PROTEÇÃO A ESTRUTURAS METÁLICAS - fem.unicamp.brassump/Projetos/2010/g1.pdf · Porque o material...
39
PROTEÇÃO A ESTRUTURAS METÁLICAS GRUPO 1 UNIVERSIDADE ESTADUAL DE CAMPINAS
Transcript of PROTEÇÃO A ESTRUTURAS METÁLICAS - fem.unicamp.brassump/Projetos/2010/g1.pdf · Porque o material...
PROTEÇÃO A ESTRUTURAS METÁLICAS
GRUPO 1
UNIVERSIDADE ESTADUAL DE CAMPINAS
Porque o material perde a sua
resistência
Deterioração de um material devido às reações
deste com o ambiente de exposição;
Materiais:
Metálicos;
Não-metálicos;
Velocidade de deterioração (lenta ou rápida);
Deterioração pode ser:
Interrompida;
Retardada.
Porque proteger o material
É a maneira mais econômica de se atingir a vida
útil da estrutura com os menores custos ao longo
do tempo.
Como evitar a Deterioração
Metálica
Aspectos Econômicos;
Aspectos Técnicos:
Meio de exposição: sem ser ar atmosférico
Inibidores de deterioração;
Controle de agentes agressivos (SO2,H+,Cl-);
Meio de exposição: ar atmosférico
Modificação do metal;
Interposição de barreiras.
Modificação do Metal
Alumínio e suas ligas ao invés de Aço-Carbono
Esquadrias, portas, janelas;
Baixa resistência mecânica;
Aço Inoxidável
Alta resistência mecânica;
Alto custo;
Aço Aclimável
Alta resistência mecânica;
Limitação: condições de exposição.
Interposição de Barreiras
Metais ferrosos (aço-carbono ou ferro fundido)
- mais adequados para a utilização em estruturas
expostas a atmosferas em geral;
Revestimentos orgânicos (tintas);
Revestimentos inorgânicos (revestimentos metálicos
ou de conversão como a anodização, cromatização)
Combinação dos dois anteriores;
Grau de deterioração do meio.
Coberturas Metálicas e Inorgânicas
Eletrodeposição
imersão da parte do material a ser coberta em uma
solução do metal a ser depositado pela passagem de
uma corrente elétrica contínua entre o material e o
outro eletrodo;
depende da temperatura, densidade de corrente,
tempo e composição do banho.
Coberturas Metálicas e Inorgânicas
Flame Spraying
consiste em aquecer um metal até que este vaporize
e então suas partículas (líquidas), são sopradas para a
superfície do metal que se deseja proteger;
não é capaz de proteger o metal plenamente por
deixar poros (não evita a deterioração em meios
muito agressivos);
porosidade diminui com o aumento do ponto de
fusão do metal.
Coberturas Metálicas e Inorgânicas
Revestimento
consiste em revestir a superfície do metal a ser
protegido com uma camada de outro metal;
quando usados em materiais caros, apresentam
vantagem econômica, pois o metal de revestimento é
formado por finas camadas de material mais barato.
Coberturas Metálicas e Inorgânicas
Imersão a Quente
o metal é imerso em soluções do material protetor
em alta temperatura e este é depositado sobre a
superfície (geralmente espessa).
Deposição por Vapor:
o material é coberto por uma camada de metal
vaporizada por aquecimento elétrico;
é um dos métodos mais caros.
Coberturas Metálicas e Inorgânicas
Conversão Química
as coberturas são produzidas por deteriorar a
superfície do metal formando um produto aderente
anodização:
oxidação anódica em um banho ácido para obter uma
camada oxida;
a superfície pode ser selada colocando-se o metal em água
fervente
a camada obtida é porosa, propicia boa aderência para
tintas e uma boa uniformidade para camada protetora.
Preparo da Superfície
Limpeza Superficial
Remoção de materiais que possam impedir o contato
direto da tinta com o aço:
pós diversos,
gorduras,
óleos,
combustíveis,
graxas,
ferrugem,
carepa de laminação,
resíduos de tintas, etc.
Preparo da Superfície
Limpeza Superficial
O nível de limpeza superficial depende:
das restrições operacionais existentes;
do tempo;
dos métodos disponíveis para a limpeza;
do tipo de superfície presente;
do sistema de pintura escolhido (as tintas possuem
diferentes graus de aderência sobre as superfícies
metálicas).
