Roteiro para Apresentação de Dissertação no PPGEM · TERMO DE APROVAÇÃO LEANDRO YIN WENG...
99
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS - PPGEM LEANDRO YIN WENG ADIÇÃO DE AMIDO EM MASSA COMERCIAL PARA PRODUÇÃO DE LOUÇA DE MESA POR COLAGEM SOB PRESSÃO CURITIBA MAIO - 2009
-
Upload
truonglien -
Category
Documents
-
view
217 -
download
0
Transcript of Roteiro para Apresentação de Dissertação no PPGEM · TERMO DE APROVAÇÃO LEANDRO YIN WENG...

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
PR
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS DE CURITIBA
DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
E DE MATERIAIS - PPGEM
LEANDRO YIN WENG
ADIÇÃO DE AMIDO EM MASSA COMERCIAL PARA
PRODUÇÃO DE LOUÇA DE MESA POR COLAGEM
SOB PRESSÃO
CURITIBA
MAIO - 2009

LEANDRO YIN WENG
ADIÇÃO DE AMIDO EM MASSA COMERCIAL PARA
PRODUÇÃO DE LOUÇA DE MESA POR COLAGEM
SOB PRESSÃO
Projeto de Dissertação apresentado como
requisito parcial à obtenção do título de Mestre
em Engenharia, do Programa de Pós-
Graduação em Engenharia Mecânica e de
Materiais, Área de Concentração em
Engenharia de Materiais, do Departamento de
Pesquisa e Pós-Graduação, do Campus de
Curitiba, da UTFPR.
Orientador: Márcia Silva de Araújo, PhD.
Co-orientador: José Alberto Cerri, D. Sc.
CURITIBA
MAIO - 2009

TERMO DE APROVAÇÃO
LEANDRO YIN WENG
ADIÇÃO DE AMIDO EM MASSA COMERCIAL PARA
PRODUÇÃO DE LOUÇA DE MESA POR COLAGEM
SOB PRESSÃO
Esta Dissertação foi julgada para a obtenção do título de mestre em engenharia,
área de concentração em engenharia de materiais, e aprovada em sua forma final
pelo Programa de Pós-Graduação em Engenharia Mecânica e de Materiais.
_________________________________
Prof. Giuseppe Pintaúde, D. Sc.
Coordenador de Curso
Banca Examinadora
______________________________ ______________________________
Prof. Márcia Silva de Araújo, Ph. D. Prof. Iêda Maria G. dos Santos, D. Sc.
(UTFPR) (UFPB)
______________________________ ______________________________
Prof. Lívia Maria Assis, D. Sc Prof. José Alberto Cerri, D. Sc
(UTFPR) (UTFPR)
Curitiba, 15 de maio de 2009

Aos meus pais Weng e Maria Rita e
aos meus irmãos Andréa, Leonel e Danielle.

AGRADECIMENTOS
À Profª. Drª. Márcia Silva de Araújo por sua orientação, conhecimento e cordialidade.
Ao Prof. Dr. José Alberto Cerri por sua co-orientação e disponibilidade.
Ao Programa de Pós-Graduação em Engenharia Mecânica e de Materiais da
Universidade Tecnológica Federal do Paraná - UTFPR.
A secretária Graça pelos cuidados com os alunos.
Aos colegas do LAMIR da Universidade Federal do Paraná - UFPR pela simpatia e
realização dos ensaios de difração de Raios-X e Fluorescência.
A empresa Cermassa pelo fornecimento das massas cerâmicas.
A empresa Manchester pelo fornecimento do silicato.
A empresa Corn Products pelo fornecimento do amido.
A todos os meus colegas do LAMAR, pelo dia-a-dia e pela amizade.
Aos professores da Banca Examinadora por gentilmente aceitarem o convite.
Aos meus pais, Weng e Maria Rita, por me ensinarem ética, honestidade e pelo amor.
Aos meus irmãos Andréa, Leonel e Danielle pelo apoio moral e financeiro.
Muito obrigado a todos.

vi
WENG, Leandro Yin, Adição de Amido em Massa Comercial para Produção de
Louça de Mesa por Colagem sob Pressão, Dissertação (Mestrado em Engenharia) -
Programa de Pós-Graduação em Engenharia Mecânica e de Materiais, Universidade
Tecnológica Federal do Paraná, Curitiba, 2009.
RESUMO
Os processos utilizados atualmente na fabricação de louças de mesa baseiam-
se na conformação por colagem de massa fluída (slip casting) ou no torneamento
(jiggering) de massas plásticas. Entretanto, as tendências observadas apontaram
para a necessidade de geometrias que utilizem formas octogonais, quadrangulares e
com relevos, associado à elevada produtividade com qualidade para garantir a
competitividade. No entanto, essas demandas do mercado de louça de mesa não
podem ser atingidas pelos processos tradicionais de fabricação. Por meio de um
benchmarking foi possível comparar as técnicas tradicionais de fabricação aos mais
recentes avanços, quanto à massa, às condições de conformação e secagem e o
tipo de molde. Assim, o objetivo desse projeto foi ajustar duas massas cerâmicas
comerciais com silicato de sódio, amido e NaOH para colagem sob pressão. As
massas foram caracterizadas quanto à composição química, à distribuição e
tamanho de partículas e ao comportamento térmico. Numa primeira etapa, foram
determinadas as curvas de defloculação das suspensões com 60 e 65% de sólidos
depois de permanecerem em repouso por 10, 30, 60 e 120 minutos. Numa segunda
etapa, foram feitas análises reológicas, determinações de pH e análises térmicas
das suspensões com 65% de sólidos. Tanto o amido quanto o hidróxido de sódio
serviram como redutores de viscosidade, porém acima de uma relação
amido/hidróxido de sódio foi possível observar o efeito geleificante. De modo a não
alterar significativamente o comportamento reológico, ou seja, manter a viscosidade
da suspensão e a tensão de escoamento baixas, a concentração máxima de
aditivos para a Massa A e B foram 0,75 % amido / 0,75 % NaOH e 0,50 % amido /
0,50 % NaOH, respectivamente.
Palavras-chave: Louça de Mesa, Colagem sob Pressão, Amido

vii
WENG, Leandro Yin, Adição de Amido em Massa Comercial para Produção de
Louça de Mesa por Colagem sob Pressão, Dissertação (Mestrado em Engenharia) -
Programa de Pós-Graduação em Engenharia Mecânica e de Materiais, Universidade
Tecnológica Federal do Paraná, Curitiba, 2009.
ABSTRACT
The processes used currently in the table ware manufacture are based on the
conformation for slip casting or jiggering of plastic masses. However, the observed
trends point with respect to the necessity of geometry that use square forms,
octogonal and with relives, associate to the raised productivity with quality to
guarantee the competitiveness. However, these demands of the table ware market
cannot be reached by the traditional processes of manufacture. By means of one
benchmarking was possible to compare the traditional techniques of manufacture
with the most recent advances related to the mass, the conditions of conformation
and drying and the type of mold. Thus, the objective of this project was to adjust two
commercial ceramic masses with sodium silicate, starch and NaOH to pressure slip
casting. The chemical composition, the particles size and distribution and the thermal
behavior of the masses were characterized. In the first stage, defloculation curves of
suspensions with 60 and 65% of solids were obtained after remaining in rest for 10,
30, 60 and 120 minutes. In the second stage, rheologycal analysis, pH
determinations and thermal analysis of the suspensions with 65% of solids were
made. Such the starch as the NaOH can serve to reduce the viscosity, however
above of a ration NaOH /starch it was possible to observe a geleification effect. In
order not to modify the rheologycal behavior, which means to keep the suspension
viscosity and yield tension in a low value, the maximum concentration of additives for
the Mass A and the B were 0.75% starch/ 0.75% NaOH and 0.50% starch/0.50%
NaOH, respectively.
Key-words: Table ware, Pressure casting, Corn starch

viii
SUMÁRIO
RESUMO.................................................................................................................... vi
ABSTRACT ............................................................................................................... vii
LISTA DE FIGURAS ................................................................................................... x
LISTA DE TABELAS .................................................................................................. xi
LISTA DE ABREVIATURAS E SIGLAS .................................................................... xii
LISTA DE SÍMBOLOS .............................................................................................. xiii
1 INTRODUÇÃO ...................................................................................................... 1
1.1 Objetivos Gerais .......................................................................................................................2
1.1.1 Objetivos Específicos ...........................................................................................................2
2 PRODUÇÃO DE LOUÇA ...................................................................................... 3
2.1 Matérias-Primas Cerâmicas .....................................................................................................3
2.1.1 Argilas ...................................................................................................................................4
2.1.2 Feldspato ..............................................................................................................................6
2.1.3 Silicatos ................................................................................................................................7
2.1.4 Outros Minerais ....................................................................................................................9
2.2 Massas Cerâmicas ................................................................................................................ 10
2.2.1 Massa seca ....................................................................................................................... 11
2.2.2 Massa plástica ................................................................................................................... 11
2.2.3 Massa fluida ...................................................................................................................... 12
2.2.4 Reologia de Suspensões Cerâmicas ................................................................................ 12
2.3 Aditivos Usados em Massas Cerâmicas ............................................................................... 15
2.3.1 Defloculantes ..................................................................................................................... 15
2.3.2 Estabilização ..................................................................................................................... 17
2.3.3 Amido como ligante ........................................................................................................... 21
2.3.4 Consolidação por amido (starch consolidation) ................................................................ 24
2.4 Etapas da Produção da Louça .............................................................................................. 25
2.4.1 Métodos de conformação .................................................................................................. 26
2.5 Secagem ............................................................................................................................... 30
2.6 Queima .................................................................................................................................. 32
3 MATERIAIS E MÉTODOS .................................................................................. 35
3.1 Materiais ................................................................................................................................ 35
3.2 Caracterização das argilas .................................................................................................... 36
3.3 Preparação da Massa Cerâmica ........................................................................................... 36
3.3.1 Preparação do pó seco ..................................................................................................... 36
3.4 Composição da massa fluida ................................................................................................ 36
3.4.1 Composições para obtenção das curvas de defloculação ................................................ 36

ix
3.4.2 Composição das massas com aditivos ............................................................................. 37
3.5 Análises reológicas................................................................................................................ 40
3.6 Medida de pH ........................................................................................................................ 41
3.7 Análise Estatística ................................................................................................................. 41
3.8 Obtenção de Amostras para Análises de Comportamento Térmico ..................................... 42
4 RESULTADOS E DISCUSSÃO .......................................................................... 44
4.1 Caracterização das Massas Cerâmicas Comerciais ............................................................. 44
4.1.1 Distribuição Granulométrica .............................................................................................. 44
4.1.2 Distribuição, composição química e mineralógica ............................................................ 45
4.1.3 Comportamento Térmico das Massas Cerâmicas ............................................................ 47
4.2 Suspensões Defloculadas com Silicato de Sódio ................................................................. 51
4.2.1 Estabilidade das suspensões defloculadas....................................................................... 51
4.2.2 Curvas de defloculação das suspensões .......................................................................... 52
4.3 Influência dos Aditivos Amido e NaOH nas Propriedades das Suspensões Modificadas .... 55
4.3.1 Estabilidade das suspensões modificadas........................................................................ 56
4.3.2 Análise Reológica das Suspensões .................................................................................. 59
4.4 Comportamento Térmico das Massas Modificadas .............................................................. 70
5 CONCLUSÕES ................................................................................................... 75
5.1 Sugestão para Trabalhos Futuros ......................................................................................... 76
REFERÊNCIAS ......................................................................................................... 77

x
LISTA DE FIGURAS
Figura 2.1 - Estrutura cristalina da mica e montmorilonita (REED, 1995) ................... 4
Figura 2.2 - Representação esquemática da estrutura cristalina da caulinita ............. 6
Figura 2.3 - Representação esquemática de sílica: a. (SiO4)4- e b. SiO2, cristobalita,
(CALLISTER, 1997) ............................................................................................. 8
Figura 2.4 - Estrutura cristalina do talco (AMOROS, 1994) ....................................... 10
Figura 2.5 - Exemplo do processo de geleificação (DINGER, 2002) ......................... 14
Figura 2.6 – Estrutura química do silicato de sódio (NIST, 2007) ............................. 16
Figura 2.7 – Curvas de defloculação para argilas cauliníticas para diversas
concentrações (SANTOS, 1989) ........................................................................ 17
Figura 2.8 - Modelos de dupla camada elétrica (a) Modelo de Helmhotz; (b) Modelo
de Gouy Chapman (SANTOS e SOUZA, 2001) ................................................. 18
Figura 2.9 - Dupla camada elétrica de uma partícula de argila (REED, 1995) .......... 19
Figura 2.10 - Mecanismos de estabilização (SANTOS e SOUZA, 2001) .................. 20
Figura 2.11- Comparação entre estabilização eletrostática e a eletroestérica
(SANTOS e SOUZA, 2001) ................................................................................ 21
Figura 2.12 – Estrutura helicoidal da amilose (BASSANI, 2008) ............................... 22
Figura 2.13 – Estrutura e disposição das moléculas de (a) amilose e (b) amilopectina
(NELSON, 2006) ................................................................................................ 23
Figura 2.14 - Processo de consolidação por amido .................................................. 25
Figura 2.15 – Principais métodos de conformação de cerâmicas ............................. 26
Figura 2.16 – Etapas do processo de secagem (SANTOS e SOUZA, 2001) ............ 31
Figura 3.1 - Esquema do Viscosímetro BROOKFIELD LV DV-III (BASSANI, 2008) . 40
Figura 3.2 - Esquema dos procedimentos para a obtenção das amostras para cada
análise, com fotos ilustrativas das amostras ensaiadas ..................................... 42

xi
Figura 3.3 – Molde de gesso com peça colada ......................................................... 43
Figura 4.1 – Distribuição granulométrica das massas cerâmicas comerciais com
composições A e B. ........................................................................................... 44
Figura 4.2 – Difratometria de Raios-X da Massa A ................................................... 46
Figura 4.3 – Difratometria de Raios-X da massa B ................................................... 46
Figura 4.4 - Análise termodiferencial das Massas A e B ........................................... 48
Figura 4.5 - Curvas das Massas Cerâmicas com composição A e B, obtidas por
termodilatometria ............................................................................................... 49
Figura 4.6 - Termogravimetria das Massas A e B ..................................................... 50
Figura 4.7 - Comparação das análises térmicas da Massa A ................................... 50
Figura 4.8 - Comparação das análises térmicas da Massa B ................................... 51
Figura 4.9 – pH da suspensões das Massas A e B sem aditivos .............................. 52
Figura 4.10 – Viscosidade da Massa A em relação à concentração de silicato de
sódio................................................................................................................... 53
Figura 4.11 – Tensão de escoamento da Massa A em relação à concentração de
silicato ................................................................................................................ 53
Figura 4.12 – Viscosidade da massa B em relação à concentração de silicato ........ 54
Figura 4.13 - Tensão de escoamento da argila B com variação de concentração de
silicato ................................................................................................................ 55
Figura 4.14 – Tensão versus taxa de cisalhamento de aditivos em água ................. 56
Figura 4.15 – Superfície de resposta do pH da Massa A .......................................... 58
Figura 4.16 – Superfície de resposta do pH da Massa B .......................................... 59
Figura 4.17 – Resultados de Viscosidade da Massa A depois de 10 minutos de
repouso .............................................................................................................. 60
Figura 4.18 – Resultados de Viscosidade da Massa A depois de 120 minutos de
repouso .............................................................................................................. 60
xii
Figura 4.19 – Resultados de Viscosidade da Massa B depois de 10 minutos de
repouso .............................................................................................................. 61
Figura 4.20 – Resultados de Viscosidade da Massa B depois de 120 minutos de
repouso .............................................................................................................. 61
Figura 4.21 – Superfície de resposta da tensão de escoamento da Massa A depois
de 10 min. de repouso........................................................................................ 63
Figura 4.22 – Superfície de resposta da tensão de escoamento da Massa A depois
de 120 min. de repouso...................................................................................... 63
Figura 4.23 – Superfície de resposta da tensão de escoamento da Massa B depois
de 10 min. de repouso........................................................................................ 64
Figura 4.24 – Superfície de resposta da tensão de escoamento da Massa B depois
de 120 min. de repouso...................................................................................... 64
Figura 4.25 – Tensão versus taxa de cisalhamento da Massa A com variação de
concentração de aditivos e 10 min de repouso .................................................. 66
Figura 4.26 – Tensão versus taxa de cisalhamento da Massa A com variação de
concentração de aditivos e 2 horas de repouso ................................................. 66
Figura 4.27 – Viscosidade da Massa A com variação de concentração de aditivos e
10 min. de repouso ............................................................................................ 67
Figura 4.28 – Viscosidade da Massa A com variação de concentração de aditivos e 2
horas de repouso ............................................................................................... 67
Figura 4.29 – Tensão versus taxa de cisalhamento da Massa B com variação de
concentração de aditivos e 10 min de repouso .................................................. 68
Figura 4.30 – Tensão versus taxa de cisalhamento da Massa B com variação de
concentração de aditivos e 2 horas de repouso ................................................. 69
Figura 4.31 – Viscosidade da Massa B com variação de concentração de aditivos e
10 min de repouso ............................................................................................. 69
Figura 4.32 – Viscosidade da Massa B com variação de aditivos e 2 horas de
repouso .............................................................................................................. 70
Figura 4.33 – Análise térmica diferencial da Massa A sem e com aditivos ............... 71

xiii
Figura 4.34 – Análise térmica diferencial da Massa B sem e com aditivos ............... 71
Figura 4.35 – Análise dilatométrica da Massa A sem e com aditivos ........................ 72
Figura 4.36 – Análise dilatométrica da Massa B sem e com aditivos ........................ 73
Figura 4.37 – Análise termogravimétrica da Massa A sem e com aditivos ............... 73
Figura 4.38 – Análise termogravimétrica da Massa B sem e com aditivos ............... 74

xiv
LISTA DE TABELAS
Tabela 2.1 - Comparação entre os processos de fabricação .................................... 29
Tabela 2.2 - Mudanças sofridas por uma cerâmica com a temperatura .................... 34
Tabela 3.1 – Materiais e sua composição e principais características ...................... 35
Tabela 3.2 – Adição de silicato nas massas cerâmicas A e B................................... 37
Tabela 3.3 – Variação da percentagem em massa de aditivos na segunda etapa ... 39
Tabela 4.1 - Identificação de minerais presentes nas Massas .................................. 47
Tabela 4.2 - Resultados da composição química das massas cerâmicas comerciais
A e B, obtidas por análise de FRX ..................................................................... 47
Tabela 4.3 – Resultados dos Gráficos Paretos com os fatores mais relevantes ....... 57

xv
LISTA DE ABREVIATURAS E SIGLAS
ABC - Associação Brasileira de Cerâmica
h - hora(s)
kgf/cm2 - quilograma-força por centímetro quadrado
kPa - quiloPascal
mm - milímetros
mm/min - milímetros por minuto
MPa - MegaPascal
pH - Potencial hidrogeniônico
m/m - massa por massa
RPM - Rotações Por Minuto
ASTM - American Society for Testing and Materials
DRX - Difração de Raios X
ATD - Análise Térmica Diferencial
FRX - Fluorescência de Raios X
LAMIR - Laboratório de Análises de Minerais e Rochas
DPS - Grau de saturação do poro
LISTA DE SÍMBOLOS
Z - Potencial Zeta
d - Espessura da dupla camada
D - Constante dielétrica
τ - Tensão de cisalhamento
- Viscosidade
- Taxa de cisalhamento
F - Força
S - Unidade de área cisalhante
n - Índice de potências
τ0 - Taxa de escoamento

