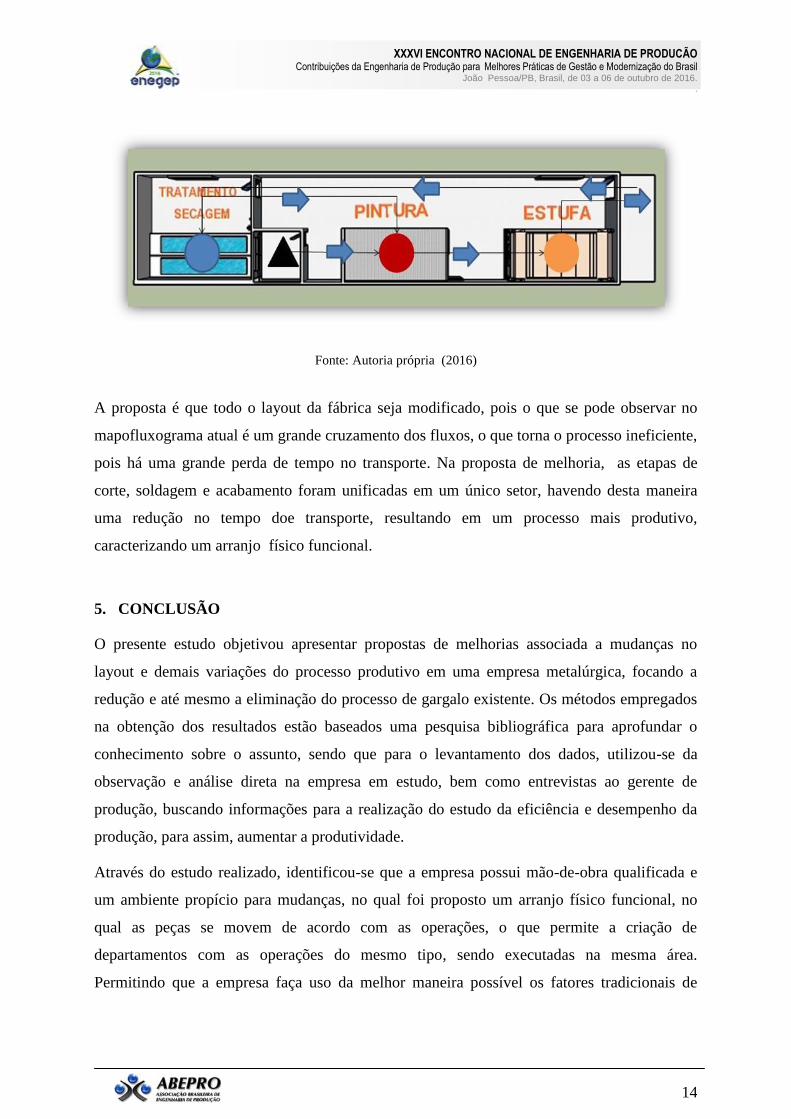
Figura 4: Mapofluxograma do processo na fabricação de portões no GALPÃO 2 (atual)
Fonte: Autoria própria (2016)
4.3 Estratégia de operações
A empresa é uma das pioneiras no bairro, desempenhando um trabalho de qualidade crescente
desde a sua fundação, mesmo diante da existência de alguns problemas internos de layout.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
A empresa possui vários produtos, com uma grande experiência no projeto de portões,
buscando sempre a melhoria da qualidade e aumento da produtividade. Os principais
concorrentes são empresas que também desempenham o mesmo trabalho com os mesmos
projetos. A produção sempre é crescente e mais qualificada, então isso faz com que os
gestores se preocupem menos com a concorrência, por que eles já possuem bastantes clientes
fidelizados. A preocupação com concorrentes será vista como algo problemático para a
empresa a partir do momento que a demanda começar a diminuir.
A metalúrgica possui pontos que necessitam de melhorias, no entanto os funcionários são
ótimos profissionais que desempenham excelentes trabalhos em cada área do segmento.
Observou-se que o diferencial da metalúrgica está no acabamento e na pintura feita a pó
eletrostaticamente.
Quanto ao posto de trabalho de cada funcionário, é necessário que se tenha mudanças, para
que diminua o tempo ocioso entre máquinas e evite os deslocamentos desnecessários. Deve
ser bem pensado a questão de variações de localizações de maquinarias e divisão de seções,
pois o terreno não é um padrão retangular e sim terrenos associados. A partir do momento que
esses ajustes forem feitos consequentemente eles estarão propícios a aumentar a demanda dos
seus produtos e a melhoria no trabalho de seus empregados tanto na questão eficiência como
também em termos de saúde profissional.
