Proteção Superficial de Metais - bmalbert.yolasite.combmalbert.yolasite.com/resources/Proteção...
107
Proteção Superficial de Metais Noções sobre corrosão Existem várias maneiras de definir-se a corrosão, a mais genérica seria: "deteorização do material pela sua interação com o meio que o envolve". No caso de metais ou ligas metálicas, a definição que mais se adapta é: "a corrosão metálica é o processo inverso ao da obtenção de metais".
Transcript of Proteção Superficial de Metais - bmalbert.yolasite.combmalbert.yolasite.com/resources/Proteção...

Proteção Superficial de Metais
Noções sobre corrosão
Existem várias maneiras de definir-se a corrosão, a mais genérica seria: "deteorização do material pela sua interação com o meio que o envolve".
No caso de metais ou ligas metálicas, a definição quemais se adapta é: "a corrosão metálica é o processo inverso ao da obtenção de metais".

Proteção Superficial de Metais
Noções sobre corrosão
Formas instáveis

Proteção Superficial de Metais
Noções sobre corrosão
Os efeitos nocivos da corrosão :
•· Estéticos•· Paradas de produção: •· Contaminação de produtos•· Comprometimento da segurança

Proteção Superficial de Metais
Noções sobre corrosão
H2
Zn Zn e→ ++2 2
2 2 2H e H+ + → ↑
Reação anódica
Reação catódica

Proteção Superficial de Metais
Noções sobre corrosão
Outras reações catódicas, possíveis
4 4 22 2H O e H O+ + + →
O H O e OH2 22 4 4+ + → −

Proteção Superficial de MetaisNoções sobre corrosão
A formação da ferrugemCorrosão atmosférica
Cerca de 80% das estruturas metálicas estão expostas à atmosfera e podemos assumir que mais da metade das perdas ocasionadas pela corrosão são devidas à
corrosão atmosférica.

Proteção Superficial de MetaisNoções sobre corrosão
A formação da ferrugemCorrosão atmosférica de acordo com o grau de molhabilidade
I E = 10 å a 100 å
II E = 100 å a 1 µm
III E = 1 µm a 1mm
IV E > 1 mm

Proteção Superficial de MetaisNoções sobre corrosão
Efeitos da capilaridade sobre o grau de molhabilidade

Proteção Superficial de MetaisNoções sobre corrosão
Diferentes graus de corrosividade, de acordo com o tipo de atmosfera.
Tipo de Atmosfera Corrosão Relativarural seca 1 a 9marítima pura 38industrial 50industrial marítima 65industrial altamente poluída 100

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão por célula local
Aço
Ânodocorroído
Cátodoprotegido

Proteção Superficial de MetaisNoções sobre corrosão
A formação da ferrugem
Fe Fe e→ ++2 2 2 2 2H e H+ + →
O H O e OH2 22 4 4+ + → −
2 4 222Fe OH Fe OH+ →− ( )
2 12
22 2 2
3Fe OH H O OFe OHferrugem
( )( )
+ + →

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão Galvânica
Zinco Aço
Ânodocorroído
Cátodoprotegido

Proteção Superficial de MetaisNoções sobre corrosão
Série galvânica
- Aço inoxidável - AISI 316 (ativo)- Aço inoxidável - AISI 304 (ativo)
- Ferro fundido- Aços
- Alumínio 2024 (4,5 CU; 1,5 Mg; 0,6 MU)-(Ativo)- Cádmio- Alumínio 1100 (ativo)- Zinco- Magnésio e ligas de magnésio
- Platina- Ouro- Grafite- Titânio- Prata
- Aço inoxidável - AISI 316 (passivado)- Aço inoxidável - AISI 304 (passivado)
- Inconel (passivado) - (80 Ni, 13 Cr, 7 Fe)- Níquel (passivado)
- Monel (70 Ni, 30 Cu)- Bronze (Cu, Sn)- Cobre- Latões
- Estanho- Chumbo

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão galvânica: Efeito de área
Baixa velocidadede corrosão
Zinco Aço
Grande áreaanódica
Pequena áreacatódica

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão galvânica: Efeito de área
Alta velocidadede corrosão
Zinco Aço
Pequena áreaanódica
Grande áreacatódica

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão sob tensão

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão em frestas

Proteção Superficial de MetaisNoções sobre corrosão
Corrosão Preferencial
Corrosão de umdos elementos daliga.
Liga metálica

