
RICARDO KRATZ -...
159
-
Upload
truongxuyen -
Category
Documents
-
view
217 -
download
0
Transcript of RICARDO KRATZ -...


RICARDO KRATZ
PROJETO E VALIDAÇÃO DE UMA
FRESADORA CNC PARA
PROTOTIPAGEM DE PCI
FLORIANÓPOLIS, 2012

INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E
TECNOLOGIA DE SANTA CATARINA
CAMPUS FLORIANÓPOLIS
DEPARTAMENTO ACADÊMICO DE METAL-MECÂNICA
PROGRAMA DE PÓS-GRADUAÇÃO EM MECATRÔNICA
RICARDO KRATZ
PROJETO E VALIDAÇÃO DE UMA
FRESADORA CNC PARA
PROTOTIPAGEM DE PCI
Dissertação submetida ao Programa de Pós-Graduação em Mecatrônica do Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina para a obtenção do Grau de Mestre em Mecatrônica.
Orientador:
Prof. Raimundo Ricardo Matos da Cunha, D. Eng.
FLORIANÓPOLIS, 2012

K89p Kratz, Ricardo
Projeto e validação de uma fresadora CNC para prototipagem de PCI / Ricardo Kratz ; orientador
Raimundo Ricardo Matos da Cunha . -- Florianópolis, 2012.
158 f : il.
Dissertação (Mestrado) – Instituto Federal de Santa Catarina. Programa de Pós-graduação em mecatrônica.
Inclui bibliografia.
1. Fresadora. 2. PCI. 3. Máquinas-ferramenta. 4. Prototipagem. 5. Desenvolvimento de produto. I. Cunha, Raimundo Ricardo Matos da. II. Instituto Federal de Santa Catarina. Programa de Pós-graduação em mecatrônica. III. Título.
CDU 621.937.4
Ficha catalográfica elaborada por Everaldo Nunes – CRB 14/1199

PROJETO E VALIDAÇÃO DE UMA
FRESADORA CNC PARA
PROTOTIPAGEM DE PCI
RICARDO KRATZ
Esta Dissertação foi julgada adequada para obtenção do título de Mestre em Mecatrônica, e aprovada em sua forma final pelo Programa de Pós-Graduação em Mecatrônica, do Instituto de Educação, Ciência e Tecnologia de Santa Catarina.
Florianópolis, 05 de junho de 2012.
Banca Examinadora:
Raimundo Ricardo Matos da Cunha, D. Eng., Orientador, Coordenador do curso
Aurélio da Costa Sabino Netto, D. Eng., Membro
Henrique Simas, D. Eng., Membro

DEDICATÓRIA
Este trabalho é dedicado aos meus pais, Osmar Kratz e Isabel Kratz, por todo amor,
carinho e educação a mim repassados. A minha irmã, Rosimary Kratz.
A minha amada esposa, Ana Paula Inácio Kratz, por todo amor, paciência e compreensão
nos momentos de ausência. Obrigado a todos! AMO VOCÊS.

AGRADECIMENTOS
Agradeço à conclusão deste trabalho primeiramente a
Deus, por iluminar meu caminho, por me dar saúde e força em todos os momentos difíceis.
Aos meus tios Mariana Sales e Ulisses Sales, e minha prima, Dayara Sales, por ter me dado hospedagem durante os dias de aula no mestrado. Fui muito bem recebido e tratado por vocês, agradeço muito mesmo, de todo meu coração, obrigado!
Aos primos, Ivan (Garrincha) e Vânia, Luciano e Daniela, Leleco, ao meu sogro Dico e sogra Lena. Peço desculpas, por muitas vezes estar ausente, e agradeço muito pela compreensão. Sei que de alguma forma estavam ao meu lado durante esta caminhada, agradeço a todos do fundo do coração.
Ao meu amigo de mestrado, Marcos Vinício Ferraz Tavares, pela companhia durante as viagens até Florianópolis e por toda a sua ajuda durante este tempo de estudo e trabalho. Foi bom te conhecer, que deus ilumine seu caminho.
Ao meu também amigo de mestrado, Prof. Felício José Gesser, por toda ajuda na troca de ideias durante o desenvolvimento deste projeto. Sua experiência, conhecimento e simplicidade foram um espelho para mim.
Ao amigo Prof. Jean Carlos Strutz, pela força prestada durante a realização deste trabalho.
Aos amigos do SENAI, Erik Jakes Camara, Cyntia Fabiana Laube, Emerson Amaro (In Memoriam), D´jorge Milani, Arquelau Pasta, Wilson Adolfo Jr., Jair de Souza, Rogério Luiz Nascimento, um muito obrigado a todos.
Ao SENAI de Blumenau, em especial, ao Coordenador do Núcleo de Eletroeletrônica, Prof. Vilde João Leone, por financiar este projeto e oferecer todos os recursos, indispensável para seu sucesso. Muito Obrigado!
Sem deixar de lembrar e agradecer ao Prof. Raimundo Ricardo Matos da Cunha, seus ensinamentos e sua orientação foi de grande valia durante este tempo.
Muito obrigado a todos.

RESUMO
Uma placa de circuito impresso (PCI) refere-se a um componente utilizado para construção de qualquer equipamento eletrônico, principalmente, quando o mesmo emprega circuitos integrados.
Uma fresadora CNC para prototipagem de PCI é uma máquina-ferramenta utilizada para criação de protótipos de placas de PCI, na qual, são utilizadas fresas que desbastam a superfície da placa deixando apenas as trilhas desejadas.
O objetivo deste trabalho de dissertação foi de projetar, construir e validar uma máquina fresadora CNC para prototipagem de PCI, para atender às demandas internas do SENAI de Blumenau que é o financiador deste projeto.
Como ferramenta de auxílio no desenvolvimento deste projeto, foi utilizada uma sistemática proposta por Javier Andrés Reckmann Bertrán (2009), como também foram propostas algumas mudanças em relação a seu fluxo de atividades e tarefas na aplicação do projeto da máquina.
Neste projeto da máquina fresadora CNC para prototipagem de PCI, foram abordadas cinco macro-fases do processo de desenvolvimento de produto, iniciando na macro-fase do plano do projeto, passando pelas macro-fases do projeto informacional, conceitual e preliminar e finalizando em alguns pontos da macro-fase do projeto detalhado.
As etapas de montagem da máquina (mecânica e eletroeletrônica) e configuração do módulo de comando/controle também foram mostradas.
Na validação da máquina, serão mostrados os resultados obtidos durante a usinagem de placas de PCI (face simples e dupla) e também, neste aspecto, alguns pontos da norma NBR 11470:1989, serão tratados para fins de comparação e avaliação de resultados.
Palavras-chave: PCI, Máquina fresadora CNC para
prototipagem de PCI, Projeto, Desenvolvimento de produto.

ABSTRACT
A printed circuit board (PCB) refers to a component used as part of any electronic equipment, particularly when employing integrated circuits.
By definition the CNC prototyping machine it´s a tool-machine applied to manufacture PCB using surface and penetrating tools to milling, drilling and routing the boards.
The focus of this work was the design, construction and practical implementation of a CNC prototyping machine to meet the internal demands of SENAI – Blumenau, the main sponsor of this project.
As a helpful tool for the project development, at this work it´s applied a method proposed by Javier Andrés Reckmann Bertrán (2009), where also are proposed some changes at the relation between the activities flow and tasks in this project.
During the project of CNC prototyping machine, five macro-phases of the product development process will be addressed, starting in the project plan, including the theoretical phases and concluding with a detailed design phase.
The assembly steps of this machine (mechanic and electronic parts) and the setup of CNC control will be presented. At the practical machine validation, the results obtained during the PCB machining (single and double layer) will be presented and compared with the standard NBR 11470:1989 - “Quality requirements of single and double sided printed circuits boards (plain and PTH)”, to evaluate the performance of the proposed machine.
Key-words: PCB, Routing Machine, Milling Machine,
Prototyping CNC machine, Project Development, Product Development.

LISTA DE FIGURAS
FIGURA 2. 1 – Placa de circuito impresso – PCI ....................................................... 25 FIGURA 2. 2 – Tipos de montagens de componentes sobre a placa ......................... 28
FIGURA 2. 3 – Padronização da distância “d” entre os pinos laterais de um CI em 100
mils ........................................................................................................................... 29
FIGURA 2. 4 – Trilhas e Ilhas de uma PCI ................................................................ 29 FIGURA 2. 5 – Fresadora CNC ProtoMat E33 da LPKF ............................................ 32
FIGURA 3. 1 – Sistema de coordenadas cartesiano de uma máquina fresadora CNC
................................................................................................................................. 35 FIGURA 3. 2 – Máquina fresadora CNC convencional e seus eixos e coordenadas . 36
FIGURA 3. 3 – Principais elementos de uma máquina fresadora CNC ...................... 36 FIGURA 3. 4 – Sistema de movimentação linear da Mectrol® composto por
servomotor + fuso de esferas recirculantes ............................................................... 39
FIGURA 3. 5 – Princípio de funcionamento de um encoder incremental ................... 41 FIGURA 3. 6 – Divisão da estrutura de uma máquina fresadora CNC em subsistemas
................................................................................................................................. 42 FIGURA 3. 7 – Exemplo de integração dos subsistemas que compõe um eixo de
máquina CNC ........................................................................................................... 43
FIGURA 4. 1 – Estrutura de atividades da sistemática para projetos de automação de
máquinas. ................................................................................................................. 44
FIGURA 4. 2 – Fluxo de tarefas da macro-fase do projeto preliminar proposta ......... 45
FIGURA 4. 3 – Entradas e saídas de informações da macro-fase do projeto preliminar
proposta .................................................................................................................... 46
FIGURA 4. 4 – Entradas e saídas de informações da macro-fase do projeto detalhado
proposta .................................................................................................................... 48 FIGURA 4. 5 – Fluxo de atividades da sistemática aplicada para o desenvolvimento
do projeto fresadora CNC para prototipagem de PCI ................................................ 50
FIGURA 5. 1 – Primeira ideia de máquina ................................................................. 53
FIGURA 5. 2 – Segunda ideia de máquina ................................................................ 54
FIGURA 5. 3 – Diagrama de blocos das configurações da fresadora CNC para
prototipagem de PCIs ............................................................................................... 55
FIGURA 5. 4 – Prototipadora LPKF ProtoMat E33 .................................................... 58 FIGURA 5. 5 – Altura deslocamento eixo Z ............................................................... 60 FIGURA 5.6 – Área de trabalho no plano X/Y ........................................................... 61

FIGURA 5. 7 – Concepções para a estrutura da fresadora CNC para prototipagem de
PCI. .......................................................................................................................... 64 FIGURA 5. 8 – Quinta possibilidade de concepção para a estrutura da máquina ..... 64 FIGURA 5. 9 – Síntese funcional do eixo X para a fresadora CNC de prototipagem de
PCI ........................................................................................................................... 66
FIGURA 5. 10 – Escolha de concepção de máquina C1 ........................................... 72 FIGURA 5. 11 – Escolha de concepção de máquina C2 ........................................... 72
FIGURA 5. 12 – Especificações do motor de passo AK57H/3-1.8 da Akiyama ......... 73
FIGURA 5. 13 – Tela inicial do Software TurboCNC V4.01 ....................................... 75
FIGURA 5. 14 – Tela inicial do software Mach3 adquirido pelo SENAI Blumenau .... 75 FIGURA 5. 15 – Modelagem da estrutura da máquina fresadora CNC para
prototipagem de PCI ................................................................................................. 81
FIGURA 5. 16 – Vista explodida da modelagem da estrutura da máquina fresadora
CNC para prototipagem de PCI ................................................................................ 82
FIGURA 5. 17 – Modelagem do carro de movimentação linear do eixo X da máquina
fresadora CNC para prototipagem de PCI ................................................................ 83
FIGURA 5. 18 – Vista explodida da modelagem do carro de movimentação linear do
eixo X da máquina fresadora CNC para prototipagem de PCI .................................. 84 FIGURA 5. 19 – Modelagem do carro de movimentação linear do eixo Y da máquina
fresadora CNC para prototipagem de PCI ................................................................ 86
FIGURA 5. 20 – Vista explodida da modelagem do carro de movimentação linear do
eixo Y da máquina fresadora CNC para prototipagem de PCI .................................. 86 FIGURA 5. 21 – Modelagem do carro de movimentação linear do eixo Z da máquina
fresadora CNC para prototipagem de PCI ................................................................ 88 FIGURA 5. 22 – Vista explodida da modelagem do carro de movimentação linear do
eixo Z da máquina fresadora CNC para prototipagem de PCI .................................. 89 FIGURA 5. 23 – Painel elétrico e porta do painel para a máquina fresadora CNC para
prototipagem de PCI ................................................................................................. 91
FIGURA 5. 24 – Modelagem final da montagem da máquina fresadora CNC para
prototipagem de PCI ................................................................................................. 93 FIGURA 5. 25 – Modelagem final do projeto da máquina fresadora CNC para
prototipagem de PCI ................................................................................................. 94 FIGURA 5. 26 – Modelagem final do projeto da máquina fresadora CNC para
prototipagem de PCI ................................................................................................. 94
FIGURA 5. 27 – Características do modelo de fuso e castanha FSI da HIWIN ......... 97

FIGURA 5. 28 – Gráfico da carga axial máxima permissível para os diâmetros de fuso
no comprimento específico (Catálogo de fusos da HIWIN, 2010) ............................ 101 FIGURA 5. 29 – Características de carga e passo do modelo de fuso e castanha FSI
da HIWIN (Catálogo de fusos da HIWIN, 2010) ....................................................... 102 FIGURA 5. 30 – Motor de passo e driver de acionamento utilizados na máquina. ... 106
FIGURA 5. 31 – Interface 4axrl da CNCBr .............................................................. 107 FIGURA 5. 32 – Montagem da estrutura de perfis de alumínio da fresadora CNC para
prototipagem de PCI ............................................................................................... 111
FIGURA 5. 33 – Chapa lateral da estrutura de alumínio da fresadora CNC para
prototipagem de PCI ............................................................................................... 111 FIGURA 5. 34 – Montagem dos carros de movimentação linear X e Y sobre a
estrutura da máquina .............................................................................................. 112
FIGURA 5. 35 – Fixação dos motores de passo dos eixos X e Y ............................ 112 FIGURA 5. 36 – Montagem total dos carros de movimentação linear (X, Y e Z) sobre
a estrutura da máquina ........................................................................................... 113
FIGURA 5. 37 – Montagem final da estrutura mecânica da fresadora CNC para
prototipagem de PCI ............................................................................................... 114 FIGURA 5. 38 – Ligação elétrica geral do painel ..................................................... 115 FIGURA 5. 39 – Circuito de comando do painel ...................................................... 116
FIGURA 5. 40 – Circuito de alimentação e controle dos drivers dos motores de passo
............................................................................................................................... 117 FIGURA 5. 41 – Circuito de ligação da placa de interface INT-4AXRL .................... 118 FIGURA 5. 42 – Circuito de ligação dos sensores de home .................................... 119
FIGURA 5. 43 – Circuito conversor PWM/Tensão ................................................... 120 FIGURA 5. 44 – Placa eletrônica dos circuitos conversores (PWM/Tensão e sinais
dos sensores PNP para NPN) ................................................................................. 120 FIGURA 5. 45 – Foto interna do painel elétrico de comando ................................... 121
FIGURA 5. 46 – Foto externa do painel elétrico de comando .................................. 121
FIGURA 5. 47 – Configuração da portas de comunicação paralela ......................... 123 FIGURA 5. 48 – Configuração das saídas de motor ................................................ 123 FIGURA 5. 49 – Configuração dos pinos de entrada dos sensores de home .......... 124
FIGURA 5. 50 – Configuração dos pinos de entrada para as funções EStop, cycle
start e feed hold ...................................................................................................... 125 FIGURA 5. 51 – Configuração dos pinos de saídas para comando dos relés Charge
Pump e Habilita spindle ........................................................................................... 125 FIGURA 5. 52 – Configuração da saída de controle do spindle ............................... 126

FIGURA 5. 53 – Tela de calibração do motor para o eixo X .................................... 129
FIGURA 5. 54 – Tela de calibração do motor para o eixo Z .................................... 129 FIGURA 5. 55 – Teclas de movimentação dos eixos no teclado ............................. 130 FIGURA 5. 56 – Janela de configuração das teclas de atalho ................................ 130 FIGURA 5. 57 – Tela de configuração dos limites do campo de trabalho da máquina
............................................................................................................................... 132 FIGURA 5. 58 – Ativação da função Soft Limits ...................................................... 132
FIGURA 5. 59 – Fresadora CNC para prototipagem de PCI do SENAI de Blumenau
............................................................................................................................... 133
FIGURA 6. 1 – Leiaute da placa de teste de face simples ...................................... 136 FIGURA 6. 2 – Primeira placa usinada – (Placa de face simples) ........................... 137 FIGURA 6. 3 – Placa feita pelo processo de corrosão para comparação entre a placa
usinada................................................................................................................... 137 FIGURA 6. 4 – Diferenças de alinhamento entre furos presentes nas placas
confeccionadas (placa usinada e placa feita por corrosão) ..................................... 139
FIGURA 6. 5 – Projetor de perfil Mitutoyo PJ300 utilizado para verificação de algumas
características dimensionais da placa de PCI usinada............................................ 140 FIGURA 6. 6 – Pontos do traçado pegos aleatoriamente ........................................ 142 FIGURA 6. 7 – Pontos de verificação da distância entre furos pegos aleatoriamente
na placa de PCI usinada ......................................................................................... 143
FIGURA 6. 8 – Pontos de verificação do diâmetro das ilhas e da descentralização
entre furos pegos aleatoriamente na placa de PCI usinada .................................... 144 FIGURA 6. 9 – Foto da placa usinada pela fresadora CNC para prototipagem de PCI
no projetor de perfil. ................................................................................................ 146 FIGURA 6. 10 – Foto da placa confeccionada por corrosão no projetor de perfil. ... 147 FIGURA 6. 11 – Foto de uma determinada região da placa usinada no projetor de
perfil ....................................................................................................................... 147
FIGURA 6. 12 – Leiaute da placa de teste de face dupla ........................................ 149
FIGURA 6. 13 – Foto da camada superior de cobre (Cooper Top) da placa de dupla
face usinada na fresadora CNC para prototipagem de PCI..................................... 149 FIGURA 6. 14 – Foto da camada inferior de cobre (Cooper Bottom) da placa de dupla
face usinada na fresadora CNC para prototipagem de PCI..................................... 150

LISTA DE TABELAS
TABELA 2. 1 – Classificação das PCIs segundo o número de faces ......................... 27
TABELA 5. 1– Necessidades dos usuários ............................................................... 57 TABELA 5. 2 – Especificações da LPKF ProtoMat E33 ............................................. 59 TABELA 5. 3 – Especificações dinâmicas para o projeto da fresadora CNC para
prototipagem de PCI. ................................................................................................ 61 TABELA 5. 4 – Especificações básicas e do ciclo de vida para o projeto da fresadora
CNC para prototipagem de PCI. ................................................................................ 62 TABELA 5. 5 – Especificações estruturais e do campo de trabalho para o projeto da
fresadora CNC para prototipagem de PCI. ................................................................ 62
TABELA 5. 6 – Avaliação das concepções de estruturas da fresadora CNC para
prototipagem de PCI. ................................................................................................ 65
TABELA 5. 7 – Avaliação dos sistemas de transmissão 01 ....................................... 67 TABELA 5. 8 – Avaliação dos sistemas de transmissão 02 ....................................... 67
TABELA 5. 9 – Avaliação das guias e dos mancais 01 .............................................. 68 TABELA 5. 10 – Avaliação das guias e dos mancais 02 ............................................ 68
TABELA 5. 11 – Matriz morfológica das escolhas dos subsistemas da máquina ....... 70 TABELA 5. 12 – Matriz morfológica de escolha para cada estrutura de máquina ...... 71 TABELA 5. 13 – Avaliação dos softwares de comando e controle ............................. 74 TABELA 5. 14 – Lista de critérios generalizados utilizados para avaliação das
concepções de máquina ........................................................................................... 76
TABELA 5. 15 – Matriz de avaliação por comparação dos pesos dos critérios
generalizados de seleção da concepção para o projeto da máquina ......................... 77
TABELA 5. 16 – Atribuição da valorização dos critérios generalizados qualitativos ... 78 TABELA 5. 17 – Valoração dos critérios generalizados para o projeto da fresadora
CNC para prototipagem de PCI ................................................................................. 78 TABELA 5. 18 – Determinação do “valor de utilidade” das concepções de máquina
para o projeto da fresadora CNC para prototipagem de PCI ..................................... 79
TABELA 5. 19 – Lista de componentes para a estrutura da máquina fresadora CNC
para prototipagem de PCI ......................................................................................... 82
TABELA 5. 20 – Lista de componentes para o carro de movimentação linear do eixo X
da máquina fresadora CNC para prototipagem de PCI .............................................. 84 TABELA 5. 21 – Lista de componentes para o carro de movimentação linear do eixo Y
da máquina fresadora CNC para prototipagem de PCI .............................................. 87

TABELA 5. 22 – Lista de componentes para o carro de movimentação linear do eixo Z
da máquina fresadora CNC para prototipagem de PCI ............................................. 89 TABELA 5. 23 – Lista de componentes do painel elétrico para a máquina fresadora
CNC para prototipagem de PCI ................................................................................ 92 TABELA 5. 24 – Lista de componentes do módulo de comando/controle para a
máquina fresadora CNC para prototipagem de PCI .................................................. 93 TABELA 5. 25 – Especificações para dimensionamento do fuso de esferas e do motor
de acionamento do carro de movimentação linear do eixo Y .................................... 96
TABELA 5. 26 – Especificações para verificação das cargas axiais permissíveis ..... 99
TABELA 5. 27 – Lista dos principais componentes adquiridos para o projeto da
máquina fresadora CNC para prototipagem de PCI ................................................ 108
TABELA 6. 1 – Tolerâncias na largura do traçado (NBR 11470:1989) .................... 141
TABELA 6. 2 – Valores obtidos na medição da largura do traçado das trilas da placa
usinada................................................................................................................... 142
TABELA 6. 3 – Tolerâncias no posicionamento entre furos em função da classe de
traçado (NBR 11470:1989) ..................................................................................... 143
TABELA 6. 4 – Valores obtidos na medição da distância entre furos nos pontos
especificados da placa usinada .............................................................................. 144 TABELA 6. 5 – Tolerâncias no diâmetro das ilhas (NBR 11470:1989) .................... 145
TABELA 6. 6 – Valores obtidos na medição do diâmetro das ilhas especificados na
placa usinada ......................................................................................................... 145 TABELA 6. 7 – Valores obtidos em relação à descentralização entre os furos e as
ilhas na placa usinada ............................................................................................ 146
TABELA 6. 8 – Tempos de confecção das placas de PCI pelos dois métodos
(usinagem pela fresadora CNC para prototipagem de PCI e corrosão por percloreto
de ferro) .................................................................................................................. 148

LISTA DE ABREVIATURAS E SIGLAS
ASIC – Circuito Integrado de Aplicação Específica
CA – Corrente Elétrica Alternada
CA/CC – Corrente Elétrica Alternada e Corrente Elétrica Continua
CAD – Computer Aided Design
CAM – Computer Aided Manufacturing
CC – Corrente Elétrica Continua
CEM-x – Resina Epóxi e Fibra de Vidro
CI – Circuito Integrado
CLP – Controlador Lógico Programável
CNC – Computer Numerical Control
DIP – Dual in Line
FR-2 – Resina fenólica e papel
FR-4 – Resina epóxi e Tecido de fibra de vidro
I/O – Entrada e Saída de Comunicação
IFSC –
Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina
IHM – Interface Homem Máquina
MDF – Medium Density Fiberboard
NBR – Norma Brasileira
NC – Computer Control
NF – Normalmente Fechado
PC – Personal Computer
PCB – Printed Circuit Board
PC-CNC – Cartão de Controle do Movimento com Computador
PCI – Placa de Circuito Impresso
PWM – Pulse Width Modulation
RPM – Rotações por Minuto
SENAI – Serviço Nacional de Aprendizagem Industrial
SMD – Surface Mount Devices

SMT – Surface Mount Technology
SP – Sensor de Posição
TH – Through Hole Technology
USB – Universal Serial Bus

LISTA DE SÍMBOLOS
µ – Coeficiente de atrito das guias
A – Relação de transmissão
CH1 – Chave geral
d – Distância entre pinos laterais de um CI mils
f – Força de resistência das guias N
Fa – Força durante aceleração N
Far – Força durante aceleração no retorno N
Fd – Força durante desaceleração N
Fdr – Força durante desaceleração no retorno N
Fk – Frequência do kernel Hz
Fmáx – Carga axial máxima exercida sobre o fuso N
Fu – Força durante movimento uniforme N
Fur – Força durante movimento uniforme no retorno N
H3 – Lâmpada de sinalização "Painel Energizado"
m1 – Massa da mesa de usinagem kg
m2 – Massa de trabalho kg
NDF – Número de dentes da polia de transmissão do fuso
NDm – Número de dentes da polia de transmissão do motor de passo
NPm –
Número de pulsos para uma volta completa do motor de passo
Ph – Passo do fuso mm
RPMm – Rotação máxima do motor RPM
Si – Valor absoluto total dos pesos
t1 – Tempo de aceleração s
T1 – Torque de acionamento à velocidade constante kgf.cm
t3 – Tempo de desaceleração s
Ta – Torque de acionamento da carga kgf.cm
Tp – Torque de pré carga kgf.cm
Tu – Torque de acionamento dos rolamentos kgf.cm
Ui – Valor atribuído á especificação i da concepção j

