RICARDO DE CARVALHO FINO - Sistema de...
45
ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE SÃO PAULO FLÁVIA BACCARO FONSECA OTIMIZAÇÃO DO PROCESSO PRODUTIVO DE UM PRINCÍPIO ATIVO NA INDÚSTRIA FARMOQUÍMICA LORENA 2011
Transcript of RICARDO DE CARVALHO FINO - Sistema de...

0
ESCOLA DE ENGENHARIA DE LORENA
UNIVERSIDADE DE SÃO PAULO
FLÁVIA BACCARO FONSECA
OTIMIZAÇÃO DO PROCESSO PRODUTIVO DE UM PRINCÍPIO
ATIVO NA INDÚSTRIA FARMOQUÍMICA
LORENA
2011

1
FLÁVIA BACCARO FONSECA
OTIMIZAÇÃO DO PROCESSO PRODUTIVO DE UM PRINCÍPIO
ATIVO NA INDÚSTRIA FARMOQUÍMICA
Monografia apresentada como
requisito parcial para a conclusão de
Graduação do curso de Engenharia
Química da Escola de Engenharia
de Lorena, Universidade de São
Paulo.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2011
2
Autorizo a reprodução e publicação total ou parcial deste trabalho, por
qualquer meio convencional ou eletrônico, para fins de estudo e pesquisa, desde
que citada a fonte.
CATALOGAÇÃO NA PUBLICAÇÃO
Assessoria de Documentação e Informação
Fonseca, Flávia Baccaro
Otimização do processo produtivo de um princípio ativo na Indústria
Farmoquímica. Flávia Baccaro Fonseca; orientador Marco Antonio
Carvalho Pereira – Lorena, 2011.
45 f
Monografia apresentada como requisito parcial para a conclusão de
Graduação do curso de Engenharia Química da Escola de Engenharia de
Lorena, Universidade de São Paulo
1. Indústria Farmoquímica: Otimização do custo. I Fonseca, Flávia
Baccaro II. Pereira, Marco Antonio, Orient.

3
RESUMO
FONSECA, F. B. Otimização do processo produtivo de um princípio ativo
na Indústria Farmoquímica. 2011. 45f. Monografia – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2011.
Ao início da industrialização, o conceito de produtividade estava associado
apenas aos volumes de produção. Atualmente o conceito de produtividade como
a relação entre o volume produzido e o tempo gasto para produção já não é
considerado suficiente. Outros fatores como custo, qualidade, mercado
consumidor devem ser considerados para garantir o sucesso da produção. Entre
os fatores acima citados, este trabalho destaca a importância da garantia da
qualidade dos princípios ativos, produtos finais produzidos em uma indústria
farmoquímica já que estes chegarão aos pacientes (mercado consumidor) como
medicamentos. Garantindo a qualidade dos processos, sem qualquer impacto
negativo na qualidade final das substâncias ativas produzidas, o objetivo do
presente trabalho foi otimizar o processo produtivo do princípio ativo em estudo,
aumentando sua produtividade. Foi criado um banco de dados do processo com o
histórico de resultados analíticos e rendimento do processo para estudo da
variabilidade e capabilidade. Assim, foi possível observar as etapas mais críticas
do processo, bem como oportunidades de melhoria. Neste trabalho, destacou-se a
etapa de moagem do processo como principal oportunidade para redução do
tempo gasto na produção. A partir dos gráficos de controle, também foi possível
corrigir e alinhar a tendência estatística com os set points na receita do processo.
Palavras-chave: Otimização do processo. Princípio ativo. Capabilidade.
4
ABSTRACT
At the beginning of industrialization, the concept of productivity has been
associated with production volumes. Currently the concept of productivity as the
ratio of the volume produced and the time spent for production is no
longer considered sufficient. Other factors such as cost, quality, consumer
market should be considered to ensure the success of the production. Among the
factors cited above, this paper emphasizes the importance of quality assurance of
the active ingredients, finished products produced in a pharmaceutical
chemistry industry as they arrive to patients (consumer market) as
medicines. Ensuring the quality of processes,without any negative impact on the
final quality of the active substances produced, the objective of this study was to
optimize the production process of the active principle in the study, increasing
their productivity. It created a database of the process with the history
of analytical results and performance of the process to study the variability and
capability. Thus, we observed the most critical stages of the process, as well as
opportunities for improvement. In this work, the highlight was the grinding
step of the process as the main opportunity for reducing the time spent in
production. From the control charts, it was also possible to correct and align with
the statistical trend set points in the revenue process.
Keywords: Process optimization. Active substance. Capability
5
LISTA DE FIGURAS
Figura 1 - Exportações brasileiras de medicamentos ........................................................ 2
Figura 2 - Distribuição no mercado da química fina ........................................................ 5
Figura 3 - Modelo de curva de distribuição normal .......................................................... 8
Figura 4 - Modelo de Diagrama de Ishikawa ................................................................. 12
Figura 5 - Exemplo de um gráfico de controle ............................................................... 13
Figura 6 - Gráfico de capabilidade para a análise de Absorbância da Solução ............. 26
Figura 7 – Gráfico de capabilidade para a análise de Granulometria (Peneira 40µm) ... 26
Figura 8 - Gráfico de capabilidade para a análise de Granulometria (Peneira 100µm) . 27
Figura 9 - Gráfico de capabilidade para a análise de Perda por Secagem ...................... 27
Figura 10 - Gráfico de capabilidade para a análise de Teor por titulação ...................... 28
Figura 11 - Gráfico de capabilidade para a análise de Teor por HPLC ......................... 28
Figura 12 - Gráfico de controle dos resultados para Granulometria (Peneira 40um) ..... 31
Figura 13 - Gráfico de controle dos resultados para Granulometria (Peneira 100um) ... 31
Figura 14 - Gráfico de Capabilidade da análise de Granulometria (Peneira 40um) a
partir de 2010 .................................................................................................................. 32
Figura 15 - Gráfico de Rendimento da Etapa crua ......................................................... 33
Figura 16 - Gráfico de Rendimento da Etapa Pura ......................................................... 33
Figura 17 - Gráfico de Rendimento total do processo .................................................... 34
6
LISTA DE TABELAS
Tabela 1 – Proporção de valores entre diferentes desvios padrão da média ..................... 9
Tabela 2 - Avaliação do índice Cp de um processo ........................................................ 10
Tabela 3 - Avaliação do índice Cpk de um processo ...................................................... 10
Tabela 4 - Avaliação do índice Pp de um processo ........................................................ 11
Tabela 5 - Avaliação do índice Ppk de um processo ...................................................... 11
Tabela 6 - Resultados analíticos dos lotes produzidos a partir de 2009 ......................... 20
Tabela 7 - Resultados analíticos dos lotes produzidos a partir de 2009 ......................... 22
Tabela 8 - Rendimentos dos lotes produzidos a partir de 2009 das etapas de processo . 23
Tabela 9 - Resultados de Cp, Cpk, Pp e Ppk para as análises estudadas ....................... 29
Tabela 10 - Resultados das experiências ........................................................................ 30
7
SUMÁRIO
1. Introdução ......................................................................................................... 1
1.1. Contextualização ........................................................................................ 1
1.2. Estrutura do trabalho .................................................................................. 3
2. Revisão bibliográfica ......................................................................................... 4
2.1 Química Fina ................................................................................................ 4
2.2 Fármacos e Medicamentos ........................................................................... 5
2.3 Indústria Farmoquímicas .............................................................................. 6
2.4 Princípio Ativo ............................................................................................. 6
2.5 Controle Estatístico de Processos ................................................................ 7
2.5.1 Capabilidade ........................................................................................ 7
2.5.1.1. Distribuição Normal ............................................................... 8
2.5.1.2. Índices de Capacidade de Processo ........................................ 9
2.5.1.2. Índices de Performance de Processo .................................... 10
2.6 Ferramentas da Qualidade .......................................................................... 12
2.6.1 Diagrama de Ishikawa ...................................................................... 12
2.6.2 Gráficos de Controle ......................................................................... 12
2.6.2.1. Escolha dos limites de controle ............................................ 13
3. Metodologia ..................................................................................................... 15
3.1 Método de Pesquisa .................................................................................... 15
3.2 Etapas de Execução .................................................................................... 15
3.3 Apresentação da Empresa .......................................................................... 17
3.4 Produção do Princípio Ativo ...................................................................... 18
4. Resultados e Discussões ................................................................................... 20
5. Conclusão ......................................................................................................... 35
6. Referências Bibliográficas ............................................................................... 36
1
1. INTRODUÇÃO
1.1. Contextualização
O segmento de química fina é o responsável pela obtenção de produtos com
alto valor agregado e elevada densidade tecnológica, abrangendo a produção de
fármacos e medicamentos, defensivos agrícolas e animais, catalisadores, aditivos,
corantes e pigmentos. As empresas responsáveis pela fabricação de tais produtos
mantém o compromisso constante com o investimento em desenvolvimento
tecnológico e na produção industrial no Brasil, para atender o mercado interno e
exportar seus produtos. [1]
No setor da química fina se situam os produtos farmoquímicos, fabricados
pelas indústrias farmoquímicas. É na indústria farmoquímica que ocorre a
produção dos princípios ativos e dos excipientes utilizados na fabricação de
medicamentos pela indústria farmacêutica. A importância dos produtos
farmoquímicos deve ser visualizada em conjunto com suas cadeias superior e
inferior. A cadeia superior é formada pelas indústrias farmacêuticas e produtos
farmacêuticos, destino dos produtos farmoquímicos após produção. Por sua vez,
a cadeia inferior é composta pelos intermediários de síntese, cujas substâncias
produzidas são matérias-primas da indústria farmoquímica.
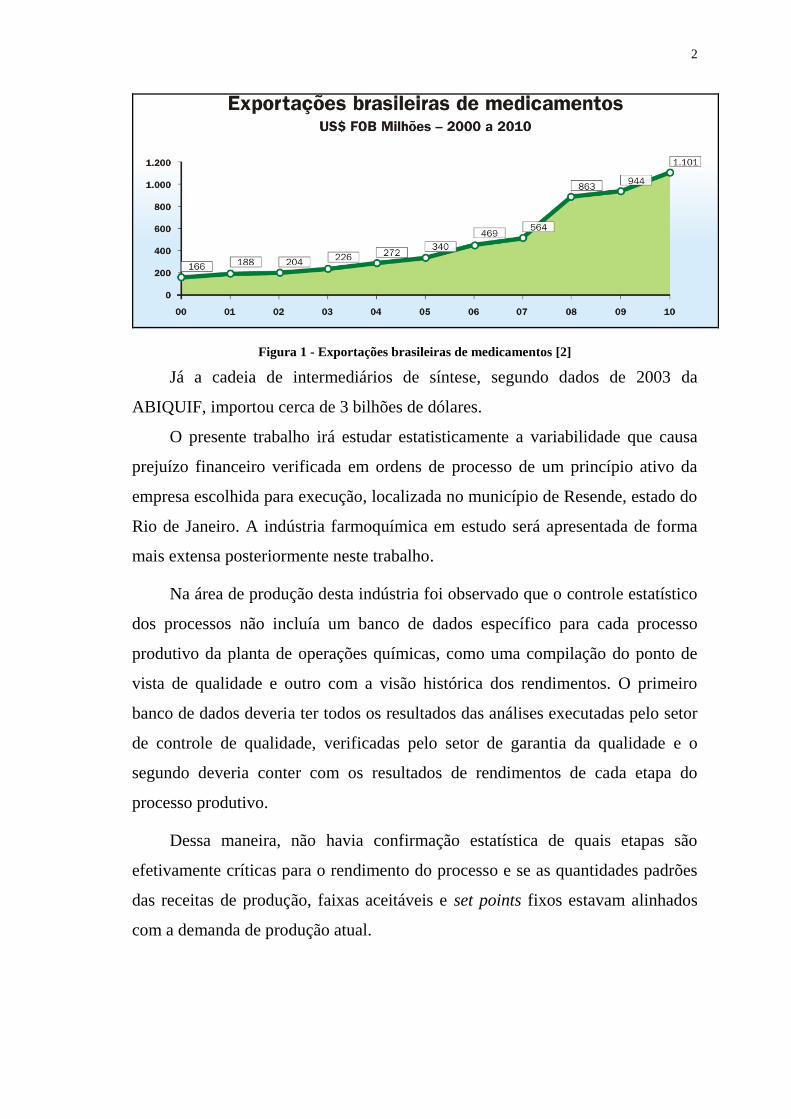
Em 2010, segundo o Ministério do Desenvolvimento, a cadeia superior da
indústria farmoquímica, composta pelos produtos farmacêuticos (ou
medicamentos), atingiu a marca de US$ 1,697 bilhão em exportações garantindo
que a cadeia farmoquímica-farmacêutica assumisse o posto de 14ª maior
exportadora brasileira de produtos industriais e de 3ª maior exportadora de
produtos industriais de alta tecnologia. A Figura 1 mostra o crescimento das
exportações desde o ano 2000 [2].
2
Figura 1 - Exportações brasileiras de medicamentos [2]
Já a cadeia de intermediários de síntese, segundo dados de 2003 da
ABIQUIF, importou cerca de 3 bilhões de dólares.
O presente trabalho irá estudar estatisticamente a variabilidade que causa
prejuízo financeiro verificada em ordens de processo de um princípio ativo da
empresa escolhida para execução, localizada no município de Resende, estado do
Rio de Janeiro. A indústria farmoquímica em estudo será apresentada de forma
mais extensa posteriormente neste trabalho.
Na área de produção desta indústria foi observado que o controle estatístico
dos processos não incluía um banco de dados específico para cada processo
produtivo da planta de operações químicas, como uma compilação do ponto de
vista de qualidade e outro com a visão histórica dos rendimentos. O primeiro
banco de dados deveria ter todos os resultados das análises executadas pelo setor
de controle de qualidade, verificadas pelo setor de garantia da qualidade e o
segundo deveria conter com os resultados de rendimentos de cada etapa do
processo produtivo.
