Sumário · 2018-08-11 · REQUISITOS GERAIS ... 9.4.1 Informações de aquisição ... Hierarquia...
72
Sumário 1. INTRODUÇÃO ................................................................................................................... 3 1.1. Generalidades ................................................................................................................... 3 2. Abordagem do processo .................................................................................................. 3 2.1 Relação com a ABNT NBR ISO 9004 .............................................................................. 5 3. COMPATIBILIDADE COM OUTROS SISTEMAS DE GESTÃO .............................. 5 4. ESCOPO .............................................................................................................................. 6 5. REFERÊNCIA NORMATIVA .......................................................................................... 6 6. REQUISITOS GERAIS...................................................................................................... 7 6.1. REQUISITOS DE DOCUMENTAÇÃO ....................................................................... 8 6.1.1. Generalidades ............................................................................................................ 8 6.1.2. Manual da Qualidade................................................................................................ 9 6.1.3. Controle de Documentos ........................................................................................ 10 6.1.4. Controle de Registros .............................................................................................. 12 7. RESPONSABILIDADE DA DIREÇÃO ................................................................................ 14 7.1. Comprometimento da Direção ...................................................................................... 14 7.2. Foco no cliente................................................................................................................. 14 7.3. Política da Qualidade ..................................................................................................... 15 7.4 Planejamento ................................................................................................................... 15 7.4.1 Objetivos da qualidade ............................................................................................ 15 7.4.2 Planejamento do sistema de gestão da qualidade .................................................. 16 7.5. Responsabilidade, autoridade e comunicação ............................................................. 16 7.5.1 Responsabilidades e autoridade .............................................................................. 16 7.5.2 Representante da Direção........................................................................................ 16 7.5.3 Comunicação Interna ............................................................................................... 18 7.5.4. Generalidades .......................................................................................................... 18 7.5.5 Entradas para a análise crítica ............................................................................... 18 7.5.6 Saídas da análise Crítica .......................................................................................... 19 8. GESTÃO DE RECURSOS ..................................................................................................... 19 8.1 - Provisão de Recursos .................................................................................................... 19 8.2 Recursos humanos ........................................................................................................... 19 8.2.1 Generalidades ........................................................................................................... 19 8.2.2 Competência, Conscientização e Treinamento ...................................................... 19 8.3 Infraestrutura .................................................................................................................. 21
Transcript of Sumário · 2018-08-11 · REQUISITOS GERAIS ... 9.4.1 Informações de aquisição ... Hierarquia...
Sumário 1. INTRODUÇÃO ................................................................................................................... 3
1.1. Generalidades ................................................................................................................... 3
2. Abordagem do processo .................................................................................................. 3
2.1 Relação com a ABNT NBR ISO 9004 .............................................................................. 5
3. COMPATIBILIDADE COM OUTROS SISTEMAS DE GESTÃO .............................. 5
4. ESCOPO .............................................................................................................................. 6
5. REFERÊNCIA NORMATIVA .......................................................................................... 6
6. REQUISITOS GERAIS ...................................................................................................... 7
6.1. REQUISITOS DE DOCUMENTAÇÃO ....................................................................... 8
6.1.1. Generalidades ............................................................................................................ 8
6.1.2. Manual da Qualidade ................................................................................................ 9
6.1.3. Controle de Documentos ........................................................................................ 10
6.1.4. Controle de Registros .............................................................................................. 12
7. RESPONSABILIDADE DA DIREÇÃO ................................................................................ 14
7.1. Comprometimento da Direção ...................................................................................... 14
7.2. Foco no cliente ................................................................................................................. 14
7.3. Política da Qualidade ..................................................................................................... 15
7.4 Planejamento ................................................................................................................... 15
7.4.1 Objetivos da qualidade ............................................................................................ 15
7.4.2 Planejamento do sistema de gestão da qualidade .................................................. 16
7.5. Responsabilidade, autoridade e comunicação ............................................................. 16
7.5.1 Responsabilidades e autoridade .............................................................................. 16
7.5.2 Representante da Direção ........................................................................................ 16
7.5.3 Comunicação Interna ............................................................................................... 18
7.5.4. Generalidades .......................................................................................................... 18
7.5.5 Entradas para a análise crítica ............................................................................... 18
7.5.6 Saídas da análise Crítica .......................................................................................... 19
8. GESTÃO DE RECURSOS ..................................................................................................... 19
8.1 - Provisão de Recursos .................................................................................................... 19
8.2 Recursos humanos ........................................................................................................... 19
8.2.1 Generalidades ........................................................................................................... 19
8.2.2 Competência, Conscientização e Treinamento ...................................................... 19
8.3 Infraestrutura .................................................................................................................. 21
8.4 Ambiente de Trabalho .................................................................................................... 22
9. REALIZAÇÃO DO PRODUTO ............................................................................................. 22
9.1. Planejamento da realização do produto ....................................................................... 22
9.2. Processos relacionados a clientes .................................................................................. 30
9.2.1. Determinação de requisitos relacionados ao produto .......................................... 30
9.2.2. Análise crítica dos requisitos relacionados ao produto ........................................ 31
9.2.3. Comunicação com o cliente .................................................................................... 33
9.3. Projeto e desenvolvimento ............................................................................................. 34
9.3.1 Planejamento de projeto e desenvolvimento .......................................................... 34
9.3.2 Entradas de projeto e desenvolvimento .................................................................. 36
9.3.3 Saídas de projeto e desenvolvimento ...................................................................... 40
9.3.4 Análise crítica de projeto e desenvolvimento ......................................................... 41
9.3.5 Verificação de projeto e desenvolvimento .............................................................. 41
9.3.6 Validação de projeto e desenvolvimento ................................................................ 42
9.3.7 Controle de alterações de projeto e desenvolvimento ........................................... 42
9.4. Processo de aquisição ..................................................................................................... 43
9.4.1 Informações de aquisição ......................................................................................... 46
NOME DA EMPRESA ............................................................................................................... 47
REQUISIÇÃO DE COMPRA .............................................................................................. 47
9.4.2 Verificação do produto adquirido........................................................................... 48
9.5 Produção e prestação de serviço .................................................................................... 50
9.5.1 Controle de produção e prestação de serviço ........................................................ 50
9.5.2 Validação dos processos de produção e prestação de serviço ............................... 54
9.5.3 Identificação e rastreabilidade ................................................................................ 55
9.5.4 Propriedade do cliente ............................................................................................. 57
9.5.5. Preservação do produto .......................................................................................... 58
10. MEDIÇÃO, ANÁLISE E MELHORIA ................................................................................ 59
10.1 Generalidades ................................................................................................................ 59
10.2 Monitoramento e medição ............................................................................................ 60
10.2.1 Satisfação do cliente ............................................................................................... 60
10.2.2 Auditoria interna .................................................................................................... 62
10.2.3 Monitoramento e medição de processos ............................................................... 65
10.2.4 Monitoramento e medição de produto ................................................................. 68
10.3 Controle de produto não conforme .............................................................................. 69
10.4 Análise de dados ............................................................................................................ 70

10.5 Melhoria ......................................................................................................................... 71
10.5.1 Melhoria contínua .................................................................................................. 71
3
1. INTRODUÇÃO
1.1. Generalidades
Propor como que a norma e quesitos serão trabalhados e aplicados no começo
para cada setor.
A malharia Cativa Malhas, busca coma a implementação do SGQ, a garantia da
satisfação do consumidor para o acesso ao produto final, buscando a padronização dos
produtos e garantindo maior qualidade, com isso o empreendimento possui uma boa
visão no mercado, e com foco na melhoria continua.
O foco do SGQ será no processo inteiro, sendo este que gera o produto final, que
é destinado ao consumidor.
Os produtos seguem alguns critérios pré-estabelecidos no empreendimento onde,
estas informações devem ser detalhadas e documentadas pela alta direção, para servir de
fonte de geração do produto, e quaisquer resíduo gerado durante o processo, é
importante também destacar as características quali-quantitativas do produto, buscando
assim que o produto fabricado seja de boa qualidade e que atenda a exigência da
clientela.
A preocupação com a saúde e segurança ocupacional tem que abranger uma
certa preocupação pelos riscos apresentados no local, onde estas devem estar visíveis no
empreendimento, tanto para o colaborador, quanto para o cliente, pode-se deixar visível
no local o manual de instruções, certificado de qualidade, etc.
Em relação aos EPIs, eles devem ser fornecidos diretamente ao colaborador,
para preservar a sua saúde e segurança ocupacional, onde os principais a serem
fornecidos serão: luva de metal, máscara com filtro e protetores auriculares.
O local é adaptado, onde necessita de algumas modificações no Layout do
ambiente.
2. Abordagem do processo
Neste procedimento de abordagem pode-se incluir o processo de melhoria
continua, Plan- Do-Check-Act- para todos os processos, onde está planejado a seguir:
4
ETAPAS PROCEDIMENTO
1. Etapa PLAN – PLANEJAR
Melhorar a qualidade do produto com foco
no cliente, inspecionando os processos, planejar a
aquisição de novo maquinário, planejar a venda
das maquinas antigas.
2. Etapa DO – FAZER Conduzir o plano e anotar as conduções.
3. Etapa CHECK – VERIFICAR Verificação através da Auditoria e controle
de documentos e registros.
4. Etapa ACT – AGIR
Realizar a análise crítica do ciclo e
estabelecer um plano de ação para implementação
de ações que devam ser tomadas após as
conclusões obtidas com o estudo do ciclo,
estabelecendo melhoria ou não.
Tabela 1. Planejamento do processo de melhoria contínua PDCA
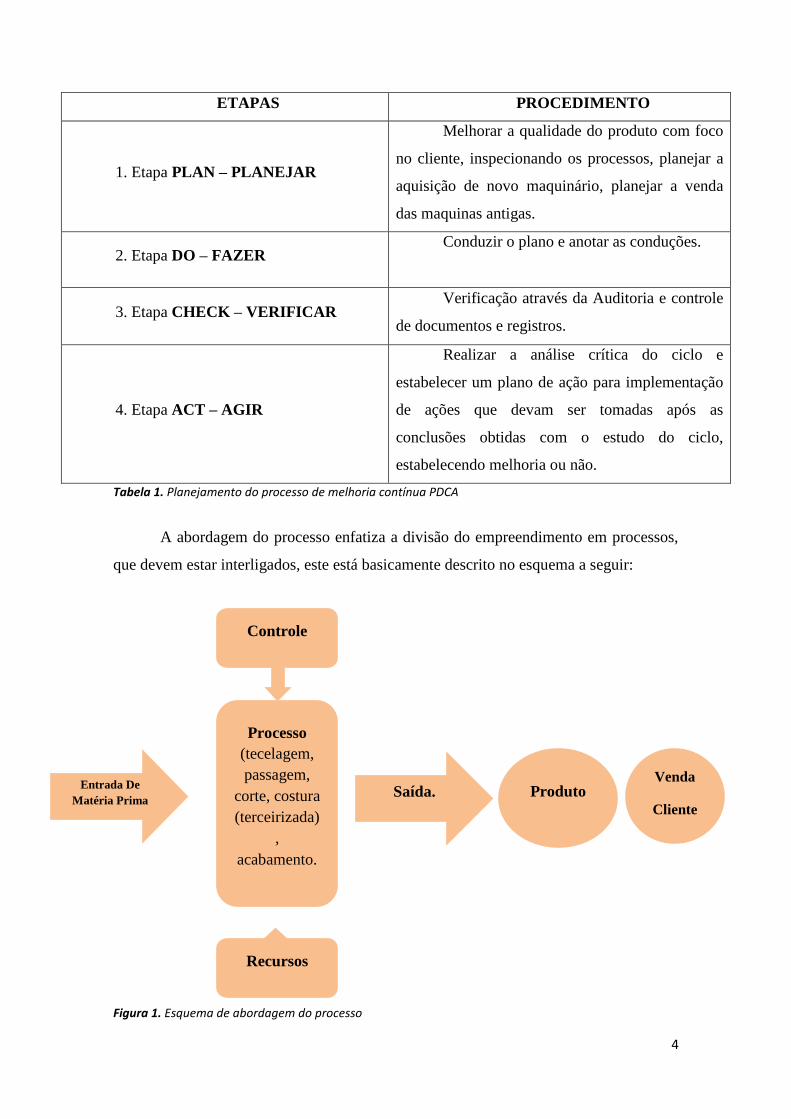
A abordagem do processo enfatiza a divisão do empreendimento em processos,
que devem estar interligados, este está basicamente descrito no esquema a seguir:
Figura 1. Esquema de abordagem do processo
Entrada De
Matéria Prima
Controle
Processo
(tecelagem,
passagem,
corte, costura
(terceirizada)
,
acabamento.
Recursos
Saída. Produto Venda
Cliente
5
2.1 Relação com a ABNT NBR ISO 9004
Estas normas têm relação, por se tratarem da gestão de qualidade nas empresas,
porém a ISO 9004 fornece uma visão mais ampla sobre a mesma, além que denota sobre
a sustentação da empresa no mercado.
Portanto se a empresa deseja somente o certificado de gestão de qualidade, ele
tem que atentar-se para implantação dos requisitos da ISO 9001, e se optar por uma
gestão de sucesso sustentado, o empreendimento tem que atentar-se as recomendações
da ISO 9004.
Essa ISO 9004 estabelece alguns objetivos mínimos, como orientar sobre atingir
um sucesso sustentado, o empreendimento deve ter um foco mais amplo na gestão,
focar em atender as necessidades não só no cliente, mas também de todas as partes
interessadas e envolvidas do empreendimento.
Diferente da ISO 9001, a ISO 9004 não possui certificação, mesmo sendo
adotada na integra, por isso é ignorada por completo, porem ela é importante devido ao
detalhamento para assegurar uma gestão de sucesso, que esta descreve.
Essas normativas, como já mencionado, são normas de sistema de gestão da
qualidade, que foram unicamente projetadas para complementar uma a outra, porém,
podem ser usadas independentemente.
No caso da Malharia Cativa Malhas será aplicado a ISO 9001, que busca a
gestão da qualidade do mesmo.
3. COMPATIBILIDADE COM OUTROS SISTEMAS DE GESTÃO
O Sistema de Gestão de qualidade tem a capacidade de trabalhar em conjunto
com outras normativas, sendo a principal a que se trata do Sistema de Gestão
Ambiental, que é estabelecida na ISSO 14001. Estas ferramentas geralmente são
trabalhadas em conjunto, pois requisitos de uma complementam a outra.
Além desta, outras podem ser consideradas, como por exemplo, a OHSAS
18001 que define os requisitos mínimos para melhores práticas em gestão de saúde e
segurança ocupacional, outro exemplo é a SA 8000 ou NBR 16001 que estabelece
requisitos mínimos para o Sistema de Gestão de Responsabilidade Social, e também
6
com a NR-9 que estabelece a obrigatoriedade da elaboração e implementação do
Programa de prevenção de riscos ambientais (PPRA).
4. ESCOPO
O foco da implantação do SGQ será na produção de blusas femininas de tricô,
ou seja, como gera um único produto, será englobado o processo completo, para
implementação do mesmo.
Melhora na fabricação das peças.
Aquisição de maquinário novo.
Melhora na qualidade.
Foco no cliente.
Interação com o normativo estabelecido.
Busca da Certificação
5. REFERÊNCIA NORMATIVA
São mencionadas a seguir normas relacionadas com qualidade, que se
relacionam entre si:
ABNT NBR ISO 9000-Sistemas
de gestão da qualidade
Fundamentos e vocabulário, que
descreve os fundamentos de sistema de
gestão da qualidade e estabelece
terminologia para estes sistemas.
ABNT NBR ISSO 9001,
Foi a utilizada para o documento,
onde especifica requisitos para um sistema
de gestão de qualidade, onde uma
organização precisa demonstrar sua
capacidade para fornecer produtos que
atendam aos requisitos do cliente e os
requisitos regulamentares aplicados, e
objetiva aumentar a satisfação do cliente.
ABNT NBR ISSO 9004- Diretrizes que consideram tanto a
eficácia como a eficiência do sistema de
7
gestão da qualidade. O objetivo desta
norma é melhorar o desempenho da
organização e a satisfação dos clientes e
das outras partes interessadas.
