Qual-Mgt2_S06

of 58
Transcript of Qual-Mgt2_S06
-
8/2/2019 Qual-Mgt2_S06
1/58
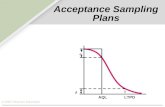
IE 3265R. Lindeke, Ph. D.
Quality Management in POM Part 2
-
8/2/2019 Qual-Mgt2_S06
2/58
Topics
Managing a Quality System Total Quality Management (TQM)
Achieving Quality in a System Look early and often
6 Sigma an approach & a technique Make it a part ofthe process
The Customers Voice in TotalQuality Management QFD and the House ofQuality
Quality Engineering Loss Function Quality Studies Experimental Approaches
T.M.; FMEA; Shainin
-
8/2/2019 Qual-Mgt2_S06
3/58
Taguchis Loss Function
Taguchi defines Quality Level ofaproduct as the Total Loss incurredby society due tofailure ofaproduct toperform as desired
when it deviates from the deliveredtarget performance levels.
This includes costs associatedwith poorperformance, operatingcosts (which changes as a product
ages) and any added expensesdue to harmful side effects oftheproduct in use
-
8/2/2019 Qual-Mgt2_S06
4/58
Exploring the Taguchi Method
Considering the LossFunction, it is quantifiable
Larger is Better:
Smaller is Better:
Nominal is Best:
2
1( ) L y k y
! - 2
( ) L y ky!
2
( ):
m is the target of the
process specification
L y k y mwhere
!
-
8/2/2019 Qual-Mgt2_S06
5/58
Considering the Cost ofLoss
k in the L(y) equation is found from:
02
0
0
0
is cost of repair or replace
a product and must include
loss due to unavailability
during repairis the functional limit on
y of a product where it would
fail to perform its function
half the
Ak
A
!(
(
time
-
8/2/2019 Qual-Mgt2_S06
6/58
Loss Function Example: (nominal isbest)
We can define a processes averageloss as:
s is process (product) StandardDeviation
ybar is process (product) mean
22 L k s y m ! -
-
8/2/2019 Qual-Mgt2_S06
7/58
Example cont.
A0 is $2 (a very low numberof this type!)found by estimating that the loss is 10% ofthe $20 product cost when a part is exactly8.55 or 8.45 units
Process specification is: 8.5+.05 units
Historically: ybar
= 8.492 and s = 0.016
-
8/2/2019 Qual-Mgt2_S06
8/58
Example Cont.
Average Loss:
Ifwe make 250,000 units a year
Annual Loss is $64,000
2 222 0.016 8.492 8.500
.05
800 .00032 $0.256
L
L
!
- ! !
-
8/2/2019 Qual-Mgt2_S06
9/58
Fixing it
Shift the Mean tonominal
Reduce variation(s = 0.01)
Fix Both!
22800 .016 0 $0.2048
Annual Loss is $51200 about 20% reduction
L ! !-
22800 .010 .008 $0.1312
Annual Loss is $32800 about 50% reduction
L ! !-
22800 .010 0 $0.08
Annual Loss is $20000 about 66% reduction
L ! !-
-
8/2/2019 Qual-Mgt2_S06
10/58
Taguchi Methods
Help companies toperform the Quality Fix! Quality problems are due to Noises in the product or
process system
Noise is any undesirable effect that increasesvariability
Conduct extensive Problem Analyses
Employ Inter-disciplinary Teams
Per form Designed Experimental Analyses Evaluate Experiments using ANOVA and Signal-
to noise techniques
-
8/2/2019 Qual-Mgt2_S06
11/58
Defining the Taguchi Approach
The Point Then Is To ProduceProcesses Or Products The Are
ROBUST AGAINST NOISES Dont spend the money to eliminate all
noise, build designs (product andprocess) that can perform as desired low variability in the presence ofnoise!
WE SAY:ROBUSTNESS = HIGH QUALITY
-
8/2/2019 Qual-Mgt2_S06
12/58
Defining the Taguchi Approach
Noise Factors Cause Functional Variation
They Fall IntoThree Classes
1. Outer Noise Environmental Conditions 2. Inner Noise Lifetime Deterioration
3. Between Product Noise Piece To Piece
Variation
-
8/2/2019 Qual-Mgt2_S06
13/58
Taguchi
Method isStep-by-Step:
-
8/2/2019 Qual-Mgt2_S06
14/58
Defining the Taguchi Approach
TO RELIABLY MEET OUR DESIGNGOALS MEANS: DESIGNINGQUALITY IN!
