RDC 17.doc
27
RDC 17 - Foco na Validação A ANVISA publicou recentemente a Resolução RDC Nº 17, em 16/04/2010, que dispõe sobre as “Boas Práticas de Fabricação de Medicamentos”. Esta resolução revogou a RDC Nº 210, que estava em vigor desde 2003. Neste documento selecionei os pontos importantes sobre as exigências para a validação térmica de equipamentos. No documento RDC 17 – Pontos importantes, separei os artigos relacionados com a atividade de validação térmica. Temos no art. 463 a exigência de se realizar uma validação através ensaios e testes ou com base em dados históricos, sendo recomendada a validação com base em evidencias obtidas por meio de testes. É permitida a utilização de carga que simule as condições do processo e estas cargas, simuladas ou não, devem sempre representar o pior caso, para demonstrar a robustez do processo. Para a realização dos ensaios termométricos requeridos numa validação, o operador deverá possuir experiência e qualificação apropriada, conforme o art. 466. É importante lembrar que não possuímos hoje um curso de formação ou especialização nesta área, e com isso o operador deverá buscar cursos específicos ministrados por profissionais que tenham em seu currículo cursos internacionais para esta atividade. Por mais de uma vez esta resolução menciona que a validação deve ser realizada de acordo com um protocolo previamente elaborado e devidamente aprovado, incluindo os procedimentos que serão seguidos. No art 469 encontramos a exigência de se validar todos os equipamentos, incluindo suas utilidades. Com isto em mente, não podemos dar início a validação térmica de uma autoclave, se a incubadora que irá incubar os indicadores biológicos não
-
Upload
goldminer2 -
Category
Documents
-
view
26 -
download
1
Transcript of RDC 17.doc

RDC 17 - Foco na Validação
A ANVISA publicou recentemente a Resolução RDC Nº 17, em 16/04/2010, que dispõe sobre as “Boas Práticas de Fabricação de Medicamentos”. Esta resolução revogou a RDC Nº 210, que estava em vigor desde 2003. Neste documento selecionei os pontos importantes sobre as exigências para a validação térmica de equipamentos. No documento RDC 17 – Pontos importantes, separei os artigos relacionados com a atividade de validação térmica.
Temos no art. 463 a exigência de se realizar uma validação através ensaios e testes ou com base em dados históricos, sendo recomendada a validação com base em evidencias obtidas por meio de testes. É permitida a utilização de carga que simule as condições do processo e estas cargas, simuladas ou não, devem sempre representar o pior caso, para demonstrar a robustez do processo.
Para a realização dos ensaios termométricos requeridos numa validação, o operador deverá possuir experiência e qualificação apropriada, conforme o art. 466. É importante lembrar que não possuímos hoje um curso de formação ou especialização nesta área, e com isso o operador deverá buscar cursos específicos ministrados por profissionais que tenham em seu currículo cursos internacionais para esta atividade.
Por mais de uma vez esta resolução menciona que a validação deve ser realizada de acordo com um protocolo previamente elaborado e devidamente aprovado, incluindo os procedimentos que serão seguidos.
No art 469 encontramos a exigência de se validar todos os equipamentos, incluindo suas utilidades. Com isto em mente, não podemos dar início a validação térmica de uma autoclave, se a incubadora que irá incubar os indicadores biológicos não estiver validada, assim como não podemos iniciar a validação térmica de um túnel de esterilização se o refrigerador que armazena as endotoxinas não estiver validado.
É obrigatória a realização das etapas de qualificação de instalação (QI), de operação (QO) e de desempenho (QD) para todos os equipamentos críticos, incluindo suas utilidades. Uma vez concluída estas etapas satisfatoriamente, temos que avaliar quais qualificações serão repetidas anualmente (ou intervalo determinado com base em dados históricos). Normalmente, quando um equipamento é instalado, aprovado na qualificação de instalação e não sobre nenhuma alteração, a QI não precisa mais ser repetida.
Nos artigos 481 e 482 temos que todos padrões utilizados devem ser calibrados e rastreados à RBC (Rede Brasileira de Calibração), e deverão possuir uma etiqueta ou método de identificação que indique a data da calibração e da próxima re-calibração.
Toda validação térmica deverá possuir um relatório, o qual deve incluir no mínino, o protocolo que foi seguido, título, objetivo do estudo, e ainda detalhes de materiais, equipamentos, programas e ciclos, e todos os procedimentos seguidos e métodos utilizados.