Vmáx – Velocidade máxima de usinagem mm/s
Vmáx_S – Velocidade máxima do sistema mm/s
W – Massa em movimento (mesa + peça) kg
Wi – Peso relativo ao critério X1,
X2 – Borne de saída de alimentação 24 Vcc da fonte chaveada
α – Aceleração m/s2
η – Eficiência do sistema de transmissão (fuso)

SUMÁRIO
CAP. 1 - INTRODUÇÃO ..................................................................................... 22
1.1. Definição do Problema ....................................................................... 22
1.2. Justificativa ........................................................................................ 23
1.3. Objetivos ............................................................................................. 24
1.3.1. Objetivo geral ....................................................................................... 24
1.3.2. Objetivos específicos ........................................................................... 24
CAP. 2 - PROCESSOS PARA CONFECÇÃO DE PCI ....................................... 25
2.1. Introdução .......................................................................................... 25
2.1.1. Classificação das PCIs segundo o número de faces ............................ 27
2.1.2. Espessura da camada de cobre sobre o material isolante e da placa de PCI. ............................................................................................................ 27
2.1.3. Ilhas, trilhas e vias ................................................................................ 28
2.2. Processo de Fabricação de PCI Subtrativo ...................................... 30
2.3. Processo de Fabricação de PCI Aditivo ........................................... 31
2.4. Processo de Prototipagem de PCI por Fresadoras CNC ................. 31
CAP. 3 - MÁQUINAS-FERRAMENTA CNC DE 3 EIXOS ................................... 33
3.1. Introdução .......................................................................................... 33
3.2. Conceitos de Máquinas-Fresadora CNC de 3 Eixos ........................ 34
3.2.1. Número de eixos de movimentação e sistemas de coordenadas ......... 34
3.2.2. Estrutura de uma máquina fresadora CNC de 3 eixos .......................... 36
3.2.3. Drives de acionamento e controle ........................................................ 38
3.2.3.1. Acionamento rotativo da ferramenta – eixo árvore................................ 38
3.2.3.2. Acionamento linear dos eixos da máquina ........................................... 39
3.2.3.3. Sensores, transdutores e atuadores ..................................................... 40
3.3. Divisão de uma Máquina CNC em Subsistemas .............................. 42
CAP. 4 - SISTEMÁTICA PARA O DESENVOLVIMENTO DO PROJETO DA FRESADORA CNC PARA PROTOTIPAGEM DE PCI .............................................. 44
4.1. Introdução .......................................................................................... 44
4.2. Modificações e Adaptações Relacionadas á Sistemática................ 45
4.3. Considerações Finais ........................................................................ 49

CAP. 5 - DESENVOLVIMENTO DA FRESADORA CNC PARA PROTOTIPAGEM DE PCI ........................................................................................ 51
5.1. Introdução .......................................................................................... 51
5.2. Planejamento do Produto ................................................................. 51
5.2.1. Definir o tipo de projeto ........................................................................ 51
5.2.2. Função global e primeiras ideias de configurações de máquina .......... 52
5.3. Projeto Informacional ........................................................................ 55
5.3.1. Obtenção das especificações de projeto. ............................................. 55
5.3.1.1. Identificando as necessidades dos usuários ........................................ 56
5.3.1.2. Pesquisando produtos similares no mercado ....................................... 57
5.4. Projeto Conceitual ............................................................................. 63
5.4.1. Desenvolvimento da concepção de estrutura da máquina ................... 63
5.4.2. Desenvolvimento das concepções dos subsistemas da máquina ........ 65
5.4.3. Desenvolvimento da posição dos componentes sobre a máquina ....... 71
5.4.4. Dimensionamento dos acionamentos e escolha do comando/controle. 73
5.4.4.1. Dimensionamento dos acionamentos .................................................. 73
5.4.4.2. Seleção e escolha do comando/controle .............................................. 74
5.4.4.3. Avaliação econômica e financeira da concepção de máquina .............. 76
5.4.4.4. Escolha definitiva da concepção de máquina ....................................... 76
5.5. Projeto Preliminar .............................................................................. 79
5.5.1. Definir os componentes a serem utilizados e modelagem em CAD ..... 80
5.5.1.1. Estrutura .............................................................................................. 81
5.5.1.2. Carro de movimentação linear do eixo X ............................................. 83
5.5.1.3. Carro de movimentação linear do eixo Y ............................................. 85
5.5.1.4. Carro de movimentação linear do eixo Z .............................................. 88
5.5.1.5. Painel elétrico ...................................................................................... 90
5.5.1.6. Módulo do comando/controle ............................................................... 93
5.5.1.7. Montagem final completa da máquina fresadora CNC para prototipagem de PCI ........................................................................................................... 93
5.6. Projeto Detalhado .............................................................................. 95
5.6.1. Finalizar especificações dos componentes utilizados .......................... 95
5.6.1.1. Dimensionamento e escolha das principais soluções .......................... 95
5.6.2. Lista detalhada dos principais componentes para o projeto da máquina fresadora CNC para prototipagem de PCI .............................................................. 108

5.6.3. Montagem mecânica .......................................................................... 110
5.6.4. Montagem eletroeletrônica ................................................................. 114
5.6.5. Configuração do comando e controle ................................................. 122
5.6.5.1. Configuração das portas e pinos ........................................................ 122
5.6.5.2. Configuração de calibração dos motores ............................................ 126
5.6.5.3. Configuração das teclas de atalho...................................................... 129
5.6.5.4. Origens e limites ................................................................................ 131
5.6.6. Startup da máquina ............................................................................ 133
CAP. 6 - TESTES DE VALIDAÇÃO DA FRESADORA CNC PARA PROTOTIPAGEM DE PCI ...................................................................................... 134
6.1. Introdução ........................................................................................ 134
6.2. Testes de Usinagem de Placas de PCI ............................................ 135
6.2.1. Caracterizando a qualidade da placa usinada segundo a norma NBR 11470 .......................................................................................................... 139
6.2.2. Confecção de placa de dupla face...................................................... 148
6.3. Considerações finais ....................................................................... 151
CAP. 7 - CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS .... 152
7.1. Sugestões para Trabalhos Futuros ................................................. 154
REFERÊNCIAS.........................................................................................................155

22
CAP. 1 - INTRODUÇÃO
1.1. Definição do Problema
No SENAI de Blumenau, existe uma necessidade diária e crescente de confeccionar placas de circuito impresso. Atualmente encontra-se dificuldade em realizar esse processo por ser um processo artesanal, que limita a qualidade e repetitividade do processo. Este motivo fez surgir à necessidade de se adquirir um processo mais aprimorado para o desenvolvimento das placas de circuito impresso.
No mercado existem máquinas CNC que atendem as necessidades do SENAI, no entanto o custo torna a aquisição inviável, fato que levou a ideia de desenvolver uma fresadora CNC para confecção de placas de circuito impresso.
Uma fresadora CNC para prototipagem de PCI é uma máquina-ferramenta, utilizada por profissionais de eletroeletrônica e áreas afins, na criação de seus protótipos de circuitos eletrônicos.
Em termos gerais, uma fresadora CNC para prototipagem de PCI é uma máquina-ferramenta, com três eixos, que independentemente de qual seja sua estrutura mecânica, em muitas vezes, representam fisicamente um sistema de coordenadas cartesiano.
Elas fabricam os protótipos de placas de circuito impresso, utilizando fresas que desbastam a superfície da placa, deixando apenas as trilhas desejadas. Elas também podem executar a furação destas placas.
Fizeram parte deste trabalho, cinco fases do processo de desenvolvimento de produto, que são: o planejamento do produto, o projeto informacional, o projeto conceitual, o projeto preliminar e o projeto detalhado, onde são relatadas as etapas de montagem da estrutura mecânica e os dispositivos eletroeletrônicos de acionamento, assim como, são mostradas as configurações realizadas no software de comando e controle.
Na validação do projeto da máquina, foram usinadas placas de PCI de face simples e dupla, no intuito de verificar se

23
as placas produzidas pela máquina atendem as necessidades do SENAI de Blumenau.
Todos os recursos necessários para o desenvolvimento da máquina foram subsidiados pelo SENAI de Blumenau, que é o financiador e incentivador deste projeto.
1.2. Justificativa O SENAI de Blumenau, conta com uma série de cursos
que desenvolvem placas de circuito impresso, onde todas as placas são desenvolvidas através de um processo químico de corrosão.
Estas PCIs são desenvolvidas durante a realização dos cursos de aprendizagem, técnicos e superiores de tecnologia do SENAI de Blumenau, assim como, por seus professores durante projetos de pesquisa aplicada.
Este processo é necessário para a corrosão da, ou das superfícies metalizadas da placa (no caso de dupla face), por imersão em uma de solução química (percloreto de ferro).
Um ponto preocupante para o SENAI de Blumenau é o descarte desta solução química.
A qualidade da placa confeccionada neste processo deixa a desejar, pois as trilhas acabam não tendo uma boa qualidade de acabamento superficial e a densidade de trilhas não pode ser muito grande. A confecção de placas de dupla face se torna dificultosa, e em alguns casos impossível.
Existe a possibilidade de se obter os protótipos em empresas especializadas para este fim, mas o custo é extremamente alto, pois estas empresas em muitas vezes, obrigam a compra de um lote mínimo e também cobram a confecção de cada fotolito.
Foram estes motivos que tornaram a possibilidade de desenvolvimento do projeto, de fundamental importância para o SENAI de Blumenau durante sua análise, assim como, a própria construção desta máquina, ainda mais quando comparados aos custos de obtenção (compra) de uma máquina no mercado.

24
1.3. Objetivos 1.3.1. Objetivo geral O objetivo geral da pesquisa é apresentar o estudo e o
desenvolvimento de uma fresadora CNC de prototipagem de PCI para o SENAI de Blumenau, fresadora esta, que possibilita substituir e melhorar o processo de confecção de placas eletrônicas pela unidade do SENAI.
1.3.2. Objetivos específicos Este desenvolvimento do projeto da máquina implica na
necessidade, de se obter os seguintes resultados durante seu desenvolvimento:
Pesquisar e analisar as metodologias utilizadas para desenvolver projetos de automação de máquinas.
Estudar, analisar e selecionar os elementos contidos nos subsistemas que compõem uma fresadora CNC (comando/controle, mecânico e acionamento);
Construir um equipamento de baixo custo em comparação a outras fresadoras CNC para prototipagem de PCI existentes no mercado;
Substituir o processo atual de confecção de placas de circuito impresso do SENAI de Blumenau;
Melhorar a qualidade dos protótipos de placas de PCI desenvolvidas pela unidade do SENAI de Blumenau;

25
CAP. 2 - PROCESSOS PARA CONFECÇÃO DE PCI
2.1. Introdução A placa de circuito impresso - PCI ou (PCB) do inglês
"Printed Circuit Board", refere-se a um componente utilizado para construção de qualquer equipamento eletrônico, principalmente, quando o mesmo emprega circuitos integrados.
Ela, basicamente, é constituída por uma base isolante (ex. de fenolite ou fibra de vidro), revestida superficialmente por uma fina camada de cobre, na qual são “impressos” os circuitos de ligação elétrica entre os mais diversos componentes eletrônicos.
A Figura 2.1 apresenta um exemplo de uma placa de circuito impresso.
FIGURA 2. 1 – Placa de circuito impresso – PCI

26
O termo circuito impresso é proveniente das muitas técnicas utilizadas em processos industriais e/ou artesanais, que consiste em imprimir um desenho contendo ligações elétricas entre os componentes eletrônicos, estas ligações elétricas contidas na PCI são chamadas de trilhas (Mehl, 2009).
Segundo a norma NBR 8188/83, as chapas de placas para circuito impresso de fenolite são referenciadas como FR-2 e as de fibra de vidro, como FR-4, também se podem encontrar outros materiais utilizados na confecção de placas, geralmente com designação CEM-x, mas estes dois materiais (FR-2 e FR-4) são os mais utilizados e facilmente encontrados no mercado (Mehl, 2009).
O SENAI de Blumenau utiliza apenas estes dois tipos de placas de PCI (FR-2 e FR-4) na produção de seus protótipos de circuitos eletrônicos, assim, a máquina prototipadora que foi projetada e construída neste trabalho, irá usinar estes materiais.
Inicialmente, fabricavam-se somente PCIs de simples face, ou seja, com as trilhas confeccionadas somente em um dos lados da placa e os componentes montados sobre o outro lado da mesma, a ligação entre as trilhas e os componentes eletrônicos se dava pelos terminais dos componentes que passavam por furos efetuados nas placas, sendo a seguir realizada a soldagem, que fazia a junção elétrica entre as duas partes (Melo; Rios; Gutierrez, 2001).
Com a miniaturização dos componentes eletrônicos e a sua crescente expansão, principalmente no que diz respeito aos circuitos integrados, e ao aumento do número de funções e terminais destes componentes, fizeram com que as dimensões de trilhas e seus espaçamentos fossem diminuindo (Melo; Rios; Gutierrez, 2001).
A densidade de componentes colocados nos mesmos espaços anteriores aumentou consideravelmente, acarretando na necessidade de placas de face dupla e, posteriormente, a tecnologia permitiu a confecção de placas de multicamadas ou multilayers (Melo; Rios; Gutierrez, 2001).

27
2.1.1. Classificação das PCIs segundo o número de faces
A Tabela 2.1 mostra a classificação das PCIs segundo o
número de faces que a mesma possui, e esta classificação está relacionada de acordo com o número de camadas de cobre existentes sob o material isolante que pode ser de FR-2 ou FR-4.
TABELA 2. 1 – Classificação das PCIs segundo o número de faces
Face Simples Possui cobre em apenas uma das faces do material isolante.
Dupla-Face Ambas as faces do material isolante possuem cobre.
Multicamadas
Placas em que possuem trilhas de cobre tanto nas faces externas como internas. Conseguem-se produzir circuitos impressos multicamadas utilizando técnica em que duas ou mais placas do tipo dupla face são prensadas, de forma a se obter um único laminado no final. Entre as placas é aplicada uma resina (ou cola) para separar os circuitos eletricamente e mantê-los unidos mecanicamente.
Fonte: Melo; Gutierrez e Rosa (1998)
2.1.2. Espessura da camada de cobre sobre o material
isolante e da placa de PCI. A espessura da camada de cobre sobre o material isolante
pode variar dependendo do fabricante ou do tipo de aplicação da placa (placas de potência, placas de sinal, etc.), mas, geralmente, encontram-se placas com uma camada de cobre de
0,35 m (padrão). Alguns fabricantes referenciam esta medida da espessura de cobre em “onça”, na qual 1 onça equivale a 0,35
m (Mehl, 2009). Já para a espessura total da placa, existem alguns valores
mais encontrados no mercado (0,8 mm, 1 mm, 1,2 mm, 1,6 mm (típico), 2 mm e 2,4 mm), sendo que 1,6 mm é o valor tipicamente utilizado (Mehl, 2009).

28
2.1.3. Ilhas, trilhas e vias
Os componentes eletrônicos são montados sobre a placa e interligados entre si por trilhas, que têm a função de conectar eletricamente estes diversos componentes para executarem suas funções no circuito (Mehl, 2009).
Por sua vez, os componentes ficam soldados a placa e interligados as trilhas por ilhas, também chamadas de pads. Na verdade, as ilhas fazem parte das trilhas, formando, assim, um espaço para uma junta de solda entre o terminal do componente e a placa (Mehl, 2009).
As ilhas podem possuir furos, utilizados na montagem dos componentes. Este método de montagem é conhecido como TH (through-hole technology - TH) ou os componentes podem ser inseridos diretamente sobre a superfície das ilhas, quando os mesmos forem do tipo SMD (surface mount devices - SMD), este tipo de montagem é conhecido como SMT (surface mount technology - SMT), (Doro, 2004).
A Figura 2.2 mostra estes dois tipos de montagens (TH e SMT).
Montagem TH Montagem SMT
FIGURA 2. 2 – Tipos de montagens de componentes sobre a placa
Fonte: Doro (2004, p. 22 e 23)
Estes componentes eletrônicos possuem, geralmente, a
distância entre seus terminais medida em polegadas, mas como esta medida é relativamente pequena, é comum a utilização de um submúltiplo da polegada, que é o mils (abreviação de milésimo de polegada), ou seja, 1 mils = 0,0254 mm (Mehl, 2009).

29
A utilização desta grandeza se tornou importante devido à padronização das dimensões dos componentes eletrônicos, e só para se ter uma ideia, a distância entre os pinos de um CI (circuito integrado) de encapsulamento conhecido como dual in line (DIP) é de 0,1 inch, ou 100 mils, ou ainda, 2,54 mm (Mehl, 2009).
A Figura 2.3 mostra a distância “d” padrão entre os pinos de um CI.
d
FIGURA 2. 3 – Padronização da distância “d” entre os pinos laterais de um CI em 100 mils
Fonte: Adaptado de Microchip (2001)
Normalmente, a distância entre trilhas e ilhas segue esta
padronização de unidade de medida, ou seja, o mils. A Figura 2.4 mostra as trilhas e ilhas de uma PCI.
Trilhas
Ilhas
FIGURA 2. 4 – Trilhas e Ilhas de uma PCI

30
Quando se têm placas de dupla face ou multicamadas, existem trilhas percorrendo a placa nos dois lados ou internamente, como no caso, de multicamadas.
Para interligar estas trilhas são feitos furos, que normalmente são menores que as ilhas, sendo chamados de vias, e que são metalizados por um processo eletroquímico (Mehl, 2009).
2.2. Processo de Fabricação de PCI Subtrativo O processo de fabricação de PCI subtrativo é o mais
importante para confecção de PCIs, pois é o processo mais antigo e ainda o mais utilizado para fabricação de placas de circuito impresso (Melo; Rios; Gutierrez, 2001).
Neste processo, utiliza-se uma placa de PCI que se encontra em um estágio conhecido como “virgem” (sem nenhuma trilha, somente com a(as) camada(as) de cobre), sob as quais se transfere uma imagem do circuito, seja por processo serigráfico ou por fotografia, e através de corrosão química retira-se o cobre em excesso (Melo; Rios; Gutierrez, 2001).
Este processo pode, e é muito utilizado, inclusive, para fabricações de placas artesanais, como é o caso no SENAI de Blumenau. Para a corrosão da superfície cobreada ou das superfícies cobreadas da placa (dupla face), mergulha-se a placa em uma solução química (percloreto de ferro). A corrosão somente ocorrerá na superfície nua, isto é, na superfície que não está coberta por tinta que forma as trilhas e ilhas, que por sua vez são estampadas ou impressas na placa.
No caso de processo artesanal a qualidade da placa é um ponto que deixa a desejar, pois neste processo artesanal, as trilhas não possuem uma boa qualidade de acabamento superficial e a densidade de trilhas não pode ser muito grande, nem com espaçamentos entre trilhas e ilhas muito pequenos.

31
2.3. Processo de Fabricação de PCI Aditivo Neste processo, se tem a chapa do material base (fenolite
FR-2 ou fibra de vidro FR-4) limpa, ou seja, sem cobre em nenhuma de suas superfícies. Somente é aplicada nesta superfície (ou nas superfícies quando dupla face) uma solução que é utilizada para aderência do cobre.
Sobre esta solução, que são impressos por serigrafia, as trilhas e ilhas da placa, e então por banhos em soluções químicas, que se deposita o cobre, formando assim, as trilhas e ilhas (Melo; Gutierrez; Rosa, 1998).
Este processo não é utilizado artesanalmente ficando restrito apenas à produção industrial, que devido a várias restrições e ao pequeno número de empresas adeptas não vem crescendo muito nos últimos anos, mesmo com toda a evolução tecnológica (Melo; Gutierrez; Rosa, 1998).
As placas multicamadas também não são desenvolvidas por este processo, ficando apenas as placas de face simples e de dupla face sendo confeccionadas (Melo; Gutierrez; Rosa, 1998).
2.4. Processo de Prototipagem de PCI por Fresadoras CNC
Prototipagem vem da criação de protótipos, ou seja, da
criação de PCIs em fase de testes ou apenas desenvolvidas para este propósito (testar circuitos eletrônicos), assim como também, placas confeccionadas de maneira artesanal.
Outra forma de confecção de PCI, que não utiliza nenhum produto químico, é por meio da utilização de fresadoras que têm a função de “fresar” a superfície das placas para a geração das trilhas e ilhas da PCI.
As fresadoras CNC para prototipagem de PCI são máquinas-ferramenta com 3 eixos, utilizadas por projetistas, engenheiros e cientistas para elaborarem seus protótipos. Elas fabricam as placas de circuito impresso utilizando fresas que desbastam a superfície da placa, deixando apenas as trilhas e ilhas desejadas.

32
Inicialmente, utilizadas para construir apenas protótipos, o avanço da tecnologia permitiu que elas passassem a serem utilizadas também na fabricação de produtos finais.
Pode-se encontrar alguns fabricantes de máquinas prototipadora especificas para confecção de PCI, como a MITS Electronics, a Everprecision Tech Co.,LTD, a Denford Ltd e a LPKF Laser & Electronics AG.
A Figura 2.5 apresenta o modelo ProtoMat E33 da LPKF Laser & Electronics AG, que é um dos fabricantes mais conceituados no mercado.
FIGURA 2. 5 – Fresadora CNC ProtoMat E33 da LPKF
Fonte: <http://www.anacom.com.br/images/produtos/produtos/ProtoMat%20E33.jpg>

33
CAP. 3 - MÁQUINAS-FERRAMENTA CNC DE 3 EIXOS
3.1. Introdução
Uma máquina-ferramenta é um equipamento utilizado na produção e fabricação de peças dos mais variados tipos pela indústria, desde pequena até de grande porte (indústrias de manufatura).
As características de fabricação de peças pelas máquinas-ferramenta estão baseadas na remoção de material base por usinagem, por forjamento das peças ou estampagem das mesmas, sempre com o intuito de que ao final do processo a peça adquira o formato desejado (Souza, 1998).
Desde seu surgimento, estas máquinas passam constantemente por grandes modificações e aprimoramentos, onde inicialmente, o controle de seus eixos era manual e passaram posteriormente a serem comandas por sistemas de controle numérico (NC), como exemplo, a programação de mídias em fitas perfuradas (Souza, 1998).
Na atualidade, a grande maioria destas máquinas é comandada por sistemas de controle numérico computadorizado (CNC) e segundo Pacheco (2009), quase que em todos os processos de fabricação de peças (pequenas e grandes empresas de manufatura e usinagem) encontram-se máquinas-ferramenta controladas por CNC.
Muitas empresas, devido ao alto custo de aquisição da máquina-ferramenta CNC, realizam uma prática conhecida como retrofitting, que se caracteriza pela atualização/automatização de máquinas convencionais com a adição de equipamentos que a tornem uma máquina CNC e assim, satisfaça as necessidades do processo (Pansiera, 2002).
Com o surgimento das máquinas-ferramenta CNC, foi possível a criação de peças muito mais complexas em um tempo de produção muito menor. Estas máquinas proporcionam uma maior flexibilidade, precisão e uniformidade no processo de manufatura de peças comparado ao processo convencional (Pansiera, 2002).

