
Sistema Estadual de Meio Ambiente - feam.br · A cerâmica vermelha é um segmento industrial de...
153
feam Secretaria de Estado de Meio Ambiente e Desenvolvimento Sustentável Fundação Estadual do Meio Ambiente Diretoria de Pesquisa e Desenvolvimento Gerência de Produção Sustentável Plano de Ação para Adequação Ambiental e Energética das Indústrias de Cerâmica Vermelha no Estado de Minas Gerais FEAM - DPED - GPROD - RT 01/2012
Transcript of Sistema Estadual de Meio Ambiente - feam.br · A cerâmica vermelha é um segmento industrial de...
feam
Secretaria de Estado de Meio Ambiente e Desenvolvimento Sustentável Fundação Estadual do Meio Ambiente
Diretoria de Pesquisa e Desenvolvimento Gerência de Produção Sustentável
Plano de Ação para Adequação Ambiental e Energética das Indústrias de Cerâmica Vermelha no Estado de Minas Gerais
FEAM - DPED - GPROD - RT 01/2012


Secretaria de Estado de Meio Ambiente e Desenvolvimento Sustentável Fundação Estadual do Meio Ambiente
Diretoria de Pesquisa e Desenvolvimento Gerência de Produção Sustentável
Plano de Ação para Adequação Ambiental e Energética das Indústrias de Cerâmica Vermelha no Estado de Minas
Gerais
FEAM - DPED - GPROD - RT 01/2012
Belo Horizonte Junho 2012
© 2012 Fundação Estadual do Meio Ambiente
Governo do Estado de Minas Gerais
Antônio Augusto Junho Anastasia
Governador
Sistema Estadual do Meio Ambiente – Sisema
Secretaria de Estado de Meio Ambiente e Desenvolvimento Sustentável -
Semad
Adriano Magalhães Chaves
Secretário
Fundação Estadual do Meio Ambiente - Feam
Ilmar Bastos Santos
Presidente
Diretoria de Pesquisa e Desenvolvimento
Janaína Maria França dos Anjos
Diretora
Gerência de Produção Sustentável
Antônio Augusto Melo Malard
Gerente
Elaboração:
Antônio Augusto Melo Malard – Gerente de Produção Sustentável
Deborah Cristina Fernandes Lima – Bolsista FAPEMIG
Ficha catalográfica elaborada pelo Núcleo de Documentação Ambiental
F981p Fundação Estadual do Meio Ambiente.
Plano de ação para adequação ambiental e energética das
indústrias de cerâmica vermelha no Estado de Minas Gerais /
Fundação Estadual do Meio Ambiente. --- Belo Horizonte: FEAM,
2012. 142 p. ; il.
FEAM - DPED - GPROD - RT 01/2012.
1. Indústria de cerâmica vermelha. 2. Cerâmica vermelha –
processo produtivo. 3. Cerâmica vermelha – aspectos ambientais.
I. Título. CDU: 666.3:504.064
i
LISTA DE FIGURAS
Figura 2-1 - Distribuição das empresas por região (%) .......................................................... 9 Figura 2-2 – Principais pólos cerâmicos no Brasil ................................................................10 Figura 2-3 – Distribuição das cerâmicas vermelhas no Estado de Minas Gerais ..................12 Figura 2-4 – Distribuição das cerâmicas vermelhas por SUPRAMs......................................13 Figura 2-5 – Distribuição das cerâmicas vermelhas no Estado de Minas Gerais por zoneamento .........................................................................................................................14 Figura 2-6 – Amassamento da argila utilizando força motriz animal .....................................17 Figura 2-7 – Produção média de peças nas cerâmicas vermelhas do Estado de Minas Gerais ..................................................................................................................................18 Figura 2-8 – Distribuição média dos custos de produção da indústria de cerâmica vermelha .............................................................................................................................................22 Figura 2-9 - Depósito de argila .............................................................................................24 Figura 2-10 - Distribuição das principais bacias sedimentares brasileiras, portadoras de depósitos de argila para uso em cerâmica vermelha ............................................................26 Figura 2-11 – Porcentagens dos combustíveis utilizados na queima de produtos de cerâmica vermelha no Estado de Minas Gerais ...................................................................................34 Figura 2-12 – Alimentador de pó de serragem e cavaco ......................................................35 Figura 2-13 - Esquema do coletor de pó de balão para limpeza do gás de topo do alto-forno .............................................................................................................................................41 Figura 2-14 – Dosador de pó de balão .................................................................................44 Figura 2-15 – Depósito de pó de balão a céu aberto sem nenhum controle .........................45 Figura 2-16 – Depósito de pó de balão coberto e impermeabilizado ....................................45 Figura 2-17 - Fluxograma do processo produtivo de cerâmica vermelha ..............................47 Figura 2-18 - Depósito de argila extraído manualmente .......................................................48 Figura 2-19 – Depósito de argila extraído com auxílio de máquinas .....................................48 Figura 2-20 – Extração de areia por meio de draga ..............................................................49 Figura 2-21 - Misturador .......................................................................................................52 Figura 2-22 – Cortador automático .......................................................................................54 Figura 2-23 – Formas de secagem de produtos cerâmicos utilizadas em Minas Gerais .......56 Figura 2-24 - Vista de secagem natural realizada sob lonas ................................................57 Figura 2-25 – Secagem de peças em galpão com utilização de ventiladores .......................57 Figura 2-26 - Secagem natural a céu aberto ........................................................................58 Figura 2-27 - Vista interna de um secador tipo túnel ............................................................60 Figura 2-28 – Ventilador na boca de um forno abóboda .......................................................63 Figura 2-29 - Vista de uma caieira ........................................................................................64 Figura 2-30 – Forno Tatu ou paulistinha ou retangular .........................................................67 Figura 2-31 – Forno Abóboda ou redondo ............................................................................67 Figura 2-32 – Forno Vagão ..................................................................................................68 Figura 2-33 - Forno Túnel .....................................................................................................68 Figura 2-34 – Forno hoffmann ..............................................................................................69 Figura 2-35 – Distribuição de tipo de fornos por empreendimentos do Estado de Minas Gerais ..................................................................................................................................69 Figura 2-36 – Aplicação de resina em telhas no município de Monte Carmelo .....................70 Figura 2-37 - Ensaios de resistência, absorção de água e granulometria .............................70 Figura 2-38 - Estocagem de tijolos .......................................................................................71 Figura 3-1 - Vista do lavador de gases instalado no prolongamento da chaminé do forno de olaria ....................................................................................................................................75 Figura 3-2 – Geração de resíduos na fabricação de cerâmica ..............................................79 Figura 3-3 - Material cru fora de conformidade .....................................................................80 Figura 3-4 - Tijolos quebrados ..............................................................................................81 Figura 3-5 - Armazenamento de cinzas em caçambas .........................................................82 Figura 3-6 – Vista de uma empresa sem delimitação na área de seu forno, com armazenamento de lenha no sistema viário do município ....................................................86

ii
Figura 4-1 – Distribuição dos empreendimentos de cerâmica vermelha no Estado de Minas Gerais por classe e código conforme a DN COPAM nº 74/2004...........................................91 Figura 4-2 – Distribuição dos empreendimentos de cerâmica vermelha no Estado de Minas Gerais por licenciamento ......................................................................................................92 Figura 4-3 – Distribuição dos empreendimentos de extração de argila em Minas Gerais por licenciamento .......................................................................................................................94 Figura 5-1 – Extração manual de argila em área de várzea .................................................99 Figura 5-2 – Distribuição do consumo mensal de argila por porcentagem de empreendimentos no Estado de Minas Gerais ................................................................... 102 Figura 5-3 – Depósito de tijolos queimados com piso irregular, a céu aberto ..................... 109 Figura 5-4 – Armazenamento de tijolos crus em piso concretado e sem obstruções .......... 109 Figura 5-5 – Disposição de cacos de tijolos em talude, com ocorrência de carreamento para via de trânsito ..................................................................................................................... 111 Figura 5-6 – Disposição de cacos de tijolos em bota-fora ................................................... 111 Figura 5-7 – Armazenamento de cinzas sem controle ........................................................ 113 Figura 5-8 – Emissão atmosférica em chaminé de um forno de cerâmica vermelha .......... 114 Figura 5-9 – Emissão atmosférica em forno tipo caieira ..................................................... 115
iii
LISTA DE TABELAS
Tabela 2.1 – Principais municípios mineiros produtores de cerâmica vermelha ...................11 Tabela 2.2.- Características do setor de cerâmica vermelha no Brasil .................................15 Tabela 2.3 – Correlação entre a tecnologia de processo e taxa de produtividade ................18 Tabela 2.4 - Produção brasileira de cerâmica vermelha (109 peças) ....................................19 Tabela 2.5 – Distribuição da produção brasileira por região em 2008 (mil milheiros/mês) ....19 Tabela 2.6 - Preços dos produtos fabricados em Minas Gerais nos anos de 2010 e 2011 ...20 Tabela 2.7- Consumo de energia pelo setor cerâmico no Brasil por ano (%) .......................33 Tabela 2.8 – Consumo de energia elétrica no setor de cerâmica vermelha no Estado de Minas Gerais ........................................................................................................................37 Tabela 2.9 - Composição do pó de balão de uma siderúrgica não-integrada a carvão vegetal .............................................................................................................................................42 Tabela 3.1 - Fator de emissão de poluentes atmosféricos para queima de carvão e lenha ..73 Tabela 3.2 - Índice de qualidade do ar por poluente .............................................................76 Tabela 5.1 – Consumo médio dos principais insumos energéticos utilizados em Minas Gerais por produção de cerâmica vermelha ....................................................................... 105 Tabela 5.2 – Poder Calorífico Inferior de combustíveis....................................................... 106 Tabela 5.3 – Fatores de oxidação para alguns combustíveis ............................................. 118 Tabela 5.4 – Fatores de emissão para alguns combustíveis segundo o IPCC ................... 118 Tabela 5.5 - Fatores de emissão sugeridos para consumo de carbonatos ......................... 120
iv
SUMÁRIO 1 INTRODUÇÃO ................................................................................................................ 1 2 PANORAMA GERAL DA INDÚSTRIA DE CERÂMICA VERMELHA ............................. 5
2.1 Histórico da produção de cerâmica vermelha .......................................................... 5 2.1.1 História da cerâmica vermelha no mundo ........................................................ 5 2.1.2 História da cerâmica vermelha no Brasil .......................................................... 7
2.2 Perfil da indústria de cerâmica vermelha no Brasil e em Minas Gerais ................... 8 2.2.1 Localização do parque industrial ...................................................................... 8 2.2.2 Características do setor ..................................................................................14
2.3 O processo produtivo de cerâmica vermelha .........................................................23 2.3.1 Matérias primas e insumos .............................................................................24
2.3.1.1 Argila ........................................................................................................24 2.3.1.2 Água ........................................................................................................31 2.3.1.3 Insumos energéticos ................................................................................32
a) Lenha ..............................................................................................................34 b) Pó de serragem, cavaco e pallets de madeira .................................................35 c) Energia Elétrica ...............................................................................................36 d) Óleo Combustível ............................................................................................37 e) Gás Natural .....................................................................................................37 f) GLP – Gás Liquefeito de Petróleo ...................................................................38 g) Carvão Mineral / coque ...................................................................................38 h) Palha de café, bagaço de cana, sabugo de milho e outras fibras ....................39
2.3.1.4 Incorporação de resíduos .........................................................................39 a) Pó de balão .....................................................................................................41
2.3.2 Descrição do processo industrial .....................................................................46 2.3.2.1 Extração ...................................................................................................48 2.3.2.2 Preparação da massa cerâmica ...............................................................49
a) Sazonamento ..................................................................................................50 b) Mistura e Homogeneização .............................................................................50 c) Conformação ..................................................................................................52
2.3.2.3 Tratamento Térmico .................................................................................55 a) Secagem .........................................................................................................55 Secagem natural .........................................................................................56 Secagem artificial ........................................................................................58
b) Queima ...........................................................................................................60 Fornos .........................................................................................................63
2.3.2.4 Acabamento .............................................................................................70 2.3.2.5 Inspeção ..................................................................................................70 2.3.2.6 Estocagem ...............................................................................................71 2.3.2.7 Expedição ................................................................................................72
3 ASPECTOS E IMPACTOS AMBIENTAIS DECORRENTES DA FABRICAÇÃO DE CERÂMICA VERMELHA .....................................................................................................73
3.1 Efluentes atmosféricos ...........................................................................................73 3.2 Resíduos sólidos ....................................................................................................77
3.2.1 Material cru fora de conformidade ...................................................................79 3.2.2 Quebras de produto final .................................................................................80 3.2.3 Cinzas .............................................................................................................81 3.2.4 Outros resíduos ...............................................................................................82
3.3 Efluentes líquidos ...................................................................................................83 3.4 Ruído .....................................................................................................................84 3.5 Impacto visual ........................................................................................................85 3.6 Impacto na extração da argila ................................................................................86
4 LICENCIAMENTO AMBIENTAL ................................................................................... 90 5 AVALIAÇÃO AMBIENTAL DO SETOR ........................................................................ 96
5.1 Extração da argila ..................................................................................................98 5.2 Recursos energéticos ........................................................................................... 103

v
5.3 Resíduos sólidos .................................................................................................. 108 5.4 Emissões atmosféricas ........................................................................................ 113
6 CONCLUSÕES ........................................................................................................... 121 7 PLANO DE AÇÃO ...................................................................................................... 127 REFERÊNCIAS ................................................................................................................. 129 ANEXOS ............................................................................................................................ 135 ANEXO A - Check list aplicado nas visitas técnicas ..................................................... 136 ANEXO B - Localização das cerâmicas vermelhas de Minas Gerais por bacia hidrográfica ...................................................................................................................... 141 ANEXO C - Localização das cerâmicas vermelhas de Minas Gerais por SUPRAMs ... 142

feam
1
1 INTRODUÇÃO
A cerâmica pode ser tanto uma atividade artística, em que são produzidos artefatos com
valor estético, quanto uma atividade industrial em que são produzidos artefatos para uso
na construção civil e engenharia.
Atualmente, além de sua utilização como matéria-prima constituinte de diversos
instrumentos domésticos, da construção civil e como material plástico nas mãos dos
artistas, a cerâmica é também utilizada na tecnologia de ponta, mais especificamente na
fabricação de componentes de foguetes espaciais, justamente devido a sua durabilidade.
Dentro do setor de cerâmica existem as cerâmicas vermelhas que compreendem
aqueles materiais com coloração avermelhada empregados na construção civil (tijolos,
blocos, telhas, elementos vazados, lajes, tubos cerâmicos e argilas expandidas) e
também utensílios de uso doméstico e de adorno. Esse setor também contempla as
olarias que produzem tijolos comuns ou maciços, denominados “tijolinhos”. As olarias
são micro empresas, em geral com estrutura familiar e bastante arcaica.
A cerâmica vermelha é um segmento industrial de uso intensivo de mão de obra, em que
de um lado prevalecem as microempresas familiares com técnicas essencialmente
artesanais e, do outro, empresas de pequeno e médio porte que utilizam processos
produtivos tradicionais.
Dessa forma, os empreendimentos brasileiros são considerados tecnologicamente
atrasados ao serem comparados com o padrão produtivo empregado nos principais
países produtores. Entretanto, a necessidade de reverter esse quadro está levando
empresários a investir em tecnologias para melhorar a qualidade dos produtos e para
eliminar desperdícios no processo de produção.
A indústria de cerâmica caracteriza-se por duas etapas distintas: a primária, que envolve
a exploração e transporte da matéria prima e a de transformação para elaboração do
produto final. Independentemente de essas fases serem desempenhadas pelo mesmo
empreendimento, elas são diretamente interligadas e interferem no desempenho da
cadeia produtiva.
feam
2
O processo produtivo no interior de uma indústria de cerâmica vermelha é relativamente
simples, entretanto necessita de controle de qualidade. Caso uma das etapas seja mal
executada, influenciará na qualidade do produto final, conforme bastante detalhado
neste trabalho.
O setor ceramista vermelho se apresenta como um grande empregador, absorvendo
principalmente pessoas de baixa qualificação profissional. No país, o setor disponibiliza
aproximadamente 400 mil postos de trabalho, sendo que cerca de 30 mil, que representa
7,5% dos postos existentes no Brasil, referem-se a Minas Gerais, distribuídos em 626
empresas. Além disso, o setor de cerâmica vermelha responde por cerca de 0,4% do PIB
do país, valor equivalente a R$ 6,8 bilhões/ano. Estes fatos demonstram a importância
da atividade para a economia do Brasil e de Minas Gerais.
Por outro lado, a cerâmica vermelha promove a geração de passivos ambientais,
principalmente quanto à extração da argila, ao uso desta matéria prima não renovável, e
ao uso tradicional e intensivo de lenha como combustível. Entretanto, o uso de lenha
como combustível vem sendo substituído pela utilização de combustíveis alternativos
como o bagaço de cana, sabugo de milho e palha de café. Além disso, a maior parte da
lenha usada atualmente é oriunda do plantio de eucalipto.
A escolha do tema deveu-se à necessidade de se realizar um diagnóstico ambiental do
setor de cerâmica vermelha no Estado de Minas Gerais, haja vista sua grande
importância na economia e cadeia produtiva da construção civil.
O trabalho está dividido em sete capítulos. O primeiro constituiu esta introdução. O
segundo capítulo apresenta um breve histórico da fabricação de cerâmica vermelha no
mundo e no Brasil, o perfil do setor em Minas Gerais, destacando a localização do pólo
produtor, sua relevância na economia estadual e a geração de empregos, as
características ambientais e os avanços tecnológicos de processo. Também nesse
capítulo é feita uma descrição detalhada do processo produtivo.
O terceiro capítulo destaca os impactos ambientais e as medidas mitigadoras. Também
são apresentados os principais equipamentos utilizados para o controle das emissões
atmosféricas e dos efluentes líquidos, assim como o princípio de funcionamento de cada
um deles, as ações de gerenciamento de resíduos sólidos industriais, com a

feam
3
caracterização e classificação dos resíduos, e a apresentação das tecnologias
disponíveis para aproveitamento desses resíduos, além dos impactos referentes à
extração da argila e referente a ruído.
No quarto capítulo é realizada uma análise da situação dos empreendimentos no Estado
de Minas Gerais, em relação ao licenciamento ambiental.
O quinto capítulo inicia-se com a descrição da metodologia aplicada no desenvolvimento
deste trabalho, a qual previu a revisão da literatura existente sobre o tema, o
levantamento de dados e informações junto ao acervo da FEAM e a pesquisa de campo,
realizada por meio de visitas técnicas às instalações industriais de cento e setenta e oito
cerâmicas vermelhas do Estado de Minas Gerais para aplicação de questionário padrão
(na forma de check list). Com esse universo de informações e dados, realizou-se uma
série de avaliações sobre as práticas de gerenciamento de resíduos sólidos, o controle
das emissões atmosféricas, os recursos energéticos e a extração de argila.
O check list contém inúmeras informações referentes ao processo produtivo, sistemas de
controle ambiental, resultados de automonitoramento, além das informações
administrativas. De maneira a complementar os dados coletados na pesquisa de campo,
foram levantadas informações nos arquivos da FEAM, por meio do Sistema Integrado de
Informação Ambiental (SIAM), no qual se tem acesso aos documentos que compõem os
processos de licenciamento ambiental.
O sexto capítulo destaca as principais evidências reveladas pela pesquisa, apresentando
conclusões para cada uma das avaliações realizadas.
O sétimo capítulo apresenta o Plano de Ação para adequação do setor no Estado de
Minas Gerais. Nele são abordados temas para desenvolvimento de trabalhos futuros,
pois, apesar da quantidade excessiva de dados compilados e analisados, referentes a
diversos assuntos, alguns deles necessitam ser mais detalhados, evidenciando uma
enorme gama de oportunidades para a realização de outros trabalhos.
Os dados obtidos na investigação realizada foram inseridos ao longo do trabalho, de
acordo com os temas abordados, de modo a facilitar a leitura. Dessa forma, já no
capítulo 2 esses dados são mencionados.
feam
4
Os principais objetivos deste trabalho foram a realização de um diagnóstico, seguido de
avaliação ambiental do setor de cerâmica vermelha e por fim elaboração de Plano de
Ação para adequação ambiental e energética.
Este trabalho também é um meio de apresentar às empresas do setor informações e
avaliações acerca das melhores tecnologias disponíveis para controle de impactos
ambientais, eficiência energética e tecnologias para produção sustentável e visa
incentivar os empreendimentos a se adequarem.
feam
5
2 PANORAMA GERAL DA INDÚSTRIA DE CERÂMICA VERMELHA
2.1 Histórico da produção de cerâmica vermelha
2.1.1 História da cerâmica vermelha no mundo
A cerâmica é o material artificial mais antigo produzido pelo homem, existindo a cerca de
dez a quinze mil anos. Do grego "kéramos”, "terra queimada" ou “argila queimada”, é um
material de imensa resistência, sendo freqüentemente encontrado em escavações
arqueológicas (SINDICATO DE CERÂMICA VERMELHA - SINDICER, 2011).
O emprego dos produtos cerâmicos, obtidos por meio do cozimento de argilas, primeiro
sob o sol e, posteriormente, em fornos, iniciou-se nos lugares onde havia escassez de
pedras, mas excesso de materiais argilosos. Em vista da facilidade de fabricação e
abundância da argila, os produtos cerâmicos tornaram-se logo essenciais na história das
civilizações.
Estudiosos confirmam que a cerâmica é a mais antiga tipologia industrial, tendo nascido
quando o homem começou a utilizar-se do barro endurecido pelo fogo. Esse processo de
endurecimento, obtido casualmente, multiplicou-se e evoluiu até os dias de hoje.
(SINDICER, 2011).
Quando o homem saiu das cavernas e se tornou um agricultor, passou a necessitar de
recipientes para armazenar água, alimentos colhidos e sementes para a próxima safra.
Tais recipientes deveriam ser resistentes ao uso, impermeáveis à umidade e de fácil
fabricação. Essas facilidades foram encontradas na argila, deixando pistas sobre
civilizações e culturas que existiram milhares de anos antes da Era Cristã.
Segundo Gomes (1983), por volta do ano 10.000 a.C., a alvenaria já era usada pelas
civilizações assíria e persa. Esses povos desenvolveram tijolos queimados ao sol como
material base para a construção. Com a evolução da tecnologia, em torno do ano 3.000
a.C. surgiram os primeiros tijolos de barro queimado em fornos, obtendo-se, assim, um
material mais resistente e mais durável.
Os procedimentos de mistura manual, construção manual e artesanato cerâmico datam
de épocas anteriores a 5.000 a.C. A primeira máquina modeladora de materiais argilosos
feam
6
foi provavelmente a roda oleira, que era usada antes de 3.500 a.C. Esta era usada para
lançar corpos de cerâmica plástica e, posteriormente, para torná-los mais secos e
rígidos. Outros procedimentos desenvolvidos em seguida foram a moldagem por
prensagem de barro em moldes aquecidos e a queima em forno fechado (REED, 1995).
A técnica construtiva em alvenaria de tijolos ou blocos cerâmicos remonta aos antigos
caldeus e assírios, que, em torno de 4.000 a.C., já usavam este material para erguer
suas casas e palácios (HOLLANDA, 1975, apud GRIGOLETTI, 2001).
As primeiras cerâmicas de que se tem notícia são da Pré-História: vasos de barro, sem
asa, que tinham cor de argila natural ou eram escurecidas por óxidos de ferro. A
cerâmica para construção e a cerâmica artística com características industriais só
ocorreu na antiguidade em grandes centros comerciais.
Durante a Era Cristã, a realização mais notável ocorreu na China, com o
desenvolvimento de porcelana branca com alta translucidez. As tentativas de reproduzir
esse tipo de material no Ocidente foram frustradas, até que, em 1708, um jovem
alquimista alemão, Friedrich Bottger, sob orientação do célebre físico Count von
Tschirnhaus, descobriu que porcelana fina poderia ser produzida pela queima de um
corpo contendo uma argila resistente ao fogo com materiais fusíveis. No século XVIII,
outras invenções incluíam o uso de formas, processos de criação de múltiplas peças
cerâmicas idênticas, uso de moldes de gesso, moldes porosos, uso de extrusão e
processo de queima em forno túnel (REED, 1995).
Na primeira metade do século XX, observou-se o rápido desenvolvimento de técnicas no
setor de cerâmica. A produção industrial tornou-se mecanizada e várias etapas
tornaram-se automatizadas. Termopares foram usados freqüentemente para monitorar a
temperatura durante a queima (REED, 1995).
Segundo Prudêncio Jr. (1986), em torno de 1880 foram realizados nos EUA os primeiros
ensaios com alvenaria de tijolos (Watertown Arsenal, Massachussets). Até essa data, os
experimentos estavam restritos a ensaios com tijolos isolados e com argamassas.
Entretanto, somente no ano de 1966 foi publicado o primeiro código normativo com
recomendações para construções em alvenaria de tijolos, denominado Recomended
Building Code Requirements for Engineering Brick Masonry (GOMES, 1983).
feam
7
A segunda metade do século XX foi testemunha de avanços importantes na síntese,
caracterização e fabricação de produtos cerâmicos. Atualmente, o setor se automatizou,
sendo usados computadores em toda a indústria para monitorar e controlar o manuseio
de matérias-primas e a preparação, fabricação e queima.
Contudo, com todo avanço tecnológico ocorrido no mundo, tanto os materiais de
processamento mais simples, desenvolvidos em épocas antigas a partir de materiais
naturais, quanto os materiais recentemente desenvolvidos, relativamente sofisticados e
dependentes de materiais sintéticos, são atualmente utilizados em grande escala.
2.1.2 História da cerâmica vermelha no Brasil
No Brasil, a cerâmica tem seus primórdios na Ilha de Marajó. A cerâmica marajoara tem
sua origem na avançada cultura indígena que floresceu na ilha. Contudo, estudos
arqueológicos indicam a presença de uma cerâmica ainda mais simples, encontrada na
região amazônica e datada de aproximadamente 5.000 anos atrás (SINDICER, 2011).
Portanto, a tradição ceramista não chegou ao Brasil com os portugueses ou na bagagem
cultural dos escravos. Os índios aborígenes já tinham firmado a cultura do trabalho em
barro quando Cabral aportou no país. Logo, os colonizadores portugueses não
trouxeram nada de novo ao instalar as primeiras olarias, tendo somente estruturado e
concentrado a mão de obra.
O rudimentar processo aborígene, no entanto, sofreu modificações com as instalações
de olarias nos colégios, engenhos e fazendas jesuítas; onde se produzia além de tijolos
e telhas, também louça de barro para consumo diário (SINDICER, 2011).
A introdução do uso do torno e das “rodadeiras”, parece ser a mais importante dessas
influências, que se fixou especialmente na faixa litorânea dos engenhos, nos povoados e
nas fazendas, permanecendo nas regiões interioranas as práticas manuais indígenas.
Com essa técnica passou a haver mais simetria na forma, maior perfeição no
acabamento e menor tempo de trabalho (SINDICER, 2011).
A partir de 1549, com a chegada de Tomé de Sousa ao país, a produção de material de
construção foi estimulada para o desenvolvimento de cidades mais bem planejadas e
elaboradas (SEBRAE, 2008).

feam
8
Em 1575, há indícios do uso de telhas na construção da vila que viria a se tornar a
cidade de São Paulo/SP. E foi a partir desse estímulo que se iniciou o desenvolvimento
da atividade cerâmica de forma mais intensa, sendo as olarias o marco inicial da
indústria em São Paulo. Em 1893, também em São Paulo, foi fundada a primeira grande
fábrica de produtos cerâmicos do Brasil, por quatro irmãos franceses, naturais de
Marselha, com o nome de “Estabelecimentos Sacoman Frères”, posteriormente alterado
para “Cerâmica Sacoman S.A.”, a qual encerrou suas atividades em 1956. O nome das
telhas conhecidas por “francesas” ou “marselhesas” é devido à origem destes
empresários (SEBRAE, 2008).
Com maior concentração nas últimas décadas do século XIX, a produção nas olarias se
dava por meio de processos manuais e em pequenos estabelecimentos. Os produtos
finais eram tijolos, telhas, tubos, manilhas, vasos, potes e moringas, os quais eram
comercializados localmente (SEBRAE, 2008).
Nestes últimos anos do século XIX e durante o início do século XX houve um processo
de especialização nas empresas cerâmicas, o que gerou uma separação entre olarias e
cerâmicas.
A cerâmica, tanto de uso comum quanto artístico, é produzida hoje por toda parte, seja
em grandes estabelecimentos, seja por pequenos artesãos. Os sistemas são
fundamentalmente os mesmos, mas é inegável que a experiência técnica adquiriu
tamanha perfeição que permite resultados extraordinários.
2.2 Perfil da indústria de cerâmica vermelha no Brasil e em Minas Gerais
2.2.1 Localização do parque industrial
A localização das cerâmicas é determinada por dois fatores principais: a proximidade de
jazidas (em função do volume de matéria prima processada e da necessidade de
transporte de grande volume e peso) e a proximidade dos mercados consumidores
(tendo em vista os custos de transporte). Os fatores secundários são, principalmente, a
mão-de-obra, os incentivos fiscais, os centros de pesquisas e os fornecedores de
equipamentos.
feam
9
Quanto maior o grau de qualidade da argila, maior é a importância assumida por esse
fator locacional. A localização industrial em relação à fonte da argila é função do custo
de transporte. Uma empresa localizada longe da jazida somente se justifica quando essa
é de qualidade excepcional.
A existência de jazidas de maneira isolada ou associada a outras condicionantes
favoráveis como proximidade de mercados, base infra-estrutural e cultura empresarial
têm conduzido a polarização do setor em territórios específicos, levando a constituição
de aglomerados produtivos (CABRAL et al., 2005).
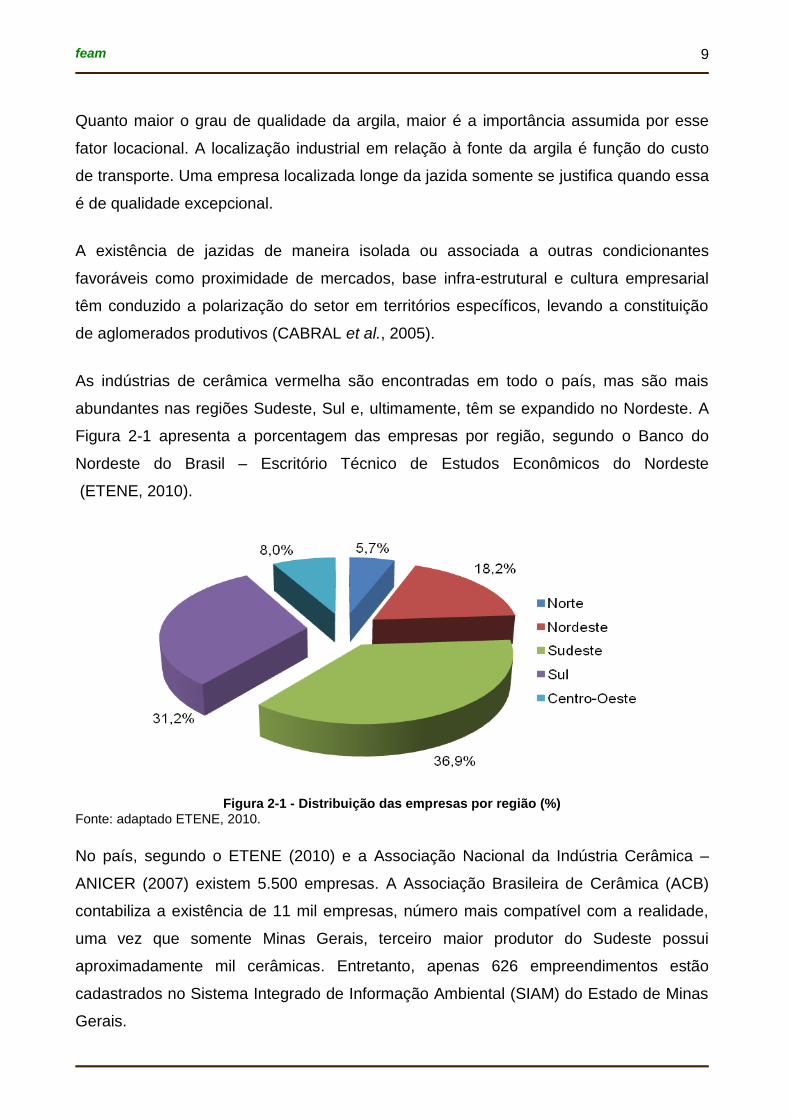
As indústrias de cerâmica vermelha são encontradas em todo o país, mas são mais
abundantes nas regiões Sudeste, Sul e, ultimamente, têm se expandido no Nordeste. A
Figura 2-1 apresenta a porcentagem das empresas por região, segundo o Banco do
Nordeste do Brasil – Escritório Técnico de Estudos Econômicos do Nordeste
(ETENE, 2010).
Figura 2-1 - Distribuição das empresas por região (%) Fonte: adaptado ETENE, 2010.
No país, segundo o ETENE (2010) e a Associação Nacional da Indústria Cerâmica –
ANICER (2007) existem 5.500 empresas. A Associação Brasileira de Cerâmica (ACB)
contabiliza a existência de 11 mil empresas, número mais compatível com a realidade,
uma vez que somente Minas Gerais, terceiro maior produtor do Sudeste possui
aproximadamente mil cerâmicas. Entretanto, apenas 626 empreendimentos estão
cadastrados no Sistema Integrado de Informação Ambiental (SIAM) do Estado de Minas
Gerais.
feam
10
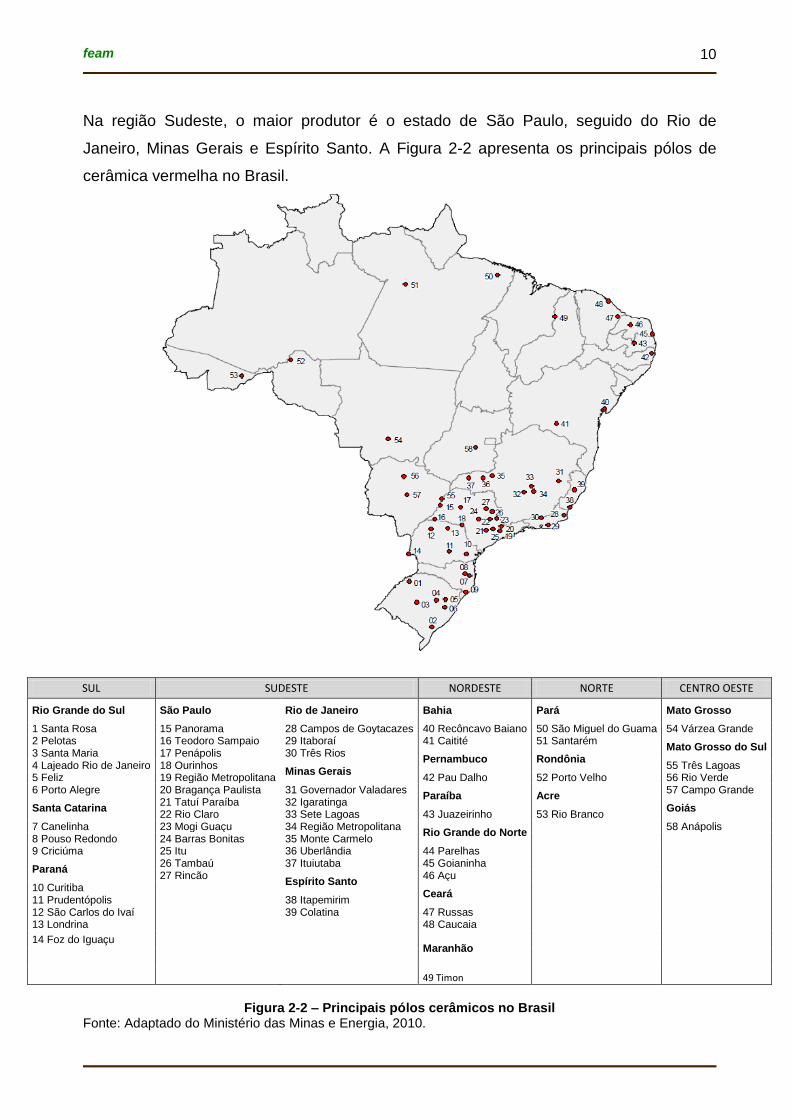
Na região Sudeste, o maior produtor é o estado de São Paulo, seguido do Rio de
Janeiro, Minas Gerais e Espírito Santo. A Figura 2-2 apresenta os principais pólos de
cerâmica vermelha no Brasil.
SUL SUDESTE NORDESTE NORTE CENTRO OESTE
Rio Grande do Sul São Paulo Rio de Janeiro Bahia Pará Mato Grosso
1 Santa Rosa 15 Panorama 28 Campos de Goytacazes 40 Recôncavo Baiano 50 São Miguel do Guama 54 Várzea Grande 2 Pelotas 16 Teodoro Sampaio 29 Itaboraí 41 Caitité 51 Santarém
Mato Grosso do Sul 3 Santa Maria 17 Penápolis 30 Três Rios
Pernambuco Rondônia 4 Lajeado Rio de Janeiro 18 Ourinhos
Minas Gerais 55 Três Lagoas
5 Feliz 19 Região Metropolitana 42 Pau Dalho 52 Porto Velho 56 Rio Verde 6 Porto Alegre 20 Bragança Paulista 31 Governador Valadares
Paraíba Acre 57 Campo Grande
Santa Catarina 21 Tatuí Paraíba 32 Igaratinga
Goiás 22 Rio Claro 33 Sete Lagoas 43 Juazeirinho 53 Rio Branco
7 Canelinha 23 Mogi Guaçu 34 Região Metropolitana Rio Grande do Norte
58 Anápolis 8 Pouso Redondo 24 Barras Bonitas 35 Monte Carmelo 9 Criciúma 25 Itu 36 Uberlândia 44 Parelhas
Paraná 26 Tambaú 37 Ituiutaba 45 Goianinha 27 Rincão
Espírito Santo 46 Açu
10 Curitiba Ceará
11 Prudentópolis 38 Itapemirim 12 São Carlos do Ivaí 39 Colatina 47 Russas 13 Londrina 48 Caucaia
14 Foz do Iguaçu Maranhão
49 Timon
Figura 2-2 – Principais pólos cerâmicos no Brasil
Fonte: Adaptado do Ministério das Minas e Energia, 2010.
feam
11
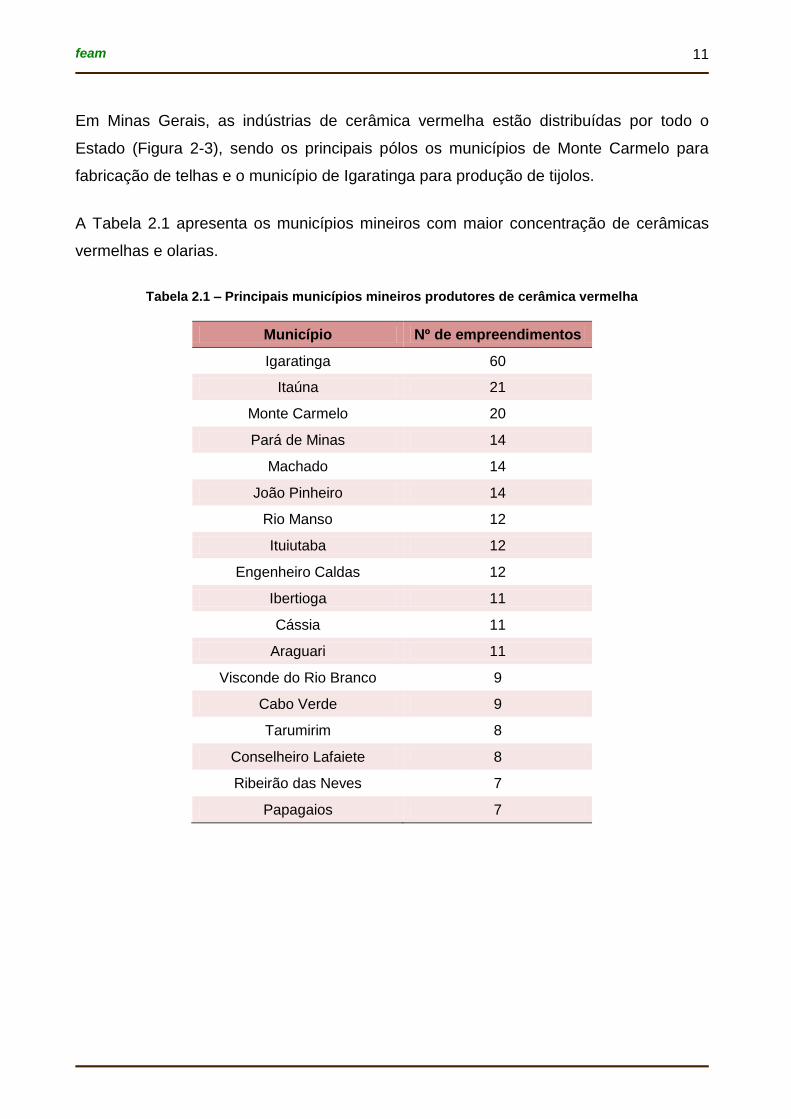
Em Minas Gerais, as indústrias de cerâmica vermelha estão distribuídas por todo o
Estado (Figura 2-3), sendo os principais pólos os municípios de Monte Carmelo para
fabricação de telhas e o município de Igaratinga para produção de tijolos.
A Tabela 2.1 apresenta os municípios mineiros com maior concentração de cerâmicas
vermelhas e olarias.
Tabela 2.1 – Principais municípios mineiros produtores de cerâmica vermelha
Município Nº de empreendimentos
Igaratinga 60
Itaúna 21
Monte Carmelo 20
Pará de Minas 14
Machado 14
João Pinheiro 14
Rio Manso 12
Ituiutaba 12
Engenheiro Caldas 12
Ibertioga 11
Cássia 11
Araguari 11
Visconde do Rio Branco 9
Cabo Verde 9
Tarumirim 8
Conselheiro Lafaiete 8
Ribeirão das Neves 7
Papagaios 7

feam
12
Figura 2-3 – Distribuição das cerâmicas vermelhas no Estado de Minas Gerais
feam
13
Também foram elaborados mapas para as distribuições espaciais das indústrias de
cerâmica vermelha por bacias hidrográficas e por área de jurisdição das
Superintendências Regionais de Regularização Ambiental (SUPRAM), que estão
apresentados nos Anexos B e C, respectivamente.
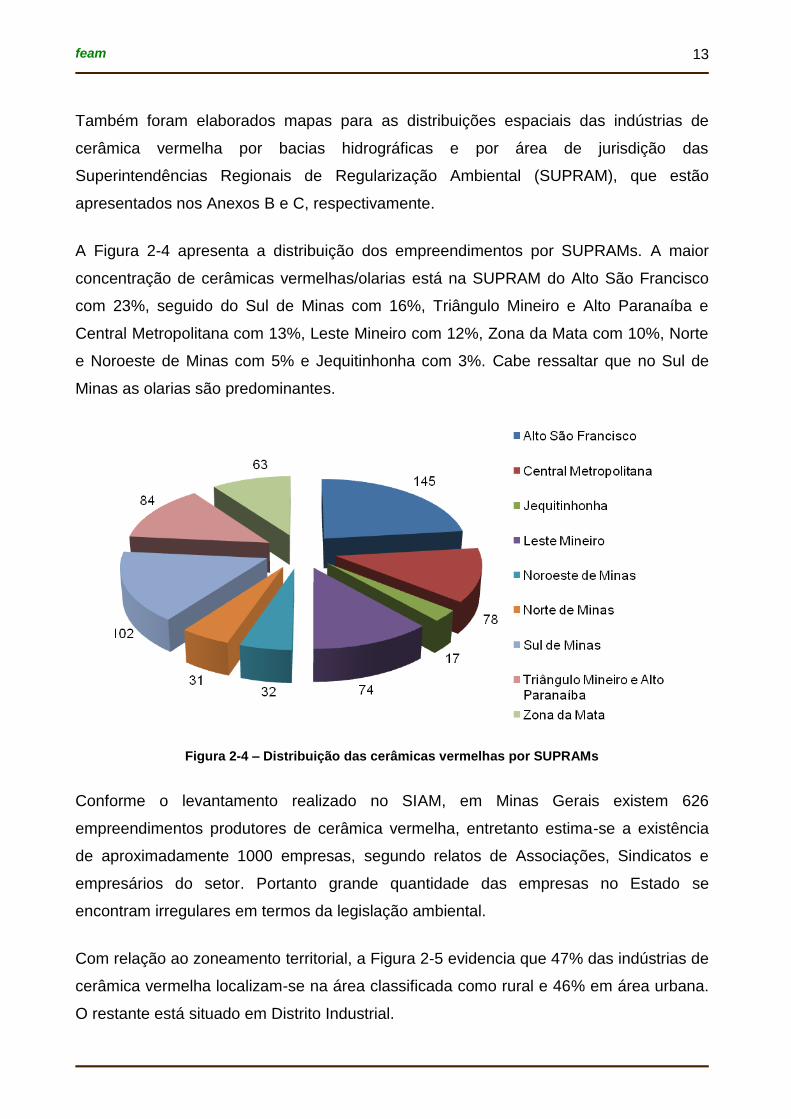
A Figura 2-4 apresenta a distribuição dos empreendimentos por SUPRAMs. A maior
concentração de cerâmicas vermelhas/olarias está na SUPRAM do Alto São Francisco
com 23%, seguido do Sul de Minas com 16%, Triângulo Mineiro e Alto Paranaíba e
Central Metropolitana com 13%, Leste Mineiro com 12%, Zona da Mata com 10%, Norte
e Noroeste de Minas com 5% e Jequitinhonha com 3%. Cabe ressaltar que no Sul de
Minas as olarias são predominantes.
Figura 2-4 – Distribuição das cerâmicas vermelhas por SUPRAMs
Conforme o levantamento realizado no SIAM, em Minas Gerais existem 626
empreendimentos produtores de cerâmica vermelha, entretanto estima-se a existência
de aproximadamente 1000 empresas, segundo relatos de Associações, Sindicatos e
empresários do setor. Portanto grande quantidade das empresas no Estado se
encontram irregulares em termos da legislação ambiental.
Com relação ao zoneamento territorial, a Figura 2-5 evidencia que 47% das indústrias de
cerâmica vermelha localizam-se na área classificada como rural e 46% em área urbana.
O restante está situado em Distrito Industrial.

