REDUÇÃO DA PERDA DE PRODUÇÃO NO...
66
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO DEPARTAMENTO DE ENGENHARIA MECÂNICA TRABALHO DE CONCLUSÃO DE CURSO RYAN BRAGA FABRES VINÍCIUS MALANQUINE FRAZZI REDUÇÃO DA PERDA DE PRODUÇÃO NO CIRCUITO DO PÁTIO DE PELOTAS DAS USINAS DE PELOTIZAÇÃO ATRAVÉS DA METODOLOGIA SEIS SIGMA VITÓRIA 2011
-
Upload
hoangthuan -
Category
Documents
-
view
214 -
download
0
Transcript of REDUÇÃO DA PERDA DE PRODUÇÃO NO...
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO
CENTRO TECNOLÓGICO DEPARTAMENTO DE ENGENHARIA MECÂNICA
TRABALHO DE CONCLUSÃO DE CURSO
RYAN BRAGA FABRES
VINÍCIUS MALANQUINE FRAZZI
REDUÇÃO DA PERDA DE PRODUÇÃO NO CIRCUITO DO PÁTIO DE
PELOTAS DAS USINAS DE PELOTIZAÇÃO ATRAVÉS DA
METODOLOGIA SEIS SIGMA
VITÓRIA
2011
RYAN BRAGA FABRES
VINÍCIUS MALANQUINE FRAZZI
REDUÇÃO DA PERDA DE PRODUÇÃO NO CIRCUITO DO PÁTIO DE
PELOTAS DAS USINAS DE PELOTIZAÇÃO ATRAVÉS DA
METODOLOGIA SEIS SIGMA
Trabalho de Conclusão de Curso apresentado ao Departamento de
Engenharia Mecânica do Centro Tecnológico da Universidade Federal do Espírito Santo, como requisito parcial
para obtenção do grau de Engenheiro Mecânico. Orientador: Oswaldo Paiva Almeida
Filho, Prof. M.Sc. Co-orientador: Herbert Barbosa Carneiro, Prof. Especialista
VITÓRIA
2011
FABRES, Ryan Braga; FRAZZI, Vinícius Malanquine.
Redução da perda de produção no circuito do pátio de pelotas das usinas de
pelotização através da metodologia seis sigma / Ryan Braga Fabres; Vinícius
Malanquine Frazzi – 2011. 66f.
Orientador: Oswaldo Paiva Almeida Filho
Trabalho de Conclusão de Curso – Universidade Federal do Espírito Santo, Centro
Tecnológico, Departamento de Engenharia Mecânica.
1. Seis Sigma. 2. DMAIC. 3. Pátio de Pelotas. 4. Pelotização. 5. Transportadores de
correia. 6. Metodologia. 7. Rastreabilidade. I. FABRES, Ryan Braga. II. FRAZZI,
Vinícius Malanquine. III. Universidade Federal Do Espírito Santo, Centro
Tecnológico, Departamento de Engenharia Mecânica. IV Redução da perda de
produção no circuito do pátio de pelotas das usinas de pelotização através da
metodologia seis sigma.

RYAN BRAGA FABRES
VINÍCIUS MALANQUINE FRAZZI
REDUÇÃO DA PERDA DE PRODUÇÃO NO CIRCUITO DO PÁTIO DE
PELOTAS DAS USINAS DE PELOTIZAÇÃO ATRAVÉS DA
METODOLOGIA SEIS SIGMA
Trabalho de Conclusão de Curso apresentado ao Departamento de Engenharia
Mecânica do Centro Tecnológico da Universidade Federal do Espírito Santo, como
requisito parcial para obtenção do grau de Engenheiro Mecânico.
Aprovado em 05 de dezembro de 2011.
COMISSÃO EXAMINADORA:
_______________________________________ Prof. M.Sc. Oswaldo Paiva Almeida Filho
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO] Orientador
_______________________________________
Prof. Herbert Barbosa Carneiro UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO] Co-orientador e examinador
_______________________________________ Prof. Dr. Marcos Aurélio Scopel Simões UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO]
Examinador
_______________________________________ Eng. Ivo Sebastião Costa e Silva
VALE S/A Examinador

Dedicamos o presente trabalho aos nossos pais, que sempre nos apoiaram durante toda a vida.
AGRADECIMENTOS
À Deus, que nos proporcionou oportunidades para adquirir o conhecimento
necessário para realizar esse trabalho;
Ao engenheiro Ivo Sebastião Costa e Silva que promoveu a oportunidade de
desenvolvimento deste trabalho, e pela constante transmissão de conhecimento;
Ao Prof. M.Sc. Oswaldo Paiva Almeida Filho pelas diretrizes, permanente incentivo,
e por ser um facilitador para a realização deste trabalho;
Ao professor especialista Herbert Barbosa Carneiro pelo fundamental apoio no
embasamento bibliográfico, incentivo e suporte na constante busca pela qualidade;
Aos familiares e amigos, pelo grande apoio, suporte e incentivo no desenvolvimento
desse projeto;
RESUMO
A filosofia Seis Sigma abrange essencialmente três níveis de atuação nos projetos,
podendo ser como uma métrica (baseada em estudos estatísticos), como uma
metodologia (DMAIC) e como um sistema de gerenciamento. A aplicação se torna
mais efetiva quando se faz de maneira combinada os três níveis de atuação,
entretanto, a utilização isolada de cada nível é perfeitamente plausível e também
gera resultados satisfatórios de melhoria.
Dessa forma, o presente projeto de graduação se propõe a analisar a aplicação da
filosofia Seis Sigma em um caso real, no qual se busca a redução das perdas de
produção no circuito do pátio de pelotas das usinas de pelotização VALE /
NIBRASCO do Complexo de Tubarão – ES, o qual é formado principalmente por
transportadores de correia. Nesse trabalho é apresentado ferramentas inerentes à
metodologia, aplicando aquelas que são pertinentes à esse estudo de caso.
Durante o emprego da filosofia Seis Sigma, ficou evidente que, para esse estudo de
caso, não seria possível aplicá-la em todos os seus níveis, portanto a abordagem se
restringiu, quase em totalidade, ao nível como metodologia, uma vez que, os dados
históricos não se apresentaram consistentes o suficiente para serem utilizados com
fins estatísticos devido a uma rastreabilidade deficiente. Nessa abordagem, tem-se
como foco a sua aplicação na manutenção, de forma a obter resultados que deem
suporte ao alcance dos objetivos estratégicos da empresa.
Palavras-Chave: Seis Sigma. DMAIC. Pátio de Pelotas. Pelotização.
Transportadores de correia. Metodologia. Rastreabilidade.
ABSTRACT
The Six Sigma philosophy covers essentially three levels of performance in the
projects, as a metric (based on statistical studies), as a methodology (DMAIC) and as
a management system. The application is more effective when doing so combined
the three performance levels, however, the isolated application of each level is
perfectly plausible, and also generates satisfactory results for improvement.
Thus, this graduation project is to analyze the application of Six Sigma philosophy in
a real case, in which one seeks to reduce the losses in the circuit of the pellets
stockyard from the pelletizing plants VALE / NIBRASCO in the Complex of Tubarão –
ES, which is formed mainly by belt conveyors. In this paper it is presented tools
inherent in the methodology, applying those that are pertinent to this case study.
During the use of Six Sigma philosophy, it became clear that for this case study
would not be possible to implement it in all its levels, so the approach was restricted,
almost in entirety, to the level as a methodology, since the historical data is not
consistent enough to be used for statistical purposes due to its poor traceability. In
this approach, we have focused on its application in maintenance, in order to obtain
results that support the achievement of corporate strategic goals.
Keywords: Six Sigma. DMAIC. Pellets stockyard. Pelletizing. Belt conveyors.
Methodology. Traceability.
LISTA DE FIGURAS
Figura 1 - Moinhos de Bolas .......................................................................................15
Figura 2 - Espessador .................................................................................................16
Figura 3 - Filtragem .....................................................................................................17
Figura 4 - Pelotamento ................................................................................................18
Figura 5 - Empilhamento .............................................................................................21
Figura 6 - Transportador de Correia ...........................................................................24
Figura 7 - Representação do Circuito do Pátio de Pelotas/Emergência ...................26
Figura 8 - Representação do Circuito do Pátio de Pelotas em vista da Usina
NIBRASCO ..................................................................................................................26
Figura 9 - Curva Normal ou de Gauss ........................................................................28
Figura 10 - Curva Seis Sigma .....................................................................................29
Figura 11 - Capacidade a longo prazo .......................................................................30
Figura 12 - Curva Três Sigma .....................................................................................30
Figura 13 - Resumo histórico de resultados do Seis Sigma ......................................32
Figura 14 - Método DMAIC .........................................................................................34
Figura 15 - Ciclo PDCA ...............................................................................................34
Figura 16 - Relação entre DMAIC e PDCA ................................................................35
Figura 17 - Subdivisão do DMAIC ..............................................................................35
Figura 18 - Diagrama de Ishikawa ..............................................................................37
Figura 19 - Método da Lacuna ....................................................................................41
Figura 20 - Definição de Metas Específicas ...............................................................47
Figura 21 - Analise de Causas potenciais da Meta Específica n° 1 ..........................48
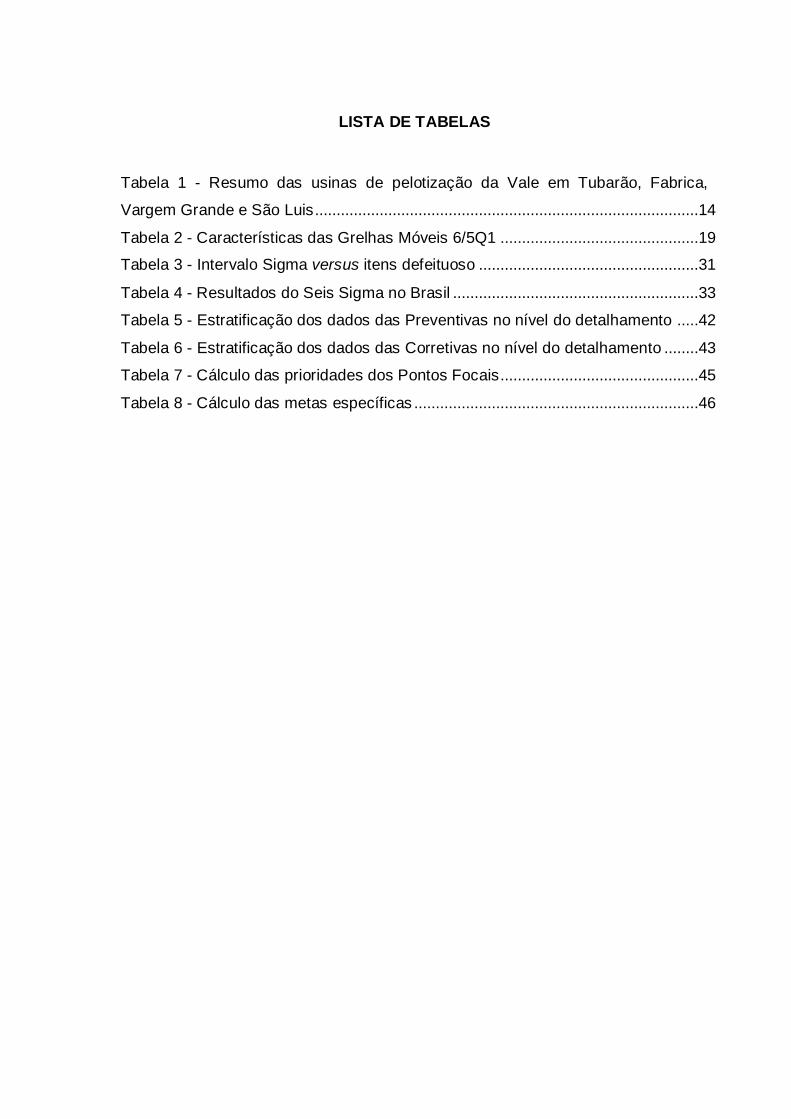
LISTA DE TABELAS
Tabela 1 - Resumo das usinas de pelotização da Vale em Tubarão, Fabrica,
Vargem Grande e São Luis .........................................................................................14
Tabela 2 - Características das Grelhas Móveis 6/5Q1 ..............................................19
Tabela 3 - Intervalo Sigma versus itens defeituoso ...................................................31
Tabela 4 - Resultados do Seis Sigma no Brasil .........................................................33
Tabela 5 - Estratificação dos dados das Preventivas no nível do detalhamento .....42
Tabela 6 - Estratificação dos dados das Corretivas no nível do detalhamento ........43
Tabela 7 - Cálculo das prioridades dos Pontos Focais ..............................................45
Tabela 8 - Cálculo das metas específicas ..................................................................46
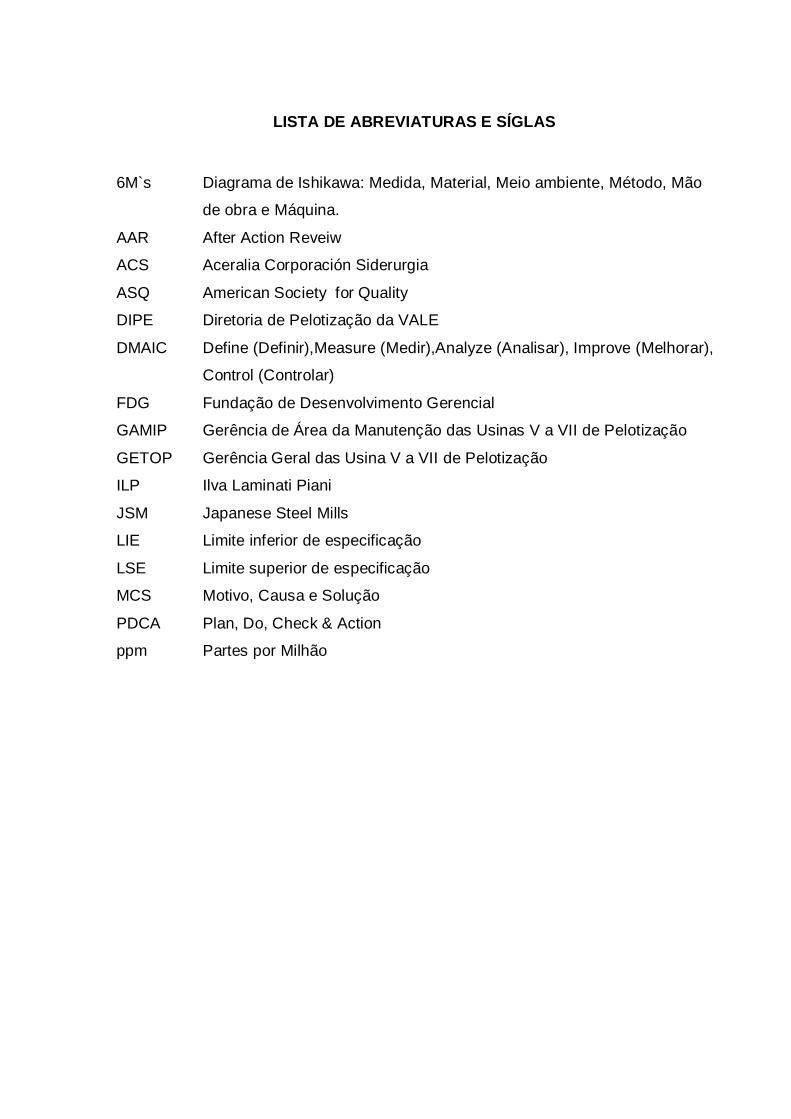
LISTA DE ABREVIATURAS E SÍGLAS
6M`s Diagrama de Ishikawa: Medida, Material, Meio ambiente, Método, Mão
de obra e Máquina.
AAR After Action Reveiw
ACS Aceralia Corporación Siderurgia
ASQ American Society for Quality
DIPE Diretoria de Pelotização da VALE
DMAIC Define (Definir),Measure (Medir),Analyze (Analisar), Improve (Melhorar),
Control (Controlar)
FDG Fundação de Desenvolvimento Gerencial
GAMIP Gerência de Área da Manutenção das Usinas V a VII de Pelotização
GETOP Gerência Geral das Usina V a VII de Pelotização
ILP Ilva Laminati Piani
JSM Japanese Steel Mills
LIE Limite inferior de especificação
LSE Limite superior de especificação
MCS Motivo, Causa e Solução
PDCA Plan, Do, Check & Action
ppm Partes por Milhão
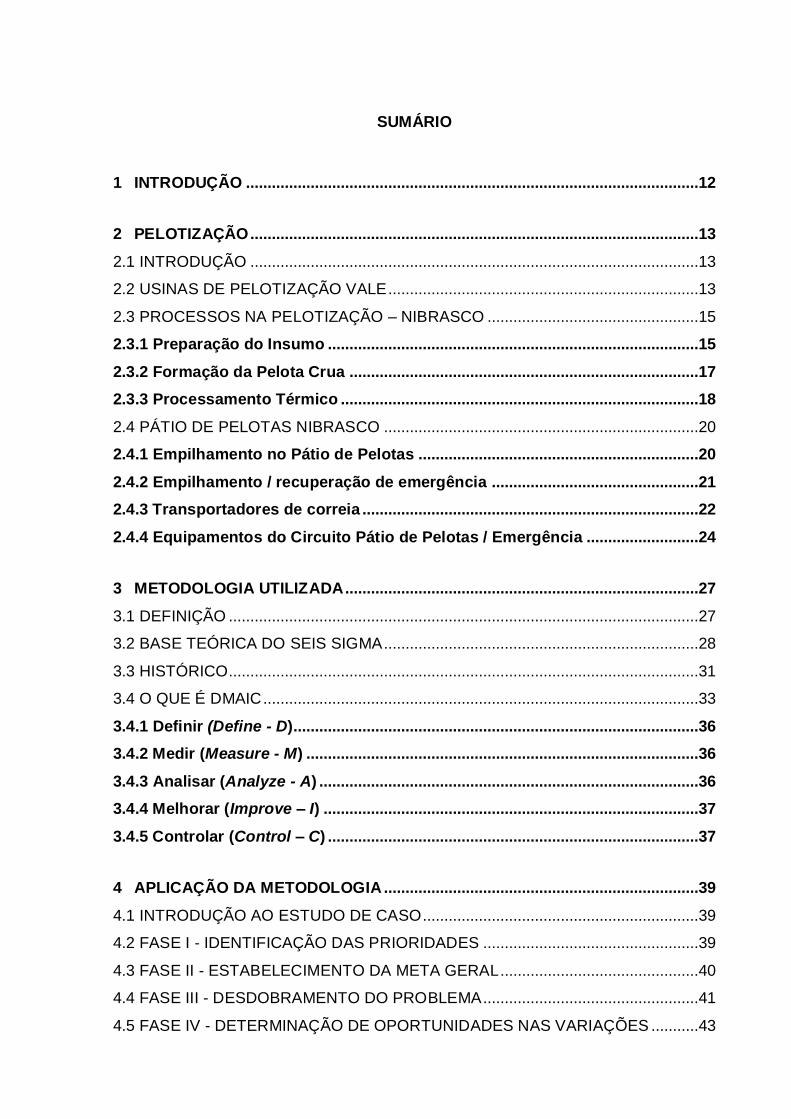
SUMÁRIO
1 INTRODUÇÃO .........................................................................................................12
2 PELOTIZAÇÃO ........................................................................................................13
2.1 INTRODUÇÃO ........................................................................................................13
2.2 USINAS DE PELOTIZAÇÃO VALE ........................................................................13
2.3 PROCESSOS NA PELOTIZAÇÃO – NIBRASCO .................................................15
2.3.1 Preparação do Insumo ......................................................................................15
2.3.2 Formação da Pelota Crua .................................................................................17
2.3.3 Processamento Térmico ...................................................................................18
2.4 PÁTIO DE PELOTAS NIBRASCO .........................................................................20
2.4.1 Empilhamento no Pátio de Pelotas .................................................................20
2.4.2 Empilhamento / recuperação de emergência ................................................21
2.4.3 Transportadores de correia ..............................................................................22
2.4.4 Equipamentos do Circuito Pátio de Pelotas / Emergência ..........................24
3 METODOLOGIA UTILIZADA ..................................................................................27
3.1 DEFINIÇÃO .............................................................................................................27
3.2 BASE TEÓRICA DO SEIS SIGMA .........................................................................28
3.3 HISTÓRICO.............................................................................................................31
3.4 O QUE É DMAIC .....................................................................................................33
3.4.1 Definir (Define - D)..............................................................................................36
3.4.2 Medir (Measure - M) ...........................................................................................36
3.4.3 Analisar (Analyze - A) ........................................................................................36
3.4.4 Melhorar (Improve – I) .......................................................................................37
3.4.5 Controlar (Control – C) ......................................................................................37
4 APLICAÇÃO DA METODOLOGIA .........................................................................39
4.1 INTRODUÇÃO AO ESTUDO DE CASO ................................................................39
4.2 FASE I - IDENTIFICAÇÃO DAS PRIORIDADES ..................................................39
4.3 FASE II - ESTABELECIMENTO DA META GERAL ..............................................40
4.4 FASE III - DESDOBRAMENTO DO PROBLEMA ..................................................41
4.5 FASE IV - DETERMINAÇÃO DE OPORTUNIDADES NAS VARIAÇÕES ...........43
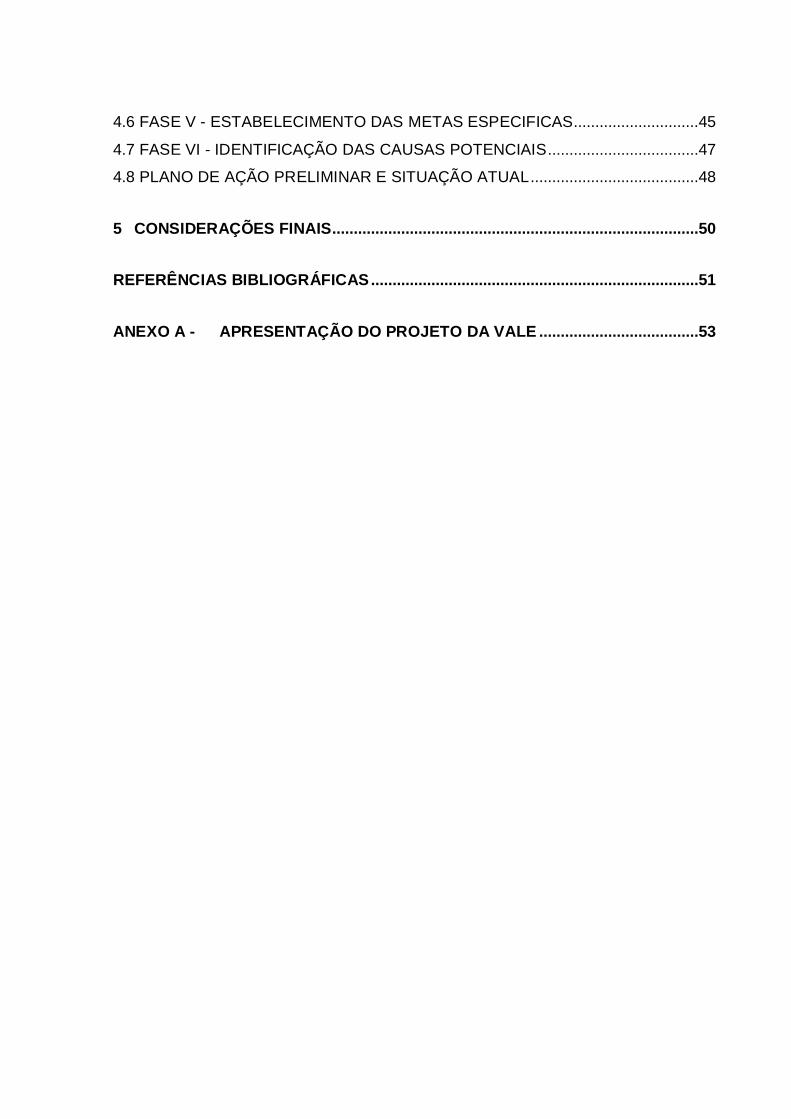
4.6 FASE V - ESTABELECIMENTO DAS METAS ESPECIFICAS.............................45
4.7 FASE VI - IDENTIFICAÇÃO DAS CAUSAS POTENCIAIS ...................................47
4.8 PLANO DE AÇÃO PRELIMINAR E SITUAÇÃO ATUAL .......................................48
5 CONSIDERAÇÕES FINAIS.....................................................................................50
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................51
ANEXO A - APRESENTAÇÃO DO PROJETO DA VALE .....................................53

12
1 INTRODUÇÃO
Posicionadas em um mercado altamente competitivo, as empresas devem sempre
buscar a inovação e a excelência em seus setores. Dessa forma, é necessário
trabalhar com foco na qualidade e na eficiência de processos, a fim de entregar a
seus clientes, produtos e serviços que satisfaçam suas expectativas e necessidades.
