SILISE – SISTEMA LIMITE SEGURO - Revista Ferroviária ... · Nós, alunos dos cursos Técnico em...
12
SILISE – SISTEMA LIMITE SEGURO
Transcript of SILISE – SISTEMA LIMITE SEGURO - Revista Ferroviária ... · Nós, alunos dos cursos Técnico em...

SILISE – SISTEMA LIMITE SEGURO

2
Resumo
Nós, alunos dos cursos Técnico em Sistemas Eletroeletrônicos de Transportes sobre Trilhos e Técnico em Sistemas Mecânicos de Transporte sobre Trilhos do Centro de Formação Profissional “Engº James C. Stewart”, com a finalidade de reunir os conhecimentos adquiridos em todos os componentes curriculares, desenvolvemos este Trabalho de Conclusão de Curso embasado na disciplina de Projetos ministrada pelo professor Gilberto Arruda. A idéia desse projeto surgiu durante uma pesquisa de campo ocorrida no Abrigo de Presidente Altino, Osasco, onde recebemos informações de que o controle de desgaste de sapatas e pastilhas de freio é feito através de inspeções visuais, que acontecem quando o trem atinge a quilometragem necessária para ser feita uma revisão de manutenção. O projeto SILISE nada mais é do que a melhoria no processo, pois agilizará na identificação de quais sapatas estão danificadas para a substituição, através de um limitador que será instalado na contra-sapata. Este projeto é uma idéia que tivemos e colocamos em prática, visando a otimização no processo de manutenção.

3
Introdução
Figura 1: Desgaste total de sapata de freio
O desgaste da sapata de freio e da roda ferroviária durante a operação comercial constitui um item de expressiva influência no custo da manutenção dos sistemas. Pensando nisso, o projeto Silise veio para aperfeiçoar o processo de manutenção, pois, por meio de um sistema visual, mostra com exatidão o fim da vida útil da sapata de freio, impedindo, assim, que seu desgaste total danifique um dos principais componentes do sistema ferroviário: as rodas. Justificativa do projeto Metas específicas O projeto Silise tem como prioridade a otimização do processo de manutenção e a otimização do desempenho do trem na circulação comercial através de um dispositivo que identificará o limite ideal de uso das sapatas de freio.
1. Metas abrangentes, situação atual e revisões
A implantação do projeto tem como objetivos indiretos a redução de alguns fatores problemáticos, tais como tempo de parada dos trens nas oficinas e agressão às rodas. Atualmente, as sapatas de freio são inspecionadas visualmente por quatro ou dois funcionários, e isso de acordo com cada série de trem e com cada abrigo. No processo atual, após atingir a quilometragem, o trem é recolhido à oficina, para ser feita a revisão, na qual um funcionário do setor de material rodante percorre cada carro fazendo a vistoria de como estão às sapatas. Em caso de anormalidades ou de fim de vida útil destas, o funcionário faz a marcação nas sapatas que precisam ser substituídas e, em seguida, as substitui.
Tabela1: Revisões Série Número de TUE’s Quilometragem 4400 11 15.000 1400 4 10.000 1600 6 10.000 5500 7 12.000 1700 - 15.000 1100 - 15.000
Visando à segurança na circulação de trens, algumas sapatas são trocadas antes do fim de
sua vida útil, ou seja, antes do limite de sua condenação. Sendo assim, torna-se impossível uma verificação sapata por sapata de todos os carros, diariamente. 2. Fornecedores e vida útil de sapatas
De acordo com algumas informações, algumas sapatas fornecidas para a XXXX, desgastam-se totalmente antes do fim de sua vida útil, que é de, no mínimo, 18.000 (dezoito mil) quilômetros. As sapatas de freio devem atingir, no mínimo, 18.000 km (dezoito mil quilômetros) e, no máximo, 45.000 km (quarenta e cinco mil quilômetros). Cada sapata possui uma marcação, que mostra o limite de segurança estabelecido pelo fabricante. Ao atingir esse limite, que varia de 10 (dez) mm a 20 (vinte) mm, dependendo da série do trem, a sapata tem que ser retirada, pois atingiu seu limite de condenação.

