Revista Mecatronica Atual - Edicao 003
62
3 MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 SEÇÃO DO LEITOR SEÇÃO DO SEÇÃO DO LEITOR Controle PID Gostaria de sugerir uma matéria sobre Controles PID (Proporcio- nal, Integral, Derivativo) que são utilizados em programação de PLCs, pois é muito difícil encontrar material detalhado sobre este assunto. Atenciosamente, Vagner Hiroshi Inoue Caros editores, Sou graduando de Engenharia de Controle e Automação da Uni- versidade Federal de Santa Catarina, e gostei muito dos artigos que li nas duas primeiras edições da revista Mecatrônica Atual. O fato de integrar vários campos da Mecatrônica numa linguagem acessível, tor- na essa revista muito interessante e de fácil leitura. Gostaria de suge- rir artigos na área de controle de processos, como tipos de controladores, estratégias de controle, sintonia de controladores PID, etc. Obrigado e parabéns, Guilherme Figueira Althoff Caros Vagner e Guilherme, Uma vez que o nosso maior interesse é produzir uma revista útil, é muito importante que os leitores façam as suas sugestões e nos alertem para aquilo que julgarem estar faltando na revista. Mesmo que não seja possível atender a todas as sugestões, procuramos publicar aque- las que são mais solicitadas, como foi o caso do controle PID. Obriga- do pelo apoio e continuem nos auxiliando. Obrigado a todos os leitores que nos enviaram cartas e e-mails. Infeliz- mente o espaço não é suficiente para publicar todas as cartas, mas esco- lhemos aquelas que julgamos trazer informações para a maior parte dos leitores. Continuem enviando os seus comentários, críticas, sugestões, pois somente com esse suporte poderemos adequar as nossas publicações ao que nossos leitores necessitam. Cartas: Editora Saber Rua Jacinto José de Araújo, nº 315 CEP 03087-020 – São Paulo – SP – Brasil E-mail: [email protected] Direito de resposta Gostaria de parabenizá- los pela 2ª edição da revis- ta Mecatrônica Atual. Já vejo um progresso à medi- da que vão surgindo novas edições. No entanto, é de nosso interesse que se pu- bliquem afirmações com to- tal certeza e sem parcialida- des. O fato a que me refiro trata de uma notícia relata- da na Seção do Leitor onde um leitor afirma generica- mente que os profissionais que saem dos CEFETs não conhecem CLPs, inverso- res, dentre outros. É claro que publicações técnicas só nos trazem benefícios e me- lhoramentos, mas chegar ao ponto de publicar uma notí- cia dessas numa revista de âmbito nacional, É DE- MAIS! Sou formado no CEFET-CE em Tecnologia de Mecatrônica e não admi- tiria aceitar um diploma de graduação sem pelo menos ter visto algo sobre esse as- sunto. Os CEFETs têm com- promisso com a qualidade de ensino e se isso está ocorrendo é por motivo de complacência dos alunos dessa instituição. Obrigado, Artur Teixeira Caro Artur Nós é que agradecemos a sua contribuição e pedi- mos desculpas se causa- mos algum constrangimen- to aos alunos do CEFETs, pois não foi essa a nossa intenção. A Seção do Leitor é um espaço onde vocês po- dem, além de fazer suges- tões e críticas, manifestar as suas opiniões. Admitimos porém que houve uma falha de nossa parte, pois o leitor se manifestou de forma genera- lizada, o que certamente não representa a verdade.
-
Upload
abcdefghi1234567qwe -
Category
Documents
-
view
95 -
download
11
Transcript of Revista Mecatronica Atual - Edicao 003

3MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
SEÇÃO DO LEITOR
SEÇÃODO
SEÇÃO DO LEITOR
Controle PID
Gostaria de sugerir uma matéria sobre Controles PID (Proporcio-nal, Integral, Derivativo) que são utilizados em programação de PLCs,pois é muito difícil encontrar material detalhado sobre este assunto.Atenciosamente,
Vagner Hiroshi Inoue
Caros editores,Sou graduando de Engenharia de Controle e Automação da Uni-
versidade Federal de Santa Catarina, e gostei muito dos artigos que linas duas primeiras edições da revista Mecatrônica Atual. O fato deintegrar vários campos da Mecatrônica numa linguagem acessível, tor-na essa revista muito interessante e de fácil leitura. Gostaria de suge-r i r ar t igos na área de cont ro le de processos, como t ipos decontroladores, estratégias de controle, sintonia de controladores PID,etc.
Obrigado e parabéns,Guilherme Figueira Althoff
Caros Vagner e Guilherme,Uma vez que o nosso maior interesse é produzir uma revista útil, é
muito importante que os leitores façam as suas sugestões e nos alertempara aquilo que julgarem estar faltando na revista. Mesmo que nãoseja possível atender a todas as sugestões, procuramos publicar aque-las que são mais solicitadas, como foi o caso do controle PID. Obriga-do pelo apoio e continuem nos auxiliando.
Obrigado a todos os leitores que nos enviaram cartas e e-mails. Infeliz-mente o espaço não é suficiente para publicar todas as cartas, mas esco-lhemos aquelas que julgamos trazer informações para a maior parte dosleitores. Continuem enviando os seus comentários, críticas, sugestões, poissomente com esse suporte poderemos adequar as nossas publicações aoque nossos leitores necessitam.
Cartas : Editora SaberRua Jacinto José de Araújo, nº 315CEP 03087-020 – São Paulo – SP – BrasilE-mail: [email protected]
Direito de resposta
Gostaria de parabenizá-los pela 2ª edição da revis-ta Mecatrônica Atual . Jávejo um progresso à medi-da que vão surgindo novasedições. No entanto, é denosso interesse que se pu-bliquem afirmações com to-tal certeza e sem parcialida-des. O fato a que me refirotrata de uma notícia relata-da na Seção do Leitor ondeum leitor afirma generica-mente que os profissionaisque saem dos CEFETs nãoconhecem CLPs, inverso-res, dentre outros. É claroque publicações técnicas sónos trazem benefícios e me-lhoramentos, mas chegar aoponto de publicar uma notí-cia dessas numa revista deâmbi to nac iona l , É DE-MAIS! Sou fo r mado noCEFET-CE em Tecnologiade Mecatrônica e não admi-tiria aceitar um diploma degraduação sem pelo menoster visto algo sobre esse as-sunto. Os CEFETs têm com-promisso com a qualidadede ensino e se isso estáocorrendo é por motivo decomplacência dos alunosdessa instituição. Obrigado,
Artur Teixeira
Caro ArturNós é que agradecemos
a sua contribuição e pedi-mos desculpas se causa-mos algum constrangimen-to aos alunos do CEFETs,pois não foi essa a nossaintenção. A Seção do Leitoré um espaço onde vocês po-dem, além de fazer suges-tões e críticas, manifestaras suas opiniões. Admitimosporém que houve uma falha denossa parte, pois o leitor semanifestou de forma genera-lizada, o que certamente nãorepresenta a verdade.

MECATRÔNICA ATUAL Nº 3 - ABRIL/20024
SEÇÃO DO LEITOR
Prezados Editores:Sou leitor da publicação Mecatrônica Atual e te-
nho obtido um grande retorno de informações técnicasna área de automação industrial. Sou técnico emInstrumentação há 16 anos, já tendo trabalhado em di-versas indústrias de diferentes setores. Atualmente, gos-taria que, se possível, fossem publicados nas próximasedições artigos referentes a Interfaces de Processo R.P.I,talvez em parceria com a Pepperl+Fuchs ou Sense, e tam-bém um artigo sobre Interbus, este em parceria com aPhoenix Contact. Gostaria de parabenizá-los sobre odetalhamento técnico na publicação sobre Inversores deFreqüência na revista de nº 02 da Mecatrônica Atual, defevereiro. Desde já, agradeço pela atenção.
Claudinei da Costa Bispo
Gostaria de parabenizá-los pela matéria sobre Inver-sores de Freqüência. O tema foi abordado de maneirabastante didática e com bons exemplos.
Gostaria de saber qual é a periodicidade da revista. Carlos Pires
Prezados Claudinei e Carlos,Ficamos felizes que tenham gostado da matéria
sobre inversores de freqüência. Quanto às suas su-gestões, elas estão anotadas. Está sendo publicadana revista Saber Eletrônica uma série muito boasobre redes Fieldbus que, certamente, será muitoútil para vocês. Pretendemos, futuramente, abordaresse assunto também na revista Mecatrônica Atual.
Quanto à periodicidade da revista, ela é bimestral(esperamos que em breve ela se torne mensal!).
Penso que há um equívoco na interpretação dafórmula E=K.(Phi).n (Mecatrônica Atual - número 2,pág.8) quando se diz que: “também o fluxo magnéti-co influencia a rotação, só que de modo inverso -quanto maior o fluxo, menor a rotação e vice-ver-sa”, pois a principal componente da constante K éo número de espiras das bobinas do motor. Logo,um motor com alto fluxo magnético (e portanto, altotorque) pode ter maior rotação se projetado com me-nor número de espiras. Não é assim com umtransformador? Um transformador pequeno tem altonúmero de espiras por volt, já um transformador commaior área no núcleo e, portanto, maior fluxo mag-nético, tem menor número de espiras por volt.
Djalma Toledo Rodrigues
Caro Djalma,A fórmula está correta. Em um acionamento
CC, quanto menor o fluxo magnético, maior a ro-tação. Existem até sistemas supervisórios em que,na ausência do campo de excitação, os relés oucontatores desligam o motor para que o mesmonão se danifique por excesso de velocidade derotação.
A fórmula em questão refere-se à força con-tra-eletromotriz induzida, e não à consumida. Tal-vez esse conceito é que o tenha confundido.
De qualquer forma, valeu a sua participação.Às vezes uma dúvida, por mais básica que possaparecer, pode ajudar vários leitores com dificul-dades em campo.
Obrigado Djalma, e continue colaborando.
Inversores de freqüência - I
Oi! Curso Engenharia Mecânica na Escola Superior deEngenharia da U.E.A em Manaus e Produção Mecânica noCEFET-AM. Há algum tempo vinha procurando uma revistaque estivesse voltada para a área da Mecânica. Quando via “Mecatrônica Atual” pela primeira vez, fiquei tão entusias-mado que nem pude acreditar que houvesse uma revistaespecializada em Mecânica e Eletrônica ao mesmo tempoe que abordasse os assuntos e as aplicações que ambaspossuem. Agora posso ampliar meus conhecimentos, esta-belecer novas metas para o futuro e estar bem informadopor essa (conceituada) revista. Agradeço desde já a todosos colaboradores que farão dessa publicação um grandesucesso, assim como foram as outras. Um forte abraço!
Jarison Alan F. MacielCaro Jarison,Somos nós, aqui da Redação, que agradecemos
pelas suas palavras de incentivo. Quando decidimos
criar as revistas de Mecatrônica, nosso desejo foijustamente preencher uma lacuna que existia nosegmento das publicações técnicas. É bom saberque elas estão cumprindo plenamente o seu papel.
Agradecimento
Erramos
Na última edição, no artigo “Eletropneumática”,quando o autor descreve a função “E”, houve umatroca nas referências das figuras. O circuito Pneu-mático Equivalente está representado na figura11-d e o Circuito Elétrico Equivalente é mostradona figura 11-c.
No artigo “Robôs Manipuladores – 1ª parte" a fi-gura 8 refere-se à quatro tipos de anatomia dos robôsmanipuladores e não ao seu espaço de trabalho.

5MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
SEÇÃO DO LEITOR
Prezados Editores.Sou leitor antigo de suas publicações (Revista
Saber, década de 80).Como profissional da área, acheimuito interessante o artigo sobre inversores, contudo dis-cordo de algumas citações, mais especificamente no to-cante ao dimensionamento do inversor, pois os dados di-vulgados como suficientes (tensão de trabalho, potênciado motor e tipo de aplicação) não bastam para determinaro aparelho correto. Não foi mencionado o número de pólosdo motor, e como se pode observar em uma tabela demotores, esse parâmetro pode determinar a corrente deconsumo do motor. Assim, poderemos adquirir um apa-relho subdimensionado, e que não funcionará a contento.Outro parâmetro ignorado foi o regime de funcionamento,standard ou severo (mesmo no caso do exaustor), o quepoderá desclassificar o aparelho adquirido. Temos que le-var em consideração também o local de instalação. Diga-mos que esse inversor ligado a um exaustor, esteja tra-balhando dentro de uma estufa, a uma temperatura supe-rior a 40ºC, a desclassificação térmica comprometerá ofuncionamento do aparelho, podendo inclusive danificá-lo e aí temos o maior problema, que é a assistência téc-nica, que nem sempre é referencial de segurança, poiscomercialização é uma coisa e assistência técnica éoutra. (Aparelhos que possuem uma grande rede de pon-tos de assistência técnica são aparelhos que necessi-tam de uma muita assistência técnica, em outras pala-vras, não são de boa qualidade). Outro ponto que não foimencionado é a incorporação de filtros de ruído no equi-pamento e aí esbarramos feio na afirmativa feita no finaldo artigo, no tocante ao fabricante : “O PREÇO DEVE
DETERMINAR A ESCOLHA”. O barato podesair caro e custar até o emprego do
profissional que determi-
nou a compra do equipamento sem analisar todasas propostas, não no tocante ao preço e sim àscaracterísticas oferecidas por cada produto e fa-bricante. Pois em muitas situações os vendedo-res omitem determinadas características e, umavez vendido o produto, começa uma verdadeiraromaria de desculpas e vendas de acessórios,como filtros para um funcionamento adequado,o que elevará o preço final do produto e desgas-tará a imagem de quem o dimensionou.
Como uma Editora que visa além do lucro, a in-formação correta e a melhor orientação aos seus lei-tores, e como leitor e profissional, aconselhamos queseja colocado aos leitores, que na sua grande maio-ria não tem experiência de campo, que a coisa não étão simples como parece e, sim, deve-se alertar sobretodas as alternativas para que o dimensionamento doequipamento esteja sempre direcionado para suportaras condições mais severas de utilização pois, uma horade processo parado pode custar muito mais caro que adiferença de preço de um equipamento bemdimensionado e de boa qualidade. Se o profissional nãose sentir seguro na escolha, ele deverá procurar os servi-ços de orientação técnica das empresas através do0800, Internet ou promotores técnicos, profissionais deoutras empresas que têm equipamentos similares ins-talados e sempre, antes da escolha final, analisar to-das as características dos equipamentos em questão.Se a alternativa preço fosse o principal item de esco-lha, nós só teríamos carros da LADA andando nas ruas.
CSZ
Caro Leitor,Atualmente, as duas únicas características que
importam na escolha de um inversor são: a "Filoso-fia” de controle - Inversor vetorial ou escalar, e a Po-tência do dispositivo.
Todas as demais são parametrizáveisvia software (tensão de trabalho,
ajustes de rampa, fre-qüência dePWM, tensão evelocidade má-xima do motor,etc.).
Quanto aos fil-tros, basta verifi-car se o fabricantetem ou não o certi-ficado de EMC (atéhoje não encontreinenhum que não o ti-vesse).
Obrigado pela parti-cipação!
Inversores de Freqüência - II

MECATRÔNICA ATUAL Nº 3 - ABRIL/20026
SEÇÃO DO LEITOR
Prezados Senhores,Sou estudante universitário de Engenharia de Controle e Automação
e tomei conhecimento das revistas Mecatrônica Fácil e Mecatrônica Atual,recentemente. Estou interessado em fazer as assinatura da revista e, sepossível, receber as edições anteriores.Gostaria de receber informa-ções. Atenciosamente,
Eliseu França
Estava navegando pelos sites que abordavam o assunto Mecatrônicae achei o da Revista Mecatrônica Fácil, pelo qual me interessei bastan-te, já que sou aluno de Mecatrônica do Cefet - CE. Gostaria de saber seexiste a possibilidade de uma assinatura ou outra forma de eu adquiriros exemplares da revista. Obrigado pela atenção,
Gabriel
Prezados Eliseu e Gabriel,Já é possível fazer as assinaturas das revistas Mecatrônica Atual e
Mecatrônica Fácil. As assinaturas e aquisições de números atrasadospodem ser feitas através dos sites das revistas: www.mecatronicaatual.com.br (Mecat rôn ica Atua l ) e www.mecat ron icafac i l .com.br(Mecatrônica Fácil). Ou então através do telefone (0xx11) 6192-4700.
No site é possível conhecer os artigos publicados em cada revista.Não deixe de completar a sua coleção.
Prezados editores, chamo-me João Batista e leciono a disciplina deAutomação Industrial na Escola Técnica Estadual Monteiro Lobato. Amesma está situada em Taquara - RS e oferece três cursos técnicos denível médio: Eletrônica, Eletrotécnica e Mecânica. Em função das alte-rações curriculares que visam a atualização e adequação desta à reali-dade do mercado de trabalho, a partir deste semestre a disciplina deMecatrônica passará a fazer parte de nosso currículo escolar. Na buscade informações que pudessem dar maior consistência ao conteúdoprogramático, acabei conhecendo a revista “Mecatrônica Atual”, quepossui uma abordagem bastante simples e extremamente didática demuitos dos temas que serão abordados durante o semestre. Seria, por-tanto, de grande interesse adicioná-la à bibliografia da disciplina. Entre-tanto, não foi possível encontrar nas bancas as edições anteriores aomês atual, gostaria de ser informado sobre a forma ou procedimentopara aquisição dessas publicações. Sem mais para o momento, agrade-ço a vossa atenção. Cordialmente,
Prof. João Batista P. dos Santos
Prezado João,Obrigado por indicar a nossa revista para os seus alunos. Ficamos
felizes ao ver os professores de várias instituições de ensino utilizandoas in for mações cont idas nela. Um dos grandes d i ferencia is da“Mecatrônica Atual” é que procuramos não nos limitar à exposição deum determinado tema, mas sim propor soluções através de situaçõespráticas. Isto faz com que as informações aqui contidas sejam de gran-de valia para quem trabalha e para quem pretende trabalhar comAutomação Industrial. Continue nos acompanhando e colaborando paraa melhoria das revistas. Quanto a assinatura e aquisição de númerosatrasados, veja a resposta acima.

NOTÍCIAS
7MECATRÔNICA ATUAL Nº3 - ABRIL/2002
NOTÍCIAS
MECAMECAMECAMECAMECATRÔNICATRÔNICATRÔNICATRÔNICATRÔNICANOTÍCIASNOTÍCIASNOTÍCIASNOTÍCIASNOTÍCIAS
Newton C. Braga
O Primeiro Robô da Johnson & Johnsonna América Latina é Instalado em Fábrica
de São José dos Campos
A fábrica de escovas dentais da Johnson & Johnson, em São Josédos Campos, acaba de ganhar um colaborador inusitado - um robô. Amáquina, que coleta, empilha e inspeciona as embalagens blister dasmarcas Johnson & Johnson e Reach, é a primeira do gênero que aempresa instala na América Latina.
A expectativa é que no decorrer do ano outras duas linhas de es-covas também ganhem um robô, concluindo a automatização da pro-dução.
A atividade executada pelo robô é a seguinte: ele retira asembalagens, verifica se não há embalagem sem escova, colo-ca uma cinta em cada dúzia e empilha as mesmas. Caso algu-ma cartela não contenha escova dentro, ela é automaticamen-te descartada.
O objetivo da aplicação de um robô foi aumentar a velocida-de do equipamento. Mas houve outros ganhos, pois além daagi l ização do processo, eliminou-se uma atividade de riscoergonômico alto, pela velocidade e repetição dos movimentos. Estebenefício está intimamente ligado às preocupações com o ambi-ente de trabalho e à qualidade de vida dos funcionários. Dentrodesse espírito, a automação das atividades executadas pelo robônão causou demissões na fá-brica. Os funcionários envol-vidos neste trabalho foramdirecionados para outras tare-fas, incluindo a operação demáquinas.
A Banner LançaSensor de Longo
Alcance
A Banner Engineering Corp., deMinneapolis, USA, lançou oL- GAGE LT3 , um sensor laserpara medidas de longo alcance.Esse produto utiliza laser classe2, podendo medir distâncias deobjetos com um alcance de até50 metros. Com a nova tecnologiade “Time-of-Flight”, o LT3 medecom precisão o tempo que o feixede laser demora para ir e voltaraté o objeto do qual se deseja sa-ber a distância. O sensor tem umalcance de 0,3 a 3 metros paraobjetivos cinzas, e de 0,3 a 5metros para objetos brancos. Paradistâncias maiores, existe um mo-delo retrofletor com alcance de até50 metros. O sensor tem saídasanalógicas e digitais e ainda umafunção remota TEACH. Com es-sa função pode-se programar oobjeto centralizado em uma jane-la estreita de 1 metro sem a ne-cessidade de se ajustar o poten-ciômetro. Mais informações no sitewww.bannerengineering.com.br
A Surfware está anunciando seunovo produto, o SURFCAM 2D Free,despachado para usuários regis-trados desde 4 de dezembro. OSURFCAM 2D é um software gra-tuito consistindo num sistema CAD/
CAM completo, com translatorsIGES-in, DWG-in e DXF-in, capacida-des de trabalho em dois eixos, drillinge contorno, editor NC, DNC básico (DirectNumber Control) e uma seleção de re-cursos. Mais informações sobre o pro-
Disponível o Novo Software SURFCAM 2D Free
duto poderão ser obtidas em www.surfware.com onde o leitor, ademais,poderá registrar-se para receber oproduto. O produto que rodará duran-te 14 dias na versão demo tem con-dições limites de operação.