Capítulo 1 INTRODUÇÃO 1
1 INTRODUÇÃO
A participação da indústria cerâmica brasileira corresponde a 1 % do Produto
Interno Bruto (PIB), cerca de 6 bilhões de dólares (BUSTAMANTE e BRESSIANI,
2000). Só a produção de cerâmica branca rende um faturamento de mais de 250
milhões de dólares e gera mais de 25.000 empregos diretos (ABC, 2006).
Um dos métodos mais utilizados para conformação de cerâmica de mesa e
sanitária é a colagem de barbotina. O processo de colagem de barbotina é um
método antigo, praticado desde 1700 (RAMACHANDRA et al., 1999), sendo
amplamente utilizado tanto para produtos cerâmicos tradicionais como para
cerâmica avançada, por se tratar de um processo extremamente simples e confiável
(COLLA, 2004).
As principais vantagens da colagem, além da homogeneidade na sua
microestrutura, são as possibilidades de produzir peças com geometrias complexas
e a utilização de uma variedade de materiais como matérias-primas não-plásticas,
dentre estas a alumina (CAMPOSa et al., 2001, ROMANO et al., 2007).
Entre os avanços no processo mecânico podemos citar a colagem sob pressão
(ZORZI, 2004), moldagem sob vácuo ou moldagem por centrifugação e slurry
pressing (WOLFGANG et al., 2000).
Com o intuito de acelerar a conformação, a desmoldagem e a secagem do
corpo a verde, várias técnicas de solidificação estão sendo pesquisadas atualmente.
O objetivo da solidificação é obter uma elevada resistência mecânica à verde, de
modo que a peça conformada possa ser manipulada com maior facilidade. Além de
permitir a fabricação de peças com dimensões mais próximas do especificado em
projeto, tendo em vista que para cerâmicas técnicas existem dificuldades e alto custo
para a usinagem de peças já sinterizadas (GILISSEN, 2000).
Dentre as técnicas de solidificação já estudadas podemos citar o congelamento
de suspensões (freeze casting); (NOVICH et al., 1992), coagulação direta de
suspensões através de enzimas (GAUCKLER et al., 1999), gelcasting (JANNEY e
OMATETE, 1998), geleificação com ágar-ágar (SANTACRUZ, 2003) ligantes com
sol-sílica (ANJOS et al., 2006) e a consolidação por amido (CAMPOSb et al., 2001).

Capítulo 1 INTRODUÇÃO 2
No presente estudo utilizou-se o amido como agente geleificante e o hidróxido
de sódio para provocar a geleificação a temperatura ambiente, pois sem ele o
processo de moldagem precisaria ocorrer a alta temperatura.
O amido é um polissacarídeo obtido geralmente de vegetais como o milho, de
baixo impacto ambiental e biodegradável. O amido é constituído basicamente de
duas moléculas, a amilose e a amilopectina. Estas moléculas conferem ao amido a
propriedade de geleificar em contato com a água (FRANCO, 2001). A consolidação
por amido consiste na adição de amido à formulação da barbotina, baseando-se na
propriedade de formação do gel, e obtendo assim, um corpo cerâmico à verde mais
resistente. Neste campo de estudo têm sido realizadas pesquisas, dentre estas as
realizadas por CAMPOSb et al. (2001) e ROMANO et al. (2007).
Este trabalho de pesquisa faz parte do projeto “Processo de Colagem Cerâmica
sob Pressão - Um Diferencial Competitivo para a APL de Louças e Porcelanas de
Campo Largo / PR”, que foi aprovado e financiado por FINEP/SEBRAE/CNPq.
1.1 Objetivos Gerais
Adequar a composição de duas massas cerâmicas comerciais para louça, pela
adição de silicato de sódio, amido e hidróxido de sódio para colagem sob pressão.
1.1.1 Objetivos Específicos
Realizar experimentos para adequar a composição das massas cerâmicas
aditivadas.
Estabelecer correlações entre o comportamento reológico de duas massas de
composições diferentes e a concentração da massa seca e a quantidade de
defloculante usado nas suspensões preparadas.
A partir da concentração mais adequada de defloculante para cada dada
concentração e composição de massa, estabelecer correlações entre o
comportamento reológico e a quantidade de aditivos geleificantes. Sendo que a
suspensão deveria ser estável e de baixa viscosidade, utilizando a menor
quantidade de amido possível.
Estudo do comportamento térmico das massas modificadas com aditivos.

Capítulo 2 Revisão Bibliográfica 3
2 PRODUÇÃO DE LOUÇA
As louças geralmente recebem o nome de cerâmica branca, por utilizarem
materiais cerâmicos de cores claras que quando queimadas igualmente apresentam
tonalidade clara (SANTOS, 1989). As argilas mais utilizadas para esse tipo de
produção são os caulins e materiais fundentes.
A louça de mesa geralmente é composta por 50 a 60% de caulim e argila
plástica que queima na cor clara, 10 a 30% de sílica e o restante de uma rocha
feldspática utilizada como fundente (SANTOS, 1989).
A “porcelana de ossos” contém 50% de ossos de animais calcinados, 25 a 30%
de caulim e argila, e o restante de fundente (SANTOS, 1975).
Dependendo da composição e temperatura de queima, as massas cerâmicas
são denominadas de faianças, que por sua vez podem ser subdivididas em faianças
calcárias, faianças calcáreo-feldspáticas e faianças feldspáticas.
As mais utilizadas para a colagem de barbotina são as faianças feldspáticas,
que contêm basicamente caulim, quartzo e feldspato e que após a queima
apresentam elevada resistência mecânica e baixa absorção de água (MORELLI e
BALDO, 2003).
2.1 Matérias-Primas Cerâmicas
As propriedades de um produto cerâmico estão diretamente relacionadas à
qualidade das matérias-prima, às suas quantidades e ao método de processamento
(CORREIA et al., 2005). A massa cerâmica é composta basicamente de argila,
feldspato e sílica. As massas contendo esses três componentes são conhecidas
como “massas triaxiais” (SMITH, 1998; SANTOS, 1975). A matéria-prima deve
apresentar um equilíbrio entre materiais plásticos e não plásticos, a ponto de
proporcionar à massa características adequadas, tanto para a fase de colagem,
quanto para a queima das peças (MORELLI e BALDO, 2003).

Capítulo 2 Revisão Bibliográfica 4
2.1.1 Argilas
Na produção de peças cerâmicas de uso comum, geralmente, são utilizadas
argilas obtidas de extração natural, devido ao menor custo. Por ser um material
retirado diretamente in natura sua composição pode variar bastante (SANTOS e
SOUZA, 2001).
Em seguida estão correlacionados as argilas mais comuns e os minerais que
os compõem:
Bentonita
A bentonita é a argila composta de 55 a 70% de montmorilonita ou mica ou ilita,
Esta apresenta grande capacidade de troca iônica e podem ser divididas em:
bentonitas que incham em contato com a água e podem aumentar até 20 vezes o
seu volume seco, e; bentonitas que não incham e contêm grande quantidade de
cátions de cálcio e magnésio (SANTOS, 1975).
A montmorilonita ou esmectita são constituídas por duas folhas de silicatos
tetraédricas e uma folha central octaédrica, unidas entre si por oxigênios comuns as
folhas (Al1,67Na0,33Mg0,33) (Si2O5)2 (OH)2 ou 5/6Al2O3 ·1/6Na2O·1/3MgO·4SiO2 ·H2O,
Figura 2.1.
Figura 2.1 - Estrutura cristalina da mica e montmorilonita (REED, 1995)

Capítulo 2 Revisão Bibliográfica 5
Com grande variedade catiônica, quando em contato com a água, a
montmorilonita se hidrata aumentando o espaçamento basal, propiciando a troca de
cátions. Em geral são compostas de pequenas partículas, possuem elevado grau de
propriedades elásticas e coloidais e apresentam grandes variações nas
propriedades físicas (SANTOS, 1975).
A ilita e a mica-moscovita têm estrutura cristalina semelhante à montmorilonita,
porém há uma maior substituição de alumínio por silício, conferindo uma maior carga
à estrutura cristalina, é composta de camadas estruturais rígidas que não se
expandem, apresentando distância interplanar basal fixa de 10,1 Å (SANTOS, 1989).
A ilita caracteriza-se por ter maior quantidade de água e menor quantidade de íons
alcalinos em relação à mica, sendo a ilita também denominada de mica hidratada
(AMOROS, 1994).
Não se pode determinar a exata estrutura química das ilitas porque estes
minerais se apresentam sempre contaminados com impurezas difíceis de eliminar.
Todos os minerais do grupo das ilitas são dioctaédricos, mas é provável que exista
alguma série trioctaédrica (AMOROS, 1994).
A bentonita é mais utilizada nas indústrias petrolífera, siderúrgica, de fundição,
de tintas e vernizes, vinícola, da construção civil, perfuração de poços artesianos,
indústria alimentícia animal, farmacêutica e de cosméticos (OLIVEIRA, 2003).
Caulim ou Argila Caulinítica
O caulim é composto principalmente pelo mineral caulinita e apresenta uma
quantidade considerável de matéria orgânica e ácido húmico. Apresenta
propriedades plásticas e ligantes quando úmida, com diferentes graus de
formabilidade, reversibilidade da umectação, endurecimento e coesão após
secagem e patamar de queima entre 900-1000 ºC (SANTOS e SOUZA, 2001).
O caulim é encontrado naturalmente nas cores branca, amarela e rosa, sendo
geralmente utilizado para completar uma distribuição granulométrica aumentando a
velocidade de colagem das barbotinas através da melhora da permeabilidade das
massas. Por ser mais refratário aumenta o coeficiente de expansão das massas e
diminui a retração devido à queima, contribui para o clareamento e mulitização do
material (MORELLI e BALDO, 2003; SANTOS, 1973; LUZ, 2005). Os caulins ricos
em ferro, manganês ou titânio são escuros, queimam em cores claras a 1250 ºC,

Capítulo 2 Revisão Bibliográfica 6
mas têm cor escura a 1450 ºC, sendo utilizados em materiais sanitários. Os caulins
que queimam em cor clara a 1450 ºC são utilizados em porcelana dura e porcelana
técnica (SANTOS, 1975).
A caulinita é formada pelo empilhamento regular de camadas 1:1 na qual cada
camada é uma folha de tetraedros SiO4 e uma folha de octaedros Al2(OH)6 dando
uma estrutura fortemente polar (Figura 2.2). A caulinita é eletricamente neutra, os
íons alumínio ocupam dois terços das posições octaédricas para neutralizar as
cargas residuais dos silicatos (SANTOS, 1973).
Figura 2.2 - Representação esquemática da estrutura cristalina da caulinita
(SANTOS, 1989)
2.1.2 Feldspato
Apresenta granulometria fina e age como fundente, pois possui altos teores de
K2O. Em alta temperatura (1200 ºC), forma uma fase líquida que auxilia na
sinterização, aumentando a resistência mecânica e reduzindo a porosidade. Em

Capítulo 2 Revisão Bibliográfica 7
reação com a sílica compõe a parte vítrea do corpo cerâmico (SANTOS e SOUZA,
2001).
O feldspato inclui materiais como a albita (NaAlSi3O8), a anortita (CaAl2Si2O8), a
microlina [(Na, K) AlSi3O8] e o anortoclásio [K(AlSi3O8)] (SANTOS, 1989). São
minerais com estrutura cristalina em camadas tridimensionais infinitas (SMITH,
1998) e se classificam em dois grupos segundo a sua cristalização. O grupo da
ortoclasa é constituído pela ortoclasa (KAlSi3O8) e pela celsiana (BaAl2Si2O8).
Ambos os minerais cristalizam-se em um sistema monoclínico e são solúveis um no
outro em várias proporções, formando uma grande variedade de soluções sólidas. O
grupo da plagioclasa é formado por compostos de proporções variáveis de cálcio e
sódio, sendo que os extremos dessas composições definem os minerais do tipo
albita (NaAlSi3O8) e a anortita (CaAl2Si2O8). Ambos cristalizam-se em sistema
triclínico e são solúveis um no outro somente em proporções determinadas
(AMOROS, 1994).
Alguns íons podem substituir parcialmente o Si4+, formando carga total
negativa. São equilibradas com íons alcalino-terrosos como Na+, K+, Ca2+ e Ba2+,
que se colocam em posições intersticiais (SMITH, 1998). Os cátions grandes, K+ e
Ba2+ dilatam o retículo tridimensional ligeiramente e determinam uma simetria maior,
fazendo com que os feldspatos se cristalizem no sistema monoclínico. De forma
similar, o Na+ e o Ca2+, que são cátions pequenos, provocam uma contração do
retículo tridimensional que determina uma menor simetria, cristalizando os feldspatos
em sistema triclínico (AMOROS, 1994).
2.1.3 Silicatos
Silicatos são materiais compostos de silício e oxigênio, o mais simples é
composto por quatro átomos de oxigênio e um de silício (SiO4)4- que forma uma
estrutura teraédrica Figura 2.3 a. Várias estruturas de silicatos surgem das diferentes
combinações das unidades tetraédricas, que podem ser arranjadas em uma, duas
ou três dimensões. Se estes tetraedros se arranjam de maneira regular e ordenada,
uma estrutura cristalina é formada. Existem três formas primárias cristalinas
polimórficas da sílica (SiO2): quartzo, cristobalita (Figura 2.3 b.) e tridimita
(CALLISTER, 1997).

Capítulo 2 Revisão Bibliográfica 8
a.
b.
Figura 2.3 - Representação esquemática de sílica: a. (SiO4)4- e b. SiO2,
cristobalita, (CALLISTER, 1997)
O quartzo é a parte inerte e não plástica da massa, tem baixo coeficiente de
dilatação, elevada dureza e elevada resistência ao choque térmico. Melhora a
permeabilidade das paredes formadas por barbotinas em moldes porosos, além de
diminuir a deformação na secagem e na queima.
Na queima, geralmente parte do quartzo permanece em forma cristalina e a
parte mais fina funde com a parte líquida, formando a sílica vítrea (MORELLI e
BALDO, 2003).

Capítulo 2 Revisão Bibliográfica 9
2.1.4 Outros Minerais
As massas de cerâmica branca que contêm outras matérias-primas, tais como
a alumina, o talco ou cinza de ossos, são chamadas de massas não triaxiais
(SANTOS, 1989).
As matérias-primas geralmente utilizadas para a introdução de Ca e Mg em
massas cerâmicas são a calcita (CaCO3), a dolomita (CaMg(CO3)2) e o talco
(Mg3(Si2O5)2(OH)2). Entretanto, cada uma dessas matérias-primas apresenta certas
peculiaridades que poderão resultar em comportamentos consideravelmente
diferentes na massa (MARINO, 2000).
A calcita é um dos minerais mais comuns, de fórmula estrutural (CaCO3) sendo
o principal constituinte mineralógico dos calcários e mármores puros. É encontrada
em massas rochosas sedimentares, nas quais é o único mineral preponderante,
sendo o único presente em certas rochas calcárias.
A dolomita é um carbonato comum que aparece principalmente como mineral
essencial de rochas sedimentares (dolomitos) e seus equivalentes metamórficos
(mármores dolomíticos), freqüentemente são associados à calcita. Pode originar-se
a partir da calcita pela influência de soluções magnesianas. É o principal
componente mineralógico dos calcários e mármores magnesianos. Em depósitos
hidrotermais, é comum sua associação com sulfetos (DAROS, 2008).
A dolomita é um carbonato duplo de cálcio e magnésio, que se decompõe sob
aquecimento, segundo a Equação 2.1, para dar origem a duas decomposições
térmicas: óxidos de cálcio e de magnésio, liberando gás carbônico (MARINO, 2000).
CaMg(CO3)2 → CaO + MgO + 2 CO2 ↑ Eq. 2.1
A diferença fundamental entre a calcita e a dolomita está na presença de
carbonato de magnésio na composição da dolomita. A calcita é constituída
exclusivamente por carbonato de cálcio e decompõe-se em um único intervalo de
temperatura.
A fórmula empírica do talco é Mg3(OH)2(Si2O5)2 e cristaliza-se no sistema
monoclínico (Figura 2.4).

Capítulo 2 Revisão Bibliográfica 10
Figura 2.4 - Estrutura cristalina do talco (AMOROS, 1994)
Cada folha é eletricamente neutra porque não requer a presença de cátions
externos alcalinos e alcalinos terrosos situados entre elas. Cada folha se encontra
fortemente unida pelas forças de Van der Walls. O talco se apresenta na natureza
como massa laminar hexagonal de cor branca (AMOROS, 1994).
A superfície da partícula está completamente coberta por átomos de O2 e
camadas Si2O5, enquanto os grupos OH se encontram no interior das folhas,
protegidos pela camada de Si2O5. Em conseqüência é um material bastante inerte
(AMOROS, 1994).
2.2 Massas Cerâmicas
Os diferentes métodos de conformação são divididos de acordo com a
consistência da mistura da massa. Entre estes métodos estão a prensagem à seco,
a extrusão, a moldagem plástica e a colagem. (FERNANDES, 1998). De acordo com
a quantidade de água podemos classificar as massas em seca, plástica e fluída.
Estas classificações serão discutidas a seguir.

Capítulo 2 Revisão Bibliográfica 11
2.2.1 Massa seca
Os pós secos consistem de partículas discretas e aglomerados aleatórios
produzidos pela atração de Van der Walls, eletrostática, ou forças magnéticas
interparticulares (SANTOS e SOUZA, 2001). Estes não têm bom escoamento, mas
oferecem baixa resistência ao escoamento sob agitação.
Quando um líquido de baixa viscosidade é misturado sob agitação ao pó seco
são formados aglomerados. As forças de contato nos aglomerados são forças
capilares do líquido, forças de coagulação das partículas, e forças de floculação
provida da pasta adsorvida. O grau de saturação do poro (DPS) é definido conforme
Equação 2.2 (REED, 1995).
DPS = volume do líquido/ volume do poro
Eq. 2.2
Nos aglomerados, geralmente chamados de grânulos, o DPS é menor que 1.
Este tipo de material é geralmente utilizado na produção de cerâmica sob pressão
(REED, 1995).
2.2.2 Massa plástica
Quando uma pequena quantidade de líquido é adicionada à massa cerâmica
seca, esta irá causar uma aglomeração quase total entre as partículas formando
uma massa coesiva, muito resistente ao cisalhamento, e que poderá ter
propriedades plásticas se uma fração significativa tiver tamanho submicrométrico e
as partículas forem coaguladas. No estado plástico o DPS é < 1, e poderá conter
10% do volume líquido quando partículas floculadas se rearranjam em uma
conformação de pacote aberto para acomodar o líquido adicional (REED, 1995).
As massas plásticas são usadas para processos de extrusão, torneamento
(jiggering) e modelagem plástica por pressão.
No estado de pasta, havendo a adição de mais líquido no sistema com
partículas coaguladas, o material fica inteiramente saturado (DPS=1) com
aglomerados abertos com baixa força coesiva.