Dessa maneira, não havia confirmação estatística de quais etapas são
efetivamente críticas para o rendimento do processo e se as quantidades padrões
das receitas de produção, faixas aceitáveis e set points fixos estavam alinhados
com a demanda de produção atual.

3
Assim, para verificação da eficácia de um estudo estatístico mais
aprofundado, foi escolhido um dos princípios ativos produzidos na planta
química para criação do banco de dados citado acima.
Além disso, por se tratar de um projeto a ser desenvolvido em uma indústria
farmoquímica, todas as pessoas que sofram de enfermidades que podem ser
tratadas pela substância ativa produzida são possíveis consumidores e
indiretamente impactados positivamente.
Desta forma, todo projeto que otimize o processo de obtenção do princípio
ativo acarreta no aumento da produtividade de tal processo, permitindo que este
continue sendo economicamente viável para a indústria, já que princípios ativos
possuem alto valor agregado.
1.2. Estrutura do Trabalho
Após a introdução sobre o que será discutido ao longo do presente trabalho,
o Capítulo 2 apresenta uma revisão bibliográfica, isto é, a fundamentação teórica
deste trabalho. Neste, primeiramente discorre-se sobre o segmento de química
fina, fármacos e medicamentos, indústria farmoquímica e princípios ativos.
Apresenta-se então uma revisão mais específica de controle estatístico de
processos e determinadas ferramentas da qualidade.
No capítulo 3, apresenta-se a metodologia deste trabalho bem como
informações sobre a empresa onde este trabalho foi executado.
` No capítulo subseqüente, é feita a discussão de todo o trabalho executado e
os resultados obtidos, verificando-se o cumprimento ou não dos objetivos, com a
sugestão de oportunidades de melhoria dentro do processo produtivo em estudo.
O Capítulo 5 trata da conclusão do presente trabalho e finalmente, são
apresentadas as referências bibliográficas, com a listagem das obras e artigos que
foram consultados para a construção do trabalho.
4
2. REVISÃO BIBLIOGRÁFICA
Foi realizado levantamento bibliográfico e a seguir, estão detalhados os
temas mais relevantes para a realização deste trabalho.
2.1 Química fina
A indústria da química fina compreende intermediários químicos de síntese,
intermediários químicos de uso ou princípios ativos utilizados para fabricação de
especialidades - medicamentos e defensivos agrícolas ou animais e as demais
especialidades finais da química fina - produtos colocados no mercado
consumidor. Os intermediários de síntese são moléculas químicas, geralmente
orgânicas, que atendem aos requisitos químicos, físicos e físico-químicos
(especificações técnicas) que constam de normas internacionais. [3]
Os intermediários de uso, além de seguirem padrões internacionais, isto é,
especificações técnicas, apresentam características de aplicações típicas
definidas, como a atividade biológica. São também conhecidos, na química fina,
como intermediários químicos de performance. Intermediários inorgânicos de
síntese química podem ser usados diretamente para obtenção de especialidades
(catalisadores e aditivos). [3]
As especialidades da química fina se caracterizam pelo elevado
investimento e consequente conteúdo tecnológico incorporado aos produtos e
também por se destinar a atender um mercado final de produtos com grande valor
unitário ou valor agregado.
A Figura 2 mostra os diferentes segmentos do complexo industrial da
química final com as respectivas porcentagens de distribuição no mercado.

5
Figura 2 - Distribuição no mercado da química fina [3]
2.2 Fármacos e Medicamentos
O segmento de fármacos e medicamentos é composto por medicamentos de
uso humano e por princípios ativos ou substâncias ativas utilizadas na
formulação dos medicamentos.
A indústria de fármacos está fortemente ligada à indústria farmacêutica, de
cuja cadeia é o elo mais importante. O segmento de Fármacos e Medicamentos
caracteriza-se por ser intensivo em pesquisa e desenvolvimento, podendo sua
atuação ser dividida em quatro estágios [1]. São eles:
1) P&D de novos princípios ativos (APIs);
2) Produção em escala dos APIs;
3) Produção de medicamentos;
4) Inserção dos medicamentos no mercado.
6
2.3 Indústria Farmoquímica
Indústrias farmoquímicas são responsáveis pela produção dos princípios
ativos, incluindo todas as etapas químicas do processo para a obtenção do
mesmo. Assim, a etapa de síntese do princípio ativo, bem como seu isolamento e
purificação estão compreendidos nas atividades executadas em uma indústria
farmoquímica. Desta maneira diferem das indústrias farmacêuticas, onde
ocorrem as formulações do medicamento com a adição dos excipientes ao
princípio ativo e das quais os medicamentos seguem para os centros de
distribuição.
As indústrias deste setor devem seguir as normas referentes às Boas
Práticas de Fabricação (BPF) ou Good Manufacturing Practices (GMP) de
Insumos Farmacêuticos Ativos, ou princípios ativos, ingredientes responsáveis
pela ação principal do medicamento. [4]
A norma traz os requisitos necessários para a produção de uma substância
ativa de qualidade, abrangendo procedimentos que devem ser obrigatoriamente
adotados com relação aos processos, equipamentos, sistemas informatizados,
controle de qualidade e higiene, além dos colaboradores e das instalações. O
cumprimento é necessário para a diminuição dos riscos sanitários inerentes aos
produtos, tornando os medicamentos mais seguros e eficazes. A revisão e a
atualização das normas BPF estão em conformidade com as recomendações da
Organização Mundial da Saúde (OMS) [4].
2.4 Princípio Ativo
Princípios ativos ou substâncias ativas são todas aquelas substâncias que
apresentam atividade farmacológica ou outro efeito direto no diagnóstico, cura,
7
alivio, tratamento ou prevenção de doenças, ou afete qualquer função do
organismo humano. [5].
Os princípios ativos também são usualmente conhecidos por farmoquímicos
ou fármacos. Mais recentemente, passaram a ser denominados princípios ativos
farmacêuticos (API, conforme a sigla em inglês). [3]
2.5 Controle Estatístico de Processos (CEP)
Atualmente, as empresas buscam a qualidade nos produtos, sendo
necessária análise estatística para avaliar o desempenho dos processos até o
produto final. Dessa maneira, destaca-se a importância do CEP para detecção e
diminuição da variabilidade, garantido maior conformidade e redução do custo
[6]. O controle estatístico de processo é uma metodologia poderosa que visa
auxiliar o Controle de Qualidade. Através dos gráficos de controle são detectados
parâmetros críticos do processo bem como desvios de processo, e assim é
possível reduzir o número de produtos finais fora das exigências e
consequentemente os custos da produção [7].
A utilização desses métodos não garante a solução de todos os problemas
de um processo, porém é uma maneira racional, lógica e organizada de
determinar onde eles existem, extensão e a possível solução, ajudando na
obtenção de sistemas que assegurem uma melhoria contínua da qualidade e da
produtividade [8].
2.5.1 Capabilidade
A capabilidade de um processo é dada pela sua capacidade de produzir
dentro da faixa de especificação. Os índices de capabilidade ou capacidade
8
podem ser obtidos diretamente dos dados registrados nos gráficos de controle e
medem a relação entre a especificação para uma característica e a variabilidade
causada por causas comuns do processo produtivo destinado a obtenção daquela
característica. Se a variabilidade do processo ultrapassa os limites de
especificação, pode-se estimar a probabilidade de produção de lotes fora da
especificação. Se a probabilidade é muito alta diz-se que o processo não é capaz.
Além disso, a capacidade de um processo pode ser definida como uma
medida que relaciona o rendimento real de uma máquina ou processo, com o seu
rendimento especificado.
O estudo de capabilidade de um processo só pode ser executado caso o
processo possua distribuição normal.
2.5.1.1 Distribuição normal
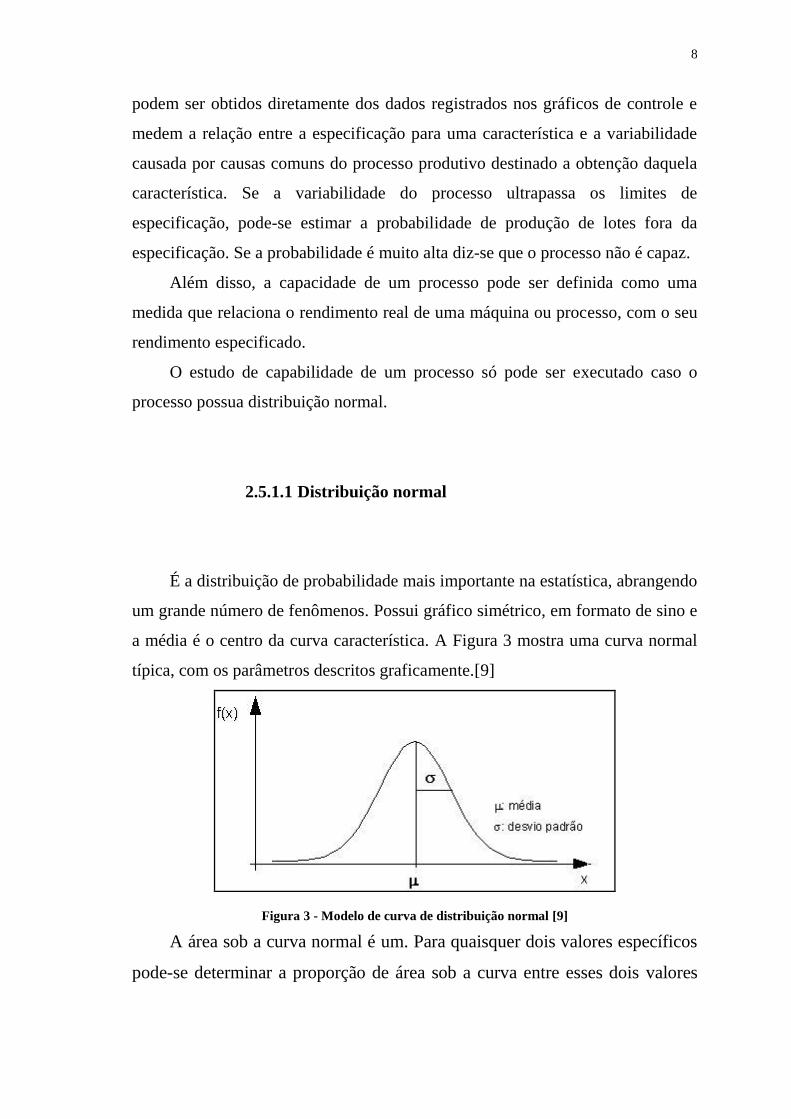
É a distribuição de probabilidade mais importante na estatística, abrangendo
um grande número de fenômenos. Possui gráfico simétrico, em formato de sino e
a média é o centro da curva característica. A Figura 3 mostra uma curva normal
típica, com os parâmetros descritos graficamente.[9]
Figura 3 - Modelo de curva de distribuição normal [9]
A área sob a curva normal é um. Para quaisquer dois valores específicos
pode-se determinar a proporção de área sob a curva entre esses dois valores
9
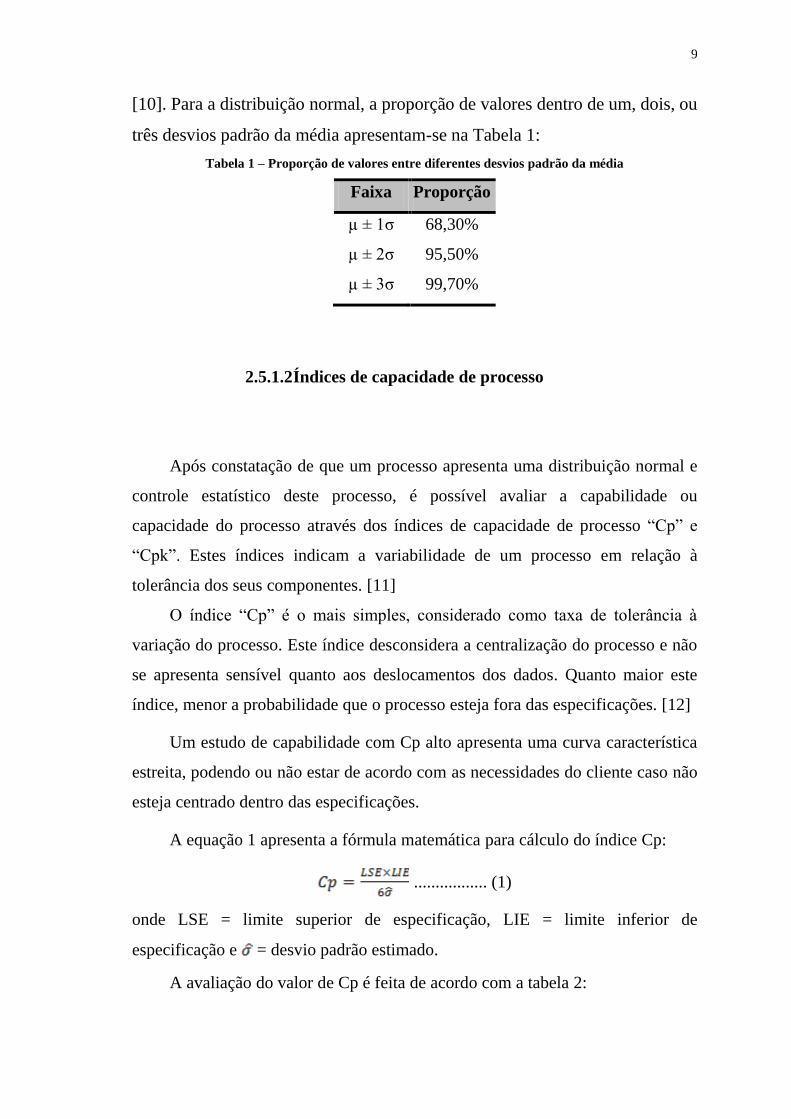
[10]. Para a distribuição normal, a proporção de valores dentro de um, dois, ou
três desvios padrão da média apresentam-se na Tabela 1:
Tabela 1 – Proporção de valores entre diferentes desvios padrão da média
Faixa Proporção
µ ± 1σ 68,30%
µ ± 2σ 95,50%
µ ± 3σ 99,70%
2.5.1.2 Índices de capacidade de processo
Após constatação de que um processo apresenta uma distribuição normal e
controle estatístico deste processo, é possível avaliar a capabilidade ou
capacidade do processo através dos índices de capacidade de processo “Cp” e
“Cpk”. Estes índices indicam a variabilidade de um processo em relação à
tolerância dos seus componentes. [11]
O índice “Cp” é o mais simples, considerado como taxa de tolerância à
variação do processo. Este índice desconsidera a centralização do processo e não
se apresenta sensível quanto aos deslocamentos dos dados. Quanto maior este
índice, menor a probabilidade que o processo esteja fora das especificações. [12]
Um estudo de capabilidade com Cp alto apresenta uma curva característica
estreita, podendo ou não estar de acordo com as necessidades do cliente caso não
esteja centrado dentro das especificações.
