Planejamento do Projeto anteriormente à execuçãod a obra Outubro de 2010.

Ministério da Educação
Universidade Tecnológica Federal do Paraná
Gerência de Ensino
Curso Superior de Engenharia de Produção.
RODRIGO BEDENDO
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
MEDIANEIRA 2012

Ministério da Educação
Universidade Tecnológica Federal do Paraná
Gerência de Ensino
Curso Superior de Engenharia de Produção.
RODRIGO BEDENDO
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
Relatório de estágio curricular supervisionado,
apresentado como requisito parcial, do Curso
de Engenharia de Produção da Universidade
Tecnológica Federal do Paraná, Câmpus
Medianeira.
MEDIANEIRA 2012
Ministério da Educação
Universidade Tecnológica Federal do Paraná
Gerência de Ensino
Curso Superior de Engenharia de Produção.
TERMO DE ENTREGA
Relatório de estágio curricular supervisionado realizado na DALL Ilumini, no período de 10
de janeiro a 08 de julho de 2012, perfazendo aproximadamente 535 horas.
___________________________________
Helder Guedes Supervisor do Estágio – DALL Ilumini
_____________________________
Prof. Odair Camargo, Dr. Orientador do Estágio
___________________________________
Rodrigo Bedendo Estagiário
____________________________________
Prof. André Luis da Silva, Dr. Responsável pela Atividade de Estágio do Curso
MEDIANEIRA 2012
LISTA DE FIGURAS
Figura 1 – Dall’Oglio Madeiras – Beneficiamento de madeira. .................................... 7
Figura 2 – Dall Móveis em sua estrutura atual ............................................................ 8
Figura 3 – Ficha de anotação .................................................................................... 12
Figura 4 – Planilha de acompanhamento de dados. ................................................. 13
Figura 5 – Compilação de dados para geração de gráficos indicadores. .................. 14
Figura 6 – Gráfico indicador de produção. ................................................................ 14
Figura 7 – Planta Baixa ............................................................................................. 16
Figura 8 – Leiaute proposto como ferramenta de melhoria. ...................................... 18
Figura 9 – Modelo de desenho técnico dos móveis. ................................................. 19
Figura 10 – Modelo de produto pronto. ..................................................................... 20
Figura 11 – Forma de visualização dos pedidos em abertos para controle dos
processos. ................................................................................................................. 22
Figura 12 - Tabela de acompanhamento de produção. ............................................. 23
Figura 13 - Tabela para controle de estoques de tecidos. ........................................ 24

SUMÁRIO
1. INTRODUÇÃO ........................................................................................................ 6
1.1 OBJETIVO GERAL ............................................................................................. 6
1.3 A EMPRESA ...................................................................................................... 7
2. REVISÃO DE LITERATURA .................................................................................. 9
2.1 ACOMPANHAMENTO DA PRODUÇÃO ............................................................ 9
2.4 SISTEMA DE INFORMAÇÕES ........................................................................ 11
3.1 ACOMPANHAMENTO DA PRODUÇÃO .......................................................... 12
3.2 MUDANÇA DE LEIAUTE .................................................................................. 15
3.3 DESENHO TÉCNICO DOS PRODUTOS ......................................................... 19
3.4 SISTEMA DE INFORMAÇÕES ........................................................................ 21
4. CONSIDERAÇÕES FINAIS .................................................................................. 26
REFERÊNCIAS ......................................................................................................... 28
6
1. INTRODUÇÃO
Processos industriais são considerados os elementos chave em uma
empresa, sendo eles responsáveis pela transformação de matéria prima em bens
que, devido a transformação, tiveram valor agregado e passaram a ser de interesse
de um público alvo. Neste cenário, o bom desenvolvimento dos processos de
transformação de matéria prima em produto são determinantes na viabilidade
econômica, meio pelo qual deve-se buscar parâmetros ótimos em padrão de
qualidade e redução dos custos.
Para que um processo possa ser aprimorado em sistema produtivo, é
necessário um estudo mais aprofundado com coleta de dados que possam gerar
indicadores capazes de identificar pontos de melhoria, sendo que as medidas
tomadas podem conter aspectos físicos e/ou gerenciais.
Sistemas de informações gerenciais são ferramentas que de forma indireta
podem proporcionar melhoria nos processos, por meio da organização de dados,
fazendo com estes transformem-se em informações e facilitem a visualização e o
combate eficaz nos elos fracos presentes no processo produtivo.
O presente trabalho foi estruturado de forma a apresentar a empresa em
que as atividades de estágio foram desenvolvidas, em o embasamento e a
fundamentação teórica e na etapa seguinte que a descrição das atividades
desenvolvidas e respectivas ligações com o curso, finalizando com a apresentação
dos resultados seguida das considerações finais.
1.1 OBJETIVO GERAL
Este trabalho teve como objetivo geral acompanhar os processos de
produção e contribuir com o conjunto fabril sugerindo melhorias no âmbito produtivo
global.
7
1.2 OBJETIVOS ESPECÍFICOS
a) acompanhar processos produtivos;
b) elaborar desenhos técnicos
c) analisar indicadores de desempenho;
d)sugerir e implementar melhorias.
1.3 A EMPRESA
Localizada no município de Medianeira, Estado do Paraná, a Dall Móveis
Indústria de Móveis deu início as suas atividades no ano de 1966 atuando no
beneficiamento de madeira. A empresa atuava então no mercado com a razão social
Dall Oglio Madeiras, destacando-se no cenário internacional com importação e
exportação de madeira.
Figura 1 – Dall’Oglio Madeiras – Beneficiamento de madeira. Fonte: Dall Móveis
8
Na década de 1990, seguindo tendência de mercado, a Dall Oglio Madeiras
adentrou no mercado de móveis com o nome fantasia Dall Móveis, trazendo
sofisticação e modernidade em salas de jantar, com qualidade que atendia tanto o
mercado interno quanto o internacional, chegando ao patamar de maior exportadora
de móveis do país. Além da Dall Móveis, a empresa trabalha com o nome fantasia
Dall Ilumini, que fabrica móveis para a empresa Woodland Móveis Corporativos e
Estok Comércio e Representações conhecida como Tok&Stok. Todos os produtos
que levam o nome das três primeiras marcas e aproximadamente cinco modelos
Tok&Stok são fabricados na mesma unidade de produção.
Dando segmento ao trabalho com móveis de alta qualidade a Dall Móveis
chega em 2012 aos seus 46 anos de trabalho atendendo o mercado nacional e
alguns países da América Latina, EUA, Porto Rico e África do Sul. Com diferentes
linhas de móveis (170 produtos) que variam entre salas de jantar, poltronas,
banquetas, mesas laterais e de centro. Os produtos são ofertados com até três
diferentes dimensões e doze (12) opções de cores.
Atualmente a Dall Móveis conta com aproximadamente 100 colaboradores e
produção média de 3.800 peças/mês. A empresa trabalha na busca contínua por
inovação e design para manter-se competitiva, sempre atingindo o alto grau de
qualidade que este mercado espera. Possibilitando assim sua inserção no nicho de
mercado em que os produtos atingem alto valor de comercialização. A Figura 2
apresenta uma vista aérea atual da empresa.
Figura 2 – Dall Móveis em sua estrutura atual Fonte: Dall Móveis, 2012.

