
REDIMENSIONAMENTO DE UM SISTEMA DE … Martins.pdf · máquina, o fluido ocupa um volume inicial, o...
75
Bruno Martins Trindade REDIMENSIONAMENTO DE UM SISTEMA DE BOMBEAMENTO DE ETANOL PARA O SETOR DE CARREGAMENTO DE UMA USINA SUCROALCOOLEIRA Centro Universitário Toledo Araçatuba 2015
Transcript of REDIMENSIONAMENTO DE UM SISTEMA DE … Martins.pdf · máquina, o fluido ocupa um volume inicial, o...
Bruno Martins Trindade
REDIMENSIONAMENTO DE UM SISTEMA DE BOMBEAMENTO DE
ETANOL PARA O SETOR DE CARREGAMENTO DE UMA
USINA SUCROALCOOLEIRA
Centro Universitário Toledo
Araçatuba
2015

Bruno Martins Trindade
REDIMENSIONAMENTO DE UM SISTEMA DE BOMBEAMENTO DE
ETANOL PARA O SETOR DE CARREGAMENTO DE UMA
USINA SUCROALCOOLEIRA
Trabalho de Graduação apresentado à
Faculdade Unitoledo, para cumprimento
de requisito para obtenção do Grau de
Engenheiro Mecânico, sob orientação do
Prof. Lucas Mendes Scarpin.
Centro Universitário Toledo
Araçatuba
2015
Agradecimentos
Primeiramente, agradeço a Deus, por estar sempre tão presente em todos os momentos
da minha vida, me dando forças e todas as condições possíveis para estar finalizando este
trabalho e curso.
Aos meus pais, José e Ivone, e familiares, que me deram uma ótima formação e
sempre me apoiaram e incentivaram para sempre dar o melhor de mim.
Ao meu orientador, Prof. Lucas Mendes Scarpin, pela paciência, dedicação, incentivo
e sabedoria que muito me auxiliou para a conclusão deste Trabalho.
A todos os professores do corpo docente, que me ensinaram, incentivaram e ajudaram,
contribuindo assim, para que eu pudesse crescer.

Resumo
Este trabalho apresenta uma reflexão e estudo sobre bombas centrífugas, que são um
tipo específico de turbomáquinas, utilizadas para o bombeamento de fluidos em geral,
transferindo-os de um local para outro. São utilizadas em sistemas de irrigação, saneamento
básico, distribuição de água, edifícios, indústrias em geral, dentre outros. As bombas
centrífugas são projetadas para operar de acordo com uma determinada vazão e altura
manométrica total, porém, dependendo da instalação ou condição operacional, podem ocorrer
variações nesses parâmetros. Diante disso, foi proposto desenvolver um projeto detalhado de
um sistema de bombeamento de etanol para o setor de carregamento de uma usina
sucroalcooleira, buscando a otimização de um sistema já existente. Foram levantadas as
características e dimensões da planta em análise e, em seguida, foi realizado um estudo
dirigido, a fim de se quantificar as perdas de carga do sistema, possibilitando a seleção e
especificação do mesmo. De acordo com os dados, foram apresentadas propostas para
melhorias, como a substituição de equipamentos e acessórios, possibilitando a operação de
modo satisfatório e eficiente.
Palavras chave: Perda de carga, bomba centrífuga e bombeamento.

Abstract
This work shows a reflection and study of centrifugal pumps, which are a specific type
of turbomachinery, used for pumping fluids in general, transferring them from place to place.
They are used in irrigation systems, sanitation, water distribution, buildings, industries in
general, among others. Centrifugal pumps are designed to operate in accordance with a given
flow rate and total head, however, depending on installation or operating condition, there may
be variations in these parameters. Therefore, it was proposed to develop a detailed project of
an ethanol pump system for loading sector of a sugarcane mill, seeking to optimize an
existing system. The characteristics and dimensions of the plant under examination were
raised and then, a directed study was accomplished in order to quantify the system pressure
drops, allowing the selection and the same specification. According to the data, proposals
were made for improvements such as the replacement of equipment and accessories, making
it possible to satisfactorily and efficient operation.
Keywords: Pressure drop, centrifugal pumps and pumping.

Lista de Figuras
Figura 1. Esquema de bomba alternativa de êmbolo. ............................................................... 12
Figura 2. Esquema de bomba rotativa de engrenagens ............................................................ 12
Figura 3. Componentes gerais de uma bomba centrífuga. ....................................................... 13
Figura 4. Bomba diagonal. ....................................................................................................... 14
Figura 5. Bomba axial. ............................................................................................................. 15
Figura 6. Bomba radial. ............................................................................................................ 15
Figura 7. Rotor de bomba de aspiração simples. ...................................................................... 17
Figura 8. Rotor de bomba de aspiração dupla. ........................................................................ 17
Figura 9. Bomba centrífuga. ..................................................................................................... 19
Figura 10. Vedação com gaxeta. .............................................................................................. 21
Figura 11. Vedação com selo mecânico. .................................................................................. 22
Figura 12. Altura manométrica de uma instalação com reservatórios abertos e seções de
bombeamento. .......................................................................................................................... 28
Figura 13. Bomba trabalhando com sucção e bomba afogada. ................................................ 31
Figura 14. Escoamento laminar. ............................................................................................... 35
Figura 15. Escoamento turbulento. ........................................................................................... 35
Figura 16. Diagrama de Moody. ............................................................................................... 37
Figura 17. Escoamento através de uma válvula. ...................................................................... 39
Figura 18. Comprimentos equivalentes (Expressos em metros de canalização retilínea). ....... 40
Figura 19. Velocidades aconselhadas conforme os diâmetros dos tubos de aspiração e
recalque. .................................................................................................................................... 43
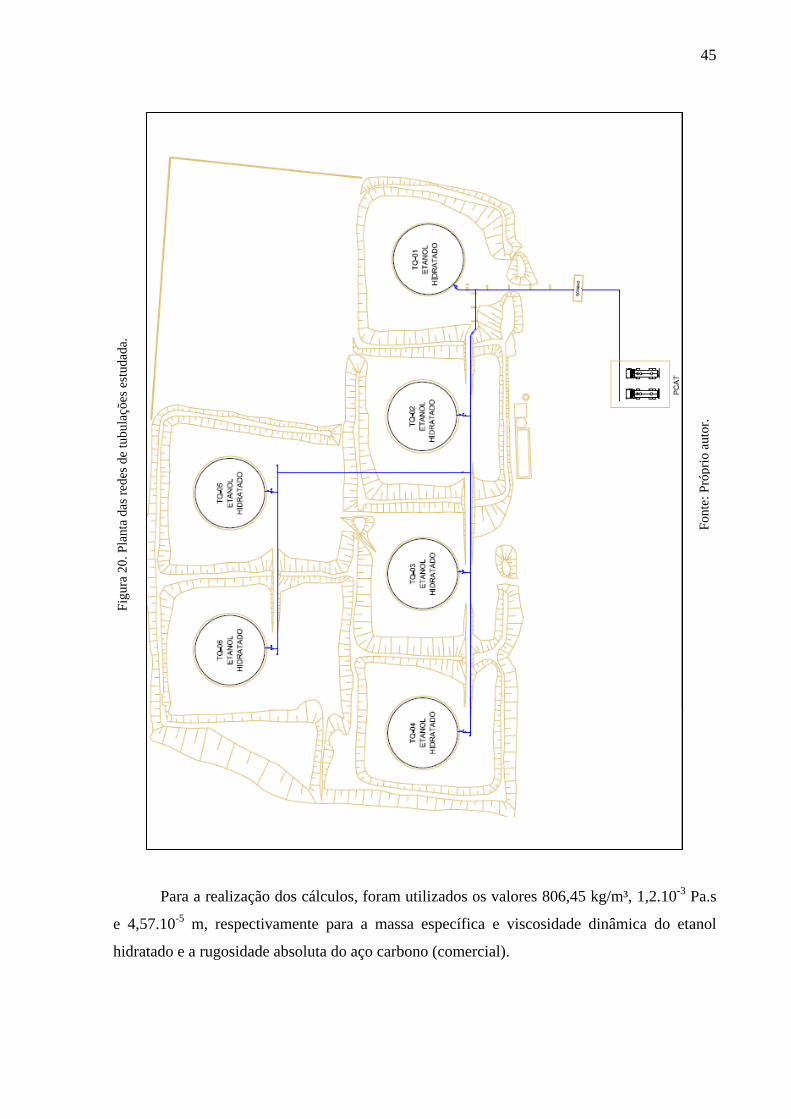
Figura 20. Planta das redes de tubulações estudada. ................................................................ 45
Figura 21. Rede de tubulações do tanque 6. ............................................................................. 47
Figura 22. Desenvolvimento EES para o trecho 1.................................................................... 50
Figura 23. Desenvolvimento EES para o trecho 2.................................................................... 51
Figura 24. Desenvolvimento EES para o trecho 3.................................................................... 53
Figura 25. Desenvolvimento EES para o trecho 4.................................................................... 54
Figura 26. Desenvolvimento EES para o trecho 5.................................................................... 56
Figura 27. Desenvolvimento EES para o trecho 6.................................................................... 57
Figura 28. Desenvolvimento EES para o trecho 1 com alteração. ........................................... 62
Figura 29. Desenvolvimento EES para o trecho 2 com alteração. ........................................... 63

Figura 30. Desenvolvimento EES para o trecho 3 com alteração. ........................................... 65
Figura 31. Desenvolvimento EES para o trecho 4 com alteração. ........................................... 66
Figura 32. Desenvolvimento EES para o trecho 5 com alteração. ........................................... 68
Figura 33. Campo de aplicação bomba MegaCPK................................................................... 70
Figura 34. Dados técnicos bomba MegaCPK. .......................................................................... 71
Figura 35. Dimensões da carcaça bomba MegaCPK. .............................................................. 71
Figura 36. Dimensões da bomba MegaCPK. ........................................................................... 72
Lista de Tabelas
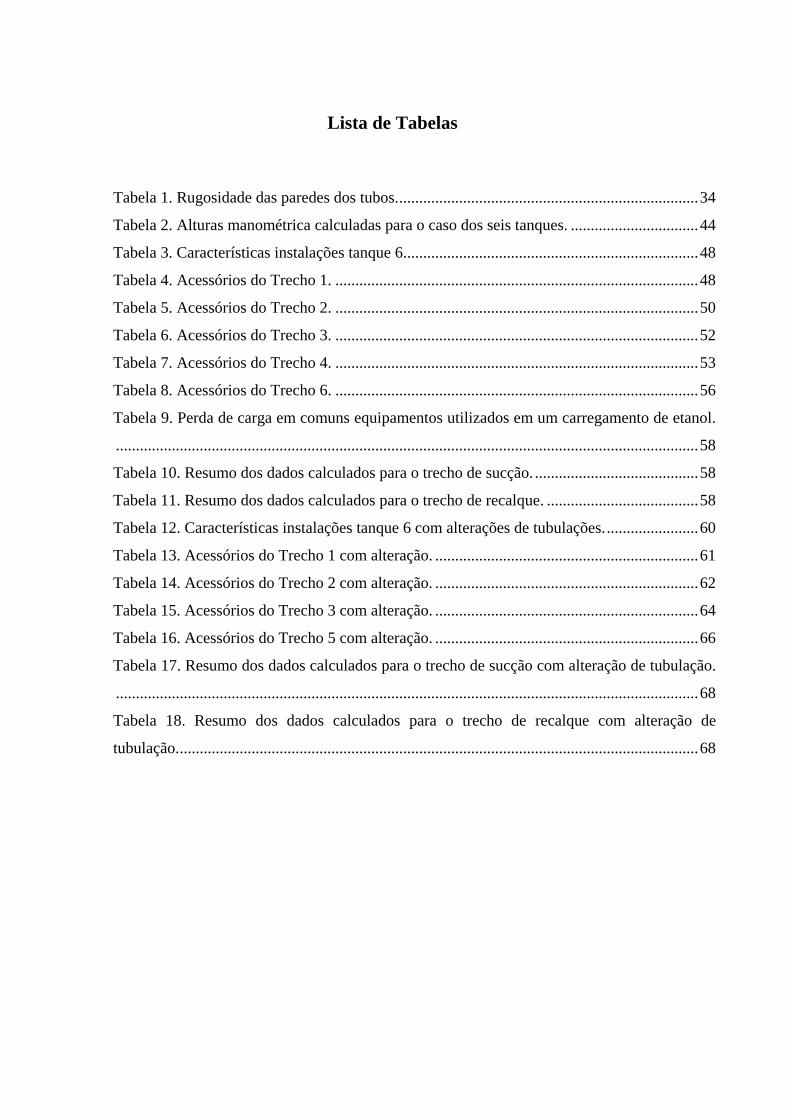
Tabela 1. Rugosidade das paredes dos tubos. ........................................................................... 34
Tabela 2. Alturas manométrica calculadas para o caso dos seis tanques. ................................ 44
Tabela 3. Características instalações tanque 6.......................................................................... 48
Tabela 4. Acessórios do Trecho 1. ........................................................................................... 48
Tabela 5. Acessórios do Trecho 2. ........................................................................................... 50
Tabela 6. Acessórios do Trecho 3. ........................................................................................... 52
Tabela 7. Acessórios do Trecho 4. ........................................................................................... 53
Tabela 8. Acessórios do Trecho 6. ........................................................................................... 56
Tabela 9. Perda de carga em comuns equipamentos utilizados em um carregamento de etanol.
.................................................................................................................................................. 58
Tabela 10. Resumo dos dados calculados para o trecho de sucção. ......................................... 58
Tabela 11. Resumo dos dados calculados para o trecho de recalque. ...................................... 58
Tabela 12. Características instalações tanque 6 com alterações de tubulações. ....................... 60
Tabela 13. Acessórios do Trecho 1 com alteração. .................................................................. 61
Tabela 14. Acessórios do Trecho 2 com alteração. .................................................................. 62
Tabela 15. Acessórios do Trecho 3 com alteração. .................................................................. 64
Tabela 16. Acessórios do Trecho 5 com alteração. .................................................................. 66
Tabela 17. Resumo dos dados calculados para o trecho de sucção com alteração de tubulação.
.................................................................................................................................................. 68
Tabela 18. Resumo dos dados calculados para o trecho de recalque com alteração de
tubulação. .................................................................................................................................. 68
Sumário
1. INTRODUÇÃO ........................................................................................................ 11
1.1. Bombas .............................................................................................................. 11
1.1.1. Bombas de deslocamento positivo .............................................................. 11
1.1.2. Bombas dinâmicas ...................................................................................... 12
1.1.2.1. Classificação das bombas dinâmicas ................................................... 13
1.1.2.1.1. Classificação devido à trajetória do líquido no rotor .................... 14
1.1.2.1.1.1. Bomba de fluxo misto ou diagonal ........................................ 14
1.1.2.1.1.2. Bomba axial ........................................................................... 14
1.1.2.1.1.3. Bomba centrífuga ou radial ................................................... 15
1.1.2.1.2. Classificação devido ao número de rotores .................................. 16
1.1.2.1.2.1. Bomba de simples estágio ..................................................... 16
1.1.2.1.2.2. Bomba de múltiplo estágio .................................................... 16
1.1.2.1.3. Classificação devido ao número de entradas para admissão de
fluido ......................................................................................................................... 16
1.1.2.1.3.1. Bomba de admissão simples .................................................. 16
1.1.2.1.3.2. Bomba de admissão dupla ..................................................... 17
1.2. Funcionamento de uma bomba centrífuga ......................................................... 17
1.3. Bombas centífugas para indústrias químicas ..................................................... 19
1.4. Bombas voltadas ao fluido etanol ...................................................................... 20
1.4.1. Caixa de Gaxetas ........................................................................................ 20
1.4.2. Selo mecânico ............................................................................................. 21
2. OBJETIVOS ............................................................................................................. 23
3. REVISÃO BIBLIOGRÁFICA ................................................................................. 24
4. METODOLOGIA E EQUACIONAMENTO .......................................................... 26
4.1. Equação de Bernoulli para escoamentos reais ................................................... 26
4.2. Altura manométrica total ................................................................................... 27

4.3. Altura total e manométrica de sucção ................................................................ 28
4.4. Altura total e manométrica de recalque .............. Erro! Indicador não definido.
4.5. Cavitação ........................................................................................................... 29
4.6. NPSH ................................................................................................................. 30
4.7. Bomba “afogada” ............................................................................................... 31
4.8. Perda de carga .................................................................................................... 32
4.8.1. Vazão volumétrica ...................................................................................... 32
4.8.2. Viscosidade ................................................................................................. 33
4.8.3. Rugosidade absoluta e relativa dos encanamentos ..................................... 33
4.8.4. Classificação dos escoamentos e número de Reynolds .............................. 34
4.8.5. Fator de atrito .............................................................................................. 35
4.9. Perda de carga contínua (ou distribuída) ........................................................... 38
4.10. Perda de carga localizada ................................................................................. 38
4.11. Perda de carga total .......................................................................................... 41
4.12. Velocidades recomendadas para as linhas de sucção e recalque ..................... 42
4.13. Software EES (Engineering Equation Solver) ................................................. 43
5. DESCRIÇÃO DO CASO ESTUDADO ................................................................... 44
6. RESULTADOS ........................................................................................................ 47
6.1. Cálculo das perdas de carga ao longo dos trechos ............................................. 48
6.2. Cálculo da altura manométrica total .................................................................. 59
6.3. Soluções para o problema .................................................................................. 59
6.3.1. Solução 1: Aumentar toda Tubulação de Sucção para 10” ......................... 59
6.3.2. Solução 2: Aumentar toda Tubulação de Sucção para 8” ........................... 60
6.3.3. Solução 3: Substituir o Rotor ...................................................................... 69
6.3.4. Solução 4: Substituir a Bomba ................................................................... 72
7. CONCLUSÃO .......................................................................................................... 73
Referências Bibliográficas ............................................................................................ 74