A equação 1 apresenta a fórmula matemática para cálculo do índice Cp:
................. (1)
onde LSE = limite superior de especificação, LIE = limite inferior de
especificação e = desvio padrão estimado.
A avaliação do valor de Cp é feita de acordo com a tabela 2:
10
Tabela 2 - Avaliação do índice Cp de um processo
Cp Avaliação
Cp > 1,33 Capaz
1,00 < Cp < 1,33 Satisfatório
Cp < 1,00 Incapaz
Por sua vez, o índice “Cpk” considera a centralização do processo e se
apresenta sensível quanto aos deslocamentos dos dados. Quanto maior este
índice, menor a probabilidade que o processo esteja fora das especificações.
A equação 2 apresenta a fórmula matemática para cálculo do índice Cpk:
.................(2)
onde LSE = limite superior de especificação, LIE = limite inferior de
especificação, = média do processo e = desvio padrão estimado.
A avaliação do valor de Cpk é dado de acordo com a tabela abaixo:
Tabela 3 - Avaliação do índice Cpk de um processo
Cpk Avaliação
Cpk > 1,33 Capaz
1,00 < Cpk < 1,33 Satisfatório
Cpk < 1,00 Incapaz
2.5.1.3 Índices de performance de processo
Enquanto os índices de Capacidade, descritos na seção 2.5.1.2 deste
trabalho detalham como poderá ser o comportamento do processo no futuro, os
índices de performance informam como o processo se comportou no passado ou
no momento atual.

11
O índice “Pp” desconsidera a centralização do processo e não se apresenta
sensível quanto aos deslocamentos dos dados. Quanto maior este índice, menor a
probabilidade que o processo esteja fora das especificações. [11]
A equação 3 apresenta a fórmula matemática para cálculo do índice Pp:
...................... (3)
onde LSE = limite superior de especificação, LIE = limite inferior de
especificação e σ = desvio padrão.
A avaliação do valor de Pp é dado de acordo com a tabela abaixo:
Tabela 4 - Avaliação do índice Pp de um processo
Pp Avaliação
Pp > 1,33 Capaz
1,00 < Pp < 1,33 Satisfatório
Pp < 1,00 Incapaz
Por sua vez, o índice “Ppk” indica o quanto próxima a média está do valor
ideal do processo e considera-se o ajuste do índice Pp para uma distribuição não
centrada entre os limites inferior e superior de especificação. Ao contrário do
índice Pp, é sensível quanto aos deslocamentos dos dados. [11]
A equação 4 apresenta a fórmula matemática para cálculo do índice Ppk:
...................... (4)
onde LSE = limite superior de especificação, LIE = limite inferior de
especificação, = média do processo e = desvio padrão estimado.
A avaliação do valor de Ppk é dado de acordo com a tabela 5:
Tabela 5 - Avaliação do índice Ppk de um processo
Ppk Avaliação
Ppk > 1,33 Capaz
1,00 < Ppk < 1,33 Satisfatório
Pk < 1,00 Incapaz
12
2.6 Ferramentas de Qualidade
2.6.1 Diagrama de Ishikawa
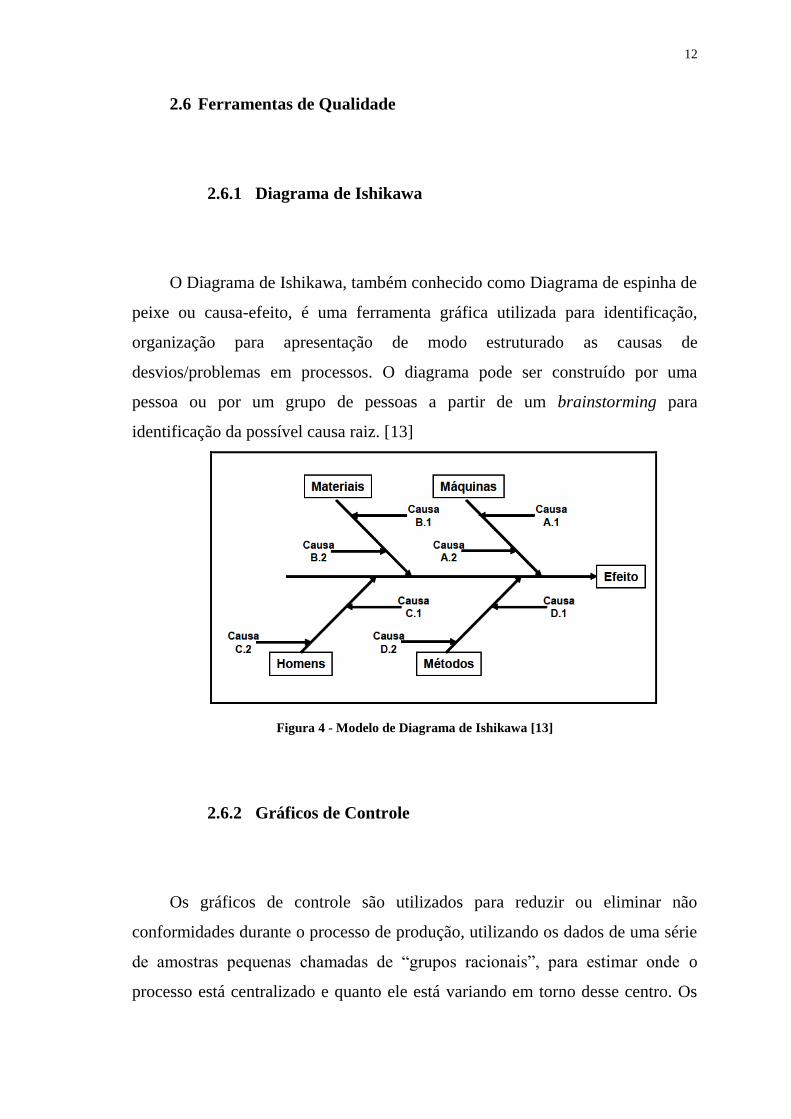
O Diagrama de Ishikawa, também conhecido como Diagrama de espinha de
peixe ou causa-efeito, é uma ferramenta gráfica utilizada para identificação,
organização para apresentação de modo estruturado as causas de
desvios/problemas em processos. O diagrama pode ser construído por uma
pessoa ou por um grupo de pessoas a partir de um brainstorming para
identificação da possível causa raiz. [13]
Figura 4 - Modelo de Diagrama de Ishikawa [13]
2.6.2 Gráficos de Controle
Os gráficos de controle são utilizados para reduzir ou eliminar não
conformidades durante o processo de produção, utilizando os dados de uma série
de amostras pequenas chamadas de “grupos racionais”, para estimar onde o
processo está centralizado e quanto ele está variando em torno desse centro. Os
13
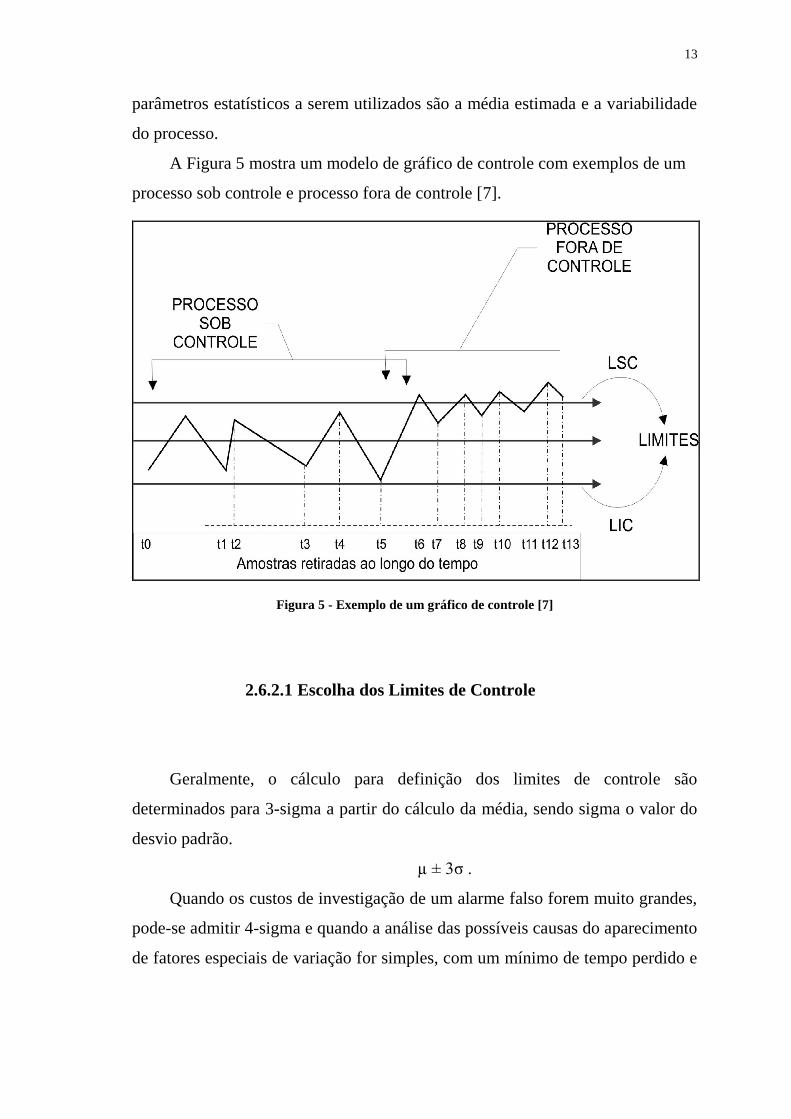
parâmetros estatísticos a serem utilizados são a média estimada e a variabilidade
do processo.
A Figura 5 mostra um modelo de gráfico de controle com exemplos de um
processo sob controle e processo fora de controle [7].
Figura 5 - Exemplo de um gráfico de controle [7]
2.6.2.1 Escolha dos Limites de Controle
Geralmente, o cálculo para definição dos limites de controle são
determinados para 3-sigma a partir do cálculo da média, sendo sigma o valor do
desvio padrão.
µ ± 3σ .
Quando os custos de investigação de um alarme falso forem muito grandes,
pode-se admitir 4-sigma e quando a análise das possíveis causas do aparecimento
de fatores especiais de variação for simples, com um mínimo de tempo perdido e
14
quando o custo de produção de artigos defeituosos for alto, será utilizado 2-sigma
[14].
Além disso, nem sempre os limites de controle estabelecidos pelo gráfico
de controle são iguais às especificações estabelecidas. Portanto existem os
Limites Inferior e Superior de Especificação (LIE e LSE) cujos valores são
exigências particulares de cada processo de acordo com as necessidades de seus
clientes.

15
3. METODOLOGIA
3.1 Método de pesquisa
A pesquisa-ação é o método de pesquisa orientada para elaboração de
diagnósticos, identificação de problemas e busca de soluções. Trata-se de um
método intervencionista que permite a atuação do pesquisador sobre o problema
tratado.
Em virtude da ampla inserção do pesquisador no contexto da pesquisa e do
seu envolvimento em torno de um interesse comum, este trabalho consiste em
uma pesquisa-ação, no qual o processo produtivo de um princípio ativo foi
estudado detalhadamente, buscando-se possíveis oportunidades de melhoria que
possam ser implementadas para aumento da produtividade.
3.2. Etapas de execução
Para o desenvolvimento do presente trabalho, inicialmente foi necessária uma
coleta de dados históricos do processo, tanto para resultados analíticos de
qualidade quanto para etapas de rendimento do processo em estudo. Essa
pesquisa foi feita nos software SAP e os resultados obtidos foram compilados em
planilhas denominadas planilhas de qualidade e rendimento no Microsoft Excel.
Foi escolhido o período de três anos para a coleta dos dados já que assim foi
possível obter um número de lotes suficientes para construção dos gráficos de
controle e estudo estatístico do processo. Dessa forma, foram coletados dados de
40 lotes consecutivos desde 2009 até 2011.
Após a compilação de dados, gráficos de capabilidade foram construídos no
software Minitab versão 15, a fim de se determinar a capabilidade do processo.
16
Com a determinação da capabilidade do processo, três resultados puderam
ser obtidos:
- Processo Capaz
- Processo Aceitável
- Processo Incapaz
Independente do resultado, oportunidades de melhoria para otimização do
processo foram encontradas, como será discutido posteriormente neste trabalho.
Neste caso poderiam ser utilizadas várias ferramentas da qualidade, conforme
descrito na seção de Revisão Bibliográfica desta monografia. Em virtude de
nenhum desvio de processo ter sido encontrado no estudo em questão para
utilização do Diagrama de Ishikawa e estudo de causa raiz, optou-se pelos
Gráficos de Controle como ferramenta de qualidade.
