PROPOSTA UMA .TÉCNICA DE MODELAGEM BASEADA NOS … · de (uma r). DE MANUFATURA Figura Modelo para...
6
4o. SBÁI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999 PROPOSTA DE UMA.TÉCNICA DE MODELAGEM BASEADA NOS RECURSOS FíSICOS DO SISTEMA DE MANUFATURA Souza, Adinan de [email protected] Santos Filho, Diolino J. [email protected] Depto de Engenharia Mecânica - Escola Politécnica da USP Av..Prof. Mello Moraes, 2231 CEP 05508-900 - São Paulo - SP Moscato, Lucas A. [email protected] Resumo A exigência do mercado demanda sistemas produtivos com elevado mix de produtos resultando em elevada flexibilidade operacional, onde técnicas baseadas em redes de Petri são utilizadas para a modelagem e planejamento dos processos e do controle. As técnicas atuais baseadas em redes de Petri, apesar de serem muito eficientes em suas aplicações, são abordagens funcionais e prestigiam as operações e atividades realizadas pelo sistema. A limitação da abordagem funcional está relacionada à representação dos recursos físicos, tomando complicada a interpretação de como estes recursos se relacionam. Com a finalidade de melhorar o processo de modelagem, é desenvolvida uma técnica baseada no relacionamento entre os recursos físicos, pretendendo, com isto, aumentar a expressividade gráfica de representação, facilitar o desenvolvimento e a interpretação de modelos, associar facilmente elementos do modelo com entidades físicas do mundo real e, devido ao formalismo matemático das redes de Petri, permitir a realização de análises quantitativas. Palavras Chaves: Sistemas a Eventos Discretos, automação, redes de Petri, modelagem, sistemas de manufatura, processo de fabricação. 1 INTRODUÇÃO Até o final dos anos setenta [Palomino, 95] a automação fabril desenvolveu-se basicamente através de linhas de produção do tipo flow-shop (ou produção em massa) tendo sido um dos fatores principais de geração de riquezas nos países altamente industrializados. o advento do computador nos anos quarenta, acompanhado por uma rápida evolução do mercado, com clientes (público consumidor) cada vez mais exigentes , possibilitou o surgimento de sistemas de manufatura altamente automatizados e flexíveis , com a capacidade de tratar uma variedade de produtos de volume médio e admitir rápidas alterações no processo, alcançando alta produtividade sem perder a qualidade dos produtos. Sistemas produtivos caracterizados pela elevada variedade de produtos podem ser tratados como Sistemas Dinâmicos a Eventos Discretos (DEDS - Discrete Event Dinamic Systems), 574 onde a evolução dos sistemas no tempo depende de interações complexas dos vários eventos discretos. Os DEDS apresentam as seguintes entidades: estado e evento. Apresença de "rupturas" representa a seqüência de estados e a duração de cada segmento representa o tempo de realização de cada estado. As redes de Petri constituem um importante formalismo para a modelagem de DEDS, especificamente em sistemas que apresentam componentes agindo concorrentemente, assim como os sistemas de manufatura, onde máquin as, pallets, ferramentas e unidades de controle podem operar em paralelo. Algumas das principais técnicas baseadas em redes de Petri, tal como as técnicas I metodologias MFG [Miyagi, 96] [Santos Filho, 93][Sanfos Filho, 98], E-MFG [Santos Filho, 93][Sanfos Filho, 98], PFSIMFG [Miyagi, 96][Santos Filho, 93] [Santos Filho, 98] e o método de Porto [porto, 90] [Inamasu, 95], possuem uma abordagem funcional para a modelagem de sistemas de manufatura. Na abordagem funcional são modeladas as operações e atividades realizadas nos sistemas produtivos, onde os recursos são compartilhados e alocados para as diversas atividades. Esta filosofia de modelagem mostra-se muito eficiente para o projeto e especificação do controle, mas não permite uma completa caracterização dos relacionamentos entre os diversos componentes do sistema de manufatura. Esta limitação encontrada na abordagem funcional é o motivador para o desenvolvimento de urna técnica de modelagem baseada no 'relacionamento entre os recursos físicos do sistema de 'manufatura e em sua integração com o processo de fabricação. 2 FILOSOFIA DE MODELAGEM PROPOSTA Este trabalho propõem uma filosofia que tem corno característica fundamental a modelagem partindo dos componentes físicos do sistema de manufatura interconectados pelo seu respectivo fluxo de materiais e..'por outro lado, o modelo que define o processo de fabricação de cada produto
Transcript of PROPOSTA UMA .TÉCNICA DE MODELAGEM BASEADA NOS … · de (uma r). DE MANUFATURA Figura Modelo para...

