ROQUE HUDSON IZIDORO UM ESTUDO DE CASO DE … · laugeni, 2003). Esse conceito mostra o norte que...
112
0 ROQUE HUDSON IZIDORO UM ESTUDO DE CASO DE AUMENTO DE PRODUTIVIDADE UTILIZANDO O ÍNDICE OEE NAS INDÚSTRIAS MICHELETTO S.A CANOAS, 2012
-
Upload
phamnguyet -
Category
Documents
-
view
212 -
download
0
Transcript of ROQUE HUDSON IZIDORO UM ESTUDO DE CASO DE … · laugeni, 2003). Esse conceito mostra o norte que...
0
ROQUE HUDSON IZIDORO
UM ESTUDO DE CASO DE AUMENTO DE PRODUTIVIDADE UTILI ZANDO O ÍNDICE OEE NAS INDÚSTRIAS MICHELETTO S.A
CANOAS, 2012

1
ROQUE HUDSON IZIDORO
UM ESTUDO DE CASO DE AUMENTO DE PRODUTIVIDADE UTILI ZANDO O
ÍNDICE OEE NAS INDÚSTRIAS MICHELETTO S.A
Trabalho de conclusão apresentado para a banca examinadora do curso de Administração de Empresas do Centro Universitário La Salle – Unilasalle, como exigência parcial para a obtenção do grau de Bacharel em Administração de Empresas – Habilitação Serviços.
Orientação: Profº.M.e. André Seidel
CANOAS, 2012

2
ROQUE HUDSON IZIDORO
UM ESTUDO DE CASO DE AUMENTO DE PRODUTIVIDADE UTILI ZANDO O
INDICE OEE NAS INDÚSTRIAS MICHELETTO S.A
Trabalho de conclusão aprovado como requisito parcial para a obtenção do grau de Bacharel em Administração de Empresas – Habilitação Serviços.
Aprovado pela banca examinadora em de novembro de 2012.
_______________________________________________
Profº. M.e. André Seidel
UNILASALLE
_______________________________________________
Prof.º Telmo Telles
UNILASALLE

3
Dedico este trabalho ao meu Prof. M.e. André Seidel pelo companheirismo, disposição e competência profissional que demonstrou durante toda á orientação, não medindo esforços na busca de um bom resultado. A todas as pessoas que participaram e me acompanharam nessa caminhada para a vitória.

4
AGRADECIMENTO
Agradeço em primeiro lugar a Deus pela vida, saúde e força que me fez
nunca desistir da realização do meu sonho, mesmos nos momentos de angústias e
de dúvidas.
Agradeço aos meus pais pela base de ensino que me proporcionaram, pois
sem ela não seria possível essa conquista.
Agradeço a minha esposa e aos meus filhos pelo apoio e compreensão de
minha ausência em tantos momentos importantes que não voltam mais.
Agradeço aos professores pela parceria em compartilhar seus conhecimentos
e pelas lições de vida e experiências.
Agradeço aos parentes e amigos pelo incentivo e confiança que sempre
demonstraram.
Agradeço ao Professor Ms. André Seidel, que não só na orientação do
trabalho de conclusão, mas sim, desde a primeira cadeira ministrada, sempre
demonstrou ser uma pessoa interessada no aprendizado do aluno, exigente, porém
companheiro. Que não só fez uma orientação e sim me ensinou a como ver
oportunidades em vez de só enxergar problemas.
Agradeço aos colegas de cursos, alguns que hoje não são colegas e sim
verdadeiros amigos, que sempre estiveram juntos e dispostos a ajudar nas
necessidades.
Agradeço á empresa Micheletto S.A que para mim não é apenas o lugar onde
trabalho e sim em meus últimos 24 anos, o meu segundo lar, que sempre me
apoiou, incentivou e é grande responsável por essa minha conquista.
Agradeço aos colegas de empresa, ou como chamamos, todos os membros
da família Micheletto, pois para nós seus funcionários é assim que nos sentimos.
Agradeço especial aos colegas de trabalho, Edmar da Silveira Oliveira,
Cristian Oliveira da Silva, Roberto Junior, Renata Grzewinski e Oneidi Flores que
ajudaram em muito a realização desse estudo de caso e que proporcionou um
grande resultado.
Aos verdadeiros amigos, que sem esses a vida também não teria graça e que
certamente essa minha conquista também lhes farão felizes.

5
“A persistência é o menor caminho do êxito.”
(Charles Chaplin)
6
RESUMO
O trabalho desenvolvido tem como objetivo descrever e analisar a implementação do
indicador de eficiência global de equipamentos (OEE – Overall Equipment
Effectiveness) como forma de gestão, de definição de melhorias e auxiliar no
processo de alavancagem da produtividade. Como objetivo principal, buscou-se
estudar e desenvolver o indicador de OEE em equipamentos restritivos da produção.
O estudo fez uso do cálculo do OEE e as perdas envolvidas no processo que estão
inseridas dentro do conceito da TPM – Total Productive Maintenance.
Com base no estudo de caso desenvolvido em 14 equipamentos, comprovou-se que
os resultados nestes equipamentos apresentaram melhorias nos valores de OEE.
Outro resultado percebido foi o comprometimento dos colaboradores na busca das
causas raízes dos problemas e nas sugestões das ações, criando uma mudança
organizacional positiva em busca do aumento de eficiência e produtividade da
organização.
Palavras Chaves: Eficiência Global. OEE - Overall Equipment Effectiveness.
Manutenção. Total Productive Maintenance.
7
ABSTRACT
This paper was developed with the aim to describe and analyze the implementation
of OEE index (Overall Equipment Effectiveness) as a way of management,
improvement definition and help the process of production increase. As main goal,
the OOE index was studied and developed in restrictive equipments of production.
The study made use of OEE math and lost involved in the process inserted inside the
concept of TPM – Total Productive Maintenance.
Based on the case study developed in 14 equipments, it was possible to prove that
results in these equipments shown improvements in the OEE values. Another result
was the commitment of employees in search of root causes of problems and
suggestion of actions, creating a positive organizational change in search of the
increase of efficiency and productivity of organization.
Key words: Global efficiency, OEE – Overall Equipment Effectiveness, Maintenance,
Total Productive Maintenance

8
LISTA DE FIGURAS
Figura 1 – O gráfico Mix x Demanda e Distribuição no Mercado. ............................. 17
Figura 2 – Fluxograma do Processo Produtivo ......................................................... 20
Figura 3 – Comparativo Custo Nacional x Importado ................................................ 22
Figura 4 – Planilha controle de Rendimento Operacional ......................................... 25
Figura 5 - Os pilares de sustentação da TPM ........................................................... 38
Figura 6 - Relacionamento entre as entradas e saídas nas atividades de produção 39
Figura 7 - Diferença entre perdas crônicas e perdas esporádicas ............................ 44
Figura 8 - Relacionamento entre o OEE e seus índices e perdas ............................. 47
Figura 9 - Cálculo de eficiência global de um equipamento ...................................... 49
Figura 10 – Modelo de cálculo do OEE. .................................................................... 50
Figura 11 – As diferenças entre pesquisa qualitativa e quantitativa .......................... 58
Figura 12 – Fluxo de desenvolvimento da pesquisa. ................................................ 63
Figura 13 – Fluxograma de desenvolvimento do estudo ........................................... 66
Figura 14 – Identificação de restrição das prensas médias. ..................................... 68
Figura 15 – Identificação de Restrição Laminadoras Pequenas ............................... 71
Figura 16 - Gráfico Piloto Prensa Médias Outubro-2011 ........................................... 74
Figura 17 - Gráfico Piloto Laminadoras Pequenas Outubro-2011 ............................. 75
Figura 18 – Codificação das Perdas ......................................................................... 76
Figura 19 – Diagrama de Ishikawa prensa médias ................................................... 83
Figura 20 – Diagrama de Ishikawa laminadoras pequenas. ...................................... 86
Figura 21 - Monitoramento OEE maio, junho e julho Prensas Médias. ..................... 90
Figura 22 – Monitoramento maio, junho e julho OEE de laminadoras pequenas. ..... 92
Figura 23 – Monitoramento junho, julho e agosto - OEE de Prensas Médias ........... 94
Figura 24 – Monitoramento junho, julho e agosto OEE de Laminadoras Pequenas. 95
Figura 25 – Monitoramento julho, agosto e setembro OEE das Prensas Médias ..... 96
Figura 26 – Monitoramento julho, agosto e setembro OEE das Laminadoras
Pequenas .................................................................................................................. 97
Figura 27 – Monitoramento OEE – Prensas Médias – Setembro 2012 .................... 98
Figura 28 – Monitoramento OEE – Laminadoras Pequenas – Setembro 2012 ......... 99
Figura 29 – Paradas nas Prensas Médias .............................................................. 100
Figura 30 – Paradas nas Laminadoras Pequenas ............................................... ...101

9
LISTA DE QUADROS
Quadro 1 - Tabela Funcionários LAM ....................................................................... 61
Quadro 2 - Tabela Funcionários PEP ........................................................................ 61
Quadro 3 – Informações Técnicas dos Recursos ...................................................... 69
Quadro 4 – Previsão para o mês de outubro- Máq. OEE .......................................... 69
Quadro 5 – Produção com rendimento de 49% - outubro de 2011 ........................... 70
Quadro 6 – Capacidade 100% - Teórica ................................................................... 70
Quadro 7 – Resumo de atendimento – Outubro de 2011 .......................................... 70
Quadro 8 – Informação Técnica dos Recursos ......................................................... 72
Quadro 9 – Previsão Para Outubro ........................................................................... 72
Quadro 10 – Produção com rendimento de 35,57% - Outubro 2011 ........................ 72
Quadro 11 – Capacidade 100% (Teórica) ................................................................. 73
Quadro 12- Brainstorming Prensas Médias............................................................... 79
Quadro 13 - Brainstorming Laminadoras Pequenas ................................................. 81
Quadro 14 – Plano de Ação OEE Prensas ............................................................... 84
Quadro 15 – Plano de Ação Manutenção Prensas ................................................... 85
Quadro 16 – Plano de Ação OEE .............................................................................. 87
Quadro 17 – Plano de Ação Manutenção LAM ......................................................... 88
Quadro 18 – Plano de Ação - Setup Prensas Médias. .............................................. 91
Quadro 19 – Plano de Ação - Setup Laminadoras Pequenas ................................... 93
Quadro 20 – Resultados Finais OEE prensa médias .............................................. 101
Quadro 21 – Resultados Finais OEE laminadoras pequenas ................................. 102
10
LISTA DE TABELAS
Tabela 1 - As quatro etapas do desenvolvimento da PM .......................................... 35
Tabela 2 - Metas de melhoria para perdas ................................................................ 45
11
SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 13
2 DEFINIÇÃO DO PROBLEMA ........................... ..................................................... 15
2.1 Caracterização da organização e seu ambiente .. ........................................... 15
2.1.1 Histórico da Organização ................................................................................. 15
2.2 Delimitação e Definição do Problema............ .................................................. 21
2.3 Justificativa ................................. ....................................................................... 26
2.3.1 Quanto à importância ....................................................................................... 26
2.3.2 Quanto à oportunidade ..................................................................................... 27
2.3.3 Quanto à viabilidade ......................................................................................... 27
3.1 Objetivo geral ................................ .................................................................... 29
3.2 Objetivos específicos.......................... .............................................................. 29
4 REVISÃO BIBLIOGRÁFICA ........................... ....................................................... 30
4.2 A Manutenção Produtiva Total (TPM) ............ .................................................. 34
4.3 Indicador de Eficiência Global dos Equipamentos - OEE .............................. 40
4.4 Tipos de Paradas de Equipamentos e Método de Co leta de Dados ............. 51
4.5 Mudança Organizacional ........................ .......................................................... 52
5 METODOLOGIA ..................................... ............................................................... 57
5.1 Delineamento do tipo de estudo ................ ...................................................... 57
5.2 Delineamento da área alvo de estudo ........... .................................................. 60
5.4 Plano de análise de dados ..................... ........................................................... 63
6 DESCRIÇÃO E ANÁLISE DOS DADOS ................... ............................................ 67
6.1 Descrição da implementação de um controle de ef iciência operacional
utilizando a ferramenta OEE nas Indústrias Michelet to S.A ................................ 67
6.1.1 Seleção dos equipamentos a serem monitorados ............................................ 67
6.1.2 Seleção dos operadores de máquinas para participação no OEE ................... 73
6.1.3 Medição da situação atual através da aplicação de um piloto de monitoramento
– OEE – 1 mês. ......................................................................................................... 74
6.1.4 Seleção e treinamento de todas as pessoas envolvidas no processo produtivo
na ferramenta OEE. .................................................................................................. 77
6.1.5 Aplicação do Brainstorming .............................................................................. 78
6.1.6 Elaboração do plano de ação e execução das ações ...................................... 81

12
6.2 Análise dos resultados alcançados com a aplicaç ão do monitoramento
OEE. .......................................................................................................................... 89
6.2.1 Monitoramento do resultado da aplicação ........................................................ 89
6.3 Processo de mudança das práticas organizacionai s após implementação
do OEE ............................................ ....................................................................... 103
6.4 Ações para consolidação do monitoramento OEE .. .................................... 106
7 CONCLUSÕES .................................................................................................... 107
7.1 Limitações e recomendações de estudos futuros . ...................................... 108
7.2 Limitações do estudo........................... ........................................................... 108
7.3 Recomendações de estudos futuros .............. ............................................... 108
REFERÊNCIAS ....................................................................................................... 109

13
1 INTRODUÇÃO
No contexto dos dias atuais, com a abertura de mercado e com a vinda da
globalização bate à porta da organização a alta competitividade do mercado.
Para a empresa é necessário que maximize os seus processos no sentido de
atingirem os maiores índices possíveis de eficiência industrial. As organizações
devem concentrar seus esforços no sentido de terem preços competitivos, mas
conjuntamente terem processos industriais competitivos (HANSEN, 2006).
De acordo com Hansen (2006), para que a organização consiga ser
competitiva tem que ter uma gestão corporativa voltada para resultados
operacionais, um controle rigoroso de custos industriais para atender as
necessidades do mercado e enfrentar a concorrência.
A visão estratégica da organização é fundamental, combinada com a
preparação do seu quadro operacional. Juntos devem formar um sistema corporativo
com objetivos claros, com metas definidas e estrutura adequada, buscando uma
administração da produção coesa e que possa dar base concreta para sustentação
ao processo produtivo, de maneira eficaz.
A Administração da Produção é entendida como o conjunto de atividades que
transformam um bem em outro, agregando mais utilidade e valor (MARTINS ;
LAUGENI, 2003). Esse conceito mostra o norte que as empresas devem seguir,
conceitua o objetivo principal de uma organização, que é agregar valor a um produto
e obter lucro.
O cliente quer produtos com valor agregado e somente paga se perceber o
valor do produto. Torna-se necessário eliminar qualquer custo de produção que não
traga benefício ou diferencial competitivo, seja de qualidade ou desempenho.
A Micheletto atua no mercado de parafusos, com foco em itens especiais,
onde trabalha com lotes pequenos de produção. Para que possa manter a
competitividade necessita de um alto grau de eficiência de seus processos.
A eficiência de um processo produtivo pode ser medido utilizando uma
ferramenta denominada OEE1 que atua diretamente na medição da eficiência global
dos equipamentos e processos produtivos disponibilizando dados para a tomada de
decisão.
1 OEE – Eficiência Global dos Equipamentos (Overall Equipment Effectiveness).
14
Diante do exposto, o estudo de caso apresentará a aplicação de uma
ferramenta gerencial OEE que buscará identificar os pontos fracos que necessitam
de ações corretivas tanto no processo produtivo como no processo administrativo da
produção. E assim auxiliar a empresa na manutenção da sua competitividade.
15
2 DEFINIÇÃO DO PROBLEMA
Neste capítulo será apresentada a organização foco desse estudo: suas
características, seu ambiente de atuação, a situação problema a ser respondida e a
justificativa do estudo proposto.
2.1 Caracterização da organização e seu ambiente
A empresa Indústrias Micheletto S.A atua no ramo de metalurgia na fabricação
e comercialização de parafusos, apresentando soluções em fixação aos mais
exigentes segmentos das indústrias automobilísticas, moveleira, linha branca
(eletrodomésticos) e eletrônicos, com ênfase aos itens especiais.
2.1.1 Histórico da Organização
Indústria Micheletto S.A. Conhecida no mercado pelo seu nome fantasia Mitto
está situada em Canoas – RS e no ano de 2012 completou 100 anos de existência.
As informações prestadas abaixo foram extraídas do site confiável da empresa.
Fundada em 1912 pelos irmãos Ruggero e Cypriano Micheletto, na cidade de
Porto Alegre, onde o negócio começou com a produção de tornos mecânicos, neste
segmento foram pioneiros no Brasil. Em 1918 surge a idéia de produzir parafusos,
que era uma necessidade não atendida na época, para isso se fez necessária a
fabricação de máquinas adequadas e em 1919 iniciou a fabricação de parafusos
com maquinário de fabricação própria (prensa e laminadora) quando os primeiros
(prensas e laminadoras). Quando os primeiros parafusos MITTO chegaram ao
mercado, rapidamente o negócio tornou-se nacional e internacional. Em 1935
fabricou o primeiro torno mecânico paralelo Micheletto.
Devido a alta demanda e a necessidade de uma estrutura maior, em 1962 as
instalações da empresa mudaram-se para Canoas – RS. Assumiu no ano seguinte a
denominação de Indústrias Micheletto S.A. Na década de 70 abriu uma Unidade de
produção em Contagem - MG, as quais participaram da demanda de 25% do
mercado brasileiro na década de 90 no segmento de parafusos fendados. Neste
período a empresa abriu seu capital ao mercado de ações, porém o controle
acionário ficou com os integrantes da família.

16
Firmou contrato de transferência de tecnologia com a empresa francesa
RAMO, para fabricação no Brasil do torno RAMO A-42 no ano de 1974 e iniciou a
fabricação no ano seguinte e em 1977 iniciou a fabricação e comercialização de
atuadores eletromecânicos.
No ano das comemorações do 75º aniversário da fundação de Indústrias
Micheletto S.A. em 1987, foi iniciada a fabricação dos rebites de repuxo,
incorporando-se a gama de produtos de linha da empresa.
Em janeiro de 1997 a Micheletto foi certificada na ISO 9002 e em outubro de
1999 na QS 9000 pela ABS Quality Evaluations na Planta de Canoas.
A planta de Canoas possui certificação da ISO/TS 16949 versão 2009. São as
diretrizes da ISO/TS que norteiam atualmente as políticas adotadas pela empresa.
Em 2004, a MITTO, em virtude de redução de custos e aumento de
produtividade geral, parou de fabricar rebites, vendendo os equipamentos e
negociando estoque. Em 2005 encerrou suas atividades na filial de Contagem - MG
para concentrar sua produção em Canoas, sendo que a decisão foi tomada após a
empresa ter suas ações vendidas a um grupo brasileiro do setor metal-mecânico,
reestruturando assim a administração da empresa.
A Empresa possui atualmente uma estrutura composta por uma unidade
industrial em Canoas/RS/Brasil e um escritório comercial em São Paulo/SP/Brasil,
contando com aproximadamente 270 funcionários.
A Micheletto foi sempre reconhecida no mercado pelo seu diferencial de
qualidade incorporado aos produtos produzidos. A Mitto apresenta suas opções
profissionais de parafusos para diversos segmentos como as indústrias moveleira,
automotiva, de eletrodomésticos, eletroeletrônicos, materiais elétricos, construção
civil, brinquedos, utensílios, lazer e comércio em geral. A empresa mantêm os
mesmos itens de controle e padrões de qualidade dos produtos produzidos,
independente do ramo a que se destina.
Em relação ao seu portfólio de produtos, a Mitto atua tanto no segmento dos
itens standard, chamados de lista quanto no segmento de itens especiais,
fornecendo e desenvolvendo produtos para empresas nacionais e multinacionais.
A Micheletto disponibiliza 95% da sua produção para o mercado nacional onde
se dividindo em dois segmentos, parafusos Standard2 (parafusos que seguem
2 Parafusos Standard – são parafusos que seguem especificações de determinadas normas nacionais
(ABNT) ou internacionais como normas DIN- Alemã ou da japonesa JIS. Parafusos especiais: são

17
especificações das normas DIN ou JIS) e parafusos que seguem especificações
especiais de acordo com projeto do cliente. Quanto ao faturamento 95% fica no
mercado nacional e o restante cabe a exportações que ocorrem para países como:
Argentina, Uruguai, Equador, Costa Rica, México, EUA e África do Sul.3
Figura 1 – O gráfico Mix x Demanda e Distribuição no Mercado.
Fonte: Autoria própria, 2012.
A figura 1 acima demonstra que 70% da linha do Mix de produção da
Micheletto são dedicadas a linha de parafusos especiais.
parafusos com especificações fora das normas e geralmente seguem projetos específicos dos clientes, com desenhos específicos para aplicações especiais.
3 Informações do histórico da organização podem ser verificadas na site da empresa. Disponível em: <www.micheletto.com.br.>
18
Da fatia de itens especiais no mercado a Micheletto detém 30%, onde almeja
crescer 5% ao ano, através da competitividade.
Missão
Oferecer soluções em fixação, com tecnologia e qualidade adequadas,
buscando superar as expectativas de clientes e usuários, atingindo competitividade
internacional, com rentabilidade que viabilize a expansão da empresa.
Princípios
Cliente: Nossa prioridade: Todos os nossos esforços têm como prioridade
suprir as necessidades de nossos clientes em qualidade, atendimento, custo e
serviços.
Pessoas: Agentes de nosso desenvolvimento: O nosso desenvolvimento está
baseado no trabalho e dedicação de nossos profissionais que merecem o maior
respeito e reconhecimento.
Lucro: Nosso foco permanente: A busca contínua da rentabilidade visa garantir
o retorno dos investimentos e a perpetuação da empresa. O lucro é, assim, o nosso
foco permanente.
Confiabilidade: Nosso compromisso: A relação da empresa com seus públicos,
interno e externo, tem contribuído para formar e consolidar a sua imagem. Prazos de
entrega e qualidade são fatores de confiança e compromisso da equipe.
Marca Mitto: Tradição e qualidade: Desde 1912 qualidade tem sido uma
constante nos serviços e produtos da Micheletto, que chegam ao mercado com a
marca MITTO. Cabe a nós manter esta tradição ao longo dos anos.
Inovação e Atualização: Busca constante: A inovação tecnológica e a
atualização dos processos e sistemas são fatores determinantes de competitividade.
Agilidade e Flexibilidade: Nosso desafio: Agilidade e flexibilidade nas decisões
e rapidez na implementação das ações são nosso desafio.
Meio Ambiente: Comprometimento com sua preservação: O futuro de todos
nós está intimamente ligado ao meio ambiente. Devemos, pois, estar comprometidos
com sua preservação para assegurar a melhoria das condições de vida da
humanidade.
19
Diretrizes
1. Por em prática a política de representação de vendas por estados.
2. Intensificação de vendas indústria (itens especiais).
3. Redução dos custos dos itens de lista para melhorar competitividade.
4. Direcionamento do Parque Fabril para o atendimento de itens especiais, no
intuito de aumentar margem.