11
1. INTRODUÇÃO
1.1. Bombas
As bombas são também conhecidas como máquinas geratrizes, as quais são
empregadas para o deslocamento de um certo fluido, de um reservatório de sucção para o de
recalque. São desenvolvidas para transformar o trabalho mecânico em energia, que é
introduzida ao líquido nas formas de energia cinética e de pressão. São chamadas também de
máquinas operatrizes hidráulicas, porque realizam trabalho útil específico ao promoverem o
escoamento dos fluidos. As bombas podem ser classificadas conforme o método em que o
trabalho é convertido em energia hidráulica, sendo divididas em:
Bombas de deslocamento positivo;
Bombas dinâmicas (turbomáquinas).
1.1.1. Bombas de deslocamento positivo
As bombas de deslocamento positivo não permitem a recirculação interna, ou seja,
sempre deslocam fluido da entrada para a saída. Essas bombas se caracterizam por trabalhar
com vazões baixas e pressões altas e podem ser utilizadas em fluidos de maior viscosidade.
O princípio de funcionamento é baseado na variação do volume geométrico ocupado
pelo fluido no interior da mesma. Diante disso, uma vez succionado para o interior da
máquina, o fluido ocupa um volume inicial, o qual passa a diminuir de modo gradual,
possibilitando o aumento da pressão, até um certo nível de projeto. A partir desse momento, o
fluido deixa o equipamento, sendo deslocado para fora por conta do acréscimo de pressão
gerado.
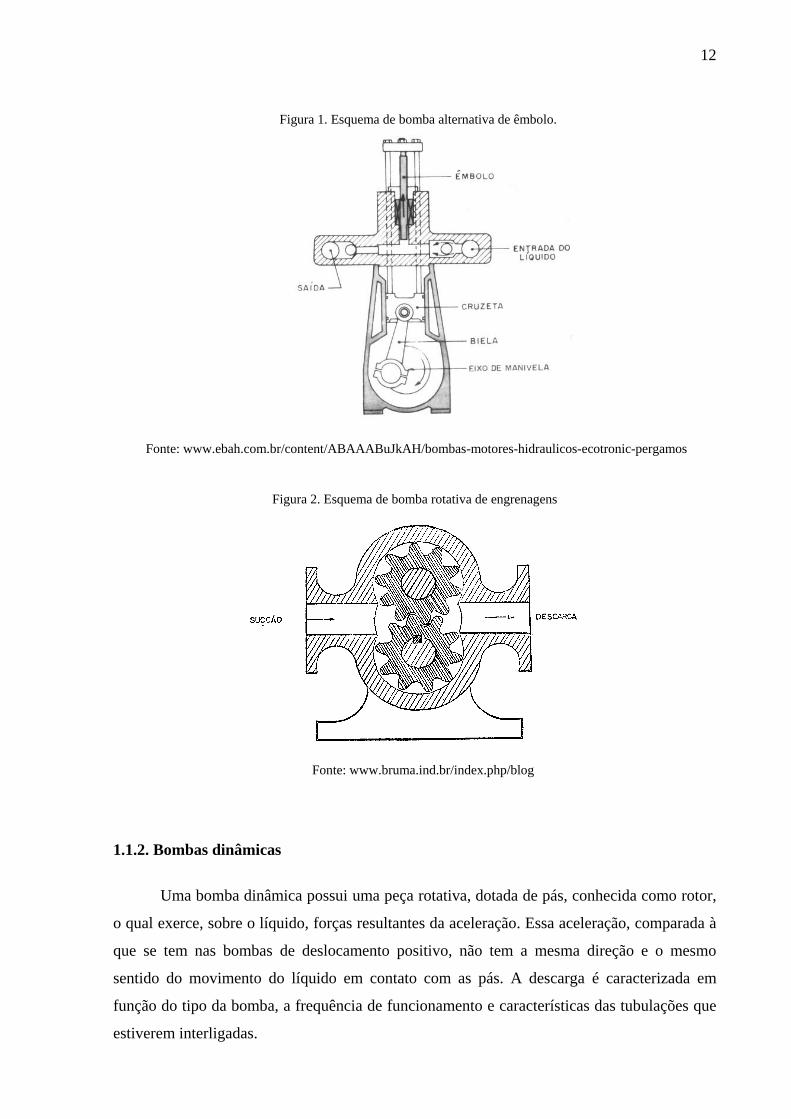
Existem, basicamente, dois tipos de bombas de deslocamento positivo: alternativas e
rotativas, em seguida, as Figuras 1 e 2 ilustram respectivamente, os principais tipos descritos
dessa classe.
12
Figura 1. Esquema de bomba alternativa de êmbolo.
Fonte: www.ebah.com.br/content/ABAAABuJkAH/bombas-motores-hidraulicos-ecotronic-pergamos
Figura 2. Esquema de bomba rotativa de engrenagens
Fonte: www.bruma.ind.br/index.php/blog
1.1.2. Bombas dinâmicas
Uma bomba dinâmica possui uma peça rotativa, dotada de pás, conhecida como rotor,
o qual exerce, sobre o líquido, forças resultantes da aceleração. Essa aceleração, comparada à
que se tem nas bombas de deslocamento positivo, não tem a mesma direção e o mesmo
sentido do movimento do líquido em contato com as pás. A descarga é caracterizada em
função do tipo da bomba, a frequência de funcionamento e características das tubulações que
estiverem interligadas.

13
O objetivo do rotor, também chamado de “impulsor”, é proporcionar a conversão da
energia cinética em energia potencial ao fluido. Trata-se, basicamente, de um disco ou uma
peça de formato cônico dotado de pás, o qual pode ser classificado em três tipos: aberto,
semiaberto e fechado.
Outro componente importante em uma bomba dinâmica é o difusor, que é responsável
pela transformação parcial da elevada energia cinética em energia de pressão, na seção de
saída do rotor. Desse modo, ao atingir a boca de saída da bomba, o líquido é capaz de escoar
com velocidade razoável, equilibrando as pressões de seu escoamento. Dependendo do
modelo da máquina, o difusor pode ser de tubo reto troncônico em bombas axiais e do tipo
voluta ou espiral em outros tipos de bombas (MACINTYRE, 1997).
Figura 3. Componentes gerais de uma bomba centrífuga.
Fonte: www.ufrnet.br
1.1.2.1. Classificação das bombas dinâmicas
As bombas dinâmicas podem ser classificadas de diversas formas. Além de algumas
que serão expostas a seguir, existem outros meios como, a posição do eixo, a velocidade
específica, a finalidade, o líquido a ser bombeado, o modo pelo qual é transformada energia
cinética em energia potencial de pressão, entre outros critérios.
14
1.1.2.1.1. Classificação devido à trajetória do líquido no rotor
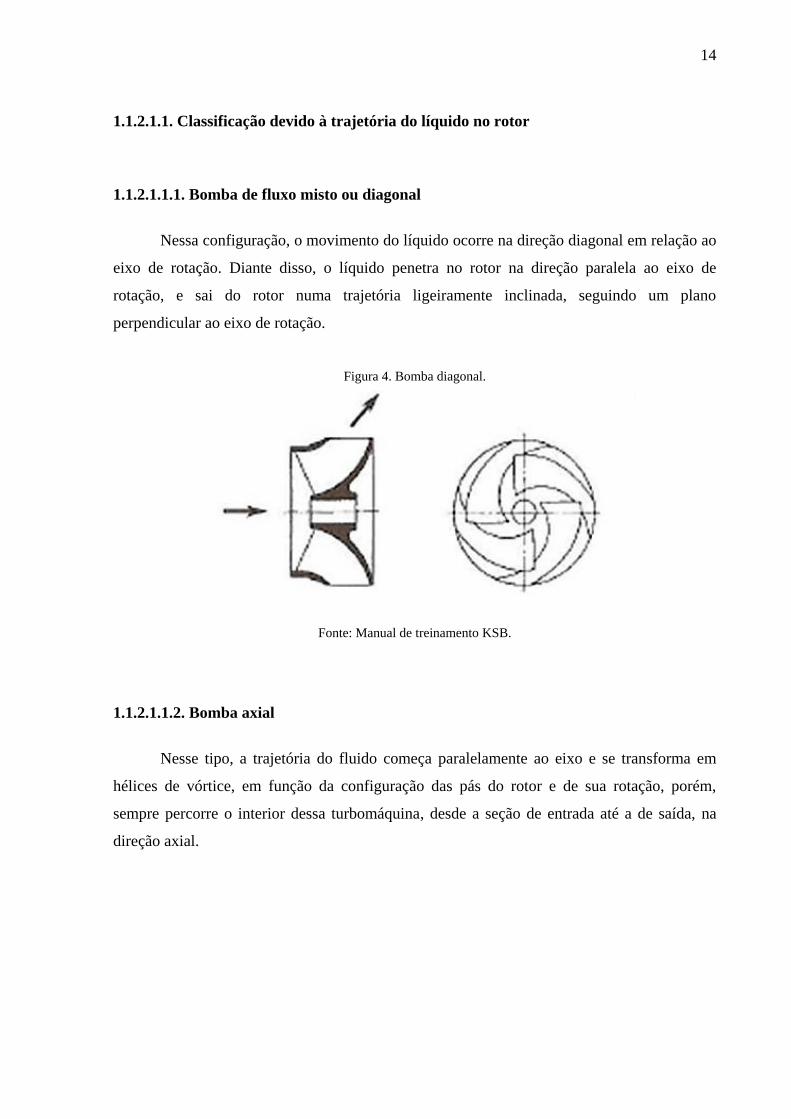
1.1.2.1.1.1. Bomba de fluxo misto ou diagonal
Nessa configuração, o movimento do líquido ocorre na direção diagonal em relação ao
eixo de rotação. Diante disso, o líquido penetra no rotor na direção paralela ao eixo de
rotação, e sai do rotor numa trajetória ligeiramente inclinada, seguindo um plano
perpendicular ao eixo de rotação.
Figura 4. Bomba diagonal.
Fonte: Manual de treinamento KSB.
1.1.2.1.1.2. Bomba axial
Nesse tipo, a trajetória do fluido começa paralelamente ao eixo e se transforma em
hélices de vórtice, em função da configuração das pás do rotor e de sua rotação, porém,
sempre percorre o interior dessa turbomáquina, desde a seção de entrada até a de saída, na
direção axial.

15
Figura 5. Bomba axial.
Fonte: Manual de treinamento KSB.
1.1.2.1.1.3. Bomba centrífuga ou radial
As bombas centrífugas ou radiais são as mais comuns e, consequentemente, são
amplamente utilizadas em vários setores, desde o industrial até o de abastecimento de água
em cidades. Nessa, o líquido penetra no rotor paralelamente ao eixo, sendo dirigido pelas pás
para a periferia. Possuem pás cilíndricas de simples curvatura, com geratrizes paralelas ao
eixo de rotação, sendo as pás fixadas a apenas um disco ou junto a uma coroa circular
(MACINTYRE, 1997).
Figura 6. Bomba radial.
Fonte: Manual de treinamento KSB.

16
1.1.2.1.2. Classificação devido ao número de rotores
1.1.2.1.2.1. Bomba de simples estágio
Nesse caso, o fornecimento da energia ao líquido é feito em um único estágio,
constituído por um rotor e um difusor. São recomendadas para o uso em pequena e média
altura manométrica, apresentando menor consumo de energia e manutenção mais simples.
1.1.2.1.2.2. Bomba de múltiplo estágio
Quando se trabalha com grandes alturas de elevação, se faz necessário o uso de
bombas de múltiplo estágio, na qual o fluido passa sucessivamente por dois ou mais rotores
fixados ao mesmo eixo. A passagem do líquido em cada rotor e difusor constitui um estágio
na operação de bombeamento.
1.1.2.1.3. Classificação devido ao número de entradas para admissão de fluido
1.1.2.1.3.1. Bomba de admissão simples
Em bombas de sucção simples, a entrada do líquido parte de um único lado da
máquina, ou seja, é unilateral e se faz por uma única abertura de entrada do rotor.
17
Figura 7. Rotor de bomba de aspiração simples.
Fonte: Eletrobrás, 2009.
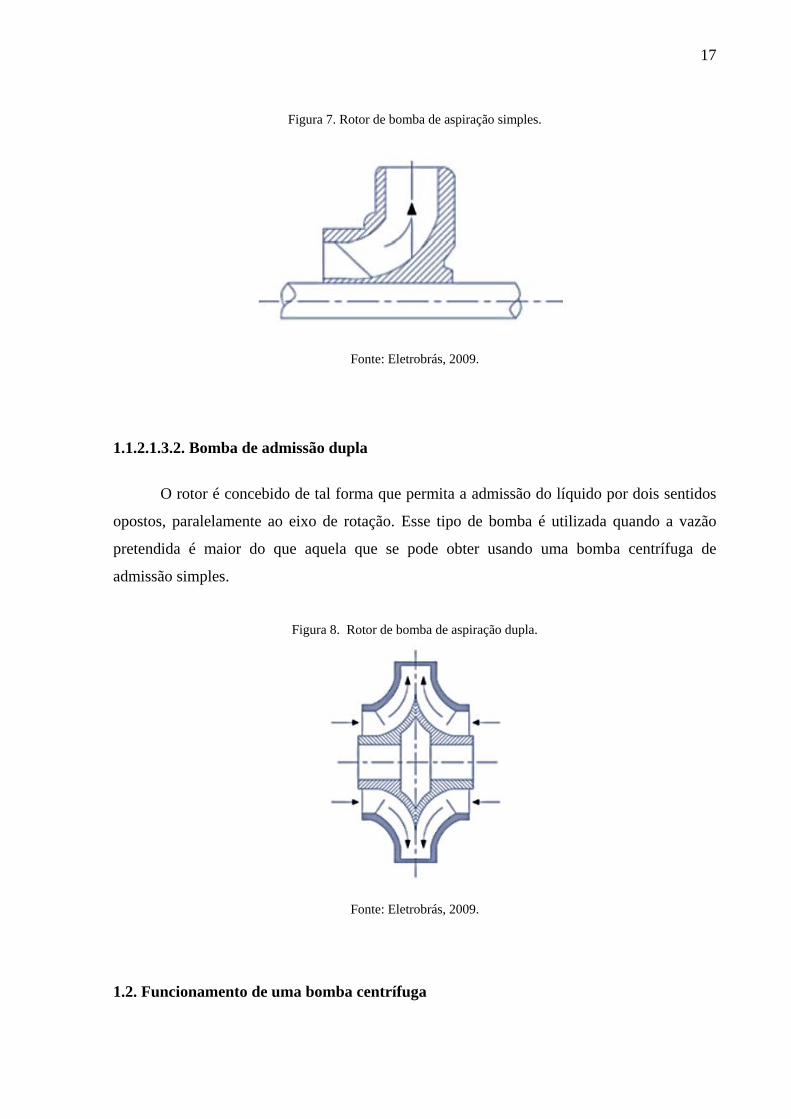
1.1.2.1.3.2. Bomba de admissão dupla
O rotor é concebido de tal forma que permita a admissão do líquido por dois sentidos
opostos, paralelamente ao eixo de rotação. Esse tipo de bomba é utilizada quando a vazão
pretendida é maior do que aquela que se pode obter usando uma bomba centrífuga de
admissão simples.
Figura 8. Rotor de bomba de aspiração dupla.
Fonte: Eletrobrás, 2009.
1.2. Funcionamento de uma bomba centrífuga

18
Os tipos mais comuns de bombas centrífugas necessitam ser escorvadas, ou seja,
precisam ser preenchidas com o líquido de trabalho. Devido às folgas entre o rotor e o estator,
não se pode haver a expulsão do ar, presente no corpo da bomba e no tubo de sucção, para que
a bomba possa iniciar o transporte do fluido.
A força centrífuga decorrente do movimento do rotor e do líquido contido nos canais
formados pelas pás, cria uma zona de maior pressão na periferia do rotor e,
consequentemente, uma de baixa pressão na sua entrada, realizando o deslocamento do
líquido em direção à saída dos canais do rotor e do recalque da bomba. Estabelecendo-se um
gradiente hidráulico em virtude das pressões entre a entrada e a saída da bomba.
Admitamos uma tubulação que seja ligada a um reservatório de sucção a outro
reservatório de recalque, onde os dois estão à pressão atmosférica ou outra qualquer. Em
virtude da diferença de pressões que ocorrerá no interior da bomba ao iniciar o movimento de
rotação das pás, a pressão da entrada do rotor será inferior a que se tem no reservatório de
sucção, dando inicio ao escoamento do líquido através da tubulação de sucção até a bomba.
Simultaneamente, a energia potencial na saída da bomba se torna superior à pressão que está
submetida à tubulação do reservatório de recalque, fazendo o líquido a escoar para uma cota
superior ou para fora do encanamento.
Estabelecendo-se então, com a bomba em funcionamento, um trajeto do líquido do
reservatório de sucção para o de recalque, através da tubulação de sucção, dos canais do rotor
e difusor e a tubulação de recalque.
No rotor é onde se tem a transformação da energia mecânica nas formas cinética e de
pressão. Saindo do rotor, o líquido penetra no difusor, onde parte de sua energia cinética é
transformada em energia de pressão, seguindo para a tubulação de recalque (MACINTYRE,
1997).