Inserida nesse contexto, a metodologia Seis Sigma visa à melhoria contínua
direcionada na qualidade, por meio de um estudo crítico e analítico do processo de
produção.
A filosofia Seis Sigma surgiu no final da década de 80, desenvolvida pela Motorola,
como uma metodologia a ser aplicada para minimizar os defeitos em seus produtos.
Desde então, a filosofia vem sendo atualizada e adaptada para a realidade atual das
companhias, que estão cada vez mais procurando apoio para implementar o Seis
Sigma em seus processos.
O Seis Sigma é, em grande parte, baseado no ciclo DMAIC, que será mais
detalhado posteriormente no capítulo 3, que se estrutura em fases que passam
desde o planejamento detalhado das melhorias a serem feitas, suas implementações
até a verificação da sua eficácia.
O estudo de caso abordado nesse trabalho explana sobre a utilização da
metodologia pela VALE S/A, em Vitória – ES. Para o emprego do Seis Sigma nesse
estudo, o foco foi voltado, especificamente, para cima do sistema de transportadores
de correia das Usinas de Pelotização V e VI, com o objetivo de aumentar a
disponibilidade do pátio de pelotas correspondente à essas usinas.
13
2 PELOTIZAÇÃO
2.1 INTRODUÇÃO
Em uma jazida de minério de ferro encontramos naturalmente uma extensa gama
granulométrica, onde parte destes finos de minério são de tamanho inferior a 6 mm,
o qual é tido pela siderurgia mundial como mínima dimensão aceitável de minérios
granulados para a utilização em altos fornos ou em processos de redução direta,
tendo em vista que a utilização destes tornaria a carga de minério pouco permeável
à passagem de gases redutores [VALE, 2011]. Outra forma de obtenção de finos a
baixo da mínima dimensão diretamente utilizável é através da matéria gerada
durante os processos de lavra, de concentração, de classificação, de manuseio e
transporte do minério.
Visando elevar o índice de utilização das reservas e a redução dos custos
operacionais, foram criados processos de aglomeração, os quais agregam as
partículas de minério adequando sua dimensão à utilização na siderurgia. Um dos
primeiros processos utilizados foi a Sinterização, o qual se resume na compactação
e tratamento térmico de pós de maneira geral. Entretanto este processo não se
mostrou eficaz na utilização de materiais com dimensões abaixo dos 100 mesh
(0,149 mm) [VALE, 2011]. De maneira a aperfeiçoar a utilização do minério ultrafino,
foi criado o processo de Pelotização, o qual se resume na aglomeração e posterior
tratamento térmico de partículas ultrafinas, transformadas em pelotas de minérios
com dimensões variando entre 8 e 18 mm de diâmetro. As pelotas de minério estão
sendo largamente utilizada apresentando bons desempenhos tanto a cerca da
utilização do minério quanto a cerca da eficiência na siderurgia.
2.2 USINAS DE PELOTIZAÇÃO VALE
A VALE S/A, criada pelo governo brasileiro em 1942 e privatizada em 1997, hoje é
uma empresa global de atuação nos cinco continentes, com sede no Brasil,
possuindo um vasto portfólio de produtos, sendo considerada a maior empresa de
mineração diversificada das Américas e a segunda maior do mundo [VALE, 2011].
14
Acerca da mineração, a VALE é tida como a maior produtora de minério de ferro do
mundo, e é neste contexto que se situa o Complexo de Pelotização da VALE,
possuindo usinas no Brasil, na China e em Omã. No território nacional elas estão
situadas nos estados do Espírito Santo, Maranhão e Minas Gerais. Na China, a
usina fica localizada na província de Zhuha e em Omã, há uma planta de
Pelotização na cidade de Sohar [VALE, 2011].
No polo espírito-santense a VALE possui sete usinas em Tubarão e três em Ubu,
através da Samarco. Estas usinas são oriundas de parcerias nacionais e
internacionais ou de exclusivo investimento da VALE. A empresa também possui
projetos já em andamento para a construção da oitava usina de Pelotização em
Tubarão e da quarta em Ubu, na Samarco.
Em Minas Gerias possuem mais duas Usinas de Pelotização, a de Vargem Grande
outra de Fábrica, e no Maranhão se tem a Usina de Pelotização de São Luis. A
Tabela 1 apresenta o resumo das Usinas de Pelotização da VALE, instaladas no
Brasil.
Tabela 1 - Resumo das usinas de pelotização da Vale em Tubarão, Fabrica, Vargem Grande e São Luis
Usina Localidade Acionista Início de Capacidade
Operação (Mt/a)
VALE I Tubarão - ES VALE nov/69 2,2
VALE II Tubarão - ES VALE abr/73 3,3
ITABRASCO Tubarão - ES VALE (51%)
jan/77 3,4 ILP (49%)
HISPANOBRÁS Tubarão - ES VALE (51%)
jan/79 4,0 ACS (49%)
NIBRASCO I Tubarão - ES VALE (51%)
jul/78 4,3 JSM (49%)
NIBRASCO II Tubarão - ES VALE (51%)
mai/78 4,3 JSM (49%)
KOBRASCO Tubarão - ES VALE (50%)
ago/98 4,8 POSCO (50%)
FÁBRICA Congonhas - MG VALE set/77 4,6
VALE SÃO LUIS São Luis - MA VALE jun/02 6,0
VARGEM GRANDE Nova Lima - MG VALE jun/09 7,0
Fonte: Pena, 2010 Adaptado
15
2.3 PROCESSOS NA PELOTIZAÇÃO – NIBRASCO
2.3.1 Preparação do Insumo
A preparação das matérias primas tem por objetivo adequar as características do
minério de ferro às exigidas para a produção de pelotas cruas. Desta maneira
seguem-se os seguintes passos:
Adição de Fundentes: Esta fase se dá no início do processo, onde se adiciona
o calcário ou a sílica ao pó de minério com o objetivo de modificar a
basicidade da ganga da pelota, bem como sua estrutura física de acordo com
a especificação do cliente.
Moagem: Processo pelo qual se objetiva o aumento da superfície específica e
redução granulométrica do insumo, o qual se dá através da rotação,
deslizamento e queda dos corpos moedores contidos nos Moinhos de Bolas
(Figura 1), utilizados nas usinas NIBRASCO.
Figura 1 - Moinhos de Bolas
Fonte: VALE, 2011
16
Hidrociclonagem: Parte do processo cuja função é promover a separação das
partículas da matéria vindo da moagem de acordo com diâmetro, de tal
maneira a devolver à moagem o material não adequado. O Hidrociclone é um
dispositivo de forma cilindro-cónica com uma entrada tangencial e duas
saídas, inferior e superior, utilizando a força centrífuga para acelerar a taxa de
sedimentação das partículas.
Espessamento: Processo pelo qual a polpa de minério oriunda dos
hidrociclones é adensada através de sua sedimentação e compactação. O
espessador (Figura 2) tem formato é cilíndrico, com fundo cônico, facilitando a
movimentação da polpa decantada para o anel central (zona de descarga).
Figura 2 - Espessador
Fonte: VALE, 2011
Homogeneização: Processo cuja função é a manutenção de sólidos em
suspensão e da homogeneização da polpa oriunda do espessamento,
promovido pela agitação mecânica. Outras funções são estoque intermediário
de material (pulmão) e a possibilidade de adição de polpa de combustível
sólido como o antracito e o coque de petróleo.
17
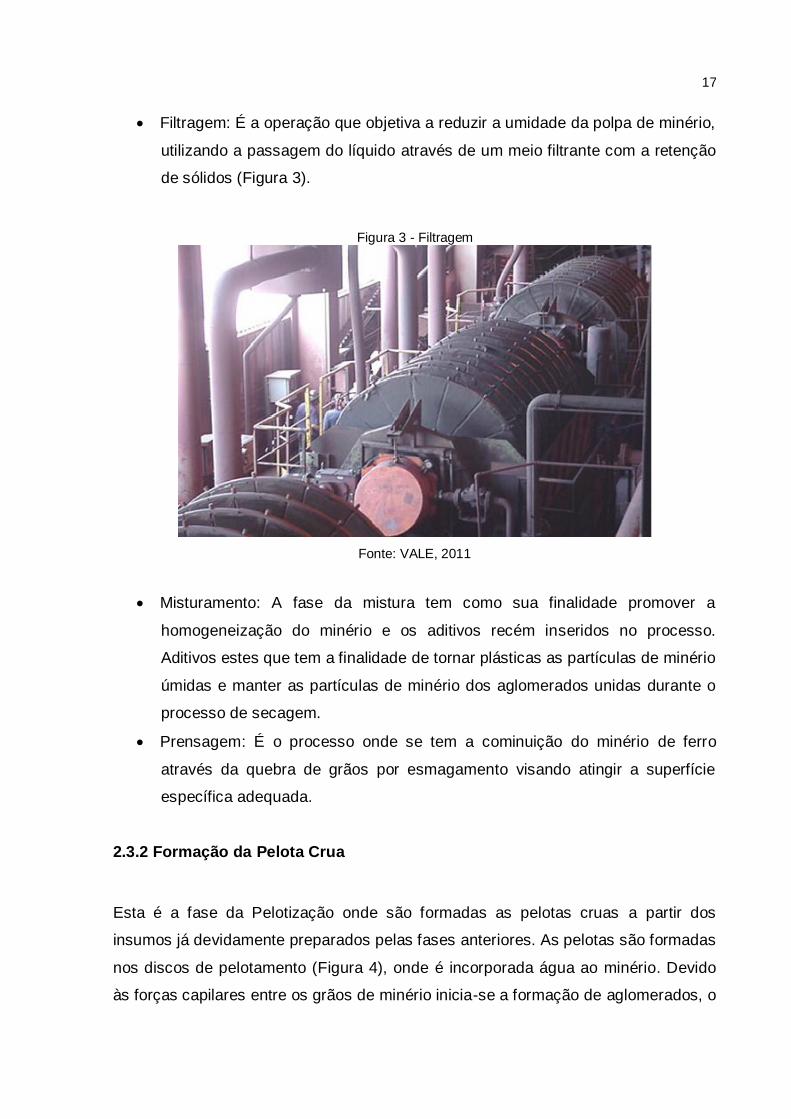
Filtragem: É a operação que objetiva a reduzir a umidade da polpa de minério,
utilizando a passagem do líquido através de um meio filtrante com a retenção
de sólidos (Figura 3).
Figura 3 - Filtragem
Fonte: VALE, 2011
Misturamento: A fase da mistura tem como sua finalidade promover a
homogeneização do minério e os aditivos recém inseridos no processo.
Aditivos estes que tem a finalidade de tornar plásticas as partículas de minério
úmidas e manter as partículas de minério dos aglomerados unidas durante o
processo de secagem.
Prensagem: É o processo onde se tem a cominuição do minério de ferro
através da quebra de grãos por esmagamento visando atingir a superfície
específica adequada.
2.3.2 Formação da Pelota Crua
Esta é a fase da Pelotização onde são formadas as pelotas cruas a partir dos
insumos já devidamente preparados pelas fases anteriores. As pelotas são formadas
nos discos de pelotamento (Figura 4), onde é incorporada água ao minério. Devido
às forças capilares entre os grãos de minério inicia-se a formação de aglomerados, o

18
qual tem sua adesão aumentada em consequência da rotação deste aglomerado no
disco de pelotamento e ganhando assim sua esfericidade.
Figura 4 - Pelotamento
Fonte: VALE, 2011
Posterior à formação da pelota, se da à classificação destas nas peneiras de rolos
que seguem o processo tanto na saída dos discos de pelotamento, quanto na
entrada do forno, de tal maneira que as de dimensão não adequadas, tanto
superiores quanto inferiores, retornam ao disco de pelotamento reiniciando o
processo e recuperando a matéria prima antes da queima.
2.3.3 Processamento Térmico
Esta fase é a qual define as propriedades relacionadas à qualidade da pelota
queimada, no que se refere à resistência mecânica e à característica metalúrgicas
apropriadas. Este processo se dá de maneira irreversível, ou seja, as propriedades
físicas químicas e metalúrgicas do material não podem ser aprimoradas após sua
queima. Ele ocorre no Forno de Grelha Móvel e este processo é composto das
seguintes etapas: secagem, pré-queima, queima, pós-queima e resfriamento, onde
cada qual tem sua devida função e particularidades operacionais.
19
Existem atualmente basicamente três opções de sistemas que promovem o
tratamento térmico em escala industrial na Pelotização, os quais se classificam em
Forno de Grelha Móvel, Forno Rotativo, Forno em Cuba. Todas as usinas de
Pelotização da VALE situadas em Tubarão utilizam Fornos de Grelha Móvel, que é o
sistema de queima mais antigo e vastamente utilizado na produção de aglomerados
em todo o mundo, o qual foi formulado sendo inspirado pelo processo de tratamento
térmico praticado na sinterização. A Tabela 2 apresenta as características das
Grelhas Moveis dos Fornos da Nibrasco.
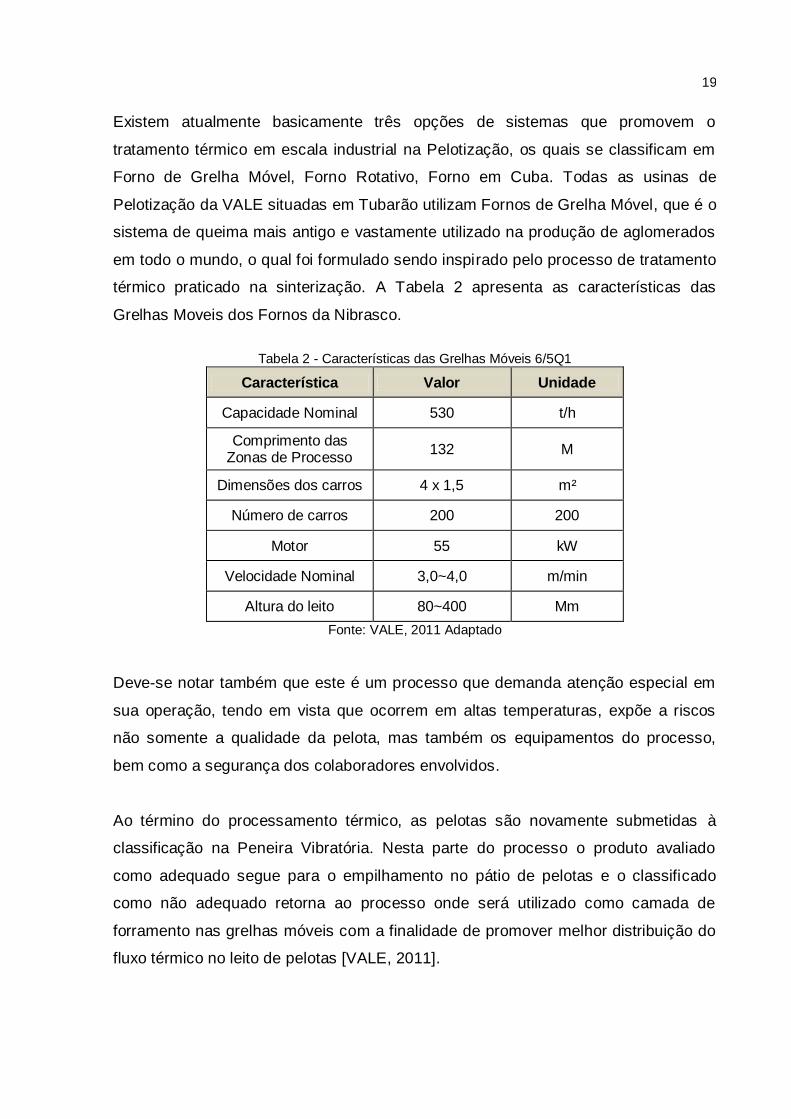
Tabela 2 - Características das Grelhas Móveis 6/5Q1
Característica Valor Unidade
Capacidade Nominal 530 t/h
Comprimento das Zonas de Processo
132 M
Dimensões dos carros 4 x 1,5 m²
Número de carros 200 200
Motor 55 kW
Velocidade Nominal 3,0~4,0 m/min
Altura do leito 80~400 Mm
Fonte: VALE, 2011 Adaptado
Deve-se notar também que este é um processo que demanda atenção especial em
sua operação, tendo em vista que ocorrem em altas temperaturas, expõe a riscos
não somente a qualidade da pelota, mas também os equipamentos do processo,
bem como a segurança dos colaboradores envolvidos.
