RESISTÊNCIA AO DESGASTE DE FERRO FUNDIDO … RESISTÊNCIA AO DESGASTE DE FERRO FUNDIDO BRANCO ALTO...
7
3789 RESISTÊNCIA AO DESGASTE DE FERRO FUNDIDO BRANCO ALTO CROMO CONFORMADO POR SPRAY A.H. Kasama, L.G de Andrade, A.J. Mourisco, C.S. Kiminami, W. J. Botta Fº, C. Bolfarini Caixa Postal 676 - CEP 13565-550 - São Carlos – SP – Brazil. [email protected] Departamento de Engenharia de Materiais – Universidade Federal de São Carlos RESUMO Uma liga de ferro fundido branco alto cromo com 2,9%C-22%Cr (% em peso) foi conformada por spray tendo como objetivo estudar a microestrutura resultante e a resistência ao desgaste. Duas razões de vazão mássica de gás para vazão mássica de metal (RGM) foram utilizadas: 0,12 e 0,23. Amostras com e sem tratamento térmico foram caracterizadas através de ensaio de desgaste abrasivo areia seca/roda de borracha, difração de raios-X, microscopia ótica e microscopia eletrônica de varredura, em materiais antes e após tratamentos. As microestruturas das amostras conformadas por spray mostraram carbonetos M 7 C 3 em matriz constituída de austenita e martensita. Após tratamento térmico, a matriz tornou-se perlítica/austenítica, levando ao melhor desempenho no ensaio de desgaste abrasivo, particularmente quando associada à distribuição uniforme de carbonetos finos decorrentes da elevada RGM. PALAVRAS-CHAVES: ferro fundido branco alto cromo , conformação por spray, desgaste. INTRODUÇÃO Ferros fundidos brancos com alto teor de cromo são utilizados em aplicações nas quais elevada resistência ao desgaste é necessária. Esta característica é atribuída à microestrutura constituída por uma alta fração volumétrica de carbonetos M 7 C 3 (M=Cr, Fe) distribuída em matriz austenítica/martensítica. Quando fundidas convencionalmente, estas ligas apresentam microestrutura grosseira com carbonetos interconectados, diminuindo a resistência ao impacto, ductilid ade e resistência à fadiga, o que pode levar ao decréscimo na resistência ao desgaste em determinadas condições tribológicas (1) . O controle microestrutural dos carbonetos é visto como uma estratégia para elevar as propriedades mecânicas destas ligas. Entretanto, estudos quanto à modificação da morfologia e distribuição de carbonetos pela mudança de parâmetros dos processos convencionais de fundição, a adição de elementos de liga e tratamentos térmicos mostraram-se ineficazes (2,3) . Grãos equiaxiais refinados, baixo nível de segregação e precipitação de fases secundárias são exemplos típicos de microestruturas obtidas pelo processo de conformação por spray (CS). Estudos mostram que o tamanho de grão em depósitos conformado por spray é resultante de diversos fatores, como as condições do spray durante o impacto, a distribuição espacial de partículas sólidas depois do impacto, o tempo requerido para a solidificação total e a taxa de resfriamento durante e após a solidificação do depósito. A CS pode produzir soluções sólidas supersaturadas com fases metaestáveis (4,5) . A porosidade resultante normalmente é baixa e pode ser eliminada, em alguns casos, através de tratamentos mecânicos posteriores. Devido à homogeneidade, microestrutura fina e solubilidade de alguns elementos, os tratamentos térmicos podem ser evitados ou terem seus tempos diminuídos (6-9) . Devido à existência de pouca informação na literatura técnica sobre a CS de ferros fundidos brancos alto cromo relacionando microestrutura e propriedades, este estudo teve-se como objetivo caracterizar a microestrutura e resistência ao desgaste de uma liga de ferro fundido branco alto cromo conformada por spray em condições sem e com tratamento térmico. Amostras foram analisadas através de ensaios de desgaste normalizados e seus resultados comparados ao mesmo material fundido convencionalmente em molde de areia. MATERIAIS E MÉTODOS Aproximadamente 4,0kg de liga foi preparada em forno de indução com cadinho de alumina. A liga fundida, cuja composição química é mostrada na tabela I, foi conformada por spray no equipamento de CS do Laboratório de Fundição do Departamento de Engenharia de Materiais da
Transcript of RESISTÊNCIA AO DESGASTE DE FERRO FUNDIDO … RESISTÊNCIA AO DESGASTE DE FERRO FUNDIDO BRANCO ALTO...