20
Figura 2 – Fluxograma do Processo Produtivo
Fonte: Autoria própria, 2012.
21
A figura 02 representa o fluxograma completo de todo o processo produtivo da
fabricação de parafusos.
Ambiente
Os Produtos fabricados pelas Indústrias Micheleto S.A encontram-se em todo o
mercado nacional que corresponde a 95% do faturamento e o restante cabe a
exportações que ocorrem para países como: Argentina, Uruguai, Equador, Costa
Rica, México, EUA e África do Sul, proporcionando aos seus clientes fixação com
confiabilidade.
2.2 Delimitação e Definição do Problema
Segundo Hansen (2006), as fábricas se esforçam para serem eficazes com os
mínimos custos possíveis. Complementa ainda o autor que esse esforço é exigido
no ambiente de mudanças dos dias atuais, quando os clientes demandam produtos
com qualidade e com valor agregado. Neste contexto algumas fábricas alcançam e
mantêm um alto nível de produtividade com baixos custos de produção, utilizam uma
abordagem disciplinada para identificar as principais melhorias a serem realizadas.
Complementa o autor que ao atingirem o nível de produtividade almejado, as
organizações estão preparadas para competir em um mercado globalizado, no qual
irão disputar fatias de mercados com países altamente competitivos em matéria de
custos de produção, seja por sua alta capacidade de produção, excesso de mão de
obra ou até mesmo por baixa carga tributária.
Na linha de produtos especiais a Micheletto compete tanto com empresas
estrangeiras, em específico nesse caso, o mercado chinês, como com concorrentes
nacionais. Em ambos os casos os concorrente possuem produtos de qualidade e
com preços competitivos, fazendo surgir á necessidade imediata da redução de
custos de produção.
Os preços finais dos produtos chineses chegam ao Brasil ao valor de 40% do
custo do produto similar fabricado internamente na organização.
Nesse sentido o trabalho proposto busca o aumento de eficiência dos
processos de prensas médias e laminadoras pequenas em busca de um melhor
desempenho operacional, por que assim a empresa vai estar mantendo um
22
processo produtivo mais balanceado, podendo trabalhar com um número menor de
material semi-acabado, diminuindo o tempo de atravessamento e diminuindo as filas
de produção e dessa maneira aumentando o poder de competitividade da
organização frente a concorrência.
Nesse contexto a Micheletto está tendo grande dificuldade de competitividade
em determinadas linhas de produto onde alguns setores da fabricação não atingem
o rendimento operacional padrão mínimo planejado na cotação e no
desenvolvimento do produto.
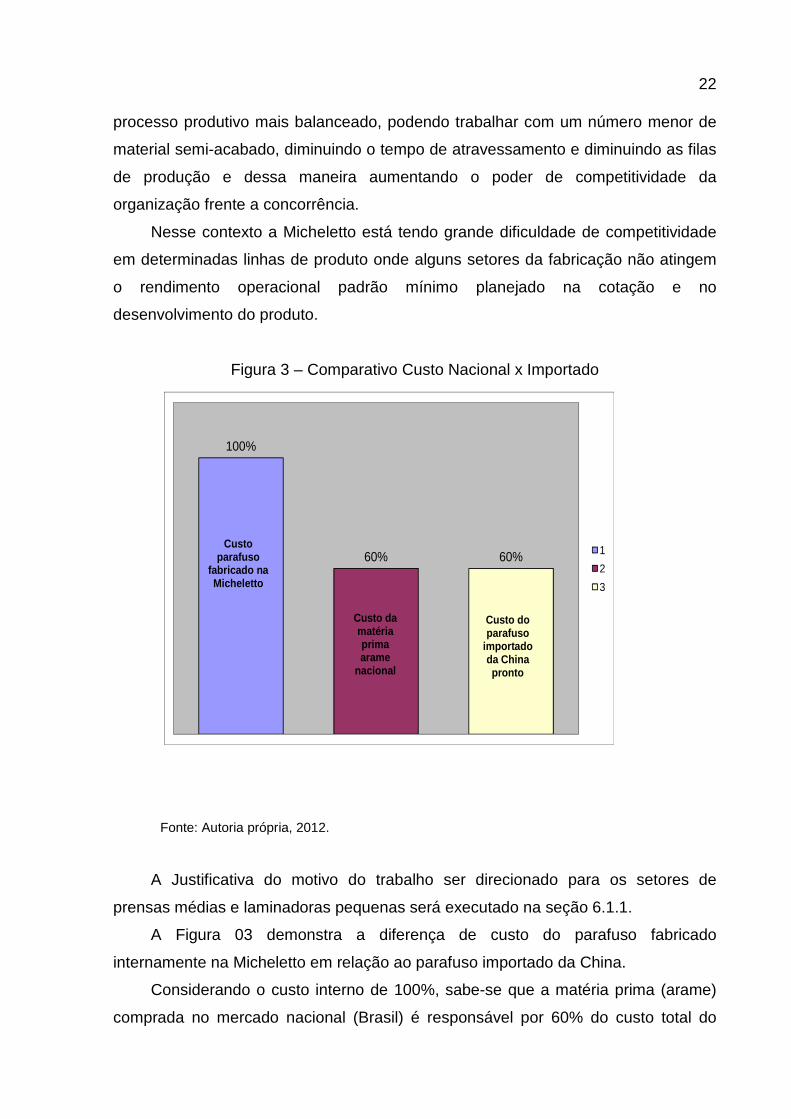
Figura 3 – Comparativo Custo Nacional x Importado
100%
60% 60% 1
2
3
Custo parafuso
fabricado na Micheletto
Custo da matéria prima arame
nacional
Custo do parafuso
importado da China pronto
Fonte: Autoria própria, 2012.
A Justificativa do motivo do trabalho ser direcionado para os setores de
prensas médias e laminadoras pequenas será executado na seção 6.1.1.
A Figura 03 demonstra a diferença de custo do parafuso fabricado
internamente na Micheletto em relação ao parafuso importado da China.
Considerando o custo interno de 100%, sabe-se que a matéria prima (arame)
comprada no mercado nacional (Brasil) é responsável por 60% do custo total do

23
parafuso fabricado. O parafuso importado pronto na embalagem e com todos os
encargos, impostos de importação pagos chega a 60%, ou seja, o mesmo valor de
comprarmos apenas a matéria prima nacional.
O autor Goldratt (1993), define que a meta de uma empresa é ganhar dinheiro
hoje e no futuro, através da utilização ótima de seus recursos restritivos. Um recurso
restritivo é definido por Cox III e Spencer (1995) como qualquer elemento ou fator
que impede que um sistema conquiste um nível melhor de desempenho no que diz
respeito a sua meta.
A Micheletto possui uma área de custos apoiada em uma área de marketing e
executa constantes pesquisas de mercado buscando benchmarking2 na fabricação
de parafusos, onde sempre é classificado um concorrente nacional e um concorrente
internacional.
Diante desses dados a empresa Micheletto elaborou e mantém atualizada uma
planilha de custos produtivos contendo toda a base exigida legalmente, custos fixos,
custos variáveis e impostos. Dentro dessa base definiram-se índices mínimos de
produtividade.
Em relação aos recursos de produção onde estão localizados os setores de
prensas médias e laminadoras pequenas, as mesmas possuem uma meta de
rendimento mínimo de produtividade. Está meta foi definida em 70% e estabelecido
na matriz de custo, que foi determinada por essas pesquisas de marketing.
Uma vez que na matriz de custo, o rendimento mínimo estabelecido é de 70%
e na prática (no chão de fábrica) esse número não se confirma, apresentando um
valor bem inferior (média mensal 50%). Este valor de 50% mensurado apenas por
comparativos do sistema informatizado, entre o teórico (definido no roteiro de
produção) x real produzido, que é dado pelo somatório das ordens de produção
encerradas no sistema.
Entende-se que a margem de rentabilidade definida pela alta direção está
muito abaixo do esperado, não atingindo as metas do plano estratégico da
organização.
Portanto quando não se atinge o rendimento mínimo planejado os custos de
produção aumentam muito, reduzindo muito a margem de lucro e chegando até a
inviabilidade da comercialização desses produtos.
Uma vez que os produtos vendidos pela área comercial apresentam um custo
de produção superior e conseqüentemente um preço de venda superior ao da

24
concorrência, a força de venda não consegue vender o produto Micheletto, perdendo
participação no mercado.
No entanto o mercado reconhece que o produto Micheletto possui qualidade
superior em relação aos concorrentes, sejam eles estrangeiros ou nacionais. Por
isso admitem pagar um diferencial de até 15%. Porém com os atuais rendimentos e
atuais custos de produção para a empresa não ter prejuízo, ela precisa vender com
um preço de 40% superior ao do concorrente, o que o mercado não aceita pagar.
Isso faz com que seja inviável a comercialização de determinadas linhas onde
a concorrência chinesa é muito forte.
Por outro lado, a empresa não pode simplesmente deixar de fabricar as linhas
que não tem margem de lucro, por que os clientes não querem ter mais de um
fornecedor para uma determinada linha de produtos.
A Exigência dos clientes dos dias de hoje é ter um único fornecedor que
entregue todos os tipos de parafusos que eles consomem, ou seja, o pacote de
fornecimento integral, pois desejam cada vez mais reduzir seu portfólio de
fornecedores no intuito de adquirir maior poder de barganha sobre a compra, então
abdicar de produzir alguma linha de produto, pode acarretar em perder um cliente
para a concorrência.
A empresa utiliza uma ferramenta elaborada internamente através de planilhas
de excel que medem a eficiência , porém apenas indica os equipamentos que não
estão atingindo os valores desejados, não apresenta dados para uma análise mais
aprofundada.
25
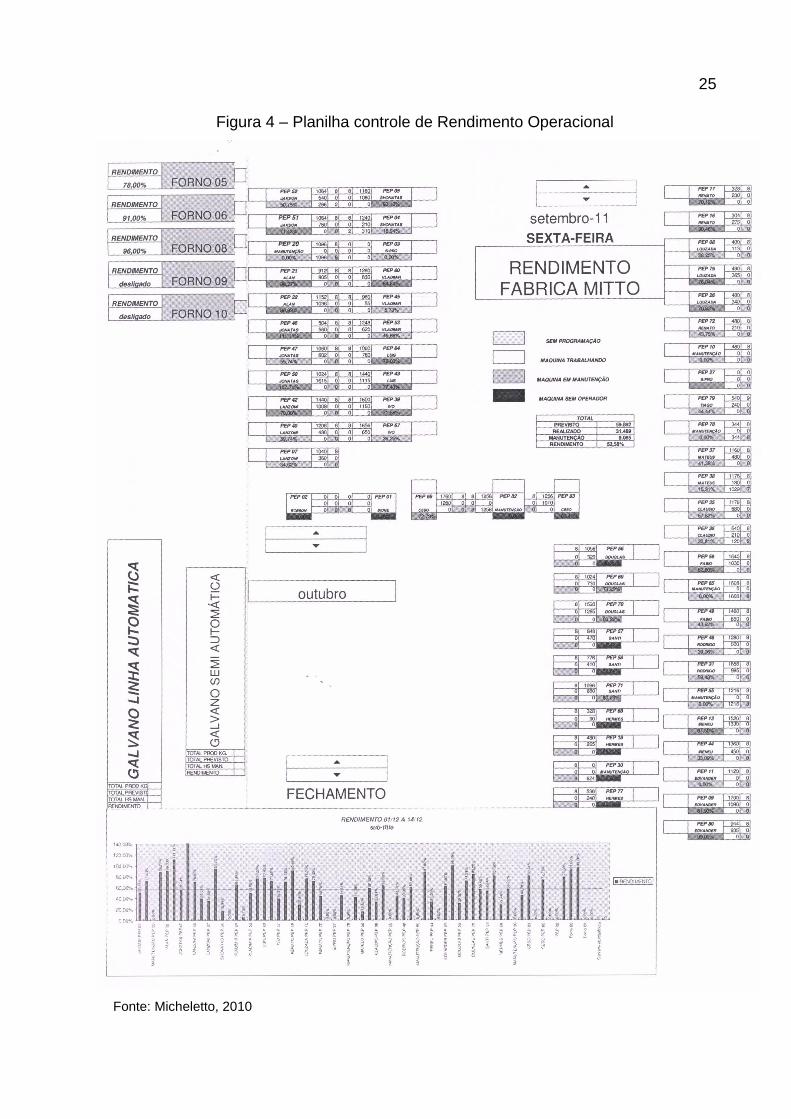
Figura 4 – Planilha controle de Rendimento Operacional
Fonte: Micheletto, 2010

26
A figura 4 mostra a planilha de medição de rendimento utilizada pela Micheletto
antes da implementação do monitoramento OEE.
Diante dessa situação é necessário o estudo e aplicação de uma ferramenta
que alavanque os resultados nos equipamentos com necessidade do aumento de
eficiência, que demonstre onde estão localizados os pontos fracos e onde os
mesmos devem ser melhorados, para que a organização busque competitividade
industrial e mantenha-se firme no mercado. Nesse sentido selecionou-se a
ferramenta OEE, que é uma ferramenta desenvolvida e disponível para
alavancagem dos resultados operacionais e que será discutido em profundidade no
referencial teórico.
Neste contexto, esse estudo se propõe a responder a seguinte questão:
Quais ações são necessárias para o aumento de efici ência nos setores de
Prensas Médias e Laminadoras Pequenas na empresa In dústrias Micheletto
S.A?
2.3 Justificativa
Segundo Roesch (2005, p.91), justificar é apresentar razões para a própria
existência do projeto. Esta seção é importante porque, por um lado, faz o autor
raciocinar e tentar buscar os reais motivos que levam a propor o projeto e, por outro,
o faz situar-se na problemática. Em termos gerais, é necessário justificar um projeto
através da importância, oportunidade e viabilidade.
2.3.1 Quanto à importância
É importante porque esse estudo está relacionado diretamente a sobrevivência
da organização, pois busca a competitividade, pois sem a mesma a empresa perde
participação e descontinuidade do negócio.
Torna-se relevante este estudo para a empresa, pois, a partir dele, buscará
aprofundar de maneira efetiva a identificação e conhecimento de seus processos e
equipamentos restritivos. Dessa maneira poderá interagir e buscar corrigir os
problemas e até mesmo disparar melhorias que acarretaram em um rendimento até
mesmo acima do esperado, contribuindo com diminuição dos custos de produção e
aumentando a competitividade em um mercado onde o preço é fundamental.

27
É de importância para acadêmicos interessados nessa linha de pesquisa bem
como para empresas pertencentes à comunidade para que utilizem como pesquisa e
conhecimento.
Julga-se que deverá ser importante a participação de todos os funcionários
envolvidos direta ou indiretamente na produção dos setores de prensas médias e
laminadoras pequenas, os quais estes poderão contribuir com seus conhecimentos e
ter a oportunidade única de poder contribuir para a melhoria da condição competitiva
da sua empresa.
Para o pesquisador é importante pois tem interesse nos resultados, pois faço
parte do quadro de funcionários dessa organização e desenvolvendo um bom
trabalho que possa ser implementado estarei contribuindo para o crescimento e
competitividade da empresa.
2.3.2 Quanto à oportunidade
O ambiente interno está propício. A organização entende e apóia o estudo, pois
deverá ser possível estudar e identificar fatores humanos ligados diretamente aos
desempenhos operacionais.
O estudo certamente propiciará uma grande oportunidade de definir sistemática
padronizada de como mensurar corretamente a eficiência dos processos de prensas
médias e laminadoras pequenas.
O embasamento será dado através da aplicação de ferramentas já disponíveis
aplicados a dois setores selecionados, obtendo-se os resultados positivos, poderá
ser estendido para todos os outros setores produtivos da empresa.
Para o pesquisador é oportuno pois vai proporcionar um maior convívio com o
pessoal de chão de fábrica, vai fazer entender suas dificuldades e com isso
proporcionar a participação efetiva, colocando em prática conhecimentos adquiridos
ao longo dos anos na universidade.
2.3.3 Quanto à viabilidade
Este estudo se torna viável uma vez que a empresa concordou e permitiu
acesso a todas as informações necessárias para execução e também pelo vínculo
empregatício que do autor tem com a empresa.

28
A organização também participará de maneira efetiva na liberação e
disponibilidade de investimento, demandados em treinamento do seu corpo técnico
(engenharia, qualidade, produção), na implementação da ferramenta OEE.
29
3 OBJETIVOS
Neste capítulo apresentam-se os objetivos gerais e específicos abordados pelo
pesquisador no presente trabalho de conclusão.
3.1 Objetivo geral
Determinar através da aplicação da ferramenta OEE quais ações são
necessárias para o aumento de eficiência nos setores de prensas médias e
laminadoras pequenas na empresa indústrias Micheletto S.A.
3.2 Objetivos específicos
a) Detalhar a implementação do indicador de eficiência global dos
equipamentos OEE nos processos de prensas médias e laminadoras
pequenas;
b) Descrever os resultados alcançados com a aplicação do monitoramento.
c) Identificar e descrever a mudança das práticas organizacionais após a
aplicação do OEE;
d) Apresentar ações de melhorias para aumentar e manter o índice desejado
de eficiências dos equipamentos.

30
4 REVISÃO BIBLIOGRÁFICA
De acordo com Roesch (2010), todo projeto deve utilizar algum tipo de
metodologia, espera-se que haja uma especificação do seu plano ou estratégia de
pesquisa para que o problema detectado seja pesquisável e que venha proporcionar
dados que possam elaborar respostas plausíveis as questões do estudo.
Para Antunes (2008), a competição entre as empresas tem aumentado nos
mercados internacional e nacional. Esse acirramento da competição dá origem a
uma “pressão competitiva”, que direciona as empresas para busca de mais eficiência
nas suas operações e nos processos de gestão organizacional.
Trata-se de fenômeno observado nas indústrias automotivas, siderurgia, a têxtil
e de confecções, eletrônicas, a de bens de consumo duráveis e a de transformados,
plásticos entre outras. Em virtude dessa situação geral, que ao longo do tempo as
empresas foram compelidas a trabalhar simultaneamente várias dimensões da
competição industrial: custos, qualidade, tempo, flexibilidades e inovação passaram
a ser de suma importância para sobrevivência da organização.
De acordo com Antunes (2008), é no contexto dessa realidade econômica que
foram forjados os ditos sistemas de produção modernos. Trata-se de um quadro
fundamentalmente distinto daquele que viabilizou a produção em massa fordista e,
posteriormente, o crescimento industrial acelerado das décadas de 50 e 60 nos
Estados Unidos e na Europa.
O Sistema Toyota de Produção que é modelo de gestão que será baseado
esse trabalho é muito amplo e com várias abordagens, inserem-se como aplicável
principalmente nesse estudo de caso a abordagem da Produção Enxuta (lean
manufacture) e o modelo TPM (Manutenção Produtiva Total ou Total Productive
Maintanance).
Na seção do referencial teórico será abordada a apresentação da metodologia
OEE, que é um indicador de desempenho operacional que atua conjuntamente com
a sistemática do STP.
4.1 Produção Enxuta
O STP (Sistema Toyota de Produção) é a fonte de tudo que conhecemos como
produção enxuta, ou seja, a eliminação de desperdícios na fabricação, visando

31
otimizar a produção das organizações. Diante dessa manifestação desenvolveram-
se ferramentas, com o intuito de reduzir / eliminar os desperdícios nos processos de
produção.
O objetivo é aumentar os desempenhos globais operacionais e em
conseqüência proporcionar a organização um poder maior no âmbito competitivo,
proporcionando um incremento econômico-financeiro que a empresa necessita para
prosperar.
Segundo Antunes (2008), o Sistema Toyota de produção surgiu no Japão na
fábrica de automóveis Toyota logo após a Segunda Guerra Mundial. Naquela época
a indústria japonesa tinha uma produtividade muito baixa e uma enorme falta de
recursos, o que a impedia de adotar o modelo de Produção em Massa que era o
mais comumente utilizado na época.
O sistema de produção em massa desenvolvido por Frederick Taylor e Henry
Ford no início do século XX predominou no mundo até a década de 70. Procurava
reduzir os custos unitários dos produtos através da produção em larga escala,
especialização e divisão do trabalho. Entretanto este sistema tinha que operar com
estoques e lotes de produção elevados.
No início não havia grande preocupação com a qualidade do produto, o
sistema Toyota nasce fazendo um contraponto ao sistema Fordista, pois trabalha em
cima de uma produção enxuta, operando com estoques baixos e lotes de produção
pequena, o sistema objetiva aumentar a eficiência dos processos de produção pela
eliminação contínua dos desperdícios. “O Sistema Toyota também pode ser
chamado de Produção Enxuta ou Lean Manufacturing “. (OHNO, 1997).
De acordo com Ohno (1997), a base de sustentação do Sistema Toyota de
Produção é a absoluta eliminação do desperdício e para isso os pontos que devem
ser focados e que necessitam de atenção especial para combate, são:
Superprodução: excesso de quantidade, muito cedo ou “Just-in-case”;
Esperas: materiais ou informações esperando para serem processadas para a
próxima etapa do processo e não adicionando valor; Transporte: de materiais ou
informações na empresa (parada ou na empresa). Este pode ser reduzido, mas não
eliminado.
Processamento inadequado: máquina ou equipamento usado de modo
inadequado quanto à capacidade ou capabilidade de desempenhar uma operação;
32
Estoque desnecessário utiliza capital e espaço, levando os problemas de
identificação;
Defeitos: refugos e retrabalho de produtos e serviços;
Movimentos desnecessários: ergonomia no local de trabalho.
Entende-se que os pontos citados no parágrafo acima serão de suma
importância no decorrer do estudo de caso, pois certamente servirão de diretriz na
análise e determinação das causas que ajudaram a definir as possíveis causas que
contribuem para redução da eficiência dos setores de prensas médias e laminadoras
pequenas.
Para que possamos entender o que contribui com a perda de rendimento no
processo produtivo, precisamos estar atento a tudo que diz respeito a valor
agregado do produto (o que o cliente reconhece), enfim, o que realmente contribui
no processo e precisa ser mantido, ou o que não contribui e pode ser eliminado.
De acordo com Onho (1997), cinco princípios do cliente:
a) Especifique: atividade que cria valos apenas sob a perspectiva do cliente; b) identifique: todos os passos necessários para projetar, requisitar e produzir produtos em todo Fluxo de Valor para destacar as perdas sem valor agregado; c) faça ações que criem Fluxo de Valor sem interrupções, desvios, retrocessos, esperas ou refugos; d) apenas produza o que é Puxado pelo cliente no tempo certo; e) busque a Perfeição pela eliminação continuada de perdas.
Entende-se que seguindo os cinco princípios do cliente, a organização estará
remando a caminho da competitividade.
Segundo Antunes (2008), para as empresas tornarem-se competitivas
passarão a necessitar produzir lotes cada vez menores de artigos e bens cada vez
mais diferenciados.
A manutenção da competitividade nesse cenário exige que as empresas
garantam, simultaneamente, e para uma gama diferenciada de produtos: preços
compatíveis, qualidade intrínseca (que envolve todo o ciclo de vida do produto,
desde a sua concepção até a sua destinação final, após o uso e o atendimento dos
prazos de entrega).
No cenário competitivo, o cliente exige os menores preços, maiores prazos de
pagamento e menores prazos de entrega, surgindo assim á necessidade das

33
fábricas responderem num tempo curto a demanda dos consumidores – short
delivery time.
As exigências do mercado atual força com que as fábricas construam sistemas
produtivos capazes de fabricar seus artigos com rapidez, respondendo assim as
flutuações de demanda Shingo (1996), e com custos altamente competitivos.
Segundo Antunes (2008), o incremento ou manutenção das margens de lucro
passa a depender rigorosamente da racionalização pela empresa dos custos de
produção dos produtos/serviços, com isso é imprescindível que os processos de
produção tenham os rendimentos operacionais no seu limite máximo de eficiência.
Shingo (1996), afirma que “o aumento dos lucros só pode ser feito pela
redução de custos”.
L= P – C
Lucro = Preço de venda – custo de produção
“Neste caso, se faz necessário administrar a eficiência e não mais se repassa a
ineficiência” (KLIEMANN ; ANTUNES, 1993, p.139). Fazendo com que as empresas
foquem seus esforços no sentido de minimização dos seus custos produtivos,
aumentando sua competitividade e com isso melhorando sua participação no
mercado. Para que isso venha a ocorrer é necessário um sólido planejamento
estratégico.
Consideram-se fatores importantes e abordados por (ANTUNES, 2008),
aspectos estratégicos, a gestão baseada em tempo possibilita a obtenção de
vantagens competitivas a partir da redução do tempo de resposta às demandas
externas. Notadamente a redução do tempo de atravessamento (lead time) e das
paradas entre as operações através do encadeamento da função processo leva a
ganhos nas seguintes dimensões competitivas:
- Custos: através da redução e aumento da taxa de valor agregado;
- Qualidade: através da redução do tempo decorrido entre o surgimento e a
detecção de defeitos, e, especialmente da exigência da qualidade
assegurada;
- Tempo de entrega: através da redução do tempo desde o início da produção
até a entrega;
- Confiabilidade com o fornecedor: a capacidade de se cumprir prazos pode se
aprimorar, na medida em que o lead time é reduzido comparativamente ao