9
2. REVISÃO DE LITERATURA
2.1 ACOMPANHAMENTO DA PRODUÇÃO
Para Shingo (2008) a produção pode ser considerada como a rede de
processos e operações, na qual cada processo é concretizado a partir de
determinada série de operações; caracterizando-se pelo fluxo de material durante
determinado período de tempo que tem como resultado produtos semiacabados
destinados a gerar produtos acabados.
É muito importante para as empresas, o monitoramento destes processos de
forma a gerar informações que auxiliem no diagnóstico de problemas, melhorem o
entendimento dos processos, realizanado controle e planejamento de forma mais
adequada e auxiliando a tomada de decisão em pontos estratégicos da produção.
Este monitoramento deve ser realizado com a coleta de dados no acompanhamento
da produção de forma que estes possam ser transformados em informações
possibilitando a tomadas de decisão.
Segundo Tubino (2000), um sistema produtivo com metas e estratégias
definidas, só conquista êxito em atingi-las administrando a ação dos recursos
humanos sobre os recursos físicos, realizando o acompanhamento destas
atividades, e agindo de forma corretiva sobre os prováveis desvios de acordo com os
planos elaborados.
Tubino (2000) ainda afirma que o acompanhamento e controle da produção
baseados na coleta de dados, são capazes de garantir níveis de execução
desejáveis segundo o programa de produção emitido. Garantindo que o quanto mais
rápido houver a identificação dos problemas, mais efetivas serão as medidas
corretivas.

10
2.2 ARRANJO FÍSICO
De acordo com Trein (2001) através da implantação do arranjo físico (leiaute)
é que máquinas, equipamentos, processos e mão de obra podem ser distribuídos
adequadamente no espaço da indústria, definindo-se como serão os fluxos da
produção, materiais e informações. O desenvolvimento e implantação de arranjo
físico adequado são responsáveis pela obtenção de linha produtiva enxuta, que
busca minimizar os processos de movimentação, reduzir o congestionamento de
materiais e pessoas, aumentando a eficiência das máquinas e da mão-de-obra.
Aguiar et. at. (2007) enaltecem a necessidade de altos investimentos para a
implantação de leiaute quando a produção se encontra em andamento, também é
imprescindível a disponibilidade de horários para concretizar as alterações no
arranjo físico.
Indústrias moveleiras de modo geral possuem o arranjo físico baseado em
leiaute por processo ou funcional, em que a produção tem seus equipamentos
agrupados por setores subdividindo as atividades por funções.
2.3 DESENHO ASSISTIDO POR COMPUTADOR
Computer Aided Desing (CAD) significa desenho assistido por computador.
São sistemas computacionais para desenvolvimento de projetos e desenhos
técnicos. A partir deste princípio cada área específica possui um sistema CAD com
biblioteca desenvolvida para melhor atender as necessidades de quem utiliza este
tipo de ferramenta (PAIVA, 2010).
Todo processo de criação tem diretamente sua imagem associada ao
processo de desenvolvimento e criação gráfica, principalmente nas atuações da
engenharia. O desenvolvimento de desenhos técnicos utilizando linguagem gráfica
permite que ideias concebidas por indivíduos possam ser executadas por terceiros
com conhecimento pertinente. Além disso, o desenho técnico propicia o