ABNT NBR ISSO 19011-
Diretrizes sobre auditoria de
sistemas de gestão da qualidade e
ambiental
Tabela 2. Referência normativa relacionadas ao SGQ
6. REQUISITOS GERAIS
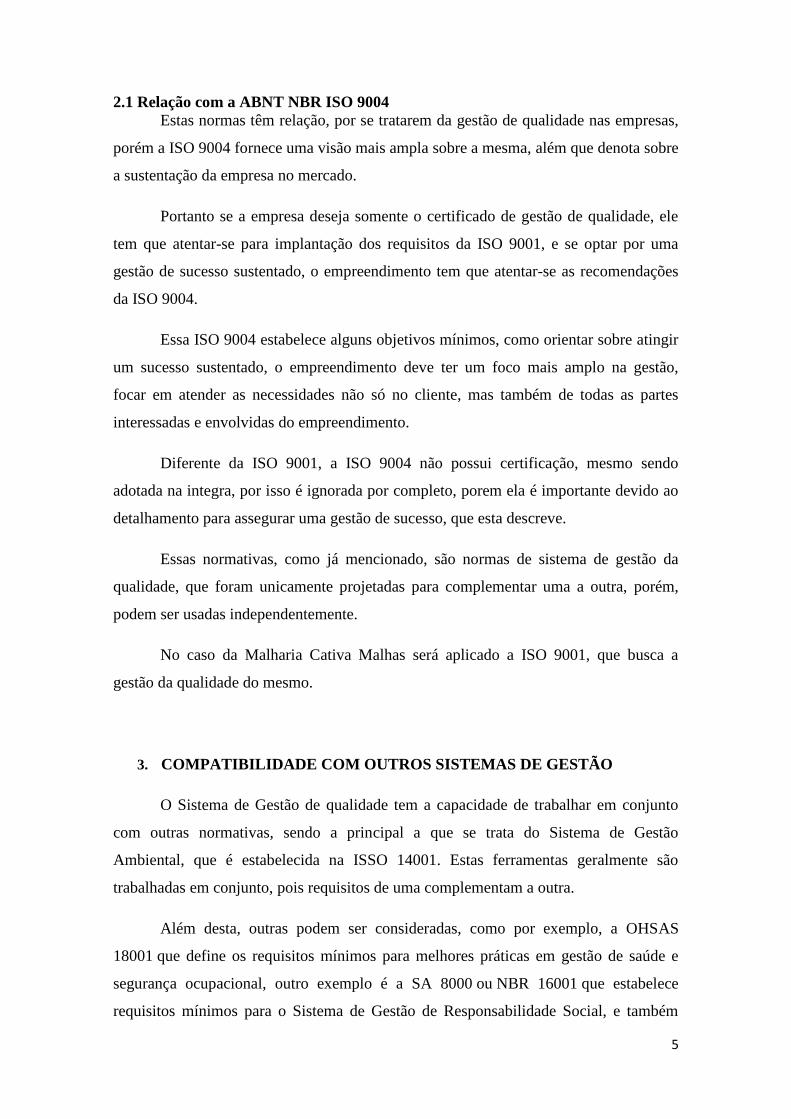
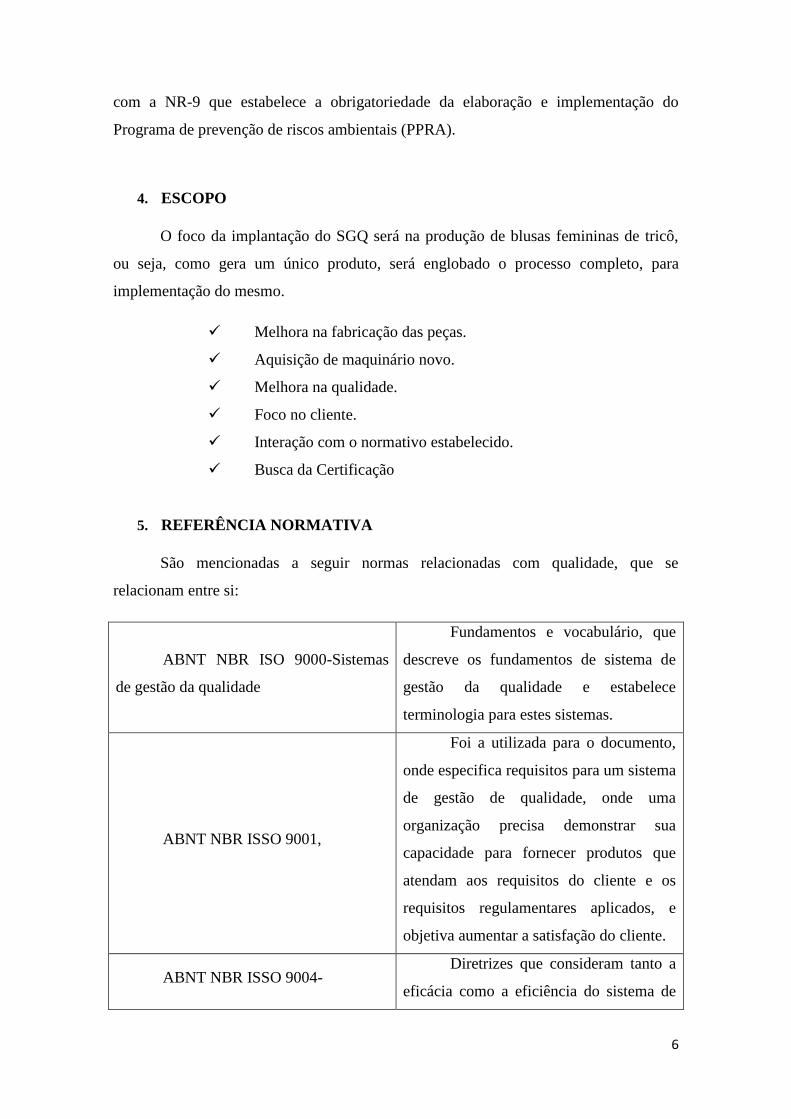
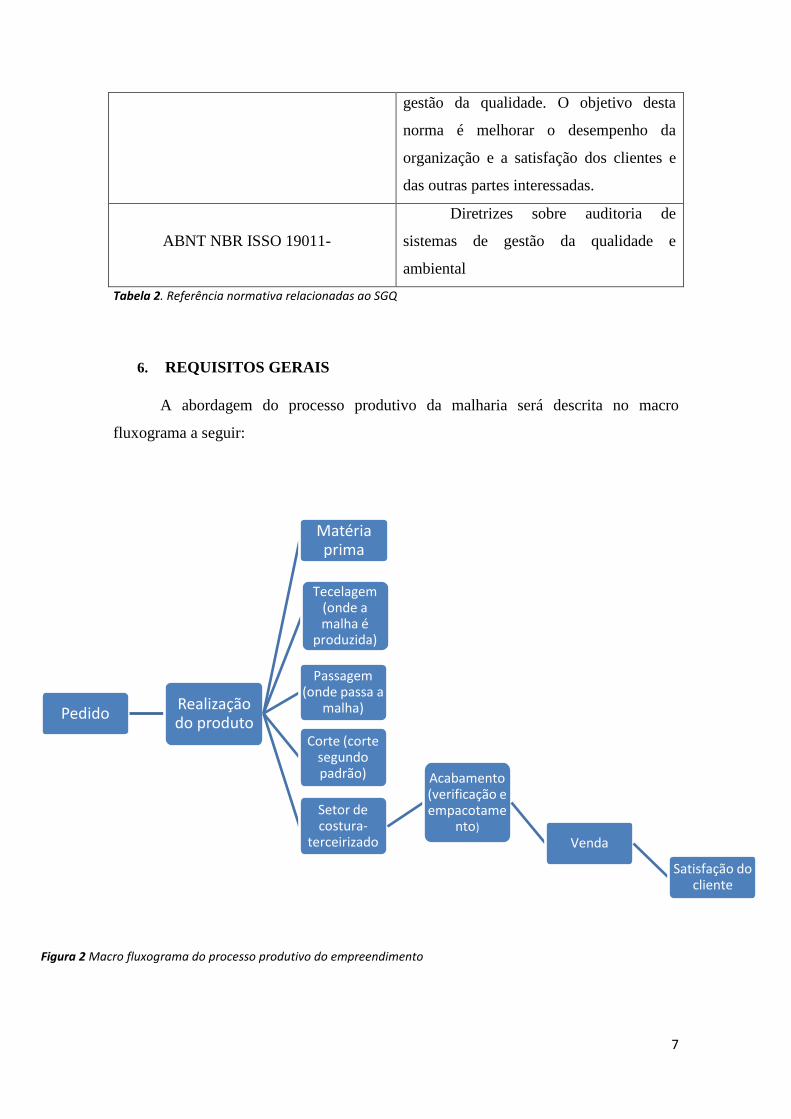
A abordagem do processo produtivo da malharia será descrita no macro
fluxograma a seguir:
Figura 2 Macro fluxograma do processo produtivo do empreendimento
Pedido Realização do produto
Tecelagem (onde a malha é
produzida)
Passagem (onde passa a
malha)
Corte (corte segundo padrão)
Matéria prima
Setor de costura-
terceirizado
Acabamento (verificação e empacotame
nto)
Venda
Satisfação do cliente
8
Antes de realizar a produção é necessário ter a análise dos pedidos, neste item
será especificada a quantidade que o comprador deseja, modelo (cores) e tamanho. Feito
esta análise, o pedido prosseguirá para os setores de produção.
Para a realização dos produtos é necessário a obtenção da matéria prima,
adquirida esta, ela será enviada para o setor de tecelagem onde as máquinas tecem a
linha para formar a malha, realizado esse processo a malha é encaminhada para o setor
de passagem onde o colaborador realiza a passagem da mesma, posteriormente esta é
enviada ao setor de corte onde serão cortadas seguindo o modelo desenhado do molde,
realizadas essas etapas é enviado para o setor de costura (este que será terceirizado), por
final a peça é entregue costurada e é enviada para o setor de acabamento onde realizarão
a inspeção das peças, dobragem, embalagem e empacotamento para posterior venda.
Após a venda é analisado a satisfação do cliente.
Para assegurar a eficácia da operação e o controle desses processos é necessário
que sejam seguidas instruções de trabalho conforme o item 7.1- tabela de manual de
trabalho.
6.1. REQUISITOS DE DOCUMENTAÇÃO
6.1.1. Generalidades
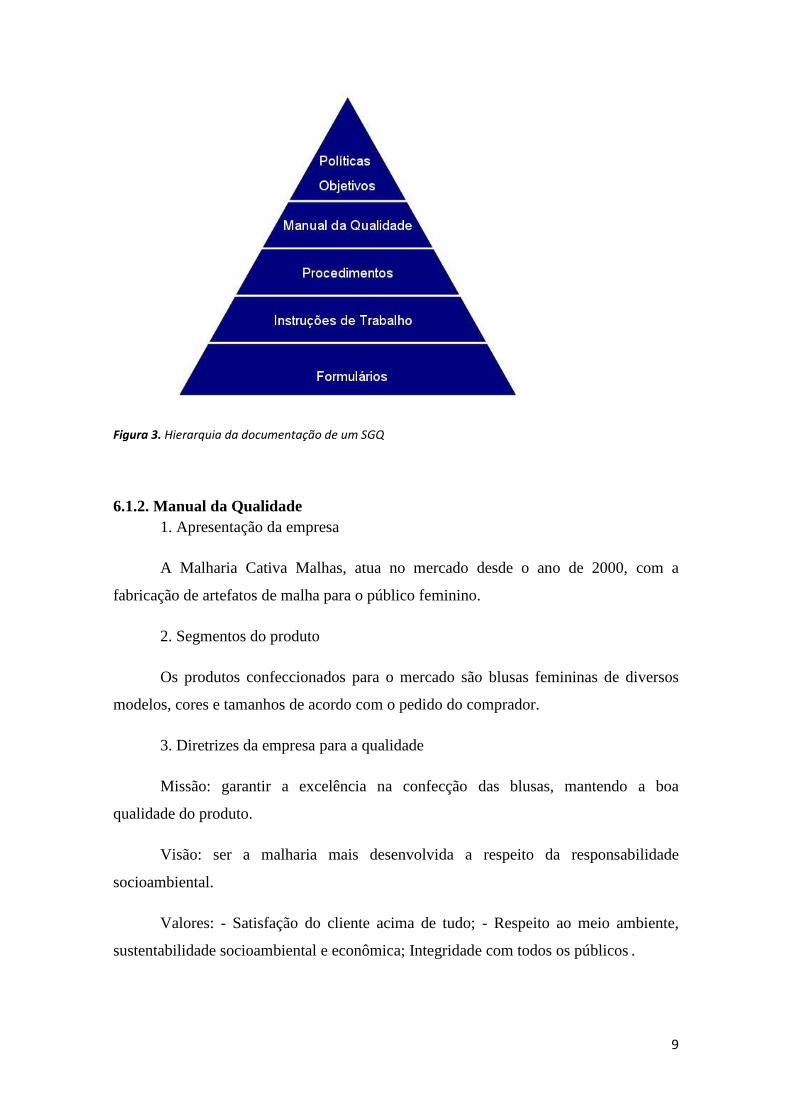
Esses documentos são as grandes evidências do planejamento da qualidade,
estão no topo da hierarquia de documentação do Sistema de Gestão da Qualidade. Eles
devem nortear todo o processo de implementação e manutenção do SGQ, é um
componente estratégico que deve ser desdobrado para os demais níveis da organização.
9
Figura 3. Hierarquia da documentação de um SGQ
6.1.2. Manual da Qualidade
1. Apresentação da empresa
A Malharia Cativa Malhas, atua no mercado desde o ano de 2000, com a
fabricação de artefatos de malha para o público feminino.
2. Segmentos do produto
Os produtos confeccionados para o mercado são blusas femininas de diversos
modelos, cores e tamanhos de acordo com o pedido do comprador.
3. Diretrizes da empresa para a qualidade
Missão: garantir a excelência na confecção das blusas, mantendo a boa
qualidade do produto.
Visão: ser a malharia mais desenvolvida a respeito da responsabilidade
socioambiental.
Valores: - Satisfação do cliente acima de tudo; - Respeito ao meio ambiente,
sustentabilidade socioambiental e econômica; Integridade com todos os públicos .
10
O representante da direção será o Tiago Henrique da Silva, quando este não tiver
disponível, a alta direção encaminhará suas devidas responsabilidades, a alta direção é
composta por Maria das Graças Santos da Silva e José Roberto da Silva.
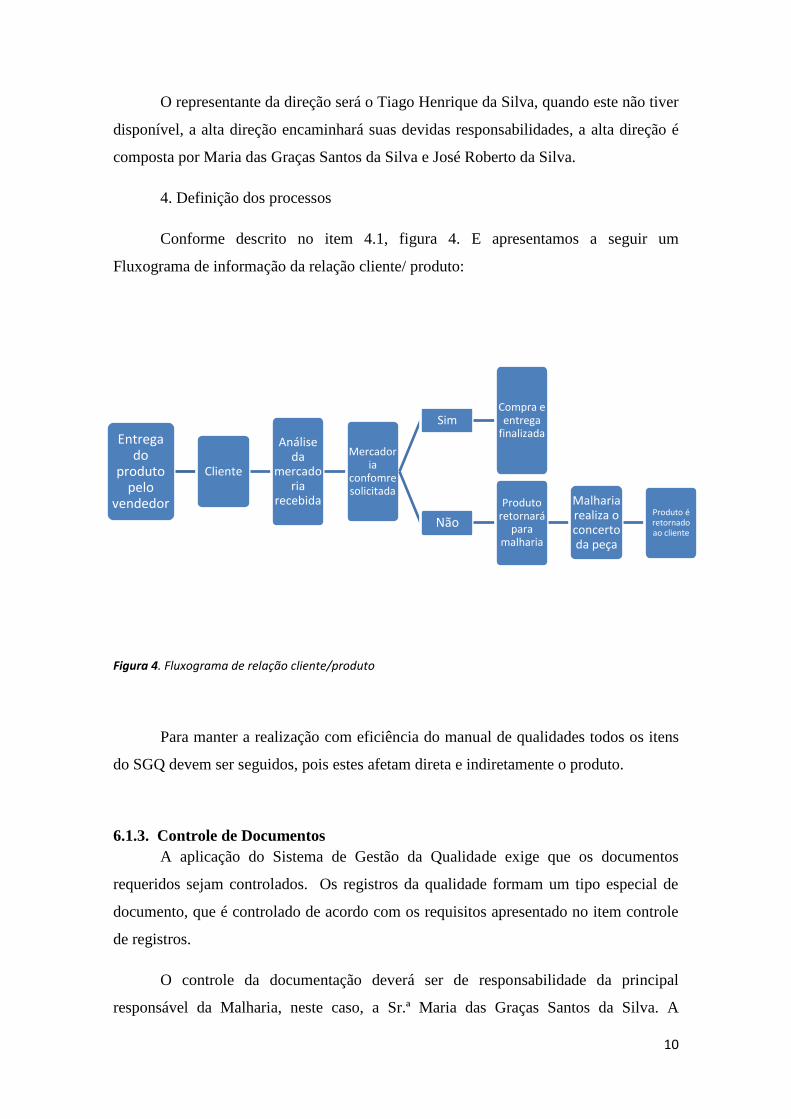
4. Definição dos processos
Conforme descrito no item 4.1, figura 4. E apresentamos a seguir um
Fluxograma de informação da relação cliente/ produto:
Figura 4. Fluxograma de relação cliente/produto
Para manter a realização com eficiência do manual de qualidades todos os itens
do SGQ devem ser seguidos, pois estes afetam direta e indiretamente o produto.
6.1.3. Controle de Documentos
A aplicação do Sistema de Gestão da Qualidade exige que os documentos
requeridos sejam controlados. Os registros da qualidade formam um tipo especial de
documento, que é controlado de acordo com os requisitos apresentado no item controle
de registros.
O controle da documentação deverá ser de responsabilidade da principal
responsável da Malharia, neste caso, a Sr.ª Maria das Graças Santos da Silva. A
Entrega do
produto pelo
vendedor
Cliente
Análise da
mercadoria
recebida
Mercadoria
confomre solicitada
Sim Compra e entrega
finalizada
Não
Produto retornará
para malharia
Malharia realiza o concerto da peça
Produto é retornado ao cliente
11
documentação será arquivada e disponíveis em CDs ou impressos guardados em pastas
dentro do escritório, contra fatores adversos como chuva, sol e umidade. As
informações serão disponibilizadas para consulta em todos os setores necessários.
Quando houver necessidade de enviar ou receber documentos, esses
procedimentos acontecerão no setor administrativo do empreendimento, devendo ser
posteriormente arquivados no escritório. No caso de envio, deverá ser gerada uma cópia
que também deverá ser arquivada para comprovar a realização da transação da
documentação.
Compete a Maria das Graças Santos da Silva guardar os documentos pelo
período de oito meses, o que corresponde ao período de temporada, estando disponíveis
para consultas e comprovação.
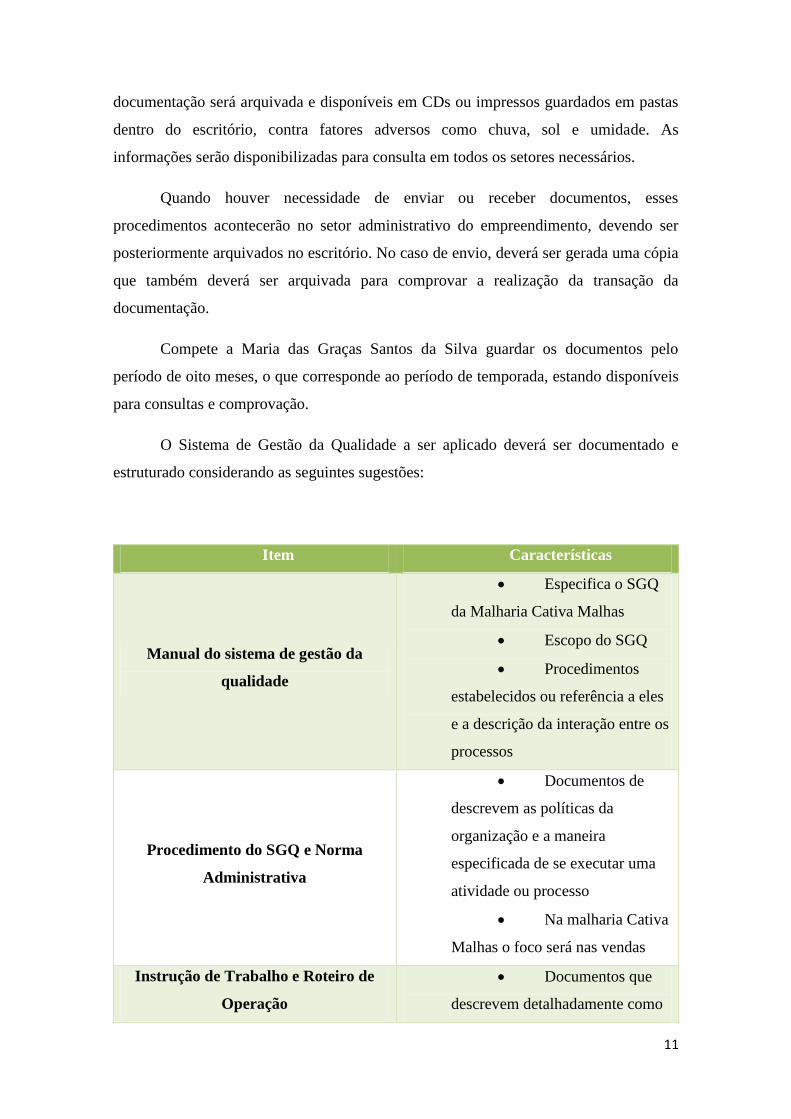
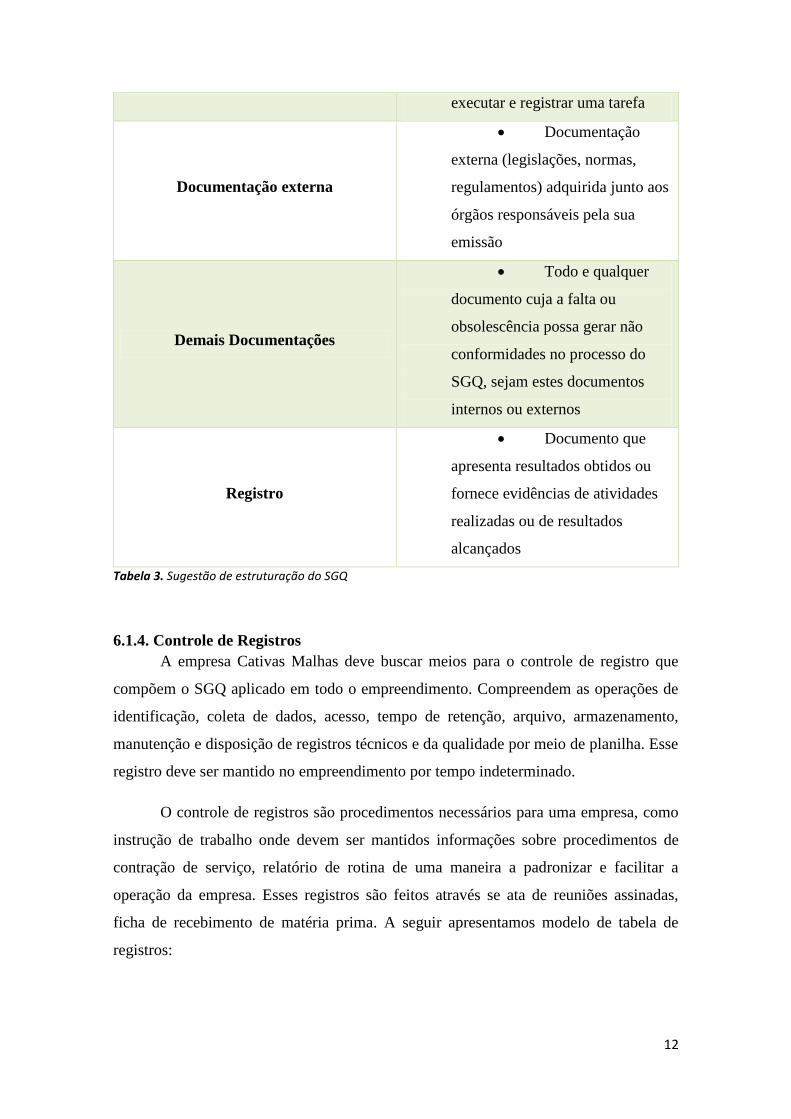
O Sistema de Gestão da Qualidade a ser aplicado deverá ser documentado e
estruturado considerando as seguintes sugestões:
Item Características
Manual do sistema de gestão da
qualidade
Especifica o SGQ
da Malharia Cativa Malhas
Escopo do SGQ
Procedimentos
estabelecidos ou referência a eles
e a descrição da interação entre os
processos
Procedimento do SGQ e Norma
Administrativa
Documentos de
descrevem as políticas da
organização e a maneira
especificada de se executar uma
atividade ou processo
Na malharia Cativa
Malhas o foco será nas vendas
Instrução de Trabalho e Roteiro de
Operação
Documentos que
descrevem detalhadamente como
12
executar e registrar uma tarefa
Documentação externa
Documentação
externa (legislações, normas,
regulamentos) adquirida junto aos
órgãos responsáveis pela sua
emissão
Demais Documentações
Todo e qualquer
documento cuja a falta ou
obsolescência possa gerar não
conformidades no processo do
SGQ, sejam estes documentos
internos ou externos
Registro
Documento que
apresenta resultados obtidos ou
fornece evidências de atividades
realizadas ou de resultados
alcançados
Tabela 3. Sugestão de estruturação do SGQ
6.1.4. Controle de Registros
A empresa Cativas Malhas deve buscar meios para o controle de registro que
compõem o SGQ aplicado em todo o empreendimento. Compreendem as operações de
identificação, coleta de dados, acesso, tempo de retenção, arquivo, armazenamento,
manutenção e disposição de registros técnicos e da qualidade por meio de planilha. Esse
registro deve ser mantido no empreendimento por tempo indeterminado.