Capítulo 2 Revisão Bibliográfica 12
O comportamento do escoamento da pasta depende do tamanho das partículas
coloidais e das forças de coagulação. A presença de um floculante pode aumentar
significativamente esta coesão e a resistência ao cisalhamento.
Os materiais pastosos são usados para a impressão de filmes, cerâmicas
eletrônicas, decorativas, argamassas e cimentos puros (REED, 1995).
2.2.3 Massa fluida
Quando um argilomineral é disperso ou defloculado em água por meio de um
agente dispersante ou defloculante, o íon sódio Na+ fica em solução e a superfície
do argilomineral fica com uma carga negativa adsorvida (íons OH-), havendo uma
repulsão entre elas, com dispersão no meio. Isso origina um sol coloidal, geralmente
muito viscoso. Quando a suspensão da argila é concentrada (mais que 50% de
sólidos), recebe o nome de barbotina defloculada (SANTOS, 1989).
Na barbotina as partículas estão dispersas no líquido e o DPS é maior que 1.
Uma boa suspensão para o processo de colagem, é aquela na qual a suspensão
permanece concentrada e estável por um determinado tempo (REED, 1995).
Ao contrário dos grânulos e corpos plásticos, as pastas e as barbotinas são
incompressíveis. A resistência ao cisalhamento destes sistemas depende
principalmente da viscosidade do líquido e das forças entre as partículas (SANTOS e
SOUZA, 2001).
2.2.4 Reologia de Suspensões Cerâmicas
Os sistemas coloidais cerâmicos são hidrofóbicos, apresentando a fase sólida
dispersa (argilomineral), insolúvel no líquido dispersante (água), verificando-se uma
interface sólido-líquido bem definida (OLIVEIRA, 2000).
Devido ao grau de subdivisão das partículas, a fase dispersa se caracteriza por
uma elevada superfície específica, onde as propriedades desse sistema coloidal são
regidas pelos fenômenos de superfície (REED, 1995).
Quando as partículas são grandes, a separação de fases tende a ser
espontânea, de modo que o sistema não possui estabilidade. Entretanto, quando se
trata de uma suspensão coloidal diluída e as partículas da suspensão são
extremamente pequenas, suas velocidades de sedimentação também serão

Capítulo 2 Revisão Bibliográfica 13
pequenas (Lei de Stokes). Então a cinética do processo é controlada pela
floculação. A separação de fases só ocorre depois que os aglomerados atingirem um
diâmetro acima de 0,1μm, e começarem a sedimentar. Esta aglomeração ocorre
através do movimento browniano que acontece devido à agitação térmica das
moléculas, que faz as partículas colidirem e flocularem (COLLA, 2004).
Conhecer o comportamento reológico é importante para escolher ou otimizar o
equipamento de processamento cerâmico, a pesquisa e desenvolvimento de novas
massas e o controle e monitoramento da consistência e do comportamento da
massa no processo (REED, 1995).
Os sistemas de processos cerâmicos contêm grânulos de material inorgânico,
misturados a colóides e vários aditivos.
A consistência da massa cerâmica é função dos parâmetros relacionados
abaixo:
1. A quantidade, distribuição e propriedades da fase líquida.
2. A quantidade, tamanho e empacotamento das partículas.
3. Os tipos, quantidades e distribuição de aditivos adsorvidos na superfície das
partículas.
4. As forças entre as partículas que podem ser atrativas ou repulsivas.
No processamento cerâmico isto pode ser muito mais complexo, uma vez que
uma pequena troca em qualquer um dos parâmetros acima mencionados, como a
composição, temperatura, pressão ou agitação mecânica pode alterar
significativamente a consistência e a forma de comportamento (REED, 1995).
As estruturas em gel são caracterizadas por grandes estruturas de flocos
conectadas por cadeias floculadas de partículas e canais de fluidos entre a
estrutura. Propriedades da suspensão e condições de cisalhamento determinam
quando a estrutura terá seu arranjo em equilíbrio. Enquanto a intensidade de
cisalhamento é suficiente, as partículas comportam-se de forma independente, mas
quando a intensidade é reduzida, forças atrativas unem as partículas novamente
formando pequenos flocos. Estes flocos se ligam uns aos outros, aumentando a
estrutura até que todas as partículas sejam incorporadas, formando uma estrutura
única. As forças atrativas continuarão densificando, reforçando a estrutura e
expelindo os fluidos dos canais. A Figura 2.5 mostra os processos de geleificação:

Capítulo 2 Revisão Bibliográfica 14
em A as partículas da suspensão são todas independentes uma da outra; em B
alguns flocos começam a se formar; em C aparecem os estágios iniciais do
crescimento da estrutura de flocos, canais fluidos aparecem entre os flocos; em D
todas as partículas e flocos que parecem em C fazem parte de uma única grande
estrutura (DINGER, 2002).
Figura 2.5 - Exemplo do processo de geleificação (DINGER, 2002)
A reologia das barbotinas geralmente tem sido abordada por métodos
empíricos com equipamentos bastante simples como a taça de Ford e viscosímetros
Brookfield ou Gallenkamp, por serem baratos e de fácil manuseio (DONDI, 2006).
Com o aquecimento, a viscosidade de uma suspensão pode aumentar ou
diminuir, o calor reduz a viscosidade do meio aquoso, mas aumenta em dobro a
espessura da camada elétrica e a atividade eletroquímica (REED, 1995).

Capítulo 2 Revisão Bibliográfica 15
2.3 Aditivos Usados em Massas Cerâmicas
2.3.1 Defloculantes
Os aditivos geralmente são adicionados para garantir características desejadas
à barbotina, sendo o defloculante o principal, por não permitir a aglomeração das
partículas.
A importância da utilização de defloculante se justifica pela sua atuação junto
aos flocos, que retêm grande quantidade de água no seu interior, subtraindo a
quantidade de água do meio, aumentando a viscosidade. E por sua vez, o aumento
da viscosidade dificulta a sedimentação (ORTEGA, et al.1997). O defloculante
dispersa as partículas, a água volta ao meio, e a viscosidade diminui. Pode-se então
obter uma suspensão mais densa e homogênea, melhorando a sedimentação e as
propriedades do produto final, com uma parede de espessura uniforme do topo ao
fundo da peça colada (SANTOS e SOUZA, 2001; COLLA, 2004).
A floculação ocorre devido às atrações de partículas com cargas contrárias
conhecidas por forças de Van der Waals, e assim, o papel do defloculante é produzir
uma força contrária à de Van der Waals.
Ao ser adicionado às suspensões aquosas, alguns sais alcalinos como
polissilicatos de sódio e polifosfatos de sódio formam sóis estáveis. Estes agentes
defloculantes (eletrólitos estabilizadores) fornecem cátion sódio à dupla camada de
face maior das argilas, entretanto, o ânion polissilicato ou polifosfato é adsorvido na
face menor. Este efeito pode transformar a face menor de carga positiva em carga
negativa, pela cobertura de uma camada de polissilicato de carga negativa, de
mesma natureza da carga de face maior.
Assim as interações face-borda e borda-borda são destruídas e há maior
possibilidade das partículas formarem um sol estável pela diminuição do tamanho
dos aglomerados.
Os íons fosfato e silicato possuem efeito duplo na viscosidade do sistema de
água/argila, o primeiro efeito é “destruir” parcialmente a camada de água orientada
na superfície dos argilominerais, e outro, é agir como agente sequestrante, formando
complexos quelatos com íons di ou polivalentes que tendem a flocular as partículas
de argilominerais (SANTOS, 1989). Isto permite obter uma barbotina com teores
reduzidos de água contendo em torno de 70% de sólidos em massa.

Capítulo 2 Revisão Bibliográfica 16
Os defloculantes geralmente utilizados são hidróxido de sódio, carbonato de
sódio, pirofosfato de sódio, hexafosfatos de sódio, metapolifosfatos de sódio, sendo
o silicato de sódio, Figura 2.6, o mais utilizado devido ao seu baixo custo.
Figura 2.6 – Estrutura química do silicato de sódio (NIST, 2007)
O silicato de sódio é solúvel em água e aumenta a carga negativa das
suspensões, não pela adição de cargas negativas orgânicas, mas pela remoção de
cátions floculantes positivos, como por exemplo: Mg++, Ca++ e Al+++ (DINGER, 2002).
Quando na relação SiO2 / Na2O se tem o dobro de silicato, obtém-se íons
polissilicatos em solução aquosa que podem polimerizar com sais neutros (Na2SO4,
NaCl, KCl), formando colóides protetores e eliminando cátions floculantes (SANTOS
e SOUZA, 2001).
Há também os poliacrilatos de sódio ou de amônio, bastante eficientes e
flexíveis, mas apresentam custo elevado e vida útil curta, quando misturados à
barbotina, a suspensão deve ser utilizada imediatamente após o preparo. Os
fosfatos de sódio também são eficientes, mas necessitam de uma quantidade muito
grande, para que haja uma boa defloculação em relação ao silicato de sódio
(MORELLI e BALDO, 2004).
O ensaio de defloculação consiste em determinar o ponto mínimo de
viscosidade de uma dispersão de argila, através de adições crescentes de
defloculantes.
Estes ensaios são realizados em viscosímetros do tipo escoamento ou de
rotação, obtendo-se uma "curva de defloculação", geralmente em forma de U,
Figura 2.7 (SANTOS, 1989).
O ponto mínimo de viscosidade corresponde à máxima dispersão dos
aglomerados das partículas. Essas curvas de defloculação variam de acordo com o
agente defloculante e o tipo da argila utilizada. Com o excesso de eletrólito, atinge-
se o potencial zeta crítico, e o sistema torna-se instável novamente. Ocorre a

Capítulo 2 Revisão Bibliográfica 17
aglomeração das partículas e começa o ramo ascendente da "curva de
defloculação" (SANTOS, 1989).
Figura 2.7 – Curvas de defloculação para argilas cauliníticas para diversas
concentrações (SANTOS, 1989)
2.3.2 Estabilização
A capacidade de troca iônica dos materiais cerâmicos leva a geração de cargas
nas partículas, devido à substituição atômica, tal como acontece na caulinita, na qual
a substituição do Si4+ por Al3+ é compensada por cátions K+. Em presença de água o
K+ é liberado deixando a superfície negativa (SANTOS e SOUZA, 2001). Estas
cargas superficiais dão origem à dupla camada elétrica. Quanto maior a densidade
da carga superficial, maior a espessura da dupla camada elétrica e maior a força de
repulsão entre as partículas (MORELLI e BALDO, 2004).
Esta dupla camada foi descrita por Helmhotz como sendo uma camada rígida e
por Gouy-Chapman como sendo uma camada difusa, Figura 2.8.

Capítulo 2 Revisão Bibliográfica 18
Figura 2.8 - Modelos de dupla camada elétrica (a) Modelo de Helmhotz; (b) Modelo de Gouy Chapman (SANTOS e SOUZA, 2001)
Atualmente é bem aceita uma combinação das duas teorias, na qual a primeira
camada próxima à superfície do sólido é rígida e a segunda camada é difusa,
penetrando em direção ao líquido (SANTOS e SOUZA, 2001).
Nas partículas minerais, o pH do meio e a presença e concentração de
defloculantes afetam as cargas eletrostáticas das partículas (DINGER, 2002).
Quando as densidades de cargas superficiais positivas e negativas são iguais,
é atingido o ponto chamado de ponto isoelétrico ou ponto de carga zero (OLIVEIRA,
2000).
O ponto isoelétrico é atingido em um pH ideal, que varia de acordo com o
mineral, como por exemplo: o quartzo em pH 2, o talco em pH 2, a caulinita em pH
6-7 e a alumina em pH 9-9,5 (DINGER, 2002; SANTOS e SOUZA, 2001). No pH
abaixo do ponto isoelétrico, em condições mais ácidas, a carga da superfície será
positiva (DINGER, 2002).
Controlando a floculação e defloculação do sistema, altera-se o mecanismo de
estabilização da suspensão. Esta alteração pode ser eletrostática, estérica ou
eletrostérica (OLIVEIRA, 2000).
Na estabilização eletrostática há um aumento de carga superficial das
partículas em relação ao meio, gerando aumento ou diminuição da repulsão. Pode
ser obtida pelo controle do pH, na qual a adição de ácido reduz a carga negativa,
diminuindo o potencial zeta e aumentando a atração e a floculação. A adição de

Capítulo 2 Revisão Bibliográfica 19
hidróxido aumenta a carga negativa e o potencial zeta das argilas, aumentando a
defloculação (SANTOS e SOUZA, 2001).
A estabilização estérica utiliza-se de polímeros que se adsorvem nas partículas
gerando uma camada maior e impedindo que elas se aproximem, Figura 2.10.
O aumento do pH reduz o tamanho dos flocos e aumenta a dispersão das
lâminas mantendo as faces das partículas negativas, mas tornando positivas as
extremidades das partículas das argilas (REED, 1995).
As argilas geralmente adquirem carga negativa em água, que pode ocorrer por
diversos motivos como a dissociação na superfície da argila, conforme mostra a
Equação 2.8:
(argila - OH)H (argila – OH-) + H
+
Eq. 2.8
A valência residual da argila pode adsorver moléculas do meio. Isso ocorre
devido à valência insaturada pela substituição catiônica ou ao alumínio apresentar
ligações insatisfeitas, formando a camada difusa conforme Figura 2.9.
Figura 2.9 - Dupla camada elétrica de uma partícula de argila (REED, 1995)
Esta carga superficial gera um potencial que varia da superfície do sólido em
direção ao meio líquido. A região entre a primeira e a segunda camada é conhecida
como potencial zeta (Z) dada pela Equação 2.9.
Z = 4 π e d
D
Eq. 2.9

Capítulo 2 Revisão Bibliográfica 20
Na qual e, é a carga, d é a espessura da dupla camada e D é a constante
dielétrica.
Alterando-se o potencial zeta, propriedades como plasticidade e defloculação
são alteradas. Quanto maior o potencial zeta, maior a repulsão e maior a
defloculação (SANTOS e SOUZA, 2001).
A viscosidade mínima ocorre quando o potencial zeta é alto e o fator de
empacotamento é máximo. Quando o potencial zeta é reduzido, aglomerados são
formados e a viscosidade aumenta.
A estabilização eletroestérica é uma combinação da eletrostática com estérica,
ocorre uma adsorção especifica de moléculas com grupos ionizáveis ou
polieletrólitos nas superfícies das partículas, no qual os íons da dissociação desses
grupos ionizáveis somam uma barreira eletrostática ao efeito estérico, Figura 2.11.
Estes polieletrólitos podem ser naturais ou sintéticos e catiônicos ou aniônicos.
Figura 2.10 - Mecanismos de estabilização (SANTOS e SOUZA, 2001)

Capítulo 2 Revisão Bibliográfica 21
Figura 2.11- Comparação entre estabilização eletrostática e a eletroestérica
(SANTOS e SOUZA, 2001)
2.3.3 Amido como ligante
Os ligantes são adicionados à barbotina para se obter uma peça à verde com
resistência mecânica suficiente para sua manipulação e armazenagem. Ocorre
através da formação de uma rede tridimensional entre as partículas resultando em
forte adesão depois da evaporação da água.
O amido é uma das principais reservas de carboidratos dos vegetais. As
principais matérias-primas para a extração de amido são: a mandioca, a batata, o
milho, o trigo e o arroz (FRANCO, 2001). Os processos industriais atuais permitem
que o amido seja extraído com elevada pureza, apresentando aspecto branco e
insípido. Trata-se de matéria-prima renovável e não tóxica.
As dimensões dos grânulos de amido podem variar de 4 até 70 mm, assim
como as características físico-químicas, que vão depender da espécie do vegetal, ou

Capítulo 2 Revisão Bibliográfica 22
se de mesma espécie, da idade, região da planta onde se encontra o amido e
condições climáticas (FRANCO, 2001).
Com a adição de água a temperatura ambiente e sob agitação constante a
suspensão apresenta um aspecto leitoso, cujas partículas decantam após repouso.
O amido é um polissacarídeo composto basicamente por dois tipos de
moléculas: amilose e amilopectina, representado geralmente pela fórmula
(C6H10O5)n + xH2O. A proporção média encontrada no amido é de 20 a 30% de
amilose e de 70 a 80% de amilopectina, quantidades estas que influenciam
diretamente nas propriedades do amido.
A molécula de amilose, representada na Figura 2.12, pode variar bastante na
sua massa molecular dependendo da condição da extração e sua cadeia linear pode
conter de 200 a 2000 unidades de glicose. Apresenta forma helicoidal, que confere
aos filmes e fibras uma estrutura mais elástica. (FRANCO, 2001).
Figura 2.12 – Estrutura helicoidal da amilose (BASSANI, 2008)
A molécula de amilopectina, Figura 2.13, é altamente ramificada e suas
ramificações podem apresentar de 20 a 30 unidades de glicose, é mais compacta
dificultando a entrada de moléculas como as de água e enzimas (FRANCO, 2001).

Capítulo 2 Revisão Bibliográfica 23
Figura 2.13 – Estrutura e disposição das moléculas de (a) amilose e (b) amilopectina (NELSON, 2006)
Devido a sua grande versatilidade o amido é utilizado nos mais variados tipos
de indústrias. Com ele é possível modificar as características do cozimento de
alimentos, aumentar a estabilidade das pastas ao resfriamento e congelamento,
aumentar a transparência das pastas ou géis, melhorar a formação de filmes,
aumentar a adesão, adicionar grupamentos hidrofóbicos e conferir poder
emulsificante, ou seja , o amido é utilizado nos mais variados tipos de indústrias.
Na indústria de alimentos o amido tanto é usado como matéria-prima, como na
fabricação de biscoitos, macarrões e panificação; quanto como espessante, em
iogurtes, sobremesas, sopas e caramelos.
Na indústria papeleira, o amido tem diversas funções como melhorar a
resistência física do papel, auxiliar no refino, melhorar a lisura e a rigidez, aumentar
a resistência à penetração de líquidos e evitar a formação de pó. O amido apresenta
propriedade adesiva, sendo utilizado como cola em papel adesivo, envelope, papel
de parede, etiqueta e papel ondulado. Está presente também em indústrias
químicas, de resinas e plásticos, fármacos, têxtil, agroquímica, tintas e várias outras
(FRANCO,2001).

