
REDUÇÃO DE MOVIMENTAÇÃO PARA … · luciano maciel goulart reduÇÃo de movimentaÇÃo para...
34
UNIVERSIDADE DE TAUBATÉ Luciano Maciel Goulart REDUÇÃO DE MOVIMENTAÇÃO PARA ABASTECIMENTO DE LINHA DE PRODUÇÃO, UTILIZANDO PROGRAMA SEIS SIGMA Taubaté – SP 2006
Transcript of REDUÇÃO DE MOVIMENTAÇÃO PARA … · luciano maciel goulart reduÇÃo de movimentaÇÃo para...
UNIVERSIDADE DE TAUBATÉ Luciano Maciel Goulart
REDUÇÃO DE MOVIMENTAÇÃO PARA ABASTECIMENTO DE LINHA DE PRODUÇÃO,
UTILIZANDO PROGRAMA SEIS SIGMA
Taubaté – SP 2006
UNIVERSIDADE DE TAUBATÉ Luciano Maciel Goulart
REDUÇÃO DE MOVIMENTAÇÃO PARA ABASTECIMENTO DE LINHA DE PRODUÇÃO,
UTILIZANDO PROGRAMA SEIS SIGMA.
Monografia apresentada para obtenção do Certificado de Especialização em MBA Gerência Empresarial do Departamento de Economia, Contabilidade, Administração e Secretariado da Universidade de Taubaté. Orientador: Prof. Mestre Paulo Aurélio Santos.
Taubaté – SP 2006

LUCIANO MACIEL GOULART
REDUÇÃO DE MOVIMENTAÇÃO PARA ABASTECIMENTO DE LINHA DE PRODUÇÃO, UTILIZANDO METODOLOGIA DO SEIS SIGMA.
Monografia apresentada para obtenção do Certificado de Especialização em MBA Gerência Empresarial do Departamento de Economia, Contabilidade, Administração e Secretariado da Universidade de Taubaté.
Data: __________________
Resultado: ______________
BANCA EXAMINADORA
Prof. Ms. Paulo Aurélio Santos Universidade de Taubaté
Assinatura __________________________________
Prof. Dr. José Luís Gomes da Silva ____________________
Assinatura __________________________________
Prof. r. Francisco Cristovão Lourenço de Melo ____________________
Assinatura __________________________________

DEDICATÓRIA
Dedico esta conquista a minha amada esposa que sempre me ajudou a ter
perseverança e dedicação ao curso, mesmo nos piores momentos.
Dedico aos meus pais que desde o começo me ensinaram a importância do estudo e
se esforçaram muito para que eu vencesse.
Dedico aos meus irmãos, amigos e familiares que me deram força e souberam me
compreender e me esperar para as nossas reuniões de final de semana que quase
sempre eram adaptadas aos horários disponíveis.

AGRADECIMENTOS
A Deus começo e fim de todas as coisas.
À diretoria e à gerência da empresa em estudo que permitiu a minha inclusão no
programa Seis Sigma.
Aos colegas da empresa que contribuíram com a pesquisa, fornecendo os dados
necessários.
Ao Prof. Mestre Paulo Aurélio por aceitar o convite e contribuir com a constituição do
trabalho.
A todos os Professores Doutores e Mestres que no durante este curso me
permitiram compartilhar de seus conhecimentos.
A todos amigos e colegas de curso pelo companheirismo e compreensão.

RESUMO
O trabalho em questão implica no estudo da movimentação de matéria-prima no pátio de
uma empresa metalúrgica, despertando para uma reformulação do funcionamento desse
setor que promova uma redução na movimentação operacional dessa empresa. Está
organizado como um estudo de caso, no qual haverá a substituição dos recursos atualmente
utilizados para tal movimentação por novos equipamentos e para o sistema Just in time.
Esta mudança foi realizada através da implantação e utilização do Programa Seis Sigma.
Em função de tais mudanças, conseguimos atingir o objetivo do trabalho, reduzir a
movimentação de matéria-prima, diminuindo assim estoques, números de colaboradores e
máquinas nesta área, melhorar o layout da empresa e por fim obter ganho financeiro.
Espera-se que em função de tais mudanças, consiga-se um nível de 100% de entrega direta
do material, de forma a reduzir os custos e aprimorar a organização desse setor.
Palavras-chave: Seis Sigma. Just in time. Armazenagem. Layout. Máquinas. Pessoas.

ABSTRACT
This work implies in the study of the raw materials through the courtyard in a metallurgical
industry, rousing to a new formulation of the way this department so that there’s a reduction
of this operational moving in this company. It is organized as a case study, in which there will
be a substitution of the resources used at present for new equipments and the Just in time
system. This change was carried out through the introduction of the Six Sigma Program. As
a result of such changes, we achieved the objectives of this work, reduced the moving of the
raw materials, diminishing then, the stock, the number of workers and machines in the area,
improved the layout of the company end to top it off we had an increase in profits. We hope
that’s as a result of these changes, we can get a level of a 100% of the direct delivery in the
production line so that we can reduce the costs and improve the organization of this
deprtament.
Key words: Six Sigma. Just in time. Storage. Layout. Machines. Peoples.

LISTA DE FIGURAS
Figura 1 – Cronograma – Programa 6 Sigma 20
Figura 2 – Variação de Puxada de Material 22
Figura 3 – Diagrama Causa-Efeito (Variações nas Puxadas) 23
Figura 4 – Modelo de Entrega Direta à Produção 25
Figura 5 – Situação de Entrega Direta 27
Figura 6 – Descarga Alternativa de Material 27
Figura 7 – Descarga Alternativa de Material 28
Figura 8 – Descarga Alternativa de Material 28
Figura 9 – Descarga Alternativa de Material 29
SUMÁRIO
1 INTRODUÇÃO ........................................................................ ....……10
2 REVISÃO DA LITERATURA ..............................................................12
2.1 A organização da matéria-prima no universo da Logística ...........................12 2.2 Seis Sigma: PDCA e DMAIC ............................................................................13 2.3 A política do Just in time JIT............................................................................16 2.4Supply Chain .....................................................................................................17
3 MÉTODO.............................................................................................19
4 RESULTADOS e DISCUSSÃO...........................................................30
5 CONCLUSÃO......................................................................................32
REFERÊNCIAS .....................................................................................34