4o. SBÁI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999
PROPOSTA DE UMA.TÉCNICA DE MODELAGEM BASEADA NOSRECURSOS FíSICOS DO SISTEMA DE MANUFATURA
Souza, Adinan [email protected]
Santos Filho, Diolino J [email protected]
Depto de Engenharia Mecânica - Escola Politécnica da USPAv. .Prof. Mello Moraes, 2231CEP 05508-900 - São Paulo - SP
Moscato, Lucas [email protected]
Resumo A exigência do mercado demanda sistemas produtivoscom elevado mix de produtos resultando em elevadaflexibilidade operacional, onde técnicas baseadas em redes dePetri são utilizadas para a modelagem e planejamento dosprocessos e do controle. As técnicas atuais baseadas em redesde Petri, apesar de serem muito eficientes em suas aplicações,são abordagens funcionais e prestigiam as operações eatividades realizadas pelo sistema. A limitação da abordagemfuncional está relacionada à representação dos recursos físicos ,tomando complic ada a interpretação de como estes recursos serelacionam. Com a finalidade de melhorar o processo demodelagem, é desenvolvida uma técnica baseada norelacionamento entre os recursos físicos, pretendendo, comisto, aumentar a expressividade gráfica de representação,facilitar o desenvolvimento e a interpretação de modelos,associar facilmente elementos do modelo com entidades físicasdo mundo real e, devido ao formalismo matemático das redesde Petri, permitir a realização de análises quantitativas.
Palavras Chaves: Sistemas a Eventos Discretos, automação,redes de Petri, modelagem, sistemas de manufatura, processode fabricação.
1 INTRODUÇÃOAté o final dos anos setenta [Palomino, 95] a automação fabrildesenvolveu-se basicamente através de linhas de produção dotipo flow-shop (ou produção em massa) tendo sido um dosfatores principais de geração de riquezas nos países altamenteindustrializados.
o advento do computador nos anos quarenta, acompanhado poruma rápida evolução do mercado, com clientes (públicoconsumidor) cada vez mais exigentes , possibilitou osurgimento de sistemas de manufatura altamente automatizadose flexíveis , com a capacidade de tratar uma variedade deprodutos de volume médio e admitir rápidas alterações noprocesso, alcançando alta produtividade sem perder a qualidadedos produtos.
Sistemas produtivos caracterizados pela elevada variedade deprodutos podem ser tratados como Sistemas Dinâmicos aEventos Discretos (DEDS - Discrete Event Dinamic Systems),
574
onde a evolução dos sistemas no tempo depende de interaçõescomplexas dos vários eventos discretos.
Os DEDS apresentam as seguintes entidades: estado e evento.Apresença de "rupturas" representa a seqüência de estados e aduração de cada segmento representa o tempo de realização decada estado.
As redes de Petri constituem um importante formalismo para amodelagem de DEDS, especificamente em sistemas queapresentam componentes agindo concorrentemente, assimcomo os sistemas de manufatura, onde máquin as, pallets,ferramentas e unidades de controle podem operar em paralelo.
Algumas das principais técnicas baseadas em redes de Petri, talcomo as técnicas I metodologias MFG [Miyagi, 96] [SantosFilho, 93][Sanfos Filho, 98], E-MFG [Santos Filho, 93][SanfosFilho, 98], PFSIMFG [Miyagi, 96][Santos Filho, 93] [SantosFilho, 98] e o método de Porto [porto, 90] [Inamasu, 95],possuem uma abordagem funcional para a modelagem desistemas de manufatura.
Na abordagem funcional são modeladas as operações eatividades realizadas nos sistemas produtivos, onde os recursossão compartilhados e alocados para as diversas atividades. Estafilosofia de modelagem mostra-se muito eficiente para oprojeto e especificação do controle, mas não permite umacompleta caracterização dos relacionamentos entre os diversoscomponentes do sistema de manufatura.
Esta limitação encontrada na abordagem funcional é omotivador para o desenvolvimento de urna técnica demodelagem baseada no 'relacionamento entre os recursosfísicos do sistema de 'manufatura e em sua integração com oprocesso de fabricação.