MECATRÔNICA ATUAL Nº3 - ABRIL/20028
NOTÍCIAS
Fluxímetros de Acrílico de Alta Durabilidade
tura, dessalinização, analisa-dores de gás, geradores a gás esistemas de distribuição para tra-tamento de água. Mais informa-ções podem ser obtidas em:www.keyinstruments.com
MOSFET Com Sensoriamento deTemperatura - Vishay
Cientistas daLucent
Technologies doBell Labs CalculamLimite Teórico ParaComunicações em
Fibras Ópticas
No ano passado os cien-tistas da Lucent Technologiesanunciaram o limite teóricopara a quantidade de infor-mações que podem sertransmitidas por uma fibraóptica. Esse limite teórico éde 100 terabits de informa-ções, ou aproximadamente20 bilhões de e-mails e 1 pá-gina, simultaneamente, poruma única fibra. Com essacapacidade, a demanda deserviços de banda larga taisquais os que envolvem a trans-missão de imagem, pode seratendida sem problemas atéque um novo gargalo surja como aparecimento de algumanova tecnologia. Para aRobótica lembramos que as fi-bras ópticas são empregadaspara interligar sistemas e essavelocidade deve (pelo menospor enquanto) atender as maisaltas necessidades de trans-missão de informações queexistem.
É claro que ainda estamoslonge do limite, pois os maisrápidos sistemas atuais ope-ram com “apenas” 2 terabits deinformações por segundo. A di-ficuldade maior no cálculo te-órico reside no fato de que avelocidade da luz depende mui-to das propriedades do vidrousado na fabricação das fibrase isso a torna dependente tam-bém da intensidade do feixe,o que não ocorre no espaço li-vre. Mais informações podemser obtidas no site: http://www.lucent.com
Um novo MOSFET de potên-cia com recursos de sensoria-mento de temperatura foi lança-do recentemente pela SiliconixIncorporated (Vishay). Destina-do a aplicações na indústria ena linha automotiva, esse com-ponente oferece a mais baixa re-sistência entre todos osMOSFETs protegidos em invó-
lucro DPAK - apenas 7,5 mohmscom uma tensão de gate de 10 V. Nomesmo invólucro são integrados emoposição dois diodos de poli-silício.O novo componente, denominadoSUB 50N04-07LT tem uma tensãode ruptura de 40 V e pode manusearcorrentes de até 50 ampères. Alémdisso, ele possui uma temperaturamáxima de junção de 175 oC.
Uma nova linha de fluxíme-tros de baixo custo para apli-cações de fluxo de fluidos egases foi lançada na AméricaLatina pela Key Instruments.Os medidores Flow-Rite fo-ram projetados visando rapi-dez de instalação e de des-montagem para manutenção. Aempresa está estabelecendonovas parcerias para distribui-ção na América Latina.
Dentre as aplicações dosmedidores Flow-Rite, destaca-mos os arrefecedores para sis-temas de condicionamento dear, torres de estiramento de fi-bras ópticas, equipamentos deamostragem de ar, aquacul-

NOTÍCIAS
9MECATRÔNICA ATUAL Nº3 - ABRIL/2002
NOTÍCIAS
A Laser Research Optics, deRhode Island (USA), está dis-ponibilizando uma ampla linha delentes de ZnSe para uso comlaser de CO2 de fabricantescomo a Amada, Cincinnati, Ma-zak, Mitsubishi e outras. Essaslentes possuem distâncias fo-cais de 2,5 a 51 cm, estando dis-poníveis em tamanhos de 15,24a 50,8 mm de diâmetro. As len-tes são otimizadas para operaçãocom 10,6 µm de comprimento deonda. Essas lentes são indi-cadas para uso em sistemas decorte, furação, gravação e soldalaser. Mais informações podemser obtidas no site da empresaem www.laserresearch.net
Um novo catálogo contendoinstrumentos da AEMC paramedidas de luz, umidade e tem-peratura está disponível. Nele,podemos encontrar informa-ções sobre os principais produ-tos da empresa, que são alimen-
Catálogo deInstrumentos Para Medidas Ambientais
Lentes Para Laser de CO 2
Software daMotoman
Reduz o Tempo deParada de
Manutenção dosRobôs
Com o objetivo de otimizarem pelo menos 50% o tempodespendido para a manuten-ção dos seus robôs, a Moto-man inc. desenvolveu o Ro-botPro , software que facilitae agiliza a identificação deproblemas nos robôs e, porconseguinte, as perdas de-correntes da interrupção daprodução desses.
A Motoman, empresa dogrupo Yaskawa, é responsá-vel pela fabricação de robôspara inúmeras apl icaçõescomo solda a arco, solda aponto, rebarbação, montagem,corte, manuseio de materiais,paletização e pintura. A varie-dade de robôs, cada qual coma sua peculiaridade, paraatender as mais diferentesfunções, faz com que haja,também, um RobotPro paracada um.
O RobotPro é, segundoIcaru Rocco Sakuyoshi, co-ordenador de robót ica daYaskawa Elétrica do Brasil,“ ferramenta indispensávelno auxí l io à manutençãodos Motoma que, além de o-timizar a manutenção, tam-bém a torna mais precisa,já que presc inde da de-tecção do problema por ten-tativa e erro.”
O software, que custa apro-ximadamente nove mil reais,está disponível para con-troladores ERC, MRC e XRC.Mais informações no site:www.yaskawa.com.br
tados por bateria, possuem mos-tradores de cristais líquidos,além de funções impor tantescomo MAX e HOLD em todasas unidades. Mais informaçõespodem ser obtidas no site daempresa em www.aemc.com

MECATRÔNICA ATUAL Nº 3 - ABRIL/20021 0
MECÂNICA INDUSTRIAL
O
FUSO DE ESFERASRECIRCULANTES E GUIAS
LINEARESDouglas Ribeiro dos Santos
fuso de esferas recircu-lantes substitui o fusotrapezoidal muito utilizadoem máquinas operatrizes,
responsáveis pelo movimento detranslação das mesas ou bases, àsquais estão presos os porta-ferramen-tas ou as peças a serem usinadas.
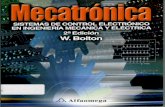
O fuso trapezoidal, no caso dasmáquinas operatrizes, trabalhaacoplado a uma por-ca trapezoidal en-caixada à mesa quese quer mover, ele-mento já considerado muito im-portante, alcançando precisão de0,01 milímetros (centésimos de milí-metros), ou seja, este dispositivo pos-sibilita posicionar ou deslocar determi-nado equipamento com essa preci-são.Veja o fuso trapezóide na figura 1 .
O fuso de esferas recirculantes rea-liza o mesmo trabalho que o fusotrapezoidal, com inúmeras vantagens,a começar pela precisão que é de0,001mm (milésimos de milímetros).Umfuso de esferas é um mecanismo que
Anteriormente à automação, as máquinas conven-
cionais dependiam extremamente da destreza do opera-
dor, isso sem levar em conta fatores como saúde, esta-
do de espírito, cansaço, etc., com reflexos considerá-
veis sobre a quantidade e qualidade da produção, sem
falar sobre os altos percentuais de refugo.
Com a automação esses incômodos ficaram para trás,
a atuação do operador fica agora restrita à supervisão
de uma ou várias máquinas, sem interferência direta no
processo de produção.
Para que essa evolução chegasse às máquinas
operatrizes, muitos estudos e desenvolvimentos foram ne-
cessários, desde elementos de máquinas e tipos de acio-
namentos até sistemas de controle. Dentre esses desen-
volvimentos que chegaram com a automação, relativamente
recentes e de grande importância, estão os fusos de esfe-
ras recirculantes e as guias lineares de rolamentos, itens
responsáveis pelo alto nível de sofisticação das máquinas
operatrizes e que atualmente são amplamente aplicados
em projetos na área da Mecatrônica.
permite converter o movimento de rota-ção em translação e vice-versa, um fusode esferas é um conjunto de acio-namento que possui esferas como ele-mentos de giro. Veja os exemplos das
figuras 2 e 3.Para se conseguir o movi-
mento contínuo no fuso de es-feras, é necessário ter um cir-
cuito de recirculação (ou porfora da castanha com pistas
de reenvio ou por dentro dacastanha com caminhotambém helicoidal) ouatravés de insertos de re-posicionamento das es-feras.Ver detalhes nas fi-guras 4 e 5 . A figura 6mostra um tubo de esfe-
ras montado numa máquina.
Vantagens do fusode esferas sobre o fuso
trapezoidal
- O grau de rendimento mecâ-nico no fuso trapezoidal é no má-
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002

MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
MECÂNICA INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 1 1
MECÂNICA INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 1 1
MECÂNICA INDUSTRIAL
ximo 50%, enquanto no fuso de es-feras pode chegar em torno de 98%,conforme indicado no gráfico da fi-gura 7 .
- Duração de vida mais longa, porseu funcionamento sem desgaste.
- Menor potência de acionamento.- Redução do atrito.- Simplificação construtiva.- Ausência do efeito Stick-Slip (fi-
car parado –deslizar, efeito muito co-mum nos fusos tradicionais quandose inverte o sentido de rotação doeixo).
- Posicionamento mais preciso.- Maior velocidade de translação.- Menor aquecimento.- Devido ao seu alto grau de ren-
dimento, os fusos de esferas não sãoautobloqueantes.
Os fusos de esferas e as guiaslineares de rolamentos, dentre os ele-
Figura 1 - Fuso Trapezoidal - Exemplo nº1.
Figura 2 - Fuso de esferas recirculantes - Exemplo nº 2.
mentos de máquinas, talvez repre-sentem os mais importantes desen-volvimentos ou evoluções, trazendovantagens impor tantíssimas, talcomo a redução de atrito nos movi-mentos de deslocamento nas máqui-nas. A diminuição do atrito, além detornar o movimento muito mais “sua-ve”, propiciou considerável economiade energia, fato extremamente importante para a indústria mundial.
Outro fator relevante está na sim-plificação construtiva destes ele-mentos, já que possuem um carátermodular de fabricação, e hoje já exis-tem centenas de módulos prontospara serem montados em máquinas,para diferentes aplicações e devários tamanhos, facilitando projetos,simplificando montagens, futurasmanutenções e garantindo relativaeconomia.
Os fusos de esferas possuemopções de alta precisão e algunsdeles dispõem de opções simplese eficientes para controlar ou elimi-nar a folga entre a “castanha” (por-ca) e o fuso (eixo com rosca espe-cial que serve como pista para orolamento das esferas), ou seja, épossível ajustar a pré-carga, itemimpossível de variar no sistema pa-rafuso-porca. É importante ressal-tar que a folga entre o fuso e a por-ca compromete gravemente os tra-balhos nas máquinas operatrizes ouem qualquer conjunto ou sistemaeletromecânico onde se requer mo-vimentos repetit ivos e de altaconfiabilidade.
É claro que para aplicação corre-ta deste elemento, devemos conhe-cer os tipos disponíveis no mercadoconversando com fabricantes, expon-do nossas intenções e escolhendoaquele que mais se adequar às nos-sas necessidades.
GUIAS LINEARES
A partir dos anos 80 os principaisfabricantes de máquinas começarama empregar as guias lineares em lu-gar dos barramentos tradicionais, poisas elas possuem alta precisão, ex-celente rigidez e deslocamento maissuaves.
As guia lineares possuem as mes-mas vantagens sobre os barramentos,que os fusos de esferas recirculantessobre o fuso convencional. A figura 8mostra algumas de guias lineares
Recomendações gerais no usodos fusos e das guias
lineares
Para melhor aplicação dos fusosde esferas e das guias lineares, é ne-cessário ter em mente algunsparâmetros de funcionamento como,por exemplo:
- Tipo da carga- Velocidade linear ou rotações por
minuto- Aceleração e desaceleração- Temperatura de trabalho- Vida útil requerida- Precisão.

MECATRÔNICA ATUAL Nº 3 - ABRIL/20021 2
MECÂNICA INDUSTRIAL
A vida nominal de um fuso deesferas ou das guias lineares de ro-lamentos é dada pelo número de re-voluções, ou seja, pelo número deoperações ou ciclos por hora parauma dada velocidade constante.Este número representa o quanto oelemento suporta trabalhar sem que
apresente algum sinal de fadiga (ge-ralmente os sinais de fadiga apare-cem sobre alguma pista de rolagem,através de escamas ou lascas), damesma forma como acontece nosrolamentos que suportam determi-nadas (milhares) horas de trabalho,se aplicados corretamente.
Devemos lembrar que a vida no-minal de um dado elemento, fornecidaem catálogos de fabricantes ou pe-los projetistas, é um número para nosbasearmos, não significa que um ele-mento de 5236 horas irá parar ou apre-sentar algum sinal de fadiga só quan-do completar as 5236 horas, ou quedepois de 5236 horas o elemento nãoatenda mais por algumas horas.
Figura 4 - Circuito de recirculação.
Figura 5 - Caminho helicoidal.
Figura 6 - Exemplo nº 3 (em máquina).
Figura 7 - Gráfico de rendimento mecânicodos fusos.
Figura 8 - Algumas guias lineares.
É preciso, no entanto, ter em men-te que a durabilidade prevista de umelemento está garantida se observar-mos os parâmetros especificadospelo fabricante para o dado elemen-to. Vejamos alguns exemplos:
Alinhamento
O fuso de esferas e a guia linearde rolamentos devem ser montadosem perfeito alinhamento. Deve ser ob-servado o tipo de montagem, se ho-rizontal, vertical, inclinado, e a influ-ência da carga e das forças queagem sobre a carga em cada tipo demontagem (figuras 9 , 10 e 11); osfabricantes fornecem as tolerânciasadmissíveis de desvio para cadacomponente, conforme tipo, tama-nho, aplicação,etc.
É preciso conhecer as tolerânci-as admissíveis na aplicação destes
Figura 3 - Fuso de esfera desmontado.

MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
MECÂNICA INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 1 3
MECÂNICA INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 1 3
MECÂNICA INDUSTRIAL
elementos. Para aqueles quedesejam se aprofundar no es-tudo destes componentes éindispensável conhecer as to-lerâncias de forma e posição(sistema de cotagem que indi-ca a precisão de paralelismo,planicidade, circularidade,per-pendicularidade, entre váriasoutras variáveis que dizemrespeito à tolerância de po-sicionamento e formato geo-métrico de um componente ouentre as peças do conjuntomontado) para efetuar ou su-pervisionar uma perfeita mon-tagem destes componentes,vide figura 12 .
Sentido de aplicação egrandeza da força (carga)
O fuso de esferas deve re-ceber apenas cargas axiais,não radiais, já as guias linea-res permitem a ação de forçase momentos de direções dife-rentes, no entanto, todas ascargas precisam ser conside-radas na hora da seleção docomponente.
Montagem das guiaslineares
A superfície de apoio dasguias deve ser limpa, não con-tendo rebarbas, finas camadasde limárias de ferro, corpos es-tranhos ou coisas do tipo. Devetambém possuir um acabamen-to polido e recoberta com umfina camada de óleo de baixaviscosidade.
O encaixe dos parafusosdeve ser perfeito, ou seja, nãopode ser feita uma montagemforçada, pois isso comprome-teria o alinhamento, impossibi-litando o bom funcionamentodas guias.
Velocidade
Cada elemento deve trabalhardentro da velocidade para a qualfoi projetado. Se a velocidade éuma grandeza variável no projeto,
deve-se especificar isso quando daespecificação de compra ou con-tato com fabricante, para que omesmo oriente diferentes tipos deelementos com diferentes materi-ais de fabricação.
Lubrificação
Boa lubrificação garante obom funcionamento do elemen-to, preserva o as superfícies decontato e sua duração (vida útil).É essencial utilizar o lubrifican-te recomendado pelo fabrican-te, deve-se observar a periodi-cidade de troca do lubrificante.Também é bom saber que al-guns fabricantes protegem seuscomponentes com substânciasque impedem que os mesmossofram corrosão, não sendosubstâncias lubrificantes paraserem usados durante a opera-ção do equipamento, devendoser eliminadas quando da mon-tagem do elemento.
A lubrificação é um impor-tante item a ser lembrado quan-do da operação destes elemen-tos de máquinas. A falta ou oexcesso de lubrificante prejudi-ca o bom funcionamento do ele-mento e reduz sua vida útil, ésempre importante usar o lubri-ficante recomendado pelo fabri-cante, uma vez que misturas delubrificantes diferentes podemresultar em uma terceira subs-tância com propriedade agres-siva ao elemento.
Temperatura
A temperatura de trabalho éoutro dado importante na hora daseleção e aplicação do elemen-to. Existe hoje a necessidade deaplicação do mesmo tipo de equi-pamento, tanto em laboratóriosna área médica (áreas relativa-mente frias) quanto em indústri-as de tratamento térmico, ouseja, indústrias quentes. Portan-to, devemos especificar compo-nentes que atendam as faixas detemperatura reais a que vão sersubmetidos.
Início de operação
Depois de montados estes ele-mentos estarão limpos e lubrificados.Antes de colocar o equipamento aplena carga, é aconselhável que se
Figura 9 - Posição horizontal de montagem.
Figura 11 - Guias lineares sujeitas a cargas diversas.
Figura 10 - Posição inclinada de montagem.

MECATRÔNICA ATUAL Nº 3 - ABRIL/20021 4
MECÂNICA INDUSTRIAL
façam várias operações em baixavelocidade e carga, desta forma épossível checar a característica dereversibilidade do elemento, a preci-são de posicionamento e verificar seo mesmo funciona como esperado.
RECOMENDAÇÕES PARASELEÇÃO
Aqui, estaremos abordando ape-nas parâmetros básicos para sele-ção destes elementos, pois a gamade aplicação é muito vasta, deven-do o projetista, no momento da es-pecificação, entrar em contato comos fornecedores de sua preferênciae especificar as condições de traba-lho do componente: comprimento, lar-gura, parâmetros críticos, cargas,momentos que serão aplicados (nocaso das guias), velocidade, acele-ração e desaceleração, vidarequerida ou esperada, precisão,
Figura 12 - Tolerâncias admissíveis em função do componente.
acabamento ou qualquer outra va-riável que se fizer necessária.
Classificação segundo a cargadinâmica
Este tipo de avaliação é usadopara estimar a vida do componenteaté sua fadiga, baseado em uma car-ga axial constante em magnitude edireção.
Carga dinâmica equivalente
As ações das cargas em umfuso de esferas e nas guias linea-res podem ser ca lcu ladas deacordo com as leis da Mecânica,se as forças forem conhecidas,ou seja, forças de inércia, potên-cia de transmissão, rotação, ve-
locidade, aceleração, entre ou-tras. Isso se faz necessário paraque se possa calcular a carga di-nâmica equ iva lente , def in idacomo uma carga hipotética, cons-tante em magnitude e direção, deação axial e centrada sobre ofuso. É uma carga que, se apli-cada, produziria o mesmo efeitoem termos de vida úti l que ascargas atuais produzem.
Classificação pela capacidadede carga estática
Se um elemento suporta umacarga limite em estado estáticode movimento, uma deformaçãolocal e permanente poderá ocor-rer nas esferas e na régua (guiaslineares) ou na superfície da ros-ca (fuso de esferas). Quando a de-formação é excessiva, o movimentopode não ser suave, quando asesferas estão em contato num es-forço máximo. A capacidade decarga estática nominal se definecomo uma carga constante unidir-ecional que produz deformaçõespermanentes, cuja soma das de-formações nas esferas e na super-fície de rolagem (régua ou no fuso),equivalem a 0,0001 vezes o diâme-tro da esfera.
Velocidade limite permissívelpara os fusos de esferas
A velocidade limite permissívelpara um fuso de esferas é aquelaque ele não pode exceder por nãopoder desenvolvê-la em algum mo-mento com segurança, que é dada
Figura 13 - Ajuste de pré-carga. Tabela 1 - Valores de referência para o fator estático de segurança ( fs).

MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
MECÂNICA INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 1 5
MECÂNICA INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 1 5
MECÂNICA INDUSTRIAL
dos na mesma régua, o valor de fcserá 0,81.
Fator de contato (fc)
É difícil de se obter uma distribui-ção de carga uniforme, quando doisou mais blocos são usados em umaaplicação. Isso se deve a irregularida-des de superfície, aplicação de for-ças e momentos, ou outros fatores.
A carga dinâmica (C) e estacio-nária (Co) devem ser multiplicadaspelo fator de contato, vide tabela 2 .
Fator de carga (fs)
Vibrações e impactos conjuga-dos com velocidade não podem sercalculados com precisão. Vide abai-xo a tabela 3 obtida através de ex-periências.
A - Seleção em função do valorestático de segurança
Supondo que o valor de fs sejaigual a 5.
Supondo que o valor de fw sejaigual a 2.
Seleção pelacapacidade de carga estática
Vide classificação de capacida-de de carga estática.
fs = fator estático de segurançaCo = capacidade de carga estáti-
ca nominalPo = carga de impacto
Na tabela 1 , são mostrados osvalores de referência para o fator es-tático de segurança (fs):
Caso em estudo: figura 7 coml2 e l3 = 0.
Carga P = 800 (kgf)Curso ls = 1,2 (m)Reciprocidade n = 4 (freq/min)Tempo de vida útil estimado =
8.000 horas (h)
Para determinar a carga por blo-co, como temos quatro blocos, en-tão, a carga seria:
Po= 800/4 = 200(kgf)
Como dois carros serão monta-
geralmente pela velocidade limi-te do sistema de recirculação (es-feras dentro da castanha). É ex-pressa em RPM (rotações porminuto) para cada diâmetro defuso especifico.
As velocidades máximasindicadas nos catálogos dos fabrican-tes devem ser aplicadas por curtosperíodos de tempo, não como velo-cidades de operação.
Altas velocidades associadascom cargas elevadas requerem ex-tensas faixas de torque e resultamnuma relativa redução da vida nomi-nal do componente.
Eficiência e capacidade dereprodução dos movimentos
O desempenho de um fuso deesferas depende principalmente dageometria de contato das superfí-cies e de seu acabamento, comotambém do ângulo de hélice da ros-ca. É lógico que as condições detrabalho (carga, lubrificação, pré-carga, alinhamento, etc.) tambéminfluenciam sobre o desempenhodo componente.
Jogo axial e pré-carga
Castanhas pré-carregadas es-tão sujeitas a muito menos defor-mação elástica que as castanhasnão carregadas. Entretanto, a pré-carga deverá ser usada quando aprecisão de posicionamento formuito importante.
Pré-carga é aquela força aplica-da à castanha, através de parafusos,no sentido de fazê-la se fechar mais,eliminando as folgas axiais, diminu-indo o espaço e incrementando mai-or rigidez ao conjunto (castanhas, es-feras e fuso), tornando o movimentomais seguro (figura 13 ).
EXEMPLO DE SELEÇÃO DE UMAGUIA LINEAR
Há duas maneiras de selecionaruma guia linear: uma depende do va-lor do fator estático de segurança ea outra depende da vida útil neces-sária. Normalmente, a última é a pre-ferida.
Tabela 2 - Fator de contato.
Tabela 3 - Fator de carga.