34
3.2. Conceitos de Máquinas-Fresadora CNC de 3 Eixos Neste tópico, será apresentado de forma resumida os
principais pontos abordados por alguns autores na literatura, sobre as características de máquinas fresadoras CNC de 3 eixos.
O objetivo é poder dar um melhor embasamento sobre o tema do projeto da máquina fresadora CNC para prototipagem de PCI, e também, dar informações importantes relacionadas a este projeto, como os termos técnicos utilizados, características da máquina CNC e os principais elementos contidos nos subsistemas destas máquinas.
Uma ressalva importante sobre este tópico está no foco do estudo que é voltado as fresadoras CNC de 3 eixos, que é o objeto desta dissertação, assim, não serão tratados todos os tipos de máquinas CNC que são encontradas no mercado mundial.
3.2.1. Número de eixos de movimentação e sistemas de
coordenadas Uma máquina CNC é composta por eixos de
movimentação, que são controlados para a execução da usinagem de uma determinada peça.
Este número de eixos depende do número de graus de liberdade que a máquina irá ter para movimentação sobre a peça, e também, pode ser determinado pelo tipo de máquina como, por exemplo, os tornos CNC (2 eixos de movimentação + spindle) ou as fresadoras CNC (3 eixos de movimentação + spindle) (Souza, 1998).
Existem casos, que a máquina CNC possui um número maior de eixos de movimentação, como no caso de alguns centros de usinagem que contêm 5 eixos de movimentação.
Os deslocamentos dos eixos, podem gerar tanto movimentos lineares quanto rotativos, como no caso das fresadoras CNC.
Todas as máquinas ferramenta CNC são comandadas e referenciadas por um sistema de coordenadas, que conforme Souza (1998), pode ser cartesiana ou, até mesmo, ter sistemas

35
de controle de coordenadas polares na elaboração de qualquer perfil geométrico de movimentação de seus eixos.
Com a mão (regra da mão direita), pode-se demonstrar a representação deste sistema de coordenadas onde normalmente o cartesiano é utilizado. Na Figura 3.1, é mostrada a representação do sistema de coordenadas utilizado por uma máquina fresadora CNC.
FIGURA 3. 1 – Sistema de coordenadas cartesiano de uma máquina fresadora CNC
Fonte: Pereira; Lazzariz e Aviz (2006)
Para que a máquina possa executar o movimento de todas as posições especificadas no programa, essas têm que ser declaradas em um sistema de referência, que corresponde aos sentidos dos movimentos dos eixos da máquina. Para o fresamento são utilizados os eixos: X, Y e Z (Pereira; Lazzariz; Aviz, 2006).
No caso de uma máquina fresadora CNC, o eixo Z é utilizado, por convenção para movimentar a ferramenta (fresa), que está acoplada a um motor de alta rotação, fixo a este eixo. Este motor recebe o nome de spindle e o conjunto (eixo Z + spindle) de “eixo árvore”.
A peça é fixada no plano formado pelos eixos XY. A Figura 3.2 mostra a representação de uma máquina fresadora CNC convencional.

36
FIGURA 3. 2 – Máquina fresadora CNC convencional e seus eixos e coordenadas
Fonte: Pereira; Lazzariz e Aviz (2006)
3.2.2. Estrutura de uma máquina fresadora CNC de 3
eixos Na Figura 3.3, é mostrado os principais elementos contidos
na estrutura da arquitetura de uma típica máquina fresadora CNC de 3 eixos.
FIGURA 3. 3 – Principais elementos de uma máquina fresadora CNC
Fonte: Adaptado de Brune (2002)
CNC
Programa de usinagem
IHM
Driver
XM
Eixo
XSP
Driver
YM
Eixo
YSP
Driver
ZM
Eixo
ZSP
Driver
SpindleM
Eixo
Árvore - Spindle
Sensores e Atuadores

37
Nesta estrutura da arquitetura, o papel do controlador CNC é de receber e interpretar os comandos vindos do programa, e assim, interpolar os eixos através dos drivers de acionamento, de maneira com que a peça possa ser usinada de forma autônoma. Por sua vez, esta programação pode ser feita de diversas maneiras como, por exemplo, através de um computador que envia o programa por uma rede de comunicação ou pela própria digitação do programa pela IHM (Interface Homem Máquina) via um editor de programa (Brune, 2002).
Conforme Pacheco (2009), pode-se encontrar três tipos de controladores CNC que normalmente podem ser utilizados por máquinas automáticas:
Controlador multiprocessamento com ASIC (circuito integrado de aplicação específica);
Controlador PC front end; Cartão de controle do movimento com PC.
O controlador ASIC não possui uma estrutura interna aberta e nem reconfigurável. Já no modelo front end a IHM é aberta, mas a parte de processamento interno do NC é fechada para o usuário.
O terceiro tipo é denominado PC-CNC, compõe uma estrutura de controlador mais aberta que as anteriores e está baseada na utilização de uma placa de controle (cartão) montada dentro de um computador (Pacheco, 2009).
Pode-se encontrar, também, alguns softwares de controle CNC que utilizam as próprias I/O (entrada ou saída) de comunicação dos computadores (paralela, serial, USB, etc.) para gerar os sinais de interpolação e controle dos eixos, assim como, receber informações de sensores para processamento.
O PC-CNC é uma solução de baixo custo e de configuração simplificada, pois a estrutura é mais aberta para o usuário. No caso do desenvolvimento do projeto da fresadora CNC para prototipagem de PCI, será utilizado este controlador baseado em um software de controle.
Também há casos onde o controlador CNC trabalha em conjunto com um CLP (Controlador Lógico Programável), na qual o NC fica responsável pela interpretação do programa e o CLP pelo controle dos eixos da máquina, sensores e atuadores (Pacheco, 2009 apud Capelli, 2006).

38
3.2.3. Drives de acionamento e controle O papel do driver é servir de mecanismo de acionamento e
controle dos motores de acionamento dos eixos da máquina, dando a estes eixos, por meio dos motores, os seus respectivos movimentos (lineares ou rotativos) e também, controlando sua velocidade, e em alguns casos sua força (torque).
Eles são um conjunto de circuitos eletrônicos destinados a controlar a rotação do motor (Pacheco, 2009).
O driver também pode enviar para o controlador CNC informações como de sobrecarga no eixo e assim, servir de elemento de segurança para o acionamento da máquina em casos de sobrecarga.
É para ele que o controlador CNC envia os comandos que farão com que os eixos da máquina se movimentem, tanto a velocidade como o torque dos motores são controlados por ele através das informações recebidas do controlador CNC.
Para verificar se a ordem foi cumprida pelo driver e pelo motor, o controlador CNC se une com os sensores que dão a ele as informações de retorno (velocidade e posição) e assim, o controlador pode tomar ações de correção, caso necessário (Pacheco, 2009).
3.2.3.1. Acionamento rotativo da ferramenta – eixo árvore No processo de fresamento, o eixo árvore é o meio de
acionamento que promove a rotação da ferramenta (fresa). Neste eixo são utilizados normalmente motores que
permitem a alteração frequente de rotação, como no caso os motores de corrente contínua ou os motores de corrente alternada CA, assíncronos trifásicos de alta rotação.
Para controlar a rotação e o torque do motor, podem ser utilizados conversores de frequência (inversor de frequência) para os motores CA trifásicos ou conversores CA/CC (corrente alternada/corrente contínua) no caso de utilização de motores de corrente contínua.
Há casos, que para o spindle, são utilizados unicamente motores elétricos CA de alta rotação, sem a utilização de um

39
driver específico (inversor de frequência ou conversor CA/CC), nestes casos porém, o controle da rotação e do torque se dá por meio de engrenagens, correias ou caixas de redução (Souza; Ulbrich, 2009).
3.2.3.2. Acionamento linear dos eixos da máquina Para que a máquina possa executar movimentos de
translação linear ao longo de seus eixos, são normalmente utilizados servos acionamentos, acoplados a fusos de esferas recirculantes.
Os servomotores são motores que possuem uma grande precisão tanto no controle de posição como no controle de torque e velocidade.
A função do servo acionamento (servodriver + servomotor) é de se mover rotacionalmente e a do fuso converter esta rotação em um movimento linear, a este conjunto formado pelo servo acionamento mais o fuso de esferas recirculantes é chamado de sistema de movimentação linear ou carro de movimentação linear (Souza; Ulbrich, 2009).
Na Figura 3.4, apresenta-se o sistema proposta pela Mectrol® automação industrial.
Servo
MotorFuso de esferas
recirculantes
FIGURA 3. 4 - Sistema de movimentação linear da Mectrol® composto por servomotor + fuso de esferas recirculantes
Fonte: <http://www.mectrol.com.br/video>

40
Para os meios de acionamento pode-se encontrar a utilização de outros tipos de motores além dos servomotores como no caso, os motores de passo, que também são motores de ótima precisão de posicionamento.
3.2.3.3. Sensores, transdutores e atuadores Os sensores são responsáveis por alimentar o controlador
CNC com informações sobre o estado da máquina, como: velocidade, posição, final de curso de um determinado eixo, etc.
Os sensores nem sempre possuem a saída de sinal com características elétricas que o controlador CNC possa interpretar.
Assim este sinal deve ser tratado antes de ser enviado ao controlador. O circuito de tratamento e condicionamento deste sinal é chamado de transdutor (Pacheco, 2009 apud Pazos, 2002).
O transdutor é um instrumento de medição muito mais completo que o sensor, pois traz em um único elemento de medição, o sensor e todo o circuito de tratamento e condicionamento de sinal para o controlador. Existem casos onde este circuito de tratamento e condicionamento deve ser desenvolvido separadamente antes do sensor para, posteriormente, o sinal ser enviado ao controlador (Capelli, 2008).
Nas máquinas CNC, um dos transdutores mais aplicados ao controle é o encoder, transdutor utilizado para o controle de posição dos eixos da máquina.
Na Figura 3.3, anteriormente mostrada, o transdutor SP representa um encoder para controle de posição de cada eixo da máquina, formando a malha de realimentação de posição com o controlador CNC.
O encoder é montado acoplado ao eixo do servomotor, mas podem-se ter situações onde será acoplado ao eixo mecânico da própria máquina. Basicamente, encontram-se dois tipos de encoder, um chamado incremental e outro absoluto.
O encoder incremental, como exemplo, aquele encontrado em mouses, cujo seu funcionamento está baseado em um diodo emissor de luz e um fototransistor (circuito fotodetector), entre

41
eles existe um disco com ranhuras, por onde a luz do diodo pode ser captada pelo fototransistor.
Quando giramos o disco, geram-se pulsos, e, portanto, quanto maior o número de pulsos, maior o deslocamento ou vice-versa. Na Figura 3.5 é mostrada uma representação deste encoder incremental (Capelli, 2008).
FIGURA 3. 5 – Princípio de funcionamento de um encoder incremental
Fonte: Capelli (2008)
Estes pulsos representam certo ângulo de deslocamento
rotacional, quanto maior o número de ranhuras em um disco de encoder, maior será sua resolução, e assim, pode-se ter uma melhor representação da resolução do sistema de leitura de posição da máquina.
Os encoders absolutos possuem uma série de trilhas com ranhuras pré-determinadas, onde cada trilha tem seu próprio circuito fotodetector e todos os circuitos fotodetectores leem as trilhas ao mesmo tempo.
Estes encoders possuem uma série de posições pré-determinadas e com isto, têm uma vantagem sobre os encoders incrementais, pois no caso de falta de energia elétrica eles não perdem sua posição e não há necessidade de se reiniciar a máquina (Pacheco, 2009).
Os atuadores são elementos que recebem um sinal vindo do controlador CNC e assim agem sobre a máquina, geralmente trabalham com potências elevadas.
Cita-se como exemplo de atuadores utilizados em máquinas fresadora CNC, as válvulas pneumáticas ou

42
hidráulicas, os cilindros pneumáticos ou hidráulicos, os relés (estáticos ou eletromecânicos) e os solenóides (Pacheco, 2009 apud Turban E. e Rainer, 2003).
3.3. Divisão de uma Máquina CNC em Subsistemas Quando se analisa a estrutura de muitas máquinas
fresadoras CNC, verifica-se a utilização da subdivisão desta estrutura em quatro subsistemas que trabalham de forma totalmente integrada, são estes: subsistema de comando e controle, subsistema de acionamento, subsistema mecânico e subsistema de medição. Na Figura 3.6, é mostrado uma representação desta divisão.
Máquina
automatizada
Usuário Ambiente
Sinal
Energia
Material
Sinal
Energia
Material
Comando/
Controle
Subsistema de
acionamento
Subsistema
mecânico
Subsistema de
medição
FIGURA 3. 6 – Divisão da estrutura de uma máquina fresadora CNC em
subsistemas
Fonte: Bertrán (2009 p. 12) Conforme Bertrán (2009), esta divisão da estrutura em
subsistemas facilita a sistematização do processo de desenvolvimento de um projeto de uma máquina CNC e assim, seu conhecimento torna-se fundamental para o projeto da fresadora CNC de prototipagem de PCI.
Na Figura 3.7, observa-se um exemplo de integração dos subsistemas em um eixo de movimentos de uma máquina CNC.

43
Neste exemplo, o subsistema de comando/controle envia sinais elétricos ao subsistema de acionamentos, que por meio do subsistema mecânico, converte o movimento rotativo do acionamento em linear.
Estes movimentos translativos do eixo são medidos e/ou supervisionados pelo subsistema de medição, que realimenta esta informação ao subsistema de comando/controle.
FIGURA 3. 7 – Exemplo de integração dos subsistemas que compõe um eixo de máquina CNC
Fonte: Bertrán (2009, p. 13)
O desdobramento de cada subsistema apresentado anteriormente auxilia na pesquisa de soluções mais apropriadas durante o desenvolvimento de um projeto de uma máquina CNC.
No próximo capítulo, será tratado sobre a sistemática para o desenvolvimento do projeto da fresadora CNC para prototipagem de PCI.

44
CAP. 4 - SISTEMÁTICA PARA O DESENVOLVIMENTO
DO PROJETO DA FRESADORA CNC PARA
PROTOTIPAGEM DE PCI
4.1. Introdução Para o projeto da fresadora CNC para prototipagem de
PCI, foi utilizada uma sistemática de ferramenta para auxiliar o seu desenvolvimento.
Esta sistemática é baseada na metodologia de desenvolvimento de produto, proposta por Javier Andrés Reckmann Bertrán (2009) em sua dissertação sobre a “sistematização do processo de projeto em automação de máquinas cartesianas com acionamento eletromecânico - ênfase no posicionamento”.
Utilizar a estrutura da sistemática para adaptá-la para projetos de robótica (não somente plano cartesiano) ou para projetos de aparelhos e instrumentos automatizados “pequenas máquinas” (Bertrán, 2009, p.125).
Sistemática para projeto de automação de máquinas
Necessidades ou causas
que motivam uma solução
automatizada
Planejamento do produto
Atividade – 1.1/1.2
Definir o tipo de projeto
e desenvolvimento das
idéias de máquinas
Atividade – 2.1/2.2
Obtenção das especificações
de projeto para uma máquina
nova ou para um projeto de
melhoramento
Projeto informacional
Atividade – 3.1
Desenvolvimento
das concepções
de estrutura de
máquina
Atividade – 3.2
Desenvolvimento
das concepções
de subsistemas da
máquina
Atividade – 3.3
Desenvolvimento
da posição dos
componentes
sobre a máquina
Atividade – 3.4
Dimensionamento
dos acionamentos
e escolha do
comando/controle
Atividade – 3.5
Avaliação econômica
e financeira da
concepção de
máquina
Atividade – 3.6
Escolha definitiva
de concepção de
máquina
Projeto conceitual
Tipos de projeto a ser
desenvolvido e idéias
promissoras de máquinas
Lista das
especificações do
projeto
Projeto preliminar
Atividade – 4.1/4.2
Modelagem e simulação
da concepção de máquina
Conclusões da
simulação da máquina
definitiva para o projeto
Concepção de
máquina definitiva
FIGURA 4. 1 – Estrutura de atividades da sistemática para projetos de automação de máquinas
Fonte: Bertrán (2009, p.49)

45
A escolha desta sistemática esta baseada no fato de ser um estudo voltado ao processo de desenvolvimento de máquinas automáticas, com características muito semelhantes à fresadora CNC, foco deste estudo. Outros autores como, (Back et al. (2008) e Pahl e Beitz (1996), tratam de metodologia de uma forma mais genérica, relacionada a diversos tipos de produtos não especificamente somente máquinas automáticas.
Bertrán (2009, p.49), propõe em sua sistemática, quatro fases e doze atividades que devem ser realizadas durante o desenvolvimento do projeto, cuja estrutura foi mostrada na Figura 4.1.
Analisando esta sistemática, é visto que Bertrán propõe o desenvolvimento do projeto até a macro-fase preliminar, mas o intuito deste trabalho é desenvolver o projeto até seu detalhamento.
As macro-fases de preparação para produção e lançamento não serão abordadas em virtude de que se trata de um projeto protótipo, não havendo o interesse na comercialização da máquina.
4.2. Modificações e Adaptações Relacionadas á Sistemática
Bertrán (2009) propõe para a macro-fase do projeto
preliminar, duas atividades, que são a modelagem matemática da concepção escolhida no projeto conceitual e a simulação matemática da mesma (Figura 4.2) para comprovação do atendimento das características mecânicas especificadas.
Atividade 3.6
Máquina
definitiva
Projeto de melhoramento
definitivo modelado em
diagrama de blocos (formal)
Conclusões da
simulação da
máquina definitiva
Máquina definitiva
modelada em diagrama
de blocos (formal)
Projeto de
Melhoramento definitivo
Conclusões da
simulação do projeto de
melhoramento definitivo
Atividade 4.1
Modelagem
Atividade 4.2
Simulação
Fase IV – Projeto Preliminar
FIGURA 4. 2 – Fluxo de tarefas da macro-fase do projeto preliminar
proposta
Fonte: Bertrán (2009, p. 92)

46
Neste aspecto, é proposta uma mudança (Figura 4.3), com base no estudo de autores da literatura como, Back et al. (2008) e Romano (2003) para a macro-fase do projeto preliminar.
Segundo Back et al. (2008), as principais atividades da macro-fase do projeto preliminar são: identificar as especificações de projeto; definir os componentes ou unidades de grupos existentes a ser utilizados, revisão das patentes e os aspectos legais e de segurança, estabelecimento das dimensões principais dos componentes e a estrutura, modelagem e simulação do leiaute.
Romano (2003) faz uma analogia semelhante à Back (2008) para esta macro-fase do projeto preliminar com base em autores como Pahl e Beitz (1996).
Neste sentido são previstas para esta macro-fase do projeto preliminar duas atividades diferentes da proposta por Bertrán (2009), que são: definir os componentes a serem utilizados e modelar em CAD cada subsistema que compõe a máquina.
Atividade 4.1
Definir os componentes a serem
utilizados
Atividade 4.2
Modelagem
CAD
Atividade 3.6
Máquina definitiva
- Lista de especificações de projeto (Atividade – 2.1)
- Subsistemas que compõem um máquina automatizada
- Estabelecer as dimensões principais dos componentes
- Utilizar Software CAD
- subsistemas que compões uma máquina
automatizada
Leiaute finalLista de
componentes para o
projeto
FIGURA 4. 3 - Entradas e saídas de informações da macro-fase do projeto
preliminar proposta
O objetivo aqui proposto por esta macro-fase do projeto preliminar, é de estabelecer o leiaute final do projeto da fresadora CNC para prototipagem de PCI. Bertrán (2009), não visava à construção de seu protótipo, e assim foi estabelecido que para a fabricação da máquina estas duas atividades seriam fundamentais.
O intuito é de prepará-la para a fabricação, ou seja, verificar se os componentes são de aquisição ou de fabricação, assim como, modelar em CAD a forma definitiva de cada subsistema da máquina.

47
Em uma das atividades serão listados em tabela os componentes principais utilizados em cada respectivo subsistema da máquina, estabelecendo dimensões, processo de fabricação ou aquisição e tipo de material utilizado.
Para cada subsistema listado na atividade 4.1, da Figura 4.3, é realizado a modelagem em software CAD para auxiliar no processo de fabricação posterior (atividade 4.2), e também para obtenção do leiaute final de cada subsistema.
Em sua sistemática, Bertrán (2009) não descreve as atividades relacionadas à macro-fase do projeto detalhado, por não ser foco de sua dissertação, mas por outro lado, para o projeto da fresadora CNC de prototipagem de PCI, alguns pontos desta macro-fase são importantes, pois visa à construção da máquina, para, posteriormente, ser executada a sua avaliação e validação.
Vale lembrar, que o intuito deste projeto é de construção de um protótipo para atender às demandas do SENAI de Blumenau e nem todas as atividades da macro-fase do projeto detalhado serão tratadas nesta etapa do projeto.
Neste aspecto, baseando-se em Back (2008), para a macro-fase do projeto detalhado da fresadora CNC para prototipagem de PCI, são propostas quatro atividades, cujo objetivo é a fabricação do protótipo da máquina, que se inicia com o detalhamento das especificações dos componentes utilizados na construção da máquina obtidos na macro-fase do projeto preliminar e finaliza-se, na configuração do sistema de comando e controle.
Na Figura 4.4, é apresentado às quatro atividades propostas para a macro-fase do projeto detalhado.

48
Atividade 5.1
Finalizar especificações dos
componentes utilizados
Atividade 5.2
Montagem
mecânica
Atividade 4.2
Leiaute final
- Lista de componentes (Atividade – 4.1)
- Pesquisa de mercado (Fornecedores)
- Custo de aquisição de componentes
Lista de
componentes para o
projeto detalhada
Atividade 5.3
Montagem
Eletroeletrônica
Atividade 5.4
Configuração
do comando/
controle
Diagramas e esquemas de
ligação eletroeletrônico
- Manual de configuração do
comando e controle
- Diagramas e esquemas de ligação de máquina
automáticas
- Manuais dos equipamentos
Startup da
máquina
- Processos de fabricação e
montagem mecânica
- Manuais dos componentes
FIGURA 4. 4 – Entradas e saídas de informações da macro-fase do projeto
detalhado proposta
Atividade 5.1 – Finalizar especificações dos componentes utilizados
Esta tarefa tem como objeto desenvolver uma listagem mais detalhada, comparada a fase do projeto preliminar, relacionando fornecedor, custo de aquisição, número de peças e suas características.
Atividade 5.2/5.3 – Montagem mecânica e montagem eletroeletrônica
Nestas duas atividades serão descritos todos os processos de fabricação e montagem mecânica, assim como, serão apresentados os desenhos dos esquemas de montagem eletroeletrônica da máquina.

49
Atividade 5.4 – Configuração do sistema de comando e controle
Esta atividade visa descrever toda configuração realizada no software do sistema de comando e controle para, posteriormente, ser executada a movimentação dos eixos da fresadora CNC e assim, finalizar o startup da máquina.
Na Figura 4.5, é representado o fluxo final de atividades da sistemática utilizada para o desenvolvimento do projeto da fresadora CNC para prototipagem de PCI.
4.3. Considerações Finais
O intuito deste capítulo foi de apresentar uma proposta de trabalho que sirva como guia para orientação no projeto da fresadora CNC para prototipagem de PCI.
Na literatura, como mencionado, encontram-se outras metodologias que poderiam ser aplicadas, mas como esta sistemática apresentada tem uma correlação muito grande com o projeto, se justifica a sua aplicação.
Não é de interesse desta dissertação o estudo detalhado com comparações entre autores sobre as várias metodologias de desenvolvimento de produtos.
Durante o próximo capítulo (Capítulo 5 – Desenvolvimento do projeto da fresadora CNC para prototipagem de PCI), será aplicada esta sistemática, adaptando a mesma na aplicação do projeto da máquina, no qual algumas atividades ou tarefas podem ser desprezadas ou sofrer alteração na sua ordem, mas visando não comprometer o sucesso do processo do projeto e nem descaracterizar a sistemática apresentada.

50
Atividades 4.1/4.2
Listar componentes e
modelar subsistemas
Atividade 5.1
Finalizar lista de componentes com
fornecedores e custos de aquisição
Atividades 5.2/5.3
Montagem mecânica
e eletroeletrônica
Atividade 5.4
Configuração do
comando/controle
StartupLeiaute final
Sistemática para projeto de automação de máquinas
Necessidades ou causas
que motivam uma solução
automatizada
Planejamento do produto
Atividade – 1.1/1.2
Definir o tipo de projeto
e desenvolvimento das
idéias de máquinas
Atividade – 2.1/2.2
Obtenção das especificações
de projeto para uma máquina
nova ou para um projeto de
melhoramento
Projeto informacional
Atividade – 3.1
Desenvolvimento
das concepções
de estrutura de
máquina
Atividade – 3.2
Desenvolvimento
das concepções
de subsistemas da
máquina
Atividade – 3.3
Desenvolvimento
da posição dos
componentes
sobre a máquina
Atividade – 3.4
Dimensionamento
dos acionamentos
e escolha do
comando/controle
Atividade – 3.5
Avaliação econômica
e financeira da
concepção de
máquina
Atividade – 3.6
Escolha definitiva
de concepção de
máquina
Projeto conceitual Concepção de máquina definitiva
Projeto preliminar Projeto detalhado
Tipos de projeto a ser
desenvolvido e idéias
promissoras de máquinas
Lista das
especificações do
projeto
FIGURA 4. 5 - Fluxo de atividades da sistemática aplicada para o desenvolvimento do projeto fresadora CNC para prototipagem de PCI
Fonte: adaptado de Bertrán (2009)

51
CAP. 5 - DESENVOLVIMENTO DA FRESADORA CNC
PARA PROTOTIPAGEM DE PCI
5.1. Introdução Neste capítulo será apresentado o desenvolvimento da
fresadora CNC para prototipagem de PCI, iniciando pela macro-fase do planejamento do projeto e finalizado em alguns pontos relacionados da macro-fase do projeto detalhado.
5.2. Planejamento do Produto A macro-fase do planejamento do produto visa orientar o
desenvolvimento do projeto, identificar se o mesmo é de melhoramento de uma máquina existente ou de construção de uma máquina nova, assim como, obter as primeiras ideias para a máquina.
Em suma, a fase do planejamento do produto visa mostrar qual o verdadeiro escopo do projeto.
Fazem parte desta fase duas atividades:
Definir o tipo de projeto;
Função global e primeiras ideias de configurações de máquinas.
5.2.1. Definir o tipo de projeto Nesta etapa foi definido que o projeto é de construção de
uma máquina nova e não um melhoramento de uma máquina já existente, já que o SENAI de Blumenau não possui nenhuma máquina de prototipagem de PCI em seus laboratórios e não será adaptada nenhuma outra máquina já existente na escola.