2 FILOSOFIA DE MODELAGEMPROPOSTA
Este trabalho propõem uma filosofia que tem cornocaracterística fundamental a modelagem partindo doscomponentes físicos do sistema de manufatura interconectadospelo seu respectivo fluxo de materiais e.. 'por outro lado, omodelo que define o processo de fabricação de cada produto

,....
3.1 IntroduçãoCom as caracterizações apresentadas para a concepção dométodo, como se quer reduzir os modelos, os grafos utilizadosno método deverão possuir uma teoria mais complexa e para ocaso em questão, uma teoria inspirada .em redes com fluxo demarcas individuais (coloridas), onde as características da marcaevoluem no tempo em função de uma equação de estados (umarede).
3 MODELAGEMDO SISTEMA DEMANUFATURA
Figura 3 - Modelo para o sistema de manufatura acima.
Com o modelo da Figura 3 pode-se, perfeitamente associar oselementos da Figura 2.
Há, ainda, uma determinação -do comportamento do grafo apartir desta evolução de estados das marcas, assim, háelementos constituintes da equação de estados da marca que seralacionam com elementos do grafo. Na filosofia demodelagem proposta neste trabalho, pretende-se que o grafo deordem superior seja um modelo do relacionamento entre oselementos físicos do sistema de manufatura e a "equação deestados" da marca, que também é uma rede e pode serrepresentada por um grafo é o modelo do processo defabricação de cada peça.
A seguir, serão apresentados os elementos estruturais datécnica proposta inspirado nos grafos de redes de PetriColoridas e relacionando-os com os componentes dos sistemasde manufatura, já que o modelo deverá representar orelacionamento dos recursos do sistema de manufatura.
3.2 Elementos Estruturais
40. SBAI - Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999
individualmente que é desenvolvido a partir de urna abordagem Para o sistema de manufatura representado pela Figura 3, ofuncional. Estes dois modelos são, então, integrados e o modelo baseado na teoria proposta será dado pelo modelo decomportamento do sistema de manufatura pode ser visualizado representação da Figura 4. .no modelo de relacionamento dos recursos físicos. A Figura I,abaixo, ilustra esta filosofia.
No modelo do sistema de manufatura os recursos físicos sãomodelados por lugares e as peças representadas por marcas,onde o fluxo de marcas pelos lugares é equivalente ao fluxo depeças pelo sistema de manufatura.
O modelo dos processos comanda o fluxo de peças pelosistema de manufatura, baseada em uma abordagem funcional,definindo as operações e atividades a serem realizadas em cadapeça.
Figura 1 - Filosofia de modelagem do sistema demanufatura e do processo de fabricação.
A integração dos dois modelos ocorre a partir de um modelo degrafos inspirado em redes de Petri Coloridas. As marcasindividuais (peças 40 modelo do sistema de manufatura),evoluem no tempo em função de uma equação de estados (umarede) que é o modelo do processo de fabricação da peça.Assim, o elemento integrador dos dois modelos são as marcasindividuais (peças) do modelo do sistema de manufatura(componentes físicos).
É importante salientar que o modelo do processo de fabricaçãode cada peça determina a sua dinâmica no modelo do sistemade manufatura e a mudança de estados no modelo de processosmuda a característica da marca, assim, duas peças idênticas,que possuem processos idênticos podem possuir umacaracterização diferente uma vez que podem estar em "estados"distintos.
A seguir, na Figura 2, .um exemplo de um sistema demanufatura composto por um buffer (BU), um elemento demanipulação (MH) e 2 elementos de processamento (MP).
MP·lI Antes de iniciar a apresentação da forma pela qual os sistemasde manufatura são modelados, há a necessidade de discutir ografo utilizado. Assim, abaixo, seguem os elementos estruturaisresponsáveis pela técnica (Figura 4).