MECATRÔNICA ATUAL Nº 3 - ABRIL/20021 6
MECÂNICA INDUSTRIAL
Agora é só selecionar em um for-necedor uma guia linear que atendaa condição de kgfCo 2469≥ .
B - Seleção em funçãoda vida útil
Quando utilizamos guias lineares,devemos levar em conta todos os fa-tores decorrentes da aplicação dacarga, pois as guias estão sujeitas avibrações e impactos imprevisíveisquando em operação. Também deve-mos considerar a temperatura de tra-balho e dureza da guia linear confor-me os gráficos das figuras 14 e 15 .É usual selecionar uma dureza deHRC 58 a 62 para as guias lineares.Observamos também que acima de100ºC de temperatura de trabalho,segundo o gráfico devemos aplicaro fator fT .
Para se calcular a vida útil deuma guia linear, multiplicamos onúmero de horas estimadas peladistância percorrida por hora, comisso obtemos a distância total a serpercorrida pela guia.
A fórmula mostrada a seguir in-clui todos estes fatores descritosacima :
Agora é só selecionar em umfornecedor uma guia linear que aten-da a condição de .
C – Vida útil das Guias Lineares
Testes realizados com um gru-po de guias lineares idênticas e nasmesmas condições de trabalhocomprovaram que 90% delas nãoapresentaram sinais de fadiga.
Calculamos pela fórmula:
Onde :Lh= hora de vida útil(hr)L = vida útil (Km)ls = curso (m)n = ciclo por minuto
Temos também que:
Onde:C= carga dinâmica básica (kgf)Pc = carga (kgf).
FABRICANTES
Dentre os fabricantes de fusos deesferas recirculantes e guias linea-res de rolamentos, estão os princi-pais fabricantes de rolamentos eempresas especializadas na trans-missão de movimento.
São muitos os usuários destes im-portantes elementos de máquina. Alémda Automação Industrial, podemos des-tacar fabricantes de máquinas e fer-ramentas, Robótica, centros de usi-nagem, áreas de instrumentos médi-cos, setor aeroespacial, entre outros.
Figura 14 - Gráfico de temperatura.
Na verdade as aplicações são inú-meras, basta haver uma necessida-de e conhecer os principais tipos dis-poníveis no mercado.
Entre as principais diferençasconstrutivas de fabricante para fabri-cante podemos citar: ângulo de héli-ce, tipo de arco ou raio por onde ro-lam as esferas.
Citamos aqui alguns fabricantesde fácil consulta, via Internet:
www.obr.com.br
www.skf.com.br
www.thk.com.br
www.nsk.com.br
www.boschrexroth.de
CONCLUSÃO
Como vimos, os fusos de esferas eas guias lineares são elementos demáquina importantíssimos hoje em dia,e suas vantagens são inúmeras sobreos fusos normais e os barramentostradicionais. Abordamos também al-guns fatores relevantes que devemoster em mente quando pensarmos naaplicação desses componentes, eapresentamos alguns conceitos de di-mensionamento ligados aos equipa-mentos e, finalmente, um roteiro decálculo simples. Todavia, quando forpreciso aplicar estes componentes,é necessário expor todas as caracte-rísticas do projeto ao fornecedor parauma melhor seleção. l
Figura 15 - Gráfico de dureza.

AUTOMAÇÃO
1 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
Existem basicamente dois tipos de natureza decontrole: os auto-operados e os operados por algumaenergia externa.
Entre os auto-operados podemos citar o mais co-nhecido entre eles, o controle de nível por bóia, esse
que existe em qualquercaixa d’ água de nossasresidências (figura 1 ).Seu princípio de funcio-namento é muito sim-ples: quando o nível do
reservatório está baixo a bóia não está acionada, fa-zendo com isso que o fluxo de água passe pela tubu-lação. Então, o nível de água vai subindo até queesta aciona a bóia cortando o fluxo de água. Eis umaforma clássica de controle de nível empregada des-de a antigüidade até os dias de hoje.
Já os controladores baseados em energia exter-na podem ser dos tipos:
• Controlador pneumático;• Controlador hidráulico;• Controlador elétrico ou eletrônico.
Como controlar, por exemplo, a velocidade de um motor para que em regime de operaçãoele forneça sempre uma determinada rotação, independentemente da carga a ele acoplado?Ou, como podemos garantir que em um processo a temperatura de um material esteja inde-pendente de fatores externos a 250ºC ? Vamos abordar, neste artigo, um tema amplamenteutilizado em todas as áreas onde precisamos de um controle realmente preciso de uma deter-minada grandeza física, o controle PID.
Figura 1 - Controle de nível por bóia.
Resumindo o funcionamento deles, temos queuma grandeza precisa ser controlada (temperatura,nível, pressão, vazão, pH, velocidade, posição,...).Para manter essa grandeza sob controle precisamosde algumas informações:
Juliano Matias
AUTOMAÇÃO
1 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - ABRIL/20021 8
• Valor desejado – Set-Point (SP);• Valor real ou valor do processo (PV);• Algoritmo de controle.Com base nessas informações, o controlador com-
para o valor desejado (SP) com o valor do processo(PV) e determina, com base no algoritmo de controle,
o valor de correção na saídado controlador para que o va-lor do processo (PV) se apro-xime do valor desejado (SP),conforme ilustra a figura 2 .
Existem alguns algorit-mos de controle que veremoscom maiores detalhes, osquais podem operar individu-almente ou trabalhar em con-junto, conforme a precisãoesperada do controle e tam-bém conforme o processo:
• Controle ON-OFF;• Controle com ação pro-
porcional (P);• Controle com ação inte-
gral (I);• Controle com ação deri-
vativa (D).
CONTROLE ON-OFF
É também conhecido como o controle de “duas posi-ções”, ou controle “liga e des-liga”. O sinal de saída temapenas duas posições quevão de um extremo ao outro,podendo ser: válvula abertaou válvula fechada, resistên-cia ligada ou resistência desli-gada, compressor ligado oucompressor desligado. Anali-semos pela figura 3 umcontrolador ON-OFF. Nesteexemplo temos um ambientecom temperatura controlada:o valor desejado de tempera-tura é dado pelo SP, o valoratual de temperatura (PV) émedido por um sensor de tem-peratura (por exemplo, umtermopar), a função do contro-lador é a de chavear a resis-tência tendo como parâmetroo valor de temperatura forne-cido pelo sensor de modo quemantenha a temperatura no
valor determinado pelo SP dentro do ambiente. Veja-mos agora, na figura 4 , que no instante 1 a tempera-tura tende a ficar abaixo do SP, nesse instante a re-sistência R é ligada através do relé K1 com a funçãode elevar a temperatura até o valor do SP, porém,devido à característica do processo a temperatura
Figura 2 - Comparação entre o SP (valor desejado) e o PV (valor do processo).
Figura 3 - Controlador ON-OFF.
Figura 4 - Detalhamento do chaveamento de R pelo controlador ON-OFF.

AUTOMAÇÃO
1 9MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
continua em queda durantealgum tempo, antes de mani-festar tendência ascendente.
O uso do controle ON-OFF é ideal em aplicaçõesonde a variável a ser contro-lada possui um tempo de res-posta lento. Alguns exemplosde controle ON-OFF:
• Estufas;• Ar-condicionado;• Ferro de passar roupa;• Refrigeração de motores
a combustão, entre outros.
CONTROLEPROPORCIONAL (P)
Em processos que reque-rem um controle mais suaveque aquele fornecido pelocontrolador ON-OFF, pode serempregado o controle propor-cional (P).
O controle proporcionalfornece uma relação linearfixa entre o valor da variávelcontrolada e o valor que oatuador de controle pode for-necer. Para ilustrar a ação deum controle proporcional, ve-rifiquemos a figura 5 . Este éum processo em que a temperatura de operação podevariar de 50ºC a 550ºC. O elemento controlador temum raio de ação que fornece ao processo uma faixade temperatura que vai de150ºC a 450ºC. O ponto cen-tral é 300ºC com uma faixade controle de ±150ºC. Quan-do a temperatura está em150ºC ou menos, o elementocontrolador é todo aberto.Quando a temperatura estáentre 150ºC e 450ºC, o ele-mento controlador movimen-ta-se para uma posição queé proporcional ao valor dagrandeza controlada. A 225ºCo elemento controlador está75% aberto, a 300ºC está50% aberto, a 375ºC está25% aberto e a 450ºC oumais o elemento controladorestá 0% aberto, isto é, com-pletamente fechado.
Com isso temos que a faixa de valores é de 300ºC,porém, esse número expressa uma porcentagem dafaixa total de excursão da temperatura, que é de 500ºC
(50ºC até 550ºC), portanto temosque a faixa proporcional expressa300ºC/500ºC, ou 60% de todo oalcance da escala.
Outra maneira de explicarmoso comportamento desse contro-lador é através do seu Ganho, queé a relação entre a porcentagemde variação do elementocontrolador pela variação propor-cional da grandeza. Assim temos:
Ganho = (% de variação do ele-mento controlador) / (% de varia-ção da grandeza controlada)
No nosso exemplo, o ganhoseria de: (100% no elementocontrolador) / (60% de variação nagrandeza) = 1,66.
Figura 5 - Ação de um controle proporcional.
Figura 6 - Diagrama eletrônico de um controle proporcional.
Figura 7 - Ilustração do off-set.

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - ABRIL/20022 0
Podemos dizer então, que:
Faixa proporcional = (100/Ganho)
Pensando eletronicamente, pode-mos visualizar um Controle Propor-cional na figura 6 , onde temos umcircuito subtrator com Amplificado-res Operacionais, no qual, calcula-mos primeiramente o erro entre o SPe o PV, e depois vem um amplifica-dor onde amplificamos o erro paracorrigir o valor PV alterado pelo pro-cesso. Nessa mesma figura pode-mos imaginar a seguinte situação: te-mos que controlar a velocidade de um motor e partire-mos do princípio de que o motor está rodando na ve-locidade determinada pelo SP.
• Uma alteração na carga do motor implicará emuma variação da rotação e, conseqüentemente, emuma variação do valor do PV que, por exemplo, estásendo gerado por um tacogerador;
• Essa variação implicará em uma alteração detensão na saída do subtrator, fazendo com que o cir-
cuito tente corrigir esse dis-túrbio alterando a tensão desaída que está acionando omotor;
• A alteração é propor-cional ao erro e dada peloganho do circuito amplifica-dor (R1/R2).
Porém, quando o circui-to se estabiliza ele não se es-tabiliza no set-point (SP), esim em um valor fora dele queé chamado de off-set (figura7). Esse erro é uma caracte-rística do circuito proporcio-nal e é maior quanto menorfor o ganho do circuito, tornan-do-se menor à medida que au-mentamos o ganho. Emcontrapartida, quando aumen-tamos o ganho aumenta-setambém a possibilidade de os-cilações na variável do proces-so, portanto, esse é um pa-râmetro que deve ser muitobem otimizado no controlador.
Para a correção desse off-set existem em alguns con-troladores industriais um rea-juste manual que soma ousubtrai do valor de saída umvalor correspondente à eli-minação do off-set (no nos-so exemplo da figura 6 oajuste manual soma ou sub-trai tensão).
CONTROLE INTEGRAL (I)
Quando se tem um siste-ma onde utilizamos umcontrolador proporcional, nasalterações da carga o reajustedo off-set deve ser feito de for-ma automática, e não manual-mente como citado acima.
Integrando-se o valor do erro no tempo obtemosesse reajuste; na prática o controle integral é utiliza-do em conjunto com o controle proporcional forman-do o controle proporcional - integral, o PI, conformemostram os gráficos da figura 8 .
Podemos entender mais claramente visualizandoum circuito eletrônico onde foi implementada umaação proporcional com a ação integral. Observe asfiguras 9 e 10 .
Figura 8 - Gráfico de um controle proporcional-integral (PI).
Figura 9 - Circuito integrador.

AUTOMAÇÃO
2 1MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
CONTROLE DERIVATIVO (D)
O ajuste derivativo aplica ao sistema uma cor-reção proporcional à velocidade com que o desvioaumenta.
A ação derivativa associada com a ação proporci-onal (PD) resulta em uma cor-reção antecipada a um des-vio que ainda não aconteceu,podemos chamar também desupercorreção, conforme ilus-tram os gráficos da figura 11 .
Após a grande correçãoinicial, o controlador começaa diminuir os seus efeitos dei-xando que as respostas pro-porcionais (com ou sem açãointegral em conjunto) posicio-nem o elemento de controlefinal. Podemos verificar nasfiguras 12 e 13 uma combi-nação das ações proporcio-nal e derivativa utilizando am-plificadores operacionais.
CONTROLE PROPORCIO-NAL INTEGRAL EDERIVATIVO (PID)
Processos onde o tempomorto é elevado (da ordem de2 minutos) e/ou retardos deprocesso são difíceis de con-trolar utilizando controles pro-porcionais com ação integralou proporcionais com açãoderivativa. Processos que te-nham a faixa proporcional aser posicionada extremamen-te ampla e onde o tempo dereajuste é bastante grande afim de se evitar oscilações. Ocontrole PID resolve esse pro-blema. Podemos verificar umcontrole PID em sua forma ele-trônica na figura 14 .
OTIMIZAÇÃO DECONTROLADORES PID
As condições de controlede um sistema PID podemser estudadas utilizandoalgoritmos de controle inte-grais e diferenciais, porém,
eles são muito complicados, nem sempre estão dis-poníveis, e demandam um tempo muito grande deanálise e, portanto, não são utilizados na prática.
Existem métodos mais simples de regulagem deum controlador, principalmente utilizando gráficos deresposta de variáveis do processo.
Figura 10 - Circuito eletrônico de um controle PI.
Figura 11 - Gráfico de um controle derivativo (D).

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - ABRIL/20022 2
Em uma malha de controle o objetivo é alcançar aestabilidade no menor tempo possível. Um controladorbem ajustado é aquele que tem um caimento de ¼,como mostra a figura 15 .
Método de otimização Ziegler-Nichols
O método de ajuste de con-troladores em malhas fechadas,mais conhecido e utilizado até hoje,foi desenvolvido em 1942 por J.G.Ziegler e N.B.Nichols, quando tra-balhavam na empresa americanaTaylor Instrument Company, da ci-dade de Rochester, Nova Iorque.Esse método, apesar de ser o maisantigo, ainda é o mais utilizado porinstrumentistas e profissionais daárea de controle de processos.
O método consiste em determi-nar um ganho chamado de ganhocrítico (Gu) e um período chama-
Figura 12 - Circuito diferencial ou derivativo.
Figura 13 - Circuito combinando ações proporcional e derivativa.
Tabela 1 - Equações de ajuste para controladores PID.
do período crítico (Pu). Para isso, deve-se seguir al-guns passos:
• Tira-se a ação integral e a ação derivativa docontrolador, deixando apenas a ação proporcional;
• Mantém-se o controlador em modo automáti-co em malha fechada;
• Ajusta-se o ganho do controlador em um nívelbaixo a fim de se evitar oscilações no sistema;
• Aumenta-se o ganho, passo a passo, até que aoscilação fique constante em amplitude e período,como ilustrado na figura 16 ;
Com base no ganho crítico e no período crítico osajustes do controlador são calculados para um ajus-te ideal do controlador.
Ziegler e Nichols observaram que em um controladorproporcional o ganho ideal é a metade do ganho crítico,isto é, Ganho = Gu/2 e, com esse ganho obtemos apro-ximadamente uma razão de caimento de ¼.
Através de testes, Zieglere Nichols descobriram que asequações mostradas na tabe-la 1 fornecem bons valoresde ajustes para controladoresPID. Deve ser observado queas equações são muito ge-néricas e existem várias ex-ceções.
CONCLUSÃO
Cada tipo de controlador éaplicável a processos que têmcertas combinações de carac-terísticas básicas. Ao se es-colher um tipo de controlador,deve-se escolher um que aten-da as necessidades de umaforma mais simples, sendoassim mais econômicas, porexemplo, a utilização de umcontrolador PID onde poderiamuito bem ser utilizado umcontrole ON-OFF.
A FÁBULA DO REGULA-DOR PID E DA CAIXA
D’ÁGUA
Achei a estória tão inte-ressante que decidi incorporá-la ao artigo. Trata-se de umafábula contada pela primei-ra vez aos professores daUniversidade Técnica deBruxelas.

AUTOMAÇÃO
2 3MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
Era uma vez uma pequena cida-de que não tinha água encanada.Mas, um belo dia, o prefeito mandouconstruir uma caixa d’água na serrae ligou-a a uma rede de distribuição.A ligação da caixa com o rio foi feitapor meio de uma tubulação. Nessatubulação colocou-se uma válvulapara restringir ou aumentar a vazão.Faltava somente uma pessoa paraacionar a válvula.
Enfim, foi empregado umvelho sem quaisquer conhe-cimentos técnicos. Apesardisso, executou o seu servi-ço durante muitos anos, limi-tando-se a manter o níveld’água na caixa tão constantecomo podia, alterando a vazãosempre que necessário.
Quando o velho alcançou aidade da aposentadoria, os seustrês filhos de nomes Isidoro,Pedro e Demétrio ofereceram-se para substituir o pai.
Cada um queria resolver atarefa da maneira mais sim-ples possível. Discutiram aspossibilidades de instalaruma válvula acionada porbóia. Ou de um ventil eletro-pneumático, ou de um regu-lador hidráulico, etc...
Certo dia, em meio a es-sas discussões, apareceu umprimo de visita à casa. Sen-do esse, engenheiro, pediram-lhe a sua opinião quanto àsidéias em discussão.
O primo pensou e, ao in-vés de apontar uma das al-ternativas como a melhor,perguntou qual a característi-ca de função que possuíamos reguladores por eles idea-lizados.
Ficando os três irmãos umpouco desapontados, pois es-peravam uma resposta maisconcreta, o primo explicou:mais de um tipo de reguladorpoderá servir para solucionaro caso, desde que sua fun-ção obedeça as seguintes ca-racterísticas principais:
1) Dando-se uma varia-ção do valor desejado, o re-gulador deverá eliminá-la rá-pida e energicamente, res-tabelecendo o ajuste comexatidão.
2) Terá que alcançaresse ajuste sem provoca-ção de oscilações no valordesejado, não influenciandoassim outros valores que
Figura 14 - Controle proporcional, integral e derivativo.
Figura 15 - Controlador com caimento de 1/4.
Figura 16 - Gráficos pelo método de otimização Ziegler-Nichols.

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - ABRIL/20022 4
dependam de qual está sendo regulado. (Ex: do ní-vel de água depende a pressão na rede de distri-buição).
Assim, no começo do dia, Isidoro, o filho mais ve-lho, encontra-se no lugar do pai. É um rapaz simples,mas metódico. Quando nota que o nível d’água está10 cm abaixo do nível desejado, pensa que o consu-mo aumentará. Por isso começa a abrir a válvula len-tamente de maneira contínua, constatando ao mes-mo tempo que, pouco a pouco, o nível abaixa maisdevagar, depois se estabiliza e, enfim, começa a su-bir. No entanto, Isidoro abre a válvula ainda mais atéque alcance o nível anterior. Pouco depois, Isidoropercebe que a água continua a subir, estando já aci-ma do nível desejado. Por isso, só com a metade davelocidade Isidoro começa a fechar a válvula, resta-belecendo pouco a pouco o nível exato. Mas, a águacontinua baixando. Assim, Isidoro vê-se forçado a re-petir a sua manobra ainda algumas vezes sem que aágua se mantenha no nível desejado.
Isidoro é a própria imagem integral de controle, cujavelocidade de ação é proporcional ao desvio. Isidoroacionará a válvula enquanto este existir, sem nuncaalcançar estabilidade por ter a zona de regulagem tam-bém comportamento integral.
Em termos matemáticos pode-se dizer que paraum desvio “X” do valor regulado, a ação integral é umamanobra do órgão de controle, que pode ser repre-sentada pela fórmula:
∫= dtxfy ..
Ao meio dia, Pedro substitui seu irmão Isidoro.Pedro possui o costume de calcular tudo que faz. Elepercebe logo que, quando o nível d’água se encontra10 cm abaixo do nível desejado, deve dar 5 voltas aovolante da válvula no sentido de abertura para elimi-nar o desvio. Por outro lado, Pedro não se preocupamuito em voltar ao nível original, contentando-se emestabilizar o mesmo. Pensa consigo que este voltaráà marca certa assim que diminuir o consumo na al-deia. Pedro descansa até constatar que o nível efeti-vo encontra-se 5 cm acima do desejado. Conformeseu cálculo, Pedro aciona o volante da válvula 2,5voltas em sentido de fechamento, estabilizando as-sim o nível novamente.
Sua manobra é segura e rápida. Mas, quanto àexatidão, Pedro diz que somente é preciso conservar“aproximadamente” a pressão d’água para satisfazeras necessidades da sua cidade.
Pedro é a própria imagem da ação de controle pro-porcional, que pode ser representada pela fórmula:
)( xfy =
Ao fim do dia, Demétrio toma conta do serviço.Demétrio é o mais sofisticado dos três irmãos. Nãose preocupa somente com o valor do desvio, mastambém com a velocidade com a qual este se altera.Caso a água desça rapidamente 10 cm abaixo donível desejado, Demétrio dá de uma só vez 10 voltasno volante da válvula em sentido de abertura. Vendodepois que a água sobe devagar, fecha também de-vagar a válvula, e mais devagar quanto menor for avelocidade de aumento de nível, até chegar progres-sivamente à abertura inicial. Caso a água ultrapasseo nível desejado por 5 cm, Demétrio executa a mes-ma manobra de antes, porém em sentido contrário e,além disso, 50% menos acentuado.
Demétrio é a própria imagem da ação diferencial,cujo valor é diretamente proporcional ao grau do des-vio e inversamente proporcional à duração deste, po-dendo ser representada pela fórmula:
O prefeito encontrou-se diante uma decisão difí-cil. A qual dos candidatos deveria dar o empregodefinitivo?
Isidoro, a imagem do comportamento integral, de-morou bastante tempo para restituir o nível desejadona caixa d’água. Verdade é que ele acertou todas asvezes o nível exato. Seu método, porém, resultounuma instabilidade absoluta, porque, devido à suaatividade contínua, diversas vezes o nível osciloufortemente. Seu único recurso contra esse inconve-niente foi acionar a válvula lentamente. Mas, na pro-porção que a manobra era lentamente executada, au-mentou-se o tempo que a população deveria esperaraté receber água mesmo nos bairros mais elevados.
Pedro, a imagem do comportamento proporcionalobteve um resultado diametralmente oposto. Seu mé-todo não resultou em oscilações do nível nem emdesvios consideráveis. Mas também não foi capazde assegurar o nível exato.
Demétrio, a imagem do comportamento diferenci-al, trabalhou com energia exagerada demais. Abrindoou fechando abruptamente a válvula, deu praticamen-te uma chicotada na vazão. Por causa dessa atitudebrusca, provocava fortes variações de pressão na rede,não conseguindo também estabelecer o nível exato.Assim, apesar de todos seus esforços, os habitantesda cidade acharam o seu serviço o menos satisfatório.
Diante desses resultados o prefeito decidiu com-binar o trabalho dos três candidatos para verificar oefeito. Para esse fim mandou colocar dois tubos deligação a mais entre o rio e a caixa d’água.
Demétrio, porém, encontrava-se impedido, assimque Pedro e Isidoro trabalharam em conjunto, mano-

