Seu parceiro para suporte técnico - ceratizit.com · Diamante Natural PCD, ... mais duro o...
35
www.ceratizit.com Tooling the Future Seu parceiro para suporte técnico 2017.V1 PT CERATIZIT é um grupo de engenharia de alta tecnologia especializado em tecnologias de ferramentas e material duro.
Transcript of Seu parceiro para suporte técnico - ceratizit.com · Diamante Natural PCD, ... mais duro o...

www.ceratizit.com
Tooling the Future
Seu parceiro para suporte técnico
2017.V1 PT
CERATIZIT é um grupo de engenharia de alta tecnologia especializado em tecnologias de ferramentas e material duro.

TOOLMAKER SOLUTIONS BY CERATIZIT 3
4
5
6
12
14
15
16
17
18
24
26
27
28
29
30
31
32
33
34
Índice
▲ METAL DURO
UM MATERIAL COMPOSTO
PRODUÇÃO
PROPRIEDADES
▲ UNIDADE DE PRODUÇÃO
▲ TRATAMENTO DE SUPERFÍCIE
▲ PRÉ-SOLDAGEM
▲ SOLDAGEM
▲ RETÍFICA
▲ EDI
▲ GUIA PARA DESENHOS ESPECIAIS
DENTES PARA SERRA CIRCULAR (MADEIRA)
LIMPADORES
DENTES PARA SERRA FITA
DENTES PARA SERRA CIRCULAR (METAIS)
BARRAS
FACAS
BLANKS PARA PERFILAR
CILINDROS
SUPORTE TÉCNICO
TOOLMAKER SOLUTIONS BY CERATIZIT4
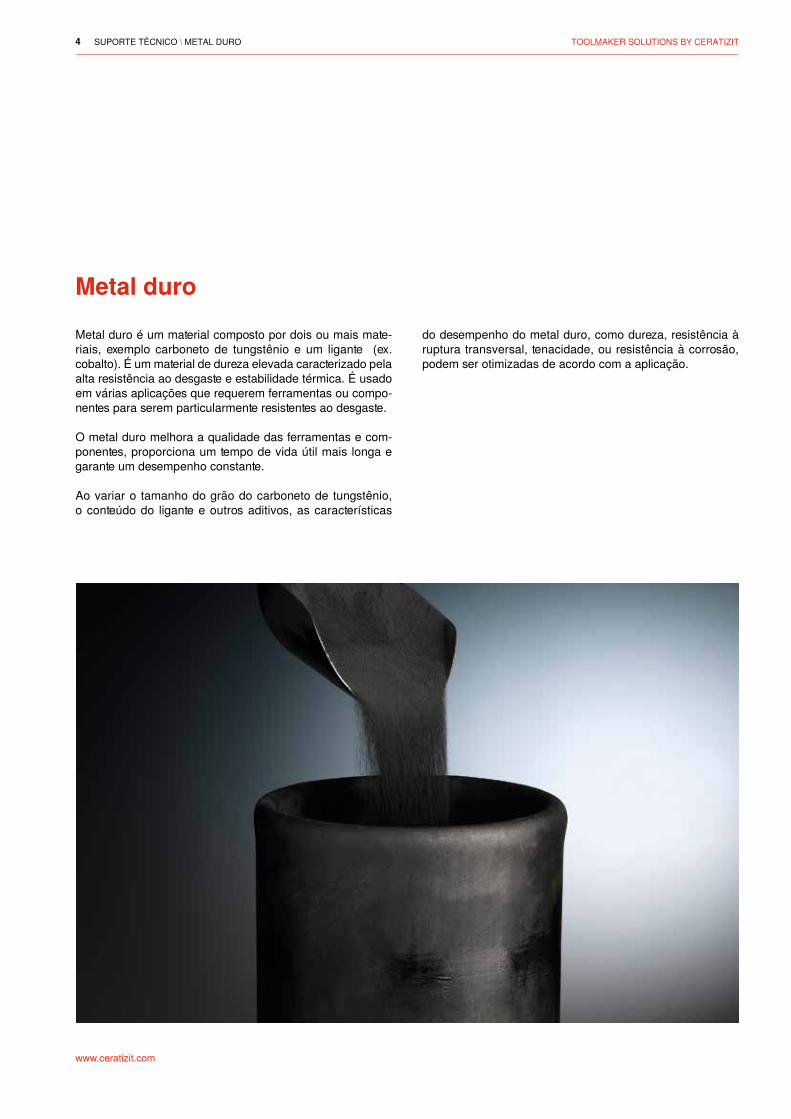
Metal duro é um material composto por dois ou mais mate-riais, exemplo carboneto de tungstênio e um ligante (ex. cobalto). É um material de dureza elevada caracterizado pela alta resistência ao desgaste e estabilidade térmica. É usado em várias aplicações que requerem ferramentas ou compo-nentes para serem particularmente resistentes ao desgaste. O metal duro melhora a qualidade das ferramentas e com-ponentes, proporciona um tempo de vida útil mais longa e garante um desempenho constante. Ao variar o tamanho do grão do carboneto de tungstênio, o conteúdo do ligante e outros aditivos, as características
do desempenho do metal duro, como dureza, resistência à ruptura transversal, tenacidade, ou resistência à corrosão, podem ser otimizadas de acordo com a aplicação.
Metal duro
SUPORTE TÉCNICO \ METAL DURO

TOOLMAKER SOLUTIONS BY CERATIZIT 5
O Metal duro é um material composto que consiste de car-boneto de tungstênio e de um metal ligante como o Cobalto (CO). As características do desempenho do metal duro são determinadas pela dureza, resistência à ruptura transversal e a tenacidade. No que diz respeito à sua aplicação, tem-se como parâmetros importantes o teor de cobalto e o tamanho do grão. Os grãos de carboneto de tungstênio tem um tama-nhomédioquevariade<0.2μmatéváriosmicrons (μm).O cobalto preenche os espaços entre os grãos de carbo-neto. Quando é necessária uma tenacidade extremamente
alta, o teor de cobalto pode chegar até 30%, enquanto para uma resistência máxima ao desgate, o teor de cobalto é reduzido e o tamanho do grão diminui para uma faixa nano-cristalina<0.2μm.
A CERATIZIT produz mais de 100 classes diferentes de metal duro especialmente para peças de desgaste e ferra-mentas de corte, oferecendo uma solução personalizada para cada aplicação.
Metal Duro – um material composto com propriedades valiosas
SUPORTE TÉCNICO \ UM MATERIAL COMPOSTO