feam
14
Figura 2-5 – Distribuição das cerâmicas vermelhas no Estado de Minas Gerais por zoneamento
Em relação á argila, a despeito da avaliação ambiental da atividade de extração deste
bem mineral não ser objeto do estudo, convém mencionar que o segmento de cerâmica
vermelha é um grande consumidor. Segundo o Ministério das Minas e Energia (2009),
considerando a produção estimada de peças cerâmicas em 2008, avalia-se que o
consumo foi de aproximadamente 180 milhões de toneladas de argilas comuns,
englobando argilas quaternárias e argilas de bacias sedimentares. Pela projeção para
2030, considerando os vários cenários de crescimento do País, estima-se um consumo
de argila variando de 5,2 a 8,2 bilhões de toneladas. Esses números colocam o Brasil
como um dos principais produtores e consumidores mundiais desse tipo de argila.
Mais de 70% das reservas, estão concentradas em quatro estados brasileiros, São
Paulo, Minas Gerais, Paraná e Santa Catarina, onde estão localizados os mais
importantes pólos de cerâmica vermelha, As reservas de argila de Minas Gerais somam
610 milhões de toneladas (DNPM, 2010).
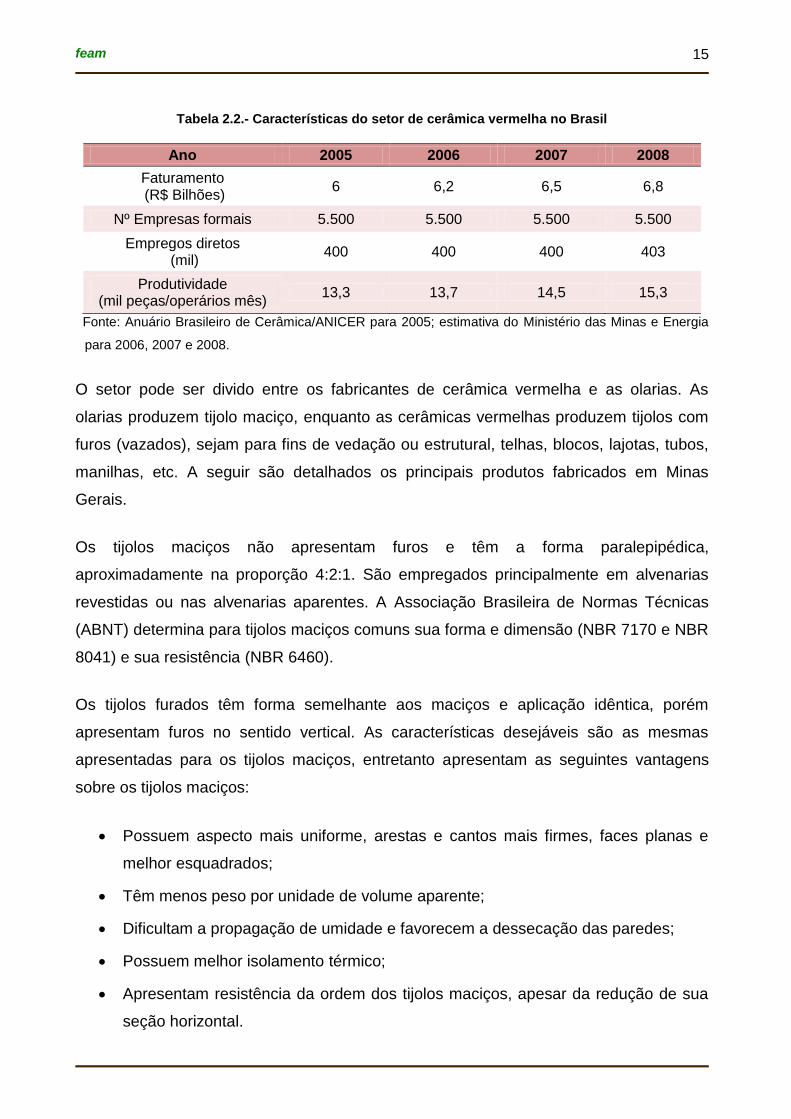
2.2.2 Características do setor
O setor de cerâmica vermelha gera mais de 400 mil empregos diretos, distribuídos pelo
país. Além disso, responde por cerca de 0,4% do PIB do País, valor equivalente a R$ 6,8
bilhões/ano, conforme Tabela 2.2.
feam
15
Tabela 2.2.- Características do setor de cerâmica vermelha no Brasil
Ano 2005 2006 2007 2008
Faturamento (R$ Bilhões)
6 6,2 6,5 6,8
Nº Empresas formais 5.500 5.500 5.500 5.500
Empregos diretos (mil)
400 400 400 403
Produtividade (mil peças/operários mês)
13,3 13,7 14,5 15,3
Fonte: Anuário Brasileiro de Cerâmica/ANICER para 2005; estimativa do Ministério das Minas e Energia
para 2006, 2007 e 2008.
O setor pode ser divido entre os fabricantes de cerâmica vermelha e as olarias. As
olarias produzem tijolo maciço, enquanto as cerâmicas vermelhas produzem tijolos com
furos (vazados), sejam para fins de vedação ou estrutural, telhas, blocos, lajotas, tubos,
manilhas, etc. A seguir são detalhados os principais produtos fabricados em Minas
Gerais.
Os tijolos maciços não apresentam furos e têm a forma paralepipédica,
aproximadamente na proporção 4:2:1. São empregados principalmente em alvenarias
revestidas ou nas alvenarias aparentes. A Associação Brasileira de Normas Técnicas
(ABNT) determina para tijolos maciços comuns sua forma e dimensão (NBR 7170 e NBR
8041) e sua resistência (NBR 6460).
Os tijolos furados têm forma semelhante aos maciços e aplicação idêntica, porém
apresentam furos no sentido vertical. As características desejáveis são as mesmas
apresentadas para os tijolos maciços, entretanto apresentam as seguintes vantagens
sobre os tijolos maciços:
Possuem aspecto mais uniforme, arestas e cantos mais firmes, faces planas e
melhor esquadrados;
Têm menos peso por unidade de volume aparente;
Dificultam a propagação de umidade e favorecem a dessecação das paredes;
Possuem melhor isolamento térmico;
Apresentam resistência da ordem dos tijolos maciços, apesar da redução de sua
seção horizontal.
feam
16
Em Minas Gerais, os tipos de telhas mais comuns são a plan, americana, portuguesa e
romana. Além delas existem as telhas coloniais, da qual a telha plan é uma variação
estética, a francesa, germânica, italiana e paulista. As normas brasileiras NBR 7171,
NBR 7172, NBR 6462, NBR 9601 e NBR 9602 tratam da resistência, a NBR 8038, NBR
9599 e NBR 9600 tratam das dimensões e a NBR 8947 e NBR 894 tratam da
impermeabilidade. A telha deve trazer na sua face inferior uma gravação em baixo relevo
indicando o fabricante e a cidade de origem.
As telhas podem ou não receber tratamento. No Estado de Minas Gerais é bastante
comum a aplicação de uma resina para embelezamento da peça e obtenção de uma
camada protetora brilhante. Esta proteção impede que a ação do tempo reduza a vida
útil da telha cerâmica.
Outro processo é a esmaltação, no qual as telhas em seu estado natural recebem uma
camada colorida para proteção e embelezamento. Devido a essa camada, obtém-se
uma qualidade superior no produto e maior resistência ao envelhecimento precoce tão
comum nas telhas naturais. O esmalte ou cobertura vitrificada são compostos
inorgânicos, à base de tintas e corantes, aplicados sobre as telhas durante a queima no
forno a 970°C, onde ocorrem as transformações físicas e químicas à fusão do esmalte
na superfície da telha, tornando-as vitrificadas. Dessa forma, a telha pode adquirir
diversas cores. Segundo os próprios produtores, quando do levantamento de campo, o
preço do milheiro pode ser duplicado com essa utilização.
Os blocos se diferenciam dos tijolos pelas dimensões. Os tijolos podem ser manuseados
com uma única mão ao contrário dos blocos. Os blocos que possuem furos horizontais
não têm função estrutural, ao contrário dos com furos verticais. As normas classificam os
blocos cerâmicos em dois tipos: vedação e portantes, conforme sua função de vedação
ou estrutural respectivamente. As normas brasileiras trazem especificações relativas à
padronização e dimensões (NBR 7171 e NBR 8042) e resistência (NBR 8043 e NBR
6461). Os blocos cerâmicos devem conter em uma de suas faces gravação em baixo
relevo com a identificação da indústria responsável pela sua produção, bem como o
município de origem.
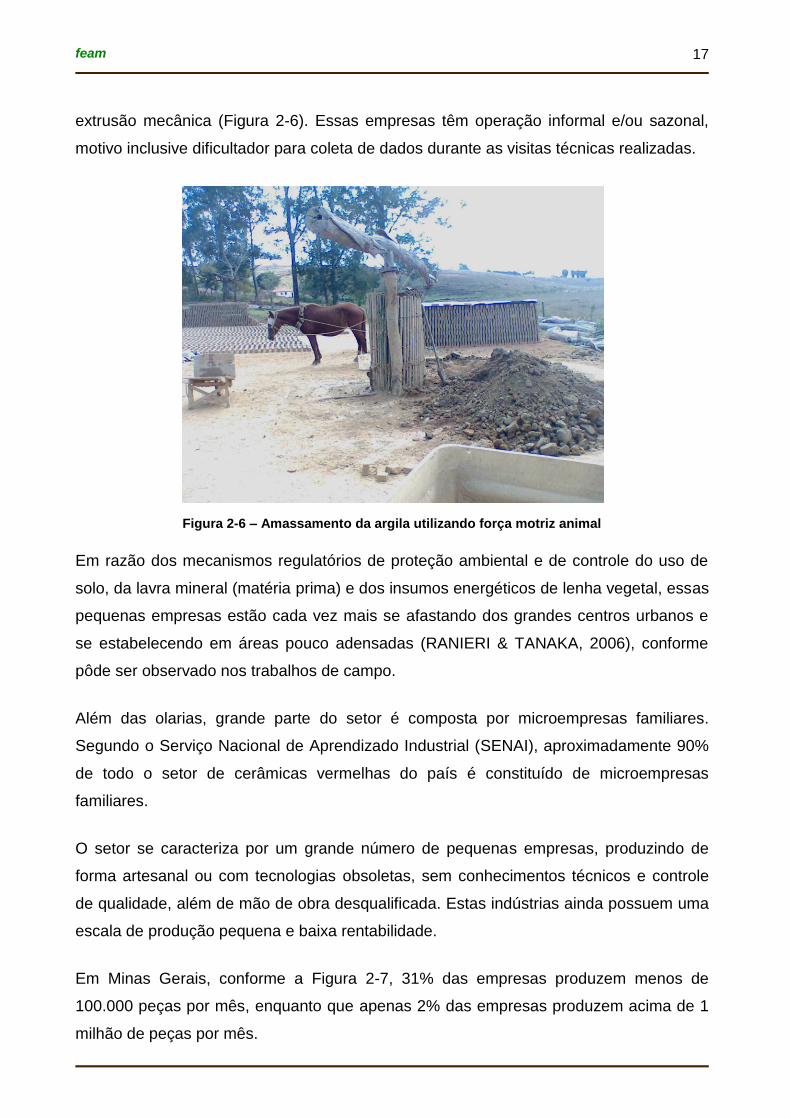
As olarias possuem gestão financeira, ambiental e administrativa muito simples e
familiar, não sendo automatizadas, utilizam-se de processos arcaicos e manuais, sem
feam
17
extrusão mecânica (Figura 2-6). Essas empresas têm operação informal e/ou sazonal,
motivo inclusive dificultador para coleta de dados durante as visitas técnicas realizadas.
Figura 2-6 – Amassamento da argila utilizando força motriz animal
Em razão dos mecanismos regulatórios de proteção ambiental e de controle do uso de
solo, da lavra mineral (matéria prima) e dos insumos energéticos de lenha vegetal, essas
pequenas empresas estão cada vez mais se afastando dos grandes centros urbanos e
se estabelecendo em áreas pouco adensadas (RANIERI & TANAKA, 2006), conforme
pôde ser observado nos trabalhos de campo.
Além das olarias, grande parte do setor é composta por microempresas familiares.
Segundo o Serviço Nacional de Aprendizado Industrial (SENAI), aproximadamente 90%
de todo o setor de cerâmicas vermelhas do país é constituído de microempresas
familiares.
O setor se caracteriza por um grande número de pequenas empresas, produzindo de
forma artesanal ou com tecnologias obsoletas, sem conhecimentos técnicos e controle
de qualidade, além de mão de obra desqualificada. Estas indústrias ainda possuem uma
escala de produção pequena e baixa rentabilidade.
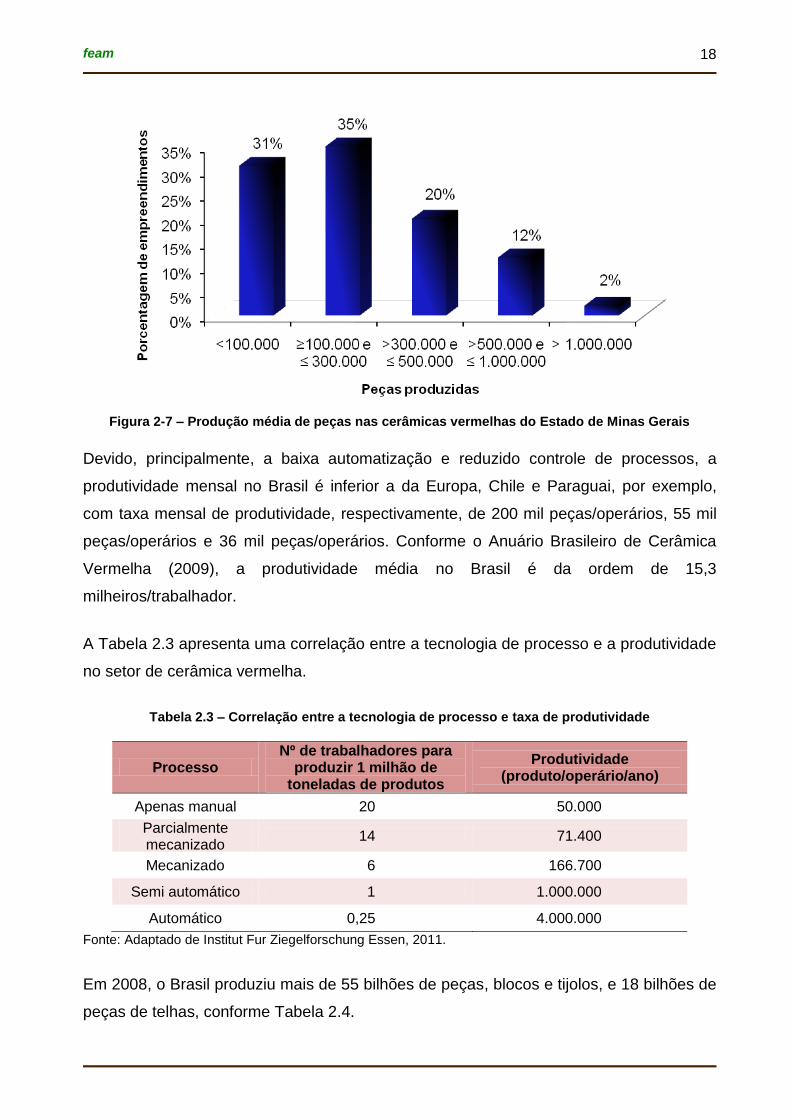
Em Minas Gerais, conforme a Figura 2-7, 31% das empresas produzem menos de
100.000 peças por mês, enquanto que apenas 2% das empresas produzem acima de 1
milhão de peças por mês.
feam
18
Figura 2-7 – Produção média de peças nas cerâmicas vermelhas do Estado de Minas Gerais
Devido, principalmente, a baixa automatização e reduzido controle de processos, a
produtividade mensal no Brasil é inferior a da Europa, Chile e Paraguai, por exemplo,
com taxa mensal de produtividade, respectivamente, de 200 mil peças/operários, 55 mil
peças/operários e 36 mil peças/operários. Conforme o Anuário Brasileiro de Cerâmica
Vermelha (2009), a produtividade média no Brasil é da ordem de 15,3
milheiros/trabalhador.
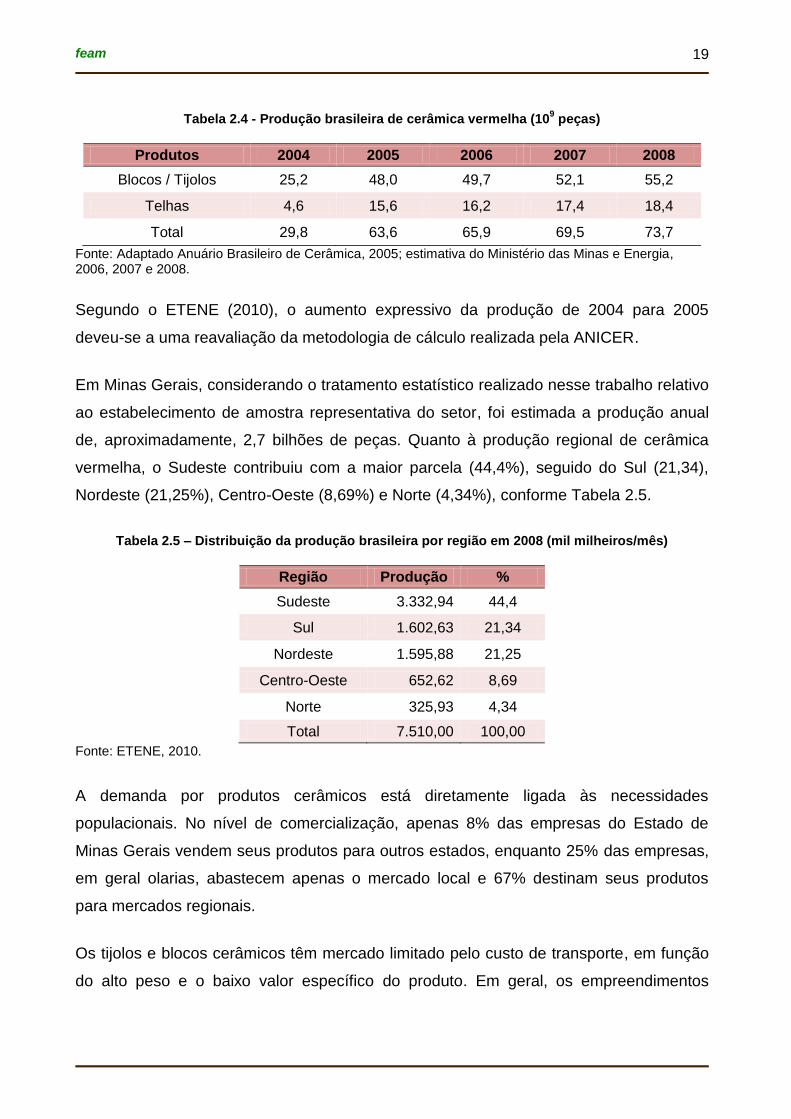
A Tabela 2.3 apresenta uma correlação entre a tecnologia de processo e a produtividade
no setor de cerâmica vermelha.
Tabela 2.3 – Correlação entre a tecnologia de processo e taxa de produtividade
Processo Nº de trabalhadores para
produzir 1 milhão de toneladas de produtos
Produtividade (produto/operário/ano)
Apenas manual 20 50.000
Parcialmente mecanizado
14 71.400
Mecanizado 6 166.700
Semi automático 1 1.000.000
Automático 0,25 4.000.000
Fonte: Adaptado de Institut Fur Ziegelforschung Essen, 2011.
Em 2008, o Brasil produziu mais de 55 bilhões de peças, blocos e tijolos, e 18 bilhões de
peças de telhas, conforme Tabela 2.4.
feam
19
Tabela 2.4 - Produção brasileira de cerâmica vermelha (109 peças)
Produtos 2004 2005 2006 2007 2008
Blocos / Tijolos 25,2 48,0 49,7 52,1 55,2
Telhas 4,6 15,6 16,2 17,4 18,4
Total 29,8 63,6 65,9 69,5 73,7
Fonte: Adaptado Anuário Brasileiro de Cerâmica, 2005; estimativa do Ministério das Minas e Energia, 2006, 2007 e 2008.
Segundo o ETENE (2010), o aumento expressivo da produção de 2004 para 2005
deveu-se a uma reavaliação da metodologia de cálculo realizada pela ANICER.
Em Minas Gerais, considerando o tratamento estatístico realizado nesse trabalho relativo
ao estabelecimento de amostra representativa do setor, foi estimada a produção anual
de, aproximadamente, 2,7 bilhões de peças. Quanto à produção regional de cerâmica
vermelha, o Sudeste contribuiu com a maior parcela (44,4%), seguido do Sul (21,34),
Nordeste (21,25%), Centro-Oeste (8,69%) e Norte (4,34%), conforme Tabela 2.5.
Tabela 2.5 – Distribuição da produção brasileira por região em 2008 (mil milheiros/mês)
Região Produção %
Sudeste 3.332,94 44,4
Sul 1.602,63 21,34
Nordeste 1.595,88 21,25
Centro-Oeste 652,62 8,69
Norte 325,93 4,34
Total 7.510,00 100,00
Fonte: ETENE, 2010.
A demanda por produtos cerâmicos está diretamente ligada às necessidades
populacionais. No nível de comercialização, apenas 8% das empresas do Estado de
Minas Gerais vendem seus produtos para outros estados, enquanto 25% das empresas,
em geral olarias, abastecem apenas o mercado local e 67% destinam seus produtos
para mercados regionais.
Os tijolos e blocos cerâmicos têm mercado limitado pelo custo de transporte, em função
do alto peso e o baixo valor específico do produto. Em geral, os empreendimentos
feam
20
mineiros comercializam seus produtos em regiões próximas às suas instalações
industriais, limitadas por um raio de atuação de até 100 km.
Considerando-se que não há formação de estoque nas fábricas, e que não há
comercialização significativa do produto para fora do Estado, pode-se inferir que a oferta
de blocos cerâmicos é proporcional à demanda.
A telha cerâmica, devido ao maior valor agregado, tem mercado amplo, que se estende
ao mercado internacional, embora nas visitas realizadas, nenhum empreendimento
informou exportar seus produtos. Praticamente todos os produtores de Minas Gerais
comercializam telhas em outros estados. O Brasil é autossuficiente nesse produto e seu
excedente é comercializado em vários continentes.
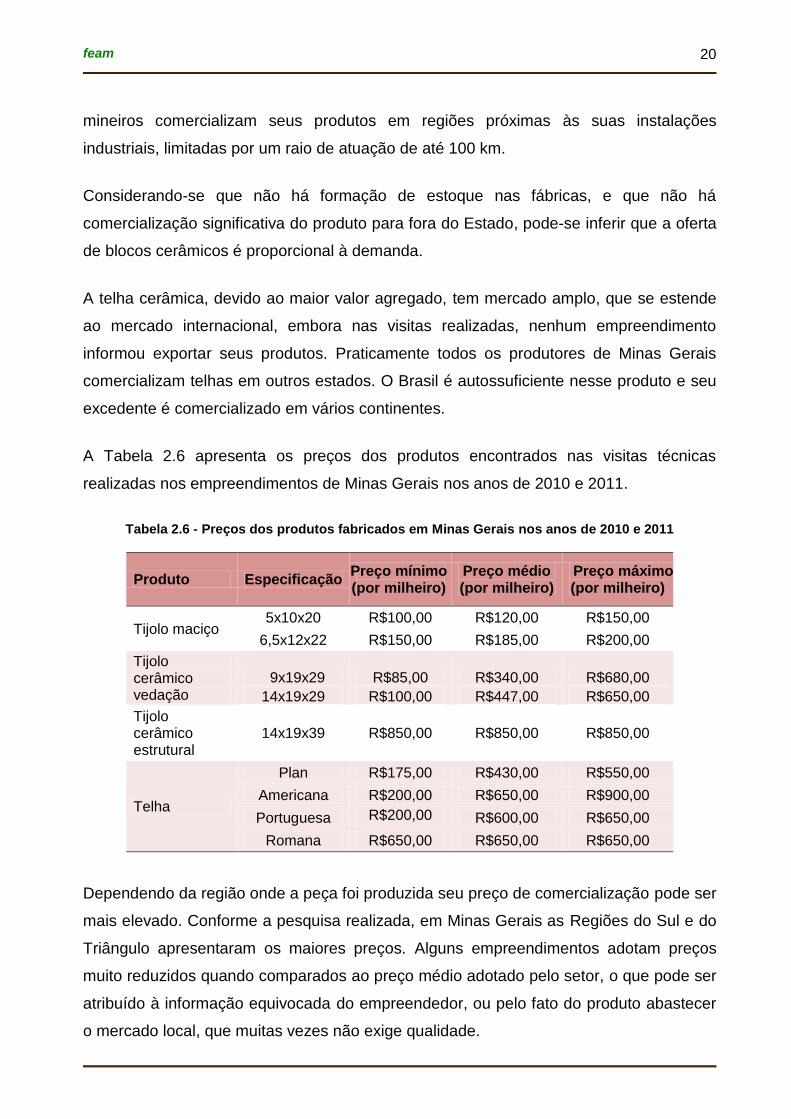
A Tabela 2.6 apresenta os preços dos produtos encontrados nas visitas técnicas
realizadas nos empreendimentos de Minas Gerais nos anos de 2010 e 2011.
Tabela 2.6 - Preços dos produtos fabricados em Minas Gerais nos anos de 2010 e 2011
Produto Especificação Preço mínimo (por milheiro)
Preço médio (por milheiro)
Preço máximo (por milheiro)
Tijolo maciço 5x10x20 R$100,00 R$120,00 R$150,00
6,5x12x22 R$150,00 R$185,00 R$200,00
Tijolo cerâmico vedação
9x19x29 R$85,00 R$340,00 R$680,00
14x19x29 R$100,00 R$447,00 R$650,00
Tijolo cerâmico estrutural
14x19x39 R$850,00 R$850,00 R$850,00
Telha
Plan R$175,00 R$430,00 R$550,00
Americana R$200,00 R$650,00 R$900,00
Portuguesa R$200,00
,00
R$600,00 R$650,00
Romana R$650,00 R$650,00 R$650,00
Dependendo da região onde a peça foi produzida seu preço de comercialização pode ser
mais elevado. Conforme a pesquisa realizada, em Minas Gerais as Regiões do Sul e do
Triângulo apresentaram os maiores preços. Alguns empreendimentos adotam preços
muito reduzidos quando comparados ao preço médio adotado pelo setor, o que pode ser
atribuído à informação equivocada do empreendedor, ou pelo fato do produto abastecer
o mercado local, que muitas vezes não exige qualidade.

feam
21
Em Minas Gerais, cerca de 25% dos empreendimentos produzem tijolos maciços, 60%
fabricam tijolos cerâmicos para vedação, 5% produzem tijolos cerâmicos estruturais, 8%
fabricam telhas e os 2% restantes produzem tubos, lajotas, cantoneiras e outros
artefatos.
A fabricação de cerâmica vermelha não configura como atividade de elevado impacto
ambiental, sendo classificada como de pequeno potencial poluidor nos termos da
Deliberação Normativa COPAM nº 74/2004, que estabelece os critérios para
classificação das atividades potencialmente poluidoras ou degradadoras do meio
ambiente em Minas Gerais para fins de regularização ambiental.
Por outro lado, a extração da argila que é a matéria-prima do processo produtivo tem
potencial poluidor médio segundo essa Deliberação.
Um fator bastante relevante do setor de cerâmica vermelha é sua sazonalidade,
condicionada ao regime pluviométrico. Durante o período chuvoso, que se estende de
novembro a abril, além da atividade extrativa de argila que é praticamente suspensa, a
produção do setor cerâmico também é reduzida neste período devido à arrefecimento
das atividades da construção civil.
Em geral, as empresas do setor de cerâmica vermelha em Minas Gerais têm pouco
controle sobre seus custos de produção. Entretanto, é consenso que os principais
encargos se devem ao combustível utilizado nos fornos, seguido da mão-de-obra.
A Figura 2-8, demonstra a distribuição dos custos nos empreendimentos, coletados nas
visitas técnicas.

feam
22
Figura 2-8 – Distribuição média dos custos de produção da indústria de cerâmica vermelha
O cenário do setor de cerâmica vermelha, em termos de aumento do número de
empreendimento em atividade, é otimista, haja vista o crescimento do setor de
construção civil. Além disso, o setor conta com a disponibilidade de recursos naturais em
grande escala e a oferta de produtos com características reconhecidas pelo mercado,
em virtude do seu valor estético, conforto térmico e acústico, resistência ao calor, altas
temperaturas e propagação ao fogo, além de alta durabilidade.
Por outro lado, o setor é composto, em grande parte, por empresas informais, com
desconhecimento de normalização de produto final, falta de planejamento e estrutura
organizacional, reduzida automação, elevado índice de desperdício de energia, matérias
primas e insumos e inexistência de controle de qualidade, o que dificulta o crescimento
sólido das indústrias no Estado.
Quando o assunto é o investimento realizado em programas de adesão voluntaria, o
setor caminha bem devagar.
Conforme o levantamento realizado, apenas 2% do setor possui certificação de
qualidade da Série ISO1 9001, não tendo sido constatado nenhuma certificação da série
ISO 14.001, referente ao sistema de gestão ambiental e OHSAS2 18.001, referente a
sistema de gestão, porém com o foco voltado para a saúde e segurança ocupacional.
1 ISO: International Standardization for Organization.
2 OHSAS: Occupational Health & Safety Advisory Services.
feam
23
Outras modalidades de certificação também inexistem, demonstrando a fragilidade dos
empreendimentos frente ao mercado consumidor.
O ambiente de trabalho nas indústrias visitadas, em geral, apresenta grande desconforto
ocupacional, principalmente devido ao calor intenso gerado pelo funcionamento dos
fornos, má iluminação e ambientes desorganizados, sem um sistema de informação
claro para os trabalhadores. O número de empresas que investem na qualificação de
sua força de trabalho, com treinamentos oferecidos aos funcionários é limitado. Essa é
uma ação voluntária das indústrias na busca por maior eficiência. Boa parte dos
empreendimentos não fornece a seus funcionários equipamentos de proteção individual
como capacete, luvas e protetores auriculares, conforme o grau de exposição aos riscos
ocupacionais. Neste caso, se percebeu que em indústrias de maior porte existe rigor em
cumprir as normas de segurança do trabalho e legislação trabalhista. Por outro lado, nas
indústrias com estrutura menor, como os próprios proprietários participam ativamente
das atividades industriais, observa-se uma preocupação maior com as relações humanas
entre patrões e empregados, sem haver uma diferença de hierarquia dentro dos
empreendimentos, o que reflete uma maior satisfação dos funcionários pelo seu
trabalho.
Entretanto, nas indústrias de maior porte existe rigor em cumprir as normas de
segurança do trabalho e legislação trabalhista. Por outro lado, nas indústrias de menor
porte, onde os proprietários participam ativamente das atividades industriais, observa-se
uma preocupação maior com as relações afetivas no ambiente de trabalho, sendo
reduzida a hierarquização dentro das indústrias, refletindo em maior satisfação dos
trabalhadores.
2.3 O processo produtivo de cerâmica vermelha
O processo produtivo de cerâmica vermelha é formado basicamente por três etapas:
preparação, conformação e queima. A preparação compreende a extração da matéria
prima (argila) e a preparação por meio de mistura e de homogeneização, sendo o
processo realizado manualmente ou com o uso de equipamentos. A conformação
envolve a moldagem da matéria prima na forma desejada (tijolos, blocos, telhas etc.) por
meio mecânico ou manual no caso das olarias. Após a conformação, as peças são

feam
24
submetidas à secagem natural ou artificial e, finalmente, encaminhadas para a queima.
Esta é feita em fornos de uso contínuo ou intermitente.
2.3.1 Matérias primas e insumos
Na fabricação de cerâmica vermelha tem-se como principal componente a argila. Além
dela, utiliza-se água e insumos energéticos, sendo em determinados casos aproveitados
resíduos.
2.3.1.1 Argila
O termo argila vem do latim argilla, substância terrosa, esbranquiçada, formada de sílica
e alumina.
As argilas (Figura 2-9) são materiais terrosos que possuem a propriedade de se
tornarem plásticos quando misturados com água e endurecerem quando secos e
cozidos. Este material é composto de grãos de diâmetros inferiores a 0,005 mm, com
alta plasticidade quando úmidos e, quando secos, dificilmente desagregáveis por
pressão dos dedos (PETRUCCI, 1982, apud GRIGOLETTI, 2001).
Figura 2-9 - Depósito de argila
A composição química, mineralógica e física das argilas é importante para a confecção
de peças cerâmicas, pois, isoladamente ou combinadas, essas propriedades conferem
as características de trabalhabilidade no preparo, na conformação das peças e na

feam
25
sinterização do processamento térmico, proporcionando a resistência mecânica
necessária à cerâmica (CENTRO DE TECNOLOGIA MINERAL - CETEM, 2008).
A argila é composta por diversos silicatos de alumínio em proporções definidas e sua
composição é muito variável, contendo de 18% a 39% de alumina, 46% a 67% de sílica
e 6% a 19% de água (MOREIRA, 2006).
Distribuída por toda a superfície terrestre, sua composição varia de acordo com a região
onde é encontrada, conforme o tipo de solo. Segundo Grigoletti (2000), não existem
duas jazidas de argila iguais, tornando-se necessário realizar ensaios mineralógicos,
químicos e tecnológicos, para caracterizar cada fonte da matéria prima. Estes ensaios
são necessários para determinação da aplicabilidade da argila, por exemplo, para
fabricação de blocos estruturais.
Em conseqüência da composição do substrato geológico brasileiro, os depósitos de
argilas para fins cerâmicos possuem ampla distribuição geográfica em todo território
nacional. Segundo o contexto geológico, são distinguidos dois tipos principais de
depósitos de argila: argilas quaternárias e argilas de bacias sedimentares (COELHO,
2009).
A Figura 2-10 apresenta a distribuição das principais bacias sedimentares brasileiras,
portadoras de depósitos de argila para uso em cerâmica vermelha.

feam
26
Figura 2-10 - Distribuição das principais bacias sedimentares brasileiras, portadoras de depósitos de argila para uso em cerâmica vermelha
Fonte: CETEM, 2008.
Segundo Amarante (1993) apud Pureza (2004), as argilas são produtos da alteração
intempérica de rochas ígneas, sedimentares e metamórficas, e, em seu estado natural,
são constituídas de minerais primários (presentes nas rochas) e/ou minerais secundários
(ação de agentes químicos sobre os minerais primários). No local onde são encontradas,
as argilas podem ser consideradas residuais in situ (que sofreram pouco ou nenhum
transporte e contêm minerais primários) e/ou sedimentares (foram transportadas e
depositadas, encontrando-se poucos minerais associados às rochas, com exceção de
quartzo e alguma muscovita).
O depósito natural de argila é denominado de barreira e, para sua exploração, é retirada
a primeira camada, que quase sempre apresenta grande quantidade de matéria
orgânica, sendo que as outras camadas, mais puras, são aproveitadas na indústria
cerâmica (VERÇOZA, 1987).
As argilas são compostas de argilominerais que são responsáveis pelas propriedades de
plasticidade, viscosidade e resistência mecânica, que lhes permitem um grande campo
de aplicação tecnológica. Seus tipos mais importantes no uso cerâmico são:

feam
27
Caulinita: em água, este argilomineral não é expansível, apresenta quantidade
elevada de partículas finas e inércia aos agentes químicos. Quando pura, tem
baixa plasticidade e resistência mecânica à úmido e, após a queima, apresenta
cor branca, exceto quando acompanhada de outros minerais. Entre 500º a 650º C
perde a água de constituição, provocando perda de massa e contração linear
(VINCENZI, 1999).
Montmorilonita (esmectita): quando pura, tem concentração linear na secagem
que pode variar de 12% a 23% e mais 20% na queima, assim, interferindo
proporcionalmente na secagem e na queima de argilas (VINCENZI, 1999). O
ferro, frequentemente presente na estrutura desse argilomineral, é liberado
próximo aos 800º C na forma de hematita, colaborando para a coloração vermelha
do produto queimado. As argilas com teores maiores que 3% de montmorilonita,
são muito plásticas, podendo apresentar a formação de trincas durante a
secagem (PUREZA, 2004).
Ilita: é um silicato de alumínio hidratado com elevado teor de óxido de potássio.
Aparece normalmente em partículas de dimensões coloidais e em associação
íntima com outros argilominerais, conferindo plasticidade a argila (Vincenzi, 1999).
Difere-se das montmorilonitas pela ausência de inchamento entre as camadas
com água ou compostos orgânicos. A contração linear na secagem varia de 4% a
11% e na queima varia de 9% a 15%. Segundo Pureza (2004), na maioria das
vezes, sua estrutura contém ferro, o qual é liberado na forma de hematita por volta
de 900º C, contribuindo para a coloração avermelhada.
A caulinita é o principal argilomineral presente nas argilas, sendo responsável pela
elevada resistência mecânica dos produtos cerâmicos. Porém, ela não é utilizada pura
por necessitar de altas temperaturas para adquirir resistência adequada, sendo assim
misturada a outros tipos de argila. A ilita é o tipo de argila mais comum na fabricação de
tijolos, blocos e telhas, sendo responsável pela cor avermelhada do produto. A ilita é
bastante plástica, de fácil moldagem e apresenta bom desempenho na secagem. A
montmorilonita, quando usada em pequenas proporções, favorece a plasticidade, a
fusibilidade e a sinterização, é bastante expansiva e absorve muita água. Por isso, sua
feam
28
presença pode ocasionar em problemas na moldagem e em trincas nas etapas de
secagem e queima (SANTOS & SILVA, 1995).
A maioria dos produtos de cerâmica vermelha apresenta alta porosidade aberta, com
pouca fase vítrea, decorrente da baixa temperatura de queima (800 a 900º C). A
exigência técnica dos produtos de cerâmica vermelha é mais rigorosa para telhas e
blocos estruturais, requerendo maior sinterização das peças. Nesses materiais, as
argilas devem ser mais ilíticas ou conter a mistura destas ou de outros fundentes como
filitos.
O setor de cerâmica vermelha utiliza a chamada massa monocomponente, composta,
basicamente, por argilas, isto é, não envolve a mistura de outras substâncias minerais. A
formulação da massa é geralmente feita de forma empírica pelo ceramista, envolvendo a
mistura de uma argila “gorda”, caracterizada pela alta plasticidade, granulometria fina e
composição essencialmente de argilominerais, com uma argila “magra”, rica em quartzo
e menos plástica, que pode ser caracterizada como um material redutor de plasticidade e
que permite a drenagem adequada das peças nos processos de secagem e queima.
Além dos argilominerais freqüentes nas argilas, podem-se observar diferentes teores de
matéria orgânica, que são encontrados sobre diversas formas nas argilas. Quando em
pequenas proporções, aumentam a plasticidade, facilitam a moldagem e aumentam a
resistência do produto a seco. Quando em excesso, podem causar trincas na secagem e
na queima, além da formação de núcleos pretos devido à difícil oxidação total durante a
queima (PUREZA, 2004).
Segundo Meira (2001), uma das propriedades da argila quando em contato com a água
é a plasticidade, que é a capacidade do material se deformar (sem romper) pela
aplicação de uma tensão. Essa deformação permanece quando a tensão aplicada é
retirada, fenômeno denominado de tensão de cedência. O grau de deformação da argila
aumenta progressivamente, em função do conteúdo em água, até determinado valor.
A água, em quantidade adequada, funciona como lubrificante, facilitando o deslizamento
das partículas umas sobre as outras sempre que uma tensão superficial é aplicada.
feam
29
Os principais fatores que afetam a plasticidade da argila são a mineralogia,
granulometria, forma dos cristais, carga elétrica dos cristais e o estado de desfloculação
da argila (MEIRA, 2001).
A argila com alto teor de areia possui plasticidade reduzida, uma vez que a adição de
elementos não-plásticos reduz a sua interação com a água, causando pontos de
descontinuidade nas forças de coesão entre as partículas (PRACIDELLI, 1997).
Segundo Santos (1989), para determinar os usos da argila plástica na cerâmica
vermelha, a matéria prima deve ser submetida a uma caracterização tecnológica, que
consiste basicamente na realização de ensaios laboratoriais: análise granulométrica,
umidade, limite de plasticidade e ensaio cerâmicos em corpos de prova moldados
manualmente, submetidos a ensaios físicos de retração linear, tensão de ruptura à
flexão, absorção de água, porosidade aparente, massa específica aparente e cor após a
queima.
A composição mineralógica, química e física das argilas é importante para a confecção
de peças cerâmicas, pois, isoladamente ou combinada, essas propriedades conferem as
características de trabalhabilidade no preparo e conformação das peças e a sinterização
no processamento térmico, dando a resistência mecânica necessária. Para a
caracterização e indicação de uma argila para um determinado uso cerâmico, utilizam-se
ensaios experimentais padronizados, ou composição das massas feitas de forma
empírica, com base na experiência do técnico ou do oficial prático cerâmico. Neste último
caso, o processo pode ser variável de local para local e dificulta a padronização de
formulações e, conseqüentemente, de especificações de matérias-primas para os
diferentes usos industriais
Quanto a granulometria, as argilas apresentam características muito finas,
compreendendo partículas de dimensões inferiores a 2 mícrons (MEIRA, 2001).
Uma característica importante da argila para emprego na cerâmica vermelha é a cor de
queima avermelhada devido ao alto teor de óxido de ferro (Fe2O3). Existem divergências
na literatura quanto à porcentagem do teor de óxido de ferro. Por meio de estudos
realizados na região do Recôncavo Baiano, o CETEM (2008) afirma que o valor é

feam
30
superior a 4%. Entretanto, Almeida (2005) afirma que o limite máximo benéfico para a
produção de tijolos é de 5% de óxido de ferro.
A importância do tipo de argila é tamanha que muitas indústrias, perseguindo uma
matéria prima de melhor qualidade, preferem explorar jazidas a grandes distâncias da
fábrica, embora isto represente um custo adicional de transporte.
O valor comercial da jazida é determinado em função da qualidade e quantidade de
matéria prima, conformação, localização, acesso da jazida e facilidade de transporte.
O comércio internacional nesse segmento industrial é reduzido. O Brasil exportou
US$ 6,7 milhões ou 51 mil toneladas em 2008. As importações também foram pequenas,
totalizando US$ 585 mil ou 8,5 mil toneladas (ETENE, 2010).
Na mineração de argila, a produtividade anual varia de 4.000 a 15.000 toneladas de
argila/funcionário para lavras cativas e de 20.000 a 40.000 toneladas/funcionário para
minerações mais estruturadas. Quando comparada com países líderes em tecnologia de
cerâmica, como Itália e Espanha, observa-se que não há diferenças substanciais na
produtividade. O diferencial positivo para a mineração européia está no conhecimento
dimensional da jazida, na qualificação das reservas e nos cuidados no planejamento e
controle técnico das operações de lavra (ETENE, 2010).
No Brasil existem em torno de 417 minas de argila em operação (COELHO, 2009), com
produção variando de 1.000 a 20.000 toneladas/mês. Considerando a produção anual de
cerâmica vermelha em 2008 de 75 bilhões (ETENE, 2010), estima-se que nesse ano
tenham sido consumidos cerca de 180 milhões de toneladas de argila. Entretanto, esse
número pode ser contestado, uma vez que segundo o levantamento realizado no SIAM,
somente em Minas Gerais existem 492 minas cadastradas, apesar de não ser possível
definir quantas dessas estão em operação.
Em 2005 as reservas nacionais de argila eram de 3,6 bilhões de toneladas
(COELHO, 2009), sendo que essa matéria-prima também é consumida por outros
setores, tais como: cerâmica de revestimento de base seca, cimenteiro, agregado leve,
entre outros.