34
tempo esperado para entrega; tudo isso possibilita a obtenção de melhores
desempenhos operacionais nos processos de produção.
Conforme Antunes (2008) as melhorias nos processos pressupõem uma ação
conjunta das pessoas responsáveis pelos próprios processos, manutenção,
preparação de máquinas, qualidade, produção, ergonomia. Neste sentido, a idéia
básica consiste em “romper” as lógicas segmentadas de tratamento do problema da
gestão do posto de trabalho nas empresas.
Portanto, é necessário aperfeiçoar a utilização dos ativos (equipamentos,
instalações e pessoal) das empresas, buscando a eficiência dos processos, que vai
ser abordado na aplicação da ferramenta OEE.
4.2 A Manutenção Produtiva Total (TPM)
Devido às necessidades causadas após a Segunda Guerra Mundial, as
empresas japonesas, com o objetivo de melhorar a qualidade de seus produtos e
tornarem-se competitivas no mercado mundial, importaram da Europa e dos Estados
Unidos da América métodos de gerenciamento de fábricas e técnicas de manufatura
(NAKAJIMA, 1993; TAKAHASHI ; OSADA, 1993).
Complementam os autores que dentre as várias técnicas importadas, a
manutenção preventiva, conhecida pela sigla PM (Preventive Maintenence4), foi
espalhada por todo o Japão nos anos 50. No decorrer dos anos 60, outras técnicas
foram reunidas à manutenção preventiva: manutenção pós-quebra ou BM
(Breakdown Maintenence5), manutenção para melhoria, CM (Corrective
Maintenence6) e prevenção da manutenção, MP (Maintenence Prevention7), também
4 Manutenção efetuada em intervalos predeterminados, ou de acordo com critérios prescritos,
destinada a reduzir a probabilidade de falha ou a degradação do funcionamento de um item (ABNT NBR 5462-1994) (BELTRANO FILHO, 1996).
5 Também conhecida como Manutenção Corretiva ou Pós-quebra Tipo de manutenção efetuada em um item quando a falha já ocorreu, restituindo-lhe a condição admissível de utilização (BELTRANO FILHO, 1996).
6 É um método de manutenção designado para sistematicamente e positivamente retificar (material e forma) partes insatisfatórias existentes nos equipamentos, de modo a melhorar a confiabilidade, manutenibilidade, e segurança; para reduzir a deterioração e falhas; e alcançar um equipamento que não requeira manutenção (SHIROSE, 1996).
7 Prevenção da manutenção é o conjunto de medidas para evitar as ocorrências de manutenção. Sua aplicação é ampla e parecida com o critério de “ Prevenção de Acidentes” . Medidas de seleção de melhores materiais, de melhores métodos de trabalho, de operação e manutenção. Diversas outras medidas também afetam este campo, como treinamento de operadores, do pessoal da manutenção,

35
chamada Maintenence free-design.Esta última, por ser orientada para reforma e
aquisição de novos equipamentos como para engenharia de confiabilidade,
Engenharia de manutenibilidade e engenharia econômica, acabou originando
um novo método, chamado de Manutenção Produtiva ou PM (Productive
Maintenence).Antes deste período as indústrias japonesas, em sua maioria,
praticavam as intervenções de manutenção pós-quebra. (NAKAJIMA, 1993;
TAKAHASHI ; OSADA,1993).
A tabela 1: ilustra as quatro fases de desenvolvimento da PM no Japão.
Tabela 1 - As quatro etapas do desenvolvimento da PM
Fonte: Adaptado de Nakajima, 1993, p.10.
Conforme Maggard (apud DIAS, 1997), destaca que a Manutenção Produtiva
Total (MPT), tradução para o português da sigla, foi desenvolvida inicialmente pela
General Eletric, nos Estados Unidos, no início dos anos 50, com o significado de
Manutenção Totalmente Produtiva, porém não obteve aceitação na matriz dos
Estados Unidos, pois acreditavam que não seria aplicável.
Nakajima (1993) destaca que os americanos tinham forte ligação com as
doutrinas Tayloristas, onde operador era para operar máquina e mecânico para
consertar quando as mesmas quebravam, ou seja, cada pessoa era um especialista
na sua área e possuía apenas uma função dentro da organização, o que iria contra a
filosofia da TPM.
Já na visão japonesa, todos os funcionários podem e devem participar e a TPM
deve ser implementada por todos. A inovação trazida pela TPM está no fato de
atribuir aos operadores atividades básicas de manutenção nos seus equipamentos.
em nível de execução e de gerência. Especificação correta de equipamentos, na compra é uma medida de prevenção de ocorrência de manutenção (BELTRANO FILHO, 1996).
36
A partir deste momento, as áreas de manutenção passam a ser alimentadas de
informações por parte dos operadores no que se refere às anomalias ou sintomas
estranhos apresentados por seus equipamentos, permitindo que intervenções sejam
executadas para prevenir a quebra ou a falha do equipamento (SHIROSE, 2000).
Com a chegada da ferramenta TPM no Japão a mesma adaptada de modo a
ajustarem-se à cultura das empresas japonesas. A partir desta adaptação, originou-
se, em 1971, a TPM ou a Total Productive Maintenance.(NAKAJIMA, 1989 ;
NAKAJIMA, 1993; SHIROSE, 1992 ; SHIROSE, 2000).
Para Nakajima (1993), a Manutenção Produtiva Total, ou TPM (Total
Productive Maintenance), é uma ferramenta de gerenciamento industrial que foi
desenvolvida por ele próprio. Através da publicação o autor descreve a introdução
da metodologia TPM, “TPM Tenkai”, em 1982 e “TPM Nyumon”, em 1984, nessas
publicações o autor descreve a introdução da metodologia TPM. O objetivo principal
da ferramenta é trabalhar na gestão do processo produtivo no intuito de manter os
equipamentos o maior tempo possível disponível, e em condições de operação, e
como conseqüência aumentar o rendimento operacional dos processos produtivos.
Para Kardec (1999), vários fatores econômico-sociais imprimem ao mercado
exigências cada vez mais rigorosas, o que obriga às empresas a serem cada vez
mais competitivas para sobreviver. Com isso as empresas foram obrigadas a:
- Eliminar desperdícios;
- Obter o melhor desempenho dos equipamentos;
- Reduzir interrupções/paradas de produção por quebras ou intervenções;
- Redefinir o perfil de conhecimento e habilidades dos empregados da
produção e manutenção;
- Modificar a sistemática de trabalho.
De acordo com (MARTINS; LAUGENI, 2003), a ferramenta está diretamente
relacionada à manutenção de instalações, para que essas operem conforme o modo
para o qual foram projetadas, ou ainda, para que voltem a fazê-lo, caso tenham
deixado de operar nas condições esperadas.
Conforme Nakajima: a técnica de TPM tem como objetivo principal desenvolver
uma sistemática no intuito de melhorar a eficiência dos ativos através da redução de
paradas de máquinas por quebra, busca a otimização na utilização dos
37
equipamentos disponíveis e da redução de perdas nas diversas fases e áreas dos
processos produtivos. O TPM visa uma participação efetiva de todas as pessoas
envolvidas no processo de produção, de modo a melhorar o rendimento global das
instalações graças a uma adequada organização que incentiva a criatividade, a
participação plena dos colaboradores da organização.
Conforme comentado acima, segundo Nakajima (1993), a TPM constitui a
“manutenção conduzida com a participação de todos”. Significa, portanto:
-A busca pela maximização do rendimento operacional dos processos;
-O TPM tem uma abrangência sistêmica, abrangendo todo o ciclo de vida útil
dos equipamentos envolvidos no processo de fabricação;
-Abrange diversos setores do sistema operacional, com foco na produção e
manutenção;
-Planeja o envolvimento e participação ativa de todos os componentes da
organização, desde a alta direção até os níveis mais baixos do operacional;
-Faz com que os envolvidos no processo de produção direta, trabalhem em
grupos e através de um treinamento operacional conheçam todo o processo
de maneira que possam de maneira voluntária participar das atividades de
melhorias, visando aumento de produtividade e redução de custo.
Ressalta Nakajima (1993) que a forma de gestão proposta pela TPM busca o
envolvimento de todos os colaboradores da organização, no sentido de assegurar o
funcionamento dos postos de trabalho. Sendo assim os operadores e o pessoal de
manutenção se integram de maneira que possam executar todas as atividades de
manutenção inerente ao processo de formar mais rápida e precisa, visando sempre
agir preventivamente, pois assim a manutenção corretiva terá uma menor freqüência
e com isso o equipamento terá um maior tempo de disponibilidade.
Os equipamentos têm um papel crucial no aumento e manutenção da
produtividade tendo em vista a utilização crescente da automação e mecanização de
atividades originalmente manuais. Desta forma, as máquinas e equipamentos
passam a ter um papel fundamental na melhoria do output. (NAKAJIMA, 1993).
Entende-se que dentro do conceito de TPM cabem aos operadores as
atividades básicas de manutenção e as atividades de que necessitam de maior
conhecimento são executadas por técnicos qualificados, porém a diretriz é sempre a

38
participação e trabalho em equipe. Essa sistemática visa buscar um aumento do
tempo efetivo de produção, ou seja, aumento do tempo de equipamento
trabalhando, aumento do tempo de agregação de valor, pois é isso que o cliente se
propõe a pagar.
Figura 5 - Os pilares de sustentação da TPM
Fonte: Adaptado de Kardec; Nascif, 2001, p.185.
A Figura 5 demonstra os pilares de sustentação da TPM, neste contexto, a
melhoria no output deve estar apoiada em atividades focalizadas na melhoria de
eficiência das máquinas e equipamentos, que é uma das cinco diretrizes
estratégicas da TPM, conforme descrito anteriormente.
39
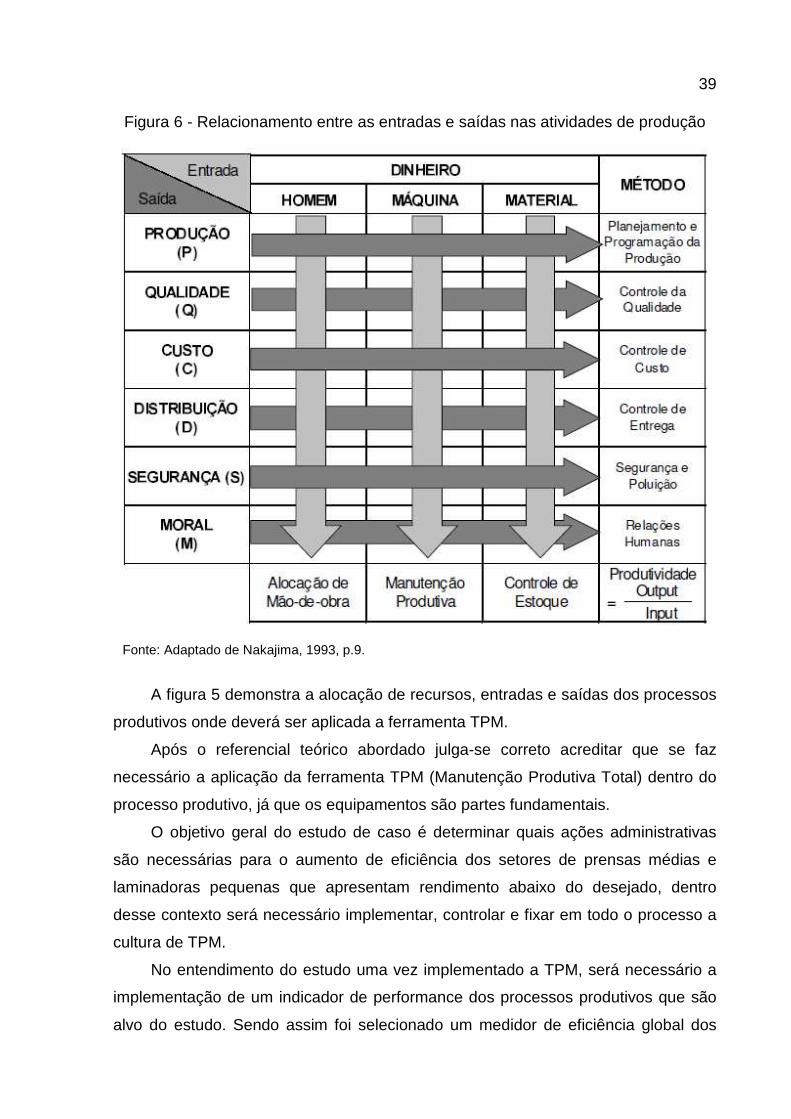
Figura 6 - Relacionamento entre as entradas e saídas nas atividades de produção
Fonte: Adaptado de Nakajima, 1993, p.9.
A figura 5 demonstra a alocação de recursos, entradas e saídas dos processos
produtivos onde deverá ser aplicada a ferramenta TPM.
Após o referencial teórico abordado julga-se correto acreditar que se faz
necessário a aplicação da ferramenta TPM (Manutenção Produtiva Total) dentro do
processo produtivo, já que os equipamentos são partes fundamentais.
O objetivo geral do estudo de caso é determinar quais ações administrativas
são necessárias para o aumento de eficiência dos setores de prensas médias e
laminadoras pequenas que apresentam rendimento abaixo do desejado, dentro
desse contexto será necessário implementar, controlar e fixar em todo o processo a
cultura de TPM.
No entendimento do estudo uma vez implementado a TPM, será necessário a
implementação de um indicador de performance dos processos produtivos que são
alvo do estudo. Sendo assim foi selecionado um medidor de eficiência global dos
40
equipamentos o OEE que é a sistemática (ferramenta) que mede e controla as
variáveis que interferem na eficiência do setor de produção, que irá interagir com
todo o processo de fabricação e nortear o processo decisório de tomada de ação.
No próximo tópico estaremos explanando a sistemática do OEE – Eficiência
Global dos Equipamentos (Overall Equipment Effectiveness).
4.3 Indicador de Eficiência Global dos Equipamentos - OEE
Para Hansen (2006), para que as empresas brasileiras se tornem competitivas
no cenário internacional, para que as mesmas possam desenvolver estratégias de
produção competitivas e eficazes, capaz de enfrentar as necessidades impostas
pelas normas da concorrência globalizada, é essencial compreender em
profundidade a relação entre os fatores de produção vigentes no País
Julga-se correto acreditar, que no caso da indústria metal mecânica, que a
relação de custos horários associados à depreciação de equipamentos e os custos
de mão de obra é de aproximadamente 1:10 nos países desenvolvidos (EUA, Japão,
Alemanha) enquanto essa relação no Brasil é de 1:1. Ainda as taxas de juros
praticadas no Brasil são muito elevadas (da ordem de 20% ao ano) se comparadas
com os países centrais.
Acredita-se ainda, que para o autor existe real necessidade de implementação
de um indicador de eficiência global nos processos a serem estudados. Considera-
se que deva ser analisado todas as variáveis que possam estar afetando
diretamente ou indiretamente o rendimento operacional dos setores foco do estudo.
A Eficiência dos Equipamentos (OEE) surgiu no final dos anos 80 e no início
dos anos 90. É uma ferramenta autônoma que atua na medição do real desempenho
de processo de produção, por meio de inter-relacionamento de indicadores de
disponibilidade, eficiência e qualidade. É uma ferramenta que tem um valor
considerável como agente de mudança, para unir a manutenção, as operações
(pessoas) e a engenharia com vistas à obtenção de níveis superiores de
desempenho em uma instalação industrial (HANSEN, 2006).
De acordo com Nakajima o objetivo principal da metodologia da TPM é
aumentar a eficiência do processo produtivo como um todo, ou seja, cada parte do
equipamento deve ser operada e mantida buscando seu maior grau de rendimento
(NAKAJIMA, 1993).

41
A ferramenta do cálculo do OEE definido e difundido originalmente por
Nakajima tem um papel fundamental na obtenção da maximização da eficiência dos
equipamentos, por ter o objetivo final de não somente gerar o resultado de
eficiência, como permite análises mais detalhadas das perdas a partir do
desdobramento do cálculo. Hansen (2006) destaca que as perdas, ineficiências,
como uma fábrica escondida, representa que uma parte do recurso da empresa não
está sendo utilizada com toda sua capacidade.
No entendimento de Hansen (2006), a OEE deve primeiramente ser aplicada
nos gargalos (restrições na produção, falta de capacidade de produção) que, afetam
o ganho ou em qualquer outra área crucial e dispendiosa da linha de manufatura. A
OEE é benéfica para todas as etapas do processo, no entanto, as etapas não-
gargalos devem ser subordinadas às etapas gargalos.
A medição do OEE pode ser aplicada em vários diferentes níveis no ambiente da manufatura. Primeiro o OEE pode ser usado como benchmark para medições iniciais de performance de uma planta de manufatura por inteiro. Desta forma, o OEE medido inicialmente pode ser comparado com valores de OEE futuros, quantificando os níveis de melhorias obtidos. Segundo, o valor de OEE, calculado para uma linha de manufatura, pode ser usado para comparar a performance da linha por toda a fábrica, deste modo realçando as linhas com performance pobre. Terceiro, se as máquinas processam o trabalho individualmente, a medição do OEE pode identificar qual máquina que está com a pior performance, e conseqüentemente identificar onde focalizar os recursos da TPM (NAKAGIMA, 1989, apud DAL, TUGWELL e GREATBANKS, 2000).
Para Antunes (2008), a abordagem do OEE, objetiva:
a) Focalizar as ações de gestão das rotinas e melhorias nos pontos críticos do
sistema, que são os gargalos, os recursos com capacidades restritas – os
CCRs e nos recursos que apresentam problemas relacionados com
qualidade, com geração de refugos e retrabalhos – RPQs;
b) Utilizar um medidor de eficiência global nestes setores que permita e
estimular a integração entre as diferentes áreas: produção, qualidade,
manutenção, processos, melhorias de troca de ferramenta e afins;
c) Identificar as principais causas de ineficiência dos equipamentos.
42
Todos esses aspectos certamente contribuíram significativamente para dar
dados que possam definir onde se deve atuar para aumentar a eficiência dos
setores em estudo.
Conforme Antunes (2008) Levando em consideração os indicadores OEE
(Overall Equipment Effectiveness) na avaliação da eficiência dos equipamentos, o
mesmo ajudará a buscar planos de melhorias sistêmicos, unificados e voltados aos
resultados globais da empresa. Isso associado a utilização de técnicas estabelecidas
pelo STP (Sistema Toyota de Produção), aumentará de forma significativa e com
baixos investimentos as eficiências globais dos equipamentos, e reduzindo,
simultaneamente, os tempos de preparação, possibilitando aumentar a flexibilidade
da produção para atender as necessidades do mercado.
Entende-se que as empresas que implementam e acabam dominando as
técnicas de produção enxuta adquirem vantagens competitivas pois acabam
agregando valor a seu produto, com qualidade, com custo competitivo e
sistematicamente atualizado, devido a constantes atualização da tecnologia de
fabricação, com isso conclui-se que a TPM (manutenção produtiva total), é uma
metodologia fundamental de apoio na busca da competitividade industrial.
Busca-se obter o maior rendimento operacional dos processos produtivos
iniciando com um trabalho que almeje a maximização da eficiência dos
equipamentos produtivos.
O processo de maximização é alcançado através de atividades quantitativas,
aumentando a disponibilidade dos equipamentos, envolvendo as pessoas, fazendo
com que estas pessoas sintam-se realmente parte do processo, façam contribuir em
busca das melhorias que resultaram em uma melhor produtividade das atividades,
através da redução do número de defeitos e aproveitamento do tempo disponível.
A identificação correta das perdas é o ponto de partida para definir
corretamente se as ações iniciais deverão ser atribuídas ao equipamento, processo
ou mão de obra. Uma vez definido as perdas, e determinado o que se refere ao
equipamento, a TPM pode agir e restabelecer as condições iniciais na sua aquisição,
deixando caminho aberto para o aprofundamento das demais análises.
Conforme Nakajima (1993 apud Chiaradia, 2004 pág.38), pode ser
determinada seis grandes perdas nos equipamentos (recursos), que influenciam
diretamente em suas produtividades.

43
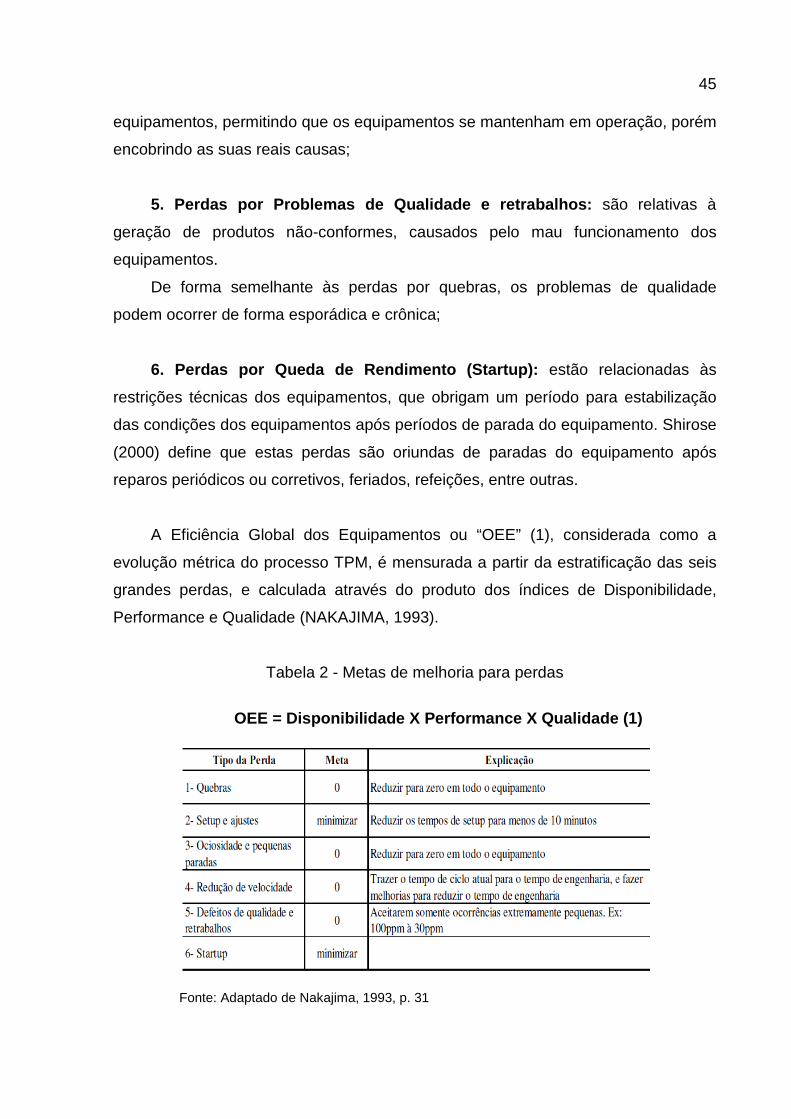
As seis grandes perdas estão descritas abaixo. Na tabela 2, são representadas
as metas de redução para as mesmas.
1. Perdas por Quebra: são caracterizadas pela parada da função, ou seja, o
equipamento fica indisponível por um determinado tempo, até que se restabeleça a
condição original e inicie novamente a operação, seja pela atividade da manutenção,
pret-set, engenharia ou outro departamento. As quebras estão divididas dois tipos,
esporádicas e crônicas. As quebras esporádicas caracterizam-se por paradas
repentinas e drásticas, porém de fácil visualização e correção, enquanto que as
quebras crônicas são geralmente ignoradas ou negligenciadas por tratar-se de
paradas de curta duração, porém de freqüência alta, como mostra a Figura 3. O
restabelecimento da operação do equipamento é efetuado rapidamente pela
manutenção ou pelos próprios operadores, entretanto a solução completa destas
quebras não é facilmente atingida;
2. Perdas por Setup e Regulagens: estão relacionadas a mudanças de
produtos e regulagens até que seja concluído o Setup. Cabe salientar que as
regulagens feitas depois de concluído o Setup devem ser caracterizadas como
perdas, porém relacionadas à perda um. A regulagem é, de modo geral, responsável
pela maior parte do tempo perdido;