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
1. Selecionar materiais que possam cumprir sua função por umperíodo de tempo determinado, a um custo razoável.
2. Especificar corretamente o material, de acordo com Normas Técnicas existentes.
3. Selecionar materiais mais resistentes à corrosão para locais mais críticos ou onde os custos de fabricação envolvidos sejam elevados.
Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
4. Não especificar materiais mais caros que o absolutamente necessário, exceto por motivo de segurança.
5. Não misturar materiais de expectativa de vida diferentes em conjuntos não desmontáveis.
6. Na união de metais dissimilares, procurar usar aqueles que se situem o mais próximo possível na série galvânica.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
7. Verificar se as condições a que será submetido o par metálico não alterará sua posição relativa na série galvânica.
8. Evitar que o metal menos nobre (ânodo) tenha uma área sensivelmente menor que o mais nobre (cátodo).
9. Sempre que possível super dimensionar o ânodo ou projetá-lo de forma a ser facilmente substituível.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
10. Especificar materiais isolantes elétricos para serem colocados na interface entre dois metais diferentes (plásticos, borrachas, etc.).
11. Dar preferência para uniões soldadas ao invés das rebitadas ou aparafusadas.
12. Cordões de solda contínuos são preferíveis aos intermitentes.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
13. Áreas de contato entre dois metais diferentes devem ser isoladas do meio ambiente, não permitindo-se a entrada de eletrólitos.14. As formas geométricas usadas devem ser as mais simples possíveis, evitando-se cantos vivos, arestas, rebaixos, ressaltos, etc.15. As superfícies metálicas devem ser facilmente acessíveis para aplicação de revestimentos anti-corrosivos e manutenção.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
16. Frestas devem ser evitadas, seja pelo uso de solda, seja pelo preenchimento com materiais não metálicos inertes (selantes).
17. Projetar drenos e superfícies em ângulo, que dificultem a estagnação de líquidos.
18. Evitar a formação de "câmaras úmidas".19. Projetar sempre um eficiente sistema de ventilação que não permita a condensação de umidade.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
20. Material que vai ser estocado por período longo deve ter embalagem e/ou proteção adequada para resistir às condições de armazenamento a que será exposto.
21. O contato direto do metal com concreto, argamassa contendo cal ou madeira tratada deve ser evitado.
22. Estruturas enterradas deverão ser revestidas com produto betuminoso ou outro revestimento de alta resistência elétrica..

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
23. O terreno onde será enterrada a estrutura deveráapresentar alta resistência elétrica.
24. Uma rede de aterramento feito de sucata de aço deve ser instalada em locais onde correntes dispersas abandonam as estruturas enterradas. Esta rede funcionarácomo um ânodo de sacrifício.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
25. Bases de concreto que envolvam estruturas de aço deverão ter uma espessura mínima de revestimento de 1,5 cm, se o ambiente não for corrosivo e de 5,0 cm em caso contrário.
26. Peças submetidas à tensões mecânicas/corrosão são mais susceptíveis à deterioração, devendo-se tomar cuidados especiais para sua proteção.

Proteção Superficial de MetaisNoções sobre corrosão
Como evitar a corrosão através da adequação de projetos
27. Peças submetidas à tensões cíclicas (fadiga) devem ser isentas de riscos (polidas) devidamente protegidas para evitar-se o efeito cumulativo da corrosão.
28. Deve-se atentar para o problema da cavitação em turbinas,bombas, hélices, etc., evitando-a sempre que possível. Em caso contrário usar metais capazes de alto encruamento, devidamente polidos.
29. Toda proteção superficial requerida deverá ser perfeitamente especificada, atentando-se sempre para reforços nos pontos críticos (cantos, cordões de solda, etc.).

Proteção Superficial de MetaisProcessos de proteção
• Revestimento anódico em relação ao metal base
Acontece quando o material do revestimento é menos nobre que o material que está sendo revestido.Exemplo: chapa de aço zincada. O zinco na maioria dos eletrólitos é anódico em relação ao aço, corroendo-se preferencialmente a este.

Proteção Superficial de MetaisProcessos de proteção
Revestimentos catódicos em relação ao metal base
Acontece quando o material do revestimento émais nobre do que o material que ele estárevestindo.
Exemplo: Chapa de aço cromada. Nesse caso, a proteção contra corrosão do metal base dá-se apenas por barreira, isto é, isolando o metal base do meio através de um metal mais nobre e que irácorroer-se lentamente.

Proteção Superficial de MetaisProcessos de proteção
Revestimentos neutros em relação ao metal base
Acontece quando tratar-se de um revestimento orgânico que protege o metal base unicamente por barreira, isolando-o do meio ambiente.
Exemplo: Tintas, lubrificantes.

Proteção Superficial de MetaisProteção por revestimento de zinco
A maior utilização do zinco dá-se no revestimento do aço, devido à facilidade de aplicação, ao baixo custo e a sua elevada resistência à corrosão.Em aplicações práticas verifica-se que a velocidade da corrosão do zinco em atmosferas normais e soluções aquosas relativamente neutras é bastante baixa (1/25 da do ferro em atmosfera marítima).

Proteção Superficial de MetaisProteção por revestimento de zinco
Uma das grandes vantagens do revestimento de zinco é que, quando o mesmo sofre qualquer descontinuidade, arranhões por exemplo, expondo o aço, ele age como proteção catódica, ou seja, o ferro é protegido à custa da dissolução eletrolítica do zinco.Os produtos de corrosão do zinco poderão recobrir o aço exposto e promover a sua proteção, impedindo a continuidadedo processo corrosivo.