feam
31
Em relação às jazidas exploradas em Minas Gerais, 49% das empresas de cerâmica
vermelhas são proprietárias da jazida que utiliza, 48% compram argila de terceiros e 3%
consomem tanto argila própria quanto de terceiros, segundo o levantamento realizado
nesse trabalho.
2.3.1.2 Água
A água é utilizada como insumo essencialmente nas etapas de preparação da massa e
conformação, sendo a quantidade utilizada variante em função da umidade natural das
argilas e da realização ou não do processo de sazonamento (exposição às condições
ambientais de umidade), no qual as argilas adquirem maior plasticidade.
As argilas de granulometria muito fina, que são extremamente plásticas, requerem uma
quantidade de água consideravelmente grande para desenvolver a plasticidade. Isso
dificulta o processamento e tem como conseqüência o aumento do gradiente de umidade
no interior do produto, provocando retrações diferenciadas e deformações
(PUREZA, 2004).
Na etapa de conformação da massa, em geral os empreendimentos do setor possuem
uma câmara de vácuo que exerce uma sucção e retira o ar contido na massa.
As massas tratadas a vácuo proporcionam melhora na trabalhabilidade, bem como as
reações físico-químicas existentes entre a água e a superfície do grão. Toda a água
utilizada nesse processo é recirculada.
Conforme o levantamento realizado, o menor consumo específico de água informado
pelos empreendimentos foi de 4,2 litros de água/tonelada de produto, enquanto o maior
foi de 40.000 litros de água/tonelada de produto, com uma média de 130 litros de
água/tonelada de produto. Entretanto, tais valores correspondem a toda água utilizada
no empreendimento, constituída da água utilizada no umedecimento de argila, na
aspersão de vias e pátios, para controle do material particulado e para consumo
humano.
Tendo em vista a grande variação do consumo de água informado pelos
empreendimentos, pode-se inferir que grande parte das empresas do setor não tem
qualquer controle da quantidade consumida de água no processo produtivo.

feam
32
Este fato pode ser corroborado, pela constatação, dentre todas as cerâmicas visitadas,
da preocupação em redução no consumo de água em, apenas cinco empresas que
captam água de chuva para aproveitamento no processo produtivo.
Para o uso racional da água são destacadas algumas medidas de controle, como:
Instalação de hidrômetros na captação de água e nos principais pontos de
consumo;
Instalação de válvulas automáticas no circuito de água, de modo a prevenir
vazamentos;
Utilização de sistema de pressurização (ar/água) com válvulas tipo gatilho nas
mangueiras empregadas para a limpeza de pisos e equipamentos;
Utilização de piso que permita a limpeza a seco;
Reaproveitamento da água em lavadores de gases, quando aplicável.
Coleta de água pluvial para reuso em aspersão de pátios, vias e jardins.
2.3.1.3 Insumos energéticos
O setor de cerâmica vermelha é um grande consumidor de insumos energéticos, que
constituem o maior custo de produção desses empreendimentos.
O Balanço Energético de Minas Gerais que tem 2009 como ano base demonstrou que
foram consumidos pelo setor de cerâmica 394.000 tEP de fontes primárias
(lenha, gás natural e outras) e 131.000 tEP de fontes secundárias (óleo combustível,
eletricidade, carvão mineral e GLP).
Segundo o SEBRAE (2008), no setor de cerâmica vermelha no Brasil, a lenha
representa cerca de 50% de todo o consumo de energia (Tabela 2.7), seguida do gás
natural (26%), óleo combustível (8,1%), eletricidade3 (7,8%) e outros tipos de
combustíveis (8,7%).
3 A eletricidade no setor de cerâmica vermelha é utilizada na operação de máquinas e equipamentos.

feam
33
Tabela 2.7- Consumo de energia pelo setor cerâmico no Brasil por ano (%)
Combustível 2002 (103 tep) 2003 (10
3 tep) 2004 (10
3 tep) 2005 (10
3 tep) 2006 (10
3 tep)
Lenha 48,2 49,1 50,1 50,1 49,9
Gás Natural 23,1 25,2 23,9 24,3 25,5
Óleo Combustível
11,4 9,2 9,2 7,8 8,1
Eletricidade 7,8 7,8 8,2 7,9 7,8
Outras Recuperações
9,1 8,7 8,7 9,8 8,7
Total 100,00 100,00 100,00 100,00 100,00
Fonte: Adaptado SEBRAE – 2008.
No setor, o maior consumo de energia decorre dos fornos. A energia utilizada nos fornos
é gerada pela queima de combustíveis para aquecer a carga, evaporar e fornecer o calor
necessário para decomposição e cristalização dos componentes. O calor liberado na
combustão se distribui por todo o forno, atingindo basicamente três áreas: peças que
estão sendo queimadas, paredes/estrutura de tijolos e gases de exaustão pela chaminé
(CAVALIERE et al., 1997).
Os insumos energéticos mais utilizados pelas cerâmicas vermelhas do Estado de Minas
Gerais são a lenha, pó de serragem, cavaco, palha de café, pallets de madeira, bagaço
da cana, sabugo de milho, papel e papelão, conforme apresentado na Figura 2-11.
Alguns combustíveis bastante utilizados em outros Estados como o coque, gás natural,
GLP4 e óleo são pouco usados em Minas Gerais configurando na Figura 2-11 como
Outros5. Durante o estudo de campo verificou-se também a utilização de pneus
inservíveis, o que se configura como uso inadequado.
4 Gás liquefeito de petróleo.
5 Somatório dos seguintes combustíveis: coque, gás natural, GLP, capim elefante, óleo, pneu inservível e
resíduo de algodão.

feam
34
Figura 2-11 – Porcentagens dos combustíveis utilizados na queima de produtos de cerâmica vermelha no Estado de Minas Gerais
a) Lenha
A madeira destinada para energia soma mais da metade da biomassa florestal
consumida mundialmente, em especial nos países em desenvolvimento, como é o caso
do Brasil. (BRITO et al., 2004).
A lenha utilizada pelos ceramistas em Minas Gerais pode ser exótica ou nativa e
corresponde a aproximadamente 50% do combustível utilizado para queima nos fornos
do Estado, conforme o levantamento realizado. Nos últimos anos, o consumo de lenha
exótica, com predominância para o eucalipto, vem crescendo, devido principalmente a
carência de mata nativa no Estado.
O PCI6 da lenha é de 3.100 kcal/kg (CEMIG, 2009). O valor energético perdido na
carbonização é de 4,2 kg de madeira para a obtenção de 1 kg de carvão, representando
uma perda de 71% do calor disponível na lenha e vindo demonstrar que, em termos
energéticos, não há vantagem de substituição da lenha por carvão vegetal quando se
puder utilizar a queima direta da lenha (PAULETTI, 2001), como é o caso de fornos
cerâmicos.
Segundo ETENE (2010), o consumo específico mensal de lenha e resíduos vegetais
dominantes no Brasil é da ordem de 588 m3/empresa ou 1,6 m3/milheiro produzido.
6 Poder calorífico inferior.
38,2%
17,8%
13,3%
11,9%
4,3%
3,5% 2,7%
2,3% 2,0% 4,0%
Lenha de eucalipto
Pó de serragem
Cavaco
Lenha nativa
Palha de café
Pallets
Bagaço da cana
Sabugo de milho
Papel e papelão
Outros
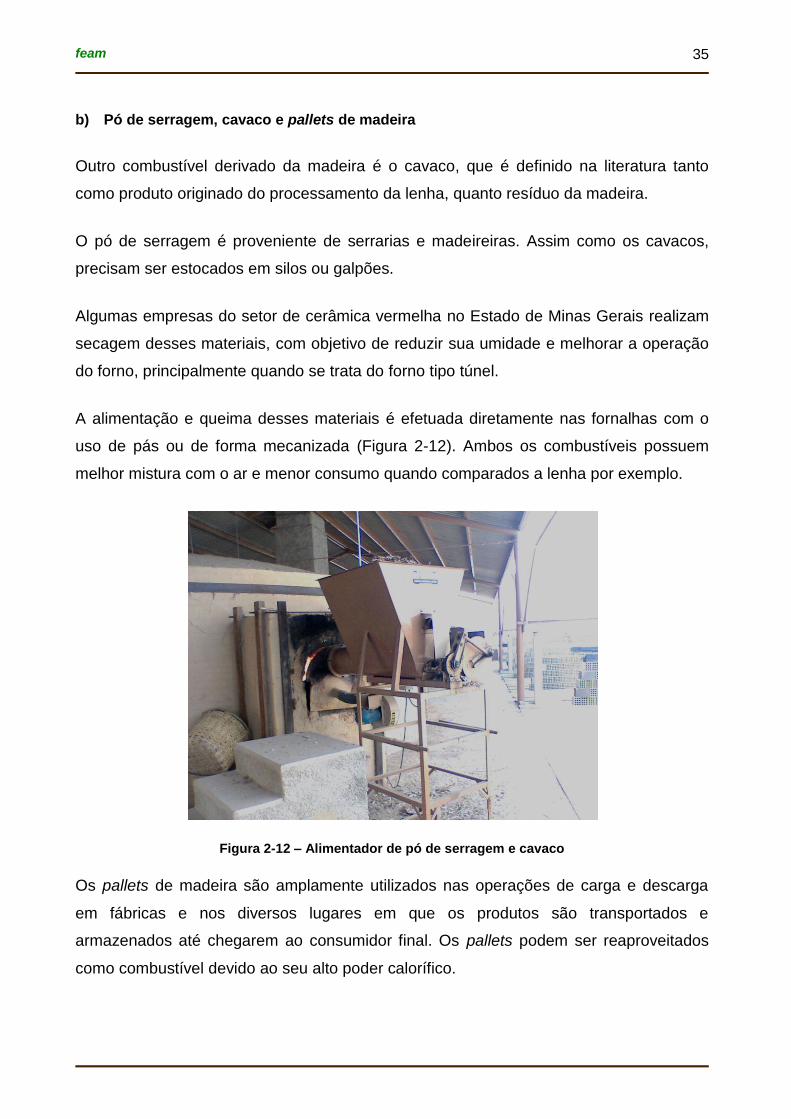
feam
35
b) Pó de serragem, cavaco e pallets de madeira
Outro combustível derivado da madeira é o cavaco, que é definido na literatura tanto
como produto originado do processamento da lenha, quanto resíduo da madeira.
O pó de serragem é proveniente de serrarias e madeireiras. Assim como os cavacos,
precisam ser estocados em silos ou galpões.
Algumas empresas do setor de cerâmica vermelha no Estado de Minas Gerais realizam
secagem desses materiais, com objetivo de reduzir sua umidade e melhorar a operação
do forno, principalmente quando se trata do forno tipo túnel.
A alimentação e queima desses materiais é efetuada diretamente nas fornalhas com o
uso de pás ou de forma mecanizada (Figura 2-12). Ambos os combustíveis possuem
melhor mistura com o ar e menor consumo quando comparados a lenha por exemplo.
Figura 2-12 – Alimentador de pó de serragem e cavaco
Os pallets de madeira são amplamente utilizados nas operações de carga e descarga
em fábricas e nos diversos lugares em que os produtos são transportados e
armazenados até chegarem ao consumidor final. Os pallets podem ser reaproveitados
como combustível devido ao seu alto poder calorífico.
feam
36
Nas cerâmicas eles são utilizados em geral no início da queima. Entretanto, deve-se
observar a procedência dos pallets de modo a evitar o uso do material nos fornos, por
exemplo, contaminado com óleo.
c) Energia Elétrica
Segundo Manfredini e Sattler (2004) há um grande consumo de energia no processo de
produção da indústria de cerâmica vermelha no Brasil, em torno de 21% menos que a
energia consumida na indústria do cimento, considerada uma das indústrias de maior
consumo energético comparada a outros setores industriais.
O emprego da energia elétrica na queima não parece viável economicamente, tendo em
vista os elevados investimentos necessários para as modificações dos equipamentos,
construção de subestações e distribuição, assim como o custo operacional superior a
qualquer outro combustível alternativo (SUDENE & ITEP, 1988).
Segundo o ETENE (2010), o consumo de energia elétrica do setor no Brasil é da ordem
de 113 milhões kWh/mês, com uma média mensal de 16,6 mil kWh/empresa. A potência
elétrica total (ativa e aparente) para atender as empresas do segmento no Brasil
equivale a aproximadamente 0,77% da capacidade instalada no país e 0,36% do
consumo de energia elétrica no Brasil.
O consumo de energia elétrica é essencial na operação de máquinas e equipamentos do
setor cerâmico. Como se pode observar na Tabela 2.8, o intervalo de consumo médio
mensal de energia elétrica da maioria das cerâmicas do Estado e Minas Gerais (42,2%)
é inferior a 10 mil kWh. O segundo intervalo mais representativo, em termos de número
de empreendimentos (32,3%), se estende de 10 mil a 40 mil kWh. Os demais intervalos
variam, respectivamente, de 40 mil a 80 mil kWh (14,1%), de 80 mil a 120 mil kWh
(6,6%) e, por último, o intervalo de consumo de energia superior a 120 mil kWh (4,8%).
Essa predominância de baixo consumo de energia deve-se ao elevado número de
empreendimentos de pequeno porte desse setor.
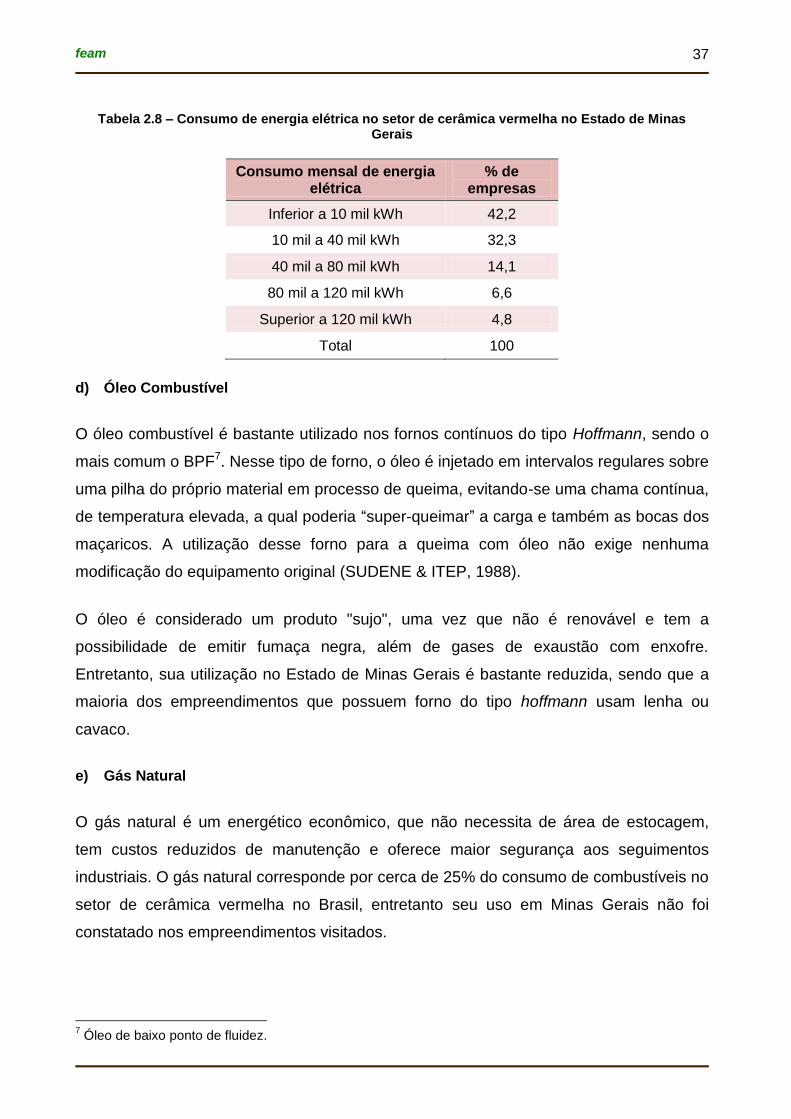
feam
37
Tabela 2.8 – Consumo de energia elétrica no setor de cerâmica vermelha no Estado de Minas Gerais
Consumo mensal de energia elétrica
% de empresas
Inferior a 10 mil kWh 42,2
10 mil a 40 mil kWh 32,3
40 mil a 80 mil kWh 14,1
80 mil a 120 mil kWh 6,6
Superior a 120 mil kWh 4,8
Total 100
d) Óleo Combustível
O óleo combustível é bastante utilizado nos fornos contínuos do tipo Hoffmann, sendo o
mais comum o BPF7. Nesse tipo de forno, o óleo é injetado em intervalos regulares sobre
uma pilha do próprio material em processo de queima, evitando-se uma chama contínua,
de temperatura elevada, a qual poderia “super-queimar” a carga e também as bocas dos
maçaricos. A utilização desse forno para a queima com óleo não exige nenhuma
modificação do equipamento original (SUDENE & ITEP, 1988).
O óleo é considerado um produto "sujo", uma vez que não é renovável e tem a
possibilidade de emitir fumaça negra, além de gases de exaustão com enxofre.
Entretanto, sua utilização no Estado de Minas Gerais é bastante reduzida, sendo que a
maioria dos empreendimentos que possuem forno do tipo hoffmann usam lenha ou
cavaco.
e) Gás Natural
O gás natural é um energético econômico, que não necessita de área de estocagem,
tem custos reduzidos de manutenção e oferece maior segurança aos seguimentos
industriais. O gás natural corresponde por cerca de 25% do consumo de combustíveis no
setor de cerâmica vermelha no Brasil, entretanto seu uso em Minas Gerais não foi
constatado nos empreendimentos visitados.
7 Óleo de baixo ponto de fluidez.
feam
38
Os queimadores para o gás natural podem funcionar com alto grau de turbulência, dando
lugar a uma distribuição uniforme de calor. Tanto o ar como o gás natural podem ser pré-
aquecidos antes do uso, o que permite a obtenção de temperaturas de chama mais
elevadas e maior eficiência térmica, resultando na economia de combustível. Sua
utilização nos fornos cerâmicos, intermitentes ou contínuos, não oferece nenhum
problema técnico de adaptação e praticamente não necessita de nenhuma modificação.
A utilização do gás natural na indústria de cerâmica vermelha está condicionada à
existência de um ramal de gás, dificultado pelo fato das indústrias se encontrarem
dispersas no Estado, o que torna a sua distribuição economicamente inviável.
Para utilização do gás natural, é necessário que o empreendimento esteja localizado
próximo ao gasoduto. Com a construção de gasodutos no Estado de Minas Gerais, esse
insumo pode vir a ser utilizado no setor cerâmico.
f) GLP – Gás Liquefeito de Petróleo
O uso do GLP nas cerâmicas possibilita perdas menores no processo, nenhuma
produção de fuligem, um processo mais limpo, melhor controle da queima, menor
desgaste dos equipamentos, uma produção que não precisa ser interrompida para
limpeza dos queimadores, entre outros benefícios (CAVALIERE et al., 1997). Entretanto,
seu custo é mais elevado que outros insumos, motivo pelo qual os empreendimentos do
Estado de Minas Gerais não o utilizam.
g) Carvão Mineral / coque
O carvão mineral foi um combustível utilizado por muitos anos na Europa nos fornos
cerâmicos. A sua utilização nos fornos cerâmicos intermitentes ou tipo hoffmann constitui
uma alternativa mais viável do ponto de vista técnico e mais imediata do ponto de vista
de implantação (PAULETTI, 2001).
O coque tem processo semelhante ao da serragem, sendo de fácil manuseio. Devido à
elevação do preço da lenha, há uma tendência de aumento da oferta no Brasil,
entretanto atualmente sua utilização é bem reduzida em Minas Gerais.
feam
39
h) Palha de café, bagaço de cana, sabugo de milho e outras fibras
Todas essas fibras têm potencial energético próximo ao da madeira, configurando como
alternativa de utilização em fornos cerâmicos. Em virtude dessas fibras serem descartes
de outros processos, em geral seu preço é bastante atrativo, principalmente para as
cerâmicas localizadas próximas das regiões produtoras. Sua utilização no Estado de
Minas Gerais vem crescendo, sendo em geral misturadas a outros combustíveis.
2.3.1.4 Incorporação de resíduos
A indústria de cerâmica vermelha pode absorver um amplo conjunto de resíduos de
outras indústrias, o que é, do ponto de vista ambiental, bastante positivo, uma vez que
não apenas se reduz o uso de matéria-prima, mas se proporciona um encaminhamento
útil desses resíduos, evitando que sejam dispostos inadequadamente no ambiente.
Os resíduos podem ser utilizados na indústria de cerâmica vermelha por incorporação à
massa cerâmica ou como combustíveis responsáveis pela queima do corpo cerâmico,
sendo que, em ambos os casos, é utilizado o poder calorífico dos resíduos para auxiliar
na queima, como combustíveis diretos, ou misturados na argila. Os resíduos com poder
calorífico elevado, como resíduos de madeira, coque de petróleo, bagaço de cana,
sabugo de milho, palha de café, resíduo de algodão, papel e papelão, são utilizados
como combustíveis diretos.
Em Minas Gerais, os resíduos mais utilizados na mistura com a argila são o pó de balão
(resíduo da siderurgia), lama de alto-forno (fercoque) e os próprios resíduos da fábrica
(peças quebradas e cinzas). Outros resíduos como escória de alto-forno, pó de ardósia,
areia de fundição, carepa e lamas diversas de processo de tratamento de efluentes
líquidos também podem ser utilizados para este fim, embora no Estado este uso seja
restrito.
Dessa forma, a utilização de resíduos industriais como matéria-prima secundária em
produtos cerâmicos apresenta-se como uma solução, porém, deve-se garantir a queima
adequada de metais pesados e outros elementos indesejáveis constituintes dos
resíduos, assim como a incorporação destes à matriz sinterizada, de modo a evitar o
arraste por meio líquido no uso e descarte final de novos produtos. Para isso, é
feam
40
necessário que se obtenha uma temperatura de queima suficiente, controlada por meio
de termopar, sendo seu uso ainda não consolidado por parte dos empreendimentos.
Em virtude das massas utilizadas na indústria cerâmica tradicional serem de natureza
heterogênea, geralmente constituídas de materiais plásticos e não plásticos, com uma
vasta diversificação de composições, permitem a presença de materiais residuais de
vários tipos (PRACIDELLI, 1997).
Para a incorporação de resíduos na massa cerâmica deve-se observar a proporção
utilizada de modo a evitar a perda de resistência mecânica (PUREZA, 2004). Além disso,
é importante considerar a granulometria das partículas, pois a adição de elementos com
granulometria considerada alta pode alterar o nível de plasticidade da massa, causando
dificuldade na absorção da água.
Alguns resíduos são redutores de plasticidade por serem materiais que se desintegram
facilmente. Em geral, eles são provenientes das indústrias de mineração e
beneficiamento mineral, apresentando composição química e granulométrica bastante
variáveis, dependendo da origem dos materiais. As quantidades de resíduos
incorporados às matrizes cerâmicas podem variar entre 5 e 60%, provocando ligeiras
mudanças nas propriedades mecânicas, retração e absorção de água.
Os restos de tijolos queimados são gerados por toda cerâmica, mas sua reutilização tem
sido muito reduzida. Para o reaproveitamento desses resíduos é necessária apenas uma
simples moagem. Segundo Monteiro et. al (2005) resíduos de restos de tijolos
queimados podem ser misturados a argila, até um percentual de 5%, para não
comprometer a resistência mecânica do produto final.
Segundo Menezes et al., (2001) é imprescindível evidenciar que a utilização de resíduos
combustíveis adicionados às massas cerâmicas pode provocar sensível diminuição da
resistência mecânica da peça, associada à formação de grande quantidade de poros
decorrente da volatilização do combustível na queima, e alterar a composição
mineralógica do produto.
Dessa forma, a indústria de cerâmica vermelha consegue reutilizar resíduos
provenientes de diversos setores, além de resíduos de sua própria produção. A seguir é

feam
41
detalhado o uso do pó de balão, por ser o resíduo mais utilizado na mistura com a massa
cerâmica no Estado de Minas Gerais.
a) Pó de balão
Em vista da larga utilização desse resíduo nas cerâmicas do Estado de Minas Gerais,
principalmente nas proximidades do pólo siderúrgico, foi dada uma ênfase maior na sua
aplicação.
O pó de balão8 consiste no material particulado captado no alto-forno pelo sistema de
despoeiramento denominado balão gravitacional (coletor primário), conforme
demonstrado na Figura 2-13.
Figura 2-13 - Esquema do coletor de pó de balão para limpeza do gás de topo do alto-forno Fonte: OLIVEIRA & MARTINS, 2003.
8 A denominação para esse resíduo em inglês é charcok (os autores introduziram este nome para o
resíduo pó de balão, oriundo da indústria siderúrgica não-integrada a carvão vegetal, que utiliza o carvão vegetal (charcoal) como redutor.
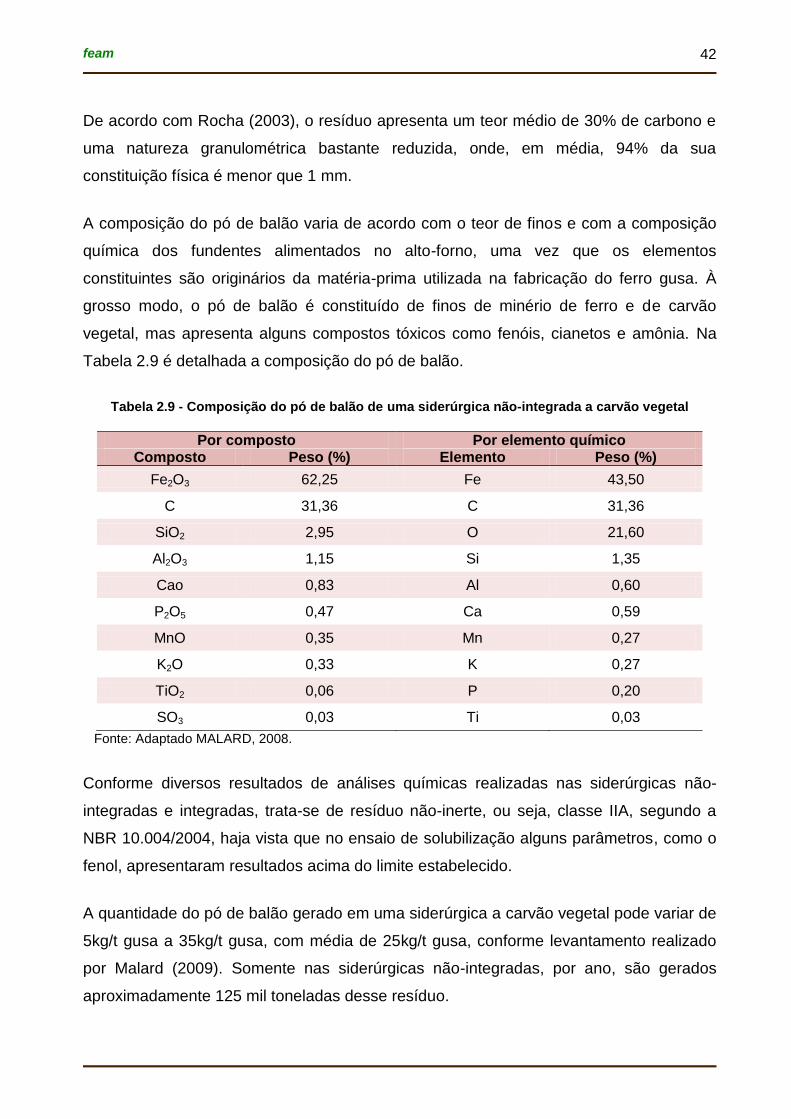
feam
42
De acordo com Rocha (2003), o resíduo apresenta um teor médio de 30% de carbono e
uma natureza granulométrica bastante reduzida, onde, em média, 94% da sua
constituição física é menor que 1 mm.
A composição do pó de balão varia de acordo com o teor de finos e com a composição
química dos fundentes alimentados no alto-forno, uma vez que os elementos
constituintes são originários da matéria-prima utilizada na fabricação do ferro gusa. À
grosso modo, o pó de balão é constituído de finos de minério de ferro e de carvão
vegetal, mas apresenta alguns compostos tóxicos como fenóis, cianetos e amônia. Na
Tabela 2.9 é detalhada a composição do pó de balão.
Tabela 2.9 - Composição do pó de balão de uma siderúrgica não-integrada a carvão vegetal
Por composto Por elemento químico Composto Peso (%) Elemento Peso (%)
Fe2O3 62,25 Fe 43,50
C 31,36 C 31,36
SiO2 2,95 O 21,60
Al2O3 1,15 Si 1,35
Cao 0,83 Al 0,60
P2O5 0,47 Ca 0,59
MnO 0,35 Mn 0,27
K2O 0,33 K 0,27
TiO2 0,06 P 0,20
SO3 0,03 Ti 0,03
Fonte: Adaptado MALARD, 2008.
Conforme diversos resultados de análises químicas realizadas nas siderúrgicas não-
integradas e integradas, trata-se de resíduo não-inerte, ou seja, classe IIA, segundo a
NBR 10.004/2004, haja vista que no ensaio de solubilização alguns parâmetros, como o
fenol, apresentaram resultados acima do limite estabelecido.
A quantidade do pó de balão gerado em uma siderúrgica a carvão vegetal pode variar de
5kg/t gusa a 35kg/t gusa, com média de 25kg/t gusa, conforme levantamento realizado
por Malard (2009). Somente nas siderúrgicas não-integradas, por ano, são gerados
aproximadamente 125 mil toneladas desse resíduo.
feam
43
Um grande problema enfrentado pelas siderúrgicas não-integradas, maiores
fornecedoras desse resíduo para as cerâmicas, é seu armazenamento. Segundo
Malard (2009), apenas 12% dos empreendimentos armazenam o pó de balão de
maneira satisfatória e inúmeros possuem grandes passivos, o que acaba se
transformando em um problema ambiental.
Dessa forma, o aproveitamento do pó de balão na indústria cerâmica torna-se uma
excelente opção para minimização desse impacto.
Segundo Malard (2009), o pó de balão também pode ser utilizado na agricultura, na
silvicultura, na sinterização, na fabricação de briquetes e na indústria cimenteira
(co-processamento).
No ano de 2009, vinte e nove das sessenta e oito siderúrgicas não-integradas de Minas
Gerais destinaram o pó de balão para cerâmicas (MALARD, 2009).
A utilização do pó de balão na indústria cerâmica apresenta benefícios tanto para o
gerador, que resolve um problema de armazenamento e destino final, quanto para o
destinatário, uma vez que seu uso reduz o consumo de combustível e argila.
Segundo o levantamento realizado neste trabalho, na maioria das vezes a cerâmica
paga apenas o frete do transporte para adquirir o pó de balão, entretanto essa realidade
está mudando, já sendo constatadas vendas com preço da tonelada de até R$16,00,
além do frete. Essa situação deve-se principalmente ao aumento da demanda do
resíduo, e aplicação em outras áreas, antes não efetuadas, como a silvicultura.
Utilizando-se no máximo 10% do resíduo na fabricação de tijolos, pode-se ter uma
economia de até 50% no consumo energético (JACOMINO et. al, 2002).
Segundo dados compilados das visitas técnicas em cerâmicas de Minas Gerais, a
porcentagem mais utilizada pelos empreendimentos mineiros é de 10%, sendo o menor
valor encontrado de 2% e o máximo de 12%.
Entretanto poucos empreendimentos possuem controle preciso da porcentagem de
resíduo utilizada, sendo a mistura realizada por método de proporção de carga. Por
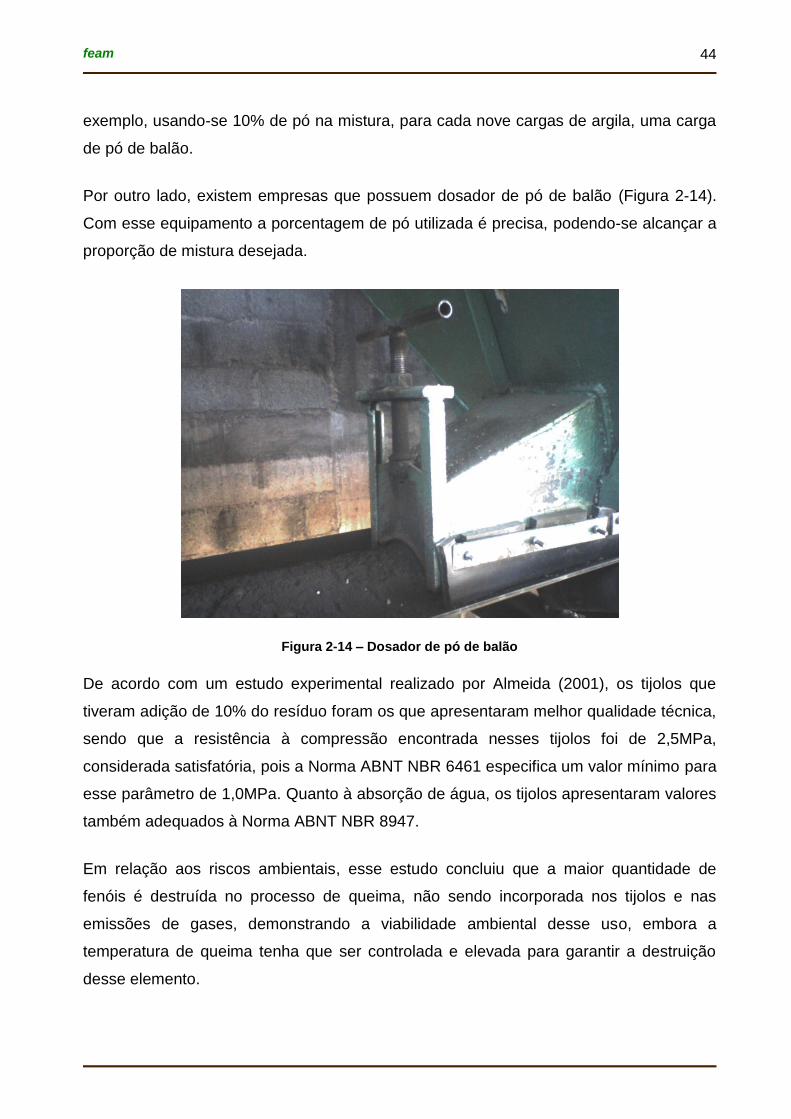
feam
44
exemplo, usando-se 10% de pó na mistura, para cada nove cargas de argila, uma carga
de pó de balão.
Por outro lado, existem empresas que possuem dosador de pó de balão (Figura 2-14).
Com esse equipamento a porcentagem de pó utilizada é precisa, podendo-se alcançar a
proporção de mistura desejada.
Figura 2-14 – Dosador de pó de balão
De acordo com um estudo experimental realizado por Almeida (2001), os tijolos que
tiveram adição de 10% do resíduo foram os que apresentaram melhor qualidade técnica,
sendo que a resistência à compressão encontrada nesses tijolos foi de 2,5MPa,
considerada satisfatória, pois a Norma ABNT NBR 6461 especifica um valor mínimo para
esse parâmetro de 1,0MPa. Quanto à absorção de água, os tijolos apresentaram valores
também adequados à Norma ABNT NBR 8947.
Em relação aos riscos ambientais, esse estudo concluiu que a maior quantidade de
fenóis é destruída no processo de queima, não sendo incorporada nos tijolos e nas
emissões de gases, demonstrando a viabilidade ambiental desse uso, embora a
temperatura de queima tenha que ser controlada e elevada para garantir a destruição
desse elemento.

feam
45
Apesar do pó de balão não ser um resíduo perigoso e trazer benefícios para a cerâmica,
são necessários cuidados no seu uso, principalmente quanto seu armazenamento
temporário. Conforme as visitas realizadas no município de Igaratinga, foram
constatados diversos depósitos inadequados, como ilustrado na Figura 2-15.
Figura 2-15 – Depósito de pó de balão a céu aberto sem nenhum controle
Entretanto, vários empreendimentos vêm se adequando ao implantar depósitos
temporários impermeabilizados e cobertos, conforme a Figura 2-16.
Figura 2-16 – Depósito de pó de balão coberto e impermeabilizado

feam
46
2.3.2 Descrição do processo industrial
O processo de fabricação dos produtos de cerâmica vermelha ou estrutural compreende
as seguintes etapas:
Extração da argila;
Preparação da massa cerâmica;
Conformação;
Tratamento térmico;
Acabamento;
Inspeção;
Estocagem e expedição.
A Figura 2-17 apresenta as etapas do processo de fabricação de cerâmica vermelha, de
maneira mais detalhada.