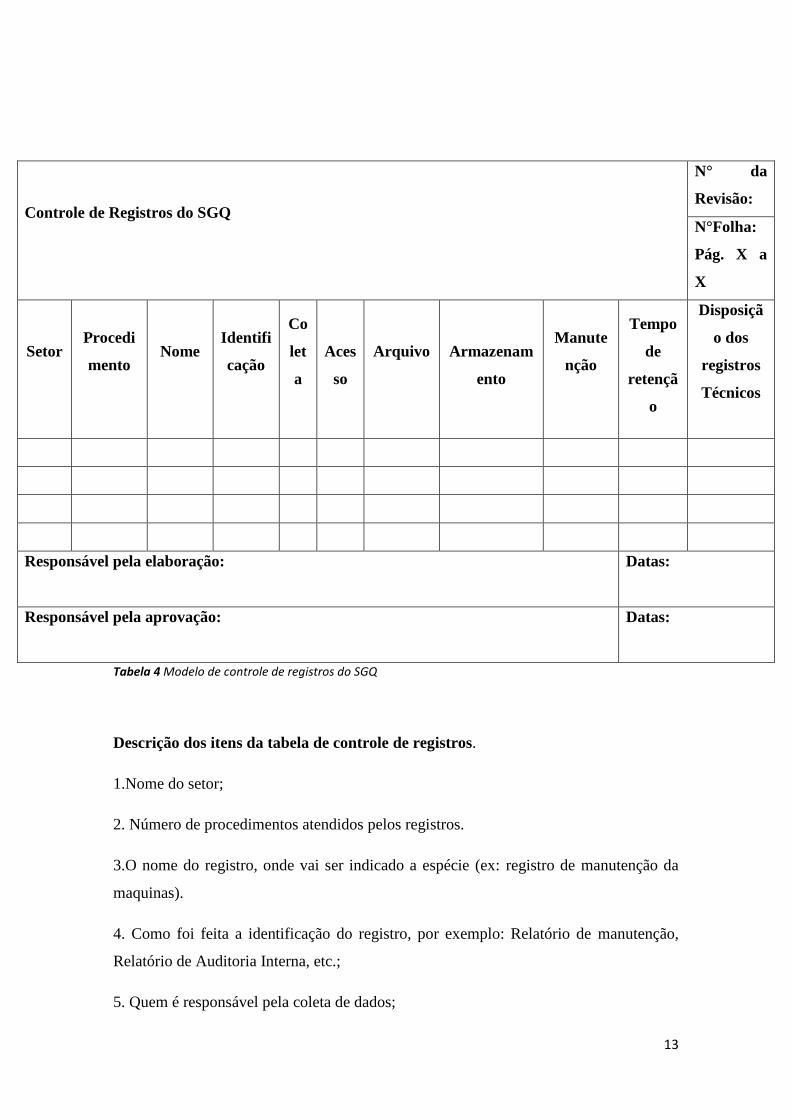
O controle de registros são procedimentos necessários para uma empresa, como
instrução de trabalho onde devem ser mantidos informações sobre procedimentos de
contração de serviço, relatório de rotina de uma maneira a padronizar e facilitar a
operação da empresa. Esses registros são feitos através se ata de reuniões assinadas,
ficha de recebimento de matéria prima. A seguir apresentamos modelo de tabela de
registros:
13
Tabela 4 Modelo de controle de registros do SGQ
Descrição dos itens da tabela de controle de registros.
1.Nome do setor;
2. Número de procedimentos atendidos pelos registros.
3.O nome do registro, onde vai ser indicado a espécie (ex: registro de manutenção da
maquinas).
4. Como foi feita a identificação do registro, por exemplo: Relatório de manutenção,
Relatório de Auditoria Interna, etc.;
5. Quem é responsável pela coleta de dados;
Controle de Registros do SGQ
N° da
Revisão:
N°Folha:
Pág. X a
X
Setor
Procedi
mento
Nome
Identifi
cação
Co
let
a
Aces
so
Arquivo
Armazenam
ento
Manute
nção
Tempo
de
retençã
o
Disposiçã
o dos
registros
Técnicos
Responsável pela elaboração:
Datas:
Responsável pela aprovação:
Datas:
14
6. Quem tem acesso ao registro;
7.Como é feito o arquivamento, (Ex: Pasta de armário ou pasta no computador.);
8. Local de armazenamento, no setor de administração, Escritório;
9.Como o registro é mantido, por exemplo: papel, cópia em papel, meio eletrônico, etc.;
10. Durante quanto tempo o registro é mantido;
11. O que fazer com este registro após o tempo de retenção, por exemplo: descarte,
backup, arquivo morto, etc.;
12. Nome e assinatura do responsável pela elaboração da tabela e controle dos registros
na área e data;
13. Nome e assinatura do responsável pela aprovação da tabela e data.
7. RESPONSABILIDADE DA DIREÇÃO
7.1. Comprometimento da Direção
Primeiramente tem que orientar e conscientizar a alta direção e depois
disseminar pela organização os fundamentos do SGQ.
No caso da malharia Cativa Malhas é a alta direção que deverá ter o
comprometimento no desenvolvimento de suas atividades, na implementação em si do
sistema de gestão de qualidade e por fim com a melhoria contínua, atendendo sempre o
que a norma pede, ou seja, está conformidade com as leis vigentes.
7.2. Foco no cliente
É de suma importância que a alta direção atenda aos requisitos dos clientes, de
modo que aumente a satisfação do mesmo, assim deverá ser sempre analisado e
realizado para que não ocorram reclamações da parte dos clientes.
É importante lembrar que para a medição da satisfação dos clientes é necessário
ouvir o cliente, ou seja, através de pesquisa para verificar se os mesmos estão de fato
satisfeitos com o produto desejado.
15
7.3. Política da Qualidade
A empresa Cativa Malhas busca determinar nas blusas de tricô oferecidas para o
mercado, buscando o respeito dos clientes por meio da aplicação da norma NBR ISO
9001 – 2008.
- Realizar a obtenção de matérias primas de qualidade e de forma racionalizada,
ou seja, que seja comprado um volume sempre referente à expectativa de vendas,
baseando-se em vendas anteriores;
- Desempenhar treinamentos e programas em cada setor de confecção, buscando
uma educação ambiental e conscientização para abordar a racionalização de todos os
recursos usados nas atividades e os recursos naturais. Os programas serão os utilizados
pelo SGA;
- Implementar o sistema de gestão de qualidade;
- Promover a melhoria contínua através do sistema de gestão para que possa
controlar e avaliar os produtos e comprometimento em atender os requisitos do cliente;
- Qualidade nas blusas de tricô feminina, para satisfação dos clientes e assim
aumentar as vendas, abrangendo a mesma no mercado de trabalho;
- Apresentar as informações das políticas para os colaboradores e clientes do
empreendimento.
7.4 Planejamento
7.4.1 Objetivos da qualidade
A qualidade é um fator de suma importância, no qual deve ser alcançado através
de metodologias e métodos gerenciais que possam melhorar desde o processo da
fabricação de um produto até a chegada do mesmo ao consumidor final.
O empreendimento tem como objetivo;
Atender a ISO 9001:2008;
Satisfação dos clientes;
Redução de custos;
Melhorar o produto final e
Aumentar as vendas
16
7.4.2 Planejamento do sistema de gestão da qualidade
O planejamento deve ser feito pela alta direção, pois é nele que estará
contido todas as atividades e o que será feito em cada uma delas, assim os colaboradores
deveram seguir esse planejamento para que possa ser atendido os objetivos que estão
contidos no item 5.4.1.
7.5. Responsabilidade, autoridade e comunicação
7.5.1 Responsabilidades e autoridade
Os representantes da alta direção têm o dever e informar a todos os seus
colaboradores de forma clara sobre suas responsabilidades e autoridades no
empreendimento.
Equipe
Representantes da alta direção Funções
Tiago Henrique da Silva
Responsável pelo setor de produção:
- Emitir relatório de qualidade do
produto, inspeção de trabalho;
- Vistoriar o desenvolvimento de
todas as atividades dentro do processo de
produção, como, conserto de peças com
defeitos, retrabalho;
-Estabelecer, implementar e manter
processos necessários para o SGQ, como,
conscientização dos colaboradores
conforme descrito no Item 6.2.2.
Maria Das Graças Santos Da Silva
Responsável pelo setor administrativo:
Compra de matéria prima, negociação das
vendas do produto, atendimento ao
consumidor, contrato dos colaboradores.
Tabela 5. Distribuição das funções por representante responsável pelo empreendimento
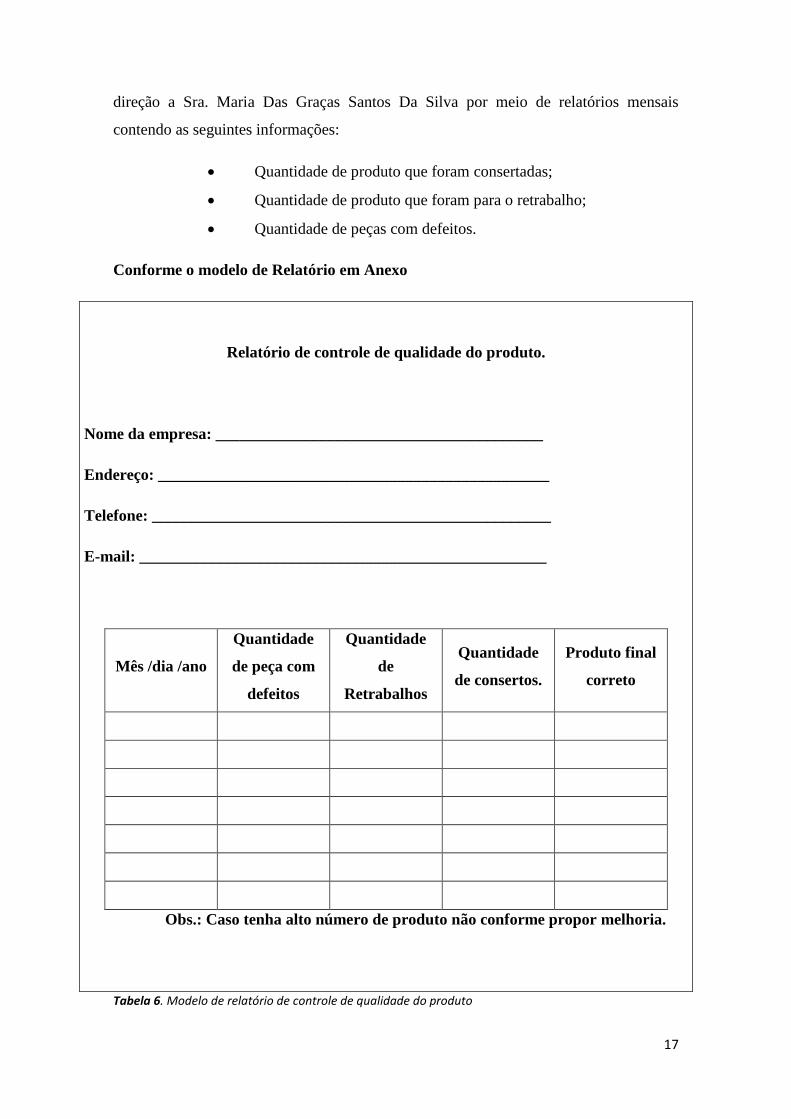
7.5.2 Representante da Direção
O representante nomeado pela alta direção o Tiago Henrique da Silva
ficará responsável pelo controle de qualidade do produto, onde deve relatar a alta
17
direção a Sra. Maria Das Graças Santos Da Silva por meio de relatórios mensais
contendo as seguintes informações:
Quantidade de produto que foram consertadas;
Quantidade de produto que foram para o retrabalho;
Quantidade de peças com defeitos.
Conforme o modelo de Relatório em Anexo
Relatório de controle de qualidade do produto.
Nome da empresa: _________________________________________
Endereço: _________________________________________________
Telefone: __________________________________________________
E-mail: ___________________________________________________
Mês /dia /ano
Quantidade
de peça com
defeitos
Quantidade
de
Retrabalhos
Quantidade
de consertos.
Produto final
correto
Obs.: Caso tenha alto número de produto não conforme propor melhoria.
Tabela 6. Modelo de relatório de controle de qualidade do produto
18
Ambos setores têm responsabilidades e autoridade na organização.
7.5.3 Comunicação Interna
A comunicação interna de um empreendimento é a chave para o sucesso de
qualquer sistema implementado, ter uma equipe que trabalhe sintonizada com os
objetivos e metas da empresa. O setor de comunicação deve passar as informações para
seus funcionários de forma simples, claros e objetivos para seu melhor entendimento.
A malharia Cativa Malhas fara sua comunicação interna através de:
Reuniões com os colaboradores;
Murais de aviso;
Contato físico com os colaboradores.
5.6 Análise crítica pela direção
7.5.4. Generalidades
A Alta Direção, por meio de seu representante de qualidade, tem a
responsabilidade de analisar criticamente o sistema de gestão da qualidade da malharia
cativas malhas, nos intervalos planejados sendo mensalmente , de forma a assegurar
adequação, suficiência e eficácia. A análise crítica da alta direção será baseada no
relatório exposto no item 5.2.2. onde deve ser realizada a avaliação do mesmo e se
preciso realizar melhoria e mudança no SGQ , incluindo a política da qualidade e seus
objetivos e seus registros são devidamente guardado pela alta direção.
7.5.5 Entradas para a análise crítica
A entrada para analise crítica da alta direção da malharia cativas malhas
será realizada através dos resultados obtidos nas auditorias, dos processos e
conformidade de produto, por meio das suas ações corretivas e preventivas e pelas
recomendações para melhorias. A alta direção da malharia cativa malhas deve realizar
as análises periodicamente, de maneira a assegurar sua contínua adequação e realizar as
melhorias necessárias.
19
7.5.6 Saídas da análise Crítica
As saídas da análise crítica para alta direção, deve ser estabelecido um plano de
ações para implementação e acompanhamento e das ações tomadas incluindo as
decisões e ações relacionadas com a melhoria do sistema de gestão da qualidade e de
seus processos, melhoria do produto em relação aos requisitos do cliente.
8. GESTÃO DE RECURSOS
8.1 - Provisão de Recursos
A malharia Cativa Malhas determinará e ministrará os recursos necessários para
a implementação e manutenção do sistema de gestão da qualidade buscando melhorar
continuamente a produção, para satisfazer melhor os clientes, através do atendimento
aos requisitos do produto e da norma NBR ISO 9001 - 2008.
A identificação dos recursos necessários será por meio de:
Auditoria interna de qualidade dos setores de tecelagem, passagem, corte
e acabamento;
Requerimentos de ações corretivas e preventivas;
Programas para produção;
Programa para treinamento dos colaboradores;
Apreciação das críticas dos clientes e produtos fornecidos;
Reuniões de análise da direção, realizadas com comitê de qualidade.
8.2 Recursos humanos
8.2.1 Generalidades
Os colaboradores que desenvolvem as atividades dos setores de tecelagem,
passagem, corte e acabamento que podem afetar a qualidade do produto devem ser
competentes ao realizar suas atividades, com apoio na educação ambiental, treinamento
especializada na área de atuação para desenvolver habilidades e conhecimento
adequados.
8.2.2 Competência, Conscientização e Treinamento
A malharia Cativa Malhas deve determinar no setor de tecelagem, passagem,
corte e acabamento as responsabilidades especificas para os colaboradores que execute
20
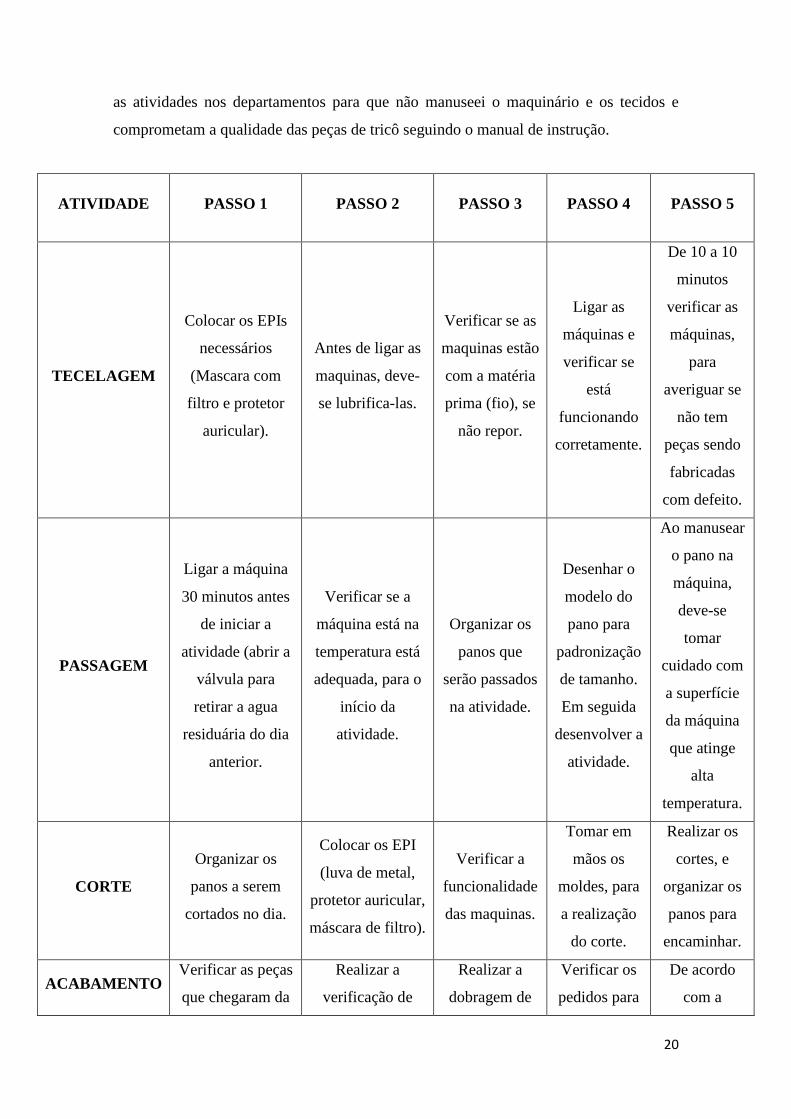
as atividades nos departamentos para que não manuseei o maquinário e os tecidos e
comprometam a qualidade das peças de tricô seguindo o manual de instrução.