We find that Taguchi consideredTHREE LEVELS OF DESIGN:
level 1: SYSTEM DESIGN
level 2: PARAMETER DESIGN level 3: TOLERANCE DESIGN
-
8/2/2019 Qual-Mgt2_S06
15/58
Defining the Taguchi ApproachSYSTEM DESIGN:
All About Innovation NewIdeas, Techniques,Philosophies
Application OfScience AndEngineering Knowledge
Includes Selection Of:
Materials
Pr ocesses
Tentative Parameter Values
-
8/2/2019 Qual-Mgt2_S06
16/58
Defining the Taguchi ApproachParameterDesign:
Tests For Levels OfParameterValues
Selects "Best Levels" For Operating
Parameters to be Least Sensitive toNoises
Develops Processes Or ProductsThat Are Robust
A Key StepTo Increasing QualityWithout Increased Cost
-
8/2/2019 Qual-Mgt2_S06
17/58
Defining the Taguchi ApproachTolerance Design:
A "Last Resort" Improvement Step
Identifies Parameters Having thegreatest Influence On Output
Variation
Tightens Tolerances On TheseParameters
Typically Means Increases InCost
-
8/2/2019 Qual-Mgt2_S06
18/58
Selecting Parameters for Study and
Contr
ol
Select The Quality Characteristic
Define The Measurement Technique
Ennumerate, Consider,And Select TheIndependent Variables And Interactions
Brainstorming
Shainins technique where they are determined by
looking at the products FMEA failure mode and effects analysis
-
8/2/2019 Qual-Mgt2_S06
19/58
Preliminary Steps in Improvement
Studies To Adequately Address The Problem At
Hand We Must:1. Understand Its Relationship With The Goals
We Are Trying To Achieve2. Explore/Review Past Performance compareto desired Solutions
3. Prepare An 80/20 Or Pareto Chart OfThesePast Events
4. Develop A "Process Control" Chart -- ThisHelps To Better See The Relationshipbetween Potential Control And NoiseFactors
A Wise Person Can Say: A ProblemWell Defined IsAlreadyNearly Solved!!
-
8/2/2019 Qual-Mgt2_S06
20/58
Going Down the ImprovementRoad
Start By Generating The ProblemCandidates List:
Brainstorm The Product Or Process Develop Cause And Effects (Ishikawa)Diagrams
Using Process Flow Charts ToStimulate Ideas
Develop Pareto Charts For QualityProblems
-
8/2/2019 Qual-Mgt2_S06
21/58
DEVELOPING A Cause-and-EffectDiagram:
1. Construct A Straight Horizontal Line (Right Facing)
2. Write Quality Characteristic At Right
3. Draw 45 Lines From Main Horizontal (4 Or 5) For MajorCategories: Manpower, Materials, Machines, Methods And
Environment
4. Add Possible Causes By Connecting Horizontal Lines To 45"Main Cause" Rays
5. Add More Detailed Potential Causes Using Angled Rays ToHorizontal Possible Cause Lines
-
8/2/2019 Qual-Mgt2_S06
22/58
Generic Fishbone C&E Diagram
-
8/2/2019 Qual-Mgt2_S06
23/58
Building the Experiment WorkingFrom a Cause & Effect Diagram
-
8/2/2019 Qual-Mgt2_S06
24/58
Designing A Useful Experiment
Taguchi methods use a cookbookapproach!! Building Experiments forselected factors on the C&E Diagram
Selection is from a discrete set ofOrthogonal Arrays
Note: an orthogonal array (OA) is a specialfractional factorial design that allows studyofmain factors and 2-way interactions
-
8/2/2019 Qual-Mgt2_S06
25/58
T.M. Summary
Taguchi methods (TM) are product orprocess improvement techniques thatuse DOE methods for improvements
A set ofcookbook designs are available and they can be modified to build arich set ofstudies (beyond what wehave seen in MP labs!)
TM requires a commitment to complete
studies and the discipline to continue inthe face ofsetbacks (as do all qualityimprovement methods!)
-
8/2/2019 Qual-Mgt2_S06
26/58
Simplified DOE
Shainin Tools these are a series ofsteps to logically identify the rootcauses ofvariation
These tools are simple to implement,statistically powerful and practical
Initial Step is to sample product (overtime) and examine the sample lots forvariability to identify causative factors
this step is called the multi-vari chartapproach Shainin refers to root cause factors as the
Red X, Pink X, and Pink-Pink X causes
-
8/2/2019 Qual-Mgt2_S06
27/58
Shainins
ExperimentalApproachesto QualityVariability
Control:
-
8/2/2019 Qual-Mgt2_S06
28/58
Shainin Ideas exploring
further Red X the primary cause ofvariation
Pink X the secondarycauses ofvariation
Pink-Pink X significant butminor causes ofvariation (afactor that still must becontrolled!)