Preparo da Superfície
Ancoragem mecânica
O aumento da rugosidade superficial proporciona
um aumento da superfície de contato entre o metal e
a tinta, contribuindo, desse modo, para o aumento
da aderência;
O perfil de rugosidade especificado está ligado à
espessura da camada seca.
Pintura
Principal meio de proteção das estruturas
metálicas;
Tintas: suspensões homogêneas de partículas
sólidas (pigmentos) dispersas em um líquido
(veículo), na presença de aditivos.
Pigmentos das Tintas
Pós orgânicos ou inorgânicos finamente divididos;
Em suspensão na tinta líquida, são aglomerados pela resina após a secagem, formando uma camada uniforme sobre o substrato;
Promovem:
cor,
opacidade,
coesão e inibição do processo deterioração,
consistência, dureza e resistência da película.
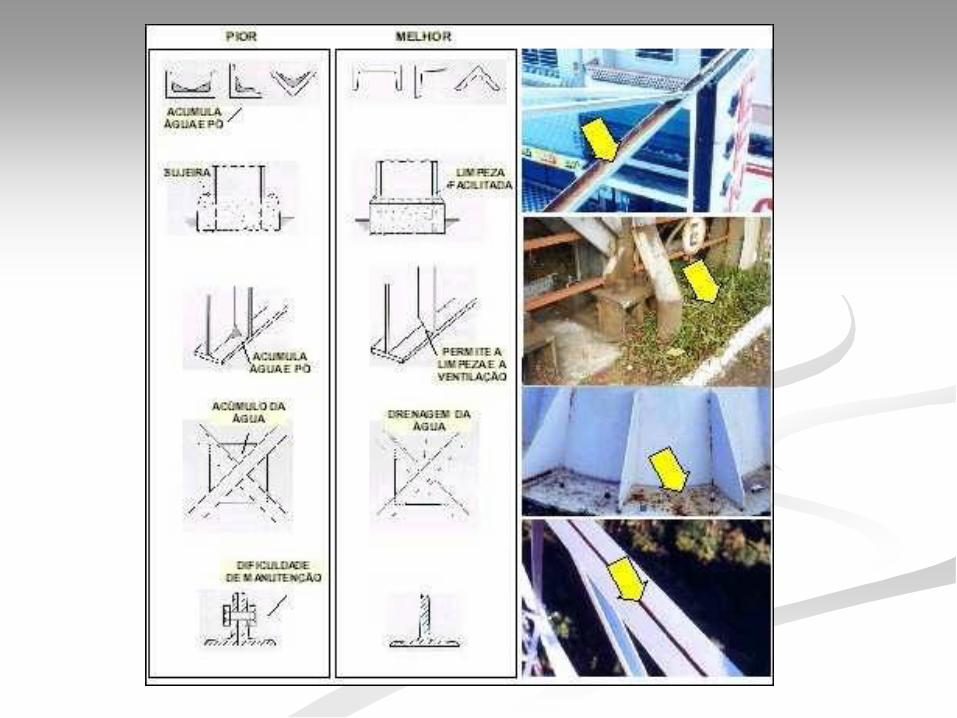
Umidade e Sujeira Retida
Evitar a criação de cavidades e frestas;
Caso contrário: utilizar um selante (epoxídico, poliuretânico ou silicone)
para fechar a fresta;
Juntas soldadas são preferíveis às parafusadas;
Providenciar furos de drenagem para o escoamento da água;
Permitir a livre circulação de ar em torno da estrutura;
Materiais porosos e absorventes (feltro) são utilizados como
isolantes térmicos, isolantes acústicos, etc.. Estes materiais
podem absorver água, favorecendo a corrosão;
Os materiais absorventes de água devem ser evitados em
ambientes em que a umidade relativa exceda 60%.
