Sistema de Tratamento de Gases Atmosféricos
50
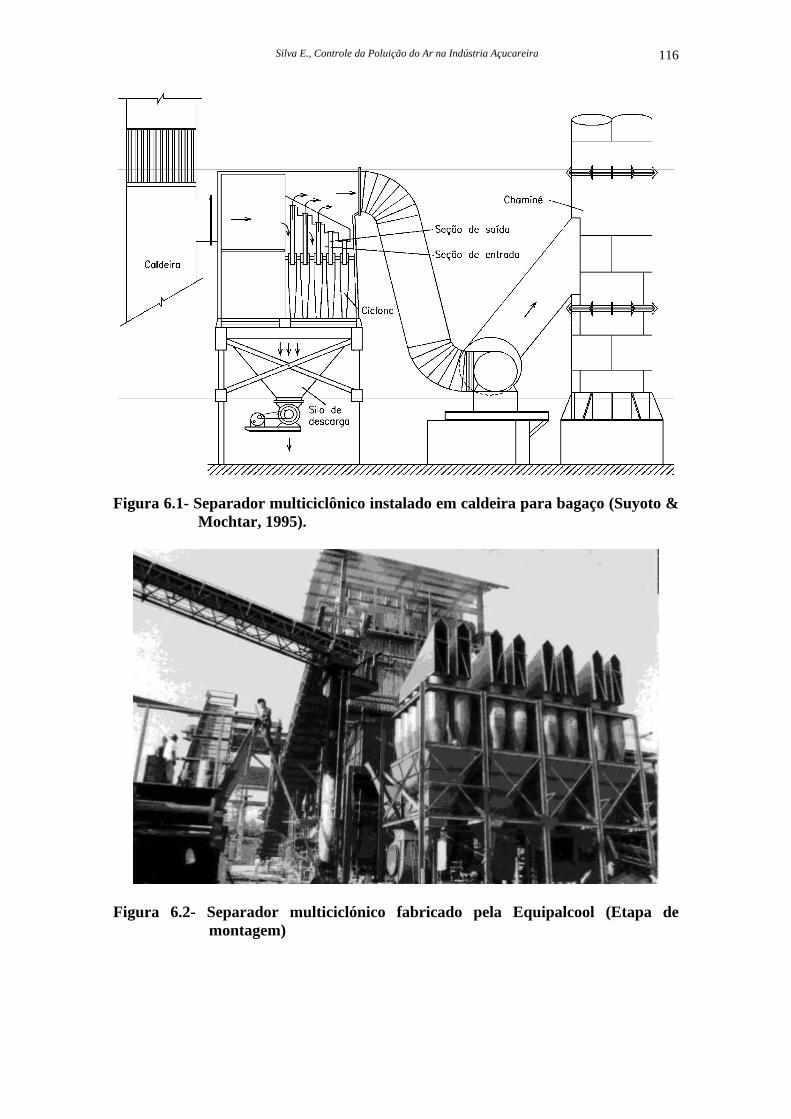
Silva E., Controle da Poluição do Ar na Indústria Açucareira 115 6- TECNOLOGIAS PARA O CONTROLE DE PARTICULADOS EM CALDEIRAS A BAGAÇO: EXPERIÊNCIAS DE OPERAÇÃO 6.1- Multiciclones Segundo Allan & Fitzgerald (1972) na indústria açucareira da África do Sul predominava naquela época separadores do tipo multiciclone com células de aproximadamente 300 mm de diâmetro. A eficiência de separação com os selos de descarga em bom estado e sem fugas internas era de aproximadamente 70 %. Na indústria Australiana o diâmetro das células varia na faixa de 152-250 mm (Ford, 1989). Os separadores ciclônicos geralmente estão localizados antes dos ventiladores de tiragem induzida. Isto permite evitar o intenso desgaste erosivo ocasionado pela ação da cinza volátil nas pás dos mesmos. Assim, os separadores operam sob pressões negativas, pois as imperfeições nos selos e uniões soldadas provocam infiltrações de ar que afetam consideravelmente seu rendimento. Uma infiltração de ar de 5 % pode duplicar a concentração de particulados à saída do separador (Ford, 1989). A extração de 10-15 % do volume total de gás diretamente do silo de descarga do multiciclone aumenta a eficiência do mesmo, pois diminui o fenômeno de "re-entrada" das partículas mais finas de cinzas no fluxo de gás já limpo. A Figura 6.1 mostra o esquema de um separador multiciclônico instalado numa caldeira a bagaço (Suyoto e Mochtar, 1995). A concentração de particulados na saída está na faixa de 400-500 mg/Nm 3 para uma eficiência média de 94,6 % (com a extração de 10 % do volume de gás diretamente do silo). Também têm tido aplicação industrial separadores multiciclônicos com células tipo fluxo axial. Campanari (1995) com base na experiência do Centro de Tecnologia da COPERSUCAR (Brasil) sustenta que a densidade relativamente baixa da cinza e da fuligem do bagaço exigem um projeto específico dos multiciclones de alta eficiência com velocidade de entrada de gás menor que a aceitada nos projetos convencionais. A concentração de cinzas no gás à saída do separador multiciclônico desenvolvido pela COPERSUCAR é de 450 mg/Nm 3 . As Figuras 6.2 e 6.3 mostram a instalação de multiciclones para caldeiras bagaceiras fabricada pela Equipalcool. O diâmetro de cada ciclone está entre 0,7-1,0 m e a eficiência do multiciclone é de aproximadamente 80 %. Atualmente os multiciclones são utilizados principalmente como uma etapa preliminar ao precipitador eletrostático. A separação das partículas de maior diâmetro antes do precipitador diminui a possibilidade de incêndio no mesmo. 6.2- Lavadores de gás A Figura 6.4 mostra esquemas dos tipos de lavadores de gás mais utilizados na indústria açucareira (Allan, 1981). Experiências realizadas na África do Sul permitiram obter níveis de emissão de até 80 mg/Nm 3 . Uma área aberta de 23 % da bandeja com orifícios de 12 mm garante uma alta eficiência de separação. Flood et al. (1974) obtiveram nos testes realizados em vários lavadores de gás eficiências superiores a 97 %. Geralmente, os lavadores de gás e os precipitadores eletrostáticos constituem as únicas tecnologias que permitem cumprir com os valores normalizados de emissões limites permissíveis.
-
Upload
almir-rodrigues -
Category
Documents
-
view
74 -
download
38
Transcript of Sistema de Tratamento de Gases Atmosféricos
Silva E., Controle da Poluição do Ar na Indústria Açucareira 115
6- TECNOLOGIAS PARA O CONTROLE DE PARTICULADOS EM CALDEIRAS A BAGAÇO: EXPERIÊNCIAS DE OPERAÇÃO
6.1- Multiciclones Segundo Allan & Fitzgerald (1972) na indústria açucareira da África do Sul predominava naquela época separadores do tipo multiciclone com células de aproximadamente 300 mm de diâmetro. A eficiência de separação com os selos de descarga em bom estado e sem fugas internas era de aproximadamente 70 %. Na indústria Australiana o diâmetro das células varia na faixa de 152-250 mm (Ford, 1989). Os separadores ciclônicos geralmente estão localizados antes dos ventiladores de tiragem induzida. Isto permite evitar o intenso desgaste erosivo ocasionado pela ação da cinza volátil nas pás dos mesmos. Assim, os separadores operam sob pressões negativas, pois as imperfeições nos selos e uniões soldadas provocam infiltrações de ar que afetam consideravelmente seu rendimento. Uma infiltração de ar de 5 % pode duplicar a concentração de particulados à saída do separador (Ford, 1989). A extração de 10-15 % do volume total de gás diretamente do silo de descarga do multiciclone aumenta a eficiência do mesmo, pois diminui o fenômeno de "re-entrada" das partículas mais finas de cinzas no fluxo de gás já limpo. A Figura 6.1 mostra o esquema de um separador multiciclônico instalado numa caldeira a bagaço (Suyoto e Mochtar, 1995). A concentração de particulados na saída está na faixa de 400-500 mg/Nm3 para uma eficiência média de 94,6 % (com a extração de 10 % do volume de gás diretamente do silo). Também têm tido aplicação industrial separadores multiciclônicos com células tipo fluxo axial. Campanari (1995) com base na experiência do Centro de Tecnologia da COPERSUCAR (Brasil) sustenta que a densidade relativamente baixa da cinza e da fuligem do bagaço exigem um projeto específico dos multiciclones de alta eficiência com velocidade de entrada de gás menor que a aceitada nos projetos convencionais. A concentração de cinzas no gás à saída do separador multiciclônico desenvolvido pela COPERSUCAR é de 450 mg/Nm
3.
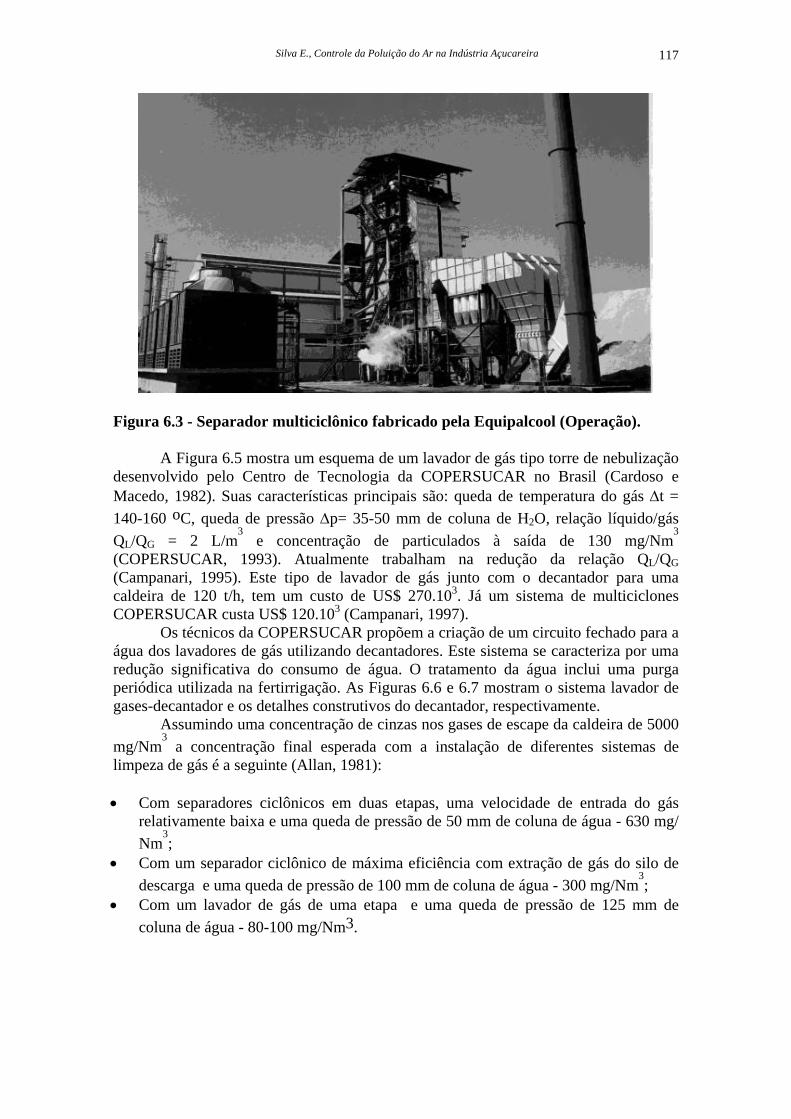
As Figuras 6.2 e 6.3 mostram a instalação de multiciclones para caldeiras bagaceiras fabricada pela Equipalcool. O diâmetro de cada ciclone está entre 0,7-1,0 m e a eficiência do multiciclone é de aproximadamente 80 %. Atualmente os multiciclones são utilizados principalmente como uma etapa preliminar ao precipitador eletrostático. A separação das partículas de maior diâmetro antes do precipitador diminui a possibilidade de incêndio no mesmo. 6.2- Lavadores de gás A Figura 6.4 mostra esquemas dos tipos de lavadores de gás mais utilizados na indústria açucareira (Allan, 1981). Experiências realizadas na África do Sul permitiram obter níveis de emissão de até 80 mg/Nm
3. Uma área aberta de 23 % da bandeja com
orifícios de 12 mm garante uma alta eficiência de separação. Flood et al. (1974) obtiveram nos testes realizados em vários lavadores de gás eficiências superiores a 97 %. Geralmente, os lavadores de gás e os precipitadores eletrostáticos constituem as únicas tecnologias que permitem cumprir com os valores normalizados de emissões limites permissíveis.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 116
Figura 6.1- Separador multiciclônico instalado em caldeira para bagaço (Suyoto &
Mochtar, 1995).
Figura 6.2- Separador multiciclónico fabricado pela Equipalcool (Etapa de
montagem)
Silva E., Controle da Poluição do Ar na Indústria Açucareira 117
Figura 6.3 - Separador multiciclônico fabricado pela Equipalcool (Operação).
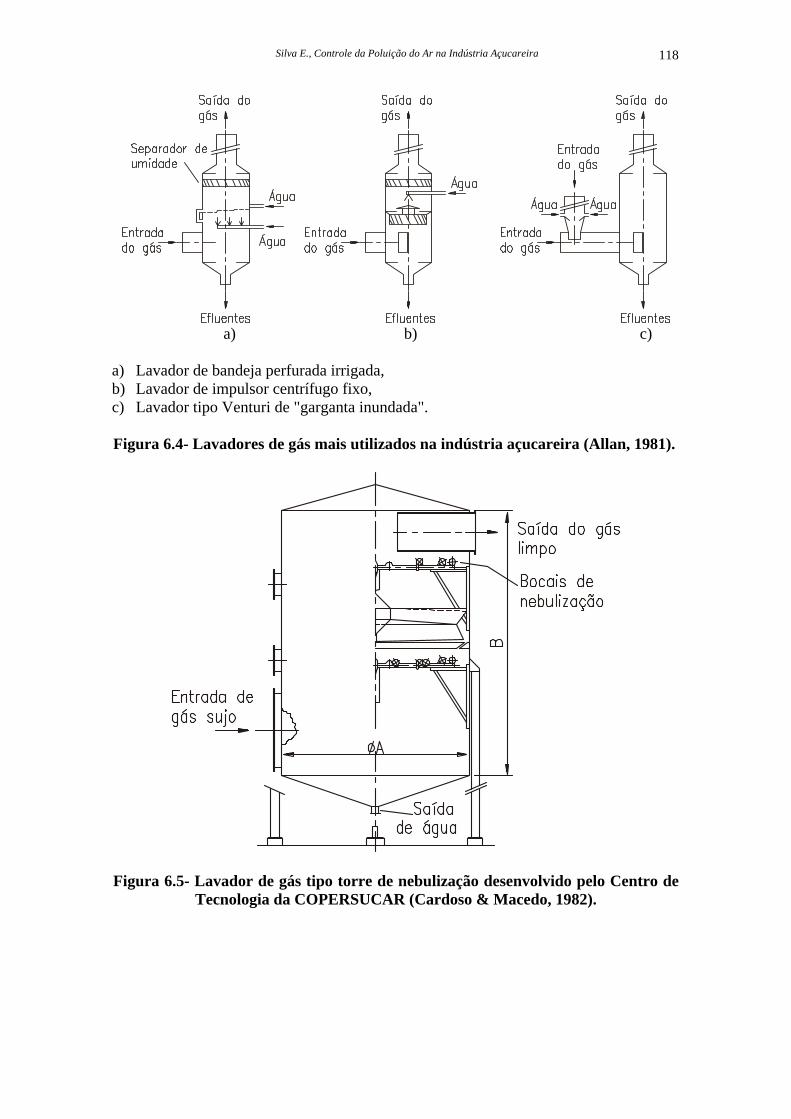
A Figura 6.5 mostra um esquema de um lavador de gás tipo torre de nebulização desenvolvido pelo Centro de Tecnologia da COPERSUCAR no Brasil (Cardoso e Macedo, 1982). Suas características principais são: queda de temperatura do gás ∆t = 140-160 oC, queda de pressão ∆p= 35-50 mm de coluna de H2O, relação líquido/gás QL/QG = 2 L/m
3 e concentração de particulados à saída de 130 mg/Nm
3 (COPERSUCAR, 1993). Atualmente trabalham na redução da relação QL/QG (Campanari, 1995). Este tipo de lavador de gás junto com o decantador para uma caldeira de 120 t/h, tem um custo de US$ 270.103. Já um sistema de multiciclones COPERSUCAR custa US$ 120.103 (Campanari, 1997).
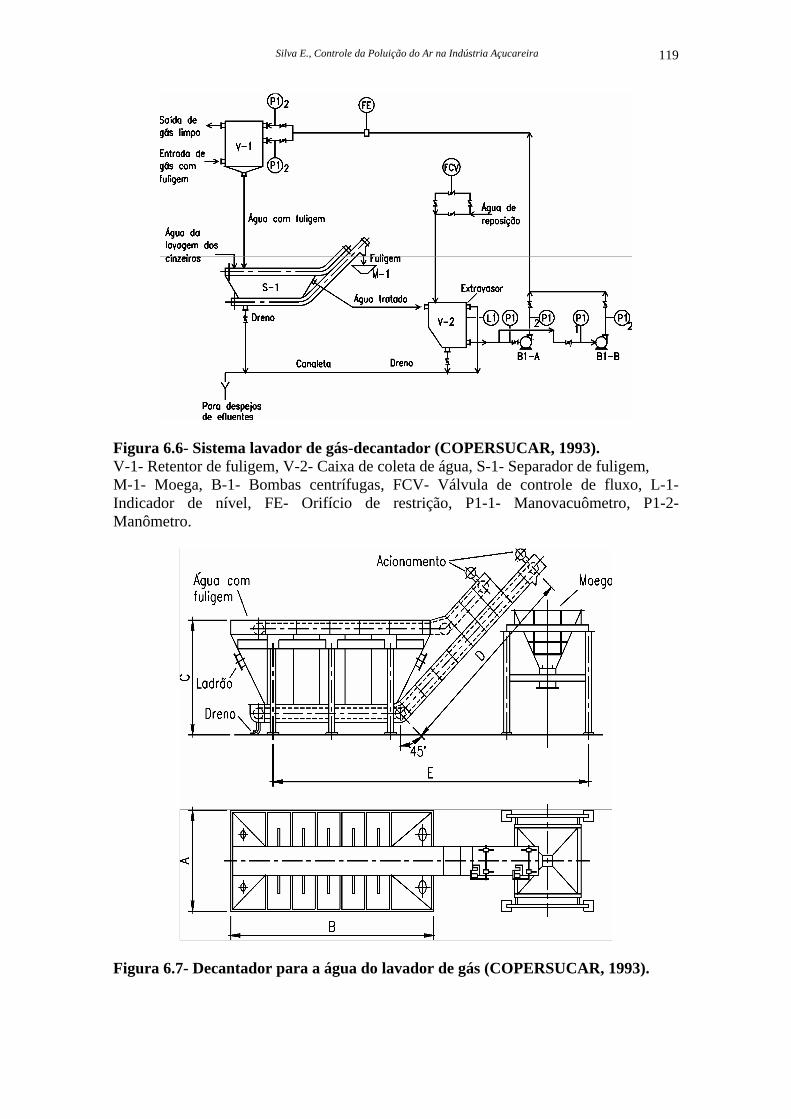
Os técnicos da COPERSUCAR propõem a criação de um circuito fechado para a água dos lavadores de gás utilizando decantadores. Este sistema se caracteriza por uma redução significativa do consumo de água. O tratamento da água inclui uma purga periódica utilizada na fertirrigação. As Figuras 6.6 e 6.7 mostram o sistema lavador de gases-decantador e os detalhes construtivos do decantador, respectivamente. Assumindo uma concentração de cinzas nos gases de escape da caldeira de 5000 mg/Nm
3 a concentração final esperada com a instalação de diferentes sistemas de
limpeza de gás é a seguinte (Allan, 1981): • Com separadores ciclônicos em duas etapas, uma velocidade de entrada do gás
relativamente baixa e uma queda de pressão de 50 mm de coluna de água - 630 mg/ Nm
3;
• Com um separador ciclônico de máxima eficiência com extração de gás do silo de descarga e uma queda de pressão de 100 mm de coluna de água - 300 mg/Nm
3;
• Com um lavador de gás de uma etapa e uma queda de pressão de 125 mm de coluna de água - 80-100 mg/Nm3.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 118
a) b) c) a) Lavador de bandeja perfurada irrigada, b) Lavador de impulsor centrífugo fixo, c) Lavador tipo Venturi de "garganta inundada". Figura 6.4- Lavadores de gás mais utilizados na indústria açucareira (Allan, 1981).
Figura 6.5- Lavador de gás tipo torre de nebulização desenvolvido pelo Centro de
Tecnologia da COPERSUCAR (Cardoso & Macedo, 1982).
Silva E., Controle da Poluição do Ar na Indústria Açucareira 119
Figura 6.6- Sistema lavador de gás-decantador (COPERSUCAR, 1993). V-1- Retentor de fuligem, V-2- Caixa de coleta de água, S-1- Separador de fuligem, M-1- Moega, B-1- Bombas centrífugas, FCV- Válvula de controle de fluxo, L-1- Indicador de nível, FE- Orifício de restrição, P1-1- Manovacuômetro, P1-2- Manômetro.
Figura 6.7- Decantador para a água do lavador de gás (COPERSUCAR, 1993).
Silva E., Controle da Poluição do Ar na Indústria Açucareira 120
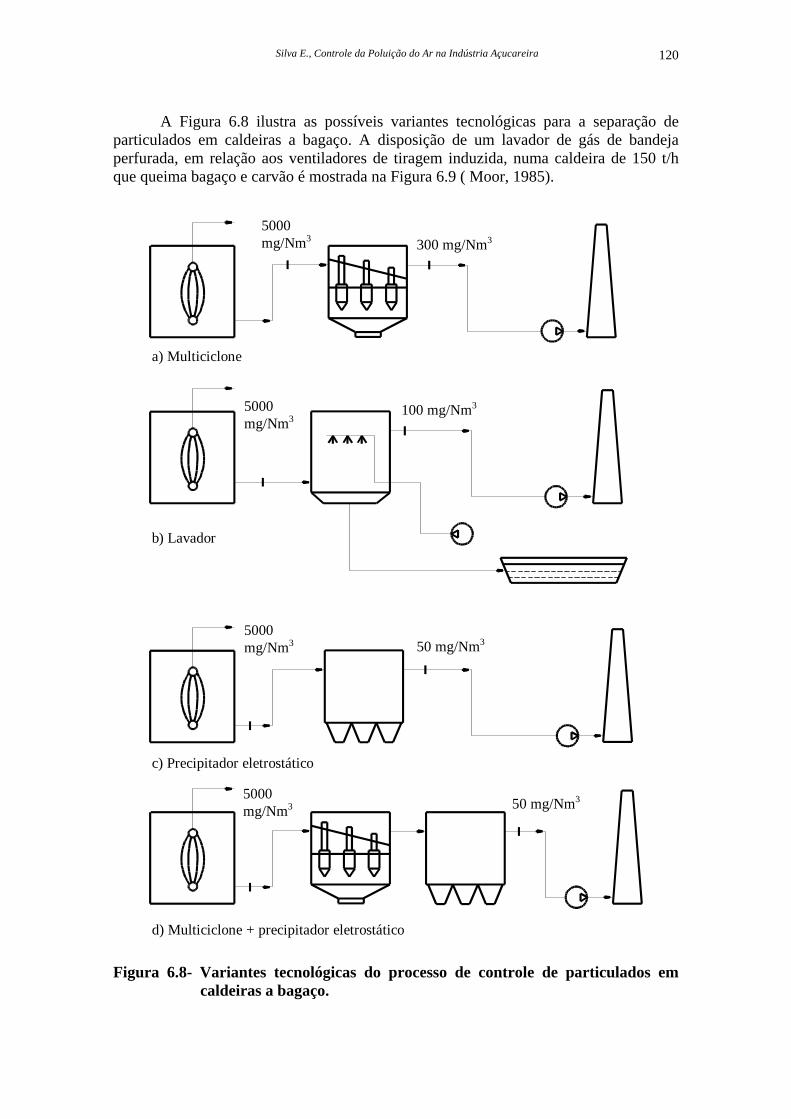
A Figura 6.8 ilustra as possíveis variantes tecnológicas para a separação de particulados em caldeiras a bagaço. A disposição de um lavador de gás de bandeja perfurada, em relação aos ventiladores de tiragem induzida, numa caldeira de 150 t/h que queima bagaço e carvão é mostrada na Figura 6.9 ( Moor, 1985).
300 mg/Nm3 5000 mg/Nm3
a) Multiciclone
100 mg/Nm3 5000 mg/Nm3
b) Lavador
50 mg/Nm3 5000 mg/Nm3
c) Precipitador eletrostático
50 mg/Nm3 5000 mg/Nm3
d) Multiciclone + precipitador eletrostático
Figura 6.8- Variantes tecnológicas do processo de controle de particulados em
caldeiras a bagaço.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 121
Um lavador de gás custa aproximadamente a metade de um precipitador eletrostático. Se for adicionado o custo do sistema de tratamento de efluentes (decantador, filtro de banda ao vácuo, bombas, etc) o custo é aproximadamente o mesmo. Se o tratamento da água utilizada for realizado no solo (por irrigação) o lavador de gás custará menos (Magásiner, 1996). 6.3- Precipitadores eletrostáticos Na usina açucareira de Okeelanta perto de South Bay, na Flórida foi construída uma planta de cogeração de 70 MW que entrou em operação comercial em 1995. O controle de particulados é realizado por precipitadores eletrostáticos de três campos em série, fabricados pela ABB Environmental Systems e projetados para uma emissão final de 46 mg/kWh de particulados (McIlvaine, 1996). O precipitador utiliza coletores de descarga tipo espiral e a eficiência com bagaço é de 99,21 % (ABB, 1994).
Nas caldeiras que queimam biomassa o alto conteúdo de coque nas cinzas faz com que o risco de incêndio, com conseqüentes danos ao precipitador, seja grande. A fim de controlar este fenômeno nos precipitadores de Okeelanta o projeto teve três importantes modificações (McIlvaine, 1996):
• O ventilador de tiragem induzida foi localizado antes do precipitador, a fim de
assegurar que a unidade opere com pressão positiva, o que reduz o risco de infiltrações de ar que pode propiciar a combustão;
• A remoção de cinzas dos silos é realizada de maneira contínua por meio de roscas transportadoras, a fim de evitar a acumulação das mesmas;
• A frequência de acionamento dos martelos de limpeza foi aumentada a fim de manter as placas coletoras livres de material potencialmente combustível.
Figura 6.9- Disposição de um lavador de gás de bandeja perfurada em relação aos
exaustores em uma caldeira de 150 t/h para bagaço e carvão (Moor, 1985).
Silva E., Controle da Poluição do Ar na Indústria Açucareira 122
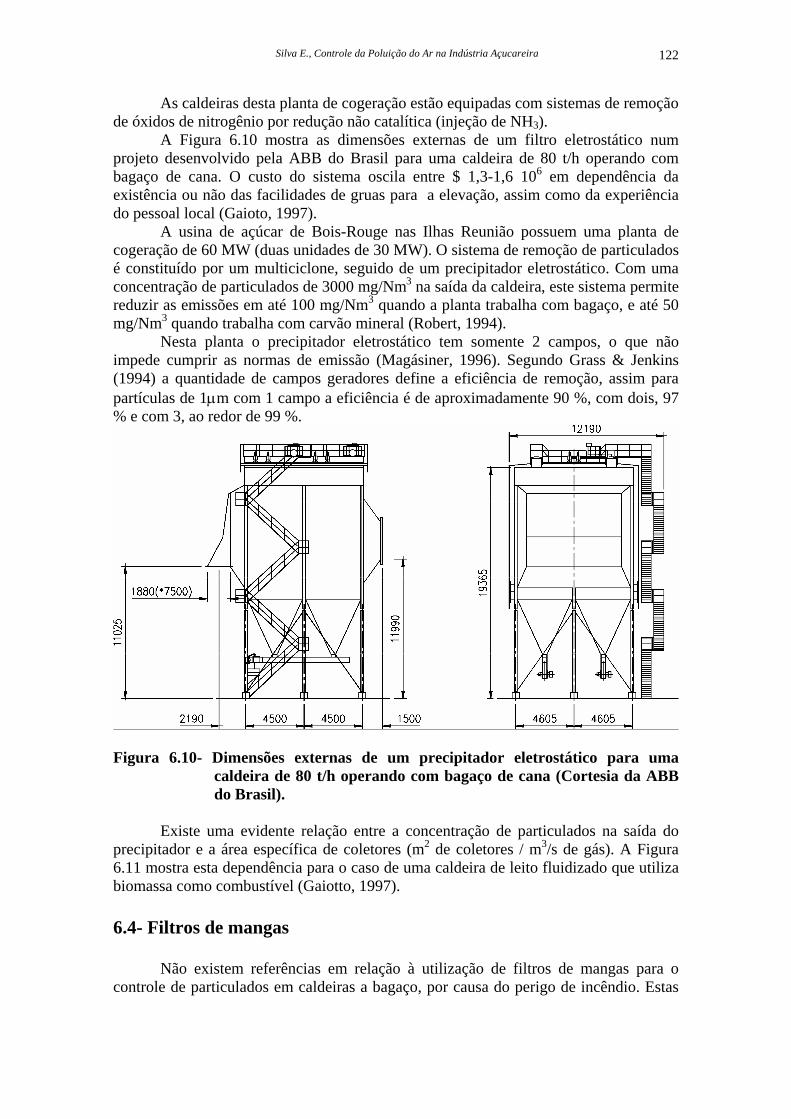
As caldeiras desta planta de cogeração estão equipadas com sistemas de remoção de óxidos de nitrogênio por redução não catalítica (injeção de NH3). A Figura 6.10 mostra as dimensões externas de um filtro eletrostático num projeto desenvolvido pela ABB do Brasil para uma caldeira de 80 t/h operando com bagaço de cana. O custo do sistema oscila entre $ 1,3-1,6 106 em dependência da existência ou não das facilidades de gruas para a elevação, assim como da experiência do pessoal local (Gaioto, 1997). A usina de açúcar de Bois-Rouge nas Ilhas Reunião possuem uma planta de cogeração de 60 MW (duas unidades de 30 MW). O sistema de remoção de particulados é constituído por um multiciclone, seguido de um precipitador eletrostático. Com uma concentração de particulados de 3000 mg/Nm3 na saída da caldeira, este sistema permite reduzir as emissões em até 100 mg/Nm3 quando a planta trabalha com bagaço, e até 50 mg/Nm3 quando trabalha com carvão mineral (Robert, 1994). Nesta planta o precipitador eletrostático tem somente 2 campos, o que não impede cumprir as normas de emissão (Magásiner, 1996). Segundo Grass & Jenkins (1994) a quantidade de campos geradores define a eficiência de remoção, assim para partículas de 1µm com 1 campo a eficiência é de aproximadamente 90 %, com dois, 97 % e com 3, ao redor de 99 %.
Figura 6.10- Dimensões externas de um precipitador eletrostático para uma
caldeira de 80 t/h operando com bagaço de cana (Cortesia da ABB do Brasil).
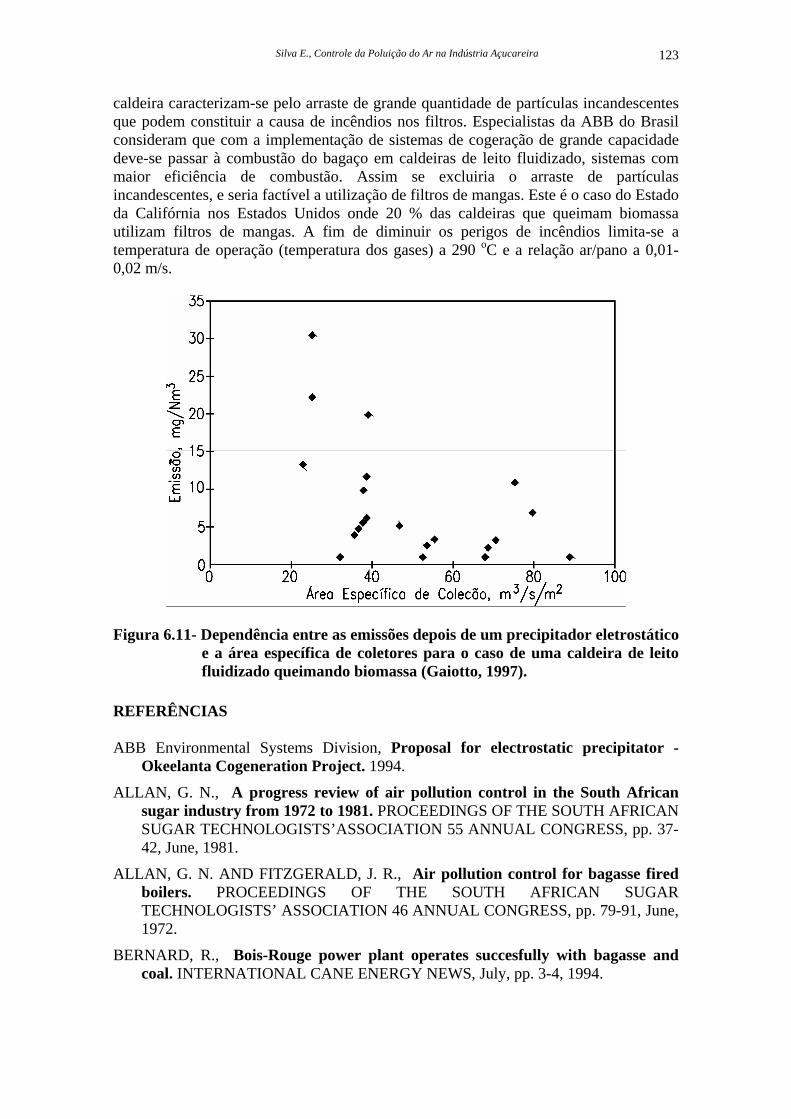
Existe uma evidente relação entre a concentração de particulados na saída do precipitador e a área específica de coletores (m2 de coletores / m3/s de gás). A Figura 6.11 mostra esta dependência para o caso de uma caldeira de leito fluidizado que utiliza biomassa como combustível (Gaiotto, 1997). 6.4- Filtros de mangas Não existem referências em relação à utilização de filtros de mangas para o controle de particulados em caldeiras a bagaço, por causa do perigo de incêndio. Estas
Silva E., Controle da Poluição do Ar na Indústria Açucareira 123
caldeira caracterizam-se pelo arraste de grande quantidade de partículas incandescentes que podem constituir a causa de incêndios nos filtros. Especialistas da ABB do Brasil consideram que com a implementação de sistemas de cogeração de grande capacidade deve-se passar à combustão do bagaço em caldeiras de leito fluidizado, sistemas com maior eficiência de combustão. Assim se excluiria o arraste de partículas incandescentes, e seria factível a utilização de filtros de mangas. Este é o caso do Estado da Califórnia nos Estados Unidos onde 20 % das caldeiras que queimam biomassa utilizam filtros de mangas. A fim de diminuir os perigos de incêndios limita-se a temperatura de operação (temperatura dos gases) a 290 oC e a relação ar/pano a 0,01-0,02 m/s.
Figura 6.11- Dependência entre as emissões depois de um precipitador eletrostático
e a área específica de coletores para o caso de uma caldeira de leito fluidizado queimando biomassa (Gaiotto, 1997).
REFERÊNCIAS ABB Environmental Systems Division, Proposal for electrostatic precipitator -
Okeelanta Cogeneration Project. 1994.
ALLAN, G. N., A progress review of air pollution control in the South African sugar industry from 1972 to 1981. PROCEEDINGS OF THE SOUTH AFRICAN SUGAR TECHNOLOGISTS’ASSOCIATION 55 ANNUAL CONGRESS, pp. 37-42, June, 1981.
ALLAN, G. N. AND FITZGERALD, J. R., Air pollution control for bagasse fired boilers. PROCEEDINGS OF THE SOUTH AFRICAN SUGAR TECHNOLOGISTS’ ASSOCIATION 46 ANNUAL CONGRESS, pp. 79-91, June, 1972.
BERNARD, R., Bois-Rouge power plant operates succesfully with bagasse and coal. INTERNATIONAL CANE ENERGY NEWS, July, pp. 3-4, 1994.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 124
CAMPANARI, Comunicação pessoal, Centro de Tecnologia COPERSUCAR, 1995.
CAMPANARI, Comunicação pessoal, Centro de Tecnologia COPERSUCAR, 1997.
CARDOSO, A.C., AND MACEDO, I.C., Análise do desempenho dos retentores de fuligem via úmida - modelo COPERSUCAR. BOLETIM TÉCNICO COPERSUCAR, pp. 19-23, 1982.
COPERSUCAR, V Seminário de Tecnologia Industrial: Tecnologia Disponível. CENTRO DE TECNOLOGIA COPERSUCAR, pp. 354-356, Piracicaba, São Paulo 1993.
CULLEN. R.N., AND IRVIN, P.C., Recent tests on multiyclone fly-ash collectors. PROCEEDINGS OF THE 41TH QUEENSLAND SOCIETY OF SUGAR CANE TECHNOLOGISTS CONFERENCE, pp. 133-141, 1974.
FLOOD, B.W., HONEY, A.S., MUNRO, B.M., Emissions from bagasse-fired boilers. PROCEEDINGS OF THE 15TH ISSCT CONGRESS, pp. 1680-1687, 1974.
FORD, K.K., Controlling air pollution from bagasse fuel boilers. PROCEEDINGS OF THE AUSTRALIAN SOCIETY OF SUGAR CANE TECHNOLOGISTS CONFERENCE, pp. 133-139, 1989.
GAIOTTO, S., Comunicação pessoal, ABB do Brasil, 1997.
GAIOTTO, S., Precipitadores eletrostáticos: o que é necessário para se atingir os níveis atuais e futuros de emissões de particulados. ALTERNATIVAS PARA TRATAMENTO DE EFLUENTES LÍQUIDOS E AÉREOS, Seminário ABTCP, 1997.
GRASS, S.W., AND JENKINS, B.M., Biomass fueled fluidized bed combustion: atmospheric emissions, emission control devices and environmental regulation. BIOMASS AND BIOENERGY, Vol. 6, N° 4, pp. 243-260, 1994.
MAGÁSINER, N., Comunicação pessoal, Thermal Process Systems, 1996.
MCILVAINE COMPANY, PRECIPNEWSLETTER, No. 244, May, 1996.
MOOR, B. S. T. C., A reliable high efficiency sugar mill boiler. PROCEEDINGS OF THE SOUTH AFRICAN SUGAR TECHNOLOGISTS ASSOCIATION, pp. 118-125, 1985.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 125
7- COGERAÇÃO, EFICIÊNCIA ENERGÉTICA E MEIO AMBIENTE
7.1- Introdução Quando se fala da poluição do ar na indústria sucroalcooleira pensa-se sempre na emissão de particulados, óxidos de nitrogênio e outros poluentes, como a propósito foi feito até aqui neste livro. Porém não podemos esquecer de outro problema de maior gravidade como o efeito estufa, em cuja solução a indústria açucareira pode ter uma contribuição importante como produtora de combustíveis líquidos e eletricidade de origem renovável. Além disso a substituição de combustíveis e eletricidade de origem fóssil por similares oriundos da cana-de-açúcar contribui para a redução líquida das emissões de CO2 e outros poluentes. Assim o aspecto energético da cana-de-açúcar além de ter uma importância econômica indiscutível, apresenta também vantagens ambientais que devem ser consideradas. A fim de nos introduzir nesta problemática analisemos primeiramente os aspectos tecnológicos e econômicos da geração de eletricidade no setor sucroalcooleiro, prática conhecida como "cogeração". Num sentido mais rigoroso o termo cogeração define a "produção" simultânea de calor e eletricidade a partir de um mesmo combustível, com a utilização seqüencial do calor de escape, e não somente a produção de excedentes de eletricidade a serem comercializados no mercado.
Segundo dados de Herrera (1999), existem no mundo 70 países produtores de cana-de-açúcar, com uma área plantada de 12,7 milhões de hectares. A geração de eletricidade com tecnologias modernas e um índice de eletricidade excedente de 50 kWh por tonelada de cana representaria, para América Latina e o Caribe, cerca de 2,07 1010 kWh.
A cana-de-açúcar deve ser vista, de uma maneira integral como fonte de alimentos humano e animal, energia, fertilizantes e alguns outros subprodutos. Esta é a variedade agronômica de maior eficiência no processo de fotossíntese, utilizando 2-3 % da radiação solar incidente na produção de biomassa vegetal (Braun, 1994). O conteúdo global de energia nos resíduos da cana-de-açúcar (bagaço e palha) é de 7,7 EJ (Braun, 1994), sendo o consumo total de energia comercial no mundo de aproximadamente 330 EJ. A comparação do custo de energia de outros tipos de biomassa, tais como, o eucalipto cujo valor é de US$ 2,2 por GJ como valor médio para o Brasil (Silva & Horta, 1998) com o custo do bagaço e da palha de cana cujos valores oscilam entre US$ 0,28-1,68 por GJ e US$ 0,95-2,21 por GJ, respectivamente (Braun, 1994), permite classificar o bagaço como biomassa de baixo custo, tornando rentável a geração de eletricidade com tecnologias de baixa eficiência durante a safra.
Os indicadores mais importantes da eficiência energética de uma usina de açúcar são: • Cvapor- Consumo específico de vapor no processo, expresso em kg de vapor
utilizados no processo de fabricação por cada tonelada de cana moída (kg/tc). Outra forma de expressar o consumo específico de vapor é como “porcentagem de vapor em cana”;
• Ig.bruto.- Índice específico de geração bruta de eletricidade, expresso em kWh de eletricidade bruta, incluindo o consumo próprio da usina, por tonelada de cana moída (kWh/tc);