Capítulo 2 Revisão Bibliográfica 24
A geleificação ocorre durante o resfriamento de uma pasta, quando o polímero
forma uma estrutura na forma de uma rede tridimensional. Na geleificação é possível
distinguir duas etapas: a separação de fases e a cristalização.
Na separação de fases ocorre a segregação das moléculas formando uma rede
tridimensional. Para que isso ocorra é necessária uma concentração mínima de
1,5% m/m de amilose e 10% m/m de amilopectina.
Na retrodregadação (ou cristalização) as cadeias de polímeros de gel se
alinham para formar cristais. Este efeito expulsa a parte do solvente para fora,
endurecendo o gel (FRANCO, 2001).
A aplicação de calor em uma suspensão de amido para o estado de pasta é
acompanhada de grande aumento na viscosidade, devido ao inchamento dos
grânulos e a resistência desses grânulos à dissolução pelo calor (FRANCO, 2001).
A adição de hidróxido de sódio ao amido também aumenta a sua viscosidade
devido à formação de um adesivo, conforme propõe a patente norte-americana de
número 13.436 datada de 1912 (BESSANI et al., 2008; MILCZEWSKI et al., 2008).
2.3.4 Consolidação por amido (starch consolidation)
O processo de consolidação de amido comercial se difundiu em várias
pesquisas por ser um método eficiente e econômico, de baixo impacto ambiental e
grande potencial tecnológico.
Esta técnica de conformação direta, nada mais é do que a adição de amido na
solução da barbotina, devido à propriedade do amido formar gel em água, podendo
ser usado como ligante e formador de poros.
O amido e a água são misturados à massa cerâmica até se obter um colóide
com homogeneidade razoável. Depois a suspensão é derramada em um molde
onde a temperatura é elevada entre 55-80ºC, para que ocorra a geleificação. O
amido se dilata e forma uma rede, dando forma ao corpo verde, Figura 2.14. Após
a peça ficar sólida ela é removida do molde e segue para as etapas de secagem e
sinterização. Na sinterização, as partículas de amido são eliminadas, formando
vazios, tornando a peça porosa. Através de amidos quimicamente modificados,
também é possível produzir peças cerâmicas com baixa porosidade e alta
resistência.

Capítulo 2 Revisão Bibliográfica 25
Figura 2.14 - Processo de consolidação por amido
A principal vantagem desta técnica é que a utilização de amidos comerciais,
tornam o processamento mais barato e menos poluente (aCAMPOS e HEIN, 2001).
A versatilidade do amido é tão grande que ROMANO (2007) utilizou a técnica
de consolidação para produzir peças metalúrgicas, através da injeção de amido com
aço. CAMPOS (2004) sinterizou alumina pelo método de amido com auxílio de baixa
pressão a fim de remover pequenos defeitos no produto final. CARLOS (2005) fez
uso da heterocoagulação para obter cerâmica com grande porosidade e resistência
maior que a convencional.
2.4 Etapas da Produção da Louça
Os diferentes métodos de conformação são divididos de acordo com a
consistência da mistura da massa. Entre estes os métodos mais encontrados na
indústria estão: a prensagem, a moldagem plástica por torneamento automática e
semi-automática e a colagem de barbotina (FERNANDES, 1998). Uma mesma
indústria pode ter mais de um método de conformação (SANTOS, 1975). Existem
outros métodos de fabricação automatizados já implantado em empresas no exterior
como: a colagem sob pressão e a injeção. De modo a comparar os principais
processos de conformação segundo as etapas de produção foi montado o diagrama
esquemático apresentado na Figura 2.15.

Capítulo 2 Revisão Bibliográfica 26
Moldagem por drenagem
Queima
Secagem
Mistura úmida
Água + aditivos
Prensagem Torneamento
Spray drying
ExtrusãoPreparo da suspensão
Moldagem por solidificação
Colagem Colagem sob pressão
Geleificação Consolidação por amido
Massa plásticaMassa fluidaMassa seca
Matéria-prima(minerais)
Mistura seca
Injeção
Aditivos
Figura 2.15 – Principais métodos de conformação de cerâmicas
2.4.1 Métodos de conformação
As comparações entre as principais características de fabricação, tais como:
consistência das massas, aditivos, tipos de peça, condições de processo e tipos de
moldes, encontram-se na Tabela 4.1.
A prensagem isostática e o torneamento apresentam os menores tempos de
conformação. A prensagem isostática é utilizada no Brasil por empresas de grande
porte para a produção de louça cerâmica com geometria plana, tais como pratos,
pires, tigelas etc. Porém, o custo do equipamento de spray dry para preparar o pó
seco, a alta pressão necessária para a moldagem e, os custos do equipamento e do
molde tornam inviável a prensagem isostática para micros e pequenas empresas.
Apesar da alta produção com maquinário e moldes de baixo custo, o
torneamento produz somente peças com superfície de revolução, ou seja, xícaras

Capítulo 2 Revisão Bibliográfica 27
sem alça, pratos, vasos, etc. Infelizmente a técnica não possibilita a produção de
peças com design mais arrojados, como por exemplo, com secção quadrada ou
hexagonal, tal como exige o mercado atual de louça de mesa.
A colagem de barbotina permite a produção de peças com geometrias
complexas, porém demanda um tempo maior de conformação e, dependendo das
condições de temperatura e umidade ambiente exige a secagem do molde antes do
seu próximo uso. Para compensar a menor produção utiliza-se uma elevada
quantidade de moldes de gesso, o que resulta na ocupação de uma grande área
fabril para a conformação e também armazenagem de moldes. O molde de gesso
pode ter um tempo de vida útil curto, dependendo do quanto é utilizado, e não é
reciclável.
A colagem sob pressão permite aumentar a produção com apenas um molde
ou um número reduzido deles comparado ao processo convencional com moldes de
gesso, visto que o tempo do ciclo de produção é menor. Entretanto, é necessário o
uso de molde de resina porosa, mais caro que o de gesso, porém mais barato que o
molde utilizado na prensagem isostática. Esta técnica é utilizada no Brasil, para a
fabricação de grandes peças cerâmicas nas indústrias de louças sanitárias. É
possível importar máquinas que produzam peças pelo processo de colagem sob
pressão para louça de mesa, porém o seu preço é proibitivo para micros e pequenas
empresas.
A solidificação por amido produz peças com geometrias complexas em
diferentes tipos de moldes. Entretanto, é necessário aquecer a suspensão para que
haja a formação de gel e depois resfriar o molde. Essas etapas adicionais
demandam tempo, o que reduz a produtividade e aumentam o custo de produção. A
técnica conhecida por gelcasting trabalha com aditivos a uma temperatura um pouco
menor em relação à consolidação por amido, porém também é necessário resfriar o
molde para conformar a peça. O molde metálico é o mais indicado para propiciar
uma efetiva troca de calor, diminuindo o tempo de moldagem.
A injeção à quente faz uso de quantidades muito maiores de aditivos orgânicos
(cera, parafina e polímeros de baixo peso molecular) se comparados a outras
técnicas. Assim, durante a injeção, para a massa escoar é necessário aquecê-la sob
pressão para preenchimento do molde, geralmente metálico, seguido de posterior
resfriamento. O inconveniente deste processo é a necessidade de acrescentar um

Capítulo 2 Revisão Bibliográfica 28
patamar para queima do material orgânico (debonding), o que torna o controle da
porosidade mais difícil. A injeção a frio usa água como transporte e elimina a etapa
de aquecimento anterior à injeção, porém o tempo de moldagem aumenta
significativamente em função da necessidade de resfriar o molde para a formação de
gel devido ao uso, por exemplo, de agar ou agarose como geleificantes.
Considerando um custo que seja acessível a pequenas empresas que fabricam
louça de mesa, a velocidade de processo e as questões ambientais, foi feita a opção
pela colagem sob pressão semi-automática, por possibilitar a obtenção de peças
coladas sob baixa pressão. De modo a utilizar as vantagens da consolidação por
amido, foi estudada a formulação de uma massa cerâmica com adição de amido e
hidróxido de sódio, para que ocorra a geleificação sob baixa pressão a temperatura
ambiente de modo a diminuir o tempo e os custos de processamento.

Capítulo 2 Revisão Bibliográfica 29
Tabela 2.1 - Comparação entre os processos de fabricação M
old
e C
us
to
Alto
(26
)
---
Ba
ixo
Ba
ixo,
mé
dio
,
alto
Alto
,
Mé
dio
,
Ba
ixo,
mé
dio
,
alto
m
Mé
dio
,
alto
Ma
teri
al
Bo
rra
cha
e m
eta
l
(22
, 2
6)
---
Ge
sso
(23
, 2
6)
Ge
sso
,
po
lím
ero
ou
m
eta
l
(22
)
Me
tal o
u
po
lím
ero
(1,
3, 7
, 8
)
Vid
ro,
po
lím
ero
ou
me
tal
(14
, 2
3)
Po
lím
ero
ou
me
tal
(18
)
Po
lím
ero
ou
me
tal
Se
ca
-
ge
m
< 1
h
(25
)
12
-36
h
(25
)
18
- 7
2
h (
17
,
25
)
2 a
24h
(9,1
0,
13
)
12
-2
4
h (
7,9
)
12
-2
4
h
36
h –
se
ma
n
as (
18
)
24
-4
8
h (
27
,
28
)
Mo
ldag
em
Pre
ss
ão
7-2
00
MP
a (
15
,
21
, 2
6)
0,0
2-0
,25
MP
a (
23
)
Atm
-
0,1
4
MP
a (
23
)
0,3
5 -
0,2
MP
a
(12
,14
,
20
)
Atm
Atm
(2
4)
0,2
a 1
00
MP
a
(18
,23
)
46
8 k
Pa
(27
)
Te
mp
e-
ratu
ra
do
mo
lde
Am
b.
Am
b.
Am
b.
Am
b (
11
)
65
-80
ºC
(1,3
,4,5
,6
,9)
25
- 8
0
ºC (
11
)
Re
frig
era
da
(2
3)
Am
b.
Te
mp
era
tu-
ra d
a
ma
ss
a
Am
b.
Am
b.
Am
b.
Am
b.-
70
ºC
(11
)
Am
bie
nte
(1,3
,4,5
,6,9
)
Am
b.
(11
)
60
-
16
0ºC
(23
)
Am
b.
Te
mp
o
1 a
5
min
.
2 a
7
min
.
20
min
.
a 4
8
ho
ras
(23
)
1 a
15
min
.
(12
,23
)
1 a
3 h
(1)
30
a 6
0
min
.
(23
)
Se
gu
n
do
s a
1
h (
23
)
3 a
4
dia
s
(28
)
Fo
rma
to
da
pe
ça
Pla
no
Revo
lução
(23
, 2
6)
Com
ple
xo
Com
ple
xo
Com
ple
xo
(1)
Com
ple
xo
Com
ple
xo
Com
ple
xo
Gra
u d
e
au
tom
a-
çã
o
Se
mi. /
Au
to.
(23
, 2
6)
Ma
nua
l /
Se
mi.
(23
, 2
6)
Ma
nua
l
(26
)
Se
mi. /
Au
to.
Ma
nua
l
Ma
nua
l
Se
mi. /
Au
to.
Se
mi. /
Au
to.
Ad
iti-
vo
s
(%)
- -
0,0
3 -
3
0,0
3 –
3 (
10
)
5 –
50
(3,6
)
15
– 2
0
(11
,16
,
24
)
15
(1
8,
26
)
1-5
(28
)
Tip
o d
e A
dit
ivo
- -
Deflo
cu
lan
tes
Deflo
cu
lan
tes
Am
ido
Mo
nôm
ero
s (
24
)
Pa
rafina
s, ce
ras
(23
)
Ag
ar-
ag
ar,
po
lissa
ca
ríd
eos,
po
lím
ero
s (
23,
27
)
Só
li-
do
s
(%)
95
–
10
0
(22
)
75
–
10
0
(25
)
40
– 7
0
(16
,19
,
22
)
30
– 7
0
(10
,13
)
31
– 8
0
(2,3
)
50
– 6
0
(11
)
55
-86
(18
)
20
-50
(28
)
Prensagem Isostática
Torneamento Barbotina Pressão Amido Gel Quente Frio
Colagem Solidificação Injeção

Capítulo 2 Revisão Bibliográfica 30
1- GREGOROVA, 2006; 2- VASCONCELOS, 2000; 3- GREGOROVA, 2007; 4-
LEMOS, 2006; 5- MAO, 2006; 6- ALVES, 1998; 7- BAREA, 2005; 8- CAMPOS, 2004;
9- HONDA, 2004; 10- FERREIRA, 1998; 11- HUANG, 2004; 12- FERREIRA, 1997;
13- TARI, 1998; 14- MORENO, 1997; 15- FORTULAN, 1998; 16- SALOMONI, 1997;
17- FERREIRA, 1998; 18- ZORZI, 2004; 19- RAMACHANDRA, 1999; 20- MORENO,
1999; 21- ALVES, 2004; 22- SANTOS, 1989; 23- REED, 1995; 24- JANNEY, 1998;
25- DONDI, 2006; 26- NORTON, 1973; 27- SCHILLING, 2002; 28- LINDQVIST, 2005
2.5 Secagem
O processamento térmico é muito importante para a obtenção da qualidade nas
propriedades finais dos produtos cerâmicos. Esse tratamento compreende as etapas
de secagem e queima.
A secagem é uma importante operação que antecede a queima e, trata da
remoção do líquido do material poroso por meio de transporte e evaporação em um
ambiente insaturado (REED, 1995).
Pode ser feita ao ar, em câmaras de secagem ou em secadores contínuos e a
temperatura pode variar entre 50 e 150ºC (SOUZA E SANTOS, 2001).
A secagem deve ser rápida para ser economicamente viável (SOUZA E
SANTOS, 2001). Porém é bastante controlada para se evitar a retração diferencial
ou que haja pressão devido aos gases produzidos, que podem gerar trincas e
empenamento no produto (REED, 1995).
No processo de colagem, deve-se tomar cuidado com a secagem que ocorre já
dentro do molde, pois o excesso de drenagem de água pelo molde pode originar
trincas. Isso se deve ao rearranjo das partículas sólidas na ocupação dos lugares
vazios deixados pela água, gerando retração no corpo da peça.
Para se obter uma boa secagem deve-se levar em consideração a temperatura
do líquido na peça, umidade e fluxo do ar de secagem. Radiação pode ser usada
juntamente com a condução e convecção do calor para aumentar a secagem.
O processo de secagem pode ser resumido em três fases, que correspondem à
velocidades de perda de água distintas. São elas a fase de aumento de secagem, a
fase constante e o decréscimo de secagem.

Capítulo 2 Revisão Bibliográfica 31
No aumento de secagem, A na Figura 2.16 , o líquido é removido da superfície
externa úmida, a taxa de evaporação aumenta consideravelmente.
Figura 2.16 – Etapas do processo de secagem (SANTOS e SOUZA, 2001)
Na fase constante, B na Figura 2.16, a temperatura do produto é normalmente
igual à temperatura ambiente, a evaporação é constante na área superficial, o
líquido evaporado é substituído por líquido entre as partículas e transportado para a
superfície externa por difusão rápida ou fluxo capilar. Ocorre retração devido à perda
de água e aumento da força de cisalhamento plástica.
O padrão de secagem cai e passa para a etapa de decréscimo, C e D na Figura
2.16, devido à retração e migração química. Ocorre a evaporação a partir do
menisco do líquido nos poros porque a taxa de transporte interno líquido é menor
que a taxa de evaporação e os poros se tornam insaturados. A taxa de evaporação
diminui e a temperatura externa aumenta.
Nas etapas finais da secagem ocorre o aumento de transporte por vapor nos
poros e diminuição no transporte por força capilar. O menisco retrocede para o
interior do corpo, de modo que poros grandes e interstícios perdem água, primeiro
por processo isotérmico, sendo necessária mais energia para retirar água dos
interstícios menores, havendo aumento da tensão capilar.

Capítulo 2 Revisão Bibliográfica 32
O líquido adsorvido e a água de cristalização podem permanecer na peça,
sendo necessário um aquecimento acima da temperatura de evaporação (SANTOS
e SOUZA, 2001).
Durante a secagem, convecções de ar quente com baixa umidade relativa são
forçadas para se aumentar o padrão de evaporação, principalmente no período
constante, e também produz uma secagem uniforme nas cavidades do produto.
2.6 Queima
Na queima as peças são submetidas a altas temperaturas levando às principais
alterações no material, que para a maioria dos produtos situa-se entre 800 e 1700ºC.
Pode-se dizer que ocorre em três estágios:
- reações preliminares ou de pré-sinterização;
-sinterização;
-resfriamento (SANTOS e SOUZA, 2001).
Na pré-sinterização elimina-se água combinada com partículas inorgânicas
remanescente da secagem, ocorre a queima do material orgânico e de aditivos,
mudança do estado de oxidação de alguns íons metálicos e decomposição de
carbonatos e sulfatos.
A sinterização é o termo utilizado para descrever a consolidação do produto
durante a queima. Geralmente é interpretada como retração e densificação, porém
nem sempre ocorre a densificação, sendo que muitos produtos porosos são
sinterizados.
Podem ocorrer reações no estado sólido, sinterização por pequena quantidade
de líquido reativo e sinterização de uma fase sólida por uma fase líquida. O uso de
materiais fundentes auxilia na sinterização, promovendo o fluxo viscoso através da
formação da fase vítrea (SANTOS e SOUZA, 2001; REED, 1995).
A fase de sinterização é formada por várias etapas. Na primeira ocorre a
aproximação entre as partículas, sendo que na região de contato dos grãos ocorre a
difusão dos átomos formando o empescoçamento (REED, 1995).
Na etapa intermediária inicia-se a retração dos poros, crescimento lento de
grãos, aumentando significadamente a resistência mecânica. A formação destes

Capítulo 2 Revisão Bibliográfica 33
grãos vai depender do tamanho, forma e empacotamento das partículas (SANTOS e
SOUZA, 2001; REED, 1995).
Na fase final ocorre o fechamento dos poros contendo gás e os que estão entre
os contornos de grãos. Há o desaparecimento ou encolhimento do grão até um certo
limite.
A atmosfera de sinterização é muito importante, uma vez que o gás preso em
um poro fechado limita a retração do mesmo, a menos que o gás seja solúvel no
contorno do grão e possa ser difundido do poro. A atmosfera também influencia a
sublimação e estequiometria das principais partículas do dopante (SANTOS e
SOUZA, 2001; REED, 1995).
A sinterização da cerâmica branca é complexa, porque a densificação ocorre
simultaneamente com a reação e dissolução de materiais que produzem novas fases
vítreas e cristalinas (REED, 1995).
O potássio e o feldspato formam a fase líquida em torno de 1000ºC. A reação
do feldspato com o caulim, a 1050ºC, forma a mulita. O líquido preenche os poros
maiores e as partículas adquirem mobilidade suficiente para se rearranjarem ficando
mais empacotadas. A retração ocorre com a presença da fase líquida. À alta
temperatura perto do estágio final, os cristais de mulita tomam forma prismática e a
dissolução do quartzo aumenta a quantidade de
sílica e a viscosidade vítrea (SANTOS e SOUZA, 2001; REED, 1995).
O resfriamento ocorre ao longo do processo. O resfriamento padrão é
controlado pela resistência ao choque térmico dos materiais da composição.
Produtos com seções densas são resfriados mais lentamente. A retração diferencial
térmica gera tensões que podem ser suficientes para a formação de micro trincas
(REED, 1995).
Algumas cerâmicas elétricas são resfriadas em atmosfera diferente da utilizada
na sinterização, a fim de se alterar o estado de oxidação de componentes iônicos, a
estequiometria ou a fase de equilíbrio.
A Tabela 2.2 apresenta a mudanças sofridas por um corpo cerâmico
constituído pelos três componentes básicos: argila, sílica e feldspato (SMITH, 1998).