Proteção Superficial de MetaisProteção por revestimento de zinco
Assim temos uma tríplice proteção do revestimento de zinco:como barreira entre a atmosfera e o aço, como proteção catódica e como proteção adicional das áreas descobertas, pela deposição dos produtos provenientes da corrosão do zinco.
Proteção Superficial de MetaisProteção por revestimento de zinco
A vida útil do revestimento é proporcional à sua espessura.Esta espessura deve ser uniforme em toda a sua extensão, pois a vida da proteção será medida sempre pelos pontos de menor espessura, que se corroeram primeiro, invalidando as áreas mais espessas.

Proteção Superficial de MetaisProteção por revestimento de zinco
Aplicação
Os produtos zincados são ideais onde se procura a resistência e a rigidez do aço associadas a resistência à corrosão, mesmo quando quando a peça será submetida à abrasão e a deformações, tais como o dobramento.Na maioria das aplicações as superfícies zincadas podem ser utilizadas sem nenhuma proteção adicional, entretanto em meios fortemente agressivos, ou onde deseja-se um acabamento estético, o produto poderá receber pintura.

Proteção Superficial de MetaisProteção por revestimento de zinco
Valorprotetivo

Proteção Superficial de MetaisProteção por revestimento de zinco
Processos de zincagem
Zincagem a quente ( a fogo ou por imersão )
A zincagem a quente explora a afinidade térmica existente entre o ferro e o zinco.Quando se imerge uma superfície de ferro, suficientemente limpa, em um banho de zinco fundido, a cerca de 450º C, ela adquire uma capa de ligas superpostas. A mistura obtida é um arranjo ordenado das distintas fases da liga Fe-Zn, terminando com zinco puro.

Proteção Superficial de MetaisProteção por revestimento de zinco
Processos de zincagem
Zincagem a quente ( a fogo ou por imersão )
A temperatura relativamente baixa em que se operam estas reações não modificam substancialmente as propriedades do metal base.

Proteção Superficial de MetaisProteção por revestimento de zinco
Processos de zincagem
Zincagem a quente ( a fogo ou por imersão )
Os fatores que influenciam na formação e crescimento da camada são:- Tempo de imersão- Composição do metal base, principalmente a % de silício- Rugosidade superficial (maior área para reação)- Limpeza do metal base- Velocidade de retirada da peça de dentro do banho

Proteção Superficial de MetaisProteção por revestimento de zinco

Proteção Superficial de MetaisProteção por revestimento de zinco
Tratamentos posteriores
Normalmente as peças são resfriadas rapidamente, para permitir seu manuseio e limitar o aumento de espessura das camadas de ligas intermediárias, pois estas camadas quando atingem a superfície fazem com que esta fique com uma cor cinza-escura.

Proteção Superficial de MetaisProteção por revestimento de zinco
Tratamentos posteriores
Após isto, a peça pode receber um tratamento de passivação à base de ácido crômico, que fará com que o revestimento de zinco adquira uma capa protetora, dando um tom amarelado à superfície zincada.

Proteção Superficial de MetaisProteção por revestimento de zinco
Eletrodeposição do zinco
Neste processo o revestimento de zinco é obtido por via eletrolítica.Na eletrodeposição os depósitos são constituídos de zinco puro, e têm uma ductilidade grande, podendo ser facilmente trabalhados. A espessura pode ser controlada pela densidade de corrente e pelo tempo de imersão no banho.

Proteção Superficial de MetaisProteção por revestimento de zinco
Eletrodeposição do zinco
Em comparação com o processo de zincagem a quente, vamos obter camadas de zinco mais finas, porém mais uniformes. Como a proteção dada pelo zinco é proporcional à sua espessura, na zincagem eletrolítica teremos uma proteção menos duradoura.Este processo é usado principalmente para peças pequenas e de formatos complexos, tais como pequenos parafusos, peças com pequenos orifícios, etc.
Proteção Superficial de MetaisProteção por revestimento de zinco
Metalização do zinco
Neste processo o metal é depositado pelo jato de uma pistola de metalização.As camadas aplicadas são constituídas de pequenas partículas achatadas e se caracterizam por um grau variável de porosidade.A dureza da partícula é normalmente maior do que a do mesmo metal em outra forma metalúrgica, devido àdeformação mecânica e ao resfriamento brusco da partícula no momento em que atinge a superfície a ser revestida.

Proteção Superficial de MetaisProteção por revestimento de zinco
Metalização do zinco
Torna-se uma das maiores vantagens da metalização a possibilidade de aplicar camadas de zinco virtualmente sem restrição quanto à espessura de camada. Além disso, é um processo rápido, econômico e que pode ser executado com equipamento facilmente móvel, em peças de qualquer tamanho e sem aumento de temperatura para estas. Os poros porventura existentes fecham-se rapidamente pelos produtos da corrosão do zinco, impedindo a continuação do ataque.
Proteção Superficial de MetaisFosfatização
A fosfatização é um processo de revestimento de metais com camadas inorgânicas, não metálicas, que ajudam a evitar a corrosão.Desde há muito tempo já se conhecia o valor da proteção dada por fosfatos sobre uma superfície metálica. Entretanto, o que tornou economicamente viável este processo foi àdescoberta de aceleradores da reação, o que reduziu o tempo para a formação de uma camada de fosfato, que era em torno de uma hora, para tempos de 1 a 5 min. àtemperatura entre 50°C a 90°C.
Proteção Superficial de MetaisFosfatização
Finalidades e propriedades das camadas de fosfato
A fosfatização é usada como proteção para aços, zinco, alumínio e suas ligas.O tratamento é muito simples e muito barato, se comparado com revestimentos metálicos.Fosfatos se depositam em todos os lugares de uma peça, uniformemente, mesmo em superfícies complicadas. O aumento de espessura da peça tratada varia somente entre 1 a 10 mícron.