11
desenvolvimento do raciocínio, o senso de rigor geométrico, o espírito de iniciativa e
de organização. Assim, qualquer que seja a atividade da engenharia é cabível o
emprego do desenho técnico (SOUZA, 2008).
2.4 SISTEMA DE INFORMAÇÕES
A utilização da Tecnologia de Informação (TI) está sujeita a um conjunto de
condições, isto é, os componentes organizacionais e suas interações determinarão a
capacidade de utilização e adequação da TI disponíveis para o sucesso empresarial.
Neste contexto é essencial o bom relacionamento e o profundo conhecimento na
manutenção dos dados por parte de seus operadores. É necessário pensar na TI
como parte de um sistema maior, o que remete ao conceito de sistemas. Caso a
entrada de dados no sistema esteja em desconformidade com a realidade todas as
informações geradas podem apresentar algumas incompatibilidades com a real
situação e comprometer as informações.
De forma geral “sistema é um conjunto de partes interagentes e
interdependentes que, conjuntamente, formam base sólida de dados, com objetivo
principal de gerar informações e efetuam determinada função, na maioria das vezes
de controle” (OLIVEIRA, 2005).
Laudon e Laudon (2004) define sistema de informação como conjunto de
componentes interrelacionados que pela coleta, recuperação, processamento e
armazenagem de dados, gera informações com a finalidade de facilitar a
coordenação, planejamento e controle de processos decisórios nas empresas.
A transformação dos dados em informações faz dos sistemas de informação
ferramentas de auxilio extremamente eficazes nas funções gerenciais, auxiliando na
tomada de decisões.
12
3. DESCRIÇÃO DAS ATIVIDADES DESENVOLVIDAS
3.1 ACOMPANHAMENTO DA PRODUÇÃO
Inicialmente buscou-se conhecer todos os processos e etapas fabris,
efetuando acompanhamento diário de cada máquina, cada processo utilizado na
produção de diferentes peças, assimilando informações dos procedimentos
envolvidos.
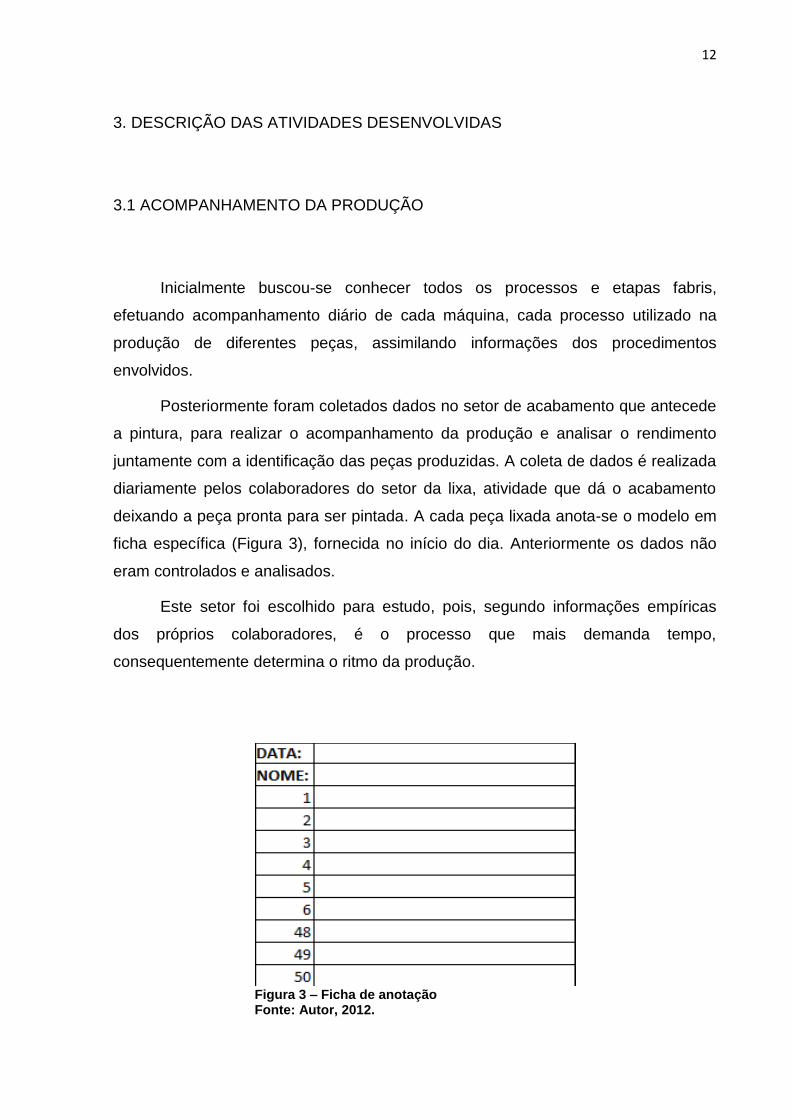