44
Figura 7 - Diferença entre perdas crônicas e perdas esporádicas
Fonte: Chinone, 2001, p. II-26.
A Tabela 2 serve para demonstrar os tipos de perdas, sua classificação e
sugestões de medidas a serem adotadas para combate.
3. Em relação perdas por Ociosidade e Pequenas Paradas : que se
caracterizam por interrupções dos ciclos dos equipamentos, paradas intermitentes
de linhas de produção gerando partidas e paradas constantes. Diferentemente da
perda 1 (Quebra), caracterizam-se por interrupções de tempo relativamente
pequeno. Suehiro (1992) define que as pequenas paradas são problemas no
equipamento que não necessitam de mais de cinco minutos para o reparo, e para
que a verdadeira causa seja encontrada.
4. Perdas por Redução de Velocidade: caracterizam-se pela velocidade real
ser menor que a velocidade teórica ou de engenharia, implicando tempos elevados
de ciclo. Estas perdas podem ser ocasionadas por problemas de manutenção,
operação, qualidade ou processo, que levam os operadores, técnicos de
manutenção, entre outros, a reduzirem as velocidades de trabalho dos
45
equipamentos, permitindo que os equipamentos se mantenham em operação, porém
encobrindo as suas reais causas;
5. Perdas por Problemas de Qualidade e retrabalhos: são relativas à
geração de produtos não-conformes, causados pelo mau funcionamento dos
equipamentos.
De forma semelhante às perdas por quebras, os problemas de qualidade
podem ocorrer de forma esporádica e crônica;
6. Perdas por Queda de Rendimento (Startup): estão relacionadas às
restrições técnicas dos equipamentos, que obrigam um período para estabilização
das condições dos equipamentos após períodos de parada do equipamento. Shirose
(2000) define que estas perdas são oriundas de paradas do equipamento após
reparos periódicos ou corretivos, feriados, refeições, entre outras.
A Eficiência Global dos Equipamentos ou “OEE” (1), considerada como a
evolução métrica do processo TPM, é mensurada a partir da estratificação das seis
grandes perdas, e calculada através do produto dos índices de Disponibilidade,
Performance e Qualidade (NAKAJIMA, 1993).
Tabela 2 - Metas de melhoria para perdas
OEE = Disponibilidade X Performance X Qualidade (1)
Fonte: Adaptado de Nakajima, 1993, p. 31
46
Tabela 2 apresenta alguns exemplos de perdas que podem contribuir para
redução do indicador OEE e algumas ações que devem ser observadas
Três índices compõem a sistemática do cálculo do OEE, e os mesmos são
compostos por seis tipos de perdas dos equipamentos, as quais são consideradas
de grande relevância. Conforme determinado na figura 4, são elas: a perda 1 “
quebra” e 2 “ Setup” e regulagens fazem parte do índice de disponibilidade, as
perdas 3 “pequenas paradas” e 4 “ queda de velocidade” influenciam a performance,
enquanto que o índice de Qualidade é composto pelas perdas 5 “Problemas de
qualidade e retrabalho” e 6 “ queda de rendimento”.
Para entendimento dos índices, algumas definições chaves necessitam serem
estabelecidas. Conforme (HANSEN, 2006) são as seguintes:
a)Tempo de Carga: Também chamado de tempo planejado ou programado
para produção. É o tempo no qual as operações regulares pretendem
produzir. Inclui todos os eventos comuns para atingir as programações de
entrega, como troca de produto ou transições; setups; transferências de
informações; todo o tempo de operação e as interrupções não planejadas
para o equipamento, pessoas, qualidade e testes, como manutenções
preventivas, tempo de descanso, limpeza do equipamento, treinamentos,
entre outras. As paradas programadas não são consideradas no cálculo de
eficiência. As paradas não programadas são devido Às perdas 1 – Quebra
e 12- Setup e regulagens.
b)Tempo Operacional ou tempo de Operação: É a porção do tempo de carga
no qual o sistema está realmente produzindo.
c) Tempo de Paradas (ST – Stop Time): pode ser planejado ou não.
d)ST Operacional: Tempo de paradas não-planejada, quando a linha pára por
razões externas (não relacionadas com a máquina), como falta de
matérias-primas e suprimentos; falta de pessoal, falta de informações e
reuniões não planejadas.
e)Ciclo Ideal: É a melhor taxa de velocidade ou tempo de ciclo para o
equipamento chave ou para linha gargalo de produção, para um
determinado tamanho ou formato do produto.
f)Perda de Velocidade: É a redução percentual da OEE pelo equipamento
estar operando em velocidade inferior a Taxa de Velocidade ideal, para um

47
tamanho e formato de produto ou família de produto. Ela representa a
diferença entre o tempo teórico para a taxa ou ciclo e o tempo real utilizado
para produzir.
g)Taxa de Qualidade: É a quantidade de produtos bons dividida pela
quantidade total de produtos fabricados.
O índice de Disponibilidade (eq.2) representa a relação existente entre o tempo
total disponível do equipamento, dependendo do período de análise que pode ser
diário, semanal ou mensal (tempo efetivamente que o equipamento estava
disponível para produção) também chamado de tempo de carga, com o tempo em
que o equipamento efetivamente ficou em operação.
Figura 8 - Relacionamento entre o OEE e seus índices e perdas
Fonte: Chiaradia, 2004.
A figura 8 apresenta a relação direta entre o índice e a sua principal causa que
afeta o desempenho.

48
O índice seguinte, Performance (eq. 3) é composto pelas perdas por queda de
velocidade (eq. 4) que demonstra o quanto o tempo de ciclo real está próximo ao
tempo de engenharia ou tempo teórico, ou seja, avalia o ritmo de produção do
equipamento e pelas perdas por pequenas paradas (eq. 5) e (eq. 6).
O índice de Qualidade (fórmula 7), é o terceiro que compõe o cálculo de
eficiência, é relativo à geração de produtos defeituosos, que resultam em refugos e
retrabalhos.
É possível visualizar na Figura 9, um exemplo de cálculo de eficiência global de
um equipamento.

49
Figura 9 - Cálculo de eficiência global de um equipamento
Fonte: Adaptado de Nakajima, 1993, p. 28.
A Figura 9 apresenta um exemplo de cálculo de eficiência global de um
equipamento.
No modelo de Nakajima, novas perdas passaram a ser incluídas no cálculo de
eficiência global. Shirose (1992) acrescenta a perda por troca de ferramentas de
corte e Jeong e Phillips (2001) apresentam estudos nas indústrias de
semicondutores, acrescentando Quatro perdas, que são: Perda por falta de
programação de produção; Manutenção programada; Pesquisa e desenvolvimento e
Tempo de engenharia. Estas quatro perdas adicionadas entram no cálculo de
eficiência através do índice de disponibilidade.
Como demonstra na figura 10, é possível analisar esquematicamente as
relações entre as perdas, índices e cálculos, segundo abordagem de Nakajima
(1993).

50
Figura 10 – Modelo de cálculo do OEE.
Fonte: Adaptado de Nakajima, 1993, p. 26.
A Figura 10 apresenta uma análise esquematicamente das relações entre as
perdas, índices e cálculos, segundo abordagem de Nakajima(1993).
Para os casos onde os equipamentos produzem mais de um tipo de peça que a
equação o cálculo deve efetuar o somatório do produto “Peças Boas Produzidas X
Tempo de Ciclo”, conforme o mix do período de análise, como mostra a equação (9).
Equação (9)
Entende-se que as ações para solução dos problemas em busca da melhoria
contínua do OEE devem estar apoiadas no cálculo completo do OEE, o qual foi
51
descrito anteriormente, pois este é realizado a partir das seis grandes perdas,
revelando onde estão às perdas e quais são as mais significativas e necessárias na
avaliação do processo produtivo como um todo.
Através de seus estudos Nakajima (1993) define como um índice competitivo
no mercado internacional, um OEE de 85%, a qual deve ser traçado como meta
ideal, no que diz respeito a rendimento de processo de produção, índice esse obtido
por empresas ganhadoras de prêmios reconhecidos.
Na mesma linha de raciocínio de Nakajima (1993), as metas para os índices
que compõem o cálculo do OEE para atingir os 85%, deverão ser maiores que 90%
para o índice de disponibilidade, maior que 95% para a performance e maior que
99% para a qualidade, como representado no cálculo (11) abaixo:
OEE = 0,90 X 0,95 X 0,99 X 100 = 85% (11)
4.4 Tipos de Paradas de Equipamentos e Método de Co leta de Dados
Entende-se que a correta definição das tipologias de paradas em muito irá
auxiliar na coleta de dados e a acuracidade das justificativas dadas para as paradas
que afetam diretamente o rendimento operacional. Em geral é fundamental uma
adequada coleta de dados para que o sistema apresente confiabilidade e sirva como
ferramenta no processo decisório na gestão da produção e especificamente nesse
caso a levantamento correto da eficiência operacional dos processos envolvidos.
Para Hansen (2002, p.32) “Em geral, uma boa coleta de dados é a chave
requerida para o completo sucesso da estratégia da OEE. O sucesso de várias
fábricas é afetado enormemente por como a acuracidade das informações são
coletadas e analisadas eficientemente”.
Outro fator importantíssimo para sucesso do processo de aplicação do OEE
segundo (HANSEN, 2002), deve-se fazer a seleção das máquinas a ser aplicada a
metodologia do cálculo de rendimento. A seleção deve ficar em cima das máquinas
consideradas gargalos (alta demanda e pouca capacidade), áreas com processos
críticos e áreas com alto investimento de capital.
O objetivo de construir categorias do OEE codificadas, chamadas por Nakajima
(1993) de perdas, é proporcionar aos operadores condições de efetuar
apontamentos das paradas existentes nos equipamentos, para que cada empresa

52
busque diferentes estados (paradas) do equipamento, de modo a atingir o nível de
acuracidade de dados desejados (JEONG; PHILLIPS, 2001), é indicado evitar a
utilização de categorias genéricas “outros”. Também é preciso tentar otimizar a
utilização de códigos, pois uma vez que seja definido muitos códigos para serem
utilizados pelos operadores, corre-se o risco, mesmo que do sistema de coleta ser
manual ou automático, pode acontecer dos operadores selecionarem somente um
código, o que pode resultar na desmotivação dos operadores, criando uma reação
contrária à coleta de dados (JOHNSON; LESSHAMMAR, 1999). Diante disso, deve-
se limitar a quantidade de códigos que serão utilizados no registro das paradas.
(HANSEN, 2002).
Acredita-se que seja necessário à definição clara de cada motivo de parada
bem como sua aplicação no contexto da empresa, para que não ocorram erros
conceituais durante o preenchimento dos diários de bordos (formulários) de parada
ou no lançamento em sistemas computadorizados. A partir destas definições, é
possível que os operadores apontem as reais causas de parada de seus
equipamentos, com uma facilidade e colaborando com a precisão dos
apontamentos.
Entende-se que se faz necessário uma mudança organizacional por completo
no sentido criar estrutura e proporcionar uma interação homem, máquina e
processo, pois se todos esses elementos não interagirem de forma sincronizada o
resultado operacional desejado possivelmente não será atingido.
Afim de poder entender e contemplar todas as ações administrativas
necessárias para buscar os objetivos geral e específicos desse trabalho, se faz
necessário aprofundar os estudos na gestão da mudança organizacional, onde deve
ser estudado as necessidades e desejos que transforme em fatores motivacionais de
todo o corpo operacional envolvido nos processos de produção.
4.5 Mudança Organizacional
Há 30 anos, as fronteiras nacionais podiam isolar as empresas das pressões
competitivas estrangeiras, fato que não ocorre nos dias de hoje. Elas perderam
quase totalmente o sentido de definição dos limites de operação de uma
organização. Mas a globalização não significa apenas fazer negócios além das
fronteiras nacionais, significa também aumento da competitividade para quase todo
53
o tipo de organização. A empresa deve estar atenta para o fato de que enfrentam
concorrência de todos os lados, não somente nacional como também estrangeira.
Com o entendimento da situação de concorrência, as duas principais forças
motrizes da globalização foram á procura de novos mercados e os esforços para
redução de custos, em busca da competitividade internacional (ROBBINS, 2006).
Para (ROBBINS, 2006) com o trabalho sendo cada vez mais organizado em
torno de equipes, os funcionários tiveram de se tornar membros delas. Isso significa
desenvolver o tipo de habilidades necessárias para poder contribuir para equipes de
alto desempenho, principalmente habilidades para solução de problemas e tomada
de decisão em grupo, capacidade para ouvir, dar feedback e resolver conflitos, entre
outras aptidões interpessoais.
Nesse contexto entende-se que os funcionários de uma organização são peças
fundamentais não só no processo produtivo, ma também no processo de
sobrevivência de uma organização, onde o mesmo está ligado diretamente à
capacidade de competitividade da organização frente ao mercado internacional.
Com isso a organização deve pesquisar e buscar entender quais fatores
estimulam a motivação de seus funcionários no sentido de buscarem a sua
satisfação pelo seu trabalho e em conseqüência atingirem os índices desejados de
produtividade, pois entende-se que a produtividade seja a maior produção possível
de produtos bons com o menor custo possível.
No entender de (MORGAN, 1996) quanto a questão de motivação no trabalho,
uma nova teoria da organização começou a emergir, apoiada na idéia de que
indivíduos e grupos, da mesma forma como os organismos biológicos, atuam mais
eficazmente somente quando suas necessidades são satisfeitas. Teorias da
motivação, tais como a do pioneiro Abraham Maslow, apresentam o ser humano
como um tipo de organismo psicológico que luta para satisfazer as suas
necessidades numa busca de completo crescimento e desenvolvimento. Essa teoria
sugeriu que os seres humanos são motivados por uma hierarquia de necessidades
que progride através de diferentes tipos, a saber, fisiológicas, sociais e psicológicas
e não somente por dinheiro ou estabilidade de emprego. Um trabalho relacionado
com os cargos e relações interpessoais criam condições de crescimento pessoal que
simultaneamente ajudariam as organizações a atingir os seus propósitos e objetivos
organizacionais.
54
De acordo com (BERGAMINI apud Steers e Porter 1983, p.4) propõem que a
motivação seja uma cadeia de eventos baseada no desejo de reduzir um estado
interno de desequilíbrio tendo como base a crença de que certas ações deveriam
servir a esse propósito. Para tais autores os indivíduos agem da maneira pela qual
acreditam que serão levados até o objetivo desejado. Dentre os principais objetivos,
o primeiro a aparecer são as necessidades, que são os motivos pelos quais cada um
se põe em movimento na busca de certos fins.
Segundo (ROBBINS, 2006) observou-se que as respostas dadas pelas
pessoas quando se sentiam bem sobre seus trabalhos eram significativamente
diferentes das respostas dadas quando se sentiam mal. Essa descoberta levou á
primeira conclusão da teoria da motivação-higiene: os fatores intrínsecos estão
associados à satisfação no trabalho, ao passo que os extrínsecos estão associados
à insatisfação.
De acordo com (HERSZBERG, 1997) os fatores que resultam em satisfação no
trabalho são separados e distintos daqueles que resultam em insatisfação. Dessa
forma agindo no intuito de eliminar fatores que geram insatisfação no trabalho
podem produzir paz, mas não necessariamente motivação. Estarão mais aplacando
sua força de trabalho que a motivando. Consequentemente, características como
políticas e administração da empresa, supervisão, relações interpessoais, condições
de trabalho e salário foram caracterizadas pelo autor como fatores de higiene.
Quando adequados, os indivíduos não ficaram insatisfeitos; entretanto,
tampouco satisfeito. Se quiser motivar as pessoas em seus cargos, (HERZBERG,
1997) sugere que enfatizar a realização, o reconhecimento, o trabalho em si, a
responsabilidade e o crescimento. Essas são características que as pessoas
consideram intrinsecamente recompensadoras
Como afirma (ROBBINS, 2006) uma das explicações mais amplamente aceitas
sobre a motivação é aprestada pela teoria da expectativa que afirma que a força de
uma tendência para agir de certa maneira depende da força de uma expectativa de
que o ato seja acompanhado pelo dado resultado e da atrativa desse resultado para
o indivíduo. Em termos mais práticos, a teoria da expectativa diz que um funcionário
será motivado a se esforçar no trabalho quando acreditar que seu esforço levará a
uma boa avaliação de desempenho; que uma boa avaliação resultará em
recompensas organizacionais – como gratificações, aumento de salário ou

55
promoção; que essas recompensas satisfarão suas metas pessoais. A teoria
concentra-se em três relações:
•Relação esforço-desempenho
•Relação desempenho-recompensas
•Relação recompensas-metas pessoais
- Relação esforço-desempenho. A probabilidade percebida pelo indivíduo de
que o dispêndio de determinada quantidade de esforço resultará em
desempenho.
- Relação desempenho-recompensa. O grau em que o indivíduo acredita que
determinado nível de desempenho resultará na consecução de um resultado
desejado.
- Relação recompensas-metas pessoais. O grau em que as recompensas
organizacionais satisfazem as metas ou necessidades pessoais e a
atratividade dessas recompensas potenciais para o individuo.
Segundo o autor a teoria da expectativa ajuda a explicar por que muitos
trabalhadores não são motivados em seus cargos e fazem apenas o mínimo para
não perdê-los.
No entender de (BERGAMINI, 1997) controlando os reforçadores positivos e
negativos existentes no ambiente extrínseco, aos quais são submetidos os seres
vivos, é possível levá-los a exibirem os comportamentos desejados, mediante a
apresentação de algum tipo de recompensa. Gooch e McDowell (1988, p. 51),
A motivação é uma força que se encontra no interior de cada pessoa e que pode estar ligada a um desejo. Uma pessoa não consegue jamais motivar alguém; o que ela pode fazer é estimular a outra pessoa. A probabilidade de que uma pessoa siga uma orientação de ação desejável está diretamente ligada á força de um desejo.
Isso propõe que as pessoas façam as coisas como querem e quando querem.
Com a relação á motivação, elas têm, na maioria das vezes, liberdade e autonomia
própria.
Entende-se, assim que a motivação seja um impulso que venha de dentro e
que tem, portanto, suas fontes de energia no interior de cada pessoa.
56
Como afirma (ROBBINS; 2006 p. 343), a motivação é a disposição de exercer
um nível elevado e permanente de esforço em favor das metas da organização, sob
a condição de que o esforço seja capaz de satisfazer alguma necessidade individual.
A motivação geral está relacionada com o esforço em direção a alguma meta
organizacional.
Outro aspecto que deve ser assinalado segundo (ROBBINS, 2006) é o
envolvimento do funcionário, que se tornou um termo abrangente e conveniente para
cobrirem diversas e conhecidas técnicas, contemplando, por exemplo, a
administração participativa, empowerment, democratização do local de trabalho e
participação acionária do funcionário. Defini-se envolvimento do funcionário como
um processo participativo que utiliza a competência total dos funcionários e se
destina a encorajar o maior comprometimento com o sucesso da organização. A
lógica subjacente é que ao envolver os trabalhadores nas decisões que os afetam e
aumentar sua autonomia e controle sobre suas vidas profissionais, eles se tornarão
mais satisfeitos com seus trabalhos e em conseqüência aumentaram seu
desempenho operacional.
Compreende-se que os fatores motivacionais podem estar ligados a fatores
intrínsecos e a fatores extrínsecos. É necessário nesse trabalho definirmos
adequadamente estratégias para buscar junto aos funcionários das indústrias
Micheletto, especificadamente dos setores de prensa médias e laminadoras
pequenas, quais características dentro desses fatores estão contribuindo para afetar
de modo a reduzir o índice de desempenho operacional global dos setores
supracitados. Juntamente com o envolvimento dos funcionários no processo de
definição das causas, obter base para poder disparar um plano de ação em busca
da resolução dos problemas sejam eles de parte técnica ou de parte motivacional.
Uma vez eliminados os problemas técnicos, ênfase se dará nos motivacionais,
e ao mesmo tempo estabelecer-se-á objetivos claros e metas conjuntas de
desempenho operacional e principalmente atingíveis e com foco no objetivo global
da organização.
57
5 METODOLOGIA
Segundo Roesch (2010, p. 126), todo projeto deve utilizar algum tipo de
metodologia, espera-se que haja uma especificação do seu plano ou estratégia de
pesquisa para que o problema detectado seja pesquisável e que possa proporcionar
dados e, portanto elaborar respostas plausíveis as questões do estudo.
O presente capítulo tem como objetivo apresentar a metodologia selecionada
para a aplicação da pesquisa que norteou o estudo de caso em chão de fábrica,
especificamente nos setores de prensas médias e laminadoras pequenas na
empresa Indústrias Micheletto S.A dando ênfase á estruturação e métodos que
foram utilizados para coleta e análises de dados que contribuíram para o
atendimento do objetivo geral e específicos do projeto.
5.1 Delineamento do tipo de estudo
De acordo com (ROESCH, 2010) as pesquisas podem ser classificadas como
sendo qualitativas e quantitativas. Conforme definição:
a) pesquisa qualitativa: tem o propósito da avaliação formativa através da
exploração e do entendimento dos comportamentos e perspectivas das
componentes entrevistados;
b) pesquisa quantitativa: tem o propósito de medir relações entre variáveis,
avaliar o resultado de algum sistema ou projeto através de dados
padronizados e estatísticos.
Segundo Roesch (2010, p. 154), pesquisas qualitativas são aplicáveis onde há
necessidade de uma avaliação formativa, quando se trata de melhorar á efetividade
de um programa, plano ou mesmo quando se trata de selecionar metas de um
programa e construir uma intervenção, mas não é apropriada para avaliar resultados
de programas ou planos. Na pesquisa qualitativa o enfoque é o exploratório, que
segundo Roesch (2010, p. 156) nessa situação o pesquisador vai a campo livre de
paradigmas no intuito de escutar e explorar o conhecimento, perspectivas e
interpretações das pessoas sobre os fatos que levam diretamente ao foco do
trabalho, a situação problemática.
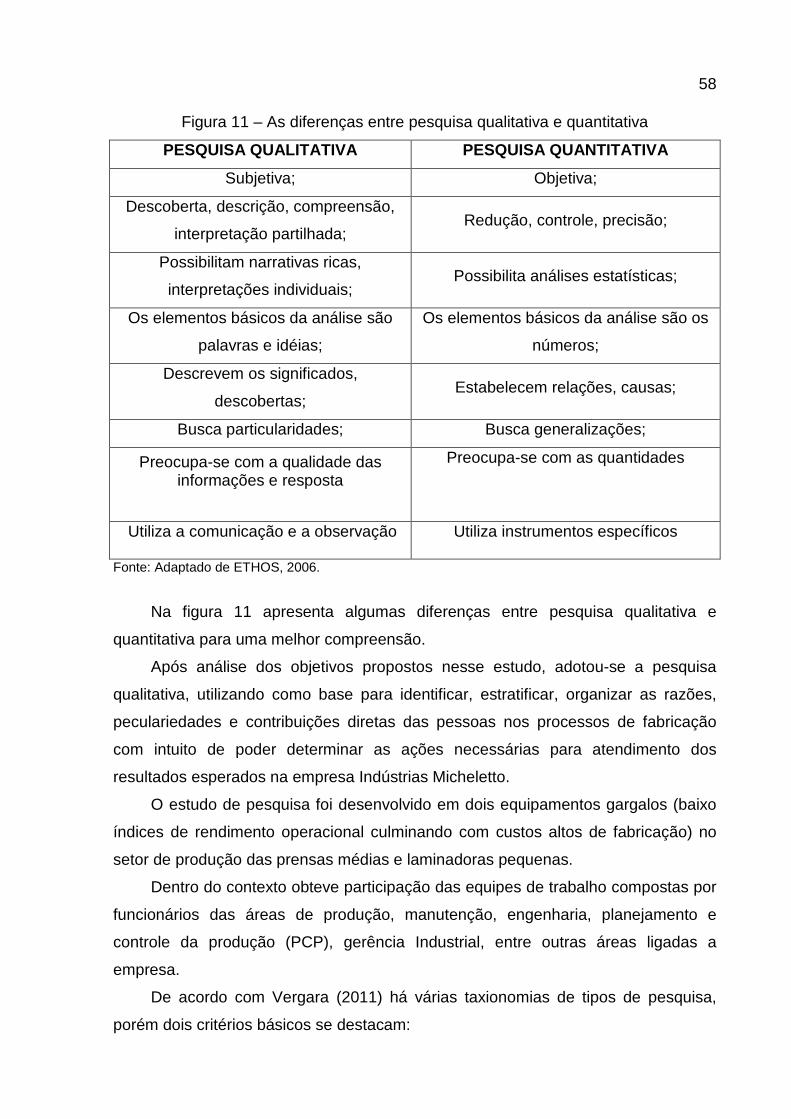
58
Figura 11 – As diferenças entre pesquisa qualitativa e quantitativa
PESQUISA QUALITATIVA PESQUISA QUANTITATIVA
Subjetiva; Objetiva;
Descoberta, descrição, compreensão,
interpretação partilhada; Redução, controle, precisão;
Possibilitam narrativas ricas,
interpretações individuais; Possibilita análises estatísticas;
Os elementos básicos da análise são
palavras e idéias;
Os elementos básicos da análise são os
números;
Descrevem os significados,
descobertas; Estabelecem relações, causas;
Busca particularidades; Busca generalizações;
Preocupa-se com a qualidade das informações e resposta
Preocupa-se com as quantidades
Utiliza a comunicação e a observação
Utiliza instrumentos específicos
Fonte: Adaptado de ETHOS, 2006.
Na figura 11 apresenta algumas diferenças entre pesquisa qualitativa e
quantitativa para uma melhor compreensão.
Após análise dos objetivos propostos nesse estudo, adotou-se a pesquisa
qualitativa, utilizando como base para identificar, estratificar, organizar as razões,
peculariedades e contribuições diretas das pessoas nos processos de fabricação
com intuito de poder determinar as ações necessárias para atendimento dos
resultados esperados na empresa Indústrias Micheletto.
O estudo de pesquisa foi desenvolvido em dois equipamentos gargalos (baixo
índices de rendimento operacional culminando com custos altos de fabricação) no
setor de produção das prensas médias e laminadoras pequenas.
Dentro do contexto obteve participação das equipes de trabalho compostas por
funcionários das áreas de produção, manutenção, engenharia, planejamento e
controle da produção (PCP), gerência Industrial, entre outras áreas ligadas a
empresa.
De acordo com Vergara (2011) há várias taxionomias de tipos de pesquisa,
porém dois critérios básicos se destacam:

59
a) quanto aos fins
b) quanto aos meios.
Quanto aos fins: De acordo com Vergara (2011) a pesquisa exploratória é
realizada em área na qual há pouco conhecimento acumulado e sistematizado. Por
sua natureza de sondagem, não comporta hipóteses que, todavia, poderão surgir
durante ou ao final da pesquisa.
Quanto aos meios: Para Vergara (2011) a pesquisa participante além da
participação efetiva do pesquisador, é parte fundamental do processo as pessoas
implicadas no problema sob investigação, fazendo com que a fronteira
pesquisador/pesquisado ao contrário o que ocorre na pesquisa tradicional seja
tênue.
Complementa Lakatos e Marconi (2009) o mesmo define a pesquisa
participante como um tipo de pesquisa que não possui um planejamento preliminar
ou um projeto anterior à prática, sendo que o mesmo só será construído junto aos
participantes (objetos de pesquisa),os quais auxiliarão no levantamento de dados,
hipóteses, definição da causas raiz dos problemas e até mesmo na definição do
plano de ação para resolução e atingimento dos objetivos traçados.
De acordo com Grossi (1981): "Pesquisa participante é um processo de
pesquisa no qual a comunidade participa na análise de sua própria realidade, com
vistas a promover uma transformação social em benefício dos participantes que são
oprimidos.
Diante da teoria apresentada, entende-se que a pesquisa desenvolveu-se
através de estudo de caso, onde a investigação é empírica realizada no local onde
ocorre o fenômeno ou que dispõe de elementos para que necessite ser estudado e
explicado.
Foi executado um estudo de caso onde foi aplicada uma pesquisa exploratória,
pois é necessário ser determinado uma visão geral sobre o fato abordado, no intuito
de colher o maior número de informações dos participantes que fazem parte do
processo produtivo e que teoricamente presenciam todas as ocorrências e variações
que possa determinar hipóteses precisas e operacionalizáveis que certamente foram
determinativas na solução do problema.