O relatório deverá apresentar o resultado, avaliação e comparação com os critérios de aceitação de todos desafios realizados.
Se no relatório final houver desvios e resultados fora dos limites estabelecidos, estes deverão ser investigados, e se for necessário, estudos termométricos adicionais deverão ser realizados. No caso dos desvios serem aceitos, estes deverão ser justificados.
O relatório final deve indicar de forma clara se a qualificação e/ou validação do equipamento foi bem sucedida. Todas as pessoas envolvidas neste processo deverão aprovar o relatório final.
A qualificações são dividas em 4 etapas: qualificação de projeto (QP), qualificação de instalação (QI), qualificação de operação (QO) e qualificação de desempenho (QD). Os procedimentos de operação, manutenção e calibração devem ser preparados independentemente e avaliados durante a qualificação.
Cada etapa das qualificações deverá fornecer evidencias documentada, de que o equipamento atende totalmente as especificações. No QP, o projeto deverá atender requerimentos do usuário e das Boas Práticas de Fabricação. No QI é verificado se as especificações de operação do equipamento foram atendidas, e se os procedimentos de manutenção, operação e calibração estão de acordo com as recomendações do fabricante. No QO é verificado se as utilidades estão de acordo com o especificado para o correto funcionamento do equipamento. Nesta etapa o equipamento será desafiado para demonstrar sua capacidade de operar dentro dos limites operacionais. Serão desafiados também todos os controles de operação e alarmes. No QD, é verificado se o equipamento possui desempenho consistente de acordo com as especificações de uso em rotina.
RDC 17 – Foco na Esterilização
A ANVISA publicou recentemente a Resolução RDC Nº 17, em 16/04/2010, que dispõe sobre as "Boas Práticas de Fabricação de Medicamentos". Esta resolução revogou a RDC Nº 210, que estava em vigor desde 2003. Neste documento selecionei os pontos importantes sobre as exigências para a Esterilização. No documento RDC 17 – Pontos importantes, separei os artigos relacionados com a atividade de validação térmica.
Logo no início do Capítulo V - Esterilização, verificamos que a ANVISA segue a mesma tendência que os demais órgãos reguladores internacionais, onde a esterilização por calor é o método preferencial para esterilização do produto em seu recipiente final.
No artigo 351 está indicada a exigência de validação de todos os processos de esterilização, considerando as diferentes cargas. Desta maneira, na validação de uma carga, deverá ser levando em consideração os limites de carga mínima e máxima, e estas deverão ser avaliadas. No 2º parágrafo está indicado que o processo de esterilização deve seguir a descrição das farmacopéias, e como em todas elas o documento "Technical Monograph nº1 do PDA (Parental Drug Association)" é usado como sugestão de referencia técnica a ser seguida, sua utilização é adequada na determinação dos critérios de aceitação do processo de esterilização.

A exigência contida no artigo 352 está transcrito abaixo e é auto-explanatório. O destaque está na periodicidade das revalidações, que devem ser no mínimo anuais.
Art. 352 - Antes da adoção de qualquer processo de esterilização, a sua eficácia e sua adequabilidade devem ser comprovadas por meio de testes físicos (inclusive testes de distribuição e penetração de calor) e pelo uso de indicadores biológicos, no sentido de que sejam atingidas as condições de esterilização desejadas em todos os pontos de cada tipo de carga a ser processada.§ 1º O processo deve ser submetido à revalidação periódica, pelo menos anualmente, e sempre que tiverem sido realizadas mudanças significativas na carga a ser esterilizada ou no equipamento.§ 2º Os resultados devem ser registrados.
As exigências para a demonstração de uma esterilização efetiva são:
Todo material deverá atingir a letalidade mínima;
Todos os materiais dentro da autoclave devem entrar em contato com o vapor saturado ou com a água, à temperatura exigida e durante todo o tempo estipulado;
Todos os ciclos deverão possuir um registro impresso;
Os indicadores biológicos deverão ter resultados negativos e são considerados como um método adicional de monitoramento, e sua utilização não substituí os controles físicos;
Os valores de temperatura registrados deverão ser obtidos no ponto mais frio da câmara de esterilização (determinado na validação) e deverão ter os seus registros confrontados contra um segundo sensor de temperatura independente, na mesma posição;
O tempo de esterilização deverá iniciar somente quando a carga atingir a temperatura necessária, e sua duração deverá ser determinada para cada tipo de carga. É importante lembrar que para soluções aquosas, dependendo do volume, temos que garantir que o frasco seja exposto à temperatura de esterilização, pois o líquido deverá ser avaliado por letalidade e não temperatura de esterilização;
Durante a fase de secagem ou resfriamento, deverá ser demonstrada a eficiência do sistema em impedir a contaminação da carga esterilizada;
Os materiais a serem esterilizados (quando não são produtos contidos em recipientes selados) devem ser embrulhados em materiais que permitam a remoção de ar e a penetração de vapor, mas que evitem a re-contaminação após a esterilização;
Deve ser assegurado que o vapor utilizado na esterilização seja de qualidade adequada ao processo e que não contenha aditivos em quantidades que possam causar contaminação do produto ou do equipamento.