TOOLMAKER SOLUTIONS BY CERATIZIT6
A produção de metal duro na CERATIZIT começou em 1929. Por último mas não menos importante, graças à longa expé-riência, a CERATIZIT lida com toda a cadeia de processo, desde a matéria-prima até a entrega dos produtos acaba-dos ao cliente. O processo produtivo de produtos com base na metalurgia do pó inclui basicamente as quatro etapas: pre-paração, conformação, sinterização e acabamento.
Produção de carboneto de Tungstênio
O APT (paratungstato de amônio) é calcinado em óxido de tungstênio em alta temperatura. Em seguida o óxido é redu-zido ao metal de tungstênio em uma atmosfera de hidrogênio. O pó de metal é então misturado com carbono e carborizado sob atmosfera inerte a altas temperaturas. Os parâmetros de produção são decisivos para o tamanho do grão (WC) no Metal duro sinterizado.
Preparação do pó
O carboneto de tungstênio é intensamente misturado com o ligante metálico cobalto, níquel ou ferro, vários inibidores de crescimento de grãos e aditivos especiais, que promovem a compactação por retífica de modo que seja criada um material homogêneo. Mais tarde, o material passa por uma torre de secagem para produzir um pó granulado com boas caracte-rísticas de fluidez. Este pó granulado representa a base para todo os processos de conformação.
Produção de Metal Duro
Tungstênio
Óxido de tungstênio azul
Óxido de tungstênio amarelo
Carboneto de tungstênio
APT (Paratungstato de amônio)
SUPORTE TÉCNICO \ PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT 7
Prensagem
Usinagem
Prensagem – conformação – usinagem
O objetivo do processo de conformação é obter uma amostra próxima a medida final. A prensagem é normalmente reali-zada sob temperatura ambiente com pressões que atingem várias toneladas por centimetro quadrado. Exitem várias maneiras de prensar os blanks:
Durante a compressão isostática a frio, o pó é colocado em um tubo flexível elástico e pressionado em uma forma compac-tada através de um fluido em alta pressão. Os blocos de pó que são produzidos desta maneira podem então ser processa-dos mecanicamente. Todos os métodos comuns de usinagem como fresamento, corte, furação e torneamento podem ser usados.
Na prensagem uniaxial a prensa consiste de uma matriz e um punção superior e inferior. O pó de metal duro é colocado den-tro da matriz e em seguida compactado para criar "uma peça próxima a medida final" quando em condição pré-sinterizada, a qual é ejetada da matriz.
A prensa de extrusão é usada principalmente para produzir barras retângulares ou cilindros com ou sem furo(s) axial(ais). Um elemento plastificante é adicionado ao pó. A pasta resul-tante é prensada através de um bico de extrusão. Antes da sinterização, o plastificante deve ser evaporado em fornos de secagem especial.
Molde de Injeção de Metais (MIM) é um processo usado para produzir formas mais complexas as quais não podem ser produzidas por prensagem direta. A preparação da pasta é semelhante ao processo de extrusão.
SUPORTE TÉCNICO \ PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT8
Sinterização
Sinterização
O processo de sinterização converte o blank em um metal duro homogêneo e denso com alto nível de dureza. O material é sinterizado em temperaturas entre 1,300 e 1,500°C (sinterização em fase líquida) e às vezes também sob alta pressão ( até 100 bars). O volume é reduzido em até 50% durante este processo.
SUPORTE TÉCNICO \ PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT 9
Acabamento
Retífica
Cobertura
Para atingir os requisitos finais de acabamento de superfície, tolerâncias, etc, as peças de metal duro podem ser subme-tidas a uma série de processos de acabamento , tais como, retífica, eletroerosão e cobertura. Como pioneira na tecnologia de cobertura, estabelecemos novos padrões através de desenvolvimentos revolucionários de cobertura até hoje. Nossa experiência em cobertura cobre as coberturas clássicas aplicadas em metal duro, cobertu-ras personalizadas para aplicação específica, bem como cobertura multicamadas . Estas coberturas, por exemplo de carboneto de titânio, nitreto de titânio ou óxido de alu-mínio, maximizam o desempenho de corte e a vida útil dos produtos de metal duro da CERATIZIT. Os procedimentos mais importantes de cobertura são CVD (Deposição Química de Vapor) e PVD (Deposição Física de Vapor).A usinagem de metal duro por eletroerosão atende aos mais altos padrões tecnológicos. Erosão a fio e por penetração por erosão garantem altíssima precisão. A longa experíên-cia combinada com classes de metal duro que são especial-mente adaptadas para erosão garantem excelentes resulta-dos na usinagem.
Acabamento – Retífica – Cobertura
SUPORTE TÉCNICO \ PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT10
Solda
Erosão, retífica, roneamento, ...
Controle de qualidade
Em muitos casos não é aconselhável fabricar o componente inteiro em Metal duro. O uso do Metal duro é então limitado à área a qual as propriedades do metal duro são necessá-rias. Materiais com apropriada resistência ao desgate são usados para a ferramenta. Eles são mais fáceis de usinar do que o Metal duro. Numerosas tecnologias testadas como sol-dagem, colagem, fixação, fixações com parafuso e fixações por contração térmica são aplicadas para unir o metal duro com outros materiais.
Solda – Erosão – Controle de qualidade
SUPORTE TÉCNICO \ PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT 11
CBN
Cermet
HSS
< 0.2 N0.2 – < 0.5 U0.5 – < 0.8 S0.8 – < 1.3 F1.3 – < 2.5 M2.5 – < 6.0 C
> 6.0 E
Estrutura micrográfica do WC-Co
O Metal duro é um material com propriedades mecânicas que podem ser ajustadas em uma ampla gama, dada a sua composição e microestrutura. A gama de dureza e de tenaci-dade das classes CERATIZIT inclui desde aço rápido resis-tente ao desgaste até materiais cerâmicos super duros.
Classificação do tamanho do grão
ClassificaçãoCERATIZIT
códigonano
ultrafinomicrogrão
finomédiogrosso
extra-grosso
Resi
stên
cia
ao d
esga
ste
TenacidadeDiamante Natural PCD, diamante policristalino
Cerâmica (O)Cerâmica (N)
Metal Duro
Méd. tama. grão [µm]
A classificação do Metal duro de acordo com o tamanho do grão corresponde às recomendações da Associação de Metalurgia do pó. Os códigos padronizados ISO que foram desenvolvidos para tamanhos de grãos finos à médio já não correspondem aos padrões atuais. Para definir as classes corretas apenas os dados da aplicação são relevantes.
Carboneto de tungstênio
Carboneto de tungstênio
ligante
O carboneto de tungstênio provê:
▲ Dureza▲ Resistência ao desgaste
A liga metálica provê:
▲ tenacidade
Critérios relevantes para escolha da classe ▲ Resistência ao desgaste, dureza▲ Resistência à compressão▲ Resistência ao impacto▲ Resistência a ruptura transversal▲ Propriedades tribológicas▲ Peso específico▲ Propriedades magnéticas▲ Módulo de elasticidade, rigidez▲ Propriedades térmicas▲ Resistência à corrosão, resistência à oxidação▲ Tenacidade
SUPORTE TÉCNICO \ PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT12
Classe de metal duro (exemplos extremos):
▲ Altissíma dureza: 2650 HV30▲ Pequeno tamanho do grão: < 0.5 µm▲ Baixo teor de Co : 0.4%▲ Resistência à corrosão quando adicionado Cr3C2
Classe de metal duro (exemplo extremo):
▲ T.R.S.: > 4000 MPa▲ Pequeno tamanho do grão: < 0.5 µm▲ Baixo teor de cobalto ~ 8.5%▲ Alta resistência ao desgaste: 1930 HV30
Classe de metal duro (exemplo extremo):
▲ Resistência à fratura: Co teor 20%▲ Boa resistência ao desgaste: 1030 HV30▲ Tamanho médio do grão grosso ou extra-grosso
Propriedades do Metal duro
Teordecobalto↓↓ Tamanhodogrão↓↓
Teordecobalto↑↑ Tamanhodogrão↓↓
TeordeCobalto↑↑ Tamanhodogrão↑↑
Dureza
Dureza
Tenacidade
Tenacidade
Força de ruptura transversal
Força de ruptura transversal
SUPORTE TÉCNICO \ PROPRIEDADES