Silva E., Controle da Poluição do Ar na Indústria Açucareira 126
• Ig.exc.- Índice específico de geração de eletricidade excedente, expresso em kWh de eletricidade excedente (não é considerado o consumo próprio da usina) por tonelada de cana moída (kWh/tc);
• Ig.v- Índice de geração de vapor- representa as quilogramas de vapor gerados na caldeira por cada kg de bagaço utilizado como combustível (kg de vapor/kg de bagaço).
Kinoshita (1999) propõe introduzir como índice "integral" para usinas de açúcar
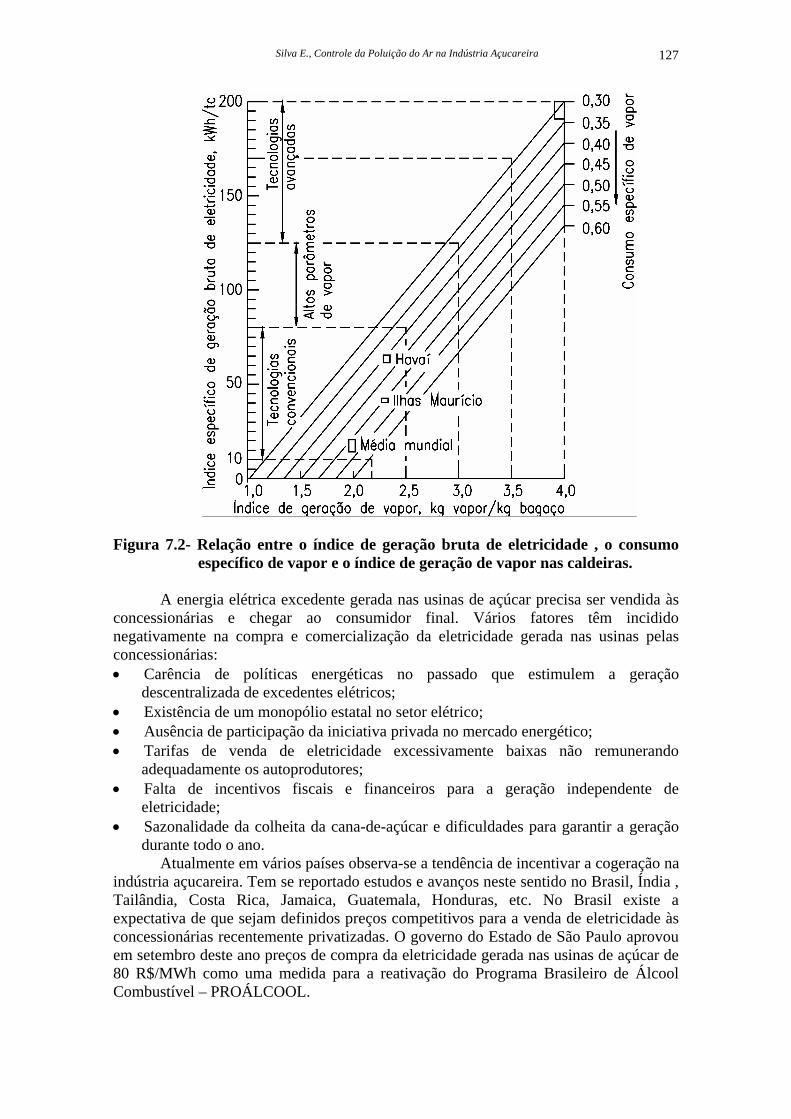
cru a quantidade de energia líquida “gerada” por tonelada de fibra na cana. Neste caso os componentes energéticos importados ou exportados da usina de açúcar (bagaço, resíduos, vapor, combustíveis etc.) devem ser expressos em unidades equivalentes de eletricidade. Como vantagens deste índice temos que considerar o consumo de combustíveis ou de eletricidade importada, além das diferenças no teor de fibra entre diferentes variedades de cana. No Brasil o teor de fibra na cana pode variar desde valores de 12,5 até 22,9 %, correspondendo os maiores valores as chamadas variedades de cana com alta biomassa (COPERSUCAR, 1999). Uma usina de açúcar típica consome 550 kg de vapor por tonelada de cana moída, gerando 20 kWh/tc de eletricidade. Nas usinas modernas estes indicadores são de 350 kg/tc e 50 kWh/tc respectivamente. Em nível mundial esta eficiência significaria uma geração excedente de eletricidade de 50 TWh (Kinoshita, 1991). Nas Ilhas do Havaí e Maurício tem-se desenvolvido com sucesso programas para o acréscimo da geração de eletricidade a partir da cana-de-açúcar. As usinas do Havaí geram, em média, 60 kWh/tc, e algumas 100 kWh/tc ou mais. Isto foi conseguido pela implementação de um programa de modernização que permitiu a operação das plantas de cogeração nas usinas de açúcar com parâmetros de vapor de 50 bars e 400 oC (Kinoshita, 1991). Aplicando a primeira e a segunda leis da termodinâmica a uma usina de açúcar, fica claro que, a obtenção de altos índices de geração de eletricidade bruta é possível com a redução do consumo de vapor no processo, e com a introdução de tecnologias de geração de eletricidade de maior eficiência (Figura 7.1). Não podemos esquecer, neste contexto, que a eficiência da geração de vapor expressa como o índice de geração de vapor Ig.v. é também um parâmetro determinante (Figura 7.2).
Figura 7.1- Relação entre o índice de geração bruta de eletricidade Ig.bruto e o consumo de vapor em processo Cvapor para diferentes tecnologias de cogeração em usinas de açúcar.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 127
Figura 7.2- Relação entre o índice de geração bruta de eletricidade , o consumo específico de vapor e o índice de geração de vapor nas caldeiras.
A energia elétrica excedente gerada nas usinas de açúcar precisa ser vendida às
concessionárias e chegar ao consumidor final. Vários fatores têm incidido negativamente na compra e comercialização da eletricidade gerada nas usinas pelas concessionárias: • Carência de políticas energéticas no passado que estimulem a geração
descentralizada de excedentes elétricos; • Existência de um monopólio estatal no setor elétrico; • Ausência de participação da iniciativa privada no mercado energético; • Tarifas de venda de eletricidade excessivamente baixas não remunerando
adequadamente os autoprodutores; • Falta de incentivos fiscais e financeiros para a geração independente de
eletricidade; • Sazonalidade da colheita da cana-de-açúcar e dificuldades para garantir a geração
durante todo o ano. Atualmente em vários países observa-se a tendência de incentivar a cogeração na
indústria açucareira. Tem se reportado estudos e avanços neste sentido no Brasil, Índia , Tailândia, Costa Rica, Jamaica, Guatemala, Honduras, etc. No Brasil existe a expectativa de que sejam definidos preços competitivos para a venda de eletricidade às concessionárias recentemente privatizadas. O governo do Estado de São Paulo aprovou em setembro deste ano preços de compra da eletricidade gerada nas usinas de açúcar de 80 R$/MWh como uma medida para a reativação do Programa Brasileiro de Álcool Combustível – PROÁLCOOL.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 128
Esta perspectiva está levando à criação de “joint ventures” entre instituições bancarias e usinas de açúcar com o objetivo de se investir no acréscimo da capacidade de geração e de se entrar no mercado de eletricidade. Um exemplo é o acordo firmado entre o Banco Bradesco e algumas usinas de açúcar. Outro projeto considera a construção de uma termelétrica a bagaço, sendo o combustível fornecido por várias usinas de açúcar. 7.2- Cogeração com tecnologias convencionais (ciclos de vapor). Atualmente existem dois tipos de tecnologias comerciais para a cogeração em usinas de açúcar: com turbinas de contrapressão e com turbinas de condensação/extração. Vejamos o princípio de operação e as principais características técnicas destes sistemas. Instalações com turbinas de contrapressão.
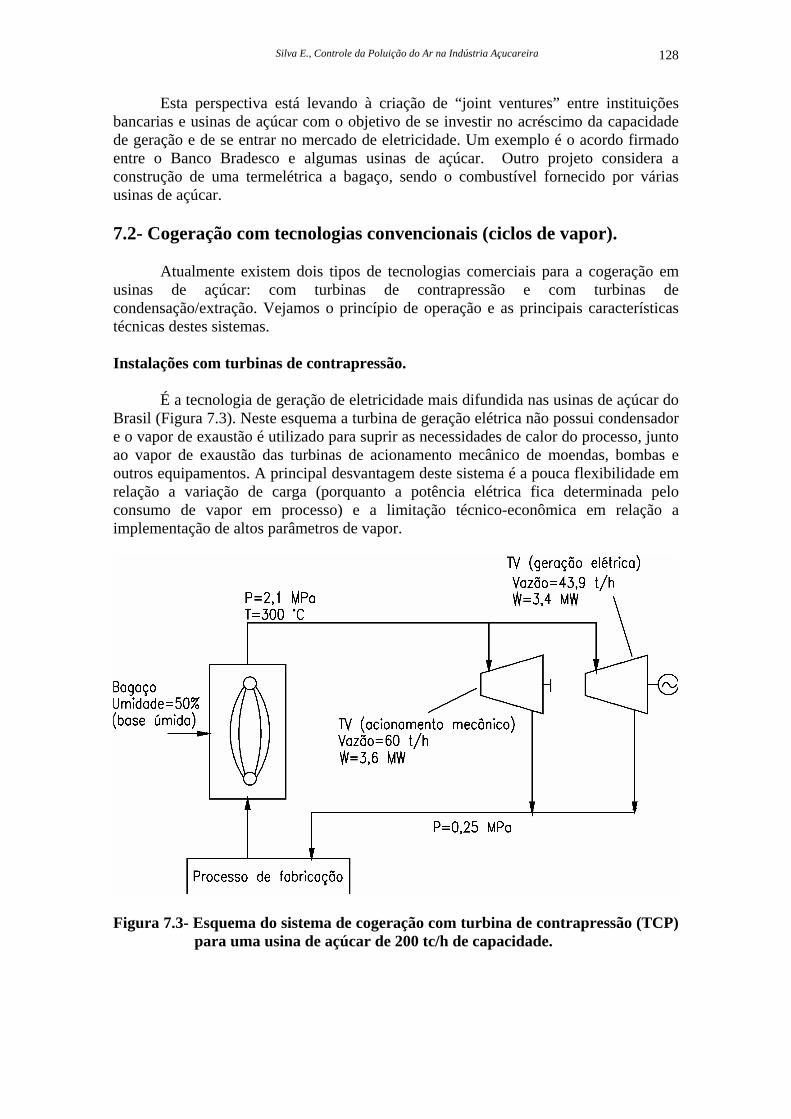
É a tecnologia de geração de eletricidade mais difundida nas usinas de açúcar do Brasil (Figura 7.3). Neste esquema a turbina de geração elétrica não possui condensador e o vapor de exaustão é utilizado para suprir as necessidades de calor do processo, junto ao vapor de exaustão das turbinas de acionamento mecânico de moendas, bombas e outros equipamentos. A principal desvantagem deste sistema é a pouca flexibilidade em relação a variação de carga (porquanto a potência elétrica fica determinada pelo consumo de vapor em processo) e a limitação técnico-econômica em relação a implementação de altos parâmetros de vapor.
Figura 7.3- Esquema do sistema de cogeração com turbina de contrapressão (TCP)
para uma usina de açúcar de 200 tc/h de capacidade.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 129
Instalações com turbinas de condensação extração.
As turbinas de condensação/extração com altos parâmetros do vapor (Figura 7.4) permitem, além de um índice mais alto de geração de eletricidade excedente e menores custos específicos, uma maior flexibilidade entre os processos de produção de eletricidade e calor (Albert - Thenet, 1991). Nestes sistemas o vapor para as turbinas de acionamento mecânico a 2,1 MPa e o vapor para processo a 0,15 MPa são obtidos a partir de extrações na turbina. O vapor de exaustão vai para um condensador, o que permite "separar" o fornecimento da carga térmica para processo da geração de eletricidade. Ainda persiste a dúvida com relação ao custo da eletricidade e eficiência de geração de eletricidade e calor, quando se utilizam combustíveis complementares durante o período de entressafra.
Os esquemas das Figuras 7.3 e 7.4 correspondem a uma usina de 200 tc/h de capacidade de moagem, sendo que os parâmetros de operação para as duas tecnologias analisadas são apresentados na Tabela 7.1. A Tabela 7.2 apresenta os indicadores técnico-econômicos mais importantes dos dois sistemas.
Figura 7.4- Esquema do sistema de cogeração com turbina de condensação com
duas extrações (TCE) para uma usina de açúcar de 200 tc/h de capacidade.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 130
Tabela 7.1- Parâmetros de operação dos sistemas de cogeração TCP e TCE.
Parâmetro UnidadeTurbina de
Contrapressão TCP
Turbina de Condensaçã
o TCE
Pressão do vapor na saída da caldeira MPa 2,1 8,0 Temperatura do vapor na saída da caldeira oC 300 450 Pressão do vapor na 1a extração MPa - 2,1 Pressão do vapor na 2a extração (pressão de processo) MPa 0,25 0,25
Pressão no condensador MPa - 0,02 Consumo de energia para acionamento mecânico kWh/tc 18 18
Consumo de eletricidade na usina kWh/tc 11 11 Consumo de vapor para processo kg/tc 520 500 Tabela 7.2- Indicadores técnico-econômicos dos sistemas de cogeração TCP e TCE (com pressão do vapor de 8,0 MPa).
Índice de eletricidade excedente Sistema de
cogeração
Potência instalada (MWe) kWh/t cana kWh/t açúcar
Investimento específico (R$/kWe)
TCP 3,4 -0,35 -2,92 3911,88 TCE-80 17,2 68,53 571,05 1626,89
7.3- Cogeração com tecnologias avançadas (gaseificação de bagaço e
turbinas a gás)
Uma quantidade considerável de eletricidade poderia ser gerada utilizando-se tecnologias avançadas de alta eficiência de conversão. Neste sentido a tecnologia integrada de gaseificação e turbinas a gás (Biomass Integrated Gasifier Gas Turbine, BIG/GT) é muito atrativa para sua implementação em usinas de açúcar com baixo consumo de vapor. A tecnologia BIG/GT está em fase de testes em vários projetos na Europa e nos Estados Unidos.
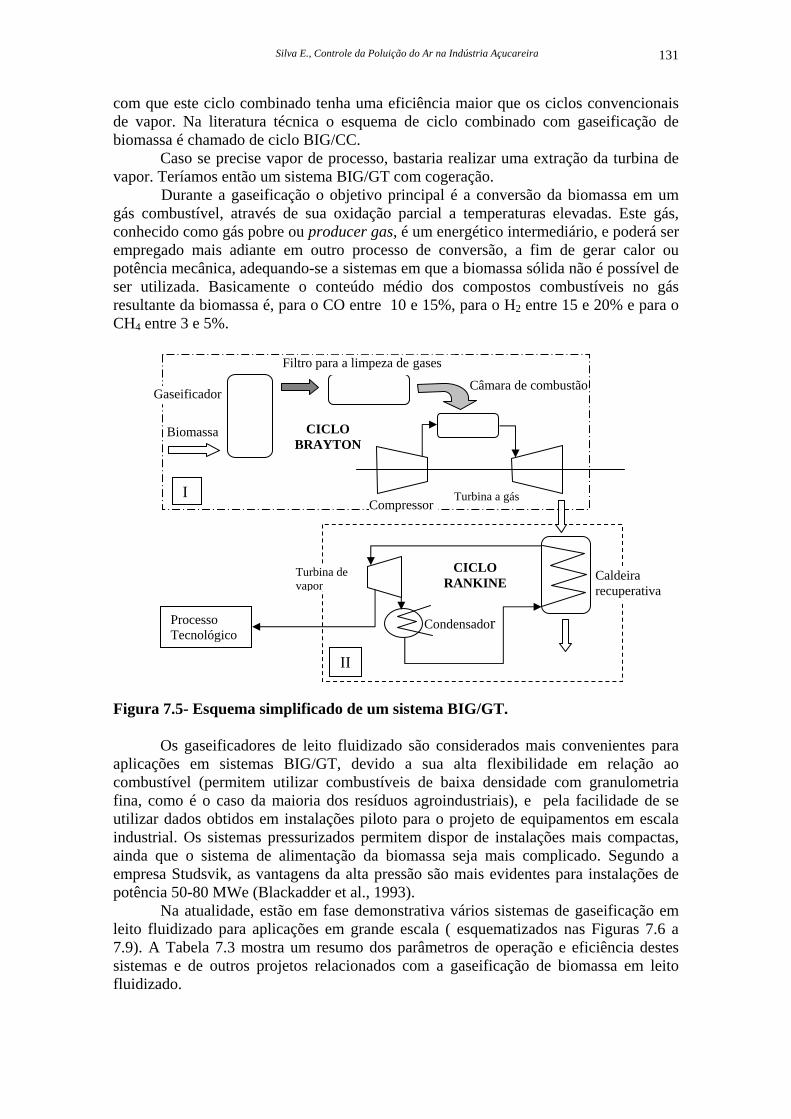
A Figura 7.5 mostra um esquema simplificado de um sistema tipo BIG/GT. Neste sistema inclui-se um gaseificador de bagaço, equipamento que transforma o bagaço num gás de baixo poder calorífico a partir do processo de conversão a alta temperatura. Este gás combustível contém particulados, alcatrão, metais alcalinos e outros compostos que poderiam afetar a operação da turbina a gás. Assim, antes da introdução do gás combustível na câmara de combustão da turbina este precisa passar por um filtro de limpeza. Os gases de exaustão da turbina a gás possuem uma temperatura de aproximadamente 500 oC, e ainda podem constituir uma fonte de calor para a geração de vapor numa caldeira recuperativa, que poderia ser utilizado num ciclo com turbina de vapor. Assim temos no ciclo combinado gás/vapor: uma seção superior com um ciclo Brayton de turbina a gás (I), e uma seção inferior, que utiliza como fonte o calor rejeitado pelo ciclo Brayton, constituído por um ciclo Rankine com turbina de vapor (II). Esta característica de aproveitamento (conversão) do calor "em cascata" faz
Silva E., Controle da Poluição do Ar na Indústria Açucareira 131
com que este ciclo combinado tenha uma eficiência maior que os ciclos convencionais de vapor. Na literatura técnica o esquema de ciclo combinado com gaseificação de biomassa é chamado de ciclo BIG/CC.
Caso se precise vapor de processo, bastaria realizar uma extração da turbina de vapor. Teríamos então um sistema BIG/GT com cogeração.
Durante a gaseificação o objetivo principal é a conversão da biomassa em um gás combustível, através de sua oxidação parcial a temperaturas elevadas. Este gás, conhecido como gás pobre ou producer gas, é um energético intermediário, e poderá ser empregado mais adiante em outro processo de conversão, a fim de gerar calor ou potência mecânica, adequando-se a sistemas em que a biomassa sólida não é possível de ser utilizada. Basicamente o conteúdo médio dos compostos combustíveis no gás resultante da biomassa é, para o CO entre 10 e 15%, para o H2 entre 15 e 20% e para o CH4 entre 3 e 5%.
Figura 7.5- Esquema simplificado de um sistema BIG/GT.
Os gaseificadores de leito fluidizado são considerados mais convenientes para aplicações em sistemas BIG/GT, devido a sua alta flexibilidade em relação ao combustível (permitem utilizar combustíveis de baixa densidade com granulometria fina, como é o caso da maioria dos resíduos agroindustriais), e pela facilidade de se utilizar dados obtidos em instalações piloto para o projeto de equipamentos em escala industrial. Os sistemas pressurizados permitem dispor de instalações mais compactas, ainda que o sistema de alimentação da biomassa seja mais complicado. Segundo a empresa Studsvik, as vantagens da alta pressão são mais evidentes para instalações de potência 50-80 MWe (Blackadder et al., 1993). Na atualidade, estão em fase demonstrativa vários sistemas de gaseificação em leito fluidizado para aplicações em grande escala ( esquematizados nas Figuras 7.6 a 7.9). A Tabela 7.3 mostra um resumo dos parâmetros de operação e eficiência destes sistemas e de outros projetos relacionados com a gaseificação de biomassa em leito fluidizado.
Turbina de vapor
Compressor
Filtro para a limpeza de gases
Condensador
Caldeira recuperativa
Turbina a gás
Câmara de combustão
CICLO BRAYTON
Biomassa
Gaseificador
CICLO RANKINE
I
II
Processo Tecnológico