É permitida também a utilização de indicadores químicos no monitoramento dos ciclos de esterilização, porem estes também não devem substituir os controle físicos.
No artigo 360, temos que a esterilização a vapor ocorre por contato e condução térmica em soluções aquosas, e portanto somente materiais permeáveis ao vapor e soluções aquosas poderão utilizar este método de esterilização. A temperatura e a pressão deverão ser monitoradas durante o processo, através de um registrador independente do controle do equipamento. Se na fase de condicionamento forem utilizados pulsos de vácuo, é necessária a realização rotineira do teste de estanqueidade da câmara interna, conhecido como "Leak Test".
RDC 17 – Pontos ImportantesA ANVISA publicou recentemente a Resolução RDC Nº 17, em 16/04/2010, que dispõe sobre as “Boas Práticas de Fabricação de Medicamentos”. Esta resolução revogou a RDC Nº 210, que estava em vigor desde 2003. Esta nova resolução tem 65 páginas e pouco mais de 600 artigos. Neste documento separei os artigos importantes para a atividade de validação térmica.
No artigo 13, 3º parágrafo, fica evidenciada a necessidade da realização de qualificações e validações, por pessoas qualificadas e treinadas, utilizando equipamentos adequados, com procedimentos e instruções vigentes. Para que possamos demonstrar que atendemos a essas exigências, temos que documentar o treinamento dos técnicos que fazem as medições termométricas, demonstrar que os procedimentos adotados estão de acordo com as normas técnicas vigentes, nacionais e internacionais, assim como que os sistemas de aquisição de dados atendem as exigências de especificação contidas nestas normas.
No Capítulo IV, que trata de Qualificação e Validação (Artigos 15 a 25), temos que a validação térmica de um equipamento deve ser realizada com base nos aspectos críticos do processo, e que os desafios deverão estar definidos e documentados no plano mestre de validação. Todas as atividades envolvidas na validação térmica deverão ser conduzidas de acordo com um protocolo previamente aprovado. O resultado da qualificação e validação deste equipamento deverá fornecer evidencias de que atende as especificações da qualificação de projeto (QP), qualificação de instalação (QI), qualificação de operação (QO) e qualificação de desempenho (QD). Após a aprovação formal do relatório final de validação térmica, deve-se elaborar um programa de monitoramento desta validação, pois atingir a validação térmica de um equipamento não isenta o usuário de verificar se os resultados obtidos serão mantidos até a próxima re-validação.
Temos no Art. 25. que “Devem ser validados também os procedimentos de limpeza, os métodos analíticos e os sistemas computadorizados.” e no que tange os sistemas computadorizados, surgem os primeiros problemas para a realização desta atividade. Muitos fornecedores de equipamentos encaram esta exigência com abertura do programa de seus equipamentos, e quebra do segredo de produção de seus sistemas. Diante desta atitude temos hoje que esta etapa não é realizada com base nesta justificativa. A melhor maneira de se atender a esta exigência, sem abrir o programa, é a realização de testes simulando entradas e verificando se as saídas são de acordo com o especificado.

Esta resolução estabelece também as obrigações do contratante e do contratado para a prestação de serviço de testes, conferindo ao contratante as seguintes obrigações:
Avaliar a competência do contratado para realizar os testes;
Assegurar em contrato que os princípios de BPF sejam seguidos;
Fornecer todas as informações necessárias para que o contratado possa realizar corretamente os testes.
Ao contratado ficam as obrigações de:
Possuir instalações, equipamentos e conhecimentos adequados;
Experiência e equipe qualificada para realizar os testes contratados;
Não terceirizar os testes contratados;
Abster-se que qualquer atividade que possa afetar de forma negativa o equipamento a ser testado.
O contrato que será firmado entre as partes deverá ter os seus aspectos técnicos elaborados por pessoas que tenham conhecimento do processo produtivo, controle de qualidade e BPF.Pouco antes de entrarmos nas exigências sobre os equipamentos, temos no o artigo 117, na Seção III, que as áreas de armazenamento que requerem condições especiais de controle de temperatura e umidade, devem ser controladas, monitoradas e registradas, a fim de evidenciar que sejam mantidas dentro dos limites de temperatura e umidade requeridas. Com isso surge também a necessidade de se desafiar estas áreas para verificar se os pontos de monitoramento representam a realidade de toda a área. Dependendo das condições ambientes e tamanho da área, os estudos de temperatura e umidade deverão ser conduzidos em estações climáticas diferentes, para garantir que área mantenha o mesmo comportamento o ano todo.Da mesma maneira que no artigo 139 temos a exigência de que os equipamentos sejam projetados, construídos e mantidos de forma que sejam compatíveis com as operações a serem realizadas, temos que utilizar um sistema de aquisição de dados que também atenda a esta exigência, realizando manutenções preventivas que garantam sua operação conforme o

projetado. Portanto um coletor de dados desenvolvido para monitoramento de ambientes, não deve ser utilizado para validação térmica, pois não foi projetado para esta finalidade.Está indicada no artigo 205 a permissão para que os dados primários coletados durante uma validação térmica sejam armazenados eletronicamente, e que o acesso aos sistemas eletrônicos deve ser restrito por senhas. No artigo 579, temos a exigência de que somente pessoas autorizadas podem tratar os dados, e no 1º parágrafo deste artigo, que a restrição por senhas evite que pessoas não autorizadas incluam, excluam ou alterem dados do sistema.De acordo com o artigo 231, os Procedimentos Operacionais Padrão para as atividades desenvolvidas na validação térmica deverão estar disponíveis para os técnicos que irão realizar os desafios de validação. Estes procedimentos são específicos de operação do sistema de aquisição de dados, e independente do POP do cliente.A empresa prestadora de serviço de validação térmica, para atender o artigo 241, 244 e 268, deverá manter registros de seus equipamentos principais e críticos, de qualificação, calibração, manutenção, limpeza ou reparos, incluindo data e identificação das pessoas que realizaram essas operações. Deverá possuir também procedimento que comprove as regras de segurança de seus sistemas informatizados, a manutenção destes sistemas e recuperação/backup de dados.
Validação do Processo de Esterilização, ABNT NBR ISO 17665-1:2010 – Itens 1 ao 4
Como toda norma técnica, temos no item 1 o escopo, no item 2 as referencias e no item 3 os termos e definições, e a partir do item 4 começam os requisitos. No final da norma existem os anexos com exemplos e informações para auxiliar o usuário no seu processo de validação. Uma das diferenças entre a ABNT ISO NBR 11134 e esta norma está no item 4, onde surge o requisito de um sistema da qualidade. O sistema da qualidade já possui uma norma técnica específica, que é a ISO 13485:2003 - Dispositivos médicos - Sistemas de gestão da qualidade - Requisitos para propósitos regulatórios. Para efeitos desta norma, o item 4 não requer que o usuário possua um sistema de gestão da qualidade implantado na sua totalidade, sendo requerido somente implementar quatro itens, como segue: Uma das diferenças entre a ABNT ISO NBR 11134 e esta norma está no item 4, onde surge o requisito de um sistema da qualidade. O sistema da qualidade já possui uma norma técnica específica, que é a ISO 13485:2003 - Dispositivos médicos - Sistemas de gestão da qualidade - Requisitos para propósitos regulatórios. Para efeitos desta norma, o item 4 não requer que o usuário possua um sistema de gestão da qualidade implantado na sua totalidade, sendo requerido somente implementar quatro itens, como segue:
Documentação: todos os procedimentos deverão ser escritos e aprovados por signatário responsável. Deverão possuir controle de emissão e revisão de maneira a garantir que a versão mais nova esteja sempre sendo utilizada. Responsabilidade pelo gerenciamento: Uma pessoa deverá ser encarregada de gerenciar todos os documentos envolvidos no processo de validação e suas responsabilidades deverão estar descritas.