19
Figura 9. Bomba centrífuga.
Fonte: www.ksb.com/ksb-br-pt
1.3. Bombas centífugas para indústrias químicas
As indústrias são responsáveis por boa parte do mercado de bombas, e para cada
característica do fluido que deseja ser bombeado, como a temperatura, pressão, grau de
concentração, acidez, corrosão, pureza do fluido e outras caracteristicas, existe um tipo de
bomba específica, assim, definindo o material que será empregado na fabricação de seus
componentes.
Possui adaptabilidade à praticamente qualquer tipo de serviço. São fabricadas em
grande variedade de materiais que podem resistir à ações corrosivas, toxicidade,
inflamabilidade, explosividade, de qualquer líquido empregado. Materiais como aço carbono,
ferro fundido, aço inoxidável, aços cromo e níquel, cerâmica, vidro, grafite, bronze, plásticos,
borracha endurecida, teflon, noryl e outros, justificando assim sua larga empregabilidade
(MACINTYRE, 1997).
Muitos fabricantes norte-americanos de bombas seguem as normas do American
National Standarts Institute (ANSI) relativas às características construtivas e materiais para
bombas centrífugas destinadas à indústria química. Também são utilizadas, conforme o caso,
as normas da ASTM (American Society for Testing Materials), da AISI (American Iron and
Steel Institute), da ACI (Alloy Casting Institute), além das normas da ABNT. (MACINTYRE,
1997).

20
1.4. Bombas voltadas ao fluido etanol
Diferente do que muitos imaginam, as bombas empregadas em usinas
sucroalcooleiras, terminais de distribuição de etanol ou outras instalações que trabalham com
o fluido, não possuem grandes diferenças das comuns, utilizadas para o bombeamento de
água.
Os materiais dos componentes dessas bombas quase sempre são de aço carbono, aço
inoxidável ou ferro fundido. Por se tratar de áreas classificáveis, ou seja, com risco de
explosão pelo fluido inflamável, todos os equipamentos elétricos da área devem ser
protegidos e o motor de acionamento da bomba precisa ser à prova de explosão.
Se tratando de um líquido inflamável e agressivo ao meio ambiente, vazamentos
devem ser evitados e, com isso, um componente importantíssimo é a vedação do eixo. Devido
à superioridade de pressão na bomba em relação ao meio ambiente, o líquido é pressionado a
vazar pelas folgas entre a caixa da bomba e o eixo. Para evitar que o fato ocorra, são
empregados dois tipos de vedação: a caixa de gaxetas e selos mecânicos. Bombas para operar
com combustíveis e produtos agressivos, são empregados selos mecânicos.
1.4.1. Caixa de Gaxetas
Gaxeta são anéis geralmente de amianto grafitado ou borracha que se colocam em
torno do eixo ou da luva que o envolve e alojam-na entre a carcaça da bomba e o eixo. Esse
espaço cilíndrico é chamado de caixa ou câmara de gaxetas, devendo-se adaptar quantas
gaxetas forem necessárias para assegurar a vedação entre o eixo e carcaça. Apesar de ser
eficiênte a vedação por gaxeta, pode ser comum o aparecimento de respingos, principalmente
pelo seu tempo de uso.

21
Figura 10. Vedação com gaxeta.
Fonte: https://ecivilufes.files.wordpress.com/2011/04/estac3a7c3b5es-elevatc3b3rias.pdf
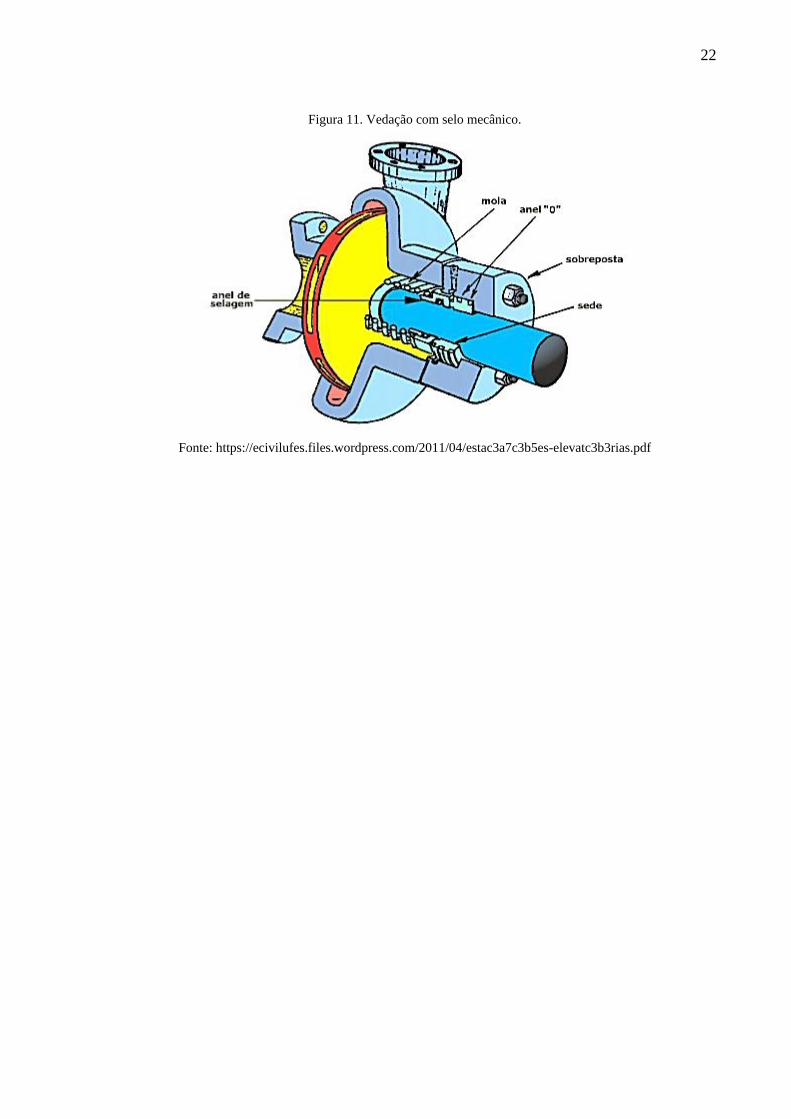
1.4.2. Selo mecânico
Os selos mecânicos podem ser aplicados na maioria dos casos e possuem muitas
vantagens em relação às gaxetas. São indicados para casos onde as gaxetas não podem ser
aplicadas, especialmente em casos de alta pressão, temperatura, velocidade e presenças de
sólidos em suspensão.
Ao contrário das gaxetas, em sua fabricação é empregado metais ou ligas para a
formação dos anéis, e a vedação é obtida com o contato de duas superfícies de selagem,
situadas em um plano perpendicular ao eixo. Uma das superfícies pertence a uma peça ligada
ao eixo, e a outra à carcaça da bomba. Pela atuação de uma mola, é mantido o contato das
superfícies polidas.
Quando é desejado o bombeamento de líquidos inflamáveis ou tóxicos, não devendo
escapar da bomba, ou quando o líquido é corrosivo, abrasivo ou se encontra em altas ou
baixas temperaturas, usa-se o selo mecânico duplo, no qual se aplica a selagem líquida com
água limpa.
Quando o dispositivo é novo é praticamente inexistente o surgimento de vazamentos,
mas com o uso prolongado o fato pode ocorrer, necessitando de sua substituição. Os selos
mecânicos podem ser de montagem interna ou montagem externa.
22
Figura 11. Vedação com selo mecânico.
Fonte: https://ecivilufes.files.wordpress.com/2011/04/estac3a7c3b5es-elevatc3b3rias.pdf
23
2. OBJETIVOS
O objetivo desse trabalho é desenvolver o estudo detalhado de um sistema de
carregamento de etanol, existente em uma usina sucroalcooleira. Diante disso, serão
levantadas as perdas de carga do sistema em operação e, com isso, poderão ser apresentadas
soluções para a melhoria do sistema global, a fim de se operar de modo otimizado, garantindo
o requisito de vazão, bem como economia de energia para o acionamento dos equipamentos.

24
3. REVISÃO BIBLIOGRÁFICA
Existe diversos tipos e empregos para as bombas, além de diversas maneiras para se
calcular a perda de carga. Com isso, é apresentada uma revisão da literatura com variados
trabalhos desenvolvidos sobre o assunto, os quais contribuíram para o desenvolvimento deste
trabalho.
Rodrigues (1998) analisou as dificuldades encontradas para se realizar um estudo
hidráulico, usando como referência, tubos de aço zincado com engate rápido. Frisou a
avaliação de perda de carga como dificuldade frequentemente encontrada pelos projetistas
para o dimensionamento hidráulico, por não dispor do valor do coeficiente de perda de carga.
Em seu estudo, propôs determinar estes coeficientes de perda de carga “K”, para condições de
tubos existentes no mercado nacional. Conduziu um estudo experimental, onde considerou
tubos em aço zincado com diâmetros entre 0,050 a 0,150 m de três fabricantes diferentes.
Como resultado da pesquisa, foram determinados valores dos coeficientes variando entre
0,780 a 0,088, influenciados pelo diâmetro da tubulação e o fabricante.
Carvalho (2004) desenvolveu um programa computacional em linguagem Visual
Basic Application para o dimensionamento de uma malha hidráulica. Visou analisar o
comportamento dos parâmetros dimensionais da malha, como a vazão, velocidade do fluido e
pressão. As equações utilizadas para os cálculos da perda de carga foram a de Hazen-
Williams e Darcy-Weisbach, dando ao usuário do aplicativo escolher entre as duas fórmulas
de se realizar o equacionamento e simulações desejadas. Nos dois métodos obteve resultados
semelhantes, onde constatou vazões máximas exatamente iguais, mas pressões com baixas
variações.
Gomes et al. (2010) calcularam a perda de carga localizada em tubo usado para
irrigação, em diferentes vazões, estimada pela equação de Darcy-Weisbach. Sugeriram
aproximações matemáticas para calcular a perda de carga com base no coeficiente de carga
cinética (K) e com o valor constante de comprimento equivalente (Le). Concluirão que a
desconsideração da perda de carga localizada levou à superestimava do comprimento máximo
da linha lateral de até 25,7%, para um tipo de gotejador autocompensado, e de 9,5%, para o
não autocompensado. Obtiveram bons resultados, utilizando o modelo potencial para estimar
o valor de K em função do índice de obstrução, comparado a aqueles obtidos com o valor de
K ajustado por dados observados em laboratório, o que resultou em pequenas variações na
estimativa do comprimento máximo da linha lateral por esses dois procedimentos.
25
Rodrigues (2011) realizou uma pesquisa sobre as principais equações que fornecem a
perda de carga em condutos forçados, abrangendo qualquer tipo de canalização onde o líquido
escoa sob pressão diferente da atmosfera. Apresentou diversas equações e demonstrações
experimentais. Cita diversas maneiras existentes para se chegar ao valor do fator de atrito e,
consequentemente, as perdas de carga localizada e contínua, como as equações de Darcy-
Weisback e Colebrook-White. Resumindo em uma apresentação das principais equações e
princípios da perda de carga para condutos forçados.
Acácio Perboni (2012) buscou um desenvolvimento metodológico para o cálculo de
perda de carga em linhas para ser usado em um sistema de irrigação. Desenvolveu dois
modelos, um usando regressão linear múltipla e outro usando análise dimensional. Ambos
tiveram como base as equações de perdas de carga contínua no tubo e localizada. Na
regressão linear múltipla, utilizou a equação de Blasius, combinada com a equação universal,
a considerando mais precisa para calcular a perda de carga continua em tubos lisos. Para a
perda de carga localizada, dos tubos de seu experimento, indicou o uso do teorema de Borda-
Carnot e para a análise dimensional utilizou o método de Vaschy-Buckingham, envolvendo
variáveis físicas dimensionais, concluindo que os dois modelos desenvolvidos apresentaram
ótimos ajustes aos dados observados em laboratório, e destacando sua aplicabilidade.
Pinheiro (2014) comparou modelos numéricos e experimentais. Inicialmente, analisou
a perda de carga ocorrida em uma rede de distribuição de um laboratório de eficiência
hidráulica e energia em saneamento, com os dados obtidos no modelo experimental,
confrontando com dados calculados por um software, pelo modelo numérico de simulação de
sistemas de distribuição de água EPANET. Para sua fundamentação teórica, abrangeu desde
propriedades do fluido que influenciam na perda de carga, até metodologias para soluções de
redes complexas. Para a comparação de resultados, empregou duas análises: na rede
ramificada foram comparadas diretamente as perdas de carga, já no abastecimento em malha
foi avaliado a diferença entre vazão passante em cada trecho, pois a distribuição da vazão foi
realizada pelo software de maneira que haja equilíbrio energético na rede. Por fim, levantou a
discussão sobre a aplicabilidade do modelo numérico para avaliação da perda de carga na rede
de distribuição, na qual destaca a influência do elevado número de singularidades e as
dificuldades que elas acarretaram na sua correta determinação.

26
4. METODOLOGIA E EQUACIONAMENTO
A seguir será apresentada metodologia e equacionamento fundamentais para resolução
de todos os cálculos realizados neste trabalho.
4.1. Equação de Bernoulli para escoamentos reais
A equação de Bernoulli se deriva da primeira lei da termodinâmica, o princípio da
conservação da energia, que estabelece que a mudança de energia interna de um sistema é
igual à soma da energia adicionada ao fluido com o seu trabalho realizado. Para o caso de um
escoamento entre duas seções de um fluido real, incompressível, para uma linha de corrente e
considerando que o escoamento só ocorre com uma perda de energia, tem-se a expressão:
(𝑍1 +𝑃1
𝛾+
𝑉1²
2𝑔) − (𝑍2 +
𝑃2
𝛾+
𝑉2²
2𝑔) = 𝐻𝑚 + ∆ℎ𝑓 (1)
Na qual,
𝑍: carga de posição [m];
𝑃
𝛾: carga de pressão [m];
𝑉²
2𝑔: carga de velocidade [m];
𝐻𝑚: energia aplicada ou retirada de alguma máquina [m];
∆ℎ𝑓: perda de carga [m].
Na equação, se tem o gasto de energia para que o fluido seja deslocado da seção 1 à
seção 2 em igualdade ao trabalho realizado por uma máquina, somada à perda de energia
mecânica. Considerando as perdas como resultado das resistências ao escoamento, como o
atrito, viscosidade do fluido, turbulência, entre outros.
Deve ser levado em conta o tipo de máquina que se tem no sistema, no caso de uma
turbina que utiliza-se energia do sistema, 𝐻𝑚 deve ser positivo, mas para uma bomba que
cede energia ao sistema, deve ser negativo (BAPTISTA, LARA, 2010).