AUTOMAÇÃO
2 5MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
brandocada umem umaválvula dife-rente de acor-do com o seupróprio método.
Quando o nível d’água encontra-se 10cm abaixo do nível dese-jado, Pedro abre a válvula,dando cinco voltas ao volante, acaban-do assim com a queda d’água.
Isidoro, por sua parte, executa o seu trabalho len-tamente e continuamente até reconduzir o nível d’águaao valor desejado. Desta vez ele não precisa preocu-par-se com a variação de consumo na cidade. É sufi-ciente que ele corrija a inexatidão do serviço de Pedro.Assim, sua manobra é restrita e não provoca mais,por aberturas exageradas da válvula, a instabilidadedo nível.
O método conjunto de Pedro e Isidoro é a própriaimagem da ação proporcional-integral, caracterizadapela estabilização instantânea do nível desejado e poruma excelente exatidão graças à ação integração deIsidoro.
No dia seguinte é Isidoro que se encontra impedi-do, Pedro e Demétrio vão trabalhar.
“Desvio de nível de 10 cm abaixo”.Pedro, como sempre, estabiliza imediatamente por
uma ação proporcional (abertura de 5 voltas). Demétrioabre sua válvula de 10 voltas de uma vez (ação dife-rencial), exagerando a alimentação, prevê a inércia dasubida e fecham as dez voltas num tempo proporcio-nal à inércia estimada por ele. Ele sabe que Pedro jáfez o trabalho principal e que a sua própria chicotada
serve apenas para restabelecermais rapidamente o nível exa-
to. Ele confia mais nasua estimativa doque na marca de ní-vel, e como Pedro,ele não lê o des-vio residual apósa sua manobra.
Pedro parou a quedapor uma ação medida
e imediata. Demétrioacrescentou uma manobra
enérgica, mas esporádica, queexagera a ação momentanea-
mente, acelera o restabeleci-mento e diminui o desvio.
Mesmo assim, o nível prescri-to não está ainda exatamente res-
tabelecido.A ação PROPORCIONAL-DIFE-
RENCIAL é caracterizada por uma es-tabilização imediata no momento em que
o desvio acontece. Um exagero da açãopara obter uma absorção rápida do des-vio, mas também, infelizmente, uma cer-ta imprecisão final do resultado.
No dia seguinte, finalmente, os três tra-balham juntos e cada um ao seu modo. Para
uma queda de 10 cm, Pedro abre 5 voltas,Demétrio exagera a ação (diferencial) até 10 vol-
tas, para depois cancelar a manobra num tempo queé em função da inércia do aumento de nível. Isidoro,como de costume, não tem pressa, abre a válvuladevagar (integraliza), até o momento em que ele cons-tata que o nível prescrito é atingido, mas desta vez, asua manobra é bem menor, porque antes dele, osseus irmãos já fizeram o principal. Pedro efetuou acompensação da perturbação. Demétrio, o exageroque elimina energicamente o desvio. Isidoro determi-na a precisão final da operação. Ele tomou cuidadopara que nenhum desvio residual subsista.
A ação PROPORCIONAL – DIFERENCIAL - IN-TEGRAL é a combinação perfeita que reúne:
• A compensação imediata da perturbação pro-porcional;
• O exagero necessário para combater a inérciade mudança de nível (diferencial);
• A volta exata ao valor prescrito (integral).Em recompensa pela eficiência, a prefeitura con-
trata os três como encarregados do chafariz para con-tento geral da aldeia, a não ser um único habitante...O Tesoureiro municipal, que pensa: “Eu devo agorapagar três encarregados em vez de um. Vou ter queaumentar o preço da água”. l
AUTOMAÇÃO
2 5MECATRÔNICA ATUAL Nº 3 - ABRIL/2002

ESPECIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/20022 6
TESTE DETESTE DETESTE DETESTE DETESTE DEESTESTESTESTESTANQUEIDADEANQUEIDADEANQUEIDADEANQUEIDADEANQUEIDADE
Vicente Della Volpe
O QUE É UM TESTE DE ESTANQUEIDADE?
É o processo que verifica a integridade de uma peçaou componente quanto a vazamentos. É um passo im-portante do processo de controle de qualidade.
Por conseqüência, é também um importante indi-cador na avaliação do seu processo produtivo.
O que é um vazamento?
Por definição, vazamento é um fluxo de uma subs-tância através de uma parte estrutural via um orifício(furo) ou uma trinca.
Imagine que você tenha três substâncias: água,óleo 90, e cera sólida.
Agora coloque cada substância dentro de recipi-entes idênticos, cada um tendo o mesmo tamanho etipo de furo, digamos 1/128” (aprox. 0,2 mm) comoreferência.
Perguntamos:Todas as três substâncias vazam?Todas elas têm a mesma taxa de vazamento?Embora a água e o óleo neste exemplo possam
vazar com diferentes taxas, a cera sólida em princí-pio não vazará.
Por que?O peso molecular de cada substância é diferente
e as características de fluxo (ou viscosidade) não sãoas mesmas. A água tem uma menor viscosidade queo óleo 90 e, portanto, irá vazar mais rapidamente.
Podem passar alguns minutos até vazar comple-tamente a água, enquanto que o óleo 90 pode levarhoras, dias ou semanas.
O que dizer sobre a cera sólida?Por definição (ver acima) ocorre vazamento? A res-
posta é não; entretanto, o recipiente tem um pequenoorifício que permitiu que a água e o óleo vazassem.
Por que testar?
Existem várias razões para testar a estan-queidade:
• Redução no custo de montagens de peças;• Melhoria na confiabilidade do produto;• Melhoria da satisfação do cliente;• Proteção do ambiente;• Ajuda no controle do processo de fabricação;• Etc.
Quais são algumas das causas específicas devazamento?
• Trincas, furos, porosidade;• Solda ou brazagem incompleta, solda fraca,
aglomerante/colagem;• Assentamento impróprio de componentes, ajus-
tes, apertos ou montagens impróprias, componentesfaltantes, vedações defeituosas;
• Defeitos de superfície de acabamento.É importante conhecer e entender o que pode cau-
sar um vazamento na sua aplicação.Vazamentos podem ocorrer para dentro ou para fora
de um recipiente. Vedações, por exemplo, podem não per-mitir vazamento em uma direção, mas permiti-lo em outra.
Conhecer as causas do vazamento é essencialpara se obter um bom teste.
Nesta edição vamos abordar o Teste de Estanqueidade ou Teste de Vazamento como tam-bém é conhecido, que tem enorme importância no processo de controle de qualidade da indús-tria moderna, sendo largamente aplicado nos setores automotivo, eletrodoméstico,eletroeletrônico, médico-hospitalar e em outros setores fabricantes de peças e componentes.

ESPECIAL
2 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
Qual Método de Teste ou Tecnologia a ser Utilizada?
Decidir sobre o método de teste ou a tecnologia aser utilizada não é uma tarefa simples. Existem mui-tas considerações, a mais importante é determinar a“Especificação de Teste” que seja correta para suaaplicação.Também é importante entender que “vir-tualmente tudo vaza” em algum nível.
Pode levar segundos, minutos, horas, dias, sema-nas, meses, anos, décadas ou séculos para vazar,mas virtualmente tudo vaza. Na maioria das vezesum produto irá desenvolver uma razoável performanceantes de qualquer falha. Algumas considerações paraselecionar a Tecnologia ou Método de Teste, seriam:
• Quanto vazamento é permitido?• Qual é minha especificação de teste?• Qual o valor do investimento?• É necessário localizar o vazamento?• Qual a produção requerida?• De que material é feita a peça ou componente?• Quais são as condições ambientais (temperatu-
ra, contaminação, etc...)?• Existe influência do operador?Esses são alguns itens importantes que irão
orientá-lo na aplicação do teste de estanqueidade dasua peça ou componente.
Considerações na escolha datecnologia adequada
Existem várias tecnologias para detectar vazamen-tos, disponíveis no mercado.
Escolher a tecnologia mais adequada para cadacaso depende de análise de alguns fatores tais como:
• Especificação do cliente;• Taxa de vazamento ou localização do vazamento;• Sensibilidade requerida para detectar a taxa de
vazamento;• Produção (qual o tempo permitido para o teste para
que o mesmo não represente gargalo na sua produção);• Material da peça ou componente;• Volume e configuração da peça;• Estabilidade da peça quanto à temperatura;• Influência do operador;• Condições ambientais;• Contaminação.
Principais tecnologias disponíveis no mercado.
• Tanque d’água;• Perda de pressão;• Fluxo de massa;• Espectrômetro de massa a vácuo;• Espectrômetro de massa a gás hélio;• Acústica por ultrassom;
• Detectores alógenos;• Detectores por condutividade térmica.
Qual a especificação do seu teste deestanqueidade?
Determinação de Taxa de VazamentoTaxa de vazamento é determinada por:Perda de pressão ou um volume de uma substân-
cia fluindo a partir de um orifício por um período detempo.
Ex: Kpa/segundo ou sccm
Unidades de pressão normalmente utilizadas• PSI – Pascal – MPa – inWC – atm – KPa – bar
– mbr – mmHg
Unidades volumétricas normalmente utilizadas• SCCS (standard centímetros cúbicos por segun-
do). Tipicamente usado para pequenos fluxos (menosque 0,10 sccm).
• SCCM (standard centímetros cúbicos por minu-to). Tipicamente usado para médios fluxos (entre 0,10sccm e 1.000 sccm).
• LPM ( Litros por minuto) Tipicamente usado paraaltos fluxos (acima de 1.000 sccm)
Unidades de tempos normalmente utilizadas• Segundos, minutos, horas.
Conversão de Perda de Pressão/Tempo emFluxo.
Algumas especificações são fornecidas como:perda de pressão/tempo.
Outras são definidas usando fluxo como unidadede medida. A conversão é simples:
LR = (V x Dp x 60) / (T x 14,7)
onde:LR = Taxa de vazamento (cc/m);V = Volume do sistema (peça mais pneumáticos)
a ser testado (cc);DP = Mudança de pressão (psi);T = Tempo de teste (segundos);14,7 = Atmosfera (psi);60 = conversão para minutos.Essa fórmula dará o resultado em sccm (centí-
metros cúbicos por minuto).Exemplo:Suponha que se deseje testar uma peça que tem
um volume de 1.000 cc. e a especificação admite

ESPECIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/20022 8
perda de pressão máxima de 0,060 psi em 60 segun-dos. Usando a expressão acima encontraremos quea LR (taxa de vazamento) é igual a 4,08 sccm. Umerro comum é adaptar perda de pressão/tempo parauma família de peças.
Em casos como esses, usualmente, todas as pe-ças de uma mesma família são testadas com a mes-ma especificação perda de pressão/tempo.
Ao usar tal método, uma peça de maior volumeda mesma família, terá um fluxo maior que uma peçade menor volume embora a aplicação possa ser si-milar ou a mesma.
Empregando o mesmo exemplo acima, mas ago-ra testando uma peça similar de maior volume (2.000cc) da mesma família de peças, você obterá um re-sultado de fluxo de 8 sccm.
Como você pode ver, a especificação de testepara esse exemplo permite o dobro de fluxo em rela-ção ao primeiro exemplo. Ambas as peças, porém,podem estar possivelmente aplicadas para o mesmotipo de trabalho. Portanto é recomendável convertersua especificação de teste para Taxa de VazamentoVolumétrico/ Tempo em vez de Perda de Pressão/Tempo. Nesta edição vamos nos deter na tecnologiapor Perda de Pressão/Vácuo, que tem enorme abran-gência nas aplicações na indústria moderna, e quevem substituindo de forma acentuada os testes emtanque d’água.
TECNOLOGIA POR PERDA DE PRESSÃO
Princípio de funcionamento
A figura 1 mostra as principais características ecomponentes de um equipamento que utiliza estatecnologia. O princípio básico se resume em vedar epressurizar com ar uma peça ou componente, isola-lá da fonte de ar e medir a mudança de pressão du-rante um certo período de tempo.
Em sua forma simples, o processo de teste deestanqueidade por perda de pressão requer uma fon-te de ar limpo e seco, um regulador de pressão, vál-vulas de preenchimento/exaustão, e de isolação,temporizador, e um medidor de pressão.
Depois de isolar a peça da fonte de ar, um certoperíodo de tempo deverá ser proporcionado para es-tabilizar as condições de turbulência que ocorreminternamente. Após a estabilização, é medida a perdade pressão por unidade de tempo do circuito de teste.
A perda de pressão medida é, então, comparadaà taxa de vazamento especificada usando-se um pa-drão de referência de vazamento.
Sensibilidade
A sensibilidade de um sistema por perda de pres-são é limitada ao tempo de espera (ciclo de teste),resolução do medidor, condições do ambiente e con-dições da peça.
Embora a sensibilidade de um instrumento mo-derno de teste possa exceder 10-³ sccs, na prática,em ambiente de produção, na maioria dos casos sesitua em 10-² sccs.
Figura 1 - Características e componentes de um equipamentoque utiliza a tecnologia por perda de pressão.

ESPECIAL
2 9MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
Aplicações gerais
• Especificações maiores que 10-² ccs;• Alta produção;• Testes do tipo aprovado/reprovado, com resulta-
dos quantitativos;• Peças de material rígido;• Peças menores de material rígido, com taxas de
vazamento menores.Além de amplas aplicações nos setores
automotivos, eletroeletrônicos, médico-hospitalar eoutros diversos setores fabricantes de peças e com-ponentes. Alguns exemplos de aplicações:
• Componentes de freios;• Componentes do sistema de combustível;• Direção hidráulica;• Bombas de água e óleo;• Baterias;• Radiadores;• Componentes do sistema refrigerante;• Válvulas;• Bombas;• Reservatórios;• Catéteres;• Outros.
Custo do equipamento e complexidade
Custo baixo a moderado, dependendo da comple-xidade dos dispositivos de fixação e vedação.
Vantagens• Equipamento basicamente simples;• Proporciona informações quantitativas de taxa
de vazamento para SPC;• Excelente para processos de alta produção;• Os resultados de teste independem do operador;• Alta repetitibilidade para peças pequenas com
baixas taxas de vazamentos.Restrições• Não indica local do vazamento;• Sensibilidade limitada pelo volume da peça e tem-
po de teste;• Sofre influência com as mudanças de tempera-
tura da peça e do ambiente;• Tempo de teste para peças de grande volume
com pequenas taxas de vazamento.
Estão disponíveis no mercado instrumentos paratestes por Perda de Pressão, com tecnologia bastan-te avançada que utiliza transdutores de pressão econversores integrados analógico-digitais de 21 bits quepossibilita aos seus instrumentos excelente sensibili-dade. Durante o ciclo de teste um microprocessadorpode detectar variações de pressão de até 0,0001 psie calcular a taxa de vazamento (sccm) resultante.
Utilizam software multitarefas que permite ao ope-rador o uso do terminal a qualquer momento sem in-terferir com o teste em andamento.
Tipos diferentes de tarefas realizadas pelosoftware.
• Operação de teste de estanqueidade, incluindocontrole de dispositivos;
• Display de informações;• Parâmetros de tempos, pressão, vazamento,
contadores;• Comunicação serial via computador/impressora;• Dados de teste, informações de calibração, esta-
belecimento de parâmetros de calibração e autoteste;• Seqüência de calibração automática e sistema
de autoteste;• Configuração do instrumento;• Controles, segurança, método de teste, estabe-
lecer transdutor, unidades de medidas.O painel de programação permite estabelecer/mu-
dar/revisar os parâmetros de tempo, pressão e vaza-mento, além de configuração do instrumento e de per-mitir o estabelecimento de comunicação dos resulta-dos/dados de teste via rede.
Conta ainda com recursos de compensação dinâ-mica, para minimizar os efeitos de mudanças de tem-peratura da peça ou ambiente.
Algumas versões de instrumentos são fornecidascom outputs (sinais de saída) programáveis para ope-rações básicas de controle de dispositivos de fixa-ção e vedação em conexão com o teste deestanqueidade, o que permite simplificar enormementeo projeto do sistema de automação.
Esperamos que esta matéria tenha sido de seuinteresse, e nos colocamos à sua disposição paraquaisquer esclarecimentos.
EMPRESAS QUE SERVIRAM DE REFERÊNCIAS BIBLIOGRÁFICAS
Cincinnati Test Systems Inc .http://www.cincinnati-test.com
Representante exclusivo noBrasil e Argentina
VDV Comércio e Representações Ltda .R. Soldado Arlindo Saldanha, 18 cj.32
07090-151 Guarulhos SPTel: (0xx) 11 6468 0301Fax: (0xx) 11 6461 0613Email: [email protected]

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - aBRIL/20023 0
Acredito que o exemplo mais nobre da Engenharia deAutomação de Sistemas (ou Mecatrônica) é a máquina-ferramen-ta. Esse equipamento é um verdadeiro organismo pois, em umamesma máquina, temos: eletrônica, eletrotécnica, eletropneu-mática, eletro-hidráulica, mecânica de precisão e um software re-sidente. Tudo isso deve trabalhar de uma forma harmônica.
Ao mesmo tempo, a precisão, força e repetitibilidade das par-tes móveis (eixos) atingem níveis muito superiores quando com-paradas a qualquer outro sistema.
A proposta deste artigo é analisar, através de conceitos sim-ples e práticos, o princípio de funcionamento dessas incríveismáquinas. E, como de costume, acrescentamos algumas di-cas de service que podem ser úteis ao técnico de campo.
Boa leitura!
Alexandre Capelli
AUTOMAÇÃO

AUTOMAÇÃO
3 1MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
O QUE É CNC ?
O CNC (Comando NuméricoComputadorizado ) é um computadordedicado ao controle de movimentodos eixos de uma máquina operatriz.
O movimento de cada eixo, comoveremos mais detalhadamente a se-guir, é “traduzido” em grandezas nu-méricas por dispositivos especiais e ,então, processado pelo CNC.
Por sua vez, o CNC é programadocom o formato da peça que deve serusinada e , através de interfaces , co-manda os servo-motores para execu-tar os movimentos coordenados (fi-gura 1).
e, finalmente, em 1953 ocorreu suademonstração prática. Já no final dadécada de 50, os principais fabrican-tes de aviões utilizavam máquinascom comando numérico.
A grande precisão de usinagem ealta capacidade produtiva eram (e atéhoje são) características fundamen-tais para a indústria aeronáutica da-queles tempos.
No início da década de 60 essasmáquinas começaram a se moderni-zar, e os padrões EIA 244 e ASCII jáeram utilizados como sistemas de in-trodução de dados.
Com o surgimento dos CircuitosIntegrados, as máquinas com CNCpuderam ficar mais compactas e ver-sáteis.
Em 1977, as máquinas com CNCforam equipadas com microproces-sadores. Hoje, essas máquinas po-dem operar com um número indefini-do de eixos.
Os recursos gráficos em 3D, e amanutenção via Internet já fazem par-te da nossa realidade (figura 2).
ESTRUTURA DE UMAMÁQUINA CNC
A figura 3 mostra a estrutura bá-sica de uma máquina automatizadacom CNC . No exemplo, a máquinase refere a um torno , pois possui doiseixos coordenados (X e Z), e um eixoárvore (eixo da placa de fixação dapeça a ser usinada). O CNC comuni-ca–se com a periferia da máquinaatravés do módulo I/O (input / output),isto é, todos os sensores “fim-de-cur-so”, relés, contadores e eletroválvulas,responsáveis pelo bom funcionamen-to da máquina , são ativados (ou li-dos) através do I/O. Essas informa-ções são enviadas e processadas peloCNC .
O CNC comanda os servomotoresatravés de um drive de potência : oinversor de freqüência . O inversor jáfoi estudado na edição anterior da re-vista "Mecatrônica Atual", portanto,não entraremos em maiores detalhessobre seu funcionamento. O que im-porta agora, é que ele controla a po-
BREVE HISTÓRICODO CNC
As pesquisas para o desenvolvi-mento do CNC iniciaram-se, durantea Segunda Guerra Mundial. A neces-sidade de produzir-se peças de pre-cisão e em grandes lotes para a fabri-cação de aviões de guerra uniram es-forços de duas entidades: Instituto deTecnologia de Massachussetts, e aU.S. Air Force (Força Aérea dos Esta-dos Unidos).
Em 1949 surgiu a primeira máqui-na equipada com comando numérico
Figura 1 - CNC Mach9 Romi
Figura 2 - Centro de usinagem Discovery 4022. Máquina da fabricação ROMIequipada com CNC.

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - aBRIL/20023 2
tência (torque + velocidade) do motoratravés de um sinal analógico de co-mando oriundo do CNC.
Esse sinal varia de 0 a 10 Vcc, e apotência no motor é diretamente pro-porcional ao seu valor.
Para os servomotores ligados aoseixos coordenados ( X e Z ), temosum dispositivo que indica a corretaposição em que o eixo encontra-se.Esse dispositivo é o encoder, que tam-bém será analisado nesta edição. Oencoder é um transdutor óptico, quegera pulsos seriais de referência. Es-ses pulsos são contados pelo CNC e,então, processados como unidade dedeslocamento.
Por exemplo, um eixo quando semovimenta 1 mm gera 2400 pulsos aoCNC. O CNC não “enxerga” o deslo-camento, mas sim os pulsos. Esse tipode medida de deslocamento é chama-da indireta, pois o movimento lineardo eixo é expressado através de umrotativo do encoder. Notem pela figu-ra 3 que apenas os eixos X e Z pos-suem encoder , visto que o eixo árvo-re apenas “gira” .
Algumas máquinas que necessi-tam de altíssima precisão de rotaçãodo eixo-árvore utilizam um encoderpara esse eixo , com a finalidade decontrole de rotação. Essa aplicaçãonão é muito comum, porém não é raratambém!
Figura 3 - Estrutura de uma máquina com CNC.
A figura 4 ilustra as disposiçõesdos eixos em um torno.
Os servomotores não são visíveisnessa figura, porém são eles os res-ponsáveis pela movimentação decada eixo.
A figura 5 ilustra como o fuso deesferas “ transforma” o movimento an-gular (rotativo) do servomotor em umlinear para a mesa do torno.
Provavelmente, para quem nãoestá acostumado com máquinasautomatizadas com CNC, o processotodo pode estar um pouco “obscuro”.
Não se espante, até o final desteartigo tudo estará esclarecido. Vamosfazer um resumo:
CNCÉ o computador responsável portodo o funcionamento da máqui-na. Dentro do CNC está o progra-
Figura 5 - Movimento do eixo através do fuso de esferas.
Figura 4 - Estrutura básica de um torno.