1 INTRODUÇÃO
O programa Seis Sigma começou a ser difundido no final da década de 80 por um
engenheiro da Motorola, Mikel Harry, que mantinha interesse em estudar a variação
para melhorar o desempenho dessa empresa. Para esse engenheiro e sua
respectiva empresa, essas variações poderiam ser medidas estatisticamente e
entendidas como desvio-padrão da média e acabaram sendo representadas pela
letra grega Sigma (σ).
Compreende basicamente uma forma de medir estatisticamente a qualidade de um
processo estatístico e é um método utilizado para alcançar melhorias. Alguns
autores a consideram como uma filosofia de melhoria contínua que abrange todos
os processos, departamentos, equipamentos, métodos e meio ambiente e tem por
finalidade reduzir ou eliminar as variações em qualquer um desses itens citados.
É utilizado em diversas empresas de diversos países até os dias de hoje. Algumas
empresas não só realizam a implementação desse programa como também
promovem cursos sobre a teoria do Seis Sigma.
O ponto de partida para esse estudo foi compreender o processo de “puxada” do
material de uma empresa metalúrgica automotiva. Desse processo sabe-se que,
após receber o pedido do cliente, o sistema da empresa o analisa e gira as
necessidades de compra de matéria-prima e carga de produção.
1.2 – Objetivo Geral
Reduzir a movimentação para abastecimento de linha de produção, utilizando a
metodologia Seis Sigma.
1.3 – Objetivos Específicos
Maximizar o esforço da mão de obra.
Melhorar a movimentação da matéria-prima com 100% de entrega direta na
produção.
Diminuir o estoque interno.
Reduzir o índice de acidentes do trabalho.
Contribuir com as questões de meio ambiente, a partir de uma organização mais
estética e funcional.
1.4 – Organização do Trabalho
O trabalho está organizado com cinco capítulos. O primeiro capítulo consiste
introdução. No capítulo 2, há uma revisão de literatura sobre Logística (como
sistema que compreende inclusive a movimentação de material), sobre o PDCA e o
DMAIC (como meio pelo a pesquisa foi realizada) e sobre o Just in time (como
melhoria propriamente dita). No capítulo 3 está descrita a metodologia do trabalho,
que se desenvolveram através das etapas do Programa Seis Sigma. O capítulo 4
apresenta os resultados e discussão. E por fim, o capítulo 5 traz a conclusão do
trabalho.
2 REVISÃO DE LITERATURA
2.1 A organização da matéria-prima no universo da Logística
O termo Logística é muito amplo e inclui o processo de movimentação de matéria-
prima.
Como o estudo está sendo realizado nesse universo, julga-se importante a
compreensão desse processo.
Segundo Ching (1996), a logística compreende toda a movimentação do ambiente
interno e externo da empresa, iniciando pela chegada da matéria-prima até a
entrega do produto final ao cliente.
O autor refere ainda que a logística procura integrar as diferentes relações atribuídas
ao processo de produção e distribuição de seus produtos aos clientes e
consumidores finais, permitindo à empresa melhor controle e maior integração dos
departamentos que originalmente tinham visão limitada de sua área de trabalho.
O processo de logística, ou como foi referido por Christopher (1997), gerenciamento
logístico, tem potencial para auxiliar a organização e alcançar vantagem tanto em
custo/produtividade como em valor. Logo, esse gerenciamento é um dos principais
fatores responsáveis pela integração entre mercado e atividade operacional da
empresa.
A logística é o processo de gerenciar estrategicamente a aquisição, movimentação e armazenagem de materiais, peças e produtos acabados (e os fluxos de informações corretas) através da organização e seus canais de Marketing, de modo a poder maximizar as lucratividades presente e futura através do atendimento dos pedidos a baixo custo. (CHRISTOPHER, 1997, p 02).
Merli (1998) ressalta três modelos de gerenciamento da logística: o de Classe III,
denominado Normal, no qual há uma necessidade de estoque de reserva e os
pedidos são feitos distintamente e com vencimento de entrega previsto. O de Classe
ll, Integrado, cujos contratos são anuais ou polianuais, as entregas são do modelo
Just in time ou sincronizadas dirigidas às sessões. E o de Classe l, chamado
Comaker, com a característica de total integração entre fornecedor e cliente e
integração entre informação e programação.
Entretanto Aguiar (2002), ainda que neste momento não esteja se referindo
especificamente ao termo logística, afirma que o sucesso ou fracasso da empresa
está diretamente relacionado com a capacidade da mesma de promover as
mudanças necessárias em tempo adequado e para o autor, isso só é possível se
houver utilização de um sistema de gestão a favor da empresa e principalmente o
cliente e que gere algum retorno monetário aquela. E sugere, ainda, duas formas de
se posicionar diante do problema: revisão incremental para fins de manutenção e
revisão rompedora.
2.2 Seis Sigma: PDCA e DMAIC
Para alcançar um objetivo é preciso que se trace uma meta ou um conjunto de
medidas a serem tomadas até que se chegue a um resultado.
O conjunto de medidas proposto por Aguiar (2002), denomina-se Seis Sigma e
consiste em um programa baseado em métodos estatísticos e com o intuito de
promover melhoria às empresas em diferentes aspectos.
Na verdade, o programa Seis Sigma permite que a empresa modifique seu
posicionamento mediante seus problemas e também a sua forma de identificá-los e