4
Figura 2: Sapatas novas
Figura 3: Sapatas usadas
3. Condições de desgaste e não-desgaste das sapatas de freio
1) Desgaste natural (desgaste uniforme); 2) Desgaste por mau funcionamento do cilíndro (cilíndro não aplica o freio uniformemente); 3) Não ter desgaste por deficiência da alavanca (a sapata não alcança a roda); 4) Não ter desgaste por má qualidade do material (dureza excessiva do material). A forma de desgaste das sapatas de freio depende quase que exclusivamente do material utilizado pelo fabricante na sua fabricação, pois há sapatas que se desgastam antes de atingir o limite de vida útil especificada pelo fabricante, assim como há aquelas que são de material de maior dureza: além de não se desgastarem, acabam danificando as rodas. 4. Dureza inferior ao ideal (muito macia)
1) Aquecimento excessivo (encruamento); 2) Trincas térmicas (formadas na superfície do rolamento, tanto na sapata como na roda). 5. Dureza superior ideal (Alta dureza)
1) Agressão às rodas, ocasionando sulcos circunferenciais (canal na superfície plana); 2) Escoamento; 3) Desprendimento de material, fazendo-se necessário a usinagem (fresagem do rodeiro). Para isso, há a norma de fresamento, que especifica as medidas ideais de acordo com a vida útil da roda. Todas as outras sete rodas devem passar pelo mesmo processo. 6. Trocas de Sapatas de freio
Figura 4: Sapatas obsoletas
Atualmente, são trocadas cerca de 20 a 30 sapatas de freio por dia, no caso do abrigo de Engenheiro São Paulo. 7. Temperatura Em condições normais de trabalho, a sapata chega a 100°C, podendo, em alguns casos, chegar a 80°C. Em condições extremas, a temperatura da roda, por causa do atrito com a sapata, atinge de 110°C a 115°C, às vezes 200º C. Essa temperatura é medida através de medidor de temperatura com infravermelho.

5
8. Influência da roda no sistema de freio
Figura 5: Trincas (defeito na pista de rolagem)
A frenagem pode ser ineficiente, causando defeitos na pista de rolagem. 9. Classificação das degradações e nível de prioridades de rodas Os termos constantes neste procedimento se aplicam a todas as áreas da XXXX e empresas Contratadas que inspecionam e controlam a qualidade de rodas e servirão para indicar o grau de degradação e os tipos de problemas a serem identificados.
ATENÇÃO - O TUE ou Locomotiva poderá circular devendo ser acompanhado periodicamente; PRIORIDADE - O TUE ou Locomotiva deverá ser programado urgentemente para usinagem e poderá circular até a usinagem; URGENTE - O TUE ou Locomotiva não poderá entrar em operação até que tenha suas rodas usinadas ou rodeiro substituído; TRINCAS - São fendas/fissuras totais ou parciais que podem ocasionar a ruptura total da roda; SUPERAQUECIMENTO - É caracterizado pelo excesso de temperatura e pode ser identificado pela alteração de coloração da roda, sendo verificado um tom marrom avermelhado do aro até a alma ou manchas azuis na superfície de rolamento, superfície interna e externa do aro; REPERFILAR - Restaurar o perfil original da roda pelo processo de usinagem. 10. Tipos de degradações
Trincas Térmicas são pequenas fissuras normalmente provocadas por resfriamentos bruscos, após aquecimento contínuo gerado durante a frenagem e se apresentam, na maioria das vezes, na superfície de rolamento. Algumas vezes, temos fissuras também nos frisos. Normalmente, quando as sapatas estão mal posicionadas, essas trincas podem ser geradas no ombro da rodas; Desprendimento é a liberação de pedaços de metal da superfície de rolamento; Travamento/Calo é uma planicidade na superfície de rolamento causada, normalmente, pelo deslizamento da roda. Algumas vezes, após o travamento, podemos ter escoamento de material originando, assim, o calo; Cova é uma depressão (cratera) na superfície de rolamento normalmente ocasionada pelo desprendimento de material; Escoamento é a migração de material da superfície da roda para a face externa da roda, formando rebarbas, o que se verifica, normalmente, próximo do fim da vida da roda; Sulcos Circunferenciais ocorrem na superfície de rolamento e normalmente são provocados pelo contato da contra-sapata com a roda ou de corpo estranho de alta dureza no interior da sapata; Ondulação é o desgaste irregular na pista de rolamento, identificado na área que a sapata atua.
Quando ocorre um ou mais desses tipos de degradações na mesma roda, dependendo do nível de prioridade, o trem é recolhido e as rodas são reperfiladas dentro do limite estabelecido e dentro de sua vida útil. As figuras a seguir ilustram esses tipos de degradações:
Figura 6: Trincas térmicas
Figura 7: Trincas geradas no ombro da roda
Figura 8: Desprendimento