60
Essa pesquisa também foi caracterizada como pesquisa participante uma vez
que apresentou participação efetiva do pesquisador juntamente a todo o corpo
funcional envolvido ao processo produtivo, operacional, engenharia e qualidade.
5.2 Delineamento da área alvo de estudo
Segundo Roesch (2010, p. 128), a área alvo pode estar concentrada em um
departamento da empresa, e geralmente ocorre com estudos que visam diagnosticar
planos ou sistemas em determinados setores da empresa ou em outro momento
abrangem toda a organização, nos casos onde o trabalho deve abranger uma visão
de reestruturação organizacional como um todo.
De acordo com (ROESCH, 2010) o delineamento da pesquisa tem como
objetivo central de tornar o problema pesquisável: determinar qual universo será
estudado, quais questões serão levantadas, em que profundidade serão exploradas
e quais comparações serão feitas.
Para Lakatos e Marconi (2009 p.29), “A delimitação da pesquisa tem o objetivo
de estabelecer limites onde o pesquisador possa estudar uma parte do universo da
população, em um momento ou limite de tempo que possibilita a escolha de uma
amostra representativa”.
A área alvo definida para esse projeto foram os setores de produção, prensas
médias e laminadoras pequenas da empresa Micheletto que estavam apresentando
problemas de índice de rendimento operacional abaixo do esperado. Devido a isso,
a amostragem foi focada no contexto desses dois setores. Devido à complexidade
dos processos internos de fabricação, cria-se a necessidade de toda a contribuição
possível, diante da baixa população de pessoas envolvidas no sistema, a
amostragem visou à participação de 100% dos componentes envolvidos nas
atividades, que somam o montante de 37 pessoas, conforme quadro 1 e 2.
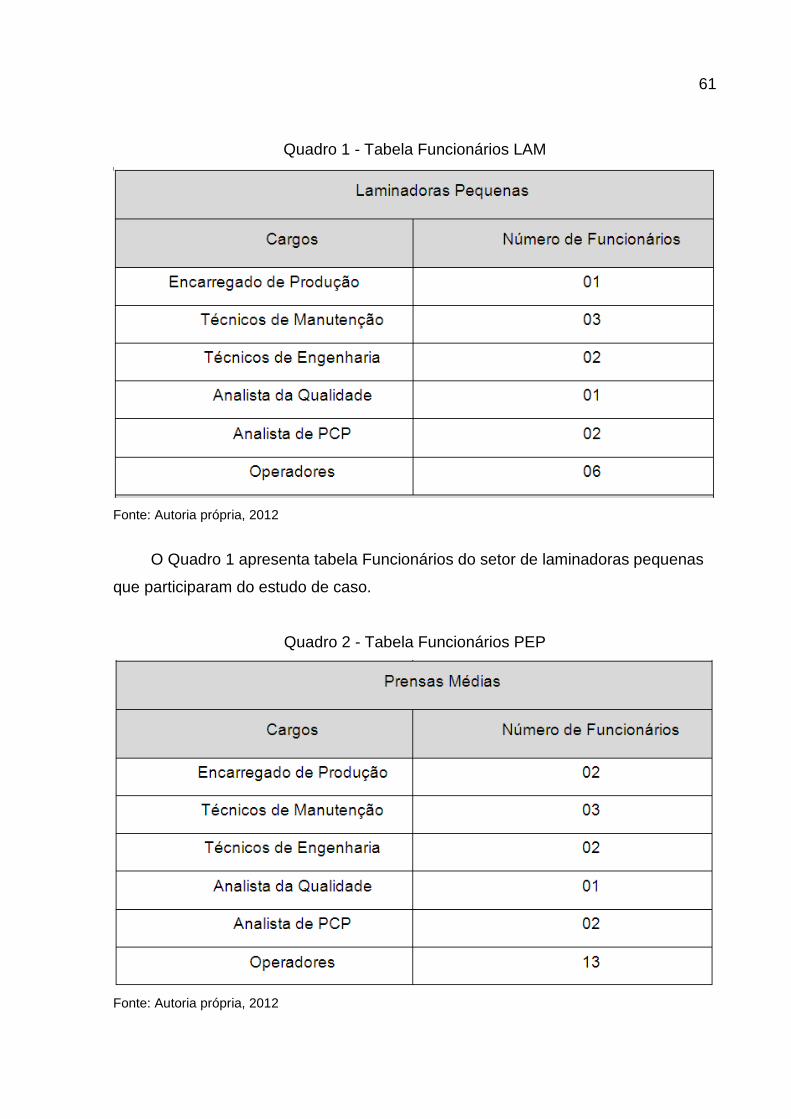
61
Quadro 1 - Tabela Funcionários LAM
Fonte: Autoria própria, 2012
O Quadro 1 apresenta tabela Funcionários do setor de laminadoras pequenas
que participaram do estudo de caso.
Quadro 2 - Tabela Funcionários PEP
Fonte: Autoria própria, 2012
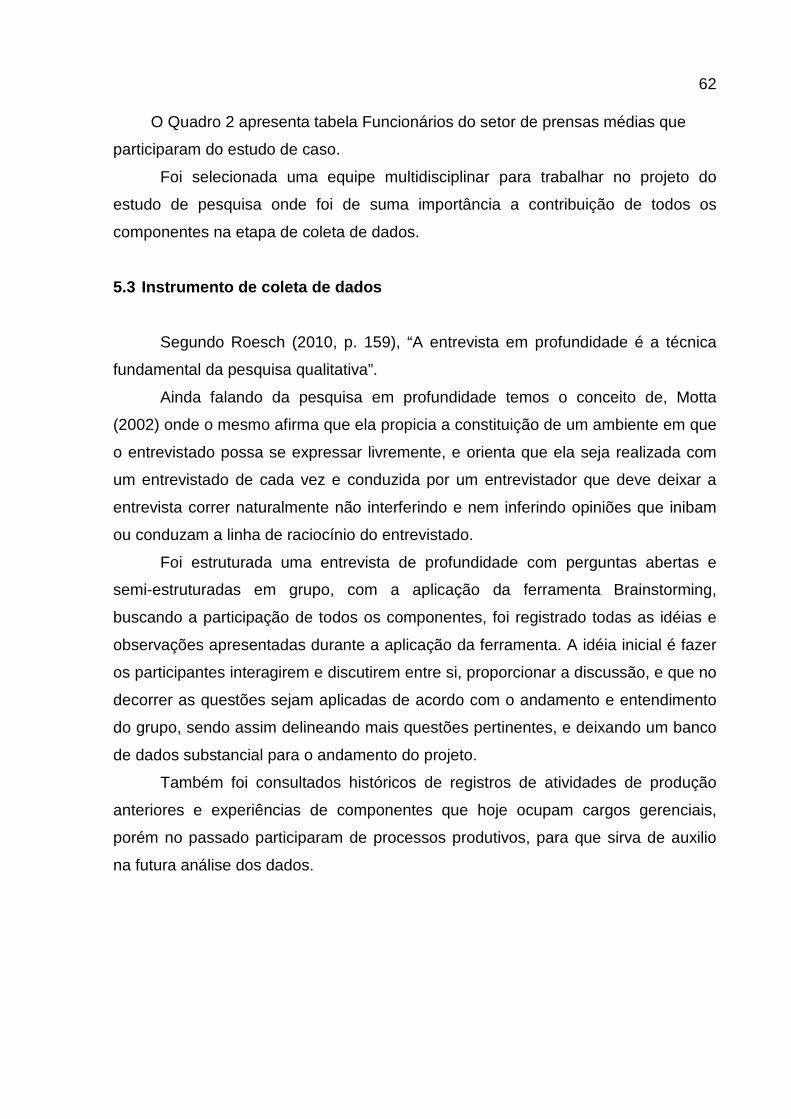
62
O Quadro 2 apresenta tabela Funcionários do setor de prensas médias que
participaram do estudo de caso.
Foi selecionada uma equipe multidisciplinar para trabalhar no projeto do
estudo de pesquisa onde foi de suma importância a contribuição de todos os
componentes na etapa de coleta de dados.
5.3 Instrumento de coleta de dados
Segundo Roesch (2010, p. 159), “A entrevista em profundidade é a técnica
fundamental da pesquisa qualitativa”.
Ainda falando da pesquisa em profundidade temos o conceito de, Motta
(2002) onde o mesmo afirma que ela propicia a constituição de um ambiente em que
o entrevistado possa se expressar livremente, e orienta que ela seja realizada com
um entrevistado de cada vez e conduzida por um entrevistador que deve deixar a
entrevista correr naturalmente não interferindo e nem inferindo opiniões que inibam
ou conduzam a linha de raciocínio do entrevistado.
Foi estruturada uma entrevista de profundidade com perguntas abertas e
semi-estruturadas em grupo, com a aplicação da ferramenta Brainstorming,
buscando a participação de todos os componentes, foi registrado todas as idéias e
observações apresentadas durante a aplicação da ferramenta. A idéia inicial é fazer
os participantes interagirem e discutirem entre si, proporcionar a discussão, e que no
decorrer as questões sejam aplicadas de acordo com o andamento e entendimento
do grupo, sendo assim delineando mais questões pertinentes, e deixando um banco
de dados substancial para o andamento do projeto.
Também foi consultados históricos de registros de atividades de produção
anteriores e experiências de componentes que hoje ocupam cargos gerenciais,
porém no passado participaram de processos produtivos, para que sirva de auxilio
na futura análise dos dados.
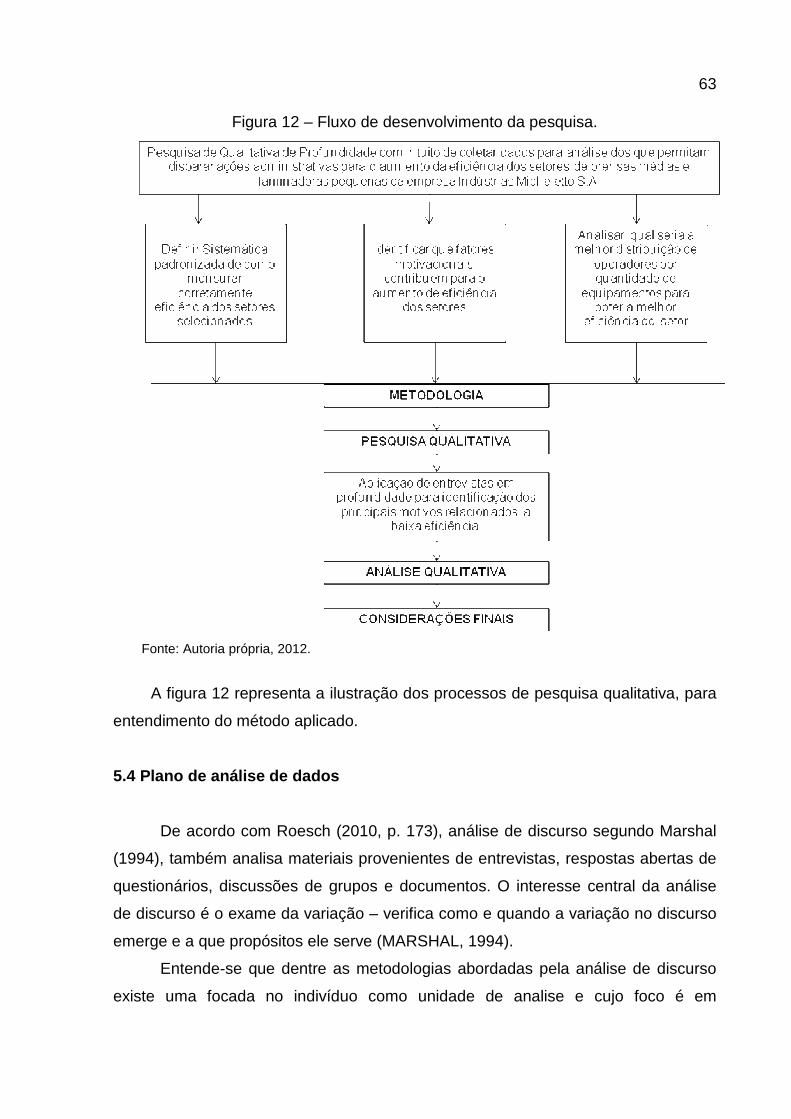
63
Figura 12 – Fluxo de desenvolvimento da pesquisa.
Fonte: Autoria própria, 2012.
A figura 12 representa a ilustração dos processos de pesquisa qualitativa, para
entendimento do método aplicado.
5.4 Plano de análise de dados
De acordo com Roesch (2010, p. 173), análise de discurso segundo Marshal
(1994), também analisa materiais provenientes de entrevistas, respostas abertas de
questionários, discussões de grupos e documentos. O interesse central da análise
de discurso é o exame da variação – verifica como e quando a variação no discurso
emerge e a que propósitos ele serve (MARSHAL, 1994).
Entende-se que dentre as metodologias abordadas pela análise de discurso
existe uma focada no indivíduo como unidade de analise e cujo foco é em

64
“repertórios interpretativos”, onde podemos estudar a categorização do indivíduo em
relação á motivação, satisfação no trabalho, produtividade, entre outros.
Segundo Vergara (2011, p.25), a análise de discurso é um método que visa
não só como aprender como uma mensagem é transmitida, como também explorar
seu sentido. Analisar o discurso implica considerar tanto o emissor quanto o
destinatário da mensagem, bem como o contexto no qual o discurso está inserido.
Segundo Foucualt (2005, p.171), O discurso é o caminho de uma contradição
a outra: se dá lugar às que vemos, é que obedecem à que oculta.
Analisar o discurso é fazer com que desapareçam e reapareçam as
contradições, é mostrar o jogo que nele elas desempenham; é manifestar como ele
pode exprimi-las, dar-lhe corpo ou emprestar-lhe uma fugidia aparência.
Entende-se que utilizando a analise de discurso estaremos possibilitando aos
participantes uma atuação efetiva no levantamento, debate e alinhamento das causa
raízes do problema. Pois a prática da análise do discurso possibilita uma ação do
sujeito sob o contexto geral do debate. Durante os trabalhos os participantes
exerceram o direito de colocação de suas idéias e pontos de vista, podendo
defender sua posição e demonstrar sua interpretação e a partir disso construir
conjuntamente uma idéia de verdade. Portanto os objetivos de um projeto podem ser atingidos mediante a correta
coleta, a análise e interpretação dos dados (VERGARA, 2009, p. 59).
Vergara (2009, p.59) define as formas adequadas de coleta e análise dos
dados nesta etapa de pesquisa, e justifica o porquê do tratamento adequado dos
dados no intuito do atendimento dos propósitos do projeto.
Em um primeiro momento a análise de dados abordou alguns dados
históricos de produção do último semestre (quantidade produzida por equipamento,
por operador, lead time de produção, percentual de rejeição, etc..) exclusivos dos
setores de produção envolvidos no projeto, o que permitiu a elaboração das
questões do roteiro para a entrevista individual em profundidade.
No segundo momento foi executado uma entrevista individual com perguntas
abertas com todos os envolvidos diretamente na produção operadores,
encarregados de produção, e após foi reunidos todos os participantes conforme
Quadro 1 e 2 e aplicado a ferramenta Brainstorming.
No terceiro momento, utilizaram-se os dados primários coletados nas
entrevistas individuais e do grande grupo, os quais serão tratados de forma
65
qualitativa através da análise de conteúdo. Segundo Roesch (2010), este tipo de
análise visa à classificação das exposições auferidas nas entrevistas em categorias,
facilitando a análise e a proposição de ações.
“A categorização é uma operação de classificação de elementos constitutivos
de um conjunto, por diferenciação seguida de um reagrupamento baseado em
analogias, a partir de critérios definidos” (FRANCO, 2005, p. 57).
Por fim foi elaborado um relatório final contendo os resultados da pesquisa e
o mesmo foi submetido a um processo de análise por uma equipe multidisciplinar. A
equipe foi composta por corpo técnico de engenharia, fabricação, qualidade e
gerencia industrial, onde foi elaborado um plano de ação para atacar os problemas e
buscar o índice de rendimento operacional (eficiência) necessária para manter a
competitividade comercial da empresa.

66
Figura 13 – Fluxograma de desenvolvimento do estudo
Fonte: Autoria própria, 2012.
A figura 13 apresenta o fluxograma do estudo de caso alvo desse trabalho.
Pesquisa Bibliográfica Experiência do autor – pesquisa participante
Dados da empresa
Descrição da implementação de um controle de
eficiência operacional utilizando a ferramenta OEE
Seleção dos equipamentos a serem monitorados
Aplicação da ferramenta Brainstorming
Elaboração do plano de ação e execução das ações
Monitoramento dos resultados da aplicação
Seleção dos operadores de máquinas para participação
no OEE
Seleção e treinamento de todas as pessoas envolvidas
no processo produtivo na ferramenta OEE
Medição da situação atual através da aplicação de um
piloto de monitoramento OEE – 1 mês
Propor ações p/consolidação do monitoramento OEE
Analise do processo de mudança das práticas organizacionais
Conclusão

67
6 DESCRIÇÃO E ANÁLISE DOS DADOS
“A análise dos dados consiste em examinar, categorizar, classificar tabelas,
testar ou, do contrário, recombinar as evidências quantitativas e qualitativas para
tratar as proporções iniciais de um estudo.” (YIN, 2005, p.137).
Este capítulo tem por objetivo apresentar a descrição e a análise dos dados
pesquisados fazendo uma relação com a revisão da literatura abordada. Com esse
propósito serão apresentados:
a) Descrição da implementação de um controle de eficiência operacional,
utilizando o método OEE a ser aplicado nos processos de prensas médias
e laminadoras pequenas;
b) Análise dos resultados alcançados com a aplicação de monitoramento
OEE;
c) Análise do processo de mudança das práticas organizacionais na
implementação do método;
d) Análise dos resultados gerais e ações necessárias para manter e aumentar
em busca da eficiência desejada.
6.1 Descrição da implementação de um controle de ef iciência operacional
utilizando a ferramenta OEE nas Indústrias Michelet to S.A
6.1.1 Seleção dos equipamentos a serem monitorados
Para aplicação da ferramenta OEE, foi necessário preliminarmente determinar
quais equipamentos fariam parte do piloto de monitoramento. Através da consulta de
um banco de dados disponibilizado pela empresa foi possível verificar os processos
com problemas de restrições e que estavam influenciando na produtividade da
organização, o período analisado foi de janeiro de 2011 a setembro de 2011.
Verificou-se que a restrição de produção nesse intervalo estava localizada nas
prensas médias e laminadoras pequenas.
Para que fosse possível iniciar-se o trabalho, deveria ser determinado um
grupo menor de equipamentos que serviriam de modelo e de piloto, pois seria