Ao término do processamento térmico, as pelotas são novamente submetidas à
classificação na Peneira Vibratória. Nesta parte do processo o produto avaliado
como adequado segue para o empilhamento no pátio de pelotas e o classificado
como não adequado retorna ao processo onde será utilizado como camada de
forramento nas grelhas móveis com a finalidade de promover melhor distribuição do
fluxo térmico no leito de pelotas [VALE, 2011].
20
2.4 PÁTIO DE PELOTAS NIBRASCO
2.4.1 Empilhamento no Pátio de Pelotas
Finalizado o processo de classificação granulométrica das pelotas, a produção é
então enviada ao pátio de pelotas através de correias transportadoras, onde é então
estocado e permanece até a sua recuperação e envio para o porto. Esta estocagem
em si e a forma como é feita, é de fundamental importância para o processo tendo
em vista que esta visa atender a demanda de mercado e suas diversas
especificidades e perfil de exigências qualitativas. Visa também o armazenamento
com antecedência satisfatória de maneira a atender o carregamento de navios de
grande porte em curto espaço de tempo e também evita a parada de usina devida à
falta de área necessária para a estocagem.
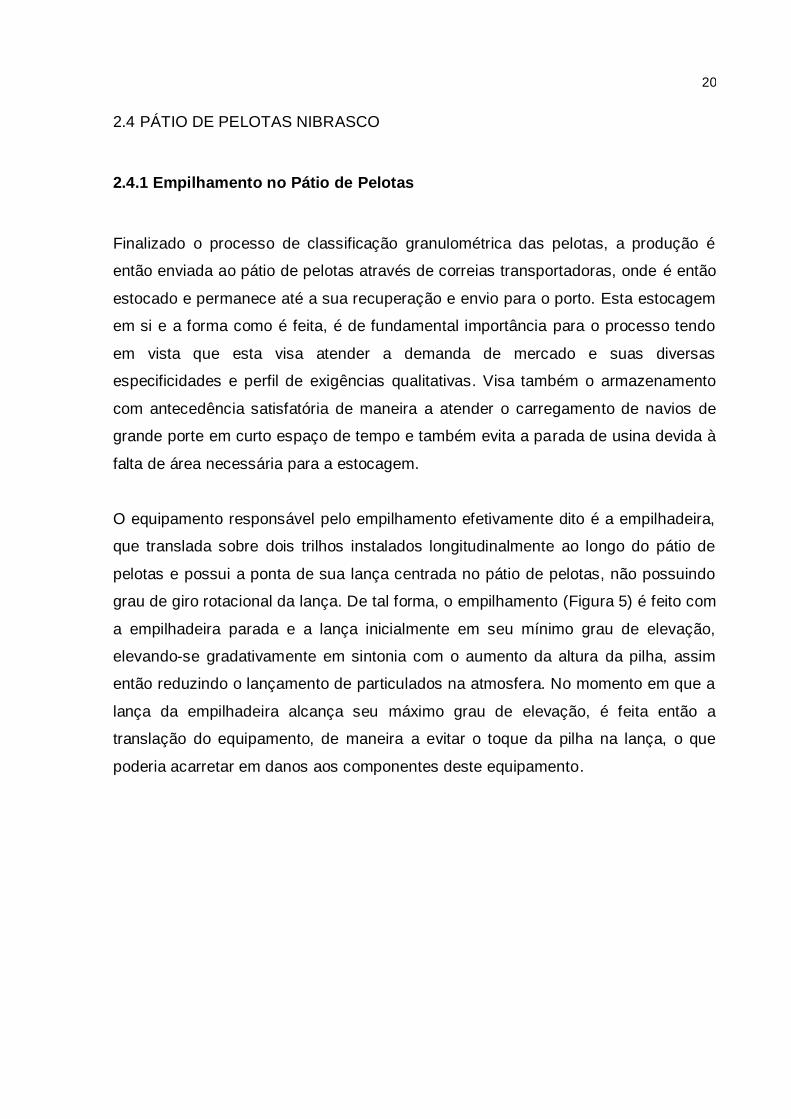
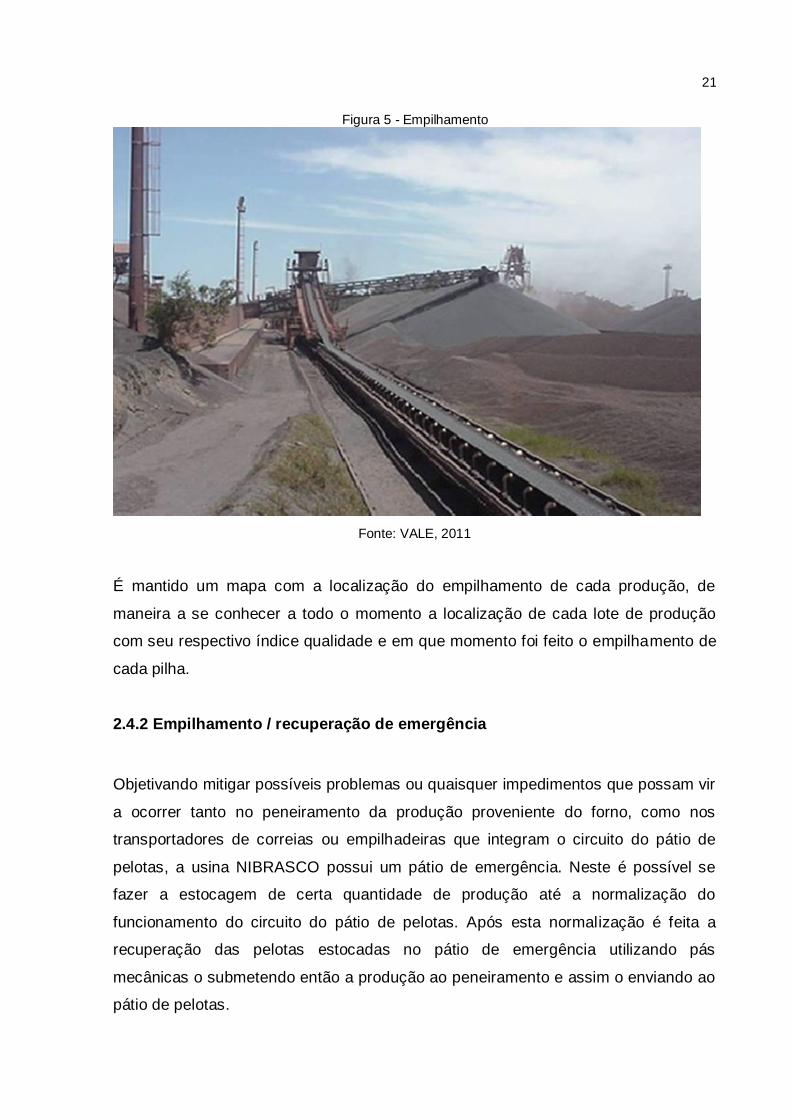
O equipamento responsável pelo empilhamento efetivamente dito é a empilhadeira,
que translada sobre dois trilhos instalados longitudinalmente ao longo do pátio de
pelotas e possui a ponta de sua lança centrada no pátio de pelotas, não possuindo
grau de giro rotacional da lança. De tal forma, o empilhamento (Figura 5) é feito com
a empilhadeira parada e a lança inicialmente em seu mínimo grau de elevação,
elevando-se gradativamente em sintonia com o aumento da altura da pilha, assim
então reduzindo o lançamento de particulados na atmosfera. No momento em que a
lança da empilhadeira alcança seu máximo grau de elevação, é feita então a
translação do equipamento, de maneira a evitar o toque da pilha na lança, o que
poderia acarretar em danos aos componentes deste equipamento.
21
Figura 5 - Empilhamento
Fonte: VALE, 2011
É mantido um mapa com a localização do empilhamento de cada produção, de
maneira a se conhecer a todo o momento a localização de cada lote de produção
com seu respectivo índice qualidade e em que momento foi feito o empilhamento de
cada pilha.
2.4.2 Empilhamento / recuperação de emergência
Objetivando mitigar possíveis problemas ou quaisquer impedimentos que possam vir
a ocorrer tanto no peneiramento da produção proveniente do forno, como nos
transportadores de correias ou empilhadeiras que integram o circuito do pátio de
pelotas, a usina NIBRASCO possui um pátio de emergência. Neste é possível se
fazer a estocagem de certa quantidade de produção até a normalização do
funcionamento do circuito do pátio de pelotas. Após esta normalização é feita a
recuperação das pelotas estocadas no pátio de emergência utilizando pás
mecânicas o submetendo então a produção ao peneiramento e assim o enviando ao
pátio de pelotas.
22
Vale apena ressaltar que além do pátio de emergência, existe um segundo
procedimento que visa mitigar as perdas nesta fase de produção. No caso de se der
algum impedimento do uso da empilhadeira, tem-se a opção de se desviar a
produção diretamente para o porto com a modificação no fluxo de produção feita no
chute 6PP5, de tal maneira a se evitar perdas de produção.
2.4.3 Transportadores de correia
Transportadores de correia estão atualmente dentre os equipamentos mais
comumente usados nos mais diferentes setores industriais. Com o crescente
desenvolvimento tecnológico, deu-se então o avanço da tecnologia embarcada
nestes equipamentos, de tal maneira a se ter um amplo aumento de sua eficiência,
melhorando tanto sua confiabilidade, quanto suas condições de trabalho, e assim
aumentando a disponibilidade física destes equipamentos.
De maneira simplificada, transportadores de correia são equipamentos cuja função é
transportar matérias normalmente em sentido ascendente ou horizontal, através de
uma correia tensionada circulando sobre roletes e sendo acionado por um conjunto
motor redutor acoplado a um tambor e sendo apoiado sobre uma estrutura de
sustentação. Sendo que estes equipamentos podem assumir diversos designes se
adequando a sua aplicação.
Estes equipamentos podem ser compostos por inúmeros subcomponentes de
maneira a se adequar a sua aplicação e otimizar seu desempenho. Entretanto, sua
formação básica não foge muito de um padrão, onde encontramos os seguintes
componentes:
Correia: Elemento de borracha, com características e propriedades que se
adéquam à sua utilização. Possuem diversos parâmetros que podem ser
alterados de acordo com sua utilização dentre eles temos a dureza da
borracha, a espessura, a largura, o comprimento, a resistência ao impacto,
resistência à abrasão, resistência a temperaturas elevadas, resistência à
tração, tipo de alma, etc.
23
Tambores: Estes componentes se classificam em tambores de acionamento,
descarga, contato angular, de cauda, de tensionamento e de desvio. O
tambor de acionamento é o responsável pela tração da correia, se acoplando
nele o conjunto motor e redutor. O tambor de descarga é o responsável pelo
descarregamento do material, podendo ser concomitante o tambor de
acionamento. O tambor de cauda tem como função aumentar a área de
contato da correia com a polia de acionamento e consequentemente, o atrito.
Guias laterais: São estruturas metálicas ou talas de borracha instaladas ao
longo da região de carga da correia transportadora, em ambos os lados, e
tem como função reduzir a fuga de materiais pela área de transferência.
Roletes: Estes podem ser classificados principalmente como de carga, de
impacto, de retorno ou verticais. Os roletes de carga são os responsáveis pelo
transporte de material propriamente dito. Os roletes de impacto têm como
função reduzir o impacto sobre eles mesmos e sobre a estrutura do
equipamento quando da queda do material sobre a correia. Roletes de
retorno se localizado na região de retorno da correia transportadora, cuja
função é suportar o retorno da correia. Roletes verticais tem por objetivo,
ajudar a manter o alinhamento da correia.
Motor: Componente elétrico fornecedor do movimento necessário para o
acionamento da correia transportadora.
Freios: Elemento responsável pela frenagem do transportador de correia,
onde normalmente a liberação do equipamento ocorre quando acionado,
permanecendo freado.
Estrutura: É o conjunto dos elementos de sustentação que envolve um
Transportador de Correia, tais como: apoio, torres, colunas, treliças, suportes
e torre de transferência.
A Figura 6 mostra um exemplo de transportador de correia, onde grande parte
dos componentes está visível.

24
Figura 6 - Transportador de Correia
Fonte: TEKROLL, 2007
2.4.4 Equipamentos do Circuito Pátio de Pelotas / Emergência
O circuito do Pátio de Pelotas e de Emergência é formado basicamente por
Transportadores de Correia, cuja finalidade é levar a produção proveniente do forno
ao pátio de pelotas, onde é empilhada pela empilhadeira e aguarda a recuperação
de pelotas feita pelo Porto.
Os Principais equipamentos do circuito do pátio de pelotas e de emergência são:
6Q63: Correia transportadora ascendente para estocagem de emergência que
alimenta a correia transportadora 6Q64.
6Q64: Correia transportadora ascendente para empilhamento de pelotas no
pátio de emergência. Recebe material da correia transportadora 6Q63 e
alimenta a correia transportadora 6Q66, através do chute 6Q65.
6Q65: Chute de direcionamento de fluxo. Permite que o material da correia
transportadora 6Q64 alimente a correia transportadora 6Q66 ou o pátio de
emergência.
6Q66: Correia transportadora reversível. Recebe alimentação da correia
transportadora 6Q64, via chute 6Q65 e pode alimentar o pátio de emergência
ou a peneira de emergência 6Q67.
25
6Q67: Peneira vibratória SCHENCK, que recebe material do pátio de
emergência ou diretamente da produção das usinas, via correia
transportadora 6Q66 e alimenta a correia transportadora 6R18 com o material
fino (rejeito) e a correia transportadora 6PP3 com a produção.
6Q71: Correia transportadora do sistema de empilhamento de emergência.
Recebe pelotas da pilha de emergência, através de recuperação com pás
mecânicas e alimenta a correia transportadora 6Q63, para que as pelotas
possam ser peneiradas na peneira de emergência 6Q67.
6PP2: Correia transportadora ascendente. Recebe pelotas das peneiras
vibratórias e alimenta o transportador 6PP3.
6PP3: Correia transportadora ascendente. Recebe pelotas da 6PP2 e
alimenta o transportador 6PP4.
6PP4: Correia transportadora ascendente. Recebe pelotas da correia
transportadora 6PP3 e alimenta o chute 6PP5.
6PP5: Chute de direcionamento de fluxo. Permite alimentar a correia
transportadora 6PP6, para empilhamento no pátio, ou a 6PP9, para envio
direto para as áreas do porto ou navio.
6PP6: Correia transportadora ascendente. Recebe pelotas do chute 6PP5 e
alimenta a empilhadeira 6PP7
6PP7: Empilhadeira de pelotas queimadas. Recebe pelotas da correia
transportadora 6PP6 e estoca no pátio de pelotas.
A Figura 7 e a Figura 8 mostram um esquemático da disposição no espaço dos
equipamentos listados acima.

26
Figura 7 - Representação do Circuito do Pátio de Pelotas/Emergência
Fonte: Google, 2011 Adaptado
Figura 8 - Representação do Circuito do Pátio de Pelotas em vista da Usina NIBRASCO
Fonte: Google, 2011 Adaptado

27
3 METODOLOGIA UTILIZADA
3.1 DEFINIÇÃO
Seis Sigma é uma metodologia que busca a qualidade total por meio da melhoria
contínua dos processos intrínsecos à produção de um bem ou serviço. Na prática, o
programa passa a ser uma estratégia gerencial de mudanças, que visa atingir mais
rapidamente o aprimoramento dos processos, produtos e serviços.
“O Seis Sigma é um programa de melhoria que tem por objetivo a redução de desperdícios da não qualidade e consequentemente a redução de custos e a melhoria no atendimento de requisitos de clientes, como qualidade de produto e confiabilidade da entrega.” (CARPINETTI, 2010, p. 140)
De acordo com Carpinetti (2010), o Seis Sigma se constitui de:
estrutura organizacional: a metodologia estabelece níveis de
responsabilidades e capacitação para a condução dos projetos de melhoria.
um método para a melhoria: o método DMAIC adotado pelo Seis Sigma é um
método iterativo de melhoria, a exemplo do PDCA (método de Análise e
Solução de Problemas).
técnicas estatísticas e não estatísticas: usadas em diversos momentos
durante os processos de análise e tomada de decisão do método. O
programa Seis Sigma é bastante vinculado com o uso de ferramentas
estatísticas, no entanto, não necessariamente requer o uso de técnicas
estatísticas. Muitas das melhorias são decorrentes mais pela aplicação da
sistemática do Seis Sigma do que pelo uso de alguma técnica estatística.
O termo Sigma (σ) mede a capacidade do processo em trabalhar livre de falhas. Ao
tratar em Seis Sigma, significa redução da variação no resultado entregue aos
clientes numa taxa de 3,4 falhas por milhão ou 99,99966% de perfeição.
A metodologia Seis Sigma pode atuar, segundo Rotondaro (2011), de forma ampla e
de diversas maneiras na empresa:
28
Benchmark: usado como parâmetro para comparar a qualidade dos
processos, produtos, características e operações, entre divisões,
departamentos ou outras empresas.
Meta: é uma meta de qualidade, ou seja, o nível de eficiência a que se quer
alcançar com o Seis Sigma.
Medida: é uma medida para certo nível de qualidade, a fim de determinar qual
o índice Sigma do projeto.
Filosofia: é uma filosofia que visa minimizar os defeitos em um processo de
forma contínua e perpétua, e sua variabilidade buscando o zero de não
conformidades.
Estatística: é uma estatística calculada para as característica do processo ou
produto, para avaliar a performance comparada as tolerâncias determinadas.
Estratégia: é uma estratégia que visa a melhor relação possível entre o
projeto, fabricação, qualidade e confiabilidade de um produto.
Visão: é uma visão de levar a empresa à excelência no ramo de atuação, de
estender a qualidade além da expectativa do cliente.
3.2 BASE TEÓRICA DO SEIS SIGMA
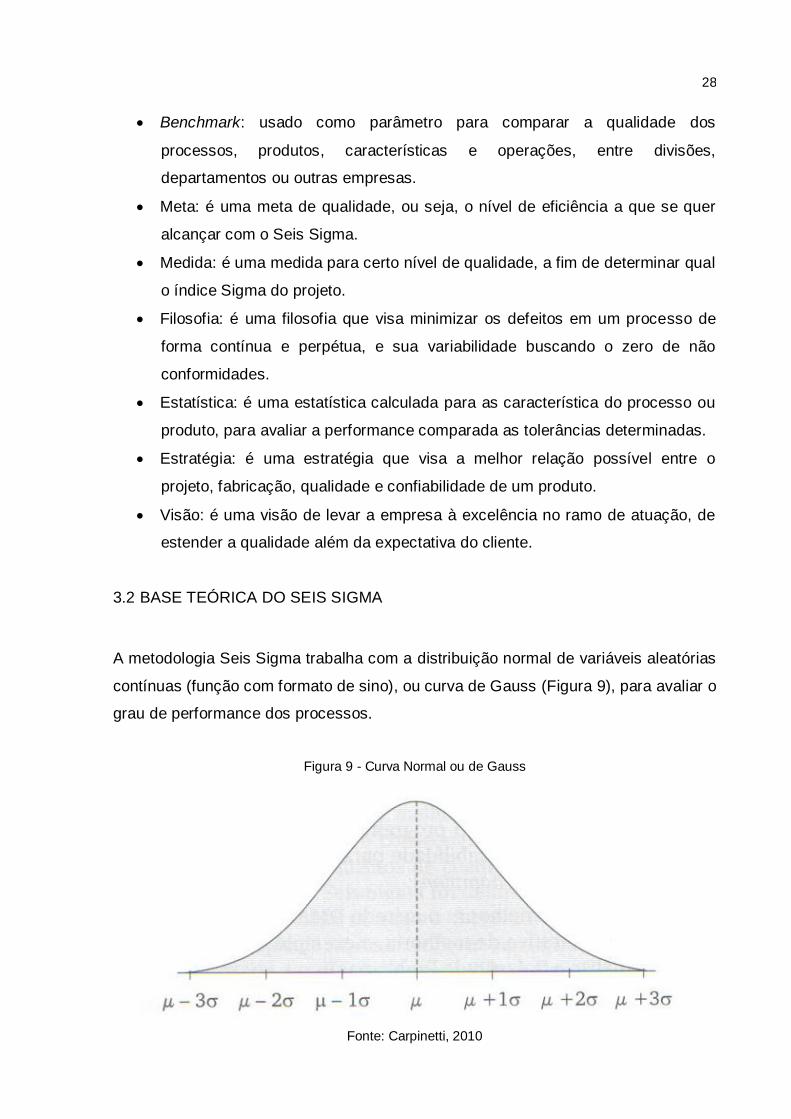
A metodologia Seis Sigma trabalha com a distribuição normal de variáveis aleatórias
contínuas (função com formato de sino), ou curva de Gauss (Figura 9), para avaliar o
grau de performance dos processos.