3789
RESISTÊNCIA AO DESGASTE DE FERRO FUNDIDO BRANCO ALTO CROMO CONFORMADO POR SPRAY
A.H. Kasama, L.G de Andrade, A.J. Mourisco, C.S. Kiminami, W. J. Botta Fº, C. Bolfarini Caixa Postal 676 - CEP 13565-550 - São Carlos – SP – Brazil. [email protected]
Departamento de Engenharia de Materiais – Universidade Federal de São Carlos RESUMO Uma liga de ferro fundido branco alto cromo com 2,9%C-22%Cr (% em peso) foi conformada por spray tendo como objetivo estudar a microestrutura resultante e a resistência ao desgaste. Duas razões de vazão mássica de gás para vazão mássica de metal (RGM) foram utilizadas: 0,12 e 0,23. Amostras com e sem tratamento térmico foram caracterizadas através de ensaio de desgaste abrasivo areia seca/roda de borracha, difração de raios-X, microscopia ótica e microscopia eletrônica de varredura, em materiais antes e após tratamentos. As microestruturas das amostras conformadas por spray mostraram carbonetos M7C3 em matriz constituída de austenita e martensita. Após tratamento térmico, a matriz tornou-se perlítica/austenítica, levando ao melhor desempenho no ensaio de desgaste abrasivo, particularmente quando associada à distribuição uniforme de carbonetos finos decorrentes da elevada RGM. PALAVRAS-CHAVES: ferro fundido branco alto cromo , conformação por spray, desgaste. INTRODUÇÃO Ferros fundidos brancos com alto teor de cromo são utilizados em aplicações nas quais elevada resistência ao desgaste é necessária. Esta característica é atribuída à microestrutura constituída por uma alta fração volumétrica de carbonetos M7C3 (M=Cr, Fe) distribuída em matriz austenítica/martensítica. Quando fundidas convencionalmente, estas ligas apresentam microestrutura grosseira com carbonetos interconectados, diminuindo a resistência ao impacto, ductilid ade e resistência à fadiga, o que pode levar ao decréscimo na resistência ao desgaste em determinadas condições tribológicas (1). O controle microestrutural dos carbonetos é visto como uma estratégia para elevar as propriedades mecânicas destas ligas. Entretanto, estudos quanto à modificação da morfologia e distribuição de carbonetos pela mudança de parâmetros dos processos convencionais de fundição, a adição de elementos de liga e tratamentos térmicos mostraram-se ineficazes (2,3). Grãos equiaxiais refinados, baixo nível de segregação e precipitação de fases secundárias são exemplos típicos de microestruturas obtidas pelo processo de conformação por spray (CS). Estudos mostram que o tamanho de grão em depósitos conformado por spray é resultante de diversos fatores, como as condições do spray durante o impacto, a distribuição espacial de partículas sólidas depois do impacto, o tempo requerido para a solidificação total e a taxa de resfriamento durante e após a solidificação do depósito. A CS pode produzir soluções sólidas supersaturadas com fases metaestáveis (4,5). A porosidade resultante normalmente é baixa e pode ser eliminada, em alguns casos, através de tratamentos mecânicos posteriores. Devido à homogeneidade, microestrutura fina e solubilidade de alguns elementos, os tratamentos térmicos podem ser evitados ou terem seus tempos diminuídos (6-9). Devido à existência de pouca informação na literatura técnica sobre a CS de ferros fundidos brancos alto cromo relacionando microestrutura e propriedades, este estudo teve-se como objetivo caracterizar a microestrutura e resistência ao desgaste de uma liga de ferro fundido branco alto cromo conformada por spray em condições sem e com tratamento térmico. Amostras foram analisadas através de ensaios de desgaste normalizados e seus resultados comparados ao mesmo material fundido convencionalmente em molde de areia. MATERIAIS E MÉTODOS Aproximadamente 4,0kg de liga foi preparada em forno de indução com cadinho de alumina. A liga fundida, cuja composição química é mostrada na tabela I, foi conformada por spray no equipamento de CS do Laboratório de Fundição do Departamento de Engenharia de Materiais da

3790
Universidade Federal de São Carlos, utilizando nitrogênio como gás de atomização. A distância de vôo foi de 325mm e duas razões de vazão mássica de gás para vazão mássica de metal (RGM) foram utilizadas, 0.12 e 0.23, os quais resultaram nos depósitos CS1 e CS2, respectivamente. A RGM foi variada para alterar as condições de resfriamento dos depósitos. O superaquecimento de 1400ºC foi utilizado tanto no processo de CS quanto na fundição convencional em molde de areia (FC) para efeitos comparativos. Tabela I. Composição química dos materiais conformados por spray e fundido convencionalmente.