Após estudo da oportunidade de melhoria encontrada, foram construídos
gráficos de controle para cada etapa de rendimento do processo analisado. Assim,
foi possível determinar os novos limites de controle das etapas de processo com
base na demanda atual do princípio ativo em questão.
Dessa forma, as receitas do software SAP puderam ser ajustadas de maneira
que refletissem a nova demanda demonstrada nos gráficos de controle. Visto que
a atualização do software é periódica, ocorrendo a cada 6 meses, as receitas não
puderam entrar em vigor até a finalização deste trabalho.
No entanto, espera-se que a atualização das receitas, denominadas receitas
padrão, favoreçam a redução nos custos das ordens de processo. Considerando
que a receita padrão foi atualizada a partir do desenvolvimento deste trabalho, a
nova receita padrão deverá refletir a demanda real atual e quando comparada com
as ordens de processo abertas pelo setor de planejamento, não devem apresentar
significativa variância.
A Figura 6 apresenta o fluxograma com as etapas de execução deste
trabalho, acima explicadas.

17
Figura 6 - Fluxograma das etapas de execução do trabalho
3.2. Apresentação da empresa
A empresa abordada nesta monografia é uma indústria farmacêutica de
origem suíça, fundada no ano de 1996, pelo resultado da fusão entre duas
companhias de história corporativa rica e diversificada. Trata-se de uma empresa
líder mundial em pesquisa e desenvolvimento de produtos para a proteção e
melhoria da saúde e do bem-estar da população.
Atuando com 360 filiais, a empresa encontra-se distribuída em 140 países
com cerca de 100 mil colaboradores, que trabalham com o objetivo de estimular
o desenvolvimento das comunidades onde a empresa está instalada.

18
No Brasil, iniciou suas atividades em 1997 e, seguindo o modelo mundial, a
empresa atua nos setores: farmacêutico, veterinário, produtos nutricionais e
produtos oftalmológicos. No país existem cerca de dois mil colaboradores
distribuídos em quatro unidades.
Neste trabalho, foi escolhida uma das quatro unidades brasileiras.
Localizada na cidade de Resende, em uma área estratégica – entre importantes
cidades brasileiras, no eixo Rio de Janeiro – São Paulo, trata-se da única fábrica
de operações químicas da empresa fora do eixo Europa-China. Ocupando uma
área de 25.000 m², com cerca de 200 colaboradores diretos, a unidade estudada
neste trabalho é componente essencial para o desenvolvimento da companhia
através da produção de diferentes substâncias ativas e intermediárias para
doenças que atingem milhões de pessoas ao redor do mundo.
A fábrica em estudo produz uma diversificada gama de substâncias ativas e
utilizadas na produção de medicamentos em diferentes áreas terapêuticas. Após o
processo produtivo, estes produtos são encaminhados para outras unidades,
principalmente na América Latina, onde os medicamentos são fabricados e
embalados.
3.3 Produção do princípio ativo
As matérias-primas do processo chegam à planta de operações químicas na
forma sólida para serem testadas pelo setor de controle de qualidade e aprovadas
pela garantia da qualidade. São então levadas do depósito para o início da
produção química.
O processo produtivo do princípio ativo em estudo ocorre em batelada e é
iniciado com o carregamento das matérias-primas em um reator de inox para a
síntese do produto intermediário, etapa onde ocorre a reação química.
O produto segue para a etapa de purificação, a qual é feita através da
recristalização do produto, que é separado de seu meio solvente em filtros
19
centrífuga. A substância ativa é completamente isolada através de secagem em
estufas a condições especificas para o processo.
Para adequação dos cristais ao tamanho requerido pelo processo
farmacêutico, há ainda duas etapas de moagem. Finalmente, para garantir a
homogeneidade dos lotes, o produto segue para etapa de mistura.
O princípio ativo é manipulado em sistema fechado, composto de antesalas
e salas limpas, de forma que a segurança de todos seja preservada, tanto de
colaboradores quanto do meio ambiente, além de proteger o produto de
contaminações.
O produto é testado para garantir que estejam de acordo com as exigências
regulatórias antes de serem enviados aos sites responsáveis pela formulação, ou
seja, que fabricam os medicamentos.
Para garantir a qualidade do produto, amostras são retiradas ao longo e ao
final do processo para verificação da sua conformidade com as especificações
exigidas. As amostras retiradas ao longo do processo são chamadas de controle
de processo (CDP) e a retirada ao final do processo, amostra de produto final.
Para liberação do envio da substância ativa para o processo farmacêutico, é
necessário também que a documentação do lote esteja organizada e completa
para ser conferida e aprovada.
20
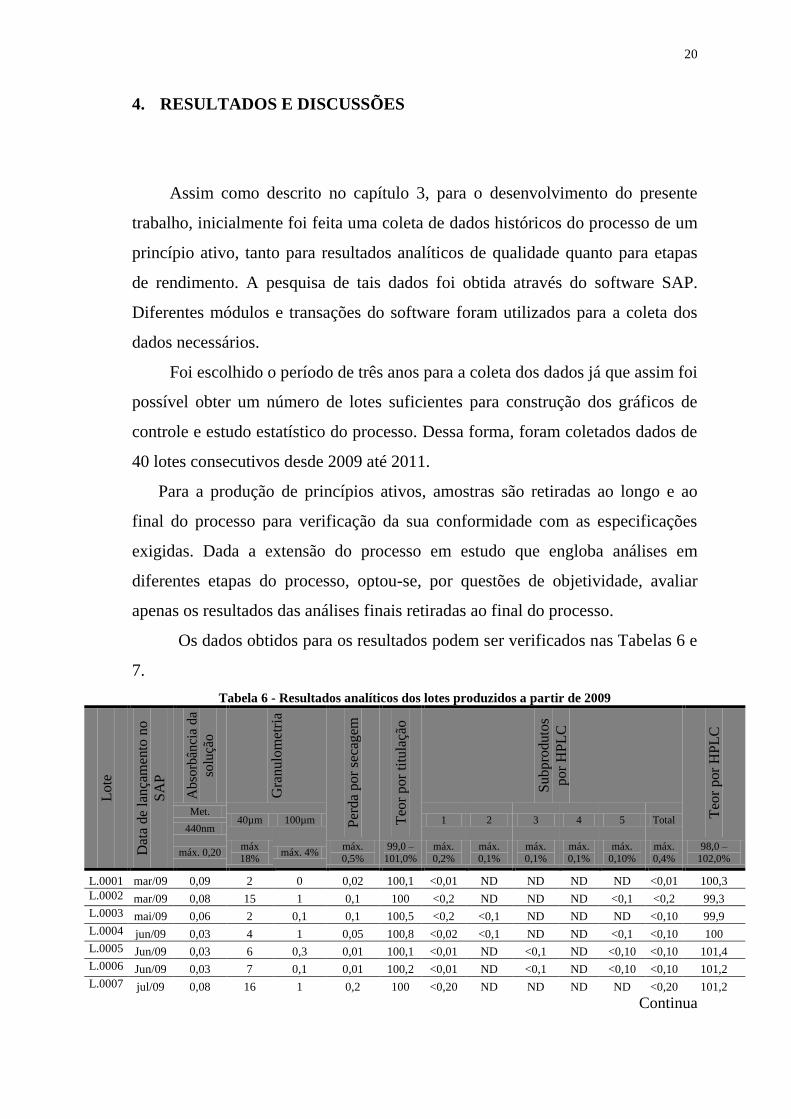
4. RESULTADOS E DISCUSSÕES
Assim como descrito no capítulo 3, para o desenvolvimento do presente
trabalho, inicialmente foi feita uma coleta de dados históricos do processo de um
princípio ativo, tanto para resultados analíticos de qualidade quanto para etapas
de rendimento. A pesquisa de tais dados foi obtida através do software SAP.
Diferentes módulos e transações do software foram utilizados para a coleta dos
dados necessários.
Foi escolhido o período de três anos para a coleta dos dados já que assim foi
possível obter um número de lotes suficientes para construção dos gráficos de
controle e estudo estatístico do processo. Dessa forma, foram coletados dados de
40 lotes consecutivos desde 2009 até 2011.
Para a produção de princípios ativos, amostras são retiradas ao longo e ao
final do processo para verificação da sua conformidade com as especificações
exigidas. Dada a extensão do processo em estudo que engloba análises em
diferentes etapas do processo, optou-se, por questões de objetividade, avaliar
apenas os resultados das análises finais retiradas ao final do processo.
Os dados obtidos para os resultados podem ser verificados nas Tabelas 6 e
7.
Tabela 6 - Resultados analíticos dos lotes produzidos a partir de 2009
Lo
te
Dat
a de
lan
çam
ento
no
SA
P
Abso
rbân
cia
da
solu
ção
Gra
nulo
met
ria
Per
da
po
r se
cagem
Teo
r p
or
titu
laçã
o
Su
bpro
duto
s
por
HP
LC
Teo
r p
or
HP
LC
Met. 40µm 100µm 1 2 3 4 5 Total
440nm
máx. 0,20 máx
18% máx. 4%
máx.
0,5%
99,0 –
101,0%
máx.
0,2%
máx.
0,1%
máx.
0,1%
máx.
0,1%
máx.
0,10%
máx.
0,4%
98,0 –
102,0%
L.0001 mar/09 0,09 2 0 0,02 100,1 <0,01 ND ND ND ND <0,01 100,3
L.0002 mar/09 0,08 15 1 0,1 100 <0,2 ND ND ND <0,1 <0,2 99,3
L.0003 mai/09 0,06 2 0,1 0,1 100,5 <0,2 <0,1 ND ND ND <0,10 99,9
L.0004 jun/09 0,03 4 1 0,05 100,8 <0,02 <0,1 ND ND <0,1 <0,10 100
L.0005 Jun/09 0,03 6 0,3 0,01 100,1 <0,01 ND <0,1 ND <0,10 <0,10 101,4
L.0006 Jun/09 0,03 7 0,1 0,01 100,2 <0,01 ND <0,1 ND <0,10 <0,10 101,2
L.0007 jul/09 0,08 16 1 0,2 100 <0,20 ND ND ND ND <0,20 101,2
Continua
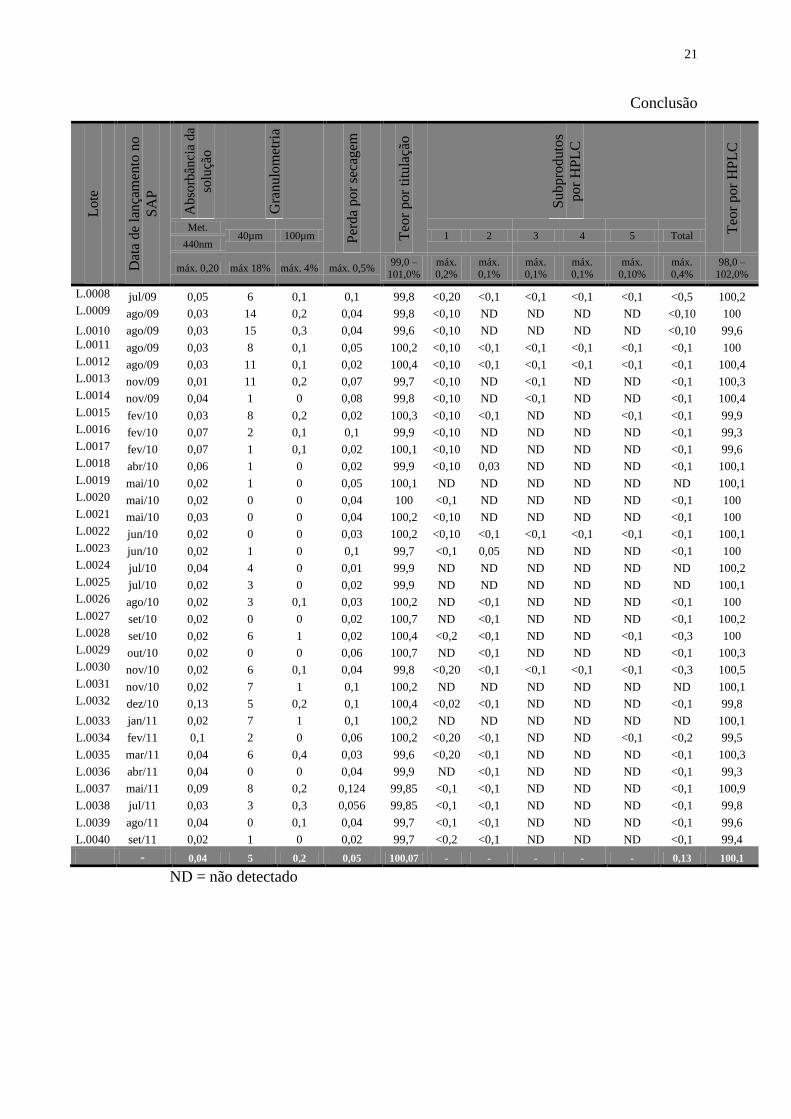
21
Conclusão L
ote
Dat
a de
lan
çam
ento
no
SA
P
Ab
sorb
ânci
a d
a
solu
ção
Gra
nu
lom
etri
a
Per
da
po
r se
cag
em
Teo
r p
or
titu
laçã
o
Su
bp
rod
uto
s
po
r H
PL
C
Teo
r p
or
HP
LC
Met. 40µm 100µm 1 2 3 4 5 Total
440nm
máx. 0,20 máx 18% máx. 4% máx. 0,5% 99,0 –
101,0% máx. 0,2%
máx. 0,1%
máx. 0,1%
máx. 0,1%
máx. 0,10%
máx. 0,4%
98,0 – 102,0%
L.0008 jul/09 0,05 6 0,1 0,1 99,8 <0,20 <0,1 <0,1 <0,1 <0,1 <0,5 100,2
L.0009 ago/09 0,03 14 0,2 0,04 99,8 <0,10 ND ND ND ND <0,10 100
L.0010 ago/09 0,03 15 0,3 0,04 99,6 <0,10 ND ND ND ND <0,10 99,6
L.0011 ago/09 0,03 8 0,1 0,05 100,2 <0,10 <0,1 <0,1 <0,1 <0,1 <0,1 100
L.0012 ago/09 0,03 11 0,1 0,02 100,4 <0,10 <0,1 <0,1 <0,1 <0,1 <0,1 100,4
L.0013 nov/09 0,01 11 0,2 0,07 99,7 <0,10 ND <0,1 ND ND <0,1 100,3
L.0014 nov/09 0,04 1 0 0,08 99,8 <0,10 ND <0,1 ND ND <0,1 100,4
L.0015 fev/10 0,03 8 0,2 0,02 100,3 <0,10 <0,1 ND ND <0,1 <0,1 99,9
L.0016 fev/10 0,07 2 0,1 0,1 99,9 <0,10 ND ND ND ND <0,1 99,3
L.0017 fev/10 0,07 1 0,1 0,02 100,1 <0,10 ND ND ND ND <0,1 99,6
L.0018 abr/10 0,06 1 0 0,02 99,9 <0,10 0,03 ND ND ND <0,1 100,1
L.0019 mai/10 0,02 1 0 0,05 100,1 ND ND ND ND ND ND 100,1
L.0020 mai/10 0,02 0 0 0,04 100 <0,1 ND ND ND ND <0,1 100