TOOLMAKER SOLUTIONS BY CERATIZIT 13
10µm
10µm
10µm
10µm
0 5 10 15 20 25 30 Co [%]
3000
2500
2000
1500
1000
500
4500
3500
4000
3000
2500
2000
15000 5 10 15 20 25 30 Co [%]
25
20
15
10
5
00 5 10 15 20 25 30 Co [%]
K IC
valo
r [M
Pa* m
1/2 ]
Dure
za [H
V30]
Classe ultrafina
Microgrão
Grão fino / médio
Grão grosso
Resi
stên
cia
à ru
ptur
a tra
nsve
rsal
[MPa
]
As ilustrações gráficas abaixo mostram que as proprieda-des mecânicas do metal duro dependem principalmente do conteúdo do teor do ligante (Co) e do tamanho do grão WC. Dureza, ou seja, resistência ao desgaste aumenta inversa-mente proporcional à tenacidade. Isso significa que quanto mais duro o material, maior as reações às tensões de rup-tura e ao impacto (o parâmetro de 'resistência ao impacto’, o qual não pode ser definido com precisão, correlaciona-se com a tenacidade do material).Por outro lado, a resistência à ruptura transversal não depende diretamente da dureza mas sim do tamanho do
grão WC e do teor de cobalto. O desgaste adesivo (aderên-cia), no entanto, diminui com o tamanho do grão e o teor de cobalto do metal duro utilizado. A lista das interdependências mencionadas, as quais poderiam ser estendidas à vontade para outros mecanismos de falhas e desgaste, mostra que só é possível escolher a classe do metal duro seguindo um procedimento sistemático e/ou com base em experiências com aplicações semelhantes.
Classes ultrafinas
Microgrão
Grão fino / médio
Grão grosso
SUPORTE TÉCNICO \ PROPRIEDADES

TOOLMAKER SOLUTIONS BY CERATIZIT14
Unidade de Produção
Mamer (Luxemburgo) A Matriz do Grupo CERATIZIT está localizada em Mamer, Luxemburgo. Hoje a planta em Mamer tem mais de 1,200 fun-cionários e concentra-se em partes para desgaste, pastilhas para corte de madeira, metais e rochas e também insertos e ferramentas de usinagem.
SUPORTE TÉCNICO \ UNIDADE DE PRODUÇÃO