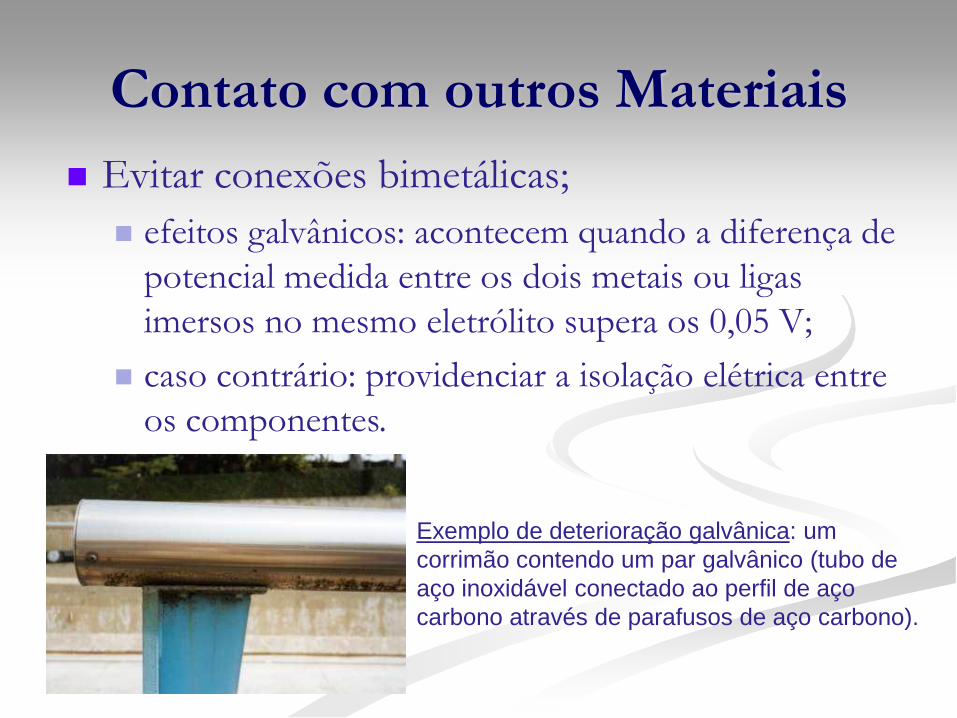
Contato com outros Materiais
Evitar conexões bimetálicas;
efeitos galvânicos: acontecem quando a diferença de
potencial medida entre os dois metais ou ligas
imersos no mesmo eletrólito supera os 0,05 V;
caso contrário: providenciar a isolação elétrica entre
os componentes.
Exemplo de deterioração galvânica: um
corrimão contendo um par galvânico (tubo de
aço inoxidável conectado ao perfil de aço
carbono através de parafusos de aço carbono).
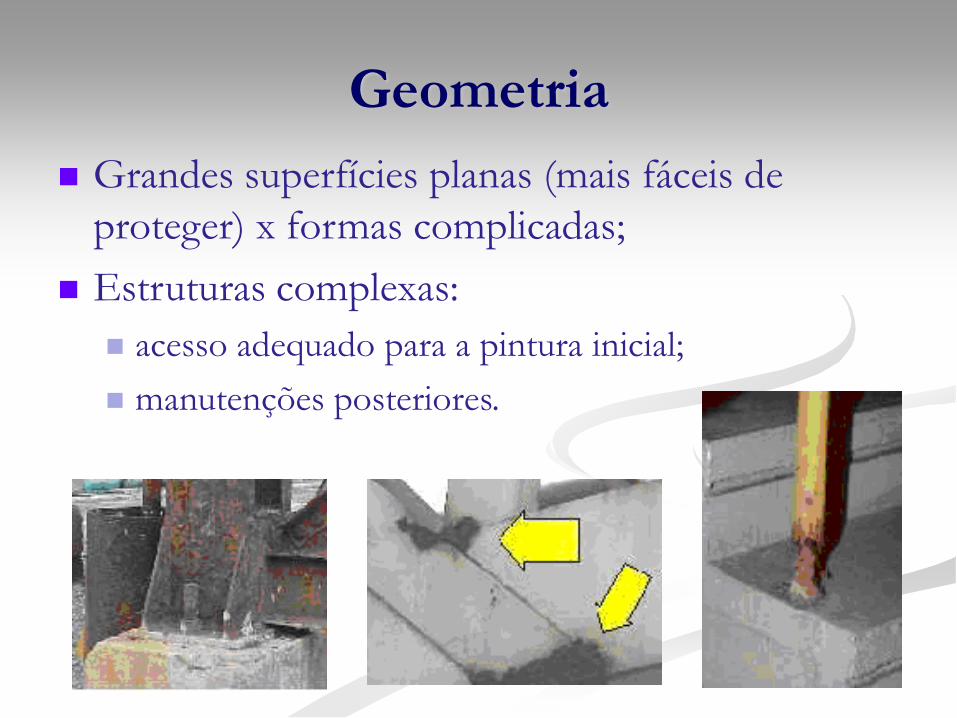
Geometria
Grandes superfícies planas (mais fáceis de
proteger) x formas complicadas;
Estruturas complexas:
acesso adequado para a pintura inicial;
manutenções posteriores.