6
Figura 9: Travamento Figura 10: Calo
Figura 11: Cova
Figura 12: Escoamento
11. Padronização para identificação das rodas
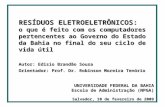
Para padronizar a identificação das rodas, os TUE’s terão suas rodas vinculadas aos próprios carros. Sendo assim, definimos a cabeceira dos trens para darmos origem à numeração. Fica estabelecido que a referência para identificação da cabeceira “A” do TUE é aquela onde se localiza a cabina. Os carros reboques deverão ter como referência para identificação da cabeceira “A” o lado que estiver voltado para a cabina do carro motor. Os carros reboques com cabina são independentes e têm a sua cabeceira respeitando o lado da cabina. Na série 4400, o carro motor terá sua cabeceira “A” voltada para o reboque com a cabina que contiver o compressor principal.
7
Teremos, então, a seguinte formação para veículos com 08 (oito) rodas: 1) o Rodeiro 1 terá as rodas 1 e 8; 2) o Rodeiro 2 terá as rodas 2 e 7; 3) o Rodeiro 3 terá as rodas 3 e 6; 4) o Rodeiro 4 terá as rodas 4 e 5. 12. Diâmetro de roda
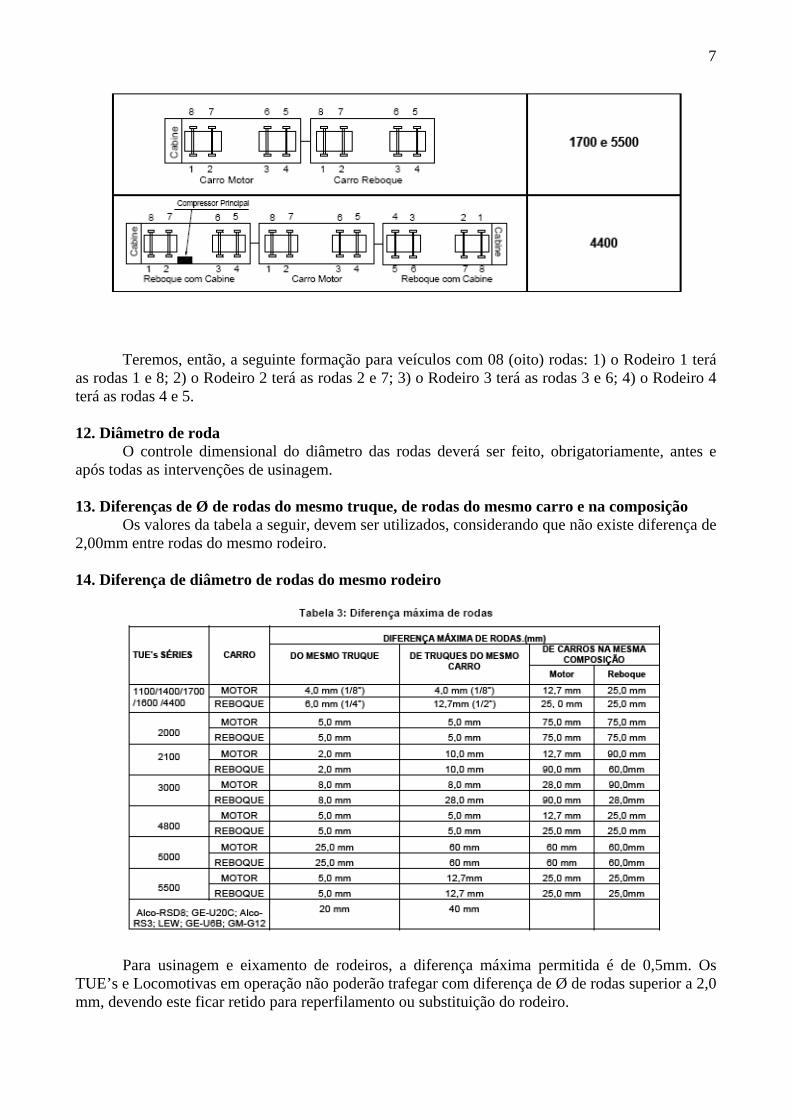
O controle dimensional do diâmetro das rodas deverá ser feito, obrigatoriamente, antes e após todas as intervenções de usinagem. 13. Diferenças de Ø de rodas do mesmo truque, de rodas do mesmo carro e na composição
Os valores da tabela a seguir, devem ser utilizados, considerando que não existe diferença de 2,00mm entre rodas do mesmo rodeiro. 14. Diferença de diâmetro de rodas do mesmo rodeiro
Para usinagem e eixamento de rodeiros, a diferença máxima permitida é de 0,5mm. Os
TUE’s e Locomotivas em operação não poderão trafegar com diferença de Ø de rodas superior a 2,0 mm, devendo este ficar retido para reperfilamento ou substituição do rodeiro.