Proteção Superficial de MetaisFosfatização
Finalidades e propriedades das camadas de fosfato
A peça não aumenta de peso, não muda suas propriedades magnéticas e não sofre tensões. A camada de fosfato tem uma resistência elétrica grande. Oferecem uma excelente preparação para pintura, evitando também a propagação da ferrugem embaixo das camadas orgânicas. Banhos de fosfato não são venenosos. Além disso, camadas de fosfato vêm sendo usadas como lubrificantes em deformações a frio e no atrito de peças móveis.

Proteção Superficial de MetaisFosfatização
Valor protetivo da camada de fosfato
A camada de fosfato é composta de cristais de sais inorgânicos, os quais não fecham completamente a superfície, mas deixam uma porosidade de 0,5 a 1%. Esta porosidade faz com que peças fosfatizadas, sem tratamento posterior, enferrujem quando expostas a uma atmosfera úmida.

Proteção Superficial de MetaisFosfatização
Valor protetivo da camada de fosfato
Peças fosfatizadas devem ser oleadas ou pintadas logo em seguida a fosfatização.Uma grande vantagem oferecida pela camada de fosfato éque, além de oferecer uma ótima ancoragem para a tinta, no caso de um rompimento da camada de pintura, o fosfato evita uma propagação da ferrugem embaixo da mesma.

Proteção Superficial de MetaisFosfatização
Composição do banho de fosfatização
Os processos de fosfatização são baseados em fosfato de manganês ou de zinco, sendo que para fosfatização em camadas ultraleves, usa-se fosfatos de álcalis ou de amônia.Os oxidantes, que diminuem o tempo da fosfatização para 1 a 5 min, além de manter constante a composição do banho, são nitratos, nitritos, cloretos e água oxigenada.
Proteção Superficial de MetaisO processo de fosfatização
O processo de fosfatização compõe-se das seguintes etapas:
a. desengraxamento em soluções alcalinas quentes ou orgânicas;
b. remoção da ferrugem e outras impurezas por meios mecânicos (jateamento de areia),ou químicos (decapagem com ácidos);
c. lavagem quente ou fria;d. fosfatização;e. lavagem quente ou fria;f. passivação à base de ácido crômico (x4);g. Secagem ao ar ou por estufa.

Proteção Superficial de MetaisFosfatização
O processo de fosfatização
As instalações usadas para execução da fosfatização podem ser classificadas em três grupos principais:
a. por imersão;b. a jato;c. processo eletrolítico.

Proteção Superficial de Metais
Pintura
Na proteção contra a corrosão, à pintura constitui sem dúvida, o método mais utilizado pelas vantagens de eficiência, facilidade de execução e baixo custo que apresenta. A estes fatores alia-se ainda efeito estético e decorativo que, via de regra, a pintura confere aos elementos pintados.

Proteção Superficial de Metais
Pintura
O que é tinta?
Tinta é um produto composto de pigmentos sólidos de propriedades específicas, dispersos em um meio orgânico apropriado, com características que permitam sua aplicação fácil e promovam a formação de uma película sólida, contínua, uniforme, aderente, decorativa e/ou protetiva do substrato.Uma tinta é composta de:1. Pigmento 2. Veículo 3. Solventes 4. Aditivos

Proteção Superficial de Metais
Pintura
Pigmentos:
São partículas sólidas, totalmente insolúveis no veículo e que permanecem em suspensão. São responsáveis pela cor, poder de cobertura e outras propriedades, como os pigmentos inibidores da corrosão.Dividem-se em: orgânicos, inorgânicos e metálicos.

Proteção Superficial de MetaisPintura
Pigmentos:
Os mais importantes são:· Óxido de FerroUsado em tintas com veículo sintético ou epóxi. Sua proteção érestrita mas seu custo é o menor entre os pigmentos anticorrosivos, sua cor é marrom - avermelhado.· ZarcãoComposto de Pb3O4 usado em tintas à base de óleo, sintéticos, epóxi, borracha clorada, etc. Confere ao substrato ferroso proteção anódica. Permite pintura sobre pequenas oxidações, principalmente em tintas à base de óleo. Sua cor élaranja.·

Proteção Superficial de Metais
PinturaPigmentos:
· Cromato de ZincoUsado geralmente em veículos sintéticos onde a solubilidade do radical é a responsável pelas propriedades inibidoras da corrosão.· Zinco em póConfere ao substrato ferroso a proteção catódica sendo que os “primers” com este tipo de pigmento são chamados de tintas ricas em zinco, por conter na película seca 92% de zinco.· Cromato de ChumboÉ um pigmento laranja ou amarelo, confundido algumas vezes com o zarcão, porém de ação bem menos efetiva.