27
4.2. Altura manométrica total
A altura manométrica total (𝐻𝑚) é a altura total exigida pelo sistema, a qual a bomba
deverá ceder ao fluido pra vencê-la, ou seja, a quantidade de trabalho necessária para
movimentar o fluido, desde um determinado reservatório de sucção, até certa posição de
descarga, incluindo também o trabalho necessário para vencer os atritos existentes nas
tubulações que interligam os dois reservatórios. Levando em consideração a equação de
Bernoulli, quando aplicada entre dois pontos em que contêm uma bomba, temos a seguinte
equação:
𝑍1 +𝑃1
𝛾+
𝑉1²
2𝑔+ 𝐻𝑚 = 𝑍2 +
𝑃2
𝛾+
𝑉2²
2𝑔+ ∆ℎ𝑓
(2)
Ou:
𝐻𝑚 = 𝑍2 − 𝑍1 +𝑃2
𝛾−
𝑃1
𝛾+
𝑉2²
2𝑔−
𝑉1²
2𝑔+ ∆ℎ𝑓
(3)
Se as seções 1 e 2, as quais representam os reservatórios de succção e recalque,
respectivamente, estiverem sujeitas à pressão atmosférica e os níveis de fluido dos
reservatórios forem constantes, tem- se:
𝐻𝑚 = 𝑍2 − 𝑍1 + ℎ𝑓
(4)

28
Figura 12. Altura manométrica de uma instalação com reservatórios abertos e seções de bombeamento.
Fonte: http://www.alexbrasil.com.br/diretorio/engenharia-mecanica-maquinas-termohidraulicas-de-fluxo-2-
semestre-de-2013.html
4.3. Altura total e manométrica de sucção
Altura total de sucção é o desnível geométrico do reservatório de sucção até o bocal de
sucção da bomba. Para se calcular a altura manométrica dessa seção, tem-se:
𝐻𝑚1 = 𝑍1 +𝑃1
𝛾+
𝑉1²
2𝑔+ ℎ𝑓1
(5)
onde,
𝑍: altura de sucção [m];
𝑃
𝛾: carga de pressão na sucção [m];
𝑉²
2𝑔: carga de velocidade na sucção [m];
𝐻𝑚: altura manométrica de sucção [m];
∆ℎ𝑓: perda de carga na sucção [m].
29
4.4. Altura total e manométrica de recalque
Altura total de recalque é o desnível geométrico do bocal de recalque da bomba ao
reservatório ou ponto de descarga do fluido. Com isso, pode-se calcular a altura manométrica
pela forma:
𝐻𝑚2 = 𝑍2 +𝑃2
𝛾+
𝑉2²
2𝑔+ ℎ𝑓2
(6)
onde,
𝑍: altura de recalque [m];
𝑃
𝛾: carga de pressão no recalque [m];
𝑉²
2𝑔: carga de velocidade no recalque [m];
𝐻𝑚: altura manométrica de recalque [m];
∆ℎ𝑓: perda de carga no recalque [m].
4.5. Cavitação
A cavitação é um fenômeno originado pelas quedas repentinas de pressão, até atingir o
nível de pressão de vapor. Sabe-se que quando o fluido é acelerado, ocorre uma redução de
pressão, se essa pressão absoluta do líquido em algum ponto da tubulação atingir valor igual
ou inferior à pressão de vapor do fluido, ocorrerá a vaporização do mesmo, formando bolhas,
bolsas ou cavidades.
Tendo-se como consequência, a interrupção do fluxo do líquido caso a pressão interna
da tubulação seja maior que a externa, ou erosões à parede interna da tubulação ou de
componentes da bomba, caso as bolhas forem levadas até a entrada da bomba pelo sentido do
fluxo onde a pressão é maior que na interna da bolha, implodindo-as e causando uma onda de
sobrepressão em direção contrária ao centro da bolha (BAPTISTA, LARA, 2010).
Podem trazer grandes prejuízos ao atingir os rotores das bombas, provocando
corrosões, desgastando, destruindo pedaços, chegando até a provocar queda de rendimento,
trepidação e vibração na máquina, ruído, além de outras características.

30
4.6. NPSH
Com o intuito de caracterizar condições satisfatórias para um sistema de
bombeamento, livre da cavitação, foi criado o termo 𝑁𝑃𝑆𝐻 (Net Positive Suction Head).
Sabe-se que a pressão absoluta deve ser maior que a pressão de vapor do fluido bombeado,
tem-se o 𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝 (disponível), que representa o quanto se tem de segurança na instalação,
para que não ocorra a cavitação na bomba, ou seja, a carga existente na instalação para
permitir a sucção do fluido.
É representada pelo quanto a pressão absoluta estará à cima da pressão de vapor,
descontado o desnível geométrico e as perdas de carga na tubulação de sucção, desde o
reservatório até o eixo de entrada da bomba. Utilizam-se esses dois pontos de referência
citados, para se chegar à equação desejada, aplicando a equação de Bernoulli:
𝑍1 +𝑃1
𝛾+
𝑉1²
2𝑔= 𝑍3 +
𝑃3
𝛾+
𝑉3²
2𝑔+ ∆ℎ𝑠
(7)
Na qual:
𝑍3: altura da entrada da bomba;
𝑃1: reservatório de sucção;
𝑉1: velocidade reservatório de sucção desprezível;
𝑃3: ponto onde se iniciara a cavitação quando a pressão for igual a do vapor (𝑃𝑣);
∆ℎ𝑠: perda de carga na sucção, será a soma das perdas da tubulação (ℎ𝑠) e a da entrada do
rotor (h*) , ou seja, ∆ℎ𝑠 = ℎ𝑠 + ℎ ∗.
Considerando 𝑍3 − 𝑍1 = 𝑍, ou seja, altura total de sucção e 𝑃1 = 𝑃𝑎𝑡𝑚, chegamos ao
termo:
𝑃𝑎𝑡𝑚
𝛾= 𝑍 +
𝑃𝑣
𝛾+
𝑉3²
2𝑔+ ℎ𝑠 + ℎ∗ (8)
Para chegarmos ao 𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝, é separado a equação:
𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝 =𝑃𝑎𝑡𝑚
𝛾−
𝑃𝑣
𝛾− 𝑍 − ℎ𝑠
(9)

31
O restante da equação é definido como 𝑁𝑃𝑆𝐻𝑟𝑒𝑞 (requerido), que é interpretado como
sendo a carga energética que a bomba necessita para succionar o líquido sem cavitar, ou seja,
a pressão absoluta mínima, a qual deve ser superior à do vapor do fluido bombeado. Seus
dados são obtidos experimentalmente e são fornecidos pelo fabricante da bomba (BAPTISTA,
LARA, 2010).
𝑁𝑃𝑆𝐻𝑟𝑒𝑞 =𝑉3²
2𝑔+ ℎ∗
(10)
Em resumo, o estudo das condições de cavitação podem ser realizados, calculando o
𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝, comparando-o com o 𝑁𝑃𝑆𝐻𝑟𝑒𝑞, obtido pelo fabricante. O 𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝 deverá ser
maior que o 𝑁𝑃𝑆𝐻𝑟𝑒𝑞, caso contrário, haverá cavitação.
4.7. Bomba “afogada”
Quando o nível de fluido do reservatório de sucção estiver acima do centro da bomba,
pode-se dizer que a bomba se encontra “afogada” e, com isso, se dispensa o uso das válvulas
de pé e a necessidade de escorvá-la, ou seja, de enche-la com o fluido.
Figura 13. Bomba trabalhando com sucção e bomba afogada.
Fonte: Netto, 1998.
32
4.8. Perda de carga
Se trata da energia que é cedida pelo fluido para vencer resistências durante o
escoamento, causado devido ao atrito interno pelas paredes da tubulação, perturbações e
acessórios. São divididas em perda de carga contínua (ℎ𝑐) e perda de carga localizada (ℎ𝑙),
sendo a primeira considerada ao longo da tubulação e a outra causada pelos acessórios,
conexões, válvulas, entre outros.
Antes de se determinar uma metodologia para se alcançar as perdas de carga, serão
apresentados e definidos alguns fatores importantantes para esse fim:
vazão volumétrica;
viscosidade;
rugosidade relativa dos encanamentos;
classificação dos escoamentos e número de Reynolds;
fator de atrito.
4.8.1. Vazão volumétrica
Vazão volumétrica é a quantidade de volume de fluido que passa em uma determinada
seção por unidade de tempo, a qual é delimitada pela velocidade média de escoamento e a
área da seção transversal do tubo:
𝑄 = 𝑉. 𝐴
(11)
Onde:
𝑄: vazão volumétrica [m³/s];
𝑉: velocidade média de escoamento [m/s];
𝐴: área da seção transversal do tubo [m²].
A área da seção transversal do tubo é definida pela forma:
𝐴 =𝜋. 𝐷²
4
(12)
𝐷: diâmetro hidráulico do tubo [m].

33
Consequentemente, para se definir a velocidade média do fluido na seção, tem-se:
𝑉 =4. 𝑄
𝜋. 𝐷²
(13)
4.8.2. Viscosidade
A viscosidade é a propriedade física que caracteriza a resistência que um fluido
oferece ao escoamento, ou seja, a resistência à sua deformação devido às forças de coesão
molecular, causando o atrito interno. Os líquidos de maior viscosidade apresentam menor
fluidez.
A razão entre a viscosidade dinâmica e a massa específica do fluido é denominada
viscosidade cinemática:
𝑣 =𝜇
𝜌
(14)
Onde:
𝑣: viscosidade cinemática [m²/s];
𝜇: viscosidade dinâmica [Pa.s];
𝜌: massa específica [kg/m³].
4.8.3. Rugosidade absoluta e relativa dos encanamentos
A rugosidade absoluta é referente às saliências e asperezas encontradas nas paredes
internas da tubulação, a qual varia dependendo do material que é fabricado. A rugosidade
relativa será a razão entre a rugosidade absoluta do material pelo diâmetro interno da
tubulação (𝑒/𝐷) (NETTO, 1998).
Como a rugosidade dos materiais não são uniformes, essa é quantificada a partir de
uma média. A seguir, a Tabela 1 apresenta alguns valores de rugosidade absoluta para os
principais materiais utilizados na confecção dos tubos.
34
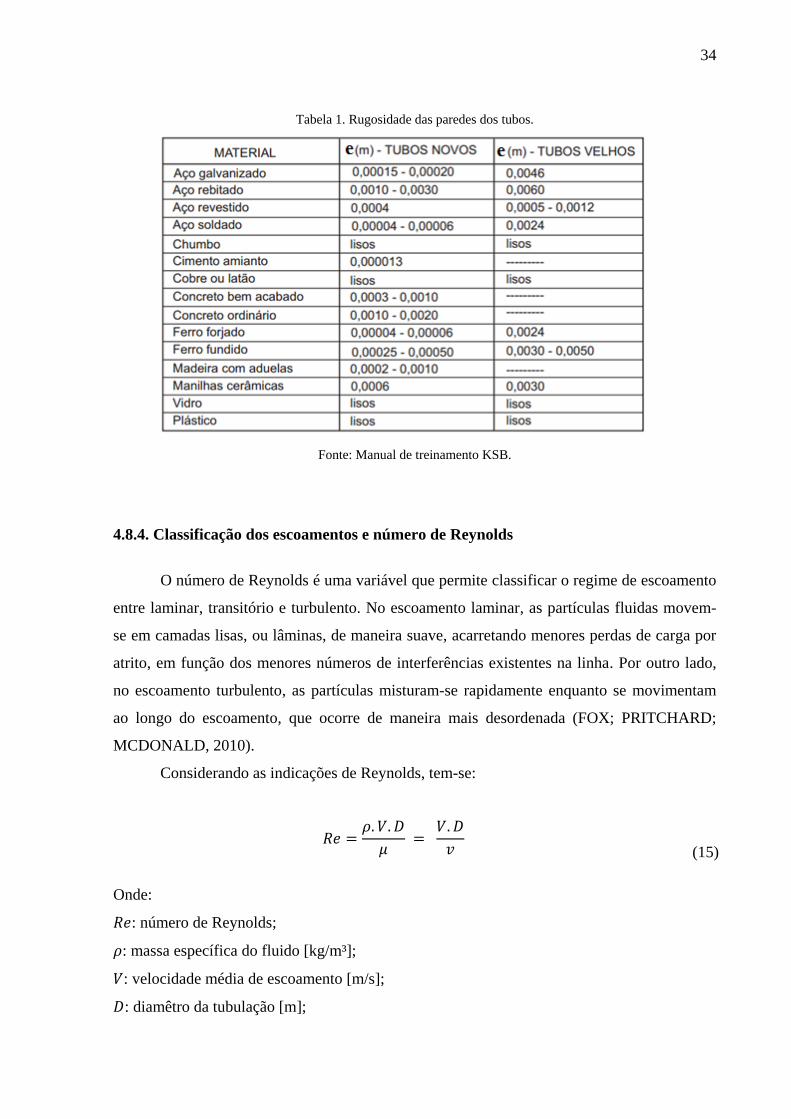
Tabela 1. Rugosidade das paredes dos tubos.
Fonte: Manual de treinamento KSB.
4.8.4. Classificação dos escoamentos e número de Reynolds
O número de Reynolds é uma variável que permite classificar o regime de escoamento
entre laminar, transitório e turbulento. No escoamento laminar, as partículas fluidas movem-
se em camadas lisas, ou lâminas, de maneira suave, acarretando menores perdas de carga por
atrito, em função dos menores números de interferências existentes na linha. Por outro lado,
no escoamento turbulento, as partículas misturam-se rapidamente enquanto se movimentam
ao longo do escoamento, que ocorre de maneira mais desordenada (FOX; PRITCHARD;
MCDONALD, 2010).
Considerando as indicações de Reynolds, tem-se:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
𝑉. 𝐷
𝑣
(15)
Onde:
𝑅𝑒: número de Reynolds;
𝜌: massa específica do fluido [kg/m³];
𝑉: velocidade média de escoamento [m/s];
𝐷: diamêtro da tubulação [m];

35
𝜇: viscosidade dinâmica [Pa.s];
𝑣: viscosidade cinemática [m²/s].
Figura 14. Escoamento laminar.
Fonte: www.infoescola.com/mecanica-de-fluidos/tipos-de-fluxos-e-escoamentos
Figura 15. Escoamento turbulento.
Fonte: www.infoescola.com/mecanica-de-fluidos/tipos-de-fluxos-e-escoamentos
Por meio de análise experimental, Reynolds apresentou faixas de valores para
classificar os regimes de escoamento obtidos pela equação a cima, para resultados menores
que 2000 o regime de escoamento é tido como laminar, para resultados maiores que 4000 é
turbulento e entre a faixa dos dois valores tem-se a faixa de transição, considerado regime
crítico.
4.8.5. Fator de atrito
O fator de atrito (𝑓) ou coeficiente de perda de carga é um parâmetro adimensional,
utilizado para calcular a perda de carga. Depende basicamente do regime de escoamento, ou
seja, para se calcular é preciso conhecer o número de Reynolds e, além disso, da rugosidade
relativa.
Foram criadas diversas expressões matemáticas, através de dados experimentais,
levando em consideração se o escoamento é laminar ou turbulento, distingui-se:
Para escoamento laminar:

36
𝑓 =64
𝑅𝑒
(16)
Para escoamento turbulento existe diversas expressões para se calcular 𝑓, como é
mostrado algumas a seguir.
Blassios, 1913, desenvolveu a fórmula empírica para escoamento em tubos lisos
(BAPTISTA, LARA, 2010):
𝑓 =0,316
𝑅𝑒1/4
(17)
Nikuradse, 1932, através de experiências, obteve para tubos lisos:
1
√𝑓= 2𝑙𝑜𝑔.
𝑅𝑒. √𝑓
2,51
(18)
E para tubos rugosos:
1
√𝑓= 2 log 3,7
𝐷
𝑒
(19)
Em 1939, Colebrook e White, com base em considerações teóricas e empíricas,
desenvolveram uma expressão para a faixa de transição em tubos comerciais (tubos
hidraulicamente lisos e rugosos).
1
√𝑓= −2𝑙𝑜𝑔 (
𝑒𝐷
3,7+
2,51
𝑅𝑒√𝑓)
(20)
Com o objetivo de se obter uma solução rápida e com razoável precisão, Moody, em
1944, criou um diagrama fundamentado nas equações já existentes e simplificou a obtenção
do valor de 𝑓, em função dos valores do número de Reynolds e rugosidade relativa, como
pode ser visto na Figura 16.