L.0021 mai/10 0,03 0 0 0,04 100,2 <0,10 ND ND ND ND <0,1 100
L.0022 jun/10 0,02 0 0 0,03 100,2 <0,10 <0,1 <0,1 <0,1 <0,1 <0,1 100,1
L.0023 jun/10 0,02 1 0 0,1 99,7 <0,1 0,05 ND ND ND <0,1 100
L.0024 jul/10 0,04 4 0 0,01 99,9 ND ND ND ND ND ND 100,2
L.0025 jul/10 0,02 3 0 0,02 99,9 ND ND ND ND ND ND 100,1
L.0026 ago/10 0,02 3 0,1 0,03 100,2 ND <0,1 ND ND ND <0,1 100
L.0027 set/10 0,02 0 0 0,02 100,7 ND <0,1 ND ND ND <0,1 100,2
L.0028 set/10 0,02 6 1 0,02 100,4 <0,2 <0,1 ND ND <0,1 <0,3 100
L.0029 out/10 0,02 0 0 0,06 100,7 ND <0,1 ND ND ND <0,1 100,3
L.0030 nov/10 0,02 6 0,1 0,04 99,8 <0,20 <0,1 <0,1 <0,1 <0,1 <0,3 100,5
L.0031 nov/10 0,02 7 1 0,1 100,2 ND ND ND ND ND ND 100,1
L.0032 dez/10 0,13 5 0,2 0,1 100,4 <0,02 <0,1 ND ND ND <0,1 99,8
L.0033 jan/11 0,02 7 1 0,1 100,2 ND ND ND ND ND ND 100,1
L.0034 fev/11 0,1 2 0 0,06 100,2 <0,20 <0,1 ND ND <0,1 <0,2 99,5
L.0035 mar/11 0,04 6 0,4 0,03 99,6 <0,20 <0,1 ND ND ND <0,1 100,3
L.0036 abr/11 0,04 0 0 0,04 99,9 ND <0,1 ND ND ND <0,1 99,3
L.0037 mai/11 0,09 8 0,2 0,124 99,85 <0,1 <0,1 ND ND ND <0,1 100,9
L.0038 jul/11 0,03 3 0,3 0,056 99,85 <0,1 <0,1 ND ND ND <0,1 99,8
L.0039 ago/11 0,04 0 0,1 0,04 99,7 <0,1 <0,1 ND ND ND <0,1 99,6
L.0040 set/11 0,02 1 0 0,02 99,7 <0,2 <0,1 ND ND ND <0,1 99,4
- 0,04 5 0,2 0,05 100,07 - - - - - 0,13 100,1
ND = não detectado

22
Tabela 7 - Resultados analíticos dos lotes produzidos a partir de 2009
Lo
te
Dat
a de
lan
çam
ento
no
SA
P
Asp
ecto
Asp
ecto
da
solu
ção
Iden
tifi
caçã
o p
or
IR
Iden
tifi
caçã
o p
or
HP
LC
em Metanol
L.0001 mar/09 Corresponde Corresponde Corresponde Corresponde
L.0002 mar/09 Corresponde Corresponde Corresponde Corresponde
L.0003 mai/09 Corresponde Corresponde Corresponde Corresponde
L.0004 jun/09 Corresponde Corresponde Corresponde Corresponde
L.0005 jun/09 Corresponde Corresponde Corresponde Corresponde
L.0006 jun/09 Corresponde Corresponde Corresponde Corresponde
L.0007 jul/09 Corresponde Corresponde Corresponde Corresponde
L.0008 jul/09 Corresponde Corresponde Corresponde Corresponde
L.0009 ago/09 Corresponde Corresponde Corresponde Corresponde
L.0010 ago/09 Corresponde Corresponde Corresponde Corresponde
L.0011 ago/09 Corresponde Corresponde Corresponde Corresponde
L.0012 ago/09 Corresponde Corresponde Corresponde Corresponde
L.0013 nov/09 Corresponde Corresponde Corresponde Corresponde
L.0014 nov/09 Corresponde Corresponde Corresponde Corresponde
L.0015 fev/10 Corresponde Corresponde Corresponde Corresponde
L.0016 fev/10 Corresponde Corresponde Corresponde Corresponde
L.0017 fev/10 Corresponde Corresponde Corresponde Corresponde
L.0018 abr/10 Corresponde Corresponde Corresponde Corresponde
L.0019 mai/10 Corresponde Corresponde Corresponde Corresponde
L.0020 mai/10 Corresponde Corresponde Corresponde Corresponde
L.0021 mai/10 Corresponde Corresponde Corresponde Corresponde
L.0022 jun/10 Corresponde Corresponde Corresponde Corresponde
L.0023 jun/10 Corresponde Corresponde Corresponde Corresponde
L.0024 jul/10 Corresponde Corresponde Corresponde Corresponde
L.0025 jul/10 Corresponde Corresponde Corresponde Corresponde
L.0026 ago/10 Corresponde Corresponde Corresponde Corresponde
L.0027 set/10 Corresponde Corresponde Corresponde Corresponde
L.0028 set/10 Corresponde Corresponde Corresponde Corresponde
L.0029 out/10 Corresponde Corresponde Corresponde Corresponde
L.0030 nov/10 Corresponde Corresponde Corresponde Corresponde
L.0031 nov/10 Corresponde Corresponde Corresponde Corresponde
L.0032 dez/10 Corresponde Corresponde Corresponde Corresponde
L.0033 jan/11 Corresponde Corresponde Corresponde Corresponde
L.0034 fev/11 Corresponde Corresponde Corresponde Corresponde
L.0035 mar/11 Corresponde Corresponde Corresponde Corresponde
L.0036 abr/11 Corresponde Corresponde Corresponde Corresponde
L.0037 mai/11 Corresponde Corresponde Corresponde Corresponde
L.0038 jul/11 Corresponde Corresponde Corresponde Corresponde
L.0039 ago/11 Corresponde Corresponde Corresponde Corresponde
L.0040 set/11 Corresponde Corresponde Corresponde Corresponde
Observa-se que apenas parte dos dados obtidos na Tabela 6 mostraram
valores numéricos para as análises realizadas pelo Controle de Qualidade. Os

23
resultados referentes às análises de “Subprodutos por HPLC” apresentaram
resultados limite, ou seja, menor (<) ou maior (>) do que a especificação exigida
e por isso não foram avaliados quanto à capabilidade no presente trabalho.
Além disso, os resultados apresentados na Tabela 7 foram obtidos por
comparação com um padrão de análise e por isso também não foram avaliados
quanto à capabilidade do processo.
Os resultados da Tabela 8 apresentam os resultados de rendimentos das
etapas do processo em estudo.
Tabela 8 - Rendimentos dos lotes produzidos a partir de 2009 das etapas de processo
Lo
te
Dat
a d
e la
nça
men
to
Co
nsu
mo
Co
nsu
mo
Ren
dim
ento
Ren
dim
ento
Co
nsu
mo
Ren
dim
ento
Ren
dim
ento
Ren
dim
ento
tota
l
matéria-
prima
base
2ª
fração
(Kg)
Etapa
Crua (Kg)
Etapa Crua
(%)
Etapa
Crua (Kg)
Etapa
Pura (Kg)
Etapa
Pura (%) (%)
L.0001 mar/09 308 51 454 126,50% 454 293 64,50% 95,10%
L.0002 mar/09 308 40 438 125,90% 438 289 66,00% 93,80%
L.0003 mai/09 371 60 562 130,40% 562 355,2 63,20% 95,70%
L.0004 Jun/09 243 43 390 136,40% 390 248,3 63,70% 102,20%
L.0005 Jun/09 325 59 455 118,50% 455 298 65,50% 91,70%
L.0006 Jun/09 243 43 390 136,40% 390 247 63,30% 101,60%
L.0007 Jul/09 322 50 481 129,30% 481 305 63,40% 94,70%
L.0008 Jul/09 336 60 505 127,50% 505 310,6 61,50% 92,40%
L.0009 Ago/09 312 56 447 121,50% 447 289,9 64,90% 92,90%
L.0010 Ago/09 312 56 471 128,00% 471 311,7 66,20% 99,90%
L.0011 Ago/09 257 46 382 126,10% 382 246 64,40% 95,70%
L.0012 Ago/09 257 46 370 122,10% 370 249,3 67,40% 97,00%
L.0013 Nov/09 310,2 55 467 127,90% 467 303,9 65,10% 98,00%
L.0014 Nov/09 261 47 387 125,60% 387 251,8 65,10% 96,50%
L.0015 Fev/10 261 47 394 127,90% 394 253 64,20% 96,90%
L.0016 Fev/10 336 60 490 123,70% 490 317,7 64,80% 94,50%
L.0017 Fev/10 247,5 45 378 129,20% 378 239,2 63,30% 96,60%
L.0018 Abr/10 247,5 45 381 130,30% 381 252,9 66,40% 102,20%
L.0019 mai/10 246,8 45 351 120,30% 351 240,5 68,50% 97,40%
L.0020 mai/10 336 60 486 122,70% 486 310,3 63,80% 92,30%
L.0021 mai/10 242 44 362 126,60% 362 222,4 61,40% 91,90%
L.0022 Jun/10 242 44 363 126,90% 363 239,8 66,00% 99,10%
L.0023 Jun/10 269 48 387 122,10% 387 257,2 66,50% 95,60%
L.0024 Jul/10 269 47 383 121,20% 383 243,1 63,50% 90,40%
L.0025 Jul/10 247 45 373 127,70% 383 238,4 62,20% 96,50%
Continua

24
Lo
te
Dat
a d
e la
nça
men
to
Co
nsu
mo
Co
nsu
mo
Ren
dim
ento
Ren
dim
ento
Co
nsu
mo
Ren
dim
ento
Ren
dim
ento
Ren
dim
ento
tota
l
matéria-
prima
base
2ª
fração
(Kg)
Etapa
Crua (Kg)
Etapa Crua
(%)
Etapa
Crua (Kg)
Etapa
Pura (Kg)
Etapa
Pura (%) (%)
L.0026 Ago/10 250 45 368 124,70% 368 251,5 68,30% 100,60%
L.0027 Set/10 239 42 351 124,90% 351 226,6 64,60% 94,80%
L.0028 Set/10 336 60 510 128,80% 510 340,8 66,80% 101,40%
L.0029 out/10 336 60 493,4 124,60% 493,4 328,4 66,60% 97,70%
L.0030 Nov/10 336 60 490 123,70% 490 316,6 64,60% 94,20%
L.0031 Nov/10 336 60 421 106,30% 421 273,7 65,00% 81,50%
L.0032 Dez/10 336 60 430 108,60% 430 268,8 62,50% 80,00%
L.0033 Jan/11 336 60 490 123,70% 490 322,3 65,80% 95,90%
L.0034 Fev/11 325 59 449 116,90% 449 295 65,70% 90,80%
L.0035 mar/11 293,5 52 438 126,80% 438 274 62,60% 93,40%
L.0036 Abr/11 293,5 52 431 124,70% 431 279 64,70% 95,10%
L.0037 mai/11 247,5 45 335 114,50% 335 218 65,10% 88,10%
L.0038 Jul/11 247,5 45 357 122,10% 357 232 65,00% 93,70%
L.0039 Ago/11 258 45 383 126,40% 383 226 59,00% 87,60%
L.0040 Set/11 258 46 387 127,30% 387 225 58,10% 87,20%
- 288,43 Kg 50,82 Kg 422,01 Kg 124,60% 422,26 Kg 272,27 Kg 64,50% 94,60%
A partir da Tabela 8, observa-se que os lotes produzidos não seguem um
padrão de consumo da matéria prima base, portanto não existe um tamanho
padrão para o tamanho de lote do produto final produzido. Isso ocorre devido a
oscilações na demanda do princípio ativo no mercado.
Entretanto, para que fosse possível comparar os rendimentos a partir de
consumos de matéria prima base diferentes, foram incluídas as colunas com
valores percentuais para cada etapa do processo.