TOOLMAKER SOLUTIONS BY CERATIZIT 15
* Nós aplicamos diferentes denominações para os mesmos tratamentos de superfície devido a relação deles com diferentes famílias de produtos.
A CERATIZIT trabalha continuamente para oferecer as melhores soluções aos fabricantes de ferramentas. Da maté-ria-prima ao produto final, todos os detalhes são importantes. Essa é a razão pela qual somos capazes de fornecer vários acabamentos de superfície para nossos produtos de Metal duro.
Tratamento de superfície
Designação de acabamento Descrição do processo
TSR1 Tamboreamento – polimento
TS42 Tamboreamento – jateamento de areia – limpeza
TS43 Jateamento de areia – tamboreamento – polimento – limpeza
TSN Tamboreamento – cobertura de níquel
TSX = TS8* = TS90* Tamboreamento – cobertura de cobalto
No entanto recomendamos uma camada de cobalto em cada produto soldado, e uma camada de níquel para brasagem. Para quaisquer perguntas ou solicitação especial, não hesite em contactar nosso CSC (Centro de Serviço ao Cliente)
SUPORTE TÉCNICO \ TRATAMENTO DE SUPERFÍCIE
TOOLMAKER SOLUTIONS BY CERATIZIT16
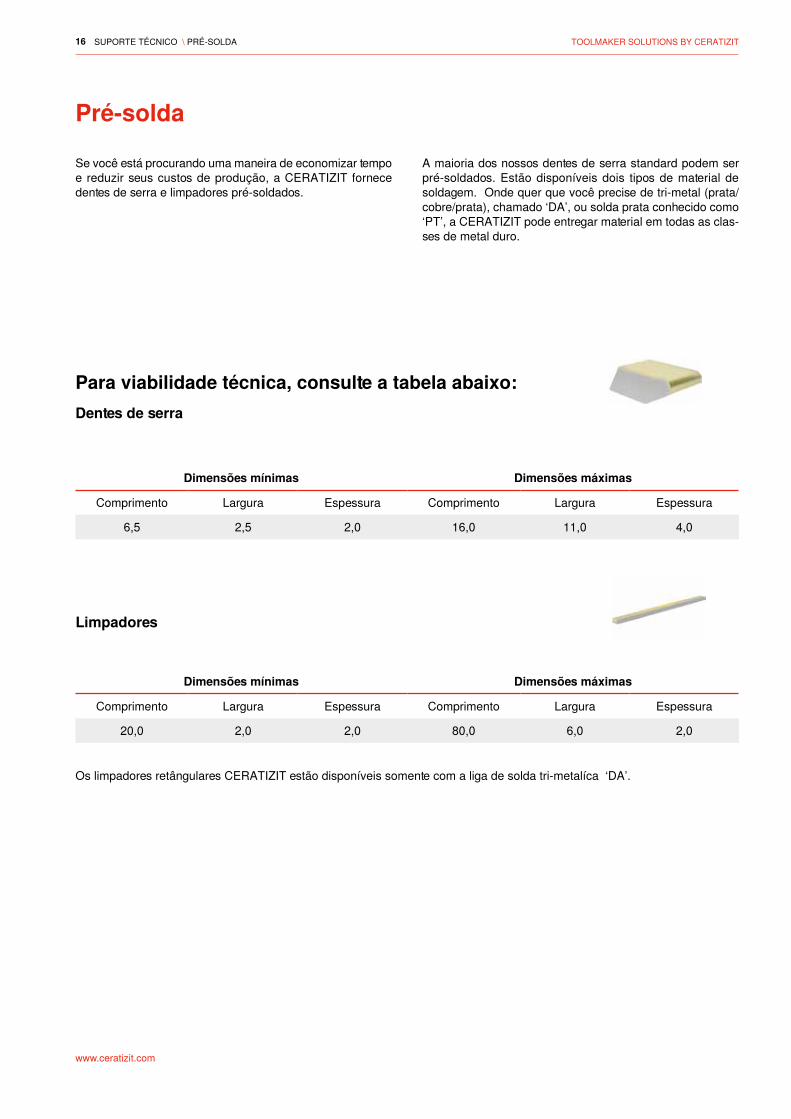
Para viabilidade técnica, consulte a tabela abaixo: Dentes de serra
Dimensões mínimas Dimensões máximas
Comprimento Largura Espessura Comprimento Largura Espessura
6,5 2,5 2,0 16,0 11,0 4,0
Limpadores
Dimensões mínimas Dimensões máximas
Comprimento Largura Espessura Comprimento Largura Espessura
20,0 2,0 2,0 80,0 6,0 2,0
Se você está procurando uma maneira de economizar tempo e reduzir seus custos de produção, a CERATIZIT fornece dentes de serra e limpadores pré-soldados.
Pré-solda
A maioria dos nossos dentes de serra standard podem ser pré-soldados. Estão disponíveis dois tipos de material de soldagem. Onde quer que você precise de tri-metal (prata/cobre/prata), chamado ‘DA’, ou solda prata conhecido como ‘PT’, a CERATIZIT pode entregar material em todas as clas-ses de metal duro.
Os limpadores retângulares CERATIZIT estão disponíveis somente com a liga de solda tri-metalíca ‘DA’.
SUPORTE TÉCNICO \ PRÉ-SOLDA

TOOLMAKER SOLUTIONS BY CERATIZIT 17
A solda não precisa ser estressante! Ao longo de décadas, a equipe de pesquisa e desenvolvimento da CERATIZIT adqui-riu uma grande experiência no processo de solda. Graças à simulação em 3D, cooperação com universidades e à vários testes internos, nós estamos familiarizados com as causas das falhas de solda mais frequentemente encontradas.
Com o uso de um material de solda maciça recomenda-se uma espessura uniforme de aproximadamente 0.1 a 0.2 mm. Com o uso da liga de solda tri-metalíca(solda tipo san-duíche), a espessura padrão de intercamadas de Cu é de 0.15 mm. Aumentar a espessura da camada de Cu reduz a tensão no Metal duro e, portanto, o risco de quebra.
Durante o processo de solda, o controle de temperatura é frequentemente negligenciado. Nós recomendamos forte-mente o uso de um termômetro fora da luz direta. Tempe-ratura muito alta ou não apurada pode gerar porosidade. A temperatura deve ser adaptada em função do material de solda utilizado.
Solda
Ótima espessura de solda
Forma típica quebra relacionada à tensões
Camada de solda muito fina
Alta porosidade
Solução de problemas A condição da espessura da solda tem uma grande influ-ência nas tensões dentro das peças de Metal duro e de uma possível quebra. Assim, uma espessura muito fina de solda ou até mesmo o contato entre o aço e o Metal duro, podem gerar quebras. Em relação a esses fatos, a condição do material de solda é um dos principais problemas no pro-cesso de soldagem. A ausência total ou parcial de camada de Cu na parte superior/inferior da espessura da solda é crí-tica e leva a geração de altas tensões internas.
SUPORTE TÉCNICO \ SOLDA

TOOLMAKER SOLUTIONS BY CERATIZIT18
Dure
za [K
N/m
m2 ]
Perd
a de
mas
sa m
.-%]
Temperatura [°C]Dureza Perda de massa
80 80
70 70
60 60
50 50
40 40
30 30
20 20
10 10
0 0
–10 –10
–20 –20
–30 –300 100 200 300 400 500 600 700 800 900 1000
O Metal duro é exclusivamente retificado com rebolo de diamantes.
Retífica
Diamante
Estabilidade térmica
Tipos de diamante▲ Sintético▲ Natural
Propriedades Dureza: 80 kN/mm2 Densidade: 3520 kg/m3 Estabilidade térmica: até aprox. 700°C Cor: transparente a verde-amarelado Altamente reativo quanto à formação de carbonetos.
Campos de aplicação Usinagem de metal duro, cerâmica, cermet, PCD, PCBN (nitreto de borio cubico policristalino), vidro, aço extrema-mente duro.
Aplicação de rebolos▲ Em todos os tipos de ligas▲ Mas principalmente em resinas sintéticas e ligas de metal
SUPORTE TÉCNICO \ RETÍFICA