Figura 2 - Sistema de manufatura composto por 1 BU, 1MHe2MP
575
40. SBAI- SimpósioBrasileirode Automação Inteligente, SãoPaulo,SP, 08-10 de Setembrode 1999
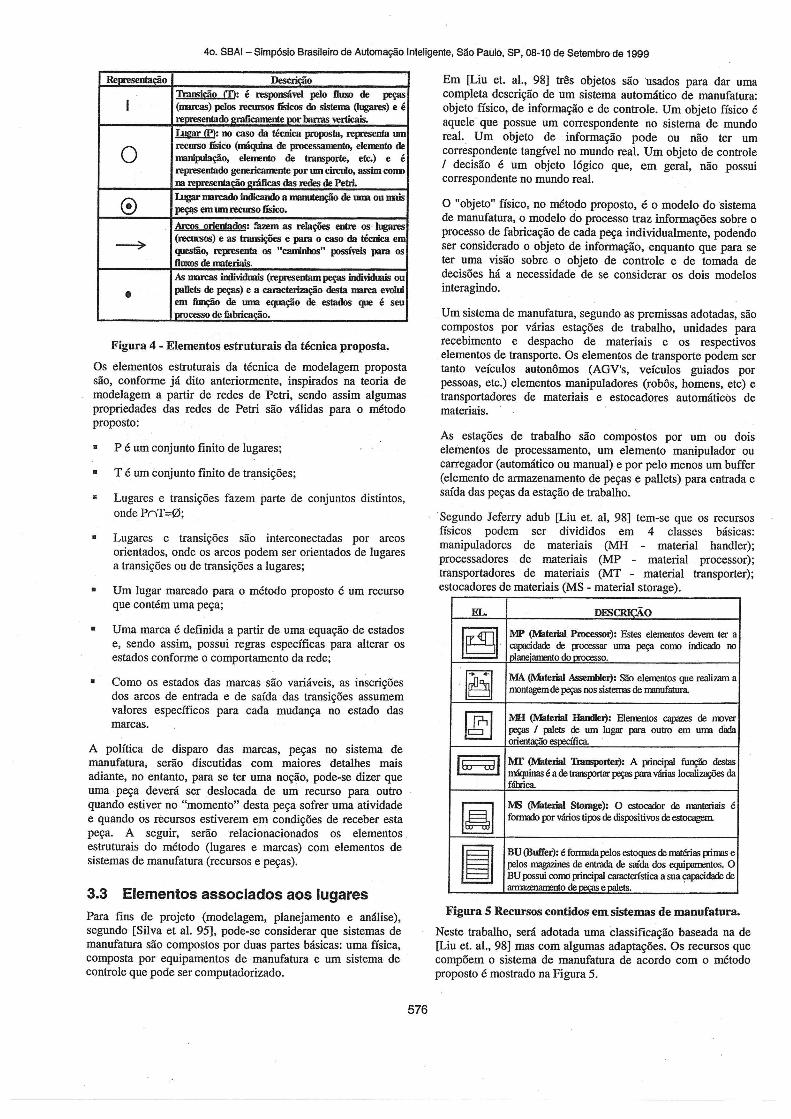
Re -o Descricãol'raRljcão m: é responsável pelo Buxo de peças
I (omcas) pelos recursos físicos do sistema (lugares) e érePl'eSenlado r barras \'eI1icais.
no caso da técnica proposta, rep:esenta IDD
O recurso físico (má<Pna de processamento, elementodemanipulação, elemento de transporte, etc.) e érepresentado genericamentepor IDD circulo,assimCOODm representação lU'áficas dasredes de Petri.
0 lugarmm:ado indicandoa JmIIIUnção de UIDl oummpeças emtmrecurso lisico.Arcos orieOO!!Ios: mem as relações entre os lugares(recursos) e as transições e para o caso da técDca em
rep:esenta os "cmrinhos" possíveis para osflUXllS de materiais.;\<; JJIU'C8S individuais(representampeças individuais ou
• pollets de peças) e a camcteri:zação desta marca eWJIuiem fimção de mna equação de estados é seu1JllJcesso de fabricação.
Figura 4 - Elementos estruturais da técnica proposta.Os elementos estruturais da técnica de modelagem propostasão, conforme já dito anteriormente, inspirados na teoria demodelagem a partir de redes de Petri, sendo assim algumaspropriedades das redes de Petri são válidas para o métodoproposto:
• P é um conjunto finito de lugares;
• T é um conjunto finito de transições;
o; Lugares e transições fazem parte de conjuntos distintos,ondePnT=0;
Lugares e transições são interconectadas por arcosorientados, onde os arcos podem ser orientados de lugaresa transições ou de transições a lugares;
• Um lugar marcado para o método proposto é um recursoque contém uma peça;
• Uma marca é definida a partir de uma.equação de estadose, sendo assim, possui regras específicas para alterar osestados conforme o comportamento da rede;
• Como os estados das marcas são variáveis, as inscriçõesdos arcos de entrada e de saída das transições assumemvalores específicos para cada mudança no estado dasmarcas.