Realização do produto: Todos os produtos que estiverem envolvidos no processo de esterilização deverão possuir especificação para compra, identificação e rastreabilidade. Um programa de calibração também deverá ser elaborado e colocado em prática para todos os componentes críticos do processo, incluindo os critérios de aceitação. Controle de produto não conforme: Deverá ser elaborado um documento para o controle de produto fora de especificação, com as ações corretivas e preventivas a serem seguidas.
Validação do Processo de Esterilização, ABNT NBR ISO 17665-1:2010 – Introdução
No dia 22 de fevereiro entrou em vigor a norma técnica ABNT NBR ISO 17665-1:2010 – "Esterilização de produtos para saúde – Vapor Parte 1: Requisitos para o desenvolvimento, validação e controle de rotina nos processos de esterilização de produtos para saúde", que é a tradução da norma ISO 17665-1:2006, o que mostra que a ABNT, através do seu comitê técnico CB26, ainda esta demorando 4 anos para traduzir uma norma, porem já é um avanço se compararmos com a ABNT NBR ISO 11134:2001 que demorou 7 anos para ser traduzida a partir da ISO 11134:1994.
Esta norma além de cancelar e substituir a ABNT NBR ISO 11134:2001, muda totalmente a sistemática adotada até hoje nas validações de processos de esterilização. Ela segue a nova tendência de normatização, onde cada norma técnica trata somente do seu escopo, permitindo que o usuário adote outras referências técnicas para atender os requisitos.
Outro ponto positivo desta norma é que sua estrutura foi muito bem elaborada, permitindo que os usuários possam concluir as etapas da validação sem a obrigatoriedade de se concluir uma etapa satisfatoriamente antes de iniciar a próxima. Esta estrutura também permite que o usuário possa aplicar esta norma para outros processos, conforme indicado na NOTA do item 1.1.1 "Embora o escopo desta parte da ABNT ISO 17665 seja limitado para produtos para saúde (medical devices), ela especifica requisitos e estabelece orientações que podem ser aplicáveis para outros produtos para saúde (health care products). Coloquei em parêntesis o texto em inglês da palavra "saúde", pois da maneira que foi feita a tradução pode causar um erro de interpretação. Com isso podemos nos valer desta norma, por exemplo, para validar o processo de termodesinfeção.
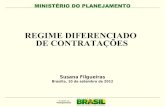
Flange – Conexão de Entrada para TermoparesOs sensores de temperatura, pressão e ou umidade deverão ser instalados no equipamento de maneira a garantir o mesmo estado de operação do equipamento. Isto significa que ao instalarmos os instrumentos de medição no equipamento, estes não poderão influenciar na operação padrão do equipamento, pois durante a validação é mandatório validar o processo real.
O transmissor (sensor) de pressão se for corretamente especificado, não oferece nenhuma dificuldade de instalação e nada influenciará na operação do equipamento. O único cuidado será para equipamentos que utilizem conexões sanitárias, pois as demais normalmente são conexões de rosca de 1/2" NPT (macho ou fêmea), sendo somente necessária a utilização de um adaptador quando a rosca for de outro tamanho ou padrão.