Capítulo 2 Revisão Bibliográfica 34
Tabela 2.2 - Mudanças sofridas por uma cerâmica com a temperatura
Temperatura (ºC) Reações
Até 100 Perda de umidade.
100-200 Remoção de água absorvida.
200-450 Perda dos grupos hidroxílicos.
500 Eliminação da matéria orgânica.
573 Inversão do quartzo para a forma estável a altas
temperaturas; pequena deterioração do corpo.
980 Formação da espinela a partir da argila; início da
retração.
1000 Início da formação de mulita.
1050-1100 Formação de fase vítrea a partir do feldspato, a mulita
cresce e a retração prossegue.
1200 Há mais fase vítrea, a mulita cresce, os poros vão se
fechando e há alguma dissolução do quartzo.
1250 60% da fase vítrea, 21% de mulita, 19% de quartzo;
porcentagem de porosidade mínima.

Capítulo 3 Materiais e Métodos 35
3 MATERIAIS E MÉTODOS
3.1 Materiais
Os materiais utilizados e suas principais características, assim como os
fornecedores, se encontram na Tabela 3.1.
Tabela 3.1 – Materiais e sua composição e principais características
Composição Características Fornecedor
Massa Cerâmica
A
Temperatura de queima de 1.100ºC, retração da peça seca de 9%, retração total após a queima de 12% e
absorção de água de 11%. Cermassa
B
Temperatura de queima de 1.130ºC, retração da peça seca de 7%, retração total após a queima de 10% e
absorção de água de 13%.
Defloculante
30,9-33,2% SiO2, 14,7-
15,1% Na2O e 77% em massa
de água
Relação Molar [SiO2/Na2O] – 2,10-2,20
Densidade 1,567-1,59 g/cm3
Manchester
Ligante AMIDEX 2001 pH entre 4,5 -5,5 e umidade
de 14,0% Corn Products
Brasil
Hidróxido de Sódio
NaOH Solução diluída a 50% em
massa Bond Carneiro
O amido de milho foi escolhido por ser bastante fácil de encontrar e apresentar
grãos isométricos e menores em relação aos de batata, trigo e tapioca, formando

Capítulo 3 Materiais e Métodos 36
então poros menores (PABST, 2005), o que contempla um dos objetivos do trabalho,
que é a formação de peças densas e com melhor controle do tamanho dos poros.
3.2 Caracterização das argilas
As caracterizações das argilas foram realizadas pelo LAMIR – Laboratório de
Análises de Minerais e Rochas da Universidade Federal do Paraná, segue as
especificações dos equipamentos utilizados:
Constituição mineralógica das argilas por meio do ensaio de Difração de Raios-
X (DRX), marca PHILIPS ANALITICAL, modelo PW-1830;
composição química qualitativa por meio da técnica de Fluorescência de Raios-
X (FRX) modelo PW 2400/00, com Sampler changer 2510, marca PHILIPS
ANALITICAL;
análise granulométrica com o analisador de partículas a laser (Granulômetro
CILAS 1064).
3.3 Preparação da Massa Cerâmica
3.3.1 Preparação do pó seco
A massa cerâmica úmida foi dispersa em água e misturada com a ajuda de um
moinho excêntrico da BP Engenharia, CB2-T, durante 20 minutos. Em seguida a
suspensão foi vertida em uma bandeja e colocada na estufa a 100 ºC durante 24 h.
O material aglomerado foi moído usando um gral e um pistilo, sendo em seguida
passado em peneira de 40 mesh de abertura.
3.4 Composição da massa fluida
3.4.1 Composições para obtenção das curvas de defloculação
Numa primeira etapa, o estudo se restringiu às suspensões de argila nas
concentrações de 60 e 65% em massa com adição apenas de uma solução de
silicato de sódio na concentração de 1 % em massa, para a determinação da curva

Capítulo 3 Materiais e Métodos 37
de defloculação. A Tabela 3.2 apresenta as composições das Massas A e B
utilizadas na análise reológica para determinação das curvas de defloculação.
Tabela 3.2 – Adição de silicato nas massas cerâmicas A e B
Concentração de Sólidos
(% em massa)
Solução de Silicato / Massa Cerâmica (% em massa)
Massa A Massa B
60
0,3 0,3
0,4 0,4
0,5 0,5
0,6 0,6
0,7 0,8
0,8 1,2
1,0
65
0,4 0,5
0,6 0,6
0,8 0,7
0,9 0,8
1,0 0,9
1,1 1,2
1,2
3.4.2 Composição das massas com aditivos
Nesta etapa, após a definição e fixação da concentração ótima de defloculante
numa suspensão com concentração de 65% em massa, foram adicionas às massas
cerâmicas, o amido e o hidróxido de sódio (aditivos) em diversas concentrações.
As quantidades relativas de amido e hidróxido de sódio foram calculadas em
porcentagem em massa seca de argila, e baseadas em estudos anteriores
desenvolvidos por BESSANI et al. (2008) e MILCZEWSKI et al. (2008).
que utilizaram a patente norte-americana de número 13.436 datada de 1912 como
referência para a fabricação de adesivos de amido. A patente propõe o emprego de
hidróxido de sódio na composição do adesivo uma vez que este exerce o papel da

Capítulo 3 Materiais e Métodos 38
temperatura, rompendo as ligações complexas até que moléculas de dextrina sejam
formadas.
BESSANI et al. (2008) preparam adesivos com amido e hidróxido de sódio em
diversas concentrações a temperatura ambiente e realizaram medidas de
viscosidade, e, neste trabalho concluíram que a quantidade de NaOH não interferia
na viscosidade, mas no tempo de geleificação. Quanto maior quantidade de NaOH
maior o tempo para geleificação. Já MILCZEWSKI et al. (2008) no preparo de
compostos com farinha de madeira e PEBD, utilizando o mesmo adesivo, e
verificaram que o aumento da temperatura aumentou a viscosidade com menor
quantidade de NaOH.
As proporções dos aditivos, amido e hidróxido de sódio foram variadas com a
finalidade de formar uma suspensão com maior concentração de sólidos, menor
viscosidade e maior estabilidade em função do tempo, para a obtenção da
consolidação desejada, sendo que a quantidade de amido foi inferior à utilizada no
processo de consolidação de amido, que produz peças porosas. Gregorova et al.
(2006), Vasconcelos et al. (2000), Alves et al. (1998), bFerreira et al., (1997)
realizaram nas suas pesquisas cerâmicas porosas utilizando no mínimo 10% de
amido, por isto a concentração de amido escolhida neste estudo foi de no máximo
1% a fim de se obter baixa porosidade.
Devidos às pequenas concentrações utilizadas no estudo reológico, os
materiais foram misturados manualmente, a fim de se obter uma massa homogênea.

Capítulo 3 Materiais e Métodos 39
Tabela 3.3 – Variação da percentagem em massa de aditivos na segunda etapa
Composição Amido (%) NaOH (%)
1
0
0
2 0,25
3 0,5
4 0,75
5 1,0
6
0,25
0
7 0,25
8 0,5
9 0,75
10 1,0
11
0,5
0
12 0,25
13 0,5
15 0,75
16 1,0
17
0,75
0
18 0,25
19 0,5
20 0,75
21 1,0
22
1
0
23 0,25
24 0,5
25 0,75
26 1,0

Capítulo 3 Materiais e Métodos 40
3.5 Análises reológicas
As curvas de viscosidade foram obtidas com o auxílio do equipamento
BROOKFIELD LV DV-III, de cilindros concêntricos utilizando o sensor (Spindle) SC4-
21 e o aplicativo RHEOCALC 32 para a aquisição dos dados.
As composições de barbotina foram avaliadas a 25 C, imediatamente após
serem preparadas e, após permanecerem na câmara de amostra do equipamento
por 30, 60, 90 e 120 minutos consecutivamente. A temperatura foi controlada com a
ajuda de um banho termostatizado TECNAL, modelo Te-84. Um desenho
esquemático do equipamento completo pode ser visto na Figura 3.1.
Os limites máximos e mínimos de velocidade de rotação do sensor foram
definidos de forma a manter o torque requerido dentro dos limites definidos pelo
fabricante, de maneira a assegurar a confiabilidade dos resultados fornecidos pelo
aparelho.
Figura 3.1 - Esquema do Viscosímetro BROOKFIELD LV DV-III (BASSANI, 2008)
Os primeiros ensaios foram realizados objetivando a viscosidade mínima em
relação à concentração de silicato de sódio, através das curvas de defloculação
conforme PÉRSIO, 1989.

Capítulo 3 Materiais e Métodos 41
3.6 Medida de pH
Em todas as suspensões foram medidos os valores de pH, por meio de um
pHmetro de bancada digital da LABMETER, modelo pHS-3B com precisão de +/-
0,01.
3.7 Análise Estatística
Para melhor compreensão da correlação dos dados obtidos nas análises
reológicas e de pH (variáveis dependentes) com a composição das suspensões
(variáveis independentes) foi utilizada a Regressão Multivariável Não Linear do
Programa Statistica, versão 7.
O modelo matemático geral utilizado foi o da Equação 3.1.
z = a + b x + c y + d x y + e x2 + f y2 Eq. 3.1
Somente os modelos matemáticos obtidos via regressão que obtiveram bons
coeficientes de determinação (R2) geraram superfícies de resposta, que é capaz de
prever o comportamento das suspensões em função das variações de concentração
dos aditivos.
O Gráfico Pareto foi utilizado para análise da importância relativa dos
parâmetros de todos os modelos matemáticos usados, tomando como base o Teste t
de Student, na qual a hipótese nula supõe que o coeficiente analisado é igual a zero
para o nível de significância igual a 0,05.

Capítulo 3 Materiais e Métodos 42
3.8 Obtenção de Amostras para Análises de Comportamento Térmico
Os procedimentos empregados estão apresentados no diagrama esquemático
mostrado na Figura 3.1.
Argila em pó
AnáliseDilatométrica
Secagem110oC
Massa cerâmica
Água + aditivos
NaOH 50%Amido
Colagem
Moagem
AnáliseTérmica
Diferencial
AnáliseTermogravimétrica
Peneira200 mesh
Figura 3.2 - Esquema dos procedimentos para a obtenção das amostras para cada análise, com fotos ilustrativas das amostras ensaiadas
Na etapa de colagem, as suspensões foram injetadas, com auxílio de uma
seringa, nas cavidades dos moldes de gesso com formato cilíndrico de (50 x 8) mm.
As peças foram desmoldadas após 12 horas de colagem. A Figura 3.3 mostra o
molde de gesso e a peça à verde logo após a colagem.
A temperatura para desmoldagem foi a temperatura ambiente, e não, a 80ºC
após 1 hora, conforme citado nas diversas pesquisas por consolidação por amido,
(GREGOROVA et al. 2007), (LEMOS et al. 2006), (ALVES et al. 1998), (MAO et al.
2006), (BAREA et al. 2005).

Capítulo 3 Materiais e Métodos 43
Depois de desmoldadas, as peças foram secas por 24h a 110ºC. Em seguida
foi realizada uma inspeção visual para avaliação de falhas na superfície, medidos o
comprimento, o diâmetro e a massa de cada peça.
Figura 3.3 – Molde de gesso com peça colada
As análises térmicas foram realizadas no equipamento de sistemas de análises
térmicas modelo RB-3000 da BP Engenharia, os corpos de prova foram aquecidos a
uma taxa de aquecimento de 10 C por minuto até a temperatura de 1150 C sob
atmosfera ambiente.
Os corpos de prova de dilatometria a verde foram secos, moídos e peneirados
em malha 200 mesh. Após o pó ser obtido, foi novamente seco por mais 2 horas a
60 C, tal como recomendado pelo fabricante do equipamento. O material em pó
seco foi então compactado no compartimento de análise térmica diferencial.
Para a análise termogravimétrica foram utilizadas 10g da composição moída e
seca.

Capítulo 4 Resultados e Discussão 44
4 RESULTADOS E DISCUSSÃO
4.1 Caracterização das Massas Cerâmicas Comerciais
4.1.1 Distribuição Granulométrica
Comparando as distribuições granulométricas das massas cerâmicas
comerciais de composição A e B, Figura 4.1, é possível verificar a grande
semelhança entre elas, o que indica que o processo de fabricação das massas é
homogêneo e independe da composição da massa.
0
20
40
60
80
100
120
0,000 0,001 0,010 0,100 1,000
FREQ
UEN
CIA
AC
UM
ULA
DA
(%
)
DIÂMETRO DA PARTÍCULA (mm)
MASSA A
MASSA B
Figura 4.1 – Distribuição granulométrica das massas cerâmicas comerciais com composições A e B.
Capítulo 4 Resultados e Discussão 45
4.1.2 Distribuição, composição química e mineralógica
A Figura 4.2 e a Figura 4.3 apresentam os resultados das análises de
Difratometria de Raios-X (DRX) das Massas A e B, respectivamente, e a Tabela 4.1
apresenta os minerais identificados e suas respectivas composições químicas. A
composição química qualitativa foi obtida por meio da técnica de Fluorescência de
Raios-X (FRX) e os resultados estão na Tabela 4.2.
De acordo com os difratogramas e a Fluorescência de Raios-X, a Massa A é
composta basicamente por quartzo, caulinita, albita, talco e ilita. A Massa B tem
composição elementar similar a da Massa A, diferenciando-se desta pela presença
de dolomita.
As análises de Fluorescência de Raios-X mostram que os óxidos de sódio
(Na2O) e cálcio (CaO), que têm características de fundente, estão presente em
maior quantidade na Massa B. A maior quantidade de óxido de cálcio na Massa B
confirma a presença da dolomita nos resultados. A maior quantidade de óxido de
potássio, que também é um fundente, indica maior quantidade de ilita na Massa A
em relação à Massa B. A maior quantidade de óxido de magnésio (MgO) na Massa
A indica maior quantidade de talco, visto que esta não contém dolomita, resultado
este confirmado pelo difratograma.

Capítulo 4 Resultados e Discussão 46
Position [°2Theta]
10 20 30 40 50 60
Counts
0
400
1600Illit
eTalc
Kaolin
ite
Illit
eQ
uart
z
Kaolin
ite;
Alb
ite
Kaolin
ite
Quart
z; I
llite
Illit
e;
Alb
ite
Talc
Illit
e;
Alb
ite
Kaolin
ite;
Talc
Quart
z
TalcQ
uart
z; K
aolin
ite;
Talc
Quart
z; I
llite
; Talc
Quart
z; I
llite
; Alb
ite
Quart
z; T
alc
; Alb
ite
Quart
z; T
alc
Quart
z; T
alc
; Alb
ite
Quart
z; K
aolin
ite;
Talc
Quart
z; I
llite
; Talc
; Alb
ite
Quart
z; K
aolin
ite;
Talc
31708A.CAF
Figura 4.2 – Difratometria de Raios-X da Massa A
Figura 4.3 – Difratometria de Raios-X da massa B

Capítulo 4 Resultados e Discussão 47
Tabela 4.1 - Identificação de minerais presentes nas Massas
MASSA CERÂMICA COMPOSIÇÃO QUÍMICA
A B
Quartzo Quartzo SiO2
Caulinita Caulinita SiO4 Al2(OH)6
Talco Talco Mg3(Si2O5)2(OH)2
Ilita Ilita Al2 (AlSi3O10) (OH)2K
Albita Albita NaAlSi3O8
Dolomita CaMg(CO3)2
Tabela 4.2 - Resultados da composição química das massas cerâmicas comerciais A
e B, obtidas por análise de FRX
Massa Cerâmica A B
Composto químico Concentração (%)
SiO2 63,3 58,0
Al2O3 21,6 23,9
Perda ao fogo 9,2 12,3
MgO 3,4 2,0
CaO 0,1 1,6
TiO2 0,7 0,8
Fe2O3 0,6 0,5
K2O 0,7 0,4
Na2O 0,2 0,3
P2O5 0,1
4.1.3 Comportamento Térmico das Massas Cerâmicas
No gráfico de análise termodiferencial, Figura 4.4, os picos para baixo
representam reações endotérmicas, enquanto os picos para cima são exotérmicas.

Capítulo 4 Resultados e Discussão 48
Na Figura 4.6 as pequenas oscilações endotérmicas à 110 ºC indicam perda de
água. A reação endotérmica próxima a 600 ºC indica perda de água por
desidroxilação, característica da caulinita. É possível notar um pico endotérmico
próximo a 820 ºC na Massa B característico da decomposição do carbonato
(MARINO, 2000; COCCHI, 2006), pico este ausente na Massa A, corroborando com
as análises obtidas na Difração de Raios-X. A formação do espinélio alumino-silicato
e a nucleação da mulita ocorrem a 960 ºC, Equação 4.1, caracterizados por uma
reação exotérmica.
SiO2 + Al2O3 → 3 Al2O3.2 SiO2
Eq. 4.1
-25
-20
-15
-10
-5
0
5
10
15
20
0 200 400 600 800 1000
DT
(oC
)
TEMPERATURA (oC)
Massa A
Massa B
Figura 4.4 - Análise termodiferencial das Massas A e B
Nas argilas que apresentam Fe2O3 há ocorrência de um pico exotérmico na
faixa de 1120 ºC. Este pico está relacionado com a oxidação da hematita (Fe2O3) em
magnetita (Fe3O4), tal como também é observado no termograma para as duas
massas.
Por meio dos resultados das análises dilatométricas mostradas na Figura 4.5
pode-se observar que o valor da máxima retração da Massa A foi de 22,3% e o da B
foi de 23,2%.

Capítulo 4 Resultados e Discussão 49
As curvas de dilatação/retração das massas indicam que, apesar dos perfis de
retração com a temperatura serem bem diferentes, os valores de máxima retração
não foram tão dispares. Embora as Massas dilatem em torno de 4% até 500 ºC, a
Massa B tem uma retração um pouco mais acentuada que a Massa A a partir de 600
ºC, devido à perda de matéria orgânica e a descarbonatação. A partir de 800ºC a
retração é devida à destruição da estrutura cristalina e início da formação de mulita.
A Massa A tem a retração retardada devido à maior quantidade de sílica, iniciando a
densificação a partir de 900 ºC. Para ambas as massas a retração se estabiliza a
1100 ºC.
-25
-20
-15
-10
-5
0
5
10
0 200 400 600 800 1000
(L-L
0)/
L0*
10
0 (%
)
TEMPERATURA (oC)
Massa A
Massa B
Figura 4.5 - Curvas das Massas Cerâmicas com composição A e B, obtidas por
termodilatometria
Na Figura 4.6, as perdas de massa iniciais a partir de 100 ºC devem-se a
desidratação da massa, seguida por desidroxilação ou perda de água estrutural a
partir de 400 até 500ºC. É possível observar uma perda significativa de massa a
partir de 500 a 600ºC. Na Massa A, esta perda de massa se refere ao início da
combustão de material orgânico que corresponde ao pico endotérmico à 600ºC na
análise termodiferencial. Em seguida, não há mais perda de massa, notando-se
apenas um pequeno ganho de massa a partir de 1120 ºC relacionado à oxidação da
hematita.