8
15. Diâmetro de rodas após usinagem e limite de uso para diâmetro de rodas Os valores, a seguir, são orientativos e maiores que o limite de condenação para compensar
os custos de usinagem. É recomendado que as rodas, após usinagem, tenham espessura mínima de aro de 28mm. As rodas, após usinagem, devem estar dentro dos padrões dimensionais de segurança e isentas de qualquer tipo de degradação identificada neste procedimento.
Os valores, a seguir, poderão ser atingidos se a espessura de aro e friso estiverem dentro das dimensões de segurança, além da ausência de defeitos na condição “Prioridade”.
16. Identificação e classificação das degradações das rodas
Os itens, a seguir, definirão as condições de priorização para usinagem ou substituição das rodas, bem como a retenção ou liberação das rodas para a operação. 17. Trincas Térmicas
Qualquer trinca de outra natureza que não tenha sido contemplada neste item deve ser tratada como urgente, retirando-se o rodeiro de operação. 18. Vértice entre Face externa da roda e superfície de rolamento
Quando for identificado trinca no ombro da roda do TUE ou da Locomotiva, a composição deverá ser retida para usinagem ou substituição do rodeiro, ficando na condição de “Urgente”. 19. Superfície de rolamento da roda
As trincas na superfície de rolamento devem ser evitadas. Porém, quando do seu aparecimento, estas serão classificadas da seguinte maneira:
Lembramos que, na condição de urgente, a composição deverá ficar retida, para usinagem ou substituição do rodeiro. 20. Friso
Quando for identificado trinca no friso da roda, o TUE, a Locomotiva ou a composição deverá ser retida para usinagem ou substituição do rodeiro, ficando na condição de “Urgente”.