ATIVIDADE PASSO 1 PASSO 2 PASSO 3 PASSO 4 PASSO 5
TECELAGEM
Colocar os EPIs
necessários
(Mascara com
filtro e protetor
auricular).
Antes de ligar as
maquinas, deve-
se lubrifica-las.
Verificar se as
maquinas estão
com a matéria
prima (fio), se
não repor.
Ligar as
máquinas e
verificar se
está
funcionando
corretamente.
De 10 a 10
minutos
verificar as
máquinas,
para
averiguar se
não tem
peças sendo
fabricadas
com defeito.
PASSAGEM
Ligar a máquina
30 minutos antes
de iniciar a
atividade (abrir a
válvula para
retirar a agua
residuária do dia
anterior.
Verificar se a
máquina está na
temperatura está
adequada, para o
início da
atividade.
Organizar os
panos que
serão passados
na atividade.
Desenhar o
modelo do
pano para
padronização
de tamanho.
Em seguida
desenvolver a
atividade.
Ao manusear
o pano na
máquina,
deve-se
tomar
cuidado com
a superfície
da máquina
que atinge
alta
temperatura.
CORTE
Organizar os
panos a serem
cortados no dia.
Colocar os EPI
(luva de metal,
protetor auricular,
máscara de filtro).
Verificar a
funcionalidade
das maquinas.
Tomar em
mãos os
moldes, para
a realização
do corte.
Realizar os
cortes, e
organizar os
panos para
encaminhar.
ACABAMENTO Verificar as peças
que chegaram da
Realizar a
verificação de
Realizar a
dobragem de
Verificar os
pedidos para
De acordo
com a
21
Tabela 7. Manual de instruções
A malharia irá fornecer treinamento, pela a empresa Para Malhas que fornece
cursos que ocorrem na cidade de Monte Sião, o treinamento deverá ocorrer fora do
período de produção aos colaboradores do setor de tecelagem, passagem, corte e
acabamento.
Será avaliado a eficácia das ações executadas, através de auditorias nos setores e
a geração de relatorias para a comprovação do vigor nos processos desenvolvidos.
Será assegurado que os colaboradores estão conscientes à atribuição e
importância das suas atividades e como estas estão contribuindo para ser atingido os
objetivos estabelecidos pela a alta direção para a qualidade dos setores de tecelagem,
passagem, corte e acabamento com as auditorias que serão desenvolvidas.
Para controle será mantido relatórios da auditoria, verificando se houve
melhorias na educação, treinamento, habilidade e experiência dos colaboradores.
8.3 Infraestrutura
A malharia Cativa Malhas ira prover e manter uma infraestrutura indispensável
para alcançar a qualidade, para atingir os quesitos que necessitam para o
desenvolvimento dos produtos.
O local do setor de tecelagem, passagem, corte e acabamento deve obter, um
edifício com um espaço de trabalho para as instalações;
costura
terceirizada, para
desenvolver a
atividade do dia.
cada peça para
constatar se não
há defeitos, e
possíveis
manchas, para
separação destas e
concerta-la (as).
acordo com
cada modelo e
cor, para o
empacotament
o.
dar início ao
empacotamen
to.
distribuição
do pedido,
realizar o
acondiciona
mento do
produto para
prosseguir a
entrega dos
pedidos.
22
Ter equipamentos para o processo seja eles materiais ou programas de
computadores que ajudem na efetivação dos processos produtivos;
E serviços que sejam de apoio como no transporte de produtos ou na
comunicação dos setores de tecelagem, passagem, corte e acabamento sempre buscando
a melhoria do continua dos setores.
8.4 Ambiente de Trabalho
A malharia Cativa Malhas irá definir e gerenciar de acordo com as
características do produto no setor de tecelagem, passagem, corte e acabamento para as
condições de ambiente de trabalho indispensáveis para obter as conformidades que o
produto necessita.
9. REALIZAÇÃO DO PRODUTO
9.1. Planejamento da realização do produto
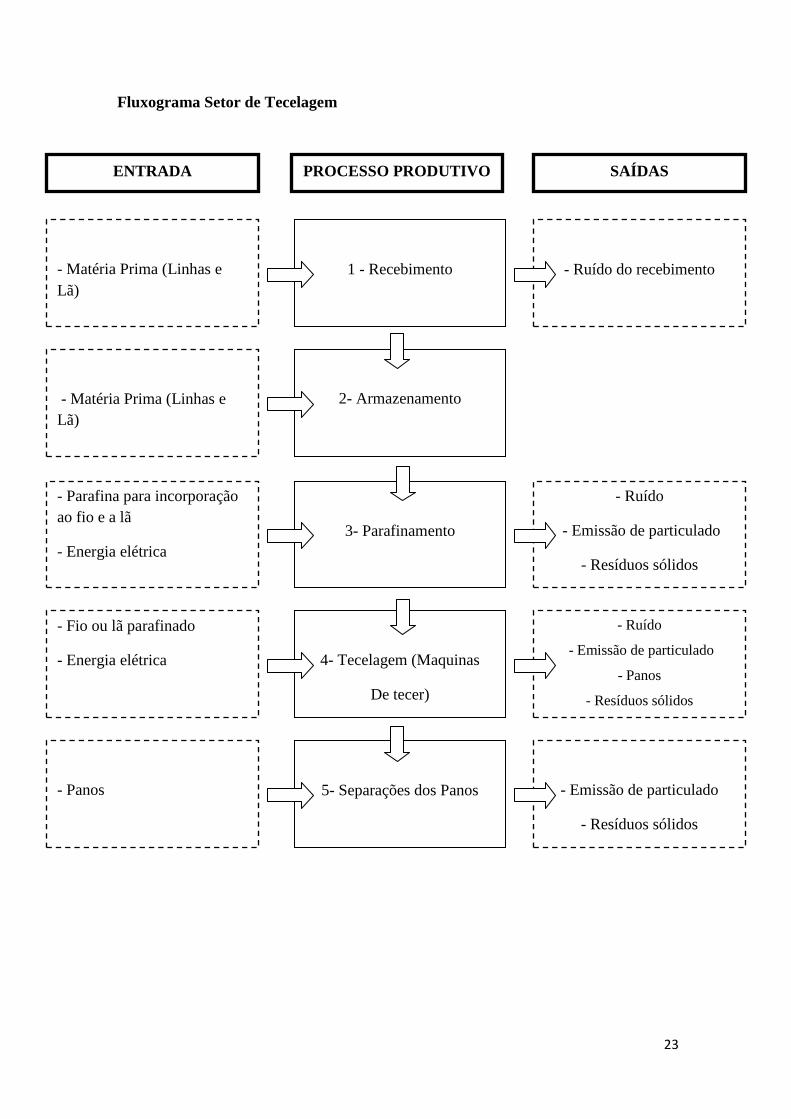
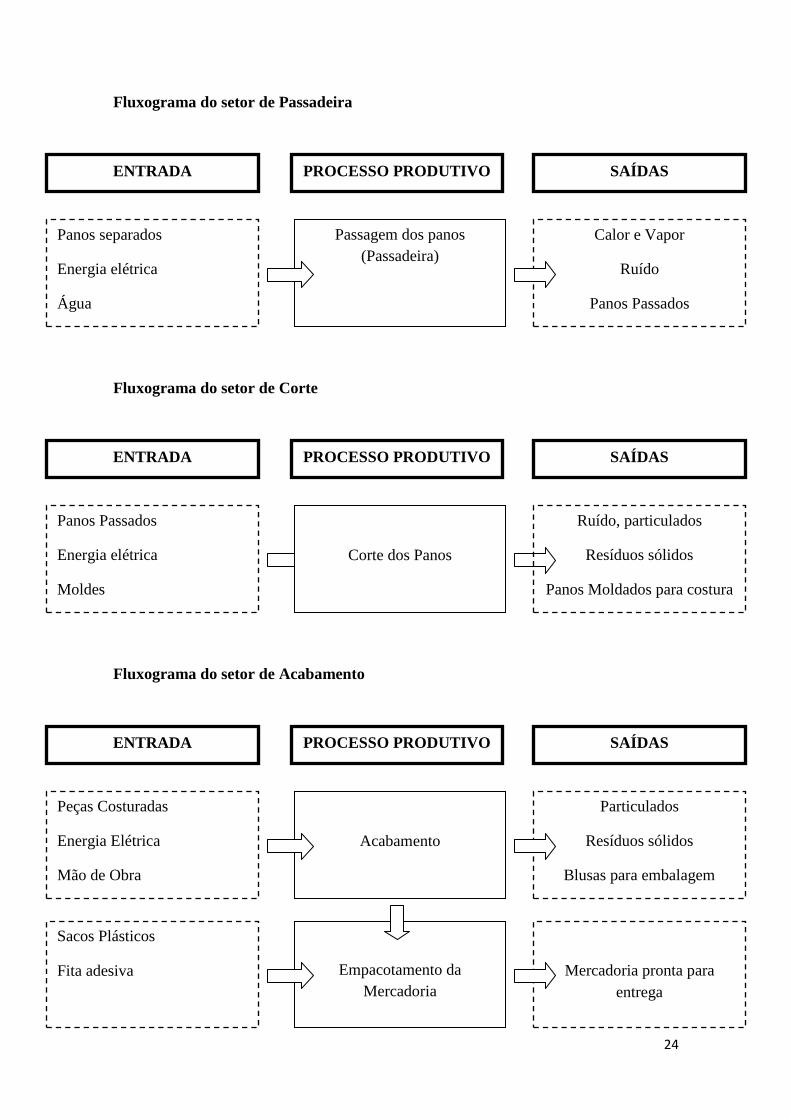
Através de visitas realizadas pelo grupo de trabalho no ambiente da malharia,
pudemos acompanhar como as atividades são realizadas em todos os setores para a
realização final do produto. A seguir apresentam-se os fluxogramas dos processos
produtivos em ordem de realização, apontando as entradas e saída, bem como as etapas
dos processos.
23
Fluxograma Setor de Tecelagem
ENTRADA PROCESSO PRODUTIVO SAÍDAS
- Matéria Prima (Linhas e
Lã)
1 - Recebimento
- Ruído do recebimento
- Matéria Prima (Linhas e
Lã)
2- Armazenamento
- Parafina para incorporação
ao fio e a lã
- Energia elétrica
3- Parafinamento
- Ruído
- Emissão de particulado
- Resíduos sólidos
- Fio ou lã parafinado
- Energia elétrica
4- Tecelagem (Maquinas
De tecer)
- Ruído
- Emissão de particulado
- Panos
- Resíduos sólidos
-
- Panos
5- Separações dos Panos
- Emissão de particulado
- Resíduos sólidos
24
Fluxograma do setor de Passadeira
Fluxograma do setor de Corte
Fluxograma do setor de Acabamento
Ruído, particulados
Resíduos sólidos
Panos Moldados para costura
Corte dos Panos
Panos Passados
Energia elétrica
Moldes
SAÍDAS PROCESSO PRODUTIVO ENTRADA
ENTRADA PROCESSO PRODUTIVO SAÍDAS
Panos separados
Energia elétrica
Água
Passagem dos panos
(Passadeira)
Calor e Vapor
Ruído
Panos Passados
ENTRADA PROCESSO PRODUTIVO SAÍDAS
Peças Costuradas
Energia Elétrica
Mão de Obra
Acabamento
Particulados
Resíduos sólidos
Blusas para embalagem
Sacos Plásticos
Fita adesiva
Empacotamento da
Mercadoria
Mercadoria pronta para
entrega
25
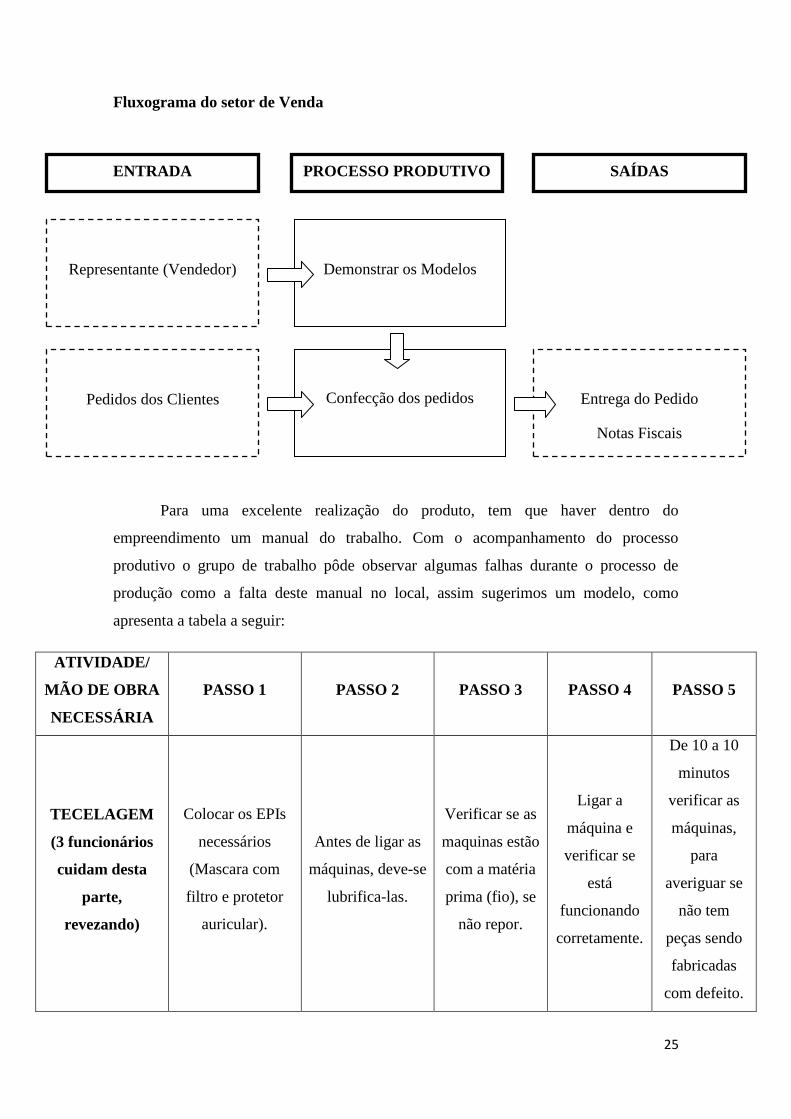
Fluxograma do setor de Venda
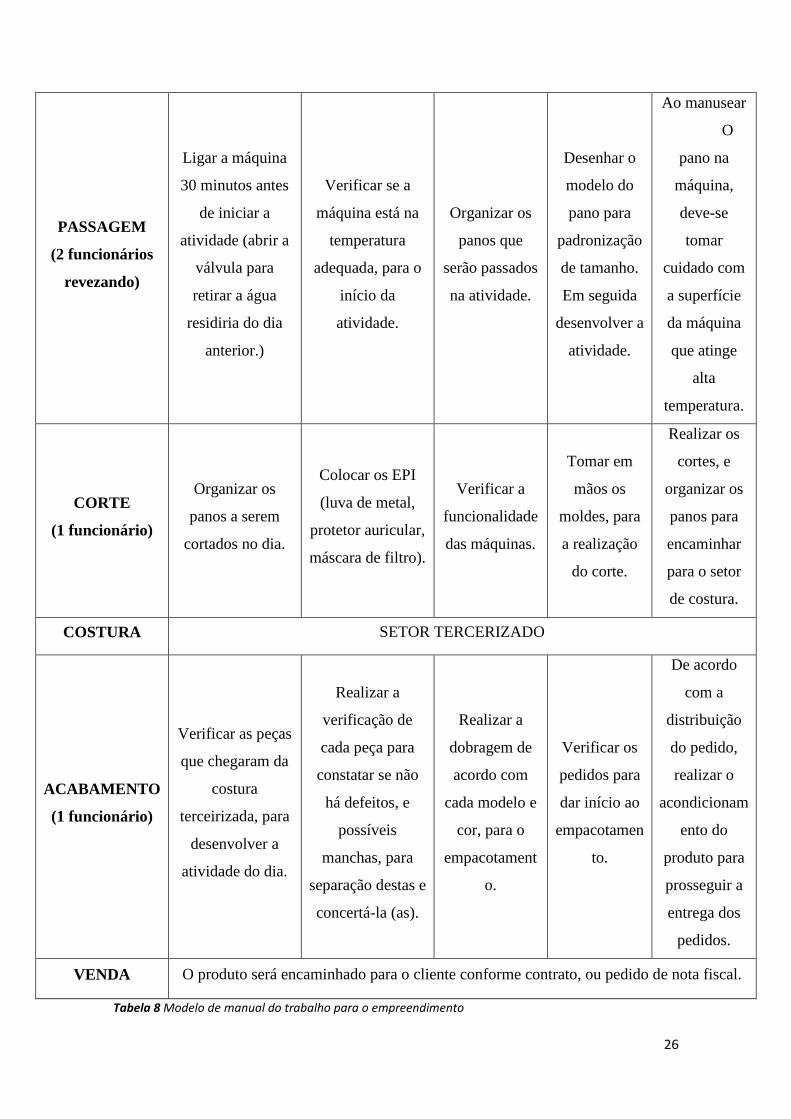
Para uma excelente realização do produto, tem que haver dentro do
empreendimento um manual do trabalho. Com o acompanhamento do processo
produtivo o grupo de trabalho pôde observar algumas falhas durante o processo de
produção como a falta deste manual no local, assim sugerimos um modelo, como
apresenta a tabela a seguir:
ATIVIDADE/
MÃO DE OBRA
NECESSÁRIA
PASSO 1 PASSO 2 PASSO 3 PASSO 4 PASSO 5
TECELAGEM
(3 funcionários
cuidam desta
parte,
revezando)
Colocar os EPIs
necessários
(Mascara com
filtro e protetor
auricular).
Antes de ligar as
máquinas, deve-se
lubrifica-las.
Verificar se as
maquinas estão
com a matéria
prima (fio), se
não repor.
Ligar a
máquina e
verificar se
está
funcionando
corretamente.
De 10 a 10
minutos
verificar as
máquinas,
para
averiguar se
não tem
peças sendo
fabricadas
com defeito.
ENTRADA PROCESSO PRODUTIVO SAÍDAS
Representante (Vendedor)
Demonstrar os Modelos
Pedidos dos Clientes
Confecção dos pedidos
Entrega do Pedido
Notas Fiscais
26
PASSAGEM
(2 funcionários
revezando)
Ligar a máquina
30 minutos antes
de iniciar a
atividade (abrir a
válvula para
retirar a água
residiria do dia
anterior.)
Verificar se a
máquina está na
temperatura
adequada, para o
início da
atividade.
Organizar os
panos que
serão passados
na atividade.
Desenhar o
modelo do
pano para
padronização
de tamanho.
Em seguida
desenvolver a
atividade.
Ao manusear
O
pano na
máquina,
deve-se
tomar
cuidado com
a superfície
da máquina
que atinge
alta
temperatura.