Capítulo 4 Resultados e Discussão 50
-14
-12
-10
-8
-6
-4
-2
0
2
0 200 400 600 800 1000
Dm
(%)
TEMPERATURA (ºC)
Massa A
Massa B
Figura 4.6 - Termogravimetria das Massas A e B
-25
-20
-15
-10
-5
0
5
10
15
20
0 200 400 600 800 1000
EVEN
TO
TEMPERATURA (oC)
MASSA A
Diferencial
Dilatométrica
Termogravimétrica
Figura 4.7 - Comparação das análises térmicas da Massa A
Nas Figura 4.7 e Figura 4.8 a Massa B apresenta uma faixa maior de perda de
massa situada entre 400 e 800 ºC, devido à perda de água estrutural seguida de
liberação de CO2 devido à descarbonatação da dolomita. Verifica-se que a Massa B
alcançou perda de massa por volta de 13%, maior que o resultado obtido com a
Massa A, que apresentou perda de 9%. Esta diferença deve-se à quantidade de
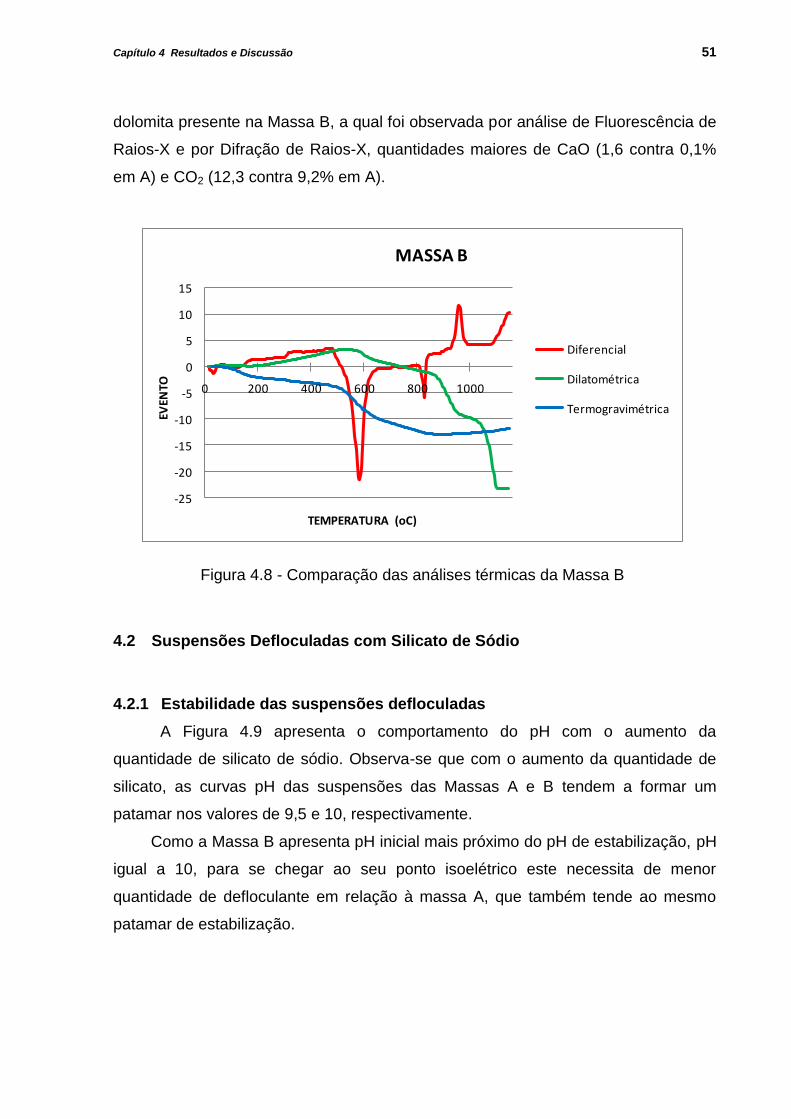
Capítulo 4 Resultados e Discussão 51
dolomita presente na Massa B, a qual foi observada por análise de Fluorescência de
Raios-X e por Difração de Raios-X, quantidades maiores de CaO (1,6 contra 0,1%
em A) e CO2 (12,3 contra 9,2% em A).
-25
-20
-15
-10
-5
0
5
10
15
0 200 400 600 800 1000
EVEN
TO
TEMPERATURA (oC)
MASSA B
Diferencial
Dilatométrica
Termogravimétrica
Figura 4.8 - Comparação das análises térmicas da Massa B
4.2 Suspensões Defloculadas com Silicato de Sódio
4.2.1 Estabilidade das suspensões defloculadas
A Figura 4.9 apresenta o comportamento do pH com o aumento da
quantidade de silicato de sódio. Observa-se que com o aumento da quantidade de
silicato, as curvas pH das suspensões das Massas A e B tendem a formar um
patamar nos valores de 9,5 e 10, respectivamente.
Como a Massa B apresenta pH inicial mais próximo do pH de estabilização, pH
igual a 10, para se chegar ao seu ponto isoelétrico este necessita de menor
quantidade de defloculante em relação à massa A, que também tende ao mesmo
patamar de estabilização.

Capítulo 4 Resultados e Discussão 52
4
5
6
7
8
9
10
11
0 0,25 0,5 0,75 1 1,25 1,5
pH
CONCENTRAÇÃO DE SILICATO DE SÓDIO (%)
Massa A
Massa B
Figura 4.9 – pH da suspensões das Massas A e B sem aditivos
4.2.2 Curvas de defloculação das suspensões
Para os testes realizados com as barbotinas nas concentrações de 60% e 65%
em massa de sólidos, e concentrações de silicato de sódio variando entre 0,3% a
1,2% em relação à massa seca, na faixa de ensaio de 4 a 70 s-1, o comportamento
reológico encontrado para as Massas A e B foi de um fluido de Bingham.
Da Figura 4.10 a Figura 4.13 os pontos que se apresentam agrupados sob a
mesma concentração correspondem, de baixo para cima, aos tempos de repouso de
10, 30, 60, 90 e 120 minutos, respectivamente.
A barbotina da Massa A com 60% de sólidos exigiu uma concentração menor
de silicato (0,8%) do que a com 65% (1%), Figura 4.10, para atingir a menor
viscosidade, ou seja, para a estabilização da suspensão. As curvas de tensão de
escoamento em função da concentração de silicato, Figura 4.11, indicam que para
as concentrações de silicato mencionadas o fluido tornou-se Newtoniano, com o
desaparecimento da tensão de escoamento.
Com a adição de silicato de sódio, foi observada uma diminuição da tensão de
escoamento tanto para a Massa A quanto para a Massa B. Este fenômeno está
relacionado à destruição dos géis formados no sistema pela ação defloculante do
silicato de sódio. Assim, quando os valores de tensão de escoamento se mantêm
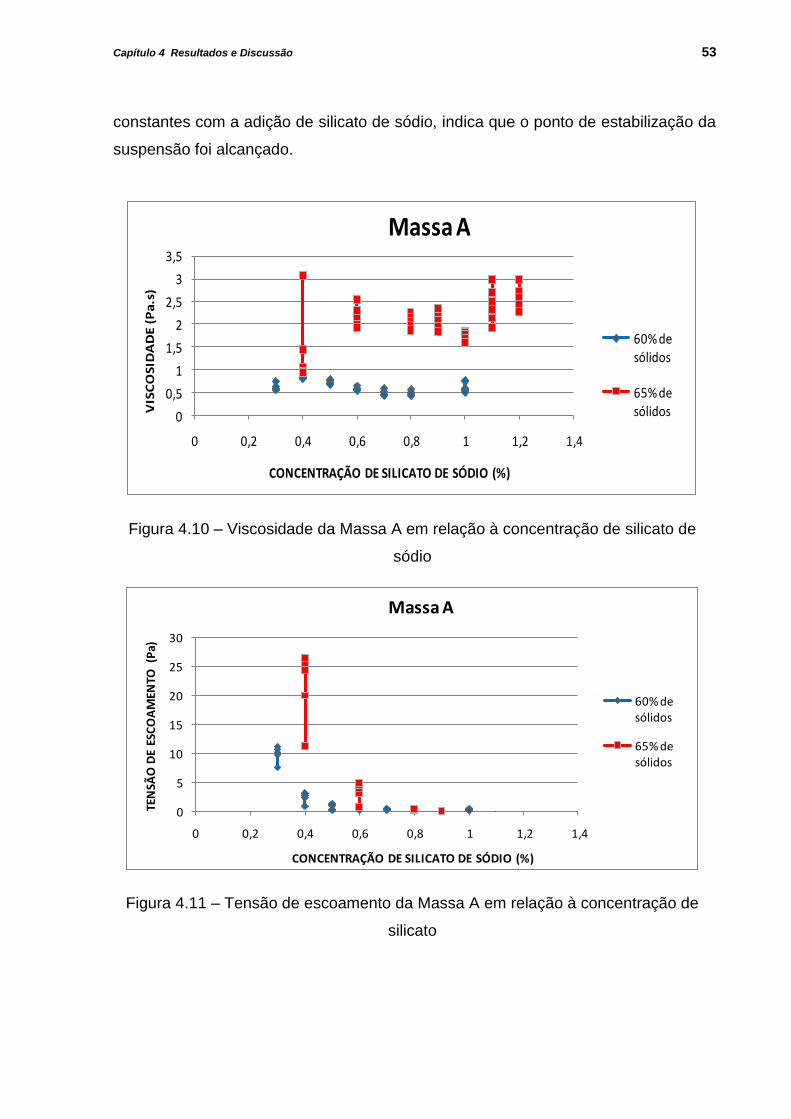
Capítulo 4 Resultados e Discussão 53
constantes com a adição de silicato de sódio, indica que o ponto de estabilização da
suspensão foi alcançado.
0
0,5
1
1,5
2
2,5
3
3,5
0 0,2 0,4 0,6 0,8 1 1,2 1,4
VIS
CO
SID
AD
E (
Pa
.s)
CONCENTRAÇÃO DE SILICATO DE SÓDIO (%)
Massa A
60% de sólidos
65% de sólidos
Figura 4.10 – Viscosidade da Massa A em relação à concentração de silicato de
sódio
0
5
10
15
20
25
30
0 0,2 0,4 0,6 0,8 1 1,2 1,4
TEN
SÃO
DE
ESC
OA
MEN
TO (
Pa)
CONCENTRAÇÃO DE SILICATO DE SÓDIO (%)
Massa A
60% de sólidos
65% de sólidos
Figura 4.11 – Tensão de escoamento da Massa A em relação à concentração de
silicato

Capítulo 4 Resultados e Discussão 54
Para a Massa B, Figura 4.12, o aumento de viscosidade inicial foi acompanhado de
diminuição na decantação da suspensão, somente na concentração acima de 0,6%,
quando a suspensão começou a se estabilizar, acompanhada da diminuição de
tensão de escoamento, Figura 4.13. Diferente da Massa A, a Massa B não
apresentou uma concentração mínima de viscosidade após 0,5 % nem a 60 % nem
a 65 % de sólido. As concentrações de silicato de sódio mais indicadas para a
Massa B são de 0,4 % para 60 % de sólidos e de 0,6 % para 65 %.
Como é vantajoso do ponto de vista de processo utilizar a maior concentração
possível de sólidos em suspensão, os experimentos seguintes tiveram as
concentrações das Massas A e B fixadas em 65%, para estudo do comportamento
da viscosidade com as adições de amido e NaOH. Foram consideradas suspensões
estáveis os pontos que permaneceram mais próximos mesmo com a variação do
tempo de repouso. Para a Massa A, a concentração de 1,0% de silicato apresentou
maior estabilidade e menor viscosidade com a variação do tempo de repouso. Para
a Massa B foi escolhida a concentração de 0,6% de silicato por apresentar maior
estabilidade na viscosidade com o passar do tempo de repouso.
0
0,5
1
1,5
2
2,5
3
3,5
0 0,2 0,4 0,6 0,8 1 1,2 1,4
VIS
CO
SID
AD
E (
Pa
.s)
CONCENTRAÇÃO DE SILICATO DE SÓDIO (%)
Massa B
60% de sólidos
65% de sólidos
Figura 4.12 – Viscosidade da massa B em relação à concentração de silicato

Capítulo 4 Resultados e Discussão 55
0
5
10
15
20
25
30
0 0,2 0,4 0,6 0,8 1 1,2 1,4
TEN
SÃO
DE
ESC
OA
MEN
TO (
Pa)
CONCENTRAÇÃO DE SILICATO DE SÓDIO (%)
Massa B
60% de sólidos
65% de sólidos
Figura 4.13 - Tensão de escoamento da argila B com variação de concentração de silicato
4.3 Influência dos Aditivos Amido e NaOH nas Propriedades das Suspensões
Modificadas
Nos gráficos de tensão de cisalhamento versus taxa de cisalhamento cada
composição apresenta uma curva superior de aceleração e uma curva inferior de
desaceleração do teste, ou seja, a diminuição da taxa de cisalhamento, o que indica
comportamento tixotrópico.
No início dos trabalhos estava planejado adicionar até 2% em massa de
aditivos em relação à massa seca, ou seja, um máximo de 1% de amido e 1% de
NaOH. Entretanto, não foi possível adicionar concentrações acima de 0,85% de
aditivos em relação à massa seca, pois a viscosidade da suspensão aumentava
criticamente iniciando um processo de geleificação, o que impediu a medida com o
equipamento usado em função da quantidade reduzida de água disponível. De
modo a verificar o efeito da concentração de aditivo foi preparada uma suspensão
somente com aditivos sem a massa cerâmica. Levando em consideração que
quando a massa cerâmica está presente na suspensão ela absorve água, foram
testadas as concentrações de 0,85; 1,0 e 1,5 % de ambos os aditivos em relação à
massa de material cerâmico seco sem que este estivesse presente, ou seja, 1,5; 2 e
3 % em massa de água. Conforme pode ser observado na Figura 4.14, tanto a

Capítulo 4 Resultados e Discussão 56
viscosidade quanto a tensão de escoamento aumentaram com a concentração de
aditivos. Nota-se ainda um ligeiro aumento da tixotropia do sistema com o aumento
da concentração de aditivos.
0
2
4
6
8
10
12
0 20 40 60 80
TEN
SÃO
DE
CIS
ALH
AM
ENTO
(P
a)
TAXA DE CISALHAMENTO (s-1)
0,85 % de NaOH e Amido1 % de NaOH e Amido1,5 % de NaOH e Amido
Figura 4.14 – Tensão versus taxa de cisalhamento de aditivos em água
4.3.1 Estabilidade das suspensões modificadas
Os modelos matemáticos encontrados para descrever o comportamento do pH
das Massa A e B foram considerados representativos dos pontos experimentais, pois
os coeficientes de determinação (R2) foram iguais a 0,9287 e 0,9843,
respectivamente. Isso significa que 92,87 e 98,43 % dos pontos estão bem
representados pela superfície de resposta, podendo assim considerar o modelo
como previsional. Nas superfícies de respostas o eixo x representa a concentração
de amido e o eixo y a concentração de NaOH. Analisando a equação dos modelos
também é possível verificar a importância relativa de cada parâmetro. As Figura 4.15
e Figura 4.16 apresentam as superfícies de resposta do pH das Massas A e B,
respectivamente
No gráfico tipo Pareto, os valores encontrados acima do valor de t de Student,
representam os componentes que mais influenciam no comportamento da massa.
Quanto maior este valor mais relevante ele é. Neste caso utilizou-se o nível de

Capítulo 4 Resultados e Discussão 57
significância igual a 0,05 e o valor de t de Student foi 2,15. A Tabela 4.3 apresenta
os fatores mais importantes para todos os modelos matemáticos estudados.
Tabela 4.3 – Resultados dos Gráficos Paretos com os fatores mais relevantes
Variável
Dependente
Massa A Massa B
Fator Valor de
student Fator
Valor de
student
Viscosidade
10 min [NaOH]2 2,62
Nenhum fator
importante
Viscosidade
2 h
[NaOH]2 3,53
[NaOH]2 2,61 [NaOH] 2,35
[Amido] 2,14
Tensão de
Escoamento
10 min
[NaOH] 5,47 [NaOH] 13,41
[NaOH]2 4,61 [NaOH]2 7,29
Tensão de
Escoamento
2 h
NaOH 5,45 [NaOH] 12,38
[NaOH]2 4,56 [NaOH]2 4,39
[Amido] 2,24
pH
[NaOH] 10,61 [NaOH] 23,66
[NaOH]2 2,45 [NaOH]2 3,63
[Amido]2 2,44
Na Massa A, além da quantidade de NaOH, o amido também influencia de
forma significativa o valor final do pH, tal como indicado no resultado do Gráfico
Pareto representado na Tabela 4.3 no qual os parâmetros relativos as
concentrações de NaOH, tanto linear como quadrático e amido quadrático
apresentam num teste de t de Student um valor observado maior do que o crítico. No

Capítulo 4 Resultados e Discussão 58
caso da Massa B, no modelo matemático que representa o comportamento do pH
por meio de uma superfície de resposta, apenas os parâmetros que representam as
concentrações de NaOH linear e quadrático foram considerados estatisticamente
importantes. É claro que nos dois casos a influência da concentração de NaOH
linear é muito superior aos outros parâmetros.
Figura 4.15 – Superfície de resposta do pH da Massa A
O pH da Massa A sofre uma influência positiva da concentração de amido, ou
seja, o seu valor aumenta com o aumento da quantidade de amido. No caso da
Massa B, a uma concentração constante de NaOH, não há variação de pH com a
concentração de amido. Tanto a Massa A quanto a Massa B chegam a um máximo
de pH em torno de 12, valor este maior do que o encontrado nas suspensões
defloculadas, que era em torno de 10, o que é coerente.

Capítulo 4 Resultados e Discussão 59
Figura 4.16 – Superfície de resposta do pH da Massa B
4.3.2 Análise Reológica das Suspensões
Ao contrário do comportamento do pH, os modelos matemáticos definidos para
descrever o comportamento da viscosidade das Massas A e B não foram
considerados representativos dos pontos experimentais. Isso se deve aos
coeficientes de determinação (R2) serem menores que 0,5, podendo-se inferir que o
modelo não é previsional e, portanto, não faz sentido mostrar a superfície de
resposta, apenas os pontos experimentais.
De modo a verificar as alterações de comportamento com o tempo serão
mostrados os resultados após 10 e 120 minutos de repouso de cada Massa.
Comparando-se o efeito do tempo, é possível observar que há uma ligeira
diminuição da viscosidade com o tempo para a Massa A (Figura 4.17 e Figura 4.18),
o mesmo não parece acontecer para a Massa B (Figura 4.19 e Figura 4.20) que
apresenta valores de viscosidade inferiores as da Massa A, mas que não variam
com o tempo. Foi possível detectar para a Massa A, tanto depois de 10 minutos
quanto depois de 120 minutos, um aumento de viscosidade com as concentrações
de 1 % de amido; 1 % amido / 0,5 % NaOH; 0,5 % amido / 1 % NaOH; 0,5% amido /
0,5% NaOH, e; 1 % de NaOH.