Os termopares (sensores de temperatura) já oferecem uma grande dificuldade para serem instalados dentro do equipamento, principalmente naqueles que trabalham com pressão positiva e/ou negativa, como esterilizadoras a vapor, liofilizadores, estufas à vácuo, etc. Como os termopares precisam ser instalados dentro dos produtos ou em contato com a superfície dentro do equipamento, o meio de condução dos valores mensurados é o próprio cabo termopar até o aparelho de aquisição de dados, e normalmente são utilizados 12 pontos de medição, surge a necessidade de se passar pela parede do equipamento 12 cabos, e esta passagem terá que ser fechada para garantir a operação padrão do equipamento.
A solução mais imediata, adotada por alguns, é de se passar os sensores pela porta do equipamento, usando a própria guarnição da porta como material de vedação. Ocorre é que a vedação da porta foi projeta para vedar superfície plana, e no momento que colocamos um fio entre a guarnição de vedação e a porta, esta não consegue vedar totalmente aquele ponto, influenciando na operação do equipamento, e por conseqüência, não se consegue reproduzir a condição real de operação, tornando todas as medições invalidas.
Uma solução prática é a confecção de uma "flange" específica para passagem de fios e que possua na extremidade de conexão com o equipamento, uma rosca de 1" NPT, convertendo assim numa conexão no equipamento similar ao do transmissor de pressão acima, onde o único cuidado é de se garantir a vedação da rosca com fita de vedação (fita veda rosca de hidráulica), deixando o problema de vedar os fios para a "flange", a qual terá na sua superfície de vedação, um "sanduiche" de material de vedação. A base da flange (parte B) terá um orifício interno de 1" por onde passaram os termopares, e na sua face haverá uma guarnição, com o mesmo diâmetro do orifício interno, de silicone, com durometria de 0,5. Esta face será vedada com um tampa (parte A) com o mesmo diâmetro, e na face que entrará em contato com a flange haverá também uma guarnição de mesmo material. A tampa será fixada na flange através de 4 parafusos. Como o fio (cabo termopar) irá passar pelo meio de duas guarnições, como um sanduiche, teremos assim uma vedação adequada, garantindo assim a operação padrão do equipamento.
Esta flange já foi desafiada várias vezes, através de testes de estanqueidade (leak test) em diversos tipos de equipamentos, e se mostrou eficaz em 100% das vezes.
A Arte e a Ciência da Qualificação de uma Autoclave a VaporIndependentemente do tipo de letalidade produzida por um processo de esterilização (calor, químico ou radiação), microorganismos, quando expostos a níveis adequados do tipo de tratamento, irão morrer de acordo com um relacionamento logarítmico entre a concentração ou população de células vivas e o tempo de exposição ou dose de radiação.
De acordo com a Norma ABNT ISO 11.134:2001, os procedimentos e as precauções utilizadas deverão garantir a probabilidade de não haver mais do que 1 microorganismo vivo em 1x106 de unidades esterilizadas, no produto final. Isto pode ser expressado como o "Sterility Assurance Level" (SAL) e deve ser igual ou maior do que 10-6.

Como a esterilização a vapor é um processo de probabilidade, e a esterilidade não pode ser garantida de forma absoluta, as autoclaves devem ser qualificadas e o procedimento de esterilização validado, com o objetivo de garantir o nível de esterilidade maior ou igual a 10-6.
As seguintes etapas devem ser seguidas, para se alcançar a validação do processo de esterilização:
Qualificação de Especificação (QE): comprovação que a configuração da autoclave está capacitada para executar o processo de esterilização ou descontaminação desejado; Qualificação do Projeto (QP): comprovação que os desenhos, layouts e demais determinações estão em conformidade com as especificações e com as metas pré-estabelecidas, e que atendam as normas e recomendações vigentes; Qualificação de Instalação (QI): comprovação que os sistemas de fornecimento de insumos para o equipamento estão dentro das especificações do projeto; de que as normas de segurança foram seguidas; e que o mesmo está apto para o funcionamento; Qualificação de Operação (QO): comprovação que o equipamento e seus acessórios são capazes de operar dentro das especificações pré-estabelecidas; Qualificação de Desempenho (QD): comprovação da capacidade de reprodutibilidade da autoclave e do processo de esterilização, mantendo a qualidade do produto.Os protocolos gerados para cada uma das etapas, deverão conter: identificação da instituição; data de elaboração; objetivo; dados do equipamento; descrição do processo; localização do equipamento; um campo para assinaturas das pessoas envolvidas; índice; e serem elaborados com base nas normas e recomendações vigentes que serão seguidas.
É importante lembrar que o envolvimento dos departamentos de administração, manutenção, produção e controle de qualidade, no processo de validação, é a única maneira de se concluir com êxito todas as etapas da qualificação.
Quando a validação for executada em uma planta já operacional, as etapas de QE e QP devem ser realizadas de forma retrospectiva, onde as não conformidades encontradas, se houverem, deverão ser indicadas e justificadas, e as ações apropriadas, tomadas para garantir que estas não influenciem o produto final.
Uma vez concluída a validação do processo de esterilização, teremos alcançado demonstradamente que a autoclave e produto nela esterilizado ou descontaminado, estão atingindo a reprodutibilidade desejada, dentro da qualidade exigida, e que os métodos utilizados levam seguramente ao resultado previsto.
Validação do Processo de Esterilização – ABNT ISO 11.134:2001Muitas vezes somos induzidos a assumir que para conseguirmos validar um processo de esterilização temos que substituir o nosso equipamento. Na realidade este processo é basicamente o mesmo desde a sua criação, em 1880, pelo pesquisador Charles Chamberland (1851 a 1908), onde as diferenças são que os equipamentos evoluíram para