Silva E., Controle da Poluição do Ar na Indústria Açucareira 132
Descrição dos sistemas modernos de gaseificação em leito fluidizado: • Gaseificador atmosférico da TPS (Figura 7.6) Este sistema foi selecionado para o
Projeto SIGAME, uma planta de ciclo combinado de 30 MW de potência que se constroi no Estado da Bahia, no Brasil. O combustível a ser utilizado é madeira de plantações de eucalipto. Como aspecto distinto deste sistema temos o reator de craqueamento do alcatrão presente nos gases com dolomita. A empresa Lurgi tem desenvolvido um sistema semelhante.
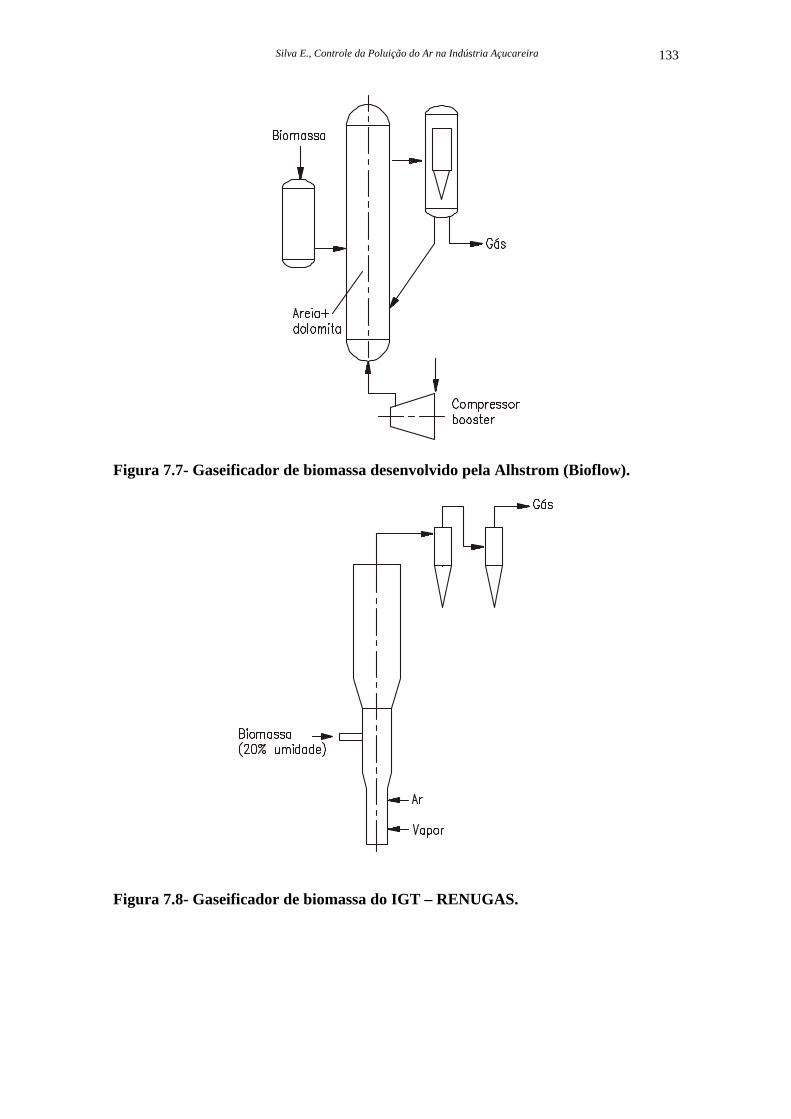
• Gaseificador de leito fluidizado circulante pressurizado da Alhstrom/Bioflow (Figura 7.7). É o sistema utilizado na planta de Varnamo, na Suécia.
• Gaseificador de leito borbulhante pressurizado do Institute of Gas Technology – IGT, com o nome comercial de RENUGAS.(Figura 7.8) Este tipo de gaseificador está sendo avaliado em um projeto nas Ilhas do Havaí, utilizando bagaço de cana como combustível. A empresa Enviropower tem comprado esta tecnologia.
• Gaseificador atmosférico de aquecimento indireto dos Laboratórios Battelle Columbus (Figura 7.9). Está sendo utilizado no projeto Vermont, em Burlington. Apresenta como vantagem a obtenção de um gás de maior poder calorífico (como agente de gaseificação utiliza-se vapor, o que evita o efeito de diluição do nitrogênio do ar). Esta particularidade permite operar uma turbina a gás convencional sem grandes modificações construtivas.
Figura 7.6- Gaseificador de biomassa da TPS.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 133
Figura 7.7- Gaseificador de biomassa desenvolvido pela Alhstrom (Bioflow).
Figura 7.8- Gaseificador de biomassa do IGT – RENUGAS.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 134
Figura 7.9- Gaseificador de biomassa dos Laboratórios Battelle Columbus. Tabela 7.3- Parâmetros de operação e eficiência em projetos demonstrativos de
gaseificação de biomassa em leito fluidizado circulante.
Cap. Pressão
de operação
Temp. do leito
PCI gás
Eficiência do
gaseificadorEmpresa Agente de
gaseificação MWt MPa oC MJ/Nm3 %
Alhstrom/ Bioflow ar 18 2,40 950-1000 5,00 82-83
TPS ar 65 0,18 - - 43 Lurgi ar 16 0,10 800 - - Studsvik1 ar 20 - 800-900 7,0 - 8,5 94-96 IGT/ RENUGAS2 ar + vapor 20 2,07 830 4,3 - 4,8 -
BCL3 vapor 40 0,17 - 13,2 - Omnifuel4 ar 23 0,1 760 4,99 -
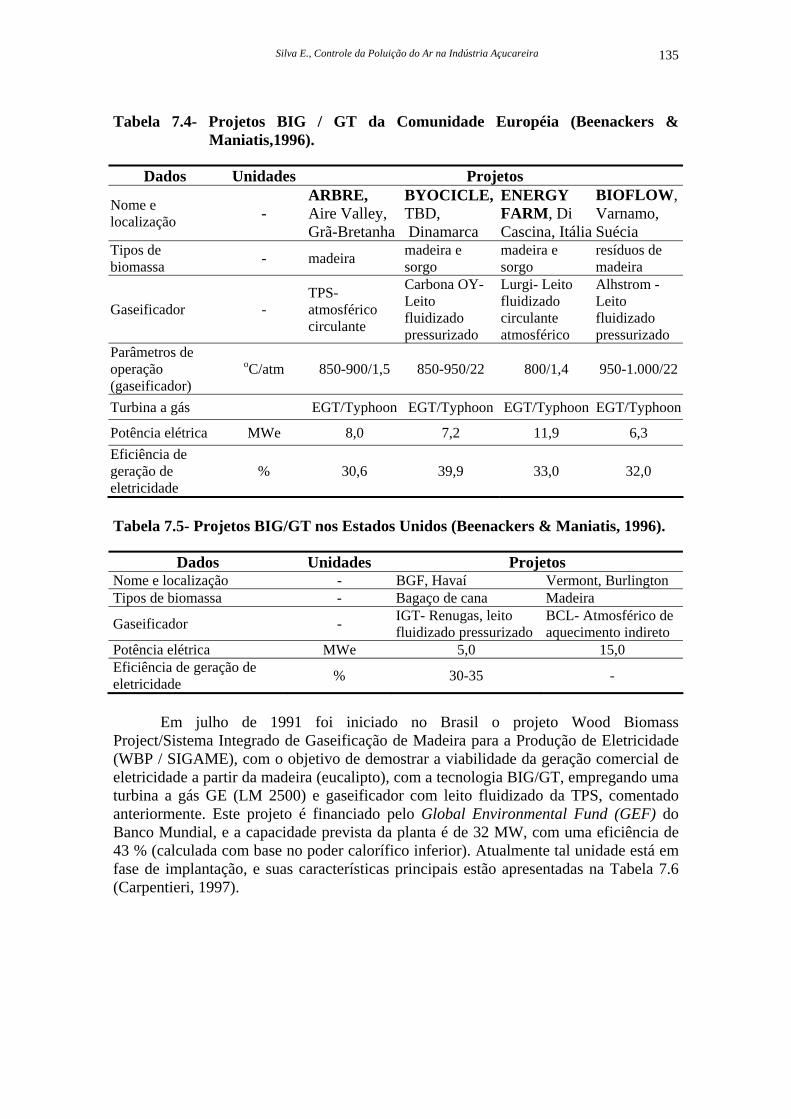
1. Foram gaseificados pellets de lixo. 2. A relação vapor/biomassa - 0,32. 3. A relação vapor/biomassa- 0,45. 4. O gaseificador da Omnifuel é de leito fluidizado convencional. Atualmente, na Europa e nos Estados Unidos, estão em construção várias plantas demonstrativas, durante a operação das quais pensa-se em resolver os problemas de operação ainda existentes. Os parâmetros principais, equipamentos utilizados, custos e etapa de realização destes projetos são apresentados nas Tabelas 7.4 e 7.5 (Benackers & Maniatis, 1996). Na ausência de parâmetros reais de operação de plantas BIG/GT a escala industrial tem-se trabalhado muito na modelagem destes sistemas, utilizando as tecnologias de gaseificação, limpeza de gás e turbinas, já disponíveis.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 135
Tabela 7.4- Projetos BIG / GT da Comunidade Européia (Beenackers &
Maniatis,1996).
Dados Unidades Projetos
Nome e localização -
ARBRE, Aire Valley, Grã-Bretanha
BYOCICLE, TBD, Dinamarca
ENERGY FARM, Di Cascina, Itália
BIOFLOW,Varnamo, Suécia
Tipos de biomassa - madeira madeira e
sorgo madeira e sorgo
resíduos de madeira
Gaseificador - TPS- atmosférico circulante
Carbona OY- Leito fluidizado pressurizado
Lurgi- Leito fluidizado circulante atmosférico
Alhstrom - Leito fluidizado pressurizado
Parâmetros de operação (gaseificador)
oC/atm 850-900/1,5 850-950/22 800/1,4 950-1.000/22
Turbina a gás EGT/Typhoon EGT/Typhoon EGT/Typhoon EGT/Typhoon
Potência elétrica MWe 8,0 7,2 11,9 6,3 Eficiência de geração de eletricidade
% 30,6 39,9 33,0 32,0
Tabela 7.5- Projetos BIG/GT nos Estados Unidos (Beenackers & Maniatis, 1996).
Dados Unidades Projetos Nome e localização - BGF, Havaí Vermont, Burlington Tipos de biomassa - Bagaço de cana Madeira
Gaseificador - IGT- Renugas, leito fluidizado pressurizado
BCL- Atmosférico de aquecimento indireto
Potência elétrica MWe 5,0 15,0 Eficiência de geração de eletricidade % 30-35 -
Em julho de 1991 foi iniciado no Brasil o projeto Wood Biomass Project/Sistema Integrado de Gaseificação de Madeira para a Produção de Eletricidade (WBP / SIGAME), com o objetivo de demostrar a viabilidade da geração comercial de eletricidade a partir da madeira (eucalipto), com a tecnologia BIG/GT, empregando uma turbina a gás GE (LM 2500) e gaseificador com leito fluidizado da TPS, comentado anteriormente. Este projeto é financiado pelo Global Environmental Fund (GEF) do Banco Mundial, e a capacidade prevista da planta é de 32 MW, com uma eficiência de 43 % (calculada com base no poder calorífico inferior). Atualmente tal unidade está em fase de implantação, e suas características principais estão apresentadas na Tabela 7.6 (Carpentieri, 1997).