Composição química (% em peso) Material
C Cr Si Ni Mn Mo V S Fe Fundido Convencional 2.98 19.70 0.79 0.76 0.68 1.88 0.04 0.02 bal. Conformado por Spray 2.83 22.50 1.12 0.91 0.65 1.70 0.03 0.02 bal.
A figura 1 mostra esquematicamente a seqüência de tratamento térmico utilizado neste estudo. Difração de raios-X (DRX) e microscopia ótica foram utilizadas para caracterização microestrutural. As amostras foram atacadas com solução composta de 2.5g de FeCl3, 5g de ácido pícrico, 2mL de HCl e 90mL etanol. As superfícies de desgaste foram observadas através de microscopia eletrônica de varredura (MEV) e a dureza Rockwell C foi medida em cada amostra. Os ensaios de desgaste abrasivo do tipo areia seca/roda de borracha foram realizados conforme a norma ASTM G65-91 (procedimento A).
Figura 1. Ilustração esquemática do tratamento térmico realizado nas amostras.
RESULTADOS Os difratogramas de DRX das amostras FC, CS1 e CS2 antes do tratamento térmico revelaram a presença de carbonetos M7C3, austenita e martensita. A microestrutura do material FC é composta de carbonetos eutéticos aciculares M7C3 interconectados (20 a 300 µm de comprimento) em matriz dendrítica de martensita e austenita retida, conforme figura 2a, apresentando dureza de 48HRC. A literatura reporta que ferros fundidos brancos alto cromo contendo de 10 a 30%Cr e de 2 a 3.3%C, como no presente caso, solidificam-se com dendritas primárias de austenita (γ) até a temperatura eutética, onde a reação líquido ⇒ γ + M7C3 ocorre(1). As microestruturas das amostras conformadas por spray apresentam carbonetos M7C3 aciculares finos (10 a 30µm de comprimento) distribuídos uniformemente em matriz austenítica/martensítica com porosidade relativamente baixa, cerca de 3% em volume (figuras 2c e 2e). Nota-se em todos os materiais a presença de martensita (α’) ao redor dos carbonetos. A distribuição uniforme de finos carbonetos nos materiais conformados por spray, combinados com a grande quantidade de martensita na matriz resultaram em valores elevados de dureza (60-62HRC). O maior valor de RGM (ma terial CS2) produziu uma microestrutura refinada sem uma diferença significativa de dureza quando comparado ao material CS1 (menor RGM). Depois do tratamento térmico, não foi detectada mudança mensurável na fração volumétrica de carbonetos, aproximadamente de 25% em todas as amostras. A DRX mostrou que não houve alteração quanto ao tipo de carboneto, mas mudança significativa no tipo de matriz. A martensita desapareceu em favor da perlita, e esta transformação foi acompanhada pela redução da dureza, conforme indicado na figura 3.

3791
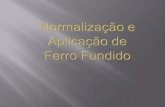
Sem tratamento térmico Com tratamento térmico
Figura 2. Micrografia ótica dos materiais estudados, mostrando carbonetos M7C3 [C] . Fundido Convencionalmente: (a) e (b); CS1: (c) e (d); CS2: (e) e (f). Antes do tratamento térmico, as amostras mostraram matrizes constituídas de austenita [γ] e martensita [α’]. Após tratamento térmico, as matrizes tornaram-se mistura de austenita [γ] e perlita [α].
1 2 340
42
44
46
48
50
52
54
56
58
60
62
64
Dur
eza
(HR
C)
Sem Tratamento Térmico Com Tratamento Térmico
Figura 3. Dureza Rockwell C das amostras antes e após tratamento térmico.
e f
c d
a b
FC CS1 CS2

3792
Os resultados dos ensaios de desgaste são mostrados na figura 4. Quando comparado aos materiais conformados por spray, a amostra proveniente da fundição convencional (FC) apresentou características ambíguas. Antes do tratamento térmico, CS1 apresentou menor perda de massa que CS2 e FC, com FC ligeiramente melhor que CS2. Após tratamento térmico, CS2 mostrou a menor perda de massa dentre todas as amostras estudadas e CS1 apresentou desempenho semelhante à FC. A despeito das grandes variações de perda de massa freqüentemente observados em ensaios de desgaste, esta característica foi observada em estudos anteriores (10). A dureza de CS1 e CS2 foram similares antes do tratamento térmico, ambos apresentando durezas superiores ao material FC. Depois do tratamento térmico, todas as amostras mostraram-se com dureza semelhantes (45-46HRC).