Any otherfactors should besubstituted by lower costsolutions (wider tolerance,cheaper material, etc.)
-
8/2/2019 Qual-Mgt2_S06
29/58
Basis ofShainins QualityImprovement Approaches
As Shainin Said: Dont ask the engineers, theydont know, ask the parts
Contrast with Brainstorming approach ofTaguchiMethod
Multi-Vari is designed to identify the likely homeofthe Red X factors not necessarily the factorsthemselves
Shainin suggests that we look into three sourceofvariation regimes:
Positional
Cyclical
Temporal
-
8/2/2019 Qual-Mgt2_S06
30/58
Does themean shiftin time orbetween
productsor is theproduct(alone)showing
thevariability?
-
8/2/2019 Qual-Mgt2_S06
31/58
Positional Variations:
These are variation within a givenunit (ofproduction)
Like porosity in castings or cracks
Or acr oss a unit with many parts like a
transmission, turbine or circuit board
Could be variations by location inbatch loading processes
Cavity to cavity variation in plastic injectionmolding, etc.
Various tele-marketers at a fund raiser
Variation from machine-to-machine,person-to-person orplant-to-plant
-
8/2/2019 Qual-Mgt2_S06
32/58
Cyclical Variation
Variation between consecutiveunits drawn from a process(consider calls on a softwarehelp line)
Variation AMONG groups ofunits
Batch-to Batch Variations
Lot-to-lot variations
-
8/2/2019 Qual-Mgt2_S06
33/58
Temporal Variations
Variations from hour-to-hour
Variation shift-to-shift
Variations from day-to-day Variation from week-to-week
-
8/2/2019 Qual-Mgt2_S06
34/58
Components Search the
prerequisites The technique is applicable (primarily) inassbly operations where good units andbad units are found
Per formance (output) must be measurableand repeatable
Units must be capable ofdisassembly andreassembly without significant change inoriginal performance
There must be at least 2 assemblies or
units one good, one bad
-
8/2/2019 Qual-Mgt2_S06
35/58
The procedure:
Select the good and bad unit
Determine the quantitative parameterby which to measure the units
Dissemble the good unit reassemble and measure it again.Disassemble and reassemble thenmeasure the bad units again. If the
differenceD
between good and badexceeds the d difference (withinunits) by 5:1, a significant andrepeatable difference between goodand bad units is established
-
8/2/2019 Qual-Mgt2_S06
36/58
Procedure (cont.)
Based on engineering judgment, rank thelikely component problems, within a unit, indescending orderofperceived importance.
Switch the top ranked component from the
good unit to the bad unit or assembly withthe corresponding component in the badassembly going to the good assembly.Measure the 2 (reassembled) units.
Ifthere is no change: the good unit stays goodbad stays bad, the top guessed component (A) isunimportant goon to component B
Ifthere is a partial change in the twomeasurements A is not the only importantvariable. A could be a Pink X family. Goon toComponent B
Ifthere is a complete reversal in outputs oftheassemblies, A could be in the Red X family. Thereis nofurther need for components search.
-
8/2/2019 Qual-Mgt2_S06
37/58
Procedure (cont.)
Regardless ofwhich ofthe threeoutcomes above are observed,restore component A to the originalunits to assure original conditionsare repeated. Then, repeat theprevious 2 steps for the next mostimportant components: B, C, D, etc.ifeach swap leads to no or partial
change Ultimately, the Red X family will be
IDd (on complete reversal) or twoormore Pink X orpale Pink X families
ifonly partial reversals are observed
-
8/2/2019 Qual-Mgt2_S06
38/58
Procedure (cont.)
With the important variablesidentified, a capping run with thevariables banded together as goodor bad assemblies must be used toverify their importance
Finally, a factorial matrix, using data
generated during the search, isdrawn to determine, quantitatively,main effects and interactive effects.