melhorar o controle das fases do ciclo de esterilização e dispositivos de segurança e registro.
Para que possamos ter sucesso na validação, devemos primeiramente certificar que todas as pessoas envolvidas neste processo estejam cientes e determinadas a colaborar, fornecendo todos os subsídios necessários para a conclusão das etapas envolvidas. Essas pessoas irão compor uma comissão de validação, que poderão ser dos seguintes setores:
Central de Materiais Centro Cirúrgico CCIH Direção Fornecedores Prestadores de Serviços Manutenção
A primeira etapa será a elaboração dos protocolos de validação, e para cada um deles deveremos sempre observar dois pontos importantes: garantia da esterilização e rastreabilidade. Devemos elaborar no mínimo os protocolos abaixo, ficando a cargo da comissão de validação os demais protocolos pertinentes ao processo.
Qualificação de Instalação Qualificação de Operação Qualificação de Desempenho
É importante lembrar que estes protocolos deverão ser elaborados com base em normas técnicas vigentes, recomendações técnicas de associações de classe e recomendações do fabricante. Os protocolos deverão informar todos procedimentos a serem realizados e os resultados esperados de cada etapa, incluindo a justificativa para cada critério de aceitação adotado. Deverão ser fornecidos meios de comprovar que estes critérios irão garantir que, quando alcançados, os materiais processados no equipamento estarão esterilizados. Esta comprovação deverá ser obtida por meio de testes de esterilidade.
Como o equipamento de esterilização depende diretamente das utilidades que fornecem energia elétrica, água, vapor, ar comprimido, drenagem, etc, estes devem ser testados para verificar se são capazes de atender as especificações requeridas pelo equipamento de esterilização. Especial atenção deverá ser conduzida na analise de dois componentes que interferem diretamente na qualidade do ciclo que são água e ar comprimido. Os critérios de aceitação para estes dois componentes estão contidos na ABNT ISO 11.134:2001.
O equipamento de esterilização utiliza sensores de temperatura e pressão para monitorar e controlar as fases dos ciclos. Estes instrumentos precisam ser calibrados periodicamente com o objetivo de garantir que os valores indicados por eles estejam dentro dos critérios de aceitação. Existem ainda outros instrumentos de segurança e informação que também devem ser calibrados para garantir o correto funcionamento destes, entre eles: válvulas de segurança, pressostatos, manômetros e etc.

A calibração dos sensores de temperatura e pressão deve ser realizada sempre em malha de maneira a garantir que a avaliação, e correção quando necessário, do erro destes sensores leve em consideração toda a malha, que é composta pelo sensor de temperatura, cabo de transmissão, conversor analógico/digital (quando aplicável) e CLP (Controlador Lógico Programável). Os instrumentos utilizados na calibração deverão ser rastreados à RBC (Rede Brasileira de Calibração), porem o prestador de serviços não precisa necessariamente ser da RBC. É importante que a calibração seja acompanhada por uma pessoa da comissão de validação, e o certificado de calibração avaliado por todos envolvidos.
Um instrumento de segurança que requer atenção especial é a válvula de segurança a qual precisa, por exigência da Norma Regulamentadora nº13, do Consolidado das Leis Trabalhistas, ser calibrada, conforme instruções técnicas, periodicamente por empresa pertencente à RBC. Existem ainda os ensaios de segurança que deverão ser executados por profissional qualificado, conforme exigências da NR-13 da CLT. Esses ensaios deverão ser realizados tanto no equipamento de esterilização, quanto no gerador de vapor (quando aplicável). Esses ensaios são, por exigência, realizados em todos os equipamentos novos e deverão ser repetidos dentro da periodicidade que será determinada pelo responsável pelos ensaios de segurança. Esses ensaios, são normalmente os seguintes, conforme definição do profissional que estará conduzindo os ensaios e assinando o livro de registro: (a) Ultrasom: medição de todas as soldas do equipamento; (b) Líquido penetrante: um líquido é aplicado na superfície do equipamento e quando revelado, exibe alteração de cor quando há trincas na superfície avaliada; (c) Teste hidrostático: consiste em pressurizar a câmara interna/externa com água, a uma pressão superior a pressão de trabalho do equipamento, para verificar se há vazamentos.
Um plano de manutenção preventiva já deverá estar em prática antes de iniciar as qualificações do equipamento, preferivelmente dever-se-á iniciar as medições termométricas (início da qualificação de operação) no equipamento de esterilização logo após a realização de uma manutenção preventiva e da calibração dos instrumentos de controle.
A execução do protocolo para a Qualificação de Instalação deverá contemplar as especificações das utilidades requeridas pelo equipamento, local onde o equipamento será instalado, impacto na temperatura do ambiente onde o equipamento será instalado, e temperatura ambiente de funcionamento do equipamento.
Toda esta etapa é conduzida por meio de preenchimento do protocolo de qualificação, onde são observados, por exemplo, os valores indicados nos manômetros de todas as utilidades que chegam ao equipamento, confrontando com o especificado pelo fabricante. Existem algumas informações cujos dados não são obtidos por meio de uma leitura direta, como por exemplo, vazão da rede água, título do vapor, qualidade da água (a qual deverá ser confrontada com os valores contidos na ABNT ISO 11.134:2001), entre outros. Neste caso, devemos solicitar estas informações junto ao departamento técnico, o qual deverá apresentar documento contendo estas informações.
Apesar de o equipamento ter parte de sua estrutura instalada fora da área de uso diário, não significa que esta área, bem como o equipamento, deva ter pó e água no chão. Deve-se