feam
47
Figura 2-17 - Fluxograma do processo produtivo de cerâmica vermelha Fonte: Adaptado da Associação Brasileira de Cerâmica
Argila “dura”
Britagem
Moagem
Dosagem Alimentação
Argila “mole”
Dosagem Alimentação
Desintegração
Mistura
Laminação
Extrusão
Corte
Prensagem
Secagem
Queima
Inspeção
Estocagem
Expedição
1 2
2 – Tijolos Furados,
Blocos,Lajes, Elementos
Vazados, Tubos (Manilhas e Alguns
Tipos de Telhas
1 - Telhas
Extração

feam
48
2.3.2.1 Extração
A extração da argila é realizada a céu aberto, podendo ser manual (Figura 2-18) por
meio de pás ou mecanizada (Figura 2-19) com o auxílio de retroescavadeiras, pá
carregadeiras, trator de esteira com lâmina, pá escavadeiras, entre outros.
Figura 2-18 - Depósito de argila extraído manualmente
Figura 2-19 – Depósito de argila extraído com auxílio de máquinas

feam
49
Muitas vezes a atividade de extração de argila está diretamente relacionada à extração
de areia, que tem maior valor econômico por abastecer a indústria da construção civil.
Nesses casos, para realização da atividade de extração da areia, é necessário retirar a
camada superior do terreno constituída de argila, que representa de 30% a 40% do
material bruto que passa pelo desmonte.
Dessa forma, as extrações de argila e areia podem ocorrer juntas ou isoladamente.
A Figura 2-20 ilustra a retirada de areia por meio de draga flutuante em uma área de
várzea. Para alcançar o nível de areia, foram utilizadas escavadeiras que removeram a
camada de argila sobre a areia.
Figura 2-20 – Extração de areia por meio de draga
Em geral, as empresas do setor oleiro cerâmico que praticam a lavra não investem em
pesquisa geológica e a condução desta atividade é executada pelos encarregados da
extração, com base na experiência dos mesmos para identificação de horizontes
argilosos.
2.3.2.2 Preparação da massa cerâmica
A finalidade da preparação da massa cerâmica é a obtenção de homogeneidade
granulométrica e composição mineralógica. Observadas as características da argila e do
produto a serem fabricados, é necessário ter uma preparação adequada da massa para
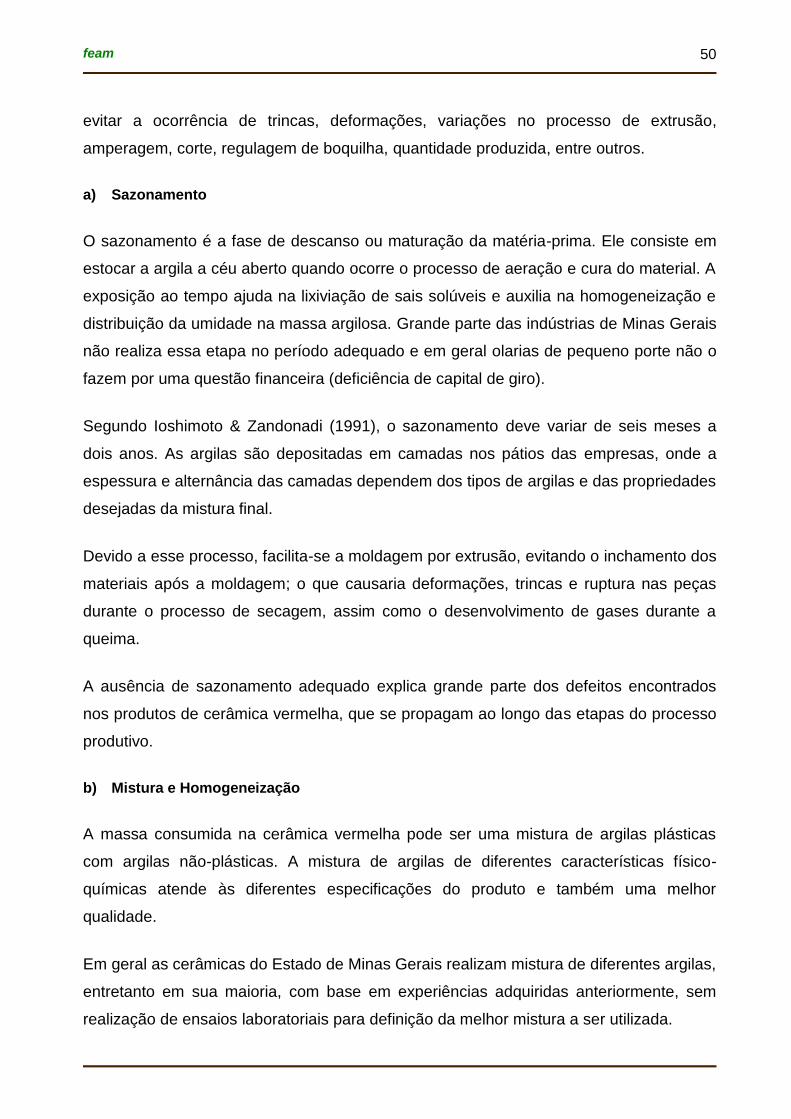
feam
50
evitar a ocorrência de trincas, deformações, variações no processo de extrusão,
amperagem, corte, regulagem de boquilha, quantidade produzida, entre outros.
a) Sazonamento
O sazonamento é a fase de descanso ou maturação da matéria-prima. Ele consiste em
estocar a argila a céu aberto quando ocorre o processo de aeração e cura do material. A
exposição ao tempo ajuda na lixiviação de sais solúveis e auxilia na homogeneização e
distribuição da umidade na massa argilosa. Grande parte das indústrias de Minas Gerais
não realiza essa etapa no período adequado e em geral olarias de pequeno porte não o
fazem por uma questão financeira (deficiência de capital de giro).
Segundo Ioshimoto & Zandonadi (1991), o sazonamento deve variar de seis meses a
dois anos. As argilas são depositadas em camadas nos pátios das empresas, onde a
espessura e alternância das camadas dependem dos tipos de argilas e das propriedades
desejadas da mistura final.
Devido a esse processo, facilita-se a moldagem por extrusão, evitando o inchamento dos
materiais após a moldagem; o que causaria deformações, trincas e ruptura nas peças
durante o processo de secagem, assim como o desenvolvimento de gases durante a
queima.
A ausência de sazonamento adequado explica grande parte dos defeitos encontrados
nos produtos de cerâmica vermelha, que se propagam ao longo das etapas do processo
produtivo.
b) Mistura e Homogeneização
A massa consumida na cerâmica vermelha pode ser uma mistura de argilas plásticas
com argilas não-plásticas. A mistura de argilas de diferentes características físico-
químicas atende às diferentes especificações do produto e também uma melhor
qualidade.
Em geral as cerâmicas do Estado de Minas Gerais realizam mistura de diferentes argilas,
entretanto em sua maioria, com base em experiências adquiridas anteriormente, sem
realização de ensaios laboratoriais para definição da melhor mistura a ser utilizada.
feam
51
Para a fabricação de tijolos, as argilas devem ser moldadas facilmente, apresentar
valores de tensão de ruptura de médio a elevados, cor vermelha após a queima, visto
que a tradição do mercado brasileiro é pelas cores vivas, variando de alaranjado ao
vermelho e poucas trincas e empenamentos. Para fabricação de telhas, as argilas
devem ter plasticidade adequada para a moldagem e tensão de ruptura à flexão elevada
quando secas, de forma a permitir o manuseio durante o processo de fabricação. Após a
queima deve apresentar baixa porosidade aparente e baixa absorção de água e não
apresentar trincas e empenamentos. Com relação à cor, atualmente há uma aceitação
crescente, sobretudo nas regiões costeiras, com destaque no Nordeste, de telhas
brancas ou claras, mas em Minas Gerais, a cor vermelha ainda predomina.
A homogeneização é feita manualmente nas olarias com pouquíssima tecnologia, ou por
meio de misturadores, de modo a se obter uma massa argilosa com maior uniformidade
granulométrica e teor de umidade adequado. Ela envolve desde as etapas de
alimentação, desintegração, laminação e umidificação até a entrada da massa na
máquina extrusora.
Na primeira etapa de preparação da massa, a argila é descarregada em um silo ou
caixão alimentador e por meio de correia transportadora é direcionada para um
desintegrador, que desmancha os torrões.
Logo após, é realizada uma moagem e mistura das argilas, eliminando em muitos casos
os problemas causados por raízes. Nesta etapa, o misturador (Figura 2-21) promove
simultaneamente o amassamento, umidificação e homogeneização da matéria-prima.

feam
52
Figura 2-21 - Misturador
Na saída do misturador, o material deve ter cor uniforme. Caso contrário o produto
apresentará retrações e absorções diferentes.
A terceira etapa consiste em destorroar e laminar. Os laminadores são máquinas
semelhantes a um moinho de rolos destinados a desagregar os grãos maiores e os
torrões e impurezas presentes na matéria-prima, misturando-os à massa cerâmica,
complementando assim o trabalho do misturador. Eles também são destinados à
melhoria na distribuição da água e ao aperfeiçoamento da homogeneização da massa
cerâmica, deixando-a em condições adequadas para a conformação.
Para produtos sem deformações internas é indispensável que a composição química
seja uniforme em toda peça. Para isso, é importante misturar e laminar bem a massa e
evitar excesso de água.
c) Conformação
A conformação envolve três processos: extrusão, prensagem e torneamento.
A extrusão consiste em compactar a massa argilosa em uma câmara simples
(maromba simples) ou de alta pressão, equipada com sistema de “desaeração”
(maromba a vácuo), contra um molde (boquilha) de formato do bloco cerâmico desejado.
feam
53
O material laminado segue por uma correia transportadora até a maromba, que tem
dupla função. A primeira função é retirar o ar da massa de argila por sistema de vácuo
enquanto a segunda função é comprimir e extrusar a argila no formato das peças para
posteriormente serem cortadas.
A câmara de vácuo exerce uma sucção e retira o ar entre os pequenos cilindros de
massa e também o ar interno dentro de cada um deles. O vácuo ou sistema de vácuo faz
a junção da argila, que é responsável pela resistência a verde (antes da queima) e pela
correção das deformações causadas pela hélice da maromba. A argila possui uma
característica chamada de memória e faz com que toda deformação causada durante o
processo, mesmo que se tente corrigir quando ainda verde (úmido), reapareça na
queima. Cabe ao vácuo eliminar essa deformação.
As massas tratadas a vácuo proporcionam melhora na trabalhabilidade devido ao fator
físico, bem como as reações físicoquímicas existentes entre a água e a superfície do
grão.
Pode-se imaginar o vácuo obtido dentro da câmara como um equilíbrio dinâmico entre o
ar que está constantemente entrando, trazido pela alimentação, e o ar que está
constantemente saindo, levado pelo tubo de sucção da bomba de vácuo. A grelha de
entrada (onde se formam os cilindros de massa) e a boquilha de saída (onde acontece à
extrusão final) completam o fechamento da câmara de vácuo pressionada pela massa.
O processo de extrusão dá forma ao produto cerâmico por meio da passagem da massa
plástica, ou semi-firme, pela abertura na seção transversal do objeto extrusado.
A boquilha é o elemento essencial para a formação de peças extrudadas, consistindo em
uma placa perfurada com pequena conicidade para saída de massa. Por meio da
deformação plástica facilita sua passagem pela abertura, dando formato ao produto.
Dentre os problemas surgidos durante o processo de extrusão, a maioria dos casos é
devido à fabricação imperfeita das boquilhas e a variação de velocidade da massa que
está dentro da extrusora. O ideal seria a saída da massa com velocidade igual em todas
as cavidades do bocal. O roçar produzido pelas paredes laterais é sempre maior daquele
produzido no centro, portanto, a massa sai mais rápido no centro do que pelas laterais
(BORBA & TUBINO, 2006).

feam
54
Depois de cortadas, as peças apresentam-se perfeitas aparentemente, mas depois de
submetidas a secagem, podem apresentar-se com fendas e empenamento. Estes
defeitos também são produzidos pelo mau equilíbrio da boquilha. Para o equilíbrio,
comumente são colocados freios metálicos no início da boquilha.
(BORBA & TUBINO, 2006).
Para evitar defeitos de conformação de massa na saída da boquilha, tal como a
formação de dentes, e melhorar sua trabalhabilidade e a resistência à tração, procura-se
facilitar a saída de massa, nos ângulos, alargando os mesmos na espessura do interior
do bocal, além de facilitar a passagem da massa utilizando a água como lubrificante, e
se necessário, frear com chapa a saída da massa, nos locais onde a massa sai com
maior velocidade (BORBA & TUBINO, 2006).
Logo após a extrusão, cortadores manuais ou automáticos (Figura 2-22) são utilizados
para dar a dimensão desejada às massas.
Figura 2-22 – Cortador automático
Os cortadores automáticos são utilizados das seguintes maneiras:
Corte vertical rápido, onde o fio cortante é ascendente e regressa a sua posição
original pelo mesmo corte efetuado;
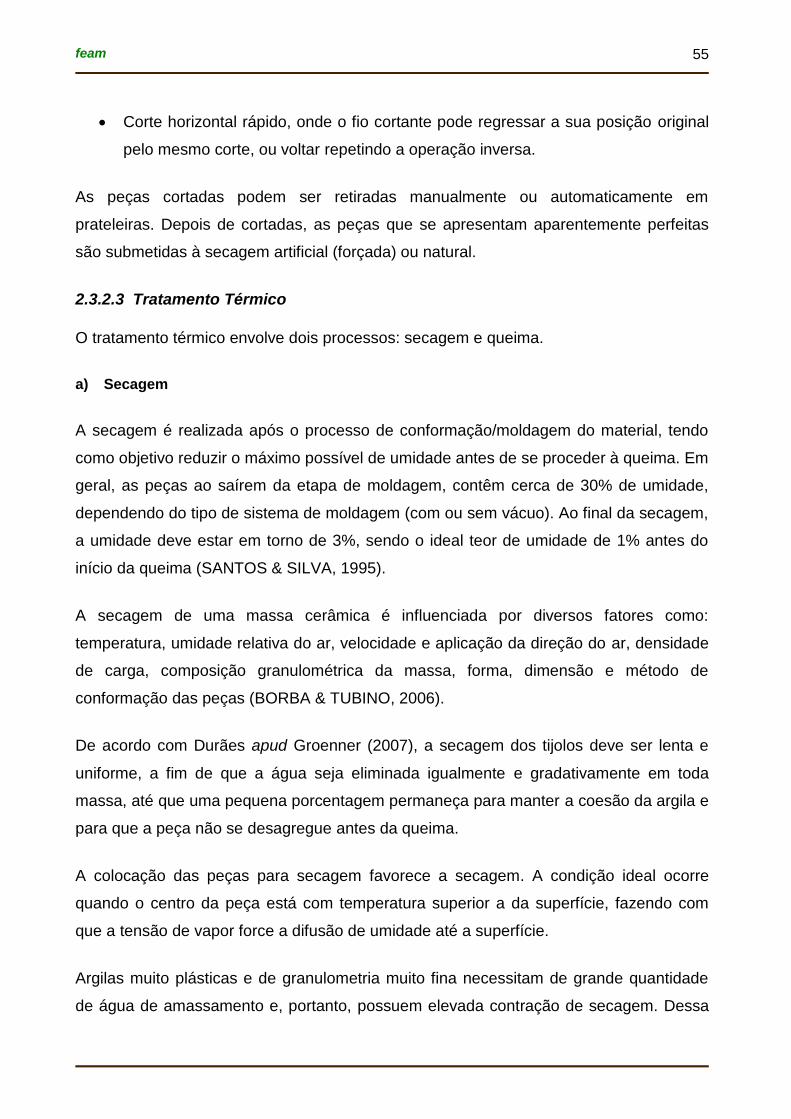
feam
55
Corte horizontal rápido, onde o fio cortante pode regressar a sua posição original
pelo mesmo corte, ou voltar repetindo a operação inversa.
As peças cortadas podem ser retiradas manualmente ou automaticamente em
prateleiras. Depois de cortadas, as peças que se apresentam aparentemente perfeitas
são submetidas à secagem artificial (forçada) ou natural.
2.3.2.3 Tratamento Térmico
O tratamento térmico envolve dois processos: secagem e queima.
a) Secagem
A secagem é realizada após o processo de conformação/moldagem do material, tendo
como objetivo reduzir o máximo possível de umidade antes de se proceder à queima. Em
geral, as peças ao saírem da etapa de moldagem, contêm cerca de 30% de umidade,
dependendo do tipo de sistema de moldagem (com ou sem vácuo). Ao final da secagem,
a umidade deve estar em torno de 3%, sendo o ideal teor de umidade de 1% antes do
início da queima (SANTOS & SILVA, 1995).
A secagem de uma massa cerâmica é influenciada por diversos fatores como:
temperatura, umidade relativa do ar, velocidade e aplicação da direção do ar, densidade
de carga, composição granulométrica da massa, forma, dimensão e método de
conformação das peças (BORBA & TUBINO, 2006).
De acordo com Durães apud Groenner (2007), a secagem dos tijolos deve ser lenta e
uniforme, a fim de que a água seja eliminada igualmente e gradativamente em toda
massa, até que uma pequena porcentagem permaneça para manter a coesão da argila e
para que a peça não se desagregue antes da queima.
A colocação das peças para secagem favorece a secagem. A condição ideal ocorre
quando o centro da peça está com temperatura superior a da superfície, fazendo com
que a tensão de vapor force a difusão de umidade até a superfície.
Argilas muito plásticas e de granulometria muito fina necessitam de grande quantidade
de água de amassamento e, portanto, possuem elevada contração de secagem. Dessa
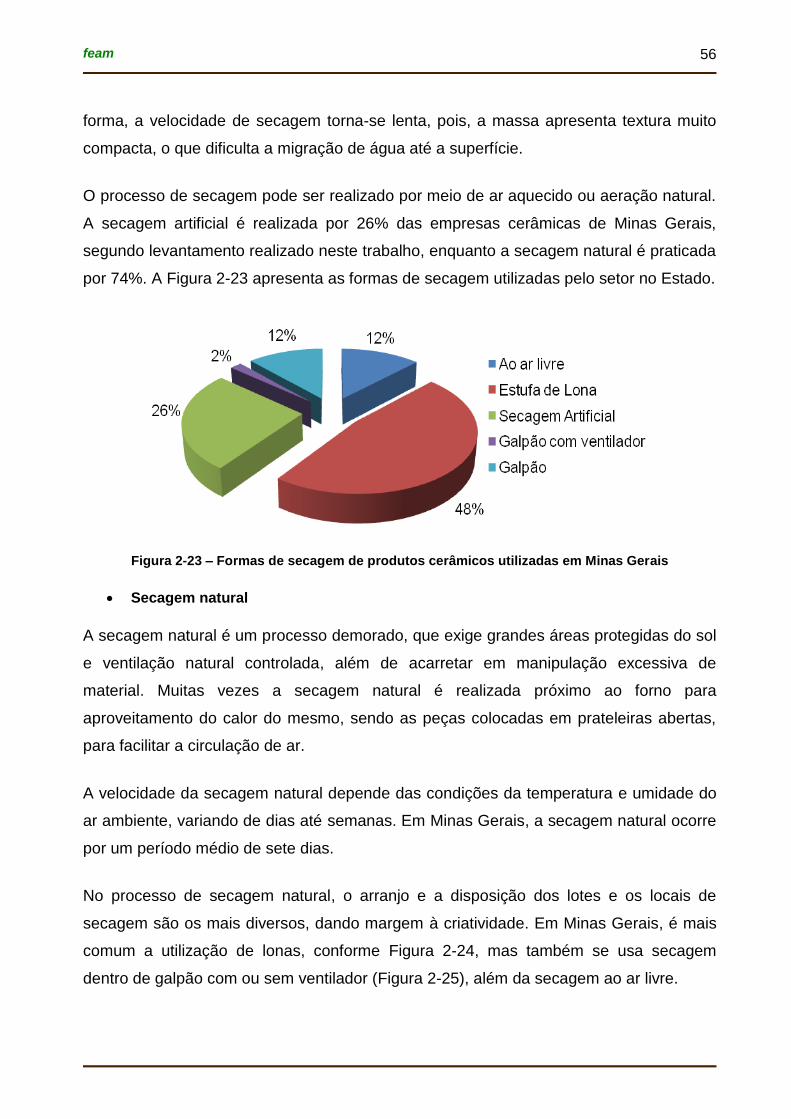
feam
56
forma, a velocidade de secagem torna-se lenta, pois, a massa apresenta textura muito
compacta, o que dificulta a migração de água até a superfície.
O processo de secagem pode ser realizado por meio de ar aquecido ou aeração natural.
A secagem artificial é realizada por 26% das empresas cerâmicas de Minas Gerais,
segundo levantamento realizado neste trabalho, enquanto a secagem natural é praticada
por 74%. A Figura 2-23 apresenta as formas de secagem utilizadas pelo setor no Estado.
Figura 2-23 – Formas de secagem de produtos cerâmicos utilizadas em Minas Gerais
Secagem natural
A secagem natural é um processo demorado, que exige grandes áreas protegidas do sol
e ventilação natural controlada, além de acarretar em manipulação excessiva de
material. Muitas vezes a secagem natural é realizada próximo ao forno para
aproveitamento do calor do mesmo, sendo as peças colocadas em prateleiras abertas,
para facilitar a circulação de ar.
A velocidade da secagem natural depende das condições da temperatura e umidade do
ar ambiente, variando de dias até semanas. Em Minas Gerais, a secagem natural ocorre
por um período médio de sete dias.
No processo de secagem natural, o arranjo e a disposição dos lotes e os locais de
secagem são os mais diversos, dando margem à criatividade. Em Minas Gerais, é mais
comum a utilização de lonas, conforme Figura 2-24, mas também se usa secagem
dentro de galpão com ou sem ventilador (Figura 2-25), além da secagem ao ar livre.
feam
57
Figura 2-24 - Vista de secagem natural realizada sob lonas
Figura 2-25 – Secagem de peças em galpão com utilização de ventiladores
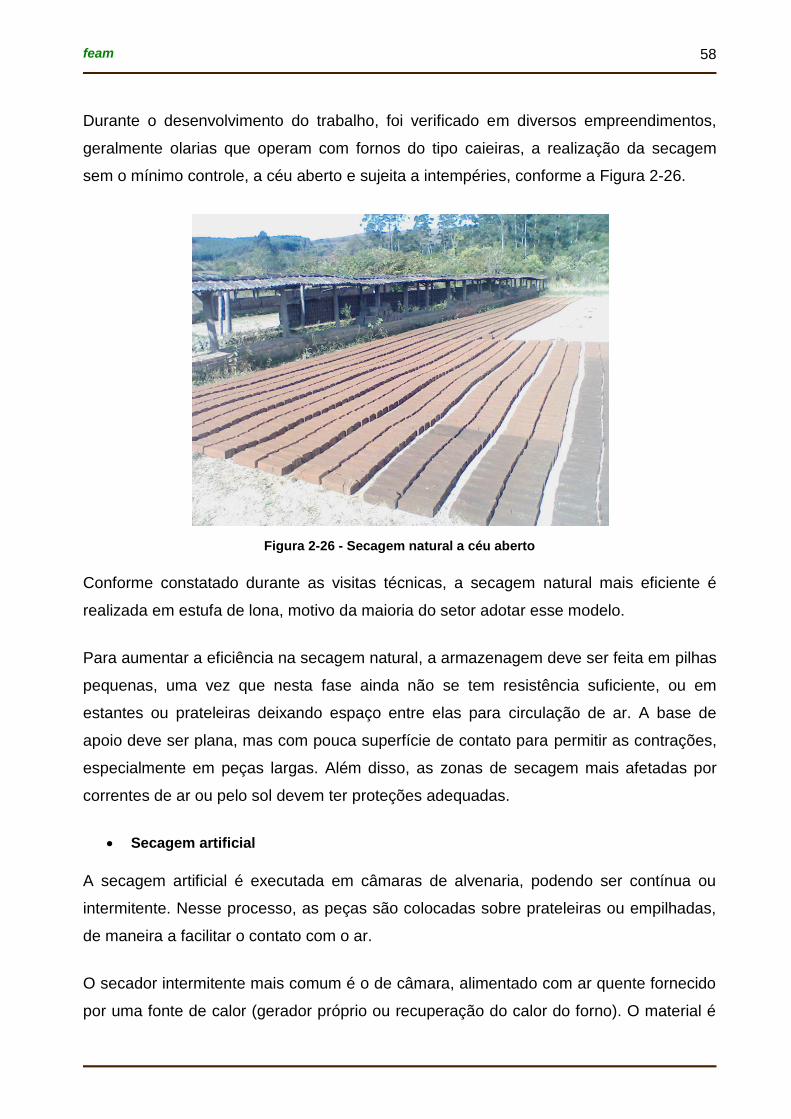
feam
58
Durante o desenvolvimento do trabalho, foi verificado em diversos empreendimentos,
geralmente olarias que operam com fornos do tipo caieiras, a realização da secagem
sem o mínimo controle, a céu aberto e sujeita a intempéries, conforme a Figura 2-26.
Figura 2-26 - Secagem natural a céu aberto
Conforme constatado durante as visitas técnicas, a secagem natural mais eficiente é
realizada em estufa de lona, motivo da maioria do setor adotar esse modelo.
Para aumentar a eficiência na secagem natural, a armazenagem deve ser feita em pilhas
pequenas, uma vez que nesta fase ainda não se tem resistência suficiente, ou em
estantes ou prateleiras deixando espaço entre elas para circulação de ar. A base de
apoio deve ser plana, mas com pouca superfície de contato para permitir as contrações,
especialmente em peças largas. Além disso, as zonas de secagem mais afetadas por
correntes de ar ou pelo sol devem ter proteções adequadas.
Secagem artificial
A secagem artificial é executada em câmaras de alvenaria, podendo ser contínua ou
intermitente. Nesse processo, as peças são colocadas sobre prateleiras ou empilhadas,
de maneira a facilitar o contato com o ar.
O secador intermitente mais comum é o de câmara, alimentado com ar quente fornecido
por uma fonte de calor (gerador próprio ou recuperação do calor do forno). O material é

feam
59
colocado em prateleiras por processo manual ou mecânico e as peças devem ser
espaçadas segundo o sentido da corrente dos gases quentes, maximizando a superfície
exposta e uniformizando a velocidade de secagem.
O secador de funcionamento contínuo típico é o túnel, utilizado numa vasta gama de
materiais cerâmicos por motivos de ordem técnica e econômica, tais como condições de
temperatura e umidade relativa, ao longo do secador, utilização do mesmo tipo de
vagonetas que são usadas na queima no forno túnel e obtenção de rendimentos
térmicos mais elevados.
As vantagens da secagem artificial são o menor tempo requerido para completar a
secagem, em média de 24 a 30 horas, além de maior controle do processo.
Neste processo, o calor utilizado é obtido dos fornos ou em fontes próprias de calor por
meio de fornalhas. A temperatura oscila entre 80 e 110ºC, demandando uma grande
quantidade de energia térmica para evaporar a água. Nele, as peças sofrem um primeiro
aquecimento com ar quente e úmido, a fim de que não percam a água de superfície. Em
seguida, o ar quente e úmido vai paulatinamente sendo substituído por ar quente e seco,
até que toda umidade seja extraída do material (SANTOS & SILVA, 1995).
Ao contrário da secagem natural, neste processo as deformações sofridas pelas peças
são mínimas (VERÇOZA, 1987).
A Figura 2-27 ilustra uma secagem artificial encontrada em fábricas de Minas Gerais.
feam
60
Figura 2-27 - Vista interna de um secador tipo túnel
b) Queima
A queima é a etapa mais delicada do processo cerâmico. Eventuais defeitos originados
nas etapas anteriores revelam-se somente quando o material é queimado.
É durante a fase da queima que os produtos cerâmicos, submetidos ao tratamento
térmico, sofrem transformações físico-químicas, alterando-lhes as propriedades
mecânicas e conferindo-lhes as características inerentes a todo produto cerâmico.
As temperaturas máximas de queima para fabricação de cerâmica vermelha variam
conforme tipo de forno, natureza da argila e produto cerâmico, oscilando entre 800ºC e
1000ºC.
A queima é subdividida em cinco fases: pré-aquecimento (esquente ou “fogo fraco”),
caldeamento ou “fogo forte, manutenção de temperatura, abafamento e resfriamento.
Durante a fase de “fogo fraco”, o aquecimento deve ser lento para se evitar que ocorram
estouros e trincas nas peças cerâmicas. Na fase de “fogo quente” a taxa de aquecimento
pode ser acelerada entre 30 e 40º C por hora. As peças cerâmicas nesta etapa adquirem
a mínima resistência mecânica tolerável para serem utilizadas. A etapa de manutenção
de temperatura consiste em manter as temperaturas as mais constantes possíveis.
Durante esta fase ocorre à sinterização das peças cerâmicas o que eleva a resistência
feam
61
da cerâmica. Na fase de abafamento todos os registros devem ser fechados e também a
fornalha e o cinzeiro. Isso é necessário para se manter o máximo de calor dentro do
forno, completando a queima. O processo de resfriamento, por sua vez, deve ser lento,
com tempo de permanência dos produtos no forno desligado por cerca de vinte e quatro
horas.
Segundo Borba & Tubino (2006), em termos de temperatura, o ciclo da queima
comporta-se da seguinte maneira:
Pouco acima de 100ºC inicia-se a eliminação da água higroscópica
remanescente, ou seja, a água que permaneceu se a secagem não foi absoluta
ou umidade adquirida do ambiente externo durante o tempo de saída do secador
e entrada no forno;
Em torno de 200ºC ocorre a eliminação da água coloidal, ou seja, água que fica
ligada a partícula argilosa e que permanece mesmo após a secagem;
Entre 350ºC a 650ºC ocorre a queima de substâncias orgânicas presentes na
massa, como também a dissociação de compostos sulfurosos e ainda a liberação,
na forma de vapor, da água de constituição das argilas (águas quimicamente
combinadas na caulinita);
Em temperaturas próximas a 570ºC dá-se a transformação do quartzo,
acompanhada de uma expansão (durante o resfriamento ocorre à contração);
Entre 870ºC e 900ºC os carbonatos se decompõem e liberam CO2 e acima de
700ºC se desenvolvem as reações químicas da sílica e da alumina com os
elementos fundentes, havendo formação de complexos sílico-aluminosos, que são
exatamente os que trazem a dureza, resistência e estabilidade ao corpo cerâmico;
Acima de 1000ºC os compostos sílico-aluminosos, que estão na forma vítrea,
começam a amolecer e o corpo cerâmico pode escoar, deformando-se.
A temperatura e o tempo são os principais determinantes das condições e qualidade da
queima das peças cerâmicas. Nesse processo, é de fundamental importância o rigor no
controle do tempo de ciclo de aquecimento, queima e resfriamento. Um tempo de

feam
62
queima não controlado pode acarretar em deformações, fissuras e quebra de peças,
além de peças cruas no caso em que as temperaturas sejam muito baixas.
Para se ter um controle mais acurado da temperatura, usa-se termopares que são
dispositivos elétricos de medição de temperaturas. Nos últimos anos os
empreendimentos têm implamentado esses dispositivos, entretanto conforme verificado
durante as visitas realizadas, cerca de 30% dos empreendimentos ainda não os utilizam.
Na queima, os produtos cerâmicos atingem suas características funcionais. Nesta fase, a
maioria dos defeitos provenientes das etapas anteriores da produção se manifesta. As
peças são empilhadas dentro dos fornos e o clico de queima dura aproximadamente 120
horas (CÓRDOVA, 2007).
Nos fornos contínuos, após a queima os produtos são retirados pelas esteiras ou
carrinhos, não necessitando aguardar o resfriamento do forno. Nos fornos onde o
manuseio é feito sem o auxílio de equipamentos é necessário esperar o resfriamento do
forno para que manualmente se possa remover os produtos. Em alguns casos, o
resfriamento pode durar até três dias. Segundo dados levantados nas visitas técnicas, o
ciclo de queima apresenta grande variação entre os empreendimentos. A fase de
esquente dura entre 8 e 40 horas, com média de 20 horas, enquanto a fase de queima
propriamente dita dura entre 14 e 48 horas com média de 36 horas. A fase de
esfriamento varia de 0 a 72 horas, com média de 24 horas. Dessa forma, o ciclo total de
queima varia de 24 horas até 168 horas, mas a média nas cerâmicas visitadas é de 58
horas.
Algumas dessas empresas adotam medidas como a colocação de ventiladores na porta
do forno, de modo a acelerar seu resfriamento, conforme Figura 2-28. Segundo
informado, adotando essa medida, o tempo de esfriamento é de cerca de 24 horas.
feam
63
Figura 2-28 – Ventilador na boca de um forno abóboda
Segundo Pedrassani (2001), os fatores temperatura e tempo devem ser cuidadosamente
acompanhados, pois influenciam nas reações assim como a atmosfera do forno influi no
resultado final, uma vez que os constituintes da massa reagem com os gases que estão
em contato.
Fornos
Os fornos são os equipamentos principais de uma indústria de cerâmica vermelha sendo
classificados em intermitentes e contínuos.
Além dos fornos intermitentes e contínuos, existem as caieiras, que são construções
primitivas que sequer possuem câmaras e chaminé, e que trabalham sazonalmente,
sendo desmontadas após a queima uma vez que seu revestimento é composto da
própria carga queimada (Figura 2-29). As caieiras são utilizadas em 16% dos
empreendimentos do setor no Estado de Minas Gerais.
feam
64
Figura 2-29 - Vista de uma caieira
Fornos Intermitentes
Nesses tipos de fornos o calor é gerado fora dos fornos e circula pelo interior do mesmo
por meio de pilhas de material cerâmico até a chaminé. O material não é cozido de forma
uniforme, podendo ser necessário desprezar algumas peças no final da operação por
falta ou excesso de queima. Além deste inconveniente, eles operam em regime de
carga-queima-descarga, portanto não permitem a continuidade na produção.
No forno intermitente, o calor gasto para aquecer a carga e as paredes do forno não é
recuperado ao final do processo de queima e durante a fase de resfriamento. Todo o
calor retido na carga e nas paredes do forno é dissipado para o ambiente. Esta perda de
energia pode corresponder a aproximadamente 50% do total empregado no processo de
queima (GRIGOLETI, 2001).
Estes fornos são câmaras de alvenaria cerâmica espessa, carregados manualmente,
sendo aquecidos até à temperatura desejada ser atingida. Mantêm-se esta temperatura
por um período pré-estabelecido de horas, deixando-se, então, o mesmo sofrer
resfriamento para, no final, as peças serem retiradas do seu interior. Os fornos
intermitentes caracterizam-se pela baixa produção, alto uso de mão-de-obra e alto
consumo energético. Segundo Santos & Silva (1995), a disposição de várias câmaras
paralelas pode tornar o processo com maior eficiência energética.

feam
65
Os fornos intermitentes mais comuns são do tipo redondo, também denominado de
abóboda (câmaras circulares), o tipo retangular, também chamado de tatu ou paulistinha
(câmaras retangulares) e o tipo vagão. Eles podem ser do tipo comum ou semicontínuo.
Forno intermitente comum: as dimensões deste tipo de forno variam de 5 a 10m
ou mais de largura, com 3 a 6m de altura. Na base ficam as fornalhas, sobre a
qual o material é empilhado, deixando-se espaços para passagem do ar aquecido.
Depois de aceso, o forno tem sua porta lacrada com uma parede de tijolos e
argila, e a tiragem é controlada por orifícios que se comunicam com a chaminé.
Devido a sua forma retangular, as peças colocadas nos cantos sofrem menor
queima, o que gera desperdício (em torno de 10%). A energia utilizada em geral é
a lenha (VERÇOZA, 1987).
Forno semicontínuo: este tipo de forno nada mais é do que vários fornos
intermitentes, colocados lado a lado. Enquanto um forno é aquecido, o segundo
sofre resfriamento, o terceiro é carregado ou descarregado e o último é usado
para o processo de secagem. Desta forma, aproveita-se o máximo da energia
gerada no processo, tornando-o mais eficiente energeticamente do que fornos de
uma única câmara (VERÇOZA, 1987).
Segundo Souza (1991), o custo da queima é responsável por 40 a 50% do custo total do
produto para indústrias que utilizam fornos intermitentes. Este fato coloca a indústria de
cerâmica vermelha como aquela que possui um dos maiores índices de custo de energia
versus custos de produção. Segundo esse autor, revestir internamente o forno com fibra
cerâmica pode acarretar uma economia do consumo de lenha em até 35%, dependendo
do tipo de forno e espessura da camada de fibra.
Os fornos do tipo redondo são encontrados em 37% dos empreendimentos do setor no
Estado de Minas Gerais, os fornos retangulares em 31% das empresas e os fornos
vagão em 4%.
Fornos Contínuos
Os fornos contínuos caracterizam-se por serem formados por uma série de câmaras, de
modo que, quando uma câmara está em fogo, o ar aquecido é levado a atravessar todas
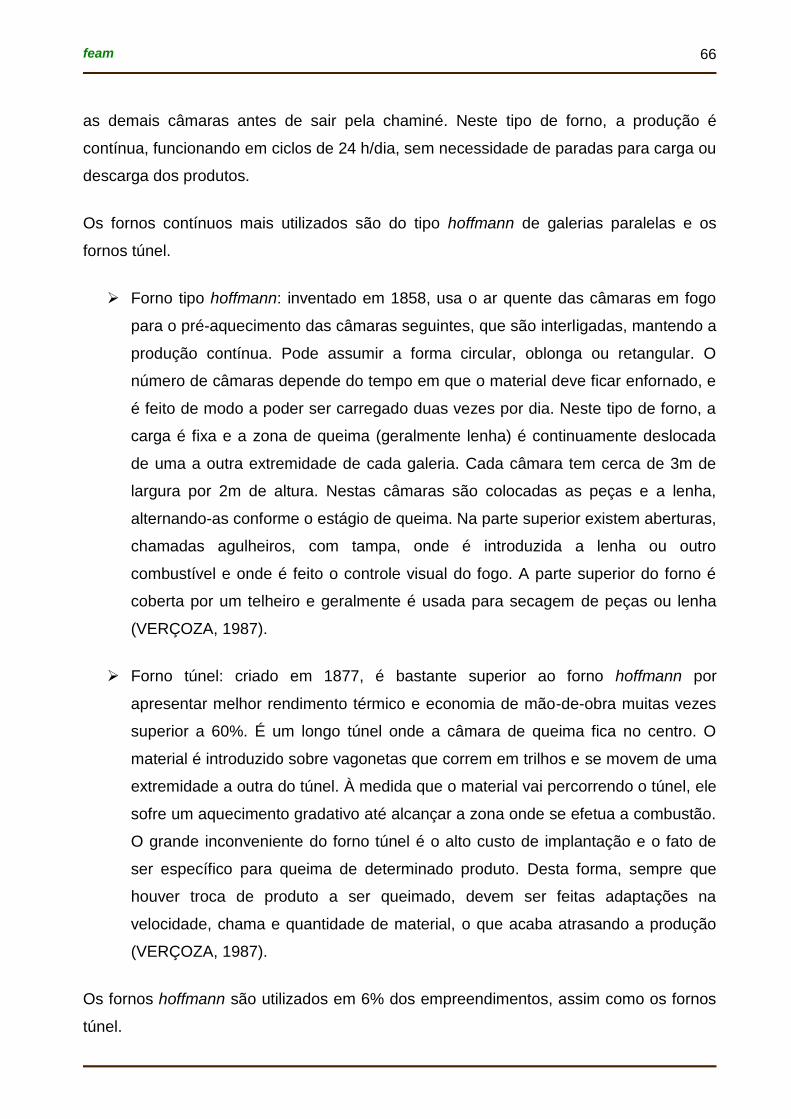
feam
66
as demais câmaras antes de sair pela chaminé. Neste tipo de forno, a produção é
contínua, funcionando em ciclos de 24 h/dia, sem necessidade de paradas para carga ou
descarga dos produtos.
Os fornos contínuos mais utilizados são do tipo hoffmann de galerias paralelas e os
fornos túnel.
Forno tipo hoffmann: inventado em 1858, usa o ar quente das câmaras em fogo
para o pré-aquecimento das câmaras seguintes, que são interligadas, mantendo a
produção contínua. Pode assumir a forma circular, oblonga ou retangular. O
número de câmaras depende do tempo em que o material deve ficar enfornado, e
é feito de modo a poder ser carregado duas vezes por dia. Neste tipo de forno, a
carga é fixa e a zona de queima (geralmente lenha) é continuamente deslocada
de uma a outra extremidade de cada galeria. Cada câmara tem cerca de 3m de
largura por 2m de altura. Nestas câmaras são colocadas as peças e a lenha,
alternando-as conforme o estágio de queima. Na parte superior existem aberturas,
chamadas agulheiros, com tampa, onde é introduzida a lenha ou outro
combustível e onde é feito o controle visual do fogo. A parte superior do forno é
coberta por um telheiro e geralmente é usada para secagem de peças ou lenha
(VERÇOZA, 1987).
Forno túnel: criado em 1877, é bastante superior ao forno hoffmann por
apresentar melhor rendimento térmico e economia de mão-de-obra muitas vezes
superior a 60%. É um longo túnel onde a câmara de queima fica no centro. O
material é introduzido sobre vagonetas que correm em trilhos e se movem de uma
extremidade a outra do túnel. À medida que o material vai percorrendo o túnel, ele
sofre um aquecimento gradativo até alcançar a zona onde se efetua a combustão.
O grande inconveniente do forno túnel é o alto custo de implantação e o fato de
ser específico para queima de determinado produto. Desta forma, sempre que
houver troca de produto a ser queimado, devem ser feitas adaptações na
velocidade, chama e quantidade de material, o que acaba atrasando a produção
(VERÇOZA, 1987).
Os fornos hoffmann são utilizados em 6% dos empreendimentos, assim como os fornos
túnel.