Figura 16. Diagrama de Moody.
Fonte: Manual de treinamento KSB.
38
4.9. Perda de carga contínua (ou distribuída)
A perda de carga contínua se deve, basicamente, pelo atrito exercido na parede interna
do tubo quando há passagem de fluido em seu interior. É mensurada através da expressão
geral de perda de carga, obtida experimentalmente por Darcy e Weisbach (NETTO, 1998):
ℎ𝑐 = 𝑓𝐿
𝐷
𝑉²
2𝑔
(21)
Sendo:
𝑓: fator de atrito;
𝐿: comprimento da tubulação [m];
𝐷: diâmetro da tubulação [m];
𝑉: velocidade do fluido [m/s];
𝑔: aceleração da gravidade [m/s²].
Existem outras equações empíricas para a determinação da perda de carga,
estabelecidas para materiais e condições especiais, algumas das mais comuns são as de
Flamant, Williams-Hasen (1903-1920), Fair-Whipple-Hsiao (1930).
4.10. Perda de carga localizada
Perda de carga localizada é referente ao atrito causado pelo escoamento em válvulas,
conexões, medidores, registros, dentre outros acessórios. Ao passarem por esses
componentes, o escoamento passa a se tornar cada vez mais caótico e, com isso, a energia é
dissipada em forma de atrito. Diante disso, a perda de carga localizada pode ser quantificada
por duas vias:
1º Método: utilização da equação geral de perdas localizadas e de tabelas onde se pode
encontrar os valores do coeficiente de perda localizada 𝐾, obtidos experimentalmente,
divergindo para os diversos tipos de equipamentos e componentes (MACINTYRE, 1997):
ℎ𝑙 = 𝐾𝑉²
2𝑔
(22)
𝐾: coeficiente de perda de carga.
39
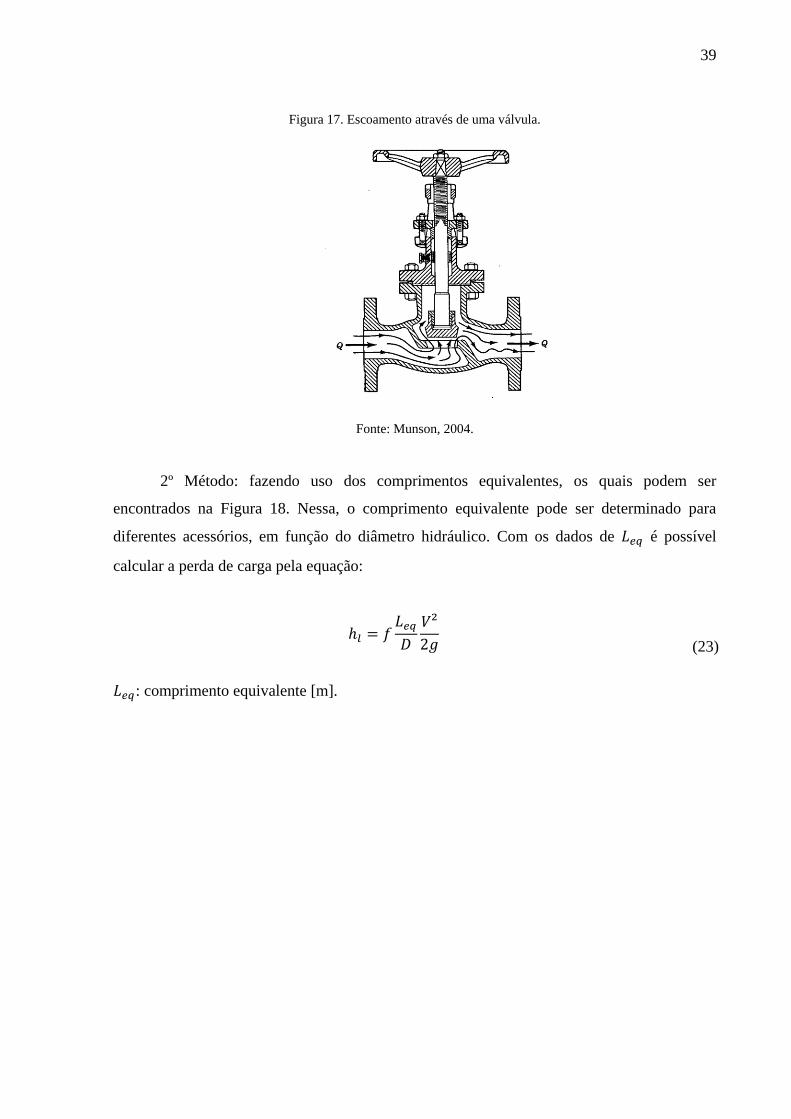
Figura 17. Escoamento através de uma válvula.
Fonte: Munson, 2004.
2º Método: fazendo uso dos comprimentos equivalentes, os quais podem ser
encontrados na Figura 18. Nessa, o comprimento equivalente pode ser determinado para
diferentes acessórios, em função do diâmetro hidráulico. Com os dados de 𝐿𝑒𝑞 é possível
calcular a perda de carga pela equação:
ℎ𝑙 = 𝑓𝐿𝑒𝑞
𝐷
𝑉²
2𝑔
(23)
𝐿𝑒𝑞: comprimento equivalente [m].

40
Figura 18. Comprimentos equivalentes (Expressos em metros de canalização retilínea).
Fonte: Fonte: Manual de treinamento KSB.

41
4.11. Perda de carga total
A perda de carga total é considerada a soma de todas as perdas, a localizada e a
contínua, referente às tubulações. Descrita pela forma:
∆ℎ𝑓 = 𝑓𝐿𝑡
𝐷
𝑉²
2𝑔
(24)
Sendo,
𝐿𝑡 = ∑ 𝐿 + ∑ 𝐿𝑒𝑞 (25)
Onde:
𝐿𝑡: somatório dos comprimentos da tubulação (𝐿) com os comprimentos equivalentes dos
acessórios (𝐿𝑒𝑞) [m];
𝑓: fator de atrito;
𝐷: diâmetro da tubulação [m];
𝑉: velocidade do fluido [m/s];
𝑔: aceleração da gravidade [m/s²].
ou,
∆ℎ𝑓 = ℎ𝑐 + ℎ𝑙
(26)
Onde:
∆ℎ𝑓: somatória das perdas [m];
ℎ𝑐: perda de carga contínua [m];
ℎ𝑙: perda de carga localizada [m].
Por outra forma, uma vez conhecida a queda de pressão em cada equipamento, pode-
se calcular sua perda de carga, sem a necessidade de utilizar coeficientes ou comprimentos
equivalentes tabelados, como visto através da seguinte equação:

42
∆𝑃 = 𝜌. 𝑔. ℎ𝑓
(27)
Onde:
∆𝑃: queda de pressão no equipamento [Pa];
𝜌: massa específica do fluido de trabalho [kg/m³];
𝑔: aceleração da gravidade [m/s²];
ℎ𝑓: perda de carga no equipamento [m].
4.12. Velocidades recomendadas para as linhas de sucção e recalque
Com o objetivo de reduzir as perdas de carga nas linhas de sucção e recalque, devem-
se adotar valores reduzidos para as velocidades de escoamento do fluido. Elevadas
velocidades de escoamento, além de maiores perdas de carga, podem causar os fenômenos
como a cavitação e o golpe de aríete, danificando as instalações. Já para velocidades muito
baixas, pode haver retenção de ar na tubulação, aumentando também sua perda de carga e
reduzindo a eficiência do escoamento.
Velocidades altas estão relacionadas diretamente pelo diâmetro pequeno das
tubulações, onde possuem custo menor, mas requer maior potência por parte do conjunto
moto-bomba, já que é necessário vencer maiores perdas de carga, ocasionando a compra de
um equipamento de maior valor e ainda maiores gastos com energia. Menores velocidades,
ideais para perdas de carga menos elevadas, necessitam de maiores custos para instalação de
tubulações de maiores dimensões, mas proporcionam custos menores na aquisição de um
conjunto moto-bomba e sua operação.
Para a escolha de velocidades, existem indicações baseadas em experimentos e em
critérios de ordem econômica, levando em conta a viscosidade do líquido, como pode ser
visto na Figura 19.

43
Figura 19. Velocidades aconselhadas conforme os diâmetros dos tubos de aspiração e recalque.
Fonte: Macintyre, 1997.
4.13. Software EES (Engineering Equation Solver)
O EES é um software desenvolvido pela empresa F-Chart Software e tem como
função básica resolver um conjunto de equações algébricas, incluindo equações não lineares,
equações diferenciais e equações com variáveis complexas. A programação no software
permite solucionar equações que contenham até mesmo variáveis implícitas, não importando
a sequência de entrada de dados.
Todos os recursos são apresentados pelo EES de maneira intuitiva e simples, de forma
que não é necessário um estudo aprofundado de sua lógica de programação para uma primeira
utilização. A modelagem do sistema utiliza como base as próprias equações incluídas no
mesmo, de certa forma se assemelhando à linguagem matemática usual.
44
5. DESCRIÇÃO DO CASO ESTUDADO
Neste capítulo é mostrado o detalhamento e configuração da planta estudada, em que é
realizado todo estudo hidraúlico de um sistema de bombeamento. Se tratando de um sistema
de tubulações de carregamento de etanol de uma certa usina sucroalcooleira, onde se tem o
conjunto moto-bomba definido e será levantado se existem opções de melhoria.
A planta é composta por seis tanques de armazenamento de etanol, onde uma bomba
centrífuga proporciona o deslocamento do fluido dos tanques até a plataforma de
carregamento dos caminhões.
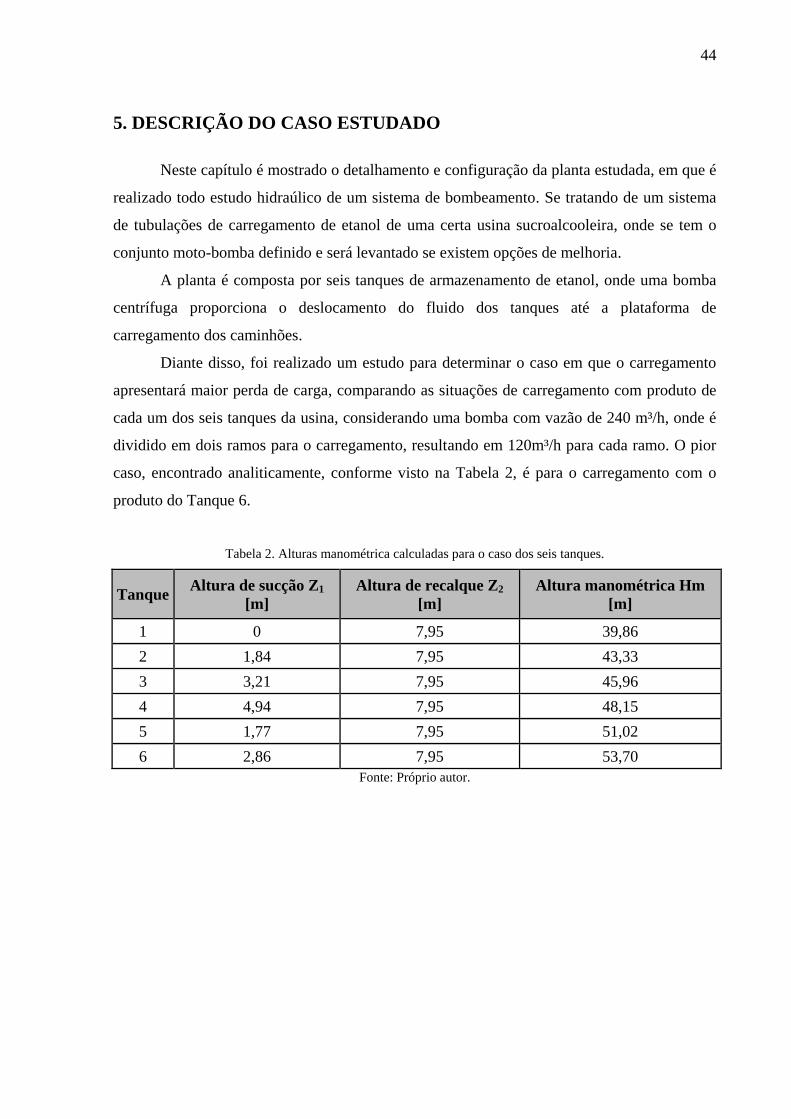
Diante disso, foi realizado um estudo para determinar o caso em que o carregamento
apresentará maior perda de carga, comparando as situações de carregamento com produto de
cada um dos seis tanques da usina, considerando uma bomba com vazão de 240 m³/h, onde é
dividido em dois ramos para o carregamento, resultando em 120m³/h para cada ramo. O pior
caso, encontrado analiticamente, conforme visto na Tabela 2, é para o carregamento com o
produto do Tanque 6.
Tabela 2. Alturas manométrica calculadas para o caso dos seis tanques.
Tanque Altura de sucção Z1
[m]
Altura de recalque Z2
[m]
Altura manométrica Hm
[m]
1 0 7,95 39,86
2 1,84 7,95 43,33
3 3,21 7,95 45,96
4 4,94 7,95 48,15
5 1,77 7,95 51,02
6 2,86 7,95 53,70
Fonte: Próprio autor.
45
Para a realização dos cálculos, foram utilizados os valores 806,45 kg/m³, 1,2.10-3
Pa.s
e 4,57.10-5
m, respectivamente para a massa específica e viscosidade dinâmica do etanol
hidratado e a rugosidade absoluta do aço carbono (comercial).
Fig
ura
20
. P
lanta
das
red
es d
e tu
bu
laçõ
es e
stud
ada.
Fo
nte
: P
róp
rio a
uto
r.
46
O conjunto moto-bomba existente apresenta as seguintes especificações: vazão de
240m³/h, 1750 rpm, altura manométrica total de 51,0 m e motor de 60 cv e, além disso, trata-
se de uma bomba centrífuga de estágio e admissão simples.
É verificada a perda de carga nos pontos em que a vazão da bomba é de 240 m³/h e
que atenderá a necessidade de 120 m³/h em cada braço, considerando um carregamento
simultâneo. Calculada pela fórmula de Darcy e Weisbach, a perda de carga para acessórios foi
obtida pelo método de comprimento equivalente e o fator de atrito foi alcançado pelo
diagrama de Moody, conferido pelo software EES com a equação de Colebrook e White.

47
6. RESULTADOS
Neste capítulo serão apresentados todos os cálculos a fim de se chegar aos resultados
do tanque 6 e proposto soluções para melhoria de eficiência em todo rede de tubulações.
O sistema de tubulação analisado para o tanque 6, onde se encontrou o pior caso
estudado, devido a alta altura manométrica, apresenta as seguintes características:
Fig
ura
21
. R
ede
de
tub
ula
ções
do
tan
qu
e 6
.
Fo
nte
: P
róp
rio a
uto
r.
48
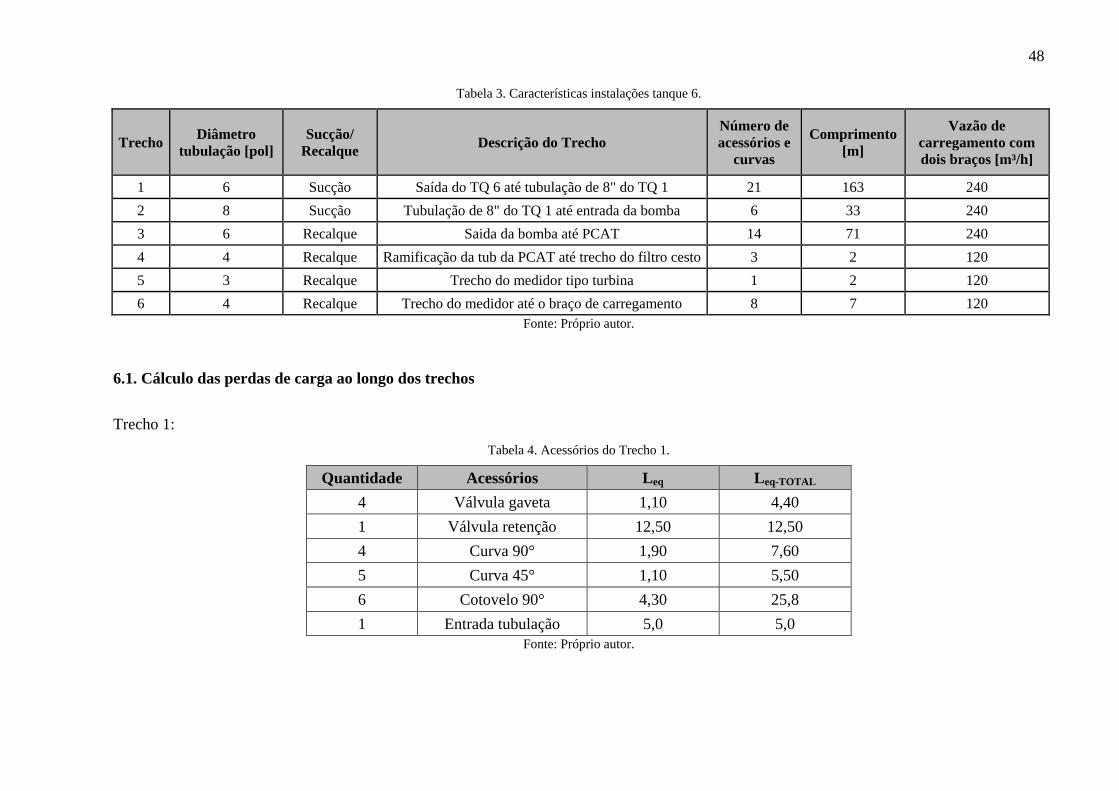
Tabela 3. Características instalações tanque 6.
Trecho Diâmetro
tubulação [pol]
Sucção/
Recalque Descrição do Trecho
Número de
acessórios e
curvas
Comprimento
[m]
Vazão de
carregamento com
dois braços [m³/h]
1 6 Sucção Saída do TQ 6 até tubulação de 8" do TQ 1 21 163 240
2 8 Sucção Tubulação de 8" do TQ 1 até entrada da bomba 6 33 240
3 6 Recalque Saida da bomba até PCAT 14 71 240
4 4 Recalque Ramificação da tub da PCAT até trecho do filtro cesto 3 2 120
5 3 Recalque Trecho do medidor tipo turbina 1 2 120
6 4 Recalque Trecho do medidor até o braço de carregamento 8 7 120
Fonte: Próprio autor.
6.1. Cálculo das perdas de carga ao longo dos trechos
Trecho 1:
Tabela 4. Acessórios do Trecho 1.
Quantidade Acessórios Leq Leq-TOTAL
4 Válvula gaveta 1,10 4,40
1 Válvula retenção 12,50 12,50
4 Curva 90° 1,90 7,60
5 Curva 45° 1,10 5,50
6 Cotovelo 90° 4,30 25,8
1 Entrada tubulação 5,0 5,0
Fonte: Próprio autor.