tomar toda precaução para manter estas áreas limpas e secas, pois o pó irá entupir mais rapidamente o filtro bacteriológico utilizado para tomada de ar externo na fase de quebra de vácuo, e água no chão indica que o equipamento está com problemas mecânicos que podem interferir na esterilização.
O protocolo para a Qualificação de Operação tem por finalidade desafiar o equipamento em todas as especificações operacionais indicadas pelo fabricante e requeridas pelo usuário. Durante esta etapa serão observadas funções de controle do equipamento, como alarmes, indicadores de fases do ciclo, impressão dos valores de temperatura, pressão e tempo, e funcionamento do equipamento. Serão realizadas também medições termométricas, conhecidas com estudos de distribuição, onde não são processadas cargas durante as medições.
Estudo de distribuição
Antes de iniciarmos as medições termométricas, temos que verificar se o equipamento de aquisição de dados que será utilizado atende as especificações técnicas normatizadas; se este está dentro do prazo de calibração e se os termopares foram calibrados antes do início das medições. É importante verificar também se o programa utilizado garante a integridade dos dados, não permitindo que estes sejam alterados futuramente. A configuração mínima requerida é de 12 sensores de temperatura e um sensor de pressão, sendo que a utilização de mais termopares aumenta a confiabilidade dos dados obtidos, permitindo o monitoramento de mais pontos dentro de um mesmo item (pacote, caixa, etc).
O resultado desta calibração dos termopares antes da execução das medições deverá ser apresentado ao grupo de validação e caso surja algum dúvida sobre os dados apresentados, uma nova calibração deverá ser realizada na presença de todos, para a explanação correta deste procedimento.
A medição termométrica consiste em distribuir geometricamente no mínimo 12 sensores de temperatura dentro da câmara interna. Através de um programa dedicado, desenvolvido pelo próprio fabricante do sistema de aquisição de dados, são realizadas leituras de temperatura nestes pontos, e com base nestes valores, são realizados cálculos estatísticos para verificar o comportamento do equipamento, e confrontar os resultados obtidos com as exigências e recomendações contidas em Normas e Literaturas Técnicas, como por exemplo ABNT NBR ISO 11.134:2001. Deve-se colocar sempre um sensor junto ao sensor de controle do equipamento, para que possamos avaliar comparativamente os valores indicados e controlados pelo equipamento, com os valores registrados pelo sistema de aquisição de dados.

Figura – Exemplo Distribuição dos Sensores de Temperatura
Recomenda-se a utilização de termopares ao invés de termoresistencias, devido a sua robustez e facilidade de manuseio. Esses sensores deverão ser introduzidos no equipamento por meio de uma entrada dedicada, específica para sensores e nunca pela porta (normalmente há uma entrada em uma das laterais do equipamento). Além das medições termométricas, é realizada a medição de pressão da câmara interna, cujo valor é utilizado para se obter, com base na tabela de cálculo de temperatura x pressão de vapor saturado, a temperatura equivalente com base na pressão lida.
Como a inserção dos sensores dentro do equipamento poderá comprometer sua estanqueidade, deve-se primeiramente executar o ciclo “Leak Test” ou “Teste de Estanqueidade”, ou ainda “Teste de Vazamento”, para verificar como equipamento se encontra, e se aprovado de acordo com os parâmetros fornecidos pelo fabricante, introduz-se os sensores no equipamento e o ciclo “Leak Test” deverá ser rodado novamente. O principal objetivo do “Leak Test” é de verificar se há vazamentos pelas conexões do equipamento que possam prejudicar sua estanqueidade, interferindo diretamente na garantia da esterilização. O método mais utilizado para este teste é através da realização de um vácuo máximo no equipamento, onde esta condição deverá ser mantida por 10 minutos, sendo tolerada uma variação máxima de 1,3 mmbar/minuto (EN 285, 2006).

Nos estudos de distribuição de temperatura deverão ser realizados três repetições para cada configuração de ciclo. Muitas vezes utilizamos a mesma temperatura de esterilização, com diferentes tempos de exposição. Neste caso podemos desafiar o ciclo que tenha o maior tempo de exposição, para uma dada temperatura, desde que as fases de condicionamento (fase com pulsos de vácuo) sejam idênticas, otimizando assim as atividades de validação.
Já na fase de secagem o único critério que é observado é a capacidade do equipamento de retirar todo o vapor de dentro da câmara interna, antes que este condense. Este teste é realizado com uma redução de tempo de secagem e da abertura da porta do equipamento logo após o termino desta fase, para a verificação de ausência de condensado. O tempo mínimo de secagem deverá ser obtido no manual de operação do equipamento.
O tempo e temperatura de exposição deverão ser determinados inicialmente com base na literatura técnica e cálculos de letalidade. Inicialmente os equipamentos vêm com ciclos programados, com base em literaturas, as quais para uma temperatura de 121ºC, devemos trabalhar com 20 minutos de exposição, e para 134ºC teremos 4 minutos de exposição. CUIDADO: Os tempos aqui adotados são para serem utilizados como referencia, e nunca deverão ser adotados como padrão sem a realização da qualificação de desempenho, onde estes poderão ser reduzidos ou aumentados.
Estudos de penetração
Antes de iniciar a qualificação de desempenho do equipamento, com a realização de três estudos de penetração para cada tipo de carga, recomenda-se que o procedimento de montagem das cargas que serão processadas já esteja elaborado e que este seja seguido durante os estudos. Além da avaliação do perfil térmico e curva de pressão, nesta fase também é calculada a letalidade induzida pelo processo para alcançar a esterilização, que é expressa em minutos, e indicada como F0.
Figura – Exemplo de Distribuição de Sensores na Carga