Figura 9 - Curva Normal ou de Gauss
Fonte: Carpinetti, 2010
29
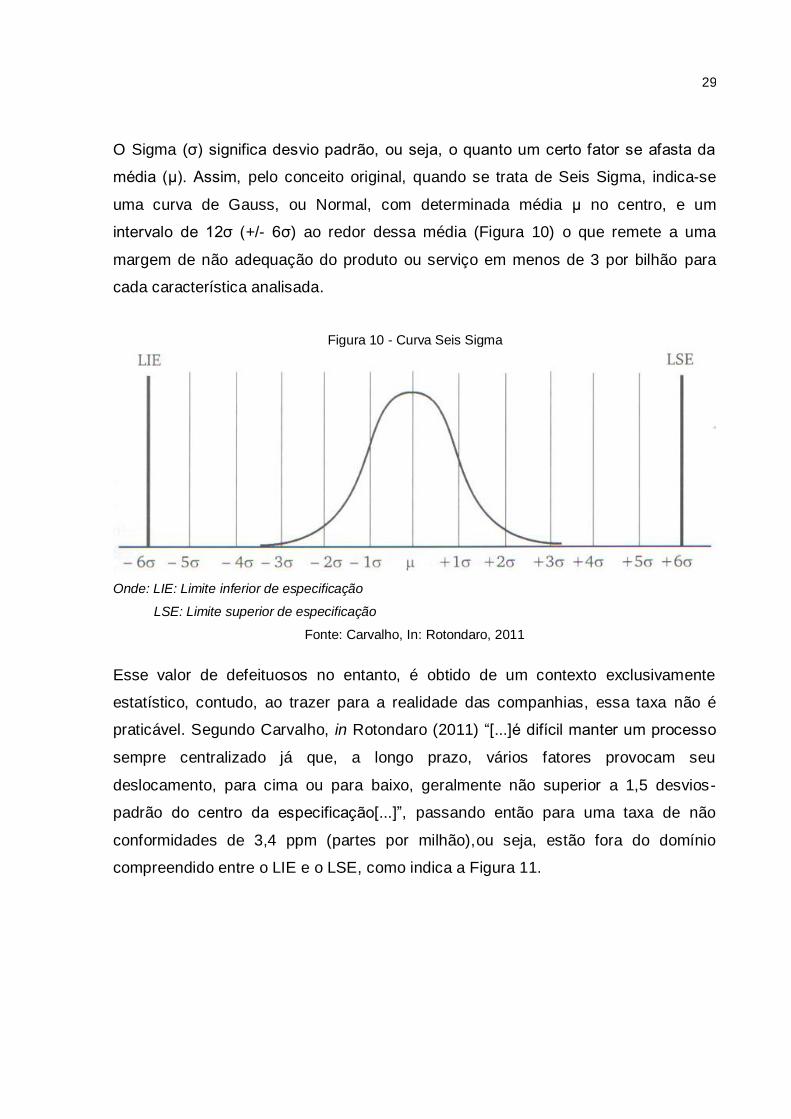
O Sigma (σ) significa desvio padrão, ou seja, o quanto um certo fator se afasta da
média (μ). Assim, pelo conceito original, quando se trata de Seis Sigma, indica-se
uma curva de Gauss, ou Normal, com determinada média μ no centro, e um
intervalo de 12σ (+/- 6σ) ao redor dessa média (Figura 10) o que remete a uma
margem de não adequação do produto ou serviço em menos de 3 por bilhão para
cada característica analisada.
Figura 10 - Curva Seis Sigma
Onde: LIE: Limite inferior de especificação
LSE: Limite superior de especificação
Fonte: Carvalho, In: Rotondaro, 2011
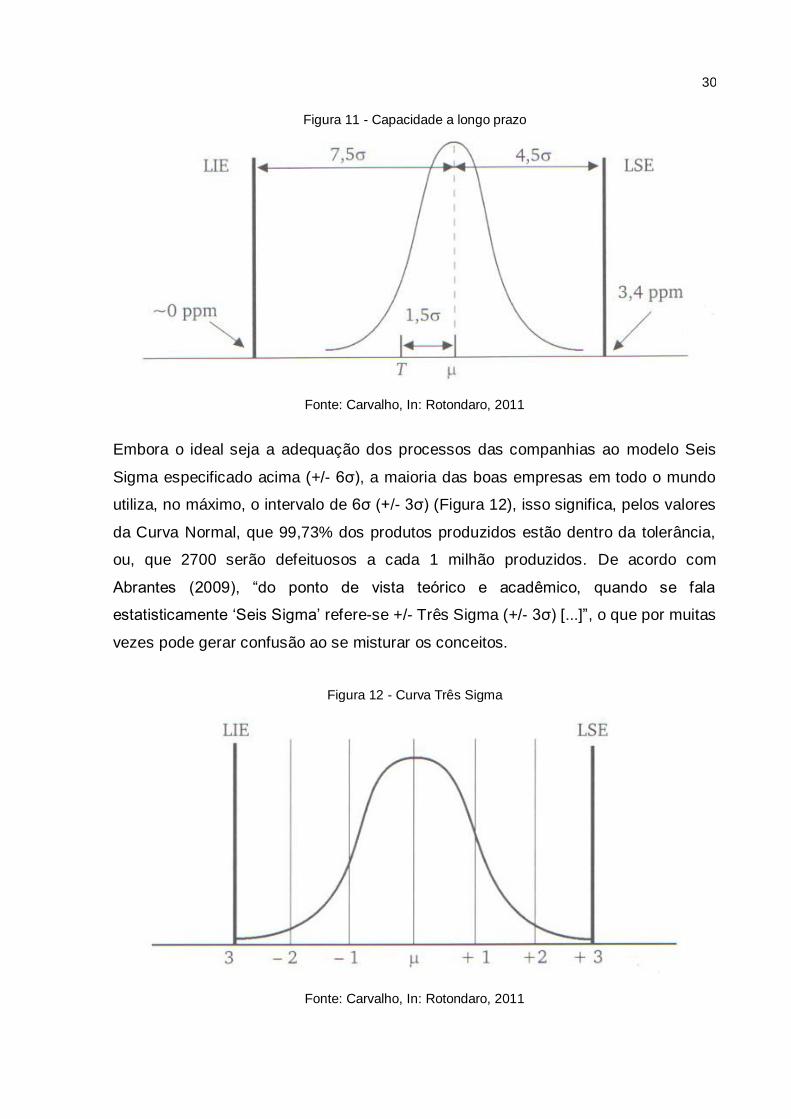
Esse valor de defeituosos no entanto, é obtido de um contexto exclusivamente
estatístico, contudo, ao trazer para a realidade das companhias, essa taxa não é
praticável. Segundo Carvalho, in Rotondaro (2011) “[...]é difícil manter um processo
sempre centralizado já que, a longo prazo, vários fatores provocam seu
deslocamento, para cima ou para baixo, geralmente não superior a 1,5 desvios-
padrão do centro da especificação[...]”, passando então para uma taxa de não
conformidades de 3,4 ppm (partes por milhão),ou seja, estão fora do domínio
compreendido entre o LIE e o LSE, como indica a Figura 11.
30
Figura 11 - Capacidade a longo prazo
Fonte: Carvalho, In: Rotondaro, 2011
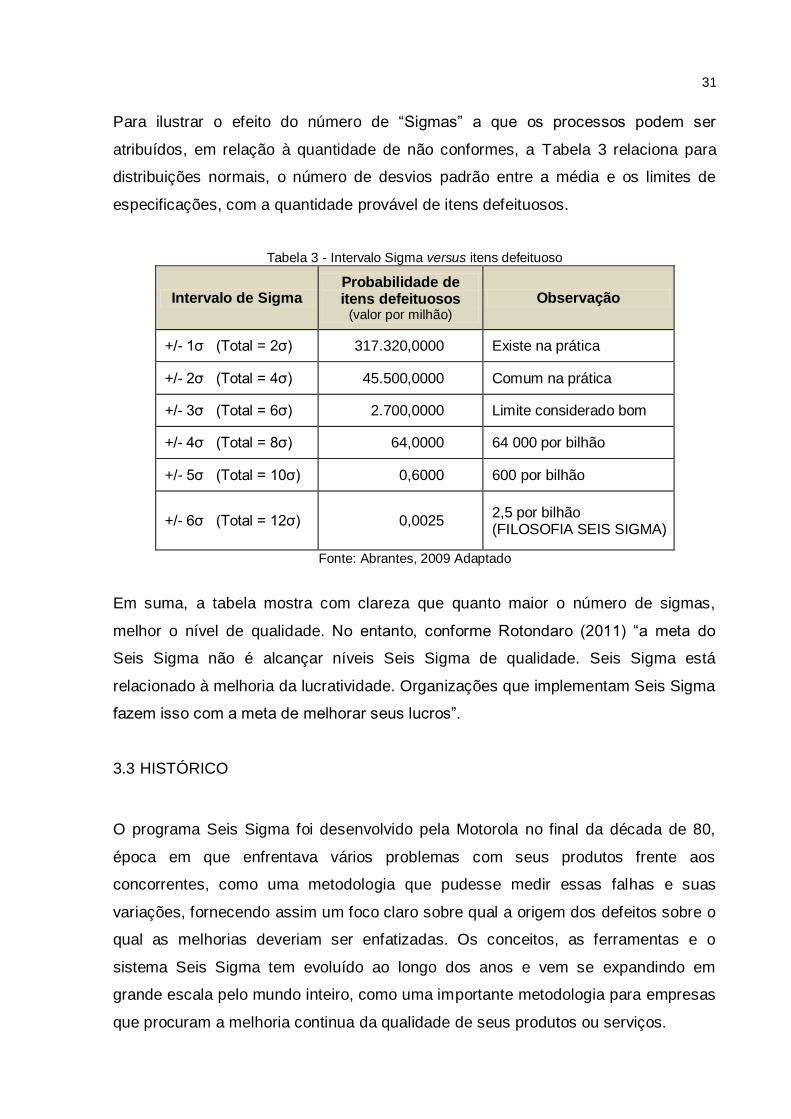
Embora o ideal seja a adequação dos processos das companhias ao modelo Seis
Sigma especificado acima (+/- 6σ), a maioria das boas empresas em todo o mundo
utiliza, no máximo, o intervalo de 6σ (+/- 3σ) (Figura 12), isso significa, pelos valores
da Curva Normal, que 99,73% dos produtos produzidos estão dentro da tolerância,
ou, que 2700 serão defeituosos a cada 1 milhão produzidos. De acordo com
Abrantes (2009), “do ponto de vista teórico e acadêmico, quando se fala
estatisticamente ‘Seis Sigma’ refere-se +/- Três Sigma (+/- 3σ) [...]”, o que por muitas
vezes pode gerar confusão ao se misturar os conceitos.
Figura 12 - Curva Três Sigma
Fonte: Carvalho, In: Rotondaro, 2011
31
Para ilustrar o efeito do número de “Sigmas” a que os processos podem ser
atribuídos, em relação à quantidade de não conformes, a Tabela 3 relaciona para
distribuições normais, o número de desvios padrão entre a média e os limites de
especificações, com a quantidade provável de itens defeituosos.
Tabela 3 - Intervalo Sigma versus itens defeituoso
Intervalo de Sigma Probabilidade de itens defeituosos
(valor por milhão)
Observação
+/- 1σ (Total = 2σ) 317.320,0000 Existe na prática
+/- 2σ (Total = 4σ) 45.500,0000 Comum na prática
+/- 3σ (Total = 6σ) 2.700,0000 Limite considerado bom
+/- 4σ (Total = 8σ) 64,0000 64 000 por bilhão
+/- 5σ (Total = 10σ) 0,6000 600 por bilhão
+/- 6σ (Total = 12σ) 0,0025 2,5 por bilhão (FILOSOFIA SEIS SIGMA)
Fonte: Abrantes, 2009 Adaptado
Em suma, a tabela mostra com clareza que quanto maior o número de sigmas,
melhor o nível de qualidade. No entanto, conforme Rotondaro (2011) “a meta do
Seis Sigma não é alcançar níveis Seis Sigma de qualidade. Seis Sigma está
relacionado à melhoria da lucratividade. Organizações que implementam Seis Sigma
fazem isso com a meta de melhorar seus lucros”.
3.3 HISTÓRICO
O programa Seis Sigma foi desenvolvido pela Motorola no final da década de 80,
época em que enfrentava vários problemas com seus produtos frente aos
concorrentes, como uma metodologia que pudesse medir essas falhas e suas
variações, fornecendo assim um foco claro sobre qual a origem dos defeitos sobre o
qual as melhorias deveriam ser enfatizadas. Os conceitos, as ferramentas e o
sistema Seis Sigma tem evoluído ao longo dos anos e vem se expandindo em
grande escala pelo mundo inteiro, como uma importante metodologia para empresas
que procuram a melhoria continua da qualidade de seus produtos ou serviços.
32
Na década de 80, muitas companhias estavam sendo “engolidas” pela concorrência
japonesa, não diferentemente, a Motorola era uma delas. Foi então que a empresa
constatou que não possuía um programa de qualidade comparável aos seus
concorrentes do outro lado do mundo. No entanto, em 1986 a Motorola inovou ao
emergir com uma técnica de melhoria da qualidade que buscava a falha zero, surgia
então a metodologia Seis Sigma.
Em 1988, a Motorola ganhou o prêmio “The Malcolm Baldrige National Quality
Award”, criado pela conceituada ASQ (American Society for Quality), o que
consolidou o Seis Sigma como um método eficaz de melhoria da qualidade e
produtividade.
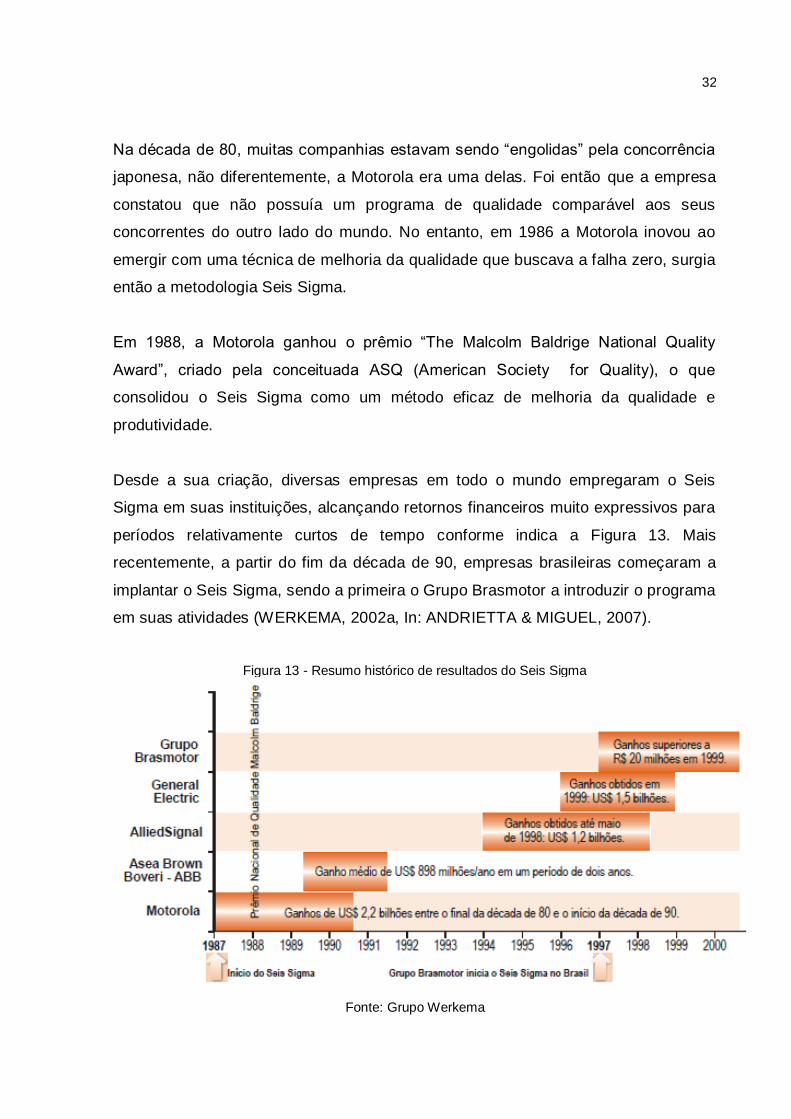
Desde a sua criação, diversas empresas em todo o mundo empregaram o Seis
Sigma em suas instituições, alcançando retornos financeiros muito expressivos para
períodos relativamente curtos de tempo conforme indica a Figura 13. Mais
recentemente, a partir do fim da década de 90, empresas brasileiras começaram a
implantar o Seis Sigma, sendo a primeira o Grupo Brasmotor a introduzir o programa
em suas atividades (WERKEMA, 2002a, In: ANDRIETTA & MIGUEL, 2007).
Figura 13 - Resumo histórico de resultados do Seis Sigma
Fonte: Grupo Werkema
33
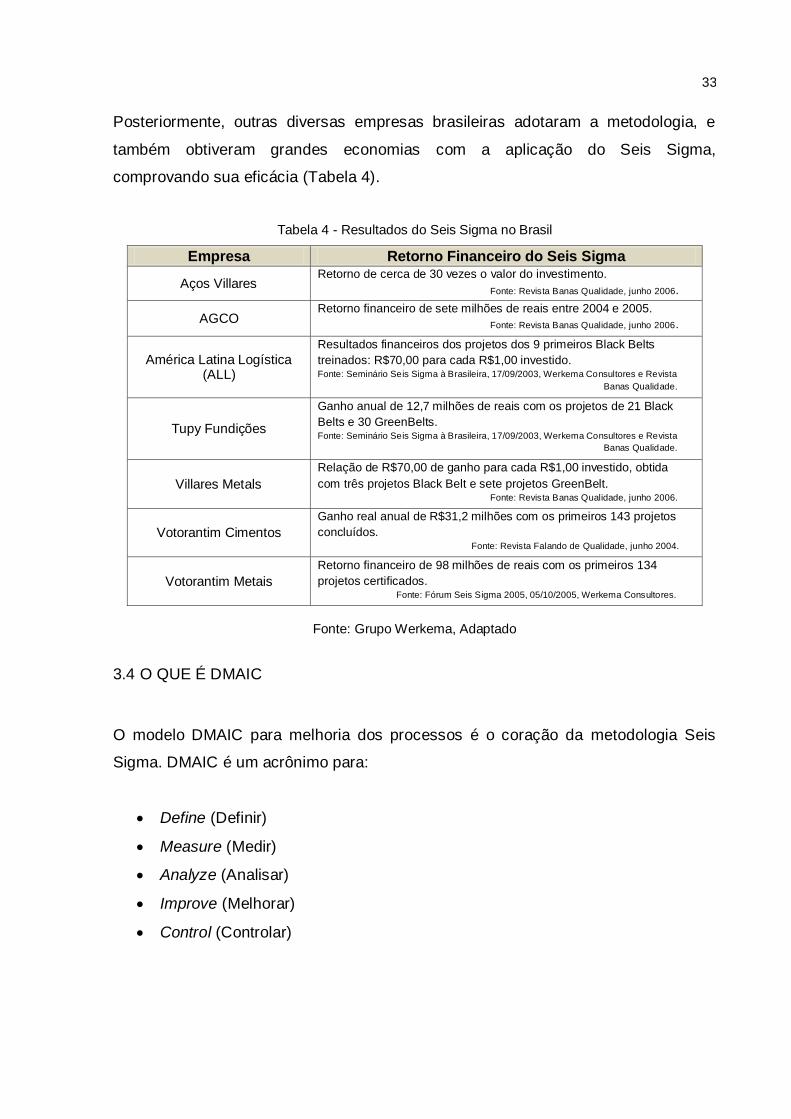
Posteriormente, outras diversas empresas brasileiras adotaram a metodologia, e
também obtiveram grandes economias com a aplicação do Seis Sigma,
comprovando sua eficácia (Tabela 4).
Tabela 4 - Resultados do Seis Sigma no Brasil
Empresa Retorno Financeiro do Seis Sigma
Aços Villares Retorno de cerca de 30 vezes o valor do investimento.
Fonte: Revista Banas Qualidade, junho 2006.
AGCO Retorno financeiro de sete milhões de reais entre 2004 e 2005.
Fonte: Revista Banas Qualidade, junho 2006.
América Latina Logística (ALL)
Resultados financeiros dos projetos dos 9 primeiros Black Belts
treinados: R$70,00 para cada R$1,00 investido. Fonte: Seminário Seis Sigma à Brasileira, 17/09/2003, Werkema Consultores e Revista
Banas Qualidade.
Tupy Fundições
Ganho anual de 12,7 milhões de reais com os projetos de 21 Black
Belts e 30 GreenBelts. Fonte: Seminário Seis Sigma à Brasileira, 17/09/2003, Werkema Consultores e Revista
Banas Qualidade.