A Etapa Crua do processo se refere à síntese do princípio ativo, a etapa em
que ocorre a reação. Na Tabela 8, a coluna referente a “Rendimento Etapa Crua
(%)” do processo é o balanço de massa (saída/entrada) entre a quantidade de
produto intermediário obtido e a soma da matéria prima base do processo e a 2ª
fração adicionada ao reator. Denomina-se matéria prima base o reagente
adicionado ao reator em maior quantidade e 2ª fração a parcela recuperada de
produto do lote anterior a partir da água-mãe do processo. Para o L.0001, por
Conclusão
25
exemplo, foram obtidos 454Kg de produto a partir de 308Kg de matéria prima e
51Kg de 2ª fração:
Produto = 454Kg = 1,265 = 126,5%
Matéria prima+2ª fração (308Kg+51Kg)
Analogamente, foi feito o cálculo dos valores da coluna “Rendimento Etapa
Pura (%)”. A Etapa Pura é a etapa de purificação do produto intermediário obtido
na etapa de síntese do processo. Nesta etapa o produto intermediário é
geralmente recristalizado e separado de seu meio solvente em filtros centrífuga
ou de placas. A substância ativa é isolada através da secagem e como citado
anteriormente e passa por uma etapa de moagem. Ao fim desta etapa é obtido o
produto purificado. Exemplificando, o cálculo percentual da Etapa Pura do
L.0001 foi:
Produto purificado = 293Kg = 0,645 = 64,5%
Produto Intermediário 454Kg
Por fim, o cálculo do rendimento total (%) é obtido através da relação entre
o produto final (purificado) obtido e a matéria prima base adicionada. Para o
L.0001, obteve-se:
Produto purificado = 293Kg = 0,951 = 95,1%
Matéria prima base 308Kg
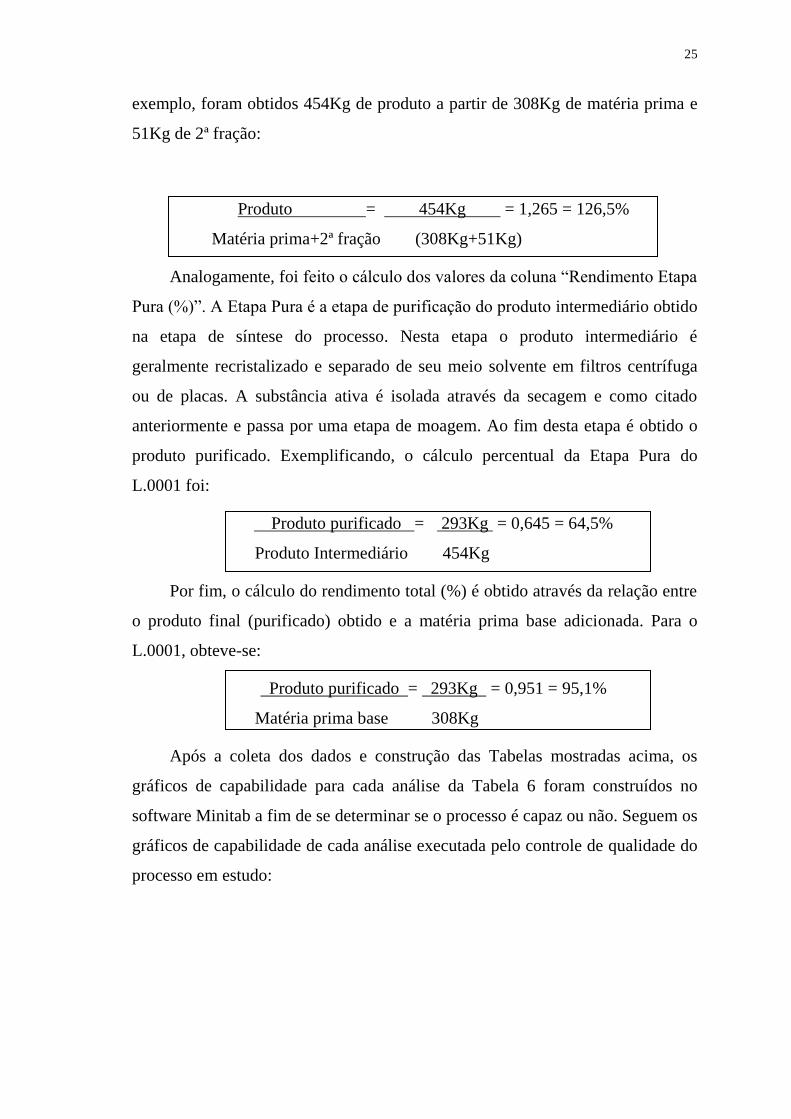
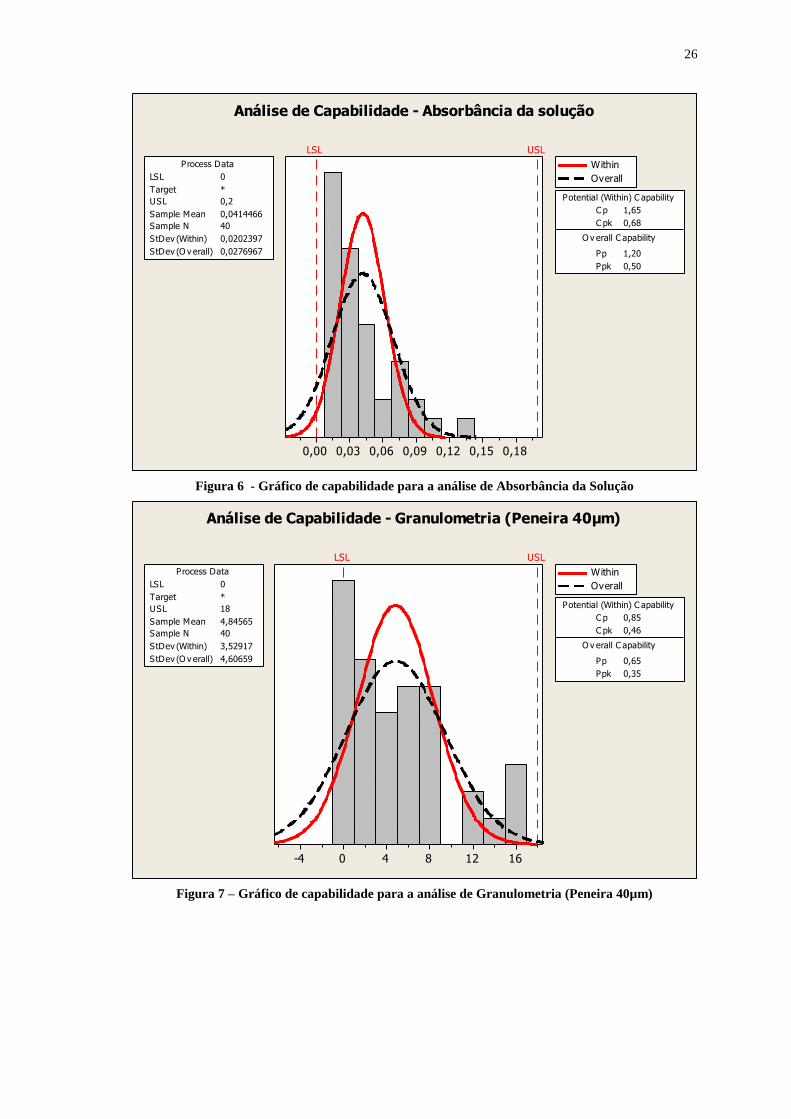
Após a coleta dos dados e construção das Tabelas mostradas acima, os
gráficos de capabilidade para cada análise da Tabela 6 foram construídos no
software Minitab a fim de se determinar se o processo é capaz ou não. Seguem os
gráficos de capabilidade de cada análise executada pelo controle de qualidade do
processo em estudo:
26
0,180,150,120,090,060,030,00
LSL USL
LSL 0
Target *
USL 0,2
Sample Mean 0,0414466
Sample N 40
StDev (Within) 0,0202397
StDev (O v erall) 0,0276967
Process Data
C p 1,65
C pk 0,68
Pp 1,20
Ppk 0,50
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Absorbância da solução
Figura 6 - Gráfico de capabilidade para a análise de Absorbância da Solução
1612840-4
LSL USL
LSL 0
Target *
USL 18
Sample Mean 4,84565
Sample N 40
StDev (Within) 3,52917
StDev (O v erall) 4,60659
Process Data
C p 0,85
C pk 0,46
Pp 0,65
Ppk 0,35
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Granulometria (Peneira 40µm)
Figura 7 – Gráfico de capabilidade para a análise de Granulometria (Peneira 40µm)
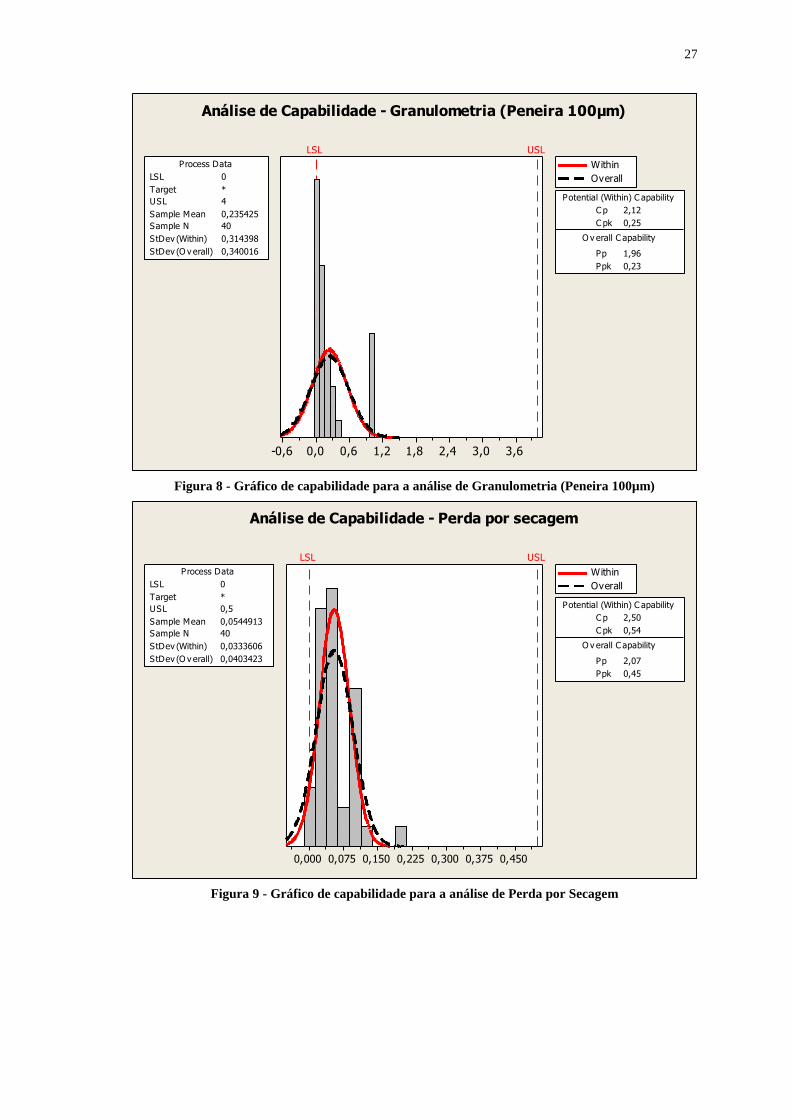
27
3,63,02,41,81,20,60,0-0,6
LSL USL
LSL 0
Target *
USL 4
Sample Mean 0,235425
Sample N 40
StDev (Within) 0,314398
StDev (O v erall) 0,340016
Process Data
C p 2,12
C pk 0,25
Pp 1,96
Ppk 0,23
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Granulometria (Peneira 100µm)
Figura 8 - Gráfico de capabilidade para a análise de Granulometria (Peneira 100µm)
0,4500,3750,3000,2250,1500,0750,000
LSL USL
LSL 0
Target *
USL 0,5
Sample Mean 0,0544913
Sample N 40
StDev (Within) 0,0333606
StDev (O v erall) 0,0403423
Process Data
C p 2,50
C pk 0,54
Pp 2,07
Ppk 0,45
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Perda por secagem
Figura 9 - Gráfico de capabilidade para a análise de Perda por Secagem

28
100,8100,5100,299,999,699,399,0
LSL USL
LSL 99
Target *
USL 101
Sample Mean 100,065
Sample N 40
StDev (Within) 0,240953
StDev (O v erall) 0,302384
Process Data
C p 1,38
C pk 1,29
Pp 1,10
Ppk 1,03
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Teor por titulação
Figura 10 - Gráfico de capabilidade para a análise de Teor por titulação
102,0101,4100,8100,299,699,098,4
LSL USL
LSL 98
Target *
USL 102
Sample Mean 100,086
Sample N 40
StDev (Within) 0,35802
StDev (O v erall) 0,481604
Process Data
C p 1,86
C pk 1,78
Pp 1,38
Ppk 1,32
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Teor por HPLC
Figura 11 - Gráfico de capabilidade para a análise de Teor por HPLC
Os índices de capabilidade Cp, Cpk, Pp e Ppk calculados pelo software
Minitab resultam nos valores apresentados na Tabela 9.