Aços Patináveis
São aços estruturais:
de baixa liga;
alta resistência mecânica;
boa soldabilidade;
boa resistência à deterioração atmosférica;
dispensando a pintura em vários ambientes;
contêm até 2,5 % de elementos de liga, como cobre,
níquel e o cromo;
Aços Patináveis x Aços Estruturais
Aços Estruturais Convencionais:
camadas de ferrugem que tornam-se pouco
aderentes e são destacadas com facilidade da
superfície metálica;
velocidade de deterioração progride através de uma
reta, sendo o coeficiente angular desta relacionada
diretamente à agressividade do ambiente.
Aços Patináveis x Aços Estruturais
Aços Patináveis:
deterioração é iniciado do mesmo modo;
mas os elementos de liga presentes no aço
promovem a geração de uma camada de ferrugem
muito menos porosa e aderente (pátina);
a pátina atua como uma barreira que, com o tempo,
faz com que a velocidade de deterioração do aço seja
reduzida até atingir um pequeno valor residual,
usualmente após dois a cinco anos de exposição.
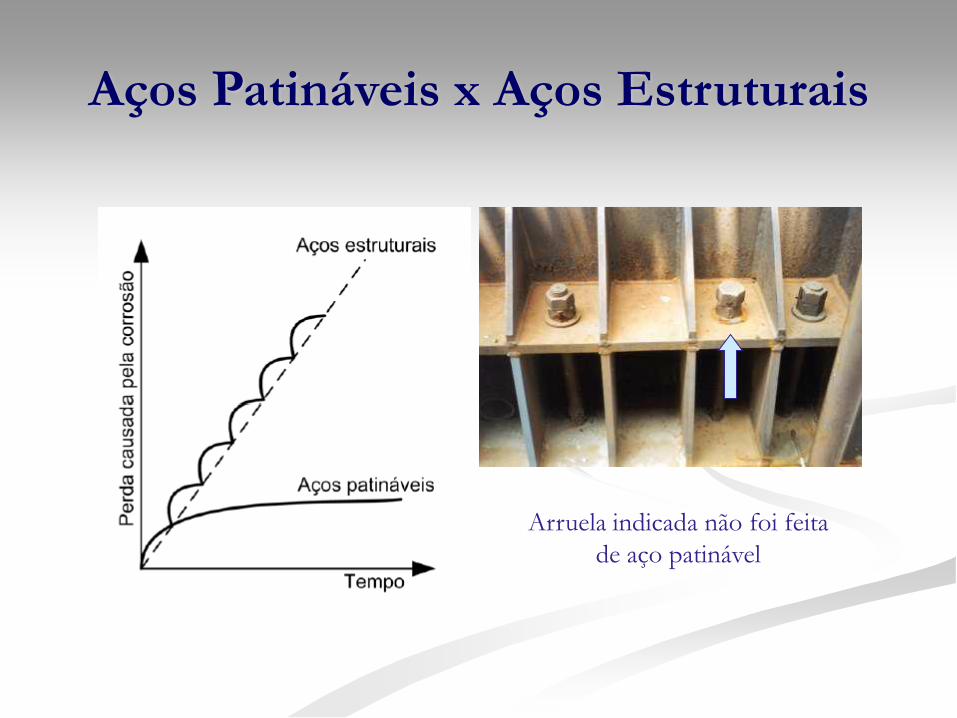
Aços Patináveis x Aços Estruturais
Arruela indicada não foi feita
de aço patinável
Aços Patináveis
Precauções e Limitações
Condições de alta agressividade ambiental
Evitar o contato com superfícies absorventes
(concreto);
Situações de umidecimento prolongado;
Utilização em solos agressivos;
Contato com metais dissimilares;
Esmaltação a Fogo
Esmaltes Vitrificáveis
a composição dos esmaltes depende tanto da
aplicação, como da temperatura de fusão do metal.