A política de disparo das marcas, peças no sistema demanufatura, serão discutidas com maiores detalhes maisadiante, no entanto, para se ter uma noção, pode-se dizer queuma peça deverá ser deslocada de um recurso para outroquando estiver no "momento" desta peça sofrer uma atividadee quando os recursos estiverem em condições de receber estapeça. A seguir, serão relacionacionados os elementos .estruturais do método (lugares e marcas) com elementos desistemas de manufatura (recursos e peças).
3.3 Elementos associados aos lugaresPara fins de projeto (modelagem, planejamento e análise),segundo [Silva et aI. 95], pode-se considerar que sistemas demanufatura são compostos por duas partes básicas: uma física,composta por equipamentos de manufatura e um sistema decontrole que pode ser computadorizado.
576
Em [Liu et. al., 98] três objetos são 'usados para dar umacompleta descrição de um sistema automático de manufatura:objeto físico, de informação e de controle. Um objeto físico éaquele' que possue um correspondente no sistema de mundoreal. Um objeto de informação pode ou não ter umcorrespondente tangível no mundo real. Um objeto de controle/ decisão é um objeto lógico que, em geral, não possuicorrespondenteno mundo real.
O "objeto" físico, no método proposto, é o modelo do 'sistemade manufatura, o modelo do processo traz informações sobre oprocesso de fabricação de cada peça individualmente, podendoser considerado o objeto de informação, enquanto que para seter uma visão sobre .o objeto de controle e de tomada dedecisões há a necessidade de se considerar os dois modelosinteragindo.
Um sistema de manufatura, segundo as premissas adotadas, sãocompostos por várias estações de trabalho, unidades pararecebimento e despacho de materiais e os respectivoselementos de transporte. Os elementos de transporte podem sertanto veículos autonômos (AGV's, veículos guiados porpessoas, etc.) elementos manipuladores (robôs, homens, etc) etransportadores de materiais e estocadores automáticos demateriais.
As estações de trabalho são compostos por um ou doiselementos de processamento, um elemento manipulador oucarregador (automáticoou manual) e por pelo menos um buffer(elemento de armazenamento de peças e pallets) para entrada esaída das peças da estação de trabalho.
.Segundo Jeferry adub [Liu et. al, 98] tem-se que os recursosfísicos podem ser divididos em 4 classes básicas:manipuladores de materiais (MH - material handler);processadores de materiais (MP - material processor);transportadores de materiais (MT - material transporter);estocadoresde materiais (MS - material storage).
EL DESQUCÁO
MP (MIterial Processor): Estes elementos devem ter ade (I'OCCSSllI' uma peça COIro indicado 110
IoIàneiamento doorocesso.MA (Material A<isemNer): São elementos que realizam armntagemde peças I10S sisteIms demanufatura,
MIl (MIterial E1errentos capazes de rmverpeças I palets de um lugar para outro em uma dadaori -
IGJ <XlI Mf (MIterial A pdocípaí função destasm'Iquinas é a detransportar peças paravãrias localizações dafálxíca.
MS (MIterial Stol1lge): O estocador de manteriais éformado porvários típosde dispositivos de estocagem
DU(Buffer):é fonmdapelosestoques de rmtérias (rimasepelosrnaga2'ines de entrada de saída dos eqJÍpurentos.OBUpossui comoprircipalcaracterística a suacapacidOOe delll'IIl32l:IlaIo de oecas e oaIets. .
Figura 5 Recursos contidos emsistemas de manufatura.Neste trabalho, será adotada uma Classificação baseada na de[Liu et. al., 98] mas com algumas adaptações. Os recursos quecompõem o sistema de manufatura de acordo com o métodoproposto é mostrado na Figura 5.