tratá-los. Sendo assim ele caracteriza o meio pelo qual a situação atual será
estudada e modificada (se houver necessidade) e não a mudança em si.
Aguiar (2002), explica que existem algumas condições para a implantação do
programa. A primeira delas refere-se à metodologia de solução de problemas e, no
entanto, propõe duas metodologias que consistem nos programas PDCA e DMAIC:
1ª. PDCA – P = plan (planejar) é o momento de se definir a meta de interesse e
estabelecer os meios necessários para alcançar a meta proposta.
D = do (executar) é a fase do treinamento pessoal.
C = check (verificar) é o momento de avaliar os resultados obtidos com relação às
metas.
A = action (agir) etapa que depende totalmente dos resultados obtidos na realização
das outras etapas
2ª. DMAIC – D = define (definir) consiste na fase de identificação do problema,
definição dos requisitos e estabelecimento de metas.
M measure (medir) é a fase de validar os problemas/processos e redefinir e analisar
os problemas
A analyze (analisar) compreende a fase de desenvolvimento de hipóteses causais,
identificação das causas e validação das hipóteses.
I improve (melhorar) é a fase de desenvolver idéias para remover as causas, testar
soluções e padronizar uma solução/medida para os resultados.
C control (controlar) é a fase final e consiste no estabelecimento de medidas-padrão
e correção do problema.
São duas metodologias que se complementam, pois para cada fase do DMAIC,
pode-se utilizar um ou mais PDCAs.
Outra condição consiste na distribuição de funções e estruturas de
responsabilidades de forma hierárquica, na qual desde o presidente até o
funcionário (ou grupo de funcionários) responsável pelo desenvolvimento do
programa atuem devidamente.
Mais uma condição referida pelo autor refere-se à estrutura de treinamentos que
pode ser estabelecida em duas fases: Treinamento para melhorias de produtos,
serviços e processos e Treinamento para inovação, cujas características principais
são workshops para alta-gerência e gerência e cursos de formação para candidatos
com formação ampla abrangendo tanto a área industrial quanto a administrativa que
são, em geral, assessores dos líderes de projetos; líderes do projeto; trainees e para
os que trabalham no chão da fábrica compreendendo os cursos Master Blackbelts,
Blackbelts, Greenbelts e Whitebelts respectivamente.
E a última condição citada pelo autor é o estabelecimento de uma política de
pessoal adequada, em que sejam dadas oportunidades de adequação à nova
cultura implantada, com treinamentos de funcionários, avaliações, consultorias, além
de ser criada uma política de produtividade.
Para Campos (2000), o método PDCA traz vitórias sucessivas para todas as áreas
do sistema de gestão que o utilizam.
Bravo (2003) apresenta idéias que também apontam para o caminho de ciclo de
melhorias. E, embora não tenha sigla, como é o caso do PDCA defendido por outro
autor, o ciclo apresentado por esse caracteriza-se pelas mesmas etapas:
Planejamento: consiste na fase de definição de metas e métodos,
escolhendo as melhoria/inovações, documentação das mesmas,
levantamento das expectativas da organização e definição dos itens de
melhoria/inovação.
Execução: é a fase de ação educativa para o que foi planejado, com
treinamento de pessoal e implantação do sistema de gestão.
Verificação: momento de verificar os resultados das melhorias/inovações.
Atuação: é a fase de agir para adequar e melhorar consolidando o projeto,
prevenindo o aparecimento do estado anterior e mantendo e
acompanhando o estado novo.
2.3 A política do Just in time - JIT
De acordo com Christopher (1997), o just in time é um modelo de gerenciamento
que se baseia na simples idéia que, sempre que possível nenhuma atividade deve
acontecer num sistema se não for necessário.
“(...) nenhum produto deve ser feito, nenhum componente deve ser pedido enquanto
não houver necessidade.” (CHRISTOPHER, 1997).
Christopher afirma que o JIT adota o conceito “puxar” para produção, onde a
demanda final puxa os produtos em direção ao mercado e o fluxo dos componentes
pertinentes a este produto também é determinado por essa demanda. Esse modelo
baseia-se em alguma forma de controle estatístico de estoque ideal de
abastecimento.
O sistema JIT constitui um modelo diferente daquele utilizado atualmente pela
empresa em estudo e pode significar uma melhoria.
Para Correa (1998), o JIT pode ser entendido como uma filosofia completa que inclui
aspectos de: administração de materiais, gestões de qualidade e recursos humanos,

arranjos físicos, projetos de produto, organizações de trabalho, além de expressões
como produção de estoques, eliminação de desperdício, manufatura de fluxo
contínuo, esforço contínuo na resolução de problemas e melhoria contínua.
Segundo Merli (1998), a organização do abastecimento de acordo com O JIT
fundamenta-se em alguns princípios.
O ponto de partida é constituído pelas informações enviadas aos fornecedores de
modo que: sejam transmitidas previsões mensais sobre a necessidade prevista de
cada item, possibilitando avaliação e programação das cargas e sejam realizadas
confirmações diárias.
Outro princípio refere-se ao tipo de reabastecimento que pode ser tanto pull
(puxada) como push (empurrada). No primeiro caso, a peças são repostas na
mesma quantidade e qualidade das retiradas precedentemente, ou seja, preenche-
se de acordo com a necessidade de material. Para o autor, esse tipo de
reabastecimento traz inúmeros benefícios como, fornecimento equivalente ao
pedido, entregas freqüentes, poucos documentos (com exceção do documento fiscal
obrigatório), transações em tempo real.
“O just in time é um conjunto de atividades para atingir a produção em alto volume,
utilizando estoques mínimos de matérias-primas, estoque intermediário e bens
acabados.” (DAVIS, 2001, p 407).
2.4 – Supply Chain
Supply Chain Management é um conceito que significa Gerenciamento da Cadeia de
Suplementos e pode ser definido pela sigla SCM.

De acordo com Ching (2001), o termo supply chain consiste em todo esforço
envolvido nos diversos processos e atividades de uma empresa que criam valor na
forma de produtos e serviços para o consumidor final. Caracteriza-se por uma forma
integrada de planejar e controlar o fluxo de produtos, informações e recursos, desde
os fornecedores até o cliente final, visando administrar de forma cooperativa e
benéfica as relações na cadeia logística.
Christopher (1997) considera que para que a SCM seja possível é preciso que haja
integração interna e integração externa, ou seja, de todas as áreas da empresa.
O autor refere ainda que como características principais, a SCM deve diminuir
estoques, partindo do principio de que o fornecedor primário entregará a matéria-
prima no momento exato da utilização, evitando despesas com controles e
movimentações internas dessa matéria prima e garantindo melhor preço ao seu
cliente e deve realizar uma administração devida de materiais, já que trata-se de
uma cadeia integrada.