feam
67
As Figuras seguintes ilustram cada um dos tipos de fornos existentes no Estado de
Minas Gerais, enquanto que a Figura 2-35 apresenta a distribuição dos fornos no Estado
por empreendimentos.
Figura 2-30 – Forno Tatu ou paulistinha ou retangular
Figura 2-31 – Forno Abóboda ou redondo
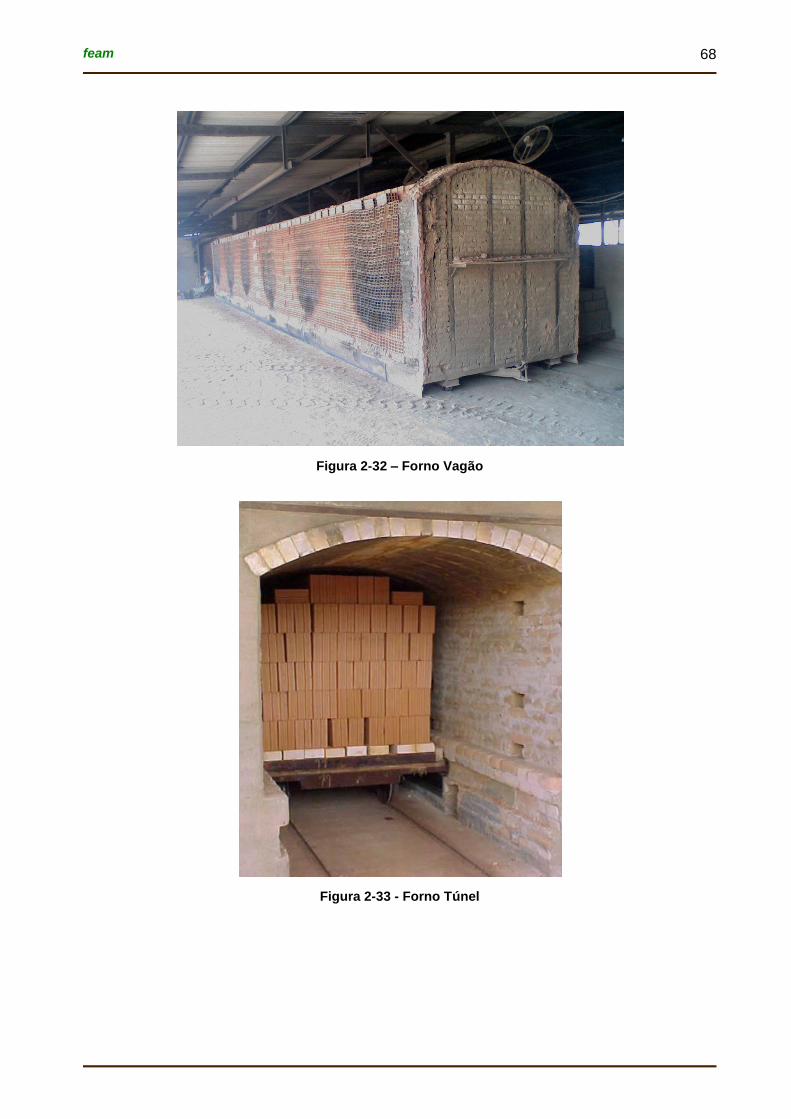
feam
68
Figura 2-32 – Forno Vagão
Figura 2-33 - Forno Túnel
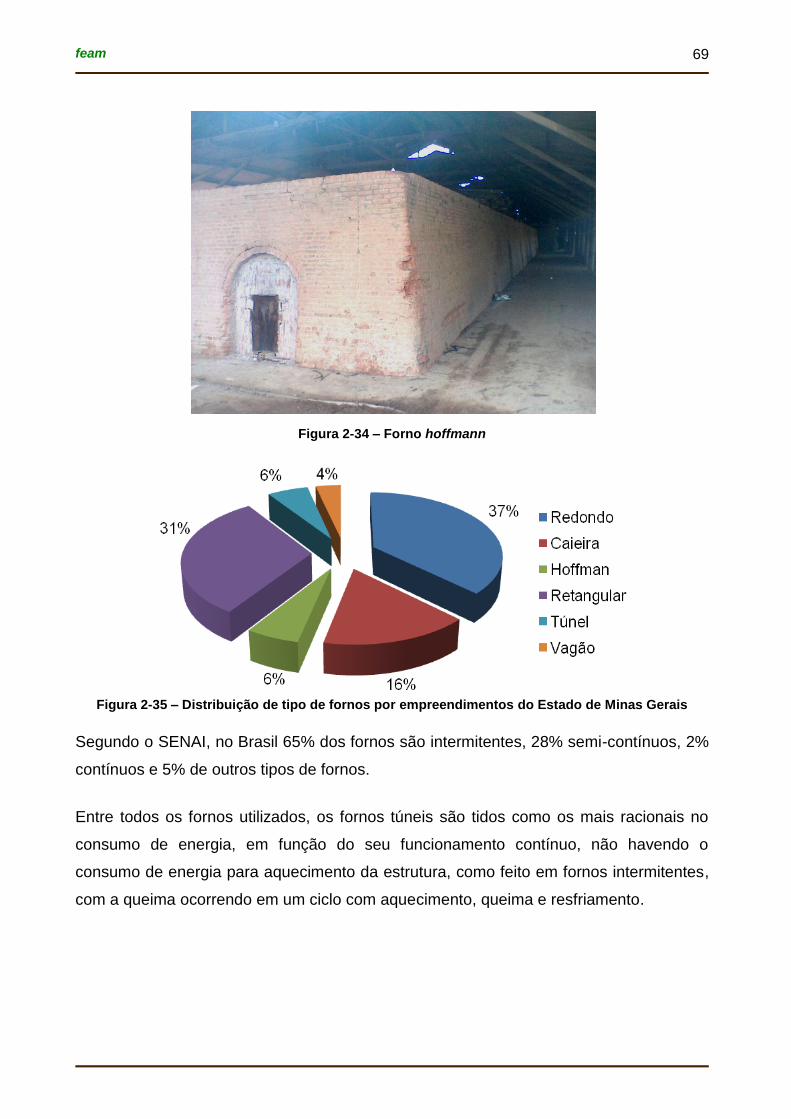
feam
69
Figura 2-34 – Forno hoffmann
Figura 2-35 – Distribuição de tipo de fornos por empreendimentos do Estado de Minas Gerais
Segundo o SENAI, no Brasil 65% dos fornos são intermitentes, 28% semi-contínuos, 2%
contínuos e 5% de outros tipos de fornos.
Entre todos os fornos utilizados, os fornos túneis são tidos como os mais racionais no
consumo de energia, em função do seu funcionamento contínuo, não havendo o
consumo de energia para aquecimento da estrutura, como feito em fornos intermitentes,
com a queima ocorrendo em um ciclo com aquecimento, queima e resfriamento.

feam
70
2.3.2.4 Acabamento
Essa etapa não é muito usual no setor de cerâmica vermelha, sendo constatada em 16%
dos empreendimentos visitados. Em geral, é realizada nos empreendimentos produtores
de telhas, que aplicam uma resina para embelezamento da peça, conforme Figura 2-36.
Figura 2-36 – Aplicação de resina em telhas no município de Monte Carmelo
2.3.2.5 Inspeção
A inspeção pode ser visual ou por meio de ensaios físicos, como de resistência, de
absorção de água, de granulometria, conforme Figura 2-37, além de medição, para
aferição das dimensões.
Figura 2-37 - Ensaios de resistência, absorção de água e granulometria

feam
71
Em Minas Gerais, 12% dos empreendimentos do setor de cerâmica vermelha, em geral
fabricantes de telhas, possuem laboratório próprio para aplicação dos ensaios citados
acima.
Em blocos estrutural e de vedação são feitos ensaios laboratoriais de determinação das
dimensões, desvio em relação ao esquadro e planeza das faces, massa, absorção de
água e área líquida e resistência a compressão.
Em telhas são realizados ensaios laboratoriais de determinação das dimensões, massa,
absorção de água, permeabilidade, deflexão, torção e tensão de ruptura à flexão.
2.3.2.6 Estocagem
A estocagem dos produtos é realizada em área a céu aberto ou galpão, onde permanece
até sua expedição, conforme Figura 2-38.
Figura 2-38 - Estocagem de tijolos

feam
72
No Estado de Minas Gerais, apenas 7% das empresas armazenam seu produto em local
com cobertura.
2.3.2.7 Expedição
A expedição (transporte) é efetuada por meio de caminhões. As empresas cerâmicas
utilizam veículo próprio ou terceirizado, sendo a última mais comum. Os caminhões
utilizados na expedição trafegam, em média, com dez milheiros de tijolos. O mau
condicionamento e mau empilhamento do produto cerâmico por ocasião do transporte, o
manuseio no carregamento e no descarregamento causam defeitos (lascas e fraturas)
na peça cerâmica.
Em geral, apenas as telhas são mais bem acondicionadas em lotes envoltos por cinta
plástica, que evita o desgaste por atrito e por manuseio individual das peças.
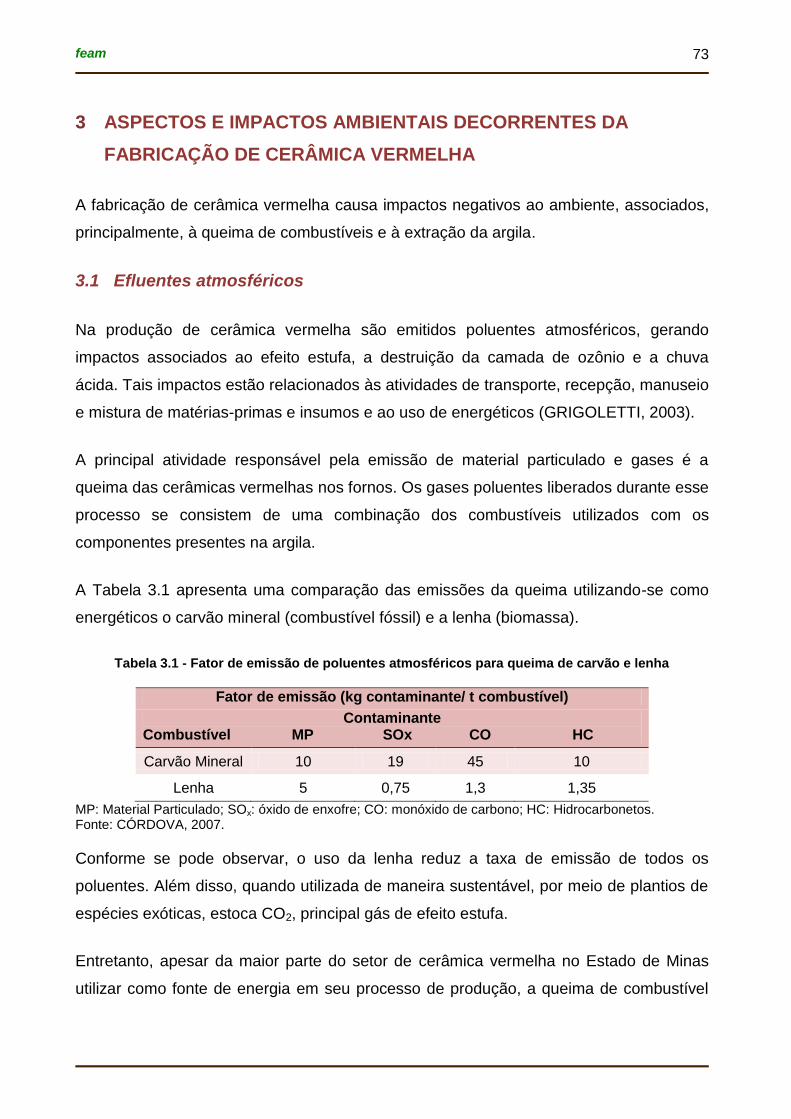
feam
73
3 ASPECTOS E IMPACTOS AMBIENTAIS DECORRENTES DA
FABRICAÇÃO DE CERÂMICA VERMELHA
A fabricação de cerâmica vermelha causa impactos negativos ao ambiente, associados,
principalmente, à queima de combustíveis e à extração da argila.
3.1 Efluentes atmosféricos
Na produção de cerâmica vermelha são emitidos poluentes atmosféricos, gerando
impactos associados ao efeito estufa, a destruição da camada de ozônio e a chuva
ácida. Tais impactos estão relacionados às atividades de transporte, recepção, manuseio
e mistura de matérias-primas e insumos e ao uso de energéticos (GRIGOLETTI, 2003).
A principal atividade responsável pela emissão de material particulado e gases é a
queima das cerâmicas vermelhas nos fornos. Os gases poluentes liberados durante esse
processo se consistem de uma combinação dos combustíveis utilizados com os
componentes presentes na argila.
A Tabela 3.1 apresenta uma comparação das emissões da queima utilizando-se como
energéticos o carvão mineral (combustível fóssil) e a lenha (biomassa).
Tabela 3.1 - Fator de emissão de poluentes atmosféricos para queima de carvão e lenha
Fator de emissão (kg contaminante/ t combustível)
Contaminante Combustível MP SOx CO HC
Carvão Mineral 10 19 45 10
Lenha 5 0,75 1,3 1,35
MP: Material Particulado; SOx: óxido de enxofre; CO: monóxido de carbono; HC: Hidrocarbonetos. Fonte: CÓRDOVA, 2007.
Conforme se pode observar, o uso da lenha reduz a taxa de emissão de todos os
poluentes. Além disso, quando utilizada de maneira sustentável, por meio de plantios de
espécies exóticas, estoca CO2, principal gás de efeito estufa.
Entretanto, apesar da maior parte do setor de cerâmica vermelha no Estado de Minas
utilizar como fonte de energia em seu processo de produção, a queima de combustível

feam
74
provenientes da biomassa (lenha, serragem etc.), há considerável emissão de gases
estufa.
Segundo Manfredini & Sattler (2004) há um grande consumo de energia no processo de
produção da indústria de cerâmica vermelha no Brasil, algo em torno de 21% menos que
a indústria do cimento, considerada uma das indústrias com maior consumo energético
do setor industrial.
Em Minas Gerais, em geral, é utilizada lenha ou derivados de madeira, além de outras
biomassas como insumos energéticos, sendo as emissões durante a queima mais
controladas, conforme apresentado na Tabela 3.1. Conforme vários laudos de
automonitoramento de emissões atmosféricas apresentados pelas cerâmicas, no
desenvolvimento deste trabalho, os resultados demonstraram o atendimento ao padrão
de 150 mg/Nm3, estabelecido pela legislação ambiental vigente no Estado de Minas
Gerais (DN COPAM nº 11/1986), sem a necessidade de implantação de sistema de
controle de material particulado.
Em geral para as cerâmicas que possuem licença ambiental no Estado de Minas Gerais,
é exigido automonitoramento na saída da chaminé dos fornos quanto aos parâmetros
material particulado e CO2.
Quando se utiliza combustível fóssil, as emissões são intensificadas principalmente
devido à geração de SOx, sendo necessária a adoção de sistemas de controle como
lavadores de gases, conforme apresentado na Figura 3-1 de um empreendimento
localizado em Morro da Fumaça/SC. Especificamente em Minas Gerais, durante a
elaboração do trabalho não foi encontrado empreendimento detentor de lavador de
gases.
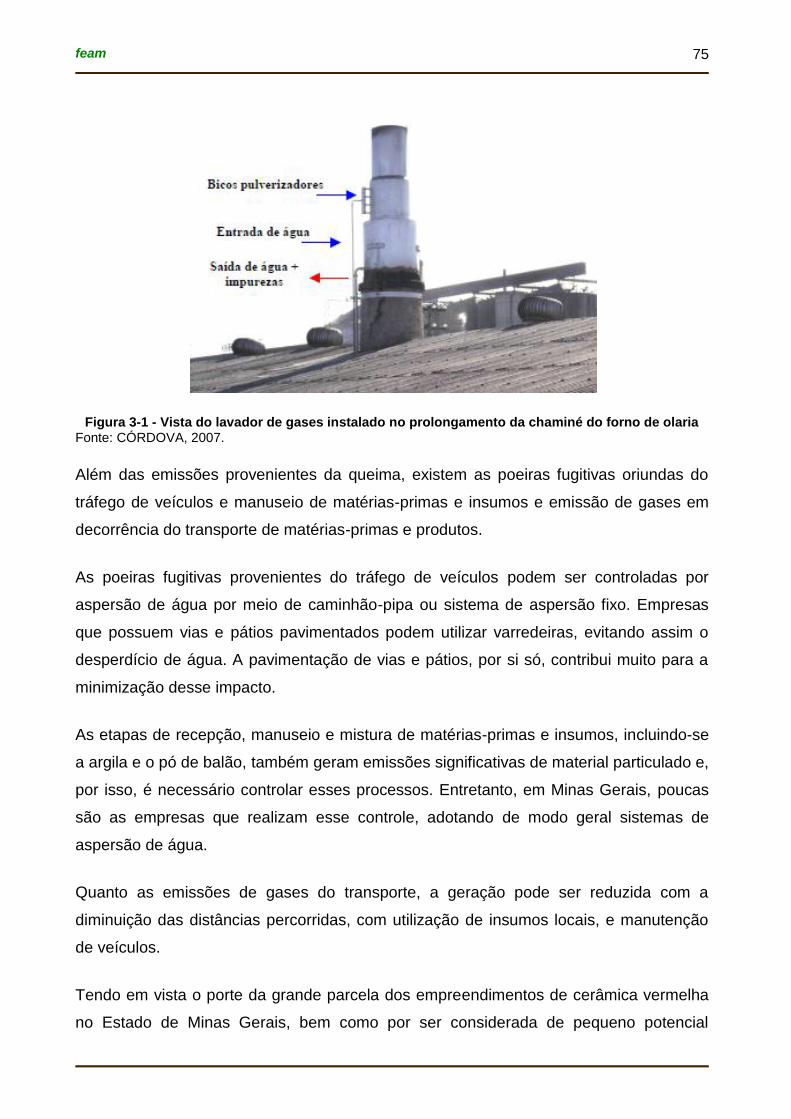
feam
75
Figura 3-1 - Vista do lavador de gases instalado no prolongamento da chaminé do forno de olaria Fonte: CÓRDOVA, 2007.
Além das emissões provenientes da queima, existem as poeiras fugitivas oriundas do
tráfego de veículos e manuseio de matérias-primas e insumos e emissão de gases em
decorrência do transporte de matérias-primas e produtos.
As poeiras fugitivas provenientes do tráfego de veículos podem ser controladas por
aspersão de água por meio de caminhão-pipa ou sistema de aspersão fixo. Empresas
que possuem vias e pátios pavimentados podem utilizar varredeiras, evitando assim o
desperdício de água. A pavimentação de vias e pátios, por si só, contribui muito para a
minimização desse impacto.
As etapas de recepção, manuseio e mistura de matérias-primas e insumos, incluindo-se
a argila e o pó de balão, também geram emissões significativas de material particulado e,
por isso, é necessário controlar esses processos. Entretanto, em Minas Gerais, poucas
são as empresas que realizam esse controle, adotando de modo geral sistemas de
aspersão de água.
Quanto as emissões de gases do transporte, a geração pode ser reduzida com a
diminuição das distâncias percorridas, com utilização de insumos locais, e manutenção
de veículos.
Tendo em vista o porte da grande parcela dos empreendimentos de cerâmica vermelha
no Estado de Minas Gerais, bem como por ser considerada de pequeno potencial
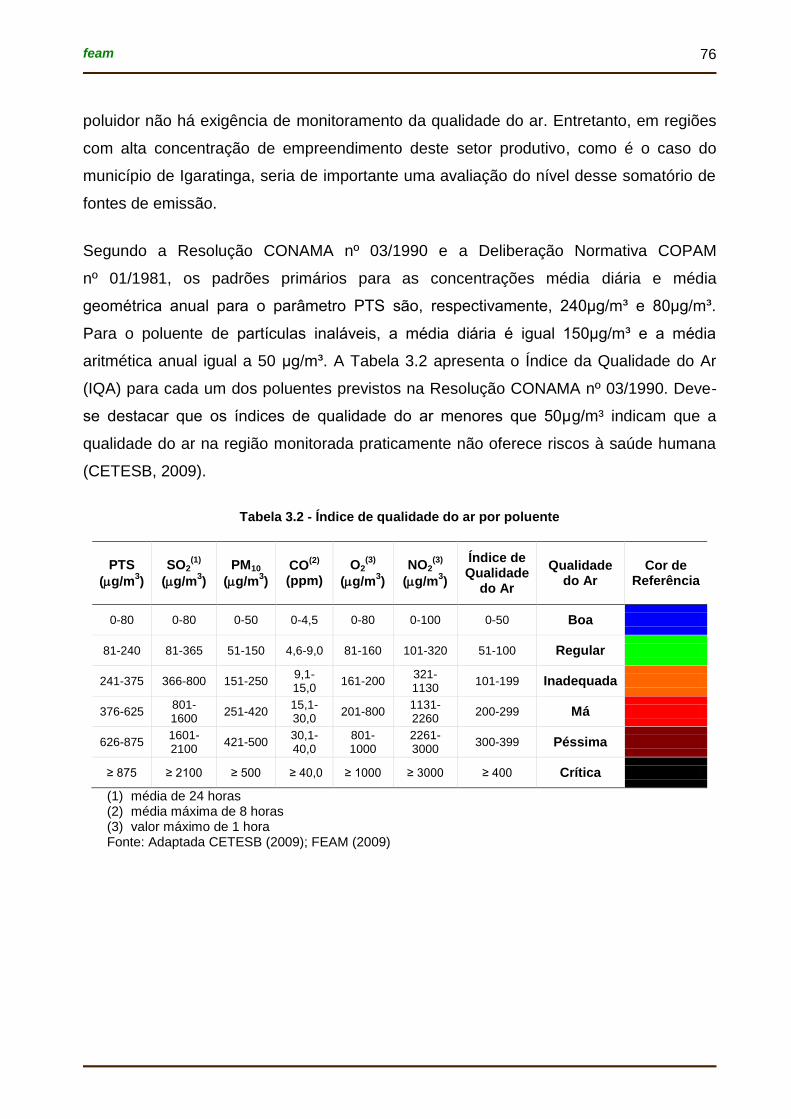
feam
76
poluidor não há exigência de monitoramento da qualidade do ar. Entretanto, em regiões
com alta concentração de empreendimento deste setor produtivo, como é o caso do
município de Igaratinga, seria de importante uma avaliação do nível desse somatório de
fontes de emissão.
Segundo a Resolução CONAMA nº 03/1990 e a Deliberação Normativa COPAM
nº 01/1981, os padrões primários para as concentrações média diária e média
geométrica anual para o parâmetro PTS são, respectivamente, 240μg/m³ e 80μg/m³.
Para o poluente de partículas inaláveis, a média diária é igual 150μg/m³ e a média
aritmética anual igual a 50 μg/m³. A Tabela 3.2 apresenta o Índice da Qualidade do Ar
(IQA) para cada um dos poluentes previstos na Resolução CONAMA nº 03/1990. Deve-
se destacar que os índices de qualidade do ar menores que 50μg/m³ indicam que a
qualidade do ar na região monitorada praticamente não oferece riscos à saúde humana
(CETESB, 2009).
Tabela 3.2 - Índice de qualidade do ar por poluente
PTS
(g/m3)
SO2(1)
(g/m3)
PM10
(g/m3)
CO(2)
(ppm)
O2(3)
(g/m3)
NO2(3)
(g/m3)
Índice de Qualidade
do Ar
Qualidade do Ar
Cor de Referência
0-80 0-80 0-50 0-4,5 0-80 0-100 0-50 Boa
81-240 81-365 51-150 4,6-9,0 81-160 101-320 51-100 Regular
241-375 366-800 151-250 9,1-15,0
161-200 321-1130
101-199 Inadequada
376-625 801-1600
251-420 15,1-30,0
201-800 1131-2260
200-299 Má
626-875 1601-2100
421-500 30,1-40,0
801-1000
2261-3000
300-399 Péssima
≥ 875 ≥ 2100 ≥ 500 ≥ 40,0 ≥ 1000 ≥ 3000 ≥ 400 Crítica
(1) média de 24 horas (2) média máxima de 8 horas (3) valor máximo de 1 hora Fonte: Adaptada CETESB (2009); FEAM (2009)
feam
77
3.2 Resíduos sólidos
O aumento da população mundial e a mudança de seus hábitos consumistas, como a
urbanização das comunidades e o aprimoramento de técnicas cada vez mais modernas
de industrialização, resultaram num aumento significativo no volume dos resíduos
gerados.
A geração de resíduos representa um consumo desnecessário de recursos naturais e
muitas vezes requer a ocupação de solo para a sua disposição. Além disso, os passivos
ambientais criados devido ao armazenamento inadequado de tais não podem ser
negligenciados. Perdas de produto semi-acabado ou acabado devem ser eliminadas ou
reduzidas. Para reduzir essas perdas, em todas as etapas da produção, é importante
que as empresas implantem programas de qualidade e aperfeiçoamento da mão-de-
obra. Quando os resíduos gerados no processo produtivo não são perigosos, podem ser
aproveitados como insumos em outros setores produtivos, o que evita a necessidade de
disposição no solo.
A adequada destinação dos resíduos é um dos grandes desafios da humanidade. A
legislação ambiental determina que o gerador de resíduos industriais é o responsável
pela sua destinação adequada, com tratamento antes da disposição final ou o
armazenamento temporário de forma que não prejudique o meio ambiente
(MALARD, 2008).
Sendo assim, o gerenciamento requer um bom entendimento do processo que dá origem
ao resíduo, ocasionando no desenvolvimento de tecnologias de tratamento efetivas e
programas de treinamento de pessoal para que as práticas inadequadas possam ser
abolidas.
Segundo Ferrari (2004) apud Mozeto & Gomes (2006), a classificação dos resíduos
envolve a identificação do processo ou atividade que lhes deu origem, de seus
constituintes e características, e da comparação destes constituintes com listagens de
resíduos e substâncias cujo impacto a saúde e ao meio ambiente é conhecido. A
identificação dos constituintes deve ser criteriosa e estabelecida de acordo com as
matérias-primas, os insumos e o processo que lhe deu origem.
feam
78
A Associação Brasileira de Normas Técnicas (ABNT) revisou, em 2004, um conjunto de
normas para padronizar a classificação dos resíduos no Brasil. São elas:
NBR-10.004 – Resíduos Sólidos
NBR-10.005 – Lixiviação de Resíduos
NBR-10.006 – Solubilização de Resíduos
NBR-10.007 – Amostragem de Resíduos
Segundo a NBR-10.004, os resíduos podem ser classificados como perigosos (classe I),
ou não perigosos. Estes por sua vez se dividem em não inertes (classe IIA) e inertes
(classe IIB).
Os resíduos classificados como perigosos são aqueles que demonstram periculosidade
por meio de suas características de inflamabilidade, corrosividade, reatividade,
toxicidade e patogenicidade, podendo apresentar riscos à saúde pública, aumentando a
mortalidade ou a incidência de doenças, e efeitos adversos ao meio ambiente quando
manuseados ou dispostos de forma inadequada.
Os resíduos não inertes são aqueles que não se enquadram nas classificações de
resíduos perigosos ou de resíduos inertes, podendo apresentar características de
biodegradabilidade, combustibilidade ou solubilidade em água, com possibilidade de
acarretar riscos à saúde ou ao meio ambiente.
Por sua vez, os resíduos inertes são aqueles que, devido suas características
intrínsecas, não oferecem riscos à saúde e ao meio ambiente e que, quando amostrados
de uma forma representativa, segundo a NBR-10.007, e submetidos a um contato
dinâmico e estático com água destilada ou desionizada, à temperatura ambiente,
conforme a NBR-10.006, não tiverem nenhum de seus constituintes solubilizados a
concentrações superiores aos padrões de potabilidade de água, excetuando-se aspecto,
cor, turbidez, dureza e sabor.
No processo produtivo de cerâmica vermelha no Estado de Minas Gerais são gerados os
seguintes resíduos sólidos industriais: material cru fora de conformidade, quebras de
produto final e cinzas do processo de combustão, conforme fluxograma apresentado na
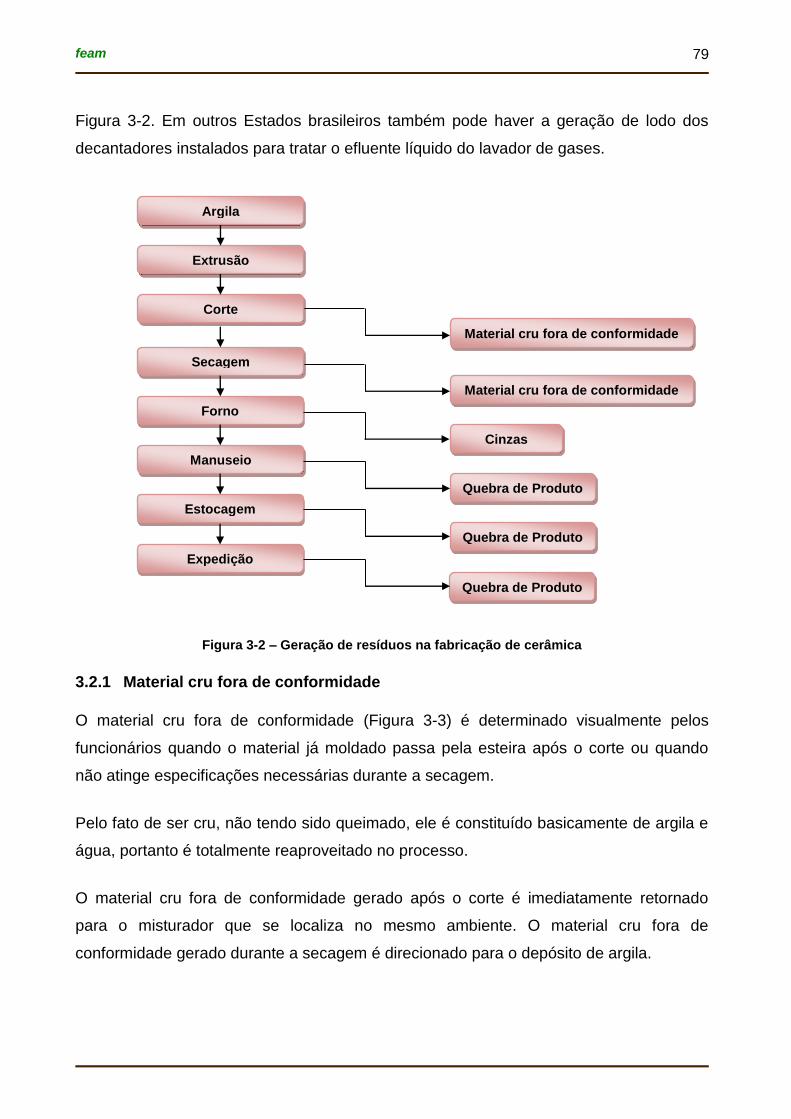
feam
79
Figura 3-2. Em outros Estados brasileiros também pode haver a geração de lodo dos
decantadores instalados para tratar o efluente líquido do lavador de gases.
Figura 3-2 – Geração de resíduos na fabricação de cerâmica
3.2.1 Material cru fora de conformidade
O material cru fora de conformidade (Figura 3-3) é determinado visualmente pelos
funcionários quando o material já moldado passa pela esteira após o corte ou quando
não atinge especificações necessárias durante a secagem.
Pelo fato de ser cru, não tendo sido queimado, ele é constituído basicamente de argila e
água, portanto é totalmente reaproveitado no processo.
O material cru fora de conformidade gerado após o corte é imediatamente retornado
para o misturador que se localiza no mesmo ambiente. O material cru fora de
conformidade gerado durante a secagem é direcionado para o depósito de argila.
Argila
Extrusão
Corte
Secagem
Material cru fora de conformidade
Material cru fora de conformidade
Forno
Manuseio
Estocagem
Expedição
Cinzas
Quebra de Produto
Quebra de Produto
Quebra de Produto
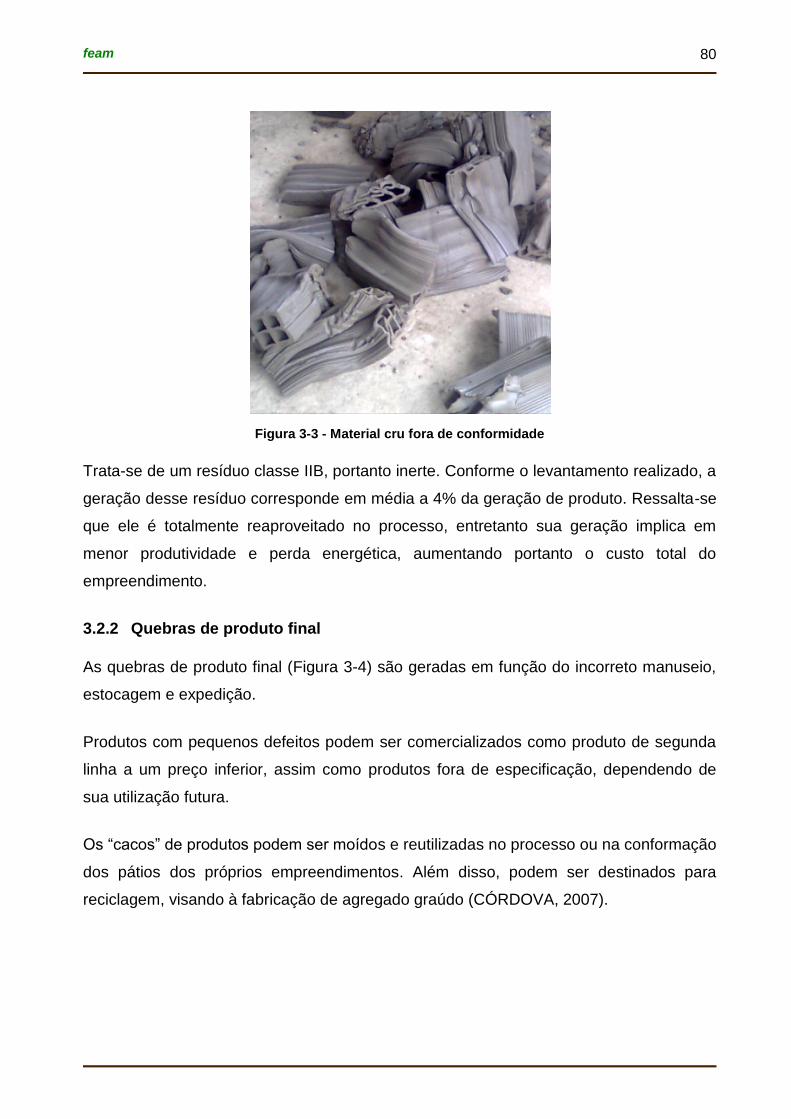
feam
80
Figura 3-3 - Material cru fora de conformidade
Trata-se de um resíduo classe IIB, portanto inerte. Conforme o levantamento realizado, a
geração desse resíduo corresponde em média a 4% da geração de produto. Ressalta-se
que ele é totalmente reaproveitado no processo, entretanto sua geração implica em
menor produtividade e perda energética, aumentando portanto o custo total do
empreendimento.
3.2.2 Quebras de produto final
As quebras de produto final (Figura 3-4) são geradas em função do incorreto manuseio,
estocagem e expedição.
Produtos com pequenos defeitos podem ser comercializados como produto de segunda
linha a um preço inferior, assim como produtos fora de especificação, dependendo de
sua utilização futura.
Os “cacos” de produtos podem ser moídos e reutilizadas no processo ou na conformação
dos pátios dos próprios empreendimentos. Além disso, podem ser destinados para
reciclagem, visando à fabricação de agregado graúdo (CÓRDOVA, 2007).
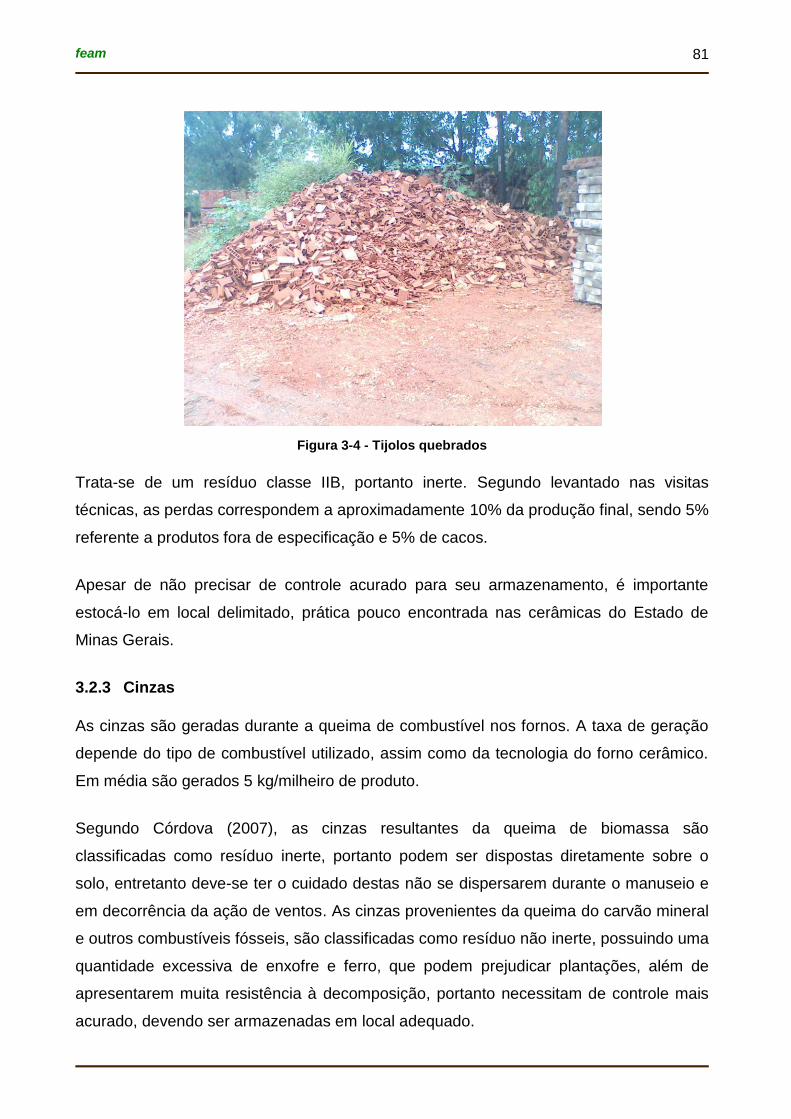
feam
81
Figura 3-4 - Tijolos quebrados
Trata-se de um resíduo classe IIB, portanto inerte. Segundo levantado nas visitas
técnicas, as perdas correspondem a aproximadamente 10% da produção final, sendo 5%
referente a produtos fora de especificação e 5% de cacos.
Apesar de não precisar de controle acurado para seu armazenamento, é importante
estocá-lo em local delimitado, prática pouco encontrada nas cerâmicas do Estado de
Minas Gerais.
3.2.3 Cinzas
As cinzas são geradas durante a queima de combustível nos fornos. A taxa de geração
depende do tipo de combustível utilizado, assim como da tecnologia do forno cerâmico.
Em média são gerados 5 kg/milheiro de produto.
Segundo Córdova (2007), as cinzas resultantes da queima de biomassa são
classificadas como resíduo inerte, portanto podem ser dispostas diretamente sobre o
solo, entretanto deve-se ter o cuidado destas não se dispersarem durante o manuseio e
em decorrência da ação de ventos. As cinzas provenientes da queima do carvão mineral
e outros combustíveis fósseis, são classificadas como resíduo não inerte, possuindo uma
quantidade excessiva de enxofre e ferro, que podem prejudicar plantações, além de
apresentarem muita resistência à decomposição, portanto necessitam de controle mais
acurado, devendo ser armazenadas em local adequado.