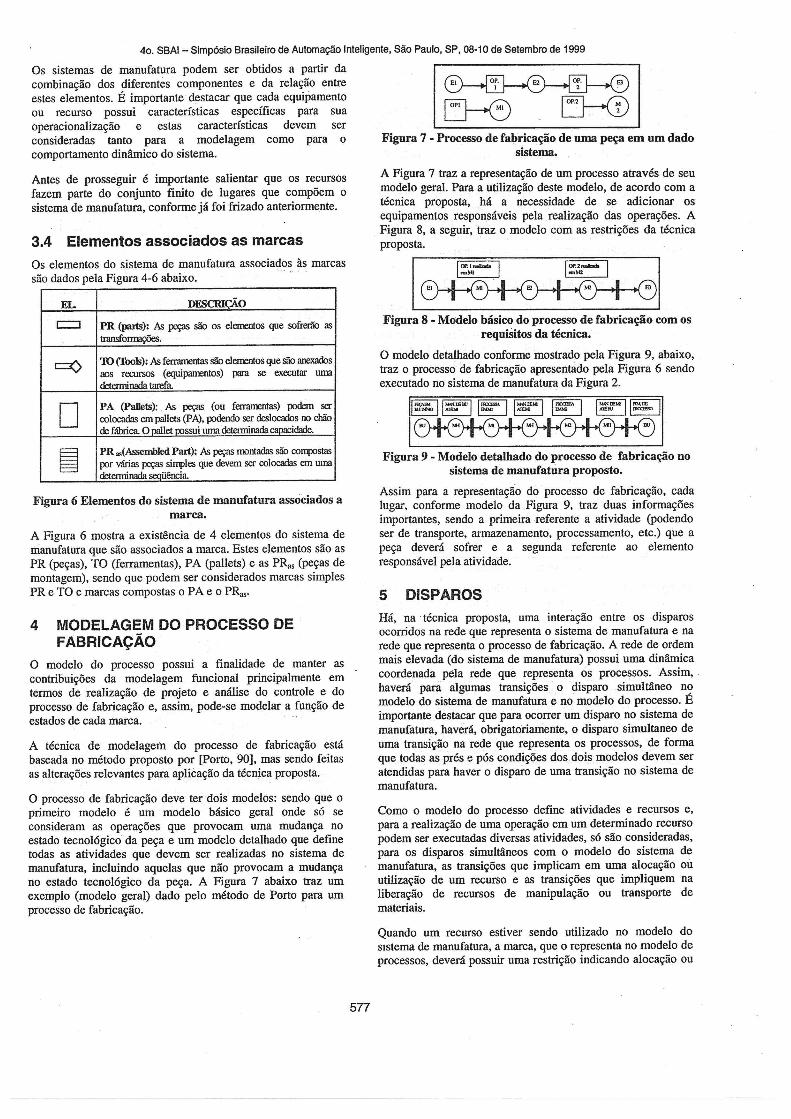
Figura 7 - Processo de fabricação de uma peça em um dadosistema.
40. SBAI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999
Os sistemas de manufatura podem ser obtidos a partir dacombinação dos diferentes componentes e da relação entreestes elementos. É importante destacar que cada equipamentoou recurso possui características específicas para suaoperacionalização e estas características devem serconsideradas tanto para a modelagem como para ocomportamento dinâmico do sistema .
Antes de prosseguir é importante salientar que os recursosfazem parte do conjunto finito de lugares que compõem osistema de manufatura, conforme já foi frizado anteriormente.
3.4 Elementos associados as marcasOs elementos do sistema de manufatura associados às marcassão dados pela Figura 4-6 abaixo .
EI.. DESCRICÃO
c::J PR (parts): As peças são os elementos que sofrerão astransformações.
c:() 10(TOO5): Asferramentas são elementos quesão anexadosaos recursos (equiparrentos) para se executar umadetermínada tarefa
D PA (paDets): . As peças (ou ferramentas) podem sercolocadas empallets(PA),podendo ser deslocados no chãodefábrica. O Danet possuilima determinada capecidade,
PR Part): Aspeças montadas sãopor varias peças sirrples que devemser colocadas em umadeterminada seqüência.
Figura 6 Elementos do sistema de manufatura associados amarca.
A Figura 6 mostra a existência de 4 elementos do sistema demanufatura que são associados a marca. Estes elementos são asPR (peças), TO (ferramentas), PA (pallets) e as PRas (peças demontagem), sendo que podem ser considerados marcas simplesPR e TO e marcas compostas o PA e o PRas'
4 MODELAGEM DO PROCESSO DEFABRICAÇÃO
O modelo do processo possui a finalidade de manter ascontribuições da modelagem funcional principalmente emtermos de realização de projeto e análise do controle e doprocesso de fabricação e, assim, pode-se modelar a função deestados de cada marca.
A técnica de modelagem do processo de fabricação estábaseada no método proposto por [porto, 90], mas sendo feitasas alterações relevantes para aplicação da técnica proposta.