3 MÉTODOS
Na realização deste estudo foi feita uma pesquisa bibliográfica acerca dos conceitos
de Logística; Seis Sigma, especificamente PDCA e DEMAIC; Sistema just in time e
Suply Chain e da realização de um estudo de caso em uma empresa metalúrgica
automotiva, onde a matéria-prima base é uma bobina de aço. Mas, como não
existem os equipamentos necessários para transformá-las em chapas, esse serviço
é terceirizado em uma outra empresa. Esse processo denomina-se beneficiamento.
Todas as bobinas compradas são enviadas ao beneficiador, ficando estocadas e
aguardando solicitação de corte. Essa solicitação é feita pela produção e a
solicitação de puxada é feita pelo pátio.
Quando esse material é entregue pelo beneficiador, é descarregado por um
guindaste no pátio e se for preciso, o pátio o carrega para a produção utilizando
guindaste, prancha e locomotiva. Na produção esse é descarregado por ponte-
rolante, processado e entregue ao cliente.
Tais recursos foram criados para atender a necessidades que a empresa tinha no
passado. Mas, ao longo do tempo e também pelos efeitos da globalização, é
conveniente e até fundamental, que se realizem algumas mudanças. Ocorre que,
além de ultrapassados, esses recursos geram altos custos operacionais e riscos
com acidentes e a movimentação dessas chapas no pátio acaba gerando uma
interrupção no fluxo do piso do galpão de produção, onde o material é preparado.
Mediante essas colocações, algumas questões tornaram-se relevantes, como: Seria
essa a única forma de abastecimento dessa área? Baseado em que esse processo
vem ocorrendo? Existe algum critério? Em que momento ou área, especificamente,
poderiam ocorrer modificações? E quais as modificações poderiam ser feitas? Quais

são os requisitos para promover um programa de melhoria? Como saber se a
mudança é uma melhoria?
A partir dessas questões iniciou-se um estudo sobre um novo modelo de
abastecimento de linha de produção, que se desenvolveu a partir do programa Seis
Sigma. Tal estudo direcionou-se essencialmente à área da Diretoria de Suprimentos,
envolvendo os departamentos de compras de materiais produtivos e estoque, de
acordo com o cronograma (Figura 1).
Figura 1 –Cronograma – PROGRAMA 6 SIGMA
Na primeira fase do DMAIC , a fase D que significa definir, foram definidos os limites
de atuação, o que gerou um “Contrato de Melhoria”. Esse contrato caracterizou-se
por alguns aspectos como: recursos atuais e suas implicações, duplicidade de
movimentação da matéria-prima, riscos de acidentes no modelo atual, recursos
obsoletos com custos excessivos e imprevisíveis, indicadores para
acompanhamento das mudanças implementadas e redução de custos de
movimentação interna.
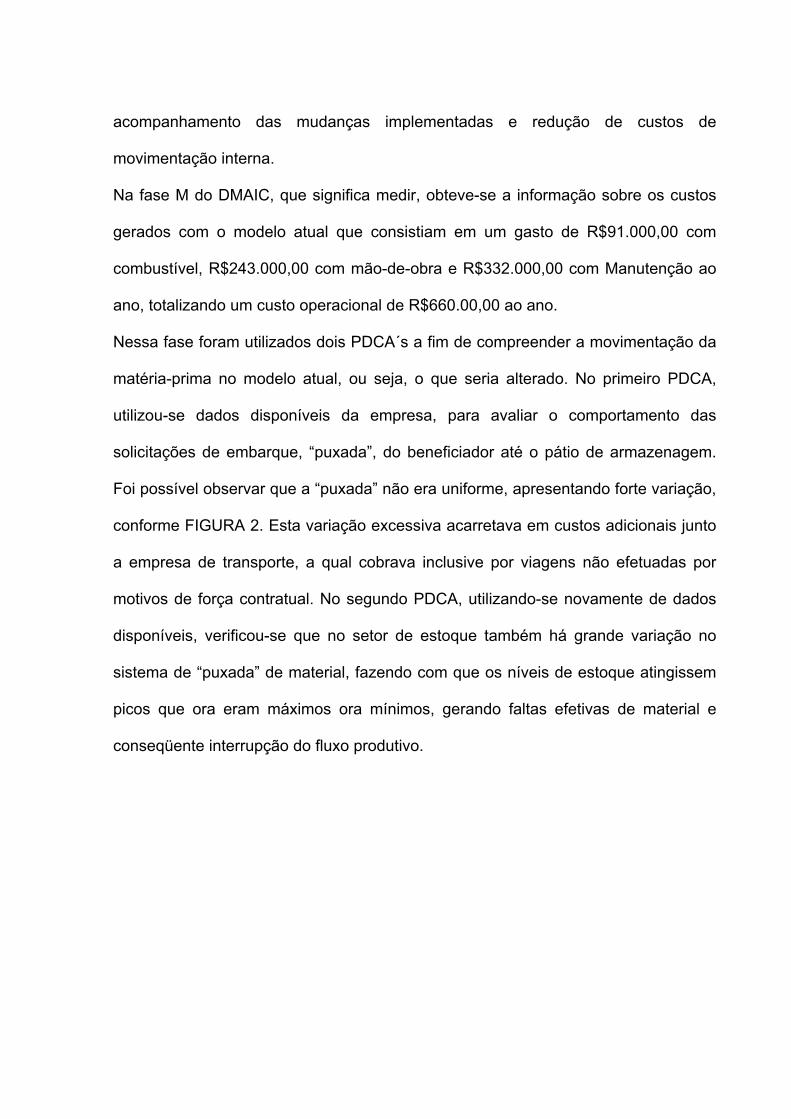
Na fase M do DMAIC, que significa medir, obteve-se a informação sobre os custos
gerados com o modelo atual que consistiam em um gasto de R$91.000,00 com
combustível, R$243.000,00 com mão-de-obra e R$332.000,00 com Manutenção ao
ano, totalizando um custo operacional de R$660.00,00 ao ano.
Nessa fase foram utilizados dois PDCA´s a fim de compreender a movimentação da
matéria-prima no modelo atual, ou seja, o que seria alterado. No primeiro PDCA,
utilizou-se dados disponíveis da empresa, para avaliar o comportamento das
solicitações de embarque, “puxada”, do beneficiador até o pátio de armazenagem.
Foi possível observar que a “puxada” não era uniforme, apresentando forte variação,
conforme FIGURA 2. Esta variação excessiva acarretava em custos adicionais junto
a empresa de transporte, a qual cobrava inclusive por viagens não efetuadas por
motivos de força contratual. No segundo PDCA, utilizando-se novamente de dados
disponíveis, verificou-se que no setor de estoque também há grande variação no
sistema de “puxada” de material, fazendo com que os níveis de estoque atingissem
picos que ora eram máximos ora mínimos, gerando faltas efetivas de material e
conseqüente interrupção do fluxo produtivo.
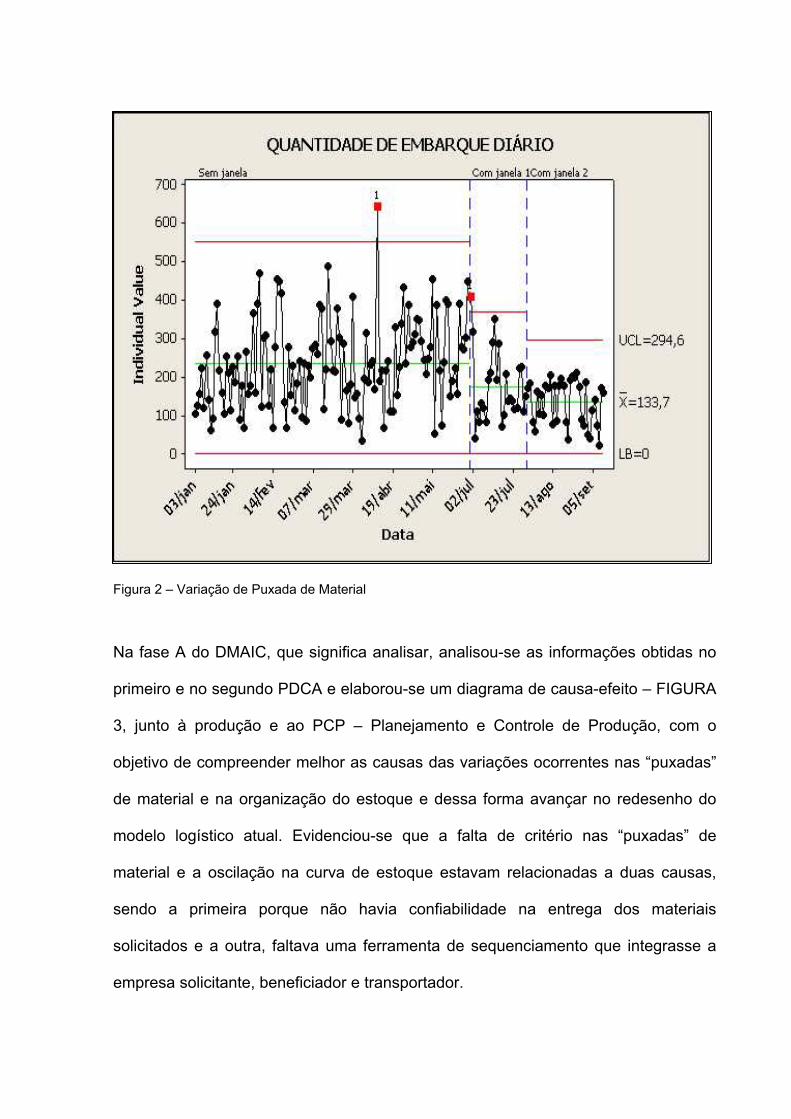
Figura 2 – Variação de Puxada de Material
Na fase A do DMAIC, que significa analisar, analisou-se as informações obtidas no
primeiro e no segundo PDCA e elaborou-se um diagrama de causa-efeito – FIGURA
3, junto à produção e ao PCP – Planejamento e Controle de Produção, com o
objetivo de compreender melhor as causas das variações ocorrentes nas “puxadas”
de material e na organização do estoque e dessa forma avançar no redesenho do
modelo logístico atual. Evidenciou-se que a falta de critério nas “puxadas” de
material e a oscilação na curva de estoque estavam relacionadas a duas causas,
sendo a primeira porque não havia confiabilidade na entrega dos materiais
solicitados e a outra, faltava uma ferramenta de sequenciamento que integrasse a
empresa solicitante, beneficiador e transportador.