Proteção Superficial de Metais
Pintura
Veículos:
É o responsável pela formação da película de tinta. Quimicamente é constituído de polímeros lineares que, por mecanismos diversos, transformam-se em polímeros tridimensionais (resinas).É o aglomerante do pigmento e confere impermeabilidade, continuidade e flexibilidade à tinta, além de proporcionar a aderência da mesma sobre a superfície que esta sendo pintada

Proteção Superficial de Metais
Pintura
Veículos:
. Os principais veículos de tintas para manutenção industrial são:· Alquídicos (ou sintéticos)São produtos resultantes da reação química de um poliálcool com um poliácido associados com óleos vegetais. São utilizados na fabricação de fundos e esmaltes sintéticos, muito usados pelo seu baixo custo.
·
Proteção Superficial de Metais
Pintura
Veículos:
Vinílicos Resistente a ácidos, tendência ao amarelamento e a calcinação quando em uso externo. Não propaga chama.
· Borracha CloradaResistente a ácidos ou alcalinos fracos, grande impermeabilidade à umidade.Não deve entrar em contato com óleos ou graxas ou em superfícies acima de 70° C.·

Proteção Superficial de Metais
Pintura
Veículos:
SilicatosResistência à temperatura (até 600° C) e a umidade.
· AcrílicosAlto brilho, alta resistência ao intemperísmo.
· Epóxi Resistente a óleos, solventes, alta umidade, agentes químicos agressivos, apresenta perda de brilho e calcinação quando exposta ao sol.

Proteção Superficial de Metais
Pintura
Veículos:
PoliuretanoCom alto preço é usado mais para acabamento por sua resistência à luz solar. Possui as vantagens da tinta epóxi.
· SiliconeResistência à temperatura (até 600° C) e a umidade.

Proteção Superficial de Metais
Pintura
Solventes:
O solvente é o componente que dissolve a resina, além de permitir a obtenção da viscosidade adequada para a aplicação da tinta. Chama-se de SOLVENTE o veículo volátil utilizado na fabricação da tinta e de DILUENTE ou THINNER o solvente adicionado à tinta, pelo pintor, no momento da aplicação. Normalmente, a tinta é fornecida na viscosidade adequada para aplicação a pincel ou rolo; para aplicação a revólver, geralmente, é necessária a adição de diluente.

Proteção Superficial de Metais
Pintura
Aditivos:
Os aditivos não são elementos essenciais à tinta, porém, conferem algumas propriedades adicionais, melhorando algumas de suas características.Os principais aditivos são: os secantes, os plastificantes, os antimofos, os anti-sedimentação, os antiespumantes e os dispersantes.

Proteção Superficial de MetaisPintura
Pintura industrial
Para que se obtenha a melhor proteção de Instalações e equipamentos industriais, alguns fatores básicos devem ser considerados:
•· boa preparação da superfície a ser pintada,
•· perfeita aplicação dos produtos escolhidos,
•· boa qualidade da tinta a ser utilizada
•· seleção adequada do esquema de pintura a ser utilizado.
Proteção Superficial de MetaisPintura
Preparação de superfície
A preparação da superfície constitui-se das seguintes etapas:
· Limpeza com solventesNeste processo, o objetivo é a eliminação dos óleos, resíduos gordurosos, graxas, etc., das superfícies a serem pintadas antes da remoção da ferrugem, carepa de laminação, etc.·

Proteção Superficial de Metais
Preparação de superfície
Limpeza manualO método consiste em raspagem e escovamento de maneira minuciosa, para que sejam removidas as camadas de óxidos, as carepas de laminação não aderentes, tintas soltas e partículas estranhas não aderentes. São usados raspadores, escovas de arame, marteletes, lixas, etc.
· Limpeza com ferramentas mecânicasÉ um processo análogo ao anterior, porém mais eficiente utilizando-se ferramentas elétricas, ou pneumáticas: escovas rotativas, lixadeiras, marteletes vibratórios, esmeril e pistolas de agulha são os equipamentos mais usados.
Pintura

Proteção Superficial de Metais
Preparação de superfície
· Limpeza com jato abrasivoO jateamento com materiais abrasivos é o método mais
eficiente para o tratamento de um substrato. O processo consiste na projeção de partículas abrasivas sobre a superfície mediante jatos de ar comprimido. Essas partículas podem ser metálicas (carborundum, óxido de alumínio) ou areias do tipo silicoso, isentas de argila e sal.
Pintura

Proteção Superficial de MetaisPintura
Preparação de superfície
· O controle da limpeza por jateamento é feito através da norma sueca SIS 05 59 00 que define através de padrões visuais 4 graus de limpeza:
Sa 1 - jateamento ligeiro (brush off)Sa 2 - jateamento comercialSa 2 1/2 - jateamento quase branco (near white)Sa 3 - jateamento ao metal branco

Proteção Superficial de MetaisPintura
Processos de aplicação
Uma boa técnica de pintura recomenda (com raras exceções) que a primeira demão de tinta seja aplicada a pincel para melhor umectação da superfície.