Villares Metals
Relação de R$70,00 de ganho para cada R$1,00 investido, obtida
com três projetos Black Belt e sete projetos GreenBelt. Fonte: Revista Banas Qualidade, junho 2006.
Votorantim Cimentos
Ganho real anual de R$31,2 milhões com os primeiros 143 projetos
concluídos. Fonte: Revista Falando de Qualidade, junho 2004.
Votorantim Metais
Retorno financeiro de 98 milhões de reais com os primeiros 134
projetos certificados. Fonte: Fórum Seis Sigma 2005, 05/10/2005, Werkema Consultores.
Fonte: Grupo Werkema, Adaptado
3.4 O QUE É DMAIC
O modelo DMAIC para melhoria dos processos é o coração da metodologia Seis
Sigma. DMAIC é um acrônimo para:
Define (Definir)
Measure (Medir)
Analyze (Analisar)
Improve (Melhorar)
Control (Controlar)
34
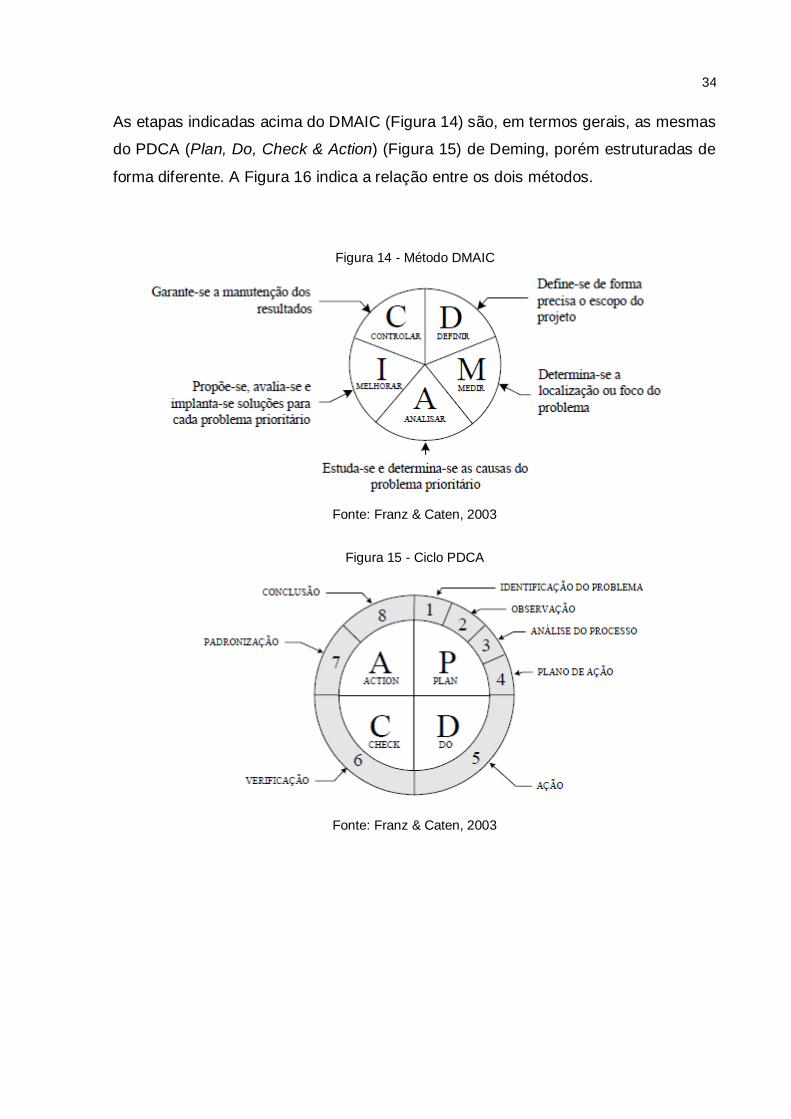
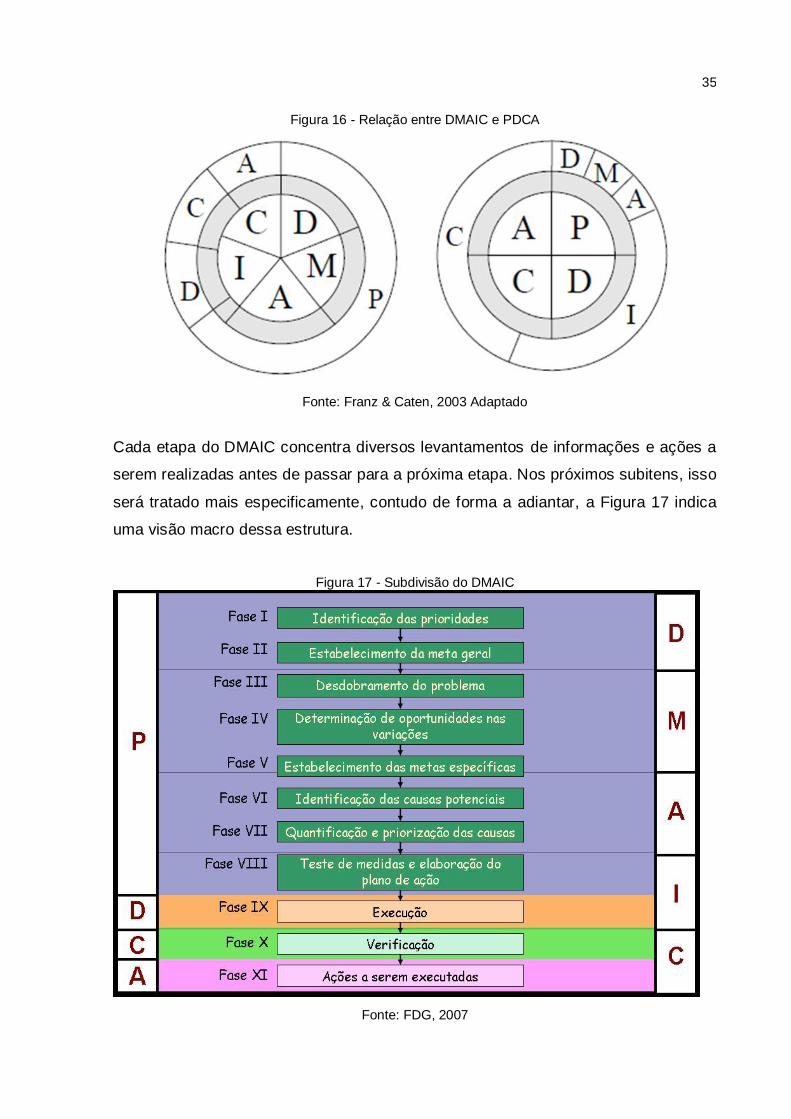
As etapas indicadas acima do DMAIC (Figura 14) são, em termos gerais, as mesmas
do PDCA (Plan, Do, Check & Action) (Figura 15) de Deming, porém estruturadas de
forma diferente. A Figura 16 indica a relação entre os dois métodos.
Figura 14 - Método DMAIC
Fonte: Franz & Caten, 2003
Figura 15 - Ciclo PDCA
Fonte: Franz & Caten, 2003
35
Figura 16 - Relação entre DMAIC e PDCA
Fonte: Franz & Caten, 2003 Adaptado
Cada etapa do DMAIC concentra diversos levantamentos de informações e ações a
serem realizadas antes de passar para a próxima etapa. Nos próximos subitens, isso
será tratado mais especificamente, contudo de forma a adiantar, a Figura 17 indica
uma visão macro dessa estrutura.
Figura 17 - Subdivisão do DMAIC
Fonte: FDG, 2007
36
3.4.1 Definir (Define - D)
Durante essa etapa, é definido claramente o escopo do projeto Seis Sigma. Dessa
forma, deve ficar evidente qual o objeto de estudo, quais os principais problemas e
os processos que os geram, o efeito indesejável que se deseja eliminar, qual a meta
geral a que se quer atingir (determinada por benchmark ou por avaliação do histórico
do processo) e quais os custos e benefícios financeiros que poderão resultar do
projeto de melhoria. É também durante a etapa Definir que as pessoas são treinadas
para o uso das técnicas e ferramentas que poderão ser usadas durante o projeto,
além de ser definidos os grupos de trabalho.
3.4.2 Medir (Measure - M)
Após a definição do problema que será atacado, o objetivo dessa fase é buscar e
coletar dados que auxiliem na investigação das características específicas do
problema e ajudem na descoberta de suas causas.
Essa é a etapa em que são aplicadas as ferramentas estatísticas para medir o
desempenho dos processos, determinar as suas variabilidades, apresentar os dados
graficamente e definir o nível Sigma atual do projeto.
Em última análise, é essa fase que evidencia o principal problema associado ao
projeto Seis Sigma.
3.4.3 Analisar (Analyze - A)
Na etapa de análise, o objetivo fundamental é levantar e encontrar as principais
causas por trás do problema. Para tal, os dados levantados na fase anterior irão
servir de base para os estudos e conclusões pertinentes (CARPINETTI, 2010).
Ou seja, a ideia é converter as informações e os dados brutos coletados
anteriormente, a fim de encontrar relacionamento entre o efeito (problema) e suas
causas. Para tanto, as ferramentas fundamentais são os diagramas de causa e
37
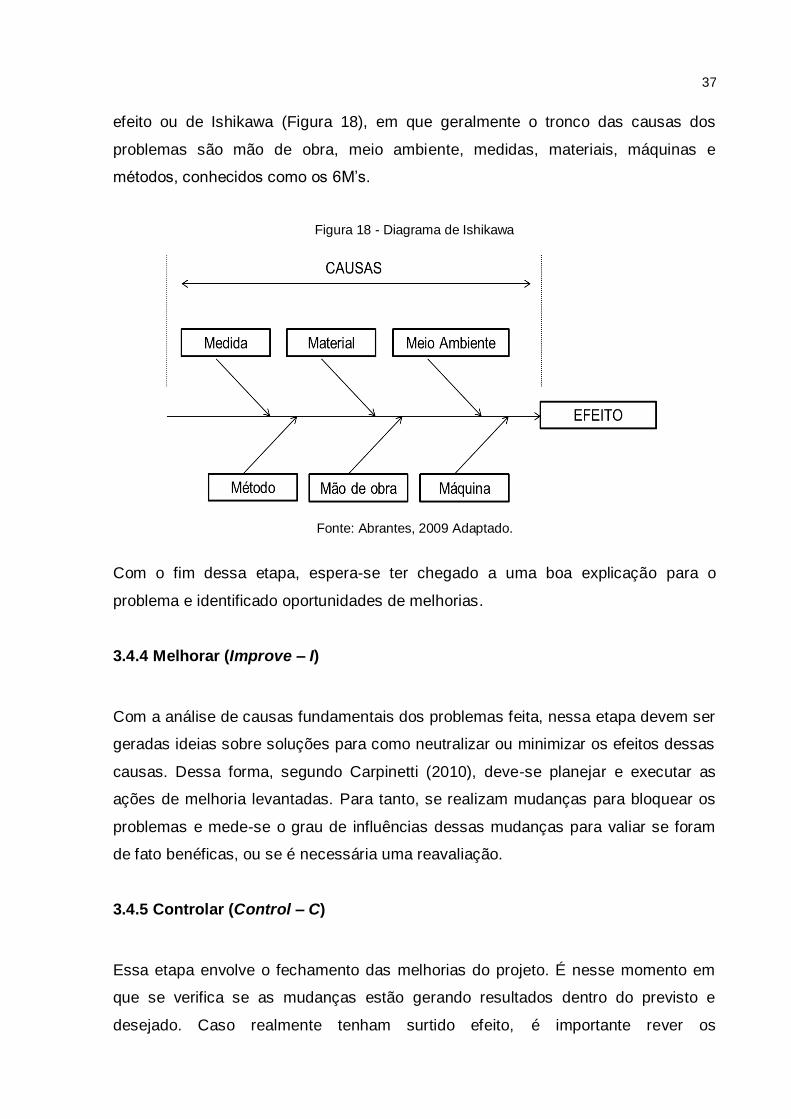
efeito ou de Ishikawa (Figura 18), em que geralmente o tronco das causas dos
problemas são mão de obra, meio ambiente, medidas, materiais, máquinas e
métodos, conhecidos como os 6M’s.
Figura 18 - Diagrama de Ishikawa
Fonte: Abrantes, 2009 Adaptado.
Com o fim dessa etapa, espera-se ter chegado a uma boa explicação para o
problema e identificado oportunidades de melhorias.
3.4.4 Melhorar (Improve – I)
Com a análise de causas fundamentais dos problemas feita, nessa etapa devem ser
geradas ideias sobre soluções para como neutralizar ou minimizar os efeitos dessas
causas. Dessa forma, segundo Carpinetti (2010), deve-se planejar e executar as
ações de melhoria levantadas. Para tanto, se realizam mudanças para bloquear os
problemas e mede-se o grau de influências dessas mudanças para valiar se foram
de fato benéficas, ou se é necessária uma reavaliação.
3.4.5 Controlar (Control – C)
Essa etapa envolve o fechamento das melhorias do projeto. É nesse momento em
que se verifica se as mudanças estão gerando resultados dentro do previsto e
desejado. Caso realmente tenham surtido efeito, é importante rever os
38
procedimentos, de modo a garantir que as melhorias não se percam, e desenvolver
um tipo de ferramenta de controle para que sejam mantidas dentro do intervalo de
tolerância aceitável. Em caso negativo, é necessário reavaliar as melhorias
propostas e gerar novas ações a serem executadas a fim de atingir a qualidade
desejada.
39
4 APLICAÇÃO DA METODOLOGIA
4.1 INTRODUÇÃO AO ESTUDO DE CASO
Tendo em vista os objetivos estratégicos da DIPE (Diretoria de Pelotização da
VALE) e seu planejamento acerca da produção, foram definidos fatores críticos de
sucesso e os indicadores estratégicos que monitoram e mensuram a performance de
tais fatores. Dentre tais indicadores, encontra-se a produtividade da grelha, bem
como o volume de produção.
Sabendo que o circuito do pátio de pelotas tem fundamental importância no
processo, onde paradas por manutenções corretivas ou preventivas podem acarretar
significativos prejuízos no que tange o volume de produção transportado, este se
constitui como um dos pontos críticos para se alcançar os objetivos estratégicos.
De tal maneira, o projeto em estudo visa à aplicação da metodologia seis sigma na
redução de perdas do circuito do pátio de pelotas, proporcionando maior
produtividade da grelha e conseguintemente maiores volumes de produção
transportado.
4.2 FASE I - IDENTIFICAÇÃO DAS PRIORIDADES
Considerando o objetivo definido, verifica-se que no circuito do pátio de pelotas há
um ponto critico, onde paradas do circuito por manutenções corretivas e preventivas
podem acarretar significativas perdas de produção, impactando diretamente no
volume de produção transportado.
Apesar de existir o circuito de emergência em paralelo ao circuito do pátio de
pelotas, o qual tem como finalidade evitar perdas de produção acarretadas por
paradas no circuito do pátio de pelotas, este somente tem conseguido mitigar estas
perdas, tendo em vista que não suporta toda a produção das usinas. O circuito de
emergência não acompanhou os seguidos repotenciamentos aplicados nas usinas
durante seus mais de 30 anos de funcionamento, não suportando assim o volume
40
atual de produção, quando se faz necessário seu uso. Verifica-se a necessidade de
redução da produção de pelotas em torno de 36%, devido a incapacidade da
produção do circuito de emergência das usinas. Estas perdas de produção são
muito significativas e acarretam em grandes prejuízos à empresa, sendo necessário
atuar de maneira a buscar a solução. Este problema é uma das prioridades deste
projeto.
4.3 FASE II - ESTABELECIMENTO DA META GERAL
Para se estabelecer a meta geral, pode-se fazer o uso de diversas ferramentas. No
presente projeto, não se foi possível a analise do benchmark, tanto interno quanto
externo. A análise do benchmark externo se impossibilita tendo em vista que cada
usina e cada equipamento têm suas particularidades, não sendo assim possível a
comparação entre eles. Impossibilitou-se também a análise do benchmark interno,
pois foi vivido um longo período de crise de mercado, onde se reduziram os
investimentos em manutenção causando enormes perdas de produção, e
anteriormente a crise de mercado não há a rastreabilidade dos dados, pois o registro
no sistema era feito de maneira diferente a da atual, onde não se classificava pela
natureza (corretiva, preventiva ou operacional), mas sim pelos responsáveis e
somente por estes, inutilizando-se então estes dados para a análise.
Sendo assim foi utilizado inicialmente o método da lacuna, o qual está explicado
para um caso fictício na Figura 19. Para tal método foi tomado como referência o
período entre Abril de 2010 a Maio de 2011, e se excluiu deste período o mês de
Fevereiro de 2011, pois não tem representatividade para a análise, tendo-se em
vista que o ínfimo valor das perdas obtidas neste mês não representa
fidedignamente a realidade das usinas. Desta maneira, utilizando o método da
lacuna obtivemos uma meta calculada de 42% de redução das perdas. Entretanto,
fazendo-se uma analise mais profunda, tomando-se como base o atual patamar da
manutenção das usinas Nibrasco, foi visto que a meta calculada por este método era
arrojada e inalcançável. Sendo assim, baseado no resultado obtido pelo método da
lacuna e na experiência dos colaboradores atuantes na área, foi definida a meta de
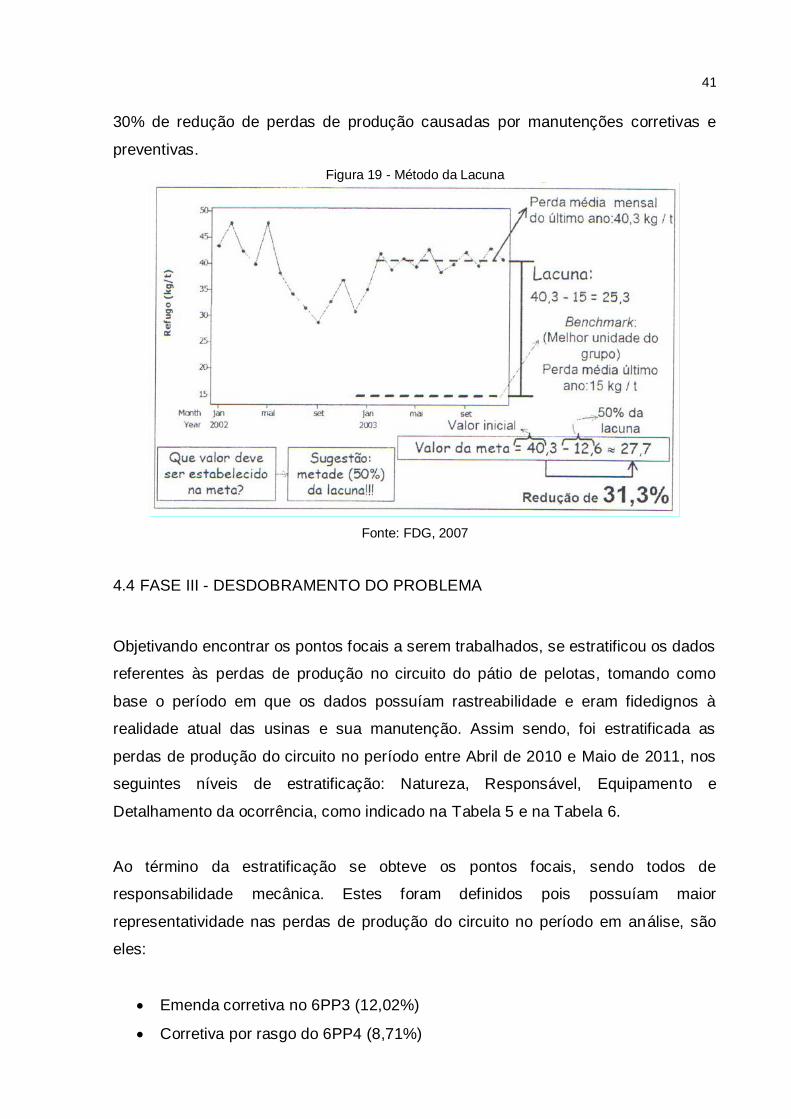
41
30% de redução de perdas de produção causadas por manutenções corretivas e
preventivas.