Figura 3 – Diagrama Causa-Efeito (Variação nas Puxadas de Material)
Dessa forma, ficou claro que o novo modelo logístico para o abastecimento da
produção, deveria não somente cumprir o papel de reduzir os custos, mas, acima de
tudo, tornar confiável o fluxo de abastecimento à produção.
Contudo, a fase I do DMAIC, que significa implementar, caracterizou-se por duas
ações principais. A primeira delas visou aumentar a confiabilidade das entregas, que
até então girava em torno de 65%, o que foi possível mediante um novo diagrama de
causa-efeito, no qual buscou-se identificar as causas do não cumprimento dos
prazos e horários de entrega de material por parte do beneficiador. As duas
principais causas encontradas incluem a ausência de regras claras para emissão,
envio e acompanhamento das “puxadas” de material em que todos os tempos
envolvidos no fluxo logístico sejam considerados, bem como a ocorrência de falta de
veículos no fluxo.
Variação dePuxada deM-P paralongarinas
ABREU
PREPARAÇÃO
TRANSPOR
USINA
P. PESADA
PLANEJAMENT
LOGÍSTICA
Lista deembarque semsequenciamento
Estoque de segurança(sem critério)
Variações na carteirado cliente
Quebra deferramental
Set Up(18hs)
Atraso naentrega
Falta de material
Quebra emtransito
Falta deveículo
Gargalo dadecapadora
Nãosequenciamento
Paradas nãoprevistas
Lotes Parciais
Atraso na entrega
Diagrama Causa Efeito
BENEFICIADOR TRANSPORTADORA PRODUÇÃO LOGÍSTICA
PREPARAÇÃO MATERIAL
FORCEDORESMATÉRIA-PRIMA
PLANEJAMENTO
O estabelecimento de novas regras demandou o levantamento de todas as etapas
desde a emissão de uma nova requisição de materiais por parte da empresa em
estudo, passando pelas atividades de emissão de nota fiscal e carregamento no
beneficiador, o deslocamento até a empresa e finalmente os tempos de espera para
pesagem e descarga. De posse destes tempos e considerando a demanda média
histórica, iniciou-se a idealização de uma lista de chamada de materiais que
contemplava janelas horárias de embarque para cada linha de produção da
empresa, conforme as necessidades da mesma, com limite de 25 toneladas por
hora, de forma que tanto o PCP da empresa, quanto o beneficiador e transportador
tenham posse do mesmo nível de informação. De início, tal lista foi elaborada em
planilha de excel e enviada por e-mail a cada hora.
A questão da falta de veículos foi resolvida mediante o redimensionamento da frota
junto ao transportador, considerando os tempos apurados e prevendo um mínimo de
duas viagens por dia e por veículo. Um adendo ao contrato com o transportador
oficializou os detalhes. Como medida preventiva, três carretas estacionárias, de 25
toneladas cada, foram alocadas e consideradas suficientes para abastecer a
produção por oito horas. A movimentação do pátio de estacionamento diretamente
para a produção, passou a ser feita por um cavalo-mecânico dedicado. Esta medida
potencializou o novo modelo a ser proposto, pois ao mesmo tempo que eliminou a
necessidade da utilização de guindastes e pranchas ferroviárias por locomotivas,
reduziu o tempo de permanência de cavalos-mecânicos no pátio, uma vez que não
seria mais preciso esperar na fila para serem realizadas sequencialmente pesagem
de entrada, descarga e pesagem de saída, conforme FIGURA 4.