AUTOMAÇÃO
3 3MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
ma correspondente ao formato dapeça a ser usinada. Ele comuni-ca-se com todos os sensores atra-vés do módulo I/O e com osacionamentos (inversores) doseixos, através dos sinaisanalógicos de comando. O “feed–back” do movimento é feito atra-vés do encoder.
I/OCada eixo possui uma chave fim-de-curso. Além disso, dispositivose acessórios especiais (bombasde refrigeração, acionamento decontraponto, etc.) comunicam-secom o CNC através do módulo I/O. Normalmente , temos um re-curso no CNC, que permitevisualizarmos o status de cadaendereço do I/O na tela da má-quina. Caso uma válvula não obe-deça a um comando, por exem-plo, podemos entrar na tela destatus e verificar se o defeito édevido à ausência de comando doCNC, ou se a própria válvula estácom defeito.
INTERFACE HOMEMMÁQUINA (IHM)
A interface homem – máquina ,mais conhecida como IHM , é a uni-dade responsável pela introdução eleitura de dados. É através dela que oprograma é instalado na máquina. Afigura 6 mostra uma IHM típica de fa-bricação ROMI. Notem que temos umteclado alfanumérico e um monitor de9 polegadas.
ao CNC e evitar cabos longos entre oteclado alfanumérico e a CPU (CNC).Cabe lembrar que , devido ao alto ruí-do elétrico gerado pela motorizaçãoe inversores , devemos utilizar cabose fios com a menor distância possí-vel. Isso, com certeza , aumentará aimunidade a defeitos esporádicos.
SensoresA maior parte das máquinas CNCutilizam uma linha de 24 Vcc paraalimentar os diversos sensores .Essa tensão, eletronicamente fa-lando, é relativamente alta , au-mentando assim a imunidade aruídos elétricos. A figura 7 ilustraum canal de I/O. Normalmente,um módulo I/O tem, em média, de16 a 32 entradas e saídas digi-tais. Cada uma delas assemelha– se à da figura 7 . Notem que te-mos um opto - acoplador logo naentrada. Isso possibilita uma“isolação” entre o comando (CNC)e a periferia da máquina. Casoalgum sensor se queime, ou algoentre em curto-circuito , com essatécnica as chances do CNC dani-ficar-se diminuem.
nica (cavacos quentes). Fica claro queo risco de haver um curto-circuito nes-sas etapas é muito maior do que comos componentes abrigados dentro dogabinete elétrico. Por esse motivo, asvárias fontes aumentam a segurançada máquina.
UNIDADE REGENERATIVA
O inversor de freqüência, doravan-te chamado “acionamento”, de maiorpotência em uma máquina CNC é odo eixo-árvore. Todo o esforço mecâ-nico da usinagem fica submetido aesse eixo. Os eixos coordenados (X eZ), como atuam somente como “avan-ço” da ferramenta de corte, não sãotão exigidos, portanto, sua potência ébem menor.
A potência do eixo-árvore varia demáquina para máquina , dependen-do do “porte” e aplicação da máquina.As mais comuns situam-se entre 7,5e 30 HP.
O movimento rotativo do eixo-ár-vore, no momento da frenagem, dis-sipa uma quantidade de energia mui-to grande. Esse fenômeno ocorre de-vido à inércia da massa da placa defixação da peça usinada, somada àmassa da própria peça. Essa energiapode ser absorvida de duas manei-ras: regeneração, ou dissipação .
A regeneração é um processo emque, quando o motor passa a funcio-nar como gerador (frenagem), oacionamento devolve a energia gera-da para a própria rede elétrica.
A figura 9 traz o esquema genéri-co. Como já foi dito nos artigos anteri-ores sobre inversores de freqüência,
A IHM possui um processador pró-prio. Essa técnica tem duas finalida-des: poupar tempo de processamento
Figura 6 -IHM Mach 9 ROMI.
A maioria dos CNCs possui umafonte de alimentação interna. Essafonte é do tipo chaveada, e alimentaapenas o CNC. Para a linha de 24 Vcctemos outra fonte que, normalmente,é linear. A figura 8 apresenta um es-quema de distribuição elétrica simpli-ficado de uma máquina. Aqui também,a vantagem de termos várias fontes,ao invés de uma única para todo o sis-tema, é a isolação galvânica entre osdiversos circuitos . Além disso, váriossensores são colocados em locaissujeitos a alta temperatura, agressãoquímica (óleos refrigerantes) e mecâ-
Figura 7 - "Célula" do módulo I/O.
Figura 8 - Distribuição da alimentação.

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - aBRIL/20023 4
o barramento DC alimenta o módulode potência formado pelos IGBTs. Noregime em que o acionamento entre-ga potência ao motor, esse convertea energia elétrica em mecânica. A ten-são no barramento DC nessa situa-ção , mantém-se em níveis “baixos”(aproximadamente 450 Vcc). Quandoo acionamento interrompe o forneci-mento de energia ao motor, este con-tinua girando por inércia. O motor ago-ra passa a ser um gerador. Essa ener-gia faz com que a tensão nobarramento DC suba. Como a unida-de regenerativa está monitorando atensão nesse ponto, imediatamente ,seus circuitos internos “ invertem” atensão “DC” em “AC” novamente e ,após casar o sincronismo com a ten-são AC da rede, devolvem a energiaexcedente para a rede elétrica.
Embora esse circuito seja relativa-mente complexo , para quem possuium número grande de máquinas , éum investimento que vale a pena, poisa economia de energia elétrica é con-siderável.
Esse processo de regeneração éutilizado em vários outros setorestecnológicos. O mais nobre exemploé o Metrô de São Paulo. Muitas ve-zes, um trem que está parado emuma estação aguarda a aproximaçãodo outro trem. Quando esse chega ,devolve a energia da frenagem paraos trilhos, que é utilizada na partidado outro trem.
Nesse caso, como as massas deambos os trens são semelhantes, otrem da frente consegue vencer a inér-cia sem “gastar” energia da concessi-onária (rede).
A dissipação, por outro lado, é umprocesso mais simples. A unidade nãonecessita procurar sincronismo coma rede, nem tampouco inverter a ten-são DC em AC. Na verdade, a unida-de dissipativa apenas monitora a ten-são do barramento DC . Quando estaultrapassa determinado valor, a uni-dade liga um resistor de potência emparalelo ao barramento. Esse resistordissipa a energia excedente na formade calor, não devolvendo nada para arede elétrica. Obviamente esse circui-to é bem mais simples e barato, po-rém, não economiza energia elétrica.Normalmente , a escolha da unidade
(regenerativa ou dissipativa) é feitano ato da compra da máquina comoacessório. A figura 10 mostra um di-agrama simplificado dessa unidade.
Figura 9 - Unidade regenerativa.
Figura 10 - Unidade dissipativa.
RESOLVENDO PROBLEMASComo é de costume em nossos artigos, reservamos uma parte para aquelesque já possuem o equipamento, e desejam respostas para alguns problemasclássicos. Seguem as dicas:
Problema: Solução possível:
- A máquina não referencia - Verificar sensores fim de curso, eparâmetros dos eixos
- A máquina dá choques na carcaça - Verificar o aterramento elétrico
- A máquina quebra comunicação - Verificar o aterramento on-line com inversor do eixo - Abaixar a freqüência PWM árvore ligado do inversor
- Instalar ferrites toroidais na linha de alimentação dos inversores.
- A alarme de sobretensão - Verificar unidade regenerativa, e seu no barramento DC disjuntor
- Vídeo com imagem trêmula - Verificar fonte do vídeo
- Aquecimento da motorização - Verificar amplitude e balanceamento e acionamentos das fases de alimentação
- Alarme de erro de segmento - Verificar encoder, motor, e acionamento do respectivo eixo
- Bomba de óleo refrigerante - Alterar a ordem das fases de “roda” ao contrário alimentação “R” , e “T”
- Introdução de caracteres - Verificar CNC aleatórios no programa - Separar os cabos de comando e
potência- Verificar aterramento
- Eixos disparam - Verificar CNC .
- Executa operação indevida - Verificar CNC.
- Válvula ou outro periférico - Verificar mód. I/O não atua - Verificar fonte de 24 Vcc

AUTOMAÇÃO
3 5MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
REFERENCIANDO A MÁQUINA(HOME MACHINE)
No final do expediente de tra-balho quando desligamos a má-quina CNC, ela perde a informaçãosobre os seus pontos de referên-cia. Essa informação é gravada emuma região de memória RAM e,toda vez que religamos a máquinadevemos “referenciá-la”.
Para isso temos uma tecla de-nominada “Home-Machine”, locali-zada na IHM. Ao acionarmos essatecla, automaticamente, os eixos sedeslocam sucessivamente até en-contrarem as respectivas chavesfim-de-curso. Ao encontrarem,retornam até o primeiro pulso “C”do encoder.
Nesta mesma revista trazemoso artigo Encoder, que faz uma aná-lise dos pulsos desse transdutor .Apenas como revisão, o pulso “C”funciona como um “came”, indican-do o início de uma rotação doencoder. Feito esse processo paraos dois eixos (X e Z) , ou para ostrês eixos no caso de um centro deusinagem, a máquina estaráreferenciada. A partir de agora, o
movimento de cada eixo será medidoatravés da quantidade de pulsos que oencoder enviar para o CNC.
O mais comum dos encoders gera,aproximadamente, de 1250 a 2500 pul-sos por rotação.
Cabe lembrar que alguns modelos demáquinas não possuem uma tecla es-pecífica para o “home machine”, e simum conjunto seqüencial de telas quegera uma “soft key” (tela) para que essaoperação seja realizada.
NOÇÕES DEPROGRAMAÇÃO
A programação de uma máquinaCNC segue um padrão internacional. Omais utilizado é a linguagem ISO(International Standard Organization),onde temos sempre uma letra que indi-ca a operação, seguida de um númeroque indica a modalidade da operação.
No caso do movimento dos eixos, aprópria letra indicativa do eixo, seguidapela medida estabelece sua coordena-da. Por exemplo: Z – 50. Com esse co-mando deslocamos o eixo Z em 50 mmem direção à placa, pois o sinal anteriorao 50 é negativo.
Programa CNC:Programa nº: 01%: 0026N10G90G17G55N20T01N30G0Z0H0N40S1800M3N50G0X - 85Y - 15N60G43Z5H1N70G1Z - 10F150N150G1Z - 20F150N160G91G41G01X30Y - 30N170G03X30Y3010J30N180G02150J0N190G03X - 30Y301 - 30J0N200G40G01X - 30Y - 30N210 G90G1Y - 80F150N220G1Z - 30F150N230G41G1X - 50Y - 50N240Y50N250X50N260Y - 50N270X - 60N280G40G1X - 80Y - 80N290G0Z0H0N300M30%
Material: Alumínio 0515
AcabamentoVc: 160 m/minAvanço: 150 m/minProf. de corte : 0,1 mm
Caso o comando fosse Z + 50, omesmo movimento seria executado,porém, no sentido oposto, afastando-se da placa de fixação.
Com certeza, é impossível minis-trar um curso de programação de tor-no apenas com este artigo, porém, nafigura 11 temos um exemplo de umprograma com sua respectiva peça(em um futuro breve iniciaremos umcurso completo de programação CNCnas páginas do MECATRÔNICAATUAL. Não percam!). Esse progra-ma é de uma máquina Romi Polaris V400, centro de usinagem.
Os indicativos “N” antes das linhasde programação referem-se às or-dens das linhas de programação.
Caso haja interesse do leitor emespecializar-se em programaçãoCNC, existem escolas especializadaspelo país. Uma das mais famosas é aprópria rede Senai.
CONCLUSÃO
Uma máquina automatizadacom CNC é quase tão comple-xa quanto um organismo.
O profissional de manuten-ção desse tipo de equipamentodeve possuir conhecimentosnas mais diversas áreas (eletro-técnica, eletrônica, mecânica,software, hidráulica, pneumáti-ca, etc...).
Claro que nós, da Meca-trônica Atual, não temos a pre-tensão de formar um “técnico”com apenas um ou mais artigos,porém, acreditamos que essasinformações são fundamentaispara quem está pensando emingressar nesse mundo tecno-lógico . O leitor que deseja atu-ar nessa área precisa freqüen-tar cursos específicos, e semprese atualizar através de eventose literatura adequada. l
Figura 11 - Peça fabricada em um centro de usinagem.
Abaixo seguem algunssites sobre o assunto:
www.romi.com.br (Máquinas CNC)www.sp.senai.br (Cursos)

DISPOSITIVOS
MECATRÔNICA ATUAL Nº 3 - aBRIL/20023 6
Juliano Matias
O encoder é um transdutor queconverte um movimento angular ou li-near em uma série de pulsos digitaiselétricos. Esses pulsos gerados po-dem ser usados para determinar ve-locidade, taxa de aceleração, distân-cia, rotação, posição ou direção.
As principais aplicações dosencoders são:- em eixos de Máquinas Ferramen-
tas NC e CNC;- em eixos de Robôs;- controle de velocidade e
posicionamento de motoreselétricos;
- posicionamento de antenas para-bólicas, telescópios e radares;
- mesas rotativas; e- medição das grandezas acima
mencionadas de forma direta ouindireta.
O sistema de leitura é baseado emum disco (encoder rotativo), formadopor janelas radiais transparentes eopacas, alternadas. Este é iluminadoperpendicularmente por uma fonte deluz infravermelha, quando então, asimagens das janelas transparentessão projetadas no receptor. O recep-tor converte essas janelas de luz empulsos elétricos conforme os dese-nhos das figuras 1 e 2 . Os encoderspodem ser divididos em encodersincrementais e absolutos.
ENCODERS INCREMENTAIS
O encoder incremental fornecenormalmente dois pulsos quadradosdefasados em 90º, que são chamados
Este é sem dúvida nenhuma um dos equipamentos mais usa-dos em Automação Industrial e Mecatrônica, pois com ele conse-guimos converter movimentos angulares e lineares em informa-ções úteis à nossa máquina ou processo. Neste artigo pretende-mos abordar os mais diversos tipos de encoders, seu princípio defuncionamento e suas aplicações.
Boa leitura!
Figura 1 - Princípio de funcionamento de umencoder rotativo.
DISPOSITIVOS
MECATRÔNICA ATUAL Nº 3 - aBRIL/20023 6
As imagens desta abertura foram cortesia daDiadur Indústria e Comércio Ltda.

DISPOSITIVOS
3 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
usualmente de canal A e canal B. Aleitura de apenas um canal fornecesomente a velocidade, enquanto quea leitura dos dois canais fornece tam-bém o sentido do movimento.
Um outro sinal chamado de Z ouzero também está disponível e ele dáa posição absoluta “zero” do encoder.Este sinal é um pulso quadrado emque a fase e a largura são as mesmasdo canal A.
Veja um exemplo na figura 3 .A resolução do encoder incremen-
tal é dada por pulsos/revolução (nor-
Figura 2 - Princípio de funcionamento de um encoder linear.
malmente chamado de PPR), isto é,o encoder gera uma certa quantidadede pulsos elétricos por uma revoluçãodele próprio (no caso de um encoderrotativo).
Para determinar a resolução bas-ta dividir o número de pulsos por 360º,por exemplo, um encoder fornecendo1024 pulsos/ revolução, geraria umpulso elétrico a cada 0,35º mecânicos.
A precisão do encoder incrementaldepende de fatores mecânicos, elétri-cos e ambientais, que são: erros na
escala das janelas do disco, excentri-cidade do disco, excentricidade dasjanelas, erro introduzido na leitura ele-trônica dos sinais, temperatura de ope-ração e nos próprios componentestransmissores e receptores de luz.
Normalmente, nos encodersincrementais são disponibilizadosalém dos sinais A, B e Z, também ossinais complementares, A, B e Z (verlogo abaixo “Saída Diferencial”).
ENCODERS ABSOLUTOS
O princípio de funcionamento deum encoder absoluto e de um encoderincremental é bastante similar, isto é,ambos utilizam o princípio das jane-las transparentes e opacas, com es-tas interrompendo um feixe de luz etransformando pulsos luminosos empulsos elétricos.
O encoder absoluto possui um im-portante diferencial em relação aoencoder incremental: a posição doencoder incremental é dada por pul-sos a partir do pulso zero, enquanto aposição do encoder absoluto é deter-minada pela leitura de um código eeste é único para cada posição do seucurso; conseqüentemente, os enco-ders absolutos não perdem a real po-sição no caso de uma eventual quedada tensão de alimentação (até mes-mo se deslocados). Quando voltar aenergia ao sistema, a posição é atua-lizada e disponibilizada para o mes-mo (graças ao código gravado no dis-co do encoder) e, com isso, não seprecisa ir até a posição zero para sa-ber a sua localização como é o casodo incremental.
O código de saída é utilizado paradefinir a posição absoluta do encoder.O código mais empregado é o biná-rio, pois este é facilmente manipuladopor um circuito relativamente simplese, com isso, não se faz necessário ne-nhum tipo de conversão para se obtera posição real do encoder. O código éextraído diretamente do disco (queestá em rotação). O sincronismo e aaquisição da posição, no momento davariação entre dois códigos, tornam-se muito difíceis. Se nós pegarmoscomo exemplo dois códigos consecu-tivos binários como 7 (01112) e 8
Figura 3 - Representação gráfica dos sinais A,B e Z de um encoder incremental.
ENCODER ABSOLUTO
ENCODERINCREMENTAL

DISPOSITIVOS
MECATRÔNICA ATUAL Nº 3 - aBRIL/20023 8
Figura 5 - Diferença construtiva dos discosópticos utilizando código binário e código Gray
(2 bits).Figura 6 - Circuito de conversão de código
Gray para código binário.
Tabela 2 - Resoluções em potência de 2.
Figura 4 - Zona de múltiplas comutações em um encoder absoluto.
é, se ele tiver no seu disco (encoderrotativo) 12 faixas para o código Gray,então terá 212 combinações possíveisperfazendo um total de 4096 combi-nações. Fazendo algumas contas,concluiremos que o encoder gera umacombinação de códigos a cada0,0879º ou 0º8m79s. Podemos verifi-car outras resoluções para encodersabsolutos na tabela 2 .
(10002), notaremosque as variações dezero para um e umpara zero ocorremem todos os bits, euma leitura feita nomomento da transi-ção pode resultar emum valor completa-mente errado (figura4). Para solucionaresse problema é uti-lizado um código bi-nário chamado “Có-digo Gray”, que tem
a particularidade de: na comutação deum número para outro somente um bitser alterado, como podemos verificarna tabela 1 .
Vemos também, na figura 5, doisdiscos óticos: um com código binárioe outro em código Gray.
O código Gray pode ser converti-do facilmente em código binário pelosimples circuito de lógica combinacio-nal da figura 6 .
A resolução do encoder absolutoé dada por contagem/revolução, isto
Tabela 1 - Código Gray.
Os encoders absolutos podem tersua resolução definida em uma únicarevolução (single turn) ou em váriasrevoluções (multi turn), ou seja, se umencoder é para uma revolução, a cadarevolução o valor da contagem éreinicializado, ao contrário de umencoder para várias revoluções ondeseu valor só é reinicializado depois deum certo número de voltas. Seguemna tabela 3 algumas especificaçõesde encoders absolutos.
Como poderão observar, existemresoluções múltiplas de 2 e tambémmúltiplas de 360, portanto, a escolhade um ou de outro dependerá direta-mente da sua aplicação.

DISPOSITIVOS
3 9MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
Quando o número bits da resolu-ção do encoder não é potência de 2,a propriedade de mudar somente umúnico bit deixa de ser verdadeira nocódigo Gray. Por exemplo, se tivermosum encoder absoluto com 12 posi-ções/revolução, o código é o ilustradona tabela 4 .
Para o nosso exemplo temos (tabela 5):
Tabela 3 - Especificações de encodersabsolutos.
N= 2n - NPOS2
Figura 7 - Comparação entre os discos dos encoders incremental, absoluto e absoluto virtual.
N=24 - 122
16 - 122
= = 2
Instruments” que desenvolveu umanova tecnologia chamada de “VirtualAbsoluteTM Technology” ou, em portu-guês, Tecnologia de Encoders Abso-lutos Virtuais.
Nessa nova tecnologia, o discopossui assim como nos encodersincrementais, três informações: canalA, canal B e o zero canal Z, mas comuma particularidade: o canal Z é subs-tituído por um código serial similar comum código de barras ao invés de so-mente uma janela indicando o zero doencoder.
Na figura 7 existe uma compara-ção entre os discos de um encoderincremental, um encoder absoluto eum disco de um encoder absoluto vir-tual. Não sabemos a posição real nomomento de star t-up, como noencoder absoluto convencional, masdepois de um movimento muito curtoem qualquer direção e partindo dequalquer ponto do encoder, é possí-vel determinar a posição exata (den-tro da resolução) do seu eixo.
Tabela 4 - Potencial erro de leitura nacomutação do último valor para o primeiro.
Tabela 5 - Valores corrigidos utilizando códigoGray com off-set.
Como podemos notar na passa-gem da posição 11 para a posição 0,existe uma mudança de três bits e,como visto anteriormente, envolve er-ros de leitura que não são aceitáveis.Com o intuito de não perder a carac-terística de mudança de somente umbit, é feito um “off-set” a partir do valorzero, que é calculado da seguinte for-ma:
onde:N é o valor do off-set.2n é o maior valor múltiplo de dois,logo após o NPOS.NPOS é o número de posições doencoder absoluto.
TECNOLOGIA DE ENCODERSABSOLUTOS VIRTUAIS TM
Há um grande fabricante deencoders chamado “Gurley Precision

DISPOSITIVOS
MECATRÔNICA ATUAL Nº 3 - aBRIL/20024 0
MICRO-ENCODER PARA PEQUENASAPLICAÇÕES
ENCODER UTILIZANDOINTERFACE PARA A
REDE INTERBUS
ENCODERABSOLUTO
Em um encoder rotativo, o ângulode inicialização é de aproximadamen-te 1º, enquanto em um linear é deaproximadamente 0,5 mm, em outraspalavras, é necessária a movimenta-ção do encoder em aproximadamen-te 1º ou 0,5 mm para se determinar aposição real de onde a máquina está.
Adicionalmente ao código de saí-da há um bit de status no encoder queinforma quando o ele é inicializado.Esse bit indica se há problemas coma fonte de alimentação, algum tipo deinterferência eletromagnética ou atémesmo algum tipo de falha no equi-pamento.
Quando todas essas condições es-tão normais, esse bit de status indicaque existe um valor de posição válidona saída do sinal.
Esse tipo de encoder é mais caroque um incremental (mas não muito),e é muito mais barato que um absolu-to, fazendo-o ideal para determina-das aplicações.
Podemos citar algumas na tabela6 dada ao lado.
Na verdade, não existe um encoderque seja ideal para todas as aplica-ções; cada caso é um caso, e na maio-ria das que eu conheço, o encodermais utilizado é o incremental, poisnão é tão caro e abrange quase todasas necessidades.
Mas existem aplicações onde so-mente o encoder absoluto é recomen-dado.
TIPOS DESAÍDAS DE SINAL
Independentemente do tipode encoder a ser utilizado, estetem que enviar os pulsos ou osvalores de contagem através deum circuito eletrônico de saídado sinal, para que a posterior in-terpretação dos dados seja fei-ta por uma placa de um PLC,CNC, Robô ou até mesmo cir-cuitos dedicados com microcon-troladores.
Tabela 6 - Aplicações da tecnologia de encoders absolutos virtuais.
ENCODER UTILIZANDO INTERFACE PADRÃORUGGED PARA A REDE INTERBUS
A tendência hoje é a utilização deencoder com saída para rede Fieldbuscomo, por exemplo:
- Interbus;- Profibus;- Device Net;- CAN.A escolha para essas redes de
campo deve-se ao fato de que comelas há uma economia de cabos cir-culando entre o campo e seu painelelétrico.