-
8/2/2019 Qual-Mgt2_S06
39/58
Paired Comparisons
This is a technique likecomponents search butwhen products do not lendthemselves to disassembly
(perhaps it is a component in acomponent search!) Requires that there be several
Good and Bad units that canbe compared
Requires that a suitableparameter can be identified todistinguish Good from Bad
-
8/2/2019 Qual-Mgt2_S06
40/58
Steps in Paired Comparison
1. Randomly select one Good and one Bad unit callit pairone
2. Observe the differences between the 2 units these
can be visual, dimensional, electrical, mechanical,chemical, etc. Observe using appropriate means (eye,optical or electron microscopic, X-ray, Spectrographic,tests-to-failure, etc)
3. Select a 2nd pair, observe and note as with pair 1.
4. Repeat with additional pairs until a pattern ofrepeatability is observed between goods & bads
-
8/2/2019 Qual-Mgt2_S06
41/58
Reviewing:
The previous (three methods) are ones thatfollowed directly from Shainins talk to theanimals (products) approach
In each, before we began actively specifying
the DOE parameters, we collect as muchinformation as we can from good or badproducts
As stated by one user: The product solutionwas sought forover 18 months, we talked to
engineers & designers; we talked toengineering managers, even productsuppliers all without a successful solution,butwe nevertalkedtothe parts. With thecomponent search technique we identified
the problem in just 3 days
-
8/2/2019 Qual-Mgt2_S06
42/58
Taking the Next step: Variables
Search The objective is to Pinpoint the Red X, Pink X and one to three (more) critical
interacting variables
Its possible that the Red X is due to strong interactions between
twoor more variables Finally we are still trying to separate the important variables fromunimportant ones
Variables search is a way to get statistically significantresults without executing a large numberofexperimental
runs (achieving knowledge at reduced c
ost) It has been shown the this binary comparison technique
(on 5 to 15 variables) can be successful in 20, 22, 24 or26 runs vs. 256, 512, 1024, etc. runs using traditionalDOE
-
8/2/2019 Qual-Mgt2_S06
43/58
Variables Search is a 2 stage
process:1. List the important input variables as chosen by
engineering judgment (in descending orderofability to influence output)
2. Assign 2 levels to each factor a best andworst level (within reasonable bounds)
3. Run 2 experiments, one with all factors at bestlevels, the second with all factors at worstlevels. Run two replications sets
4. Apply the D:d u 5:1 rule (as above)
5. Ifthe 5:1 ratio is exceeded, the Red X iscaptured in the factor set tested.
STAGE 1:
-
8/2/2019 Qual-Mgt2_S06
44/58
Stage 1 (cont):
6. Ifthe ratio is less than 5:1, the right factors are notchosen or 1 or more factors have been reversedbetween best & worst levels. Disappointing, but notfatal!
a. Ifthe wrong factors were chosen in opinion ofdesign team decide on new factors and rerun Stage 1
b. Ifthe team believes it has the correct factors included, but somehave reversed levels, run B vs. C tests on each suspiciousfactor to see iffactor levels are in fact reversed
c. One could try the selected factors (4 at a time) using fullfactorial experiments could be prone tofailure too ifinteracting factors are separated during testing!
-
8/2/2019 Qual-Mgt2_S06
45/58
Moving on to Stage 2:1. Run an experiment with AW (a at worst level) and the
rest offactors at best levels (RB)a) Ifthere is no change in best results in Stage 1 step 3, factor A is
in fact unimportantb) Ifthere is a partial change from best results toward Worst
results A is not the only important factor. A could be Pink Xc) Ifa complete reversal in Bestto Worst results in Stage 1 step 3,
A is the Red X
2. Run a second test with AB and RWa) Ifno change from Worstresults in Stage 1 the topfactor A is
further confirmed as unimportantb) Ifthere is a partial change in the worst results in Stage 1 toward Best results A is further confirmed as a possible PinkX factor
c) Ifa complete reversal Best results in Stage 1 areapproximated, A is reconfirmed as the Red X
-
8/2/2019 Qual-Mgt2_S06
46/58
Continuing Stage 2:
3. Per form the same component search swapofstep 1 & 2 for the rest ofthe factors to separateimportant from unimportant factors
4. Ifno single Red X factor, but twoor three PinkX factors are found, perform a capping orvalidation experiment with the Pink Xs at thebest levels (remaining factors at their worstlevels). The results should approximate thebest results ofStep 3, Stage 1.
5. Run a second capping experiment with Pinksat worst level, the rest at Best level shouldapprox. the worst results in Step 3, Stage 1.
-
8/2/2019 Qual-Mgt2_S06
47/58
Variables Search Example:
Press Brake Op
eration A press brake was showing high variability with poor CPK
The Press Brake was viewed as a Black Magicoperation the worked sometimes then went bad for noreason
Causes ofthe operational variability were hotly debated,Issues included: Raw Sheet metal
Thickness
Hardness
Press Brake Factors (some which are difficult or impossible tocontrol)
The company investigated new P. Brakes but observedno realistic and reliable improvements Even high cost automated brakes sometimes produced poor
results!