Modelo Antigo
Modelo Atual
Figura 4 – Modelo de Entrega Direta à Produção
Ficou evidente que o novo modelo era viável, porém seu funcionamento demandava
grande esforço operacional com largas margens para erros em função das
excessivas tarefas de digitação e da dependência de um funcionário da empresa em
quase todas as etapas. Buscou-se então, desenvolver e implementar uma solução
colaborativa, integrando a empresa em estudo, o beneficiador e o transportador.
Sendo assim, foi realizado um mapeamento do novo modelo capaz de identificar os
pontos nos quais havia maior ocorrência de falhas humanas, incluindo erros de
digitação, atraso ou esquecimento no envio de dados. Como medida, optou-se por
realizar tais tarefas via internet, no portal do beneficiador, com todo o aporte da
DESCARGA
empresa em estudo. Essa decisão além de econômica aumentou a sinergia entre as
áreas de Tecnologia de Informação (TI) das empresas.
A criação da lista de chamada de materiais através de janelas horárias, foi o que
mais potencializou a implementação do novo modelo logístico. Por contemplar a
tecnologia on line, conferiu maior rigor já na entrada das solicitações de materiais,
exigindo um exercício de disciplina por parte dos solicitantes. Para o beneficador, as
etapas de solicitação de nota fiscal e marcação de cargas no ambiente foram
agilizadas pois ocorrem em um limite de tempo parametrizado no sistema, ou seja,
uma é gerada automaticamente após o aviso de localização e marcação de carga;
além disso, foi possível observar maior integração dos dados de entrada e saída de
veículos no ambiente do beneficiador, o que proporcionou um acompanhamento
mais eficiente do fluxo de materiais e possibilidade de realizar ações de
contingências em caso de necessidade. O novo modelo também permite que o
transportador visualize a carga que contém o material solicitado com data e hora
previstas, disponibilizando o veículo em tempo adequado, tornando sua atividade de
gerenciamento de recursos mais eficiente.
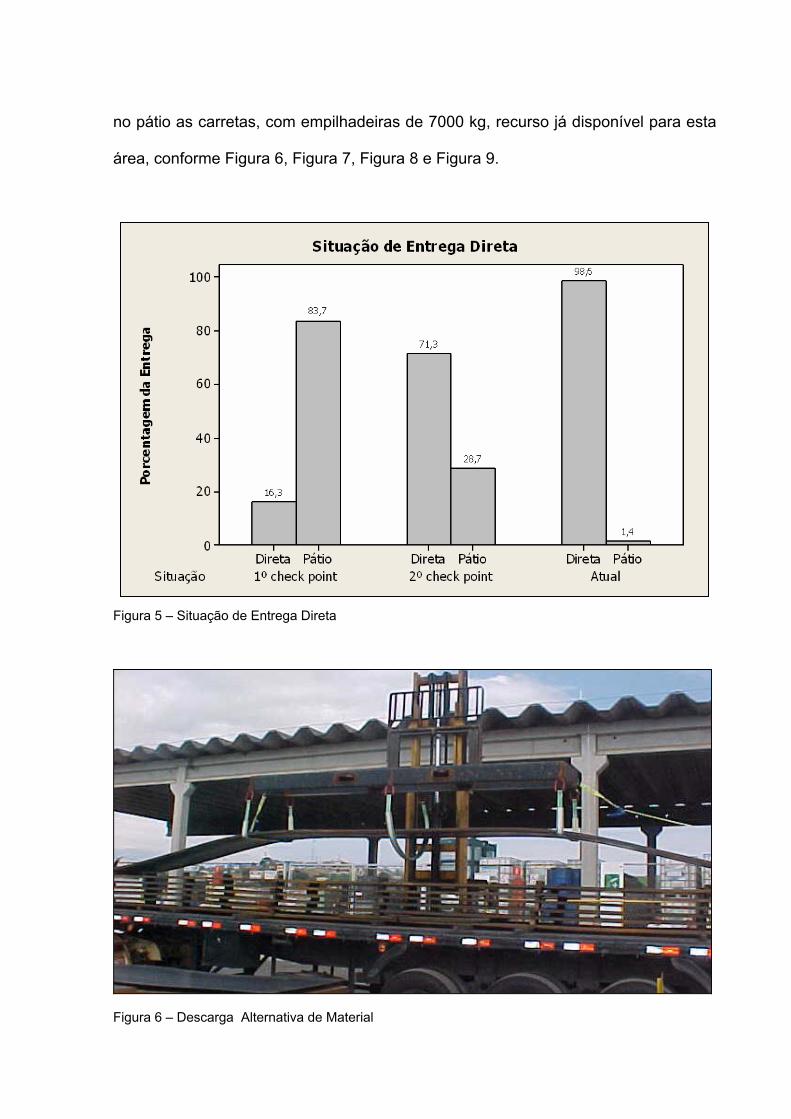
A última fase do DMAIC, a fase C que significa controlar, caracterizou-se pela
criação de dois novos indicadores com a função de acompanhar a eficiência das
janelas de embarque e a porcentagem de entregas diretas à produção Figura 5.
Porém com o novo sistema de abastecimento os recursos anteriormente utilizados
seriam descartados, então o que fazer em casos de cotingencias? Ou seja, caso
haja necessidade de descarga de material no pátio em função de um erro humano
ou operacional no momento da solicitação de material, desenvolvemos um
dispositivo no qual os fardos de chapas de aço que por contrato com o beneficiador
o seu peso não pode ultrapassar 4000 kg, assim podemos descarregar e carregar
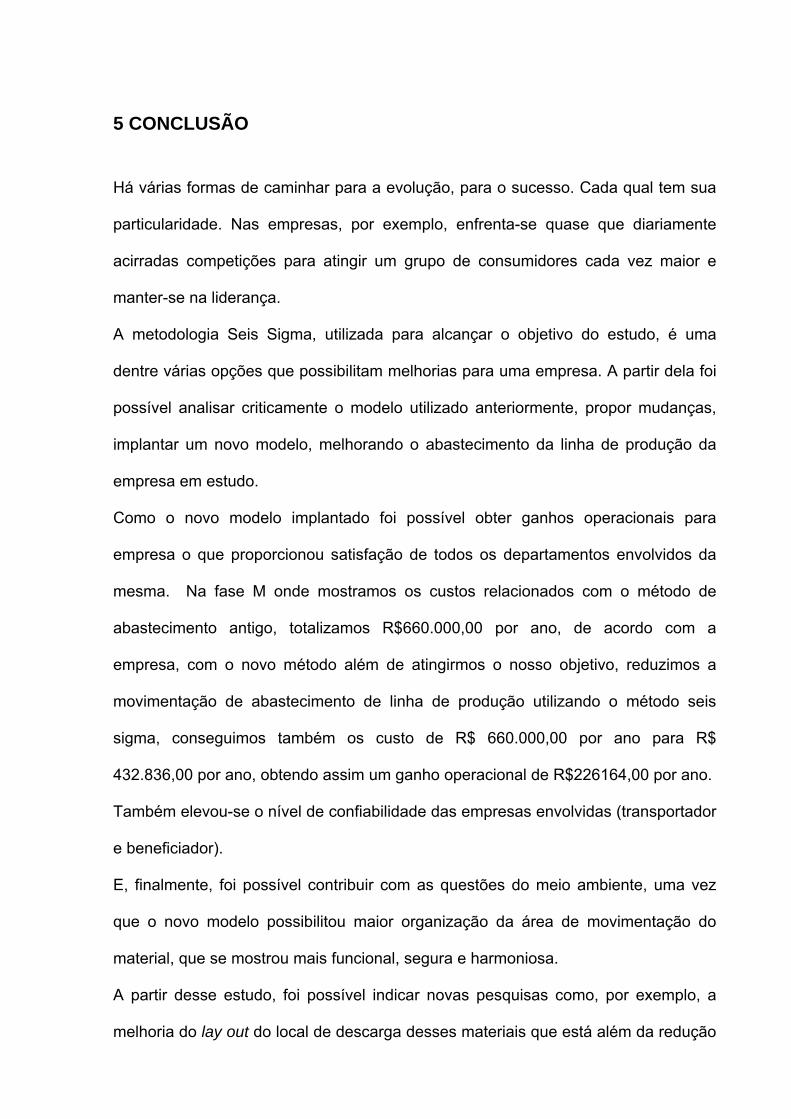
no pátio as carretas, com empilhadeiras de 7000 kg, recurso já disponível para esta
área, conforme Figura 6, Figura 7, Figura 8 e Figura 9.
Figura 5 – Situação de Entrega Direta
Figura 6 – Descarga Alternativa de Material