9
21. Desprendimento Quando os desprendimentos são de 19mm na largura ou comprimento, quando são mais ou
menos contínuos no perímetro da roda e sempre que forem de 25,4 mm no comprimento e largura, a roda deve ser retirada de serviço. Os critérios para classificação são os seguintes:
22. Travamento – Calo
Os travamentos identificados na superfície da roda serão classificados da seguinte maneira:
23. Covas
As covas identificadas na roda serão definidas assim:
24. Escoamento
O escoamento é classificado da seguinte maneira:
25. Sulco circunferencial
As rodas com um ou mais sulcos e com profundidade 2mm serão classificadas como “urgentes”. Nesse caso, a composição deverá ser retida e o rodeiro usinado ou substituído.
≥
26. Ondulação
As rodas com ondulações de profundidade 2mm serão classificadas como “urgentes”. A composição deverá ser retida e o rodeiro que apresenta o problema deverá ser usinado ou substituído. 27. Defeitos no friso
Caso ocorra algum defeito no friso, com profundidade de 2mm, a manutenção deverá ser classificada como “urgente“, sendo o rodeiro usinado ou substituído.

10
28. Trincas de alma (disco)
Quando constatadas trincas circunferenciais ou transversais, a manutenção deve ser classificada como “urgente”. A composição deverá ficar retida, seu rodeiro deverá ser substituído e a roda deverá ser sucateada. 29. Trinca no cubo da roda
Quando constatada qualquer trinca, a manutenção da composição será classificada como “urgente“, devendo ficar retida e tendo seu rodeiro substituído, bem como sua roda, sucateada. 30. Superaquecimentos
Caso seja identificado sinal de superaquecimento na roda, a composição deverá ficar retida, tendo o rodeiro e a roda substituídos. 31. Situação proposta
Como demonstrado, o comportamento das sapatas de freio afeta diretamente a segurança e disponibilidade operacional do material rodante. Através dessas informações, desenvolvemos o projeto Silise, que tem como objetivo detectar o limite ideal do desgaste das sapatas de freio dos trens. Isso através de um sistema eletromecânico, que funciona como um fim de curso, que, ao ser acionado mecanicamente, aciona também, através de um botão, um circuito elétrico. Esse fim de curso estará localizado na contra sapata de freio, fixado através de abraçadeiras, podendo, assim, ser ajustado a cada troca de sapata. 32. Instalação
Figura 16: Desgaste não uniforme da sapata de freio
Serão instalados dois fins de curso por sapata de freio, devido ao seu desgaste não uniforme. Sendo assim, será possível acionar o fim de curso de qualquer maneira que a sapata se desgastar. Os fins de curso serão instalados através de abraçadeiras fixadas na contra-sapata. Como exemplo, indicamos a contra-sapata utilizada nos trens da série 1600, porém cada série terá sua própria adaptação de acordo com as condições e disposições da contra-sapata.
Figura 17: Equipamento instalado no truque
Figura 18: Fim-de-curso

11
33. Funcionamento
No momento em que a sapata chegar a seu limite ideal de desgaste, fará com que o fim de curso entre em contato com a roda, acionando-o, fazendo com que este acione um botão interno, ativando, assim, a sinalização elétrica, tanto na cabine do maquinista como nos painéis localizados em cada carro. Ao ser acionada a sinalização tanto da cabine como dos carros, o maquinista deverá avisar o CCO (Centro de Controle Operacional) da necessidade de troca de sapatas, devendo o trem, no fim do dia, ser recolhido para essa troca.
Utilizando-se da bateria do trem para seu funcionamento e com baixo consumo de energia, o projeto Silise baseia-se no funcionamento de portas lógicas. No momento em que o fim-de-curso encostar na roda, será enviado um sinal para os CI´s, que, ao processarem a informação, acenderão um led vermelho na cabine do maquinista, indicando que uma das sapatas chegou a seu limite ideal de desgaste. Na oficina, os técnicos poderão saber em qual roda a sapata atingiu seu limite de uso. Isso através de uma indicação lateral também feita por led´s de cor vermelha.
Figura 20: Esquema de portas lógicas 34. Componentes mecânicos e elétricos
1) Fim de curso – Material: Aço rápido, temperado e revenido; abraçadeiras de aço mola; 2) Caixa para disposição de led’s – Material: Aço inox; 3) Placa ponto a ponto; 4) Micro switch; 5) Led´s vermelhos; 6) Led´s verdes; 7) Cabo de rede; 8) Reguladores de tensão; 9) CI´s OR e NOT; 10) Resistores; 11) Cooler.