CORTE
(1 funcionário)
Organizar os
panos a serem
cortados no dia.
Colocar os EPI
(luva de metal,
protetor auricular,
máscara de filtro).
Verificar a
funcionalidade
das máquinas.
Tomar em
mãos os
moldes, para
a realização
do corte.
Realizar os
cortes, e
organizar os
panos para
encaminhar
para o setor
de costura.
COSTURA SETOR TERCERIZADO
ACABAMENTO
(1 funcionário)
Verificar as peças
que chegaram da
costura
terceirizada, para
desenvolver a
atividade do dia.
Realizar a
verificação de
cada peça para
constatar se não
há defeitos, e
possíveis
manchas, para
separação destas e
concertá-la (as).
Realizar a
dobragem de
acordo com
cada modelo e
cor, para o
empacotament
o.
Verificar os
pedidos para
dar início ao
empacotamen
to.
De acordo
com a
distribuição
do pedido,
realizar o
acondicionam
ento do
produto para
prosseguir a
entrega dos
pedidos.
VENDA O produto será encaminhado para o cliente conforme contrato, ou pedido de nota fiscal.
Tabela 8 Modelo de manual do trabalho para o empreendimento
27
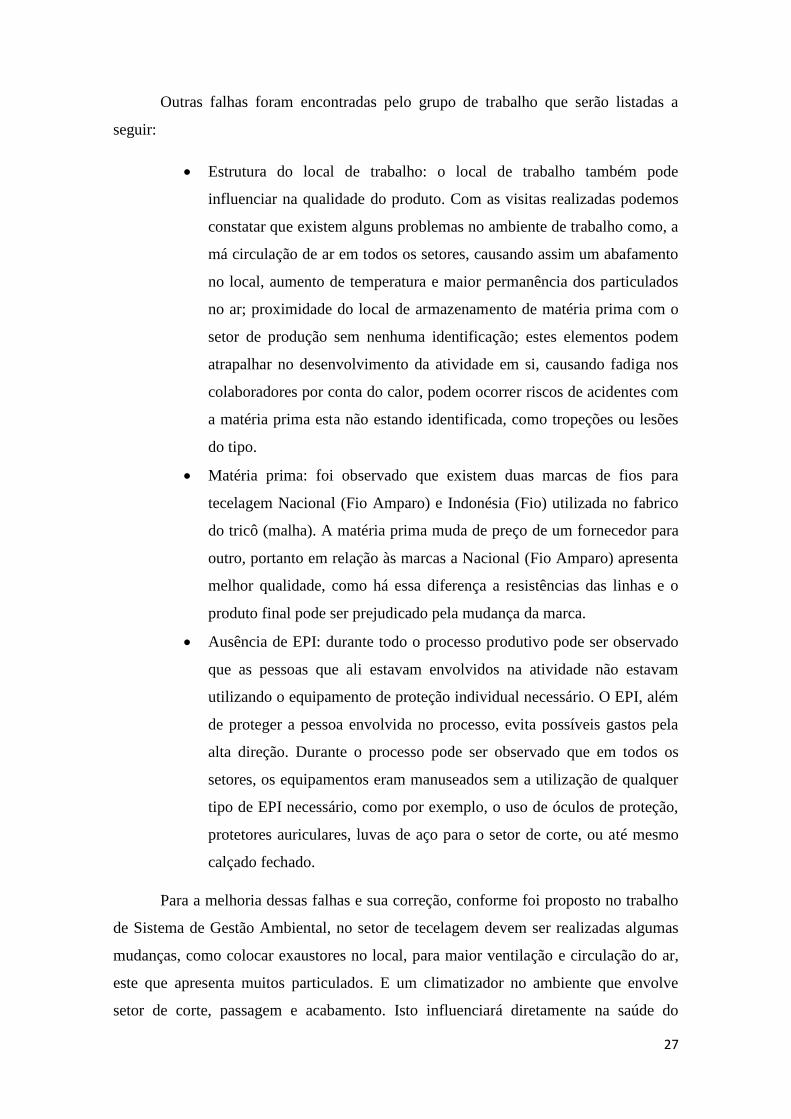
Outras falhas foram encontradas pelo grupo de trabalho que serão listadas a
seguir:
Estrutura do local de trabalho: o local de trabalho também pode
influenciar na qualidade do produto. Com as visitas realizadas podemos
constatar que existem alguns problemas no ambiente de trabalho como, a
má circulação de ar em todos os setores, causando assim um abafamento
no local, aumento de temperatura e maior permanência dos particulados
no ar; proximidade do local de armazenamento de matéria prima com o
setor de produção sem nenhuma identificação; estes elementos podem
atrapalhar no desenvolvimento da atividade em si, causando fadiga nos
colaboradores por conta do calor, podem ocorrer riscos de acidentes com
a matéria prima esta não estando identificada, como tropeções ou lesões
do tipo.
Matéria prima: foi observado que existem duas marcas de fios para
tecelagem Nacional (Fio Amparo) e Indonésia (Fio) utilizada no fabrico
do tricô (malha). A matéria prima muda de preço de um fornecedor para
outro, portanto em relação às marcas a Nacional (Fio Amparo) apresenta
melhor qualidade, como há essa diferença a resistências das linhas e o
produto final pode ser prejudicado pela mudança da marca.
Ausência de EPI: durante todo o processo produtivo pode ser observado
que as pessoas que ali estavam envolvidos na atividade não estavam
utilizando o equipamento de proteção individual necessário. O EPI, além
de proteger a pessoa envolvida no processo, evita possíveis gastos pela
alta direção. Durante o processo pode ser observado que em todos os
setores, os equipamentos eram manuseados sem a utilização de qualquer
tipo de EPI necessário, como por exemplo, o uso de óculos de proteção,
protetores auriculares, luvas de aço para o setor de corte, ou até mesmo
calçado fechado.
Para a melhoria dessas falhas e sua correção, conforme foi proposto no trabalho
de Sistema de Gestão Ambiental, no setor de tecelagem devem ser realizadas algumas
mudanças, como colocar exaustores no local, para maior ventilação e circulação do ar,
este que apresenta muitos particulados. E um climatizador no ambiente que envolve
setor de corte, passagem e acabamento. Isto influenciará diretamente na saúde do
28
colaborador, bem como no seu desempenho, pois altas temperaturas causam cansaço, e
fadiga muscular, e os particulados em suspensão podem provocar alergia e irritação das
vias aéreas conforme descrito no Programa de Prevenção de Risco Ambientais (PPRA),
item que descreve o reconhecimento dos riscos. Além disto, torna-se necessário a
utilização correta e completa do EPI por parte dos colaboradores, assim será realizado
um treinamento com palestras, com a finalidade de mostrar a importância e como
utilizar corretamente o EPI conforme foi descrito na tabela de treinamento do Sistema
de Gestão Ambiental.
Além da melhoria do local para maiores satisfação e desempenho do
colaborador, este que também pode influenciar no resultado final do produto, a
aquisição da matéria prima- linhas também é importante. Devido à existência de
diferentes marcas de matéria prima torna-se necessário à sua padronização. Caso for
preciso mudar o fornecedor ou mudar as marcas é importante realizar testes para
comprovar a qualidade do produto que será adquirido. Apresenta-se a seguir um modelo
de tabela que poderá ser usado para o controle, verificação e monitoramento desta:
CONTROLE DE COMPRA- LINHA/LÃ
PRODUTO FORNECEDOR QUANTIDADE VALOR (R$) OBSERVAÇÕES
*No campo de observações, poderá ser transcrito qualquer apontamento em relação à matéria-prima Linha/Lã,
a exemplo, falta de produto pelo fornecedor de costume, troca pelo aumento de preço, entre outros que achar
necessário.
Tabela 9. Lista da compra de matéria-prima (linha/lã)
Além dessas mudanças, como o item 1 que remete ao escopo, foi sugerido a
compra de novos equipamentos, como vender 2 das máquinas de tecer PST, para
comprar uma STOLL.
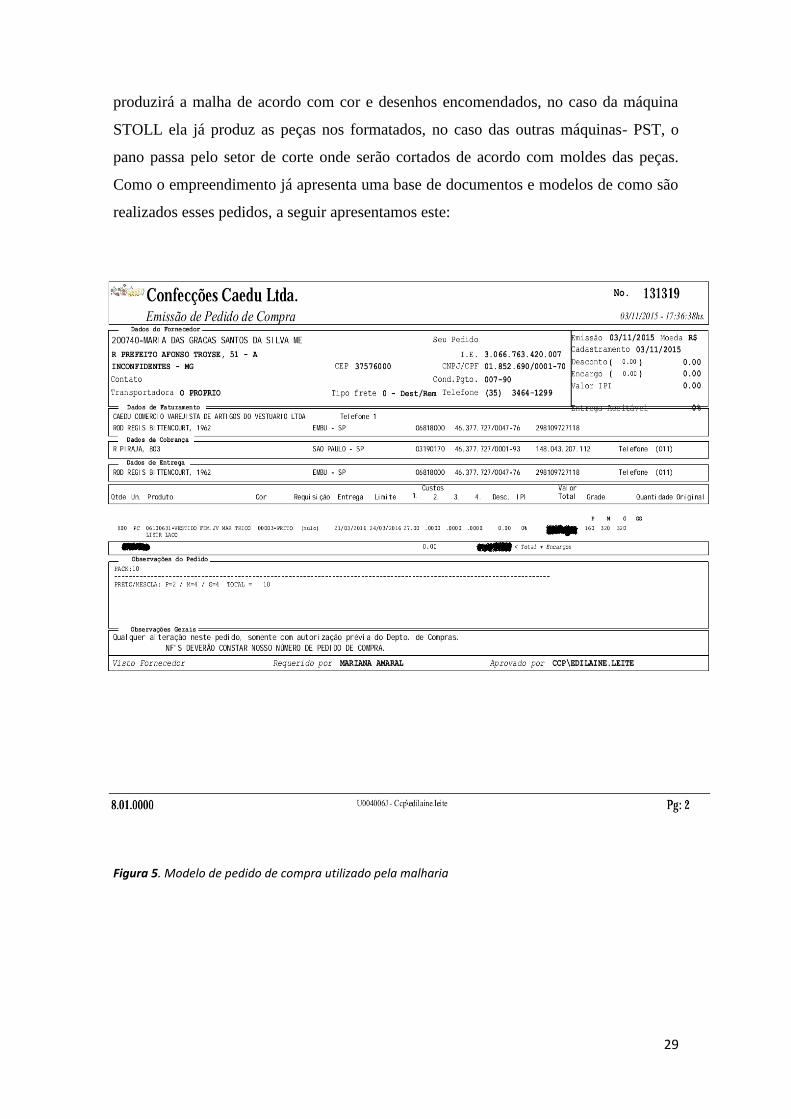
Para a confecção do produto é feito os pedidos pelos clientes, estes pedidos
podem ser negociados via e-mail ou pessoalmente, assim a Malharia Cativas Malhas,
29
produzirá a malha de acordo com cor e desenhos encomendados, no caso da máquina
STOLL ela já produz as peças nos formatados, no caso das outras máquinas- PST, o
pano passa pelo setor de corte onde serão cortados de acordo com moldes das peças.
Como o empreendimento já apresenta uma base de documentos e modelos de como são
realizados esses pedidos, a seguir apresentamos este:
Figura 5. Modelo de pedido de compra utilizado pela malharia
30
9.2. Processos relacionados a clientes
9.2.1. Determinação de requisitos relacionados ao produto
Solicita da organização a identificação de todos os requisitos do produto ou
serviço antes de fechar qualquer tipo de acordo, comercial ou não. Dentre os requisitos,
temos:
Requisitos declarados: na malharia os pedidos são feitos por negociações
pessoalmente, ou por e-mail. No item anterior foi apresentado na Figura
5 um modelo de pedido realizado na malharia, onde consta quantidade,
tamanho e descrição do produto. A maneira como o produto será
entregue para o comprador será de responsabilidade do vendedor da
empresa, o mesmo que vende fica encarregado de realizar a entrega.
Requisitos de pós-venda: caso alguma peça com defeito passe
despercebida no setor de acabamento e for empacotada e enviada para o
comprador, este terá o direito de troca. Caso a malharia não possua a
peça no estoque para pronto entrega, será feita uma nova e encaminhada
para o comprador. O período de troca fica estipulado para 30 dias após a
entrega conforme datada na nota fiscal de recebimento, se passado este
período e não for identificado nenhuma reclamação do cliente
(comprador) torna-se finalizada a compra sem o direito de troca.
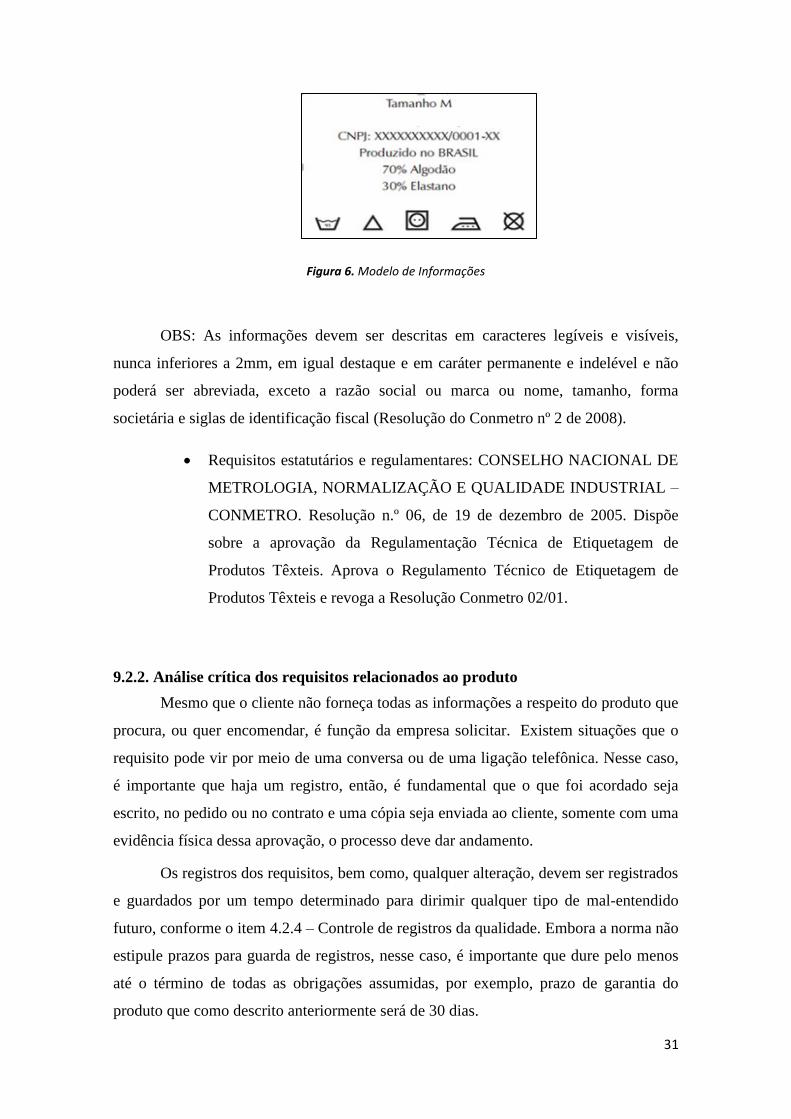
Requisitos não declarados: na etiqueta de cada peça deverá estar
identificado o tamanho da peça, o nome das fibras têxteis ou filamentos
têxteis e seu conteúdo expresso em percentagem em massa, bem como
o tratamento de cuidado para conservação do produto. Neste caso, essas
informações poderão estar na forma de símbolos ou em texto, conforme
figura a seguir. Os exemplos que podem ser utilizados são: lavar a peça
somente a mão; não passar a blusa/vestido /casaco com ferro quente; não
bater no tanquinho de lavar roupa; secar a sombra, dentre outras
informações que achar necessária.
31
Figura 6. Modelo de Informações
OBS: As informações devem ser descritas em caracteres legíveis e visíveis,
nunca inferiores a 2mm, em igual destaque e em caráter permanente e indelével e não
poderá ser abreviada, exceto a razão social ou marca ou nome, tamanho, forma
societária e siglas de identificação fiscal (Resolução do Conmetro nº 2 de 2008).
Requisitos estatutários e regulamentares: CONSELHO NACIONAL DE
METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL –
CONMETRO. Resolução n.º 06, de 19 de dezembro de 2005. Dispõe
sobre a aprovação da Regulamentação Técnica de Etiquetagem de
Produtos Têxteis. Aprova o Regulamento Técnico de Etiquetagem de
Produtos Têxteis e revoga a Resolução Conmetro 02/01.
9.2.2. Análise crítica dos requisitos relacionados ao produto
Mesmo que o cliente não forneça todas as informações a respeito do produto que
procura, ou quer encomendar, é função da empresa solicitar. Existem situações que o
requisito pode vir por meio de uma conversa ou de uma ligação telefônica. Nesse caso,
é importante que haja um registro, então, é fundamental que o que foi acordado seja
escrito, no pedido ou no contrato e uma cópia seja enviada ao cliente, somente com uma
evidência física dessa aprovação, o processo deve dar andamento.
Os registros dos requisitos, bem como, qualquer alteração, devem ser registrados
e guardados por um tempo determinado para dirimir qualquer tipo de mal-entendido
futuro, conforme o item 4.2.4 – Controle de registros da qualidade. Embora a norma não
estipule prazos para guarda de registros, nesse caso, é importante que dure pelo menos
até o término de todas as obrigações assumidas, por exemplo, prazo de garantia do
produto que como descrito anteriormente será de 30 dias.
32
Na malharia, para que não ocorra nenhum problema, será disponível ao cliente
um catálogo com todas as peças disponíveis e com suas devidas especificações, como
modelo, cor, numeração, identificações de aplicação de botão, zíper, entre outros, para
que na hora da compra o cliente não seja prejudicado por falta de informações. Pode
ocorrer também de o cliente requisitar o produto conforme especificações próprias,
quando isto ocorrer, a malharia deverá solicitar todos os requisitos necessários não
deixando escapar nenhuma informação, e realizar o registro do acordo na forma de
contrato sendo encaminhada ao cliente uma cópia. A seguir apresenta-se um modelo de
como as blusas podem ser vendidas e modelo de contrato que poderá ser utilizado.
Blusa Cod 01 Blusa Fem. Jovem
Cor Preto
Tamanhos P, M, G
Botão Nulo
Zíper Nulo
Tabela 10. Modelo de venda
CONTRATO DE COMPRA Nº 01- Via Malharia Cativa Malhas
Nº 02- Via Cliente
DADOS DO CLIENTE
Nome:
CNPJ:
Endereço:
Cidade:
CEP:
Número:
PEDIDO
Produto:
Quantidade:
Especificações:
Tabela 11 Contrato de compra
33
9.2.3. Comunicação com o cliente
Para que se possa ter uma gestão adequada da qualidade do produto torna-se
necessário ouvir a opinião do consumidor a quem este produto é destinado, portanto é
preciso a adoção de meios para que estas sugestões e reclamações ocorram. Depois de
realizadas visitas ao local, pudemos observar que não havia formas para que o cliente
apresentasse sua opinião sobre o produto. O único meio que o cliente tinha para realizar
estas atividades era pôr forma direta com o próprio proprietário.
Diante disso, torna-se necessário a adoção de meios para que ocorra esta
comunicação, no entanto que não exponha muito o cliente, este que muitas vezes não se
sente à vontade para opinar diretamente aos funcionários ou proprietário. As formas
escolhidas pelo grupo de trabalho para adequar este quesito foram os seguintes:
E-mail: trata-se da adoção de um endereço de correio eletrônico
destinado as sugestões e reclamações dos clientes. Estes e-mails ao final
de cada semana será logado pela direção e as sugestões e reclamações
que ali estiverem serão analisadas, e o cliente terá um retorno (reposta)
de sua sugestão, crítica entre outros.