TOOLMAKER SOLUTIONS BY CERATIZIT 19
D... % > µm µm % < [mm]251 8 271 90 213 8 60/80 8.000213 8 227 90 181 8 17.000181 10 197 87 151 10 80/100 25.000 151 10 165 87 127 10 100/120 100 50.000 0,151126 10 139 87 107 10 120/140 120 80.000 0,126107 11 116 85 90 11 140/170 140 130.000 0,107 91 11 97 85 75 11 170/200 170 240.000 0,091 76 11 85 85 65 11 200/230 200 400.000 0,076 64 11 75 85 57 11 230/270 230 800.000 0,064 54 15 65 80 49 15 270/325 270 130.000 0,054 46 15 57 80 41 15 325/400 325 200.000 0,046
D... [µm] [mesh]1.180 1.180–1.000 16/181.001 1.000–850 18/20851 850–710 20/25711 710–600 25/30601 600–500 30/35501 500–425 35/40426 425–355 40/45356 355–300 45/50301 300–250 50/60251 250–212 60/70213 212–180 70/80181 180–150 80/100151 150–125 100/120126 125–106 120/140107 106–90 140/170 91 90–75 170/200 76 75–63 200/230 64 63–53 230/270 54 53–45 270/325 46 45–38 325/400
[µm] [mesh]MD40 27–53 500/600MD25 16–34 600/800MD16 10–22 800/1.200MD10 6–14 1.200/1.800MD6,3 4–9 1.400/3.000MD4,0 2,5–5,5 3.000/8.000MD2,5 1,5–4 8.000/12.000MD1,6 1,0–2,5 12.000/13.000MD1,0 0,5–1,5
FEPA tamanho do grão Mesh JIS Tamanho médio do grão % entre (EUA) (Japão) grãos/ct
< 46: micron -> não peneirado
Macro- tamanho do grão (peneirado)Europa (métrica) tamanho da malha EUA
Micro-tamanho do grãoDesignação FEPA EUA
Grão de diamante abrasivo
Tipos de grão:
▲ Bloco▲ Microcristalino▲ Fragmentado▲ Grão com cobertura
Grão abrasivo com cobertura:
▲ Levemente ou fortemente coberto▲ Principalmente com cobertura de metal - o grão abrasivo com cobertura metálica proporciona uma
vida útil mais longa e uma melhor condutividade térmica - grão abrasivo sem cobertura metálica corta melhor e
suave.
Designação e comparação do tamanho do grão nas diferentes normas (1)
Designação e comparação do tamanho do grão nas diferentes normas (2)
SUPORTE TÉCNICO \ RETÍFICA

TOOLMAKER SOLUTIONS BY CERATIZIT20
⇐ ⇒↘ ↗↘ ↗↗ ↘↗ ↘
⇐ ⇒↘ ↗↗ ↘↘ ↗↘ ↗
C50 C75 C100 C150 C200325/400 D46 2481 3721 4962 7443 9923270/325 D54 1534 2300 3067 4601 6134230/270 D64 921 1382 1842 2763 3685200/230 D76 550 825 1100 1650 2200170/200 D91 320 481 641 961 1282140/170 D107 197 296 394 591 788120/140 D126 120 181 241 362 482100/120 D151 70 105 140 210 28080/100 D181 40 60 81 120 16060/80 D252 15 23 30 45 60
○○ ○○○ ○○○ ○○○
○○○ ○○ ○○ ○○
○○○ ○○○ ○○ ○○
○○○ ○ ○○ ○○○
○○ ○○○ ○○○ ○○○○○○○
fino Tamanho do grão grossovida útil
performance do corte presão de retífica
qualidade da superfície
baixa Concentração altavida útil
performance de cortepressão de retífica
qualidade da superfície
Grão ConcentraçãoEUA [malha] FEPA
= volume do grão/mm3
Vantagens e desvantagens Metal Cerâmica Resina Galvânico
performance de corte
Resistência à deformação
Estabilidade térmica
Condutividade
Caracterísitcas de dressagem
Rugo
sidad
e R a,R
Z⇒↑
Tamanhodogrão[µm]⇒↑
ótimo bom não apropriado
Influência do tamanho do grão no acabamento e qualidade da aresta
Influência do tamanho do grão e concentração
Tipos de ligas em rebolos
A seleção do tamanho do grão de diamante é importante quando se considera a qualidade do acabamento final que precisa ser alcançado. Os grãos mais grossos reduzem a qualidade do acaba-mento que se quer alcançar e um grão mais fino irá melhorar o acabamento.
Metal (Cu, Co) Cerâmica Galvânico Resina além disso a liga é caracterizada pelos materiais e
porosidade
SUPORTE TÉCNICO \ RETÍFICA

TOOLMAKER SOLUTIONS BY CERATIZIT 21
vc [m/s] Qw [mm3/s] [µm] [HV] [MPa*m1/2]
vc, lg
Q‘w,
lgvw
Grão Liga
Condição normal Grão desgastado maiores forças de retificação
Grãos trincados causa aresta postiça
Ruptura total do grão quebra da ferramenta
alta
baixa
Espessura única do grão hcu
tamanho do grão
alta
baixa
Exposição, cobertura
Pressão interna e tensão
Qualidade da superfície
Qualidade da aresta de corte
Desgaste do grão ▲ Achatamento do grão ⇨ Pressãodaretífica↑▲ Grãos trincados ⇨ Aresta postiça▲ Quebra do grão ⇨ Quebra da ferramenta
Desgaste da liga
▲ Em materiais com formação de cavaco/materiais de corte
⇨ Desgaste da liga
▲ Em materiais com cavaco curto
⇨ Abrasão pulverizada da peça de trabalho (desgaste muito baixo da liga)
Desgaste mecânico nos rebolos
Influência da modificação dos parâmetros de retífica
Influência das condições de corte no resultado da retífica
Modificação dos parâmetros Parâmetros de máquina e operação Rebolo Metal duro
Velocidade de corte Avanço Refrigeração Tamanho do grão Concentração Dureza
Tenacidade da fratura
[teor de óleo ] [quantidade de grão/cm3]
Força de retífica F ↘ ↗ ↘ ↗ ↗ ↗ ↘Taxa de desgaste G ↗ ↘ ↘ ↗ ↘ ↗ ↘Rugosidade Ra ↘ ↗ ↘ ↗ ↘ ↗ ↘Temperatura ϑ ↗ ↗ ↘ ↗ ↗ ↗ ↘
SUPORTE TÉCNICO \ RETÍFICA