Silva E., Controle da Poluição do Ar na Indústria Açucareira 136
Tabela 7.6- Dados principais do projeto WBP-SIGAME
Dados Valor Capacidade 32 MW Eficiência 43% Consumo de combustível 0,75 t/MWh Investimento específico 2.560 US$/kW Investimento total US$ 110 milhões Término de montagem 2002 Operação em demonstração até 2005 A tecnologia BIG/GT não tem sido implementada ainda em usinas de açúcar. Várias simulações tem sido realizadas por diferentes autores, e na Austrália e no Brasil cogita-se a construção de uma planta piloto de 3-5 MWe de potência a fim de aproximar a chegada desta tecnologia ao seu estágio comercial. Um avanço interessante foi a realização de testes de gaseificação de bagaço pela TPS como parte do projeto "BRA/96/G31 Geração de Energia por biomassa: bagaço de cana e resíduos" que está sendo desenvolvido pelo Centro de Tecnologia COPERSUCAR.
Hobson & Dixon (1998) realizaram um estudo sobre a possibilidade de implementar sistemas BIG/GT nas condições das usinas de açúcar australianas. O esquema térmico analisado é mostrado na Figura 7.10. As conclusões principais da modelagem foram:
• Para um consumo específico de vapor de 520 kg/tc (52 % de vapor em cana) a
energia dos gases de escape da turbina não é suficiente para gerar o vapor de processo. Para este nível de consumo de vapor 70 % do bagaço deve ser desviado do gaseificador e alimentado diretamente nos geradores de vapor;
• A redução do consumo de vapor de 520 kg/tc a 400 kg/tc, aumenta a potência disponível do sistema BIG/GT de 88 a 148 MW. Uma redução adicional no consumo de vapor até 320 kg/tc conduz ao acréscimo moderado da potência até 153 MW. Na mesma faixa de valores analisados, um sistema de vapor convencional aumenta a potência disponível desde 37 até 43 MW (Figura 7.11);
• A eficiência de geração anual utilizando a tecnologia BIG/GT com a recuperação da palha de cana (37 %) é quase 4 vezes maior que com a melhor tecnologia atualmente disponível.
Turn (1998) apresenta os resultados de um estudo considerando a inplementação
de um sistema BIG/GT na usina de açúcar Okelele Sugar Company em Havaí, com uma capacidade de moAGEM de 120 tc/h e um consumo de vapor de 420 kg/tc. A potência líquida da turbina de gás é de 18,8 MWe, correspondendo 4,5 MWe ao ciclo de vapor de 41 bar de pressão. No período de entressafra o sistema BIG/GT opera como uma central termelétrica de 25,4 MWe e 28,5 % de eficiência utilizando um combustível auxiliar.
Outro estudo considera a utilização de turbinas a gás com injeção de vapor (tipo Steam Injected Gas Turbine, STIG) e foi realizado utilizando dados técnicos da usina de açúcar Monimusk localizada na Jamaica (Larson et al., 1987). Como resultado obteve-se um potencial de geração de eletricidade excedente de 220 kWh/tc com uma redução no consumo de vapor no processo de até 300 kg/tc.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 137
Um interessante estudo comparativo com diferentes opções de cogeração para a indústria açucareira foi realizado por Walter (1996).
Figura 7.10- Esquema de um sistema BIG/GT acoplado ao esquema térmico de uma usina de açúcar (Hobson e Dixon, 1998).
Figura 7.11- Resultados da simulação da implementação de um sistema BIG/GT numa usina Australiana de 600 tc/h de capacidade (Hobson & Dixon, 1998).
Silva E., Controle da Poluição do Ar na Indústria Açucareira 138
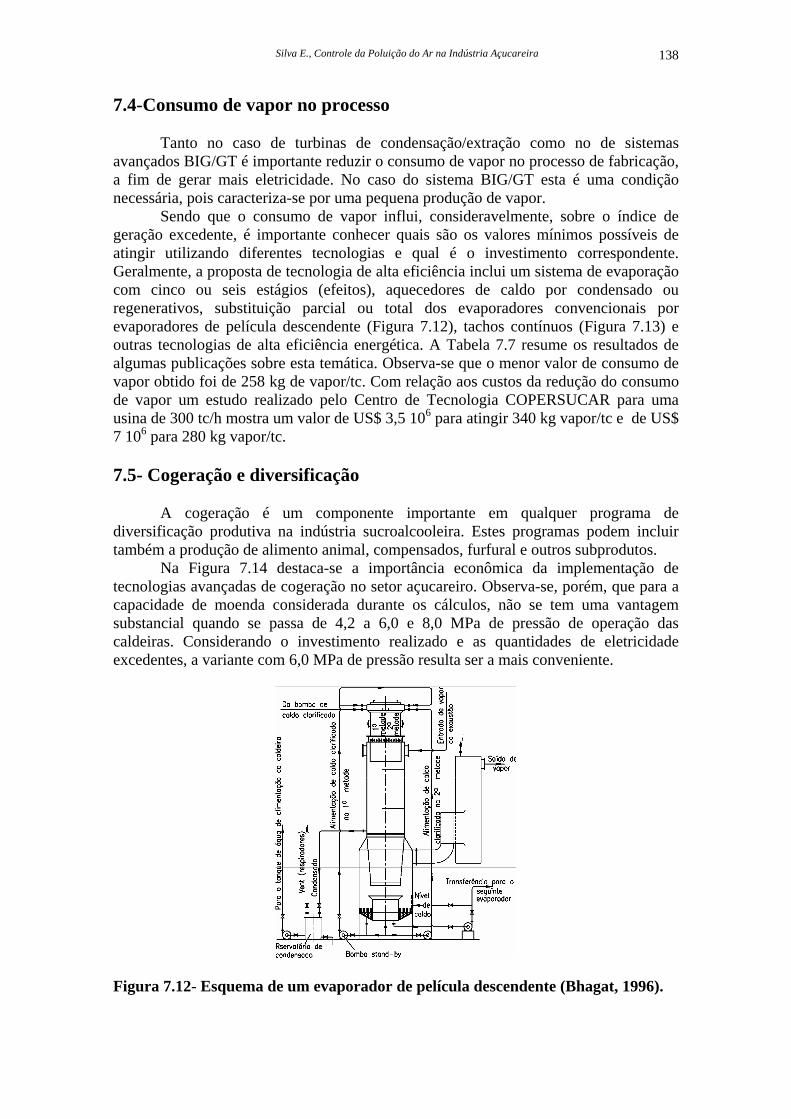
7.4-Consumo de vapor no processo Tanto no caso de turbinas de condensação/extração como no de sistemas avançados BIG/GT é importante reduzir o consumo de vapor no processo de fabricação, a fim de gerar mais eletricidade. No caso do sistema BIG/GT esta é uma condição necessária, pois caracteriza-se por uma pequena produção de vapor. Sendo que o consumo de vapor influi, consideravelmente, sobre o índice de geração excedente, é importante conhecer quais são os valores mínimos possíveis de atingir utilizando diferentes tecnologias e qual é o investimento correspondente. Geralmente, a proposta de tecnologia de alta eficiência inclui um sistema de evaporação com cinco ou seis estágios (efeitos), aquecedores de caldo por condensado ou regenerativos, substituição parcial ou total dos evaporadores convencionais por evaporadores de película descendente (Figura 7.12), tachos contínuos (Figura 7.13) e outras tecnologias de alta eficiência energética. A Tabela 7.7 resume os resultados de algumas publicações sobre esta temática. Observa-se que o menor valor de consumo de vapor obtido foi de 258 kg de vapor/tc. Com relação aos custos da redução do consumo de vapor um estudo realizado pelo Centro de Tecnologia COPERSUCAR para uma usina de 300 tc/h mostra um valor de US$ 3,5 106 para atingir 340 kg vapor/tc e de US$ 7 106 para 280 kg vapor/tc. 7.5- Cogeração e diversificação A cogeração é um componente importante em qualquer programa de diversificação produtiva na indústria sucroalcooleira. Estes programas podem incluir também a produção de alimento animal, compensados, furfural e outros subprodutos. Na Figura 7.14 destaca-se a importância econômica da implementação de tecnologias avançadas de cogeração no setor açucareiro. Observa-se, porém, que para a capacidade de moenda considerada durante os cálculos, não se tem uma vantagem substancial quando se passa de 4,2 a 6,0 e 8,0 MPa de pressão de operação das caldeiras. Considerando o investimento realizado e as quantidades de eletricidade excedentes, a variante com 6,0 MPa de pressão resulta ser a mais conveniente.
Figura 7.12- Esquema de um evaporador de película descendente (Bhagat, 1996).