Exemplos de Esmaltes Vitrificáveis
Argilo- Minerais : Argilas e Bentonita
Substâncias Eletrolíticas: Borax e Nitrito de Sódio
Outros Componentes: Quartzo e Opacificadores
Processos de Esmaltação
Aplicação Eletrostática
o esmalte é atomizado ou por ar comprimido ou por meio de discos que giram em alta velocidade e sobre os quais o esmalte é alimentado.
Secagem dos Esmaltes
Os esmaltes aplicados podem secar ao ar livre (o tempo da secagem varia com as condições atmosféricas).
O uso de secadores é obrigatório na linha de produção.
Deposição a Jato e Outros Processos
de Metalização
Materiais Aplicados Metais
Materiais Refratáveis
Cermets
Características dos Revestimentos apresentam estrutura típica e diferente de qualquer outra
forma metalúrgica camadas constituídas por pequenas partículas achatadas
em direção paralela à base; grau variado de porosidade.
Processos de Metalização
Metalização com Arames por Pistolas de Chama à Gás
Essa atomização é conseguida por um jato de ar comprimido
ou gás, que carrega as partículas de metal até a superfície
previamente preparada. As partículas ali se depositam
produzindo o revestimento desejado.
Metalização com Arames por Pistolas e Arco Voltáico
semelhante ao processo anterior;
vantagens: não são necessários gases de combustão e a
produção é ligeiramente superior.
Processos de Metalização
Metalização a vácuo
Dispersão do Cátodo
um gás apropriado é ionizado pela aplicação de um campo elétrico. Os íons acelerados, chocam-se com o cátodo e solta átomos que se depositam sobre as peças a serem
revestidas, dispostas no mesmo recipiente de vácuo.
Dispersão em Alto Vácuo
o metal a ser depositado é evaporado pela alimentação de energia elétrica;
o ponto de evaporação em alto vácuo está perto geralmente do ponto de fusão em pressão atmosférica.
Deposição a Jato
Deposição de Pós Inorgânicos por Pistolas à
Chama de Gás
Os materiais geralmente aplicados em forma de pó incluem
ligas auto-fundentes, obtendo adesão ao material base pela
formação de liga e com isto apresentando característica básica
de uma solda.
Deposição a Jato
Deposição de Pós Inorgânicos por Pistolas à
Plasma
é obtido por um arco voltáico entre dois eletrodos resfriados
à água e alimentação contínua do gás inerte.
características físicas e metalúrgicas dos depósitos obtidos são
geralmente superiores aos obtidos pela deposição a jato
convencional.
menor porosidade, melhor adesão, resistência a tração mais
alta e menor conteúdo de óxidos, no caso de metais.
Deposição a Jato e Outros Processos
de Metalização
Revestimentos com Pós Orgânicos Termoplásticos
e Chama de Gás
materiais aplicados experimentalmente incluem:
goma-laca,
betumen,
polietileno,
cloreto e acetato de polivinila
outras resinas sintéticas termoplásticas;
problemas mais recorrentes são:
baixa eficiência de deposição;
alterações profundas das características físico-químicas dos materiais
depositados, devido à alta temperatura da chama.