CC P5H325 P10H32550
60
70
80
90
100
110
120
130
Per
da d
e M
assa
(mg)
Sem Tratamento Térmico Com Tratamento Térmico
Figura 4. Perda de massa após ensaio de desgaste dos materiais estudados.
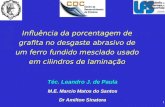
As superfícies de desgaste das amostras provenientes de CS2 são mostradas na figura 5. Tanto nas amostras sem e com tratamento térmico, os mecanismos de desgaste predominantes foram o microssulcamento e microfadiga, os quais agiram com maior intensidades na amostra sem tratamento tér mico. CS1 e FC mostraram mecanismos de desgaste similares, mas amostras com tratamento térmico apresentaram desgaste maior.
Figura 5. MEV das superfícies de desgaste do material CS2. (a) sem tratamento térmico e (b) com tratamento térmico. Em ambos podem ser observados os mecanismos predominantes de desgaste, microssulcamento [S] e microfadiga [F] . DISCUSSÃO O benefício do processo de conformação por spray na produção de microestruturas com carbonetos finos e distribuídos homogeneamente é mostrado nas figuras 2c a 2f. O depósito obtido com maior RGM apresentou maior refino microestrutural. A grande fração volumétrica de martensita ao redor de finos carbonetos pode ser explicada pela menor distância livre média necessária para a difusão dos elementos de liga, principalmente cromo, da matriz austenítica para os carbonetos depois
FC CS1 CS2
b a
S S
F
F
10µm
10µm

3793
da solidificação, levando ao empobrecimento deste elemento na austenita, elevando a temperatura de transformação da austenita para martensita, Ms
(1). Assim, a grande quantidade de martensita presente nos materiais conformados por spray está relacionada com a elevação da temperatura Ms juntamente com as maiores taxas de resfriamento do depósito quando comparado ao material fundido convencionalmente, resultando em dureza significativamente maior. Após tratamento térmico, a mudança principal na microestrutura ocorreu na matriz. Em todos os materiais, a matriz transformou-se de martensítica/austenítica para perlítica com frações de austenita retida. A figura 3 indica a diminuição da dureza após tratamento térmico devido à eliminação da martensita ao redor dos carbonetos M7C3, indicando que a microestrutura refinada dos materiais conformados por spray não exerceu influência na dureza final, semelhante para todas as amostras, em comparação ao longo tempo de tratamento térmico utilizado neste estudo. Os resultados de ensaio de desgaste devem ser discutidos em termos de dureza, tipo de matriz, tamanho/distribuição de carbonetos e mecanismos de desgaste, que dependem do teste de desgaste. No ensaio de desgaste areia seca/roda de borracha (ensaio de baixa tensão abrasiva) foi utilizado areia com tamanho de partícula compreendendo a faixa de 160 a 250µm, semelhante aos dos carbonetos presentes na amostra fundida convencionalmente, mas significativamente maior que o tamanho dos carbonetos observados nas amostras conformadas por spray. De acordo com Tabrett(1), a razão entre o tamanho da partícula abrasiva e distância livre média da matriz (RAM) pode indicar o nível de proteção da matriz oferecida pelos carbonetos. Sare(11) e Fulcher et al(12) mostraram que se a RAM é grande, como no caso das amostras CS2, os carbonetos protegem a matriz contra o desgaste e a matriz propicia suporte mecânico aos carbonetos. Quando a RAM é pequena, como nas amostras FC e CS1, o desgaste da matriz é mais pronunciado e determina a taxa na qual os carbonetos, fraturados, são retirados. Esta teoria poderia explicar a melhor performance do material CS2 após tratamento térmico, uma vez que todas as amostras apresentaram dureza e fração volumétrica de carbonetos semelhantes. Adicionalmente, a fração de perlita é grande nas amostras FC e CS1 em comparação a CS2 (mais austenítica). Sare(11) mostrou que a matriz perlítica é menos efetiva no suporte mecânico de carbonetos, reduzindo a resistência ao desgaste. Para as amostras sem tratamento térmico observou-se efeito contraditório. Uma matriz dura, mas não frágil, promove melhor resistência em condições de baixa tensão de desgaste abrasivo, de acordo com Zum Gahr e Doane(14). Assim, matriz dura e não frágil (efeito