Figura 19 - Método da Lacuna
Fonte: FDG, 2007
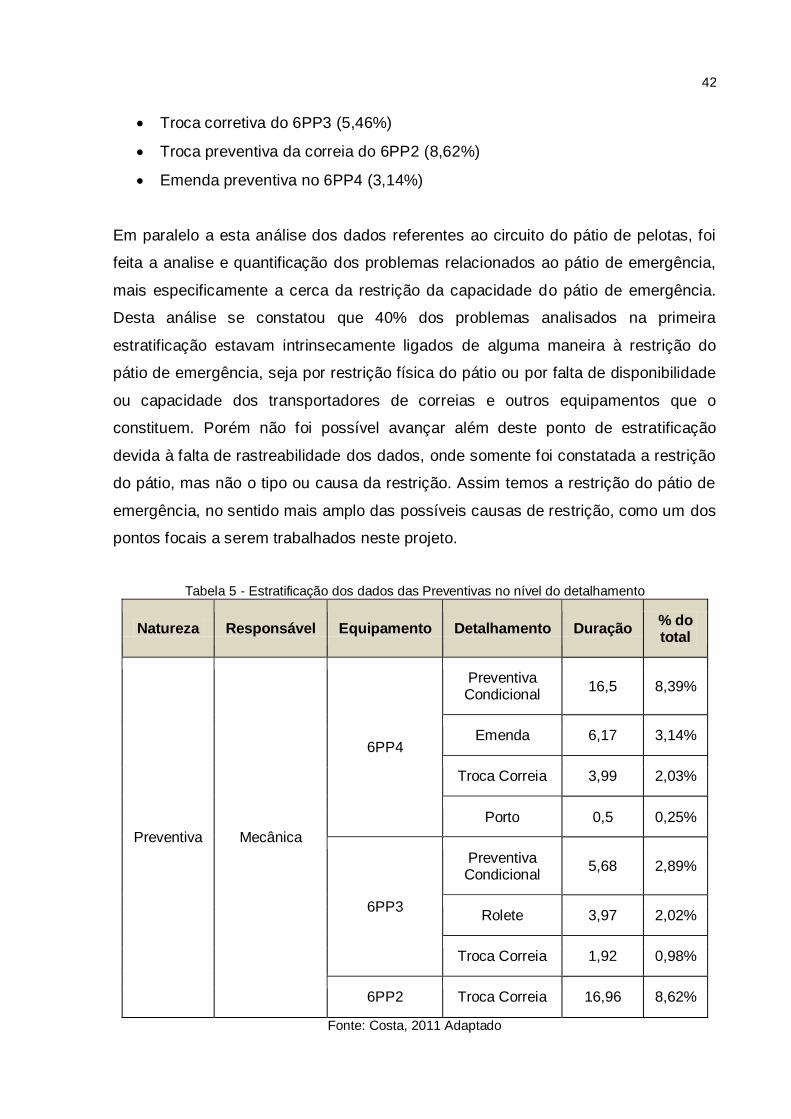
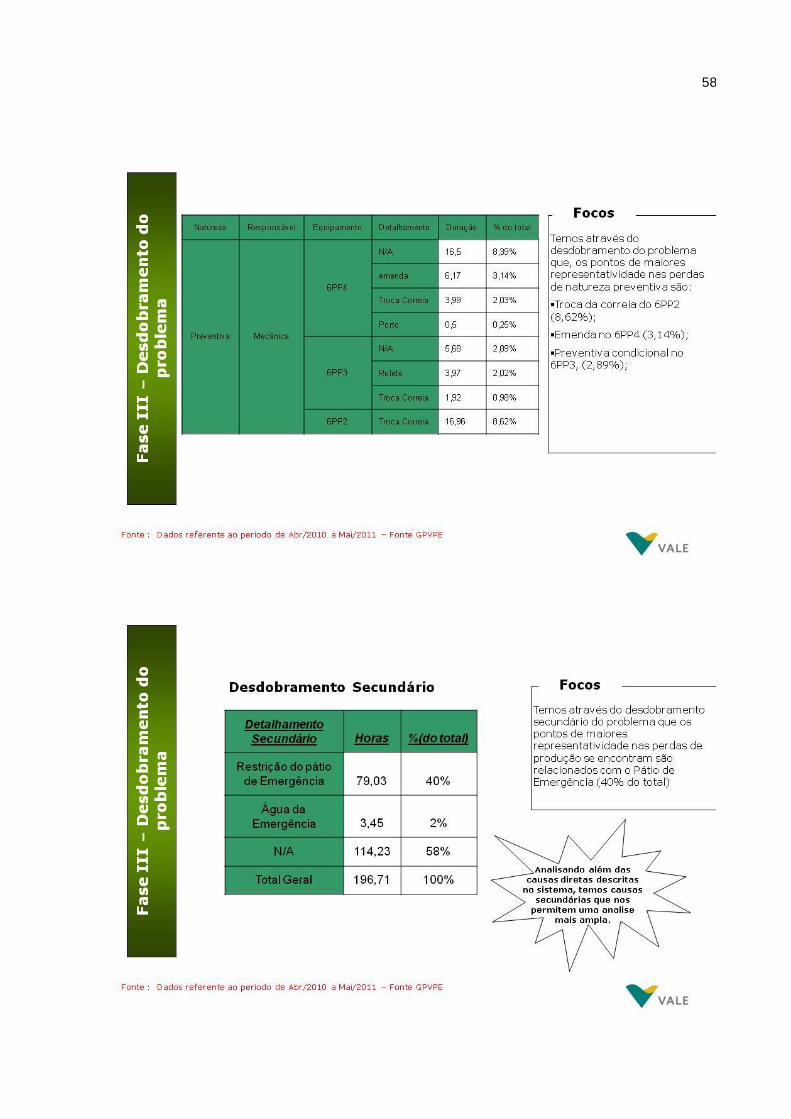
4.4 FASE III - DESDOBRAMENTO DO PROBLEMA
Objetivando encontrar os pontos focais a serem trabalhados, se estratificou os dados
referentes às perdas de produção no circuito do pátio de pelotas, tomando como
base o período em que os dados possuíam rastreabilidade e eram fidedignos à
realidade atual das usinas e sua manutenção. Assim sendo, foi estratificada as
perdas de produção do circuito no período entre Abril de 2010 e Maio de 2011, nos
seguintes níveis de estratificação: Natureza, Responsável, Equipamento e
Detalhamento da ocorrência, como indicado na Tabela 5 e na Tabela 6.
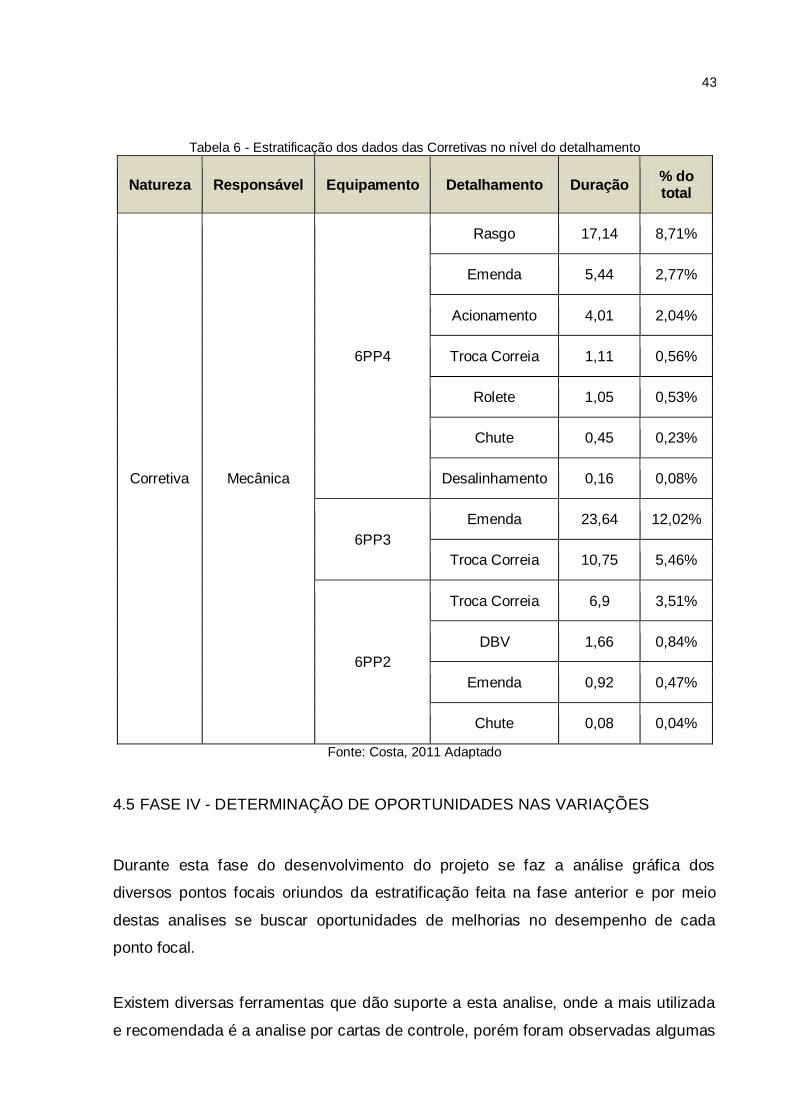
Ao término da estratificação se obteve os pontos focais, sendo todos de
responsabilidade mecânica. Estes foram definidos pois possuíam maior
representatividade nas perdas de produção do circuito no período em análise, são
eles:
Emenda corretiva no 6PP3 (12,02%)
Corretiva por rasgo do 6PP4 (8,71%)
42
Troca corretiva do 6PP3 (5,46%)
Troca preventiva da correia do 6PP2 (8,62%)
Emenda preventiva no 6PP4 (3,14%)
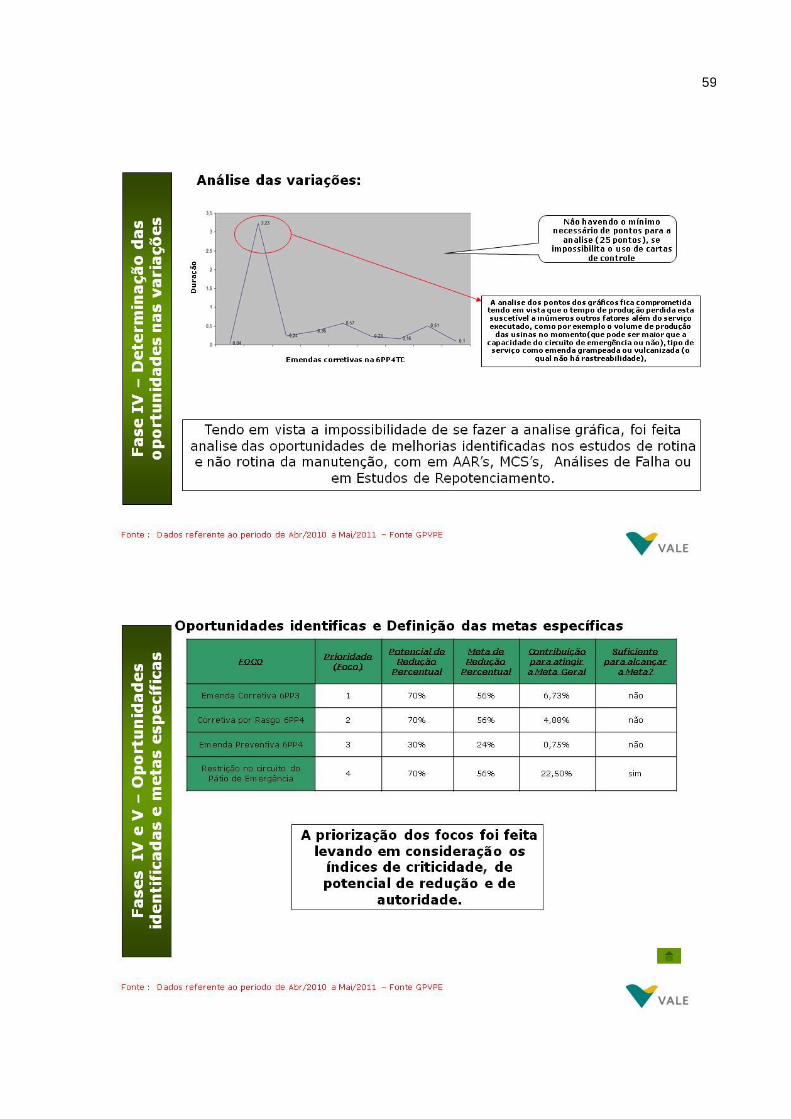
Em paralelo a esta análise dos dados referentes ao circuito do pátio de pelotas, foi
feita a analise e quantificação dos problemas relacionados ao pátio de emergência,
mais especificamente a cerca da restrição da capacidade do pátio de emergência.
Desta análise se constatou que 40% dos problemas analisados na primeira
estratificação estavam intrinsecamente ligados de alguma maneira à restrição do
pátio de emergência, seja por restrição física do pátio ou por falta de disponibilidade
ou capacidade dos transportadores de correias e outros equipamentos que o
constituem. Porém não foi possível avançar além deste ponto de estratificação
devida à falta de rastreabilidade dos dados, onde somente foi constatada a restrição
do pátio, mas não o tipo ou causa da restrição. Assim temos a restrição do pátio de
emergência, no sentido mais amplo das possíveis causas de restrição, como um dos
pontos focais a serem trabalhados neste projeto.
Tabela 5 - Estratificação dos dados das Preventivas no nível do detalhamento
Natureza Responsável Equipamento Detalhamento Duração % do total
Preventiva Mecânica
6PP4
Preventiva Condicional
16,5 8,39%
Emenda 6,17 3,14%
Troca Correia 3,99 2,03%
Porto 0,5 0,25%
6PP3
Preventiva Condicional
5,68 2,89%
Rolete 3,97 2,02%
Troca Correia 1,92 0,98%
6PP2 Troca Correia 16,96 8,62%
Fonte: Costa, 2011 Adaptado
43
Tabela 6 - Estratificação dos dados das Corretivas no nível do detalhamento
Natureza Responsável Equipamento Detalhamento Duração % do total
Corretiva Mecânica
6PP4
Rasgo 17,14 8,71%
Emenda 5,44 2,77%
Acionamento 4,01 2,04%
Troca Correia 1,11 0,56%
Rolete 1,05 0,53%
Chute 0,45 0,23%
Desalinhamento 0,16 0,08%
6PP3
Emenda 23,64 12,02%
Troca Correia 10,75 5,46%
6PP2
Troca Correia 6,9 3,51%
DBV 1,66 0,84%
Emenda 0,92 0,47%
Chute 0,08 0,04%
Fonte: Costa, 2011 Adaptado
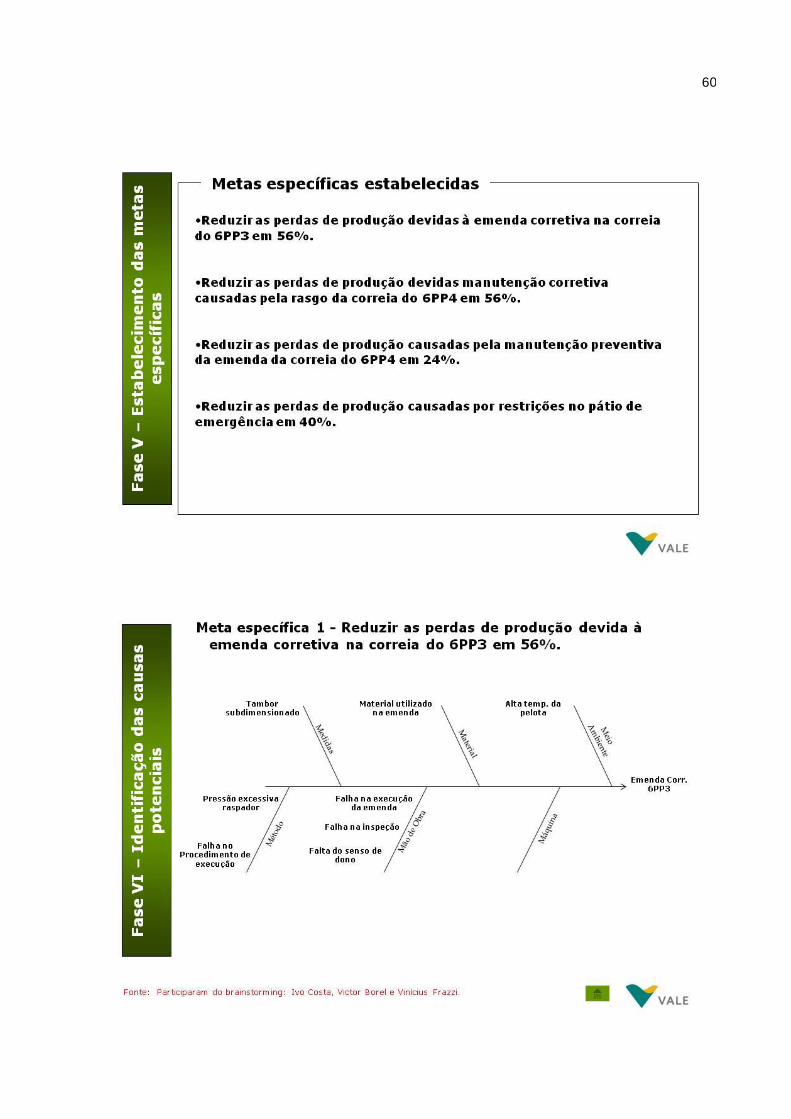
4.5 FASE IV - DETERMINAÇÃO DE OPORTUNIDADES NAS VARIAÇÕES
Durante esta fase do desenvolvimento do projeto se faz a análise gráfica dos
diversos pontos focais oriundos da estratificação feita na fase anterior e por meio
destas analises se buscar oportunidades de melhorias no desempenho de cada
ponto focal.
Existem diversas ferramentas que dão suporte a esta analise, onde a mais utilizada
e recomendada é a analise por cartas de controle, porém foram observadas algumas
44
barreiras para a utilização desta ferramenta. Primeiramente se deu a falta de dados
referente ao circuito, tendo em vista que a troca de uma mesma correia com alguma
falha, seja por rasgo ou problema na emenda, não se dá com frequência, remetendo
assim a busca por dados históricos a um período onde o registro das ocorrências na
manutenção se dava de maneira diferente da atual. De tal maneira se impossibilitou
a análise conjunta destes dados, e então se restringindo a análise ao período mais
recente de dados, o qual apesar de mais fidedigno à realidade das usinas, não se
tem em quantidade suficiente para se fazer uma análise estatística.
Partindo-se então para a análise meramente gráfica, deparou-se com o segundo
problema, o qual foi a rastreabilidade deficiente dos dados. Tendo em vista que não
há registros no sistema exclusivamente sobre funcionamento de cada transportador
de correia, buscou-se então conflitar os dados referentes ao peso do material
transportado com os registros de perda de produção acarretados por algum
transportador de correia. Analisou-se o peso do material transportado limitando-se a
análise à presença ou não de material no transportador de correia e assim
conseguindo o sinal de funcionamento ou não deste. Entretanto a análise gráfica se
inviabilizou devido a um número insuficiente de dados que a possibilitasse. Logo se
fez necessária a busca por outras maneiras de estudo visando as melhorias.
Fazendo uma pesquisa por registros de falhas e das diversas ocorrências tidas no
circuito do pátio de pelotas que motivaram algum tipo de estudo, se encontrou
diversos registros da utilização ferramentas como a Análises de Falha, MCS’s
(Motivo, Causa e Solução), AAR’s (After Action Reveiw) e inclusive estudos de
repotenciamentos que aprimorariam o circuito de emergência, logo mitigando as
perdas causadas por manutenções no circuito do pátio de pelotas. Baseado nestes
estudos foi vista a oportunidade de redução das perdas no pátio de pelotas, tendo
em vista que estes estudos foram motivados por ocorrências que acarretaram em
significantes perdas de produção.
45
4.6 FASE V - ESTABELECIMENTO DAS METAS ESPECIFICAS
Após a determinação dos pontos focais obtidos através da estratificação dos dados
feita na Fase III e da determinação das oportunidades feita na Fase IV, fez-se então
a análise conjunta das informações obtidas nestas duas fases anteriores. Esta
análise foi realizada de maneira a se atuar nos pontos com alguma capacidade de
melhoria identificada nos tratamentos das falhas passadas, tendo em vista que
alguns dos pontos focais identificados durante a estratificação dos dados não foram
tratados quando ocorridos, pois não se deu esta necessidade, ou não se possui
registro de tais tratamentos, já que são falhas antigas que nos remetem a anos
atrás, quando o sistema de tratamento de falhas tinha seu registro diferente do atual.