68
inviável trabalhar com todos os equipamentos disponíveis na organização, o
montante somam mais de 200 equipamentos.
Nesse caso foram selecionadas as prensas médias, codificadas como PEP 20,
21, 22, 51, 52, 69 e 70. Também foram selecionadas as laminadoras pequenas
classificadas como LAM 14, 15, 16, 27, 28, 31 e 38. Foi feito um levantamento via
sistema informatizado da situação de capacidade x demanda x eficiência,
apresentado nos gráficos a seguir.
Figura 14 – Identificação de restrição das prensas médias.
Identificação de Gargalo (CTS)
Total Programado - MÁQs OEE; 264.949
Total Produzido; 99.374
Déficit; 165.575
0
50.000
100.000
150.000
200.000
250.000
300.000
Total Programado Total Produzido Déficit
Fonte: Autoria própria, 2012.
Na figura 14 é possível verificar e constatar toda a questão de restrição de
produção dos equipamentos prensas médias e justificam a seleção das máquinas
referenciadas. Fica evidenciado o baixo rendimento dos recursos, causando um
déficit mensal de 165 mil centos.
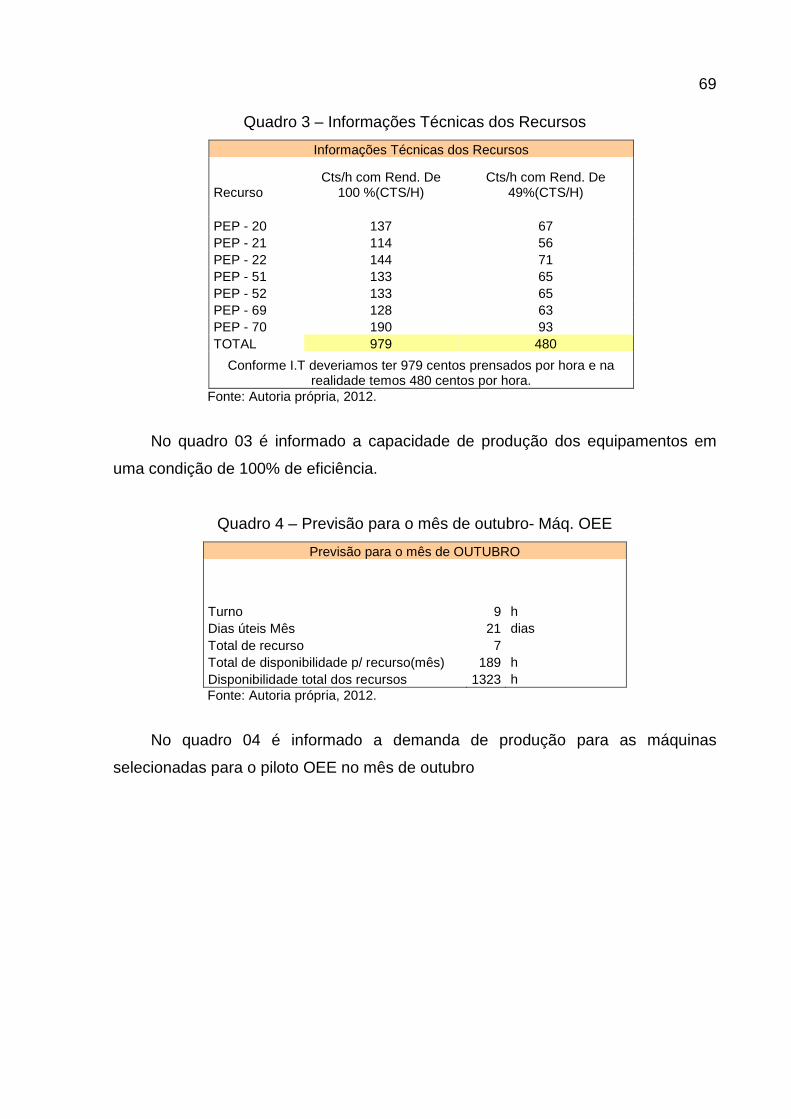
69
Quadro 3 – Informações Técnicas dos Recursos
Informações Técnicas dos Recursos
Recurso Cts/h com Rend. De
100 %(CTS/H) Cts/h com Rend. De
49%(CTS/H) PEP - 20 137 67 PEP - 21 114 56 PEP - 22 144 71 PEP - 51 133 65 PEP - 52 133 65 PEP - 69 128 63 PEP - 70 190 93 TOTAL 979 480
Conforme I.T deveriamos ter 979 centos prensados por hora e na realidade temos 480 centos por hora.
Fonte: Autoria própria, 2012.
No quadro 03 é informado a capacidade de produção dos equipamentos em
uma condição de 100% de eficiência.
Quadro 4 – Previsão para o mês de outubro- Máq. OEE
Previsão para o mês de OUTUBRO
Turno 9 h Dias úteis Mês 21 dias Total de recurso 7 Total de disponibilidade p/ recurso(mês) 189 h Disponibilidade total dos recursos 1323 h Fonte: Autoria própria, 2012.
No quadro 04 é informado a demanda de produção para as máquinas
selecionadas para o piloto OEE no mês de outubro
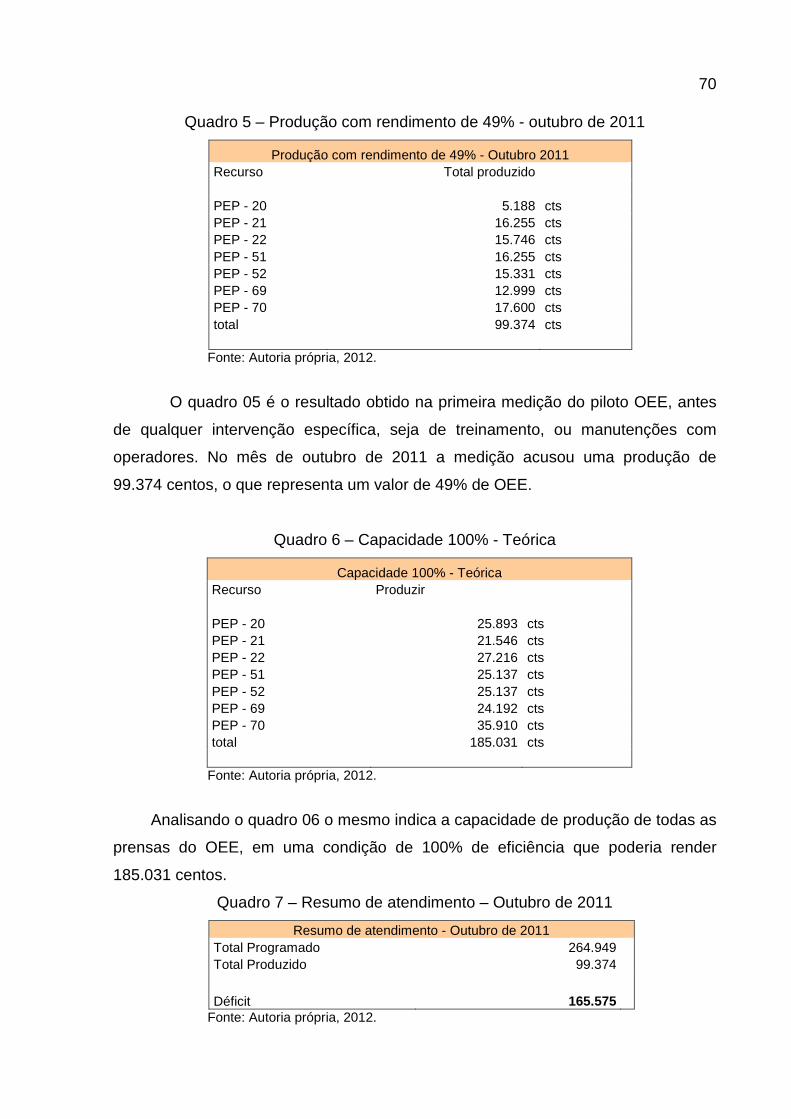
70
Quadro 5 – Produção com rendimento de 49% - outubro de 2011
Produção com rendimento de 49% - Outubro 2011 Recurso Total produzido PEP - 20 5.188 cts PEP - 21 16.255 cts PEP - 22 15.746 cts PEP - 51 16.255 cts PEP - 52 15.331 cts PEP - 69 12.999 cts PEP - 70 17.600 cts total 99.374 cts
Fonte: Autoria própria, 2012.
O quadro 05 é o resultado obtido na primeira medição do piloto OEE, antes
de qualquer intervenção específica, seja de treinamento, ou manutenções com
operadores. No mês de outubro de 2011 a medição acusou uma produção de
99.374 centos, o que representa um valor de 49% de OEE.
Quadro 6 – Capacidade 100% - Teórica
Capacidade 100% - Teórica Recurso Produzir PEP - 20 25.893 cts PEP - 21 21.546 cts PEP - 22 27.216 cts PEP - 51 25.137 cts PEP - 52 25.137 cts PEP - 69 24.192 cts PEP - 70 35.910 cts total 185.031 cts
Fonte: Autoria própria, 2012.
Analisando o quadro 06 o mesmo indica a capacidade de produção de todas as
prensas do OEE, em uma condição de 100% de eficiência que poderia render
185.031 centos.
Quadro 7 – Resumo de atendimento – Outubro de 2011
Resumo de atendimento - Outubro de 2011 Total Programado 264.949 Total Produzido 99.374
Déficit 165.575 Fonte: Autoria própria, 2012.

71
O quadro 07 indica que de acordo com a teoria, poderia ser produzido a 100%
a quantidade de 264.949 centos. A produção, foi de 99.473 centos, apresentando
um déficit mensal para essa linha de produtos no montante de 165.000 centos
somente nas máquinas do OEE. Isso significa um valor considerável que ajudaria
em muito o faturamento da empresa, aproximadamente R$ 370.062,00 no mês.
A mesma análise foi executada para as laminadoras pequenas.
Figura 15 – Identificação de Restrição Laminadoras Pequenas
Identificação de Gargalo (CTS)
Total Programado - MÁQs. OEE; 256.302
Total Produzido; 118.485 Déficit; 137.817
0
50.000
100.000
150.000
200.000
250.000
300.000
Total Programado - MAQs. OEE Total Produzido Déficit
Fonte: Autoria própria, 2012.
Na figura 15 é possível verificar e constatar toda a questão de restrição de
produção dos equipamentos laminadoras pequenas e do porque da seleção das
máquinas referenciadas. Fica evidenciado o baixo rendimento dos recursos,
causando um déficit mensal de 137 mil centos.

72
Quadro 8 – Informação Técnica dos Recursos
Informações Técnicas dos Recursos
Recurso Cts/h com Rend.
De 100 %(CTS/H) Cts/h com Rend. De
35,57%(CTS/H) LAM - 14 420 149 LAM - 15 380 135 LAM - 16 348 124 LAM - 27 110 39 LAM - 28 120 43 LAM - 31 110 39 LAM - 38 250 89 TOTAL 1738 618
Conforme I.T deveríamos ter 1738 centos prensados por hora e na realidade temos 618 centos por hora
Fonte: Autoria própria, 2012.
No quadro 08 é informado a capacidade de produção dos equipamentos em
uma condição de 100% de eficiência.
Quadro 9 – Previsão Para Outubro
Previsão para o mês de OUTUBRO - MAQs. OEE
Turno 9 h Dias úteis Mês 21 dias Total de recurso 7 Total de disponibilidade p/ recurso(mês) 189 h Disponibilidade total – todos os recursos 1323 h
Fonte: Autoria própria, 2012.
No quadro 09 informa a demanda de produção para as máquinas selecionadas
para o piloto OEE no mês de outubro de 2011.
Quadro 10 – Produção com rendimento de 35,57% - Outubro 2011
Produção com rendimento de 35,57% - Outubro 2011 Recurso Total produzido LAM - 14 9.582 cts LAM - 15 16.832 cts LAM - 16 19.810 cts LAM - 27 7.750 cts LAM - 28 14.831 cts LAM - 31 15.630 cts LAM - 38 34.050 cts TOTAL 118.485 cts Fonte: Autoria própria, 2012.

73
No quadro 10 apresenta o resultado obtido na primeira medição do piloto OEE,
antes de qualquer intervenção específica, seja de treinamento, ou manutenções com
operadores. No mês de outubro de 2011 a medição acusou uma produção de
118.485 centos, o que representa um valor de 35,57% de OEE.
Quadro 11 – Capacidade 100% (Teórica)
Capacidade 100% (Teórica) Recurso Produzir LAM - 14 79.380 cts LAM - 15 71.820 cts LAM - 16 65.772 cts LAM - 27 20.790 cts LAM - 28 22.680 cts LAM - 31 20.790 cts LAM - 38 47.250 cts TOTAL 328.482 cts
Fonte: Autoria própria, 2012.
O quadro 11 indica que de acordo com a teoria, poderia ser produzido a 100%
a quantidade de 328.482 centos, a produção foi de 118.485 centos, apresenta um
déficit mensal para essa linha de produtos no montante de 137.000 centos somente
nas máquinas do OEE. Isso que significa um valor considerável que ajudaria em
muito o faturamento da empresa, aproximadamente aumentaria R$ 274.000,00
mensais.
Assim, justificou-se a necessidade de aumento da eficiência nestes
equipamentos.
6.1.2 Seleção dos operadores de máquinas para participação no OEE
Após a seleção dos equipamentos foi necessário determinar quais operadores
fariam parte do projeto. Em conjunto com o RH (Departamento de Recursos
Humanos da Empresa) levando em consideração, capacitação técnica, disciplina, e
comprometimento com os resultados da empresa, foram selecionados para as
prensas médias os 03 operadores e 03 operadores para as laminadoras pequenas.
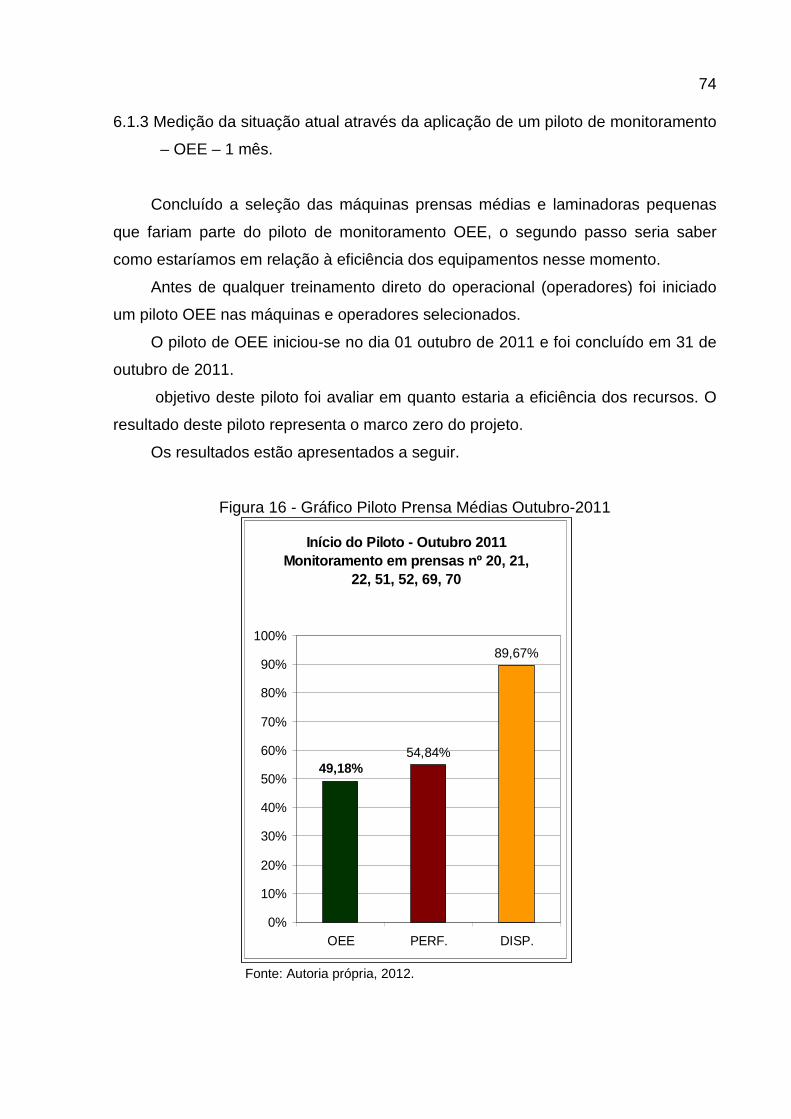
74
6.1.3 Medição da situação atual através da aplicação de um piloto de monitoramento
– OEE – 1 mês.
Concluído a seleção das máquinas prensas médias e laminadoras pequenas
que fariam parte do piloto de monitoramento OEE, o segundo passo seria saber
como estaríamos em relação à eficiência dos equipamentos nesse momento.
Antes de qualquer treinamento direto do operacional (operadores) foi iniciado
um piloto OEE nas máquinas e operadores selecionados.
O piloto de OEE iniciou-se no dia 01 outubro de 2011 e foi concluído em 31 de
outubro de 2011.
objetivo deste piloto foi avaliar em quanto estaria a eficiência dos recursos. O
resultado deste piloto representa o marco zero do projeto.
Os resultados estão apresentados a seguir.
Figura 16 - Gráfico Piloto Prensa Médias Outubro-2011
Fonte: Autoria própria, 2012.
Início do Piloto - Outubro 2011Monitoramento em prensas nº 20, 21,
22, 51, 52, 69, 70
54,84%
89,67%
49,18%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
OEE PERF. DISP.

75
Na figura 16, o gráfico demonstra como estava o desempenho dos
equipamentos prensas médias antes do treinamento com os operadores e a
efetivação da implementação da ferramenta OEE.
Nesse momento os resultados estavam apresentados em 89,67% de
disponibilidade de máquina, 54,84% de performance e o OEE com 49,18%, porém
devido a não confiabilidade no preenchimento do diário de bordo, não é possível
estimar com 100% de certeza a veracidade dos dados.
Figura 17 - Gráfico Piloto Laminadoras Pequenas Outubro-2011
Fonte: Autoria própria, 2012.
Na figura 17, o gráfico demonstra como estava o desempenho dos
equipamentos laminadoras pequenas antes do treinamento dos operadores e a
efetivação da implementação da ferramenta OEE.
Nesse momento os resultados estavam apresentados em 67,78% de
disponibilidade de máquina, 52,48% de performance e o OEE com 35,57%, porém
devido a não confiabilidade no preenchimento do diário de bordo, não é possível
estimar com 100% de certeza a veracidade dos dados.
Início do Piloto - Outubro 2011Monitoramento em laminadoras nº 14, 15,
16, 27, 28, 31, 38
52,48%
67,78%
35,57%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
OEE PERF. DISP.
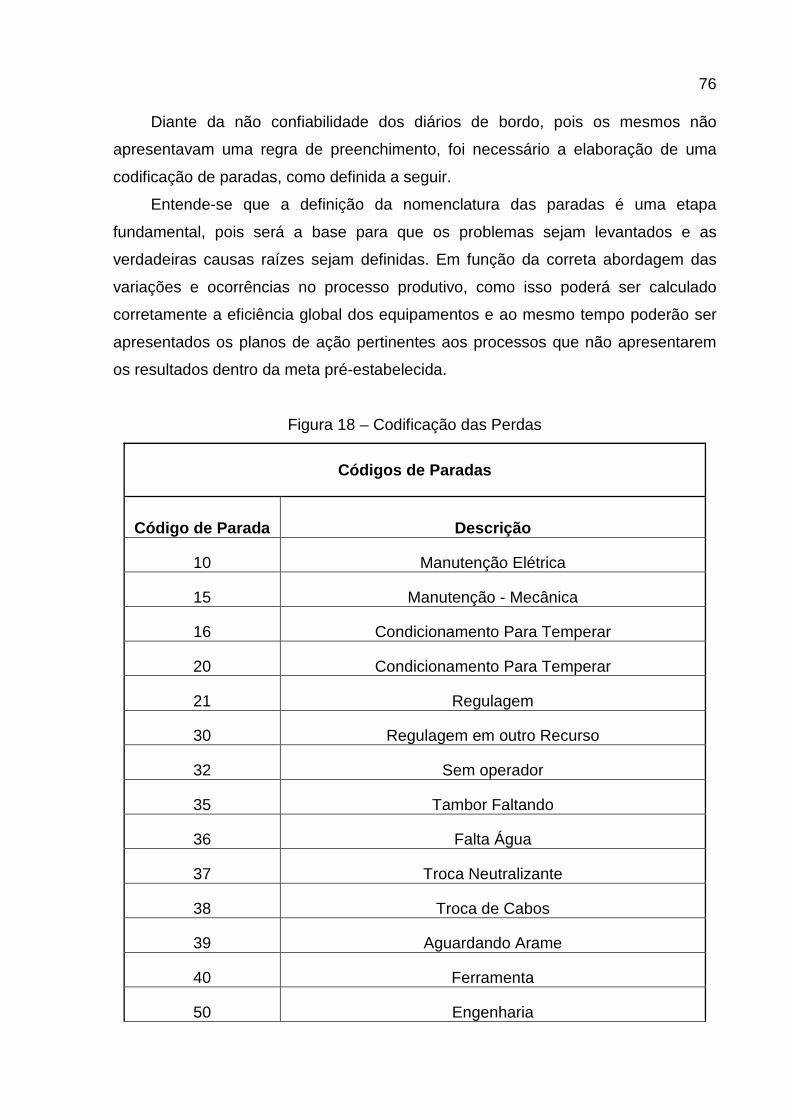
76
Diante da não confiabilidade dos diários de bordo, pois os mesmos não
apresentavam uma regra de preenchimento, foi necessário a elaboração de uma
codificação de paradas, como definida a seguir.
Entende-se que a definição da nomenclatura das paradas é uma etapa
fundamental, pois será a base para que os problemas sejam levantados e as
verdadeiras causas raízes sejam definidas. Em função da correta abordagem das
variações e ocorrências no processo produtivo, como isso poderá ser calculado
corretamente a eficiência global dos equipamentos e ao mesmo tempo poderão ser
apresentados os planos de ação pertinentes aos processos que não apresentarem
os resultados dentro da meta pré-estabelecida.
Figura 18 – Codificação das Perdas
Códigos de Paradas
Código de Parada Descrição
10 Manutenção Elétrica
15 Manutenção - Mecânica
16 Condicionamento Para Temperar
20 Condicionamento Para Temperar
21 Regulagem
30 Regulagem em outro Recurso
32 Sem operador
35 Tambor Faltando
36 Falta Água
37 Troca Neutralizante
38 Troca de Cabos
39 Aguardando Arame
40 Ferramenta
50 Engenharia

77
Códigos de Paradas
Código de Parada Descrição
60 Amostra
70 Lavadora
80 Central de Refrigeração
85 Almoço/Janta
90 Sem Programação
91 Falta de Empilhadeira
92 Esperando Semi/Prensa
93 Outros Fonte: Autoria própria, 2012.
Nota: Elaborado pelo autor com base em dados da empresa Micheletto
Na Figura 18 são listadas e definidas todas as paradas (programadas e não
programadas) entendidas como perdas na empresa Micheletto, estabelecendo
códigos, através da utilização de números, com os motivos de parada.
6.1.4 Seleção e treinamento de todas as pessoas envolvidas no processo produtivo
na ferramenta OEE.
Já determinados os equipamentos e operadores, foi necessário dar uma base
teórica da ferramenta OEE a todas as pessoas que teriam participação na aplicação
e disseminação da ferramenta na empresa Micheletto.
Nas datas de 13 e 14 de setembro de 2011 um treinamento teórico externo,
ministrado pela empresa Produttare (Tecnologia e Soluções para Gestão), nivelou o
conceito da ferramenta OEE, sua metodologia de aplicação, controle e análise de
dados, para a gerência industrial, supervisão, chefias e pessoal técnico, que
deveriam servir de multiplicadores na capacitação dos conceitos para o operacional.
A próxima etapa seria multiplicar o conhecimento, então as seguintes ações
foram sugeridas:

78
1) Execução de treinamento da ferramenta OEE com todos os operadores
selecionados para trabalharem nos pilotos de monitoramento OEE o qual
foi ministrado por um técnico da Engenharia que já havia recebido o
treinamento externo.
2) Após executou-se uma reunião com gerência, supervisão e chefias, para
traçar o plano de implementação do monitoramento OEE, onde foram
definidas outras ações:
a) Deslocamento de um técnico do setor de engenharia para o setor
de produção para coordenar todo o trabalho de coleta de dados e
monitoramento;
b) Identificação com placas de todos os equipamentos envolvidos no
piloto;
c) Revisão na documentação de controle, onde foi adicionado o diário
de bordo em cada equipamento monitorado. Todas as paradas
passam a ser registradas e assim sendo possível evidenciar
diariamente todas as horas em que a máquina não estivesse em
disponibilidade.
d) Agendamento de uma reunião com todos os operadores, chefias,
todo o corpo funcional envolvido nos processos produtivos de
prensas médias e laminadoras pequenas.
e) Desenvolvimento da pesquisa participante onde adotou-se a
ferramenta Brainstorming8.
6.1.5 Aplicação do Brainstorming
Neste momento as máquinas a serem monitoradas estavam definidas. Os
operadores já haviam sido selecionados e treinados. No piloto constatou-se que a
eficiência no setor de prensas médias era de 49,18% e do setor de laminadoras
pequenas era de 35,57%.
8 A ferramenta brainstorming (literalmente: "tempestade cerebral") ou tempestade de idéias, mais que
uma técnica de dinâmica de grupo, é uma atividade desenvolvida para explorar a potencialidade criativa de um indivíduo ou de um grupo - colocando-a a serviço de objetivos pré-determinados.