52
O projeto de uma máquina nova não condiciona ao fato de desenvolver um projeto totalmente novo ou completamente inovador (inédito). Podendo ser feito uma replica de uma já existente (Brenes, 1994).
5.2.2. Função global e primeiras ideias de configurações
de máquina Nesta atividade, parte-se do ponto da necessidade do
SENAI de Blumenau em relação à confecção de PCIs, analisando o seu processo atual, sua demanda e requisitos em relação a dimensões e acabamentos para assim definir, qual a função global que a máquina deverá assumir.
Em média para se corroer uma placa de dimensões 10 cm x 10 cm levam-se em torno de 10 minutos com uma solução nova, já em uma solução mais usada este tempo aumenta consideravelmente. As placas, em geral desenvolvidas, não passam da dimensão de 15 cm x 10 cm ou 15 cm x 20 cm.
Com o resultado da execução deste projeto, pretende-se desenvolver um equipamento que substitua o processo atual de corrosão, ou diminua a quantidade de placas desenvolvidas por ele, por um método que não utilize produtos químicos para este fim. Este novo processo realizará a usinagem (fresamento das trilhas) e assim, também, deverá melhorar a qualidade dos protótipos desenvolvidos pela escola. A questão custo também deve ser considerada.
a) Função global para a fresadora CNC de PCI Foi estabelecida para a máquina uma função global, onde
a mesma seja capaz de realizar a prototipagem de PCIs, com boa qualidade de acabamento superficial pelo processo de usinagem (fresamento e furação) em placas de fenolite e fibra de vidro, com dimensões de 18 cm x 22 cm, em placas de até duas faces e com grande densidade de trilhas.

53
b) Primeiras ideias de configurações de máquinas Partindo da função global da máquina estabelecida,
obtiveram-se duas configurações de máquinas que são descritas a seguir e mostradas na representação das Figuras 5.1 e 5.2.
Em ambas as configurações, o subsistema mecânico se refere a uma máquina cartesiana de três eixos de movimentação X, Y e Z.
A primeira configuração é de uma máquina com dois eixos formando um plano X/Y, para fazer a movimentação e posicionamento do cabeçote de usinagem (spindle), que contém a fresa para criação das trilhas e furações.
Sobre o eixo X, é montado um eixo Z que permite dar o avanço de profundidade necessário (profundidade de corte), tanto para a usinagem como para a furação.
Por último, um bloco de alumínio ou qualquer outro material (ex. polímeros) fixo na mesa de estrutura da máquina, que permita a fixação das PCIs em um ponto fixo.
Esta configuração está representada na Figura 5.1.
Subsistema de
comando e controle
Painel de
acionamento
Acionamento X
Acionamento Y
Subsistema Mecânico X
Subsistema Mecânico Z
Subsistema Mecânico Y
Acionamento Z
Z
X
Y
Spindle
Bloco de alumínio fixo a mesa
Subsistema de acionamento
FIGURA 5. 1- Primeira ideia de máquina
Uma segunda configuração seria uma máquina, no qual o
eixo Y movimente a mesa com o bloco e a chapa de PCI fixa sobre ele, em um plano X e Y para geração das trilhas.
Novamente, o eixo Z montado sobre o eixo X, que permita posicionar o cabeçote com o spindle no ponto focal e dar o

54
avanço de profundidade necessário (profundidade de corte), tanto para a usinagem como para a furação.
Esta configuração está representada na Figura 5.2.
Subsistema de
comando e controlePainel de
acionamento
Acionamento X
Acionamento Y
Subsistema Mecânico X
Subsistema Mecânico Z
Subsistema Mecânico Y
Acionamento Z
Z
X
Y
Spindle
Bloco de alumínio fixo a mesa
Subsistema de
acionamento
FIGURA 5. 2 – Segunda ideia de máquina
O que basicamente, diferencia as duas configurações é o
fato de a primeira ser para uma estrutura de portal móvel, formado pelos eixos X/Z e Y, que se desloca sobre a mesa onde a placa esta fixa, na segunda configuração, tem-se o portal fixo com os eixos X/Z, e a mesa contendo a placa de PCI se deslocando junto sobre o eixo Y.
Em ambas as configurações, o subsistema de comando e controle tem como base a utilização de um microcomputador, que possui um software para controle e geração dos sinais de referência para o subsistema de acionamento.
Na macro-fase do projeto conceitual, serão avaliadas as duas configurações e assim assumida a mais promissora.
Abaixo, é visto na Figura 5.3 uma representação em diagrama de blocos, que nos mostra a interligação dos subsistemas da máquina em ambas as propostas.

55
Computador de
controle
(software de
controle)
INTERFACE DE
PROCESSAMENTO DE SINAIS
Driver do
Eixo X
Driver do
Eixo Y
Driver do
Eixo Z
Fonte de
Alimentação
Driver
Spindle
IHM ExternaSensores
de Home
Circuito lógico de
emergência e
Intertravamento
Motor X
Motor Y
Motor Z
Motor eixo
Árvore
Sistema
Mecânico X
Sistema
Mecânico Y
Sistema
Mecânico Z
Posicionamento
e deslocamento
da fresa
Velocidade
e torque da
fresa
FIGURA 5. 3 – Diagrama de blocos das configurações da fresadora CNC para prototipagem de PCIs
5.3. Projeto Informacional A fase do projeto informacional está relacionada em obter
as especificações de projeto da máquina. A metodologia utilizada no desenvolvimento desta fase foi
de entrevistas com especialistas, verificação de necessidades de usuários e análise de produtos existentes no mercado.
Foram por meio destas atividades que se obtiveram-se as especificações para o projeto de desenvolvimento da fresadora CNC para prototipagem de PCI.
5.3.1. Obtenção das especificações de projeto. A primeira etapa desta fase do projeto informacional esteve
relacionada a encontrar as especificações indispensáveis para o projeto de forma quantitativa, que são: velocidade de trabalho, resolução, dimensões do campo de trabalho e também, a velocidade de rotação do spindle acoplado ao eixo Z.
Na segunda etapa, foram encontradas as demais especificações relativas ao projeto da fresadora CNC para

56
prototipagem de PCI, baseando-se em algumas especificações comuns em projeto de máquinas automatizadas e também fazendo comparações com os requisitos dos usuários e os produtos similares existentes no mercado.
Ao final destas duas etapas, foram elaboradas três tabelas contendo as especificações para o projeto da fresadora, como segue:
Especificações dinâmicas;
Especificações estruturais e do campo de trabalho;
Especificações básicas e do ciclo de vida. Abaixo, estão relacionadas às necessidades do usuário em
relação às características que a fresadora CNC para prototipagem de PCI deverá possuir.
Nesta atividade não se pode filtrar requisitos que os usuários necessitam, mesmo que eles sejam de difícil obtenção e desenvolvimento, pois ao final do processo são traduzidas estas especificações em valores mais reais e filtrados os requisitos mais pertinentes.
5.3.1.1. Identificando as necessidades dos usuários Os usuários buscados para esta atividade foram os
professores dos cursos técnicos e superiores do SENAI de Blumenau. Ao todo, foram entrevistados três potenciais professores usuários da máquina, onde estes colocaram de maneira informal, por meio de uma conversa, suas necessidades e as mesmas foram colocadas em forma de uma tabela.
Na Tabela 5.1, são mostrados os resultados da entrevista.

57
TABELA 5. 1- Necessidades dos usuários
Entrevistado 1
Requisitos do usuário
1 Alta velocidade de usinagem no eixo árvore (acima de 60.000 rpm)
2 Executar furação e fresar as trilhas
3 Ter boa qualidade de acabamento superficial
4 Poder usinar placas de tamanho A4
5 Ser bastante robusta
6 Ser de fácil operação para que os alunos possam utilizar
Entrevistado 2
Requisitos do usuário
1 Usinar placas com dimensões de 130 mm x 200 mm
2 Executar furação e fresar as trilhas
3 Realizar uma limpeza automática dos cavacos gerados
4 Poder operar nos eixos manualmente
5 Centralizar e fixar as placas automaticamente
6 Ter boa qualidade de acabamento superficial
7 Possuir uma câmera para inspeção visual da superfície
Entrevistado 3
Requisitos do usuário
1 Usinar placas com dimensões compatíveis a com as placas da unidade (150 mm X 250 mm)
2 Ser capaz de usinar trilhas com qualidade normalizada
3 Fixação da placa de PCI na fresadora ser feita facilmente
4 Ser rápida no processo de usinagem
5 Ter baixo custo para sua construção
6 Usar uma única fonte de energia
7 Usinar placas de dupla face
8 Fazer interação com o software Proteus e Protel DXP
9 Ser de baixa complexidade de construção
5.3.1.2. Pesquisando produtos similares no mercado O principal fabricante desse produto é a LPKF Laser &
Electronics AG. A LPKF Laser & Electronics AG, que tem como
representante no Brasil a ANACOM Eletrônica Ltda é uma das pioneiras no ramo de prototipadoras rápidas voltadas a PCI,

58
assim como, uma das únicas, cujo foco é exclusivo para a confecção de PCI.
Hoje a LPKF conta com uma linha de seis prototipadoras de PCI, que são as prototipadora LPKF ProtoMat E33, S43, S63, X60, S103 e H100.
Dentre os modelos, o que foi destacado e analisado foi a prototipadora LPKF ProtoMat E33, de baixo custo, pequena e mais próxima do que foi construída para o SENAI de Blumenau. Segundo o fabricante, a ProtoMat E33 é indicada para instituições de ensino e empresas com recursos reduzidos, além do que, o sistema não utiliza produtos químicos.
Na Figura 5.4, é mostrada uma foto que ilustra o modelo da prototipadora LPKF ProtoMat E33.
FIGURA 5. 4 – Prototipadora LPKF ProtoMat E33
Fonte: <http://www.anacom.com.br/images/produtos/produtos/ProtoMat%20E33.jpg>
Na Tabela 5.2, são apresentados às especificações deste
produto que foram retiradas do site do fornecedor.

59
TABELA 5. 2 - Especificações da LPKF ProtoMat E33
Especificações da LPKF ProtoMat E33
Max. tamanho de material e área de trabalho (X/Y/Z):
229 mm x 305 mm x 10 mm (9” x 12” x 0.4”)
Resolução (X/Y): 0.8 μm (0.04 mil)
Repetibilidade: ± 0.005 mm (± 0.02 mil)
Precisão de alinhamento: ± 0.02 mm (± 0.8 mil)
Velocidade de rotação de fresagem: Max. 33,000 RPM, controlado por software
Troca de ferramentas: Manual
Ajuste de largura de fresagem: Manual
Mandril: 3.175 mm (1/8”)
Velocidade de furação: 100 furos/min
Velocidade de deslocamento (X/Y): Max. 50 mm/s (2”/s)
X/Y-drive: Motor de passo 2 fases
Z-drive: Motor de passo 2 fases
Dimensões (W x H x D): 370 mm x 300 mm x 450 mm (14.6” x 11.8” x 17.7”)
Peso da estrutura: 15 kg (33 lbs)
Alimentação: 90 – 240 V, 50 – 60 Hz, 450 W.
Incluso pacote de software CAM para transferência de dados para a máquina
-
Fácil de usar e armazenar -
Aplicações indicadas pelo fabricante
Placas face simples e dupla face em diferentes materiais
-
Fonte: <http://www.anacom.com.br>
Existem ainda alguns outros fabricantes de fresadoras,
cujo foco é para a função de confecção de PCIs, como a MITS Electronics, a Everprecision Tech Co.,LTD, a Denford Ltd e a LPKF Laser & Electronics AG, mas como as LPKF são uma referência no desenvolvimento de confecção de protótipos de PCI, esta máquina será utilizada como modelo para o projeto.

60
Com análise nestas duas tarefas, (necessidades dos usuários e pesquisa de produtos existentes no mercado) pode-se estabelecer as especificações para a fresadora CNC para prototipagem de PCI.
Com base no valor máximo da velocidade de deslocamento dos eixos X/Y da LPKF ProtoMat E33, foi assumido o máximo de velocidade de 50 mm/s, como sendo desejável.
Para a resolução de posicionamento, esta mesma
análise foi realizada, e assim, assumido o valor de 1 m ou menor como desejável para o projeto.
As dimensões do volume de trabalho da máquina foram definidas analisando as necessidades dos usuários e as condições de trabalho da mesma.
Assim, para a altura de deslocamento do eixo Z, foi considerado (40 mm) para a distância entre a fresa e a placa, mais (10 mm) para que a fresa também possa executar os furos.
Totalizando assim, uma altura de deslocamento do eixo Z de 50 mm. Na Figura 5.5, é mostrado como ficam representadas estas distâncias.
PCI
FIGURA 5. 5 – Altura deslocamento eixo Z
Para o plano formado entre os eixos X/Y foi considerada
uma área de trabalho de 220 mm X 150 mm (Figura 5.6) para poder trabalhar com as dimensões de placas utilizadas pela escola, que são normalmente de no máximo 200 mm X 150 mm.

61
220 mm
150 mm
Plano X/Y
Fre
sa
FIGURA 5.6 – Área de trabalho no plano X/Y
O spindle, segundo análise na LPKF ProtoMat E33, deve
ter uma rotação similar ou maior a 33.000 rpm, na entrevista com os usuários, foi solicitada uma rotação acima de 60.000 rpm, sendo assim considerada a rotação sugerida pelo usuário como desejável.
Com estas especificações adquiridas nestas etapas, foram inseridos tais valores na Tabela 5.3 de especificações dinâmicas para o projeto, junto com outras especificações que também são importantes para o projeto da máquina.
As informações das tabelas de especificações básicas, do ciclo de vida e estruturais (Tabela 5.4 e Tabela 5.5) são também preenchidas com as informações, na qual para estas tabelas foram agregados valores de especificações mais comuns no desenvolvimento de projeto de máquinas automáticas.
TABELA 5. 3 – Especificações dinâmicas para o projeto da fresadora CNC
para prototipagem de PCI.
Lista de especificações dinâmicas da prototipadora de PCI
Especificações para os eixos X/Y Meta
Velocidade Máx. de trabalho 50 mm/s
Velocidade do Spindle 60.000 rpm
Resolução 1 µm
Massa 15 kg
Folga 0,05 mm
Atrito µ = 0.003

62
TABELA 5. 4 – Especificações básicas e do ciclo de vida para o
projeto da fresadora CNC para prototipagem de PCI.
Lista de especificações Básicas e do ciclo de vida
Especificações
1 – Básicas
Segurança de operação
Boa robustez e rigidez
Adequada estética
Mínimo Impacto ambiental
2 - Ciclo de vida
Mínima manutenção
Baixa complexidade de fabricação
Baixa complexidade dinâmica
Baixo tempo de montagem da estrutura
Viabilidade técnica dos componentes
Custos dos componentes (< R$ 20.000,00)
Ambiente de trabalho
Custos da estrutura (< R$ 5.000,00)
Confiabilidade
Compatibilidade com softwares comerciais (CNC)
Aprendizagem Fácil
Baixo risco de acidentes
Fácil manipulação
TABELA 5. 5 – Especificações estruturais e do campo de trabalho para o projeto da fresadora CNC para prototipagem de PCI.
Lista de especificações para a estrutura e campo de trabalho
Especificações Meta
1 - Campo de trabalho
Comprimento (campo de trabalho do eixo X) > 220 mm
Largura (campo de trabalho do eixo y) > 150 mm
Altura ((campo de trabalho do eixo Z) > 50 mm
2 – Outras
Quantidade de componentes < 150
Quantidade de peças da estrutura < 75
Dimensões máximas de espaço 450 mm X 400 mm

63
5.4. Projeto Conceitual
Após a definição das especificações de projeto na macro-fase do projeto informacional, iniciou-se a fase do projeto conceitual que foi caracterizada pela busca e obtenção da concepção final do protótipo da máquina.
Para esta fase tem-se como atividade o desenvolvimento da concepção de estrutura da máquina, o desenvolvimento das concepções de subsistemas e da posição dos subsistemas, o dimensionamento dos acionamentos e escolha do comando e controle, a avaliação econômica e financeira da concepção da máquina e a escolha definitiva da concepção.
5.4.1. Desenvolvimento da concepção de estrutura da máquina
A primeira atividade do projeto conceitual para o projeto da fresadora CNC para prototipagem de PCI, referiu-se à criação, escolha e busca das concepções de estruturas da máquina.
Esta fase pode ser realizada, por meio de brainstorming ou pela busca de estruturas de máquinas iguais e ou similares (Bertrán, 2009).
Neste caso, para o projeto da fresadora CNC para prototipagem de PCI, foram mostradas na Figura 5.7 as concepções mais utilizadas na construção de máquinas iguais e similares, e que foram desenvolvidas por Bertrán no desenvolvimento de seu protótipo.
Estas mesmas concepções estão atreladas as ideias para o desenvolvimento da máquina, encontradas na fase do plano do projeto para a fresadora CNC para prototipagem de PCI e podem servir como possibilidades de concepções para seu projeto.

64
FIGURA 5. 7 – Concepções para a estrutura da fresadora CNC para prototipagem de PCI
Fonte: Bertrán (2009, p. 66)
Além destas quatro concepções, foi criado para análise
mais uma quinta concepção, com base nas ideias de máquinas promissoras, Figura 5.8.
FIGURA 5. 8 – Quinta possibilidade de concepção para a estrutura da máquina
As concepções de estruturas para a máquina foram
avaliadas conforme a Tabela 5.6, onde se determinou que as concepções de estruturas “A”, “I” e “O” apresentam condições

65
impróprias para o projeto, pois poderiam apresentar uma baixa estabilidade e imprecisão operacional por tratar-se de estruturas com forma L e T, respectivamente.
Entretanto, as estruturas “E” e “U” apresentam uma maior estabilidade e precisão devido a sua forma em U, é por isto que a concepção de estrutura tipo “E” e “U” foi utilizada para as atividades seguintes no projeto.
TABELA 5. 6 – Avaliação das concepções de estruturas da fresadora CNC
para prototipagem de PCI.
Avaliação das concepções de estrutura
Requisito A E I O U
Área de trabalho definida O O O O O
Eixo Z deve deslocar para furação e usinagem
O O O O O
Complexidade de construção da máquina
O O O O O
Boa robustez e rigidez mecânica X O X X O
O = Atende X = Não Atende
5.4.2. Desenvolvimento das concepções dos
subsistemas da máquina Com base nas informações contidas na função global, nos
diagramas de bloco das ideias para a máquina e nas concepções de estrutura escolhidas, foi estabelecida a síntese funcional para o eixo X da máquina, os demais eixos (Y e Z) seguem esta mesma síntese funcional, mas para simplificação será representado apenas o eixo X, conforme Figura 5.9.

66
Usuário e meio
ambiente
Eixo X
Deslocar cabeçote
Spindle em X
- Energia
- Material
- Sinal
- Energia
- Material
- Sinal
Comandar/
controlarAcionar Acoplar Transmitir
Guiar
Linear/
rotacional
Imposição e aquisição/
condicionamento de sinais
Converter energia elétrica
em energia mecânica
Unir eixos para transmitir
informações e energia
Transmitir e alterar
informações e movimentos
no eixoEstabelecer percursos e
suportar cargas
Medir
Monitorar posição
FIGURA 5. 9 – Síntese funcional do eixo X para a fresadora CNC de prototipagem de PCI
Fonte: adaptado de Bertrán (2009)
Nesta síntese é visto que o eixo X deve ter um sistema
para comandá-lo e controlá-lo, por meio de um sistema de aquisição e condicionamento de sinais (comandar/controlar).
Este meio de comando e controle age sobre um sistema de acionamento que converte a energia elétrica em energia mecânica (acionar).
Esta energia mecânica convertida pelo meio de acionamento deve ser repassada ao sistema de transmissão, por meio de um sistema de acoplamento (acoplar) adequado.
O tipo de transmissão utilizado, por sua vez, movimenta o eixo (transmitir) pelo percurso pré-estabelecido por guias e mancais (guiar linear e rotacional).
As mesmas analogias se aplicaram aos demais eixos e devem ser replicadas as concepções, para os demais eixos, diferenciando apenas em suas particularidades.
Cabe neste momento, selecionar e avaliar os componentes e equipamentos que farão parte deste eixo e assim, também, replicá-los para os demais eixos.
Toda análise feita e toda solução adotada, parte das informações que foram obtidas no projeto informacional e nas ideias para a máquina.
Nas Tabelas 5.7 e 5.8, é visto a avaliação do sistema de transmissão para movimentar o eixo X da máquina e nesta

67
avaliação a solução de utilizar parafuso/castanha com rolamentos, foi escolhida por ser a solução que atendeu a todos os requisitos estipulados.
Outro ponto levado em consideração na escolha dos componentes é o da montagem da estrutura do eixo.
Uma das preocupações que se deve tomar está relacionada na busca pela facilidade de montagem, sendo assim, a escolha de um sistema de transmissão por parafuso/castanha com rolamentos se torna também uma escolha correta por se tratar de um sistema de simples montagem e manutenção.
TABELA 5. 7 – Avaliação dos sistemas de transmissão 01
Avaliação dos sistemas de transmissão
Requisito Parafuso/Castanha deslizante
Parafuso/Castanha com rolamentos
Parafuso/Castanha fluídicas
Velocidade de Trabalho
O O O
Alta dinâmica de rotação
X O O
Precisão X O O
Solução adotada pelos principais fabricantes
X O X
Número de componentes
O O X
Baixo custo O O X
Inexistência de folgas mecânicas
X O O
O = Atende X = Não Atende
TABELA 5. 8 – Avaliação dos sistemas de transmissão 02
Avaliação dos sistemas de transmissão
Requisito Polia/Correia Pinhão/Cremalheira
Velocidade de Trabalho O O
Alta dinâmica de rotação O O
Precisão O O
Solução adotada pelos principais fabricantes
X X
Número de componentes O O
Baixo custo O O
Inexistência de folgas mecânicas
O X
O = Atende X = Não Atende

68
Na Tabela 5.9 e 5.10, é visto que na avaliação das guias e dos mancais, as guias/mancais com rolamentos se tornam também a melhor opção por atender a todos os requisitos e pelo fato da compatibilidade e facilidade de trabalho, concomitante com os sistemas de transmissão.
TABELA 5. 9 - Avaliação das guias e dos mancais 01
Avaliação das Guias e mancais
Requisito Guias/Mancais deslizante
Guias/Mancais com rolamentos
Velocidade de Trabalho O O
Alta dinâmica X O
Solução adotada pelos principais fabricantes O O
Número de componentes O O
Não requer de alguma fonte de alimentação O O
Manutenção facilitada O O
Não requer de sistema de refrigeração O O
Baixo custo O O
Folgas mecânicas X O
O = Atende X = Não Atende
TABELA 5. 10 – Avaliação das guias e dos mancais 02
Avaliação das Guias e mancais
Requisito Guias/Mancais fluídicos
Guias/Mancais magnéticos
Velocidade de Trabalho O O
Alta dinâmica O O
Solução adotada pelos principais fabricantes X X
Número de componentes X X
Não requer de alguma fonte de alimentação X X
Manutenção facilitada X X
Não requer de sistema de refrigeração O X
Baixo custo X X
Folgas mecânicas O O
O = Atende X = Não Atende

69
Conforme Bertran (2009), os acoplamentos apresentam
características similares entre si e assim qualquer alternativa se torna viável para o projeto.
Neste caso foram utilizadas polias e correias sincronizadoras para o acoplamento entre o sistema de acionamento e transmissão, e assim, têm-se mais possibilidades de ajustes nas velocidades entre os mesmos e também redução de esforços sobre os sistemas de acionamentos.
Para os acionamentos, foram utilizados motores de passo, por não apresentar um custo de aquisição, já que o SENAI de Blumenau possui os motores para os três eixos e também pelo simples fato de que se for observado a prototipadora da LPKF ProtoMat E33, se vê que a mesma também optou por esta opção.
Com a utilização de motores de passo, não foi utilizado um sistema de realimentação (sensores) para o sistema de comando/controle, com isso, reduz-se os custos do projeto, mas mesmo assim foram utilizados sensores do tipo indutivos para delimitar os deslocamentos (execução do home) da máquina.
A escolha dos sensores indutivos se deve pelo fato de que os mesmos estão à disposição sem a necessidade de aquisição pelo SENAI de Blumenau, e com isto, novamente, se reduziu os custos de obtenção de componentes.
Para o spindle, foi encontrado um fornecedor (Azanelli Ind. Com. Exp. de Equip. LTDA) para o motor de 60.000 rpm, mas este motor encontrado possuí refrigeração a água, o que foi apontado como um problema para o projeto. Neste sentido a solução adotada foi à utilização de um motor spindle de 24.000 rpm da TS Motors fornecido pela própria Azanelli.
Mesmo sendo um motor de velocidade menor, a escolha por sua utilização se justificou pelo fato de este motor ser um motor de grande precisão (0,01 mm de batimento no seu eixo), e pela pouca experiência do autor no desenvolvimento de máquinas automáticas, que poderia comprometer o sucesso do projeto no caso de escolha de um motor de baixa precisão.
Outro ponto levado em consideração, foi o fato do modelo da LPKF ProtoMat E33 possuir um motor spindle de 33.000 rpm, ou seja, próximo do valor de 24.000 rpm deste motor escolhido, que ainda permite o controle de rotação via software. Assim, com a escolha deste motor também se pode fazer o controle da

70
rotação com a simples utilização de um inversor de frequência que o SENAI de Blumenau já possui.
No mercado brasileiro se encontram outras opções de motores para o spindle como, por exemplo, as tupias ou as micro-retíficas que são mais baratos e possuem uma velocidade de rotação até maior, mas o controle de velocidade via software ou não seria possível ou seria de difícil desenvolvimento. Muitos destes motores não possuem grande precisão e à mancalização do rotor deve ter o mínimo de folga possível e no caso de micro-retíficas, já não é satisfatório.
Na Tabela 5.11, é mostrada a matriz morfológica que gerou as escolhas para cada subsistema da máquina, na qual é visto a geração de duas possibilidades de concepção (concepção 1 e concepção 2) para as ideias de máquina.
TABELA 5. 11 – Matriz morfológica das escolhas dos subsistemas da
máquina
Concepção 1 Concepção 2

71
5.4.3. Desenvolvimento da posição dos componentes sobre a máquina
Com a escolha dos componentes definida na atividade
anterior, passou-se para o desenvolvimento da posição dos componentes sobre estrutura da máquina.
Na atividade anterior, foi visto que foram escolhidas duas possibilidades para a mancalização dos fusos diferentes, uma por mancais de rolamentos flangeados e outra por mancais de rolamentos retos.
Na macro-fase do planejamento do projeto foram criadas duas ideias de máquinas promissoras, que unidas com as possibilidades de concepções às escolhas dos componentes geraram duas possibilidades de estrutura para o projeto da máquina.
Em uma das possibilidades, tem-se um projeto que visa a modularidade da estrutura da máquina (escolha 1).
Conforme Perreira (2004), o projeto para modularidade visa o desenvolvimento de um produto ou de um sistema que conserva a intercambiabilidade de algumas peças, desenvolvendo composições maiores ou menores, a fim de reduzir custos e simplificar a montagem e manutenção.
Na tabela 5.12, mostra a composição de cada concepção.
TABELA 5. 12 – Matriz morfológica de escolha para cada estrutura de máquina
Escolha 1 Escolha 2

72
Estas escolhas de estrutura foram modeladas em software CAD para melhor representação e avaliação, e podem ser observadas nas figuras a seguir (Figura 5.10 e Figura 5.11).
FIGURA 5. 10 – Escolha de concepção de máquina C1
FIGURA 5. 11 – Escolha de concepção de máquina C2

73
5.4.4. Dimensionamento dos acionamentos e escolha do comando/controle
5.4.4.1. Dimensionamento dos acionamentos No caso dos meios de acionamento foi definida a utilização
dos motores de passo que o SENAI de Blumenau já possuía. Estes motores são da empresa Akiyama, modelo AK57H/3-
1.8 e possuem as seguintes características e especificações mostradas na Figura 5.12.
FIGURA 5. 12 – Especificações do motor de passo AK57H/3-1.8 da Akiyama
Fonte: Manual do fabricante (Akiyama, 2010) O dimensionamento deste motor, para verificação se o
mesmo pode ser aplicado ao projeto, foi feita na macro-fase do projeto detalhado junto com o dimensionamento dos fusos de esferas recirculantes.