Facebook: devido à grande influência das redes sociais nos dias atuais,
esta pode tornar-se uma importante ferramenta para gerir a qualidade de
um produto. Neste caso será feita uma conta no Facebook para que os
clientes exponham suas opiniões, com um questionário já arquivado na
página principal do mesmo. As postagens serão salvas, analisadas, e o
cliente terá um retorno (reposta) de sua sugestão, crítica entre outros O
Facebook servirá também como uma foram de marketing para o
empreendimento podendo fazer postagens de promoções e novos produto
na forma de catálogos, estes apresentaram especificações do produto.
Instagram: também como o Facebook, o Instagram é outra rede social
bastante ativa nos dias de hoje, devido a isto, a conta do Facebook será
ligada com o Instagram, onde servirá também para postagens de
promoções, novos produtos e especificações destes, e para reclamações e
sugestões de clientes.
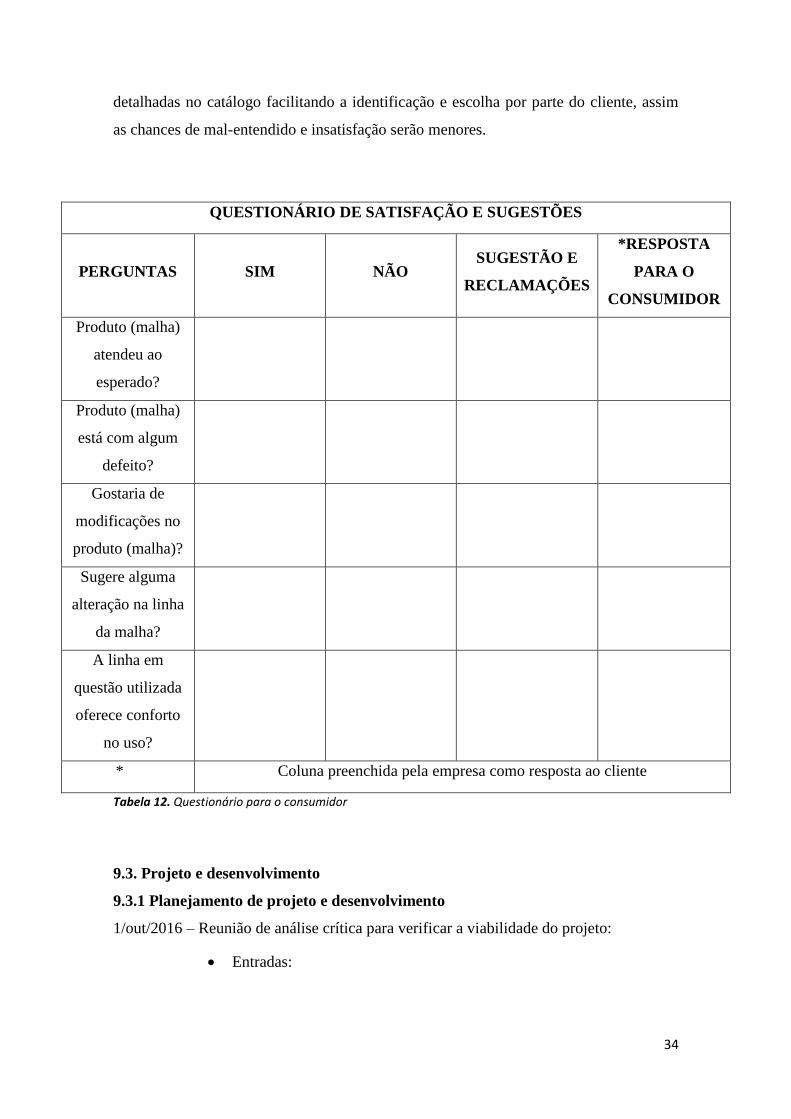
O questionário que estará disponível para o consumidor nos sítios descritos, está
apresentado abaixo na Tabela 12, e as informações específicas de produto serão
34
detalhadas no catálogo facilitando a identificação e escolha por parte do cliente, assim
as chances de mal-entendido e insatisfação serão menores.
QUESTIONÁRIO DE SATISFAÇÃO E SUGESTÕES
PERGUNTAS SIM NÃO SUGESTÃO E
RECLAMAÇÕES
*RESPOSTA
PARA O
CONSUMIDOR
Produto (malha)
atendeu ao
esperado?
Produto (malha)
está com algum
defeito?
Gostaria de
modificações no
produto (malha)?
Sugere alguma
alteração na linha
da malha?
A linha em
questão utilizada
oferece conforto
no uso?
* Coluna preenchida pela empresa como resposta ao cliente
Tabela 12. Questionário para o consumidor
9.3. Projeto e desenvolvimento
9.3.1 Planejamento de projeto e desenvolvimento
1/out/2016 – Reunião de análise crítica para verificar a viabilidade do projeto:
Entradas:
35
Expectativa de vendas por temporada (oito meses) maior que 20.000 de
blusas de tricô (variados modelos) *.
Custo desejado de cada peça, até R$ 25,00*.
Pesquisa de mercado, para saber o preço do fio.
Saídas:
Decisão da viabilidade ou não do projeto.
15/out/2015 – Reunião de análise crítica para definição dos colaboradores e
especificações técnicas:
Entradas:
Currículos dos colaboradores candidatados ao serviço.
Saídas:
Definição dos colaboradores;
Definição do fio;
Definição dos modelos de roupas
01/nov/2016 – Reunião de análise crítica para avaliação do fio
Entrada:
O fio
Saídas:
A Aprovação ou reprovação de determinado fio se dá através das respostas
dadas pela alta direção a um formulário de avaliação das linhas, conseguindo assim
o fio que atenda as expectativas da alta direção e dos clientes.
15/out/2016 – Reunião de análise crítica para análise do protótipo
Entradas:
O protótipo da peça para reprodução em larga escala.
Saídas:
Aprovação ou não do protótipo pelos compradores.
36
15/out/2016 – Reunião de análise crítica da estratégia de marketing
Entradas:
Estratégia de marketing, realizada através de redes sociais como facebook e
Instagram e também através de um representante que irá apresentar aos clientes um
mostruário contendo os modelos das peças.
Saídas:
Aprovação ou não do plano de marketing
Data: final da temporada – Reunião de análise crítica do resultado financeiro e de
vendas
Entradas:
Os relatórios de vendas são formulados conforme a quantidade de pedidos e
posteriormente ajuntados no final da temporada para a realização do balanço final.
Relatório financeiro
Saída:
Conclusão do processo.
9.3.2 Entradas de projeto e desenvolvimento
Lista de materiais e suas especificações;
Fio;
Agulhas;
Linhas;
Parafina;
Tira mancha;
Descrição dos Equipamentos a serem utilizados no processamento;
Tecelagem
Máquina Stoll
Máquina PST
Cunicaleira
37
Setor de passagem
Mesa de passar
Setor de Corte
Tesoura
Máquina de corte de tecidos (W-90 Westman)
Costura (terceirizada)
Acabamento
Máquina de tira manchas (caso a peça estiver suja)
Leis as quais o projeto deverá atender:
LEGISLAÇÃO APLICÁVEL AO ESTABELECIMENTO -CATIVA MALHAS
Nº DESCRIÇÃO
Lei n.º 9.605, de 12 de fevereiro de 1998
Dispões sobre as sanções penais e
administrativas derivadas de condutas e
atividades lesivas ao meio ambiente, e dá
outras providências.
Resolução Conama n.º 1, de 8 de março
de 1990
Estabelece padrões, critérios e diretrizes
para emissão de ruídos, em decorrência
de quaisquer atividades industriais,
comerciais, sociais ou recreativas,
inclusive a de propaganda política
Resolução Conama n.º 2, de 18 de abril
de 1006
Dispõe sobre compensação de danos
ambientais causados por
empreendimentos de relevante impacto
ambiental.
Deliberação Normativa COPAM n.º 1, de
26 de maio de 1981
Fixa normas e padrões para a qualidade
do ar.
Deliberação Normativa COPAM n.º 13,
de 24 de outubro de 1995
Dispõe sobre a publicidade do pedido, da
concessão e da renovação de licenças
38
ambientais.
Lei 6514/77 Segurança e Medicina do
Trabalho
Observância em todos os locais de
trabalho, não desobriga as empresas do
cumprimento de outras disposições, com
relação a matéria, sejam incluídas
códigos de obras ou regulamentos
sanitários
Lei 12.305/10
Institui a Política Nacional de Resíduos
Sólidos, dispondo sobre as diretrizes
relativas a gestão integrada e ao
gerenciamento de resíduos sólidos,
incluindo os perigosos as
responsabilidades dos geradores e do
poder público e os instrumentos
econômicos aplicáveis.
Lei 18031/09 Dispõe sobre a Política Estadual de
Resíduos Sólidos de Minas Gerais
NBR 10721 - Extintores de incêndio com
carga de pó
Especifica as características e os ensaios
a que devem satisfazer os extintores de
incêndio com carga de pó para classe de
fogo BC e ABC. Aplica-se a extintores
portáteis e não portáteis.
NR6 - Equipamentos de Proteção
Individual – EPIs
As empresas são obrigadas a fornecer aos
seus empregados equipamentos de
proteção individual, destinados a proteger
a saúde e a integridade física do
trabalhador.
NR8 – Edificações
Esta norma define os parâmetros para as
edificações, observando-se a proteção
contra a chuva, insolação excessiva ou
falta de insolação. Deve-se observar as
legislações pertinentes nos níveis federal,
estadual e municipal.
39
NR9 - Programa de Prevenção de Riscos
Ambientais – PPRA
Esta norma objetiva a preservação da
saúde e integridade do trabalhador,
através da antecipação, avaliação e
controle dos riscos ambientais existentes,
ou que venham a existir no ambiente de
trabalho, tendo em vista a proteção ao
meio ambiente e recursos naturais. Leva-
se em conta os Agentes físicos, químicos
e biológicos. Além desses agentes,
destacamos também, os Riscos
Ergonômicos e os Riscos Mecânicos
NR12 - Máquinas e Equipamentos
Determina as instalações e áreas de
trabalho; distâncias mínimas entre as
máquinas e os equipamentos; dispositivos
de acionamento, partida e parada das
máquinas e equipamentos.
NR17 – Ergonomia
Esta norma estabelece os parâmetros que
permitam a adaptação das condições de
trabalho às características das máquinas,
ambiente, comunicações dos elementos
do sistema, informações, processamento,
tomada de decisões, organização e
consequências do trabalho. Observe-se
que as LER - Lesões por Esforços
Repetitivos, hoje denominada DORT -
Doença Osteomuscular, relacionada ao
trabalho constituem o principal grupo de
problemas à saúde, reconhecidos pela sua
relação laboral. O termo 34 DORT é
muito mais abrangente que o termo LER,
constante hoje das relações de doenças
profissionais da Previdência
Norma ABNT – NBR – 10151 Avaliação de ruídos em áreas habitadas
40
Norma ABNT – 10152 Níveis de ruído para conforto acústico
Tabela 13 Legislações aplicáveis ao estabelecimento para adequação ao SGQ
9.3.3 Saídas de projeto e desenvolvimento
O produto gerado ao final do projeto será a peça pronta de tricô (blusa
feminina).
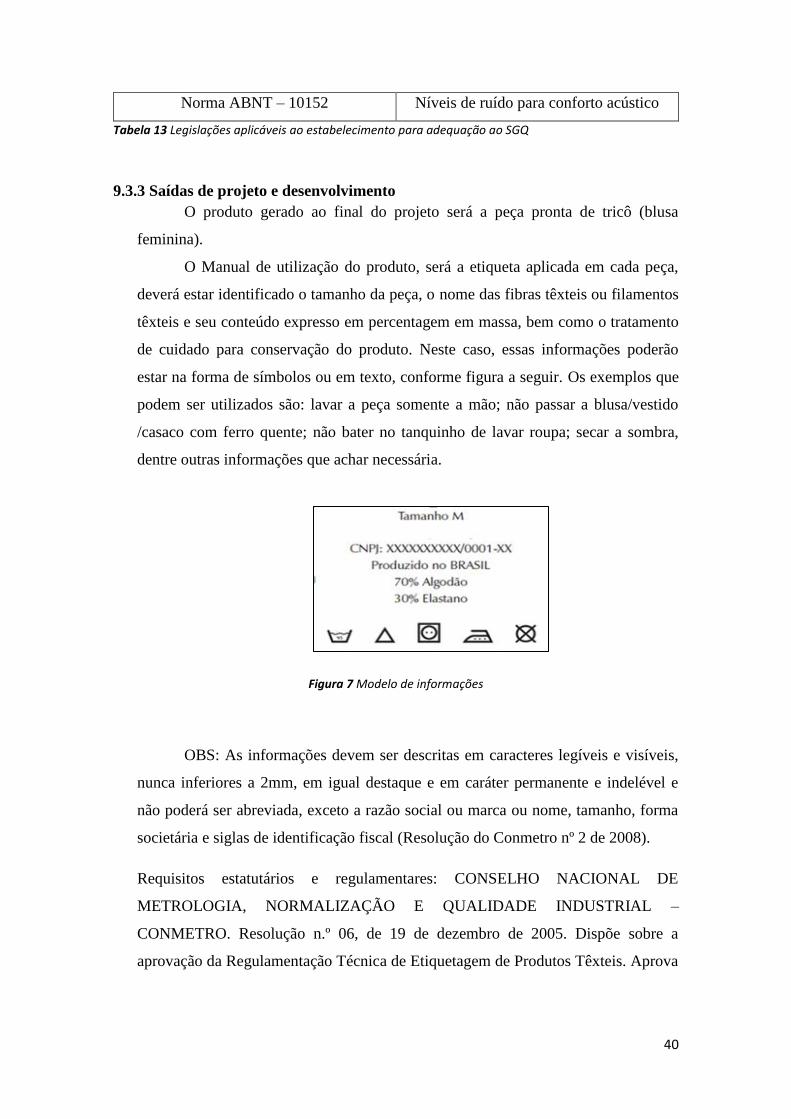
O Manual de utilização do produto, será a etiqueta aplicada em cada peça,
deverá estar identificado o tamanho da peça, o nome das fibras têxteis ou filamentos
têxteis e seu conteúdo expresso em percentagem em massa, bem como o tratamento
de cuidado para conservação do produto. Neste caso, essas informações poderão
estar na forma de símbolos ou em texto, conforme figura a seguir. Os exemplos que
podem ser utilizados são: lavar a peça somente a mão; não passar a blusa/vestido
/casaco com ferro quente; não bater no tanquinho de lavar roupa; secar a sombra,
dentre outras informações que achar necessária.
Figura 7 Modelo de informações
OBS: As informações devem ser descritas em caracteres legíveis e visíveis,
nunca inferiores a 2mm, em igual destaque e em caráter permanente e indelével e
não poderá ser abreviada, exceto a razão social ou marca ou nome, tamanho, forma
societária e siglas de identificação fiscal (Resolução do Conmetro nº 2 de 2008).
Requisitos estatutários e regulamentares: CONSELHO NACIONAL DE
METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL –
CONMETRO. Resolução n.º 06, de 19 de dezembro de 2005. Dispõe sobre a
aprovação da Regulamentação Técnica de Etiquetagem de Produtos Têxteis. Aprova
41
o Regulamento Técnico de Etiquetagem de Produtos Têxteis e revoga a Resolução
Conmetro 02/01.
Um documento detalhando como produzir aquele produto;
Descrito no item 7.1. PLANEJAMENTO DA REALIZAÇÃO DO
PRODUTO.
As garantias daquele produto
Caso alguma peça com defeito passe despercebida no setor de acabamento e
for empacotada e enviada para o comprador, este terá o direito de troca. Caso a
malharia não possua a peça no estoque para pronto entrega, será feita uma nova e
encaminhada para o comprador. O período de troca fica estipulado para 30 dias após
a entrega conforme datada na nota fiscal de recebimento, se passado este período e
não for identificada nenhuma reclamação do cliente (comprador) torna-se finalizada
a compra sem o direito de troca.
Assistência técnica;
A assistência técnica das maquinas do empreendimento, são realizadas pela
empresa Paramalhas – Monte Sião, MG.
Protótipo de um produto:
Blusa Cód. 01 Blusa Fem. Jovem
Cor Preto
Tamanhos P, M, G
Botão Nulo
Zíper Nulo
Tabela 14. Modelo de venda
9.3.4 Análise crítica de projeto e desenvolvimento
De acordo com o item 7.3.1 Planejamento de projeto e desenvolvimento e
conforme o item 4.2.4 Controle de registros.
9.3.5 Verificação de projeto e desenvolvimento
A verificação deve ser executada conforme disposições planejadas (ver 7.3.1),
para assegurar que as saídas do projeto e desenvolvimento estejam atendendo aos
42
requisitos de entrada do projeto e desenvolvimento. Devem ser mantidos registros dos
resultados da verificação e de quaisquer ações necessárias (ver 4.2.4).
9.3.6 Validação de projeto e desenvolvimento
A validação do projeto e desenvolvimento deve ser executada conforme
disposições planejadas (ver 7.3.1), para assegurar que o produto resultante seja capaz de
atender aos requisitos, como controle será feito a verificação peça por peça, averiguando
possíveis defeitos em relação ao protótipo.
Controle de qualidade das peças
Atendem ao controle Não atendem ao controle
Tabela 15. Modelo de controle de qualidade das peças produzidas
9.3.7 Controle de alterações de projeto e desenvolvimento
As mudanças podem ocorrer dentro de um Projeto e Desenvolvimento, desde
que existam registros que evidenciem as suas alterações e que análises críticas sejam
realizadas para avaliar os seus impactos pelos responsáveis do projeto. As alterações
devem ser analisadas criticamente, verificadas e validadas, como apropriado, e
aprovadas antes da sua implementação.
A análise crítica das alterações de projeto e desenvolvimento deve incluir a
avaliação do efeito das alterações em partes componentes e no produto já entregue.
Devem ser mantidos registros dos resultados da análise crítica de alterações e de
quaisquer ações necessárias. Abaixo um formulário para facilitar o preenchimento das
mudanças em projetos que estão em andamento.
43
Possíveis mudanças no processo
Setores Houve mudança Quais mudanças Como serão
realizadas
Tecelagem ( ) sim ( ) não
Passagem ( ) sim ( ) não
Corte ( ) sim ( ) não
Costura terceirizada ( ) sim ( ) não
Acabamento ( ) sim ( ) não
Tabela 16 Formulário de controle de mudanças em processos em andamento
9.4. Processo de aquisição
A matéria-prima da empresa Cativa Malhas resume-se Fio: lã (Gross Weight –
Indonésia) linha (Fios Amparo – Nacional), parafina e botões. As lãs e fios em grande
quantidade e variedade de cores, parafinas e os botões são adquiridos nos municípios de
Monte Sião, relacionando-se com diversos fornecedores que são escolhidos devidos
ofertarem menor preço pelo.