Posteriormente foram coletados dados no setor de acabamento que antecede
a pintura, para realizar o acompanhamento da produção e analisar o rendimento
juntamente com a identificação das peças produzidas. A coleta de dados é realizada
diariamente pelos colaboradores do setor da lixa, atividade que dá o acabamento
deixando a peça pronta para ser pintada. A cada peça lixada anota-se o modelo em
ficha específica (Figura 3), fornecida no início do dia. Anteriormente os dados não
eram controlados e analisados.
Este setor foi escolhido para estudo, pois, segundo informações empíricas
dos próprios colaboradores, é o processo que mais demanda tempo,
consequentemente determina o ritmo da produção.
Figura 3 – Ficha de anotação Fonte: Autor, 2012.
13
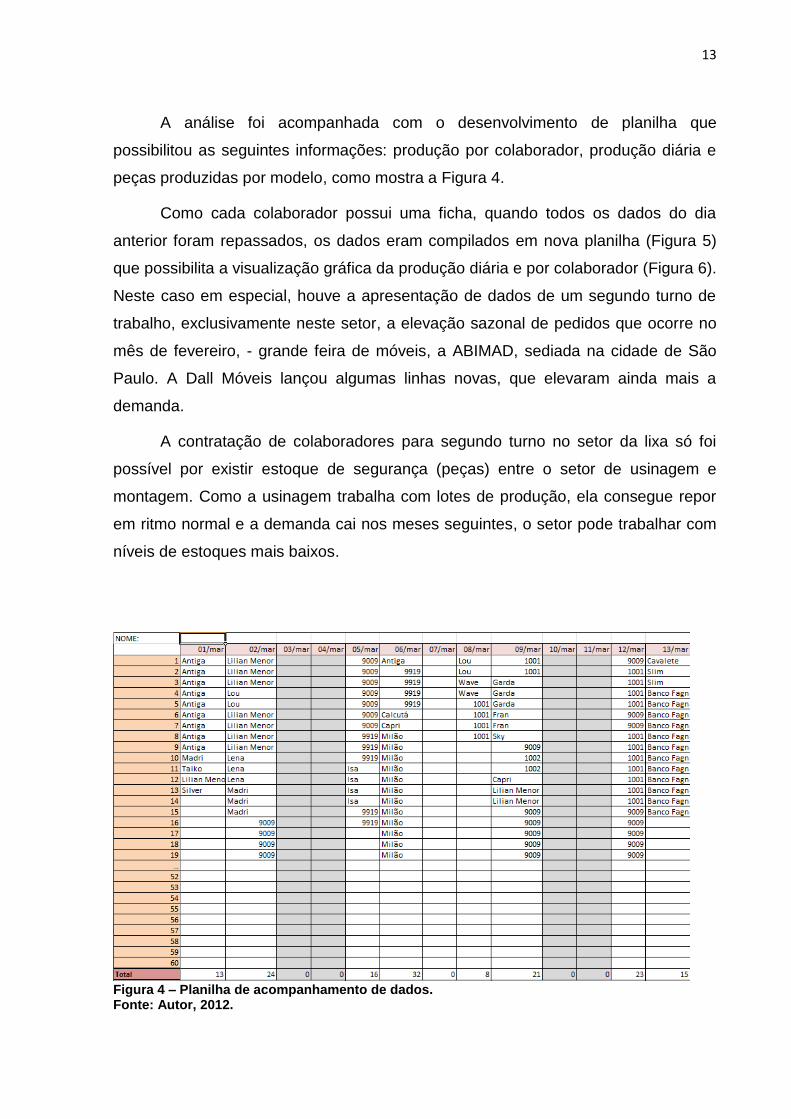
A análise foi acompanhada com o desenvolvimento de planilha que
possibilitou as seguintes informações: produção por colaborador, produção diária e
peças produzidas por modelo, como mostra a Figura 4.
Como cada colaborador possui uma ficha, quando todos os dados do dia
anterior foram repassados, os dados eram compilados em nova planilha (Figura 5)
que possibilita a visualização gráfica da produção diária e por colaborador (Figura 6).
Neste caso em especial, houve a apresentação de dados de um segundo turno de
trabalho, exclusivamente neste setor, a elevação sazonal de pedidos que ocorre no
mês de fevereiro, - grande feira de móveis, a ABIMAD, sediada na cidade de São
Paulo. A Dall Móveis lançou algumas linhas novas, que elevaram ainda mais a
demanda.
A contratação de colaboradores para segundo turno no setor da lixa só foi
possível por existir estoque de segurança (peças) entre o setor de usinagem e
montagem. Como a usinagem trabalha com lotes de produção, ela consegue repor
em ritmo normal e a demanda cai nos meses seguintes, o setor pode trabalhar com
níveis de estoques mais baixos.
Figura 4 – Planilha de acompanhamento de dados. Fonte: Autor, 2012.