Silva E., Controle da Poluição do Ar na Indústria Açucareira 139
Figura 7.13- Esquema de um tacho contínuo (Jourmet, 1997).
Tabela 7.7– Valores mínimos do consumo de vapor em processo na indústria de açúcar e álcool obtidos como resultado da modelagem de diferentes variantes de sistemas de alta eficiência.
Consumo de vapor
kg/tc
Comentários sobre a tecnologia e parâmetros assumidos nos cálculos. Referências
295 Evaporador de 6 efeitos, usina totalmente eletrificada, pressão de 80 bar e turbina de extração/condensação.
Chang et al., 1999
270 Quíntuplo efeito com dois evaporadores de película descendente (4o e 5o estágios), parâmetros do vapor 8,5 MPa e 525 oC, acionamento das moendas com vapor.
Wunch & Arram-
Waganoff, 1999
258
Quíntuplo efeito com evaporadores de película descendente, aquecedores de caldo por condensado e tacho contínuos. Cálculos realizados em base da usina de açúcar Monimusk na Jamaica, 175 tc/h.
Ogden et al., 1990
280
Usina de açúcar com destilaria anexa. Quíntuplo efeito. Extração de vapor do 1o, 2o, 3o e 4o efeitos para o aquecimento do caldo. Trocadores de calor regenerativos caldo/vinhaça e caldo/caldo. Agitação mecânica nos tachos. Tecnologia Flystel e peneiras moleculares na destilaria. Extração de vapor desde o 5o efeito para os tacho.
CTC, 1998

Silva E., Controle da Poluição do Ar na Indústria Açucareira 140
TCE-40, TCE-60 e TCE-80 – Turbinas de condensação/extração com pressão do vapor de 4,0, 6,0 e 8,0 MPa respectivamente. Figura 7.14 - Lucro bruto e líquido por tonelada de cana moída para diferentes
tecnologias de cogeração e um preço de venda da eletricidade de 44,9 US$/MWh.
Um aspecto interessante é o significado econômico da implementação de
tecnologias mais eficientes. Assim com a tecnologia BIG/GT, que se caracteriza por um custo de investimento maior, e portanto, por um custo maior de geração da eletricidade (referindo-se as toneladas de cana moída), pode-se obter um lucro líquido maior. A Figura 7.15 mostra os componentes do lucro líquido específico (por tonelada de cana moída) para uma usina não diversificada, isto é, que produz só açúcar e álcool e para duas variantes de diversificação com diferentes tecnologias de cogeração. Estes dados foram obtidos com base em uma usina de 150 tc/hora operando nas condições do Brasil. Os lucros líquidos específicos correspondentes a engorda de gado e ao álcool são pequenos se comparados com aqueles correspondentes ao açúcar e melaço. Já os lucros da venda de eletricidade excedente são consideráveis (Figura 7.15). No entanto, deve-se salientar que para a alternativa com turbina de extração/condensação, ainda com altos parâmetros de vapor, o açúcar continua sendo o produto que proporciona maiores lucros. Na alternativa de diversificação com a implementação de um sistema BIG/GT, devido às características do mesmo de gerar grandes excedentes de eletricidade, esse produto passa a ter o maior peso na distribuição do lucro específico.
Observa-se que para o contexto analisado, a diversificação poderia chegar a duplicar o lucro líquido específico, aumentando a atratividade do negócio e oferecendo enormes vantagens sociais e ambientais.
Para realizar os cálculos que geraram as Figura 7.15 considerou-se o seguinte: • O peso inicial médio do novilho “Nelore” para engorda em confinamento é de 300
kg;
0
2
46
8
10
12
14
16
TCP TCE - 40 TCE - 60 TCE - 80 BIG GT
Luc
ro B
ruto
, US$
/tc
Custo de Geração, US$/tc Lucro Líquido, US$/tc