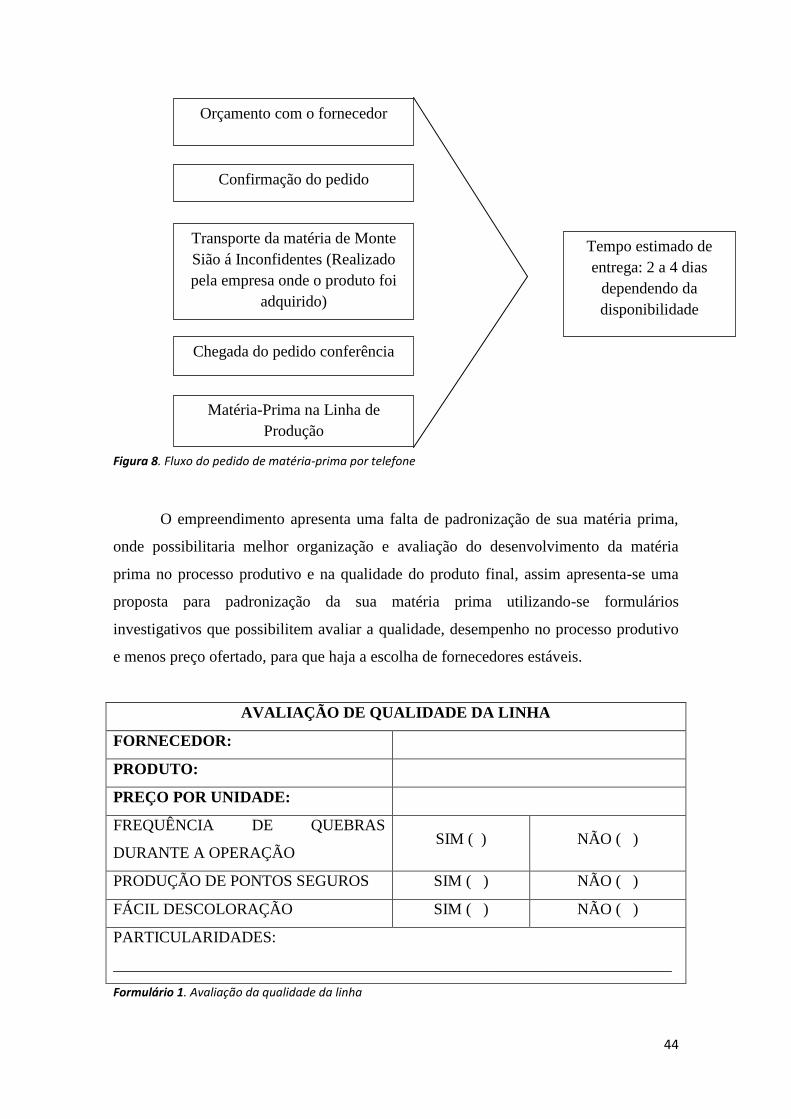
O processo de compra é realizado sem um sistema de informação. Utilizam-se
dois meios de aquisição: por telefone ou pelo deslocamento até o fornecedor. Quando a
compra é realizada por telefone o fornecer envia ao empreendimento o catalogo para
escolha dos produtos. Observa-se que há um número exagerado de ligações para
confirmar o pedido. Uma primeira ligação é usada para passar os itens e pedir o
orçamento, uma segunda ligação para apanhar os preços, uma terceira ligação para
confirmar o pedido e combinar a entrega. Geralmente há uma quarta ligação para
atualizar algum detalhe que passou despercebido. A figura abaixo demonstra o fluxo do
pedido de matéria-prima por telefone.
44
Figura 8. Fluxo do pedido de matéria-prima por telefone
O empreendimento apresenta uma falta de padronização de sua matéria prima,
onde possibilitaria melhor organização e avaliação do desenvolvimento da matéria
prima no processo produtivo e na qualidade do produto final, assim apresenta-se uma
proposta para padronização da sua matéria prima utilizando-se formulários
investigativos que possibilitem avaliar a qualidade, desempenho no processo produtivo
e menos preço ofertado, para que haja a escolha de fornecedores estáveis.
AVALIAÇÃO DE QUALIDADE DA LINHA
FORNECEDOR:
PRODUTO:
PREÇO POR UNIDADE:
FREQUÊNCIA DE QUEBRAS
DURANTE A OPERAÇÃO SIM ( ) NÃO ( )
PRODUÇÃO DE PONTOS SEGUROS SIM ( ) NÃO ( )
FÁCIL DESCOLORAÇÃO SIM ( ) NÃO ( )
PARTICULARIDADES:
______________________________________________________________________
Formulário 1. Avaliação da qualidade da linha
Orçamento com o fornecedor
Confirmação do pedido
Transporte da matéria de Monte
Sião á Inconfidentes (Realizado
pela empresa onde o produto foi
adquirido)
Chegada do pedido conferência
Matéria-Prima na Linha de
Produção
Tempo estimado de
entrega: 2 a 4 dias
dependendo da
disponibilidade
45
Na aquisição da parafina deve-se observa características como o tamanho do
rolo de parafina que é uma questão de convicção das fiações. A fabricação de rolos de
parafina pequenos é mais simples, sendo por isso normalmente mais barato e de
qualidade mais confiável. Em contrapartida, os intervalos de troca de rolos de parafina
grandes, são maiores, o que economiza custos na área de fiação.
Tendencialmente, nos rolos maiores são também maiores os restos do rolo, o que
deve ser considerado na análise de rentabilidade. Aliem disso, os rolos grandes se sujam
mais depressa, o que pode influenciar negativamente o movimento rotativo dos rolos de
parafina. Inúmeras fiações esgotam cada vez mais o potencial que a parafinagem lhes
oferece.
Para escolha dos botões devem ser avaliar condições como materiais e
imperfeições de fabricação, resistência, se os botões apresentarem furos avaliar se
distribuição está correta.
Após a análise da matéria prima de cada fornecedor, deverá ser gerado um
relatório sobre as informações obtidas para que haja comparação entre os fornecedores e
a escolha seja feita de acordo com a qualidade do produto e a oferta de menor preço da
matéria prima.
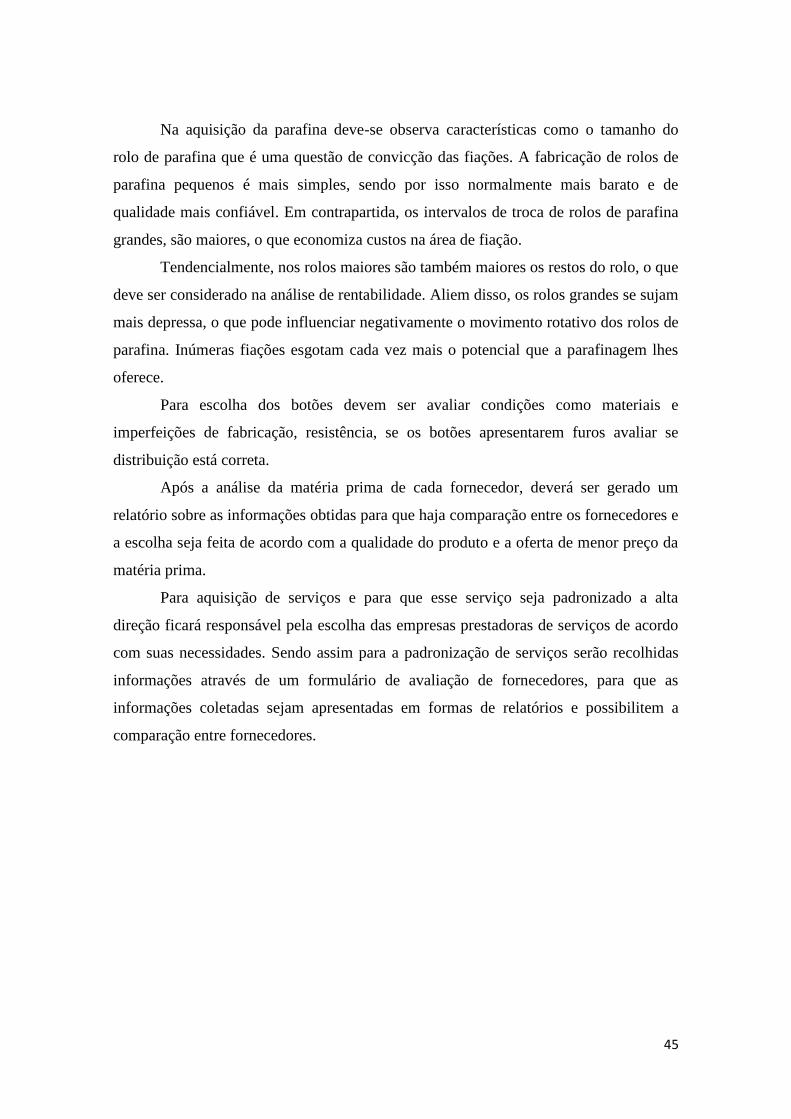
Para aquisição de serviços e para que esse serviço seja padronizado a alta
direção ficará responsável pela escolha das empresas prestadoras de serviços de acordo
com suas necessidades. Sendo assim para a padronização de serviços serão recolhidas
informações através de um formulário de avaliação de fornecedores, para que as
informações coletadas sejam apresentadas em formas de relatórios e possibilitem a
comparação entre fornecedores.
46
AVALIAÇÃO DE FORNECEDORES
FORNECEDOR:
SERVIÇO/PRODUTO:
FONE/ FAX
CRITÉRIOS DE AVALIAÇÃO
QUALIDADE DO SERVIÇO:
PRAZO DE ENTREGA :
PONTUALIDADE:
QUALIDADE NO ATENDIMENTO:
CONDIÇÕES DE PAGAMENTO:
PREÇO:
PARTICULARIDADES:
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
NOTAS
Ruim Regular Bom Ótimo
0 5 7 10
SATISFATÓRIO ACIMA DE 6
Formulário 2. Avaliação do fornecedor tanto para serviço quanto para produto
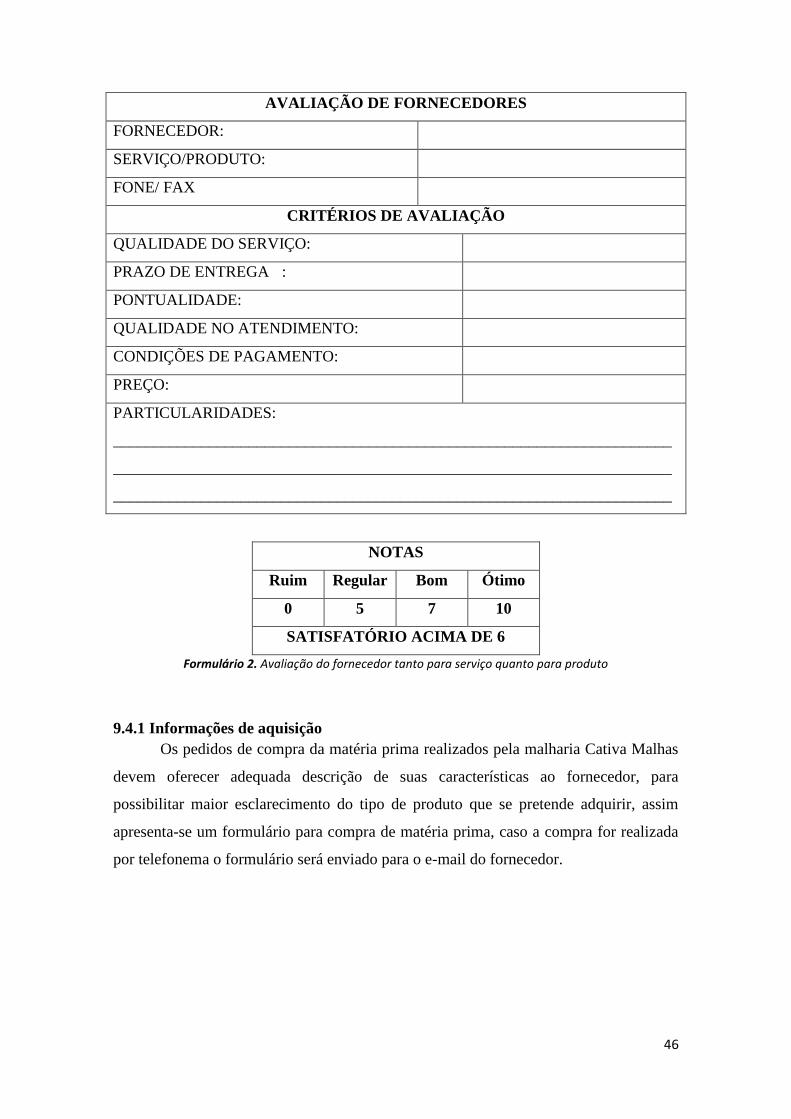
9.4.1 Informações de aquisição
Os pedidos de compra da matéria prima realizados pela malharia Cativa Malhas
devem oferecer adequada descrição de suas características ao fornecedor, para
possibilitar maior esclarecimento do tipo de produto que se pretende adquirir, assim
apresenta-se um formulário para compra de matéria prima, caso a compra for realizada
por telefonema o formulário será enviado para o e-mail do fornecedor.
47
NOME DA EMPRESA Nº de RC.
REQUISIÇÃO DE COMPRA Data:
COR:
MARCA:
NÚMERAÇÃO:
Departamento requisitante: ________________________________
Nº do
item Qtde. Nº ref. Descrição Objetivo Preço/unidade
Despachar para: Data de despacho exigido
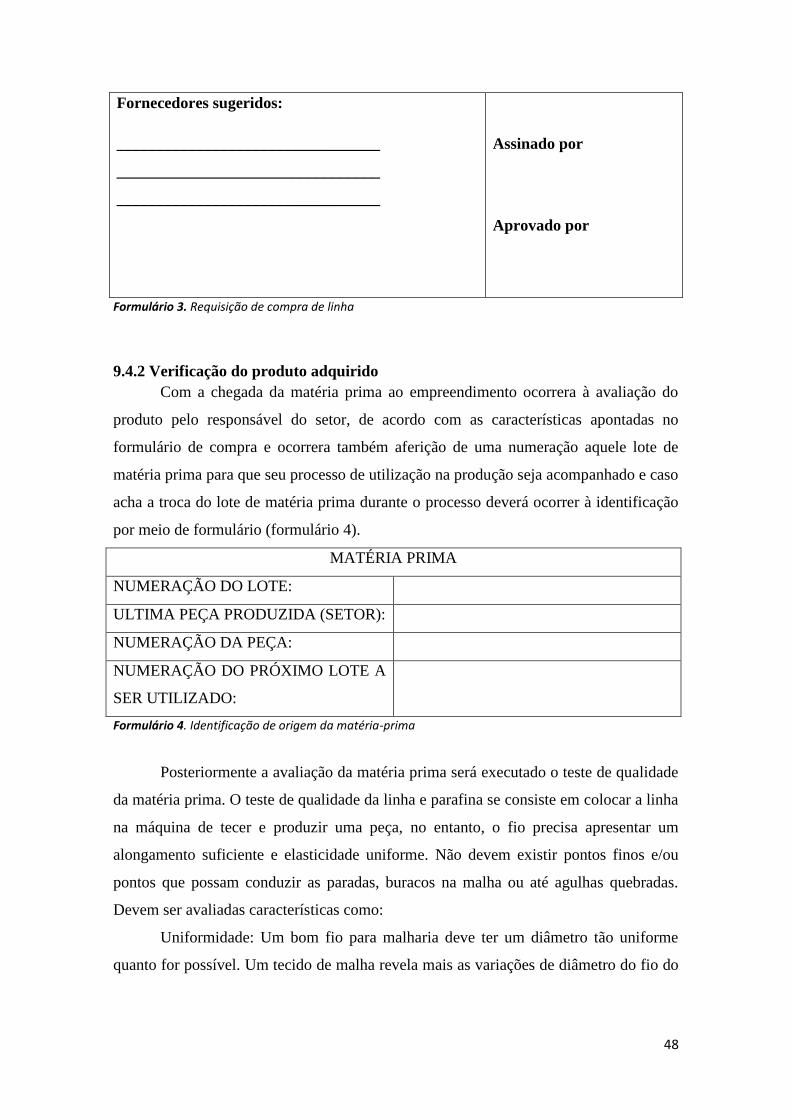
48
Fornecedores sugeridos:
_________________________________
_________________________________
_________________________________
Assinado por
Aprovado por
Formulário 3. Requisição de compra de linha
9.4.2 Verificação do produto adquirido
Com a chegada da matéria prima ao empreendimento ocorrera à avaliação do
produto pelo responsável do setor, de acordo com as características apontadas no
formulário de compra e ocorrera também aferição de uma numeração aquele lote de
matéria prima para que seu processo de utilização na produção seja acompanhado e caso
acha a troca do lote de matéria prima durante o processo deverá ocorrer à identificação
por meio de formulário (formulário 4).
MATÉRIA PRIMA
NUMERAÇÃO DO LOTE:
ULTIMA PEÇA PRODUZIDA (SETOR):
NUMERAÇÃO DA PEÇA:
NUMERAÇÃO DO PRÓXIMO LOTE A
SER UTILIZADO:
Formulário 4. Identificação de origem da matéria-prima
Posteriormente a avaliação da matéria prima será executado o teste de qualidade
da matéria prima. O teste de qualidade da linha e parafina se consiste em colocar a linha
na máquina de tecer e produzir uma peça, no entanto, o fio precisa apresentar um
alongamento suficiente e elasticidade uniforme. Não devem existir pontos finos e/ou
pontos que possam conduzir as paradas, buracos na malha ou até agulhas quebradas.
Devem ser avaliadas características como:
Uniformidade: Um bom fio para malharia deve ter um diâmetro tão uniforme
quanto for possível. Um tecido de malha revela mais as variações de diâmetro do fio do
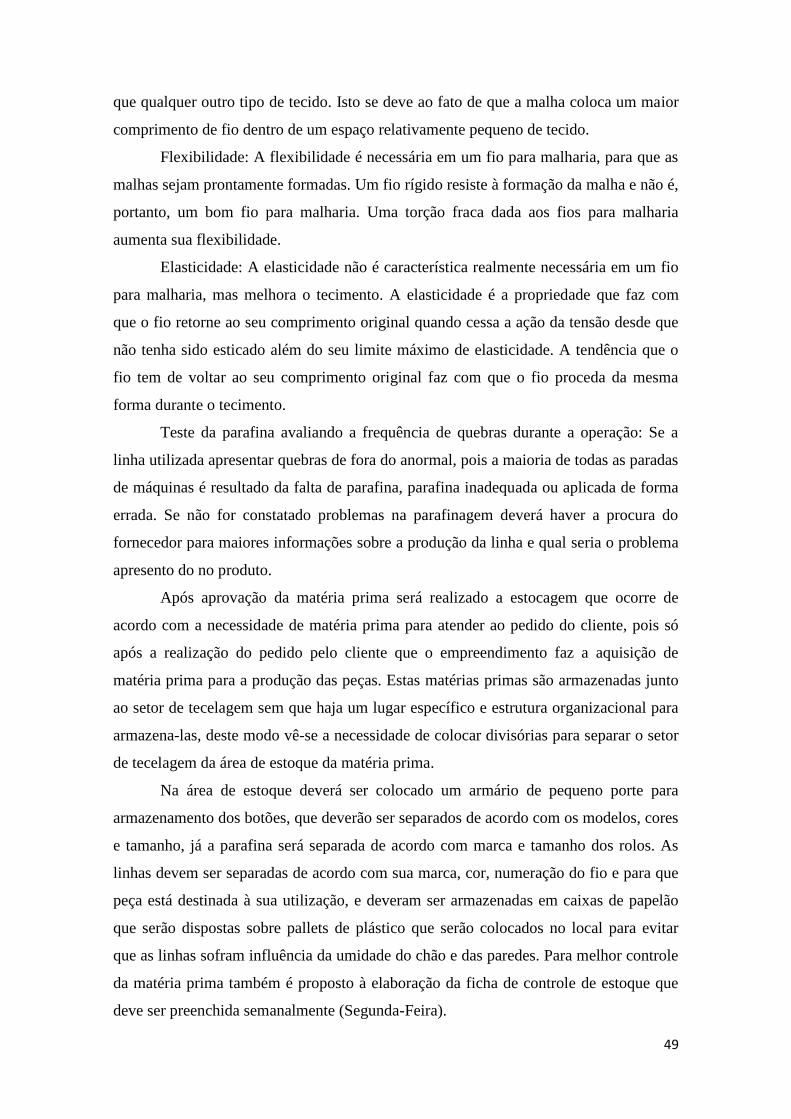
49
que qualquer outro tipo de tecido. Isto se deve ao fato de que a malha coloca um maior
comprimento de fio dentro de um espaço relativamente pequeno de tecido.