Figura 7 – Descarga Alternativa de Material
Figura 8 – Descarga Alternativa de Material
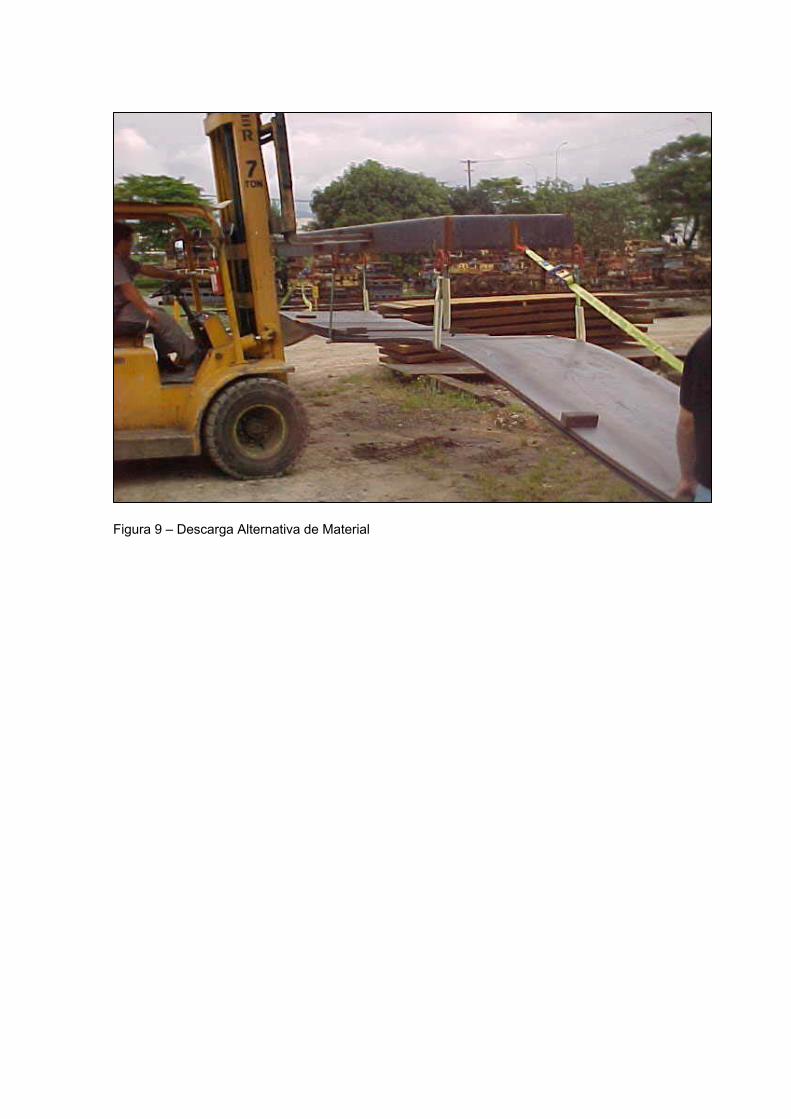
Figura 9 – Descarga Alternativa de Material