49
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,067
𝜋 . 0,15242= 3,67 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 3,67 . 0,1524
1,2.10−3= 375.878,28
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1524= 0,00030
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,017.
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
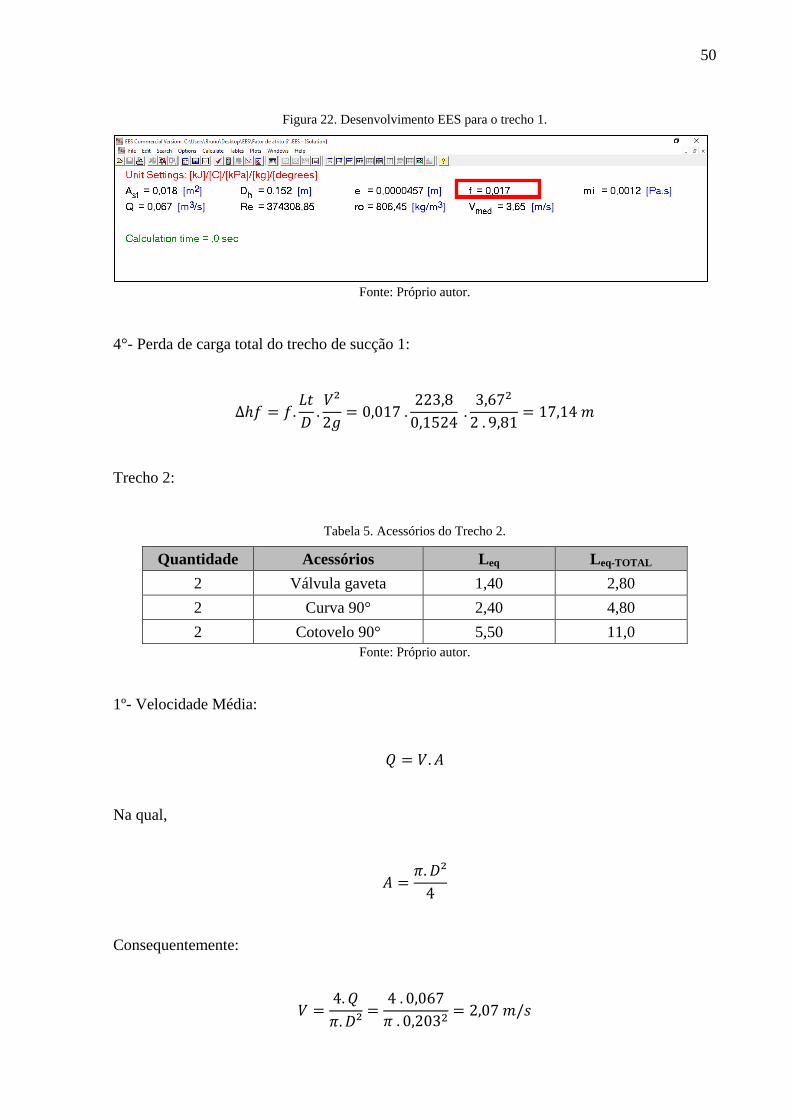
50
Figura 22. Desenvolvimento EES para o trecho 1.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de sucção 1:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,017 .
223,8
0,1524 .
3,672
2 . 9,81= 17,14 𝑚
Trecho 2:
Tabela 5. Acessórios do Trecho 2.
Quantidade Acessórios Leq Leq-TOTAL
2 Válvula gaveta 1,40 2,80
2 Curva 90° 2,40 4,80
2 Cotovelo 90° 5,50 11,0
Fonte: Próprio autor.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,067
𝜋 . 0,2032= 2,07 𝑚/𝑠
51
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 2,07 . 0,203
1,2.10−3= 282.398,63
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,203= 0,000225
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,017.
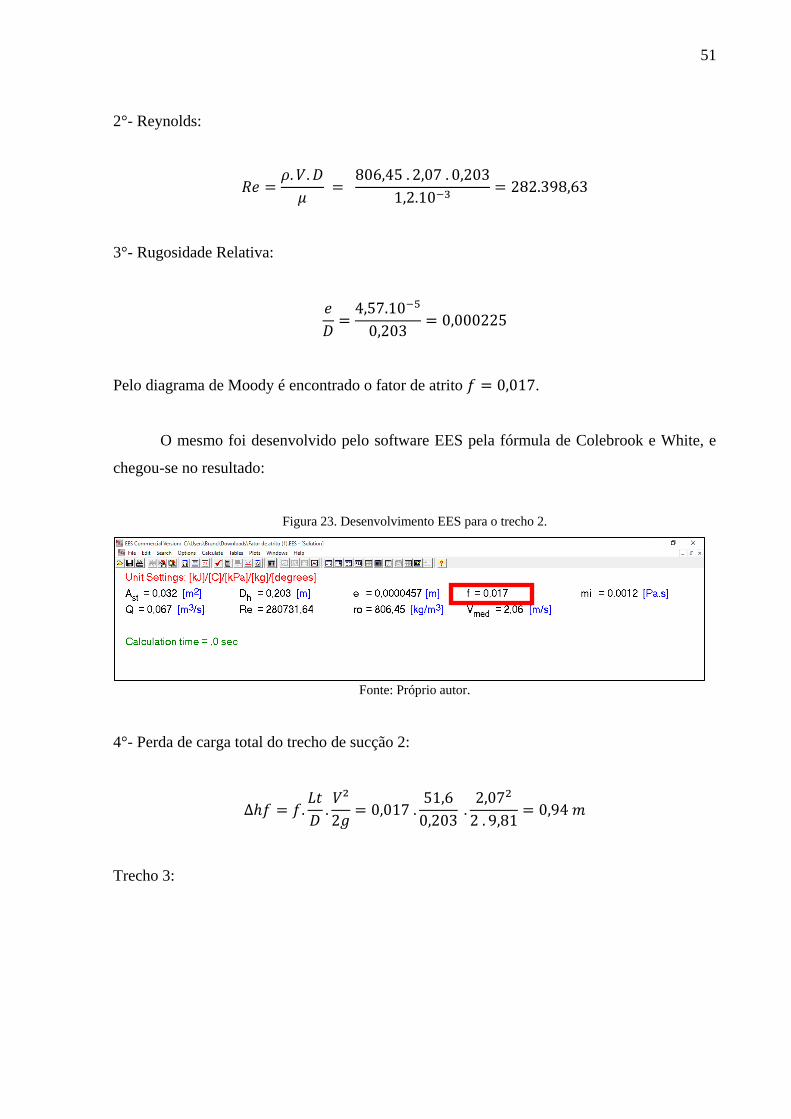
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 23. Desenvolvimento EES para o trecho 2.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de sucção 2:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,017 .
51,6
0,203 .
2,072
2 . 9,81= 0,94 𝑚
Trecho 3:
52
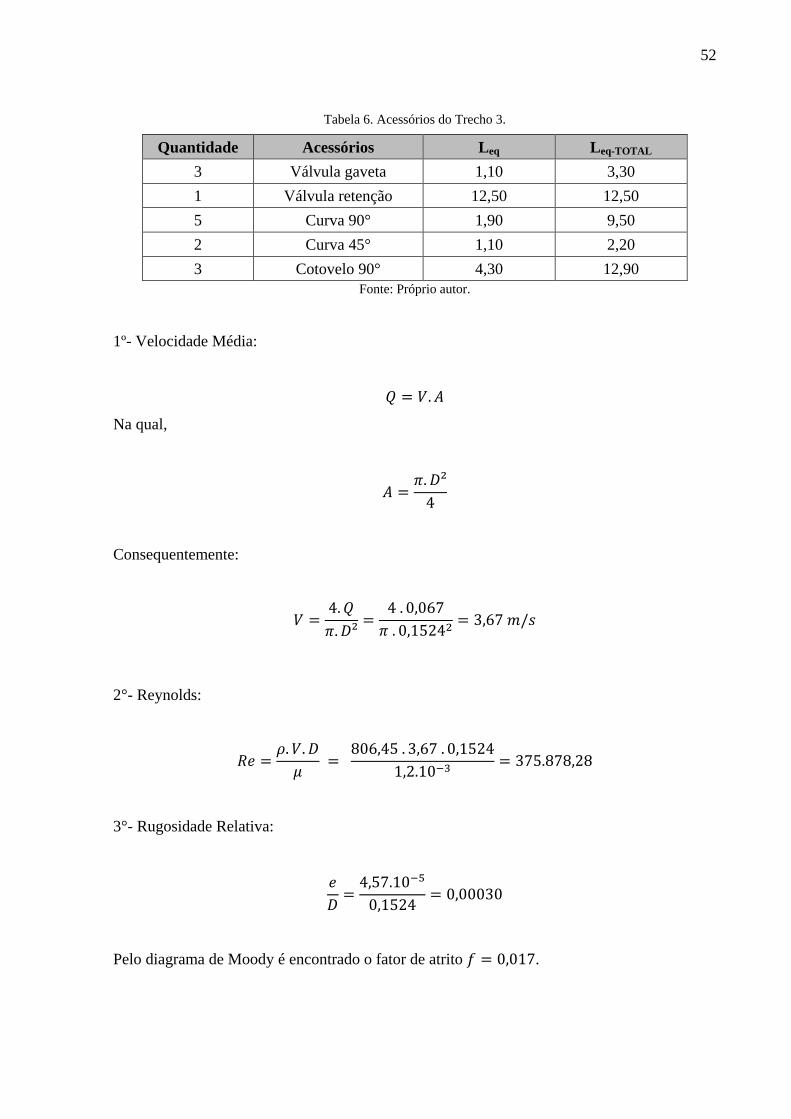
Tabela 6. Acessórios do Trecho 3.
Quantidade Acessórios Leq Leq-TOTAL
3 Válvula gaveta 1,10 3,30
1 Válvula retenção 12,50 12,50
5 Curva 90° 1,90 9,50
2 Curva 45° 1,10 2,20
3 Cotovelo 90° 4,30 12,90
Fonte: Próprio autor.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,067
𝜋 . 0,15242= 3,67 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 3,67 . 0,1524
1,2.10−3= 375.878,28
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1524= 0,00030
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,017.

53
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 24. Desenvolvimento EES para o trecho 3.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 3:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,017 .
111,4
0,1524 .
3,672
2 . 9,81= 8,53 𝑚
Trecho 4:
Tabela 7. Acessórios do Trecho 4.
Quantidade Acessórios Leq Leq-TOTAL
1 Válvula esfera 0,88 0,88
1 Curva 90° 1,30 1,30
Fonte: Próprio autor.
Além disso, neste trecho existe um filtro cesto, cujas perdas de carga serão calculadas
e apresentadas posteriormente, seguindo metodologia do item 4.11.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4

54
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,033
𝜋 . 0,10162= 4,07 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 4,07 . 0,1016
1,2.10−3= 277.897,29
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1524= 0,00045
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,018.
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 25. Desenvolvimento EES para o trecho 4.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 4:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,018 .
4,18
0,1016 .
4,072
2 . 9,81= 0,63 𝑚
Trecho 5:

55
Neste trecho existe apenas um medidor turbina, cujas perdas de carga serão calculadas
e apresentadas posteriormente, seguindo metodologia do item 4.11.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,033
𝜋 . 0,07622= 7,24 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 7,24 . 0,0762
1,2.10−3= 370.757,32
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,0762= 0,00060
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,0185.
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:

56
Figura 26. Desenvolvimento EES para o trecho 5.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 5:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,0185 .
2
0,0762 .
7,242
2 . 9,81= 1,30 𝑚
Trecho 6:
Tabela 8. Acessórios do Trecho 6.
Quantidade Acessórios Leq Leq-TOTAL
1 Válvula retenção 6,40 6,40
2 Válvula esfera 0,88 1,76
3 Cotovelo 90° 2,80 8,40
Fonte: Próprio autor.
Além disso, neste trecho existe uma válvula controladora de vazão e um braço de
carregamento, cujas perdas de carga serão calculadas e apresentadas posteriormente, seguindo
metodologia do item 4.11.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
57
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,033
𝜋 . 0,10162= 4,07 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 4,07 . 0,1016
1,2.10−3= 277.897,29
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1016= 0,00045
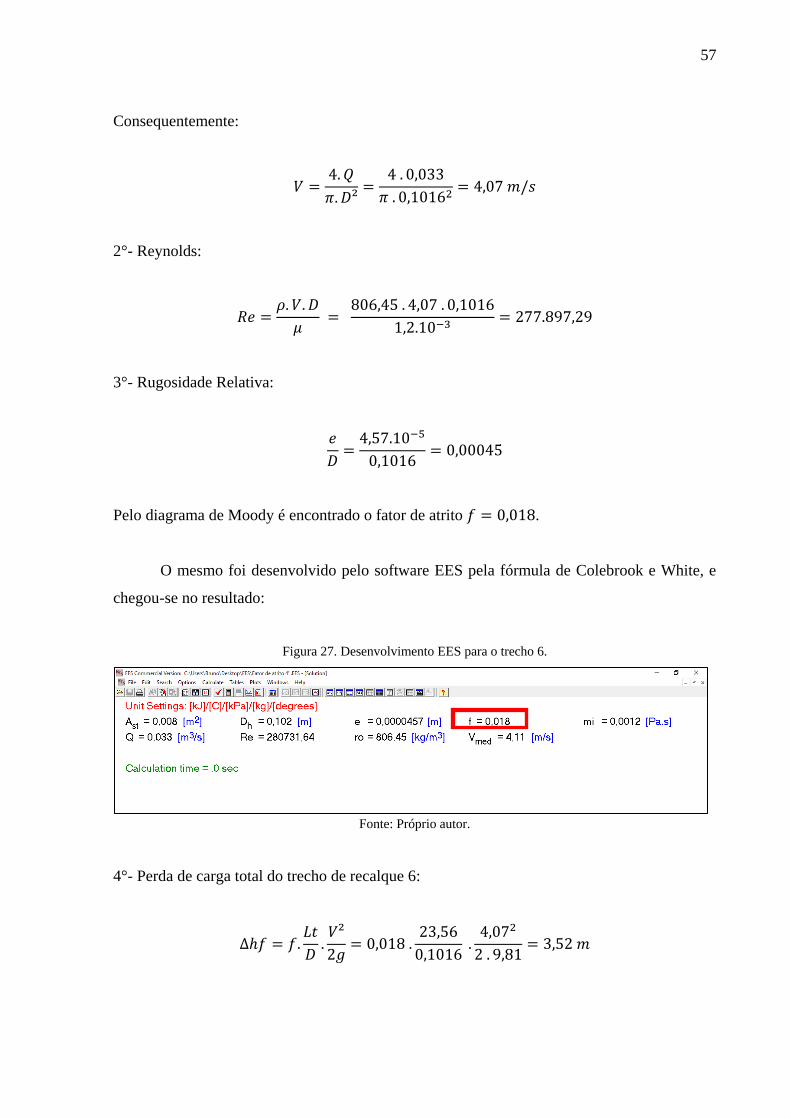
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,018.
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 27. Desenvolvimento EES para o trecho 6.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 6:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,018 .
23,56
0,1016 .
4,072
2 . 9,81= 3,52 𝑚

58
A Tabela 9 apresenta as perdas de carga calculadas a partir da queda de pressão para
equipamentos específicos, empregados na linha de recalque, as quais foram obtidas por meio
da utilização da Eq. 26.
Tabela 9. Perda de carga em comuns equipamentos utilizados em um carregamento de etanol.
Equipamentos Pressão [kgf/cm²] Perda de carga [m]
Filtro cesto 4” 0,33 4,09
Medidor turbina 3” 0,115 1,43
Válvula controladora de vazão 4” 0,55 6,82
Braço de carregamento 4” 0,34 4,21
Fonte: Retirado de projeto da empresa Guterres (2015).
Em seguida, as Tabelas 10 e 11 apresentam um resumo dos dados alcançados,
respectivamente para as linhas de sucção e recalque.
Tabela 10. Resumo dos dados calculados para o trecho de sucção.
Resumo trecho de sucção
Trecho Ltubo [m] Leq Re e/D f hT [m]
1 163 60,8 375.878,28 0,0003 0,017 17,14
2 33 18,6 282.398,63 0,00023 0,017 0,94
TOTAL
18,08
Fonte: Próprio autor.
Tabela 11. Resumo dos dados calculados para o trecho de recalque.
Resumo trecho de recalque
Trecho Ltubo [m] Leq Re e/D f hT [m]
3 71 40,4 375.878,28 0,0003 0,017 8,53
4 2 2,18 277.897,29 0,00045 0,018 0,63
5 2 0 370.757,32 0,0006 0,0185 1,3
6 7 16,56 277.897,29 0,00045 0,018 3,52
TOTAL
13,98
TOTAL Perdas equipamentos [m]: Filtro 4”=4,09; Medidor
3”=1,43; Válvula Controladora 4”= 6,82 e Braço de
carregamento 4”=4,21. 30,53
Fonte: Próprio autor.