14
Figura 5 – Compilação de dados para geração de gráficos indicadores. Fonte: Autor, 2012.
Figura 6 – Gráfico indicador de produção. Fonte: Autor 2012.
Se necessário, essas planilhas permitem o levantamento dos tipos e modelos
produzidos, que também pode ser obtido junto ao banco de dados do sistema em
operação na empresa.
Relacionada com as áreas de planejamento e controle da produção da grade
disciplinar, onde o levantamento de dados comparativo é de extrema importância
para análise de efeito das ações tomadas na melhoria dos processos. O setor de lixa

15
é essencial para controle da produção visando o atendimento da demanda, pois
sendo o processo seguinte à montagem, possibilita controlar se os produtos dos
pedidos, que se encontram em aberto, estão sendo produzidos.
3.2 MUDANÇA DE LEIAUTE
A empresa passou por diversas mudanças gerenciais, sendo que algumas
refletiram no setor produtivo, principalmente na questão do leiaute. A proposta da
direção atual foi de buscar melhor arranjo físico sem grandes alterações na
localização das máquinas maiores, centro de usinagem e seccionadora, por
exemplo. Outra razão é de que mudanças drásticas acarretariam custos elevados e
alterações nos cabeamentos elétrico, tubulações de ar comprimido e de exaustão,
além de que teriam de ser realizadas sem que a produção fosse interrompida.
A proposta elaborada para novo leiaute não foi estendida aos setores de
pintura, estofaria e expedição. Restringindo-se aos setores de usinagem,
supermercado, montagem, lixa e espaço, utilizado, para o estoque de chapas.
O primeiro passo foi levantar as dimensões das áreas a serem estudadas.
Antes deste trabalho não se tem conhecimento de registros, de planta baixa ou
desenho do leiaute de produção. Após a coleta das dimensões, com o auxílio do
CAD foi realizada a projeção destas dimensões, cujo resultado pode ser visto na
Figura 7. As cotas não estão presentes na planta baixa, devido a dificuldade de
visualização das mesmas.

16
Figura 7 – Planta Baixa Fonte: Autor, 2012.

17
A seguir foi realizado o levantamento da localização atual das máquinas e
equipamentos e as respectivas dimensões. Ao término, foi realizada a análise dos
processos envolvidos e as necessidades de movimentação dentro da produção. A
análise contou com o auxílio dos responsáveis por setor da produção, o do PCP e a
direção da empresa, pois para que ocorra efetivamente a mudança de leiaute é
imprescindível o profundo conhecimento dos processos envolvidos e a visualização
das consequências que as mudanças acarretarão.
Na indústria de móveis, o arranjo físico normalmente é funcional ou por
processo. Este requer a utilização de ferramentas computacionais avançadas,
propiciando inúmeras combinações na ordem dos processos, elevando a
complexidade em se determinar um arranjo ótimo. A possibilidade de pré-
visualização das mudanças do processo de forma comparativa é de extrema
importância, pois qualquer que seja a realizada, demanda recursos e podem não
trazer resultado algum ou até mesmo acarretar retrocesso no sistema produtivo.
No caso do leiaute proposto não foi empregado qualquer destas ferramentas,
pois a empresa não possui base de dados com tempos de processo e setups, dados
estes fundamentais para utilização dos mesmos. A solicitação de apresentação de
nova proposta, em prazo de trinta dias, não possibilitou tempo hábil para coleta
científica e fidedigna de dados e fez com que as análises ficassem restritas à
experiência dos colaboradores e em atender as necessidades impostas pela direção
da empresa(Figura 8).
A mudança do leiaute visando melhor disposição das máquinas e agilizar o
fluxo do processo está intimamente ligada com a disciplina de projeto de fábrica e
arranjo físico, otimizando assim a utilização dos espaços disponíveis para a
produção, empregando adequadamente os recursos disponíveis.