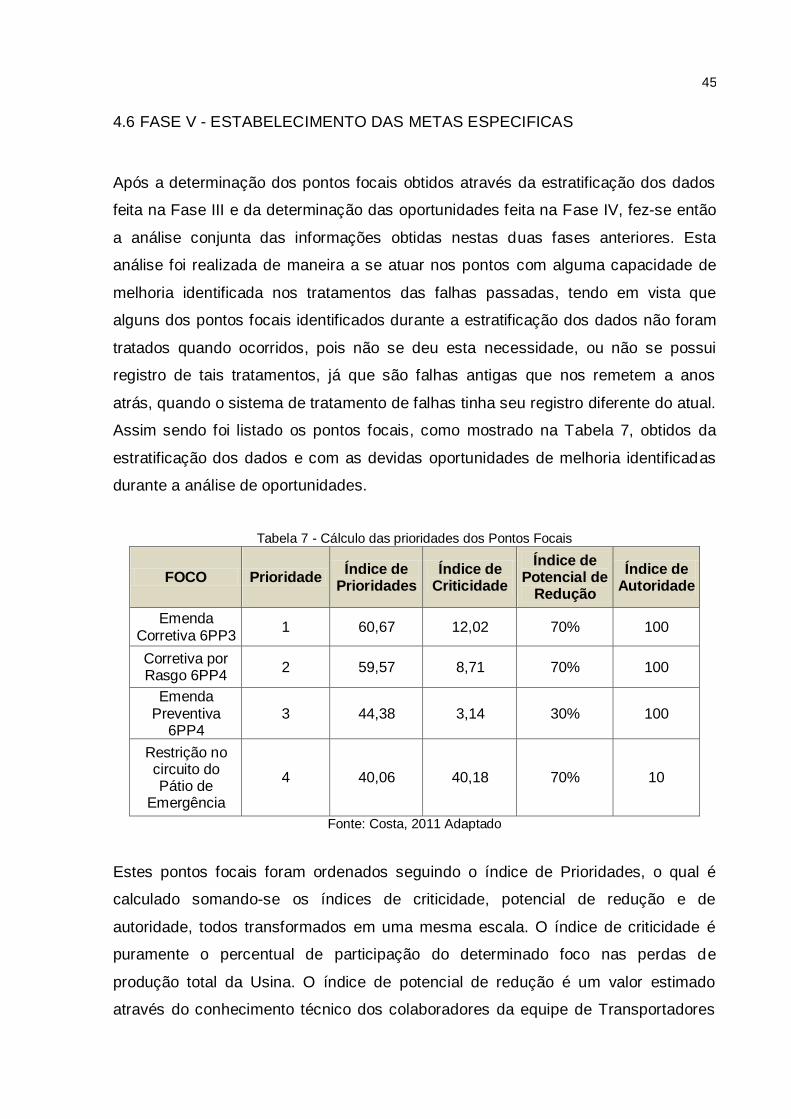
Assim sendo foi listado os pontos focais, como mostrado na Tabela 7, obtidos da
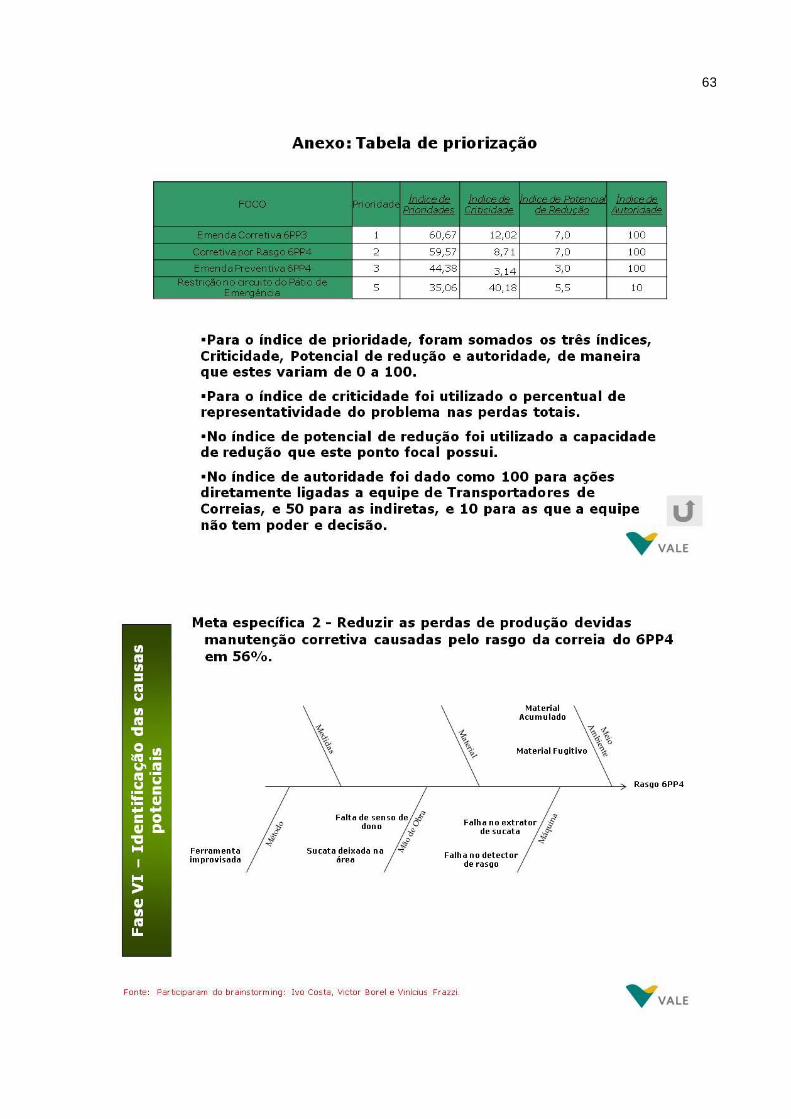
estratificação dos dados e com as devidas oportunidades de melhoria identificadas
durante a análise de oportunidades.
Tabela 7 - Cálculo das prioridades dos Pontos Focais
FOCO Prioridade Índice de
Prioridades Índice de
Criticidade
Índice de Potencial de
Redução
Índice de Autoridade
Emenda Corretiva 6PP3
1 60,67 12,02 70% 100
Corretiva por Rasgo 6PP4
2 59,57 8,71 70% 100
Emenda Preventiva
6PP4 3 44,38 3,14 30% 100
Restrição no circuito do Pátio de
Emergência
4 40,06 40,18 70% 10
Fonte: Costa, 2011 Adaptado
Estes pontos focais foram ordenados seguindo o índice de Prioridades, o qual é
calculado somando-se os índices de criticidade, potencial de redução e de
autoridade, todos transformados em uma mesma escala. O índice de criticidade é
puramente o percentual de participação do determinado foco nas perdas de
produção total da Usina. O índice de potencial de redução é um valor estimado
através do conhecimento técnico dos colaboradores da equipe de Transportadores
46
de Correia. O índice de autoridade mensura a capacidade de poder e/ou influencia
de decisão a cerca do determinado assunto, assim foi dado 100 para o ponto focal
no qual a equipe de Transportadores de correia tem direto poder de decisão, 50 para
o ponto focal no qual a equipe tem influência na decisão, e 10 para o qual a equipe
não tem poder nem influência de decisão.
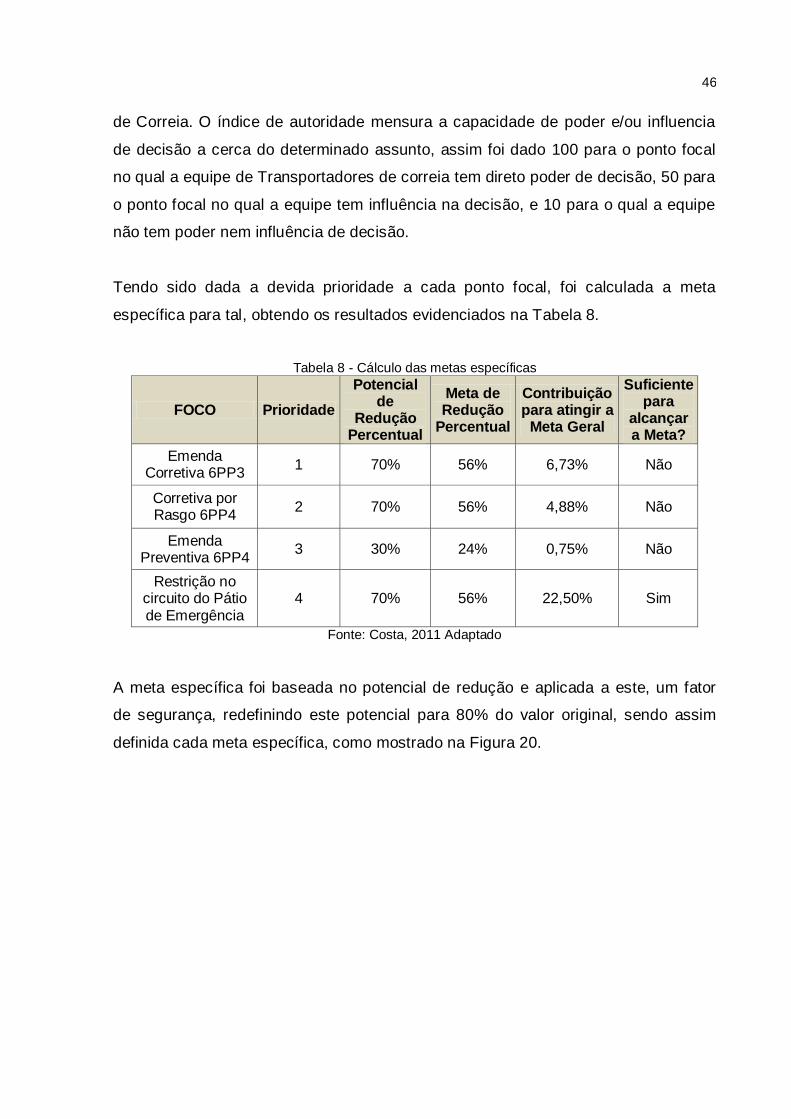
Tendo sido dada a devida prioridade a cada ponto focal, foi calculada a meta
específica para tal, obtendo os resultados evidenciados na Tabela 8.
Tabela 8 - Cálculo das metas específicas
FOCO Prioridade
Potencial de
Redução Percentual
Meta de Redução
Percentual
Contribuição para atingir a
Meta Geral
Suficiente para
alcançar a Meta?
Emenda Corretiva 6PP3
1 70% 56% 6,73% Não
Corretiva por Rasgo 6PP4
2 70% 56% 4,88% Não
Emenda Preventiva 6PP4
3 30% 24% 0,75% Não
Restrição no circuito do Pátio de Emergência
4 70% 56% 22,50% Sim
Fonte: Costa, 2011 Adaptado
A meta específica foi baseada no potencial de redução e aplicada a este, um fator
de segurança, redefinindo este potencial para 80% do valor original, sendo assim
definida cada meta específica, como mostrado na Figura 20.
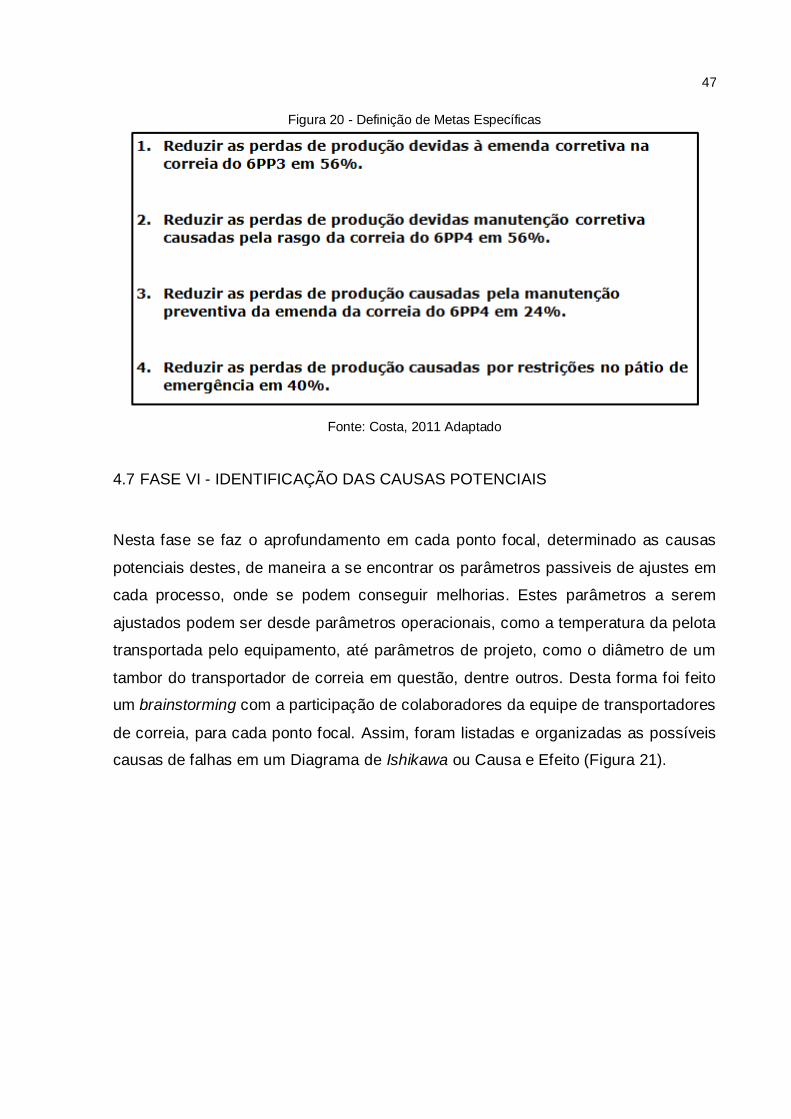
47
Figura 20 - Definição de Metas Específicas
Fonte: Costa, 2011 Adaptado
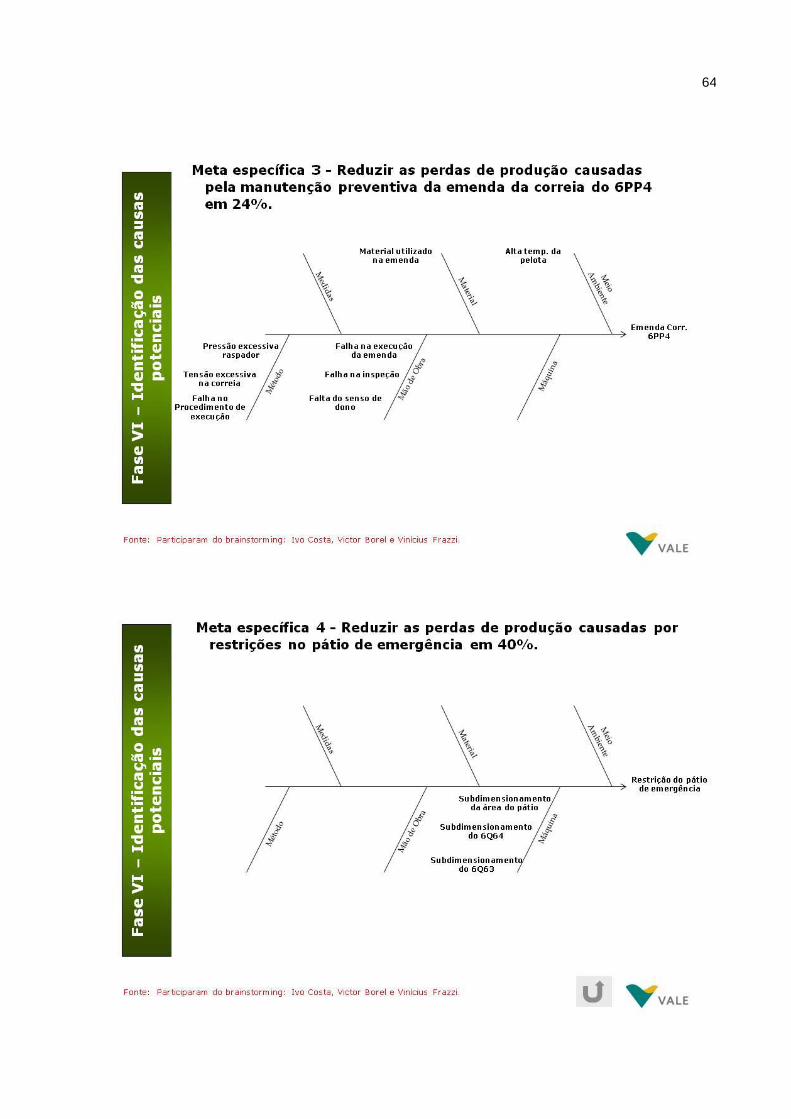
4.7 FASE VI - IDENTIFICAÇÃO DAS CAUSAS POTENCIAIS
Nesta fase se faz o aprofundamento em cada ponto focal, determinado as causas
potenciais destes, de maneira a se encontrar os parâmetros passiveis de ajustes em
cada processo, onde se podem conseguir melhorias. Estes parâmetros a serem
ajustados podem ser desde parâmetros operacionais, como a temperatura da pelota
transportada pelo equipamento, até parâmetros de projeto, como o diâmetro de um
tambor do transportador de correia em questão, dentre outros. Desta forma foi feito
um brainstorming com a participação de colaboradores da equipe de transportadores
de correia, para cada ponto focal. Assim, foram listadas e organizadas as possíveis
causas de falhas em um Diagrama de Ishikawa ou Causa e Efeito (Figura 21).
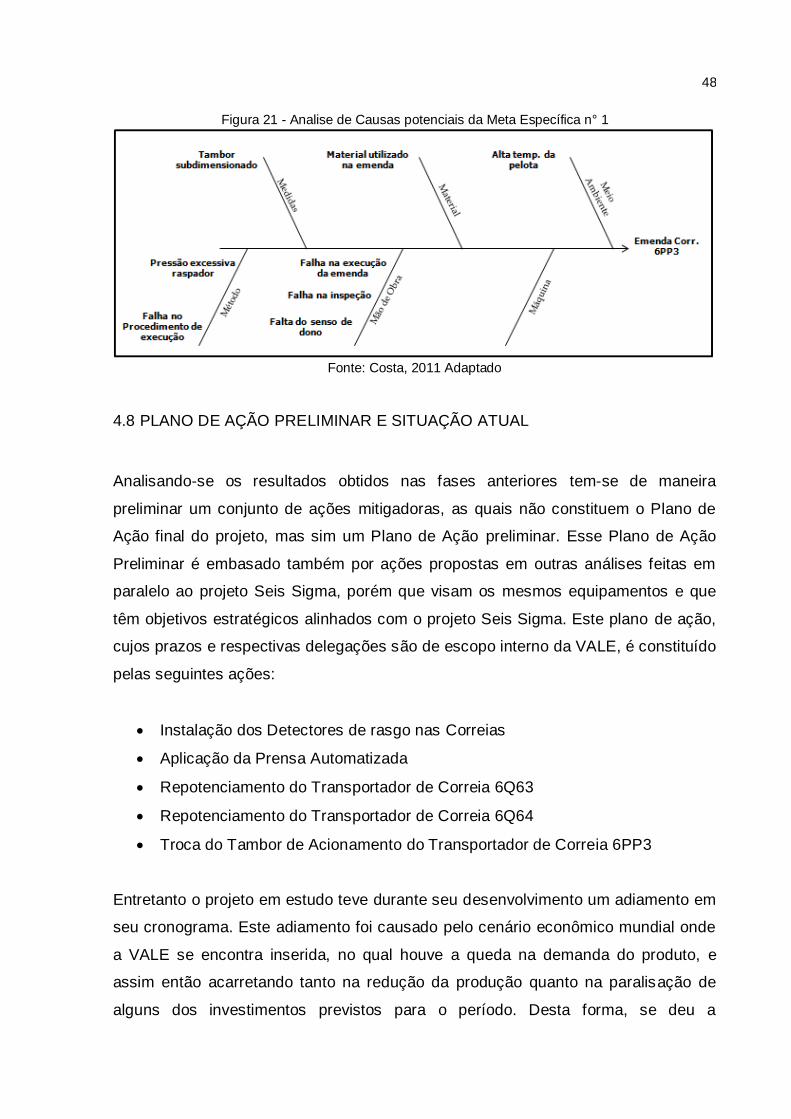
48
Figura 21 - Analise de Causas potenciais da Meta Específica n° 1
Fonte: Costa, 2011 Adaptado
4.8 PLANO DE AÇÃO PRELIMINAR E SITUAÇÃO ATUAL
Analisando-se os resultados obtidos nas fases anteriores tem-se de maneira
preliminar um conjunto de ações mitigadoras, as quais não constituem o Plano de
Ação final do projeto, mas sim um Plano de Ação preliminar. Esse Plano de Ação
Preliminar é embasado também por ações propostas em outras análises feitas em
paralelo ao projeto Seis Sigma, porém que visam os mesmos equipamentos e que
têm objetivos estratégicos alinhados com o projeto Seis Sigma. Este plano de ação,
cujos prazos e respectivas delegações são de escopo interno da VALE, é constituído
pelas seguintes ações:
Instalação dos Detectores de rasgo nas Correias
Aplicação da Prensa Automatizada
Repotenciamento do Transportador de Correia 6Q63
Repotenciamento do Transportador de Correia 6Q64
Troca do Tambor de Acionamento do Transportador de Correia 6PP3
Entretanto o projeto em estudo teve durante seu desenvolvimento um adiamento em
seu cronograma. Este adiamento foi causado pelo cenário econômico mundial onde
a VALE se encontra inserida, no qual houve a queda na demanda do produto, e
assim então acarretando tanto na redução da produção quanto na paralisação de
alguns dos investimentos previstos para o período. Desta forma, se deu a
49
paralisação do investimento no repotenciamento do circuito do pátio de emergência,
que previa a ampliação da capacidade dos transportadores de correia tidos como
gargalos neste circuito, sendo de crucial importância para a alcançabilidade da meta
geral do projeto. Outro ponto prejudicado por este cenário de mercado foi a aferição
dos resultados, onde o mês de outubro seria em tese o mês no qual a meta deveria
ser atingida de acordo com o cronograma em vigência naquele momento, assim esta
aferição foi impossibilitada devido a redução da produção das usinas, o que acarreta
na drástica redução da perda de produção devida a manutenção, e então
mascarando o resultado obtido.