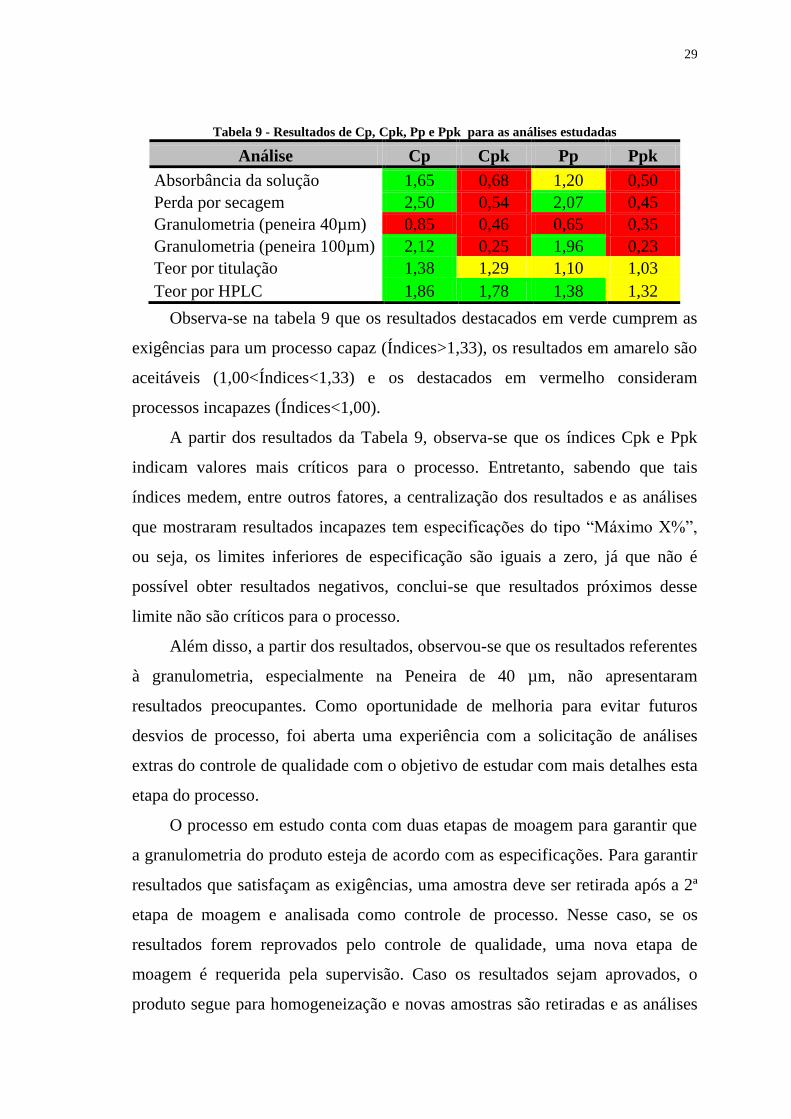
29
Tabela 9 - Resultados de Cp, Cpk, Pp e Ppk para as análises estudadas
Análise Cp Cpk Pp Ppk
Absorbância da solução 1,65 0,68 1,20 0,50
Perda por secagem 2,50 0,54 2,07 0,45
Granulometria (peneira 40µm) 0,85 0,46 0,65 0,35
Granulometria (peneira 100µm) 2,12 0,25 1,96 0,23
Teor por titulação 1,38 1,29 1,10 1,03
Teor por HPLC 1,86 1,78 1,38 1,32
Observa-se na tabela 9 que os resultados destacados em verde cumprem as
exigências para um processo capaz (Índices>1,33), os resultados em amarelo são
aceitáveis (1,00<Índices<1,33) e os destacados em vermelho consideram
processos incapazes (Índices<1,00).
A partir dos resultados da Tabela 9, observa-se que os índices Cpk e Ppk
indicam valores mais críticos para o processo. Entretanto, sabendo que tais
índices medem, entre outros fatores, a centralização dos resultados e as análises
que mostraram resultados incapazes tem especificações do tipo “Máximo X%”,
ou seja, os limites inferiores de especificação são iguais a zero, já que não é
possível obter resultados negativos, conclui-se que resultados próximos desse
limite não são críticos para o processo.
Além disso, a partir dos resultados, observou-se que os resultados referentes
à granulometria, especialmente na Peneira de 40 µm, não apresentaram
resultados preocupantes. Como oportunidade de melhoria para evitar futuros
desvios de processo, foi aberta uma experiência com a solicitação de análises
extras do controle de qualidade com o objetivo de estudar com mais detalhes esta
etapa do processo.
O processo em estudo conta com duas etapas de moagem para garantir que
a granulometria do produto esteja de acordo com as especificações. Para garantir
resultados que satisfaçam as exigências, uma amostra deve ser retirada após a 2ª
etapa de moagem e analisada como controle de processo. Nesse caso, se os
resultados forem reprovados pelo controle de qualidade, uma nova etapa de
moagem é requerida pela supervisão. Caso os resultados sejam aprovados, o
produto segue para homogeneização e novas amostras são retiradas e as análises
30
de granulometria feitas novamente. Os resultados apresentados na tabela 1 são
referentes às análises do produto final após a homogeneização.
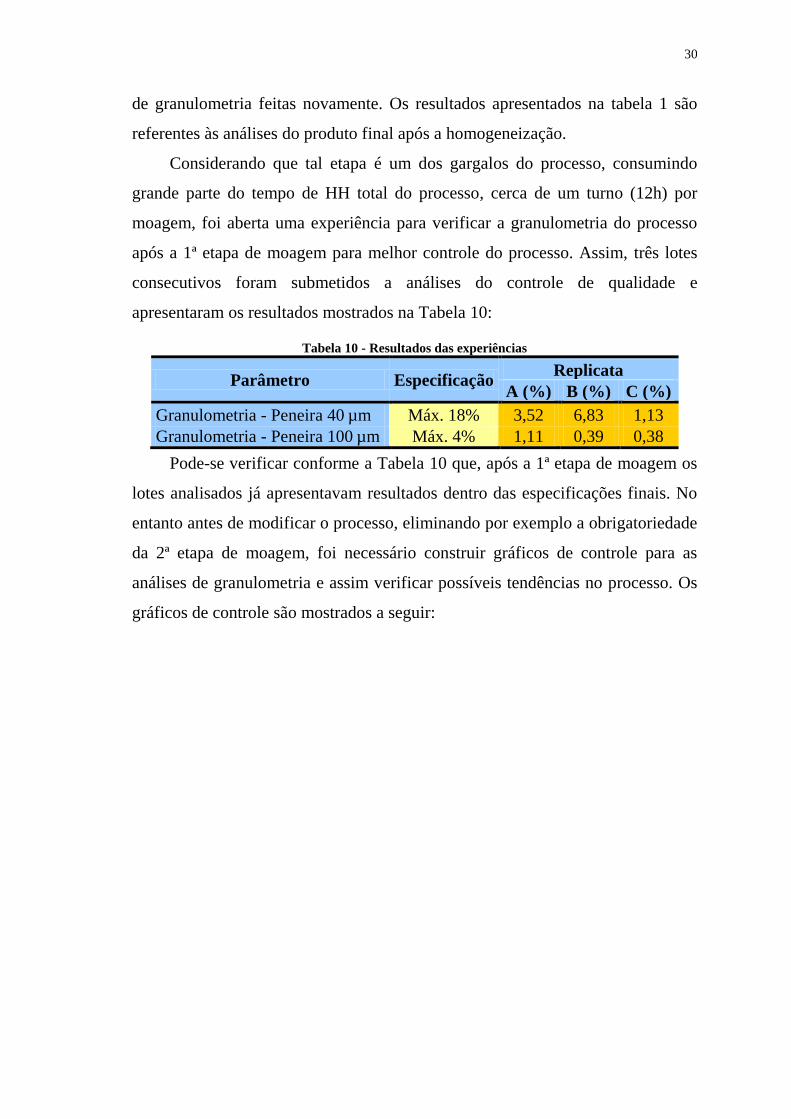
Considerando que tal etapa é um dos gargalos do processo, consumindo
grande parte do tempo de HH total do processo, cerca de um turno (12h) por
moagem, foi aberta uma experiência para verificar a granulometria do processo
após a 1ª etapa de moagem para melhor controle do processo. Assim, três lotes
consecutivos foram submetidos a análises do controle de qualidade e
apresentaram os resultados mostrados na Tabela 10:
Tabela 10 - Resultados das experiências
Parâmetro Especificação Replicata
A (%) B (%) C (%)
Granulometria - Peneira 40 µm Máx. 18% 3,52 6,83 1,13
Granulometria - Peneira 100 µm Máx. 4% 1,11 0,39 0,38
Pode-se verificar conforme a Tabela 10 que, após a 1ª etapa de moagem os
lotes analisados já apresentavam resultados dentro das especificações finais. No
entanto antes de modificar o processo, eliminando por exemplo a obrigatoriedade
da 2ª etapa de moagem, foi necessário construir gráficos de controle para as
análises de granulometria e assim verificar possíveis tendências no processo. Os
gráficos de controle são mostrados a seguir:
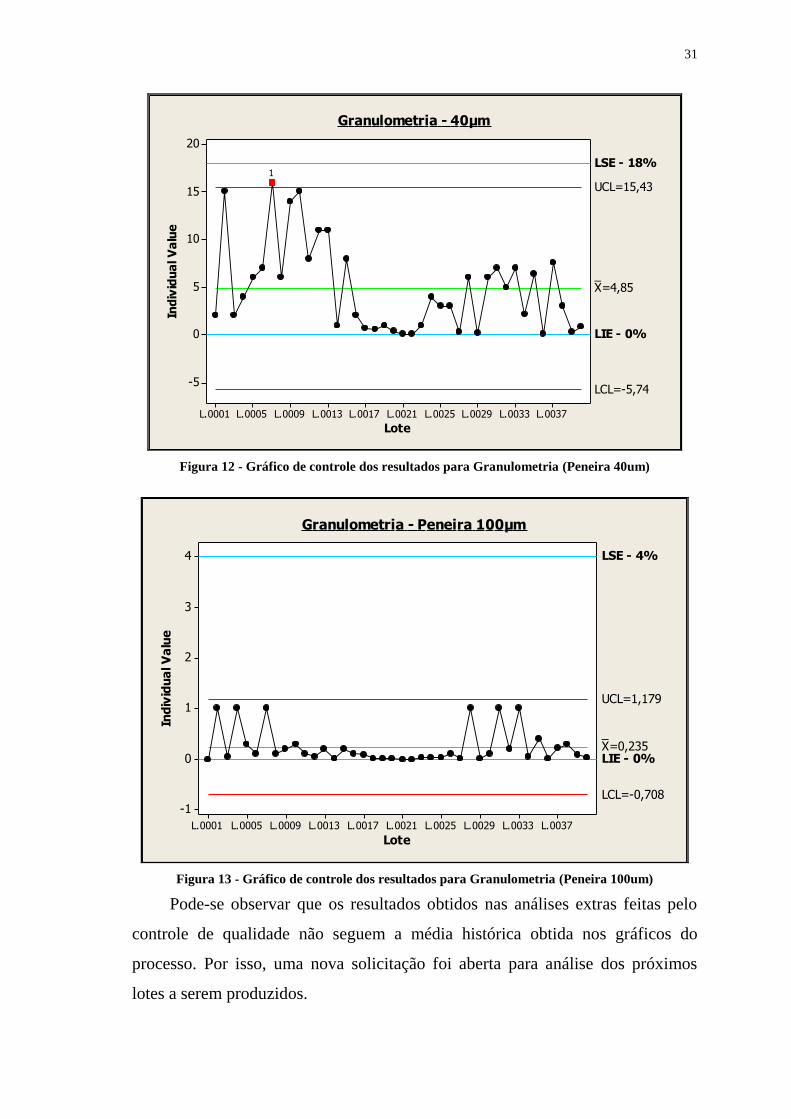
31
L.0037L.0033L.0029L.0025L.0021L.0017L.0013L.0009L.0005L.0001
20
15
10
5
0
-5
Lote
Ind
ivid
ua
l V
alu
e
_X=4,85
UCL=15,43
LCL=-5,74
LSE - 18%
LIE - 0%
1
Granulometria - 40µm
Figura 12 - Gráfico de controle dos resultados para Granulometria (Peneira 40um)
L.0037L.0033L.0029L.0025L.0021L.0017L.0013L.0009L.0005L.0001
4
3
2
1
0
-1
Lote
Ind
ivid
ua
l V
alu
e
_X=0,235
UCL=1,179
LCL=-0,708
LIE - 0%
LSE - 4%
Granulometria - Peneira 100µm
Figura 13 - Gráfico de controle dos resultados para Granulometria (Peneira 100um)
Pode-se observar que os resultados obtidos nas análises extras feitas pelo
controle de qualidade não seguem a média histórica obtida nos gráficos do
processo. Por isso, uma nova solicitação foi aberta para análise dos próximos
lotes a serem produzidos.