O processo de fabricação deve ter dois modelos: sendo que oprimeiro modelo é um modelo básico geral onde só seconsideram as operações que provocam uma mudança noestado tecnológico da peça e um modelo detalhado que definetodas as atividades que devem ser realizadas no sistema demanufatura, incluindo aquelas que não provocam a mudançano estado tecnológico da peça . A Figura 7 abaixo traz umexemplo (modelo geral) dado pelo método de Porto para umprocesso de fabricação.
577
A Figura 7 traz a representação de um processo através de seumodelo geral. Para a utilização deste modelo, de acordo com atécnica proposta, .há a necessidade de se adicionar osequipamentos responsáveis pela realização das operações. AFigura 8, a seguir, traz o modelo com as restrições da técnicaproposta.
Figura 8 - Modelo básico do processo de fabricação com osrequisitos da técnica.
O modelo detalhado conforme mostrado pela Figura 9, abaixo,traz o processo de fabricação apresentado pela Figura 6 sendoexecutado no sistema de manufatura da Figura 2.
Figura 9 - Modelo detalhado do processo de fabricação nosistema de manufatura proposto.
Assim para a representação do processo de fabricação, cadalugar, conforme modelo da Figura 9, traz duas informaçõesimportantes , sendo a primeira -referente a atividade (podendoser de transporte , armazenamento, processamento, etc.) que apeça deverá sofrer e a segunda referente ao elementoresponsável pela atividade.
5 DISPAROSHá, na técnica proposta, uma interação -entre os disparosocorridos na rede que representa o sistema de manufatura e narede que representa o processo de fabricação. A rede de ordemmais elevada (do sistema de manufatura) possui uma dinâmicacoordenada pela rede que representa eis processos. Assim, .haverá para algumas transições o disparo simultâneo nomodelo do sistema de manufatura e no modelo do processo; Éimportante destacar que para ocorrer um disparo no sistema demanufatura, haverá, obrigatoriamente, o disparo simultaneo deuma transição na rede que representa os processos, de formaque todas as prés e pós condições dos dois modelos devem seratendidas para haver o disparo de uma transição no sistema demanufatura. .
Como o modelo do processo define atividades e recursos e,para a realização de uma operação em um determinado recursopodem ser executadas diversas atividades, só são consideradas,para os disparos simultâneos com o modelo do sistema demanufatura, as transições que implicam em uma alocação ouutilização de um recurso e as transições que impliquem naliberação de recursos de manipulação ou transporte demateriais.
Quando um recurso estiver sendo utilizado no modelo dosistema de manufatura, a marca, que o representa no modelo deprocessos, deverá possuir uma restrição indicando alocação ou

40. SBAI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08·10 de Setembro de 1999
no atributo que indica utilização e havendo esta restrição, atransição não pode ser disparada no modelo do processo. .....
Figura 13 - Modelo do sistema de manufatrua (peça emM1)'e dos modelos básicos e detalhados do processo de
fabricação.MU
Figura 14 - Modelo do sistema de manufatura (peça emMH) e dos modelos básicos e detalhados do processo de
fabricação .
Figura li -Modelo de atributo <PR2:>.
A transição de saída do lugar onde está a marca, no modelo dosistema de manufatura, é aquela que for a-transição de entradados recursos que 'serão alocados ou utilizados para realizaçãoda próxima atividade conforme definido pela rede dosprocessos.
Quando houver o disparo de uma transição no modelo doprocesso alocando um recurso 'e, no modelo' do sistema demanufatura, não houver arco entre o recurso o recurso que estásendo alocado e a transição a ser disparada será criado um arcovirtual alocando o recurso para a peça em questão.
6 COMPORTAMENTO DINÂMICOo comportamento dinâmico pode ser acompanhado através dosistema de manufatura da Figuras 2 processando a .peça comseu processo de fabricação colocado pelas Figuras 8 (modelobásico) e pela Figura 9 (modelo detalhado). As figuras queseguem representam a evolução da dinâmica do
Figura 12 - Evolução do modelo que representa o atributo<PR3>;
Figura 10 - Modelo após disparo de TI.
O lugar MP! que representa a máquina MP! está hachuradopois este equipamento foi alocado para a peça "a". As Figuras1-1 e 12 trazem as redes de modelo dos processos.
578

Porto, Arthur José Vieira. Desenvolvimento de umMétodo deIntegração do Planejamento do Processo deFabricação e do Planejamento e Controle daProdução Baseado na Flexibilidade do Processo deFabricação. São Carlos, 1990 - Tese (Doutorado) -Escola de Engenharia de São Carlos, USP.