Proteção Superficial de MetaisPintura
Processos de aplicação
Os processos de aplicação são:- pincel- rolo- pulverização convencional- pulverização air less- pulverização eletrostática- imersão- eletrodeposição

Proteção Superficial de MetaisPintura
Processos de aplicação
Mais recentemente foram desenvolvidos processos modernos como o de deposição eletrostática, usando-se tinta em pó(epóxi, epóxi poliéster, etc.), com posterior aquecimento em estufa por quinze a vinte minutos a temperaturas entre 160° C e 180° C.

Proteção Superficial de MetaisPintura
Seleção e qualidade da tinta
Toda tinta deve ser selecionada de maneira adequada para proteger a superfície contra corrosão, considerando-se sempre aspectos econômicos e técnicos. A qualidade da tinta égarantida quando o usuário inspeciona todas as suas características na ocasião do seu recebimento ou quando ela éfornecida por fabricante idôneo, que garanta o seu desempenho.
Proteção Superficial de MetaisPintura
As tintas são divididas em três grupos:
· Tintas de fundo ou primersSão normalmente responsáveis pela proteção contra a corrosão e pela aderência do esquema ao substrato.
· Tintas intermediáriasSão normalmente tintas de menor custo, que tem a finalidade básica de conferir maior espessura ao revestimento.·

Proteção Superficial de Metais
Pintura
Tintas de acabamentoAs que estão diretamente em contato com o meio agressivo, devendo ter, portanto, resistência química a ele. São responsáveis também, pela estética do esquema de pintura, devendo manter durante o tempo mais longo possível o brilho, quando a tinta original for brilhante, e a cor.
Proteção Superficial de Metais
Pintura
Tintas de aderência, “primers” de aderência ou "wash primers".
Existem algumas tintas que não se enquadram nos grupos anteriormente descritos, pois sua função principal é a de possibilitar a aderência entre o substrato e o esquema de pintura. A necessidade de sua utilização ocorre quando da pintura de metais não ferrosos, do zinco (superfícies zincadas), alumínio, etc ou de aços inoxidáveis.

Proteção Superficial de Metais
Pintura
Seleção de esquemas
Aliada ao tipo de superfície, à agressividade do ambiente éque define a seleção do esquema de pintura a empregar. Os ambientes podem ser classificados em:
Normais Úmidos ou Submersos
Industriais Marítimos

Proteção Superficial de Metais
Pintura
Seleção de esquemas
Ambientes normais:São aqueles em que os equipamentos estão livres dos elementos contaminantes da atmosfera. A ação destrutiva sobre a película resume-se a: raios solares, umidade média e variações de temperatura. Nestes. equipamentos recomenda-se:
Para ambientes abrigados:Fundo: Primer sintético com óxido de ferroAcabamento: Esmalte sintético

Proteção Superficial de Metais
Pintura
Seleção de esquemas
Ambientes normais:
Para ambientes abrigados com respingos de água:Fundo: Primer epóxi com óxido de ferro ou epóxi zarcãoAcabamento: Epóxi amina.
Para ambientes desabrigados:Fundo: Primer com epóxi zarcãoAcabamento: Esmalte acrílico

Proteção Superficial de Metais
Pintura
Seleção de esquemas
Ambientes úmidos ou submersos:
Neste ambiente emprega-se revestimento que atua por barreira, associado a pigmentos à base de zinco para tinta de fundo. São muito empregados para estes ambientes, sistemas à base de borracha clorada, epóxi betuminosos e até mesmo sistemas vinílicos. Não são recomendáveis produtos saponificáveis.

Proteção Superficial de MetaisPintura
Seleção de esquemas
Ambientes úmidos ou submersos:
Equipamentos constantemente imersos em contato com lodo:Fundo: Epóxi rico em zinco ou alcatrão epóxi alta espessuraAcabamento: Alcatrão epóxi alta espessura
Equipamentos às vezes imerso:Fundo: Borracha clorada ou epóxi pigmentado com óxido de ferro ou zinco.Acabamento: Borracha clorada ou poliuretano, respectivamente.
Proteção Superficial de Metais
Pintura
Seleção de esquemas
Ambientes industriais:
São ambientes sujeitos a impurezas (poeiras intensivas, fuligem, fumaças), emanações gasosas, por exemplo, umidade, etc. Nestes ambientes, conforme o tipo de ataque, são utilizados esquemas de pintura com pigmentos tais como o zarcão e veículos do tipo epóxi, éster de epóxi, vinílicos e poliuretano.

Proteção Superficial de Metais
Pintura
Seleção de esquemas
Ambientes marítimos:
Neste caso a seleção fundamental diz respeito ao “primer” anticorrosivo a ser escolhido. Deve-se optar de preferência por “primers” de ação tais como os ricos em zinco que podem ainda ser orgânicos ou Inorgânicos. É também de grande valor a zincagem das peças quando possível. Quanto aos acabamentos, poderemos citar epóxi sem solventes, borracha clorada, poliuretânicos e também vinílicos.
Proteção Superficial de Metais
Pintura
Seleção de esquemas
Estruturas zincadas devem ser inicialmente pintadas com “wash-primer” para conseguir-se aderência suficiente para a tinta de acabamento.
Em caso de manutenção parcial, quando apenas algumas áreas da estrutura vão ser reparadas, o esquema de pintura deve ser aplicado apenas nessas áreas, sendo que, por questões estéticas a última demão da tinta de acabamento deve ser aplicada em toda a superfície da estrutura, com um tipo de tinta especificado caso a caso, que deve ser compatível com a tinta antiga.