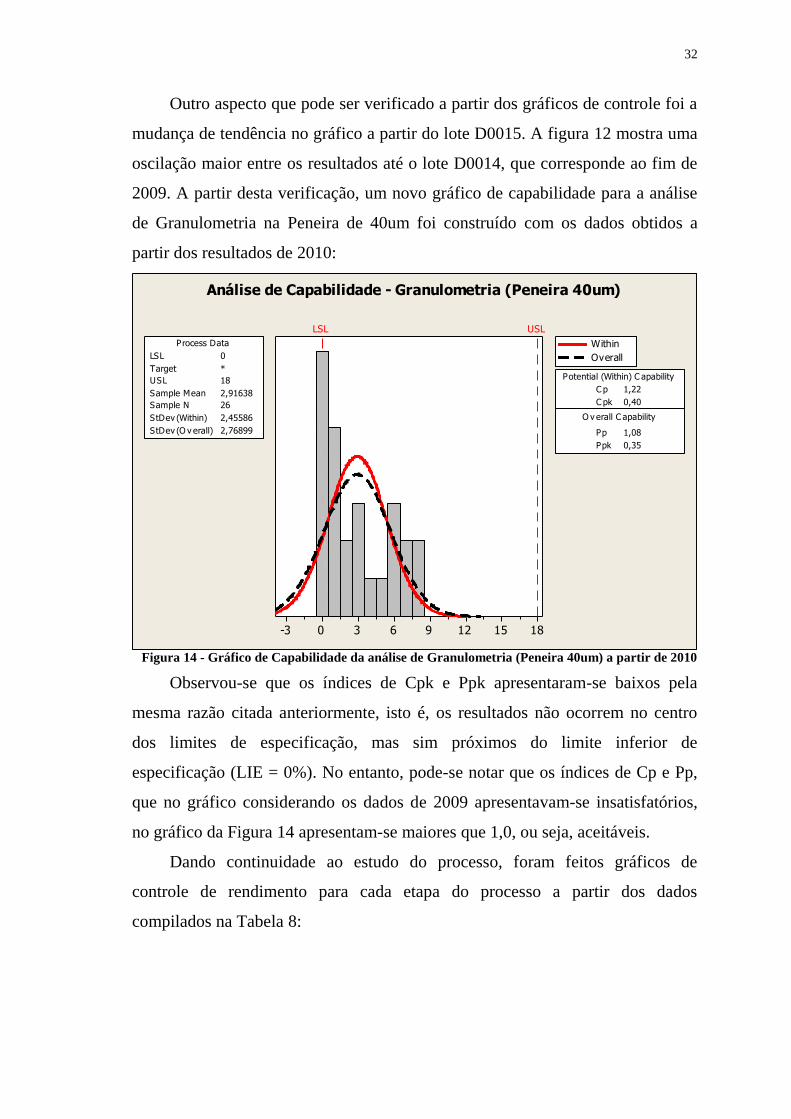
32
Outro aspecto que pode ser verificado a partir dos gráficos de controle foi a
mudança de tendência no gráfico a partir do lote D0015. A figura 12 mostra uma
oscilação maior entre os resultados até o lote D0014, que corresponde ao fim de
2009. A partir desta verificação, um novo gráfico de capabilidade para a análise
de Granulometria na Peneira de 40um foi construído com os dados obtidos a
partir dos resultados de 2010:
1815129630-3
LSL USL
LSL 0
Target *
USL 18
Sample Mean 2,91638
Sample N 26
StDev (Within) 2,45586
StDev (O v erall) 2,76899
Process Data
C p 1,22
C pk 0,40
Pp 1,08
Ppk 0,35
O v erall C apability
Potential (Within) C apability
Within
Overall
Análise de Capabilidade - Granulometria (Peneira 40um)
Figura 14 - Gráfico de Capabilidade da análise de Granulometria (Peneira 40um) a partir de 2010
Observou-se que os índices de Cpk e Ppk apresentaram-se baixos pela
mesma razão citada anteriormente, isto é, os resultados não ocorrem no centro
dos limites de especificação, mas sim próximos do limite inferior de
especificação (LIE = 0%). No entanto, pode-se notar que os índices de Cp e Pp,
que no gráfico considerando os dados de 2009 apresentavam-se insatisfatórios,
no gráfico da Figura 14 apresentam-se maiores que 1,0, ou seja, aceitáveis.
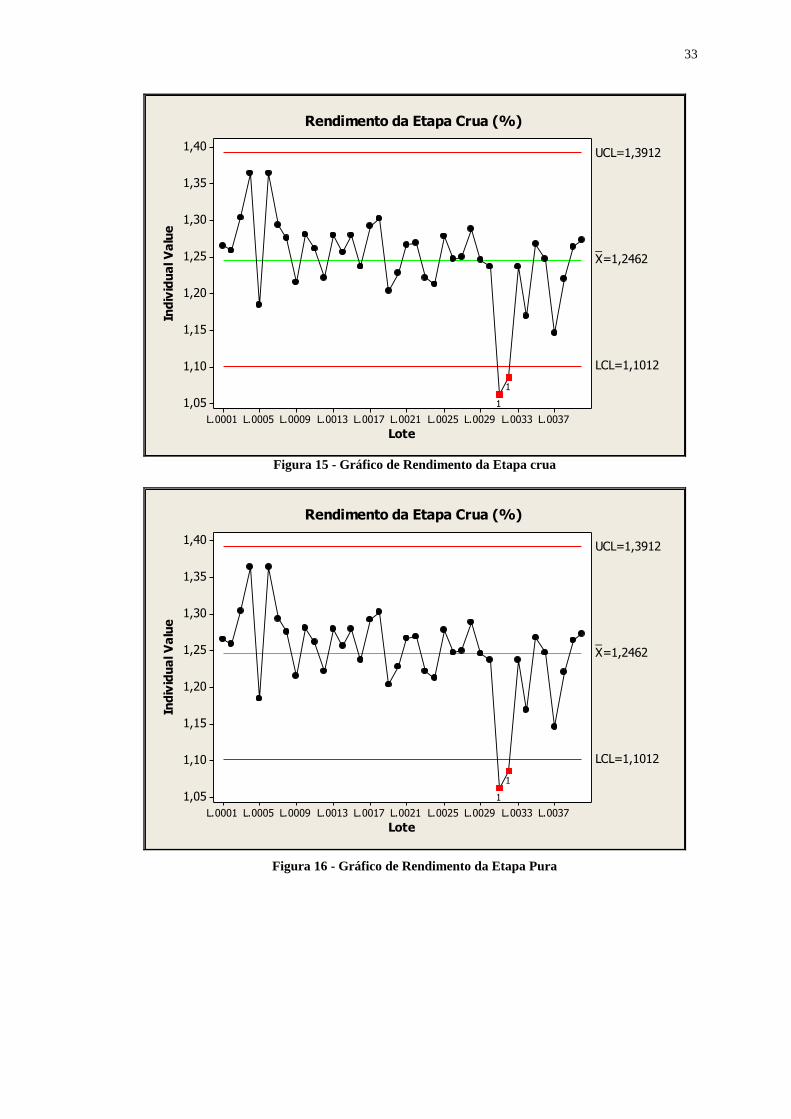
Dando continuidade ao estudo do processo, foram feitos gráficos de
controle de rendimento para cada etapa do processo a partir dos dados
compilados na Tabela 8:
33
L.0037L.0033L.0029L.0025L.0021L.0017L.0013L.0009L.0005L.0001
1,40
1,35
1,30
1,25
1,20
1,15
1,10
1,05
Lote
Ind
ivid
ua
l V
alu
e
_X=1,2462
UCL=1,3912
LCL=1,1012
1
1
Rendimento da Etapa Crua (%)
Figura 15 - Gráfico de Rendimento da Etapa crua
L.0037L.0033L.0029L.0025L.0021L.0017L.0013L.0009L.0005L.0001
1,40
1,35
1,30
1,25
1,20
1,15
1,10
1,05
Lote
Ind
ivid
ua
l V
alu
e
_X=1,2462
UCL=1,3912
LCL=1,1012
1
1
Rendimento da Etapa Crua (%)
Figura 16 - Gráfico de Rendimento da Etapa Pura
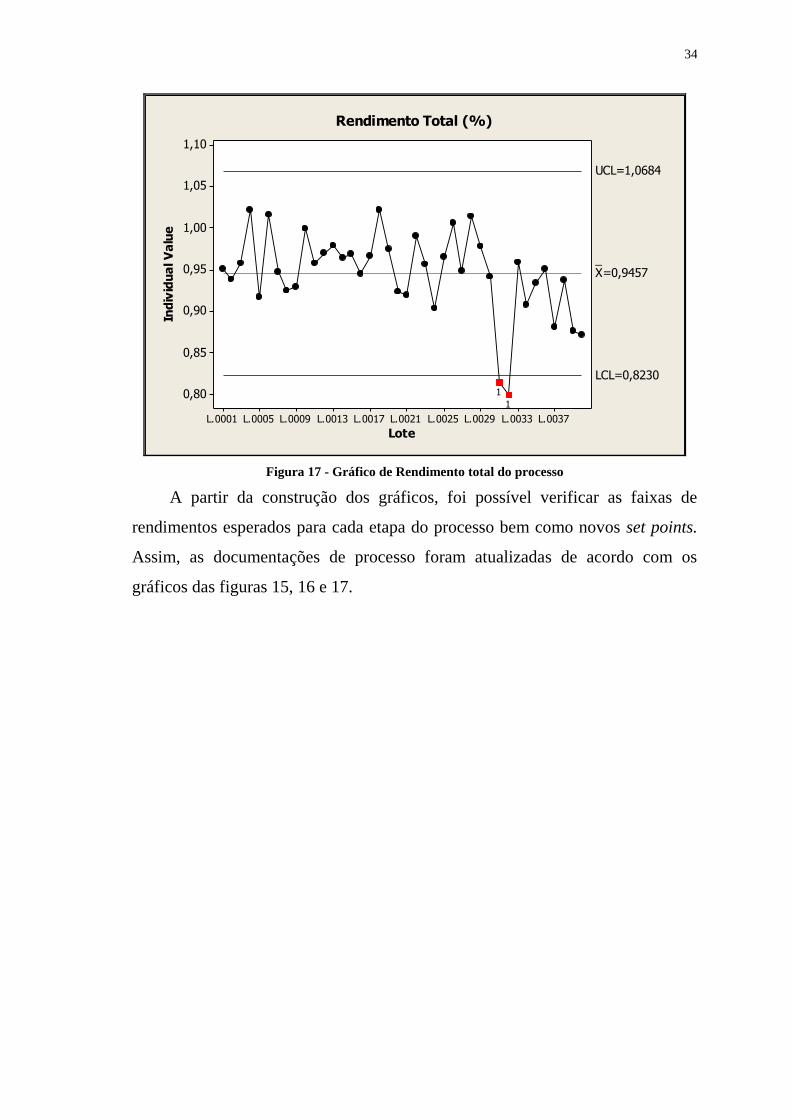
34
L.0037L.0033L.0029L.0025L.0021L.0017L.0013L.0009L.0005L.0001
1,10
1,05
1,00
0,95
0,90
0,85
0,80
Lote
Ind
ivid
ua
l V
alu
e
_X=0,9457
UCL=1,0684
LCL=0,8230
1
1
Rendimento Total (%)
Figura 17 - Gráfico de Rendimento total do processo
A partir da construção dos gráficos, foi possível verificar as faixas de
rendimentos esperados para cada etapa do processo bem como novos set points.
Assim, as documentações de processo foram atualizadas de acordo com os
gráficos das figuras 15, 16 e 17.

35
5. CONCLUSÃO
A partir dos gráficos de capabilidade foi possível detectar as principais
oportunidades de melhoria, sendo a mais notável a etapa de moagem do
processo. A partir dos resultados analíticos das análises de granulometria, dando
continuidade a experiência iniciada neste trabalho, será possível concluir se a
obrigatoriedade da 2ª etapa de moagem poderá ser modificada, diminuindo o
tempo total de processo.
Quanto ao rendimento dos processos, a cada lote produzido ocorre a
comparação dos rendimentos obtidos entre o real, coletado no software SAP e
entre o teórico, ou seja, o set point definido como padrão, gerando desvios de
custo de produção caso o rendimento seja acima ou abaixo do esperado.
Como a atualização da receita padrão é atualizada apenas a cada 6 meses,
em janeiro e em julho, os resultados financeiros ainda não puderam ser
quantificados, mas a partir da atualização da documentação, espera-se que a
diferença entre o real e o teórico seja minimizada, refletindo positivamente nos
custos de cada lote produzido.
36
6. REFERÊNCIAS BIBLIOGRÁFICAS
[1] ABIFINA. A INDÚSTRIA FARMOQUÍMICA NO BRASIL: Apresentação da ABIFINA à Subcomissão Especial de Assistência Farmacêutica
e outros Insumos, da Comissão de Seguridade Social e Família da Câmara dos
Deputados. p. 1-4. Junho, 2003.
[2] ABIQUIF. Informações de 2010. Disponível em:
<http://www.abiquifi.org.br/mercado_estatisticas.html> Acesso em: 28 mai
2011.
[3] ABIFINA. Informações de 2010. Disponível em:
<http://www.abifina.org.br/noticiaSecao.asp?secao=4¬icia=68> Acesso em:
26 nov 2011.
[4] ANVISA. Informações de 2010. Disponível em:
<http://180graus.com/farmacia/proposta-atualiza-regras-para-industria-
farmoquimica-352383.html> Acesso em: 25 nov 2011.
[5] ANVISA.Boas Práticas de Fabricação de Medicamentosos. Resolução –
RDC n. 210, 8ª parte, 04/agosto/2003.
[6] SANTOS, Anderson Gomes. A importância dos gráficos de controle
para monitorar a qualidade dos processos industriais: Estudo de caso numa
indústria metalúrgica. Cadernos do IME, Rio de Janeiro, v.28, p. 33-46,
junho/2010.
[7] Lima, A.A.N. et al. Aplicação do controle estatístico de processo na
indústria farmacêutica. Revista de Ciências Farmacêuticas Básica e Aplicada,
Recife, v. 27, n.3, p.177-187. 2006
[8] ALMEIDA, Andre Luiz de Macedo; Almeida, Marcos Garcia Faria;
ROSOLEM, Vinicius Heberty. Implantação do controle estatístico do
processo em uma indústria de móveis de madeira. Itapeva: Universidade
Estadual Paulista “Julio de Mesquita Filho”, 2010. Tese (Graduação), Curso de
Engenharia Industrial Madeireira, Universidade Estadual Paulista “Júlio de
Mesquita Filho”, Itapeva, 2010.
37
[9] BIOMETRIA. Disponível em: <http://ufpa.br/dicas/biome/bionor.htm>
Acesso em: 27 nov 2011.
[10] A distribuição normal. Disponível em:
<http://leg.ufpr.br/~shimakur/CE003/node30.html> Acesso em: 29 nov 2011.
[11] CONTROLE estatístico de processos. Disponível em:
<http://www.datalyzer.com.br/site/html/index.php> Acesso em: 10 out 2011.
[12] SPIEGEL, Murray R. Estatística. São Paulo : McGraw-Hill do Brasil,
1974. 580p.
[13] DIAGRAMA de Ishikawa. CIAGRI/USP. Disponível em:
<http://www.esalq.usp.br/qualidade/ishikawa/pag1.htm> Acesso em: 01 jun
2011.
[14] Opazo, Miguel Angel Uribe. GRÁFICOS DE CONTROLE. 13f.
(Texto digitado)