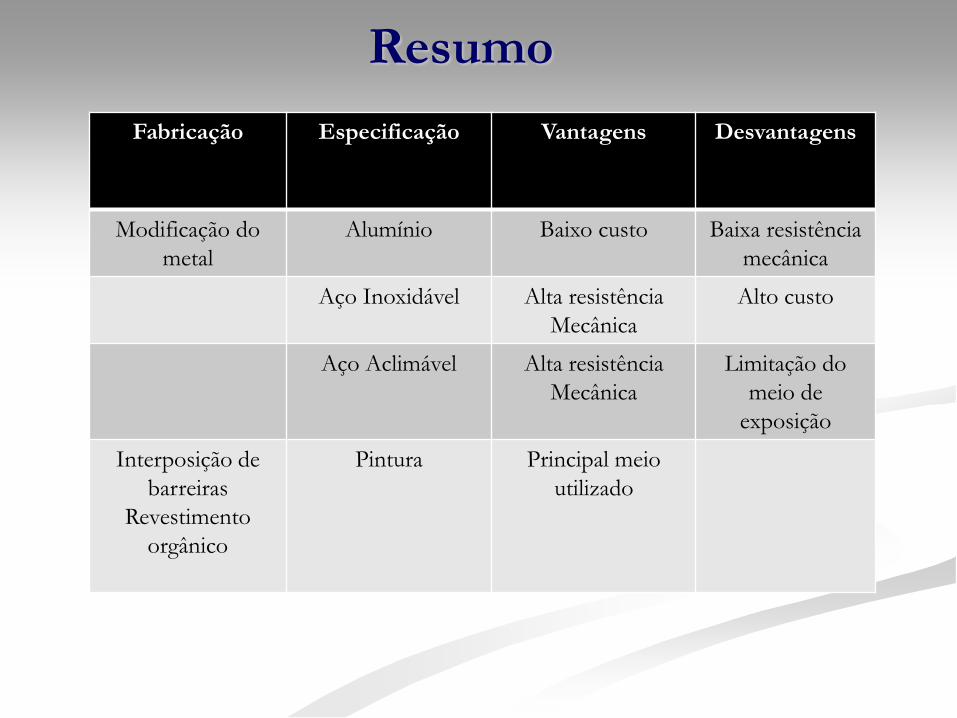
Resumo
Fabricação Especificação Vantagens Desvantagens
Modificação do
metal
Alumínio Baixo custo Baixa resistência
mecânica
Aço Inoxidável Alta resistência
Mecânica
Alto custo
Aço Aclimável Alta resistência
Mecânica
Limitação do
meio de
exposição
Interposição de
barreiras
Revestimento
orgânico
Pintura Principal meio
utilizado
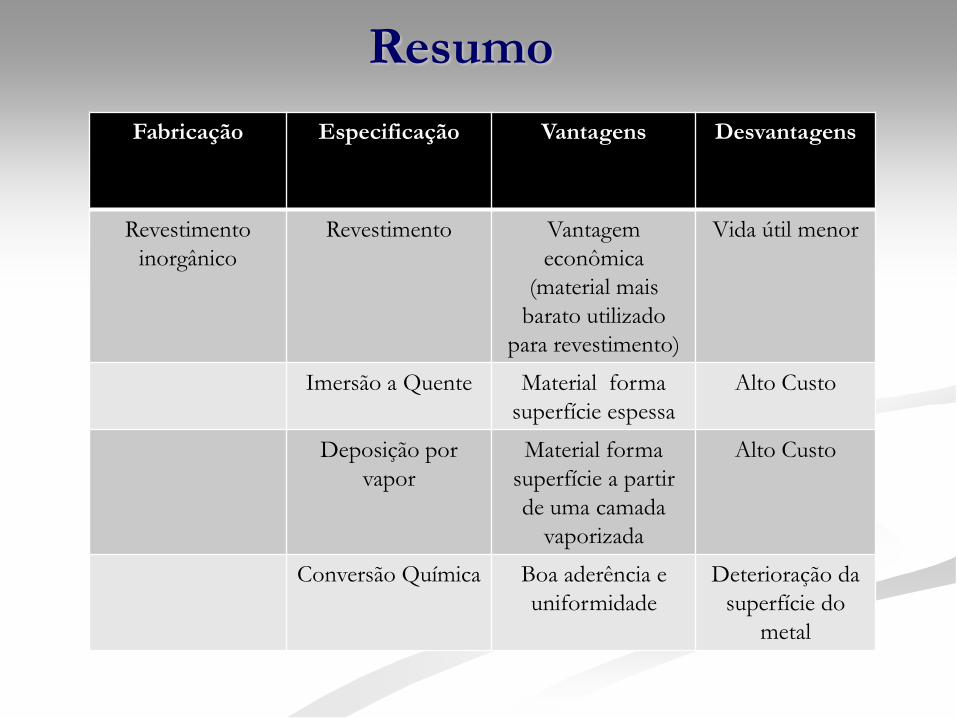
Resumo
Fabricação Especificação Vantagens Desvantagens
Revestimento
inorgânico
Revestimento Vantagem
econômica
(material mais
barato utilizado
para revestimento)
Vida útil menor
Imersão a Quente Material forma
superfície espessa
Alto Custo
Deposição por
vapor
Material forma
superfície a partir
de uma camada
vaporizada
Alto Custo