positivo) juntamente com carbonetos grosseiros (efeito negativo), apresentados pelo material FC resultou em resistência ao desgaste superior em comparação ao material CS2, que mostrou matriz excessivamente dura (efeito negativo) aliada a carbonetos finos distribuídos uniformemente (efeito positivo). Conforme exposto anteriormente, torna-se difícil explicar o resultado apresentado pelo material CS1, menos resistente quando comparado aos demais após tratamento térmico, mas de melhor desempenho quando ensaiado sem tratamento térmico. Uma possível explicação poderia se a ação de outros mecanismos de desgaste atuantes, como microtrincas ou microcorte nas amostras ensaiadas. O tamanho grosseiro dos agentes de desgaste poderia ser menos efetivo em trincar e/ou cortar carbonetos e posterior retirada dos mesmos quando a dureza, fração volumétrica e tipo de matriz são idênticos. Esta teoria poderia ser um argumento razoável para os materiais com alta dureza antes do tratamento térmico (CS1 e CS2), nas quais ocorre pequena deformação da matriz para reter os carbonetos. CONCLUSÕES O processo de conformação por spray em ferro fundido branco alto cromo permite a produção de materiais com elevada dureza quando comparado ao mesmo material fundido convencionalmente em molde de areia. Esta característica pode ser atribuída a presença de finos carbonetos do tipo M7C3 distribuídos uniformemente em matriz austenítica/martensítica. Entretanto, significativo aumento na resistência ao desgaste, perante as condições ensaiadas, não foi observado em amostras sem tratamento térmico. Os resultados mostraram que elevada resistência ao desgaste abrasivo está relacionada com uma distribuição uniforme de finos carbonetos em matriz dúctil, composto de austenita retida e perlita, nas condições tribológicas utilizadas.

3794
AGRADECIMENTOS Os autores são gratos ao CNPq, PRONEX 98 e FAPESP pelo suporte financeiro. REFERÊNCIAS
1. C.P. Tabrett, I.R. Sare, M.R. Ghomashchi, Int. Mater. Reviews 41 2 (1996) 59-82. 2. D.N. Hanlon, W.M. Rainforth, C.M. Sellars, J. Mat. Sci. 34 (1999) 2291-2300. 3. G. Laird, G.L.F. Powell, Metall. Trans. A 24 (1993) 981-988. 4. A.R.E. Singer, Int. J. Powder Met. & Powder Tech. 21 3 (1985) 219-234. 5. P.S. Grant, Prog. Mater. Sci. 39 (1995) 497-545. 6. P.S. Grant, B. Cantor, L. Katgerman, Acta Metall. Mater. 41 11 (1993) 3109-3118. 7. K.P. Mingard, P.W. Alexander, S.J. Langridge, G.A. Tomlinson, B. Cantor, Acta Mater. 46 10
(1998) 3511-3521. 8. P. Mathur, S. Annavarapu, D. Apelian, A. Lawley, Mat. Sci. Eng. A 142 (1991) 261-276. 9. B. Cantor, K.H. Baik, P.S. Grant, Prog. Mat. Sci. 42 (1997) 373-392.
10. A.H. Kasama, A.J. Mourisco, C.S. Kiminami, C. Bolfarini, Proceedings do 7th European Conference on Advanced Materials and Processes , Rimini, Itália, Junho de 2001, em CD-ROM.
11. I.R. Sare, Met. Technol. 6 (1979) 412-419. 12. J.K. Fulcher, T. Kosel, N.F. Fiore, Wear 84 (1983) 313-325. 13. L. Xu, C. Vose, D. St John, Wear 162-164 (1993) 820-832. 14. K.H. Zum Gahr, D.V. Doane, Metall. Trans. 11A (1980) 613-620.

3795
WEAR RESISTANCE OF SPRAY FORMED HIGH CHROMIUM WHITE CAST IRON
A.H. Kasama, L.G de Andrade, A.J. Mourisco, C.S. Kiminami, W. J. Botta Fº, C. Bolfarini Caixa Postal 676 - CEP 13565-550 - São Carlos – SP – Brazil. [email protected]
Departamento de Engenharia de Materiais – Universidade Federal de São Carlos ABSTRACT A 2.9%C-22%Cr white cast iron was processed by spray forming aiming to investigate the resulting microstructure and the wear resistance of this alloy. Two gas to metal flow rate ratios (GMR) of 0.12 and 0.23 were used. The samples were characterized by wear resistance tests, X-ray diffraction (XRD), optical microscopy and scanning electron microscopy, in both as-sprayed condition and after heat treatments. The as-sprayed microstructure showed M7C3 carbides embedded in a matrix of austenite and martensite and after heat treatments the matrix became a mixture of pearlite and austenite, which presented a better performance in dry sand/rubber wheel wear resistance tests, particularly when associated with a fine distribution of carbides at the higher GMR. Keywords: spray forming, white cast iron, wear.