Silva E., Controle da Poluição do Ar na Indústria Açucareira 141
• No Brasil o período da seca, caracterizado pela escassez de grãos e forragens, coincide com o período de safra, o que possibilita a instalação de um "BOITEL" (alojamento temporário para o gado) dentro da própria usina, onde o gado é confinado por um período pagando uma diária por novilho até que estejam prontos para o abate, depois de 5 meses aproximadamente;
• A ração utilizada para a engorda está composta por 18,83 % de bagaço hidrolizado, 5,19 % de levedura torula e 2,59 % de melaço, que possui também 61,13 % de silagem de milho, 6,89 % de polpa cítrica peletizada, 4,82 % de farelo de soja e 0,55 % de calcáreo calcítico.
0
2
4
6
8
10
12
Não diversificado TCP Diversificado TEC - 2 Diversificado BIG GT
Lucr
o to
tal,
US$
/tc
Lucro líquido pelo engorde do gado bovinoLucro líquido pela venda de álcoolLucro líquido pela venda de açúcar e melaçoLucro líquido pela venda de eletricidade
Figura 7.15 - Lucro líquido total e por produtos para uma usina de 150 tc/h de
capacidade sem a diversificação e assumindo que a diversificação foi implementada.
7.6 O problema do combustível auxiliar para a entressafra
Existem várias opções para o fornecimento de combustível auxiliar no período de entressafra, algumas já aplicadas em alguns países e outras em etapa de estudo. Em geral as possíveis variantes são: • Os resíduos agrícolas de cana, que incluem as folhas e pontas, além da palha; • O carvão mineral; • O gás natural; • A madeira de florestas energéticas.
A opção do carvão mineral é aplicada nas Ilhas Maurício e na África do Sul, onde se desenvolveu a tecnologia para a queima alternada de bagaço e carvão mineral nas caldeiras. A possibilidade de se utilizar a madeira de eucalipto proveniente de
Silva E., Controle da Poluição do Ar na Indústria Açucareira 142
florestas energéticas, como combustível em usinas de açúcar na época de entressafra, foi analisada por Van den Broek & Van Wijk (1997) para as condições típicas da Nicarágua. Estes autores fazem uma análise técnico-econômica comparando a madeira de eucalipto e o Diesel para geração de energia elétrica. Para um custo energético do eucalipto de US$ 1,3 por GJ, o custo de geração resulta em US$ 0,04 por kWh, ou seja US$ 0,015 por kWh menor que o custo ao se utilizar o diesel.
Com relação ao resíduos agrícolas da cana torna-se necessário apontar alguns aspectos:
Quantidade disponível:
De acordo com COPERSUCAR (1999), para cada tonelada de cana colhida manualmente, 0,14 toneladas (Base seca) de pontas e folhas ficam no campo. As folhas exercem um papel importante na manutenção da umidade e fertilidade do solo. Como resultado de experiências realizadas em Porto Rico, determinou-se que 30 a 50% da palha é suficiente para conservar a fertilidade do solo. Por outro lado considera-se que 50% da palha é suficiente para manter a geração elétrica fora de safra em uma usina moderna. As quantidades de palha coletada nos testes realizados em diferentes países foram (USAID, 1989):
• República Dominicana - 12,0 t/ha; • Costa Rica - 11,0 t/ha; • Tailândia - 13,6 t/ha; • Filipinas - 10,0 t/ha; • Cuba - 4,0 a 7,0 t/ha em base seca (Aguilar et al., 1996). • Brasil –14,4 t/ha, equivalente a 140 kg de resíduo seco por tonelada de cana
(COPERSUCAR, 1999). Características técnicas da palha de cana e de suas cinzas:
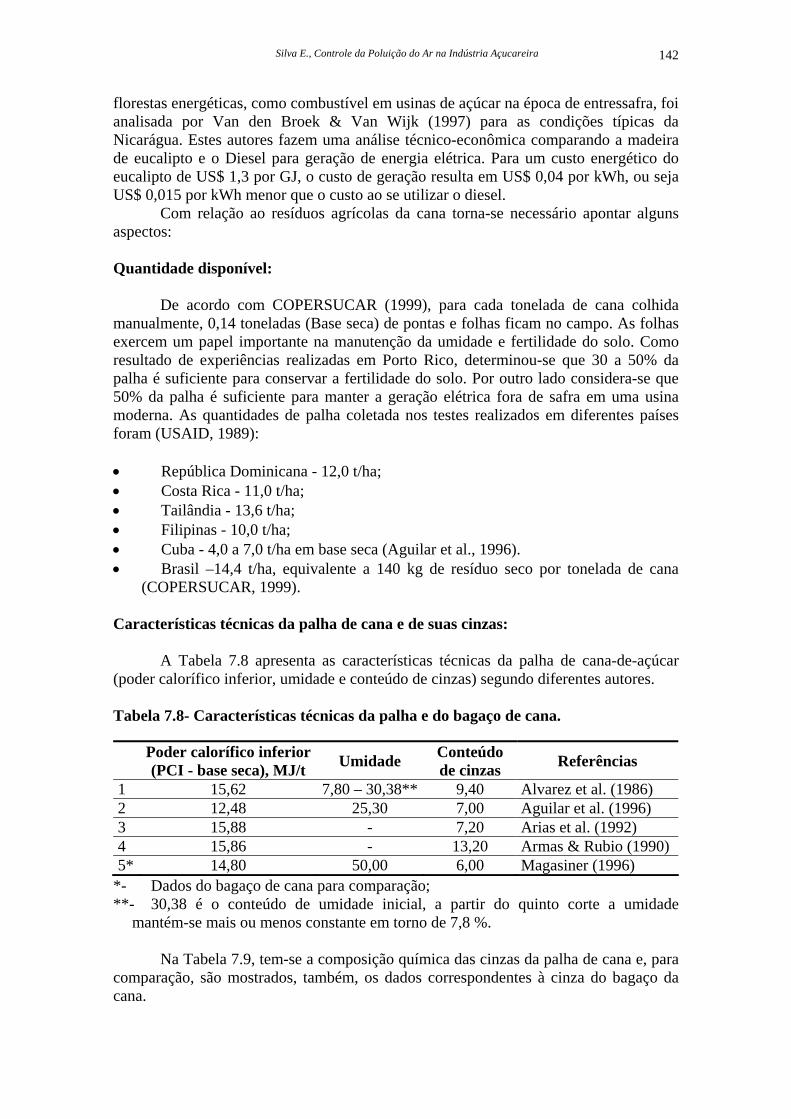
A Tabela 7.8 apresenta as características técnicas da palha de cana-de-açúcar (poder calorífico inferior, umidade e conteúdo de cinzas) segundo diferentes autores. Tabela 7.8- Características técnicas da palha e do bagaço de cana.
Poder calorífico inferior (PCI - base seca), MJ/t Umidade Conteúdo
de cinzas Referências
1 15,62 7,80 – 30,38** 9,40 Alvarez et al. (1986) 2 12,48 25,30 7,00 Aguilar et al. (1996) 3 15,88 - 7,20 Arias et al. (1992) 4 15,86 - 13,20 Armas & Rubio (1990) 5* 14,80 50,00 6,00 Magasiner (1996)
*- Dados do bagaço de cana para comparação; **- 30,38 é o conteúdo de umidade inicial, a partir do quinto corte a umidade
mantém-se mais ou menos constante em torno de 7,8 %.
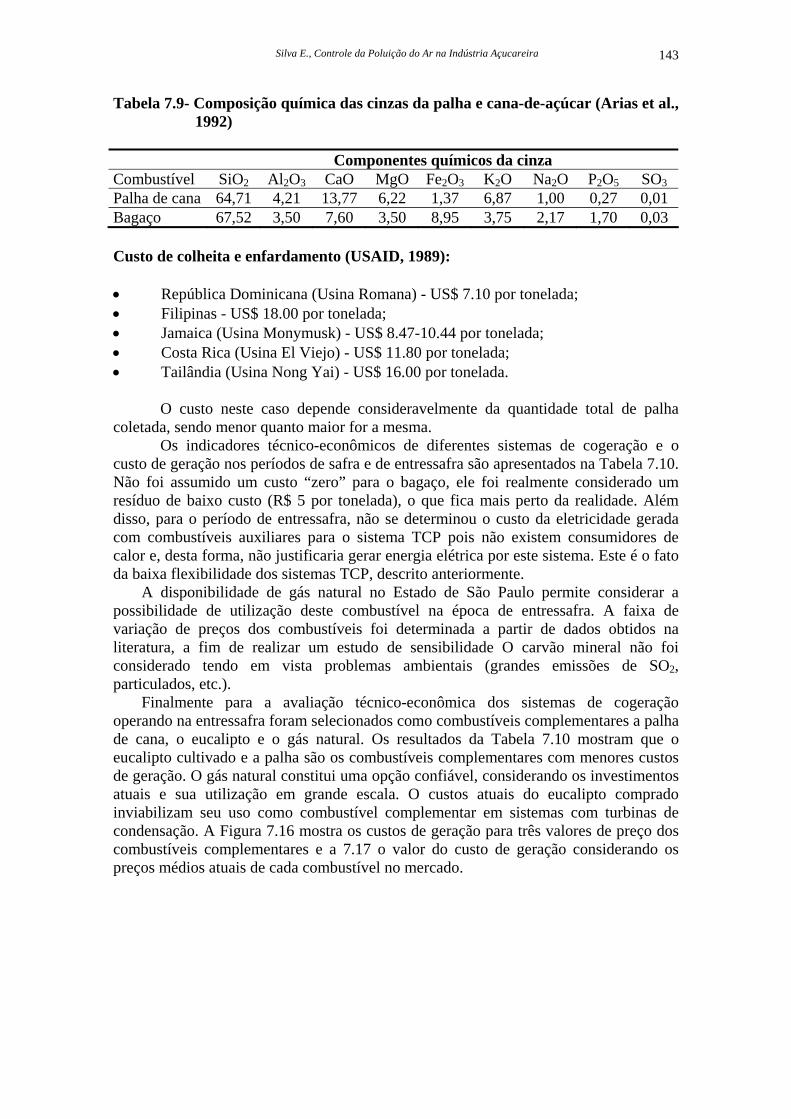
Na Tabela 7.9, tem-se a composição química das cinzas da palha de cana e, para comparação, são mostrados, também, os dados correspondentes à cinza do bagaço da cana.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 143
Tabela 7.9- Composição química das cinzas da palha e cana-de-açúcar (Arias et al., 1992)
Componentes químicos da cinza Combustível SiO2 Al2O3 CaO MgO Fe2O3 K2O Na2O P2O5 SO3 Palha de cana 64,71 4,21 13,77 6,22 1,37 6,87 1,00 0,27 0,01 Bagaço 67,52 3,50 7,60 3,50 8,95 3,75 2,17 1,70 0,03 Custo de colheita e enfardamento (USAID, 1989): • República Dominicana (Usina Romana) - US$ 7.10 por tonelada; • Filipinas - US$ 18.00 por tonelada; • Jamaica (Usina Monymusk) - US$ 8.47-10.44 por tonelada; • Costa Rica (Usina El Viejo) - US$ 11.80 por tonelada; • Tailândia (Usina Nong Yai) - US$ 16.00 por tonelada.
O custo neste caso depende consideravelmente da quantidade total de palha coletada, sendo menor quanto maior for a mesma.
Os indicadores técnico-econômicos de diferentes sistemas de cogeração e o custo de geração nos períodos de safra e de entressafra são apresentados na Tabela 7.10. Não foi assumido um custo “zero” para o bagaço, ele foi realmente considerado um resíduo de baixo custo (R$ 5 por tonelada), o que fica mais perto da realidade. Além disso, para o período de entressafra, não se determinou o custo da eletricidade gerada com combustíveis auxiliares para o sistema TCP pois não existem consumidores de calor e, desta forma, não justificaria gerar energia elétrica por este sistema. Este é o fato da baixa flexibilidade dos sistemas TCP, descrito anteriormente.
A disponibilidade de gás natural no Estado de São Paulo permite considerar a possibilidade de utilização deste combustível na época de entressafra. A faixa de variação de preços dos combustíveis foi determinada a partir de dados obtidos na literatura, a fim de realizar um estudo de sensibilidade O carvão mineral não foi considerado tendo em vista problemas ambientais (grandes emissões de SO2, particulados, etc.).
Finalmente para a avaliação técnico-econômica dos sistemas de cogeração operando na entressafra foram selecionados como combustíveis complementares a palha de cana, o eucalipto e o gás natural. Os resultados da Tabela 7.10 mostram que o eucalipto cultivado e a palha são os combustíveis complementares com menores custos de geração. O gás natural constitui uma opção confiável, considerando os investimentos atuais e sua utilização em grande escala. O custos atuais do eucalipto comprado inviabilizam seu uso como combustível complementar em sistemas com turbinas de condensação. A Figura 7.16 mostra os custos de geração para três valores de preço dos combustíveis complementares e a 7.17 o valor do custo de geração considerando os preços médios atuais de cada combustível no mercado.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 144
Tabela 7.10- Custos de geração de eletricidade e calor dos sistemas de cogeração para os períodos de safra e entressafra. O preço do combustível está expressado em R$/t e o custo de geração em 10-3 R$/kWh.
Custo de geração período de entressafra
Sistema de cogeração
Custo em
safra Preço palha Preço
eucalipto comprado
Preço eucalipto cultivado
Preço gás natural
25,2 36,0 46,8 26,9 47,6 62,1 18,6 26,8 35,2 119 171 221TCP 141,0 - - - - - - - - - - - -
TCE-80 47,0 44,4 51,5 57,7 51,7 67,3 77,4 44,0 50,6 56,9 50,6 59,9 69,2
Custo de Eletricidade Gerada
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
Bagaço Palha de cana Eucalipto* Eucalipto** Gás Natural
R$/KWh
*Comprada ** Cultivada
Figura 7.16- Custos da eletricidade gerada pelo sistema com turbina de
condensação/extração no período de safra e de entressafra para três preços comerciais de cada um dos combustíveis.
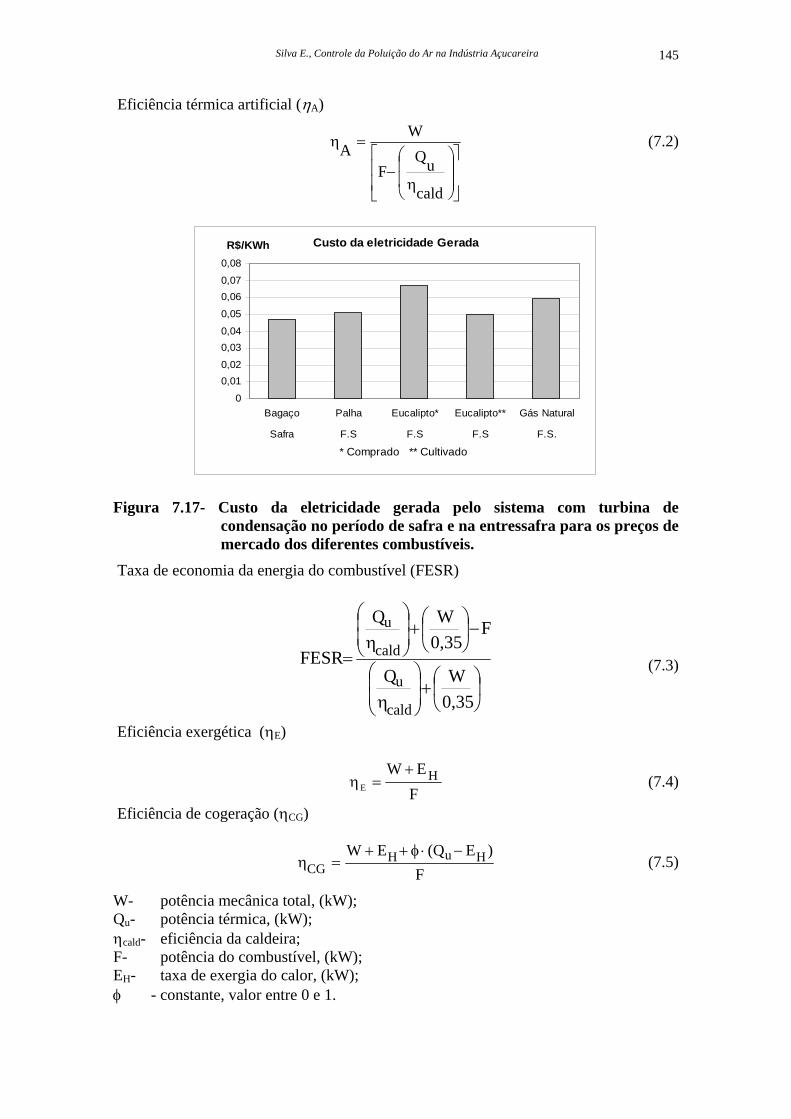
7.7- Critérios de eficiência em sistemas de cogeração.
Para o cálculo da eficiência de cogeração propõem-se diferentes expressões na literatura (Horlock, 1997), que pretendem considerar a eficiência “integral” de geração de eletricidade e calor, segundo diferentes critérios de avaliação destes produtos:
Fator de utilização de energia (FUE)
F
QWFUE u+
= (7.1)
Silva E., Controle da Poluição do Ar na Indústria Açucareira 145
Eficiência térmica artificial (ηA)
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
η−
=η
cald
uQF
WA (7.2)
Custo da eletricidade Gerada
0
0,010,02
0,030,04
0,05
0,060,07
0,08
Bagaço Palha Eucalipto* Eucalipto** Gás Natural
Safra F.S F.S F.S F.S.
R$/KWh
* Comprado ** Cultivado
Figura 7.17- Custo da eletricidade gerada pelo sistema com turbina de
condensação no período de safra e na entressafra para os preços de mercado dos diferentes combustíveis.
Taxa de economia da energia do combustível (FESR)
⎟⎠
⎞⎜⎝
⎛+⎟⎟⎠
⎞⎜⎜⎝
⎛
η
−⎟⎠
⎞⎜⎝
⎛+⎟⎟⎠
⎞⎜⎜⎝
⎛
η=
0,35WQ
F0,35WQ
FESR
cald
u
cald
u
(7.3)
Eficiência exergética (ηE)
FEW H
E
+=η (7.4)
Eficiência de cogeração (ηCG)
F
)E(QEW HuHCG
−⋅φ++=η (7.5)
W- potência mecânica total, (kW); Qu- potência térmica, (kW); ηcald- eficiência da caldeira; F- potência do combustível, (kW); EH- taxa de exergia do calor, (kW); φ - constante, valor entre 0 e 1.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 146
Os dois primeiros critérios são convencionais e não introduzem diferenças qualitativas entre a potência e o calor. Considera-se que a taxa de economia de energia do combustível é um dos melhores indicadores baseados na primeira lei, pois determina a economia de combustível inerente a cogeração, em comparação com a geração convencional de calor e energia por separado. Os critérios 4 e 5 utilizam-se do conceito de exergia para destacar a diferença de “qualidade“ do trabalho e do calor, sendo portanto uma medida mais real da eficiência do processo de cogeração. Os resultados dos cálculos das eficiências dos sistemas de cogeração considerados, segundo os critérios mostrados acima, são apresentados na Tabela 7.11. De acordo com todos os critérios, com a exeção do FUE, o sistema TCE-80 apresenta uma maior eficiência. É notável o fato de que para este sistema a taxa de economia de combustível FESR é muito maior, assim como a eficiência artificial. Tabela 7.11- Eficiência dos sistemas de cogeração segundo diferentes critérios
(Carpio, et al., 1999).
Eficiência, % Sistemas de cogeração FUE FESR ηA ηE ηCG TCP 73,0 3,0 42,0 22,0 28,0
TCE-80 67,0 9,0 45,0 28,0 33,0 7.8- Cogeração e meio ambiente
Comparemos as emissões específicas de CO2 e de outros contaminantes para diferentes tecnologias de cogeração na indústria açucareira, com os valores correspondentes para o caso da geração de eletricidade numa central termelétrica que utiliza combustíveis fósseis. A Tabela 7.12 indica os parâmetros principais das tecnologias de cogeração analisadas: TEC-40, TEC-60 e TEC-80- turbinas de condensação/extração com 40, 60 e 80 bar de pressão; BIG/GT- Ciclo combinado com gaseificação do bagaço e turbinas a gás. Tabla 7.12- Características das tecnologias de cogeração de eletricidade a partir da
biomassa canavieira (capacidade da usina de açúcar: 300 tc/h e eucalipto cultivado como combustível complementar) (Silva et al., 1999).
Tecnologia Índice de eletricidade
excedente/gerada*
kWh/tc
Investimento específico**, US$/kWe
Custo de geração,
US$/kWh
Parâmetros do vapor, MPa/oC
TCE-40 72,78/83,78 886,80 0,032 4,2/ 400 TCE-60 81,10/92,10 865,20 0,030 6,0/450 TCE-80 86,30/97,2 867,7 0,097 8,0/450 BIG/GT 162,0/217,0 1700,0 0,033 8,0/450
*- Consumo específico de vapor 300 kg/tc; **- Considera o investimento para a redução do consumo de vapor no processo.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 147
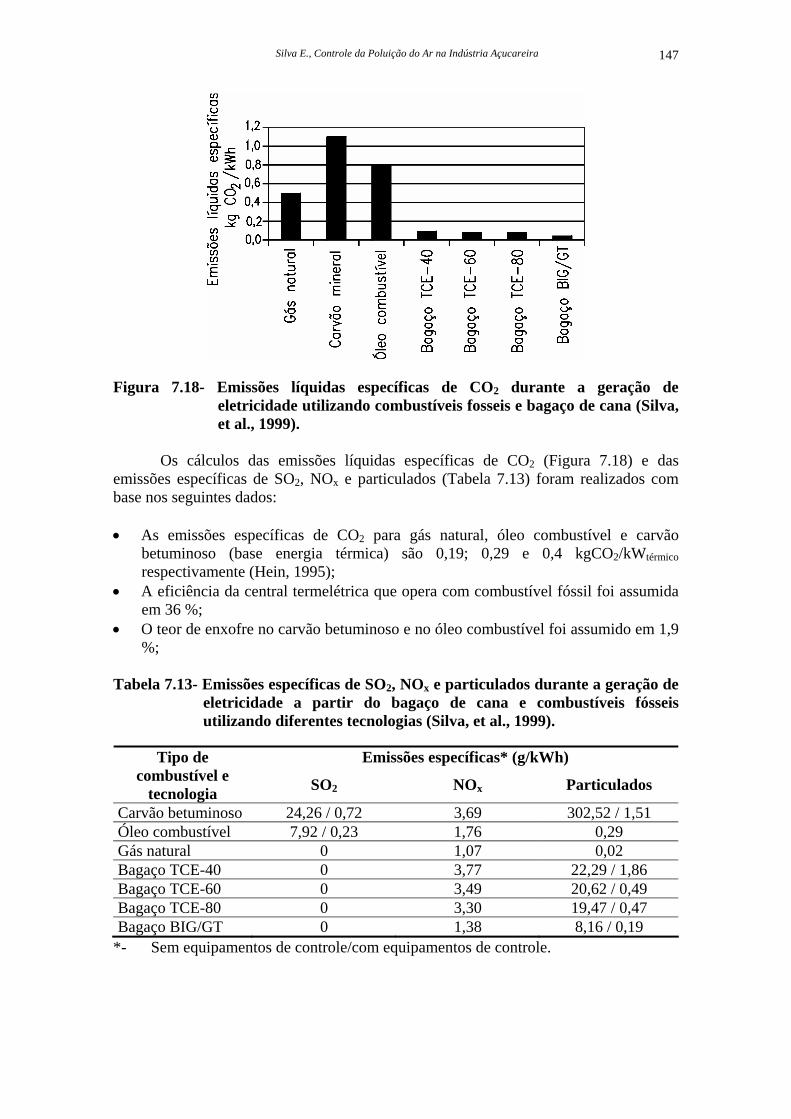
Figura 7.18- Emissões líquidas específicas de CO2 durante a geração de
eletricidade utilizando combustíveis fosseis e bagaço de cana (Silva, et al., 1999).
Os cálculos das emissões líquidas específicas de CO2 (Figura 7.18) e das
emissões específicas de SO2, NOx e particulados (Tabela 7.13) foram realizados com base nos seguintes dados:
• As emissões específicas de CO2 para gás natural, óleo combustível e carvão
betuminoso (base energia térmica) são 0,19; 0,29 e 0,4 kgCO2/kWtérmico respectivamente (Hein, 1995);
• A eficiência da central termelétrica que opera com combustível fóssil foi assumida em 36 %;
• O teor de enxofre no carvão betuminoso e no óleo combustível foi assumido em 1,9 %;
Tabela 7.13- Emissões específicas de SO2, NOx e particulados durante a geração de
eletricidade a partir do bagaço de cana e combustíveis fósseis utilizando diferentes tecnologias (Silva, et al., 1999).
Emissões específicas* (g/kWh) Tipo de combustível e
tecnologia SO2 NOx Particulados
Carvão betuminoso 24,26 / 0,72 3,69 302,52 / 1,51 Óleo combustível 7,92 / 0,23 1,76 0,29 Gás natural 0 1,07 0,02 Bagaço TCE-40 0 3,77 22,29 / 1,86 Bagaço TCE-60 0 3,49 20,62 / 0,49 Bagaço TCE-80 0 3,30 19,47 / 0,47 Bagaço BIG/GT 0 1,38 8,16 / 0,19
*- Sem equipamentos de controle/com equipamentos de controle.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 148
Os fatores de emissão de SO2 e NOx durante a queima de combustíveis fósseis foram tomados de EPA (1995) e os correspondentes a emissão de particulados de Philips et al. (1998). Os fatores correspondentes ao bagaço de cana foram tomados de EPA (1995).
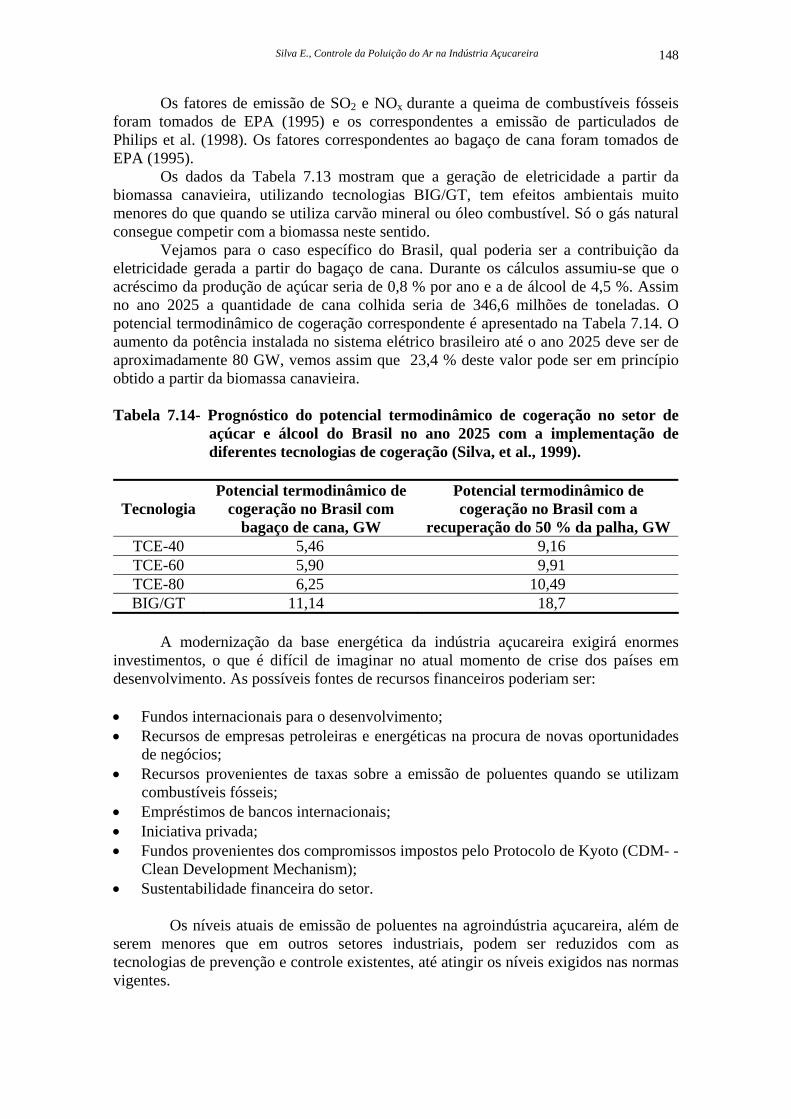
Os dados da Tabela 7.13 mostram que a geração de eletricidade a partir da biomassa canavieira, utilizando tecnologias BIG/GT, tem efeitos ambientais muito menores do que quando se utiliza carvão mineral ou óleo combustível. Só o gás natural consegue competir com a biomassa neste sentido. Vejamos para o caso específico do Brasil, qual poderia ser a contribuição da eletricidade gerada a partir do bagaço de cana. Durante os cálculos assumiu-se que o acréscimo da produção de açúcar seria de 0,8 % por ano e a de álcool de 4,5 %. Assim no ano 2025 a quantidade de cana colhida seria de 346,6 milhões de toneladas. O potencial termodinâmico de cogeração correspondente é apresentado na Tabela 7.14. O aumento da potência instalada no sistema elétrico brasileiro até o ano 2025 deve ser de aproximadamente 80 GW, vemos assim que 23,4 % deste valor pode ser em princípio obtido a partir da biomassa canavieira. Tabela 7.14- Prognóstico do potencial termodinâmico de cogeração no setor de
açúcar e álcool do Brasil no ano 2025 com a implementação de diferentes tecnologias de cogeração (Silva, et al., 1999).
Tecnologia Potencial termodinâmico de
cogeração no Brasil com bagaço de cana, GW
Potencial termodinâmico de cogeração no Brasil com a
recuperação do 50 % da palha, GW TCE-40 5,46 9,16 TCE-60 5,90 9,91 TCE-80 6,25 10,49 BIG/GT 11,14 18,7
A modernização da base energética da indústria açucareira exigirá enormes
investimentos, o que é difícil de imaginar no atual momento de crise dos países em desenvolvimento. As possíveis fontes de recursos financeiros poderiam ser: • Fundos internacionais para o desenvolvimento; • Recursos de empresas petroleiras e energéticas na procura de novas oportunidades
de negócios; • Recursos provenientes de taxas sobre a emissão de poluentes quando se utilizam
combustíveis fósseis; • Empréstimos de bancos internacionais; • Iniciativa privada; • Fundos provenientes dos compromissos impostos pelo Protocolo de Kyoto (CDM- -
Clean Development Mechanism); • Sustentabilidade financeira do setor.
Os níveis atuais de emissão de poluentes na agroindústria açucareira, além de serem menores que em outros setores industriais, podem ser reduzidos com as tecnologias de prevenção e controle existentes, até atingir os níveis exigidos nas normas vigentes.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 149
A introdução de tecnologias avançadas de cogeração na indústria açucareira permitiria gerar quantidades consideráveis de eletricidade com um impacto ambiental muito menor que o resultante da geração de eletricidade a partir de combustíveis fósseis.
Um dos aspectos importantes para se alcançar uma produção mais limpa seria uma alta eficiência no uso da energia no processo de fabricação de açúcar.
Produção mais limpa e eficiência podem fazer com que a indústria açucareira retome a sua importância econômica e possa constituir a base do desenvolvimento sustentável das regiões e países onde a cana-de-açúcar é cultivada.
REFERÊNCIAS AGUILAR, A. RODRIGUEZ, M., LEAL, D., PEREZ, F., Cane agricultural waste
fuel potential and available technology. PROCEEDINGS OF THE 22 ISSCT CONGRESS, Cartagena, Colombia, 1995.
ALBERT-THENET, J., Steam economy in cane sugar factories. PROCEEDINGS OF THE INTERNATIONAL CONFERENCE ON ENERGY FROM SUGARCANE, Hilo, Havaíi, pp. 223-243, 1991.
ALVAREZ, J. C., RAMOS, D. N., RODRIGUEZ, R. D., GUADA, C. L., Caracterización de la paja de caña como combustible. INGENIERÍA ENERGÉTICA, Vol.VI, N° 3, pp. 237-246, 1986.
ARIAS. A. R., PINEDA, L. B., LEAL, R. L., CEDEÑO, Y. L., MURIÑO, T. B. Manual de las propiedades fisico-químicas de los combustibles sólidos disponibles en Cuba. MINBAS, 1992.
ARMAS, F. R. N., RUBIO, A., VICTORIA, B., Caracterización de la paja como combustible. CENTRO AZÚCAR, N° 17 (3), julio-septiembre, pp. 16-20, 1990.
BARREDA, E. LLAGOSTERA, J., Comparação econômica de alternativas de cogeração em usinas de açúcar. ANAIS DO CONGRESSO IBEROAMERICANO DE ENGENHARIA MECÂNICA, La Habana, Cuba, 1998.
BICHARA, J.M., FILHO, J.P., Aspectos gerais de gerenciamento ambiental na agroindústria canavieira. SANEAMENTO AMBIENTAL, N° 11, Dezembro - Janeiro, 1990, pp. 14-23, 1991.
BRAUN, G., Bioenergia para el desarrollo. PROCEEDINGS OF THE INTERNATIONAL SEMINAR COMMERCIAL ENERGY GENERATION IN THE CANE AGRO-INDUSTRY, Ciudad de Guatemala, Guatemala, pp. 39-50, 1994.
CAMPBELL, C. J., LAHERRÉRE, J. H., The end of cheap oil., SCIENTIFIC AMERICAN, March, pp. 60-65, 1998.
CARPIO, R. A.; TEIXEIRA, F. N., BESSA, F. C.; SILVA, E. L., Critérios de avaliação termodinâmica para sistemas de cogeração em usinas de açúcar. CONGRESSO BRASILEIRO DE ENGENHARIA MECÂNICA COBEM’99, 22 – 26 de Novembro, Águas de Lindóia, São Paulo, Brasil, 1999.
CENTRO NACIONAL DE PRODUCCIÓN MÁS LIMPIA, http://www.cnpml.or.cr/, 17 de diciembre de 1998.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 150
CETESB, Emissão de material particulado proveniente da combustão de bagaço de cana em caldeiras (proposta para o estabelecimento de padrão). 1986.
CHANG, K. W., WING, A. F. L. A., GUNNES, D., HOI, L. W. S., Optimizing steam utilization at a typical sugar factory. PROCEEDINGS OF THE XXIII ISSCT CONGRESS, New Delhi, India, pp. 270-281, 22 to 26 February, 1999.
COPERSUCAR, Pro-álcool: fundamentos e perspectivas. COPERSUCAR, 13 – 20, São Paulo, 1989.
COPERSUCAR, Projeto BRA/96/G31 Geração de Energia por Biomassa: Bagaço de Cana-de-Açúcar e Resíduos. INFORMATIVO DO CENTRO DE TECNOLOGIA COPERSUCAR, Agosto, 1999.
COPERSUCAR, Projeto BRA/96/G31 Geração de Energia por Biomassa: Bagaço de Cana-de-Açúcar e Resíduos – Ensaio de variedades de cana com alta biomassa. CENBIO NOTÍCIAS, Ano 2, N° 7, julho-setembro, pp. 7, 1999.
CTC, Economia de vapor em usinas de açúcar. Projeto BRA/96/G31, INFORMATIVO DO CENTRO DE TECNOLOGIA COPERSUCAR, N° 3, Junho, 1998.
DA SILVA SALLES, L., Elementos para o planejamento ambiental do complexo agroindustrial sucroalcooleiro no Estado de Sao Paulo: conceitos, aspectos e métodos. DISSERTAÇÃO DE MESTRADO, EESC-USP, 1993.
EPA, Compilation of air polution emission factors. 1995.
EPA, Emission factors: external combustion sources. 1996.
FRY, J., International Productivity comparisons. PROCEEDINGS OF THE XXIII ISSCT CONGRESS, Febrary 22-26, 1999.
FUNDAÇÃO NATURA, Potencial Impacto Ambiental de las Industrias en el Ecuador: Exploración preliminar y soluciones. Quito, Ecuador, 1991.
GENESTOUX, P., Trends, challenges and the outlook of world cane sugar production and markets. PROCEEDINGS OF THE XXIII ISSCT CONGRESS, February 22-26, New Delhi, India, 1999.
GOLDEMBERG, J., MONACO, L. C., MACEDO, I. M., The Brazilian fuel-alcohol programm. RENEWABLE ENERGY: SOURCES FOR FUELS AND ELECTRICITY, Edited by Island Press, pp. 841-864, 1993.
HALL, D. O., ROSILLO-CALLE, F., WILLIAMS, R. H., WOODS, J., Biomass for energy: supply prospects. RENEWABLE ENERGY: SOURCES FOR FUELS AND ELECTRICITY, Edited by Island Press, pp. 593-652., 1993.
HEIN, K., Fossil fuel utilization. COMBUSTION TECHNOLOGIES FOR A CLEAN ENVIRONMENT, SELECTED PAPERS FROM THE FIRST INTERNATIONAL CONFERENCE, Edited by Carvalho, H. G., Lockwood, F. C., Fiveland, W. A., Papadopoulos, C., Gordon and Breach Publishers, pp. 69-81, Vilamoura, Portugal, September 3-6, 1991, 1999.
HERRERA, M.C., Comunicação interna. DIRETORA DO PROGRAMA DE DIVERSIFICAÇÃO DO GEPLACEA, Grupo de Países Latino-Americanos e do Caribe Exportadores de Açúcar, 1999.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 151
HOBSON, P. A., DIXON, T. F., Gasification Technology – prospects for large-scale high-efficiency cogeneration in the Australian Sugar Industry. PROCEEDINGS OF THE AUSTRALIAN SOCIETY OF SUGAR CANE TECHNOLOGISTS, Vol 20, pp. 1-9, 1998.
HORLOCK, J. H., Cogeneration – Combined Heat and Power (CHP): Thermodynamics and Economics. Edited by Krieger Publishing Company, 1997, 226 p.
JOHANSSON, T. B., KELLY, H., REDDY, A. K. N., WILLIAMS, R. H., Renewable fuels and electricity for a growing world economy: defining and achieving the potential. RENEWABLE ENERGY: SOURCES FOR FUELS AND ELECTRICITY, Edited by Island Press, pp. 1-73, 1993.
KINOSHITA, C. M., Potential of Cane Energy, Proceedings of International Conference on Energy from Sugar Cane: Progress and Prospects. Hilo, Havaíi, 1991.
KINOSHITA, C. M., Un índice universal de eficiencia de energía en una fábrica de azúcar. INTERNATIONAL SUGAR JOURNAL, Vol. 101, N° 1203, pp. 183-186, 1999.
KIRCHHOFF, V. W. J. H., MARINHO, E. V. A., DÍAS, P. L. S., PEREIRA, E. B., CALHEIROS, R., ANDRÉ, R., VOLPE, C., Enhancements of CO and O3 from burnings in sugar fields. JOURNAL OF ATMOSPHERIC CHEMISTRY, Vol. 12, pp. 87-102, 1991.
LARSON, E. D., OGDEN, J. M., WILLIAMS, R. H., Steam Injected Gas-Turbine Cogeneration for the Sugar Cane Industry. PU/CEES, Report N° 217, 1987.
MAGASINER, N., Bagasse-fired boiler design with reference to cogeneration. INTERNATIONAL SUGAR JOURNAL, Vol. 98, N° 1167, pp. 100-109, 1996.
OGDEN, J.M., HOCHGREB, S., HYLTON, M.G., Steam economy and cogeneration in cane sugar factories. INTERNATIONAL SUGAR JOURNAL, Vol. 92, N° 1033, pp. 131-140, 1990.
OLADE, Seminario: La modernización del subsector eléctrico en América Latina. 1998.
PHILLIPS, J. B., HINDAWI, M. A., PHILLIPS, A., BAILEY, R. V., Particulate matter: predicting its emission rates. POLLUTION ENGINEERING ONLINE, July, 1998.
PURCHASE, B. S., Disposal of liquid effluents from cane sugar factories. PROCEEDINGS OF THE 22 ISSCT CONGRESS, Cartagena de Indias, Colombia, pp. 49-54, 1995.
SILVA, E. L; PONCE, F. A; CARPIO, R. C.; NOGUEIRA, L. A., Producción más limpia: efciencia y ambiente. ARTÍCULO PRESENTADO EN EL TALLER INTERNACIONAL: LA CAÑA DE AZÚCAR UNA AGENDA MULTIDISCIPLINARIA PARA EL SIGLO XXI, FAO – GEPLACEA, Santo Domingo, República Dominicana, Octubre 19-21, 1999.
SILVA, E., HORTA, L. A. N., Technoeconomic evaluation of gasification technologies for small scale electricity generation from biomass. PROCEEDINGS OF THE BIOENERGY’98 CONFERENCE, pp. 473-482, 1998.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 152
TURN, S., Biomass Integrated Gasifier Combined Cycle Technology: Status of Commercial Development Efforts and Application in the cane Sugar Industry. REPORT TO THE BEST PROJECT, Winrock International Institute for Agricultural Development, 1998.
USAID, Power to the grid from sugarcane residues. BIOENERGY SYSTEMS REPORT, 1989.
VAN DEN BROEK, R., VAN WJIK, A., La generación de electricidad a partir de eucalipto en ingenios azucareros en Nicaragua, PRESENTADO Y PUBLICADO EN LA REUNIÓN REGIONAL SOBRE LA BIOMASSA PARA LA PRODUCCIÓN DE ENERGIA Y ALIMENTOS, 1997..
WALTER, A. C. S., Avaliação e localização do potencial brasileiro de produção de eletricidade a partir de sub-produtos da cana-de-açúcar. ANAIS DO VII CONGRESSO BRASILEIRO DE ENERGIA, pp. 571-582, 1996.
WALTER, A.C.S., LLAGOSTERA, J., GALLO, W.L.R., Análise de parâmetros de alocação de custos em sistemas de cogeração equipados com turbinas de contrapressão., PROCEEDINGS DO VI ENCIT/VI LATCYM, pp. 195-200, 1996.
WORLD BANK, Pollution Prevention and Abatement. HANDBOOK, Part III, 1997.
WUNSH, H., ARRAM-WAGANFF, P., Technology transfer betweeen beet and cane sugar industries- possibilities for energy saving including cogeneration. PROCEEDINGS OF THE XXIII ISSCT CONGRESS, pp. 282-283, New Delhi, India, February 22-26, 1999.
Silva E., Controle da Poluição do Ar na Indústria Açucareira 153
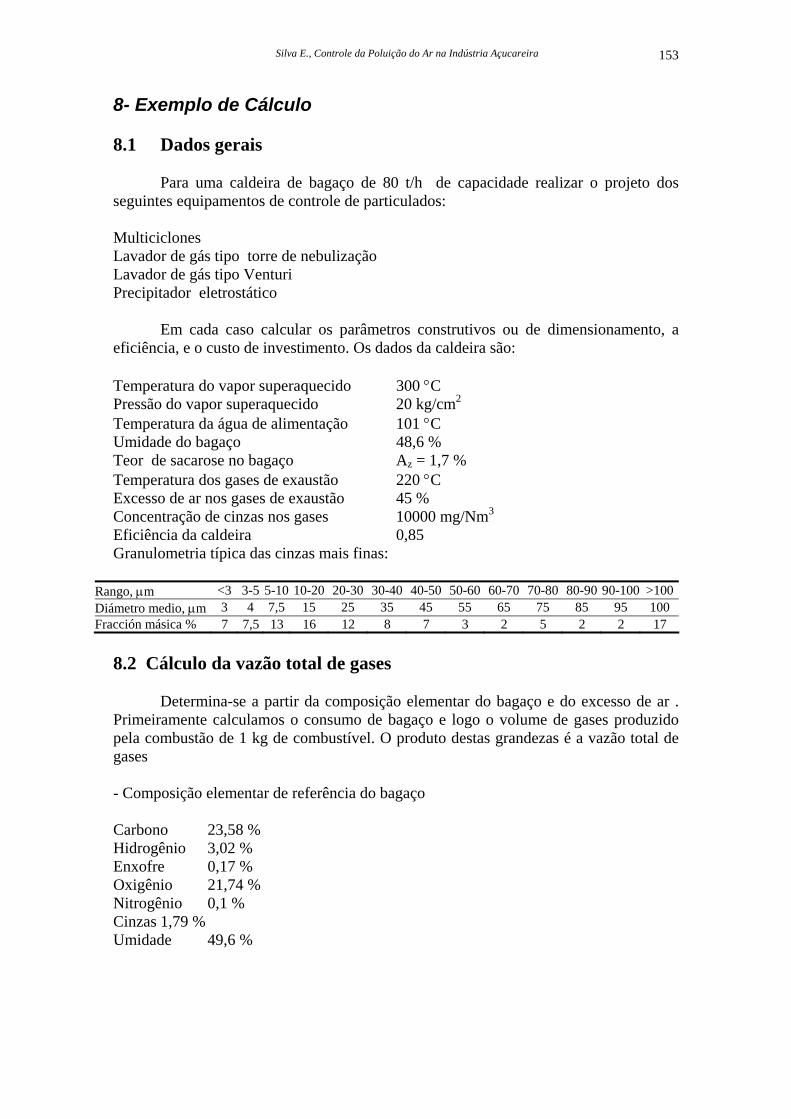
8- Exemplo de Cálculo 8.1 Dados gerais Para uma caldeira de bagaço de 80 t/h de capacidade realizar o projeto dos seguintes equipamentos de controle de particulados: Multiciclones Lavador de gás tipo torre de nebulização Lavador de gás tipo Venturi Precipitador eletrostático Em cada caso calcular os parâmetros construtivos ou de dimensionamento, a eficiência, e o custo de investimento. Os dados da caldeira são: Temperatura do vapor superaquecido 300 °C Pressão do vapor superaquecido 20 kg/cm2 Temperatura da água de alimentação 101 °C Umidade do bagaço 48,6 % Teor de sacarose no bagaço Az = 1,7 % Temperatura dos gases de exaustão 220 °C Excesso de ar nos gases de exaustão 45 % Concentração de cinzas nos gases 10000 mg/Nm3 Eficiência da caldeira 0,85 Granulometria típica das cinzas mais finas:
Rango, µm <3 3-5 5-10 10-20 20-30 30-40 40-50 50-60 60-70 70-80 80-90 90-100 >100Diámetro medio, µm 3 4 7,5 15 25 35 45 55 65 75 85 95 100 Fracción másica % 7 7,5 13 16 12 8 7 3 2 5 2 2 17
8.2 Cálculo da vazão total de gases
Determina-se a partir da composição elementar do bagaço e do excesso de ar . Primeiramente calculamos o consumo de bagaço e logo o volume de gases produzido pela combustão de 1 kg de combustível. O produto destas grandezas é a vazão total de gases - Composição elementar de referência do bagaço Carbono 23,58 % Hidrogênio 3,02 % Enxofre 0,17 % Oxigênio 21,74 % Nitrogênio 0,1 % Cinzas 1,79 % Umidade 49,6 %