Conversão Química Boa aderência e
uniformidade
Deterioração da
superfície do
metal
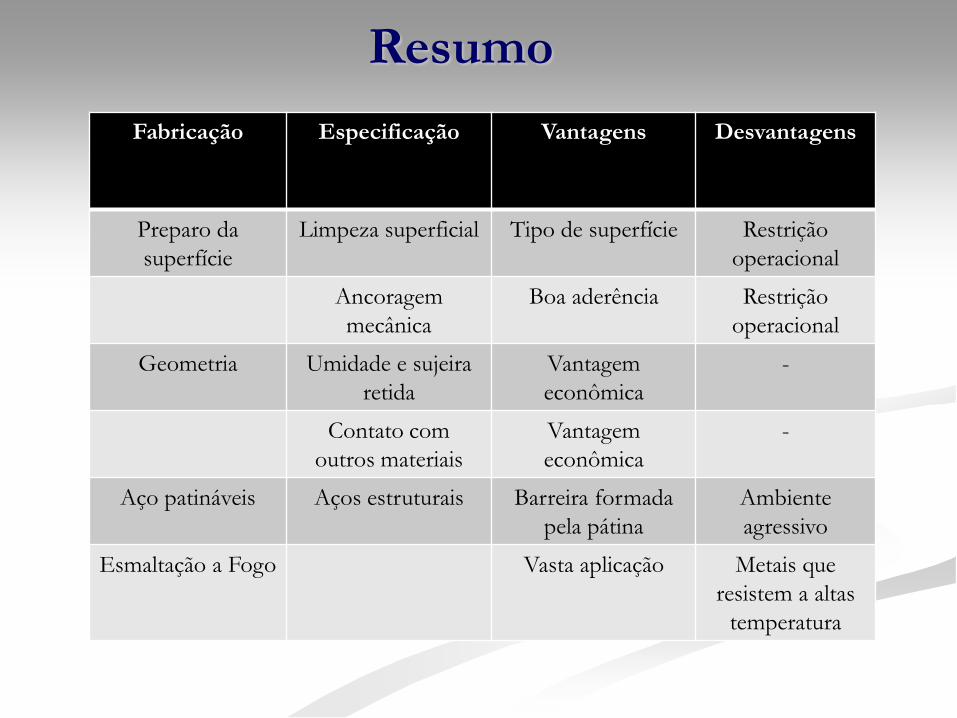
Resumo
Fabricação Especificação Vantagens Desvantagens
Preparo da
superfície
Limpeza superficial Tipo de superfície Restrição
operacional
Ancoragem
mecânica
Boa aderência Restrição
operacional
Geometria Umidade e sujeira
retida
Vantagem
econômica
-
Contato com
outros materiais
Vantagem
econômica
-
Aço patináveis Aços estruturais Barreira formada
pela pátina
Ambiente
agressivo
Esmaltação a Fogo Vasta aplicação Metais que
resistem a altas
temperatura
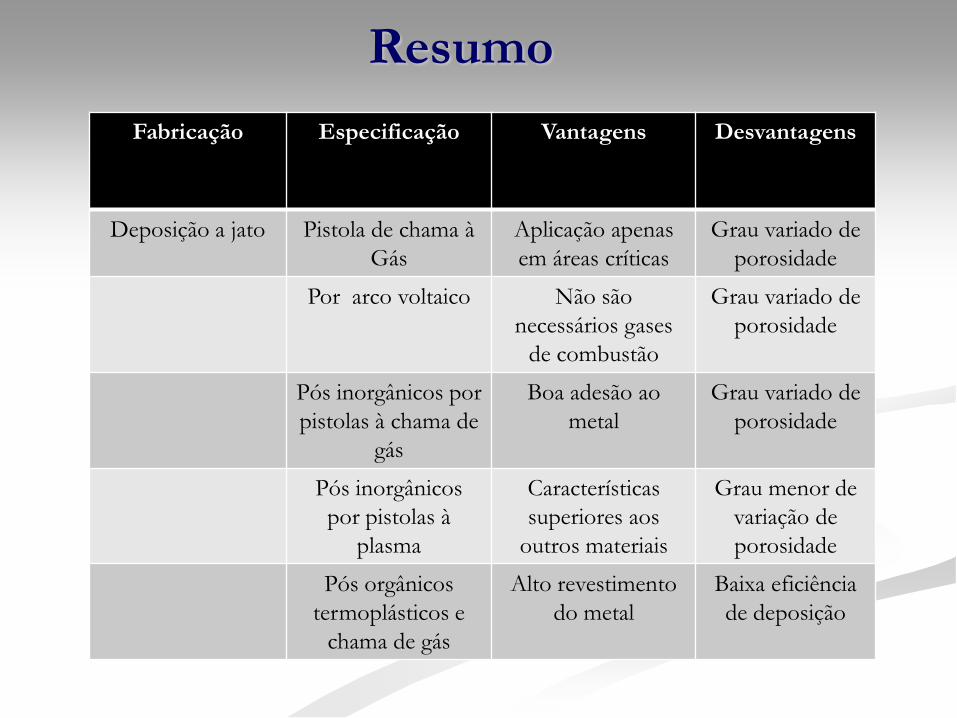
Resumo
Fabricação Especificação Vantagens Desvantagens
Deposição a jato Pistola de chama à
Gás
Aplicação apenas
em áreas críticas