79
Uma reunião com todos os envolvidos para discutir os baixos índices de
rendimento marca o início efetivo do estudo de caso, com a aplicação da pesquisa
participante e utilização da ferramenta brainstorming.
O primeiro setor a ser aplicado a ferramenta foi no setor de prensas médias,
onde participaram, dois operadores de empilhadeira e responsáveis pela
movimentação dos produtos em fabricação, 03 operadores de prensas médias, um
técnico de processo da engenharia, que é o técnico responsável pela aplicação do
OEE no processo fabril, o encarregado de manutenção elétrica, o encarregado do
setor de prensas, o responsável pela manutenção mecânica, o supervisor de
produção, o supervisor do setor de programação e controle da produção, o
supervisor de Engenharia e o pesquisador Roque Izidoro.
Ao término dessa seção de aplicação do brainstorming foram destacadas na
visão dos participantes as seguintes possíveis causas do baixo índice de eficiência
dos equipamentos
Quadro 12- Brainstorming Prensas Médias.
Brainstorming Prensas Médias realizado em março/2012.
1.Arame se deposita embaixo do spyder (suporte do arame), trancando a rotação e parando o equipamento, necessitando intervenção do operador;
2.Diâmetro interno dos rolos de arames do fornecedor estrangeiro e menor que o do fornecedor nacional;
3.Demora na entrega do arame pelo responsável do estoque de arames;
4.Folga no suporte dos spyders das prensas 69 e 51 que prejudicam a alimentação do arame nas máquinas;
5.Perda de tempo de setup e regulagem pelo uso de diversas ferramentas na ajustagem das máquinas;
6.Ferramentas entregues ao operador sem condições de uso;
7.Máquinas vazando óleo no chão;
80
8.Catraca de alimentação não está desligando junto á máquina, acarretando que o arame enrole e pare os equipamentos;
9.Punções (ferramenta de estampagem da fenda e cabeça do parafuso) quando de fornecedor importado, tendem a vir nas medidas mínimas da especificação, obrigam ajustes freqüentes na máquina;
10.Equipamento eletrônico de controle de esforço da máquina, não está parando o equipamento em um eventual problema;
11.Falta de uma central de acessórios ao lado da máquina, com acessórios básicos, como: calço do punção de acabamento, apoio da agulha da primeira, molas, etc...
Fonte: Autoria própria, 2012.
O quadro 12 destaca as causas destacadas pelo pessoal que participou da
reunião, como sendo possíveis causas potenciais para o problema de baixo índice
de eficiência no setor de prensas médias.
A mesma sistemática foi adotada para as laminadoras pequenas, onde foi
executado uma reunião para aplicação da ferramenta Brainstorming, onde
participaram dois operadores de empilhadeira e responsáveis pela movimentação
dos produtos em fabricação, 03 operadores de laminadoras pequenas, um técnico
de processo da engenharia, que é o técnico responsável pela aplicação do OEE no
processo fabril, o encarregado de manutenção elétrica, o encarregado do setor de
laminadoras pequenas, o responsável pela manutenção mecânica, o supervisor de
produção, o supervisor do setor de programação e controle da produção, o
supervisor de Engenharia e o pesquisador Roque Izidoro.
Ao término dessa seção de aplicação do Brainstorming foram destacadas na
visão dos participantes as seguintes possíveis causas do baixo índice de eficiência
dos equipamentos Laminadoras Pequenas selecionados para o piloto de
monitoramento OEE:

81
Quadro 13 - Brainstorming Laminadoras Pequenas
Brainstorming das Laminadoras Pequenas março/2012.
1. Saída da panela para o trilho desgastada;
2. Parafuso oco que regula a abertura do trilho está desgastado;
3. Trilhos e réguas das laminadoras estão desgastados;
4. Quatro saídas de distribuição de ar não são suficientes para uma boa
alimentação do parafuso no trilho;
5. Vibração da panela da laminadora 28 é insuficiente para alimentar o trilho;
6. Sensor do trilho das laminadoras 16 e 38 não está funcionando;
7. Falta de calços (Ø 2, 3, 4 e 5 mm) e lâminas de introdução;
8. Falta de semi acabado, não propicia um seqüenciamento que de
produtividade;
9. Parafusos mal lavados pela lavadora dificultam a alimentação do trilho;
10. Trava do suporte do separadores estão desgastadas;
11. Misturas de parafusos prejudicam a alimentação do trilho.
Fonte: Autoria própria, 2012.
O quadro 13 destaca as causas destacadas pelo pessoal que participou da
reunião, como sendo possíveis causas potenciais para o problema de baixo índice
de eficiência no setor de laminadoras pequenas.
6.1.6 Elaboração do plano de ação e execução das ações
Percebeu-se que as ações levantadas no Brainstorming não eram todas de
responsabilidade dos operadores. A manutenção dos equipamentos se mostrou
crítica nesse caso.

82
Sem as devidas manutenções feitas, os resultados obtidos poderiam ser
mascarados. Diante dessa ótica resolve-se estabelecer dois tipos de planos de ação,
um plano preliminar chamado de plano de manutenção e outro com as devidas
ações que atacariam diretamente as possíveis causas potencias determinadas nos
respectivos diagramas de Ishikawa9 das prensas médias e laminadoras pequenas,os
quais foram elaborados logo após a aplicação da ferramenta Brainstorming.
9 Diagrama de Ishikawa: é uma ferramenta desenvolvida para representar a relação entre o “efeito” e
todas as possíveis “causas” que podem estar contribuindo para este efeito.

83
Figura 19 – Diagrama de Ishikawa prensa médias
Fonte: Autoria própria, 2012 83

84
A figura 19 apresenta a priorização das causas potenciais da baixa eficiência
do setor de prensas médias.
Na aplicação do diagrama referente às prensas médias foram consideradas
causas potenciais que diretamente influenciam no efeito e que necessitam de um
plano de ação para que seja possível atingir o objetivo do piloto de monitoramento:
a) Máquina parada por falta de arame;
b) Desgaste excessivo e troca freqüente de punções de acabamento;
c) Perda de tempo durante o setup.
Diante dessa classificação como causa potencial para o setor de prensas
médias foi elaborado o seguinte plano de ação, como forma de atacar e eliminar o
efeito.
Quadro 14 – Plano de Ação OEE Prensas
Fonte: Autoria própria, 2012.
Quadro 14 – Plano de Ação referente às causas potenciais definidas no
Diagrama de Ishikawa de prensas médias com ênfase para eliminar as causa
potenciais que estão refletindo na baixa eficiência do setor de prensas médias.

85
Quadro 15 – Plano de Ação Manutenção Prensas
Fonte: Autoria própria, 2012
Quadro 15 – Plano de Ação referente às necessidades de manutenção nas
máquinas prensas médias a serem executadas antes da implementação da
ferramenta OEE.
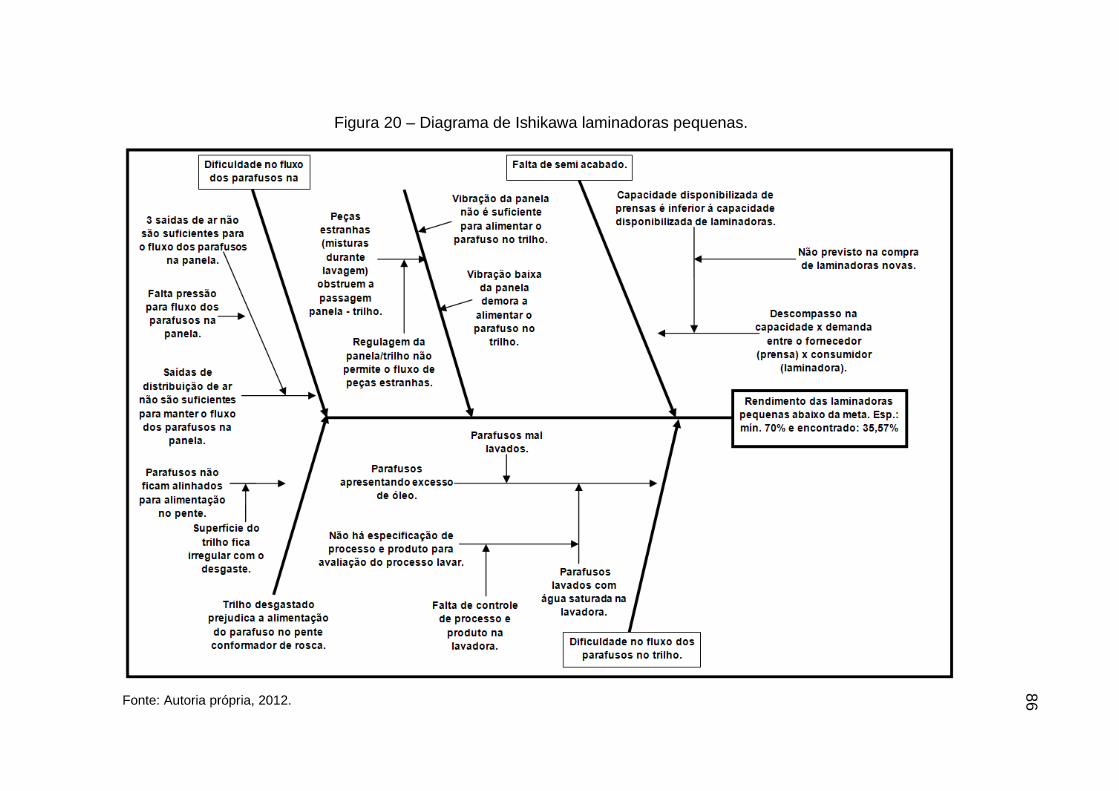
86
Figura 20 – Diagrama de Ishikawa laminadoras pequenas.
Fonte: Autoria própria, 2012.
86
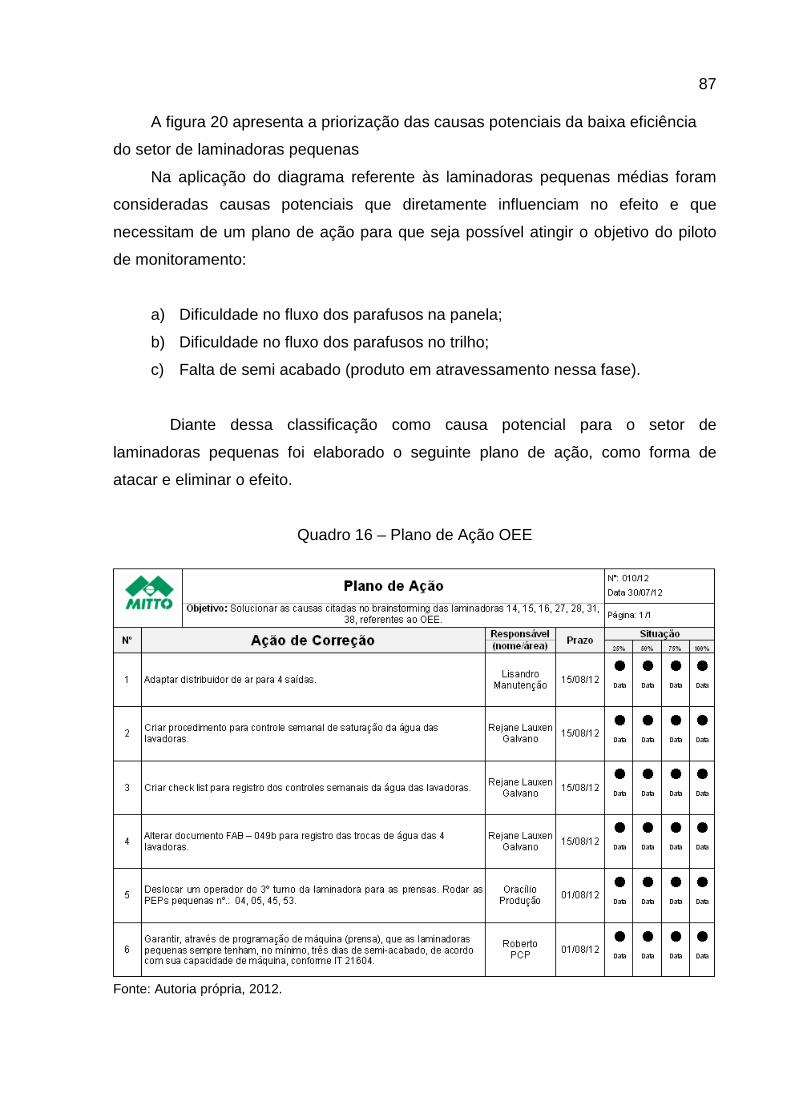
87
A figura 20 apresenta a priorização das causas potenciais da baixa eficiência
do setor de laminadoras pequenas
Na aplicação do diagrama referente às laminadoras pequenas médias foram
consideradas causas potenciais que diretamente influenciam no efeito e que
necessitam de um plano de ação para que seja possível atingir o objetivo do piloto
de monitoramento:
a) Dificuldade no fluxo dos parafusos na panela;
b) Dificuldade no fluxo dos parafusos no trilho;
c) Falta de semi acabado (produto em atravessamento nessa fase).
Diante dessa classificação como causa potencial para o setor de
laminadoras pequenas foi elaborado o seguinte plano de ação, como forma de
atacar e eliminar o efeito.
Quadro 16 – Plano de Ação OEE
Fonte: Autoria própria, 2012.

88
Quadro 16 – Plano de Ação referente às causas potenciais definidas no
Diagrama de Ishikawa de laminadoras pequenas com ênfase para eliminar as
causas potenciais que estão refletindo na baixa eficiência do setor.
Quadro 17 – Plano de Ação Manutenção LAM
Fonte: Autoria própria, 2012.

89
Quadro 17 – Plano de Ação referente às necessidades de manutenção nas
laminadoras pequenas a serem executadas antes da implementação da ferramenta
OEE.
6.2 Análise dos resultados alcançados com a aplicaç ão do monitoramento
OEE.
6.2.1 Monitoramento do resultado da aplicação
Desde outubro de 2011 foi implementado uma série de ações e treinamentos
intensivos com todos os operadores na ferramenta OEE. Foi contratada uma pessoa
para monitorar o indicador juntamente ao pessoal de chão de fábrica e alimentar as
planilhas de controle, com os dados de produção e com os preenchimentos dos
diários de bordo de cada máquina participante do monitoramento OEE.
Após a implementação de todos os planos de ação, tanto de manutenção,
como os planos de ações diretamente direcionadas no monitoramento OEE , iniciou-
se uma nova fase de medições do monitoramento tendo como base abril de 2012.
Em abril de 2012 iniciou-se a implementação, primeira medição efetiva do
monitoramento OEE foi executada com a sistemática de medição do acumulado,
sempre levando em consideração três meses, sendo a primeira o período de maio,
junho e julho. Os quais os resultados estão identificados a seguir.
Nesse momento inicia-se a mudança da rotina de todos os envolvidos no
processo de produção das prensas médias e laminadoras pequenas, onde tudo que
acontece durante o processo de conformação dos produtos é registrado em diário de
bordo dos equipamentos e coletados diariamente são registrados em sistema
informatizado, planilhas de monitoramento do OEE.

90
Figura 21 - Monitoramento OEE maio, junho e julho Prensas Médias.
Fonte: Autoria própria, 2012.
Na figura 21 mostra o gráfico do acumulado maio, junho e julho das prensas
médias. Evidenciada a melhoria obtida na eficiência dos equipamentos prensas
médias, após a implementação da ferramenta como um todo e após o
comprometimento do pessoal operacional.
O índice de eficiência global dos equipamentos OEE, sai de 49,00% para
61.07%, a performance 54,84% para 91,53% e a disponibilidade de 66,72% para
89,67%. Já é possível observar um acréscimo de 12,01% no OEE e também podem
ser evidenciadas com precisão, devido as anotações nos diários de bordo, as
verdadeiras causas que estão prejudicando o melhor desempenho do indicador e
com isso propiciar as ações necessárias.
Causas destacadas no gráfico da figura 19
a) Manutenção Mecânica, ações já iniciaram desde outubro de 2011, conforme
plano de ação de manutenção, e o monitoramento será através dos diários
de bordo no intuito de cada vez mais diminuir esse índice.
b) Regulagem: treinamentos estão sendo feitos com todos os operadores, para
evidenciar as melhores práticas e padronizar.

91
c) Setup:Foi executado um treinamento externo com todos os envolvidos para
disseminação e implementação da ferramenta setup, após começou-se
aplicar em todas as máquinas do OEE.
Em relação ao Setup também foi disparado um plano de ação que foi
elaborado após treinamento dos envolvidos no OEE.
Quadro 18 – Plano de Ação - Setup Prensas Médias.
Fonte: Autoria própria, 2012.
Quadro 18 apresenta plano de ação o qual disparou as necessidades de
melhorias para auxiliar na redução do tempo de Setup das prensas médias.

92
Figura 22 – Monitoramento maio, junho e julho OEE de laminadoras pequenas.
Fonte: Autoria própria, 2012.
No gráfico da figura 22 é evidenciado a melhoria obtida na eficiência dos
equipamentos das laminadoras pequenas, após a implementação da ferramenta
OEE e após o comprometimento do pessoal operacional. O índice de eficiência
global dos equipamentos OEE, sai de 35,57% para 44,26 %, a performance sai de
52,48% para 76,61% e ocorre uma involução de 9,94% na disponibilidade, devido a
melhora nas anotações do diário de bordo. Já é possível observar um acréscimo de
8,69% no OEE. É possível, com a melhora na anotação nos diários de bordo,
verificar as verdadeiras causas que estão prejudicando o desempenho do indicador
e com isso propiciar as ações necessárias. Destaca-se a falta de semi acabado para
os equipamentos.
Causas destacadas no gráfico da figura 20
a) Sem programa: Foi disparado ação junto ao setor de programação e controle
da produção ações que disponibiliza-se um semi acabado de no mínimo 03
ordens de produção, para dar seqüenciamento ao equipamento.
b)Regulagem: treinamentos estão sendo feitos com todos os operadores, para
evidenciar as melhores práticas e padronizar.

93
c) Lavadora: Foi contratado mais um funcionário para esse setor para aumento
de produção e com um terceiro turno.
d) Setup: Foi executado um treinamento externo com todos os envolvidos para
disseminação e implementação da ferramenta setup, após começou-se
aplicar em todas as máquinas do OEE.
Em relação ao Setup também foi disparado um plano de ação que foi
elaborado após treinamento de Setup para às pessoas envolvida no OEE.
Quadro 19 – Plano de Ação - Setup Laminadoras Pequenas
Fonte: Autoria própria, 2012.
Quadro 19 – Plano de Ação para disparar as necessidades de melhorias para
auxiliar na redução do tempo de Setup das laminadoras pequenas.
Uma segunda medição do acumulado com base no período de junho, julho e
agosto de 2012 foi executada, apresentando os seguintes resultados.

94
Figura 23 – Monitoramento junho, julho e agosto - OEE de Prensas Médias
Fonte: Autoria própria, 2012.
Na figura 23 é evidenciado um aumento do OEE em relação ao Piloto onde o
OEE sai de 49,81% para 64,16%, uma melhora de 14,98%, na performance o
indicador sai de 54,85% para 94,17% apresentando uma melhora de 39,32% e no
indicador disponibilidade cai de 89,67% para 68,13%, registrando uma involução do
índice, explicado pela veracidade do preenchimento do diário de bordo nesse
momento em divergência com o que acontecia no período da execução do piloto.
O resultados evolutivos do OEE e performance são resultados da eficácia das
ações disparadas nos planos de manutenção de equipamentos e Setup. As causas
continuam as mesmas do período anterior, porém menos intensas, e os planos de
ação continuam atuando gradativamente.

95
Figura 24 – Monitoramento junho, julho e agosto OEE de Laminadoras Pequenas.
Fonte: Autoria própria, 2012.
O gráfico da figura 24 demonstra os resultados após implementação das ações
estabelecidas no plano de ação de Setup. Foi disparado mais uma verificação
acumulada do OEE, tendo como base, junho, julho e agosto de 2012 nas
Laminadoras pequenas.
No gráfico acima é evidenciado uma melhora obtida em relação ao piloto de
monitoramento de outubro de 2011.
Em outubro o OEE foi de 35,57% e no acumulado de junho, julho e agosto o
OEE foi de 46,91% tendo um aumento de 11,34%. No indicador de performance de
máquina sai de 52,48% para 75,90%, obtendo um aumento de 23,42% e o indicador
de disponibilidade passa de 67,78% para 61,80% com uma involução de 5,98%,
explicado pela veracidade do preenchimento do diário de bordo nesse momento em
divergência com o que acontecia no período da execução do piloto.
Demonstra-se que as ações disparadas nos planos de manutenção de
equipamentos e Setup apesar de ainda pequenos, obtiveram resultados e estão
agindo em cima do indicador.
As causas como problemas de lavadoras, já foram eliminadas devido ao
trabalho especifico disparado e que já surtiu efeito.
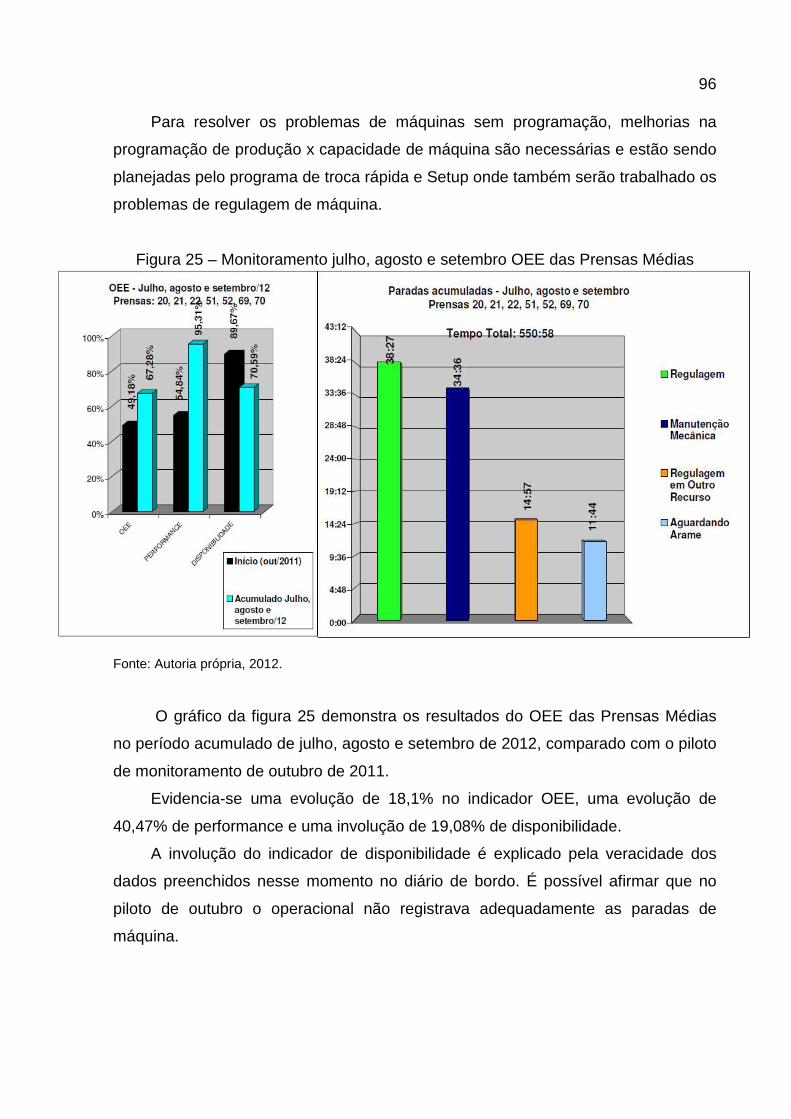
96
Para resolver os problemas de máquinas sem programação, melhorias na
programação de produção x capacidade de máquina são necessárias e estão sendo
planejadas pelo programa de troca rápida e Setup onde também serão trabalhado os
problemas de regulagem de máquina.
Figura 25 – Monitoramento julho, agosto e setembro OEE das Prensas Médias
Fonte: Autoria própria, 2012.
O gráfico da figura 25 demonstra os resultados do OEE das Prensas Médias
no período acumulado de julho, agosto e setembro de 2012, comparado com o piloto
de monitoramento de outubro de 2011.
Evidencia-se uma evolução de 18,1% no indicador OEE, uma evolução de
40,47% de performance e uma involução de 19,08% de disponibilidade.
A involução do indicador de disponibilidade é explicado pela veracidade dos
dados preenchidos nesse momento no diário de bordo. É possível afirmar que no
piloto de outubro o operacional não registrava adequadamente as paradas de
máquina.