TOOLMAKER SOLUTIONS BY CERATIZIT22
↘ ↗↘ ↗↘ ↗↗ ↘↗ ↘
↘ ↗↘ ↗↘ ↗↘ ↗↗ ↘
Lubrificante de refrigeração para retífica
Influência do lubrificante de refrigeração
óleo de retífica EmulsãoEfeito de lubrificaçãoCondutividade térmicaCapacidade térmica ViscosidadeCustos
Propriedades do lubrificantes de refrigeração
Óleo de retífica EmulsãoGeração de calor Remoção de calor Desgaste da ferramenta Efeito de limpezaCustos
Comparação do processo de lubrificação entre lubrificantes
Aplicar um lubrificante de refrigeração durante a retífica é extremamente importante:
▲ Ele influencia a remoção do calor gerado durante o processo de retífica e escoamento dos cavacos produzidos
Portanto, o uso de líquidos refrigerantes deve ser adaptado em relação a:
▲ Tipo de refrigerante (óleo, emulsão)▲ A viscosidade do refrigerante▲ O ponto de contato do refrigerante▲ Pressão, vazão, velocidade e direção do jato do
refrigerante
O refrigerante atinge um efeito ótimo somente quando está corretamente filtrado:
▲ Sem filtrar o material abrasivo fino pode ser recirculado e religar-se ao rebolo
▲ O material abrasivo dos resíduos da retífica se encaixa na peça de trabalho e no rebolo
▲ Bloqueia o rebolo, gera calor excessivo e destrói o ligante do rebolo e o ligante do metal duro que está sendo retificado
▲ Leva ao desgaste prematuro do rebolo▲ Refrigerante contaminado diminui a vida útil e a precisão
da máquina
SUPORTE TÉCNICO \ RETÍFICA

TOOLMAKER SOLUTIONS BY CERATIZIT 23
A superfície do rebolo é suave e fechada
A superfície do rebolo é aberta com grão abrasivo exposto, preparado para um impacto de retífica eficaz
(a liga suporta o grão) Os espaços conectam a ponta do diamante abrasivo e auxiliam no transporte da refrigeração e escoamento do cavaco
grão
ponta
Perda de grão de diamante Grão de diamante exposto (corte livre)
Quando dressar o rebolo os seguintes pontos devem ser considerados:
▲ Dureza e tipos de grãos do dressador e da barra de afiação do rebolo
- a barra dressadora deve ser aprox. 1 a 2 vezes mais finas do que o rebolo o
- o grão médio é bom para rebolo resina - para ligantes metálicos o mesmo tamanho do grão ou
mais grosso do que o rebolo - Ligantes cerâmicos geralmente não requerem
dressagem
▲ Velocidade de rotação do rebolo durante a dressagem ▲ Material de dressagem (SiC, AI2O3)▲ Procedimento - dressagem e 'afiação' do rebolo A superfície do rebolo está suave e fechada. - afiação do aro A superfície do rebolo está aberta com o grão de
diamante abrasivo exposto, preparado para um impacto de retífica eficaz.
▲ Método de verificação da afiação do rebolo após dressagem
Dressamento do rebolo
Como estabelecer se o rebolo está corretamente dressado
SUPORTE TÉCNICO \ RETÍFICA
TOOLMAKER SOLUTIONS BY CERATIZIT24
Se você compra produtos frequentemente, o Intercâmbio Eletrônico de Dados (EDI) oferece a possibilidade de acelerar o processo de pedidos por meio de comunicação direta e codificada entre os sistemas ERP de ambas as empresas. Isso também minimiza a carga de trabalho
administrativa e excluí erros causados pela entrada manual. Como o EDI é baseado em padrões industriais, a despesa envolvida em uma configuração única é bastante gerenciável. A longo prazo, você se beneficiará reduzindo tempo e custo de pedidos.
Seus benefícios:▲ Pedido mais rápido através do seu próprio sistema ERP
▲ Carga de trabalho administrativa reduzida
▲ Evita erros causados pelo processo manual
▲ 24/7 seguro, intercâmbio de dados codificado entre você e nós
▲ Os dados eletrônicos podem ser processados em seu sistema ERP
Recursos compatíveis:▲ Todos os formatos comuns de mensagem , ex. XML IDoc
(nativo), EDIFACT, VDA e ANSI X.12
▲ Todos canais de transmissão comuns como HTTPS (nativo), OFTP/OFTP2, AS e X.400
▲ Vários tipos de mensagens (pedidos, confirmação de pedidos, programa de entregas, avisos de embarque, invoices, etc.)
EDI – sua linha direta para nos alcançar
SUPORTE TÉCNICO \ EDI

TOOLMAKER SOLUTIONS BY CERATIZIT 25SUPORTE TÉCNICO \ EDI

TOOLMAKER SOLUTIONS BY CERATIZIT26
Se você não consegue encontrar o produto específico que você precisa em nossa ampla linha standard, ficamos felizes em fabricar um produto personalizado conforme suas neces-sidades. Basta especificar as propriedades que você precisa nos seguintes modelos de solicitações e enviá-lo para sua pessoa de contato na CERATIZIT para receber uma oferta em pouco tempo.
Guia para desenhos especiais
SUPORTE TÉCNICO \ GUIA PARA DESENHOS ESPECIAIS

TOOLMAKER SOLUTIONS BY CERATIZIT 27
US Canadian 60000
TS90 TSN TS43 TS42 TSR1
DA PT
KCR02+ KCR05+ KCR06 KCR18+KCR10
L =W =T =α =β =γ =R / C =
KCR32 GC32 CTOPP10
W
y
L
T
R / C
Dentes de serra circular (madeira)
Design:
RetoSeu desenho
Dimensões:
Côncavo
Tratamento de superfície:
Pré-solda:
Nenhuma
Quantidade:
Número de peças: Previsão de volume anual:
Classe:
Por favor indique sua aplicação e iremos sugerir a melhor classe para suas necessidades
SUPORTE TÉCNICO \ DENTES PARA SERRA CIRCULAR (MADEIRA)