-
8/2/2019 Qual-Mgt2_S06
48/58
A Variables Search wasPerformed
Goal was to consistently achieve a s.005tolerance (or closer!)
6 Factors were chosen:
A. Punch/Die Alignment B: Aligned, W: notSpecially Aligned
B. Metal Thickness B: Thick, W: Thin
C. Metal Hardness B: Hard, W: Soft
D. Metal Bow B: Flat, W: Bowed
E. Ram Storage B: Coin Form, W: Air Form
F. Holding Material B: Level, W: Angle
Results reported in Process Widths which istwice tolerance, in 0.001 units
-
8/2/2019 Qual-Mgt2_S06
49/58
Results:
STAGE 1 Pr ocess Width (x.001)
All Best All W orst
Initial 4 47
Rep 1 4 61
D = 50; d = 7 D:d 7:1 (> 5:1) so a significantrepeatable difference; Red X (or Pink Xs) capturedas a factor
-
8/2/2019 Qual-Mgt2_S06
50/58
-
8/2/2019 Qual-Mgt2_S06
51/58
Factorial Analysis: D & F
D Best D Worst
F Best 4, 4, 3, 5, 7,
7, 4Avg: 4.9
23, 18
Avg: 20.5
Row Sum:
25.4
F Worst 73, 20
Avg: 51.5
47, 102, 61
47, 72, 70,
20; Avg: 57.8
Row Sum:109.3
DiagonalSum: 72
Column Sum:56.4
Column Sum:78.3
DiagonalSum: 62.7
-
8/2/2019 Qual-Mgt2_S06
52/58
Factorial Analysis:
20.5 51.8 4.9 51.5 78.3 56.4
2 2
10.95
51.5 57.8 4.9 20.5 109.3 25.4
2 2
41.95
72 62.7
2
4.7
1 2D. Sum D. Sum
(interaction)2
D
F
DF
! !
!
! !
!
! !
!
-
8/2/2019 Qual-Mgt2_S06
53/58
Factorial Analysis:
Factor G is Red X: It has a 41.9 main effecton the process spread
Factor D is a Pink X with 10.9 main effect onprocess spread
Their interaction is minor with a contributionof4.9 toprocess spread
With D & F controlled, using a holding fixtureto assure level and reduction in bowing (butwith hardness and thickness tolerancesopen up leading to reduced raw metal costs)the process spread was reduced to 0.004(s.002) much better than the original targetofs.005 with an observed CPK of2.5!
-
8/2/2019 Qual-Mgt2_S06
54/58
Introduction to Failure Mode andEffects Analysis (FMEA)
Tool used to systematically evaluate a product,process, or system
Developed in 1950s by US Navy, for use with flightcontrol systems
Today its used in several industries, in manyapplications products
processes
equipment
software service
Conducted on new or existing products/processes
Presentation focuses on FMEA for existing process
-
8/2/2019 Qual-Mgt2_S06
55/58
Benefits ofFMEA
Collects all potential issues intoone document Can serve as troubleshooting guide Is valuable resource for new employees at the process
Provides analytical assessment ofprocess risk
Prioritizes potential problems at process Total process risk can be summarized, and compared toother
processes to better allocate resources
Serves as baseline forfuture improvement at process Actions resulting in improvements can be documented Personnel responsible for improvements can gain recognition
Controls can be effectively implemented Example: Horizontal Bond Process: FMs improvedby 40%;
causes improvedby 37%. Overall risk in half in about3 months.
-
8/2/2019 Qual-Mgt2_S06
56/58
FMEA Development
Assemble a team ofpeople familiar withprocess
Brainstorm process/product related defects(Failure Modes)
List Effects, Causes, and Current Controlsfor each failure mode
Assign ratings (1-10) for Severity,Occurrence, and Detection for each failuremode 1 is best, 10 is worst
Determine Risk Priority Number (RPN) foreach failure mode Calculated as Severity x Occurrence x Detection
-
8/2/2019 Qual-Mgt2_S06
57/58
Typical FMEA Evaluation Sheet
-
8/2/2019 Qual-Mgt2_S06
58/58
Capturing The Essence ofFMEA
The FMEA is a tool to systematicallyevaluate a process orproduct
Use this methodology to: Prioritize which processes/ parameters/
characteristics to work on (Plan) Take action to improve process (Do) Implement controls to verify/validate
process (Check) Update FMEA scores, and start focusing
on next highest FM or cause (Act Plan)