97
Figura 26 – Monitoramento julho, agosto e setembro OEE das Laminadoras
Pequenas
Fonte: Autoria própria, 2012.
O gráfico da figura 26 demonstra os resultados do OEE das laminadoras
pequenas acumulado no período de julho, agosto e setembro de 2012, comparado
com o piloto de monitoramento de outubro de 2011. Evidencia-se uma evolução do
indicador OEE de 15,1% do período analisado em relação ao período base. Já o
indicador de performance apresentou uma evolução de 22,61% e o de
disponibilidade a involução de 0,3%.
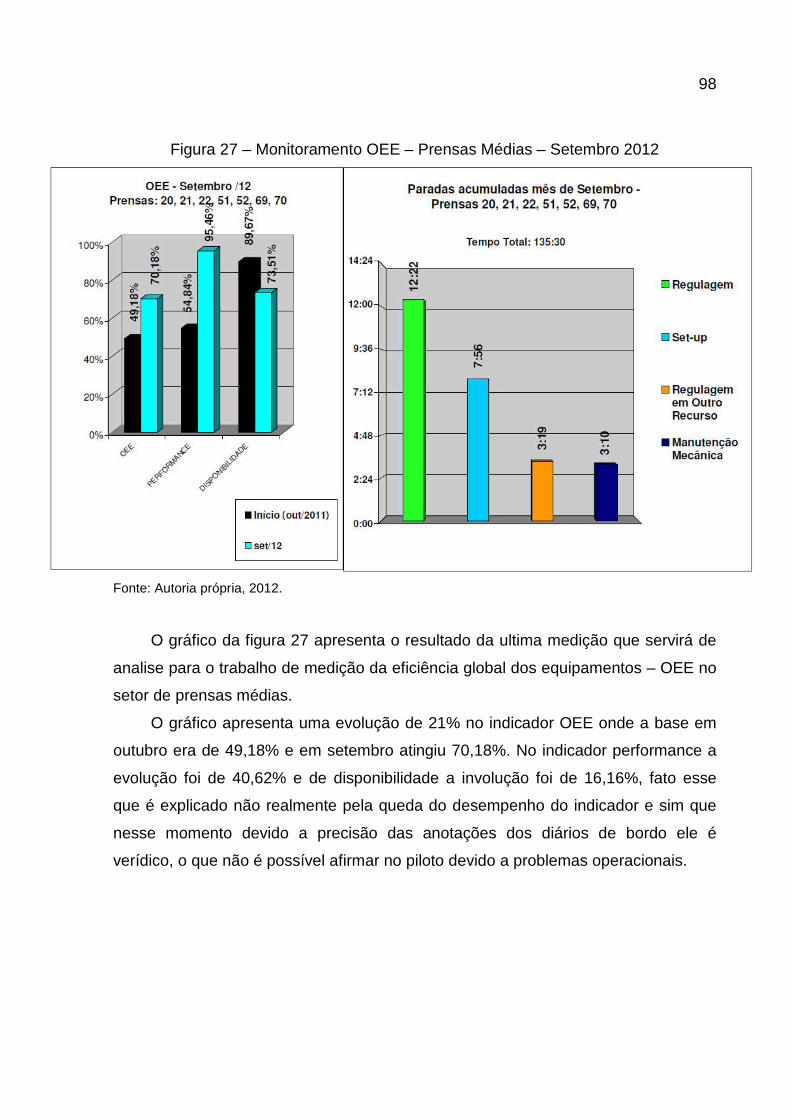
98
Figura 27 – Monitoramento OEE – Prensas Médias – Setembro 2012
Fonte: Autoria própria, 2012.
O gráfico da figura 27 apresenta o resultado da ultima medição que servirá de
analise para o trabalho de medição da eficiência global dos equipamentos – OEE no
setor de prensas médias.
O gráfico apresenta uma evolução de 21% no indicador OEE onde a base em
outubro era de 49,18% e em setembro atingiu 70,18%. No indicador performance a
evolução foi de 40,62% e de disponibilidade a involução foi de 16,16%, fato esse
que é explicado não realmente pela queda do desempenho do indicador e sim que
nesse momento devido a precisão das anotações dos diários de bordo ele é
verídico, o que não é possível afirmar no piloto devido a problemas operacionais.

99
Figura 28 – Monitoramento OEE – Laminadoras Pequenas – Setembro 2012
Fonte: Autoria própria, 2012.
O gráfico da figura 28 apresenta o resultado da ultima medição que servirá de
análise para o trabalho de medição da eficiência global dos equipamentos – OEE no
setor de laminadoras pequenas.
O gráfico apresenta uma evolução de 24,10% no indicador OEE onde a base
em outubro era de 35,57% e em setembro atingiu 59,67%. No indicador performance
a evolução foi de 25,78% e de disponibilidade a evolução foi de foi de 8,47%.
Podemos observar que os planos de ações disparados estão agindo
continuamente e ajudando na obtenção dos resultados.

100
Figura 29 – Paradas nas Prensas Médias
Fonte: Autoria própria, 2012.
Na figura 29 o gráfico apresenta uma redução de 274 horas e um minuto nas
paradas de máquina, no mês de setembro de 2012 em relação ao mês de maio de
2012 onde ocorreu a implantação efetiva do OEE.

101
Figura 30 – Paradas nas Laminadoras Pequenas
Fonte: Autoria própria, 2012.
Quadro 20 – Resultados Finais OEE prensa médias
Resultados Finais com a implementação do OEE Prensas Médias
Mês OEE Performance Disponibilidade Horas Paradas
Outubro / 2011 49,18% 54,84% 89,67% 315 horas
Setembro / 2012 70,18% 95,40% 73,51% 246 horas
Diferença 21,00% 40,56% 16,16% 69 horas
Fonte: Autoria própria, 2012.
O quadro 20 apresenta os resultados finais da implantação do OEE nas
prensas médias, onde verificamos um aumento de eficiência OEE de 21%,
chegando a 70,18% alcançando a meta traçado no inicio do trabalho que é de 70%.

102
Uma melhora de 40,56% no índice de performance e de 16,16% na
disponibilidade são evidenciados devido a todas as ações implementadas e
veracidade das informações dos diários de bordo.
Quanto à redução nas horas de paradas se levarmos em consideração o
período de outubro de 2011 onde foi executado o piloto de monitoramento e que
nesse momento os funcionários ainda não estavam 100% treinados no
preenchimento dos diários de bordo, e não tínhamos confiança na fidelidade das
informações, resultado da redução é de 69 horas. Porém se considerarmos o mês
de maio como referência, que é o mês em que os funcionários já tinham recebido o
treinamento a redução sobe para 274 horas, como podemos verificar na figura 29.
Quadro 21 – Resultados Finais OEE laminadoras pequenas
Resultados Finais com a implementação do OEE Laminadoras Pequenas
Mês OEE Performance Disponibilidade Horas Paradas
Outubro / 2011 35,57% 52,48% 67,78% 270 horas
Setembro / 2012 59,67% 78,26% 76,25% 187 horas
Diferença 24,10% 25,78% 8,47% 83 horas
Fonte: Autoria própria, 2012.
O quadro 21 apresenta os resultados finais da implantação do OEE nas
laminadoras pequenas, onde verificamos um aumento de eficiência OEE de 24,10%
chegando a 59,67% não alcançando a meta traçado no inicio do trabalho que é de
70%, porém apresentando uma boa tendência de melhora.
Uma melhora de 25,78% no índice de performance e de 8,47% na
disponibilidade são evidenciados devido a todas as ações implementadas e
veracidade das informações dos diários de bordo.
Quanto á redução nas horas de paradas se levarmos em consideração o
período de outubro de 2011 onde foi executado o piloto de monitoramento e que
nesse momento os funcionários ainda não estavam 100% treinados no
preenchimento dos diários de bordo, o resultado da redução é de 83 horas. Porém
103 se considerarmos o mês de maio como referência, que é o mês em que os
funcionários já tinham recebido o treinamento a redução sobe para 228 horas e 19
minutos, como podemos verificar na figura 30.
Conforme já relatado no tópico 4.3 onde afirma o autor Antunes (2008) que
Levando em consideração os indicadores OEE (Overall Equipment Effectiveness) na
avaliação da eficiência dos equipamentos, o mesmo ajudará a buscar planos de
melhorias sistêmicos, unificados e voltados aos resultados globais da empresa e
aumentará de forma significativa e com baixos investimentos as eficiências globais
dos equipamentos, e reduzindo, simultaneamente, os tempos de preparação,
possibilitando aumentar a flexibilidade da produção para atender as necessidades
do mercado.
O que afirma o autor é possível comprovar na análise dos dados posterior a
implementação do OEE nas Indústrias Micheletto, onde é possível constatarmos
reduções nas perdas por paradas de máquina, diminuição dos tempos de
preparação de máquina e em conseqüência eliminamos horas extras, melhoramos
as entregas e foi possível melhorar a programação das máquinas.
6.3 Processo de mudanças das práticas organizaciona is após implementação
do OEE
Um das primeiras ações para implantar a mudança organizacional foi buscar o
comprometimento das pessoas que seriam peças chaves na aplicação da
ferramenta OEE.
Durante a implantação do monitoramento OEE no processo produtivo, desde o
princípio foi imprescindível buscar estratégias motivacionais que fizessem com que
os funcionários envolvidos no projeto de aplicação da ferramenta trabalhassem sem
paradigmas e resistências.
Inicialmente uma das grandes dificuldades com os colaboradores da produção
foi a de obter sua confiança, pois para eles o trabalho servia para vigiá-los, monitorá-
los e dessa maneira criavam á todo momento obstáculos para não executarem as
atividades necessárias para o trabalho do OEE e muitas vezes disseminavam
discórdias internas e tentavam influenciar negativamente seus colegas de trabalho.
O trabalho foi em direção a linha de raciocínio do autor (ROBBINS 2006) onde
ele fala que ao envolver os trabalhadores nas decisões que afetam e aumentam sua

104 autonomia e controle sobre suas vidas profissionais, eles tornarão mais satisfeitos
com seus trabalhos se em conseqüência aumentaram seu desempenho operacional.
Nesse sentido foi realizado um treinamento sobre o conceito e objetivos da
ferramenta e a necessidade de implementação do OEE para a organização e que do
sucesso do OEE dependeria o futuro da organização no mercado de atuação.
Com o entendimento de todos sobre os verdadeiros motivos da implementação
do OEE, a participação dos envolvidos, principalmente do pessoal operacional
começou a aparecer várias causas potenciais, idéias e sugestões de ações
necessárias para serem discutidas e trabalhadas em prol do aumento de eficiência
global operacional nos setores estudados, prensas médias e laminadoras pequenas.
O cuidado com o ferramental e com o equipamento foi um ponto fundamental
no início do trabalho, foram executadas manutenções e reformas e foram atribuídos
aos operadores que eles entendessem que o equipamento antes de ser da empresa,
era deles, e as pessoas compraram a idéia e os registros de quebras e paradas
reduziram em muito após essa conscientização.
Foi traçado um projeto onde todos ganhariam com o aumento da eficiência
global dos equipamentos e que recompensas como promoção e aumento de salário
ocorreriam com o sucesso do projeto. Foram projetados metas e objetivos para o
grupo.
Conforme (ROBBINS, 2006) um funcionário será motivado a se esforçar no
trabalho quando acreditar que seu esforço levará a uma boa avaliação de
desempenho e que uma boa avaliação resultará em recompensas organizacionais,
como gratificações, aumento de salário e promoção, nesse caso caracterizando uma
relação de desempenhos-recompensa.
Após deixar claro as metas e objetivos percebeu-se que o rendimento dos
equipamentos começaram a aumentar, e nos horários de almoço os operadores se
organizaram para que as máquinas continuassem a operar.
Processos de pagamento da matéria prima também foram alterados por
solicitação dos operadores, agilizando e reduzindo as paradas de máquina por falta
de matéria prima.
Operadores começaram a participar das reuniões de produção juntamente com
chefias e supervisão, inicia-se a participação ativa dos operadores no processo
decisório da produção e com isso a quebra dos paradigmas e resistências ao projeto
OEE.

105
Um trabalho específico também foi necessário realizar junto á chefia
intermediária com encarregados e supervisão de produção onde o conceito de
muitos anos sobre produtividade seria ver o número máximo de máquinas ligadas,
operando e com o OEE percebe-se que muitas deveriam ser desligadas, pois com o
aumento gradativo de eficiência do equipamento, muitas máquinas ficaram sem ter
produto para fabricar.
O aumento de eficiência criou uma necessidade de aumento de demanda a ser
resolvido pela área comercial e fez com que mais quebras de paradigmas fossem
necessários, só que agora na chefia intermediária.
Mudanças em documentação, registros e até em métodos de cálculos foram
revisados e alterados junto a Engenharia de produto e processo, metodologias de
controle que há mais de 30 anos permaneciam intactas.
No desenvolver do trabalho notou-se que alguns equipamentos apresentavam-
se obsoletos e impediam uma melhoria no rendimento. Problemas de deslocamento
do produto em processo foram observados e devido à forte argumentação,
investimentos em duas novas empilhadeiras foram liberados pela diretoria.
Outros processos que servem como fornecedores internos se viram ineficientes
e também começaram a ter que buscar novas formas de trabalhar para atender de
maneira eficiente os clientes prensas médias e laminadoras pequenas, foi o caso
das lavadoras e preparação de ferramentas.
Devido á necessidade de um maior tempo de disponibilidade de máquina a
ferramenta manutenção preventiva foi implementada. Para aumentar a agilidade e
redução de tempo de máquina parada por troca de ferramental, o Setup foi
implantado e a aceitação por todos os envolvidos foi muito boa alavancando o
projeto de implementação em busca do atingimento de seus objetivos.
Atividades de programação de máquina foram alteradas, como programação
das ordens de produção na preparação de ferramentas e não mais pela produção.
Maior envolvimento e interação entre o pessoal de programação de produção e
encarregados de produção foi necessário para que pudesse ser agilizado o processo
de trocas rápida de máquinas.
Todas essas mudanças organizacionais, sendo elas disciplinares,
comportamental, comunicação ou técnicas serviram de suporte para que os
objetivos e metas traçadas fossem alcançados, se não na sua totalidade, pelo
menos parcialmente e com muita perspectiva futura de sucesso.
106 6.4 Ações para consolidação do monitoramento OEE
a) Disponibilizar uma pessoa em tempo integral para coordenar o projeto de
implementação e monitoramento do OEE em todos os equipamentos
prensas e laminadoras.
b) Disponibilizar uma pessoa para coordenar o projeto de implantação da
manutenção preventiva total e Setup com o intuito de estudar os motivos
de quebra das máquinas, elaborar os planos de manutenção e agir na
prevenção dos problemas e reduzir 50 % do tempo atual de máquinas em
manutenção.
c) Disponibilizar uma pessoa para coordenar e executar a montagem dos kits
para os setups das laminadoras.
d) Treinamento contínuo e monitoramento dos operadores na busca do
comprometimento da veracidade das informações registradas nos diários
de bordo, as quais proporcionaram detecção e ação para eliminar as reais
causas das paradas.
e) Implementar uma sistemática de reuniões mensais do OEE, onde
coordenador do OEE deve executar a divulgação dos resultados do OEE e
informação de novas metas e ações necessárias.
f) Redefinir o layout da fabrica de maneira que reduza ao máximo os
deslocamentos dos produtos em processamento, reduzindo o tempo de
atravessamento.

107 7 CONCLUSÕES
O desenvolvimento do trabalho abordou a utilização do indicador de eficiência
global dos equipamentos (OEE) como forma de gestão, e aumento de produtividade
em setores de produção que apresentavam processos restritivos e em conseqüência
baixos índices de rendimento, que afetam diretamente a competitividade
organizacional.
O trabalho teve como principal objetivo a aplicação do indicador de eficiência
global OEE nos equipamentos selecionados que faziam parte dos processos
produtivos com restrição, sendo esses prensas média e laminadoras pequenas na
Indústrias Micheletto S.A.
Uma revisão bibliográfica foi efetuada para embasar conceitualmente o estudo
de caso. Foi estudado a metodologia TPM – Total Effectiveness Performance, onde
auxilia na implantação do OEE na análise de dados, pois conduz o levantamento e
definição das perdas e paradas no processo produtivo.
O estudo de caso dos dois tipos de equipamentos analisados (prensas médias
e laminadoras pequenas) apresentou melhorias nos seus resultados de OEE. Os
equipamentos prensas médias apresentou um crescimento de 21% no mês de
fechamento do estudo, setembro de 2012 em relação ao mês de partida, o mês
onde foi executado o piloto de monitoramento outubro de 2011, impulsionado pelo
indicador de performance onde a evolução foi de 25,78% e de disponibilidade onde
a evolução foi de foi de 8,47%.
Observa-se nos dois equipamentos que a melhoria dos resultados somente
foram possíveis devido ao engajamento das pessoas envolvidas no estudo, onde foi
visível mês à mês uma melhora nos preenchimentos dos diários de bordo, melhoria
nos cuidados com os equipamentos, manutenção preditiva dos equipamentos e
determinação e comprometimento no atingimento dos objetivos e metas traçadas, os
quais futuramente seriam recompensados por reconhecimento e promoções.
Concluí-se, a partir do desenvolvimento e implementação da ferramenta OEE
nos processos com maior índice de restrição que se proporcionada uma gestão
eficiente dos equipamentos combinada com uma mudança organizacional que faça
os colaboradores sentirem-se parte do processo, comprometendo os mesmos com o
resultado operacional da organização, através da clara definição de metas e
objetivos, é possível aumentar a produtividade e em conseqüência ter um maior

108 poder de competitividade no mercado frente a concorrência seja ela interna(mercado
nacional) ou externa ( internacional).
7.1 Limitações e recomendações de estudos futuros
A seguir são apresentadas as limitações e recomendações de estudos futuros.
7.2 Limitações do estudo
Este estudo teve como limitações:
a) Não foram analisadas questões comerciais referentes às demandas;
b) Não foram analisados os impactos econômico-financeiros das melhorias;
c) Não foram utilizadas ferramentas específicas para avaliar ás mudanças
organizacionais;
d) Não foram analisadas às questões relativas às capacidades técnicas dos
operadores.
7.3 Recomendações de estudos futuros
Seguem as recomendações de estudos futuros para a empresa, os quais
poderão ser tema de estudos específicos ou de aprofundamento deste:
a) Desenvolver uma análise das necessidades de treinamento e
capacitação;
b) Desenvolver análise dos resultados econômico-financeiros;
c) Analisar a implementação das ações para manutenção das melhorias;
d) Implantar as ações (OEE) nos demais equipamentos da empresa.

109
REFERÊNCIAS
ANTUNES, J. A. V. J. Manutenção produtiva total: uma análise crítica a partir de sua inserção no sistema Toyota de produção. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 1998, Niterói. Anais eletrônicos . Niterói: Universidade Federal Fluminense - UFF, 1998. Disponível em: <http://www.abepro. org.br/biblioteca/ENEGEP1998_ART101.pdf>. Acesso em: 21 set. 2009. ANTUNES, Junico. Sistemas de Produção . São Paulo: Bookman, 2008. BELTRANO FILHO, G. B. Dicionário de termos de manutenção e confiabilidade . Rio de Janeiro: Ciência Moderna, 1996. BERGAMINI, Cecília W. Motivação nas organizações. 4 Ed. São Paulo: Atlas, 1997. CHIARADIA, AÚREO J. P. Utilização do indicador de eficiência global dos equipamentos na gestão e melhoria contínua dos equi pamentos: um estudo de caso na indústria automobilística. 2004. Dissertação (Mestrado) – Universidade Federal do Rio Grande do Sul, Porto Alegre, 2004. CHINONE, K. TPM - Total productive maintenance .10° Curso Internacional de Instrutores TPM JIPM & IMC. São Paulo, 2001. COX III, J. F.; SPENSER, M. S. APICS Dictionary, Falls Church VA : American Production and Inventory Control Society, 8. ed., 1995. DAL, B.; TUGWELL, P.; GREATBANKS, R. Overall equipment effectiveness as a measure of operational improvement – A practical analysis. International Journal of Operations & Production Management , v. 20, n. 12, p. 1488-1502, 2000. ETHOS. Instituto de Pesquisa Aplicada. 2006. Disponível em: <http://www.ethos.com.br>. Acesso em: 1 maio 2006. FOUCAULT, Michel. A Ordem do Discurso . 5. ed. São Paulo: Loyola, 1996. ______________. A arqueologia do Saber . 7. ed. Rio de Janeiro: Forense Universitária, 2005. FRANCO, Maria Laura P. B. Análise de conteúdo. 2. ed. Brasília: Líber Livro Editora, 2005. GIL, Antônio Carlos. Como Elaborar Projetos de Pesquisa. 5. ed. São Paulo: Atlas, 2010. GOLDRATT, E. Meta. São Paulo: Educator, 1993. GOOCH, B. G.; McDOWELL, P. J. Use ansiety to motivate. Personnel Journal . p. 51. abr. 1988.

110 GREGOLIN, M. Foucault e Pêcheux na construção da análise do discurso: diálogos e duelos. São Carlos: ClaraLuz, 2004. GROSSI, Yonne de Souza. Mina de Morro Velho : a extração do homem, uma história de experiência operária. São Paulo: Paz e Terra, 1981 HANSEN, R. C. Eficiência Global dos Equipamentos: uma poderosa ferramenta de produção/manutenção para o aumento dos lucros. Bookman: Porto Alegre, 2002 HANSEN, R. C. Eficiência Global dos Equipamentos: uma poderosa ferramenta de produção/manutenção para o aumento dos lucros. Bookman: Porto Alegre, 2006. HERZBERG, Frederick. como se faz para motivar funcionários? In: BERGAMINI, Cecília W. ; CODA, Roberto. Psicodinâmica da vida organizacional : Motivação e Liderança. 2. ed. São Paulo: Atlas, 1997. HERZBERG, Frederick. The motivation to work . Nova York: Wiley, 1959. JEONG, K.; PHILLIPS, D. T. Operational Efficiency and Effectiveness Measurement. International Journal of Operations & Production Ma nagement . v. 21, n. 11, p. 1404-1416, 2001. JONSSON, P.; LESSHAMMAR, M. Evaluation and improvement of manufacturing performance measurement systems – The role of OEE. International Journal of Operations & Production Management , v. 19, n.1, p. 55-78, 1999. KARDEC, A.; NASCIF, J. Manutenção Estratégica . Rio de Janeiro: Qualitymark, 2001. KLIEMANN, F.J.; ANTUNES, J.A.V: Proposta de um processo de custeio para sistemas “Just In Time” de produção . Porto Alegre: UFRGS, 1993. MAGGARD, B.M.; RHYNE, D.V. Total productive maintenance: a timely Integration of production e maintenance. Production and Inventory Management Journal , fourth quarter, p. 06-10, 1992. MARCONI, Marina de Andrade ; LAKATOS, Eva Maria. Técnicas de pesquisa. São Paulo: Atlas, 2009. MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Fundamentos de metodologia científica . 5. ed. São Paulo: Atlas, 2003. MARSHALL, H .Discourse analysis in na occupational context. In: CASSEL, C.; SYMON, G. (org). Qualitative methods in Organizational Research : a pratical guide. Londres: Sage, 1994. MARTINS, P. G; LAUGENI, F. P. Administração da Produção. São Paulo: Saraiva, 2003.
111 MICHELETTO Indústrias S.A. Disponível em: <www.micheletto.com.br>. Acesso em: ago. 2011. MORGAN, Gareth. Imagem da Organização . São Paulo: Atlas, 1996. MOTTA, Paulo C. Serviços: pesquisando a satisfação do consumidor. Rio de Janeiro: Imprinta Express, 2002. NAKAJIMA, S. Introduction to TPM . Cambridge, MA: Productivity Press, 1993. ________.TPM Development Program: Implementing Total Productive Maintenance, Productivity Press. Portland: OR, 1989. OHNO, T. O Sistema Toyota de Produção: Além da Produção em Larga Escala. Bookman 1997. ROBBINS, Stephen P. Administração : Mudanças e Perspectivas. São Paulo: Saraiva, 2006. ROESCH, Sylvia Maria. Projetos de estágio e de pesquisa em administração: guia para estágios, trabalhos de conclusão, dissertações e estudos de caso. 3. ed. São Paulo: Atlas, 2005 ROESCH, Sylvia Maria Azevedo. Projeto de Estágios e de Pesquisa em Administração. 3 ed. São Paulo: Atlas, 2010. SHINGO, S. O Sistema Toyota de Produção . 2 ed. Porto Alegre: Bookman, 1996. SHIROSE, K. TPM for Workshop Leaders , Productivity Press. Portland: OR, 1992. ______. TPM New Implementation Program in Fabrication and A ssembly Industries. Tokyo: Japan Institute of Plant Maintenance, 2000. SUEHIRO, K. Eliminating Minor Stoppages on Automated Lines__Por tland. OR: Productivity Press, 1992. TAKAHASHI, Y.; OSADA, T. Manutenção Produtiva Total .São Paulo: IMAM SP, 1993. VERGARA Sylvia Constant. Métodos De Pesquisa Em Administração. 3. ed. São Paulo: Atlas, 2011. VERGARA, Sylvia Constant. Projetos e Relatórios de Pesquisa Em Administração. 13. ed. São Paulo: Atlas, 2009. YIN, Robert K. Estudo de caso: planejamento e métodos. 3. ed. Porto Alegre: Bookman, 2005.