59
6.2. Cálculo da altura manométrica total
- Altura manométrica para o tanque 6:
𝐻𝑚 = 𝑍2 − 𝑍1 +𝑃2
𝛾−
𝑃1
𝛾+
𝑉2²
2𝑔−
𝑉1²
2𝑔+ ∆ℎ𝑓
Onde,
∆ℎ𝑓: perdas totais dos trechos de sucção + recalque [m].
Considerando as pressões em nível atmosférico e velocidades baixas no reservatório
de sucção e de descarte, tem-se:
𝐻𝑚 = 𝑍2 − 𝑍1 + ∆ℎ𝑓 = 7,95 − 2,86 + 48,61 = 𝐻𝑚 = 53,70 𝑚
A bomba que se possue no sistema possibilita uma altura manométrica total de no
máximo 51 m, impossibilitando assim que o sistema atenda a vazão máxima desejada. Para
atingir tal vazão, é proposto quatro soluções:
6.3. Soluções para o problema
A seguir, serão propostas algumas soluções para o problema apresentado, a fim de se
alcançar o requisito de vazão volumétrica para o sistema de carregamento.
6.3.1. Solução 1: Aumentar toda Tubulação de Sucção para 10”
Como visto no item 4.12, existe o estudo das velocidades econômicas, a fim de se
atender esses limites tanto para a sucção quanto para o recalque, variando em função do fluido
de trabalho. Diante disso, a velocidade média ideal para o trecho de sucção seria em torno de
1,0 m/s em quanto para o recalque de 2,0 a 3,0 m/s.
Nos trechos de tubulações estudados foram encontrados, para o trecho de sucção, uma
velocidade média de até 3,67 m/s, com diâmetro de 6”. Substituindo toda a linha de sucção
para 10”, se alcançaria uma velocidade média de 1,32 m/s, que é muito próximo do ideal.

60
Com isso, a perda de carga reduziria drasticamente, possibilitando a utilização de todos os
tanques sem queda de vazão.
Para substituir toda a rede de sucção para 10” será necessário 288,4 m e, para isso,
considerando um custo específico de R$ 41,76 por metro para um tubo de aço carbono ASTM
A106 GR B sem costura de 10”, totalizando R$ 12.043,58, sem considerar o custo de serviço
para a implantação desta solução.
6.3.2. Solução 2: Aumentar toda Tubulação de Sucção para 8”
Substituindo toda tubulação de sucção de 6” para 8” também promoveria uma grande
redução na perda de carga e, consequentemene, não ultrapassando o limite da altura
manométrica total da bomba. Com essa saída, se poderia economizar com a escolha de
tubulações de 8” ao invés de 10”. Diante disso, a Tabela 12 apresenta as novas características
dessa alteração e posteriormente apresentado todos resultados obtidos com o emprego da
tubulação de 8”.
Tabela 12. Características instalações tanque 6 com alterações de tubulações.
Trecho
Diâmetro
tubulação
[pol]
Sucção/
Recalque
Descrição do
trecho
Número de
acessórios e
curvas
Compriment
o [m]
Vazão de
carregamento
com dois
braços [m³/h]
1 8 Sucção Saída do TQ 6 até
entrada da bomba 27 196 240
2 6 Recalque Saida da bomba
até PCAT 14 71 240
3 4 Recalque
Ramificação da
tub da PCAT até
trecho do filtro
cesto
3 2 120
4 3 Recalque Trecho do medidor
tipo turbina 1 2 120
5 4 Recalque
Trecho do medidor
até o braço de
carregamento
8 7 120
Fonte: Próprio autor.
Trecho 1:
61
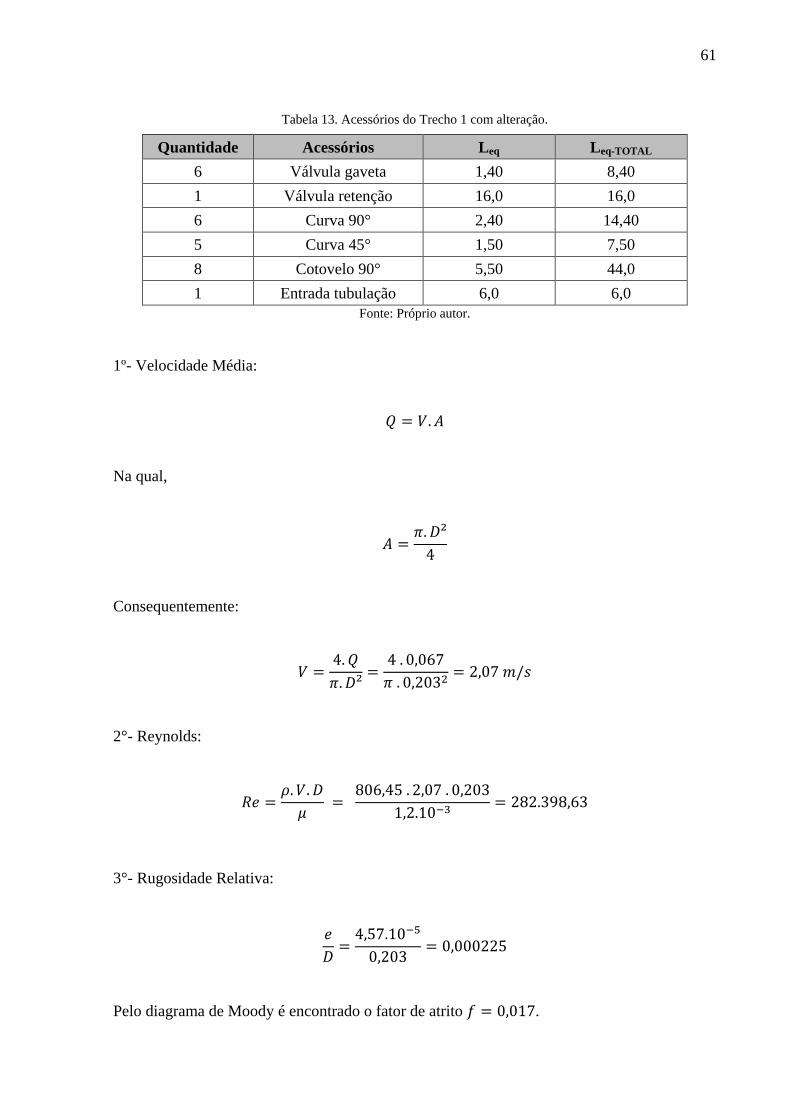
Tabela 13. Acessórios do Trecho 1 com alteração.
Quantidade Acessórios Leq Leq-TOTAL
6 Válvula gaveta 1,40 8,40
1 Válvula retenção 16,0 16,0
6 Curva 90° 2,40 14,40
5 Curva 45° 1,50 7,50
8 Cotovelo 90° 5,50 44,0
1 Entrada tubulação 6,0 6,0
Fonte: Próprio autor.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,067
𝜋 . 0,2032= 2,07 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 2,07 . 0,203
1,2.10−3= 282.398,63
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,203= 0,000225
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,017.
62
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
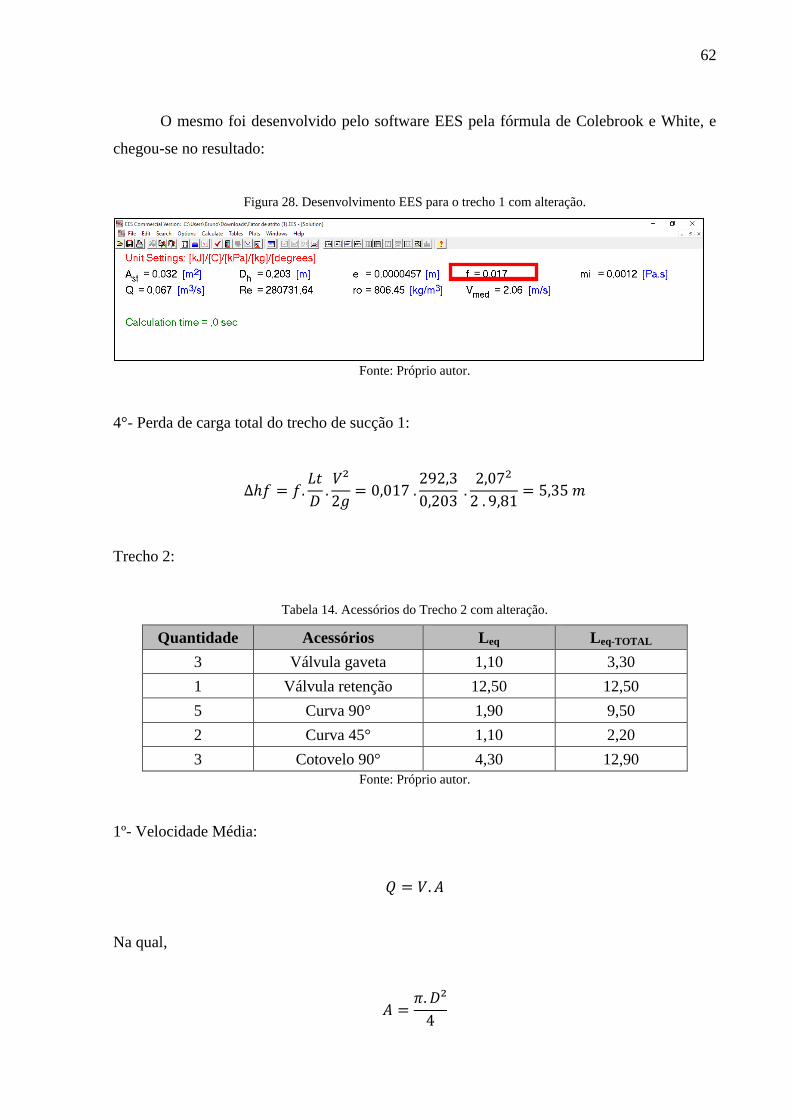
Figura 28. Desenvolvimento EES para o trecho 1 com alteração.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de sucção 1:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,017 .
292,3
0,203 .
2,072
2 . 9,81= 5,35 𝑚
Trecho 2:
Tabela 14. Acessórios do Trecho 2 com alteração.
Quantidade Acessórios Leq Leq-TOTAL
3 Válvula gaveta 1,10 3,30
1 Válvula retenção 12,50 12,50
5 Curva 90° 1,90 9,50
2 Curva 45° 1,10 2,20
3 Cotovelo 90° 4,30 12,90
Fonte: Próprio autor.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4

63
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,067
𝜋 . 0,15242= 3,67 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 3,67 . 0,1524
1,2.10−3= 375.878,28
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1524= 0,00030
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,017.
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 29. Desenvolvimento EES para o trecho 2 com alteração.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 2:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,017 .
111,4
0,1524 .
3,672
2 . 9,81= 8,53 𝑚
Trecho 3:

64
Tabela 15. Acessórios do Trecho 3 com alteração.
Quantidade Acessórios Leq Leq-TOTAL
1 Válvula esfera 0,88 0,88
1 Curva 90° 1,30 1,30
Fonte: Próprio autor.
Como visto anteriormente, neste trecho existe um filtro cesto, cujas perdas de carga
foram calculadas e apresentadas, seguindo metodologia do item 4.11.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,033
𝜋 . 0,10162= 4,07 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 4,07 . 0,1016
1,2.10−3= 277.897,29
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1524= 0,00045
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,018.

65
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 30. Desenvolvimento EES para o trecho 3 com alteração.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 3:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,018 .
4,18
0,1016 .
4,072
2 . 9,81= 0,63 𝑚
Trecho 4:
Como visto anteriormente, neste trecho existe apenas um medidor turbina, cujas
perdas de carga foram calculadas e apresentadas, seguindo metodologia do item 4.11.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,033
𝜋 . 0,07622= 7,24 𝑚/𝑠
66
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 7,24 . 0,0762
1,2.10−3= 370.757,32
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,0762= 0,00060
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,0185.
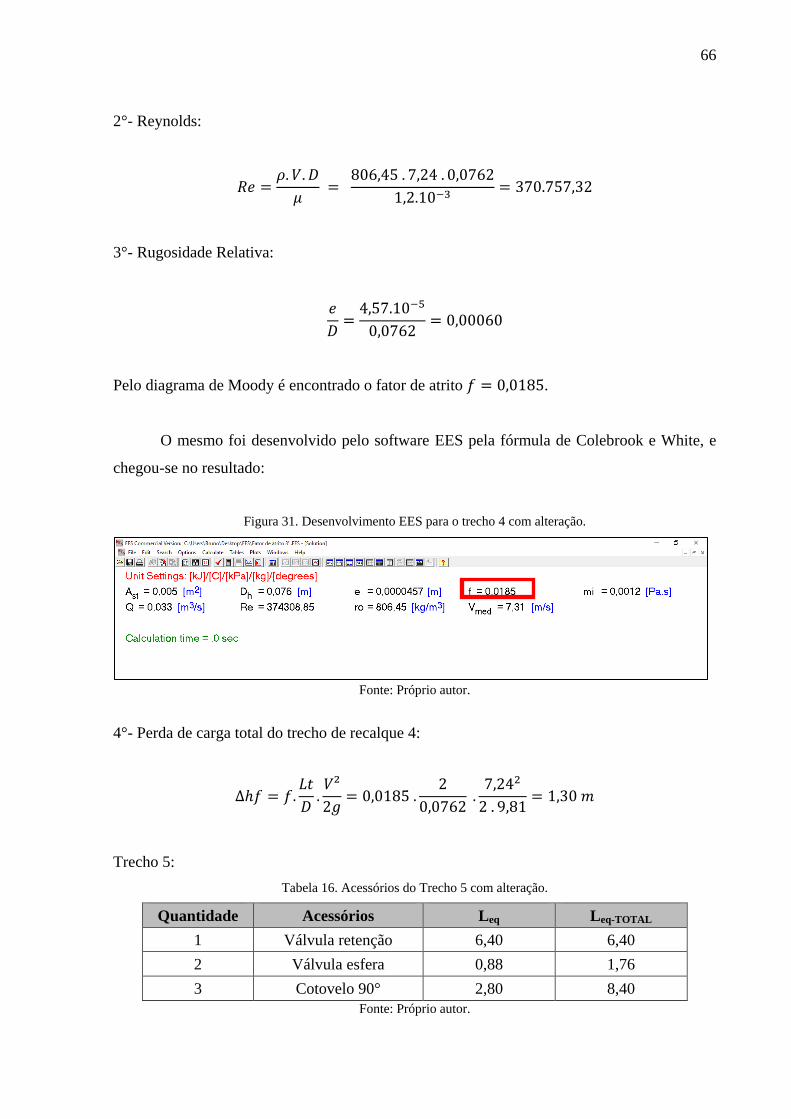
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
Figura 31. Desenvolvimento EES para o trecho 4 com alteração.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 4:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,0185 .
2
0,0762 .
7,242
2 . 9,81= 1,30 𝑚
Trecho 5:
Tabela 16. Acessórios do Trecho 5 com alteração.
Quantidade Acessórios Leq Leq-TOTAL
1 Válvula retenção 6,40 6,40
2 Válvula esfera 0,88 1,76
3 Cotovelo 90° 2,80 8,40
Fonte: Próprio autor.