Silva E., Controle da Poluição do Ar na Indústria Açucareira 154
Cálculo do calor absorvido pela água na caldeira: mvs = 0,22 kg/s o 80 t/h hvs = 2987,85 kJ/kg em função da pressão e da temperatura do vapor. haa = 421,0 kJ/kg em função da temperatura da água de alimentação.
( )aaVSVSU hhmQ −⋅= Qu = 5,705.104 kW Cálculo do consumo de bagaço:
O poder calorífico pode ser determinado a partir do teor de umidade e sacarose pela seguinte equação: S% = 1 W% = 48,6 ηb = 0,85
%W8,200%S4917991PCI ⋅−⋅−= PCI = 8,149.103 kJ/kg
Conhecidos o calor absorvido pela água de alimentação, o PCI e a eficiência da caldeira, a vazão consumida de bagaço pode ser determinado pela equação:
b
UC PCI
QCη⋅
=
Cc = 8,234 kg/s Cálculo do Volume de gases produzido pela queima de 1 kg de bagaço. Deve-se recalcular a composição elementar para o valor real de umidade 48,6 %: W% = 48,6 % Az% = 1,7 %
100%W100f −
=
f = 0,514
8,44fC ⋅= 35,5fH ⋅= 5,39fO ⋅=
38,0fN ⋅=