74
5.4.4.2. Seleção e escolha do comando/controle Esta atividade visou avaliar e selecionar os meios de
comando e controle, que por sua vez, devem atender aos requisitos de controlar via comandos CNC à interpolação entre os eixos da máquina.
Na Tabela 5.13, é visto que os softwares TurboCNC e Mach3 foram avaliados, sendo que o software Mach3 foi o escolhido por apresentar uma aparência gráfica muito melhor e por ter um suporte técnico bem mais acessível para sanar eventuais dúvidas durante a sua configuração.
O software Mach3 possui um custo de aquisição e licença para a sua utilização, mas por sua vez este custo não é impactante se levarmos em consideração os benefícios que o software traz para o projeto da fresadora CNC para prototipagem de PCI (suporte técnico no Brasil, interface gráfica moderna, número de recursos maiores para o projeto, etc.).
TABELA 5. 13 – Avaliação dos softwares de comando e controle
Avaliação dos sistemas de comando e controle
Requisito Mach3 TurboCNC
Fácil aprendizagem O O
Aparência gráfica moderna (ambiente Windows)
O X
Suporte técnico O X
Custo de aquisição/licença O O
Recursos O O
O = Atende X = Não Atende
Nas Figuras 5.13 e 5.14, as telas iniciais dos softwares avaliados dão uma clara visualização das diferenças gráficas que os softwares possuem.

75
FIGURA 5. 13 – Tela inicial do Software TurboCNC V4.01
FIGURA 5. 14 – Tela inicial do software Mach3 adquirido pelo SENAI Blumenau

76
5.4.4.3. Avaliação econômica e financeira da concepção de máquina
Nesta atividade foram avaliadas as duas possibilidades de
concepção (C1 e C2) para o projeto da máquina. Como as duas concepções para a máquina possuem uma
quantidade e tipos de componentes muito parecidas, somente diferenciadas pelos tipos de mancais, o custo relacionado a componentes acaba não apresentando uma grande economia na escolha de um ou outro.
Mas, como o projeto da concepção C2 é uma proposta para a modularidade, o custo de fabricação é menor se comparado ao tempo de fabricação e assim representando uma economia no caso de sua escolha, sendo que o próprio custo de manutenção da escolha C2 fica reduzido.
5.4.4.4. Escolha definitiva da concepção de máquina Para a escolha definitiva da concepção de máquina, foi
estabelecida uma lista contendo onze critérios generalizados para a sua avaliação (Tabela 5.14).
Estes critérios estão de acordo com as especificações obtidas na macro-fase do projeto informacional.
TABELA 5. 14 – Lista de critérios generalizados utilizados para avaliação
das concepções de máquina
Critérios generalizados adotados Critérios específicos
Dinâmicos
Precisão dos eixos (µm)
Inércia (kg m2)
Massa (kg)
Folga (µm)
Custo dos componentes (R$)
Custos Fácil manutenção
Manutenção Adequada estética
Estética Quantidade de peças da estrutura
Estrutura
Baixa complexidade de fabricação
Rigidez
Tempo de montagem da estrutura

77
Estes critérios listados na Tabela 5.14 foram inseridos em uma matriz de avaliação (Tabela 5.15), e atribuídos pesos de importância para cada critério no projeto da máquina.
Este método consiste em inserir a lista de critérios generalizados e compará-los uns com os outros em grau de importância.
Ao critério mais importante se atribui o valor 1, ao menos importante o valor 0 e se os dois critérios forem igualmente importantes atribui-se o valor 0,5.
Na sequência efetuou-se a soma total dos valores de cada linha e se obteve o valor absoluto total dos pesos (Si).
TABELA 5. 15 – Matriz de avaliação por comparação dos pesos dos
critérios generalizados de seleção da concepção para o projeto da máquina
Foi aplicada a equação 5.1 para obtenção do peso relativo
ao critério (Wi).
Equação 5. 1
Na sequência, é valorado cada critério segundo seu
atendimento no projeto de 1 a 5. Como, por exemplo, a concepção de máquina C2
apresenta uma rigidez maior (devido ao portal formado pelos

78
eixos X/Z não ser do tipo móvel) e assim recebeu uma valoração maior em comparação a concepção C1.
Para os critérios do tipo qualitativos foram atribuídos o valor de 1 a 5 segundo a Tabela 5.16, pois os mesmos não são mensuráveis.
TABELA 5. 16 – Atribuição da valorização dos critérios generalizados
qualitativos
Critérios qualitativos Valoração
Satisfatório 1
Regular 2
Bom 3
Muito Bom 4
Excelente 5
Na Tabela 5.17, são mostrados os valores atribuídos a cada critério generalizado (quantitativo e qualitativo) conforme seu atendimento nas concepções de máquina (concepção C1 e concepção C2) para o projeto da fresadora CNC de prototipagem de PCI.
TABELA 5. 17 – Valoração dos critérios generalizados para o projeto da
fresadora CNC para prototipagem de PCI
Os valores resultantes das Tabelas 5.15 e 5.17 foram inseridos na Tabela 5.18.

79
Na sequência, multiplicam-se os valores dos pesos dos critérios pelos valores de valorização para cada concepção de máquina (Wi * Ui,1 e Wi * Ui,2).
Conforme Bertrán (2009), estes resultados são somados para a determinação do “valor de utilidade” para cada uma das concepções de máquina.
TABELA 5. 18 – Determinação do “valor de utilidade” das concepções de
máquina para o projeto da fresadora CNC para prototipagem de PCI
Os resultados indicam que a concepção de máquina C2 é
a mais apropriada para o projeto da fresadora CNC de prototipagem de PCI por apresentar um “valor de utilidade” maior em relação ao seu concorrente (4,009).
Tendo em vista que esta é uma concepção que visa a modularidade do projeto, a escolha fica ainda mais evidente.
5.5. Projeto Preliminar Nesta macro-fase, como foi abordado no capítulo 4 da
sistemática, o objetivo consiste em estabelecer o leiaute final do projeto da fresadora CNC para prototipagem de PCI para prepará-lo para fabricação, ou seja, verificar se os componentes para ele são de aquisição ou de fabricação, assim como, modelar a forma definitiva de cada subsistema da máquina.

80
Para esta macro-fase, foram realizadas duas atividades de forma concomitantes, que são a realização da modelagem de cada subsistema do projeto da máquina e a criação da lista de componentes.
5.5.1. Definir os componentes a serem utilizados e
modelagem em CAD Definidas as soluções aplicadas ao projeto da fresadora
CNC de prototipagem de PCI e o esboço final da concepção da máquina (Figura 5.11), iniciou-se, agora, a macro-fase do projeto preliminar, com a criação de uma pré-lista de componentes e a modelagem final das peças dos subsistemas principais que compõem a máquina.
Por se tratar de um equipamento modular, cada subsistema foi dividido para melhor representação e entendimento.
O projeto foi dividido em seis módulos que compõem os subsistemas da máquina:
Estrutura;
Carro de movimentação linear do eixo X;
Carro de movimentação linear do eixo Y;
Carro de movimentação linear do eixo Z;
Painel elétrico;
Módulo do comando/controle.
Cada módulo está ligado diretamente a um subsistema da
máquina. Com base nas informações obtidas nas especificações do projeto informacional unidas com a concepção de máquina, foram modelados cada um de forma definitiva no software SolidWorks®.
Assim, dando origem a uma lista de peças onde consta o material e os processos de fabricação que devem ser empregados durante a montagem.

81
5.5.1.1. Estrutura Este módulo está ligado à parte estrutural da máquina que
dará apoio e fixação aos eixos de movimentação, bem como seus acionamentos.
Toda esta estrutura foi constituída de perfis modulares de alumínio unidos com cantoneiras para perfil, visando dar maior rigidez a estrutura.
Também fizeram parte desta estrutura, pés de apoio e nivelamento, parafusos e porcas específicos para perfis modulares.
A modelagem desta estrutura é ilustrada na Figura 5.15 e à vista explodida das peças que a compõem na Figura 5.16.
FIGURA 5. 15 – Modelagem da estrutura da máquina fresadora CNC para prototipagem de PCI

82
1
2
3
4
5
6
7
8
9
10
11
FIGURA 5. 16 – Vista explodida da modelagem da estrutura da máquina
fresadora CNC para prototipagem de PCI
As peças que compõem esta estrutura estão relacionadas
na Tabela 5.19.
TABELA 5. 19 – Lista de componentes para a estrutura da máquina fresadora CNC para prototipagem de PCI
Número Componente Material de Fabricação
Processo de fabricação, Aquisição
Quantidade
1, 2 Perfil modular de alumínio 45x45 com comprimento de 400mm
Alumínio Adquirido pronto 2
3, 4 Perfil modular de alumínio 45x45 com comprimento de 430mm
Alumínio Adquirido pronto 2
5, 6 Perfil modular de alumínio 45x90 com comprimento de 430mm
Alumínio Adquirido pronto 2
7, 8
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 380mm x 150mm + corte conforme Figura 5.16
Alumínio Adquirido pronto 2
9, 10 Perfil modular de alumínio 45x45 com comprimento de 340mm
Alumínio Adquirido pronto 2
11 Pé de Nivelamento Diâmetro 60 Diversos Adquirido pronto 6
Cantoneira 42 x 43 para perfil de alumínio 45 x 45
Alumínio Adquirido pronto 12
Capa de Fechamento 45x45 Plástico Adquirido pronto 4
Parafuso "T" e Porca M8x30L Aço Adquirido pronto 18
Parafuso de Conexão M8 x 30 Alumínio Adquirido pronto 8

83
5.5.1.2. Carro de movimentação linear do eixo X Para este eixo, foi especificado para sua movimentação a
utilização de guias lineares e patins de esferas recirculantes, onde a transmissão do movimento se dá por fuso de esferas recirculantes apoiado por mancais de rolamentos do tipo reto, conforme o projeto conceitual.
Para referenciar o deslocamento deste eixo (home), foi utilizado sensor de final de curso do tipo indutivo.
As guias lineares, os mancais de rolamentos, fuso de esferas, além dos sensores de final de curso foram fixos na estrutura por meio de uma chapa de alumínio que dá origem ao carro de movimentação linear.
Para o acionamento deste eixo, foi utilizado motor de passo, onde o acoplamento deste motor ao fuso de esferas será realizado por meio de polias e correias sincronizadoras.
A relação de transmissão mecânica entre a polia do motor e a polia do fuso é de (1:2), cujo intuito desta relação de transmissão foi de suavizar os esforços sobre o motor de passo mesmo que o mesmo tenha torque suficiente para realização do trabalho e também aumentar a resolução do passo do fuso durante seu deslocamento.
Este motor, por sua vez, é preso à estrutura da máquina por uma chapa de alumínio em forma de L.
A modelagem deste carro de movimentação linear é ilustrada na Figura 5.17.
FIGURA 5. 17 – Modelagem do carro de movimentação linear do eixo X da máquina fresadora CNC para prototipagem de PCI

84
Na Figura 5.18, são mostradas em uma vista explodida as peças que compõem o carro de movimentação linear do eixo X.
11
10
9
8
7
6
5
4
2
1
312
13
14
15
FIGURA 5. 18 – Vista explodida da modelagem do carro de movimentação linear do eixo X da máquina fresadora CNC para prototipagem de PCI
As peças que compõem o carro estão relacionadas na
Tabela 5.20.
TABELA 5. 20 - Lista de componentes para o carro de movimentação linear do eixo X da máquina fresadora CNC para prototipagem de PCI
Número Componente Material de Fabricação
Processo de fabricação, Aquisição
1 Mancal de rolamentos para Fuso de Esfera - Fixo suportado Reto
Aço Adquirido pronto
2 Mancal de rolamentos para Fuso de Esfera - Livre suportado Reto
Aço Adquirido pronto
3, 4 Guia linear bloco (Patins) Aço Adquirido pronto
5, 6 Bloco para compensação de altura do patins em relação ao diâmetro da castanha - 55x35x20
Alumínio Usinar
7 Polia Sincronizada padrão modelo 24 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=24 dentes
Alumínio Adquirido pronto
8 Polia Sincronizada padrão modelo 12 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=12 dentes
Alumínio Adquirido pronto

85
Correia sincronizada largura 3/8” (9,53 mm) XL 037 - Z=75 dentes
Diversos Adquirido pronto
9 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 200mm x 60mm / Dobrada em L para fixação do motor
Alumínio Adquirido pronto e Dobrar
10 Motor de Passo Akiyama modelo AK57H/3-1.8°
Diversos
11, 12 Guia Linear tipo trilho - Comprimento 420 mm
Aço Adquirido pronto
13 Castanha simples cilíndrica para Fuso de esfera
Aço Adquirido pronto
14 Fuso de esfera Retificado com 490 mm de comprimento
Aço Adquirido pronto
15 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 428mm x 150mm
Alumínio Adquirido pronto
Sensor de proximidade Indutivo para home da máquina - distância sensora 2 mm
Diversos
5.5.1.3. Carro de movimentação linear do eixo Y Este módulo está relacionado ao eixo Y de deslocamento
da máquina junto com a base (placa de sacrifício) de fixação da placa de PCI.
Para este eixo, foi especificada para sua movimentação a utilização dos mesmos itens relacionados no eixo X (mancais, fuso, guias e patins).
Para referenciar o deslocamento deste eixo, também foi utilizado sensor de final de curso do tipo indutivo.
As guias lineares, os mancais de rolamentos, fuso de esferas, além dos sensores de final de curso, também foram fixos na estrutura por meio de uma chapa de alumínio que dá origem ao carro de movimentação linear.
Sobre os patins, foi fixada uma chapa de alumínio que servirá de mesa para a base de fixação das placas de PCI.
Para o acionamento deste eixo foram utilizados os mesmos itens do carro do eixo X (motor e polias), onde este motor, por sua vez, foi fixado à estrutura da máquina por uma chapa de alumínio.

86
A relação de transmissão mecânica entre a polia do motor e a polia do fuso é a mesma do carro do eixo X (1:2), cujo intuito segue o mesmo do anterior.
A modelagem deste carro de movimentação linear é
ilustrada na Figura 5.19.
FIGURA 5. 19 - Modelagem do carro de movimentação linear do eixo Y da máquina fresadora CNC para prototipagem de PCI
Abaixo, são mostradas em uma vista explodida as peças
que compõem o carro de movimentação linear do eixo Y, na Figura 5.20.
1
2
3
4
5
6
7
8
9
10
11
1213
14
15
16
17
18
FIGURA 5. 20 – Vista explodida da modelagem do carro de movimentação linear do eixo Y da máquina fresadora CNC para prototipagem de PCI

87
As peças que compõem o carro estão relacionadas na Tabela 5.21.
TABELA 5. 21 - Lista de componentes para o carro de movimentação linear
do eixo Y da máquina fresadora CNC para prototipagem de PCI
Número Componente Material de Fabricação
Processo de fabricação, Aquisição
1 Mancal de rolamentos para Fuso de Esfera - Fixo suportado Reto
Aço Adquirido pronto
2 Mancal de rolamentos para Fuso de Esfera - Livre suportado Reto
Aço Adquirido pronto
3, 4, 5, 6 Guia linear bloco (Patins) Aço Adquirido pronto
7, 8 Bloco para compensação de altura do patins em relação ao diâmetro da castanha - 55x35x20
Alumínio Usinar
9 Polia Sincronizada padrão modelo 24 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=24 dentes
Alumínio Adquirido pronto
10 Polia Sincronizada padrão modelo 12 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=12 dentes
Alumínio Adquirido pronto
Correia sincronizada largura 3/8” (9,53 mm) XL 037 - Z=60 dentes
Diversos Adquirido pronto
11 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 100mm x 60mm para fixação do motor
Alumínio Adquirido pronto
12 Motor de Passo Akiyama modelo AK57H/3-1.8°
Diversos
13, 14 Guia Linear tipo trilho - Comprimento 480 mm
Aço Adquirido pronto
15 Castanha simples cilíndrica para Fuso de esfera
Aço Adquirido pronto
16 Fuso de esfera Retificado com 550 mm de comprimento
Aço Adquirido pronto
17 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 490mm x 150mm
Alumínio Adquirido pronto
18 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 290mm x 200mm
Alumínio Adquirido pronto
Sensor de proximidade Indutivo para home da máquina - distância sensora = 2 mm
Diversos

88
5.5.1.4. Carro de movimentação linear do eixo Z A escolha dos componentes deste carro segue as mesmas
características dos carros de movimentação linear anteriores. Sobre os patins, é acoplado um conjunto para fixação do
motor spindle formado por placas de alumínio, cujo objetivo foi dar sustentação e alinhamento ao motor.
Para o acionamento deste eixo foram utilizados os mesmos itens dos carros do eixo X e Y (motor e polias), no qual o motor, por sua vez, foi fixado na posição vertical à estrutura da máquina por uma chapa de alumínio em L.
A relação de transmissão mecânica entre a polia do motor e a polia do fuso foi maior que a dos carros anteriores (1:2,5), devido ao peso do conjunto, principalmente, relacionado ao motor spindle e pelo próprio efeito da gravidade que age sobre este eixo.
O intuito desta relação de transmissão foi de novamente suavizar os esforços sobre o motor de passo, mesmo que ele tenha torque suficiente para realização do trabalho.
A modelagem deste carro de movimentação linear é ilustrada na Figura 5.21.
FIGURA 5. 21 - Modelagem do carro de movimentação linear do eixo Z da máquina fresadora CNC para prototipagem de PCI

89
Na Figura 5.22, são mostradas em uma vista explodida as peças que compõem o carro de movimentação linear do eixo Z.
15
14
13
12
11
10
9
8
7
6
5
43
2
1
16
17
18
FIGURA 5. 22 - Vista explodida da modelagem do carro de movimentação linear do eixo Z da máquina fresadora CNC para prototipagem de PCI
As peças que compõem o carro estão relacionadas na
Tabela 5.22.
TABELA 5. 22 - Lista de componentes para o carro de movimentação linear do eixo Z da máquina fresadora CNC para prototipagem de PCI
Número Componente Material de Fabricação
Processo de fabricação, Aquisição
1 Mancal de rolamentos para Fuso de Esfera - Fixo suportado Reto
Aço Adquirido pronto
2 Mancal de rolamentos para Fuso de Esfera - Livre suportado Reto
Aço Adquirido pronto
3, 4, Guia linear bloco (Patins) Aço Adquirido pronto
5, 6 Bloco para compensação de altura do patins em relação ao diâmetro da castanha - 55x35x20
Alumínio Usinar
7 Polia Sincronizada padrão modelo 30 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=30 dentes
Alumínio Adquirido pronto
8 Polia Sincronizada padrão modelo 12 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=12 dentes
Alumínio Adquirido pronto

90
Correia sincronizada largura 3/8” (9,53 mm) XL 037 - Z=68 dentes
Diversos Adquirido pronto
9 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 140mm x 60mm dobrada em L para fixação do motor
Alumínio Adquirido pronto e dobrar em L
10 Motor de Passo Akiyama modelo AK57H/3-1.8°
Diversos
11, 12 Guia Linear tipo trilho - Comprimento 180 mm
Aço Adquirido pronto
13 Castanha simples cilíndrica para Fuso de esfera
Aço Adquirido pronto
14 Fuso de esfera Retificado com 250 mm de comprimento
Aço Adquirido pronto
15 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 190mm x 120mm
Alumínio Adquirido pronto
16 Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 165mm x 130mm
Alumínio Adquirido pronto
17 Conjunto de fixação do motor spindle Alumínio Cortar, furar, prender com parafusos
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 175mm x 85mm
Alumínio Adquirido pronto
Chapa de Alumínio lisa / Espessura 10mm / Dimensões: 85mm x 60mm
Alumínio Adquirido pronto
Chapa de Alumínio lisa / Espessura 10mm / Dimensões: 90mm x 40mm
Alumínio Adquirido pronto e cortar em Δ
18 Motor spindle 24.000 RPM Diversos Adquirido pronto
Sensor de proximidade Indutivo para home da máquina - distância sensora = 2 mm
Diversos
5.5.1.5. Painel elétrico O painel elétrico, mostrado na Figura 5.23, foi responsável
por acomodar os circuitos de acionamento (drivers) dos motores de passo, o inversor de frequência para acionamento do motor spindle, a fonte de alimentação interna para os drivers e demais circuitos, a placa de condicionamento de sinais entre os drivers e o computador, assim como, todos os demais componentes eletroeletrônicos.
Os drivers têm a função de comandar os motores de passo a partir dos comandos vindos do software de comando e controle

91
que, por sua vez, os sinais de comando do software passam por uma placa eletrônica de condicionamento e isolação de sinais antes de chegarem aos drivers.
Como já foi dito, foi utilizado um motor spindle de 24.000 rpm da TS Motor, que necessita de um inversor de frequência para ser controlado e também atingir sua rotação máxima.
O painel é alimentado a partir da tensão da rede elétrica de energia (220 Vca).
Na sua entrada, foi colocado um disjuntor de proteção e a partir deste, são alimentados os periféricos, com uma fonte de 24 Vcc que alimenta os drivers de motor de passo e também os sensores indutivos e lâmpadas de sinalização da porta do painel.
Para a porta do painel, foram colocados botões de acionamento por impulso, que informarão para o controlador: liga (circuito de potência), desliga (circuito de potência), start (inicia programa de usinagem da placa), feed hold (pausa na execução do programa) e emergência.
Na porta, também, serão instaladas lâmpadas de indicação, para: painel energizado, máquina ligada e máquina desligada.
FIGURA 5. 23 – Painel elétrico e porta do painel para a máquina fresadora CNC para prototipagem de PCI
As peças que compõem o painel estão relacionadas na
Tabela 5.23.