12
35. Vantagens e investimento
1) Garantir o índice de disponibilidade elevado; 2) otimização da mão-de-obra; 3) otimização da utilização do componente (sapata); 4) otimização do trem na circulação comercial.
Quando há problemas nas sapatas de freio, isso interfere na disponibilidade da frota. Para uma composição de seis carros com uma sapata por roda: 1) Parte elétrica: R$ 640,00 reais; 2) Parte mecânica: R$ 1.728,00 reais; 3) Total: 2.368,00 reais. 36. Amortização
Foi estudada com base no trem da série 1600 da XXXX, que roda aproximadamente 400 km/dia, conseqüentemente fazendo 10 viagens. Um trem parado custa aproximadamente R$ 40.000,00 para a XXXX. Uma sapata de freio tem sua vida útil entre 18.000 km e 45.000 km, ou seja, aproximadamente de 45 a 120 dias, dependendo do tempo de freio aplicado. Na inspeção de 7.500 km e 15.000 km, dois ou quatro empregados verificam a situação das sapatas de freio. Se, nesse período, evitarmos que a utilização das sapatas atinja 90% com a troca de 97 sapatas, a XXXX teria o retorno da implantação de nosso projeto Silise. Se for reduzido o número de empregados de quatro para apenas um na inspeção, o nosso projeto Silise seria pago em 273 inspeções. Se evitarmos a perda de rodas por sulco circunferencial, a XXXX teria o retorno com apenas a troca de roda danificada. Se, finalmente, evitarmos a fresagem/torneamento das rodas, o projeto seria pago em 19 fresagens/torneamentos evitados. Os valores da amortização foram aproximados, pois, devido à falta de informações sobre sapatas desperdiçadas, sobre o tempo médio trabalhado para inspeção das sapatas de freio e sobre a quantidade de rodas danificadas por causa da sapata, fizemos a média apenas dos valores que conseguimos durante visitas técnicas. 37. Manutenção e possibilidades
A manutenção do equipamento pode ser feita em cada revisão dos trens de acordo com suas quilometragens especificadas. Tudo para que venha garantir o índice de segurança e confiabilidade tanto do equipamento como da manutenção em si. O projeto proposto foi pensado para a situação atual das séries de trens que utilizam o sistema de sapatas de freio em atrito com as rodas. Porém, pode ter sua aplicabilidade em sistemas de freio a disco. Assim como sua sinalização que será acionada por fim-de-curso e que será individualizada, cada sapata que chegar a seu limite ideal de desgaste terá uma sinalização (um led individual para cada uma). Porém, pode-se adaptar apenas dois led´s que serão acionados por um sensor indutivo, uma para cada lado de cada carro do TUE (Trem Unidade Elétrica). Tudo isso de acordo com o procedimento que a operadora (empresa) quiser adotar. 38. Conclusão
Comprovou-se a grande aplicabilidade do projeto SILISE para a maximização da vida útil das sapatas de freio na manutenção e para garantia de maior conforto a todos envolvidos.
Referências bibliográficas www.alstom.com.br www.cptm.org.br www.villares.com.br www.armco.com.br www.revistaferroviaria.com.br www.wikipedia.org