DISPOSITIVOS
4 1MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
Nos encoders absolutos existemuma grande quantidade de fios a se-rem conectados, e com o uso doFieldbus diretamente ao encoder nãoprecisamos de tais conexões.
Quando não utilizamos o Fieldbus(ainda é a grande maioria das vezes),temos diversos circuitos de saída desinal, entre os quais podemos citar:
- NPN e NPN Coletor aberto:É composto apenas por um tran-sistor do tipo NPN e um resistorna configuração pull-up, o qualpolariza o transistor em seu pon-to quiescente. Esse circuito é si-milar a lógica TTL e por essa ra-zão é considerado compatívelcom ela.Quando dimensionado correta-mente, na saturação do transis-tor a saída chega aproximada-mente a 0 V, e no corte a tensãode saída fica próximo à tensãode alimentação.O comportamento do circuito ficacomprometido pelo aumento dadistância do cabo até a carga,pela freqüência dos pulsos a se-rem transmitidos e pelo aumentoda carga.Assim, para uma aplicação idealesses parâmetros devem ser le-vados em consideração.A saída em coletor aberto se di-ferencia pela falta do resistor depolarização. Com isso, quem polariza o tran-sistor é a própria carga, permi-tindo que se obtenham diferen-tes níveis de sinais na carga (fi-gura 8).
- PNP e PNP Coletor aberto:Tomemos as mesmas considera-ções do circuito NPN. A principaldiferença está no transistor, queé do tipo PNP, e por isso seuemissor está no positivo da fonte.O resistor quando presente ser-ve como pull-down para o circui-to de saída (figura 9).
- Push-Pull:Este circuito é utilizado para au-mentar a performance do circui-to de saída. Na verdade, a maiorlimitação dos circuitos acimaapresentados é que o resistor temque possuir uma resistência mui-to maior que a impedância de umtransistor saturado, e com isso acarga está limitada a uma altaimpedância.Para resolver esse problema, umoutro transistor é inserido forman-do uma configuração em push-pull, com isso a impedância dacarga pode ser menor.Essa solução aumenta aperformance de freqüência, e fa-vorece um maior trecho de caboentre o encoder e a carga até
Figura 8 - Circuito de saída NPN com e sem coletor aberto.
Figura 9 - Circuito de saída PNP com e semcoletor aberto.
mesmo em altas velocidades detransmissão (figura 10).
Figura 10 - Circuito de saída "push-pull".
- Drive de Linha:Este é utilizado em ambientes su-jeitos a distúrbios elétricos ouonde a distância do encoder atéa carga seja muito grande.A transmissão dos sinais se dáde forma complementar. Por isso,o distúrbio elétrico é reduzidosubstancialmente (desde que ocabo seja blindado e trançado),essas interferência são chama-das interferências em modo co-mum (figura 11) .
Figura 11 - Circuito de saídautilizando um driver diferencial.
CHECK-LIST PARA AESPECIFICAÇÃO DE UM
ENCODER
1- Em uma eventual falha da alimen-tação do equipamento, o valor doposicionamento poderá ser perdi-do ?
2- Sua máquina utiliza algum tipo derede Fieldbus ? Qual ?
3- Resolução do encoder.
4- Precisão que o mesmo requer.

DISPOSITIVOS
MECATRÔNICA ATUAL Nº 3 - aBRIL/20024 2
5- Repetitibilidade do encoder.
6- Diâmetro do eixo a ser acoplado aoencoder (caso encoder rotativo).
7- Velocidade máxima mecânica doacoplamento.
8- Índice de proteção da caixa doencoder (IP).
9- Temperatura de operação.
10- Fixação mecânica.
11- Conexão elétrica Radial ou Axial.
12- Alimentação do encoder e seuconsumo (normalmente 5 V, 12 V e24 V).
13 - Tipo de saída e a carga máxima.
14- Se o encoder for absoluto, qual otipo de código de saída ? Gray oubinário?
15- O encoder estará em área classi-ficada?
ENCODER COMHASTE PROLONGADA
CONCLUSÃO
Vimos neste artigo somente umcomponente da Automação Industri-al, mas assim como qualquer outro,ele precisa ser corretamente aplicadoe especificado, pois um simples erroé prejudicial ao desempenho de todaa máquina ou processo.
Até a próxima! l
VOCÊ SABE A DIFERENÇA DE PRECISÃO, RESOLUÇÃO EREPETITIBILIDADE?
No universo dos encoders, os termos precisão, resolução e repetitibili-dade são usualmente confundidos e muitas vezes usados como sinônimos.Vamos definir esses termos muito utilizados, mas nem sempre corretamente.Assim como no artigo, vamos nos referenciar aos encoders rotativos, poisesses são muito mais empregados do que o encoder linear, mas as defini-ções servem para ambos os tipos.
RESOLUÇÃOÉ a número de pulsos ou o valor da contagem por uma unidade de dis-tância. Em encoders rotativos a resolução é expressa em unidades deângulo (grau, minuto e segundo ou em radianos), ou em número de pas-sos por revolução (por exemplo: 4096 pulsos/revolução). Resolução é aespecificação básica de um encoder. Não se pode especificar um encodersem esse parâmetro.
PRECISÃOÉ a diferença do valor indicado pelo encoder pelo valor real do posicio-namento, ou o número de pulsos que o encoder enviou pelo que eledeveria ter enviado. Normalmente, é expresso em unidades de ângulo.Precisão e Erro são indicações que determinam o valor real pelo valorindicado, mas possuem conotações distintas: Precisão é quão perto ovalor indicado está do valor real e Erro é quão distante está o valor indi-cado do valor real. Então, quanto maior a precisão, melhor, e quantomaior o erro, pior.
REPETITIBILIDADEÉ o valor da leitura atual comparado pelos últimos valores fornecidospelo deslocamento na mesma direção. Dependendo da aplicação, é im-portante levar em consideração a repetitibilidade. Assim como a preci-são, ela é dada em unidade de ângulo. A repetitibilidade de um encodernormalmente é de 5 a 10 vezes melhor (menor) do que o erro indicadopelo fornecedor. Quem deve especificar o encoder é a própria aplicação,isto é, se formos empregar o encoder em um telescópio ou em um radar,a precisão é muito mais importante do que em um robô, onde você indi-ca coordenadas em movimentos repetitivos, e, neste caso, arepetitibilidade pode ser mais importante do que a precisão.
COMO SE DETERMINA O SENTIDO DE GIRO DE UM ENCODERINCREMENTAL?
Nos encoders incrementais temos três canais de informação: A, B e o Z.Os canais A e B são os que fornecem a indicação da posição e também osentido de giro do encoder. O sentidode giro é determinado pela fase doscanais, isto é, se o canal A estiver 90ºavançado em relação ao canal B, oencoder estará girando no sentido ho-rário; e se o canal A estiver atrasado90º em relação ao canal B, o encoderestará girando no sentido anti-horário.
Para quem é da área de Eletrôni-ca, será mais fácil de entender anali-sando o circuito ao lado:
ALGUNS SITES SOBREENCODERS
www.heidenhain.comwww.eltra.it
www.veeder.com.brwww.gpi-encoders.com/

ELETROPNEUMÁTICA
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
AUTOMAÇÃO INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 4 3
AUTOMAÇÃO
T
Juliano Matias
CIRCUITOSCIRCUITOSCIRCUITOSCIRCUITOSCIRCUITOSELETROPNEUMÁTICELETROPNEUMÁTICELETROPNEUMÁTICELETROPNEUMÁTICELETROPNEUMÁTICOSOSOSOSOS
INDUSTRIAISINDUSTRIAISINDUSTRIAISINDUSTRIAISINDUSTRIAIS
DIAGRAMA DE PASSOS
odo o trabalho de uma má-quina comandada poratuadores pode ser repre-sentado por um diagrama
de passos. Esse diagrama repre-senta os movimentos dosatuadores, e as quantidades deletras representam o número dosatuadores, por exemplo:
A+A-= 1 atuador (atuadorA avança e depois retorna);
A+B+A-B-= 2 atuadores(atuador A avança, atuadorB avança, atuador Aretorna e atuador Bretorna);
A+B+A-C+B-C-=3 atuadores (atuador A avan-ça, atuador B avança, atuadorA retorna, atuador C avança,atuador B retorna e atuador Cretorna).
O sinal representa a posição doatuador, isto é, + é atuador avança-do e – é atuador recuado.
Na Figura 1 são mostrados al-guns Diagramas de Passos.
MÁQUINA 1
Tomemos comoexemplo a máquina dafigura 2 . Nesta máqui-na temos a seqüênciaA+B+B-A-.
A máquina é um transportador decaixas e tem a função de movimenta-ção de caixas do transportador 1 parao transportador 2. As caixas vindo pelotransportador 1 deslizam na bandejaaté acionar o sensor S1 (figura 2 ); aci-onando o sensor, este comanda a vál-
vula de avanço do atuador Apara transportar a caixa até onível do transportador 2 (figu-ra 3); este avançado aciona ofim - de - curso a1 comandandoa válvula de avanço do atuadorB para arrastar a caixa até o iní-
cio do transportador 2 (figura 4 ); o a-tuador B chegando no fim - de - cursob1 faz com que ele comande o recuodo mesmo (figura 5 ); o atuador B che-gando em b0 aciona o recuo do atuadorA que alcançando a0 finaliza oprocesso(figura 6 ).
O circuito pneumático deste pro-cesso está mostrado na figura 7, ten-do sido utilizadas para o seu a-cionamento duas válvulas de 4/2vias com comando de avanço e re-
Abordaremos neste artigo dois circuitos básicos de automaçãoeletropneumática. Os objetivos são:
-Entender o funcionamento de uma máquina simples;-Interpretar um circuito pneumático;-Elaborar um circuito de comando elétrico para o correto funcio-
namento da máquina;-Transcrever a lógica de comandos para Ladder.
Boa Leitura!
Figura 1 - Exemplos de Diagramas dePassos.
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - ABRIL/20024 4
torno por solenóide pilotado interna-mente.
O comando elétrico para o aci-onamento dos solenóides das válvu-las bem como o programa em Ladderestão demonstrados na figura 8 . Re-solvemos colocar também o progra-ma em uma linguagem de CLP paraque os leitores verifiquem que é muitofácil a transcrição de uma lógica decomandos em Ladder (na maioria dasvezes é só “tombar” o circuito).
Os sensores utilizados no circui-to são:
s1: sensor de presença de caixa;a0: fim - de - curso que indica
quando o atuador A está recuado;a1: gatilho que envia um pulso de
24 Vdc sempre que o atuador A avan-ça bem próximo ao final do curso.
b0: gatilho que envia um pulso de24 Vdc sempre que o atuador B re-cua bem próximo ao final do curso.
b1: gatilho que envia um pulso de24 Vdc sempre que o atuador B avan-ça bem próximo ao final do curso.
Analisando a primeira coluna docircuito, temos que a válvula y3 sódeve ser acionada quando o atuadorA estiver recuado (a0 acionado) equando houver caixa presente (s1acionado).
O atuador A avançando no final docurso ele aciona o gatilho a1, fazendocom que o solenóide y1 seja ligado, ecom isso o atuador B avança. O atuadorB avançando, este aciona o gatilho b1que, imediatamente, aciona o retornoda válvula através do solenóide y2. Noretorno do atuador B, este aciona ogatilho b0 fazendo o recuo do atuadorA pelo solenóide y4.
MÁQUINA 2
Vejamos agora o exemplo damáquina 2 mostrada na figura 9.
Esta máquina é uma furadeira, quepossui uma trava pneumática da peça aser furada. Essa trava é acionada porum comando chamado bi-manual; parao operador travar a peça ele precisa aci-onar dois botões quase que, simultane-amente, para que o atuador avance tra-vando a peça. Esse comando é muitoutilizado em máquinas para preservar amão ou os dedos do operador, pois se
Figura 2 - Máquina 1: transportador de caixas.
Figura 3 -Transporte da caixa até o nível do transportador 4.
Figura 4 - Arrastamento da caixa até o início do transportador 2.

ELETROPNEUMÁTICA
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
AUTOMAÇÃO INDUSTRIAL
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 4 5
AUTOMAÇÃO
ele estiver com as duas mãos ocupa-das acionando os botões ele não colo-cará a mão na peça, entendido? Essesincronismo com as mãos requer umtempo de tolerância, e na nossa má-quina vamos utilizar um tempo de 0,5s. Esse tempo é realmente necessá-rio, pois o operador pode travar um dosbotões com alguma coisa acionandoapenas um deles por peça furada.
O circuito pneumático é muito sim-ples como podemos observar na fi-gura 10 .
Trata-se de um atuador de duplaação e uma válvula de 4/2 vias comacionamento por solenóide interna-mente pilotado e retorno por mola.
Para a peça ser travada o operadordeve acionar s1 e s2 em uma diferençade até 0,5 s, e o cilindro avança travan-do a peça. Então, o operador acionamanualmente a alavanca da furadeirafurando a peça. Para destravar o ope-rador precisa acionar o botão s3.
Os botões são botões nãoretentivos tipo push-button com acabeça de cogumelo.
A lógica de comandos e o progra-ma em Ladder podem ser visualiza-dos na figura 11 .
Qualquer um dos botões que o ope-rador acionar inicialmente ,o tempo-rizador T1 começa a contar o tempo de
Figura 8 - Comando elétrico dos solenóides e programa em Ladder.Figura 7 - Circuito pneumático do processo.
Figura 6 - Acionamento do recuo de A chegando em a0.
Figura 5 - O atuador B chegando em b1 provoca o recuo do mesmo.

AUTOMAÇÃO
MECATRÔNICA ATUAL Nº 3 - ABRIL/20024 6
Figura 11 - Lógica de comandos e programa em Ladder.
Figura 9 - Máquina 2: furadeira.
Figura 10 - Circuito pneumático da furadeira.
Figura 12 - Selo em lógica digital.
0,5 s; se, durante esse tempo o opera-dor acionar o outro botão, o selo é fecha-do e então a válvula é acionada atravésdo solenóide y1 avançando o atuador etravando a peça. No fim do ciclo o ope-rador aciona o botão s3, o selo é abertoliberando o solenóide y1, e a válvularetorna para a posição original, pois oretorno da mesma é devido à mola.
O QUE É UM SELO EM UMALÓGICA DIGITAL?
Sempre que nós precisarmos me-morizar um comando utilizaremos umselo. Essa lógica é uma das maisempregadas em painéis de coman-dos elétricos e também em CLPs;elaconsiste na memorização de um si-nal através de um pulso como de-monstrado na figura 12 .
SITES INTERESSANTES
- FESTO www.festo.com.br- PARKER AUTOMATION www.
parker.com\automation. l

rOBÓT ICA
4 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
ROBÓTICA
4 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
H
2ª Parte
ROBÓTICA
MECATRÔNICA ATUAL Nº 3 - ABRIL/2002 4 7
á diversos tipos e classificações dos dife-rentes algoritmos de controle para robôsmanipuladores, que são empregados naprática. Esses algoritmos, dependendo
da sua complexidade, podem ser implementadospor controladores de diversas tecnologias, desdealguns mui to s imples ta is como s is temasele t romecânicos de re lays e swi tches, a témicrocomputadores ou microcont ro ladoresdigitais.
Nesta seção será realizada uma classificação ge-ral dos algoritmos de controle, a qual refere-se ao tipode movimento fornecido ao manipulador.
Existem três tipos básicos de controle demanipuladores, a saber.
O primeiro é utilizadoem robôs acionados porpistões, que podem ser hi-dráulicos ou pneumáti-cos, sendo esta últimapossibilidade a mais fre-qüente. Limites mecâni-cos (ou "topes"), que po-dem ser os dos próprios pis-tões, limitam o movimentodeles. Dessa maneira, ocontrolador simplesmenteativa ou desativa as eletro-válvulas correspondentes paraque o ar comprimido ou o fluido pressurizado,empurrem ou puxem as hastes dos pistões até seus limi-tes, movimentando assim os elos ou a peça de maneiraadequada. Logo, as diferentes posições atingidas pelorobô são muito restritas; por exemplo, em um manipuladorde dois elos e duas juntas movimentadas por pistões,apenas 4 posições possíveis podem ser atingidas. Essessistemas usualmente operam em malha aberta, não pos-suindo, portanto, nenhum tipo de sensor para o controladorpoder monitorar as posições dos pistões, no máximo umsensor para a detecção da presença da peça a manipular.Esse tipo de controle é chamado de bang – bang e éutilizado principalmente em manipuladores do tipo pick& place (“pega e põe”). Os controladores desses siste-mas também podem ser muito simples, tais como cir-cuitos eletrônicos com temporizadores e saídas digi-tais para o acionamento das eletroválvulas.
Fernando A. Pazos
Na edição anterior abordamos vários con-ceitos a respeito da definição e classifica-ção dos robôs, detendo-nos numa classe es-pecífica que tratava dos robôs ma-nipuladores. Foi mostrada como é compos-ta a sua estrutura básica, cuja continuidadeé o assunto deste artigo. Aqui trataremosos conceitos de controle, precisão,repetitibilidade e os efetuadores. Abordare-mos também um exemplo prático: o robômanipulador Armdroid.

ROBÓTICA
MECATRÔNICA ATUAL Nº 3 - ABRIL/20024 8
O segundo tipo de controle é aplicado amanipuladores mais sofisticados, que têm um siste-ma de sensores para medir a posição das juntas. Nele,o programa de controle tem por objetivo executar umatarefa consistente em levar o efetuador de um pontoaté outro do espaço de trabalho, e ficar ali estaciona-do por um determinado tempo ou até nova ordem, semimportar a trajetória realizada para se deslocar até odestino, ou em qualquer caso cuidando, no máximo,do tempo de estabelecimento, percentual de overshoot,entre outras especificações técnicas possíveis. Essetipo de controle é chamado de controle de posição oucontrole ponto a ponto, e exige controladores maiscomplexos do que no controle bang - bang. Nessesalgoritmos de controle, há um sinal de referência queindica a posição a deslocar o efetuador. Esse sinal dereferência é uma posição fixa no espaço de trabalho,portanto um vetor constante no tempo, que pode es-tar expresso no espaço de trabalho ou no espaço dasjuntas. Esta posição pode ser inserida pelo teclado,ou através de algum outro dispositivo de entrada dedados, ou pode estar já incluída no programa de con-trole. Uma vez atingida a posição de referência, umaoutra pode ser colocada, repetindo a tarefa tantasvezes quanto seja necessário, mas cada posição édeterminada por um vetor constante no tempo.
O programa também pode determinar que o braçoefetue uma trajetória dentro do espaço de trabalho aolongo do tempo, cuidando em cada instante da suaposição e velocidade, sendo que aqui está se falandode controle de trajetória. Nesse terceiro tipo de con-trole o sinal de referência já não é mais constante,mas uma função do tempo, mudando a cada instante,e o controlador cuidará que o manipulador acompa-nhe a trajetória desejada com o menor erro derastreamento possível.
Tal tipo de controle é implementado quando inte-ressa que o efetuador acompanhe uma trajetória de-terminada dentro do espaço de trabalho, o que acon-tece com os robôs de solda, por exemplo, onde a pon-ta não deve apenas atingir uma posição final, mas sedeslocar ao longo de um caminho pré-determinado paraefetuar a solda. Mas não é somente nesses casosque interessa implementar este tipo de controle. Ele éutilizado por manipuladores que têm por objetivo des-locar um objeto de um ponto a outro do espaço detrabalho, mas sem que este se encontre livre de obs-táculos, os quais devem ser evitados no caminho apercorrer; ou também quando a tarefa deve ser reali-zada sem ultrapassar um determinado tempo máxi-mo, entre outros condicionamentos possíveis que fa-zem necessária a implementação de um controle detrajetória sobre um controle ponto a ponto.
Na figura 1 mostramos esses dois tipos de traje-tórias.
PRECISÃO E REPETITIBILIDADE
Os conceitos de precisão e repetitibilidade são uti-lizados como uma maneira de quantificar a qualidadedo trabalho do manipulador.
A repetitibilidade do manipulador representa acapacidade dele de retornar seguidamente a umponto determinado do espaço de trabalho. Se omanipulador parte de uma posição qualquer, sejaessa posição representada no espaço das juntascom o vetor das coordenadas generalizadas, ouno espaço de trabalho com um vetor das três com-ponentes [x y z], vai para um segundo ponto eretorna ao primeiro, é possível que não consigacolocar o efetuador exatamente na posição inicial.O raio da menor esfera que pode ser traçada en-volvendo todos os pontos de retorno possíveis, edentro da qual o robô sempre ficará ao pretenderretornar à posição inicial, é conhecido com o nomede repetitibilidade. Por exemplo, se a menor esferaque pode ser traçada tem um raio de 0,4 mm, querdizer que o fabricante garante que quando omanipulador retornar a essa posição, o fará no má-ximo 0,8 mm afastado de qualquer outra posiçãode retorno em qualquer direção. O manipulador, en-tão, possui uma repetitibilidade de 0,4 mm.
Precisão é um conceito associado, sendo defi-nida como a capacidade do manipulador de atingirum ponto especificado, seja qual for o sistema decoordenadas uti l izado. Observe-se que ummanipulador pode ter uma boa repetitibilidade, des-locando-se repetidamente para pontos muito próxi-mos, mas esses pontos todos podem estar longeda posição desejada. Possui então uma precisãopobre.
Usualmente, essas quantidades referem-se à má-xima carga útil que pode ser transportada e à máxi-ma velocidade de deslocamento permitida, pois pre-cisão e repetitibilidade são altamente dependentesdessas duas especificações.
Veja no seguinte desenho da fig. 2 uma ilustraçãodesses conceitos.
Figura 1 - Trajetória contínua e ponto a ponto.

rOBÓT ICA
4 9MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
ROBÓTICA
4 9MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
EFETUADORES
Um efetuador ou órgão terminal, é um dispositi-vo fixado no final do último elo do manipulador eque permite ao robô realizar uma tarefa específica.Normalmente, esses dispositivos são especialmen-te projetados para a tarefa a ser executada, masexistem alguns órgãos terminais gerais, úteis parauma diversidade de tarefas. O efetuador é o dispo-sitivo encarregado do manuseio concreto da peçaa manipular; o resto da estrutura do manipuladorestá destinada a deslocar esse dispositivo da ma-neira adequada, como foi analisado nas seçõesanteriores.
Há uma ampla variedade de efetuadores adequa-dos para a realização de diversas funções de traba-lho. Os diferentes tipos podem ser classificados emduas categorias principais:
1 – Garras2 – Ferramentas.
Dentre os diferentes tipos de garras podemos dis-tinguir:
Garras com dedos de movimentação mecânicaGarras a vácuoEletroímãs ou garras ativadas eletromagnetica-
menteGanchos tipo de guindasteAdesivos ou garras feitas com material adesivo.
O ROBÔ MANIPULADOR ARMDROID
O robô manipulador Armdroid, utilizado no labora-tório de Robótica do Instituto de Tecnologia ORT (veredição de outubro/novembro de Mecatrônica Atual), éum braço mecânico desenvolvido com fins didáticospela Colne Robotics Co. Seus bons níveis de preci-são e repetitibilidade, assim como sua robustez e sim-plicidade de acionamento, fazem adequada sua utili-
zação principalmente em laboratórios de pesquisa.Na figura 3 vemos a representação do Armdroid, e na4 destaque de prática com o robô.
O Armdroid possui seis graus de liberdade, dadospelas seguintes articulações:
Base: move-se 360° num plano horizontal.Ombro: move-se 180° num plano vertical.Cotovelo: move-se 270° num plano vertical.Pulso: combina dois movimentos, um para acima
e para baixo, e outro de rotação sobre seu eixo (arti-culações de pitch e roll).
Garra: são três dedos queabrem e fecham, simultanea-mente.
O acionamento é dado pormotores de passo de 12 V dealimentação, cada um deles de7,5° por passo. Os motores es-tão localizados acima da basedo robô, e seus movimentos sãotransladados às articulaçõesatravés de sistemas de engre-nagens e polias, o que provo-ca, além da translação da rota-ção do motor, uma redução de
Figura 2 - Ilustração dos conceitos de precisão e repetitibilidade.
Figura 4 - Alunos do Instituto ORT praticando com o robô Armdroid.
Figura 3 - O braçomecânico Armdroid.