92
TABELA 5. 23 – Lista de componentes do painel elétrico para a máquina fresadora CNC para prototipagem de PCI
Componente Material de Fabricação
Processo de fabricação, Aquisição
Quantidade
Painel elétrico tipo gabinete Aço Adquirir pronto e cortar, furar
1
Fonte de alimentação tipo chaveada 24Vcc
Diversos Adquirir pronto 1
Chave seccionadora bipolar Diversos Adquirir pronto 1
Disjuntor monofásico 20A Diversos Adquirir pronto 1
Disjuntor monofásico 16A Diversos Adquirir pronto 1
Inversor Ativar 11 - Telemecanique
Diversos Adquirir pronto 1
Driver de motor de passo Diversos Adquirir pronto 3
Relé contator Diversos Adquirir pronto 1
Placa eletrônica de condicionamento e isolação de sinais
Diversos Adquirir pronto 1
Ventoinha de refrigeração Diversos Adquirir pronto 2
Lâmpada de indicação tipo led Diversos Adquirir pronto 3
Botão tipo impulso Diversos Adquirir pronto 4
Botão de emergência tipo cogumelo com trava
Diversos Adquirir pronto 1
Conector para cabo 1,0 mm tipo sack
Diversos Adquirir pronto 24
Conector para cabo 2,5 mm tipo sack
Diversos Adquirir pronto 4
Conector paralelo DB 25 para painel
Diversos Adquirir pronto 1
Cabo 1,0 mm Diversos Adquirir pronto 100 m
Cabo 2,5 mm Diversos Adquirir pronto 5 m
Cabo PP com malha 4x1,0 mm Diversos Adquirir pronto 5 m
Cabo PP com malha 6x0,5 mm Diversos Adquirir pronto 15 m
Conector circular LS 3012 – 7 vias (fêmea e macho)
Diversos Adquirir pronto 3
Conector circular LS 3003 – 4 vias (fêmea e macho)
Diversos Adquirir pronto 1

93
5.5.1.6. Módulo do comando/controle O módulo do comando e controle tem como elementos
principais o computador para instalação do software e o próprio software de comando e controle.
As informações saem do computador pela porta de comunicação paralela e chegam à placa de condicionamento e isolação de sinais instalada no painel elétrico por um cabo blindado de dezesseis vias.
Os componentes do módulo estão relacionados na Tabela 5.24.
TABELA 5. 24 – Lista de componentes do módulo de comando/controle
para a máquina fresadora CNC para prototipagem de PCI
Componente Material de Fabricação
Processo de fabricação, Aquisição
Computador tipo desktop com tela de LCD e saída paralela na placa mãe
Diversos Adquirir pronto
Software Mach3-br Diversos Adquirir pronto
Cabo PP - 16 vias 1,5 m Diversos Adquirir pronto
Conector paralelo DB 25 macho Diversos Adquirir pronto
Conector paralelo DB 25 fêmea Diversos Adquirir pronto
5.5.1.7. Montagem final completa da máquina fresadora
CNC para prototipagem de PCI Na Figura 5.24, é mostrada uma representação final da
montagem total do projeto da máquina fresadora CNC para prototipagem de PCI, onde é visto cada conjunto modelado em sua forma final.
FIGURA 5. 24 – Modelagem final da montagem da máquina fresadora CNC
para prototipagem de PCI

94
Nas Figuras 5.25 e 5.26, é mostrado de forma mais detalhada à modelagem final da máquina.
FIGURA 5. 25 – Modelagem final do projeto da máquina fresadora CNC para prototipagem de PCI
FIGURA 5. 26 – Modelagem final do projeto da máquina fresadora CNC para prototipagem de PCI

95
5.6. Projeto Detalhado A última macro-fase do projeto da fresadora CNC para
prototipagem de PCI vem com o seu detalhamento, no qual todos módulos anteriores foram adequados ao modelo real, contendo uma descrição mais apurada de todos os módulos, incluindo os dimensionamentos dos principais elementos e os esquemas elétricos de ligação entre os componentes eletroeletrônicos.
A montagem de todo o sistema da máquina também faz parte desta macro-fase do projeto.
5.6.1. Finalizar especificações dos componentes
utilizados Para finalizar as especificações dos principais
componentes para o projeto da máquina, deve-se dimensionar os componentes, no intuito de buscar no mercado as soluções e também, com isto, saber o custo total de aquisição para a montagem da máquina.
5.6.1.1. Dimensionamento e escolha das principais
soluções Iniciou-se, primeiramente, o dimensionamento e a escolha
dos fusos de esfera recirculantes, castanhas, guias lineares e patins que serão utilizados na máquina.
Para este dimensionamento foi utilizado um procedimento proposto pela THK, que é fabricante de fusos de esferas, guias lineares e rolamentos.
Embora, o procedimento utilizado para seleção seja o da THK, o fornecedor dos fusos, guias lineares, patins e mancais será a Mectrol®, que fornece os componentes da empresa HIWIN, e assim, serão utilizados os catálogos deste fabricante para seleção dos dispositivos.

96
A escolha da Mectrol® como fornecedora dos componentes, esta relacionada ao fato da mesma já estar cadastrada no sistema de aquisição do SENAI.
Para orientação este dimensionamento no carro de movimentação linear do eixo Y da máquina, e as soluções replicadas para os demais eixos.
Conforme a fabricante THK, foram levadas em consideração algumas características mecânicas da máquina, e assim, os seguintes dados da Tabela 5.25 são necessários para garantir as escolhas corretas dos componentes.
TABELA 5. 25 – Especificações para dimensionamento do fuso de esferas e
do motor de acionamento do carro de movimentação linear do eixo Y
Especificações Valores
Massa da mesa (m1): 3 kg (estimado)
Massa de trabalho (m2): 1 kg (estimado)
Comprimento de deslocamento do eixo: L(Y) 480 mm
Velocidade Máxima de usinagem 50 mm/s (máx.)
Tempo de aceleração t1 = 0,08 s
Tempo de desaceleração t3 = 0,08 s
Backlash (folga) requerido 0,05 mm ou menor
Precisão de posicionamento 0,05 mm / 250 mm
Tempo de vida requerido 40000 h
Rotação do motor de passo 1500 RPM (máx.)
Torque do motor 15 kgf.cm
Momento de inércia do motor 0,370 kgf.cm2
Sistema de redução – A 2:1 0,5
Coeficiente de atrito das guias µ = 0.003 (Típico)
Força de resistência das guias f = 15N (Valor típico sem carga)
a) Determinação da classe de precisão do passo para o fuso
Conforme especificação requerida de precisão de posicionamento igual a 0,05 mm / 250 mm com um backlash de 0,005 mm ou menor, tem-se a opção de trabalhar com fusos de esferas retificados de classe de precisão C7, que são uma escolha dentro dos fusos retificados mais econômica em relação

97
as classes C6 á C0. Conforme fornecedor, estes fusos possuem alta precisão de passo (0,0035 - 0,05mm) e 0 backlash.
b) Determinação do diâmetro do fuso
Em relação ao diâmetro do fuso, o fornecedor apresentou
poucas opções e sendo assim, restringeu-se o dimensionamento em relação ao diâmetro.
Na Figura 5.27 do catálogo do fabricante, o único modelo com diâmetros menores que 16 mm mantidos em estoque é o modelo FSI, que iniciam com fusos de 8 mm de diâmetro, mas o fornecedor somente mantém estoque no Brasil de fusos a partir de 14 mm de diâmetro.
FIGURA 5. 27 – Características do modelo de fuso e castanha FSI da HIWIN
Fonte: Catálogo de fusos da HIWIN (2010)

98
Embora, que no catálogo apareça somente fuso com passo de 4 mm, o fornecedor adverte que o mesmo possui para o modelo, os fusos de 14 mm com passo de 5 mm em estoque.
Fusos com passo maiores que 5 mm, como no caso dos fusos FSW de 15 mm que possuem passo de 10 mm e 20 mm, são muito caros e assim, aumentariam, consideravelmente, os custos do projeto.
Neste aspecto foi selecionado o fuso de 14 mm de diâmetro com passo de 5 mm.
c) Verificação do passo do fuso
Para verificar se o passo mínimo para o fuso está de
acordo para o projeto, deve-se considerar: Vmax - Velocidade máxima de usinagem: v = 50 mm/s; RPMm - Rotação do motor (máx): 1500 rpm; A - Relação de transmissão (1:2): 0,5; Ph – Passo do fuso.
Equação 5. 2
Assim, tem-se que, com a utilização de fuso com passo 5 mm será obtido a velocidade máxima de (50 mm/s).
d) Determinação do tipo de apoio para o fuso
A seleção do tipo de apoio do fuso está aliada às
condições presentes que incluem um curso não muito longo, 480 mm, e operação em velocidade de 50 mm/s.
Portanto, o fuso deve ser suportado pelos apoios do tipo "fixo / suportado" ou "fixo / fixo", conforme fabricante.
O "fixo / fixo", porém, é de alto custo, uma vez que a configuração do sistema resultante é complicada e requer alta precisão de acabamento das peças de montagem. Portanto, para

99
o projeto, será utilizado o "fixo / suportado", como método de apoio do eixo.
e) Verificação das cargas axiais permissíveis para o fuso com as dimensões admitidas
Para esta verificação, foram necessários alguns dados,
conforme Tabela 5.26.
TABELA 5. 26 – Especificações para verificação das cargas axiais permissíveis
Especificação Valor
Massa da mesa (m1) 3 kg
Massa de trabalho (m2) 1 kg
Força de resistência das guias (f) 15N
Coeficiente de atrito das guias (µ) 0.003
Velocidade Máxima de usinagem (Vmáx) 50 mm/s
Tempo de aceleração (t1) 0,08 s;
Tempo de desaceleração (t3) 0,08 s;
Cálculo da aceleração:
Equação 5. 3
Cálculo da força durante a aceleração:
( ) ( )
Equação 5. 4
( ) ( ) Cálculo da força durante a desaceleração:

100
( ) ( )
Equação 5. 5
Cálculo da força durante o movimento uniforme:
( )
Equação 5. 6
Cálculo da força durante o movimento uniforme de retorno:
( )
Equação 5. 7
Cálculo da força durante a aceleração de retorno: ( ) ( )
Equação 5. 8
Cálculo da força durante a desaceleração no retorno: ( ) ( )
Equação 5. 9
Verifica-se que a carga máxima axial exercida sobre o fuso é a seguinte:
Fmáx = 17,61N ou 1,79 kgf
Pelo gráfico da Figura 5.28, é visto que esta força está bem abaixo da admitida pelo fuso com o diâmetro escolhido e mesmo que nos demais eixos se tenha um esforço axial um pouco maior que 17,61N, o valor não estaria nem perto do valor da carga máxima admitida para este fuso (maior que, 1000 kgf).

101
FIGURA 5. 28 – Gráfico da carga axial máxima permissível para os diâmetros de fuso no comprimento específico
Fonte: Catálogo de fusos da HIWIN (2010)
f) Seleção do número do modelo da castanha e do fuso escolhido
Neste caso foi escolhido um modelo da linha FSI de castanha, pois em contato com o fornecedor foi visto que para este diâmetro e passo de fuso, esta é a única linha que ele possui em estoque no Brasil.
O número dos modelos do fuso e da castanha escolhidos são, respectivamente:
R14-5-1400-1400-0,05 (Fuso de esfera retificado
precisão Classe C7. - Diâmetro: 14 mm - Passo: 5 mm - Comprimento: 1400 mm).

102
R14-5T3-FSI-0,05 (A10RAZA1) (Castanha flangeada simples cilíndrica - tipo FSI para fuso de esfera retificado precisão Classe C7. - Diâmetro: 14 mm - Passo: 5 mm).
Na escolha do fuso, foi dimensionado para aquisição um
fuso com comprimento de 1400 mm, ou seja, este fuso deverá ser cortado e usinado dentro das medidas dos eixos da máquina.
Esta solução se dá pelo fato de que o fornecedor não usina e prepara as pontas do fuso para inserção nos mancais.
g) Cargas máximas permitidas pelo modelo
Observa-se na Figura 5.29 que as cargas admitidas por
este modelo de fuso e castanha são bem maiores que o valor de carga máxima da aplicação da máquina.
Mesmo que este modelo da Figura 5.30 seja um fuso de 14 mm de diâmetro com passo de 4 mm ele serve como parâmetro para esta análise.
FIGURA 5. 29 – Características de carga e passo do modelo de fuso e castanha FSI da HIWIN
Fonte: Catálogo de fusos da HIWIN (2010)

103
Conforme orientação da THK, outros pontos no
dimensionamento do fuso, como a velocidade crítica e o tempo de vida útil do sistema devem ser verificados.
Mas, como foi mostrado, o diâmetro fuso está muito acima do necessário para a aplicação, e assim, estes valores estariam bem abaixo do valor crítico de velocidade e o tempo de vida útil estaria remetendo a uma vida infinita para a aplicação.
h) Seleção do mancal escolhido
Como foi apresentado, serão utilizados mancais do tipo
reto. Para este modelo de fuso e tipo de apoio ("fixo / suportado"), o fornecedor recomenda a utilização dos seguintes modelos (os mesmos são mantidos em estoque pelo fornecedor):
GEF10B Livre suportado Reto / Modelo GEF10-SL-B
GEK10B Fixo suportado Reto / Modelo GEK10-SL-B
i) Seleção das guias lineares e os patins
Em relação às guias e patins, a Mectrol® recomendou para
o projeto da máquina a utilização de guias e patins da série EG, da HIWIN, pois a baixa altura de montagem e o comprimento curto da série EG a torna mais adequada para aplicações onde o espaço é limitado.
Segundo o fornecedor, a linha EG possui as mesmas características da série de guias lineares HG da HIWIN, sendo um modelo compacto da mesma.
Foram assim selecionados para aquisição os seguintes modelos com a ajuda do fornecedor:
EGR15-R480-C - Guia linear trilho (eixo Y)
EGR15-R420-C - Guia linear trilho (eixo X)
HGR15-R180-C - Guia linear trilho (eixo Z)
EGH15-CA-Z0-C (A70KTTA1) – Guia linear bloco -Patins

104
j) Verificação do torque necessário para o
acionamento Para esta verificação, o fabricante de fuso recomenda a
utilização de um procedimento de cálculo mostrado logo abaixo, onde são necessárias algumas especificações do sistema que estão relacionadas no procedimento.
Para se verificar se o motor poderá ser utilizado, necessita-se calcular os torques durante o momento uniforme e durante a aceleração da carga.
Para o cálculo do torque de acionamento em velocidade constante, deve-se aplicar, conforme fabricante dos fusos, a equação 5.10.
( )
Equação 5. 10 onde: T1 = Torque de acionamento da velocidade constante (kgf.cm); Ta = Torque de acionamento da carga (kgf.cm); Tp = Torque de pré-carga (kgf.cm); Tu = Torque de acionamento dos rolamentos (valor considerado = 1 kgf.cm); A = Relação de transmissão (0,5);
Para o cálculo do torque de acionamento (Ta), deve-se aplicar a equação 5.11
Equação 5. 11
onde: Fmáx = Carga axial máxima durante período de movimento uniforme (1,79 kgf); Ph = Passo do fuso (5 mm ou 0,5cm);

105
η = Eficiência do sistema (0,9 ~ 0,95);
Para o cálculo do torque de pré-carga (Tp), o fabricante
pede para utilizar a equação 5.12.
Equação 5. 12
onde: W = Massa em movimento - mesa + peça (4 kgf);
Com isto, tem-se que o torque total para acionamento da
carga em movimento uniforme é (0,59 kgf.cm):
( )
Como foi mostrado, o torque necessário está bem abaixo do torque que pode ser fornecido pelo motor durante o seu funcionamento contínuo, que é de 15 kgf.cm (dado do manual do fabricante do motor, Akiyama), assim, a utilização deste motor poderá ser feita sem problemas.
Não será feita verificação do torque durante a aceleração da carga devido ao fato de o motor apresentar um torque muito superior ao exigido pelo sistema.
Por isso, foi definido que a utilização do motor de passo AK57H/3-1.8 da Akiyama pode ser feita para o acionamento da máquina sem apresentar problemas de sobrecarga.
Para este motor, a Akiyama disponibiliza um driver de acionamento que deverá ser adquirido.
Este driver é o modelo AKDMP5-3,5A, que possui como características principais o fornecimento máximo de corrente para o motor de 3.5 A (o motor utiliza 3 A por fase no máx.),

106
divisão do micro-passo em 5 modos, proteção de sobre corrente modo de operação tipo step-dir (passo e direção) e alimentação de 24 Vcc à 40 Vcc.
Na Figura 5.30, são ilustrados este driver de acionamento (AKDMP5-3,5A) e motor de passo (AK57H/3-1.8) utilizados na máquina.
FIGURA 5. 30 – Motor de passo e driver de acionamento utilizados na máquina.
k) Escolha da fonte de alimentação para os drivers e demais componentes
Esta escolha se refere ao fato da fonte de alimentação ser
capaz de fornecer corrente elétrica suficiente para os drivers comandarem os motores e os demais circuitos internos, como alimentação da bobina do contator e das lâmpadas de sinalização.
Neste aspecto foi escolhida uma fonte de alimentação do tipo chaveada, conforme projeto preliminar, por apresentar uma necessidade de espaço requerido internamente dentro do painel, bem menor em relação a se construir uma fonte linear contendo transformador, ponte retificadora e filtros.
Uma fonte chaveada também possui um custo de aquisição e produção bem menor em relação à montagem de uma fonte linear.

107
A fonte escolhida foi:
Fonte de alimentação chaveada S-350-24 – com saída 24 Vcc - 14,6 A.
l) Placa de condicionamento de sinais e isolação de
sinais Esta placa foi adquirida da empresa CNCBr, que fornece
junto com software para comando e controle Mach3. A placa de interface da CNCBr é do modelo INT-4axrl, que
possui 4 saídas para controlar motores em modo step-dir (passo-direção), 4 entradas para sensores de curso, 1 entrada específica para o botão de emergência e 4 saídas a rele.
Todas estas entradas e saídas são separadas por isolação óptica para proteger o sistema de acionamento e o comando/controle de eventuais ligações erradas ou desníveis de tensão.
Na Figura 5.31, é mostrada uma ilustração desta placa de interface.
FIGURA 5. 31 – Interface 4axrl da CNCBr
Fonte: <http://www.cncbr.com>

108
5.6.2. Lista detalhada dos principais componentes para o projeto da máquina fresadora CNC para prototipagem de PCI
Com a finalização da relação com os principais componentes utilizados na montagem do projeto da fresadora, tem-se, agora, condições de gerar uma lista contendo os componentes de forma mais detalhada e definitiva.
Esta lista contém, além dos componentes, a relação de custo e a empresa que será adquirido (Tabela 5.27). TABELA 5. 27 – Lista dos principais componentes adquiridos para o projeto
da máquina fresadora CNC para prototipagem de PCI
Componentes Quantidade Fornecedor Custo (R$)
R14-5-1400-0,05 (Fuso de esfera retificado classe C7. - Diâmetro: 14 mm - Passo: 5 mm - Comprimento: 1400 mm).
1 Mectrol 356,72
R14-5T3-FSI-0,05 (A10RAZA1) (Castanha flangeada simples cilíndrica - tipo FSI para fuso de esfera retificado classe C7. - Diâmetro: 14 mm - Passo: 5 mm).
3 Mectrol 819,00
Mancal GEF10B Livre suportado Reto / Modelo GEF10-SL-B
3 Mectrol 365,58
Mancal GEK10B Fixo suportado Reto / Modelo GEK10-SL-B
3 Mectrol 788,40
EGR15-R480-C - Guia linear trilho (eixo Y) 2 Mectrol 197,70
EGR15-R420-C - Guia linear trilho (eixo X) 2 Mectrol 172,96
HGR15-R180-C - Guia linear trilho (eixo Z) 2 Mectrol 74,12
EGH15-CA-Z0-C (A70KTTA1) – Guia linear bloco -Patins
8 Mectrol 718,80
Perfil de Alumínio 45x45 com comprimento de 430mm
2 OBR 43,00
Perfil de Alumínio 45x45 com comprimento de 400mm
2 OBR 40,00
Perfil de Alumínio 45x45 com comprimento de 340mm
2 OBR 34,00
Perfil de Alumínio 45x90 com comprimento de 430mm
2 OBR 94,60
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 430mm x 150mm
1 Alumetal 80,16
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 190mm x 120mm
1 Alumetal 60,80
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 165mm x 130mm
1 Alumetal 60,15

109
Chapa de Alumínio lisa / Espessura 4mm / Dimensões: 250mm x 80mm
1 Alumetal 58,50
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 380mm x 150mm + corte conforme figura projeto preliminar
2 Alumetal 195,28
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 290mm x 200mm
1 Alumetal 98,12
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 400mm x 200mm
1 Alumetal 108,34
Chapa de Alumínio lisa / Espessura 5mm / Dimensões: 490mm x 150mm
1 Alumetal 105,34
Cantoneira 42 x 43 para perfil de alumínio 45 x 45
12 OBR 135,48
Parafuso "T" e Porca M8x30L 18 OBR 39,42
Parafuso de Conexão M8 x 30 8 OBR 12,24
Porca "T" M8 Ranhura 10 10 OBR 15,50
Pé de Nivelamento Diâmetro 60 6 OBR 79,20
Capa de Fechamento 45x45 4 OBR 5,16
Parafuso de Conexão M12 x 30 20 OBR 78,40
Polia Sincronizada padrão modelo 12 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=12 Dentes em Alumínio
3 NS Import. e Com. Ltda
105,00
Polia Sincronizada padrão modelo 24 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=24 Dentes em Alumínio
2 NS Import. e Com. Ltda
80,00
Polia Sincronizada padrão modelo 30 XL para correia de largura 3/8” (9,53 mm) XL 037 - Z=30 Dentes em Alumínio
3 NS Import. e Com. Ltda
45,00
Correia sincronizada largura 3/8” (9,53 mm) XL 037 - Z=75 dentes
1 NS Import. e Com. Ltda
3,75
Correia sincronizada largura 3/8” (9,53 mm) XL 037 - Z=60 dentes
1 NS Import. e Com. Ltda
3,50
Correia sincronizada largura 3/8” (9,53 mm) XL 037 - Z=68 dentes
1 NS Import. e Com. Ltda
3,65
FONTE DE ALIMENTAÇÃO CHAVEADA S-350-24 - SAIDA 24V - 14,6A
1 Proesi 175,00
Driver de motor de passo AKDMP5-3,5A 3 Akiyama 858,00
Motor spindle de alta frequência 0.8Kw para pinça ER-11 - 220V 400Hz 5A 24000rpm.
1 Azanelli
Import. Export 1250,00
Software Mache3-BR em sua última versão 1 CNCBR 480,00
Placa de interface PC isoladora Modelo INT-4AXRL
1 CNCBR 550,00
Custo total de aquisição de componentes - R$
8.390,87
Nesta lista não estão relacionados os custos de alguns
componentes que foram utilizados do próprio SENAI de Blumenau, como os motores de passo, sensores indutivos,

110
inversor de frequência, botões de pulso, sinalizadores luminosos para painel, botão de emergência, contator, fios e cabos, computador, painel elétrico, e demais componentes eletroeletrônicos para montagem do painel elétrico.
Os custos de mão de obra não estão relacionados, e também de todos os parafusos e demais componentes utilizados durante a montagem da máquina.
Se fossem relacionados todos estes custos, o valor total para construção da fresadora giraria em torno de R$ 13.500,00 á R$ 14.000,00 para a sua construção.
Este valor é menos da metade do custo da LPKF ProtoMat E33, que é de R$ 34.700,00, conforme consulta feita com o fornecedor.
5.6.3. Montagem mecânica
Com a chegada dos componentes de toda a parte mecânica, foi iniciada a montagem da parte estrutural com a fixação dos perfis de alumínio que darão sustentação a os eixos da máquina.
Estes perfis foram, junto com as chapas de alumínio laterais, presos entre si por cantoneiras, no intuito de melhorar a rigidez da estrutura.
Nas fotos abaixo (Figura 5.32 e Figura 5.33), pode-se ver algumas etapas da montagem desta estrutura.

111
FIGURA 5. 32 – Montagem da estrutura de perfis de alumínio da fresadora CNC para prototipagem de PCI
FIGURA 5. 33 – Chapa lateral da estrutura de alumínio da fresadora CNC para prototipagem de PCI
Após esta montagem estrutural, os eixos da máquina X e
Y, foram montados em suas chapas de alumínio, dando origem aos carros de movimentação linear para formação do plano XY.
Para que estes eixos pudessem ser montados, o fuso de esferas de 1.400 mm foi cortado e suas pontas usinadas, de forma a se fixar aos mancais de apoio em suas extremidades.
As guias lineares foram fixadas e alinhadas nas chapas antes da fixação dos mancais com o fuso e a castanha.
Outra peça que se teve que realizar a usinagem, foi a dos blocos de compensação de altura para os patins em relação às castanhas dos fusos.