Grau variado de
porosidade
Por arco voltaico Não são
necessários gases
de combustão
Grau variado de
porosidade
Pós inorgânicos por
pistolas à chama de
gás
Boa adesão ao
metal
Grau variado de
porosidade
Pós inorgânicos
por pistolas à
plasma
Características
superiores aos
outros materiais
Grau menor de
variação de
porosidade
Pós orgânicos
termoplásticos e
chama de gás
Alto revestimento
do metal
Baixa eficiência
de deposição
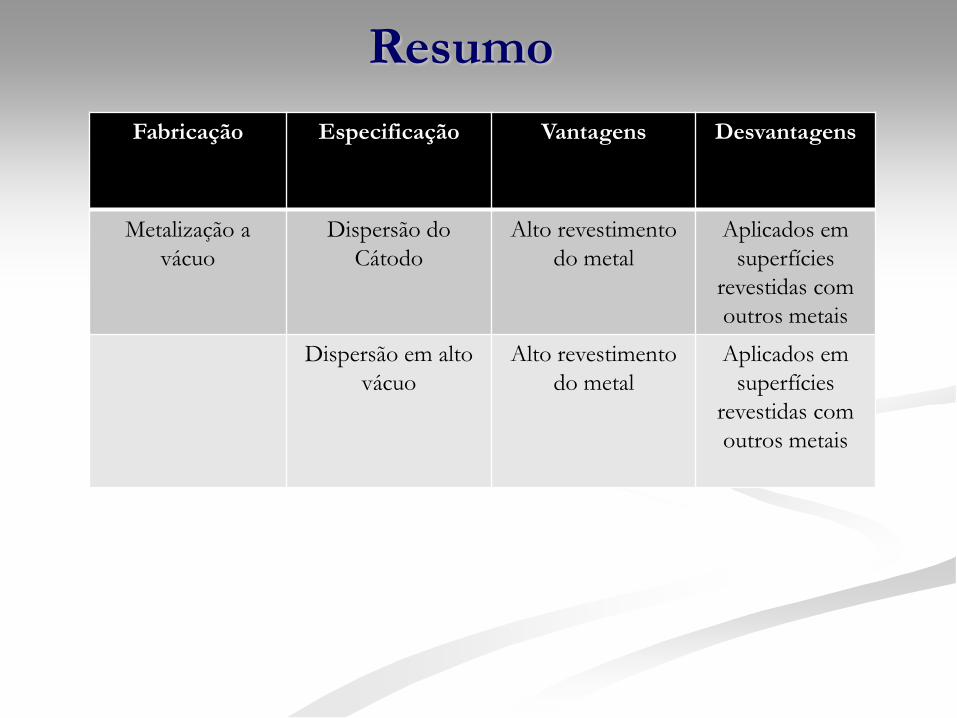
Resumo
Fabricação Especificação Vantagens Desvantagens
Metalização a
vácuo
Dispersão do
Cátodo
Alto revestimento
do metal
Aplicados em
superfícies
revestidas com
outros metais
Dispersão em alto
vácuo
Alto revestimento
do metal
Aplicados em
superfícies
revestidas com
outros metais

FIM