ROBÓTICA
MECATRÔNICA ATUAL Nº 3 - ABRIL/20025 0
velocidade com o proporcional aumento de torque emcada junta. O acionamento realizado por motores depasso com reduções mecânicas dá ao robô uma grandeprecisão de movimentos, porém, seu torque de traba-lho (ou carga máxima permitida), é bastante limitado,devendo ser considerada esta característica segundoa aplicação requerida.
Assim, os ângulos efetivos de rotação por cadapasso do motor correspondente são:
Inter02, projetada em nosso laboratório e de uso pa-drão em todos os nossos sistemas. Através de umprograma específico, são gerados os sinais necessá-rios para movimentar os motores. São eles:
Endereço: sinal enviado pelos bits 1, 2 e 3 doconector, que serve para escolher o motor a ser mo-vimentado de acordo com o seguinte mapa:
Algumas medidas do tamanho do robô:Shoulder (Ombro) de pivô a pivô = 190 mmForeArm (antebraço) de pivô a pivô = 190 mmFinger (dedo) do pivô de rotação para o dedo
aberto = 99 mmFinger (dedo) do pivô de rotação para o dedo
fechado = 90 mmDo fundo da Base até o pivô do Ombro
(shoulder) = 238 mm.
Na caixa da base o robô possui uma placa de po-tência responsável por gerar os pulsos adequados ecom a potência necessária para a movimentação dosmotores. Tal placa possui externamente um conectorAmp macho de 10 pinos com as seguintes caracte-rísticas:
Esse conector é ligado a uma porta externa docomputador, que pode ser a porta paralela; em nossocaso, é ligado a uma interface paralela chamada
Seqüência: sinal enviado pelos bits 4 a 7 doconector que envia a seqüência de pulsos necessá-ria para a movimentação de um motor de passo. Talseqüência pode ser especificada para o motor dar umpasso completo (7,5° no caso do Armdroid) ou meiopasso (3,75°). Para meio passo a seqüência a serenviada por esses bits deve ser:
Seqüência: 1100 – 1000 – 1001 – 0001 – 0011 –0010 – 0110 – 0100
Obviamente, para inverter o sentido de giro é sóinverter a ordem em que é enviada a seqüência desinais.
Finalmente, o sinal de controle (bit 0) funcio-na em modo de latch para a interface ler os si-nais apenas diante de uma transição positivadesse bit.
No Laboratório de Robótica foram agregados naestrutura do robô seis sensores, três switcheseletromecânicos e três sensores óticos de barrei-ra. Cada um deles é ativado numa determinadaposição de cada articulação. Esses sensores fo-ram adicionados com o intuito de poder procuraruma posição inicial ou de referência, caso contrá-rio, o sistema trabalharia em malha aberta com oconseqüente risco de perder passos e, portanto, alocalização de cada articulação por parte do com-putador controlador. Os sensores são conectadosa uma outra entrada paralela da interface Inter02,já mencionada anteriormente.
1 - O Programa ArmRobotÒ
O programa de teste ArmRobotÒ foi criado noLaboratório de Robótica do Instituto de TecnologiaORT com o intuito de utilizar, através de umainterface gráfica, o robô Armdroid de uma maneira

rOBÓT ICA
5 1MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
ROBÓTICA
5 1MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
simples e eficaz. Ele foi desenvolvido em Delphi paraWindows. Sua tela de apresentação é mostrada nafigura 5 .
O programa apresenta uma série de barras derolamentos que permitem mover cada uma das ar-ticulações do braço, simplesmente movimentandoou clicando o mouse no local da barra correspon-dente. E mais, apresenta a posição de cada articu-lação, medida em número de passos do motor cor-respondente, com respeito à posição inicial.
Além disso, o programa possui botões apresen-tados na tela com diferentes funções. São elas:
Voltar à posição inicial: serve para levar o bra-ço a uma posição de referência fixa com respeitoaos sensores.
Memorizar posição: serve para memorizarnuma matriz do programa de controle a posição decada uma das juntas no momento de clicar nessebotão. A barra de rolagem inferior mostra o númerode posições memorizadas e permite que o braçodescreva um percurso entre elas simplesmenteclicando nessa barra.
Gravar: grava em um arquivo de dados o vetorde posições memorizadas. Esse arquivo podeser aber to de um programa escrito em Pascalpara realizar um programa de controle com asposições memorizadas por este programa deteste.
Abrir e executar: permite abrir um arquivo deposições efetuado com a opção anterior e fazer obraço se deslocar entre as posições gravadas nele.
Existem, todavia, outras opções tais como im-primir as posições memorizadas, copiar e colar po-sições entre arquivos (como se fossem caracteresde um texto), executar de diferentes maneiras (de
forma contínua, se detendo a cada posição, ou re-petindo uma seqüência de posições um determi-nado número de vezes), entre outras.
2 - A unit de controle para Pascal Armdr_dr
A unit armdr_dr.tpu é uma biblioteca de coman-dos escritos na linguagem Pascal especialmentedesenvolvida para o controle simples do braço me-cânico Armdroid.
Na hora de fazer um programa em Pascal usan-do esta unit, lembre-se que as posições memori-zadas em um arquivo pelo programa de provaArmRobotÒ podem ser utilizadas. No procedimentocorrespondente se verá como fazê-lo.
No começo da execução de qualquer programaque empregue esta unit aparecerá uma mensagemavisando ao usuário que diante de qualquer pro-blema pressione <Ctrl+F1> para abortá-lo. Isso éporque a unit tem uma rotina de processamentoda interrupção do teclado própria tal que, toda vezque for pressionada essa combinação de teclas,ela levará primeiro o braço à posição inicial (paraele não ficar numa posição qualquer), para depoisabortar o programa. Além disso, todo programa queutilizar esta unit começará levando cada articula-ção do braço até os sensores de fim de curso decada um, para depois deslocar cada motor de umaquantidade fixa, ficando o braço na consideradaposição inicial.
2.1 - Definição de tipos usados na unit
Figura 5 - Tela de apresentação do programa ArmRobotÒ.
type
vet_posicao = array [1..6] of integer;
Aqui definimos um tipo de vetor no qual se podearmazenar as posições dos vários graus de liberda-de ou motores. Estes graus de liberdade são os seisanteriormente descritos.
2.2 - Constantes usadas
const
horário = true;
anti-horário = false ;
MaxPos = 50
zero = MaxPos;
Nesta parte, definimos as constantes emprega-das pelo programa, e que estão disponíveis para todoprograma que chamar esta unit.
horário/anti-horário: constantes ut i l izadas

ROBÓTICA
MECATRÔNICA ATUAL Nº 3 - ABRIL/20025 2
para indicar em que sentido os motores devemgirar.
MaxPos: número máximo de posições que podemser memorizadas. A posição 50 está reservada para aposição de início do braço.
zero: posição dentro do vetor de memória de posi-ções (Mem_pos) reservada para que o usuário possautilizá-la para resetar o sistema.
2.3 - Variáveis utilizadas
vimento. Caso este parâmetro esteja em true, o braçosomente se moverá se este movimento não ultrapas-sar as posições limites de cada articulação. Se esti-ver em false, o braço se movimentará de qualquermaneira, mesmo que seja instruído para ir além doslimites. É recomendável deixar este parâmetro sem-pre em true.
Exemplo:
girar(6,12,horário,true) {Anda na base
de 12 passos no sentido horário, sempre
que não ultrapasse o limite máximo da base.}var
Mem_pos : array[0. .MaxPos] of
vet_posicao;
NumPosMem : 0..MaxPos-1;
Aqui são definidas as variáveis gerais da unit.Mem_pos: consiste em um vetor de 50 posições,
cada uma das quais é um vetor do tipo vet_posicao,onde podem ser armazenadas ou memorizadas 49posições, pois a 0 guarda a posição atual do ArmDroide a 50 é utilizável para um reset da operação.
NumPosMem: variável que guarda o número de po-sições memorizadas.
2.4 - Procedimentos e funções da unit
2.4.1 - Procedure desenergizar:Este procedimento desenergiza os motores do
ArmDroid evitando um aquecimento desnecessário.
2.4.2 - Procedure Girar(motor:byte;NumPas:integer;sentido:boolean;Clip:
boolean);Este procedimento faz um determinado motor gi-
rar um determinado número de passos, em um senti-do específico.
motor: indica o motor ou grau de liberdade a girar :1 - garra abrir/fechar2 - pulso acima/abaixo3 - pulso direita/esquerda4 - braço5 - ombro6 - base.
NumPas: indica o número de passos a ser dado,deverá ser sempre positivo.
Sentido: indica o sentido a serem dados os pas-sos: horário / anti-horário (podem se usar as cons-tantes pré-definidas).
Clip: indica se a unit tem permissão para conferiras posições limites do braço antes de executar o mo-
2.4.3 - Procedure muda_posicao(para:byte):Este procedimento provoca o deslocamento da
posição atual para a posição de número (para) pre-viamente memorizada no vetor Mem_pos. Essa po-sição pode ter sido armazenada no mesmo progra-ma ou pelo programa de prova ArmRobot. Quer di-zer que as posições memorizadas com o progra-ma de prova podem ser utilizadas na hora de fazerum programa Pascal, fazendo o robô se deslocaraté elas, mediante este procedimento. Porém casose tente ir a uma posição não armazenada, ele irápara a posição de reset.
Exemplo:
muda_posicao(10) {Faz o robô deslocar-
se da posição atual para a posição 10 do
vetor Mem_pos que, após esta operação passa
a ser a posição atual.}
{Mem_pos[0] = Mem_pos[10].}
Como foi mencionado anteriormente, a posiçãoMaxPos ou “zero” guarda as posições iniciais, com oque, para resetar a posição do robô, ou seja, mandá-lo à posição inicial, basta escrever no programa:
muda_posiçao(zero)
2.4.4 - Procedure LerArquivo (DataFileName:String)
Procedimento para carregar as posições grava-das no arquivo, cujo nome deve ser passado comoparâmetro (DataFileName) nas variáveis Mem_Pos.Os dados no arquivo são gravados pelo programa deprova ArmRobotÒ (também podem ser gravados pelousuário ao fazer um programa utilizando esta unit).Uma vez aberto o arquivo, o programa feito pelo usuá-rio pode usar as variáveis Mem_Pos que, nelas, teráas posições memorizadas previamente pelo progra-ma ArmRobotÒ. Faça com que o nome do arquivotenha sempre a extensão .ARM.
Exemplo:

rOBÓT ICA
5 3MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
ROBÓTICA
5 3MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
2.4.5 - Procedure GravarArquivo (DataFi-leName:string)
Procedimento para escrever em um arquivo dedados as posições memorizadas. O programa me-moriza as posições que o usuário quiser em variá-veis, e esta rotina pode ser usada para gravar numarquivo as posições memorizadas. Quer dizer queo usuário pode não precisar usar este procedimen-to na hora de fazer um programa com as posiçõesmemorizadas e gravadas num arquivo peloArmRobotÒ, só deveria usar o LerArquivo (procedi-mento explicado acima que lê as posições arma-zenadas num arquivo e as passa para as variáveisMem_Pos). Mas, se o usuário quiser, ele poderámodificar alguma posição previamente armazena-da no seu programa e querer gravar nesse arquivocriado pelo programa de prova o novo valor dessavariável, aí deverá usar este procedimento para gra-var no arquivo esse novo valor.
Exemplo:
{Chamou-se o programa ArmRobot Ò e se levou o}
{braço manualmente até 7 posições diferentes,}
{memorizando-as com os números de 1 até 7.}
{E gravou-se com a opção “g” num arquivo de nome ProvaPos.Arm }
{No programa Pascal pode-se escrever:}
LerArquivo(‘ProvaPos.Arm’); {as 7 posições memorizadas}
{passam a estar disponíveis}
{para serem usadas pelo}
{programa nas variáveis}
{ Mem_Pos[1..7] }
for i := 1 to 7 do
begin
muda_posicao(i); {muda às 7 posições}
delay(1000) {esperando 1 segundo entre uma e outra}
end;
2.4.6 - Procedure SetVel(velocidade:integer):Define a velocidade com a qual o Armdroid
deverá se mexer. Seu valor pode ser de 10 a700, e se estiver fora desta faixa ela não seráalterada. Ao se chamar a unit, a velocidade éposta automaticamente em 300.
Exemplo:
2.4.7 - Procedure Reset_Robot:Este procedimento leva o braço até a posição ini-
cial, que passa a ser a atual. É inteiramente equiva-lente a executar:
repeat
SetVel(300); {estabeleço
velocida de 300}
muda_posicao(1); {mudo para a
1° posição}
delay(100); {espero 100 ms}
SetVel(20); {estabeleço
velocidade de 20
para operação
mais delicada}
muda_posicao(2); {vou a 2° posição}
delay(100) {espero 100 ms}
until keypressed; {repito até
pressionar
uma tecla}
muda_posicao(zero) {volto a po-
sição inicial
muda_posicao (zero); l
LerArquivo(‘ProvaPos.Arm’); {abro
arquivo}
mem_pos[3,6]:=120; {mudo valor da base
na posição 3}
mem_pos[5,2]:=36; {mudo valor do pulso
na posição 5}
GravarArquivo(‘ProvaPos.Arm’) {gravo no
arquivo essas }
{mudanças}

MECATRÔNICA ATUAL Nº 3 - ABRIL/20025 4
AUTOMAÇÃO
Paulo Cesar de Carvalho
INTERTRAVAMENTO - A APLICA-ÇÃO BÁSICA DE UM CLP
m máquinas e processos in-dustriais é muito comum anecessidade de aquisitar vá-rios sinais, por exemplo si-
nais de botoeiras, fins de curso,sensores, ou mesmo realizar uma ló-gica entre eles para comandar equi-pamentos tais como motores, válvu-las, inversores, etc . Esta função, quedenominamos de intertravamento, éuma das principais funções realizadaspelos CLPs . Eles substituem commuitas vantagens o intertravamentorealizado com relés. Poderíamos citarmuitos benefícios do CLP em relaçãoa um intertravamento a relé, mas, lem-bramos como os principais :menor tamanho,
facilidade de manutenção, programa-ção e capacidade de comunicaçãocom sistemas que gerenciam a pro-dução. Nas figuras 1 e 2 são mostra-dos exemplos de Módulo a Relé e CLPde médio porte.
ARQUITETURA BÁSICA DE UMCLP
Sob o ponto de vista funcional,podemos considerar as seguintes fun-ções que são executadas por um CLP:
Aquisição e comando
Esta função é realizada ciclica-mente pelos módulos
de Entrada e Saída que podem ser di-gitais ou analógicos. O tempo entrecada atualização dos pontos de E/S échamado ciclo de varredura. Osmódulos de Entrada aquisitam os sinaisdo campo e os módulos de Saída rea-lizam acionamentos em campo a cadaciclo de varredura . O ciclo de varredu-ra varia de 5 ms a 600 ms, dependen-do da rapidez da CPU e do tamanhodo programa aplicativo, sendo o tem-po de ciclo típico de um CLP da ordemde 100 ms. O total de pontos de E/S(Entrada Digitais (ED), EntradasAnalógicas (EA), Saídas Digitais (SD)e Saídas Analógicas (SA) é fator pre-ponderante para determinar o tipo deCLP a ser utilizado de modo a garantira performance esperada do sistema.Numa divisão simples, podemos con-siderar como de pequeno porte umCLP de até 64 E/S, de médio porteaté 500 E/S e de grande porte acimadeste número.
No número anterior da revista Mecatrônica Atual, abordamosos módulos de Entrada e Saída dos CLPs . Neste artigo, vamostratar de mais algumas características deles. A idéia é dar sub-sídios para o leitor especificar um CLP em aplicações práticasna indústria.
5 4

5 5MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
AUTOMAÇÃO
Barramento de dados
Em pequenos CLPs o barramentode dados é feito na própria placa daCPU, pois os módulos de aquisiçãode dados e módulos de saída estãointegrados em um só conjunto . EmCLPs maiores o barramento de dadosestá na placa traseira do bastidor ondea CPU e os módulos de aquisição sãoencaixados . Outro sistema, mais eco-nômico, utiliza um cabo plano entre osmódulos de E/S e a CPU denominado“flat-cable”. A desvantagem do flat-cableé que o usuário precisa se lembrar dedesconectar o cabo antes de retirar omódulo, pois, do contrário, poderá da-nificar o barramento. A maioria dosCLPs tem diagnóstico na CPU para fa-lha neste barramento. Uma função adi-cional oferecida nos CLPs de maiorporte é a troca a quente dos módulosde E/S. Esta função permite aousuário trocar um cartão de E/Ssem interromper a comunicaçãono barramento de dados.
Memória imagem de operandos
A memória imagem é normalmen-te uma memória do tipo RAM alimen-tada por bateria que armazena o es-tado de todos os operandos do CLP.Assim, se um operando de entrada ,por exemplo um sensor conectado auma entrada digital, ligar, este estadoserá alterado na memória imagempara nível lógico “1 “. Cada operandodigital ocupa 1 bit na memória ima-gem e os operandos analógicos ocu-pam 16 bits. Na memória imagem tam-bém são armazenados operandos in-ternos utilizados no programa ( abor-daremos estes operandos em outroartigo voltado para a programação deCLPs ) . O tamanho desta memórialimita o uso de operandos internos noprograma aplicativo. Por este motivoé importante saber a limitação do nú-mero de operandos internos da CPU.
Armazenamento do programa aplicativo
Ao contrário de programas de com-putador, os programas aplicativos deCLPs em linguagem ladder, são pe-quenos, e para aplicação de cerca de
500 pontos de Entrada e Saída podemser menores que 64 kbytes. O progra-ma aplicativo fica guardado na memó-ria de programa, que pode ser umaEPROM , RAM alimentada com bate-ria ou FLASH . O sistema de armaze-namento em memória RAM alimenta-da por bateria é muito susceptível aperda de programa, uma vez que abateria pode perder a carga e, nessecaso, se o CLP for desligado o pro-grama é perdido. A memória RAM éutilizada somente como local provisó-rio de armazenamento do programadurante o start-up do sistema, uma vezque sua gravação é muito rápida. Amemória EPROM é bastante seguraquanto a perda de programas, sendoutilizada para gravar a versão final doprograma. Devido à dificuldade de gra-vação da EPROM que necessita degravador especial e à dificuldade de
reaproveitamento , visto que é neces-sário apagar a memória com luzultravioleta para uma nova gravação,este tipo de memória de programa dei-xou de ser empregada para esta fina-lidade. Atualmente, a memória maisutilizada é a memória FLASH, que per-mite gravar e apagar elétricamente, nãoperde os dados sem energia e permiteaté 1000 regravações , além de ter ca-pacidade bem superior chegando a ar-mazenar programas de até 1000 kbytesou 1 Mbyte. O processo de transferir oprograma aplicativo da memória RAMpara a FLASH é bastante simples, bastaum comando no software de programa-ção do CLP.
Processamento
O processamento do programaaplicativo do CLP é executado pela
Figura 1 – Módulo de saída digital a Relé da Série Ponto, da Altus, com 32 saídas. A borneira nomódulo diminui gastos com bornes do painel elétrico.

MECATRÔNICA ATUAL Nº 3 - ABRIL/20025 6
AUTOMAÇÃO
CPU (figura 3 ) . Nos pequenos CLPsa CPU, a Fonte e os módulos de E/Sconstituem uma única caixa e nãoconseguimos distinguir a CPU . OsCLPs de maior número de E/S sãomodulares e, normalmente, teremosum módulo só para fonte de alimen-tação que alimenta a CPU e a eletrô-nica dos módulos de E/S, um módulopara a CPU e os módulos de E/S . Aseguir, apresentaremos os critériosmais comuns para a escolha da CPU,classificados de a) até i).
a) Tempo médio de execução doprograma aplicativo
Infelizmente, este critério variabastante entre os fabricantes de CLPs. Alguns informam o tempo para exe-cutar X kbytes de programa aplicativo,independentemente das intruçõesexistentes, outros dão o tempo deexecução para cada tipo de instrução,e assim por diante.
Para dar uma idéia de valores típi-cos: em CPUs de pequeno porte - de5 ms p/ cada 1000 instruções de con-tato, e nas CPUs de grande porte essetempo é menor que 2 ms.
O tempo de ciclo representa o tem-po gasto pela CPU em aquisitar asentradas , processar o programaaplicativo e atualizar as saídas ( co-mandos ) . Este tempo deve ser anali-sado com cuidado em aplicações comgrande número de E/S , com progra-
ma complexo ou em aplicações ondese necessita tempo de varredura me-nor que 20 ms. Em aplicações críticas,é comum o usuário desejar que de-terminados trechos de programa oudeterminadas Entradas, sejam “varri-dos” em tempos menores que outros.Ou seja, o tempo de ciclo globalpode ser de 100 ms desde que al-guns trechos de programa ou deter-minadas entradas sejam atendidasem tempos menores, por exemplo,a cada 10 ms. Alguns CLPs possu-em esta função que prioriza a var-redura de pequenos trechos de pro-grama ( interrupção por software )ou de determinados pontos de En-trada (interrupção de hardware).
b) MTBFO MTBF é o tempo máximo entre
falhas. Ele é calculado pela norma MIL-HDBK-217E utilizando-se como base,entre outras coisas, o número e tipo decomponentes utilizados no hardware.Como referência, uma CPU de peque-no porte que possui pontos de Entradae Saída e fonte integrados num mes-mo circuito pode ter MTBF da ordemde 18.000 horas, e uma CPU de mé-dio/grande porte que, normalmente, es-tá separada da fonte e E/S pode terMTBF maior que 70.000 horas.
c) ExpansibilidadeEsta característica é importante
para projetos onde o aumento do nú-mero de E/S irá ocorrer em etapas.Neste caso, é importante prever o nú-mero máximo de E/S considerandouma folga de 10 ou 20% para se es-pecificar a CPU que atenderá à de-manda final do número de pontos.
d) Relógio de tempo realEsta função é bastante desejável
em aplicações onde é necessário quea CPU realize ações baseadas no ho-rário como, por exemplo, acionar o iní-cio de um processo em uma determi-nada hora programada.
e) Capacidade de memóriaA capacidade de memória deve ser
calculada para atender a demanda doaplicativo que será desenvolvido, comuma folga para atender futuras modi-ficações e implementações. Em CLPs
menores a capacidade de memória éreduzida, uma vez que o número depontos a controlar é pequeno. Consi-derando linguagem ladder, uma capa-cidade adequada para um mini - CLPde 16 ED e 16 SD é 32 k ou 64 k, epara CLPs de grande porte este nú-mero pode ser de 1Mbyte.
f) Programação "on-line"É padrão em CLPs de grande por-
te, mas nos de pequeno porte esta fun-ção pode não estar disponível. A pro-gramação “on-line” permite que o usu-ário envie um novo programa aplicativopara a CPU sem parar o proces-samento do programa, ou seja, assimque o usuário envia o novo programa aCPU acaba o ciclo de varredura do pro-grama antigo e, na seqüência, executao novo ciclo de varredura com o pro-grama novo. Esta função é imprescindí-vel em sistemas que não possam parar,sob o risco de perder toda a matériaprima que está sendo manuseada.
g) Comunicação em redeNo mínimo, todo CLP dispõe de
pelo menos uma porta de comunica-ção serial onde o usuário vai conectaro cabo serial do programador que,normalmente, é um computador exe-cutando um software programador dofabricante do CLP . Através destaporta o usuário faz todas as ativida-des de manutenção : verifica o “status”da CPU, dos módulos de E/S, o tem-po de ciclo do programa aplicativo, faza carga do programa e faz a leitura doprograma para salvar em disco, etc.Esta porta normalmente é uma redemestre-escravo que pode ser utiliza-da para outras funções tais como:conectar um sistema de supervisão ouuma Interface Homem Máquina local.No entanto, como esta porta é desti-nada a manutenção, se ela for utiliza-da para conectar uma IHM por exem-plo, toda vez que o usuário precisarconectar o laptop para a manutenção,deverá retirar o cabo da IHM e, de-pois de concluído o serviço, recolocá-lo. Para se evitar este tipo de proble-ma é desejável que a CPU tenha maiscanais de comunicação para permitir,além da conexão com IHMs locais, aconexão em rede com outros siste-mas. O assunto rede de CLPs é bas-
Figura 2 – CLP de médio porte da FESTO.