112
Com todas as peças prontas, montadas e alinhadas os carros de movimentação linear X e Y puderam ser fixados na estrutura (Figura 5.34).
FIGURA 5. 34 – Montagem dos carros de movimentação linear X e Y sobre a estrutura da máquina
Junto com estes carros de movimentação linear dos eixos
X e Y, foram fixados os seus respectivos motores de passo (Figura 5.35).
Para a fixação destes motores, foram confeccionadas as suas respectivas chapas para fixação na estrutura, onde as mesmas foram cortadas, dobradas e furadas.
FIGURA 5. 35 – Fixação dos motores de passo dos eixos X e Y

113
O eixo Z da máquina foi montado pelos mesmos métodos
dos eixos anteriores e fixado sobre o eixo X finalizando assim, a montagem total dos carros de movimentação linear sobre a estrutura da máquina, mas ainda sem a fixação do motor spindle e o alinhamento entre os eixos (Figura 5.36).
FIGURA 5. 36 – Montagem total dos carros de movimentação linear (X, Y e Z) sobre a estrutura da máquina
Por último, foi realizada a fixação do motor spindle e
realizado o alinhamento entre os eixos da máquina. Com o alinhamento dos eixos realizado, pôde-se realizar o
cabeamento dos sensores e motores de passo para ligação destes ao painel de alimentação.
Na foto abaixo, é mostrado como ficou a montagem final da estrutura mecânica da fresadora CNC para prototipagem de PCI (Figura 5.37).

114
FIGURA 5. 37 – Montagem final da estrutura mecânica da fresadora CNC para prototipagem de PCI
5.6.4. Montagem eletroeletrônica Em paralelo a montagem mecânica, foi realizada a
montagem do painel eletroeletrônico. Neste painel, inicialmente, foram feitas as alimentações em
220 V / 60 Hz da fonte de alimentação, do inversor de frequência e da placa de interface INT-4AXRL.
Nesta mesma ligação, uma lâmpada (H3) sinaliza que o painel se encontra energizado, logo após o fechamento da chave geral (CH1).

115
Este circuito de energização em 220 V / 60 Hz é mostrado na Figura 5.38.
FIGURA 5. 38 – Ligação elétrica geral do painel
Logo após, foi realizada a ligação do circuito de comando,
onde o mesmo é alimentado a partir dos bornes X1 e X2 que provêm da fonte de 24 Vcc chaveada (Figura 5.39).

116
FIGURA 5. 39 – Circuito de comando do painel
Neste circuito de comando (Figura 5.39), a função do relé
RL1 é de informar ao software de comando e controle por meio de um contato NF (normalmente fechado) que o painel foi alimentado e o mesmo não se encontra com o botão de emergência acionado.
Esta função do relé RL1 é chamada de E-Stop no software de comando e controle, e também na placa de interface INT-4AXRL.
Neste circuito, logo abaixo do botão de desliga, se encontra um contato NA (normalmente aberto) chamado CNC, este contato é relacionado ao relé que se encontra na placa de interface INT-4AXRL (RL4).
A função deste contato do relé RL4 da placa de interface é chamada de Charge Pump, ou seja, quando o software é iniciado este relé fecha o contato (CNC) e o circuito de potência (24 Vcc) para alimentação dos drivers, é habilitado a ser ligado por meio do botão liga.

117
Esta função evita que a máquina possa ser ligada (energização do circuito de potência dos drivers) sem que o software esteja iniciado.
Na Figura 5.40, é mostrado o circuito de alimentação e comando dos drivers de acionamento dos motores de passo.
FIGURA 5. 40 – Circuito de alimentação e controle dos drivers dos motores de passo
Neste circuito (Figura 5.40), cada borne de controle, de
cada driver, é ligado a uma entrada ou saída de comando da placa de interface INT-4AXRL, respectiva a cada eixo da máquina.
O mesmo acontece com os motores de passo de cada eixo, onde os mesmo são ligados na entrada de motor de seu respectivo driver.
Na Figura 5.41, é mostrado como foram ligados os bornes de ligação da placa de interface INT-4AXRL, que é a placa principal de interface entre o software de comando e controle com a máquina.
A função desta placa é de condicionar e compatibilizar os sinais de controle gerados pelo software e demais sistemas

118
(sensores, botões de cycle start e feed hold, etc.) para o controle da máquina.
FIGURA 5. 41 – Circuito de ligação da placa de interface INT-4AXRL
Nesta placa de interface todos os três sensores de home
(dos eixos X, Y e Z) foram ligados na mesma entrada de controle (limit A).
Estes sensores foram ligados em série conforme figura de ligação dos sensores (Figura 5.42), onde cada eixo durante a execução do home da máquina é movimentado sobre o sensor individualmente e quando encontrado, afastado do mesmo a distância programada fora da região de acionamento do sensor.
Esta medida evita a necessidade de utilização de mais duas entradas de controle da placa de interface.
Para que funcione de maneira correta, o software de comando e controle deve ser configurado para tal feito e esta configuração é mostrada no tópico seguinte (Configuração do comando e controle).

119
Outro ponto observado na Figura 5.42, é de que os sensores utilizados são todos do tipo indutivos PNP, e por este motivo, houve a necessidade de conversão do sinal PNP para NPN, pois a placa de interface é desenvolvida para receber sinais deste tipo de sensores.
FIGURA 5. 42 – Circuito de ligação dos sensores de home
Além deste circuito conversor (PNP para NPN), outro
circuito foi desenvolvido. Este circuito é referente à saída de sinal PWM para controle de velocidade do spindle.
O inversor de frequência para poder controlar a velocidade do motor do spindle, precisa receber um sinal analógico de tensão padrão (0 á 10 V), mas a saída da placa de interface é em freqüência.
Por este motivo foi desenvolvido um circuito conversor de PWM/Tensão, onde o mesmo é mostrado na Figura 5.43.

120
FIGURA 5. 43 – Circuito conversor PWM/Tensão
Neste circuito conversor, por meio do ajuste do trimpot
(TPOT1 – 10 KΩ), é possível calibrar a tensão de saída para controle da velocidade do motor spindle em relação à frequência de entrada (entrada: 0 a 50 Hz – saída: 0 a 10 V).
Na Figura 5.44, é mostrada uma imagem desta placa conversora desenvolvida, contendo dois circuitos conversores (Figuras 5.42 e 5.43).
Circuito
conversor
(PNP / NPN)
Cir
cu
ito
co
nv
ers
or
(PW
M / t
en
sã
o)
FIGURA 5. 44 – Placa eletrônica dos circuitos conversores (PWM/Tensão e sinais dos sensores PNP para NPN)

121
Por segurança, o motor spindle somente é acionado pelo inversor de frequência, quando um contato de um dos relés da placa de interface (RL3) for fechado.
Esta medida evita que o inversor ligue o motor spindle sem que o software de comando e controle tenha solicitado (por meio dos comandos M3 e M5).
Nas Figuras 5.45 e 5.46, são mostradas as fotos finais da montagem interna e externa de ligação do painel elétrico de comando.
FIGURA 5. 45 – Foto interna do painel elétrico de comando
FIGURA 5. 46 – Foto externa do painel elétrico de comando

122
5.6.5. Configuração do comando e controle Antes de ser realizado o startup na máquina, foi realizada a
configuração do módulo de comando e controle. Esta configuração está atrelada ao software Mach3-BR, o
mesmo deve ser configurado de forma que comande os drivers de acionamento da máquina e os eixos de movimentação.
Os sinais gerados pelo Mach3-BR são enviados pela porta de comunicação paralela e chegam à placa de condicionamento e isolamento de sinais (interface-4AXRL), que por sua vez condiciona estes sinais para envio aos driver.
As informações dos sensores de home e dos botões da porta do painel elétrico (botão de emergência, liga e desliga (relé), cycle start e feed hold) também passam por esta placa antes de chegar ao software.
Para que tudo isto funcione de maneira correta, cada pino de comunicação da porta paralela deve ser referenciado a uma função da placa.
5.6.5.1. Configuração das portas e pinos A configuração dos pinos da porta de comunicação
paralela do computador é feita através do Menu – Configurar – Portas e Pinos do software de comando e controle Mach3.
Nesta janela de configuração a primeira realizada corresponde à configuração da porta paralela onde foi habilitada a porta 1.
Na sequência foi realizada a configuração das saídas de motor. Nesta aba, as saídas de sinal de controle para os motores dos eixos X, Y, Z e spindle foram ativadas e direcionadas aos seus respectivos pinos (X – pino 2,Y – pino 4, Z – pino 6 e spindle - pino 8) que dão acesso aos bornes de controle do passo na interface-4AXRL.
Os pinos de direção de cada motor também são configurados conforme seu respectivo endereço (X – pino 3,Y – pino 5 e Z – pino 7).

123
O spindle não é direcionado a nenhum pino de direção, pois o mesmo trabalhará sempre girando no mesmo sentido.
Nas Figuras 5.47 e 5.48, são mostradas as janelas de configuração.
FIGURA 5. 47 – Configuração da portas de comunicação paralela
FIGURA 5. 48 – Configuração das saídas de motor

124
As entradas de informação dos sensores de home dos eixos X, Y e Z foram todas ativadas e direcionadas para o mesmo pino da porta paralela (pino - 15), pois todos estes sensores foram ligados em série, conforme ligação elétrica da Figura 5.42 na entrada limit/home de A da interface-4AXRL.
Deve-se ao fato, de que o software ao realizar a operação de home da máquina encontra cada sensor individualmente, e sai de cima do mesmo, antes de procurar o próximo sensor.
Foram ativadas também, as entradas EStop (direcionada ao pino 10 da porta paralela), OEM Trig #1 (pino - 12) e OEM Trig #2 (pino - 13) que estão vinculadas as funções e aos botões da porta do painel de cycle start e feed hold.
Estes pinos da porta paralela (pinos 12 e 13) estão ligados fisicamente as entradas limit/home de Y e limit/home de Z, respectivamente, da placa de interface.
Nas Figuras 5.49 e 5.50, são mostradas as janelas de configuração.
FIGURA 5. 49 – Configuração dos pinos de entrada dos sensores de home

125
FIGURA 5. 50 – Configuração dos pinos de entrada para as funções EStop, cycle start e feed hold
Na aba de configuração das saídas de sinal (Figura 5.51), foram ativadas duas saídas e direcionadas aos respectivos pinos 17 e 16, que estão relacionados aos relés 4 e 3 da placa de interface.
O relé 4 é responsável pela função de habilitação do painel elétrico (Charge Pump), o mesmo permitirá ligar o circuito de potência (alimentação 24 Vcc dos drivers), quando o software estiver ativo.
O relé 3 é associado a função M3 e M5 (funções
miscelâneas da Tabela 3.2) que liga e desliga (habilita e desabilita) o spindle por meio do inversor de frequência.
FIGURA 5. 51 – Configuração dos pinos de saídas para comando dos relés Charge Pump e Habilita spindle

126
Por último, na janela de configuração de portas e pinos (Figura 5.52), foi ativado o controle de rotação do spindle por PWM, onde é configurado a frequência de chaveamento de 50 Hz e estabelecido a função habilita spindle para a saída de controle 1 que está relacionada ao relé 3 da placa de interface.
FIGURA 5. 52 – Configuração da saída de controle do spindle
5.6.5.2. Configuração de calibração dos motores A calibração dos pulsos gerados para os motores de passo
é realizada através do Menu – Configurar – Calibrar motor no software de comando e controle Mach3.
Esta calibração tem uma relação direta com a frequência de processamento do núcleo do pós-processador do software de comando e controle (Kernel). Neste aspecto, foi estabelecido que a frequência do Kernel inicialmente não fosse mudada, e assim permanecerá em 25 kHz, como já pré-configurada.
A velocidade máxima permitida com esta frequência de chaveamento pode ser calculada utilizando a equação 5.13 (Artsoft, 2012).
á (
(
))
Equação 5. 13

127
onde: á = Velocidade máxima do sistema (mm/s);
= Número de pulsos para uma volta completa do motor (1000, pois será utilizado micro-passo);
= Passo do fuso (mm); = Número de dentes da polia de transmissão do fuso; = Número de dentes da polia de transmissão do
motor; = Frequência do Kernel do comando e controle (Hz); Aplicando a equação 5.13 para os eixos X e Y, que
possuem o mesmo sistema de transmissão tem-se:
á (
( )
)
Com isto, se tem que a velocidade máxima permitida pelo
software para os eixos X, Y e Z será de 62 mm/s, estipulada anteriormente.
Na tela de calibração do motor, se deve inserir a quantidade de pulsos a serem gerados por unidade de tempo, a fim de se conseguir um movimento correto do fuso em uma unidade de deslocamento (1 mm).
Aplicando a equação 5.14, se vê que o valor de pulsos para os eixos X, Y e Z deve ser de 400 pulsos/mm (para os eixos X e Y) e 500 pulsos/mm (para o eixo Z) para que os carros dos eixos se movimentem de maneira correta.
(
)
Equação 5. 14 Pode-se verificar a máxima resolução para cada eixo do
sistema aplicando a equação 5.15 (Artsoft, 2012).

128
çã (
(
))
Equação 5. 15
Assim, verifica-se que para os eixos X e Y, a resolução do
passo de deslocamento é de 2,5 m/passo e para o eixo Z esta
resolução é de 2 m/passo. Estes valores estão acima do valor estipulado de resolução
de 1 m, sendo necessária uma correção na configuração do software. Neste aspecto, foi ajustada a frequência do Kernel para 45 Khz e o número de pulsos para uma volta completa do motor de passo para 2000 pulsos/volta, com estes novos valores, foi
possível atingir uma resolução de 1,25 m e a velocidade máxima de 56 mm/s) nos eixos X e Y.
Com estas novas configurações, foram obtidas as características com valores muito próximos dos que eram
desejáveis (resolução de 1,25 m e velocidade dos carros dos eixos de 50 mm/s) para os eixos X e Y.
Futuramente é possível melhorar a resolução no deslocamento dos eixos X e Y, com substituição da polia de 24 dentes por uma maior. Este fator melhoraria este item, mas para os testes iniciais, não será modificado.
Para os testes de startup e validação da máquina, será utilizada uma configuração de velocidade máxima mais baixa em relação ao que é possível para a máquina. Esta medida visa evitar acidentes durante este processo.
O que, aumenta utilizando uma velocidade menor durante a usinagem é o tempo total do processo de confecção de uma PCI, pois trabalhando com uma velocidade mais lenta, este tempo total de usinagem se torna maior.
Vê-se, nas figuras abaixo (Figura 5.53 e Figura 5.54), que para os eixos X e Y foi estabelecido uma velocidade máxima de deslocamento de 20 mm/s e para o eixo Z de 7,5 mm/s, visando o startup seguro da máquina.

129
FIGURA 5. 53 – Tela de calibração do motor para o eixo X
FIGURA 5. 54 - Tela de calibração do motor para o eixo Z
5.6.5.3. Configuração das teclas de atalho Outra configuração necessária para que a máquina possa
ser controlada a partir dos botões de pulso da porta do painel (cycle start e feed hold) e também pelo teclado do computador, diz respeito às teclas de atalho e é realizada através do menu – configurar – Teclas de Atalho do software.

130
É por meio desta janela de configuração que estes recursos são configurados.
No caso do controle de movimentação dos eixos pelo teclado do computador, esta configuração é realizada pela função de configuração das teclas de atalho de JOG na janela de configuração (Figura 5.55).
Eixo Z
+ Z
- Z
Eixo Y+ Y
- Y
- X+ X
Eixo X
FIGURA 5. 55 – Teclas de movimentação dos eixos no teclado
Com esta configuração, cada seta direcional do teclado do
computador irá realizar a movimentação do seu respectivo eixo na direção desejada (Figura 5.56).
FIGURA 5. 56 – Janela de configuração das teclas de atalho

131
Na mesma janela de configuração, os códigos das funções
dos botões de pulso (cycle start e feed hold) também são colocados nas suas respectivas funções, que estão relacionadas os pinos de entrada configurados anteriormente (OEM Trig #1 e OEM Trig #2).
Estes códigos de configuração para atribuição destas funções (cycle start e feed hold) são encontrados no manual do software.
5.6.5.4. Origens e limites Para que se possa proteger a máquina em relação ao
campo total de trabalho, os limites de movimentação de cada eixo devem ser configurados.
Neste aspecto, o eixo X foi limitado em 245 mm de movimentação e o eixo Y em 180 mm. O eixo Z foi limitado em 55 mm de movimentação total.
Todos estes valores estão dentro do campo de trabalho estipulado para a máquina na macro-fase do projeto informacional.
Para cada eixo foi permitida uma ultrapassagem de 1 mm em relação ao seu deslocamento durante a execução do home da máquina.
Também foi estabelecida uma zona de segurança de 10 mm para que o software durante a execução do home reduza a velocidade e assim evite falhas durante a execução.
O sentido de deslocamento e a velocidade de execução do home também são configurados nesta janela.
Todas estas configurações são realizadas na janela de configuração do software presente em Menu – Configurar – Origens e Limites (Figura 5.57).

132
FIGURA 5. 57 – Tela de configuração dos limites do campo de trabalho da máquina
FIGURA 5. 58 – Ativação da função Soft Limits
Para que a máquina não ultrapasse estes limites de configuração, a função Soft Limits da janela principal deve estar habilitada (Figura 5.58).
Assim é assegurado que a máquina irá se movimentar apenas dentro de seu campo máximo de trabalho, evitando acidentes, já que não serão utilizados sensores de fim de curso.

133
5.6.6. Startup da máquina Com a realização da montagem da estrutura mecânica e
do painel elétrico, e de toda a configuração do módulo de comando e controle (Mach3-BR), foi possível integrar todos estes sistemas da máquina e executar o seu startup.
Cada função configurada no software foi testada e aprovada, até que todas estivessem validadas.
Durante este processo de startup, cada eixo da máquina se movimentou dentro do esperado e obedecendo aos critérios de campo de trabalho estipulados.
O sucesso deste startup incentivou a realização das primeiras usinagens de placas de PCI.
Para realizar estes testes de usinagem, foi colocada sobre a chapa base da mesa do carro de movimentação linear do eixo Y, uma chapa de MDF com a função de servir de placa de sacrifício durante as operações de furação.
Na foto a seguir é mostrada toda integração destes módulos da máquina em sua versão final, antes dos testes de usinagem em placas de PCI (Figura 5.59).
FIGURA 5. 59 – Fresadora CNC para prototipagem de PCI do SENAI de Blumenau

134
CAP. 6 - TESTES DE VALIDAÇÃO DA FRESADORA
CNC PARA PROTOTIPAGEM DE PCI
6.1. Introdução
Os testes realizados na máquina tiveram o intuito de avaliar e validar a mesma, para realização da prototipagem de PCIs desenvolvidas pelos alunos dos cursos do SENAI de Blumenau.
Os primeiros testes realizados foram de funcionalidade dos subsistemas da máquina, no qual todos estes foram verificados individualmente.
Nestes testes foram identificados alguns problemas de ligação no painel elétrico (ligações erradas), que rapidamente foram solucionadas.
O software de comando e controle interagiu com os demais subsistemas da máquina, comprovando a sua configuração.
Cada função configurada no software foi testada individualmente, até que todas as funções estivessem comprovadas em relação a sua funcionalidade.
A máquina realizou a operação de home, sem apresentar nenhum problema e obedecendo exatamente os critérios configurados no software.
Com todos os subsistemas checados e validados, foram realizadas pequenas movimentações de deslocamento linear (3 mm) nos carros dos eixos da máquina, para verificação da distância percorrida.
O intuito destes testes de movimentação não foi de certificação da máquina e sim, apenas, para verificação da configuração do software em relação aos passos de acionamento dos motores.
A máquina apresentou uma boa rigidez em sua estrutura mecânica. Todo o subsistema mecânico da máquina não apresentou falhas durante os testes.
O circuito conversor PWM/tensão precisou ser calibrado, mas após a calibração funcionou devidamente, variando a velocidade do spindle conforme solicitado.

135
6.2. Testes de Usinagem de Placas de PCI
Com a finalização dos primeiros testes de funcionalidade
da máquina e com o sucesso do mesmo, iniciaram-se os testes de usinagem de placas de PCI.
Neste aspecto foram utilizados para a realização da usinagem das placas de PCI, três ferramentas CAD para o desenvolvimento do leiaute projeto, onde cada software possui uma função específica, sendo, um para geração do leiaute da PCI, um para geração do código G interpretado pelo software de comando e controle, e o próprio software de comando e controle (Mach3-BR).
Esta necessidade de se passar por três softwares, se deve ao fato de que o comando e controle não interpreta diretamente os arquivos gerados pelos softwares de leiaute utilizados pelos professores da escola (Proteus e DXP).
Também não se deseja restringir a utilização da máquina a um único software de desenvolvimento de leiaute (ex. Proteus ou DXP), tornando-a apta a usinar leiautes de placas desenvolvidas por qualquer software de desenvolvimento de leiaute.
Para a realização destes testes foram utilizados alguns critérios e procedimentos, tais como:
Foram definidas duas placas para usinagem e validação da máquina (uma placa de face simples e uma placa de face dupla);
Cada leiaute de placa foi desenvolvido em um software de desenvolvimento de leiaute de PCI diferente (Proteus e Protel DXP, respectivamente) para comprovação e verificação da não exigência de um software específico para tal;
Foram selecionados dois professores que participaram da macro-fase do projeto informacional (entrevistado 1 e 2) para geração dos leiautes de teste, no qual cada professor teve a incumbência de criar um leiaute de teste específico para validação da máquina;

136
Foram adquiridas fresas de topo reto de 2 mm, 1,8 mm, 1,5 mm, 1,2 mm, 1 mm, 0,8 mm para a realização das furações e 0,5 mm para a usinagem das trilhas e ilhas da PCI;
Para cada leiaute de teste foi restringido a distância mínima entre trilhas e ilhas em 0,6 mm, pois a fresa adquirida para os testes de fresamento foi de 0,5 mm;
Para geração do código G, foi estabelecida a utilização do software Target 3001! V15, o mesmo tem a função de interpretar os arquivos gerados pelos softwares de leiaute, e assim gerar o código G específico para a realização da usinagem das placas de PCI pela máquina;
A primeira placa usinada foi a de face simples (Figura 6.1),
e o leiaute desta placa foi realizado no software Proteus.
FIGURA 6. 1 – Leiaute da placa de teste de face simples
Inicialmente, foi estabelecido uma velocidade de corte
durante a usinagem das trilhas e ilhas para deslocamento dos carros dos eixos X e Y de 1 mm/s, e para a entrada da fresa na placa (velocidade do eixo Z), também de 0,5 mm/s.
Estabeleceu-se para a geração do programa, que o primeiro processo de operação da fresadora será o de furação da placa e, posteriormente, o de fresamento. Esta configuração é realizada no software Target 3001! V15.

137
Durante todo o processo de usinagem foi utilizado um aspirador de pó, no intuito de eliminar os cavacos e o pó gerado.
Abaixo, é apresentada na Figura 6.2, uma foto da primeira placa usinada em sua totalidade (Furação + Fresamento).
FIGURA 6. 2 – Primeira placa usinada – (Placa de face simples)
Para fins de comparação e avaliação, foi também
confeccionada a mesma placa de PCI pelo método de corrosão, a Figura 6.3 mostra esta placa.
FIGURA 6. 3 – Placa feita pelo processo de corrosão para comparação entre a placa usinada

138
Entre as duas placas confeccionadas (Figura 6.2 e Figura 6.3) notam-se algumas diferenças.
A primeira diferença que se pode constatar é o fato da placa usinada não ter todas as partes de cobre que não são trilhas ou ilhas removidas da placa, já na placa feita pelo processo de corrosão, o cobre excedente é retirado.
Na realidade este fato não é um problema, pois se pode configurar a retirada total do cobre em excesso também para a placa usinada.
Este processo de retirada do cobre em excesso é configurado no software Target 3001! V15, e não foi estabelecido para a placa teste esta retirada por não haver necessidade.
Quando não é retirado o cobre em excesso da placa, o tempo total de usinagem diminui bastante.
Outro ponto de diferença entre as placas confeccionadas pode-se notar visualmente, o fato das linhas de contorno de trilhas e ilhas estarem muito mais retas e sem ondulações na placa usinada.
Já na placa feita por corrosão, notam-se pequenas imperfeições na linha de contorno das ilhas e trilhas.
Neste aspecto a placa usinada apresenta uma qualidade de acabamento muito melhor em relação à outra placa.
Outro ponto, que visualmente nota-se diferença entre as placas, está relacionado ao alinhamento dos furos dos componentes.
Na placa feita por corrosão, este alinhamento praticamente não existe, pois a realização dos furos é feita manualmente e os erros de alinhamento entre furos são bastante comuns, às vezes até gritantes.
Na Figura 6.4, é feita uma ampliação da imagem na área dos furos de inserção dos pinos de um circuito integrado, no qual o desalinhamento presente na placa feita por corrosão pode ser percebido.