feam
82
Em geral, os empreendimentos mineiros armazenam as cinzas na própria boca do forno,
devido sua baixa geração, até serem destinadas, portanto não foi encontrado grandes
estoques desse resíduo durante as visitas técnicas. A Figura 3-5 apresenta um
armazenamento mais satisfatório, em caçamba.
Figura 3-5 - Armazenamento de cinzas em caçambas
Uma alternativa interessante encontrada em alguns empreendimentos, é a mistura das
cinzas à argila, entretanto não há estudos que comprovem se essa medida prejudica a
fabricação da cerâmica vermelha.
3.2.4 Outros resíduos
Além dos resíduos provenientes do processo, nas empresas de maior porte há grande
quantidade de resíduos de escritório, como papel e plástico e resíduos perigosos como
aqueles contaminados com óleo.
Com relação aos resíduos perigosos como latas e bombonas impregnadas de óleo e
tinta, óleo usado, lâmpadas fluorescentes, pilhas e baterias e resíduo ambulatorial, é
necessário armazená-los em local apropriado, com cobertura, impermeabilização e com
bacia de contenção para eventuais vazamentos.
feam
83
A maior parte desses resíduos pode ser reaproveitada, como o óleo (re-refino) e as
lâmpadas fluorescentes (reciclagem e retirada do mercúrio), entretanto alguns são
destinados para incineração, caso dos resíduos ambulatoriais.
3.3 Efluentes líquidos
No processo de fabricação da cerâmica vermelha não são gerados efluentes líquidos
industriais, com exceção de empreendimentos que possuem lavador de gases, para
controle das emissões atmosféricas, caso não encontrado no Estado de Minas Gerais.
No processo industrial de cerâmica vermelha é adicionada água nos corpos de argila
para a extrusão e moldagem, e para a moagem por via úmida, entretanto, toda a água é
absorvida no processo.
Numa indústria dessa tipologia existem as águas pluviais e as águas da aspersão de
vias e pátios, que têm ligação direta com o processo industrial, uma vez que telhados,
equipamentos, e as próprias vias e pátios acumulam grande quantidade de pó inerente
ao processo produtivo. Nas indústrias, também são gerados efluentes sanitários e
provenientes da lavagem de peças e máquinas, quando aplicável.
As águas pluviais podem causar erosões e carregamento de partículas sólidas, podendo
acarretar o assoreamento das fontes de águas superficiais. As águas de lavagem de vias
internas e pátios têm por objetivo evitar a ressuspensão do material particulado. Tanto as
águas pluviais quanto as de lavagem das vias e pátios devem ser coletadas por
canaletas de drenagem e destinadas a caixas de decantação e bacias de infiltração.
Conforme o levantamento realizado neste trabalho, cerca de 6% das cerâmicas no
Estado de Minas Gerais não possuem sistema de tratamento de esgoto sanitário, sendo
estas empresas de pequeno porte, ou olarias. As demais, em geral possuem sistema
constituído de fossa séptica e de filtro anaeróbio, sendo que algumas possuem mais de
um sistema. O destino final do efluente tratado pode ser um sumidouro ou a rede
municipal.
Quanto aos efluentes provenientes da lavagem de peças e veículos, eles são gerados
em apenas 2% dos empreendimentos que, portanto, necessitam implantar caixa
separadora de óleo/água. O efluente tratado pode ser destinado para um córrego, para a
feam
84
drenagem natural do terreno, para bacia de decantação, para a rede municipal de esgoto
sanitário, para fossa séptica, entre outros. Entretanto, em inúmeros casos, o local da
lavagem é inadequado, não atendendo às normas pertinentes.
3.4 Ruído
As emissões de ruído ocorrem em várias fases do processo de fabricação, sendo mais
intensificadas nas instalações de moagem, mistura e prensagem, e nas atividades de
transporte de veículos e máquinas, tanto de matérias-primas como de produtos
acabados e resíduos.
Visando minimizar tais emissões, o setor pode adotar as seguintes práticas (CETESB,
2008):
Encapsulamento de equipamentos ou construção de paredes de proteção;
Instalação de paredes duplas;
Substituição de ventiladores de alta rotação por ventiladores maiores de baixa
rotação, quando aplicável;
Transferência de equipamentos, portas ou janelas de instalações ruidosas para
um local distante da vizinhança mais próxima;
Realização de manutenção de equipamentos, observando a necessidade de
lubrificação ou troca de peças;
Estabelecimento de limites de horários para realização de determinadas
atividades, como a movimentação de caminhões e o transporte de materiais.
Conforme constatado nas visitas técnicas, em geral, essas práticas não são adotadas.
Entretanto, empreendimentos que realizam o automonitoramento de ruído no entorno do
empreendimento vêm apresentando resultados abaixo dos limites estabelecidos na Lei
Estadual nº 10.110/1990.
Dessa maneira, pode-se concluir que o ruído gerado nas cerâmicas tem maior relevância
ocupacional do que ambiental, afetando, principalmente, os trabalhadores. Nesse caso,

feam
85
deve-se adotar protetores auriculares, conforme exigência do Ministério do Trabalho,
condição raramente constatada durante as visitas técnicas.
3.5 Impacto visual
Uma unidade de fabricação de cerâmica vermelha provoca impacto visual, decorrente
dos grandes depósitos de argila, resíduos e emissões, necessitando, portanto, de
medidas para sua atenuação. Para mitigação deste impacto, em geral, se adota um
cinturão verde e jardins. O cinturão verde também tem a função de reter a pressão
sonora e material particulado carreado.
Conforme o levantamento realizado, 38% das cerâmicas possuem cinturão verde,
entretanto em sua maioria insatisfatórios, com muitos espaços entre as espécies
plantadas.
Quanto aos jardins, apenas 13% das empresas os possuem, demonstrando que
minimizar o impacto visual gerado pela tipologia ainda não é prioridade.
Outro fator que contribui para o impacto visual da atividade é a ausência de infra-
estrutura básica da maioria dos empreendimentos, que muitas vezes não possuem
sequer delimitação de terreno, ficando totalmente expostos, proporcionando também
insegurança para a comunidade local. A Figura 3-6 ilustra um terreno sem limites
territoriais.
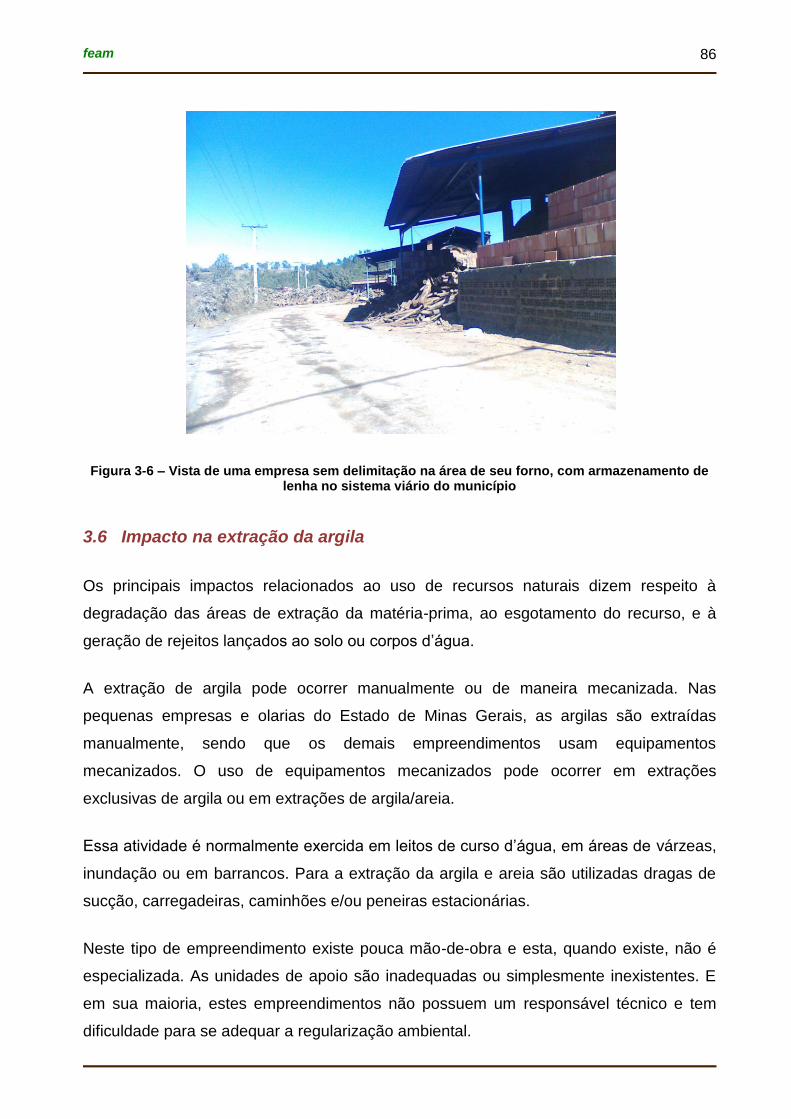
feam
86
Figura 3-6 – Vista de uma empresa sem delimitação na área de seu forno, com armazenamento de lenha no sistema viário do município
3.6 Impacto na extração da argila
Os principais impactos relacionados ao uso de recursos naturais dizem respeito à
degradação das áreas de extração da matéria-prima, ao esgotamento do recurso, e à
geração de rejeitos lançados ao solo ou corpos d’água.
A extração de argila pode ocorrer manualmente ou de maneira mecanizada. Nas
pequenas empresas e olarias do Estado de Minas Gerais, as argilas são extraídas
manualmente, sendo que os demais empreendimentos usam equipamentos
mecanizados. O uso de equipamentos mecanizados pode ocorrer em extrações
exclusivas de argila ou em extrações de argila/areia.
Essa atividade é normalmente exercida em leitos de curso d’água, em áreas de várzeas,
inundação ou em barrancos. Para a extração da argila e areia são utilizadas dragas de
sucção, carregadeiras, caminhões e/ou peneiras estacionárias.
Neste tipo de empreendimento existe pouca mão-de-obra e esta, quando existe, não é
especializada. As unidades de apoio são inadequadas ou simplesmente inexistentes. E
em sua maioria, estes empreendimentos não possuem um responsável técnico e tem
dificuldade para se adequar a regularização ambiental.
feam
87
Essas e outras características acentuam os impactos ambientais causados por essa
atividade. Entretanto, a exploração de argila/areia provoca danos, na maioria dos casos,
reversíveis, desde que devidamente planejados e avaliados. Abaixo são identificados os
principais impactos ambientais ocasionados pela extração da argila/areia.
Alteração/descaracterização da paisagem;
Supressão da vegetação, incluindo a mata ciliar;
Intervenção em Área de Preservação Permanente;
Deposição de areia nas margens dos cursos d’água;
Alteração topográfica com formação de lagos nas faixas marginais;
Geração de ruído e poeiras, em virtude da operação de equipamentos de
extração, carregamento e transporte;
Implantação de infra-estrutura de produção e apoio de forma precária;
Desestabilização de taludes, provocada principalmente pelo revolvimento do
fundo dos corpos d' água, extração efetuada próxima das margens e, ainda, a
declividade do terreno, associada ao tipo de solo que compõe os taludes;
Alterações da qualidade da d’água, pelo aumento da cor, turbidez e presença de
óleos e graxas;
Acúmulo ou disposição inadequada de resíduos;
Afugentamento da fauna, em função da remoção da vegetação, modificação na
estrutura do solo, geração de ruídos e o próprio desenvolvimento da atividade;
Assoreamento e alargamento do curso d’água;
Carreamento de sólidos pelas águas pluviais e efluentes;
Desbarrancamento das margens;
Revolvimento do fundo do curso d’água;
Alteração das calhas nos cursos d’água provocadas pelo emprego de
equipamentos de desagregação sobre os leitos dos cursos d'águas, eliminando

feam
88
barramentos naturais ou introduzindo bancos de sedimentos, que podem interferir
na direção e na velocidade do fluxo d' água;
Compactação do solo provocada pela movimentação de equipamentos de
extração, carreamento e transporte, interfere na permeabilidade do solo, ou
mesmo impede a sua reabilitação natural, contribuindo para o arraste de
sedimentos para os corpos d' água.
Porém, podem ser aplicadas medidas mitigadoras e de controle nos impactos ambientais
gerados pela atividade cerâmica. O empreendimento planejado desde a fase de sua
concepção, quando são avaliadas as potencialidades da jazida e estudada a sua
viabilidade econômica, e se definindo as medidas para extração que reduzam a geração
de resíduos e proporcionem a sua reutilização racional e progressiva, tem, em princípio,
maior probabilidade de sucesso, aliado a um significativo ganho ambiental.
Citam-se a seguir, as medidas consideradas preponderantes para viabilização de
empreendimentos minerários dentro de uma estrutura de sustentabilidade ambiental:
Proteção das áreas de preservação permanente, e implantação de PRAD (Projeto
de Recuperação de Áreas Degradadas) por meio de um programa de recuperação
vegetal com espécies preferencialmente nativas, o que pode estimular também a
recuperação da fauna local;
Manejo da fauna, por meio da captura, o trato e a reintrodução de espécies da
fauna local;
Estocagem de solo orgânico para futura recuperação das áreas degradadas e
revegetação da área lavrada de maneira que os estoques fiquem protegidos de
agentes de erosão e fora das áreas de preservação permanente, para serem
reutilizados na composição da área durante e após o tratamento de extração;
Implantação de sistema de contenção de sólidos em suspensão, provenientes da
água de retorno do processo;
Adoção de extração em circuito fechado quando realizada no leito do rio ou em
sua várzea, sem interferência em suas margens;
Implantação de caixa separadora de água/óleo, para direcionamento de possíveis
vazamentos de óleos provenientes das máquinas e equipamentos;

feam
89
Controle da poeira gerada em virtude do tráfego de veículos, por meio de
aspersores de água e instalação de barreira vegetal nos entornos da cava e do
pátio de estocagem;
Implantação de sistema de drenagem adequado, nas frentes de lavra e nos pátios
de estocagem de forma a conduzir as águas pluviais para tanques de decantação
antes da liberação para o meio externo;
Extração de areia, em leito de cursos d’água, com distância segura, a montante e
jusante de pontes;
Manutenção periódica dos motores para evitar vazamento de óleo no solo e
cursos d’água;
Elaboração de plano de recuperação das áreas mineradas e respectivo plano de
fechamento de mina;
Implantação de coleta e destinação adequada dos resíduos;
Realização de florestamento de área igual à impactada;
No caso de lagos remanescentes, estabilização de taludes marginais por meio de
suavização dos cortes, seguido de revegetação.
feam
90
4 LICENCIAMENTO AMBIENTAL
Em Minas Gerais, a normatização do licenciamento ambiental é definida pela
Deliberação Normativa COPAM nº 74/2004.
De acordo com esta Deliberação, os empreendimentos são classificados em seis
classes, conforme o potencial de impacto ao meio ambiente, conjugado como porte.
Dependendo do seu enquadramento, o empreendimento pode ser passível de licença
ambiental, ou Autorização Ambiental de Funcionamento ou dispensado do processo de
regularização ambiental.
Para o caso específico de fabricação de cerâmica vermelha, o potencial
poluidor/degradador geral é pequeno, segundo o código da atividade B-01-03-1:
Fabricação de telhas, tijolos e outros artigos de barro cozido, exclusive de cerâmica,
portanto as empresas podem ser enquadradas em três classes distintas, conforme sua
capacidade instalada:
Classe 1: Matéria-prima processada acima de 2.400 t de argila/ano e abaixo de
12.000 t de argila/ano;
Classe 2: Matéria-prima processada igual ou superior a 12.000 t de argila/ano ou
igual e inferior a 50.000t de argila/ano;
Classe 4: Matéria-prima processada superior a 50.000 t de argila/ano.
Dessa forma, empresas enquadradas na classe 1 e 2 são passíveis de Autorização
Ambiental de Funcionamento, enquanto para as demais classes é exigida a licença
ambiental.
As empresas não passíveis de regularização ambiental no nível estadual são aquelas
que processam matéria-prima igual ou inferior a 2.400 t de argila/ano.
Para o caso em que são utilizados resíduos na fabricação de cerâmica vermelha, não há
código específico na Deliberação Normativa nº 74/2004, sendo atualmente adotado o
código genérico F-05-15-0 “Outras formas de tratamento ou de disposição de resíduos
não listadas ou não classificadas”.
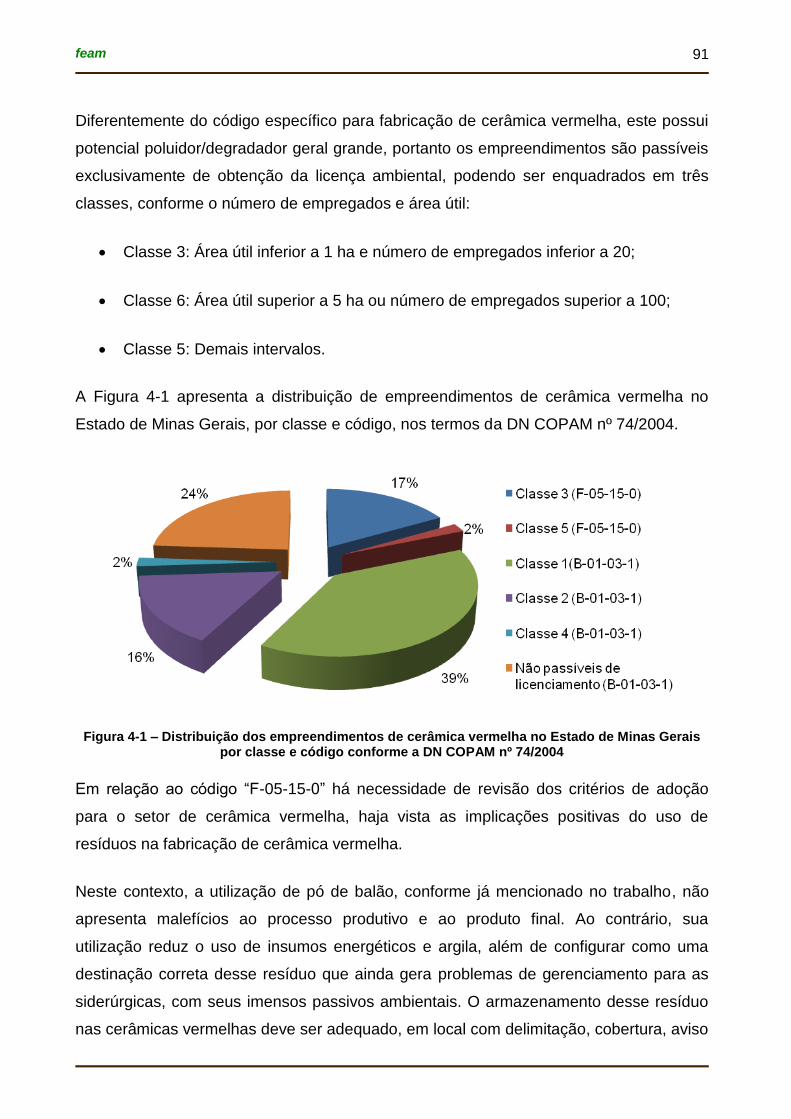
feam
91
Diferentemente do código específico para fabricação de cerâmica vermelha, este possui
potencial poluidor/degradador geral grande, portanto os empreendimentos são passíveis
exclusivamente de obtenção da licença ambiental, podendo ser enquadrados em três
classes, conforme o número de empregados e área útil:
Classe 3: Área útil inferior a 1 ha e número de empregados inferior a 20;
Classe 6: Área útil superior a 5 ha ou número de empregados superior a 100;
Classe 5: Demais intervalos.
A Figura 4-1 apresenta a distribuição de empreendimentos de cerâmica vermelha no
Estado de Minas Gerais, por classe e código, nos termos da DN COPAM nº 74/2004.
Figura 4-1 – Distribuição dos empreendimentos de cerâmica vermelha no Estado de Minas Gerais por classe e código conforme a DN COPAM nº 74/2004
Em relação ao código “F-05-15-0” há necessidade de revisão dos critérios de adoção
para o setor de cerâmica vermelha, haja vista as implicações positivas do uso de
resíduos na fabricação de cerâmica vermelha.
Neste contexto, a utilização de pó de balão, conforme já mencionado no trabalho, não
apresenta malefícios ao processo produtivo e ao produto final. Ao contrário, sua
utilização reduz o uso de insumos energéticos e argila, além de configurar como uma
destinação correta desse resíduo que ainda gera problemas de gerenciamento para as
siderúrgicas, com seus imensos passivos ambientais. O armazenamento desse resíduo
nas cerâmicas vermelhas deve ser adequado, em local com delimitação, cobertura, aviso

feam
92
de segurança e piso impermeabilizado. Além disso, é necessário, durante o processo de
queima nos fornos, garantir a destruição dos constituintes indesejáveis, como os fenóis,
assim como a incorporação destes à matriz sinterizada, de modo a evitar o arraste por
meio líquido no uso e descarte final de novos produtos.
Em Minas Gerais, 19% dos empreendimentos não estão regularizados junto ao COPAM,
seja por meio de Certidão de Não Passível de Licenciamento, Autorização Ambiental de
Funcionamento, ou por Licença de Operação. Essa porcentagem refere-se aos 626
empreendimentos que estão cadastrados no SIAM. Entretanto, conforme já mencionado,
estima-se a existência de aproximadamente mil cerâmicas no Estado, o que elevaria o
índice de empresas irregulares.
Conforme o levantamento realizado (Figura 4-2), 24% dos empreendimentos possuem
Certidão de Não Passível de Licenciamento, 45% possuem Autorização Ambiental de
Funcionamento e 12% possuem Licença de Operação.
Figura 4-2 – Distribuição dos empreendimentos de cerâmica vermelha no Estado de Minas Gerais por licenciamento
Dos empreendimentos que possuem Licença de Operação, 45% vêm cumprindo
integralmente suas condicionantes.
Com referência aos programas de automonitoramento, contemplados nas
condicionantes, tem-se:
Apenas 5% dos automonitoramentos de efluentes atmosféricos realizados não
vêm apresentando resultados dentro dos padrões estabelecidos pela

feam
93
DN COPAM nº 11/1986. Ressalta-se que apenas 23% dos empreendimentos
realizam automonitoramento;
Sistemas de tratamento de esgoto sanitário de 22% dos empreendimentos que
realizam automonitoramento não têm apresentado eficiência, segundo os padrões
de lançamento estabelecidos na Deliberação Normativa Conjunta COPAM/CERH-
MG nº 01/2008. Ressalta-se que apenas 10% dos empreendimentos realizam
automonitoramento;
Apenas 3% dos empreendimentos que realizam automonitoramento de ruído
ultrapassaram os limites estabelecidos na Lei Estadual nº 10.100/1990. Ressalta-
se que apenas 34% das empresas realizam o automonitoramento.
A regularização ambiental por meio de Autorização Ambiental de Funcionamento não
estabelece frequências para monitoramento. Entretanto, embora não exigido
explicitamente na concessão de uma AAF, o empreendedor assina um Termo de
Responsabilidade onde declara que as instalações de seu empreendimento estão aptas
a operar de acordo com todas as condições e parâmetros ambientais legalmente
vigentes, dispondo de sistemas de gerenciamento dos aspectos ambientais, incluindo o
controle de ruídos, de emissões atmosféricas, de efluentes líquidos e de resíduos
sólidos.
Para um empreendimento comprovar estar de acordo com a legislação, necessita
realizar o automonitoramento para verificação da eficiência de seus sistemas de controle
ambiental, o que não vem acontecendo na maioria dos empreendimentos detentores de
Autorização Ambiental de Funcionamento.
Para que o licenciamento ambiental, inclusive a Autorização Ambiental de
Funcionamento, tenha eficácia, é fundamental seu acompanhamento após a emissão do
certificado, por meio, principalmente de monitoramentos e fiscalizações.
Para o caso de extração de argila, o potencial poluidor/degradador geral é médio,
segundo o código A-03-02-6, portanto as empresas podem ser enquadradas em três
classes, conforme sua produção bruta:

feam
94
Classe 1: Produção bruta menor ou igual a 12.000 t/ano;
Classe 3: Produção bruta maior que 12.000 t/ano e menor ou igual a 50.000 t/ano;
Classe 5: Produção bruta superior a 50.000 t/ano.
Em Minas Gerais, existem 492 empreendimentos de extração de argila cadastrados no
SIAM. Do total, 182 não estão regularizados junto ao COPAM, seja por meio de
Autorização Ambiental de Funcionamento, ou por Licença de Operação. Além disso, 302
possuem Autorização Ambiental de Funcionamento e 8 possuem Licença de Operação.
A Figura 4-3 ilustra essa situação em porcentagens.
Figura 4-3 – Distribuição dos empreendimentos de extração de argila em Minas Gerais por licenciamento
Com referência a utilização de água no empreendimento, 69% das empresas de
cerâmica vermelha captam água de poços subterrâneos, cisternas, surgências ou cursos
d’água superficiais, sendo necessário portanto a obtenção de outorga ou certidão de uso
insignificante.
As Deliberações Normativas CERH nº 09/2004 e CERH nº 34/2010 estabelecem
critérios que definem os usos considerados insignificantes no Estado de Minas Gerais,
que são de 1 ℓ/s ou 0,5 ℓ/s para águas superficiais, dependendo da localização das
Unidades de Planejamento e Gestão ou Circunscrições Hidrográficas do Estado de
Minas Gerais e 10 m3/dia ou 14 m3/dia para águas subterrâneas, também em função da
localização das UPGRH’s.
feam
95
Em todo o Estado de Minas Gerais, 40% dos empreendimentos de cerâmica vermelha
estão regularizados quanto ao uso de recursos hídricos, seja de águas superficiais ou
subterrâneas. Por outro lado, 29% das empresas não possuem outorga ou certidão de
uso insignificante, quando aplicável. Os 31% restantes, utilizam água proveniente da
concessionária, não necessitando de outorga.

feam
96
5 AVALIAÇÃO AMBIENTAL DO SETOR
A avaliação ambiental do setor de cerâmica vermelha do Estado de Minas Gerais
realizada no desenvolvimento deste trabalho foi precedida de extensa revisão da
literatura existente, de pesquisa junto ao acervo técnico da FEAM e em dados e
informações, obtidos durante as visitas técnicas realizadas em 178 empresas,
sistematizados em check lists, contendo informações referentes ao processo produtivo,
aos sistemas de controle ambiental, aos dados administrativos, aos resultados de
automonitoramento, entre outros.
Conforme levantamento realizado no SIAM, em Minas Gerais existem 626
empreendimentos de cerâmica vermelha cadastrados. Embora suspeita-se que no
Estado existam aproximadamente 1000 empresas, o trabalho baseou-se no universo de
626 cerâmicas. A partir desse número foi estabelecida uma amostra representativa para
os parâmetros a serem analisados.
Para tal foi utilizado o método de amostragem aleatória simples sem reposição, com
estratificação por SUPRAMs, considerando as diversas formas em que o
empreendimento se encontra em relação ao licenciamento ambiental. Portanto, o
universo foi dividido entre as empresas que possuem Licença de Operação, Autorização
Ambiental de Funcionamento, aquelas que não são passíveis de licenciamento e as
irregulares. Com um erro de estimação igual a 0,12 e nível de significância igual a 0,10,
foi obtida uma amostra de 207 empreendimentos a serem visitados.
Entretanto, iniciadas as visitas técnicas verificou-se que os empreendimentos que não
são passíveis de licenciamento e autorização ambiental de funcionamento
(em geral olarias) têm técnicas bem rudimentares, muitas vezes possuindo como mão-
de-obra apenas o próprio dono, além de não terem as informações necessárias para
preenchimento do check list. Dessa forma, essas empresas foram eliminadas da
amostragem, tornando-se necessário refazer o cálculo9.
Sendo assim, a amostra das empresas a serem visitadas foi reduzida para 162, com erro
de estimação igual a 0,15, nível de significância igual a 0,10 e com variância
populacional igual a 0,25.
9 Já havia sido feitas 16 visitas técnicas em empreendimentos não passíveis de licenciamento.
feam
97
Dessa forma, das 178 visitas realizadas, 16 foram em empreendimentos não passíveis
de licenciamento, 88 em empresas detentoras de AAF, 31 em empreendimentos que
possuem Licença de Operação e 42 em cerâmicas irregulares.
Foi elaborada uma revisão bibliográfica específica com vistas à complementar e balizar
os dados obtidos no trabalho, tendo como referência livros, revistas técnicas, artigos e
informações disponíveis na internet, teses, dissertações, publicações em geral, bem
como uma análise da legislação vigente. Estes aspectos considerados na revisão de
literatura foram bastante importantes para a fundamentação teórica e metodológica dos
procedimentos de avaliação adotados.
As visitas técnicas ocorreram entre os meses de junho de 2010 e abril de 2011. Para a
coleta dos dados foi elaborado um check list, cujo modelo encontra-se no Anexo A.
O check list foi preenchido nas visitas técnicas com base em constatações visuais e nas
informações transmitidas pelo representante do empreendimento. Para cada
empreendimento foi preenchido um check list, de modo que, no final, foram elaborados
178, ressalvando que 16 referem-se a olarias não passíveis de licenciamento.
Devido ao enorme volume de dados obtidos, todo o conteúdo dos check lists foi
transposto para uma planilha do programa Excel, de modo a facilitar a obtenção de
informações sobre determinado assunto e não somente os dados referentes a uma
determinada empresa. Foram elaborados tabelas e gráficos a partir dos dados
compilados os quais estão inseridos neste trabalho.
Com os dados levantados foram feitas avaliações da extração de argila, dos recursos
energéticos, do gerenciamento de resíduos sólidos e das emissões atmosféricas.
Baseando-se nos resultados das avaliações citadas, juntamente com a análise do
licenciamento ambiental, foi elaborado um Plano de Ação para adequação ambiental e
energética do setor no Estado de Minas Gerais.

feam
98
5.1 Extração da argila
O presente trabalho baseou-se na coleta de dados nas unidades produtivas de cerâmica
vermelha, portanto apenas algumas áreas de extração de argila foram visitadas, sendo
em geral inseridas dentro do complexo de produção de cerâmica vermelha.
Embora a argila usada nas indústrias de cerâmica vermelha seja um recurso
considerado abundante, a sua explotação gera a degradação de áreas naturais. O uso
de métodos mais adequados na exploração das jazidas garante a otimização do uso da
argila e a possibilidade de reabilitação da área após o esgotamento dessas jazidas.
Existem dois tipos de empreendimento de extração de argila. O primeiro realiza apenas a
extração da argila, enquanto o segundo tem como atividade principal a extração de
areia, que por sua vez tem como subproduto a argila.
Os empreendimentos enquadrados no primeiro tipo provocam menor impacto ambiental,
pois removem apenas camadas de solo mais superficiais, enquanto empreendimentos
que extraem areia atingem o lençol freático.
A extração de argila pode ser feita tanto de maneira manual quanto de forma
mecanizada, sendo a primeira limitada a pequenos volumes, portanto de menor impacto
ambiental.
Em Minas Gerais, existem inúmeras extrações manuais de argila por meio de pá em
áreas de várzeas (Figura 5-1). Essas extrações praticamente não geram impacto
ambiental, podendo-se dizer que seu maior impacto é o visual, que por sua vez não é
muito relevante, tendo em vista que a cava possui pequenas dimensões e situa-se
distante de comunidades.
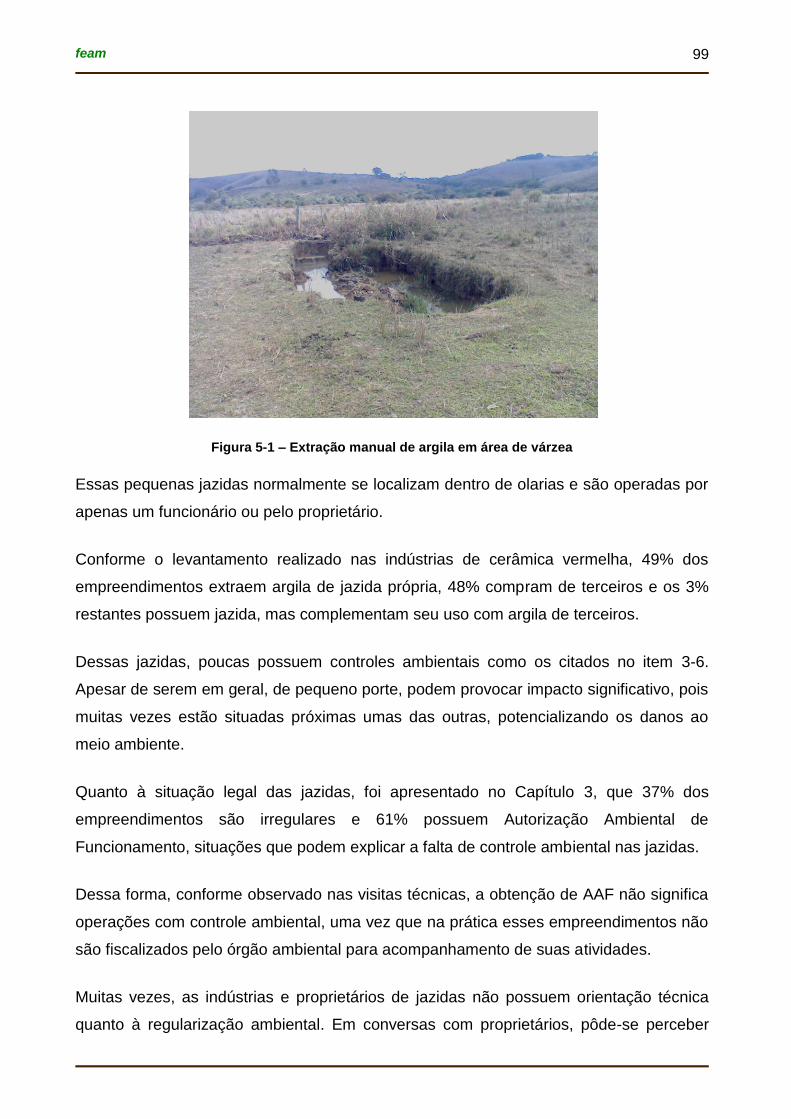
feam
99
Figura 5-1 – Extração manual de argila em área de várzea
Essas pequenas jazidas normalmente se localizam dentro de olarias e são operadas por
apenas um funcionário ou pelo proprietário.
Conforme o levantamento realizado nas indústrias de cerâmica vermelha, 49% dos
empreendimentos extraem argila de jazida própria, 48% compram de terceiros e os 3%
restantes possuem jazida, mas complementam seu uso com argila de terceiros.
Dessas jazidas, poucas possuem controles ambientais como os citados no item 3-6.
Apesar de serem em geral, de pequeno porte, podem provocar impacto significativo, pois
muitas vezes estão situadas próximas umas das outras, potencializando os danos ao
meio ambiente.
Quanto à situação legal das jazidas, foi apresentado no Capítulo 3, que 37% dos
empreendimentos são irregulares e 61% possuem Autorização Ambiental de
Funcionamento, situações que podem explicar a falta de controle ambiental nas jazidas.
Dessa forma, conforme observado nas visitas técnicas, a obtenção de AAF não significa
operações com controle ambiental, uma vez que na prática esses empreendimentos não
são fiscalizados pelo órgão ambiental para acompanhamento de suas atividades.
Muitas vezes, as indústrias e proprietários de jazidas não possuem orientação técnica
quanto à regularização ambiental. Em conversas com proprietários, pôde-se perceber

feam
100
que se tem a idéia do certificado de AAF ser suficiente e comprobatório do desempenho
ambiental da atividade. Entretanto, mesmo sendo dispensados do licenciamento
ambiental, são passíveis de obrigações para tornar o empreendimento viável do ponto
de vista ambiental, tanto que para obtenção da AAF é necessário assinar um Termo de
Responsabilidade, e ART do consultor ou responsável afirmando estarem aptos a
operarem conforme as legislações ambientais pertinentes.
Uma prática bastante comum no setor é a contratação de consultores ambientais para
obtenção da AAF, que acabam cumprindo o combinado, mas não orientam os
empreendedores sobre medidas mitigadoras e cumprimento de legislações.
Dessa forma, grande parte dos empreendimentos regularizados opera de maneira
inadequada, não mitigando os impactos inerentes a sua atividade.
A principal ferramenta para minimização do impacto da extração de argila para
abastecimento de cerâmicas vermelhas é a redução do consumo desta matéria-prima.
A incorporação de outras matérias-primas ou resíduos à argila é uma estratégia viável
para diminuir o consumo de argila, diminuir custos de produção e reduzir impactos da
extração. No entanto, boa parte das indústrias ainda não despertou para essa vantagem.
Para mistura de resíduos à massa cerâmica, é importante considerar sua origem, no que
se refere não apenas à sua composição química (pelo fato da emissão de poluentes
aéreos, quando submetidos ao processo de queima), mas também à distância do
fornecedor, que pode proporcionar aumento do consumo energético com transporte,
além de emissões de CO2.
Alguns dos resíduos que podem ser utilizados na mistura com a argila são aqueles
provenientes de processos siderúrgicos como o pó de balão, lama de alto-forno e escória
de alto-forno.
Em algumas regiões do Estado de Minas Gerais, em virtude da disponibilidade e
empenho de empresários do setor, alguns resíduos são bastante utilizados. Como
exemplo, pode-se citar o município de Igaratinga, onde praticamente todas as empresas
fazem uso do pó de balão, tendo percebido seus benefícios.
feam
101
Diversos outros resíduos industriais também podem ser utilizados, com destaque para as
quebras de produtos geradas dentro das próprias cerâmicas, que com devida moagem,
podem ser incorporadas a massa.
Uma vez que a argila é um recurso natural abundante e muitas vezes um subproduto da
extração da areia, seu preço de venda é baixo quando comparado a outros materiais
minerados, fato que inibe a procura por substitutos dessa matéria-prima.
O preço médio de venda da argila, sem considerar o frete do transporte, encontra-se no
intervalo de R$5,00 a R$7,00 a tonelada. Uma vez que na maior parte dos casos a jazida
está localizada próxima a indústria, o valor do frete não é alto, sendo que o preço médio
da tonelada do material com o frete situa-se no intervalo de R$10,00 a R$15,00.
De forma geral, as argilas plásticas, em virtude de suas características de
trabalhabilidade e importância na formulação de diversas massas, obtêm os preços mais
elevados.
Considerando a tendência de aprimoramento competitivo da mineração de argila no
país, com ganhos de escala e na qualidade das matérias-primas ofertadas, e a
necessária incorporação dos custos ambientais, pode-se estimar que os preços a médio
e longo prazo das argilas comercializadas devem acompanhar os valores internacionais,
situando-se na faixa entre R$10,00/t e R$20,00/t.
Já para as argilas beneficiadas, por meio da composição de misturas de argilas, uma
referência de projeção de preços pode ser indicada a partir das massas empregadas na
produção de revestimentos cerâmicos de Santa Gertrudes/SP, comercializadas em torno
de R$ 30,00/t a R$ 35,00/t (COELHO, 2009).
Dessa forma, o preparo da matéria-prima na própria jazida configura-se como um avanço
incremental importante que agregaria tecnologia e valor ao produto mineral e
corresponderia à complementação das práticas rotineiras de lavra com etapas de
beneficiamento e composição de misturas das argilas, o que tradicionalmente é realizado
dentro das cerâmicas.
Segundo o levantamento realizado, anualmente o setor de cerâmica vermelha no Estado
de Minas Gerais consome aproximadamente nove milhões de toneladas de argila.

feam
102
Quanto à quantidade de argila consumida mensalmente, quase metade dos
empreendimentos, ou 47%, utiliza menos de 500 toneladas, demonstrando o pequeno
porte das jazidas. A Figura 5-2 apresenta a distribuição do consumo de argila no Estado
de Minas Gerais.
Figura 5-2 – Distribuição do consumo mensal de argila por porcentagem de empreendimentos no
Estado de Minas Gerais
De modo geral, as minas de argila do Estado de Minas Gerais carecem de investimentos
em modernizações tecnológicas e gerenciais necessárias ao aprimoramento do sistema
de produção envolvendo pesquisa mineral, lavra e beneficiamento. Em geral, não
existem programas de certificações quanto à qualidade e gestão ambiental, sendo que a
maioria dos empreendimentos opera de maneira informal ou em desacordo com a
legislação mineral e ambiental, colocando em risco tanto o controle e a recuperação
ambiental das áreas mineradas, quanto o próprio abastecimento das cerâmicas.
Um fator complicador do processo de extração é a realização inadequada de pesquisas
geológicas, que no setor geralmente são usadas apenas para atender exigências do
Departamento Nacional de Produção Mineral - DNPM.
Se as cavas individuais configuram degradações restritas, a aglomeração de
empreendimentos em certas regiões tem provocado um impacto acumulativo
considerável, sobressaindo, entre outros, processos de desmatamento, assoreamento

feam
103
de drenagem, formação de pequenos lagos, pilhas abandonadas de argila e de material
estéril, e taludes expostos sujeitos à erosão.
Assim como diversos segmentos mineradores, as cavas abandonadas configuram como
um dos maiores impactos da extração de argila. A falta de estrutura e conhecimento da
legislação, aliado ao baixo índice de fiscalizações, contribuem para que essas áreas não
sejam recuperadas.
Segundo a Deliberação Normativa nº 127/2008, toda área minerada deve ser
recuperada, sendo para isso elaborado Plano Ambiental de Fechamento de Mina -
PAFEM.
O fechamento da mina deve ser planejado desde a concepção do empreendimento, de
forma a garantir que após o fechamento da mina os impactos ambientais, sociais e
econômicos sejam mitigados e a área esteja em condições seguras e estáveis.
5.2 Recursos energéticos
O setor de cerâmica vermelha é grande consumidor de energia, sendo que o custo total
da queima é responsável por aproximadamente 40% do custo total do produto para
indústrias que utilizam fornos intermitentes, fato que coloca essa tipologia industrial como
uma das que possui maiores índices de custo de energia versus custos de produção.
A lenha é o principal combustível utilizado no setor, mas sua participação na composição
do uso de insumos energéticos vem reduzindo nos últimos anos. Algumas indústrias têm
substituído esse insumo, sempre que possível, por outras biomassas de menor custo,
tais como pó de serragem e resíduos de outros processos industriais como sabugo de
milho, palha de café e bagaço da cana. Ressalta-se que não existe uma insatisfação dos
proprietários das indústrias com a lenha, mas com o aumento constante no preço deste
insumo, o que os faz optar pelo uso, em paralelo, de outras alternativas.
Em relação ao uso de biomassas e recursos não-renováveis como o óleo BPF, o
primeiro, por ser um recurso renovável, apresenta maiores vantagens frente o segundo.
Além disso, as biomassas estão distribuídas em todo o território do
Estado, proporcionando fácil acesso, geração de empregos e redução de impactos com
o transporte.

feam
104
Segundo relato dos ceramistas do Estado de Minas Gerais, a combinação de lenha ou
derivados com outros insumos energéticos, têm se configurado como uma técnica
interessante, haja vista a redução do custo e manutenção das propriedades da queima.
A redução do consumo de energia é uma estratégia importante para reduzir impactos e
custos. Algumas iniciativas de empresas de maior porte, como o uso do calor do forno
para a secagem artificial e investimentos em eficiência energética, tem se mostrado
bastante vantajosas, entretanto ainda estão distantes das micro e pequenas empresas.
Por sua vez, as micro e pequenas indústrias devem buscar otimizar seus processos e
qualificar sua mão-de-obra, para reduzir perdas desnecessárias em todas as etapas do
processo, pois, de forma direta ou indireta, acabam desperdiçando energia.
Como exemplo, diversas empresas utilizam a lenha como combustível sem controle
acurado, deixando-a secar ao ar livre por períodos bem inferiores ao desejável de
aproximadamente três meses. Dessa forma, usam a lenha com alto teor de umidade,
proporcionando redução do PCI do combustível. A lenha recém cortada possui
aproximadamente 60 a 70% de umidade, enquanto a lenha deixada ao ar livre possui
entre 15 a 25% de umidade.
Algumas ações de simples execução podem ajudar na redução do consumo de energia
como o desligamento dos motores em períodos ociosos, realização de manutenção
periódica preventiva das máquinas e utilização de motores que operem com 70% a 90%
da capacidade.
Segundo o SENAI, a utilização de portas duplas nos fornos reduz aproximadamente em
10% o consumo de combustível. Outro fator de extrema importância para redução do
custo energético é o controle da curva de temperatura, cujo equipamento essencial é o
termopar, que vem sendo implantado por parte do setor no Estado de Minas Gerais.
Durante a queima é importante controlar a velocidade com que a temperatura aumenta
ou diminui ao longo do tempo. Deve-se ter esse cuidado devido à expansão e contração
que as peças sofrem durante o aquecimento ou resfriamento. A combinação do tempo
total de queima com a temperatura, além de ter influência no consumo de energia, é
fundamental na qualidade final do produto. Entretanto, não existem tempos nem curvas-

feam
105
padrão de temperatura, uma vez que esses parâmetros variam com o tipo de forno,
argila e com a eficiência de queima.
A maneira mais eficiente de se economizar energia é a utilização de fornos contínuos.
Segundo relatos de empreendedores, após a instalação do forno tipo hoffmann, o
consumo de combustível reduziu pela metade. Entretanto, a implantação desses fornos
exige grande investimento financeiro, realidade distante da maioria dos
empreendimentos do setor.
Durante a queima ocorrem perdas, cujo percentual está diretamente relacionado ao tipo
de forno utilizado. Enquanto no forno tipo túnel as perdas são de 1% aproximadamente,
no forno tipo hoffmann esse percentual está entre 8% e 9% e nos fornos intermitentes
como o paulistinha esse percentual está entre 16% a 18% (ANICER, s.d.). No entanto,
outros fatores também podem ser responsáveis por prejuízos durante a queima, como a
carência de controles de tempo e temperatura e o manuseio do produto.
A Tabela 5.1 apresenta o consumo médio dos insumos energéticos mais utilizados pelas
cerâmicas no Estado de Minas Gerais, segundo dados coletados nas visitas técnicas.
Tabela 5.1 – Consumo médio dos principais insumos energéticos utilizados em Minas Gerais por produção de cerâmica vermelha
Insumo energético Consumo médio (kg/t)
Lenha eucalipto 290
Lenha nativa 330
Pó de serragem 170
Cavaco 190
Bagaço de cana 390
Sabugo de milho 360
Pallets de madeira 210
Palha de café 350
Tendo em vista a falta de estrutura de muitas cerâmicas visitadas, valores de consumo
de energéticos discrepantes como um empreendimento que citou utilizar apenas 15 kg
de lenha por tonelada de produto não foram considerados para determinação do
consumo médio.
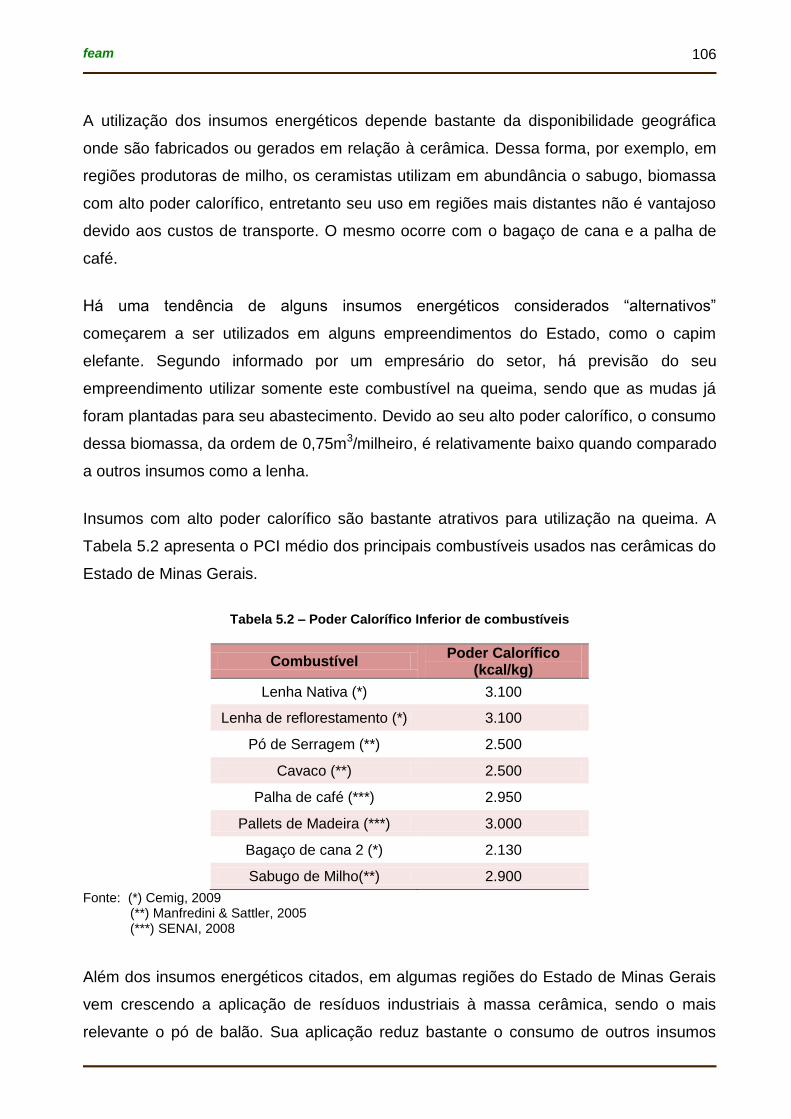
feam
106
A utilização dos insumos energéticos depende bastante da disponibilidade geográfica
onde são fabricados ou gerados em relação à cerâmica. Dessa forma, por exemplo, em
regiões produtoras de milho, os ceramistas utilizam em abundância o sabugo, biomassa
com alto poder calorífico, entretanto seu uso em regiões mais distantes não é vantajoso
devido aos custos de transporte. O mesmo ocorre com o bagaço de cana e a palha de
café.
Há uma tendência de alguns insumos energéticos considerados “alternativos”
começarem a ser utilizados em alguns empreendimentos do Estado, como o capim
elefante. Segundo informado por um empresário do setor, há previsão do seu
empreendimento utilizar somente este combustível na queima, sendo que as mudas já
foram plantadas para seu abastecimento. Devido ao seu alto poder calorífico, o consumo
dessa biomassa, da ordem de 0,75m3/milheiro, é relativamente baixo quando comparado
a outros insumos como a lenha.
Insumos com alto poder calorífico são bastante atrativos para utilização na queima. A
Tabela 5.2 apresenta o PCI médio dos principais combustíveis usados nas cerâmicas do
Estado de Minas Gerais.
Tabela 5.2 – Poder Calorífico Inferior de combustíveis
Combustível Poder Calorífico
(kcal/kg)
Lenha Nativa (*) 3.100
Lenha de reflorestamento (*) 3.100
Pó de Serragem (**) 2.500
Cavaco (**) 2.500
Palha de café (***) 2.950
Pallets de Madeira (***) 3.000
Bagaço de cana 2 (*) 2.130
Sabugo de Milho(**) 2.900
Fonte: (*) Cemig, 2009 (**) Manfredini & Sattler, 2005 (***) SENAI, 2008
Além dos insumos energéticos citados, em algumas regiões do Estado de Minas Gerais
vem crescendo a aplicação de resíduos industriais à massa cerâmica, sendo o mais
relevante o pó de balão. Sua aplicação reduz bastante o consumo de outros insumos
feam
107
energéticos mais onerosos, entretanto é necessária a garantia da destruição dos fenóis
no processo de queima, evitando assim sua incorporação nas peças e nas emissões de
gases.
A busca por eficiência energética ainda caminha a passos lentos em Minas Gerais,
entretanto algumas ações já são encontradas, conforme identificado durante as visitas
técnicas. A seguir são apresentadas diversas medidas que podem ser adotadas para se
obter economia de energia térmica.
Acondicionamento adequado da argila e demais insumos, com controle da
umidade;
Melhoria no processo de combustão por meio de regulagem e ajuste da relação
ar/combustível;
Recuperação de calor no caso de fornos intermitentes;
Melhoria do isolamento térmico nas portas dos fornos;
Mistura de resíduos na massa cerâmica, como o pó de balão;
Controle da queima por meio da instalação de termopar;
Revestimento interno dos fornos com fibra cerâmica.
Além do desperdício de energia, a falta de controle adequado, falta de equipamentos de
monitoramento da temperatura (termopar), e principalmente a falta de qualificação da
mão-de-obra utilizada no processo, também proporcionam defeitos nos produtos após a
queima, gerando assim mais despesas para os empreendimentos.
O aproveitamento do calor dos fornos para secagem das peças configura-se também
como grande medida de eficiência energética. Nessa fase, alguns fatores são decisivos
para a economia de energia:
Recuperação de ar quente do forno, da fase de resfriamento, extraindo o ar por
meio de exaustores e injetando nos secadores, com utilização de ventiladores
para a circulação interna do ar dentro do secador. É de fundamental importância
que a estufa tenha uma chaminé para a retirada do ar úmido, e se garanta a
drenagem da água condensada.