18
Figura 8 – Leiaute proposto como ferramenta de melhoria. Fonte: Autor, 2012.

19
3.3 DESENHO TÉCNICO DOS PRODUTOS
Como citado anteriormente, a produção fornece para quatro marcas
diferentes. No caso da Woodland Móveis Corporativos a produção de móveis é
terceirizada junto a Dall Móveis, também responsável pelo desenvolvimento e
projetos dos produtos fornecidos. Por questões legais a empresa necessita que os
projetos técnicos dos móveis estejam acessíveis. Com o AutoCAD foi realizado o
desenvolvimento de projetos dos produtos fornecidos.
Os móveis comercializados pela empresa Woodland possuíam as mesmas
características e dimensões que os fabricados para a Dall Móveis, assim os projetos
foram desenvolvidos a partir da medição dos móveis que já são produzidos no fluxo
normal de produção.
Para constar no registro era realizada a medição por peça como mostrado na
Figura 9, como exemplo.
Figura 9 – Modelo de desenho técnico dos móveis. Fonte: Autor, 2012.
20
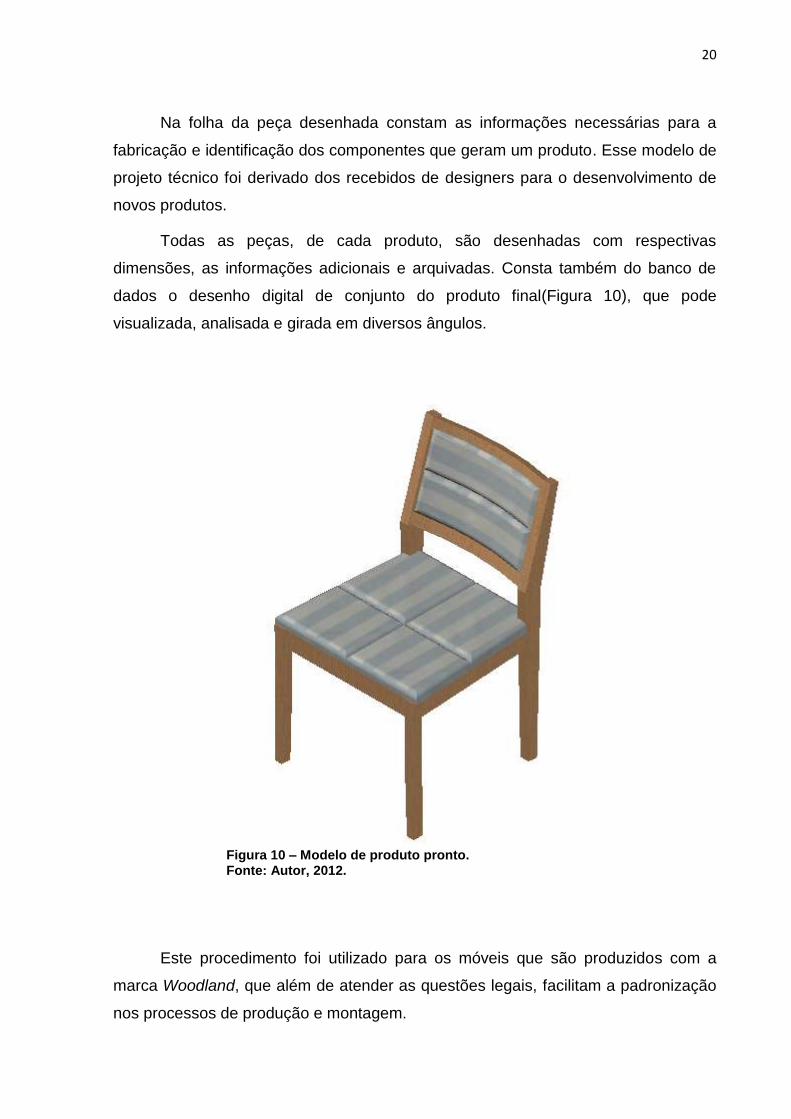
Na folha da peça desenhada constam as informações necessárias para a
fabricação e identificação dos componentes que geram um produto. Esse modelo de
projeto técnico foi derivado dos recebidos de designers para o desenvolvimento de
novos produtos.
Todas as peças, de cada produto, são desenhadas com respectivas
dimensões, as informações adicionais e arquivadas. Consta também do banco de
dados o desenho digital de conjunto do produto final(Figura 10), que pode
visualizada, analisada e girada em diversos ângulos.
Figura 10 – Modelo de produto pronto. Fonte: Autor, 2012.
Este procedimento foi utilizado para os móveis que são produzidos com a
marca Woodland, que além de atender as questões legais, facilitam a padronização
nos processos de produção e montagem.
21
O desenvolvimento de desenho técnico não está diretamente ligado apenas
com a disciplina de Desenho Técnico, mas também com Engenharia da Qualidade,
ao propiciar o desenvolvimento de produtos padronizados com a qualidade
assegurada por reduzir falhas e auxiliar a elaboração de instruções de trabalho,
contribuindo para diminuir a variabilidade dos produtos finais.
3.4 SISTEMA DE INFORMAÇÕES
Durante o período de estágio, a empresa estava readequando-se e
substituindo o sistema de informações (SI) utilizado no gerenciamento interno de
informações. Alguns desencontros de informações, gerados por esta transição,
acarretava percalços que podem ter comprometido a produção.
A dificuldade no acompanhamento de algumas informações, pelo setor do
PCP, refletiu em atrasos no carregamento e geração de estoque de produtos
acabados na expedição. Estes dois problemas, geraram dificuldades maiores, pois a
empresa trabalha com o sistema de produção puxada, em que um produto só recebe
a ordem para ser montado caso já esteja com solicitação de pedido aberta. Desta
forma os móveis que estão parados na expedição são produtos já vendidos e não
entregues ao cliente. Este fato ocorre pela dificuldade de acompanhamento dos
pedidos abertos, pois o pedido normalmente contém mais de um tipo de produto, e
na maioria das vezes ele só é liberado quando todos os produtos estiverem no setor
de expedição.
O problema também é reflexo da dificuldade no controle da matéria-prima,
que ao invés de utilizar o SI, pelo setor de compras, acaba sendo controlada
visualmente com auxílio dos colaboradores, resultando dificuldades frequentes,
fazendo com que produtos fiquem parados, gerando estoques intermediários e
mantendo pedidos abertos no setor de expedição.
Os produtos, na expedição, aguardando o fechamento do pedido, já
demandaram matéria-prima, insumos e mão de obra, da mesma forma que os