5 7MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
AUTOMAÇÃO
tante amplo e trataremos em um arti-go específico.
h) RedundânciaA redundância de CPU é utilizada
somente em sistemas de grande portedevido ao seu alto custo. A redundân-cia de CPU é aplicada em sistemas quecontrolam áreas muito críticas, onde otempo de parada para a troca de umaCPU não é aceitável como, por exem-plo, em plataformas de petróleo e emalguns processos industriais.
i) SincronismoEsta é uma função exclusiva de
automação para a área elétrica e estádisponível normalmente em CPUs degrande porte e dedicadas para este tipode automação . Nesse caso, a CPUdeve ter uma entrada específica parareceber o sinal de GPS ( aparelho querealiza a leitura de 3 satélites (no míni-mo) e informa a hora com precisãomelhor que 1 ms ) . Esta função permi-te que os relógios de todas as CPUsestejam com a mesma hora com defa-sagem menor que 1 ms. Quando ocor-re uma entrada digital de falha, a CPUdata e armazena a informação. Depois,através do sistema de supervisão épossível saber qual foi o evento queoriginou a falha. Esta é uma exigênciado setor elétrico face à necessidade doOperador Nacional do Sistema ( ONS )de saber a causa de problemas queoriginam blecautes, por exemplo.
EXEMPLO DE ESPECIFICAÇÃODO CLP
Existem muitos fabricantes de CLPsno mercado e os modelos diferem bas-tante em relação às características téc-nicas. Por este motivo vamos especifi-car um CLP genérico, que iremos de-nominar de CLP-15, pois ele controla-rá a área 15, responsável pela transfe-rência de suco concentrado de umaplanta genérica de fabricação de suco.
Características básicasda área 15
O sistema é formado por válvulasque direcionam o suco produzido paraarmazenamento em câmaras frias. Oposicionamento incorreto de uma vál-
vula pode resultar em destino erradodo suco ou mesmo de mistura de 2sucos diferentes que estão sendo trans-feridos. Sendo assim, cada válvula pos-sui fins de curso para confirmar se estáfechada ou aberta. A transferência éfeita por bomba positiva e a pressãodeve ser controlada para evitar que hajadanos à tubulação. A temperatura dosuco deve ser medida antes da trans-ferência, pois o suco não pode chegar“quente” na câmara fria.
Características do CLP - 15
O CLP deverá ser instalado em lo-cal com alimentação em 127 VAC +/-10%, 60 Hz, temperatura ambientemáxima de 40 o C e 90% de umidademáxima sem condensação.
O sistema deverá controlar 100 vál-vulas pneumáticas com acionamentoindividual para abrir e fechar . Cada vál-
vula possui 2 fins de curso, um paraindicar válvula aberta e outro para in-dicar válvula fechada . Cada bobina daválvula solenóide , quando acionada,consome 100 mA em 24 VCC . O siste-ma possui uma bomba do tipo “positi-va” que impulsiona o suco pela tubula-ção. Esta bomba é acionada por inver-sor de freqüência . O CLP deverá vari-ar a rotação da bomba aplicando umsinal 4 a 20 mA ao inversor. O inversorjá foi dimensionado para trabalhar comfolga no meio da faixa de rotação. Pre-ver um sinal de comando tipo contatoseco, para habilitar o inversor, e retor-no tipo contato seco, para inversor comdefeito e alarme no motor.
A pressão na linha deve ser no má-ximo 4 bar para evitar que a tubulaçãoseja danificada. O CLP deverá contro-lar a rotação da bomba de forma a im-pulsionar o suco com a máxima veloci-dade possível sem que a pressão ul-
Figura 3 – CPU de um CLP de última geração. Note a miniaturização dos componentes.

MECATRÔNICA ATUAL Nº 3 - ABRIL/20025 8
AUTOMAÇÃO
trapasse o máximo de 4 bar. Note quea velocidade varia à medida que o sucoestá mais ou menos concentrado. Paramedir a pressão na tubulação será uti-lizado um transmissor de pressão quemede de 0 a 12 bar e fornece um sinalproporcional de 4 a 20 mA.
Deverá ser medida a temperaturaantes da bomba para evitar que sejatransferido suco quente para as câma-ras frias. O transmissor de temperatu-ra fornece saída de 4 a 20 mA para afaixa de –20o a + 10 o C.
Especificação do CLP
A primeira coisa que precisamosfazer é contar os sinais de Entrada eSaída e separar os sinais pelo tipo ecaracterísticas elétricas.
a) Número de entradas digitais(ED)
Válvulas : São 100 válvulas, cadauma com 2 fins de curso que são con-tatos secos = 200 pontos.
Inversor : O inversor possui retor-no de 2 sinais tipo contato seco p/ oCLP, indicando falha no acionamento,sobrecorrente ou alarme no motor.
Total de ED = 202 pontos conta-to seco . Como todos os acionamentosserão em 24 VCC, é interessante “mo-lhar” os contatos secos das entradasdigitais com 24 VCC. Sendo assim,serão 202 pontos de entrada 24 VCC.Como os módulos de entrada são nor-
malmente múltiplos de 16 pontos, pre-cisaremos de 13 módulos e teremos6 pontos reservas.
b) Número de saídas digitais(SD)
Válvulas : São 100 válvulas, cadauma com 2 comandos de acionamentoem 24 VCC= 200 pontos.
Inversor : O inversor possuI 1 co-mando para habilitar o inversor quedeve ser um contato seco
Total de SD = 201 . Para este casoé possível utilizar saída contato secoou saída a transistor. A opção podeser feita em termos de custo. O módulocontato seco é mais caro. Uma outraopção é colocar módulo a transistor ecolocar relés de interposição para fa-cilitar manutenções futuras. Como osmódulos de saída são normalmentemúltiplos de 16 pontos, precisaremosde 13 módulos e teremos 7 pontosreservas.
c) Número de entradas analó-gicas (EA)
Temos os seguintes sinais de en-trada analógicos :
Temperatura e pressão = 2 sinais,ambos de 4 a 20 mA.
Supondo a utilização de módulocom 8 pontos, um módulo será sufici-ente e a especificação do mesmo é :1 módulo de EA 4-20 mA e resolu-ção de 12 bits e este módulo terá 6pontos reservas.
d) Número de saídas analógicas(SA)
Temos somente o sinal de varia-ção de velocidade do inversor em 4 a20 mA.
Supondo a utilização de módulocom 4 pontos, um módulo será sufi-ciente e a especificação do mesmoé : 1 módulo de EA 4-20 mA e re-solução de 12 bits com 3 pontosreserva.
e) Total de módulos de E/SNesta aplicação o total é de 28
módulos.
f) Fonte de alimentação de E/SPara acionamento de 200 pontos de
saída de 100 mA cada , teremos um fon-te de 20 A. Como os pontos não ficamtodos constantemente ligados, uma fon-te de 20 A em 24 VCC é suficiente.
g) Arquitetura típica do CLPTendo em vista que cada barra-
mento de CLP abriga em média 16 mó-dulos, serão necessários 2 barramentosde módulos. A figura 4 apresenta aconfiguração típica deste CLP, onde:
ED : Módulo de Entrada Digital 16pontos 24 VCC
EA : Módulo de Entrada Analógicade 8 pontos, 4 a 20 mA , 12 bits deresolução
SD : Módulo de Saída Digital de16 pontos contato seco ou a transis-tor 24 VCC
SA : Módulo de Saída Analógica 4pontos, 4 a 20 mA, 12 bits de resolu-ção.
FS : Fonte suplementar.
Até o próximo número, onde conti-nuaremos nosso treinamento emCLPs .
Figura 4 – Arquitetura típica do CPL.
CONTATOS COMFABRICANTES DE CLPs
Allen-Bradley - www.ab.comAltus - www.altus.com.brFesto - www.festo.com.brGEFanuc - www.gefanuc.
com.brSiemens - www.siemens.
com.br l

5 9MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
S O F T WA R E
OOOOO
AUTOCAD APLICADO ÀAUTOCAD APLICADO ÀAUTOCAD APLICADO ÀAUTOCAD APLICADO ÀAUTOCAD APLICADO ÀMECAMECAMECAMECAMECATRÔNICATRÔNICATRÔNICATRÔNICATRÔNICA
33333a Par Par Par Par Partetetetete
s comandos que foram ex-plicados nas partes ante-riores permitem ao usuá-rio construir diversos tipos
de desenhos e, com a prática, dese-nhar no AutoCAD passa a ser maisfácil do que a mão livre. Este fato ficamais evidente quando, no desenho, hávários componentes semelhantes, si-metria ou a necessidade de ser modi-ficado. Na abertura deste artigo é ilus-trado o modelo de um robô (cortesiade Hugo Leonardo Paiva Rodrigues).
Nesta parte do curso vamos co-nhecer outros comandos simples emuito necessários. Estudaremos orecurso Layer e veremos tambémcomo traçar diversos tipos de linhas,como tracejada e traço-ponto, e re-cursos que facilitam a construção dedesenhos. É importante destacarpara aqueles que utilizarem o Au-toCAD com freqüência, que todos oscomandos ensinados serão úteis edeverão ser treinados, pois uma vezaprendidos será fácil lembrar deles.
Rotate
Este comando permite rodar en-tidades selecionadas em torno deum ponto especif icado. Paraacioná-lo basta digitar Rotate nomenu de comandos ou clicar noícone da Toolbar Modify (No menusuperior clique em View, Toolbar eclique na opção Modify). Observea figura 1.
No AutoCAD a rotação costu-ma ser no sentido anti-horár io.Construa um triângulo simples esiga o exemplo:
Command: rotateCurrent positive angle in UCS:
A N G D I R = c o u n t e r c l o c k w i s eANGBASE=0
Select objects: (Selecione as en-tidades)
Select objects: (Dê Enter)Specify base point: (Clique como
especificado na figura 3)Specify rotation angle or
[Reference]: 90
Acompanhe a figura 2.
Mirror
Este é um exemplo de recursoque poupa bastante esforço em de-senhos com simetria bilateral. Se oesquema for simétrico, bastará fazerum lado e “espelhá-lo”, para isto énecessário indicar dois pontos per-
tencentes auma linha ima-ginária queservirá comoreferência paraeste “espelho”.Dessa forma,após selecio-nar as entida-des nas quaisserá aplicado omirror, cliqueem um pontoafastado dasentidades e se,no caso, o “es-pelho” ficar navertical, cliqueem um ponto acima do primeiro oudigite @0,1 ou @0,2 que indica queo segundo ponto está deslocado ape-nas na vertical. Em seguida, digite npara não apagar as entidades se-lecionadas. Veja na figura 3.
Command: mirrorSelect objects: (Selecione as en-
tidades)Select objects: (Dê Enter)Specify first point of mirror line:
Specify second point of mirror line:@0,1
Delete source objects? [Yes/No]<N>: n
Sérgio Eduardo Macedo Rezende
Figura 1 – ToolbarModify.

MECATRÔNICA ATUAL Nº 3 - aBRIL/20026 0
S O F T WA R E
Offset
Em muitos casos o desenho emquestão possui segmentos paralelos,por exemplo, uma chapa grossa demetal que é dobrada em várias par-tes e onde sua espessura precisa serespecificada no desenho. O offsetexecuta essa função e pode ser acio-nado pela ToolBar Modify ou digi-tando-se offset no menu de coman-dos. Faça o desenho da figura 4 esiga os comandos apresentados.
Command: offsetSpecify offset distance or
[Through] <1.0000>: 2 (Distância en-tre o segmento original e o paralelo)
Select object to offset or <exit>:(Clique na linha superior do desenho)
Specify point on side to offset:(Clique abaixo desta linha superior)
Select object to offset or <exit>:(Clique no arco esquerdo)
Specify point on side to offset:(Clique à direita deste arco esquerdo)
Repita estes procedimentos paraos outros dois segmentos, obtendoassim a figura 5.
Extend
Este é um comando bastantesimples para estender um segmentoaté uma fronteira. Basta digitarExtend no menu de comandos e, emseguida, clicar nas fronteiras comoindicado na figura 6 e dar um Entere, finalmente, clicar nas extremida-des da linha que será estendida.
Fillet e Chamfer
Diversas peças grandes taiscomo caixas de redução, são feitas
de ferro fundido e suas quinas cos-tumam ser arredondadas. Se o dese-nho for feito a mão livre é preciso exe-cutar diversos procedimentos paraarredondar uma quina. Uma técnicausada é fazer linhas paralelas às qui-nas com uma distância igual ao raiodo arredondamento e, em seguida, tra-çar um arco centrado no cruzamentodos segmentos paralelos e apagar asentidades desnecessárias (figura 7) .
Este é um procedimento trabalho-so que deve ser repetido onde hácantos arredondados. No AutoCAD
a tarefa fica muito mais simples,bastando digitar fillet e selecionar asduas quinas que se encontram. Aopção radius serve para mudar o raiode curvatura. Siga o exemplo parachegar no resultado da figura 8.
Command: filletCurrent settings: Mode = TRIM,
Radius = 10.0000Select first object or [Polyline/
Radius/Trim]: rSpecify fillet radius <10.0000>: 8Command: fillet
Figura 2 – Rotate.
Figura 3 – Mirror.
Figura 4 – Modelo para offset.
Figura 5 – Offset.

6 1MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
S O F T WA R E
Current settings: Mode = TRIM,Radius = 8.0000
Select first object or [Polyline/Radius/Trim]: (Selecione a primeiraentidade)
Select second object: (Selecionea segunda entidade)
O Chamfer transforma uma qui-na reta em uma chanfrada onde asdimensões dos chanfros vertical ehorizontal podem ser digitadas. Sigao exemplo:
Command: chamferSpecify first chamfer distance
<30.0000>: 10Specify second chamfer distance
<10.0000>: 20Command: (Dê Enter para reativar
o chamfer)(TRIM mode) Current chamfer
Dist1 = 10.0000, Dist2 = 20.0000Select first line or [Polyline/
Distance/Angle/Trim/Method]: (Sele-cione a linha vertical)
Select second line: (Selecione alinha horizontal)
Observe o resultado obtido na fi-gura 9.
Layer
Para aqueles que não conhecemeste recurso (que existe em outrosprogramas de computação gráfica) écomo se fosse uma folha transparen-te colocada sobre o desenho. Vocêpode acrescentar diversas destas fo-lhas (camadas) e construir cada par-te de seu projeto em um layer , podendoeste ser ativado ou não. Por exemplo,no projeto do braço de um robô, vocêpode desenhar a estrutura do braço nolayer zero, o sistema hidráulico no layerum, e o sistema elétrico no layer dois.Caso você queira ver apenas a estrutu-ra, basta desativar os layers um e dois;se quiser ver a estrutura com o sistemaelétrico ative os layers zero e dois. Istofaz com que o desenho fique mais orga-nizado e menos complexo.
Para ativar o layer basta, naToolbar Object Properties, clicar noícone Layer (figura 10) ou digitarlayer no menu de comandos. Namesma Toolbar podem ser vistas
Figura 6 – Extend
.
Figura 7 – Arredondamento.
Figura 8 – Fillet.
Figura 9 – Chamfer.

MECATRÔNICA ATUAL Nº 3 - aBRIL/20026 2
S O F T WA R E
várias propriedades do layer que se-rão explicadas.
Ao aparecer a caixa de diálogoLayer Properties Manager (figura 11)estamos prontos para configurar ascaracterísticas de cada layer. Noentanto, é preciso criar novos layerspara ficar mais claro seu entendimen-to, para isto clique no botão New edê os nomes para os novos layers.Para ver mais detalhes clique no bo-tão Show Details.
Agora, podemos explicar e atri-buir as propriedades de
cada layer. Ao lado do nomeobservamos um ícone do bulbo deuma lâmpada, ao clicar nele estare-
mos ativando oudesativando olayer. Em seguida,vemos um íconede um sol ou gelopara congelar olayer, que pode sermais utilizado emdesenhos comple-xos. Os layersdesativados não re-generam os dese-nhos agilizando ozoom. O ícone docadeado, quandofechado, impedeque se apaguementidades perten-centes à respectiva
camada.Criemos, por exemplo um layer
chamado “Elétrico”, clicando na pro-priedade color e selecionando a corazul. Em outro layer coloque o nome“Hidráulico” e na propriedade Li-
neweight mude para 0.5 mm (esta pro-priedade é do AutoCAD 2000). A pro-priedade Linetype será explicada emseguida. Um passo importante ago-ra é clicar no Layer “Elétrico” e nobotão Current para ativá-lo, e clicarem Ok. Agora desenhe uma circun-ferência. Em seguida, vá na ToolbarObject Properties (figura 10) , cliquena primeira caixa de opções e sele-cione o Layer “Hidráulico”. Desenheoutra circunferência (figura 12) .
Apesar de estar configurada parauma espessura maior, a circunferên-cia parece igual à outra, é precisoselecionar a opção para exibir espes-sura de linha. Para isso vá ao menuTools, Options, e na guia User Pre-ferences, clique no botão LineweightSettings e ative o checkbox DisplayLineweight. Veja na figura 13 .
Como cada circunferência perten-ce a um layer, experimente ativá-losou desativá-los clicando no ícone dobulbo de lâmpada. Ative a opção Lockclicando nos cadeados e tente apa-gar as circunferências e você perce-berá que isso não é possível.
Linetype (Ddchprop)
Uma das opções existentes nolayer é o Linetype que está sendo ex-
Figura 13 – Ativando espessura de linhas.
Figura 10 – Layer.
Figura 11 – Caixa de diálogo do Layer.
Figura 12 – Figuras em diferentes layers.

6 3MECATRÔNICA ATUAL Nº 3 - ABRIL/2002
S O F T WA R E
plicado independentemente do layer,pois é uma característica bastante im-portante para desenhos técnicos. Suafunção é modificar a propriedade daslinhas que serão construídas para, porexemplo, tracejadas ou pontilhadas.
O primeiro passo a ser dado écarregar o arquivo de linhas digitandoo comando linetype no menu de co-mandos. Com isso aparecerá a cai-xa de diálogos Linetype Manager,clique no botão Load e selecione alinha desejada na opção dos tipos delinhas disponíveis (figura 14) . De vol-ta ao Linetype Manager, selecione otipo de linha carregado e clique emCurrent.
Agora, tente fazer uma linha hori-zontal de comprimento 10. Um pro-blema que provavelmente surgirá éque a linha não parecerá tracejada,o motivo é que sua escala não estáadequada. Para isto dê um zoom na
linha e digite no menu de comandosltscale e digite um valor menor que
um, por exemplo 0,1. Se não der cer-to, tente um valor maior que um.
Observe a figura 15.Em muitos casos fizemos o de-
senho e, por algum motivo, queremosmodificar suas propriedades como acor e o tipo de linha. Para estes ca-sos existe o comando ddchprop, bas-tando digitá-lo.Aparecerá uma caixade diálogo lateral, selecione as enti-dades desejadas e modifique o quedesejar.
Acompanhe na figura 16.
EXERCÍCIO
Como foi dito anteriormente, parase ter prática com o AutoCAD e po-der compreender a importância doscomandos ensinados, é fundamen-tal praticar com exercícios. Na figu-ra 17 há um modelo simples em quedevem ser treinados comandos comoo fillet. Os arcos abaixo da circunfe-rência maior podem ser feitos pelocomando de circunferência usando
Figura 14 – Modificando o tipo de linha.
Figura 15 – Mudando a escala da linha.
Figura 16 – Propriedades.
Figura 17 – Exercício 1.

MECATRÔNICA ATUAL Nº 3 - aBRIL/20026 4
S O F T WA R E
o recurso de tan, tan e o raio, emseguida use o trim. Não esqueça quea peça possui simetria, logo use ocomando mirror. Uma sugestão é quea parte da peça na cor marrom fiqueem um layer diferente do restante.
Polygon e Ellipse
Muitos projetos possuem figuraspoligonais como, por exemplo, os pa-rafusos sextavados. O comandopolygon pode ser utilizado para cons-truir estas figuras com facilidade. Elepode ser acionado pelo menu superi-or em Draw, Polygon, em seguidadigite o número de lados. A próximaopção é indicar se o polígono é inscri-to ou circunscrito a uma circunferên-cia. No exemplo abaixo o polígono écircunscrito. Na figura 18 são mos-trados os casos de polígono inscritoe circunscrito.
Command: polygonEnter number of sides <4>: 6Specify center of polygon or
[Edge]:Enter an option [Inscribed in
circle/Circumscribed about circle]<I>: c
Specify radius of circle: 20
Desenhar elipses também é umatarefa simples. Pode ser ativado pelomenu Draw ou digitando-se ellipse.Na figura 19.
Command: ellipseSpecify axis endpoint of ellipse
or [Arc/Center]: cSpecify center of ellipse: (Centro
da elipse)Specify endpoint of axis: (Distân-
cia entre centro e uma extremidade)Specify distance to other axis or
[Rotation]: (Distância entre o centroe outra extremidade)
EXERCÍCIO
Para treinar, tente fazer o exercí-cio da figura 20 usando offset namedida indicada por 7. O arco de me-dida 37 deve ser feito pelo recursotangente, tangente e raio. Em segui-da, usando o mirror tente chegar nafigura 21. l Figura 21 – Propriedades.
Figura 18 – Polígono.
Figura 20 – Propriedades.
Figura 19 – Elipse.