Santos Filho, Diolino J. Proposta do Mark Flow GraphEstendido para a Modelagem e controle de SistemasIntegrados de Manufatura. São Paulo, 1993 -Dissertação (Mestrado) - Escola Politécnica, ÚSP.
Miyagi , Paulo Eigi. Controle Programável: Fundamentos doControle de Sistemas a Eventos Discretos. EditoraEdgard Blücher LTDA, São Paulo, 1996.
Palomino, Reynaldo Chile. Uma Abordagem para aModelagem, Análise e Controle de Sistemas deProdução Utilizando Redes de Petri. Florianópolis,1995 - Dissertação (Mestrado) - Universidade Federalde Santa Catarina (UFSC).
Liu, CM; Chien, CF; Ho, IY.An object-oriented analysis anddesign method for shop floor control systems.Intemational Journal of Computer IntegratedManufacturing. September-October 1998 vIl i5 p379-400 (12).
Silva, J.R.; Afsarmanesh, H.; Cowan, D. D.; Lucena, C. J. P.An Object -Oriented Approach to the Design ofF1exible Manufacturing System. In: InternationalConference on Architectures and Design Methods forBalanced Automation Systems. Balanced AutomationSystems: Architectures an Design Methods. Proceedings'of the Ieee/eclalifip, London. Chapman and Hall, p. 91-106,1995.
Santos Filho, Diolino J. Controle de SistemasAntropocêntricos de Produção Baseado em Redes dePetri Interpretadas. Tese (Doutorado) - EscolaPolitecnica, USP.
40. SBAI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999
...\ Jensen, Kurt. Coloured Petri Nets: Basic Concepts, AnalysisMethods and Praticai Use. Spring-Verlag, vol.I , 2.a Ed.,Berlin , 1996.
I EJ EJ EJ EJEJIFigura 17 - Modelo do sistema de manufatura inanufatrua
(peça no BU) e dos modelos básicos e detalhados doprocesso de fabricação(f'mal do processo).
Conforme pode-se observar pelos modelos da Figura 15, a peçajá está completamente processada e está no BU (buffer)aguardando para ser retirada do sistema . É importante salientarque em um sistema real composto por um grande mix deprodutos, haveria , ainda, a atuação do sistema de "schedulling"que seria o responsável pela definição do seqüenciamento daprodução. Assim, poderia ser relevante colocar um atributo queindicasse a peça a ser processada prioritariamente, onde esteatributo variasse em função das necess idades colocadas pelosistema de schednlling.
... \
Figura 16 - Modelo do sistema de manufatura (peça emMIl) e dos modelos básicos e detalhados do processo de
fabricação
7 CONCLUSÕESA técnica proposta possui como aspectos positivos a melhoriadas várias views quanto ·a concepção dos modelos, claraassociação com entidades físicas do mundo real,expressividade gráfica de representação, facilidade para .desenvolvimento e interpretação dos modelos, maiort1exibilidade para manutenção e alteração dos modelos e maiorcapacidade de reaproveitamento (redesign) em outros projetos.Assim, há uma maior e melhor capacidade para se fazeranálises qualitativas dos modelos c, o formalismo matemáticodas redes de Petri Coloridas permite a realização das análisesquantitativas necessárias para avaliar sistemas de manufatura.
REFERÊNCIA BIBLIOGRÁFICAInamasu, Ricardo Yassushi . Modelo de FMS: uma plataforma
para simulação e planejamento. São Carlos; 1995 - Tese(Doutorado) - Escola de Engenharia de São Carlos,USP.
Souza, Adinan de; Moscato, L.A., Silva, J.R. Modelagem desegüenciamento de tarefas em operações demontagem. In: Applied Mechanics in the Americas.Procedings Sixth Pan-American Congress of ApplliedMechanics and Eighth International Conference onDynamic Problems in Mechanics, Rio de .Janeiro ,January 1999 v6 p519-522 (4).
Vemadat, François B. Enterprise Integration: On BusinessProcess and Enterprise Activity Modelling. ConcurrentEngineering-Research and Applications. September1996 v4 i3 p219-228 (10).
Vemadat, François B. Enterprise Modeling Languages,ICEIMT'97 Enterprise Integration - InternationalConsensus ; EI-IC ESPRIT Project 21.859,1997(http://www.mel.nist.gov/workshop/iceimt'97/pap-ver3/pap-ver3.htm).
579