TOOLMAKER SOLUTIONS BY CERATIZIT28
CT SB00 CT SB02
TS8 TS42
DA
CTOPP10
TL
WT =W =L =
α=T =W =L =
W
LT7°
Limpadores
Design:
Seu desenho
Dimensões:
Tratamento de superfície:
Pré-solda:
Nenhuma
Classe:
Quantidade:
Número de peças: Previsão de volume anual:
Por favor indique sua aplicação e iremos sugerir a melhor classe para suas necessidades
SUPORTE TÉCNICO \ LIMPADORES
TOOLMAKER SOLUTIONS BY CERATIZIT 29
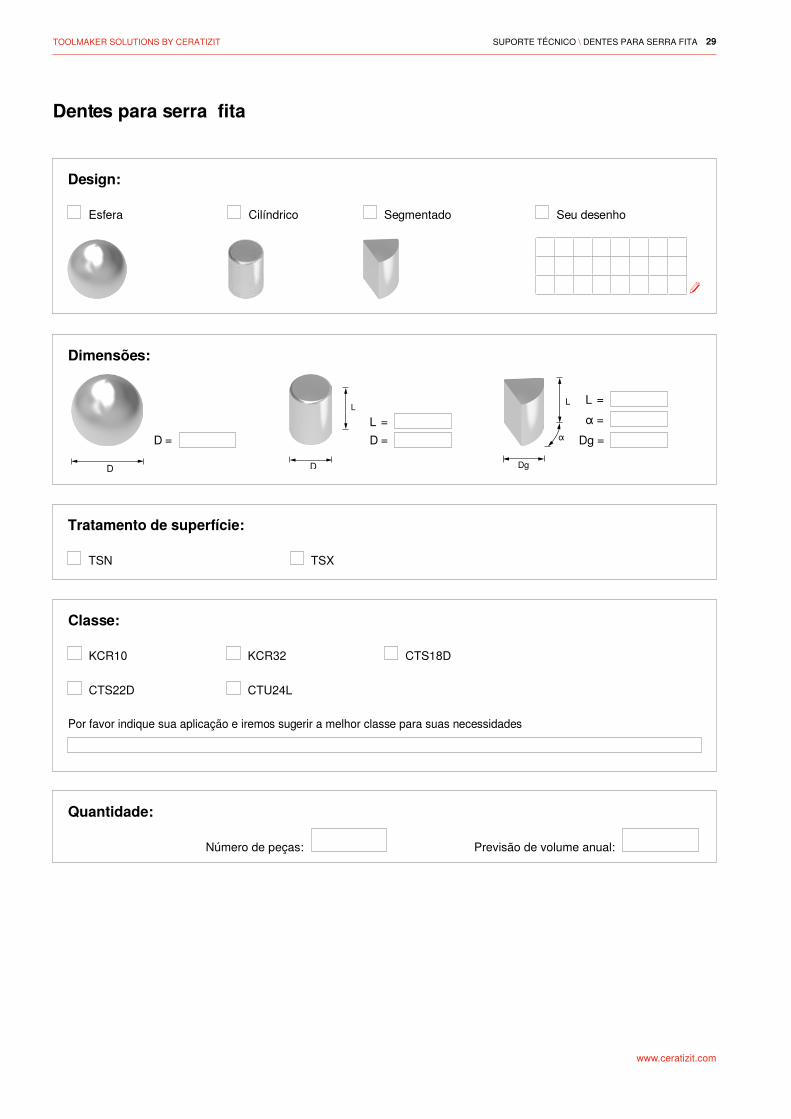
D =
KCR10 KCR32 CTS18D
CTS22D CTU24L
TSN TSX
D =L =
Dg =α=L =L
Dg
L
Classe:
Quantidade:
Número de peças: Previsão de volume anual:
Design:
Dimensões:
Tratamento de superfície:
Dentes para serra fita
Esfera Seu desenho Cilíndrico Segmentado
Por favor indique sua aplicação e iremos sugerir a melhor classe para suas necessidades
SUPORTE TÉCNICO \ DENTES PARA SERRA FITA

TOOLMAKER SOLUTIONS BY CERATIZIT30
TS90 TSN TS43 TS42 TSR1
DA PT
S25T S40T SMX CTS22DCTS18D
L =W =T =α =β =γ =R / C =
CTS24D KCR10 CTF34T
W
y
L
T
R / C
Dentes para serra circular (metais)
Design:
BlocoSeu desenho
Dimensões:
Reto
Tratamento de superfície:
Pré-solda:
Classe:
Nenhuma
Quantidade:
Número de peças: Previsão de volume anual:
Perfilado
Por favor indique sua aplicação e iremos sugerir a melhor classe para suas necessidades
SUPORTE TÉCNICO \ DENTES DE SERRA CIRCULAR (METAIS)

TOOLMAKER SOLUTIONS BY CERATIZIT 31
CTOPP10 KCR06 KCR18+
L
W
T
Barras
Tipo:
Seu desenho
Dimensões e tolerâncias:
Acabamento da superfície:
Classe:
Quantidade:Número de peças: Previsão de volume anual:
Retificada Bruta
Retângular
Com ranhuras
Sem ranhuras
±L =
±W =
±T =
Tratamento de superfície (jateamento de areia)
Favor especificar:
Com ranhuras
Sem ranhuras
Um chanfro
Dois chanfros
Com ranhuras
Sem ranhuras
α=
β=
Por favor indique sua aplicação e nós iremos sugerir a melhor classe.
SUPORTE TÉCNICO \ BARRAS