feam
108
Isolamento da tubulação que transporta o ar quente do forno para o secador de
forma a permitir uma menor perda de calor para o ambiente, sendo a recuperação
mais eficiente.
Vedação das portas da estufa, para evitar a saída de calor e umidade, e a entrada
de ar frio o qual é prejudicial ao secar o material.
5.3 Resíduos sólidos
No processo produtivo de cerâmica vermelha são gerados principalmente resíduos em
decorrência da quebra de produto, perdas nas etapas de moldagem e secagem, além
das cinzas originadas na queima.
As perdas tanto do produto antes da queima, quanto após a queima podem ser
causadas por uma série de fatores, sendo alguns mais facilmente controlados.
A ausência de ensaios tecnológicos para determinação da composição da massa
cerâmica e para determinação da mistura de argilas na proporção ideal configura-se
como fator importante para a quebra de produto, pois dependendo da mistura utilizada é
obtido um produto de baixa resistência, com trincas e empenamentos. A adoção de
ensaios tecnológicos é prática incomum na maioria das cerâmicas do Estado de Minas
Gerais.
Em muitos casos ocorrem deficiências e precariedade no processo de produção,
principalmente em decorrência do tratamento térmico, pelo uso de fornos de baixa
eficiência, que pode resultar num produto inadequado às normas técnicas, com baixa
resistência. No Estado de Minas Gerais apenas 16% dos empreendimentos possuem
fornos de alta eficiência.
Outra constatação diretamente relacionada às quebras de produto é o excesso de
manuseio das peças no decorrer do processo produtivo. A maior parte das empresas
possui lay-out impróprio com má disposição de equipamentos, ocasionando em
movimentações desnecessárias, aumentando, portanto, a probabilidade de perdas.
O armazenamento inadequado de produtos e peças para secagem também contribui
bastante para perdas. A Figura 5-3 ilustra uma forma de armazenamento inadequado em
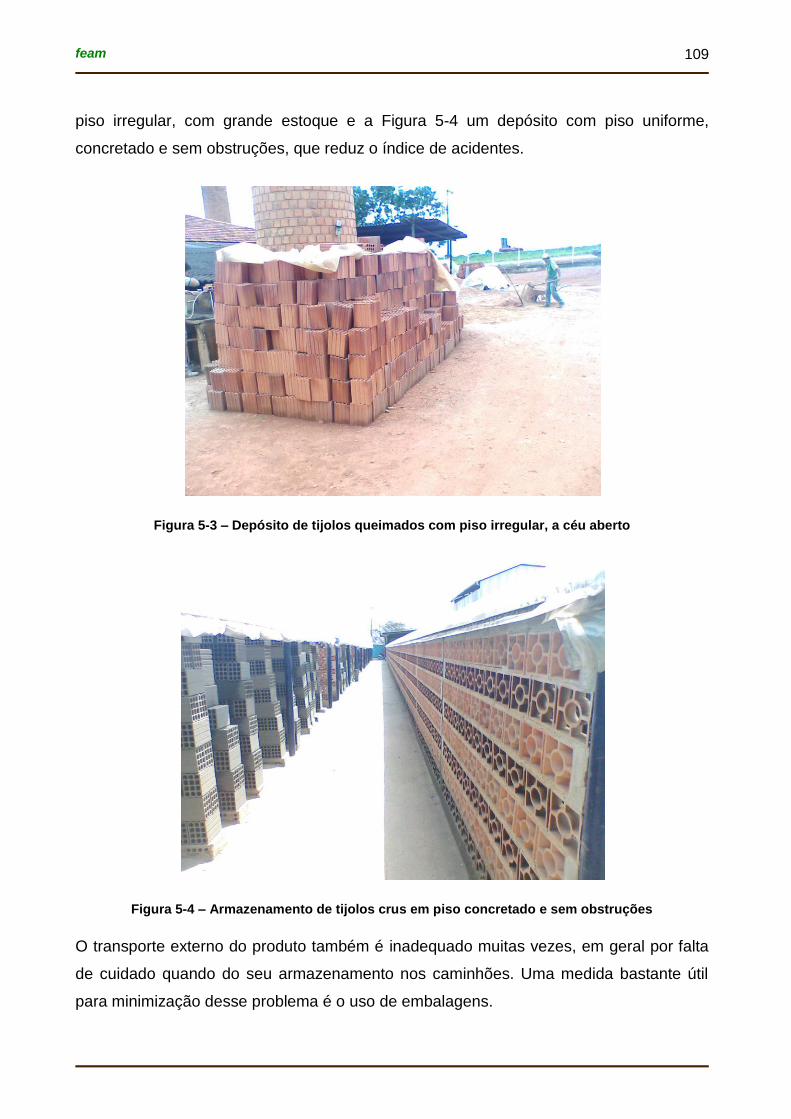
feam
109
piso irregular, com grande estoque e a Figura 5-4 um depósito com piso uniforme,
concretado e sem obstruções, que reduz o índice de acidentes.
Figura 5-3 – Depósito de tijolos queimados com piso irregular, a céu aberto
Figura 5-4 – Armazenamento de tijolos crus em piso concretado e sem obstruções
O transporte externo do produto também é inadequado muitas vezes, em geral por falta
de cuidado quando do seu armazenamento nos caminhões. Uma medida bastante útil
para minimização desse problema é o uso de embalagens.
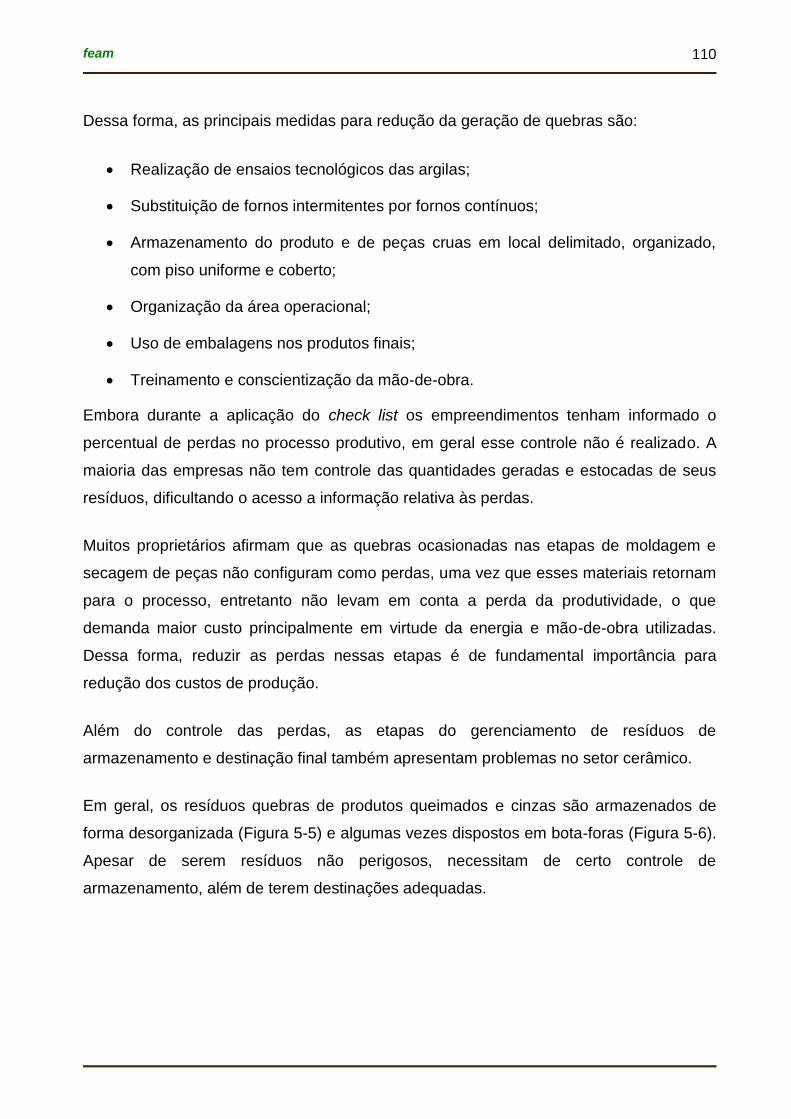
feam
110
Dessa forma, as principais medidas para redução da geração de quebras são:
Realização de ensaios tecnológicos das argilas;
Substituição de fornos intermitentes por fornos contínuos;
Armazenamento do produto e de peças cruas em local delimitado, organizado,
com piso uniforme e coberto;
Organização da área operacional;
Uso de embalagens nos produtos finais;
Treinamento e conscientização da mão-de-obra.
Embora durante a aplicação do check list os empreendimentos tenham informado o
percentual de perdas no processo produtivo, em geral esse controle não é realizado. A
maioria das empresas não tem controle das quantidades geradas e estocadas de seus
resíduos, dificultando o acesso a informação relativa às perdas.
Muitos proprietários afirmam que as quebras ocasionadas nas etapas de moldagem e
secagem de peças não configuram como perdas, uma vez que esses materiais retornam
para o processo, entretanto não levam em conta a perda da produtividade, o que
demanda maior custo principalmente em virtude da energia e mão-de-obra utilizadas.
Dessa forma, reduzir as perdas nessas etapas é de fundamental importância para
redução dos custos de produção.
Além do controle das perdas, as etapas do gerenciamento de resíduos de
armazenamento e destinação final também apresentam problemas no setor cerâmico.
Em geral, os resíduos quebras de produtos queimados e cinzas são armazenados de
forma desorganizada (Figura 5-5) e algumas vezes dispostos em bota-foras (Figura 5-6).
Apesar de serem resíduos não perigosos, necessitam de certo controle de
armazenamento, além de terem destinações adequadas.
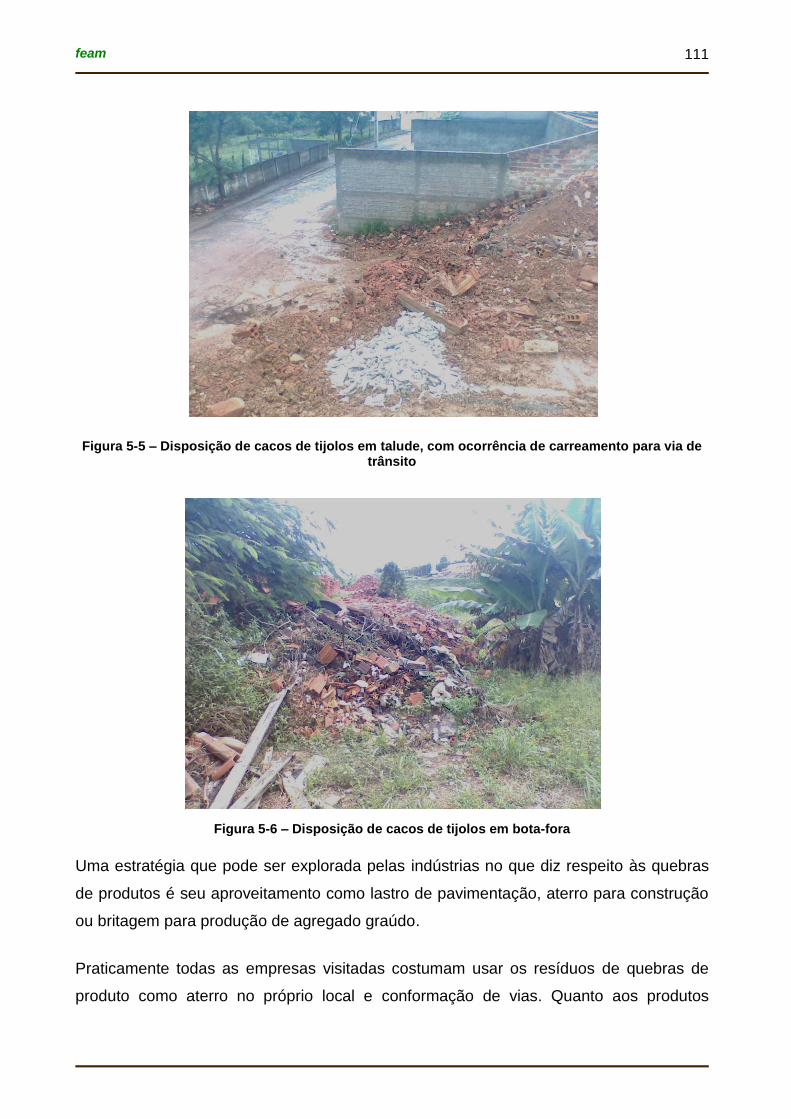
feam
111
Figura 5-5 – Disposição de cacos de tijolos em talude, com ocorrência de carreamento para via de trânsito
Figura 5-6 – Disposição de cacos de tijolos em bota-fora
Uma estratégia que pode ser explorada pelas indústrias no que diz respeito às quebras
de produtos é seu aproveitamento como lastro de pavimentação, aterro para construção
ou britagem para produção de agregado graúdo.
Praticamente todas as empresas visitadas costumam usar os resíduos de quebras de
produto como aterro no próprio local e conformação de vias. Quanto aos produtos
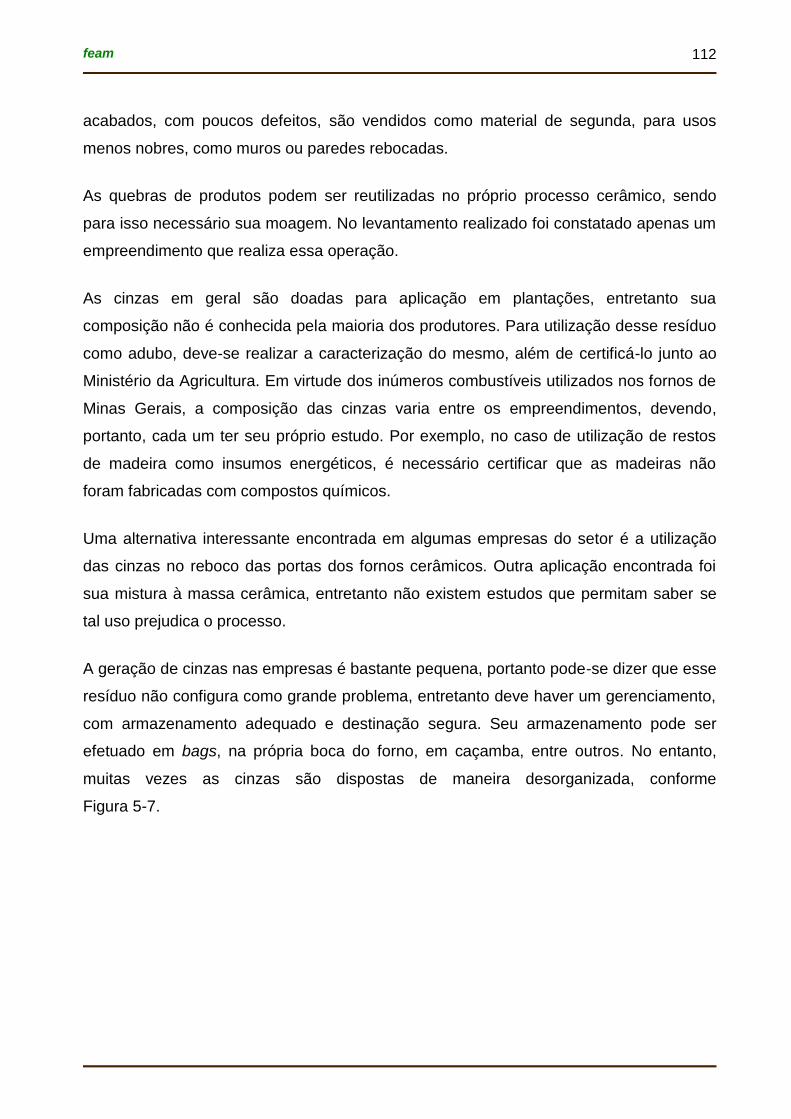
feam
112
acabados, com poucos defeitos, são vendidos como material de segunda, para usos
menos nobres, como muros ou paredes rebocadas.
As quebras de produtos podem ser reutilizadas no próprio processo cerâmico, sendo
para isso necessário sua moagem. No levantamento realizado foi constatado apenas um
empreendimento que realiza essa operação.
As cinzas em geral são doadas para aplicação em plantações, entretanto sua
composição não é conhecida pela maioria dos produtores. Para utilização desse resíduo
como adubo, deve-se realizar a caracterização do mesmo, além de certificá-lo junto ao
Ministério da Agricultura. Em virtude dos inúmeros combustíveis utilizados nos fornos de
Minas Gerais, a composição das cinzas varia entre os empreendimentos, devendo,
portanto, cada um ter seu próprio estudo. Por exemplo, no caso de utilização de restos
de madeira como insumos energéticos, é necessário certificar que as madeiras não
foram fabricadas com compostos químicos.
Uma alternativa interessante encontrada em algumas empresas do setor é a utilização
das cinzas no reboco das portas dos fornos cerâmicos. Outra aplicação encontrada foi
sua mistura à massa cerâmica, entretanto não existem estudos que permitam saber se
tal uso prejudica o processo.
A geração de cinzas nas empresas é bastante pequena, portanto pode-se dizer que esse
resíduo não configura como grande problema, entretanto deve haver um gerenciamento,
com armazenamento adequado e destinação segura. Seu armazenamento pode ser
efetuado em bags, na própria boca do forno, em caçamba, entre outros. No entanto,
muitas vezes as cinzas são dispostas de maneira desorganizada, conforme
Figura 5-7.

feam
113
Figura 5-7 – Armazenamento de cinzas sem controle
Com relação às perdas de produto cru, as mesmas são 100% retornadas ao processo,
mas muitas vezes são armazenadas sem nenhum controle nos empreendimentos.
5.4 Emissões atmosféricas
As principais emissões atmosféricas em uma cerâmica vermelha decorrem da queima
dos insumos energéticos. Além dessas, existem também emissões associadas ao
manuseio e transporte de insumos e produtos.
Tendo em vista que os empreendimentos mineiros utilizam em geral biomassa como
combustível nos fornos, as emissões de material particulado são mais controladas, não
havendo necessidade de implantação de sistema de despoeiramento para atendimento
aos padrões estabelecidos na DN COPAM nº 11/1986, conforme relatórios de
automonitoramento.
Em geral, as SUPRAMs exigem automonitoramento na saída da chaminé dos fornos
para os parâmetros material particulado e CO2, adotando como legislação para
estabelecimento de limites de emissão a DN COPAM nº 11/1986. Entretanto as
Resoluções CONAMA nº 382/2006 e 436/2011, legislações nacionais para emissões
atmosféricas em fontes fixas, estabelecem padrão para o parâmetro NOx, em processos
de geração de calor a partir da combustão externa de derivados de madeira, situação

feam
114
encontrada na maioria do setor cerâmico no Estado de Minas Gerais. Esse parâmetro
não está contemplado na deliberação, portanto não vem sendo exigido pelas SUPRAMs.
Em virtude do processo cerâmico, além da crescente utilização de resíduos e
combustíveis alternativos é recomendável o monitoramento deste parâmetro.
Segundo constatado nas visitas técnicas, em geral as emissões nos fornos cerâmicos
não apresentam coloração, com exceção dos minutos finais do processo de queima
(Figura 5-8). Entretanto tal fato decorre da falta de controle do processo e ineficiência
dos fornos, uma vez que se deve a combustão incompleta da queima ocasionada pela
falta de oxigênio no forno. Dessa forma, no processo está sendo utilizada maior
quantidade de combustível que o necessário.
Figura 5-8 – Emissão atmosférica em chaminé de um forno de cerâmica vermelha
Essa constatação explica porque alguns empreendimentos emitem essa fumaça, ao
contrário de outros. Durante as visitas técnicas observou-se que fornos menos eficientes
emitem maior quantidade de fumaça e material particulado, conforme pode ser verificado
em um forno tipo caieira na Figura 5-9.
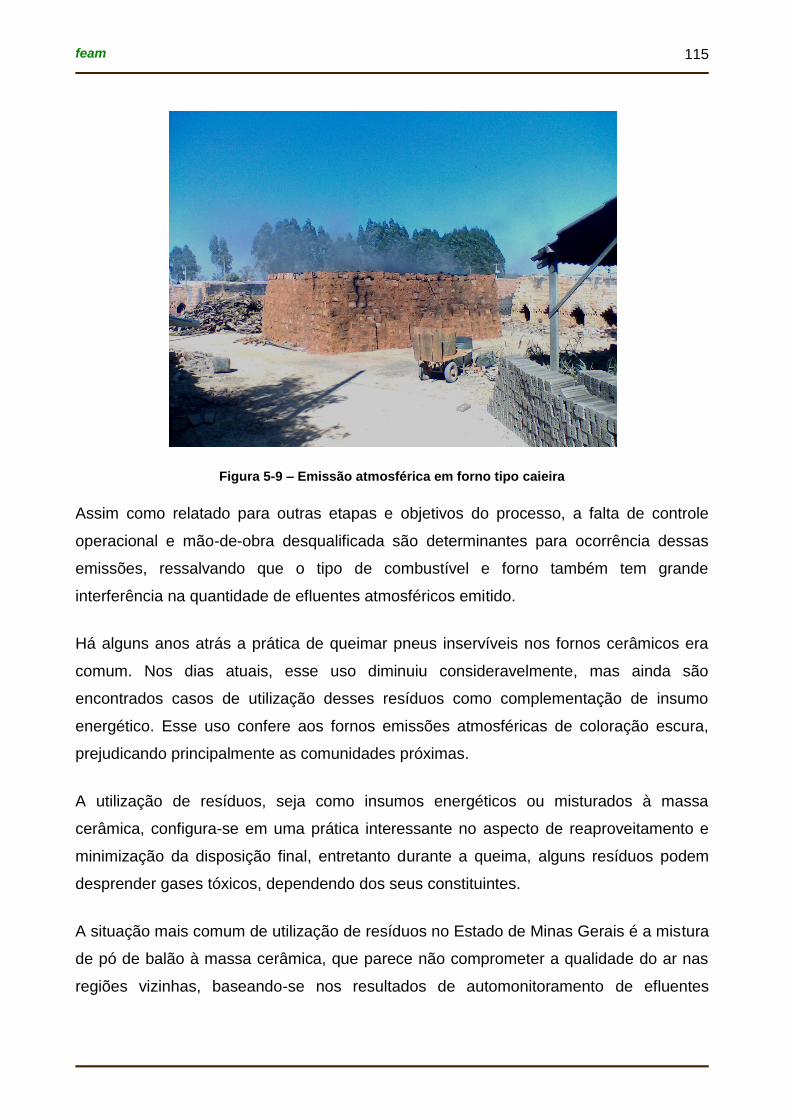
feam
115
Figura 5-9 – Emissão atmosférica em forno tipo caieira
Assim como relatado para outras etapas e objetivos do processo, a falta de controle
operacional e mão-de-obra desqualificada são determinantes para ocorrência dessas
emissões, ressalvando que o tipo de combustível e forno também tem grande
interferência na quantidade de efluentes atmosféricos emitido.
Há alguns anos atrás a prática de queimar pneus inservíveis nos fornos cerâmicos era
comum. Nos dias atuais, esse uso diminuiu consideravelmente, mas ainda são
encontrados casos de utilização desses resíduos como complementação de insumo
energético. Esse uso confere aos fornos emissões atmosféricas de coloração escura,
prejudicando principalmente as comunidades próximas.
A utilização de resíduos, seja como insumos energéticos ou misturados à massa
cerâmica, configura-se em uma prática interessante no aspecto de reaproveitamento e
minimização da disposição final, entretanto durante a queima, alguns resíduos podem
desprender gases tóxicos, dependendo dos seus constituintes.
A situação mais comum de utilização de resíduos no Estado de Minas Gerais é a mistura
de pó de balão à massa cerâmica, que parece não comprometer a qualidade do ar nas
regiões vizinhas, baseando-se nos resultados de automonitoramento de efluentes
feam
116
atmosféricos apresentados pelos empreendimentos, embora seja necessária uma
avaliação do ar das regiões influenciadas para comprovação dessa suspeita.
O tráfego de veículos, recepção e manuseio de insumos e produtos também são fontes
de emissões atmosféricas, embora menos intensas que os fornos. Para minimização
dessas emissões, destacam-se as seguintes medidas:
Adoção de sistema de cobertura da argila transportada em caminhões durante o
transporte da jazida para o local de beneficiamento;
Implantação de uma barreira vegetal (“cerca viva”) para a contenção de dispersão
de material particulado;
Umidificação das áreas de acesso e trânsito de empilhadeiras para evitar emissão
de material particulado para a atmosfera.
Durante as visitas técnicas realizadas constatou-se ainda em fase de testes, a operação
do processo de esmaltação em um empreendimento. Nesse processo, ocorre formação
de compostos orgânicos voláteis, devendo ser avaliado a necessidade de
implementação de lavador de gases.
A indústria cerâmica no mundo é uma grande emissora de CO2, principal gás estufa,
tendo em vista o óleo e o coque serem os principais combustíveis utilizados. Além das
emissões de CO2, as cerâmicas que utilizam combustíveis fósseis emitem quantidade
significativa de NOx e SO2, responsáveis pela chuva ácida.
Em Minas Gerais, não foi encontrada empresa que utilize óleo e poucas usam coque
como combustível complementar. Por outro lado, a utilização de lenha, principal
combustível utilizado no Estado, somente confere benefícios caso haja reposição
florestal. Há alguns anos atrás, o setor cerâmico era responsável por parte do
desmatamento em Minas Gerais, entretanto quando comparado ao setor siderúrgico,
maior desmatador, sua parcela era mínima, de modo a não ter visibilidade e fiscalizações
periódicas.
Atualmente a lenha é utilizada por cerca de 50% dos empreendimentos, sendo que
segundo informações coletadas nas visitas técnicas, apenas 12% das empresas do
Estado usam lenha de origem nativa.

feam
117
Dessa forma, em relação à queima da lenha, majoritariamente originada de plantações
de eucalipto, o CO2 gerado na combustão é absorvido pela própria biomassa cultivada
para produzir a madeira. É importante ressaltar que pouquíssimas empresas do setor
têm plantio de eucalipto.
Diversos resíduos utilizados no processo, como pó de serragem, cavaco, bagaço de
cana, sabugo de milho, palha de café, entre outros, também configuram como
alternativas para redução das emissões de gases de efeito estufa. Entretanto o uso
desses insumos está ligado à sua disponibilidade regional.
Na cerâmica existem diversas fontes de dióxido de carbono associadas a emissões de
combustíveis e emissões de processo. As emissões do processo são sempre mais
diminutas quando comparadas às emissões do combustível. Em regra, e função do
produto e subsetor da cerâmica em análise, as emissões da combustão representam
cerca de 70 a 100% das emissões totais de dióxido de carbono e os restantes 0 a 30%
são oriundos do processo (materiais carbonatados). Entretanto, em Minas Gerais
especificamente, no setor de cerâmica vermelha a utilização de carbonatos é mínima,
sendo encontrados em algumas argilas.
Conforme Stachera & Casagrande (2007), para produzir cada tijolo são emitidos 0,95 kg
de CO2, entretanto não é mencionado o peso do tijolo adotado. Considerando o peso
médio de um tijolo como 3 kg, por tonelada de produto fabricado, são emitidos 316 kg de
gás carbônico.
Segundo Almeida, et.al (2007), em média são emitidos 123 kg CO2/t para a telha e
acessórios e 111 kg CO2/t para o tijolo, conforme estudo realizado em cerâmicas de
Portugal. Nesse estudo não são mencionados os combustíveis utilizados na fabricação
de cerâmica vermelha em Portugal.
O cálculo das emissões de CO2 em uma cerâmica baseiam-se na seguinte fórmula geral,
conforme Almeida, et.al (2007):
Emissões de CO2 = dados da atividade x fator de emissão x fator de oxidação (5.1)
Na prática a diferença entre o consumo aparente de combustível e o retido em produtos
não energéticos é o que existe de carbono disponível para ser emitido na combustão.
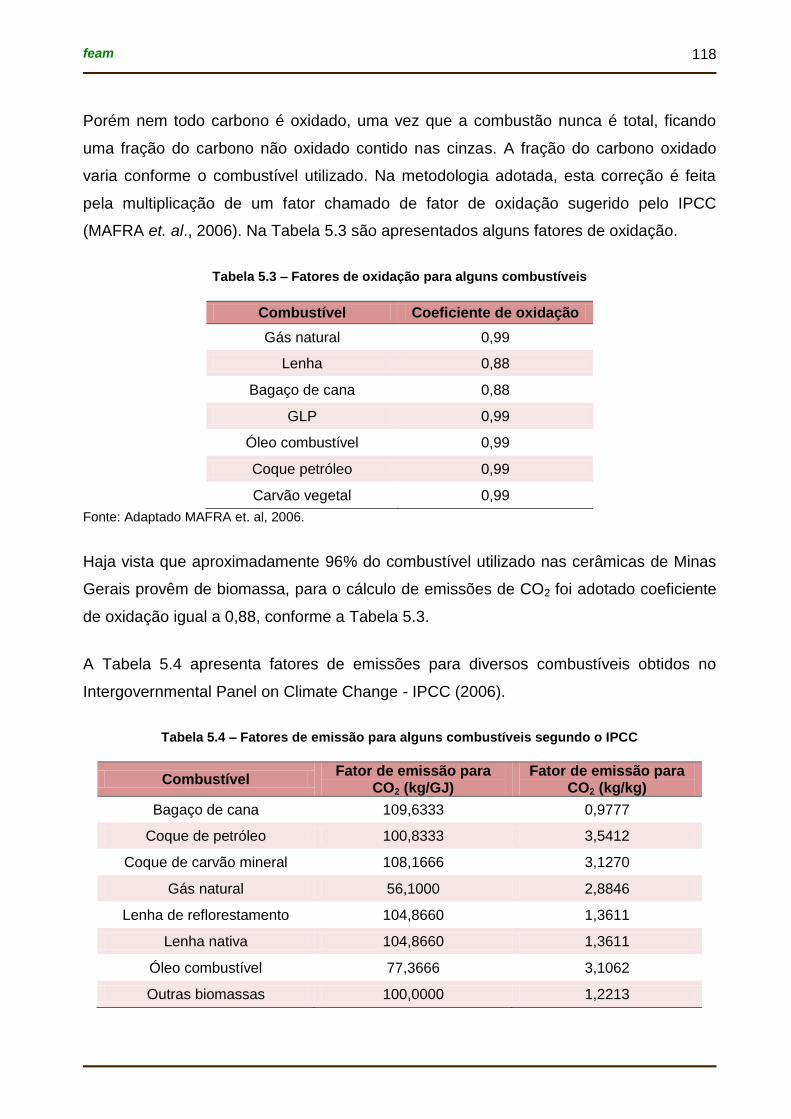
feam
118
Porém nem todo carbono é oxidado, uma vez que a combustão nunca é total, ficando
uma fração do carbono não oxidado contido nas cinzas. A fração do carbono oxidado
varia conforme o combustível utilizado. Na metodologia adotada, esta correção é feita
pela multiplicação de um fator chamado de fator de oxidação sugerido pelo IPCC
(MAFRA et. al., 2006). Na Tabela 5.3 são apresentados alguns fatores de oxidação.
Tabela 5.3 – Fatores de oxidação para alguns combustíveis
Combustível Coeficiente de oxidação
Gás natural 0,99
Lenha 0,88
Bagaço de cana 0,88
GLP 0,99
Óleo combustível 0,99
Coque petróleo 0,99
Carvão vegetal 0,99
Fonte: Adaptado MAFRA et. al, 2006.
Haja vista que aproximadamente 96% do combustível utilizado nas cerâmicas de Minas
Gerais provêm de biomassa, para o cálculo de emissões de CO2 foi adotado coeficiente
de oxidação igual a 0,88, conforme a Tabela 5.3.
A Tabela 5.4 apresenta fatores de emissões para diversos combustíveis obtidos no
Intergovernmental Panel on Climate Change - IPCC (2006).
Tabela 5.4 – Fatores de emissão para alguns combustíveis segundo o IPCC
Combustível Fator de emissão para
CO2 (kg/GJ) Fator de emissão para
CO2 (kg/kg)
Bagaço de cana 109,6333 0,9777
Coque de petróleo 100,8333 3,5412
Coque de carvão mineral 108,1666 3,1270
Gás natural 56,1000 2,8846
Lenha de reflorestamento 104,8660 1,3611
Lenha nativa 104,8660 1,3611
Óleo combustível 77,3666 3,1062
Outras biomassas 100,0000 1,2213
feam
119
Para elaboração dos cálculos foram utilizados fatores de emissão de 1,3611 kg/kg para a
lenha, correspondente a 50% do combustível usado no Estado de Minas Gerais10,
0,9777 para bagaço de cana, correspondente a 2,7% do total de combustível e 1,2213
(outras biomassas) para os 47,3% dos combustíveis utilizados.
Os dados da atividade constante na fórmula 5.1 para cálculo das emissões de CO2
referem-se ao consumo de combustível por tonelada de produto fabricado. Dessa forma
foram utilizados os dados da Tabela 5.1, ou seja, lenha de eucalipto (290 kg/t), lenha
nativa (330 kg/t), bagaço de cana (390 kg/t) e para outras biomassas, média ponderada
de 208 kg/t.
Emissões de CO2 = [(290 kg/t *0,38) + (330 kg/t *0,12) + (390 kg/t *0,027) + (208 kg/t
*0,473)] * [(1,3611 kg/kg*0,50) + (0,9777*0,027) + (1,2213*0,473)] *0,88
Emissões de CO2 = 292,47 kg/t
No ano de 2009 foram produzidas aproximadamente 8 milhões de toneladas de produtos
de cerâmica vermelha em Minas Gerais, de acordo com o tratamento estatístico
realizado no trabalho. Dessa forma, por ano são emitidos pelo setor aproximadamente
2.339.760 toneladas de CO2.
Essas emissões referem-se a queima de combustíveis, portanto ainda há as emissões
associadas ao processo de calcinação de carbonatos presentes na argila.
O IPCC determina fatores de emissão para a fabricação de cerâmica, entretanto
somente no processo da calcinação de carbonatos presentes na argila, bem como da
adição de aditivos. Conforme o Guia de Orientações para Registro Público de Emissões
de Gases de Efeito Estufa de Empreendimentos do Estado de Minas Gerais – Parte II
(FEAM, 2010), as emissões de CO2 da produção de cerâmica são calculadas a partir da
seguinte equação:
Emissões de CO2 = ∑(M * F) (5.2) Onde: M = Massa de carbonato consumido F = Fator de emissão de carbonato utilizado
10
Desses 50%, 38% referem-se à lenha de eucalipto e 12% a lenha de origem nativa.
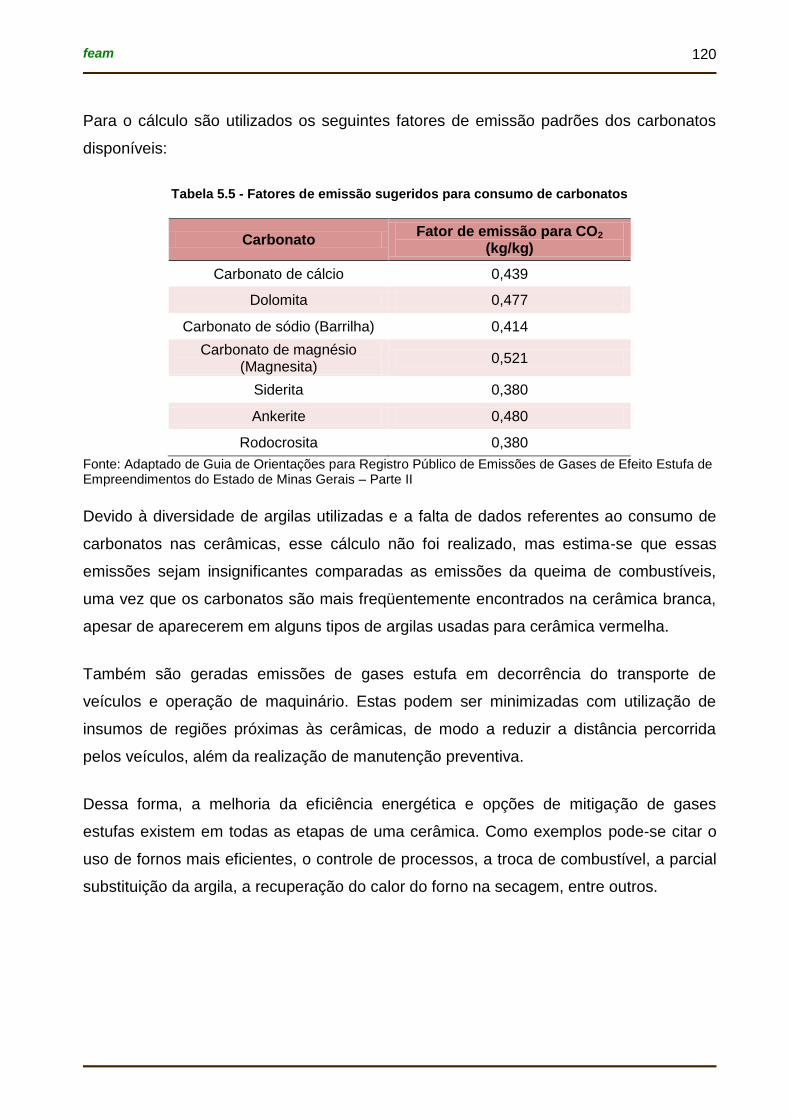
feam
120
Para o cálculo são utilizados os seguintes fatores de emissão padrões dos carbonatos
disponíveis:
Tabela 5.5 - Fatores de emissão sugeridos para consumo de carbonatos
Carbonato Fator de emissão para CO2
(kg/kg)
Carbonato de cálcio 0,439
Dolomita 0,477
Carbonato de sódio (Barrilha) 0,414
Carbonato de magnésio (Magnesita)
0,521
Siderita 0,380
Ankerite 0,480
Rodocrosita 0,380
Fonte: Adaptado de Guia de Orientações para Registro Público de Emissões de Gases de Efeito Estufa de Empreendimentos do Estado de Minas Gerais – Parte II
Devido à diversidade de argilas utilizadas e a falta de dados referentes ao consumo de
carbonatos nas cerâmicas, esse cálculo não foi realizado, mas estima-se que essas
emissões sejam insignificantes comparadas as emissões da queima de combustíveis,
uma vez que os carbonatos são mais freqüentemente encontrados na cerâmica branca,
apesar de aparecerem em alguns tipos de argilas usadas para cerâmica vermelha.
Também são geradas emissões de gases estufa em decorrência do transporte de
veículos e operação de maquinário. Estas podem ser minimizadas com utilização de
insumos de regiões próximas às cerâmicas, de modo a reduzir a distância percorrida
pelos veículos, além da realização de manutenção preventiva.
Dessa forma, a melhoria da eficiência energética e opções de mitigação de gases
estufas existem em todas as etapas de uma cerâmica. Como exemplos pode-se citar o
uso de fornos mais eficientes, o controle de processos, a troca de combustível, a parcial
substituição da argila, a recuperação do calor do forno na secagem, entre outros.
feam
121
6 CONCLUSÕES
De maneira geral, o setor de cerâmica vermelha no Estado de Minas Gerais, apesar de
ter grande apelo social e ser gerador de renda e empregos, se apresenta com processos
produtivos semi-artesanais com elevado índice de desperdício, problemas ambientais e
falta de profissionalização de sua estrutura produtiva e administrativa.
A busca da qualidade do produto final por meio do controle do processo produtivo, não é
um pensamento internalizado pela maioria das empresas, visto que práticas de
procedimento usual como ensaios de caracterização na argila e necessidade de estocar
a argila para a cura ou aeração geralmente não são adotadas.
Em Minas Gerais, as indústrias de cerâmica vermelha são bastante heterogêneas no
que diz respeito ao volume de produção, tecnologias utilizadas, tipos de produtos e
condições de trabalho, entretanto as micro e pequenas empresas são predominantes,
fato que explica em parte a falta de estruturação do setor.
A atividade de cerâmica vermelha promove impactos ambientais negativos por ser
grande extratora de matéria-prima não renovável, a argila, pelo grande consumo de
energia e também pelo uso tradicional de lenha nativa, apesar desse último estar
diminuindo nos últimos anos.
Dentre os impactos citados, o mais significativo está relacionado à extração da argila, em
virtude da degradação da área lavrada. Em geral, os empreendimentos não têm a
preocupação no uso correto da extração, seja por falta de conhecimento ou negligência.
Entretanto, boa parte das argilas que abastecem o setor, é proveniente de extrações em
pequena escala, cuja área pode ser recomposta com facilidade se comparada a jazidas
de metais e pedras.
Além disso, a argila é encontrada em todo o Estado de Minas Gerais, tornando o setor
descentralizado, assim como o impacto causado pela sua extração.
Muitas vezes a argila é um subproduto da extração de areia que abastece o setor de
construção civil, o que a torna de baixo valor econômico. Aliado a isso, a grande oferta
dessa matéria-prima, faz que com que o setor não busque alternativas em outros
insumos ou resíduos que possam ser substitutos da argila.