22
estoques intermediários, que acabam ficando parados, pois não podem ser
expedidos, ou seja, capital parado acaba gerando prejuízo para a empresa.
Buscando facilitar a visualização dos dados, foi desenvolvida uma planilha
que facilitasse a exposição das informações necessárias no controle da produção,
de forma linear, diferenciando-se da forma com que o sistema atual exibe as
informações (Figura 11) que gera tendência a dificultar a visualização e
consequentemente ao erro.
Figura 11 – Forma de visualização dos pedidos em abertos para controle dos processos. Fonte: Autor, 2012.
É notável que o sistema gera todas as informações necessárias para o
acompanhamento da produção, algumas poderiam ser removidas para "clarear" e
deixar as informações mais bem organizadas facilitando a visualização (mais limpa).
Percebendo estes fatos como demanda para facilitar e melhorar o controle, foi
iniciado o desenvolvimento de nova planilha que atendesse as necessidades sem
que houvesse perda de informações importantes.
A planilha elaborada busca gerar visualização mais limpa das informações e
disponibilizar área para anotações e controle de como a peça se encontra no
processo. As informações fornecidas (Figura 12) são: o número do pedido, em que
lote está programado, o cliente, o produto, a(s) cor(es), a data de emissão do

23
pedido, quando ele deve ser entregue e de acordo com a inserção de dados a
situação em que o pedido se encontra.
Figura 12 - Tabela de acompanhamento de produção. Fonte: Autor, 2012.
As entradas de dados segundo a cor, fazem variar o prazo de entrega,
algumas cores possuem prazo de entrega de trinta dias e outras elevam a quarenta
e cinco dias. As entradas das colunas “ESTOF.”, “PRODUÇÃO” e “ENTREGUE”,
representam como o pedido se encontra no decorrer do processo, sendo que
“ESTOF.” diz respeito a estofaria, “PRODUÇÃO” a estrutura do produto e
“ENTREGUE” quando o pedido já saiu da fábrica.
Caso nenhuma atualização seja feita, a tabela retornará uma das três
possíveis informações, sendo elas: “ATRASADO” quando o pedido já se encontra
atrasado quanto ao prazo de entrega estabelecido, “SEMANA DE
CARREGAMENTO” quando o prazo está em com sete dias ou menos ou “DENTRO
DO PRAZO” quando o prazo do pedido ainda está maior que sete dias.
Atualizações em qualquer uma das três colunas retornará outra nova podendo
ser “ESTOF./PEN. PRODUÇÃO” quando o processo de estofaria já se encontra
concluído e está aguardando a estrutura sair do processo, “FALTA ESTOFAR”
quando a estrutura já concluiu seu processo e aguarda estofaria e “EXPEDIÇÃO”
quando o produto encontra-se completamente pronto e disponível para embarque.
A planilha retornará diferentes informações à medida que é inserido “OK” na
coluna que sofre atualização, qualquer outro tipo de alteração serve apenas para

24
informação, mantendo as informações de prazo de entrega. Desta forma a variação
visual proporcionada pela planilha facilita o controle dos pedidos na linha de
produção.
Durante a utilização desta planilha surgiu a demanda de mais informação,
para auxiliar o setor de compras em relação a aquisição de tecidos, como existem
muitos modelos em linha, o controle torna-se de difícil visualização.
Para tal necessidade foi feito o levantamento da demanda de tecido por peça
a ser estofada, que conciliado com coluna oculta na tabela apresentada
anteriormente, gera a demanda de tecido para todos os pedidos abertos (Figura 13).
Figura 13 - Tabela para controle de estoques de tecidos. Fonte: Autor, 2012.
A estrutura da tabela traz a demanda de tecido dos pedidos abertos nas duas
colunas à esquerda. A informação é automaticamente repassada para a linha 2 do
controle de estoque, na parte inferior está demonstrado o estoque atual dos tecidos
no almoxarifado. A variação de cores na tabela resulta da comparação da demanda,
estoque e tempo para entrega do tecido pelo fornecedor, sendo que: cor verde, o
estoque encontra-se acima da demanda; cor laranja encontra-se dentro do estoque