Silva E., Controle da Poluição do Ar na Indústria Açucareira 155
01,0fS ⋅= 79,9fA ⋅=
C = 23,027 % H = 2,75 % 0 = 20,329 % N = 0,195 % S = 5,14.10-3 % A = 5,032 %
6,48ASNOHCT ++++++= T = 99,938 % Cálculo do volume de ar teórico necessário para a combustão de 1 kg de combustível:
( ) O033,0H26,0S375,0C089,0Va ⋅−⋅+⋅+⋅= Va = 2,101 m3/kg
( )S375,0C01866,0V 2Ro ⋅+⋅= VRo2 = 0,43 m3/kg
N008,0V79,0V aN ⋅+⋅= VN = 1,662 m3/kg
aOH V0161,0W0124,0H111,0V2
⋅+⋅+⋅= VH2O = 0,942 m3/kg Finalmente o volume de gases teóricos calcula-se como:
OH2RoN0g 2
VVVV ++= 0gV = 3,033 m
3/kg
O coeficiente de excesso de ar na saída da caldeira é: α = 1,45
O volume real considera as infiltrações de ar e o excesso de ar.
( ) a0gg V10161,1VV ⋅−α⋅+=
Vg = 3,994 m3/kg
A vazão total de gases é calculada multiplicando Vgr pela vazão de combustível
C, posteriormente deve-se fazer a sua correção para a temperatura de saída dos gases.
cgg CVF ⋅=

Silva E., Controle da Poluição do Ar na Indústria Açucareira 156
Fg = 32,887 m3/s
273273220FF gg220
+⋅=
220gF = 59,39 m3/s
Q = 220gF
8.3 Projeto de multiciclones Selecionamos para o cálculo um ciclone de alta eficiência tipo Swift da Tabela 5.7. Tomamos os parâmetros de dimensionamento: Ka = 0,44 Kb = 0,21 Ks = 0,5 Kde = 0,4 KH = 3,9 Kh = 1,4 KB = 0,4 Q = Vazão de gás, m3/s Ut1= Velocidade de entrada do gás no ciclone, m/s ∆p = Queda de pressão, kPa Tg = Temperatura dos Gases oC µ = Viscosidade, kg/m.s ρf = Densidade do gás, kg/m3 ρp= Densidade da partícula, kg/m3 Primeira tentativa: Ut1 = 18 m/s Ka = 0,44 Kb = 0,21
b1t
a
KUKQa⋅⋅
=
a = 2,629 m
aKaD =
D = 5,976 m

Silva E., Controle da Poluição do Ar na Indústria Açucareira 157
É evidente que o valor do diâmetro D é muito grande. Passamos a considerar um multiciclone
bKDb ⋅= b = 1,255 m
Para uma segunda tentativa utilizaremos um sistema de multiciclones com 650 ciclones, de 25 cm de diâmetro cada. Nc = 650
ci N
QQ =
Di = 0,25 m Qi = 0,091 m3/s
ai KDa ⋅= a = 0,11 m
2b
ai1t aK
KQU⋅⋅
=
bi KDb ⋅=
b = 0,052 Ut1 = 15,822 m/s
Deve-se variar tanto o número de ciclones, assim como o valor de seu diâmetro até achar um conjunto que permita obter uma velocidade de entrada de aproximadamente 18 m/s que é o valor recomendado.
Para calcular a velocidade de salto do ciclone Usa, deve-se achar o valor da viscosidade cinemática µ e a densidade dos gases de exaustão ρ à temperatura de saída do gás.Para o uso desta fórmula, deve-se utilizar todas as unidades no sistema internacional. µ = 2,628.10-5 kg/(ms) g = 9,81 m/s2 ρp = 1597,04 kg/m3 b = 0,0518 m ρg = 0,7256 kg/m3 D = 0,249 m

Silva E., Controle da Poluição do Ar na Indústria Açucareira 158
( )
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛
ρ
ρ⋅µ⋅⋅⋅⋅
⎟⎠⎞
⎜⎝⎛ −
⎟⎠⎞
⎜⎝⎛
⋅=3
1
2g
p32
1t067,0
31
4,0
s
gUD
Db1
Db
3078,5U
Us = 16,192 m/s O resultado é obtido em m/s. É necessário também realizar a verificação do projeto atendendo a velocidade Usa.
25,198,0UU
s
1t <=
Cálculo da eficiência do ciclone: D = 0,25 m Tg = 493 K K = 699,2
( ) 1283T
1D67,0n3,0
g14,0 +⎟⎟⎠
⎞⎜⎜⎝
⎛⋅−⋅=
n = 0,471 µg = 0,0000263 kg/(ms) ρp = 1900 kg/Nm3
1n1N+
=
N = 0,68
⎟⎟⎠
⎞⎜⎜⎝
⎛
µ⋅+
⋅ρ⋅⋅
⋅=g
p3i
181n
DQK2M
M = 6,778.103 Calculemos a eficiência por frações: J = 0,..., 12
( ) ( )[ ] 100dMexp1dEf Npp ⋅⋅−=

Silva E., Controle da Poluição do Ar na Indústria Açucareira 159
0 5 10 5 1 10 460
70
80
90
100
Ef dpj
dpj
Figura 8.1- Relação entre a eficiência por frações e o diâmetro das partículas. A eficiência total:
( ) jj
p wdEfEfj⋅= ∑
Ef = 95,487 % Cálculo da queda de pressão: Nh = 9,24
( ) h21t3
f NU12,5100048,302,2
p ⋅⋅⋅⋅⋅ρ
=∆
∆p = 8,611 cm de la columna de H2O Cálculo do custo do multiciclone:
cc N72baN7000S ⋅+⋅⋅⋅= S = 1,319.105 US$ Custo incluindo a montagem:
S290St ⋅= St90 = 2,638.105 US$ Atualização do custo, $US
Esta avaliação do custo foi realizada em base a dados de 1990. A fim de atualizar estes resultados os multiplicaremos pela relação do índice de custo de equipamento segundo Marshall & Swift para os anos 1997 e 1990: que são: 1071,7 e 915,1, sendo a relação = 1,17

Silva E., Controle da Poluição do Ar na Indústria Açucareira 160
90S17,197S tt ⋅= St97 = 3,086.105 US$ 8.4 Projeto de um lavador de gás tipo torre de nebulização Dados adicionais: Relação líquido/gás = 1L/m3 Diâmetro médio das gotas da água = 200 µm Temperatura média no lavador = 80 oC Velocidade do gás = 0,4 m/s Carga de particulados na entrada = 10000 µg/Nm3 A composição granulométrica e a vazão de gases são iguais as do item 8.3. A velocidade do gás na torre; vg 1 m/s Corrigido à temperatura de 80 oC.
( )273
80273FQ g+
=
π⋅=
gvQr
r = 4,348 m O diâmetro do lavador é de 8,7 m Cálculo da velocidade terminal das gotas de água Ut: Dd = 0,001 m ρd = 1000 kg/m3 g = 9,81 m/s2
Tg = 150 °C, temperatura media ρg = 0,836 kg/m3 µg = 0,000024 kg/(ms)
⎟⎠⎞
⎜⎝⎛ µ⋅
⋅ρ⋅ρ⋅=
g
df3d
a
43
gdG
Ga = 1,898.104
( ) 31
ab GlnG = Gb = 2,144
3b
2bb G01068,0G238,0G153,2194,3 ⋅+⋅−⋅+−=ξ
ξ = 0,433

Silva E., Controle da Poluição do Ar na Indústria Açucareira 161
( )3eRC ξ= RC = 3,664
⎟⎟⎠
⎞⎜⎜⎝
⎛
ρ⋅
µ⋅ρ⋅⋅⋅= 2
g
ggt 3
gRC4U
Ut = 1,181 m/s Cálculo da eficiência de captura das partículas por cada gota de água:
( )dg
pg2p
pp D9vd
dK⋅µ⋅
ρ⋅⋅=
( )2
p
ppd 7,0K
KK ⎟
⎟⎠
⎞⎜⎜⎝
⎛
+=η
QL/QG = 0,001 m3/m3 Z = 1, ..., 15
( )( ) ⎥
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
⎥⎥⎦
⎤
⎢⎢⎣
⎡−⋅
η⋅⋅⋅⋅−
−=ηgt
d
dtG
L
vU2
D
ZUQQ75,0
d e1Z,Ef Dependência entre a eficiência e a altura de contato líquido/gás: ( ) ( )( )( )∑ ⋅η=η
jjppd wZ,dKEfw,Ef
j
0 5 10 150,8
0,85
0,9
0,95
1
η( ),Ef w
Z
Figura 8.2- Eficiência de separação da torre de nebulização com relação ao comprimento zona de contato (Z).
Durante o projeto de torres de nebulização vai-se variando Z até atingir a
eficiência de projeto.

Silva E., Controle da Poluição do Ar na Indústria Açucareira 162
Cálculo do Custo do Lavador de Gases:
O custo da torre de lavagem, para esta vazão de gases é de US$ 30000 considerando que o material de construção da torre é aço 304 inoxidável multiplicamos o custo por 1,9 e obtemos $US 57000. 8.5 Cálculo da eficiência de um lavador de gases tipo Venturi. Dados: Relação líquido/gás QL/QG = 0,001 m3/m3 Velocidade na garganta do Venturi Vgarg = 120 m/s Cálculo do diâmetro das gotas de água (pela equação de Nukiyama Tanasawa). Produto do fracionamento do líquido na garganta do Venturi. ρd = 1000 kg/m3 σ = 0,072 N/m µd = 0,001 kg/(ms) ρp = 1900 kg/m3 µg = 0,000024 kg/(ms)
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⎟
⎟⎠
⎞⎜⎜⎝
⎛
ρ⋅σ
µ⋅+
ρσ
⋅=5,1
G
L
45,0
d
d
darggd Q
Q53207681V
585000D
dD = 70 µm f = 0,31 (recomendado por Calvert)
( )dg
pargg2p
pp D9Vd
dK⋅µ⋅
ρ⋅⋅=
⎥⎥⎦
⎤
⎢⎢⎣
⎡
⋅++⎟⎟
⎠
⎞⎜⎜⎝
⎛ +⋅⋅+⋅−−=
fK7,049,0
7,07,0fK
ln4,1fK7,0K1P
p
pp
pti
( )⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
µ⋅
⋅⋅ρ⋅⋅−=
g
tiddG
L
p 55
PDQQ2
exp1KEf

Silva E., Controle da Poluição do Ar na Indústria Açucareira 163
0.965
0.970
0.975
0.980
0.985
3 4 7.5 15 25 35 45 55 65 75 85 95 100dp(j)
Ef(K
p(dp
))
Figura 8.3- Eficiência por frações com relação ao diâmetro da partícula. ( ) ( )( ) j
jjpp wdKEfw,Ef ⋅=η ∑
η(Ef, w) = 99,36 A eficiência total é 99,36 8.6 Dimensionamento de um precipitador eletrostático
Serão calculados, a área total de coletores e o custo do precipitador, para uma eficiência de 99,5% e uma concentração de partículas na entrada de 10000 mg/Nm3 e na saída 50 mg/Nm3. A partir da eficiência de 99,5%, na Tabela 5.8 tomamos a velocidade efetiva de migração das partículas no campo magnético, considerando que a cinza do bagaço não tem tendência ao efeito de coroa inversa. Numa primeira aproximação tomamos o valor de 0,093 m/s correspondente ao carvão betuminoso. η = 0,995 Vp = 0,093 Q = Fg220
( )p
C V1lnQA η−⋅−
=
Ac.Q ln( )1 η
Vp Ac = 3,384.103 m2
Silva E., Controle da Poluição do Ar na Indústria Açucareira 164
Cálculo do custo: Aep = 4551 Bep = 0,6276
epbCep AaEC ⋅=
EC = 7,467.105 US$ Para calcular o custo do equipamento já instalado, é preciso multiplicar por 2.24.
EC24,2C ⋅= C = 1,673.106 US$. Custo em dólares de 1990 Atualizando o custo para 1997
C17,1Ca ⋅= Ca = 1,957.106 US$