4 RESULTADOS E DISCUSSÃO
Uma das questões que nortearam o estudo relacionava com a existência ou não de
critérios. Sabe-se que a distribuição é uniforme e com pouca variação. Quanto ao
momento/área a ser modificada poderia ser o de transporte da matéria-prima para o
pátio, especificamente, a substituição de equipamentos atuais que são pranchas,
locomotivas, guindastes por outros recursos como carretas, por exemplo, e a adoção
de um outro modelo como o just in time.
Quanto aos requisitos que possibilitariam a implantação de uma melhoria,
considerou-se o conhecimento da situação atual, criatividade, disposição de novas
tecnologias e participação efetiva de todos os envolvidos, além de disponibilidade
financeira constituam o princípio desse processo. E uma das formas de avaliar a
eficácia da mudança foi a redução de pelo menos um incômodo gerado pelo recurso
atual.
A utilização de PDCA´s propiciou uma análise crítica sobre o modelo de
movimentação de matéria-prima que vinha sendo utilizado pela empresa, no qual
vale ressaltar a utilização desnecessária de pranchas, guindastes e carretas. A
substituição das mesmas por um cavalo-mecânico, levou a uma redução de custo
com tais equipamentos e com mão-de-obra e alcançou 100% de entrega direta na
produção, como proposto, além de contar com maior segurança para realizar essa
movimentação.
A lista de chamada de materiais criada para solucionar agravantes, também
estudados nos PDCA´s, como prazos de entrega não cumpridos, falta de regras
claras pra emissão, envio e acompanhamento de material e falta de veículos
disponíveis, além de reduzir as falhas humanas, possibilitou maior integração entre

departamentos, transporte e beneficiador, por se tratar de um sistema on line no qual
todos têm acesso.
O nível de confiabilidade da empresa que anteriormente ficava em torno de 65%,
manteve-se acima de 90%, corroborando o modelo implantado.
Não foi possível realizar uma comparação entre os modelos de abastecimento no
que diz respeito aos índices de acidente, pois não haviam dados registrados, mas
indubitavelmente, com os novos equipamentos utilizados, os riscos tendem a
diminuir.
Com relação à organização do ambiente da empresa (lay out), após a substituição
dos equipamentos, obteve-se um total de descarga ocorrendo repetidas vezes por
turno, porém com mais agilidade, contribuindo dessa forma, com o aspecto visual da
empresa.
5 CONCLUSÃO
Há várias formas de caminhar para a evolução, para o sucesso. Cada qual tem sua
particularidade. Nas empresas, por exemplo, enfrenta-se quase que diariamente
acirradas competições para atingir um grupo de consumidores cada vez maior e
manter-se na liderança.
A metodologia Seis Sigma, utilizada para alcançar o objetivo do estudo, é uma
dentre várias opções que possibilitam melhorias para uma empresa. A partir dela foi
possível analisar criticamente o modelo utilizado anteriormente, propor mudanças,
implantar um novo modelo, melhorando o abastecimento da linha de produção da
empresa em estudo.
Como o novo modelo implantado foi possível obter ganhos operacionais para
empresa o que proporcionou satisfação de todos os departamentos envolvidos da
mesma. Na fase M onde mostramos os custos relacionados com o método de
abastecimento antigo, totalizamos R$660.000,00 por ano, de acordo com a
empresa, com o novo método além de atingirmos o nosso objetivo, reduzimos a
movimentação de abastecimento de linha de produção utilizando o método seis
sigma, conseguimos também os custo de R$ 660.000,00 por ano para R$
432.836,00 por ano, obtendo assim um ganho operacional de R$226164,00 por ano.
Também elevou-se o nível de confiabilidade das empresas envolvidas (transportador
e beneficiador).
E, finalmente, foi possível contribuir com as questões do meio ambiente, uma vez
que o novo modelo possibilitou maior organização da área de movimentação do
material, que se mostrou mais funcional, segura e harmoniosa.
A partir desse estudo, foi possível indicar novas pesquisas como, por exemplo, a
melhoria do lay out do local de descarga desses materiais que está além da redução
de movimentação (foco principal do trabalho), podendo alcançar maior produtividade
para a empresa.

REFERÊNCIAS
AGUIAR, S. Integração das Ferramentas da Qualidade ao PDCA e ao Programa Seis Sigma. Belo Horizonte: Editora DG, 2002. (Série Ferramentas da Qualidade Vol. 1).
BRAVO, I. Gestão de qualidade em tempos de mudanças. Campinas: Alínea, 2003. CAMPOS, V. F. O Aprendizado da Gestão de Banas Qualidade. Ano X, dezembro de 2000. CHIN, H.Y. Gestão de Estoques na Cadeia de Logística Integrada – Supply Chain. São Paulo: Editora Atlas, 2001. 2ª. Ed. CHRISTOPHER, M. Logística e gerenciamento da cadeia de suprimentos: estratégias para redução de custos e melhoria de serviços. São Paulo: Pioneira, 1997. CORREA, H. L.; GIANESI, I. G. N. Gestão de Operações. São Paulo: Edgard Blücher, 1998. DAVIS, M. M. et al . Fundamentos da Administração da Produção. Porto Alegre: Artmed, 2001. 3ª. Ed. MERLI, G. Comakership: a nova estratégia para suprimentos. Rio de Janeiro: Quality mark, 1998.


