Proteção Superficial de MetaisAnodização do alumínio
A anodização é um processo eletroquímico que possibilita a formação de uma película controlada de óxido de alumínio na superfície da peça pela passagem de uma corrente elétrica através de um eletrólito ácido, tendo a própria peça de alumínio como ânodo.

Proteção Superficial de MetaisAnodização do alumínio
Uma das características do alumínio e suas ligas é a autoproteção contra a corrosão ambiental pela formação espontânea de uma fina película de óxido de alumínio, ao primeiro contato com o oxigênio do ar, agindo como uma capa protetora e interrompendo a formação de nova camada de óxido.
Proteção Superficial de MetaisAnodização do alumínio
Dependendo do objetivo que se quer atingir com a peça de alumínio (dureza, resistência à corrosão, resistência ao desgaste, isolamento térmico, brilho especular, etc), o processo de anodização permite a obtenção de espessuras variáveis na película de óxido natural.

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
Antes da anodização há cinco estágios de preparação de superfícies, que são fundamentais para a qualidade final do processo:
· 1. GancheiraTrata-se da fixação dos perfis de alumínio em gancheiras de alumínio ou titânio. O contato perfil-gancheira deve ser firme de modo a não permitir deslocamentos durante a movimentação da carga pelos vários tanques ou pela agitação de ar utilizado em alguns tanques da linha de anodização.

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
2. DesengraxeServe para limpar os perfis, removendo gorduras, óleo e outros resíduos aderentes ao metal. O tanque contém uma solução aquosa levemente alcalina. Dependendo do acabamento superficial desejado, pode-se adicionar solventes, emulsões de limpeza e inibidores de alcalinidade.
· 3. LavagemFeita com água e sempre repetida depois de cada estágio. Obviamente seu objetivo é remover resíduos da etapa anterior na superfície da peça.

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
· 4. FosqueamentoPode ser considerado como uma limpeza da peça em processo. No entanto, o tratamento com solução alcalina (usualmente hidróxido de sódio) resulta em um acabamento fosco, sendo este o tipo de acabamento superficial nos perfis de alumínio para aplicação arquitetônica.· .

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
· 5. NeutralizaçãoO objetivo é neutralizar os efeitos dos resíduos alcalinos, bem como dissolver compostos formados em decorrência das reações químicas dos elementos de liga de alumínio durante o fosqueamento. Utiliza-se uma solução ácida (usualmente ácido nítrico) e o processo deve ser controlado sobretudo em termos de concentração de solução e tempo de tratamento

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
· Anodização
É um aumento, de maneira controlada e uniforme, da camada superficial de óxido de alumínio. Essa camada protetora será tanto mais eficiente quanto maior for a sua espessura, aliada a fatores tecnológicos específicos de processo.

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
· Anodização
São necessários quatro componentes para que ocorra o processo eletroquímico através do qual a espessura da camada de óxido de alumínio atinja a espessura desejada:· 1. O eletrólito
Normalmente uma solução aquosa de ácido sulfúrico, como uma concentração de ordem de 15 a 20% em peso.· 2. A corrente elétrica
Que deve passar entre a peça de alumínio (ânodo) e o cátodo imerso no eletrólito.

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
· Anodização
3. O ânodoConstituído pelas próprias peças de alumínio em
processamento.· 4. O cátodo
Constituído por peças de alumínio ou chumbo e usualmente dispostas nas laterais dos tanques dos banhos de anodização.

Proteção Superficial de MetaisAnodização do alumínio
Processo de anodização
O que ocorre, resumidamente, é o seguinte: a passagem de uma corrente elétrica contínua (CC) entre os dois pólos conduz ao desprendimento de hidrogênio no cátodo (-) e de oxigênio no ânodo (+), devido ao processo de eletrólise da água (solução aquosa alcalina). O oxigênio do ânodo reage imediatamente com o alumínio formando o filme de óxido de alumínio (Al2O3), que recobre de modo uniforme toda a peça. O filme é claro, transparente e duro. Dependendo da técnica utilizada pode ser brilhante ou opaco (fosco).

Proteção Superficial de MetaisAnodização do alumínio
Processos de coloração do alumínio
O que foi descrito até agora retrata o processo usual de anodização natural fosca. É possível também se obter peças de alumínio anodizado colorido graças às características de transparência e porosidade do filme anódico.Basicamente há três processos de coloração do alumínio:· Utilizando-se pigmentos inorgânicos (sais metálicos), ou corantes orgânicos (anilina).· Utilizando-se um eletrólito especial (ácido orgânico) em concomitância com a composição química da liga de alumínio.· Utilizando-se a deposição de sais metálicos através de uma técnica de corrente alternada (CA).