Capítulo 4 Resultados e Discussão 60
Figura 4.17 – Resultados de Viscosidade da Massa A depois de 10 minutos de
repouso
Figura 4.18 – Resultados de Viscosidade da Massa A depois de 120 minutos de
repouso

Capítulo 4 Resultados e Discussão 61
Figura 4.19 – Resultados de Viscosidade da Massa B depois de 10 minutos de
repouso
Figura 4.20 – Resultados de Viscosidade da Massa B depois de 120 minutos de
repouso

Capítulo 4 Resultados e Discussão 62
Como o objetivo da adição de amido e NaOH não era aumentar a viscosidade
da suspensão, os resultados considerados são muito bons. O intuito é que os
aditivos se geleifiquem após redução da quantidade de água no sistema, ou seja, ao
longo do processo de filtração já dentro do molde poroso.
Mesmo que a superfície de resposta não seja previsível para o comportamento
da viscosidade, ainda é possível fazer uso do gráfico de Pareto para comparar a
importância dos parâmetros. No comportamento da Massa A com a variação de
tempo, além da concentração de NaOH ao quadrado, também se tornaram
importantes a concentração de NaOH linear e o amido linear. Para a Massa B após
10 minutos de repouso nenhum fator é importante, ou seja, a melhor equação é
aquela na qual a viscosidade assume um valor constante. Depois de 2 horas de
repouso, a concentração de NaOH ao quadrado se torna um fator importante para a
viscosidade da Massa B.
Os modelos matemáticos, encontrados para descrever o comportamento da
tensão de escoamento das Massa A depois de repousos de 10 e 120 minutos,
foram considerados representativos dos pontos experimentais, pois os coeficientes
de determinação (R2) foram iguais a 0,7295 e 0,7481 (Figura 4.21 e Figura 4.22). Os
coeficientes de determinação para a Massa B foram maiores: 0,9382 e 0,9257
(Figura 4.23 e Figura 4.24). Os formatos das superfícies de resposta são muito
semelhantes. Todos apresentaram um aumento significativo da tensão de
escoamento com o aumento da quantidade de NaOH e, apenas um ligeiro aumento
com a concentração de amido, principalmente para concentrações de NaOH acima
de 0,5 %. Os gráficos Paretos da Massa A correspondentes à tensão de
escoamento após 10 e 120 minutos de repouso, os resultados na Tabela 4.3 indicam
apenas as concentrações de NaOH linear e ao quadrado como relevantes, sendo a
linear a mais importante. O mesmo é observado no resultado Pareto para a Massa B
depois de 10 minutos de repouso. Somente depois de 2 horas de repouso é possível
considerar a concentração de amido linear como importante para a determinação da
tensão de escoamento.

Capítulo 4 Resultados e Discussão 63
Figura 4.21 – Superfície de resposta da tensão de escoamento da Massa A depois
de 10 min. de repouso
Figura 4.22 – Superfície de resposta da tensão de escoamento da Massa A depois
de 120 min. de repouso

Capítulo 4 Resultados e Discussão 64
Figura 4.23 – Superfície de resposta da tensão de escoamento da Massa B depois
de 10 min. de repouso
Figura 4.24 – Superfície de resposta da tensão de escoamento da Massa B depois
de 120 min. de repouso

Capítulo 4 Resultados e Discussão 65
O aumento da tensão de escoamento em função do tempo de repouso indica
que está ocorrendo a geleificação do sistema. No caso da Massa B este aumento
não foi acompanhado de um aumento de viscosidade, significando que este gel é
destruído logo que a tensão de escoamento é atingida, não alterando o escoamento
relativo das partículas. No caso da Massa A apenas acima das concentrações de
0,75% de amido e 0,75% de NaOH é que foi observado aumento da viscosidade, o
que pode indicar modificação na interação entre as partículas e/ou formação de géis
irreversíveis, tal como a dextrina.
Os gráficos apresentados na Figura 4.25 à Figura 4.30 apresentam os dados
dos ensaios reológicos referentes às concentrações crescentes de aditivos sempre
na proporção 1:1 de amido e NaOH depois de 10 e 120 minutos de repouso, para as
Massa A e B. Foram escolhidas estas proporções de 1:1 por apresentarem
comportamentos semelhantes entre si e serem previsionais. A partir destes gráficos
pode-se verificar por meio do incremento de aditivos se houve aumento ou não do
caráter tixotrópico das suspensões das massas, observando se houve aumento ou
não da área entre as curvas de aceleração e desaceleração (ida e volta) do ensaio.
Para a Massa A não houve um perceptível aumento da área entre as curvas, o
que demonstra que a suspensão da Massa A não apresenta caráter tixotrópico,
como se pode constatar pela comparação da Figura 4.25 e da Figura 4.26. O que se
percebe analisando a Figura 4.27 e a Figura 4.38, é que a taxa de cisalhamento a
partir da qual a viscosidade se torna constante fica mais perceptível com o tempo.
Este comportamento da Massa A pode estar relacionado à maior quantidade de
talco e ilita, o que seria responsável pela redução da viscosidade da suspensão.
Para a Massa A, o comportamento newtoniano se apresenta a partir da taxa de
cisalhamento de 35 s-1 para todas as concentrações de aditivos depois de 2 horas
de repouso da suspensão.

Capítulo 4 Resultados e Discussão 66
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70 80
TE
NS
ÃO
DE
CIS
ALH
AM
EN
TO
(P
a)
TAXA DE CISALHAMENTO (s-1)
MASSA A DEPOIS DE 10 MINUTOS
Sem Aditivo
0,25%/ 0,25% Aditivo
0,5%/0,5% Aditivo
0,75%/0,75% Aditivo
Figura 4.25 – Tensão versus taxa de cisalhamento da Massa A com variação de concentração de aditivos e 10 min de repouso
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70 80
TE
NS
ÃO
DE
CIS
ALH
AM
EN
TO
(P
a)
TAXA DE CISALHAMENTO (s-1)
MASSA A DEPOIS DE 2 HORAS
Sem aditivos
0,25%/0,25% Aditivo
0,5%/0,5% Aditivo
0,75%/0,75% Aditivo
Figura 4.26 – Tensão versus taxa de cisalhamento da Massa A com variação de
concentração de aditivos e 2 horas de repouso

Capítulo 4 Resultados e Discussão 67
0
0,05
0,1
0,15
0,2
0,25
0,3
0 10 20 30 40 50 60 70 80
VIS
CO
SID
AD
E (P
a.s
)
TAXA DE CISALHAMENTO (s-1)
MASSA A DEPOIS DE 10 MINUTOS
Sem Aditivo
0,25%/0,25% Aditivos
0,5%/0,5% Aditivos
0,75%/0,75% Aditivos
Figura 4.27 – Viscosidade da Massa A com variação de concentração de aditivos e
10 min. de repouso
0
0,05
0,1
0,15
0,2
0,25
0,3
0 10 20 30 40 50 60 70 80
VIS
CO
SID
AD
E (P
a.s
)
TAXA DE CISALHAMENTO (s -1)
MASSA A DEPOIS DE 2 HORAS
Sem aditivos
0,25%/0,25% Aditivos
0,5%/0,5% Aditivos
0,75%/0,75% Aditivos
Figura 4.28 – Viscosidade da Massa A com variação de concentração de aditivos e 2 horas de repouso

Capítulo 4 Resultados e Discussão 68
Para a massa B o aumento da quantidade de aditivos aumenta
significativamente o caráter tixotrópico da suspensão principalmente para a
composição 0,75 %/ 0,75 % de aditivos. Ao se comparar a Figura 4.29 e a Figura
4.30 percebe-se um aumento da tixotropia com o tempo também para as
concentrações menores de aditivo. Há um aumento da viscosidade inicial também
com o tempo. A viscosidade da Massa B é praticamente o dobro da massa A.
Para a massa B, quanto maior a concentração de aditivos, maior a tensão de
cisalhamento necessária para se atingir o comportamento newtoniano. Na
concentração de 0,75 % amido / 0,75 % NaOH foi necessário 70 s-1 para se atingir o
platô, demonstrando claramente caráter pseudoplástico. Ou seja, para a massa B, a
maior concentração de aditivos aumenta o estado gel da suspensão requerendo
maior tensão de cisalhamento para quebrar a estrutura formada. Nesta concentração
também não é possível determinar a taxa a partir da qual o comportamento reológico
muda, pois há apenas uma suavização na taxa de decaimento de viscosidade com a
taxa de cisalhamento. Mesmo assim o ponto de inflexão ocorre também em torno de
35 s-1.
0
2
4
6
8
10
12
14
000 010 020 030 040 050 060 070 080
TE
NS
ÃO
DE
CIS
ALH
AM
EN
TO
(P
a)
TAXA DE CISALHAMENTO (s-1)
MASSA B DEPOIS DE 10 MINUTOS
Sem Aditivos
0,25%/0,25% Aditivos
0,5%/0,5% Aditivos
0,75%/ 0,75% Aditivos
Figura 4.29 – Tensão versus taxa de cisalhamento da Massa B com variação de
concentração de aditivos e 10 min de repouso

Capítulo 4 Resultados e Discussão 69
0
2
4
6
8
10
12
14
000 010 020 030 040 050 060 070 080
TE
NS
ÃO
DE
CIS
ALH
AM
EN
TO
(P
a)
TAXA DE CISALHAMENTO (s-1)
MASSA B DEPOIS DE 2 HORAS
Sem Aditivos
0,25%/0,25% Aditivos
0,5%/0,5% Aditivos
0,75%/0,75% Aditivos
Figura 4.30 – Tensão versus taxa de cisalhamento da Massa B com variação de
concentração de aditivos e 2 horas de repouso
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 10 20 30 40 50 60 70 80
VIS
CO
SID
AD
E (P
a.s
)
TAXA DE CISALHAMENTO (s-1)
MASSA B DEPOIS DE 10 MINUTOS
Sem aditivos
0,25%/0,25% Aditivos
0,5%/0,5% Aditivos
0,75%/0,75% Aditivos
Figura 4.31 – Viscosidade da Massa B com variação de concentração de aditivos e
10 min de repouso

Capítulo 4 Resultados e Discussão 70
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 10 20 30 40 50 60 70 80
VIS
CO
SID
AD
E (P
a.s
)
TAXA DE CISALHAMENTO (s -1)
MASSA B DEPOIS DE 2 HORAS
Sem Aditivos
0,25%/0,25% Aditivos
0,5%/0,5% Aditivos
0,75%/0,75% Aditivos
Figura 4.32 – Viscosidade da Massa B com variação de aditivos e 2 horas de repouso
Para a Massa B fica claro que a concentração a ser usada, dentre as testadas
seria a de 0,50 % / 0,50 %, pois não haveria com ela um risco de geleificação da
suspensão antes do seu uso. Já para a Massa A é possível usar a composição
0,75% / 0,75 %, pois o comportamento reológico não se altera de modo significativo.
4.4 Comportamento Térmico das Massas Modificadas
Comparando a Massa A sem aditivo apenas defloculada com 1% de silicato de
sódio e suas composições com amido/NaOH de aditivos, ocorreu o aparecimento de
um pico endotérmico a 600 oC, seguido do pico exotérmico de queima de matéria
orgânica, somente no composto contendo 75% de amido/0,75% de NaOH, Figura
4.33. Este pico também apareceu em todas as análises termodiferenciais dos
compostos da Massa B que foram modificados com amido e NaOH, Figura 4.34.

Capítulo 4 Resultados e Discussão 71
-25
-20
-15
-10
-5
0
5
10
15
20
0 200 400 600 800 1000
DT
(oC
)
Temperatura (ºC)
sem aditivo
0,25%/0,25% de aditivos
0,50%/0,50% de aditivos
0,75%/0,75% de aditivos
Figura 4.33 – Análise térmica diferencial da Massa A sem e com aditivos
-30
-25
-20
-15
-10
-5
0
5
10
15
20
0 200 400 600 800 1000
DT
(oC
)
Temperatura (ºC)
sem aditivo
0,25%/0,25% de aditivos
0,50%/0,50% de aditivos
0,75%/0,75% de aditivos
Figura 4.34 – Análise térmica diferencial da Massa B sem e com aditivos

Capítulo 4 Resultados e Discussão 72
Para a Massa A conforme Figura 4.35, não se verificou uma significativa
alteração na retração final da peça: 22,3% sem aditivo; 21,92% para 0,25%/0,25%
de aditivos; 21,97% para 0,50%/0,50% de aditivos, e; 21,51% para 75%/0,75% de
aditivos.
-25
-20
-15
-10
-5
0
5
10
0 200 400 600 800 1000
(L-L
0)/
L0*1
00 (
%)
Temperatura (ºC)
sem aditivo
0,25%/0,25% de aditivo
0,50%/0,50% de aditivo
0,75%/0,75% de aditivo
Figura 4.35 – Análise dilatométrica da Massa A sem e com aditivos
Entretanto, para a Massa B (Figura 4.36), é possível observar que a retração
das peças com aditivos foi ligeiramente menor, indicando que os aditivos
colaboraram na formação da parede no momento da colagem e consequentemente
na densificação da peça. As medidas finais de retração da peça foram para a Massa
B foram: 23,22% sem aditivo; 22,54% para 0,25%/0,25% de aditivos; 21,76% para
0,50%/0,50% de aditivos, e; 22,19% para 75%/0,75% de aditivos. Esta menor
retração pode estar relacionada à maior compactação das partículas e melhor
formação da parede proporcionada pela formação do gel e expulsão da água.
Para a Massa B, Figura 4.38, houve mudanças nos aspectos das curvas das
análises termogravimétricas, principalmente, acima de 800 oC, provavelmente devido
à oxidação do ferro com o incremento da presença do amido.
Já para a Massa A as quantidades crescentes de aditivos não alteraram
significativamente os resultados das análises termogravimétrica da Massa A, Figura

Capítulo 4 Resultados e Discussão 73
4.37, nem mesmo a partir de 800 oC, devido à presença de ilita e talco que podem
ter sequestrado o ferro.
-25
-20
-15
-10
-5
0
5
10
0 200 400 600 800 1000
(L-L
0)/
L0*1
00 (%
)
Temperatura (ºC)
sem aditivo
0,25%/0,25% de aditivo
0,50%/0,50% de aditivo
0,75%/0,75% de aditivo
Figura 4.36 – Análise dilatométrica da Massa B sem e com aditivos
-10
-8
-6
-4
-2
0
2
0 200 400 600 800 1000
Dm
(%
)
Temperatura (ºC)
sem aditivo
0,25%/0,25% de aditivos
0,50%/0,50% de aditivos
0,75%/0,75% de aditivos
Figura 4.37 – Análise termogravimétrica da Massa A sem e com aditivos

Capítulo 4 Resultados e Discussão 74
-16
-14
-12
-10
-8
-6
-4
-2
0
2
0 200 400 600 800 1000
Dm
(%
)
Temperatura (ºC)
sem aditivo
0,25%/0,25% de aditivos
0,50%/0,50% de aditivos
0,75%/0,75% de aditivos
Figura 4.38 – Análise termogravimétrica da Massa B sem e com aditivos

Capítulo 5 Conclusão 75
5 CONCLUSÕES
Considerando as comparações realizadas no benchmarking para identificar a
melhor técnica que atenda as necessidades dos pequenos produtores, optou-se pela
formulação de uma massa cerâmica a ser utilizada em um equipamento semi-
automático para obtenção de peças coladas sob pressão. Este processo de
fabricação foi escolhido por ser o de menor custo, acessível aos micro e pequenos
empresários, aumentar a produtividade pela redução do tempo através da redução
de etapas de processo (xícara com asa em único molde) e sem secagem do molde
(em contraposição à colagem convencional com molde de gesso), aumentar a
concentração de sólidos da barbotina garantindo maior estabilidade na secagem e
na queima, possibilitar maior flexibilidade nas formas dos produtos, obter maior
durabilidade do molde e evitar descarte dos moldes de gesso.
As análises reológicas nas massas cerâmicas permitiram a determinação das
concentrações ideais de silicato de sódio, sendo 1 % em peso para a Massa A e 0, 6
% para a Massa B. Assim como as concentrações ideais para os aditivos que foram
de 0,75 % amido / 0,75 % NaOH para a massa A e de 0,50 % amido / 0,50 % NaOH
para a massa B por apresentarem o melhor comportamento da viscosidade com o
tempo de repouso.
A adição de amido e hidróxido de sódio junto à massa cerâmica na formulação
da barbotina alcançou o objetivo esperado, pois houve um grande aumento na
tensão de cisalhamento e na viscosidade para as amostras contendo aditivos. Os
resultados obtidos indicam a formação de gel com o repouso da suspensão.
Para a Massa cerâmica B, as variações da viscosidade com os aditivos foram
mais significativos do que em relação à Massa A. Isto pode estar relacionado à
maior quantidade de talco e ilita na Massa A, que mantiveram o baixo escoamento
desta massa, além de uma maior interação da Massa B com os aditivos de amido e
de hidróxido de sódio, devido à fácil hidratação da dolomita.
Devido à pequena quantidade de aditivos na composição das barbotinas, os
resultados das análises termodiferenciais e termogravimétricas foram bastante
semelhantes em relação às composições sem aditivos. Já na dilatometria foi

Capítulo 5 Conclusão 76
verificada uma redução da retração para as composições com aditivos para ambas
as Massas.
5.1 Sugestão para Trabalhos Futuros
Seria interessante comprovar a melhora das propriedades mecânicas das
peças à verde das suspensões com aditivos, pela realização de uma comparação
entre peças obtidas por colagem tradicional e colagem sob pressão em molde de
gesso e de resina porosa.
Comparar a velocidade de formação da parede com relação ao processo
tradicional sem aditivos.
Verificar a porosidade das peças conformadas.