TOOLMAKER SOLUTIONS BY CERATIZIT32
KCR08 CTOPP10 KCR02+ KCR18+
L =W =T =d =C =β =γ =
L =W =T =d =R =β =
W = L
T
d
R
W
T
L
C
y
d
Facas
Facas quadradas
Estilo
Dimensões:
Solicitações adicionais:
Classe:
Quantidade:Número de peças: Previsão de volume anual:
Facas retas
Facas retas Facas quadradas
Raio da aresta
Por favor indique sua aplicação e nós iremos sugerir a melhor classe.
Por favor especifique se você tem alguma solicitação adicional como polimento ou ângulo/diâmetro de fixação especial:
Seu desenho
SUPORTE TÉCNICO \ FACAS
TOOLMAKER SOLUTIONS BY CERATIZIT 33
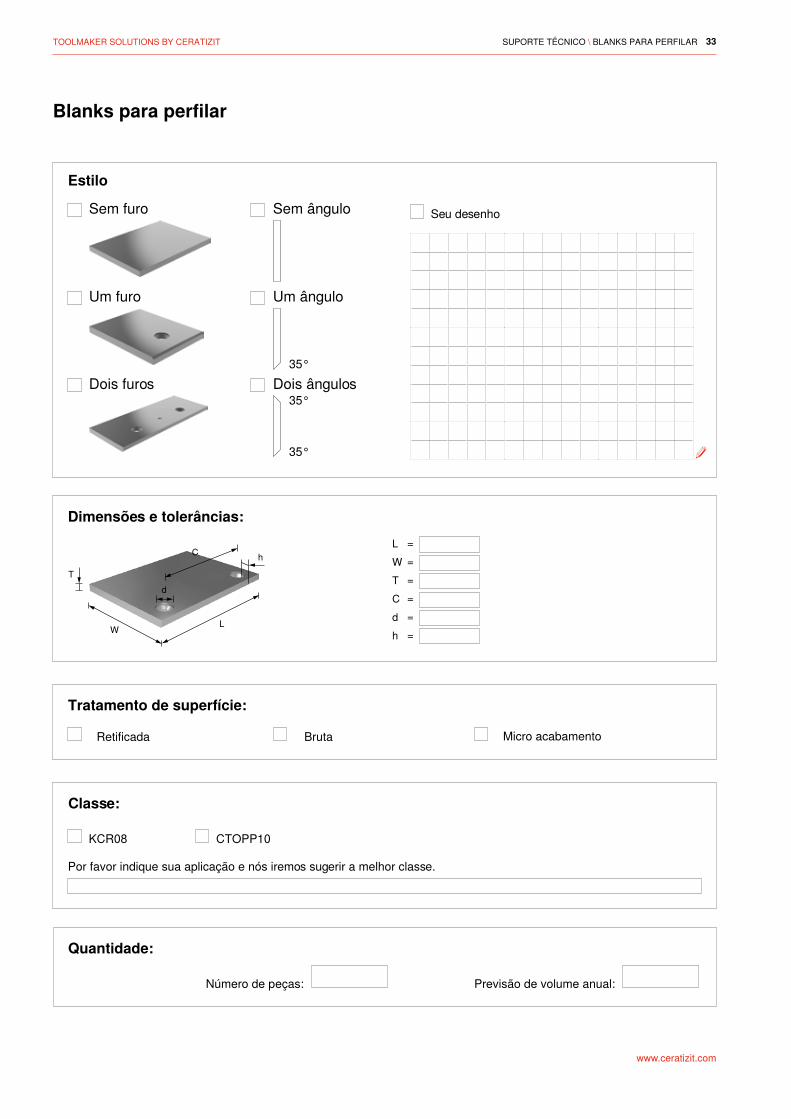
KCR08 CTOPP10
L =W =T =C =d =h =
35°
35°
35°
T
LW
d
C h
Blanks para perfilar
Estilo
Seu desenho
Dimensões e tolerâncias:
Tratamento de superfície:
Classe:
Quantidade:
Número de peças: Previsão de volume anual:
Retificada Bruta Micro acabamento
Sem furo Sem ângulo
Um furo Um ângulo
Dois furos Dois ângulos
Por favor indique sua aplicação e nós iremos sugerir a melhor classe.
SUPORTE TÉCNICO \ BLANKS PARA PERFILAR

TOOLMAKER SOLUTIONS BY CERATIZIT34
CTOPP10 KCR06 KCR05+
Ø =
L =
h6
h5
h4
2nd Ø
L
Ø
2nd L
Cilindros
Dimensões e tolerâncias:
Superfície de acabamento:
Classe:
Quantidade:
Cortado
Tipo:
Número de peças: Previsão de volume anual:
Retificada Bruta
Comprimento padrão
(Seu desenho)Geometria especial
Tolerância:
Micro acabamento
(opcional)
(opcional)
Por favor indique sua aplicação e nós iremos sugerir a melhor classe.
Chanfro =
SUPORTE TÉCNICO \ CILINDROS

Bosnia-HerzegovinaPROCEDOBIH-71320Vogošća-Sarajevo Nova industrijska zona bb T. + 387 (0)33 424 – 351E. [email protected]
United Arab EmiratesHASSANI TRADING COUAE-Dubai Investment ParkP.O. Box 286 T. +971 4899 444F. +971 5899 444E. [email protected]
IrelandJ.Jackson Tools IE-A63YC03-KilcooleLewna, Sea Road T. +353 1 2877 141E. [email protected]
PolandRodelPL-05-506 Magdalenka ul. Okrezna 34 T. +48 22 757 7938T. +48 22 757 9774 E. [email protected]
RomaniaS.C. Metal Disc S.R.LROU-077086 FundeniStr.Doinei nr. 55T. +40 21 240 40 89E. [email protected]
RussiaCRI LLCM. Dimitri AlexandrovRUS-117449 MOSCOWKar'er street 2A bld 1 – room 007 T. +7 4952294972 T. +7 49952294972
South AfricaTechnical + General Distribution ZAF-2194 Randburg 93 Milner Road T. +27 118864122
South AmericaEurosierras S.A.S. COL-KRA 44A 31-112 Medellin / Colombia T. +57 4322 9108 E. [email protected]
UkrainePE Mukiyevskaya UKR-03048 Kiev Pulyua street 3/ app 121T. +38 044 246 02 81 E. [email protected]
United StatesGrasche USA, Inc.US-28602 Hickory, NC240 Performance Dr, SE. T. +1 (828) 322-3253 x 109 F. +1 (828) 322-6459 E. [email protected]
United StatesSoutheast Tool, IncT. +1 877-465-7012 F. +1 866-945-9433 E. [email protected] www.southeasttool.com
OPERANDO GLOBALMENTE PARA VOCÊ – NOSSA REDE DE DISTRIBUIÇÃO

Headquarters:
CERATIZIT S.A. LU-8232 MamerT. +352 31 20 85-1E. [email protected]
WorldwideCERATIZIT Luxembourg S.à r.l. LU-8232 MamerT. +352 31 20 85-1E. [email protected]
BrazilCERATIZIT América Latina Ltda.BR-06453-002 Barueri, São PauloT. +55 11 4133 2300E. [email protected]
ChinaCB-CERATIZIT Xiamen69 Xingxi Road, Xinglin, Jimei,CN-361022 Xiamen (Jimei), ChinaT. +86 592 666 1000
IndiaCERATIZIT India Pvt. Ltd.IN-Bengaluru 560099T. +91 80 4043 1262E. [email protected]
ItalyCERATIZIT Italia S.p.A.IT-22040 Alserio (CO)T. +39 031 6349 211E. [email protected]
NetherlandsCERATIZIT Nederland B.V.NL-4707 AT RoosendaalT. +31 165 55 08 00E. [email protected]
Spain / PortugalCERATIZIT Ibérica S.L.ES-28031 MadridT. +34 91 351 0609E. [email protected] Su
jeito
a a
ltera
ções
técn
icas
e m
elho
rias
na p
rodu
ção.
7003
181
MA-
PRO
-068
9-PT
-05/
17