Proteção Superficial de MetaisAnodização do alumínio
Selagem
É o estágio final no processo de anodização, independente do mesmo ser natural fosco, natural brilhante ou colorido, que confere à camada anódica sua resistência química e mecânica.

Proteção Superficial de MetaisAnodização do alumínio
Aplicações
A anodização pode ser usada para fins: decorativos, protetores e técnicos.
· DecorativosSão aqueles que utilizam propriedades particulares da camada anódica tais como conservação do estado da superfície e possibilidade de coloração.

Proteção Superficial de MetaisAnodização do alumínio
Aplicações
ProtetoresBaseia-se na resistência de camada anódica à corrosão atmosférica.· TécnicosEstas aplicações estão ligadas mais diretamente às propriedades intrínsecas do óxido de alumínio do que a propriedades da camada anódica, apesar de ambas estarem intimamente relacionadas.Três propriedades se destacam nessas aplicações: dureza, a ação como isolante elétrico e resistência àabrasão.

Proteção Superficial de MetaisEletrodeposição
Eletrodeposição é um tipo de acabamento superficial usado tanto para proteção superficial, como para fins estéticos e para conferir determinadas características ao metal, tais como condutividade elétrica e dureza superficial.O termo eletrodeposição significa revestir um objeto com uma fina camada e metal, com o uso da eletricidade. Os metais normalmente usados são: o ouro, a prata, o cromo, o cobre, o níquel e o zinco, mas muitos outros podem ser usados. A eletrodeposição é usualmente feita sobre metais, mas pode também ser feita sobre não metais, como os plásticos, por exemplo.

Proteção Superficial de MetaisEletrodeposição

Proteção Superficial de Metais
Eletrodeposição do Cromo
O revestimento de cromo é muito usado pelas suas características de alto brilho e dureza superficial. Entretanto, no caso do revestimento do aço sabemos que, diferentemente do zinco, em caso de rompimento da camada de cromo, formar-se-á um par galvânico onde o aço será sacrificado.O cromo dificilmente é depositado sozinho. Normalmente uma camada de cobre e uma fina camada de níquel servem de base para a camada final de cromo, dura e brilhante.
Proteção Superficial de MetaisEletrodeposição do Cromo
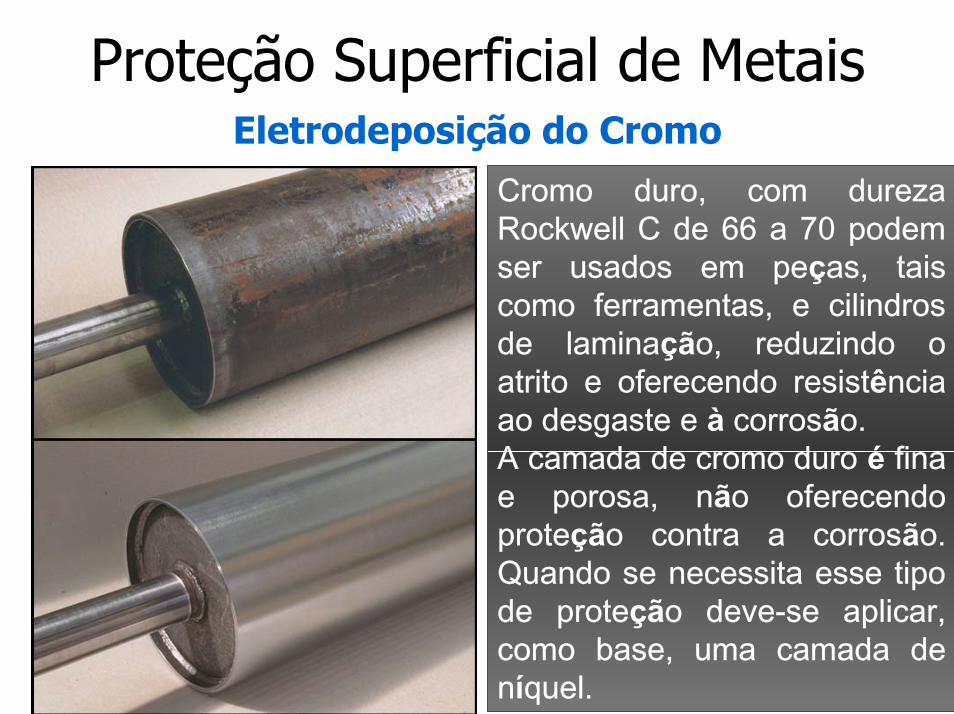
Cromo duro, com durezaRockwell C de 66 a 70 podem ser usados em peças, tais como ferramentas, e cilindros de laminação, reduzindo o atrito e oferecendo resistência ao desgaste e à corrosão.A camada de cromo duro é fina e porosa, não oferecendo proteção contra a corrosão. Quando se necessita esse tipo de proteção deve-se aplicar, como base, uma camada de níquel.

Proteção Superficial de Metais
Eletrodeposição do Cromo
A limpeza prévia da peça, e o controle do banho são essenciais para obter-se uma boa deposição.A concentração da solução, os tempos de imersão, a densidade de corrente, o número de anodos e seu formato dependem basicamente das características da peça a ser revestida.