feam
122
Outro fator que pode estar contribuindo para o impacto da extração de argila no Estado
de Minas Gerais é o tipo de licenciamento obtido pelos empreendimentos. Cerca de 60%
das jazidas possuem Autorização Ambiental de Funcionamento, modalidade bastante
interessante, criada para agilizar o processo de regularização ambiental, mas que no
caso da extração de argila, não vem obtendo bons resultados, uma vez que a maioria
dos empreendimentos detentores de AAF não possuem sistemas de controle
adequados, muito em virtude da falta de acompanhamento do órgão ambiental. Além
disso, 37% das jazidas do Estado estão em situação irregular, potencializando a
degradação provocada pelo setor.
Outro impacto relevante, mas que vem sendo minimizando ao longo dos anos é o
consumo de lenha de origem nativa como combustível nos fornos, que quando realizado
de maneira não sustentável, promove desmatamentos sem reposição adequada.
Felizmente, não só a lenha vem sendo substituída por outros insumos energéticos, como
seu consumo proveniente de florestas plantadas de eucalipto vem crescendo. Dessa
forma, o uso da lenha que ainda configura como principal energético do setor vem se
tornando um fator positivo, uma vez que se trata de recurso renovável, pode ser
produzido localmente e funciona com sumidouro de CO2, principal gás estufa. Aliado a
isso, sua produção local favorece a economia dos municípios e gera empregos.
A fabricação de produtos de cerâmica vermelha requer grande quantidade de
combustível para queima. Tecnologias de produção ineficientes e excessivo consumo de
combustível são bastante comuns, sendo que reduzindo o consumo, conseqüentemente
reduz-se o custo de produção, além de conservar reservas e diminuir níveis de poluição.
Um dos fatores que influenciam a queima dos produtos cerâmicos é o tipo de forno
utilizado. Conforme revisão bibliográfica e dados obtidos no trabalho, verificou-se que os
fornos mais econômicos são dos tipos túnel e hoffmann, enquanto os menos eficientes
são os do tipo caieira, bastante usados nas pequenas olarias. Em Minas Gerais, dentre
os vários tipos de fornos existentes, o trabalho demonstrou que o forno intermitente tipo
abóboda é o preferido, por ser considerado relativamente econômico e de fácil operação.
Por outro lado, nos fornos intermitentes é mais comum a obtenção de um produto mal
queimado, com trincas, quebras e manchas.

feam
123
No entanto, a maioria dos empreendimentos não tem recurso financeiro disponível para
implantação de fornos contínuos. Dessa forma, sem incentivos externos, dificilmente
trocarão sua tecnologia, mas, diversas medidas de simples implementação podem ser
adotadas para redução do consumo, não só de combustível como de energia elétrica,
tais como melhoria no processo de combustão por meio de regulagem e ajuste da
relação ar/combustível, melhoria do isolamento térmico nas portas dos fornos, mistura de
resíduos na massa cerâmica, como o pó de balão, revestimento interno dos fornos com
fibra cerâmica, controle da queima por meio da instalação de termopar, além da
utilização de resíduos como insumos energéticos.
Ainda nesse contexto, pode-se citar a utilização de secadores artificiais para melhor
aproveitamento energético, uma vez que o calor gerado nos fornos é desperdiçado.
Entretanto, assim como no caso dos fornos contínuos, o custo de implantação é alto.
Conforme constatado ao longo do trabalho, resíduos de outras indústrias, como bagaço
de cana, sabugo de milho, palha de café, pó de serragem e cavacos, vêm ganhando
espaço no setor pela sua oferta em determinadas regiões do Estado e alto poder
calorífico, além do preço quando comparados a lenha.
Esses usos permitem uma destinação útil desses resíduos, que anos atrás configuravam
como passivos ambientais nos empreendimentos geradores. Por outro lado, resíduos
provenientes de indústrias moveleiras como pó de serragem e cavacos, só podem ser
utilizados desde que sejam provenientes de madeiras que não tenham sido tratadas com
produtos químicos tóxicos.
A geração de resíduos sólidos no processo produtivo de cerâmica vermelha decorre
principalmente da ausência de técnicas de produção sustentável. Essa geração é
ocasionada, principalmente, por perdas nas etapas do processo produtivo, que podem
ser minimizadas com controle de qualidade e aperfeiçoamento da mão-de-obra.
Todos os resíduos gerados podem ser reutilizados no processo ou usados em outras
tipologias industriais. Entretanto, ainda são encontrados grandes volumes desses
resíduos nas empresas, sendo que, embora não sejam resíduos perigosos, necessitam
de armazenamento adequado, fato não constatado na maioria dos empreendimentos.
feam
124
Com relação aos efluentes atmosféricos, em virtude das biomassas serem os insumos
energéticos mais utilizados no Estado, as emissões provenientes dos fornos cerâmicos
não são intensas, sendo que nenhuma empresa visitada possuía sistema de
despoeiramento, mas cerca de 95% dos relatórios de monitoramento realizados
apresentaram resultados abaixo do limite estabelecido na legislação ambiental
pertinente.
Por outro lado, em determinadas visitas técnicas foram constatadas emissões nas
chaminés dos fornos de coloração escura, podendo ser em virtude da combustão
incompleta da lenha ou da utilização de resíduos como pneus inservíveis.
Apesar de utilizar biomassa como combustível nos fornos, o setor de cerâmica vermelha
no Estado de Minas Gerais, emite grande quantidade de CO2, tendo sido estimado no
ano de 2009 mais de dois milhões de toneladas. Entretanto, diversas medidas como uso
de lenha plantada, fornos mais eficientes, controle de processos, troca de combustível,
parcial substituição da argila e recuperação do calor do forno na secagem podem
minimizar essas emissões.
Com relação à utilização de resíduo na fabricação da cerâmica vermelha, recomenda-se
a revisão da DN COPAM nº 74/2004 para adequação do código referente ao setor, em
virtude de estar sendo adotado um código genérico de potencial poluidor grande, quando
em geral o uso dos resíduos é positivo, por estar aproveitando um passivo de outros
empreendimentos. Ressalta-se, no entanto, que a utilização de resíduos deve ser
balizada por meio de análises do tijolo com a incorporação do resíduo, assim como do
resíduo propriamente dito, além de haver um gerenciamento adequado do mesmo,
principalmente quanto seu armazenamento temporário. O uso de termopares para
controle da queima desses resíduos nos fornos também é uma ferramenta importante
para verificar a destruição térmica dos componentes indesejáveis como os fenóis no
caso do pó de balão e a incorporação destes à matriz sinterizada, de modo a evitar o
arraste por meio líquido no uso e descarte final de novos produtos.
Em geral, as condições do ambiente de trabalho das cerâmicas são precárias. Apenas
as grandes indústrias oferecem melhores condições e possibilidades de aperfeiçoamento
para os funcionários. É necessário que haja uma conscientização do setor da
importância desses fatores para se obter aumento de produtividade, redução de perdas
feam
125
e desenvolvimento da qualidade do produto, e, como conseqüência, a melhoria do
desempenho ambiental do setor.
Além disso, muitas vezes as unidades cerâmicas oferecem riscos para a comunidade
local, por não possuírem delimitação em seus terrenos, que se confundem com o espaço
público.
É extremamente importante que os empreendimentos do setor observem em iniciativas
ambientais, não apenas a obrigação de estar em conformidade com a legislação e
órgãos ambientais, mas também a possibilidade de reduzir custos e aumentar sua
produtividade.
O setor de cerâmica vermelha em Minas Gerais tem um papel importante na economia
do Estado, tendo cenário otimista, uma vez que a construção civil está em ascensão no
país. Por outro lado, o setor, em sua maioria, enfrenta dificuldades para crescer de
maneira sólida, podendo ser citados os seguintes aspectos:
Falta de incentivos financeiros;
Falta de especialização da mão-de-obra;
Ausência de controle da qualidade na produção;
Alta taxa de perdas de produtos;
Baixo número de empreendimentos com certificação, ocasionando em falta de
confiabilidade dos consumidores;
Ausência de ensaios laboratoriais tanto do produto quanto das matérias-primas,
sendo no geral usada a experiência adquirida e inspeção visual;
Falta de planejamento, principalmente com relação à compra de matérias-primas
e insumos.
Visando melhorar a produtividade e atender as normas técnicas, as cerâmicas podem
implementar diversas ações, como:
Realizar o sazonamento das argilas;
Controlar o processo de mistura das argilas, mantendo uma regularidade;

feam
126
Realizar ensaios laboratoriais das argilas e produto acabado;
Realizar manutenção preventiva nos equipamentos;
Monitorar e homogeneizar a alimentação da mistura no caixão alimentador;
Controlar a umidade de extrusão;
Manter uma curva padrão de temperatura da queima;
Monitorar umidade e temperatura de secagem.
Pelo exposto, o setor de cerâmica vermelha no Estado de Minas Gerais ainda tem muito
a evoluir, precisando para isso de incentivos externos, devido sua dificuldade de
aperfeiçoamento. Quando comparado a outros setores industriais, o impacto ambiental
da cadeia produtiva até a fabricação da cerâmica é baixo, entretanto o elevado número
de empreendimentos potencializa esse impacto, sendo necessárias ações para reverter
esse quadro atual.
feam
127
7 PLANO DE AÇÃO
Visando promover o avanço tecnológico e ambiental nos empreendimentos, haja vista
que o setor tem muito a evoluir, foi elaborado o Plano de Ação descrito a seguir.
Divulgação dos resultados por meio de seminário / work shop, para o público alvo:
Sociedade Civil, SISEMA, Ministério Público / Poder Judiciário, Estado e o Setor
Industrial.
Elaboração de cartilha educativa / orientativa direcionada para o setor produtivo.
Promover estudos para aplicação de resíduos de outras tipologias industriais,
tanto na incorporação à massa cerâmica, quanto na queima nos fornos,
considerando aspectos ambientais e econômicos.
Analisar o uso de pó de balão na fabricação de tijolos no município de Igaratinga,
baseando-se em testes laboratoriais e realizar estudo da qualidade do ar nesse
município para averiguação da influência da utilização em larga escala desse
resíduo.
Discussão acerca da classificação dos empreendimentos que utilizam resíduos
industriais em seus processos, na Deliberação Normativa COPAM nº 74/2004.
Sugere-se a adoção de um código específico para a utilização de resíduos na
fabricação de cerâmica vermelha ou incorporação dessa aplicação no código já
existente para cerâmica vermelha na deliberação, com algumas modificações.
Realização de balanço de massa de carbono, contemplando os tijolos crus e
queimados, para maior precisão do cálculo das emissões de CO2 do setor de
cerâmica vermelha.
Avaliação de fornos cerâmicos por meio da dinâmica de queima para
estabelecimento de um padrão operacional durante a produção, que permita
garantir a incorporação dos resíduos siderúrgicos na massa da argila e obter
produtos de qualidade frente as exigências das normas de tijolos de vedação.
feam
128
Estudo sobre o impacto causado pelo setor de extração de argila no Estado de
Minas Gerais, haja vista o grande número de empreendimentos irregulares e
detentores de Autorização Ambiental de Funcionamento.
Intensificação das fiscalizações nas jazidas de extração de argila.
Introduzir, em princípio, como condicionante no licenciamento ambiental dos
empreendimentos de cerâmicas vermelhas a adoção no caso do processo
produtivo com mistura de resíduos à argila, a exigência do controle de
temperatura dos fornos, com uso de termopares e a apresentação do
monitoramento das curvas de queima, nos relatórios enviados às SUPRAM’s.
Além disso, na condicionante referente ao programa de automonitoramento de
efluentes atmosféricos sugere-se a inserção do parâmetro NOx.

feam
129
REFERÊNCIAS
ALMEIDA, M. L. B. Alternativas de Uso e Aplicações dos Resíduos Sólidos das Indústrias Independentes de Produção de Ferro-Gusa do Estado de Minas Gerais. 2001. 118 p. Dissertação (Mestrado em Engenharia Hidráulica e Recursos Hídricos) - Escola de Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte, 2001.
ASSOCIAÇÃO BRASILEIRA DE CERÂMICA [ABC]. Disponível em: http://www.abceram.org.br. Acesso em: 14 de out. 2010.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS [ABNT]. NBR-10004; Classificação de Resíduos Sólidos. Rio de Janeiro, 2004. 68 p.
________. NBR-10005; Lixiviação de Resíduos Sólidos. Rio de Janeiro. 2004. 10 p.
________. NBR-10006; Solubilização de Resíduos Sólidos. Rio de Janeiro. 2004. 2 p.
________. NBR-10007; Amostragem de Resíduos. Rio de Janeiro. 2004. 25 p.
ASSOCIAÇÃO NACIONAL DA INDÚSTRIA CERÂMICA [ANICER] Diagnóstico da Indústria de Cerâmica Vermelha no Estado do Rio de Janeiro, Rio de Janeiro, s.d.
________.Disponível em: http://www.anicer.com.br. Acesso em: 17 de nov. 2010.
BORBA, P & TUBINO, L.C.B. Etapas do Processo Cerâmico e sua Influência no Produto Final – Massa, Extrusão, Secagem e Queima. Dossiê Técnico SENAI. Rio Grande do Sul, novembro, 2006.
BRITO, J. O. & CINTRA,T. C. Madeira para Energia no Brasil: Realidade, Visão, Estratégia e Demandas de Ações. RENABIO - Biomassa & Energia. p. 157-163, 2004.
CABRAL, M. J. et. al. Arranjos produtivos Mínero-Cerâmicos e o Desenvolvimento Econômico: Caso do APL de Socorro – SP. São Paulo, abril, 2003.
CAVALIERE, A. S. et. al. Conservação de energia nas pequenas e médias indústrias no Estado do Rio de Janeiro: setor de cerâmica vermelha. Relatório Final do Projeto Conservação de Energia: Estudos Setoriais Aspectos Econômicos e Tecnológicos. Rio de Janeiro. Dezembro, 1997.
CENTRO DE TECNOLOGIA MINERAL [CETEM], MINISTERIO DA CIENCIA E TECNOLOGIA. Argila para Cerâmica Vermelha. Rio de janeiro, Dezembro, 2008.
COELHO, J. M. Perfil de argilas para cerâmica vermelha. Relatório Técnico. Nova Lima, Minas Gerais. Setembro, 2009.
COMPANHIA DE TECNOLOGIA DE SANEAMENTO AMBIENTAL [CETESB]. Cerâmica Branca e de Revestimento. Guia Técnico Ambiental da Indústria de Cerâmica Branca e de Revestimento – Série P+L. São Paulo, 2008.

feam
130
________.Disponível em: http://www.cetesb.sp.gov.br/Ar/ar_indice_padroes.asp. Acesso em: 4 de fev. 2009.
COMPANHIA ENERGÉTICA DE MINAS GERAIS [CEMIG]. 24º Balanço Energético do Estado de Minas Gerais – BEEMG, ano base 2008. Superintendência de Tecnologia e Alternativas Energéticas, Minas Gerais, Belo Horizonte, 2009. CONSELHO DE POLÍTICA AMBIENTAL DO ESTADO DE MINAS GERAIS. Deliberação Normativa COPAM nº 01 de 26 maio. 1981. Fixa normas e padrões para qualidade do ar. Minas Gerais, Belo Horizonte, 2 de jun. 1981.
________. Deliberação Normativa COPAM nº 11 de 16 dez. 1986. Estabelece normas e padrões para emissões de poluentes na atmosfera e dá outras providências. Minas Gerais, Belo Horizonte, 10 de jan. 1987.
________. Deliberação Normativa COPAM nº 74 de 9 set. 2004. Estabelece critérios para classificação, segundo o porte e potencial poluidor, de empreendimentos e atividades modificadoras do meio ambiente passíveis de autorização ou de licenciamento ambiental no nível estadual, determina normas para indenização dos custos de análise de pedidos de autorização e de licenciamento ambiental, e dá outras providências. Minas Gerais, Belo Horizonte, 2 de out. 2004.
________. Deliberação Normativa COPAM nº 127 de 27 nov. 2008. Estabelece diretrizes e procedimentos para avaliação ambiental da fase de fechamento de mina. Minas Gerais, Belo Horizonte, 29 de nov. 2008.
CONSELHO DE POLÍTICA AMBIENTAL DO ESTADO DE MINAS GERAIS; CONSELHO ESTADUAL DE RECURSOS HÍDRICOS DO ESTADO DE MINAS GERAIS. Deliberação Normativa Conjunta COPAM/CERH-MG nº 01 de 05 maio 2008. Dispõe sobre a classificação dos corpos de água e diretrizes ambientais para o seu enquadramento, bem como estabelece as condições e padrões de lançamento de efluentes, e dá outras providências. Minas Gerais, Belo Horizonte, 20 de maio. 2008.
CONSELHO ESTADUAL DE RECURSOS HÍDRICOS DO ESTADO DE MINAS GERAIS. Deliberação Normativa CERH-MG nº 09 de 16 junho 2004. Define os usos insignificantes para as circunscrições hidrográficas no Estado de Minas Gerais. Minas Gerais, Belo Horizonte, 03 de julho. 2004.
________. Deliberação Normativa COPAM nº 34 de 16 ago. 2010. Define o uso insignificante de poços tubulares localizados nas Unidades de Planejamento e Gestão de Recursos Hídricos que menciona e dá providências. Minas Gerais, Belo Horizonte, 17 de ago. 2010.
CONSELHO NACIONAL DO MEIO AMBIENTE [CONAMA]. Resolução CONAMA nº 3, de 28 de jun. 1990. Fixa normas e padrões para qualidade do ar. Diário Oficial da República Federativa do Brasil, Poder Executivo, Brasília, DF, 22 de ago. 1990.
feam
131
________.Resolução CONAMA nº 382, de 26 de dez. 2006. Estabelece os limites máximos de emissão de poluentes atmosféricos para fontes fixas, janeiro, 2007.
________. Resolução CONAMA nº 436, de 22 de dez. 2011. Estabelece os limites máximos de emissão de poluentes atmosféricos para fontes fixas instaladas ou com pedido de licença de instalação anteriores a 02 de janeiro de 2007, dezembro, 2011.
CÓRDOVA, M.V. Diagnóstico da poluição atmosférica no setor de cerâmica estrutural do município de morro da fumaça - SC. 2007. p 79. Monografia (Trabalho de conclusão de curso em Engenharia Ambiental) – Universidade do Extremo Sul Catarinense. Criciúma. Novembro, 2007.
ESCRITÓRIO TÉCNICO DE ESTUDOS ECONÔMICOS DO NORDESTE [ETENE]. Informe Setorial Cerâmica Vermelha. Fortaleza, Ceará, Outubro, 2010.
FUNDAÇÃO ESTADUAL DO MEIO AMBIENTE [FEAM]. Guia de Orientações para Registro Público de Emissões de Gases de Efeito Estufa de Empreendimentos do Estado de Minas Gerais – Parte II. FEAM-DPED-GEMUC, Belo Horizonte, 2010.
GOMES, N.S. A resistência das paredes de alvenaria, 1983. 190 p. Dissertação (Mestrado) - Escola Politécnica, Universidade de São Paulo, São Paulo, 1983.
GRIGOLETI, G.C. Caracterização de impactos ambientais de indústrias de cerâmica vermelha do Estado do Rio Grande do Sul, 2001. 168 p. Dissertação (Mestrado em Engenharia Civil – Área de Concentração: Construção) – Universidade Federal do Rio Grande do Sul, Porto Alegre. 2001.
GROENNER, P.E.M. Reaproveitamento do resíduo de fabricação de consumíveis para soldagem em tijolos de cerâmica vermelha. 2007. p 90. Dissertação (Mestrado em Saneamento, Meio Ambiente e Recursos Hídricos) – Universidade Federal de Minas Gerais. Belo Horizonte, 2007.
INSTITUT FÜR ZIEGELFORSCHUNG ESSEN E.V. Brick and Tile Research. Disponível em: www.izf.de/. Acesso em: 27 de jul. 2011.
IOSHIMOTO, E. ZANDONADI, A. R. Cerâmica Vermelha. Curso Internacional de Treinamento em Grupo em Tecnologia Cerâmica. São Paulo: IPT/ JICA, 1991. 20 p.
INTERGOVERNMENTAL PANEL ON CLIMATE CHANGE. Guidelines for National Greenhouse Gas Inventories, v. 2 Energy. Prepared by the National Greenhouse Gas Inventories. Programme. Published: IGES, Japan. 2006.
INTERGOVERNMENTAL PANEL ON CLIMATE CHANGE. Guidelines for National Greenhouse Gas Inventories, v. 3 Industrial Processes and Product Use. Prepared by the National Greenhouse Gas Inventories. Programme. Published: IGES, Japan. 2006.

feam
132
JACOMINO, V.M.F et al. Controle Ambiental das Indústrias de Ferro-Gusa em Altos-Fornos a Carvão Vegetal. Belo Horizonte: Projeto Minas Ambiente. Segrac Editora e Gráfica Ltda.2002. 302 p.
LAWSON, B. Building materials, energy and the environmental: towards ecologicaly sustainable development. Australia: The Royal Australian Institute of Architects, 1996. 135 p.
MAFRA O. et. al. Avaliação das Emissões de CO2 pelo uso do Processo “Top-Down” Estendido entre 1970 e 2004. Economia & Energia, nº 58. Novembro de 2006.
MALARD, A. A. M. Avaliação ambiental do setor de siderurgia não-integrada a carvão vegetal do Estado de Minas Gerais. 2009. 155 p. Dissertação (Mestrado em Sustentabilidade Sócio-econômica e Ambiental) – Universidade Federal de Ouro Preto. Ouro Preto, 2009.
________. Avaliação do Aproveitamento dos Resíduos Sólidos Gerados nas Indústrias Siderúrgicas Não-Integradas a Carvão Vegetal do Município de Sete Lagoas. 2008. 70 p. Monografia de Final de Curso (Curso de Especialização em Engenharia Sanitária e Meio Ambiente) – Escola de Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte, 2008.
MANFREDINI, C. & SATTLER, A.M. Estimativa da energia incorporada a materiais de cerâmica vermelha no Rio Grande do Sul. Ambiente Construído, Porto Alegre, v. 5, n. 1, p. 23-37, jan./mar. 2005
________. O consumo de energia de cerâmica vermelha no RS: aspectos qualitativos e quantitativos. X Encontro Nacional de Tecnologia no Ambiente Construtivo. São Paulo. 2004.
MEIRA, J.M.L. Argilas: o que são, suas propriedades e classificações. Portugal, Lisboa. Janeiro,2001.
MENEZES, R.R. O estado da Arte sobre o uso de resíduos como matérias primas cerâmicas alternativas. Pernambuco, Campina Grande. 31 de julho de 2001.
MINAS GERAIS. Lei nº 10.100/1990. Dá nova redação ao artigo 2º da Lei nº 7.302, de 21 de julho de 1978, que dispõe sobre a proteção contra a poluição sonora no Estado de Minas Gerais. Minas Gerais, Belo Horizonte, 18 de jan. 1990.
MONTEIRO, S.N. et al. Technological Behavior of Red Ceramics Incorporated with Brick Waste. Revista Matéria, v. 10. N. 4. pp. 537-542, 2005.
MOREIRA, A. S. Avaliação da Utilização de Resíduo gerado em sistemas úmidos de filtragem de particulados de fundição como matéria-prima na construção civil – Estudos em tijolos de cerâmica vermelha. 2006. 90 p. Dissertação (Mestrado em Saneamento, Meio Ambiente e Recursos Hídricos) – Universidade Federal de Minas Gerais. Belo Horizonte, 2006.

feam
133
MOZETO, A.A. & GOMES, A.C.P. Gerenciamento de Resíduos – Caracterização de Resíduos Sólidos de algumas indústrias de cerâmica artística de Porto Ferreira, SP. São Paulo. Agosto, 2006.
OLIVEIRA, M.R.C. & MATINS, J. Caracterização e classificação do resíduo sólido “pó do balão”, gerado na indústria siderúrgica não integrada a carvão vegetal:- estudo de um caso na região de Sete Lagoas/MG. Química Nova, 2003, v.26, N.1, p.5-9.
PEDRASSANI, J. Caracterização do Sienito Piqueri como fundente cerâmico. Dissertação (Mestrado em Engenharia) - Universidade Federal do Rio Grande do Sul, 2001.
PRACIDELLI, S. & MELCHIADES, F. G. Cerâmica Industrial. n. 2, São Paulo/SP, 1997.
PRUDÊNCIO JR., L.R. Resistência à compressão da alvenaria e correlação entre resistência de unidades, prismas e paredes. 1986. 132 p. Dissertação (Mestrado). Universidade do Rio Grande do Sul, Porto Alegre, 1986.
PUREZA, J.C.C. Utilização de Resíduos industriais de baixa granulometria me massa cerâmicas de argila vermelha: aspectos tecnológicos e ambientais. 2004. 148 p. Dissertação (Mestrado em Engenharia de Minas, Metalúrgica e de Materiais) – Universidade Federal do Rio Grande do Sul. Porto Alegre, 2004.
RANIERI M.G.A; TANAKA, A. Estudo de argilas para uso em cerâmica vermelha. In: 17º CBECIMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais, 2006, Foz do Iguaçu: Universidade Estadual Paulista UNESP, Faculdade de Engenharia, Guaratinguetá, São Paulo.
REED, J.S., Principles of Ceramics Processing, Second Edition, New York: John Wiley, 1995, 648 p.
ROCHA, S.H.F.S. Aproveitamento de resíduos gerados na limpeza dos gases de alto-forno através da briquetagem. 2003. 150 p. Dissertação (Mestrado em Engenharia Metalúrgica e de Minas) – Universidade Federal de Minas Gerais, Belo Horizonte. 2003.
SINDICATO DA INDÚSTRIA DE CERÂMICA VERMELHA [SINDICER]. Disponível em: http://www.sindicermf.com.br/. Acesso em: 05 de jan. 2011.
SANTOS, I. S; SILVA, N, I, W. Manual de cerâmica vermelha. Porto Alegre: SEBRAE/RS, 1995. 56 p.
SERVIÇO BRASILEIRO DE APOIO ÀS MICRO E PEQUENAS EMPRESAS [SEBRAE]. Cerâmica Vermelha – Estudos de Mercado SEBRAE / ESPM 2008. Sumário Executivo. São Paulo, São Paulo. 2008.
SERVIÇO NACIONAL DE APRENDIZADO INDUSTRIAL [SENAI]. Produção mais Limpa – Eficiência Ambiental e Aumento de Produtividade e Faturamento no Setor Cerâmico. Centro de Treinamento e Assistência às Empresas-CETAE - Laboratório de Cerâmica Vermelha, Fortaleza/CE.
feam
134
________.Processo de queima no Brasil. Núcleo de Tecnologia Cerâmica. São Bernardo do Campo. São Paulo.
SISTEMA INTEGRADO DE INFORMAÇÃO AMBIENTAL. Consulta interna: Disponível em: <http://www.siam.mg.gov.br/siam/analise/>. Belo Horizonte, 2008-2009.
SOUZA, R.B. Redução do ciclo de queima e do consumo de energia na queima de cerâmica vermelha. In: Congresso Brasileiro de Cerâmica, 35, 1991. Belo Horizonte. Anais...São Paulo: Associação Brasileira de Cerâmica. 1991. v.2. p 842-849.
STACHERA JR. T. & CASAGRANDE JR. E. F. Avaliação de Emissões de CO2 na Construção Civil: Um Estudo de Caso da Habitação de Interesse Social no Paraná. In: IX Encontro Nacional Sobre Gestão Empresarial e Meio Ambiente. Curitiba, Novembro de 2007.
SUPERINTENDÊNCIA DO DESENVOLVIMENTO DO NORDESTE [SUDENE] & INSTITUTO DE TECNOLOGIA DE PERNAMBUCO [ITEP]. Conservação de energia do setor industrial: cerâmica estrutural. Recife, Pernambuco, 1988.
VICENZI, J. Efeito da Adição de Chamota em uma massa Ceramica de Argila Vermelha. Dissertação (Mestrado em Engenharia). Universidade Federal do Rio Grande do Sul. Porto Alegre, 1999.
VERÇOZA, E. J. Materiais de construção. V. I e II. 3ª Ed. Porto Alegre: Sabra, 1987.

feam
135
ANEXOS
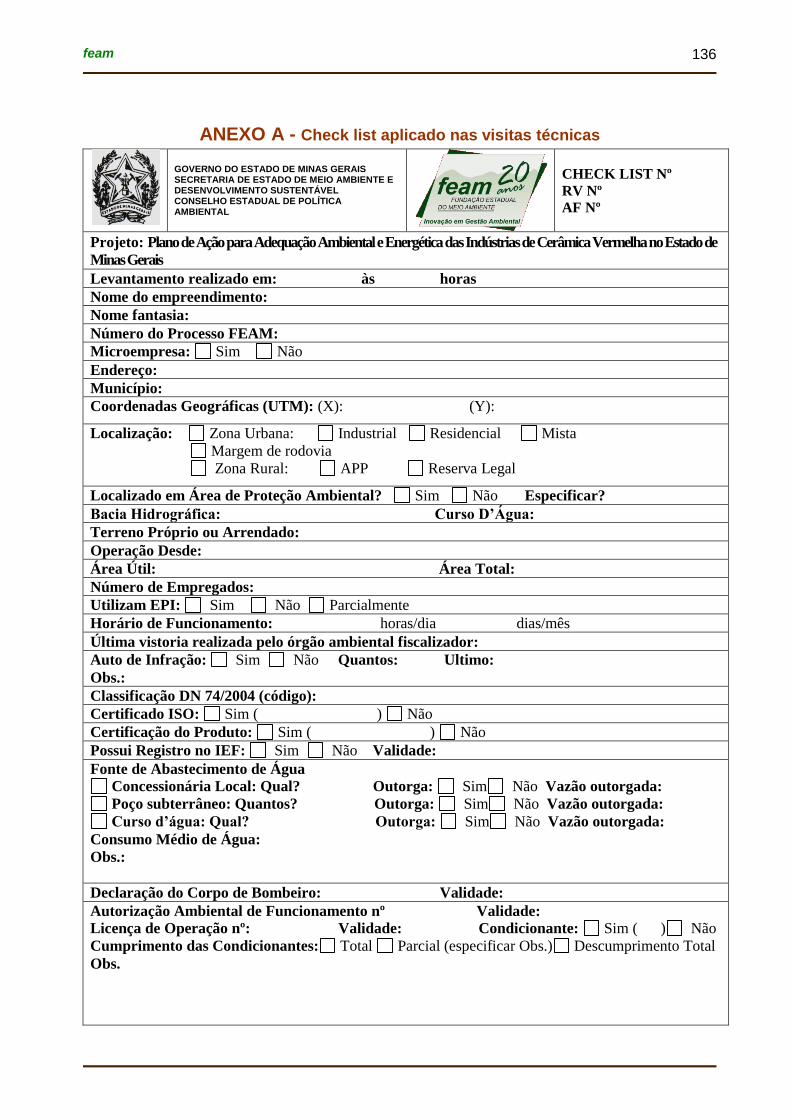
feam
136
ANEXO A - Check list aplicado nas visitas técnicas
GOVERNO DO ESTADO DE MINAS GERAIS SECRETARIA DE ESTADO DE MEIO AMBIENTE E DESENVOLVIMENTO SUSTENTÁVEL CONSELHO ESTADUAL DE POLÍTICA AMBIENTAL
CHECK LIST Nº
RV Nº
AF Nº
Projeto: Plano de Ação para Adequação Ambiental e Energética das Indústrias de Cerâmica Vermelha no Estado de
Minas Gerais
Levantamento realizado em: às horas
Nome do empreendimento:
Nome fantasia:
Número do Processo FEAM:
Microempresa: Sim Não
Endereço:
Município:
Coordenadas Geográficas (UTM): (X): (Y):
Localização: Zona Urbana: Industrial Residencial Mista
Margem de rodovia
Zona Rural: APP Reserva Legal
Localizado em Área de Proteção Ambiental? Sim Não Especificar?
Bacia Hidrográfica: Curso D’Água:
Terreno Próprio ou Arrendado:
Operação Desde:
Área Útil: Área Total:
Número de Empregados:
Utilizam EPI: Sim Não Parcialmente
Horário de Funcionamento: horas/dia dias/mês
Última vistoria realizada pelo órgão ambiental fiscalizador:
Auto de Infração: Sim Não Quantos: Ultimo:
Obs.:
Classificação DN 74/2004 (código):
Certificado ISO: Sim ( ) Não
Certificação do Produto: Sim ( ) Não
Possui Registro no IEF: Sim Não Validade:
Fonte de Abastecimento de Água
Concessionária Local: Qual? Outorga: Sim Não Vazão outorgada:
Poço subterrâneo: Quantos? Outorga: Sim Não Vazão outorgada:
Curso d’água: Qual? Outorga: Sim Não Vazão outorgada:
Consumo Médio de Água:
Obs.:
Declaração do Corpo de Bombeiro: Validade:
Autorização Ambiental de Funcionamento nº Validade:
Licença de Operação nº: Validade: Condicionante: Sim ( ) Não
Cumprimento das Condicionantes: Total Parcial (especificar Obs.) Descumprimento Total
Obs.
feam
137
Número de Fornos (Tipo):
Capacidade Total Instalada (t/mês) e/ou (unidades/mês):
Produção Média (t/mês) e/ou (unidades/mês):
Produção de Cerâmica em 2009(t) e/ou (unidades):
Produto (Dimensões): Blocos ( ); Telhas ( );
Lajotas ( ); Tijolos ( );
Tubos ( )
Preço:
Destino:
Classificação do produto quando utilizado resíduos como matérias-primas (ABNT):
Obs.:
ARGILA
TIPO DE ARGILA
Quantidade de Argila Plástica (%):
Quantidade de Argila Não plástica (%):
EXTRAÇÃO DA ARGILA
Própria Terceiros
Localização da extração:
Extração regularizada: Sim Não
Consumo mensal de argila (t):
Consumo em 2009 (t):
Consumo de argila por tonelada de cerâmica (t/t) e/ou t/unidades:
Preço de compra (t):
ARMAZENAMENTO
Fechado Semi-aberto Ao ar livre
Sistema de Controle: Sim Não Especificar:
Obs.:
COMBUSTÍVEL
COMBUSTÍVEL UTILIZADO 1:
Consumo mensal (m3):
Consumo 2009 (m3):
Consumo do combustível (m3/t de cerâmica):
COMBUSTÍVEL UTILIZADO 2:
Consumo mensal (m3):
Consumo 2009 (m3):
Consumo do combustível (m3/t de cerâmica):
COMBUSTÍVEL UTILIZADO 3:
Consumo mensal (m3):
Consumo 2009 (m3):
Consumo do combustível (m3/t de cerâmica):
Óleo Combustível para abastecimento de veículos ou máquinas
Armazena: Sim Não
Armazenamento: Tanque Tambor Coberto Piso impermeável Bacia contenção
Capacidade (m3) ou (L):
Licenciado: Sim Não
Obs.:
feam
138
PÓ DE BALÃO
Utilização de Pó de Balão: Sim Não
Consumo mensal (t):
Preço de compra (t):
Consumo em 2009 (t):
Quantidade utilizada na carga (%):
Fornecedor:
Manuseio Pó de Balão:
Caçamba Pá carregadeira Caminhão Correia transportadora
Sistema de Armazenamento: Silo Galpão Caçamba Diretamente no solo
Outros ( )
Capacidade:
Performance: Satisfatória Razoável Insatisfatória
Quantidade Estocada:
Obs.:
Utilização de outro resíduo na mistura da carga: Sim Não Especificar:
Consumo mensal (t):
Preço de compra (t):
Quantidade utilizada na carga (%):
Fornecedor:
Sistema de Armazenamento:
Obs.:
Consumo de energia elétrica (kWh):
Consumo de água na fabricação das cerâmicas (m3/t):
PROCESSO
QUEIMA
Quantidade queimada por ciclo:
Duração do ciclo:
Temperatura:
Obs.:
SECAGEM
Instalação:
Duração:
Temperatura:
Obs.:
ARMAZENAMENTO DO PRODUTO
Galpão: fechado Semi-aberto Ao ar livre
Obs.:
MONITORAMENTO DO PRODUTO
Visual: Sim Não
Ensaios Físicos: Sim Não Especificar: Período:
Obs.:
feam
139
EFLUENTES ATMOSFÉRICOS
FORNOS
Sistema de Controle: Sim Não Especificar:
Performance visual das emissões na chaminé: Satisfatória Razoável Insatisfatória
Monitoramento: Sim Não Resultados atendem a legislação: Sim Não
Percentual de CO2 no gás do forno:
Obs.:
EFLUENTES LÍQUIDOS
EFLUENTES SANITÁRIOS
Instalação: Tanque séptico Filtro ETE Outro (Especificar):
Destino Final: Sumidouro Rede Municipal Drenagem natural Córrego Outros
Monitoramento: Sim Não Resultados atendem a legislação: Sim Não Parcialmente
Obs.:
ÁGUAS PLUVIAIS
Instalação: Canaletas Caixas de decantação ( ) Bacias de Decantação ( )
Bacias de decantação impermeabilizadas: Sim Não
Destino Final: Rede municipal Córrego Drenagem natural Outros (Especificar):
Performance visual: Satisfatória Razoável Insatisfatória
Monitoramento: Sim Não Resultados atendem a legislação: Sim Não Parcialmente
Obs.:
EFLUENTES DA OFICINA MECÂNICA (Lavagem de Peças ou Veículos)
Instalação: Destino Final: Rede Municipal Córrego Drenagem natural Outros
Perfermonce Visual: Satisfatória Razoável Insatisfatória
Monitoramento: Sim Não Resultados atendem a legislação: Sim Não Parcialmente
Obs.:
RESÍDUOS
CINZAS
Sistema de Armazenamento: Silo Galpão Caçamba Diretamente sobre o solo Outros
(Especificar):
Performance: Satisfatória Razoável Insatisfatória
Destino Final: Venda Doação Reutilização Especificar destino:
Quantidade Estocada:
Caracterização do resíduo (Classificação ABNT-NBR 10.004):
Quantidade gerada por tonelada de cerâmica (t/t) e/ou (t/unidades):
Obs.:
PRODUTOS DANIFICADOS (FORA DE ESPECIFICAÇÃO)
Sistema de Armazenamento: Silo Galpão Caçamba Diretamente no solo Outros
(Especificar)
Performance: Satisfatória Razoável Insatisfatória
Destino Final: Venda Doação Reutilização Especificar destino:
Quantidade Estocada:
Caracterização do resíduo (Classificação ABNT-NBR 10.004):
Quantidade gerada por tonelada de cerâmica (t/t) e/ou (t/tijolos):
Obs.:

feam
140
MATERIAL CRU FORA DE CONFORMIDADE
Sistema de Armazenamento:
Destino Final: Venda Doação Reutilização Especificar destino:
Quantidade Estocada:
Caracterização do resíduo (Classificação ABNT-NBR 10.004):
Quantidade gerada por tonelada de cerâmica (t/t) e/ou (t/tijolos):
Obs.:
OUTROS RESÍDUOS
Especificar:
Sistema de Armazenamento:
Performance: Satisfatória Razoável Insatisfatória
Destino final:
Caracterização do resíduo (Classificação ABNT-NBR 10.004):
Quantidade gerada por tonelada de cerâmica (t/t) e/ou (t/tijolos):
Obs.:
VIBRAÇÕES/RUÍDOS
Principais fontes:
Medidas mitigadoras:
Monitoramento: Sim Não Resultados atendem a legislação: Sim Não Parcialmente
Obs.:
ÁREAS VERDES
Cinturão Verde
Existente: Sim Não Quantidade: Satisfatória Razoável Insatisfatória
Obs.:
Jardins Paisagísticos
Existente: Sim Não Quantidade: Satisfatória Razoável Insatisfatória
Obs.:
SISTEMA VIÁRIO E PÁTIOS
Vias delimitadas: Sim Não Parcialmente
Vias sinalizadas: Sim Não Parcialmente
Vias pavimentadas: Sim Não Parcialmente
Pátios delimitados: Sim Não Parcialmente
Pátios pavimentados: Sim Não Parcialmente
Tem varrição: Sim Não Aspersão das vias: Sim Não Tipo: pipa fixa
Performance: Satisfatória Razoável Insatisfatória
Acúmulo de pó nas vias: Sim Não Alguns pontos isolados
Obs:
Observações Gerais:
Nome do representante da empresa:
Cargo: Assinatura:
Nome do Técnico da FEAM: Assinatura:

feam
141
ANEXO B - Localização das cerâmicas vermelhas de Minas Gerais por bacia hidrográfica

feam
142
ANEXO C - Localização das cerâmicas vermelhas de Minas Gerais por SUPRAMs



