Tendo em vista o cenário do mercado e o que este acarreta, foi necessário assim
postergar o cronograma previsto para o projeto, de maneira que este retome seu
desenvolvimento normal em fevereiro de 2012, ficando paralisado na fase de
implementação das melhorias.
50
5 CONSIDERAÇÕES FINAIS
Analisando o contexto histórico da filosofia já mencionado neste trabalho, se
mostrou evidente a eficácia desta. Evidência esta, dada pelos retornos financeiros
proporcionados pelo uso do Seis Sigma a diversas empresas dos mais diferentes
setores da economia. Além destes retornos tangíveis proporcionados pelo Seis
Sigma, há também os intangíveis os quais são de igual importância, tendo em vista
que aproxima do processo em análise a equipe envolvida no projeto, ampliando e
reforçando o senso de dono de cada colaborador. Assim sendo, tem-se que apesar
de o projeto estar paralisados, este possui um enorme potencial de retorno para a
empresa, tendo em vista o grande prejuízo na produção, provocado por perda no
circuito analisado, e também o plano de ação preliminar proposto no projeto antes
da sua paralisação, onde este potencial de retorno será posto em prática na
retomada do projeto.
Entretanto a maior barreira encontrada durante o desenvolvimento do projeto se deu
acerca dos dados que embasariam a análise gráfica e estatística, onde se teve a
falta de dados e a rastreabilidade deficiente dos dados existentes sobre os
equipamentos do circuito do pátio de pelotas, como explicado neste trabalho. Tanto
a análise estatística quanto a gráfica são de suma importância para o pleno
desenvolvimento do projeto no que se refere filosofia seis sigma no nível métrico.
Entretanto, como já mostrado neste trabalho, a filosofia seis sigma se da em três
diferentes níveis e na utilização conjunta destes níveis. Neste caso em estudo o foco
do projeto se deu no nível de metodologia, se tendo a aplicação do DMAIC durante
seu desenvolvimento. Assim sendo, a falta de dados e a rastreabilidade deficiente
dos dados disponíveis, não foram críticos de sucesso, mas sim críticos do pleno
desenvolvimento da filosofia seis sigma em todos seus níveis, o qual não
impossibilitou a proposta de melhorias no processo.
51
REFERÊNCIAS BIBLIOGRÁFICAS
1 ABRANTES, José. Gestão da qualidade. 1. ed. Rio de Janeiro: Interciência, 2009. 369p.
2 ANDRIETTA, J. M; MIGUEL, P. A. C. Aplicação do programa Seis Sigma no Brasil: resultados de um levantamento tipo survey exploratório-descritivo e
perspectivas para pesquisas futuras. In: Gest. Prod., São Carlos, SP. v.14, n. 2, p. 203-209. Mai-Ago, 2007. Disponível em: <http://www.scielo.br/pdf/gp/v14n2/01.pdf> Acesso em: 20 nov. 2011.
3 CAMPOS, Marco Siqueira. Seis sigma: presente e futuro. Disponível em: <http://www.siqueiracampos.com/art_jan_03.asp> Acesso em: 04 nov. 2011.
4 COSTA, Ivo. Redução da perda de produção nas usinas V e VI devido a manutenção no pátio de pelotas. Vitória – ES. Engenharia de manutenção,
DIPE-GETOP-GAMIP, 2011.
5 CARPINETTI, Luiz Cesar Ribeiro. Gestão da qualidade: conceitos e técnicas.
1. ed. São Paulo: Atlas, 2010. 241p.
6 CARVALHO, M. M. de. – Medindo o sigma do processo – Cap. 6. In:
ROTONDARO, Roberto G.(coord.). Seis sigma: Estratégia gerencial para a melhoria de processos, produtos e serviços. 1. ed. São Paulo: Atlas, 2011. 375p.
7 CEMA, Conveyor Equipment Manufacturers Association. Belt conveyors for bulk materials. 5. ed. Naples, Florida, USA. Jul. 2002, 484 p.
8 FDG, Fundação de Desenvolvimento Gerencial. Apostila Green Belts Industrial, Versão 7, Jul. 2007.
9 FRANZ, L. A. dos S; CATEN, C. S. ten. Uma discussão quanto à relação entre os métodos DMAIC e PDCA. Porto Alegre, RS. Dez. 2003. Disponível em: <http://www.oocities.org/br/luisantoniofranz/pe04_franz_03dez.pdf> Acesso em: 07 nov. 2011.
10 GOOGLE [Internet], Google Maps. c2011. Disponível em: <http://maps.google.com.br/maps?q=vitoria+es&hl=pt-BR&ie=UTF8&ll=-
20.276871,-40.24101&spn=0.005465,0.010568&sll=-14.239424,-53.186502&sspn=45.124209,86.572266&vpsrc=6&hnear=Vit%C3%B3ria+-+Esp%C3%ADrito+Santo&t=k&z=17> Acesso em: 20 nov. 2011.
11 GRUPO WERKEMA. Visão geral do Lean Seis Sigma. <Apresentação de slides>.
12 MATOS, Jorge da Luz. Implementação de um projeto de melhorias em um processo de reação química em batelada utilizando o método DMAIC. Porto
Alegre, RS. Dez. 2003. Disponível em: <http://www.producao.ufrgs.br/arquivos/publicacoes/JorgeLuzMatos.pdf> Acesso em: 30 out. 2011.
52
13 MOTOROLA UNIVERSITY [Internet]. What is Six Sigma?; c2011. Disponível
em:<http://www.motorola.com/web/Business/_Moto_University/_Documents/_Static_Files/What_is_SixSigma.pdf> Acesso em: 04 nov. 2011.
14 OLIVEIRA, Otávio J. et al. Gestão da qualidade: tópicos avançados. 1. ed. São Paulo: Cengage Learning, 2011. 243p.
15 PALADINI, Edson Pacheco. Gestão estratégica da qualidade: princípios, métodos e processos. 2. ed. São Paulo: Atlas, 2009. 220p.
16 PENA, Eloisio Queiroz. Misturamento, pelotamento e classificação. <Apresentação de slides> Fundação Gorceix – Escola de Minas – UFOP, 2010
17 PENA, Eloisio Queiroz. Preparação de insumos. <Apresentação de slides> Fundação Gorceix – Escola de Minas – UFOP, 2010
18 PENA, Eloisio Queiroz. Processo de pelotização: plantas de pelotização VALE. <Apresentação de slides> Fundação Gorceix – Escola de Minas – UFOP, 2010
19 PINHO, Carlos Tadeu Assumpção de. Seis sigma: uma proposta para implementação da metodologia em pequenas e médias empresas. Natal, RN. Jun. 2005. Disponível em:
<http://bdtd.bczm.ufrn.br/tedesimplificado/tde_arquivos/6/TDE-2006-09-27T233653Z-307/Publico/CarlosTA.pdf> Acesso em: 14 nov. 2011.
20 ROTONDARO, Roberto G. (coord.). Seis sigma: Estratégia gerencial para a melhoria de processos, produtos e serviços. 1. ed. São Paulo: Atlas, 2011. 375p.
21 SILVA, João Esmeraldo. Engenharia de manutenção <apresentação de slides>, Mai. 2010
22 TEKROLL [Internet], TEKROLL Equipamentos Industriais. Transportador de correia côncava; c2007. Disponível em: <http://www.tekroll.com.br/transportador_correia_concava.html> Acesso em: 27
out. 2011.
23 VALE [Internet]. Minério de ferro e pelotas; c2010. Disponível em: <http://www.vale.com/pt-br/o-que-fazemos/mineracao/minerio-de-ferro-e-
pelotas/paginas/default.aspx> Acesso em: 27 out. 2011.
24 VALE, VALE S/A. Usinas de pelotização NIBRASCO:
peneiramento/emergência e pátio de pelotas. DIPE, Rev. 001/03, 75 p.
25 WENDLING, Floriano. Queima, peneiramento, estocagem e recuperação de
pelotas de minérios de ferro. <apresentação de slides>Raeding Consultoria LTDA.
26 WERKEMA, M. C. C. Criando a cultura Seis Sigma. Rio de Janeiro: Qualitymark, v.1, 2002a.

53
ANEXO A - Apresentação do Projeto da VALE
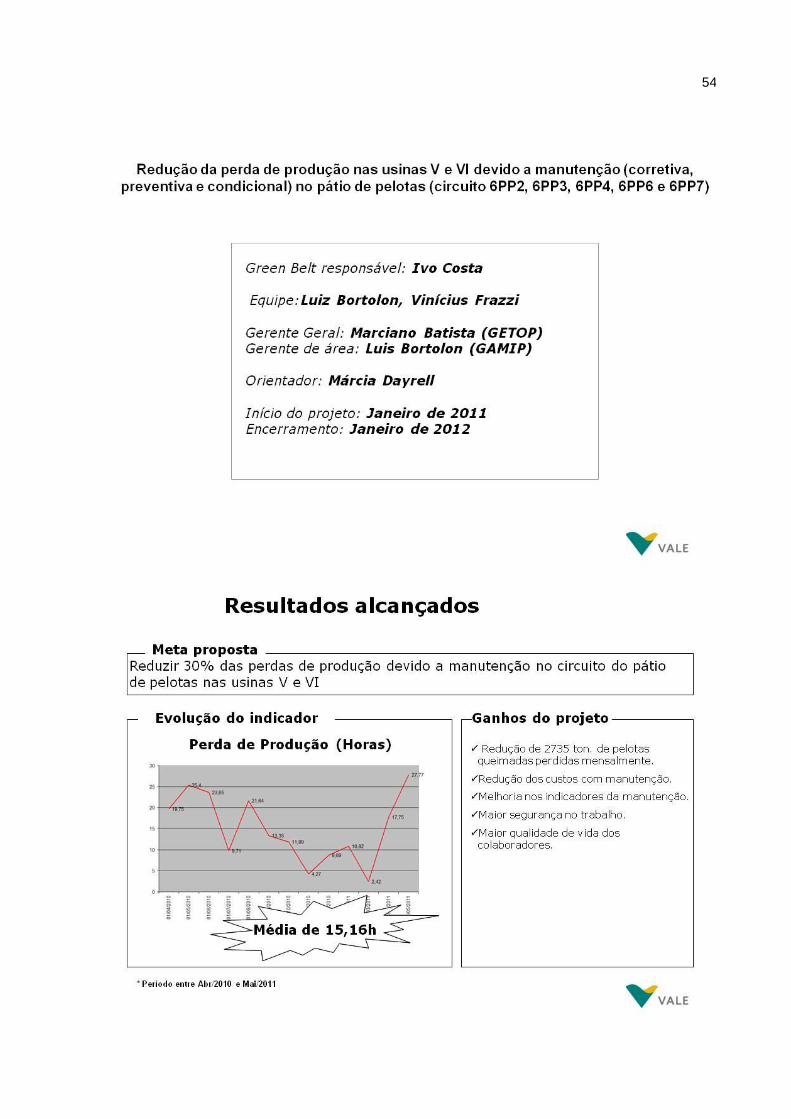
54
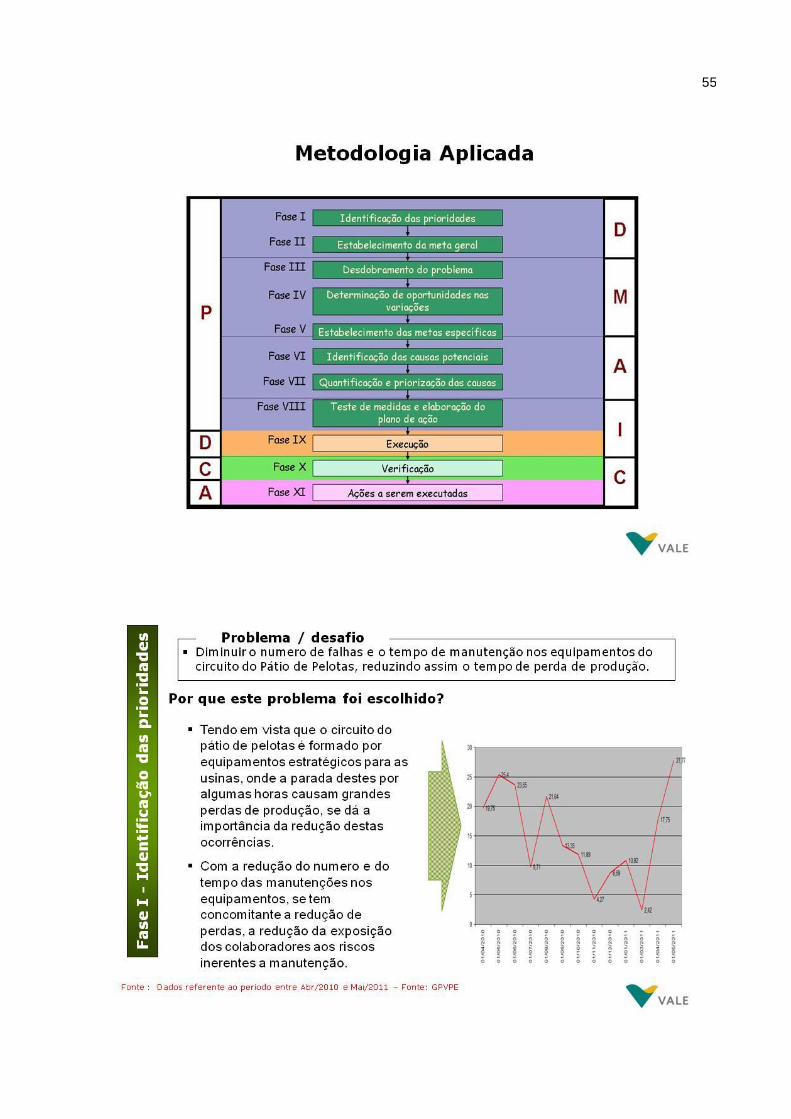
55
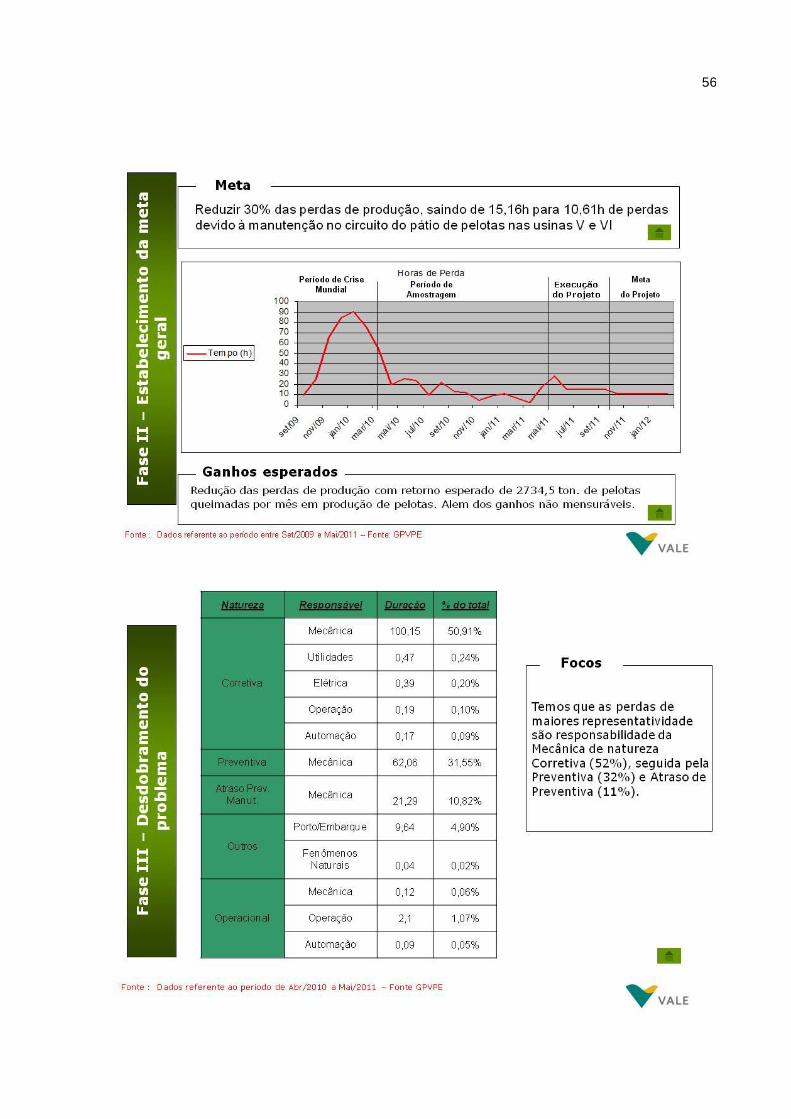
56
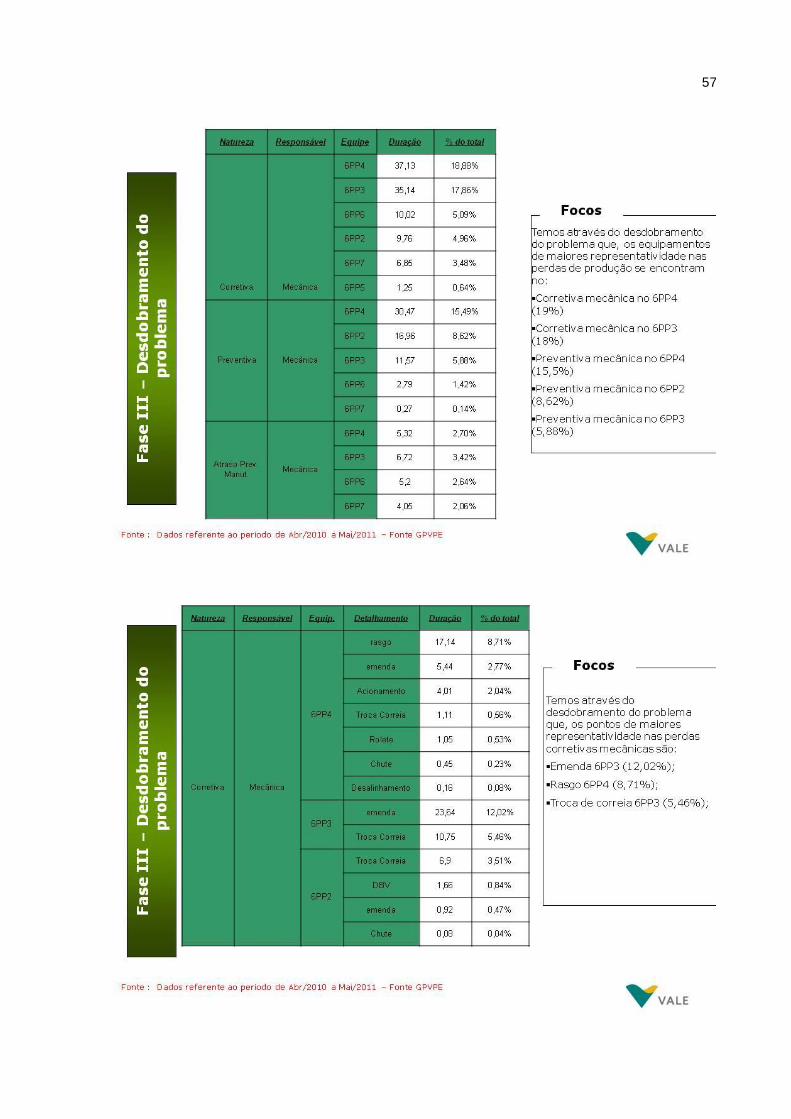
57
58
59
60
61

62
63
64