Para determinar o valor da letalidade mínima requerida para o processo de esterilização a vapor saturado (F0), utilizamos indicadores biológicos, com Bacillus stearothermophilus como referencia.
Primeiramente temos que para o calculo de F0, algumas variáveis passaram a ter valor fixo, sendo D = 1 minuto, Z = 10ºC e temperatura referencia (Tref) = 121ºC (ABNT ISO 11134, 2001). Para alcançarmos o Nível de Esterilidade (SAL= Sterility Assurance Level) requerido, devemos garantir a probabilidade de se haver um organismo vivo e uma população inicial de 1.000.000, em outras palavras 1E-6 ao término do ciclo de esterilização.
Portanto o F0 requerido será obtido através da formula:
F0 = D x (Log(população inicial) – Log (população final))
D: fornecido junto com o indicador biológico. Ex: 1,7 minutos
Log(população inicial): fornecido junto com o indicador biológico. Ex: 4,2E6
Log(população final): 1E-6
F0 = 21,45 minutos
Portanto para uma temperatura de exposição de 121ºC, durante os estudos de penetração, deveremos ter um tempo de exposição de 22 minutos. Temos que ter cuidado no cálculo do tempo de exposição para temperaturas acima de 121ºC, pois todo o cálculo de F0 é com base na temperatura de referencia de 121ºC.
Exemplo: Qual será o tempo de exposição a 134ºC, para um F0 requerido de 21,45 minutos?
F = 1,08 minutos
Diante do resultado, temos que para alcançar a letalidade mínima de 21,45 minutos, a uma de exposição de 134ºC, será necessário um tempo de exposição de 1,08 minutos.

Nos estudos de penetração, devemos utilizar um indicador biológico junto a cada sensor de temperatura, para que possamos confrontar os valores matemáticos obtidos com o sistema de aquisição de dados, com o resultado biológico do indicador. É importante lembrar que os indicadores biológicos devem ser considerados apenas como um método adicional de monitoramento dos processos de esterilização, e não como único instrumento de desafio de um processo de esterilização.
Além de desafiarmos todas as cargas que são processadas, é recomendado que sejam desafiados todos os insumos utilizados, como campos, integradores, indicadores biológicos e etc, de diversos fabricantes, de maneira a permitir que estes sejam utilizados e substituídos sem a necessidade de uma nova validação.
O teste “Bowie & Dick” deve ser conduzido normalmente durante as qualificações de operação e desempenho, conforme instrução do fabricante do teste e do equipamento, e o resultado destes testes deverão fazer parte do relatório final de validação. A quantidade de testes “Bowie & Dick” realizados durante a toda a fase de validação vai depender diretamente da quantidade de dias necessários para concluir a validação do processo de esterilização. Por exemplo: Se todos os estudos de distribuição e penetração demorarem quatro dias, teremos no relatório final quatro testes “Bowie & Dick”.
Ao térmico de cada estudo deve-se avaliar se cargas estão saindo secas do equipamento, sendo que qualquer umidade nos pacotes ou itens esterilizados compromete diretamente a condição de “esterilizado” da carga, reprovando unilateralmente o ciclo desafiado, mesmo que este tenha alcançado o F0 requerido. Uma vez definido o tempo de secagem, para cada tipo de carga, este fará parte dos parâmetros de controle que foram validados e não poderão ser alterados sem a realização de uma revalidação.
É importante lembrar que os valores registrados pelo sistema de aquisição de dados somente poderão ser utilizados definitivamente como parâmetros da validação, após a verificação de calibração dos termopares utilizados.
As etapas de qualificação deverão ser realizadas após a conclusão satisfatória de cada etapa, não sendo permitido “pular etapas” no processo de validação.
Com a aprovação de cada etapa de qualificação, teremos o processo validado, e deveremos adotar medidas para garantir que este continue validado até a próxima revalidação que deverá ocorrer em 12 meses.
Deverão ser determinados quais componentes críticos do equipamento e utilidades, que quando substituídos, irão requerer a revalidação do equipamento antes do prazo estipulado. Alterações nas cargas também irão requerer que estas sejam revalidadas.
Se não houver nenhuma alteração nas utilidades e/ou configuração mecânica e controle do equipamento, na revalidação serão apenas repetidas as qualificações de operação e desempenho.
O Relatório final de Validação do Processo de Esterilização deverá conter:

a) Protocolos QI, QO e QD, aprovados e assinados;b) Relatório conclusivo dos estudos de distribuição e penetração;c) Todos os dados primários;d) Gráficos dos estudos de distribuição e penetração;e) Descrição das Cargas Desafiadas, com diagrama de distribuição;f) Descrição de todos os indicadores, integradores, embalagens e etc, desafiados e aprovados;g) Relatório de calibração pré e pós qualificação dos sensores de temperatura utilizados;h) Certificado de calibração da RBC, dos seguintes equipamentos: a. Sistema de Aquisição de Dados b. Padrão de Temperatura, utilizado na calibração dos termopares c. Transdutor de pressão.
É importante lembrar que o roteiro apresentado acima foi baseado em método cujo meio esterilizante é o vapor, e que poderá ser utilizado para outros processos de esterilização observando somente as referencias e literaturas técnicas específicas.