A partir da análise da fábrica em estudo, identificamos pontos críticos do sistema que devem
ser modificados para o melhoramento das atividades e saúde dos trabalhadores. Observou-se a
deficiência na organização do espaço, pois a fábrica possui dois GALPÕES separados por
uma distância de 42m ( quarenta e dois metros), e as etapas sequenciais do processo
encontram-se em galpões diferentes, tendo como exemplo o acabamento que acontece no
GALPÃO 1, a pintura no GALPÃO 2, adereços e inspeção final no GALPÃO 1, resultando
no deslocamento dos operários de um GALPÃO para o outro e o transporte é realizado por
dois ou mais operários. Esses deslocamentos são desnecessários, pois esta ocorrendo perda de
tempo e prejudicando a saúde do trabalhador.
Observa-se também uma desorganização dos materiais em processo. Assim como, a
disposição dos materiais necessários que ficam distantes dos postos de trabalho. O posto de
trabalho do operário que executa a soldagem não possui uma bancada para apoio das peças,
ocasionando em uma postura incorreta com curvatura forçada da coluna. A ventilação do

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
ambiente é bastante crítica, sendo apenas uma ventilação natural com pequenas aberturas no
teto.
O prédio não possui estrutura para mudanças que comporte toda a área de produção em um
único GALPÃO. Devido ao custo de tal mudança, reorganizamos o layout de forma que a
estrutura física da empresa não sofra grandes mudanças.
A proposta do fluxo do processo melhorado pode ser observada na figura abaixo:
Figura 5: GALPÃO 1 – Mapofluxograma (Proposta)
Fonte: Autoria própria (2016)
Figura 6: GALPÃO 2 – Mapofluxograma (proposta)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Fonte: Autoria própria (2016)
A proposta é que todo o layout da fábrica seja modificado, pois o que se pode observar no
mapofluxograma atual é um grande cruzamento dos fluxos, o que torna o processo ineficiente,
pois há uma grande perda de tempo no transporte. Na proposta de melhoria, as etapas de
corte, soldagem e acabamento foram unificadas em um único setor, havendo desta maneira
uma redução no tempo doe transporte, resultando em um processo mais produtivo,
caracterizando um arranjo físico funcional.
5. CONCLUSÃO
O presente estudo objetivou apresentar propostas de melhorias associada a mudanças no
layout e demais variações do processo produtivo em uma empresa metalúrgica, focando a
redução e até mesmo a eliminação do processo de gargalo existente. Os métodos empregados
na obtenção dos resultados estão baseados uma pesquisa bibliográfica para aprofundar o
conhecimento sobre o assunto, sendo que para o levantamento dos dados, utilizou-se da
observação e análise direta na empresa em estudo, bem como entrevistas ao gerente de
produção, buscando informações para a realização do estudo da eficiência e desempenho da
produção, para assim, aumentar a produtividade.
Através do estudo realizado, identificou-se que a empresa possui mão-de-obra qualificada e
um ambiente propício para mudanças, no qual foi proposto um arranjo físico funcional, no
qual as peças se movem de acordo com as operações, o que permite a criação de
departamentos com as operações do mesmo tipo, sendo executadas na mesma área.
Permitindo que a empresa faça uso da melhor maneira possível os fatores tradicionais de
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
produção o que tornará a empresa consideravelmente mais produtiva e economicamente mais
rentável.
REFERÊNCIAS
FRANCIS, R. L.; WHITE, J. A. Facility Layout and Location – An Analytical Approach.
New Jersey: Prentice-Hall, 1974
MUTHER, Richard. Planejamento do Layout: Sistema SLP. São Paulo: Edgard Blucher,
1986.
OLIVERIO, José Luiz. Projeto de Fábrica: Produtos processos e instalações industriais.
São Paulo: IBLC, 1985.
SLACK, Nigel et al. Administração da Produção. São Paulo: Atlas, 1999. SOUZA, R.A.
Administração da produção. São Paulo: Atlas, 2002.
ROCHA, Duílio. Fundamentos Técnicos da Produção. São Paulo : Makron Books, 2008.
SLACK, Nigel et al. Administração da Produção. São Paulo: Atlas, 1999.
YIN, Robert K. Estudo de caso: Planejamento e métodos. 3.ed. Porto Alegre: Bookman,
2005.