67
Como visto anteriormente, neste trecho existe uma válvula controladora de vazão e um
braço de carregamento, cujas perdas de carga foram calculadas e apresentadas, seguindo
metodologia do item 4.11.
1º- Velocidade Média:
𝑄 = 𝑉. 𝐴
Na qual,
𝐴 =𝜋. 𝐷²
4
Consequentemente:
𝑉 =4. 𝑄
𝜋. 𝐷²=
4 . 0,033
𝜋 . 0,10162= 4,07 𝑚/𝑠
2°- Reynolds:
𝑅𝑒 =𝜌. 𝑉. 𝐷
𝜇 =
806,45 . 4,07 . 0,1016
1,2.10−3= 277.897,29
3°- Rugosidade Relativa:
𝑒
𝐷=
4,57.10−5
0,1016= 0,00045
Pelo diagrama de Moody é encontrado o fator de atrito 𝑓 = 0,018.
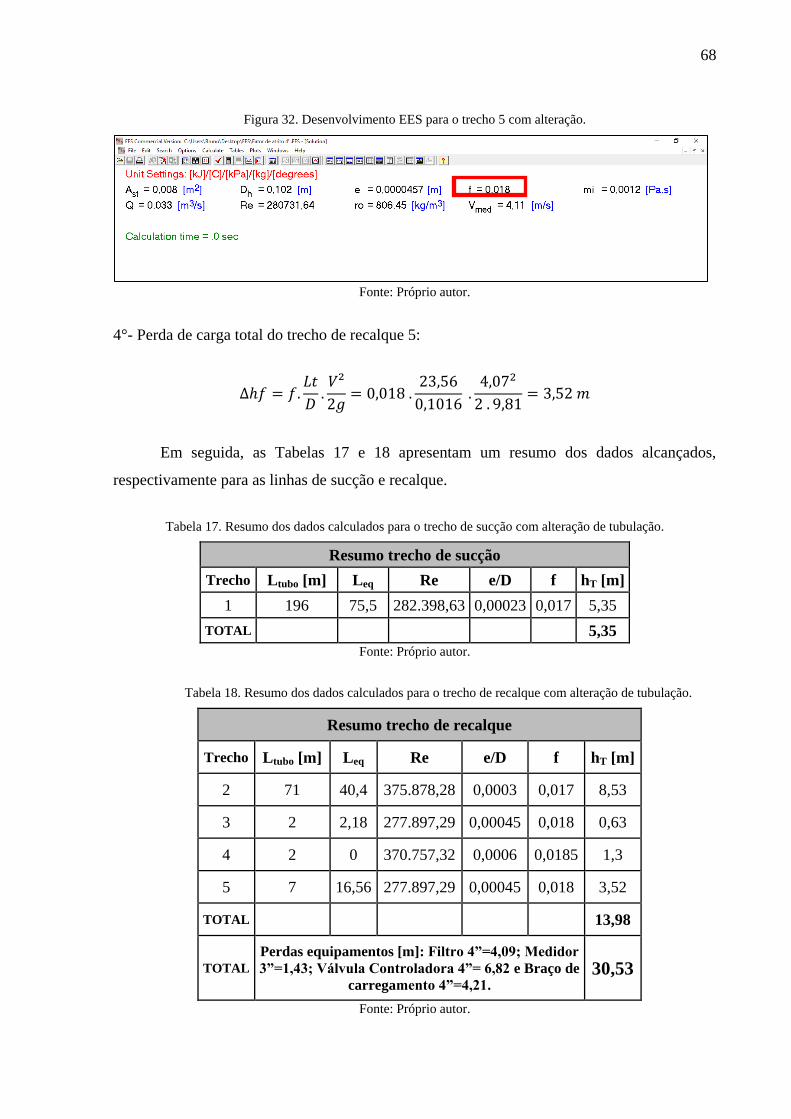
O mesmo foi desenvolvido pelo software EES pela fórmula de Colebrook e White, e
chegou-se no resultado:
68
Figura 32. Desenvolvimento EES para o trecho 5 com alteração.
Fonte: Próprio autor.
4°- Perda de carga total do trecho de recalque 5:
∆ℎ𝑓 = 𝑓.𝐿𝑡
𝐷.
𝑉²
2𝑔= 0,018 .
23,56
0,1016 .
4,072
2 . 9,81= 3,52 𝑚
Em seguida, as Tabelas 17 e 18 apresentam um resumo dos dados alcançados,
respectivamente para as linhas de sucção e recalque.
Tabela 17. Resumo dos dados calculados para o trecho de sucção com alteração de tubulação.
Resumo trecho de sucção
Trecho Ltubo [m] Leq Re e/D f hT [m]
1 196 75,5 282.398,63 0,00023 0,017 5,35
TOTAL
5,35
Fonte: Próprio autor.
Tabela 18. Resumo dos dados calculados para o trecho de recalque com alteração de tubulação.
Resumo trecho de recalque
Trecho Ltubo [m] Leq Re e/D f hT [m]
2 71 40,4 375.878,28 0,0003 0,017 8,53
3 2 2,18 277.897,29 0,00045 0,018 0,63
4 2 0 370.757,32 0,0006 0,0185 1,3
5 7 16,56 277.897,29 0,00045 0,018 3,52
TOTAL
13,98
TOTAL Perdas equipamentos [m]: Filtro 4”=4,09; Medidor
3”=1,43; Válvula Controladora 4”= 6,82 e Braço de
carregamento 4”=4,21. 30,53
Fonte: Próprio autor.

69
- Altura manométrica para o tanque 6:
𝐻𝑚 = 𝑍2 − 𝑍1 +𝑃2
𝛾−
𝑃1
𝛾+
𝑉2²
2𝑔−
𝑉1²
2𝑔+ ∆ℎ𝑓
Onde, ∆ℎ𝑓=Perdas totais dos trechos de sucção + recalque.
Considerando as pressões em nível atmosférico e velocidades baixas no reservatório
de sucção e de descarte, teremos:
𝐻𝑚 = 𝑍2 − 𝑍1 + ∆ℎ𝑓 = 7,95 − 2,86 + 35,88 = 𝐻𝑚 = 40,97 𝑚
Desta forma, com a alteração do diâmetro do trecho da sucção da bomba é calculado
uma altura manométrica que atende ao seu critério e suprirá toda demanda, a tornando
adequada para o sistema de carregamento de etanol da usina.
Para substituir toda a rede de sucção para 8” será necessário 260,6 m e, para isso,
considerando um custo específico de R$ 33,32 por metro para um tubo de aço carbono ASTM
A106 GR B sem costura de 8”, totalizando R$ 8.683,19, sem considerar o custo de seviço
para a implantação desta solução.
6.3.3. Solução 3: Substituir o Rotor
A bomba existente na instalação é o modelo 150-125-315 da KSB, onde 150 se refere
ao diâmetro nominal do flange de sucção [mm], 125 ao diâmetro nominal do flange de
pressão [mm] e 315 ao diâmetro nominal do rotor [mm]. Com as curvas de campo de
aplicação da bomba pode-se notar que o modelo 125-100-400 seria a melhor escolha para o
caso atual, a qual poderia suprir a demanda de energia para vencer a perda de carga total
encontrada, que gira em torno de 53,7 m.
A Figura 33 ilustra as curvas do campo de aplicação da bomba, onde é comparado a
vazão volumétrica de 240 m³/h e altura manométrica em torno de 53,7, tidas no sistema.
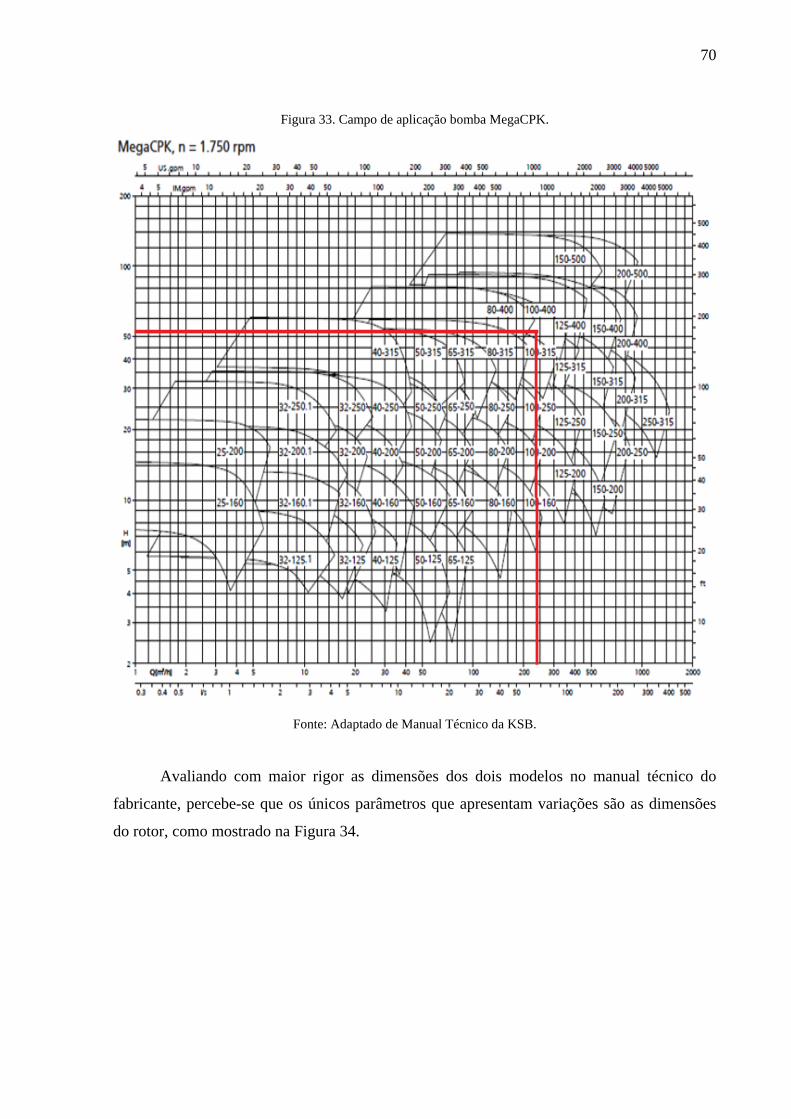
70
Figura 33. Campo de aplicação bomba MegaCPK.
Fonte: Adaptado de Manual Técnico da KSB.
Avaliando com maior rigor as dimensões dos dois modelos no manual técnico do
fabricante, percebe-se que os únicos parâmetros que apresentam variações são as dimensões
do rotor, como mostrado na Figura 34.

71
Figura 34. Dados técnicos bomba MegaCPK.
Fonte: Adaptado de Manual Técnico da KSB.
Com isso, uma outra solução proposta seria substituir o rotor atual para um rotor com
diâmetro externo do rotor de 401,0 mm. Essa solução seria de baixo custo e poderia resolver o
problema, pois, com isso, se alcançaria o requisito para vencer a altura manométrica total
imposta pelo tanque 6.
Figura 35. Dimensões da carcaça bomba MegaCPK.
Fonte: Adaptado de Manual Técnico da KSB.
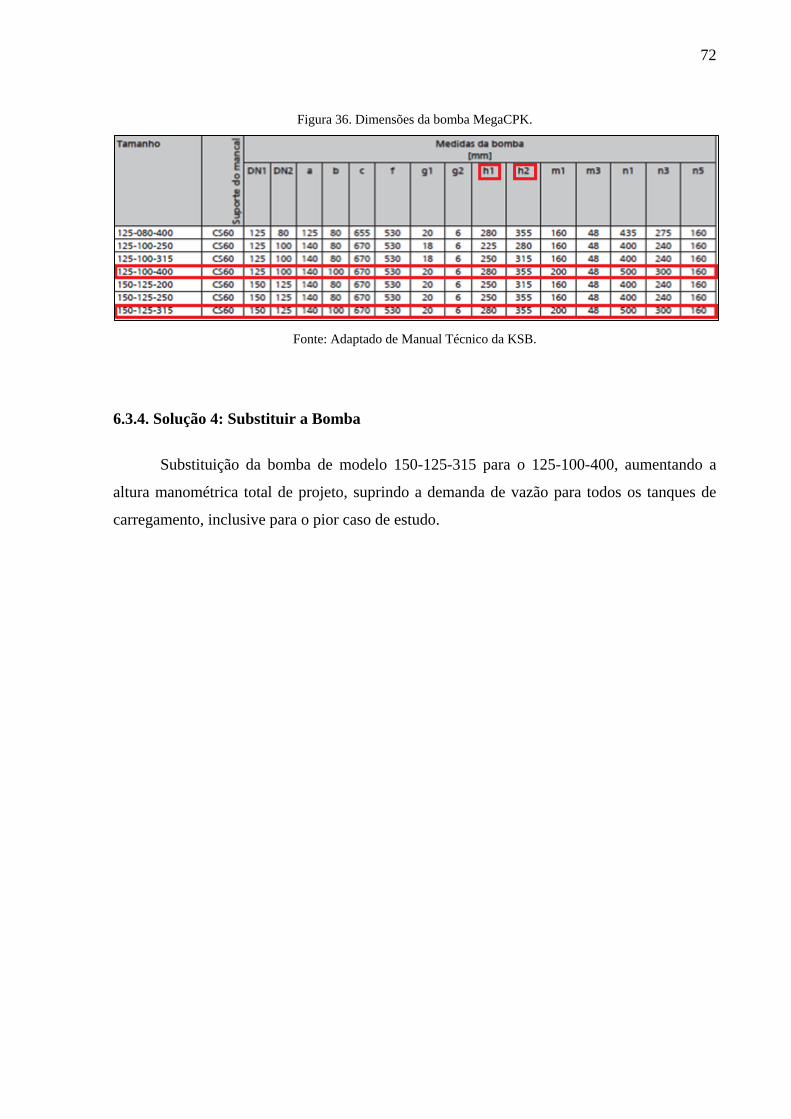
72
Figura 36. Dimensões da bomba MegaCPK.
Fonte: Adaptado de Manual Técnico da KSB.
6.3.4. Solução 4: Substituir a Bomba
Substituição da bomba de modelo 150-125-315 para o 125-100-400, aumentando a
altura manométrica total de projeto, suprindo a demanda de vazão para todos os tanques de
carregamento, inclusive para o pior caso de estudo.
73
7. CONCLUSÃO
Com o levantamento e estudo do caso em que foi analisado uma rede de tubulações de
um sistema de carregamento de uma usina sucroalcooleira, chegou-se a conclusão que a
bomba encontrada no sistema não suportará totalmente a demanda desejada, pelas
características que se é encontrada no terreno estudado, curvas, acessórios e obstáculos.
Como a bomba que se possui requer uma altura manométrica de no máximo 51,0 m, o
sistema para os tanques 1, 2, 3 e 4 com as alturas manométricas, respectivamente, 39,86 m;
43,33 m; 45,96 m e 48,15 m trabalharam com vazão volumétrica máxima, diferente do
produzido com os tanques 5 e 6, com alturas manométrica de 51,02 m e 53,70 m,
respectivamente.
A fim de se operar com todos os tanques em vazão volumétrica e condições
satisfatórias, são propostas quatro soluções: substituição de 288,4 m de tubos de 6” e 8” para
10”; substituição de 260,6 m de tubos, de 6” para 8” no trecho de sucção, onde encontrou-se
altura manométrica no pior caso de 40,97 m; substituição do rotor da bomba de 325,0 mm
para 401,0 mm; e, por fim, a substituição da bomba por uma de maior altura manométrica
total.
A troca do rotor é a opção de maior custo benefício, já que implicaria na troca de um
único componente da bomba, onde conseguiria obter uma elevação da altura manométrica de
seu projeto, melhorando as condições do sistema de bombeamento com baixo custo, mas tal
operação resultaria em alterar condições de fábrica da bomba e acabar com vínculos como a
garantia do equipamento.
A substituição da tubulação de sucção para 10” traria ótimos resultados, mas alterando
para 8” já seria suficiente para chegar na vazão máxima requerida pelo sistema, resultando em
maiores economias, com o valor de R$ 8.683,19 obtido por orçamento.
74
Referências Bibliográficas
AZEVEDO NETTO J. M.; FERNANDEZ M. F.; ARAÚJO R. A.E. Manual de
hidráulica. São Paulo: Edgard Blücher, 1998. 669 p.
BRUCE R. M.; DONALD F. Y. E THEODORE H. O. Fundamentos da Mecânica dos
Fluidos . 4ª Ed. – Edgard Blucher, 2004. 756 p.
BRUNETTI, Franco. Mecânica dos Fluidos. 2ª ed. São Paulo: Pearson Prentice Hall, 2008.
420 p.
CARVALHO, G. B. Dimensionamento e simulação hidráulica da irrigação localizada sob
condição variável de setores de operação. 2004. 78 p. Dissertação (Mestrado em
Agronomia)- Escola Superior de Agricultura “Luiz de Queiroz”, Universidade de São Paulo,
Piracicaba, 2004.
FOX, R. W.; MCDONALD, A. T.; PRITCHARD, P. J. Introdução à Mecânica dos Fluidos.
Rio de Janeiro: LTC, 2010.
GOMES, A. W.A.; FRIZZONE, J.A.; RETTORE NETO, O.; MIRANDA, J.H. Perda de
carga localizada em emissores integrados em tubos de polietileno. Engenharia Agrícola,
Jaboticabal, v. 30, n. 3, p. 435-446, 2010.
GOMES, A. W.A. Perda de carga localizada em emissores integrados em tubos de
polietileno. 2009. 61 p. Dissertação (Mestrado em Irrigação e Drenagem)- Escola Superior de
Agricultura “Luiz de Queiroz”, Universidade de São Paulo, Piracicaba, 2009.
KSB Bombas Hidráulicas S/A. Manual de Técnico MegaCPK. 2013.
KSB Bombas Hidráulicas S/A. Manual de Treinamento KSB. 5ª ed. 2003.
MACINTYRE, A. J. Bombas e Instalações de Bombeamento. 2 ed. LTC Editora:
1997.
PERBONI, A. Modelo para Determinar a perda de Carga em Tubos Emissores. 2012. 72
p. Dissertação (Mestrado em Ciência), Faculdade de Educação, USP, Piracicaba, SP.
PINHEIRO, G. W. Perda de Carga Total de Rede de Tubulações: Comparação entre
Modelos Numérico e Experimental. 2014. 83 p. Trabalho de Conclusão de Curso
(Graduação), Faculdade de Engenharia Civil, UFRGS, Porto Alegre, RS, 1990.
PROCEL INDÚSTRIA, ELETROBRÁS. Bombas: Guia Básico. Brasília: IEL/NC, 2009.

75
RODRIGUES, K. J.T. Perda de Carga em Condutos Forçados. 2011. 50 p. Trabalho de
Conclusão de Curso (Graduação), Faculdade de Ciência e Tecnologia, UFERSA, Mossoró,
RN.
RODRIGUES, T. R.I. Perda de Carga Provocada por Engate Rápido em Tubulações de
Aço Zincado. 1998. Dissertação (Mestrado em Engenharia Civil), Faculdade de Educação,
UNICAMP, Campinas, SP.
RODRIGO OTÁVIO, R. M.S. Modelagem, Desenvolvimento de Software para
Dimensionamento e Avaliação para Sistemas de Irrigação por Gotejamento por
Microtubos. 2005. 100 p. Tese (Doutorado em Engenharia Agrícola), Faculdade de
Educação, USP, Piracicaba, SP.

