139
Placa usinada Placa corroida
FIGURA 6. 4 – Diferenças de alinhamento entre furos presentes nas placas confeccionadas (placa usinada e placa feita por corrosão)
Nesta mesma Figura 6.4, percebe-se que a placa feita por
corrosão também apresenta um grande erro de descentralização entre o furo de montagem do componente em relação ao centro da ilha.
Já na placa usinada pela máquina fresadora CNC para prototipagem de PCI, não é percebido visualmente o erro de descentralização entre os furos e as ilhas.
Esta é uma característica de grande ganho de qualidade na placa feita pela máquina.
6.2.1. Caracterizando a qualidade da placa usinada
segundo a norma NBR 11470 Não foi intuito deste trabalho certificar as placas
confeccionadas pela máquina em termos normativos, mas a título de validação e comparação, foram realizados alguns ensaios de medição para uma verificação mais aprofundada da qualidade das placas usinadas.
Neste aspecto, a norma NBR 11470:1989 – “Aceitação de placas de circuito impresso dupla face ou face simples”, foi

140
consultada para verificação das condições exigíveis de qualidade para uma placa de PCI.
Esta norma dita e fixa as condições exigíveis para a aceitação em termos de qualidade de acabamento para as placas de circuito impresso de face simples ou dupla.
Ela caracteriza os defeitos em placas de PCI, especifica os valores e tolerâncias admissíveis e também referencia o método adequado a ser utilizado para que tais defeitos sejam convenientemente medidos.
Para que fosse possível realizar algumas medições nesta placa usinada, foi utilizado um projetor de perfil da Mitutoyo – PJ
300 (Figura 6.5) com resolução de 5 m.
FIGURA 6. 5 – Projetor de perfil Mitutoyo PJ300 utilizado para verificação de algumas características dimensionais da placa de PCI usinada
Durante estas medições, foram verificadas algumas
características dimensionais de furos, ilhas e trilhas na placa, no intuito de se verificar a potencialidade da máquina em relação à qualidade de acabamento.
Para uma verificação mais detalhada e criteriosa na certificação da placa, seriam necessários outros ensaios e haveria a necessidade de consulta a outras normas que ditam regras para realização de tal experimento.

141
Durante a usinagem de placas podem surgir defeitos relacionados à largura da trilha e imperfeições no diâmetro das ilhas.
O estreitamento da trilha e do diâmetro da ilha é um defeito causado, quando depois da fabricação suas dimensões não estão de acordo com o especificado no arquivo original de projeto da placa.
Conforme a norma NBR 11470:1989, uma placa de PCI, no que se refere ao projeto ou fabricação, pode ser classificada dentro de cinco classes de traçados diferentes, no que diz respeito a seus valores de tolerância (classes de I a V).
Estas classes de I a V, na verdade, refletem um progressivo grau de dificuldade de confecção e sofisticação. Para comparação dos valores medidos, será utilizada a classe III desta norma.
Primeiramente, parte-se do ponto de análise dos valores de tolerância mínimos permitidos para a largura de traçado.
Para cada classe de traçado, têm-se os valores de tolerância mínimos de largura nominal das pistas, sendo que o traçado dentro de uma classe pode ter larguras superiores às mínimas exigidas, contudo, dentro das tolerâncias da classe.
O defeito do estreitamento da ilha é caracterizado conforme a largura das trilhas, e segue as mesmas exigências.
Observa-se, na Tabela 6.1 da norma NBR 11470:1989, as tolerâncias em relação às trilhas e às ilhas, onde para placas de classe de traçado III tem-se como tolerância ± 0,10 mm.
TABELA 6. 1 – Tolerâncias na largura do traçado
Fonte: NBR 11470:1989
Para comparação e análise foram pegos aleatoriamente
seis pontos de traçado da placa, conforme Figura 6.6 para medição.

142
1
2
3
4
5
6
FIGURA 6. 6 – Pontos do traçado pegos aleatoriamente
Cada ponto de traçado (trilha) foi medido no projetor de
perfil e os resultados estão apresentados na Tabela 6.2.
TABELA 6. 2 – Valores obtidos na medição da largura do traçado das trilhas da placa usinada
Largura do traçado condutor
Trilha Valor referência (mm) Valor medido (mm) erro - (mm)
1 1,016 0,960 0,056
2 0,762 0,705 0,057
3 0,762 0,705 0,057
4 1,016 0,965 0,051
5 0,762 0,695 0,067
6 1,016 0,955 0,061
Ao observar os valores dos erros em relação ao valor de
referência (valor de largura de trilha no modelo CAD), é visto que estes valores estão todos dentro da tolerância de 0,1 mm da norma, em relação à classe de traçado estabelecida.

143
A Tabela 6.3 mostra as tolerâncias conforme a norma NBR 11470:1989 em relação ao posicionamento entre furos, que também é um parâmetro interessante de análise.
TABELA 6. 3 – Tolerâncias no posicionamento entre furos em função da
classe de traçado
Fonte: NBR 11470:1989
Cada ponto mostrado na Figura 6.7 da placa (furos de
ilhas) foi medido e os resultados estão apresentados na Tabela 6.4.
15
2
3
4
6
FIGURA 6. 7 - Pontos de verificação da distância entre furos pegos aleatoriamente na placa de PCI usinada

144
TABELA 6. 4 - Valores obtidos na medição da distância entre furos nos pontos especificados da placa usinada
Distância entre furos
Furos Valor referência (mm) Valor medido (mm) erro - (mm)
1 2,54 2,520 0,025
2 2,54 2,515 0,025
3 2,54 2,510 0,030
4 5,08 5,100 0,025
5 5,08 5,050 0,030
6 5,08 5,050 0,030
Também se observa que os valores dos erros em relação
ao valor de referência estão todos dentro da tolerância de 0,1 mm da norma para esta classe de traçado.
Por último, foram verificados mais dois parâmetros importantes em relação à qualidade de uma placa de PCI.
Estes parâmetros estão relacionados ao diâmetro das ilhas e à descentralização dos furos em relação às ilhas.
Na Figura 6.8 são mostrados os pontos na placa, onde foram verificados estes quesitos.
1
2
3
4
5
6
FIGURA 6. 8 - Pontos de verificação do diâmetro das ilhas e da
descentralização entre furos pegos aleatoriamente na placa de PCI usinada

145
A Tabela 6.5 mostra as tolerâncias conforme a norma NBR
11470:1989 em relação ao diâmetro das ilhas.
TABELA 6. 5 - Tolerâncias no diâmetro das ilhas
Fonte: NBR 11470:1989
Observam-se, na Tabela 6.6, que os valores obtidos estão
todos bem abaixo do valor de tolerância (0,1 mm) para esta classe de traçado.
TABELA 6. 6 - Valores obtidos na medição do diâmetro das ilhas
especificados na placa usinada
Diâmetro das ilhas
Ilha Valor referência (mm) Valor medido (mm) erro - (mm)
1 3,048 3,025 0,023
2 1,778 1,750 0,028
3 1,778 1,745 0,033
4 1,778 1,735 0,043
5 3,048 3,015 0,033
6 3,048 3,015 0,033
Na descentralização dos furos de montagem dos
componentes em relação a suas respectivas ilhas, a norma NBR 11470:1989 determina que para furos onde não haja metalização, esta tolerância deve ficar em ±0,15 mm para todas as classes de traçado.
Na Tabela 6.7, são mostrados os valores obtidos em relação à descentralização dos furos, especificados nos pontos da Figura 6.8 em relação a suas respectivas ilhas.

146
TABELA 6. 7 – Valores obtidos em relação à descentralização entre os furos e as ilhas na placa usinada
Descentralização dos furos em relação às ilhas
Furo/Ilha Valor medido
1 0,030
2 0,035
3 0,035
4 0,040
5 0,030
6 0,035
Por estes valores da Tabela 6.7, também é visto que em
relação à descentralização dos furos com as suas respectivas ilhas, todos os valores obtidos estão bem abaixo da tolerância permitida.
Nas Figuras 6.9 e 6.10, são mostradas duas fotos retiradas durante a medição no projetor de perfil, onde se verifica, visualmente, e de maneira ampliada, estas diferenças entre os dois métodos de confecção de PCI (usinagem pela fresadora CNC para prototipagem de PCI e corrosão por percloreto de ferro).
FIGURA 6. 9 – Foto da placa usinada pela fresadora CNC para prototipagem de PCI no projetor de perfil.

147
FIGURA 6. 10 - Foto da placa confeccionada por corrosão no projetor de perfil.
Na Figura 6.11, é mostrada mais uma foto da superfície da
placa usinada, onde, visualmente, se vê a qualidade de acabamento no contorno do traçado e na centralização entre furo/ilha.
FIGURA 6. 11 – Foto de uma determinada região da placa usinada no projetor de perfil

148
Outro ponto que foi avaliado diz respeito ao tempo total do processo de confecção da PCI pelos dois métodos e os resultados estão mostrados na Tabela 6.8
TABELA 6. 8 – Tempos de confecção das placas de PCI pelos dois métodos (usinagem pela fresadora CNC para prototipagem de PCI e
corrosão por percloreto de ferro)
Tempo total de Produção da PCI
Placa usinada pela máquina Placa confeccionada por corrosão (método convencional)
Processo Duração Processo Duração
Geração do Arquivo CAM (código G) 5 min.
Imprimir e estampar leiaute 10 min.
Preparação (Zeramento da referência dos eixos, fixação da placa, etc.) 5 min.
Banho no percloreto de ferro (corrosão) 35 min.
Furação 7 min. Furação 10 min.
Usinagem das trilhas 1 h 10 min
Tempo total 1 h 27 min. Tempo total 55 min.
Nesta comparação já se percebe claramente que o método de confecção por corrosão é mais rápido que o realizado pela máquina, fato este, já esperado pela baixa velocidade de usinagem utilizada.
Este tempo de usinagem na máquina pode aumentar, consideravelmente, dependendo do tamanho e da densidade de trilhas da placa, já no método de corrosão, este tempo não muda tão consideravelmente.
6.2.2. Confecção de placa de dupla face Como último teste de avaliação e validação da máquina, foi
realizado a usinagem do leiaute de uma placa de dupla face. Este leiaute (Figura 6.12), já por sua vez, foi desenvolvido
no software Protel DXP.

149
FIGURA 6. 12 - Leiaute da placa de teste de face dupla
Nas Figuras 6.13 e 6.14, é mostrada como ficou a placa de
dupla face usinada na máquina fresadora CNC para prototipagem de PCI.
FIGURA 6. 13 – Foto da camada superior de cobre (Cooper Top) da placa de dupla face usinada na fresadora CNC para prototipagem de PCI

150
FIGURA 6. 14 - Foto da camada inferior de cobre (Cooper Bottom) da placa de dupla face usinada na fresadora CNC para prototipagem de PCI
Na placa de dupla face, aparece um pequeno erro de descentralização entre furos/ilhas em um dos lados usinados da placa.
Este problema de descentralização em um dos lados está relacionado à fixação errada da placa de PCI na mesa de usinagem da fresadora, pois em usinagem de placas de dupla face há necessidade de se virar a placa durante a troca de face.
Neste processo de virar a placa não se tem um perfeito alinhamento com relação à posição anterior de fixação da placa na mesa da fresadora.
Este é um problema que deve ser resolvido futuramente, pois mesmo os furos estando desalinhados em relação a suas respectivas ilhas, não inutilizam a placa de PCI em relação ao seu funcionamento e nem em relação à solda dos terminais de seus componentes eletrônicos.

151
6.3. Considerações finais Por meio destes testes, pode-se concluir que a fresadora
CNC para prototipagem de PCI está validada a realizar a usinagem dos protótipos de placas de PCI do SENAI de Blumenau.
Mesmo apresentando alguns problemas em relação ao tempo de confecção de uma placa (alto tempo em relação ao método de corrosão), e descentralização entre furos/ilhas em placas de dupla face, pode-se confeccionar uma placa com qualidade superior ao método de corrosão.
As placas usinadas também mostraram que em referência a norma de aceitação de placas de circuito impresso (NBR 11470:1989), elas possuem um grande potencial de qualidade em virtude das tolerâncias dimensionais solicitadas por esta norma.
Os testes de certificação precisam passar por uma medição mais criteriosa, inclusive por equipamentos com resolução, mas, mesmo assim, os primeiros valores obtidos mostram seu potencial.
Volta-se a salientar que o intuito deste trabalho é de desenvolver (projetar e validar), uma máquina fresadora CNC para prototipagem de PCI para atender às demandas do SENAI de Blumenau, e não certificar as placas usinadas por esta máquina.
Assim, neste aspecto as placas usinadas foram consideradas de grande qualidade de acabamento e a máquina apta a realização da prototipagem de PCIs da escola.

152
CAP. 7 - CONCLUSÕES E SUGESTÕES PARA
TRABALHOS FUTUROS
Este trabalho apresentou o projeto de uma fresadora CNC para prototipagem de PCI, assim como os principais aspectos relacionados à construção desta máquina (protótipo).
No capítulo 2, foi apresentado um estudo relacionado aos processos de confecção de PCIs, e já no capítulo 3 foi abordado sobre o tema de máquinas-ferramenta CNC a 3 eixos, no intuito de conhecer alguns aspectos relacionados ao tema.
Para o projeto da fresadora CNC foi utilizado uma sistemática elaborada por Bertrán (2009), apresentado a sistemática no capítulo 4.
Como parte principal deste trabalho, o capítulo 5 traz todo o desenvolvimento do projeto da fresadora CNC para prototipagem de PCI.
Este projeto engloba cinco macro-fases (planejamento do projeto, projeto informacional, projeto conceitual, projeto preliminar e projeto detalhado), no qual cada macro-fase impacta diretamente no sucesso do projeto da máquina.
O uso de uma sistemática contribuiu muito para o sucesso do projeto, pois ela permitiu estabelecer um planejamento mais organizado das atividades a serem desenvolvidas.
Foi verificado que mesmo com o conhecimento de uma sistemática, cada projeto apresenta suas particularidades e assim a aplicação total da sistemática pode não acontecer.
Mesmo assim, o seu conhecimento, auxiliou consideravelmente, durante cada tomada de decisão, facilitando o desenvolvimento do projeto.
Durante a macro-fase do projeto informacional foi possível estabelecer e classificar cada uma das principais especificações da máquina.
Com estas informações obtidas no projeto informacional, na macro-fase do projeto conceitual foi possível desenvolver as concepções de cada subsistema da máquina, onde ao final desta fase (projeto conceitual) a concepção mais promissora para o sucesso do projeto foi avaliada e assim escolhida.

153
Na macro-fase do projeto preliminar, pode-se modelar cada subsistema da máquina, listando cada componente, facilitando a etapa de montagem do protótipo.
Na macro-fase do projeto detalhado, foi realizado o detalhamento das especificações dos componentes da máquina, com o dimensionamento dos seus principais elementos e com suas respectivas características (dimensões, fornecedor, custo de aquisição, processo de fabricação, etc.). Nesta macro-fase também foi abordado sobre a construção e configuração de cada subsistema da máquina.
Durante os testes foi comprovado por meio da usinagem de placas de PCIs (face simples e dupla), que a máquina possui capacidade de desenvolver protótipos de placas de PCI com qualidade conforme a necessidade da escola.
Mesmo assim, durante estes testes, foi verificada a necessidade de correção de alguns fatores relacionados ao projeto da máquina.
Fatores como, a velocidade do motor spindle, que deve ser aumentada (verificar possibilidade de troca do motor), pois em alguns casos houve a quebra da ferramenta (fresa), quando a mesma era de pequeno diâmetro (menores que 0,8 mm).
Este fator, também possibilitará usinagem de placas com uma velocidade de deslocamento dos carros de movimentação linear maior. Assim poderá, também, ser diminuído o tempo de usinagem total de uma placa de PCI.
Uma futura troca do spindle, está relacionado à quebra da ferramenta (fresa), pois fresas com diâmetros muito pequenos, necessitam de uma velocidade de rotação muito elevada.
Também, haverá possibilidade de se trabalhar com fresas de diâmetros menores dos que foram utilizados durantes os testes.
Outro fator a ser analisado e melhorado, é a fixação da placa na mesa de fresamento, pois para placas de dupla fase, a fixação utilizada trouxe erros de alinhamento entre furos/ilhas presentes nos dois lados da placa.

154
7.1. Sugestões para Trabalhos Futuros Com o estudo do projeto e da validação da máquina
fresadora CNC para prototipagem de PCIs, foi possível verificar a necessidades de se realizar alguns trabalhos e experimentos.
Estes trabalhos e experimentos não puderam ser realizados devido ao tempo e ao escopo desta dissertação, e assim, ficam aqui registrados como sugestão para trabalhos futuros.
Realizar a certificação das placas usinadas por meio de normas e padrões de qualidade internacionais;
Comparar as placas usinadas pela máquina com outras máquinas de fornecedores reconhecidos pelo mercado.
Estudar a interferência dos erros geométricos de uma fresadora CNC para prototipagem de PCI, na qualidade final das placas usinadas;
Desenvolver e implementar um sistema de fixação de placas de PCI, na mesa de usinagem da fresadora CNC para prototipagem, no qual o mesmo permita o correto alinhamento entre furos/ilhas no caso de usinagem de placas de face dupla;
Este sistema de fixação também deve garantir a planicidade da placa durante a fixação em relação à mesa, pois foi verificado, que no caso de placas com grandes dimensões, existe um pequeno empenamento na placa que pode causar imperfeições de usinagem e assim comprometer a sua qualidade de acabamento final.
Desenvolver um sistema de sucção dos cavacos gerados durante a usinagem de placas de PCI e aumentar a velocidade de corte com a utilização de um spindle de velocidade maior do que o que foi utilizado por este trabalho.

155
REFERÊNCIAS
AKIYAMA 2011 Akiyama, Manual do motor de passo AK57H/3-1.8, 2011. Disponível em: http://www.akiyama-automacao.com.br/movimentacao/ak57h-3-1.8.html. Acessado em: 25/10/2011
AKIYAMA 2011 Akiyama, Manual do usuário do driver AKDMP5-3.5A, Rer. 3. 2011. Disponível em: http://www.akiyama-automacao.com.br/comandos/akdmp5-3.5a.html. Acessado em: 25/10/2011
ANACOM 2012, Informações do Fornecedor – Prototipadora CNC LPKF ProtoMat E33. 2012. Disponível em: http://www.anacom.com.br/produtos/detalhes/?p=00000001100&sc=00000000322&page=principal. Acessado em: 23/02/2012
ARTSOFT 2012 Artsoft, Mach3Mill Install and Config Guide. 2012. Disponível em: http://www.machsupport.com/. Acessado em: 24/02/2012
Associação Brasileira de Normas Técnicas - ABNT. NBR 11470: Aceitação de placas de circuito impresso dupla face ou face simples - Especificação. Rio de Janeiro, 1989. 22 p.
Associação Brasileira de Normas Técnicas - ABNT. NBR 8188: Guia de projeto e uso da placa impressa – Procedimento. Rio de Janeiro, 1983. 29 p.
BACK, Nelson; OGLIARI, André; DIAS, Acires; DA SILVA, Jonny Carlos. Projeto Integrado de Produtos, Universidade Federal de Santa Catarina, Florianópolis, Manole, 2008.
BERTRÁN, Javier Andrés Reckmann. Sistematização do Processo de Projeto em Automação de Máquinas Cartesianas com Acionamento Eletromecânico - Ênfase no Posicionamento. 2009. 150 f. Dissertação (Mestrado em Engenharia Mecânica) - Universidade Federal de Santa Catarina, Florianópolis, 2009.

156
BRENES, ARTURO. Modernização e análise dinâmica de uma máquina-ferramenta NC, Dissertação (Mestrado em Engenharia Mecânica), Universidade Federal de Santa Catarina, Florianópolis, 1994.
BRUNE, Osmar, Comando Numérico Computadorizado. Revista Mecatrônica Atual, nº 4, p. 52-59, Jun, 2002.
CAPELLI, Alexandre. Automação industrial: controle do movimento e processos contínuos. São Paulo (SP): Érica, 2008. 236 p.
DORO, Marcos Marinovic. Sistemática para Implantação da Garantia da Qualidade em Empresas Montadoras de Placas de Circuito Impresso. 2004. 152 f. Dissertação (Mestrado em Metrologia) - Universidade Federal de Santa Catarina, Florianópolis, 2004.
HIWIN 2010 HIWIN, Ballscrews – Technical Information, 2010. Disponível em: http://www.hiwin.com.tw/index.aspx. Acessado em: 16/08/2011
MECTROL 2011 Mectrol, Catálogo do Fornecedor - Fusos de Esferas Retificados. 2011. Disponível em: http://www.mectrol.com.br/produto/fusos-de-esferas-retificados. Acessado em: 16/08/2011
MECTROL 2011 Mectrol, Catálogo do Fornecedor - Guia Linear Modelo EG. 2011. Disponível em: http://www.mectrol.com.br/produto/guia-linear-modelo-eg. Acessado em: 16/08/2011
MECTROL 2011 Mectrol, Catálogo do Fornecedor - Mancais para Fusos de Esferas. 2011. Disponível em: http://www.mectrol.com.br/produto/mancais-para-fusos-de-esferas. Acessado em: 16/08/2011
MECTROL 2012 Mectrol, Sistema de Movimentação Integrado. 2012. Disponível em: http://www.mectrol.com.br/video. Acessado em: 20/02/2012

157
MEHL, E. L. de Mattos. Projeto de Placas de Circuito Impresso com o Software EAGLE - 1ª PARTE: Conceitos Fundamentais Sobre Placas de Circuito Impresso (PCI) Disponível em: http://www.eletrica.ufpr.br/mehl/pci/pci.html. Acessado em: 10/02/2012
MELO, P. R. S., GUTIERREZ, R. M. V., RIOS, E. C. D. Placas de Circuito Impresso: Mercado Atual e Perspectivas. BNDES Setorial, Rio de Janeiro, n. 14, p. 111-136, set. 2001
MELO, P. R. S., GUTIERREZ, R. M. V., ROSA, S. E. S. Complexo eletrônico: O Segmento de Placas de Circuito Impresso. BNDES Setorial, Rio de Janeiro, n. 7, p. 93-108, mar. 1998.
MICROCHIP, PIC16F870/1 Datasheet. Disponível em: www.microhip.com. Acessado em 12/02/2012
NORMA PARA APRESENTAÇÃO DE TRABALHOS ACADÊMICOS DO IFSC – RESOLUÇÃO CEPE/IFSC Nº: 0119. Florianópolis: IFSC, 2011.
PACHECO, Nazareno de Oliveira. Projeto e Implementação de um Controlador Numérico Computadorizado Aberto Baseado em STEP-NC. 2009. 89 f. Dissertação (Mestrado Profissional em Engenharia Elétrica) - Universidade do Estado de Santa Catarina, Joinville, 2009.
PAHL, Gerhard; BEITZ, Wolfgang. Engineering design: a systematic approach. Glasgow, Springer Verlag, 1996.
PAHL, Gerhard, BEITZ, Wolfgang. Projeto na Engenharia, tradução por Hans Andreas Werner. 6ª edição alemã, 2004.
PANSIERA, P. E., Retrofitting. Revista Mecatrônica Atual, p. 48-54, 2002.
PAZOS 2002 PAZOS, F. Automação de Sistemas e Robótica. 1.ed. Rio de Janeiro: Axcel Books, 2002.

158
PEREIRA, Guilherme Geraldo, LAZZARIS, Rogério Antônio, AVIZ, Daniel. Apostila - Tecnologias Aplicadas e Comando Numérico Computadorizado. Florianópolis: SENAI/SC DR, 2006. 171p.
PEREIRA, Milton. Metodologia de Projeto para Sistemas Mecânico de Precisão Reconfiguráveis. 2004. 169 f. Tese (Doutorado em Engenharia Mecânica) - Universidade Federal de Santa Catarina, Florianópolis, 2004.
ROMANO, LEONARDO. Modelo de referência para o processo de desenvolvimento de máquinas agrícolas. Tese (Doutorado), Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina, Florianópolis, 2003.
SOUSA, Flavia Maria Guerra de. Controle de Fresadora para a Prototipagem de Circuitos Impressos. 1998. 160 f. Dissertação (Mestrado em Engenharia Elétrica) - Universidade Estadual de Campinas, Campinas, 1998.
SOUZA, Adriano Fagali de; ULBRICH, Cristiane Brasil Lima. Engenharia integrada por computador e sistemas CAD/CAM/CNC: princípios e aplicações. São Paulo (SP): Artliber, 2009. 332 p.
THK 2012 THK, Examples of Selecting a Ball Screw. Disponível em: https://tech.thk.com/. Acessado em: 02/23/2012
TURBAN E. e RAINER 2003 TURBAN E. E RAINER R. e. P. R., Administração da Tecnologia da Informação (TI): Teoria e Prática – Introduction to Information Technology. 1. ed. Rio de Janeiro: Campus, 2003.





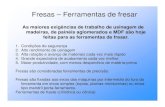




![@FRESAS AULA 1.ppt [Modo de Compatibilidade] · As fresas de topo são usadas para facear, ranhurar, executar bolsões, rebaixos, matrizes, gravações, rasgos de diferentes tipos](https://static.fdocumentos.com/doc/165x107/5bc8715309d3f22f268cfed1/fresas-aula-1ppt-modo-de-compatibilidade-as-fresas-de-topo-sao-usadas-para.jpg)