25
de segurança; e, cor vermelho quando o estoque não consegue mais atender a
demanda, liberando o setor de compras a emitir ordem de compra.
O controle do almoxarifado é realizado pelas células que estão sem
preenchimento, nelas o colaborador insere o dia, o lote em caso de envio de tecido
para a produção, se o tecido está entrando ou saindo do estoque, o modelo e a
quantidade. O controle da demanda é realizado automaticamente quando a planilha
é atualizada na coluna “ESTOF”, na aba dos pedidos abertos com a informação
“OK”. Com esta entrada, a tabela entende que o processo de estofaria estando
concluído não existindo mais a demanda de tecido. Para facilitar a visualização geral
do estoque de tecidos, o setor de compras deve levar a tabela de variação de
estoques para a última linha, pois a linha de demanda encontra-se travada e junto
com a variação das cores o controle visual acaba sendo facilitado.
De acordo com o sistema existente, o cadastro dos pedidos deve ser feito
semanalmente, sempre no começo da semana, para não gerar atraso nas
informações. Ao lançar as informações dos pedidos na tabela é fundamental a
padronização dos dados inseridos no campo “produto”, para que a planilha possa
reconhecê-los e atualizar as informações com veracidade. Visando minimizar erros
de digitação, os campos de cor, tecido e posição da produção só podem ser
atualizados com a validação de dados, o que dificulta a entrada errônea de
informações.
Sistemas de Informação podem ser tão fundamentais para as empresas
quanto áreas de planejamento e controle da produção e qualidade. A informação é o
produto mais importante que circula desde as estações de trabalho até o nível
hierárquico mais alto. Sua deficiência atinge o andamento do processo e a
efetividade do mesmo, podendo afetar a qualidade e a programação da produção,
causando efeitos negativos como estoques intermediários, falta de padronização,
atrasos e defeitos de fabricação.
O desenvolvimento das planilhas de controle identifica-se com a disciplina
optativa de Sistemas de Informação Gerencial, embora ainda propicie controles
básicos, as planilhas facilitaram a visualização para acompanhamento do PCP e
controle de estoque de tecido, estas duas funções ainda encontram-se deficientes e
imprecisas na utilização do sistema na empresa.
26
4. CONSIDERAÇÕES FINAIS
A atividade de coleta de dados no acompanhamento da produção é de
suma importância para possibilitar, com o passar do tempo, comparações da
produtividade e verificar o real impacto das ações de melhoria tomadas nos
processos.
O desenvolvimento de novo arranjo físico da produção pode apresentar
grandes impactos ao se definir as áreas de movimentação, estoque intermediário,
entre outros, além de contribuir significativamente para o conhecimento mais
aprofundado do processo. Para poder realocar equipamento é imprescindível a
coleta de informações sobre quais processos o mesmo atua e de que forma. Pelo
fato de não ter sido possível empregar sistemas computacionais de simulação, só
será possível verificar os impactos das alterações do leiaute na produção quando já
estiver implantado.
As atividades de projeto técnico de móveis se mostraram importante para o
desenvolvimento da prática de desenho em duas e três dimensões, ampliar o
conhecimento das ferramentas de softwares de desenho, neste caso utilizado o
AutoCAD 2011 e dos produtos da empresa, detalhando dimensões e matéria prima
empregada no processo. Os desenhos podem ser arquivados digitalmente e/ou em
papel para auxiliarem na elaboração de instruções de trabalho e como ferramenta de
melhoria no processo.
As planilhas desenvolvidas para auxiliar a troca e visualização de
informações ressaltam a importância do bom funcionamento e do impacto positivo
que o sistema de informação causa em uma empresa. Também possibilitou
constatar a importância da inserção adequada dos dados para que informações,
qualquer que sejam, possam ser confiáveis e acessíveis a todos que necessitam
visualizá-las. Também foi possível verificar a necessidade de dinamismo nas
informações processadas pelo sistema, pois as informações passadas pelas
planilhas são as mesmas usadas pelo sistema, só que de forma que facilita a
visualização e o acompanhamento, sendo que a planilha contém entrada de dados

27
que demonstram o posicionamento do pedido na produção e alteração do
posicionamento individual de cada peça.
O controle de tecidos proporcionado pela tabela 13 mostra precisão apenas
na quantidade, pois se levada em consideração a lógica de um MRP, a planilha
utilizada não possibilita o acompanhamento dos estoques de acordo com os dias e a
demanda de cada tecido, mas consegue manter níveis mínimos de estoques
levando em consideração apenas pedidos abertos.
Visualizar e participar efetivamente das atividades, das quais se conhecia
apenas teoricamente é de extrema importância para formação profissional e pessoal,
a vivencia com o ambiente de trabalho demonstra também a necessidade de se
buscar cada vez mais conhecimentos para aplicá-los da melhor forma possível,
possibilitando crescimento pessoal enquanto desenvolve atividades que estarão
marcadas em seu crescimento profissional.

28
REFERÊNCIAS
LAUDON, K. C.; LAUDON, J. P. (2004) - Sistemas de Informação com Internet. 4ª Edição, São Paulo, Editora JC.
OLIVEIRA, Djalma de Pinho Rebouças. Sistemas de informação gerenciais: estratégias, táticas, operacionais. Atlas, 2005.
PAIVA, Washington. CAD – Desenho Assistido por Computador. Aprenda CAD. 13 jul 2010. Acesso em: 27 jun. 2012. Disponível em: <http://www.aprendacad.com.br/index.php?option=com_content&view=article&id=53:cad-desenho-assistido-por-computador&catid=28:cad-2d&Itemid=44>.
SHINGO, Shigeo. O Sistema Toyota de Produção – Do Ponto de Vista da Engenharia de Produção. Bookman, 1996, Reimpressão 2008. Porto Alegres – RS.
SOUZA, Wendley. Desenho Tecnico para Engenharia. Sobral. Dez. 2008.
TREIN, F. A. Análise e Melhoria de Layout de Processo na Indústria de Beneficiamento de Couro. Universidade Federal do Rio Grande do Sul – UFRGS. Porto Alegre, 2001. Acesso em 09 de junho de 2012. Disponível em: < http://www.lume.ufrgs.br/bitstream/handle/10183/1790/000308359.pdf?sequence=1>.
TUBINO, D. F. (2000) - Manual de Planejamento e Controle da Produção. 2ª Edição, São Paulo, Editora Saraiva.


