Referências 77
REFERÊNCIAS
ALMEIDA, F. A. Estudo da obtenção da alumina porosa pelo método de
conformação direta com amido. 2003. 91 f. Dissertação (Mestrado em Ciência no
curso de Física) – Instituto Tecnológico de Aeronáutica, São Paulo, 2003.
ALVES, H. L. R, STAINER, D., BERGMANN, C. P., Método Alternativo para
Fabricação de Cabeça Femoral Cerâmica para Próteses de Quadril. Revista
Brasileira de Engenharia Biomédica v.20, n.2-3, p. 81-88, 2004.
ALVES, H. M.; TARI, G.; FONSECA, A. T.; FERREIRA, J. M. F. Processing of
porous cordierite bodies by starch consolidation, Materials Research Bulletin, v.33,
n.10, p. 1439-1448, 1998.
ALVES, Maria Bernardete Martins; ARRUDA, Susana Margareth. Como fazer
referências (Bibliográficas, Eletrônicas e Demais Formas de Documentos).
Florianópolis: UFSC, 2008. Disponível em: <http://www.Bu.ufsc.br > Acesso em: 14
abril de 2008.
ANJOS, R. D.; SALOMÃO, R.; PANDOLFELLI, V. C.Sol de sílica como agente
ligante em suspensões cerâmicas. Cerâmica. v. 52, p. 161-166, 2006.
AMOROS, J. L.; BARBA, A.;BELTRAN, V.. Estructuras cristalinas de los silicatos
y oxydos de lãs matérias primas ceramicas. 1. ed. Castellón: Instituto de
Tecnologia cerámica, 1994. 192 p.
ASSOCIAÇÃO BRASILEIRA DE CERÂMICA. Cerâmica no Brasil. Apresenta
informações sobre a indústria cerâmica brasileira. Disponível em: <
http://www.abceram.org.br/asp/abc_286.asp>, acesso em: 13 agosto 2006.
BAREA, R.; OSENDI, M. I.; FERREIRA, J. M. F.; MIRANS, P. Thermal conductivity
of highly porous mullite material, Acta Materialia, n.53, p. 3313-3318, 2005.
BESSANI, T. ; GONDAK, M. O. ; ARAUJO, M. S. Medidas de viscosidade de adesivo
a base de amido. 2008. XI Seminário de Iniciação Científica e Tecnológica -
Universidade Tecnológica Federal do Paraná, Curitiba, PR, 2008.

Referências 78
BRETAS, Rosário Elida Suman; D’AVILA, Marcos A. Reologia de polímeros
fundidos. São Carlos: EDUFSCAR, 2000. 196p.
BUSTAMANTE, G. M.; BRESSIANI, J.C.A indústria cerâmica brasileira. Cerâmica
Industrial,São Paulo, v. 5 , n.3, p. 42-46, Mai/Jun, 2000.
CAMPOS, E.; SANTOS, F.P.; MELO, F.C.L.; HONDA, R.Y; MOTA, R.P. Analysis of
Al2O
3 ceramic conformed by commercial starch consolidation under low pressure.
Revista Brasileira de Aplicações de Vácuo, São Paulo v. 23, n.1, p. 17-19, 2004.
BROOKFIELD Engineering Labs., Inc. More Solutions to Sticky Problems: A guide to
getting more from your Brookfield Viscome.
aCAMPOS, E., HEIN, L.R.O. Análise comparativa de cerâmicas produzidas por
conformação com amidos comerciais, prensagem e colagem, Anais do 45º
Congresso Brasileiro de Cerâmica, Florianópolis, SC, 2001
bCAMPOS, E., HEIN, L.R.O., Obtenção de cerâmicas porosas com amidos
comerciais, Anais do 45º Congresso Brasileiro de Cerâmica, Florianópolis, SC,
2001.
CARLOS, M. O., GARCIA, J.R; OLIVEIRA, I.R.; SALOMAO,R.; PANDOLFELLI, V.C.
Heterocoagulação como técnica para obtenção de cerâmicas porosas. Cerâmica.
São Paulo, v. 51, n.318, p. 78-84, Jun, 2005.
DAROS, C. Classificação de minerais. Santa Maria: UFSM, 2008. Disponível em:
<http://www.cesnors.ufsm.br> Acesso em: 17 de julho de 2008.
COCCHI, M. C. Análise da incorporação de lama de manufatura do mármore em
cerâmica estrutural. In: Congresso Brasileiro de Engenharia e Ciência dos Materiais,
17, Foz do Iguaçu, 2006. p. 2023-2032.
COLLA, J. J. Desenvolvimento de uma massa cerâmica para produção de peças
especiais esmaltadas para revestimento através do método de colagem. 2004.
Dissertação (Mestrado em Ciências e Engenharia de Materiais) -Universidade
Federal de Santa Catarina, Florianópolis, 2004.
CORRADINI, E.; LOTTI, C.; MEDEIROS, E. S.; MATTOSO, L. H. C. Estudo
comparativo de amidos termoplásticos derivados do milho com diferentes teores de
amilose. Polímeros: Ciência e Tecnologia. São Paulo, v. 15, n.4, p. 268-273, 2005.

Referências 79
CORREIA, S. L.; HOTZA, D.; SEGADÃES, A. M. Otimização da resistência
mecânica de corpos cerâmicos em função de matérias-primas e restrições de
propriedades tecnológicas. Cerâmica v.51 p.230-238, 2005.
CURTO, K. A. S. Produção de cerâmicas porosas a partir de argila e resíduos.
2003. 34F. Monografia (Graduação em Engenharia de Materiais) - Universidade
Federal de Santa Catarina, Florianópolis, 2003.
DINGER, Dennis R. Rheology for ceramists. Clemson: Morris Publishing, 2002.
203 p.
DONDI, M. Caracterização tecnológica dos materiais argilosos: métodos
experimentais e interpretação de dados, Cerâmica Industrial, v.11, n.3, p. 36-40,
mai/jun, 2006.
DUARTE, Geraldo. Dicionário de adminstração. Fortaleza. Realce Editora &
Indústria gráfica LTDA, 2005.
FERNANDES, D. M. P. DESIGN E TECNOLOGIA APLICADOS A PRODUTOS
DOMÉSTICOS EM GRÊS CERÂMICO. 1998.Tese (Doutorado em Engenharia de
Produção) -Universidade Federal de Santa Catarina, Florianópolis, 1998.
FERNANDES, R. S., MINATTI, J. L., SANTANA, J. G. A., MOTA, R. P., CAMPOS,
E.,Cerâmicas de Alumina obtidas por colagem usando diferentes densidades. Anais
do 50º Congresso Brasileiro de Cerâmica. Blumenau, SC 2006.
FERREIRA, J. M. F.; DIZ, H. M. M. Effect of driving force on pressure slip casting of
silicon carbide bodies, Journal of the European Society, n.18, p. 1171-1175, 1998.
aFERREIRA, J. M. F. ; DIZ, H. M. M. Influence of pH on the pressure slip casting of
silicon carbide bodies, Journal of the European Society, n.17, p. 259-266, 1997.
bFERREIRA, J. M. F. ; DIZ, H.M.M. Pressure slip casting of bimodal silicon carbide
powder suspensions, Ceramics international, n.25, p. 491-495, abr-set, 1997.
FORTULAN, C. A.; PURQUERIO, B. M. et al. The influence of methods of injection
moulding and isostatic pressing on structural ceramics performance. Cerâmica, São
Paulo, v. 44, n.289, p. 01-05, Out, 1998.
FRANCO, Célia Maria Landi. Propriedades gerais do amido, vol.1. Campinas
Fundação Cargill, 2001. 221p.
Referências 80
FRANK G. PERKINS. Indiana, E.U.A. Glue and method of making the same. No.
13.436 Original no.1.020.655. E.U.A. 19 mar. 1912, 06 fev. 1919. Letters patent
reissue, p.1-7.
GARRIDO, L. B. AGLIETTI, E. F. Pressure filtration and slip casting of mixed
alumina-zircon suspensions, Journal of the European Society, n.21, p. 2259-2266,
jul-out, 2001.
GAUCKLER, L. J.; GRAULE, Th.; BAADER, F. Ceramic forming using enzyme
catalyzerd reactions. Mat. Chem. Phys., v.61, p.78-102, 1999.
GILISSEN, R., ERAUW, J. P., SMOLDERS, A., VANSWIJGENHOVEN, E., LUYTEN,
J., Gelcasting, a near net shape technique Material Technology. Belgium Materials
and Design. V. 21, p.251-257, 2000.
GREGOROVA, E.; PABST, W.; BOHACENKO, I. Characterization of different starch
types for their application in ceramic processing, Journal of the European Society,
n.26, p. 1301-1039, 2006.
GREGOROVA, E. ; PABST, W. Porosity and pore size control in starch consolidation
casting of oxid ceramics – Achievements and problems, Journal of the European
Society, n.27, p. 669-672, 2007.
HUANG, Y.; MA, L.G.; LE, H.R.; YANG, J.R. Improving the homogeneity and
reliability of ceramic parts whith complex shapes by pressure assisted gel casting,
Materials Letters, n.58, p. 3893-3897, 2004.
JANNEY, M. A, OMATETE, O. O., WALLS,C. A., NUMM, S.D., OGLE, R. J,
WESTMORELAND, G., Development of Low-Toxicity Gelcasting Systems. Journal
of the American Ceramic Society,1998.
LEMOS, A. F.; FERREIRA, J. M. F. Porous bioactive calcium carbonate implants
processed by starch consolidation, Materials Science and Enginnering, n.11, p. 35-
40, 2000.
LINDQVIST, K. M.; CARLSTROM, E. Indirect solid freeform fabrication by binder
assisted slip casting, Journal of the European Society, n.25, p. 3539-3545, 2005.
LYCKFELDT, O. ; FERREIRA, J. M. F. Processing of porous ceramicas by starch
consolidation, Journal of the European Society, n.18, p. 131-140, 1998.

Referências 81
LUZ, Adão Benvindo da; CAMPOS, Antônio Rodrigues de. Rochas e minerais
industriais: usos e especificações. Rio de Janeiro: CETEM, 2005.
MAO, X.; WANG, S.; SHIMAI, S. Porous ceramics with tri-modal pores prepared by
foaming and starch consolidation, Ceramics International, 6p. jun/ago, 2006.
NIST. Livro de Química na Web. Fornece dados termoquímicos, termofísicos e de
energéticos de íons, compilados pelo NIST no âmbito do programa de dados de
referência padrão. Disponível em: <http://webbook.nist.gov/chemistry>. Acesso em:
28 abril 2007.
OMATETE, O. O., NUNN, S. D. The handbook of ceramic engineering. Marcel
Dekker, 1998.
MARINO, L. F. B.; BOSCHI, A. O. A expansão térmica dos revestimentos cerâmicos
parte IV: Efeitos da adição de dolomita, Cerâmica Industrial, v.5, n.1, p. 43-47,
2000.
MILCZEWSKI, P. F. ; BESSANI, T.; ARAUJO, M. S. Comparação das viscosidades e
do tempo de geleificação de adesivo a base de amido preparado a quente e a frio.
2008. XI Seminário de Iniciação Científica e Tecnológica - Universidade
Tecnológica Federal do Paraná, Curitiba, PR, 2008.
MORELLI, A. C., BALDO, J.B. Um novo defloculante para barbotinas do triaxial
cerâmico. Cerâmica Industrial,São Paulo, v. 9 , n.3, p. 30-34, Mai/Jun, 2004.
MORENO, R.; SALOMONI, A.; STAMENKOVID, I. Influence of slip rheology on
pressure casting of alumina, Journal of the European Ceramic Society, n.17, p.
327-331, 1997.
MORENO, R.; SALOMONI, A.; STAMENKOVID, I. Colloidal Filtration of Silicon
Nitride Aqueous Slips, Part II: Slip Casting and Pressure Casting Performance,
Journal of the European Ceramic Society, n.19, p. 49-59, 1999.
MOTTA, J. F. M., TANNO, L. C., JÚNIOR, M. C., Argilas Plásticas para Cerâmica
Branca no estado de São Paulo - Potencialidade Geológica. Revista Brasileira de
Geociências v.23, n.2, p.158-173,1993
NAVARRO, R. F. Fundamentos de reologia de polímeros. Caxias do Sul: EDUCS,
1997.

Referências 82
NELSON, D. L.; COX, M. M. Lehninger princípios de bioquímica. 4. ed. São
Paulo: Sarvier, 2006. p.245-254
NETO, B. B. Planejamento e otimização de experimentos. Editora da UNICAMP,
Campinas, São Paulo 1995.
NEWMANN, R.; SHNEIDER, C. L. Quantificação de calcita e dolomita em amostras
com mineralogia complexa pela sua cinética de dissolução. In: ENCONTRO
NACIONAL DE TRATAMENTO DE MINÉRIOS E METALURGIA EXTRATIVISTA,
21. Natal, 2005. Rio de Janeiro: Centro de Tecnologia Mineral, 2005. p. 35.
NORTON, F. H., Introdução à tecnologia cerâmica. São Paulo, Edgar Blucher, Ed.
da Universidade de São Paulo, 1973.
NOVICH, B.E.; SUNDBACK, C.A.; ADAMS, R.W. Quickset injection moulding of high
performance ceramics. Forming science and technology for ceramics. Westervile:
American Ceramic Society, v.26, p.154-7, 1992.
OLIVEIRA, Ivone Regina de. Dispersão e empacotamento de partículas – Princípios
e aplicações em processamento cerâmico. São Paulo: Fazendo Arte, 2000. 195 p.
ORTEGA, F. S.; PANDOLFELLI, V.C. et al. Propriedades mecânicas de espumas
cerâmicas produzidas via "gelcasting". Cerâmica,São Paulo, v. 49, n.309, p. 01-05,
Mar, 2003.
ORTEGA, F. S.; PANDOLFELLI, V.C.; RODRIGUES, J.A.; SEPULVEDA. PA.
Defloculação e propriedades reológicas de suspensões de alumina estabilizadas
com dispersantes poliacrílicos. Cerâmica Industrial, São Paulo v.11, n.3, p. 36-40,
set/dez, 1997
PABST, W.; GREGOROVA, E. Characterization of different starch types for their
application in ceramic processing, Journal of the European Society, n.26, p. 1301-
1309, 2005.
RAMACHANDRA, R., ROOPA H. N. and KANNAN, T. S.; The Characterization of
Aqueous Silicon Slips. Journal of the European Ceramic Society n.19, p. 2763-
2771, 1999.

Referências 83
REED, James Stalford. Principles of ceramics processing. 2. ed. New York: Wiley-
Interscience, 1995. 658 p.
RODOLFO Jr., Antonio, NUNES, Luciano Rodrigues. Tecnologia do PVC. São
Paulo: ProEditores/Braskem, 2002.
RODRIGUES, J. A.; ORTEGA, F. S; PAIVA, A. E. M; VILLABOIM, E. L. G;
PANDOLFELLI, V. C. Relação entre porosidade e os módulos elásticos de esponjas
cerâmicas produzidas via "gelcasting". Cerâmica, São Paulo, v. 50 , n.315, p. 209-
216, Set, 2004.
ROMANO,P.; VELASCO,F. J.; TORRALBA, J. M. Starch consolidation as a new
process for manufacturing powder metallurgy high-speed steels.The Minerals,
Metals & Materials Society and ASM International 2007. v.38, p. 159-168, Jan
2007.
SALOMONI, A.; STAMENKOVID, I.; CASTANHO, S. M.; MORENO, R. Pressure
filtration of Si3N4, Journal of the European Ceramic Society, n.17, p. 267-271,
1997.
SANTACRUZ, I., NIETO, M. I., MORENO, R., FERNANDINO, P.,SALAMON, A.,
STAMENKOVIC, I.,Aqueous injection moulding of porcelains. Journal of the
European Ceramic Society. v. 23, p.2053–2060, 2003.
SANTOS, Ieda Maria Garcia dos; SOUZA, Antônio Gouveia de. Curso de formação
profissional, matérias primas cerâmicas, reologia de suspensões cerâmicas,
processamento cerâmico. Paraíba, Universidade Federal da Paraíba, 2001. 42 p.
aSANTOS, Pérsio de Souza. Ciência e tecnologia de argilas. v.1, 2 ed. São Paulo:
Edgard Blucher, 1989. 408 p.
bSANTOS, Pérsio de Souza. Tecnologia de argilas, aplicações. v.2. São Paulo:
Edgard Blucher, 1975. 802 p.
SCHILLING, C. H.; LI, C.; TOMASIKB, P.; KIM, J. The rheology of alumina
suspensions: influence of polysaccharides, Journal of the European Society, n.22,
p. 923-931, 2002.

Referências 84
SIGMUND, W. M.; BELL, N. S.; BERGSTROM, L. Novel Powder-Processing
Methods for Advanced Ceramics. Journal of the American Ceramic Society Vol.
83, No. 7, p. 1557 – 1574, 2000.
SMITH, P. A.; KERCH, H. M.; HAERLE, A. G.; KELLER, J.; Micro structural
characterization of alumina and silicon carbide slip cast cakes. Journal American
Ceramic Society. n. 79, p 2515-2526, 1996.
SMITH, William F.. Princípios de ciência e engenharia dos materiais. 3. ed.
Alfragide: McGRAW-HILL de Portugal, 1998. 892 p.
SOUSA, S. J. G.; HOLANDA, J. N. F. Avaliação das propriedades físico-mecânicas
de uma massa cerâmica para revestimento poroso. Cerâmica,São Paulo, v. 51,
n.317, p. 70-76, Mar, 2005.
SUZUKI, S.; NASU, T.; HAYAMA, S.; OZAWA, M.; Mechanical and thermal
properties of Bo-sialon prepared by a slip casting method. Journal American
Ceramic Society. n.79, p. 1685-1688, 1996.
TARI, G.; FERREIRA, J. M. F.; LYCKFELDT, O. Influence of the stabilising
mechanism and solid loading on slip casting of alumina. Journal of the European
Society, n.18, p. 479-486, 1998.
VASCONCELOS, P. V.; LABRINCHA, J. A.; FERREIRA, J. M. F. Permeability of
diatomite layers processed by different colloida techniques, Journal of the
European Society, n.20, p. 201-207, 2000.
VIEIRA, L. A.; FOLGUERAS, M. V. Estudo de materiais aluminosos de alta
densidade através da sinterização da fase líquida no sistema Al2O3-MgO-CaO-SiO2,
Congresso Brasileiro de Engenharia e Ciência dos Materiais, 17º, 2006.
WOLFGANG, S. M.; BELL, N. S. Novel powder-processing methods for advanced
ceramics, Journal of the European Society, n.83, p. 1557-1574, 2000.
ZHANG, Y.; BINNER, J. Ensnced casting rate by dynamic heating during slip casting,
Journal of the European Society, n.22, p. 135-142, 2002.
ZORZI, J. E.; PEROTTONI, C. A., JORNADA, J. A. H., Moldagem por injeção em
baixa pressão de peças complexas de cerâmicas avançadas produzidas com pós
submicrométricos. Cerâmica. São Paulo, v.50 n.315, 2004

![HONG YIN IV [revisão Peng] - falungongbrasil.netfalungongbrasil.net/rec/liv/Hong-Yin-IV_A4.pdf · O Falun do período final da última catástrofe já está girando Descer ao mundo](https://static.fdocumentos.com/doc/165x107/5c0ff7e809d3f2976d8bdab1/hong-yin-iv-revisao-peng-o-falun-do-periodo-final-da-ultima-catastrofe.jpg)


![[YIN, Robert K] Estudo de Caso](https://static.fdocumentos.com/doc/165x107/55cf992c550346d0339bfba2/yin-robert-k-estudo-de-caso.jpg)