Flexibilidade: A flexibilidade é necessária em um fio para malharia, para que as
malhas sejam prontamente formadas. Um fio rígido resiste à formação da malha e não é,
portanto, um bom fio para malharia. Uma torção fraca dada aos fios para malharia
aumenta sua flexibilidade.
Elasticidade: A elasticidade não é característica realmente necessária em um fio
para malharia, mas melhora o tecimento. A elasticidade é a propriedade que faz com
que o fio retorne ao seu comprimento original quando cessa a ação da tensão desde que
não tenha sido esticado além do seu limite máximo de elasticidade. A tendência que o
fio tem de voltar ao seu comprimento original faz com que o fio proceda da mesma
forma durante o tecimento.
Teste da parafina avaliando a frequência de quebras durante a operação: Se a
linha utilizada apresentar quebras de fora do anormal, pois a maioria de todas as paradas
de máquinas é resultado da falta de parafina, parafina inadequada ou aplicada de forma
errada. Se não for constatado problemas na parafinagem deverá haver a procura do
fornecedor para maiores informações sobre a produção da linha e qual seria o problema
apresento do no produto.
Após aprovação da matéria prima será realizado a estocagem que ocorre de
acordo com a necessidade de matéria prima para atender ao pedido do cliente, pois só
após a realização do pedido pelo cliente que o empreendimento faz a aquisição de
matéria prima para a produção das peças. Estas matérias primas são armazenadas junto
ao setor de tecelagem sem que haja um lugar específico e estrutura organizacional para
armazena-las, deste modo vê-se a necessidade de colocar divisórias para separar o setor
de tecelagem da área de estoque da matéria prima.
Na área de estoque deverá ser colocado um armário de pequeno porte para
armazenamento dos botões, que deverão ser separados de acordo com os modelos, cores
e tamanho, já a parafina será separada de acordo com marca e tamanho dos rolos. As
linhas devem ser separadas de acordo com sua marca, cor, numeração do fio e para que
peça está destinada à sua utilização, e deveram ser armazenadas em caixas de papelão
que serão dispostas sobre pallets de plástico que serão colocados no local para evitar
que as linhas sofram influência da umidade do chão e das paredes. Para melhor controle
da matéria prima também é proposto à elaboração da ficha de controle de estoque que
deve ser preenchida semanalmente (Segunda-Feira).
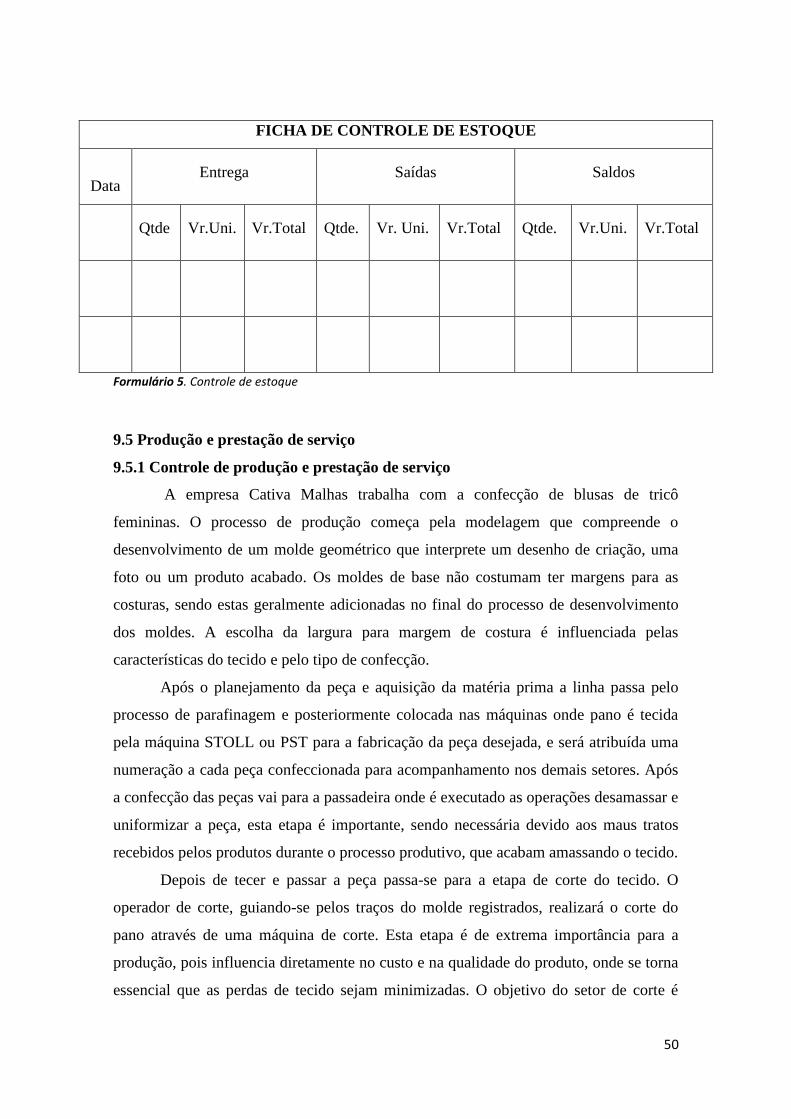
50
FICHA DE CONTROLE DE ESTOQUE
D
Data Entrega Saídas Saldos
Qtde Vr.Uni. Vr.Total Qtde. Vr. Uni. Vr.Total Qtde. Vr.Uni. Vr.Total
Formulário 5. Controle de estoque
9.5 Produção e prestação de serviço
9.5.1 Controle de produção e prestação de serviço
A empresa Cativa Malhas trabalha com a confecção de blusas de tricô
femininas. O processo de produção começa pela modelagem que compreende o
desenvolvimento de um molde geométrico que interprete um desenho de criação, uma
foto ou um produto acabado. Os moldes de base não costumam ter margens para as
costuras, sendo estas geralmente adicionadas no final do processo de desenvolvimento
dos moldes. A escolha da largura para margem de costura é influenciada pelas
características do tecido e pelo tipo de confecção.
Após o planejamento da peça e aquisição da matéria prima a linha passa pelo
processo de parafinagem e posteriormente colocada nas máquinas onde pano é tecida
pela máquina STOLL ou PST para a fabricação da peça desejada, e será atribuída uma
numeração a cada peça confeccionada para acompanhamento nos demais setores. Após
a confecção das peças vai para a passadeira onde é executado as operações desamassar e
uniformizar a peça, esta etapa é importante, sendo necessária devido aos maus tratos
recebidos pelos produtos durante o processo produtivo, que acabam amassando o tecido.
Depois de tecer e passar a peça passa-se para a etapa de corte do tecido. O
operador de corte, guiando-se pelos traços do molde registrados, realizará o corte do
pano através de uma máquina de corte. Esta etapa é de extrema importância para a
produção, pois influencia diretamente no custo e na qualidade do produto, onde se torna
essencial que as perdas de tecido sejam minimizadas. O objetivo do setor de corte é
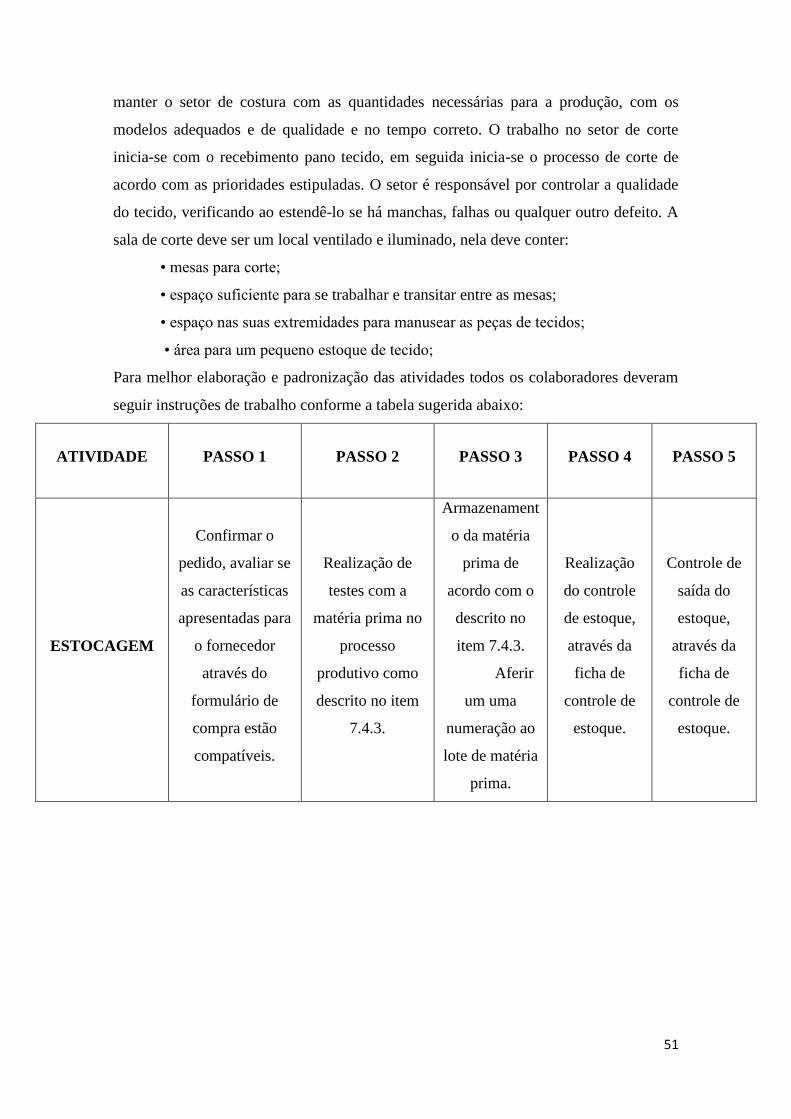
51
manter o setor de costura com as quantidades necessárias para a produção, com os
modelos adequados e de qualidade e no tempo correto. O trabalho no setor de corte
inicia-se com o recebimento pano tecido, em seguida inicia-se o processo de corte de
acordo com as prioridades estipuladas. O setor é responsável por controlar a qualidade
do tecido, verificando ao estendê-lo se há manchas, falhas ou qualquer outro defeito. A
sala de corte deve ser um local ventilado e iluminado, nela deve conter:
• mesas para corte;
• espaço suficiente para se trabalhar e transitar entre as mesas;
• espaço nas suas extremidades para manusear as peças de tecidos;
• área para um pequeno estoque de tecido;
Para melhor elaboração e padronização das atividades todos os colaboradores deveram
seguir instruções de trabalho conforme a tabela sugerida abaixo:
ATIVIDADE PASSO 1 PASSO 2 PASSO 3 PASSO 4 PASSO 5
ESTOCAGEM
Confirmar o
pedido, avaliar se
as características
apresentadas para
o fornecedor
através do
formulário de
compra estão
compatíveis.
Realização de
testes com a
matéria prima no
processo
produtivo como
descrito no item
7.4.3.
Armazenament
o da matéria
prima de
acordo com o
descrito no
item 7.4.3.
Aferir
um uma
numeração ao
lote de matéria
prima.
Realização
do controle
de estoque,
através da
ficha de
controle de
estoque.
Controle de
saída do
estoque,
através da
ficha de
controle de
estoque.
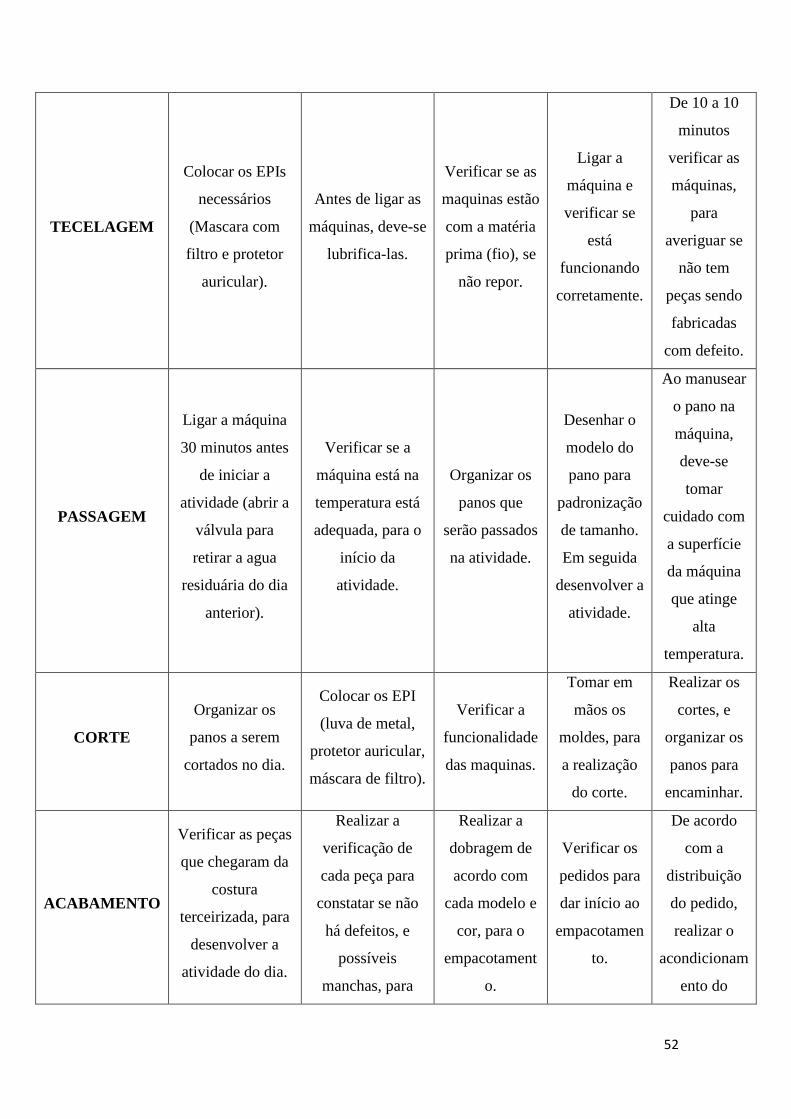
52
TECELAGEM
Colocar os EPIs
necessários
(Mascara com
filtro e protetor
auricular).
Antes de ligar as
máquinas, deve-se
lubrifica-las.
Verificar se as
maquinas estão
com a matéria
prima (fio), se
não repor.
Ligar a
máquina e
verificar se
está
funcionando
corretamente.
De 10 a 10
minutos
verificar as
máquinas,
para
averiguar se
não tem
peças sendo
fabricadas
com defeito.
PASSAGEM
Ligar a máquina
30 minutos antes
de iniciar a
atividade (abrir a
válvula para
retirar a agua
residuária do dia
anterior).
Verificar se a
máquina está na
temperatura está
adequada, para o
início da
atividade.
Organizar os
panos que
serão passados
na atividade.
Desenhar o
modelo do
pano para
padronização
de tamanho.
Em seguida
desenvolver a
atividade.
Ao manusear
o pano na
máquina,
deve-se
tomar
cuidado com
a superfície
da máquina
que atinge
alta
temperatura.
CORTE
Organizar os
panos a serem
cortados no dia.
Colocar os EPI
(luva de metal,
protetor auricular,
máscara de filtro).
Verificar a
funcionalidade
das maquinas.
Tomar em
mãos os
moldes, para
a realização
do corte.
Realizar os
cortes, e
organizar os
panos para
encaminhar.
ACABAMENTO
Verificar as peças
que chegaram da
costura
terceirizada, para
desenvolver a
atividade do dia.
Realizar a
verificação de
cada peça para
constatar se não
há defeitos, e
possíveis
manchas, para
Realizar a
dobragem de
acordo com
cada modelo e
cor, para o
empacotament
o.
Verificar os
pedidos para
dar início ao
empacotamen
to.
De acordo
com a
distribuição
do pedido,
realizar o
acondicionam
ento do
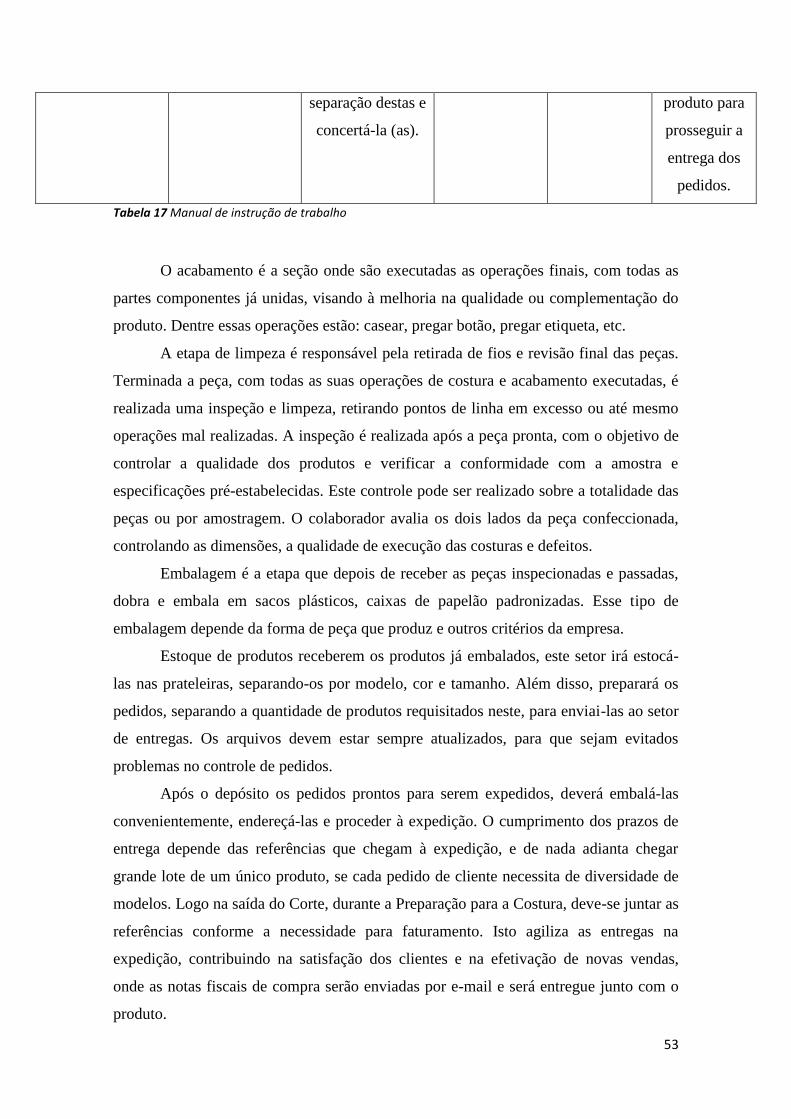
53
separação destas e
concertá-la (as).
produto para
prosseguir a
entrega dos
pedidos.
Tabela 17 Manual de instrução de trabalho
O acabamento é a seção onde são executadas as operações finais, com todas as
partes componentes já unidas, visando à melhoria na qualidade ou complementação do
produto. Dentre essas operações estão: casear, pregar botão, pregar etiqueta, etc.
A etapa de limpeza é responsável pela retirada de fios e revisão final das peças.
Terminada a peça, com todas as suas operações de costura e acabamento executadas, é
realizada uma inspeção e limpeza, retirando pontos de linha em excesso ou até mesmo
operações mal realizadas. A inspeção é realizada após a peça pronta, com o objetivo de
controlar a qualidade dos produtos e verificar a conformidade com a amostra e
especificações pré-estabelecidas. Este controle pode ser realizado sobre a totalidade das
peças ou por amostragem. O colaborador avalia os dois lados da peça confeccionada,
controlando as dimensões, a qualidade de execução das costuras e defeitos.
Embalagem é a etapa que depois de receber as peças inspecionadas e passadas,
dobra e embala em sacos plásticos, caixas de papelão padronizadas. Esse tipo de
embalagem depende da forma de peça que produz e outros critérios da empresa.
Estoque de produtos receberem os produtos já embalados, este setor irá estocá-
las nas prateleiras, separando-os por modelo, cor e tamanho. Além disso, preparará os
pedidos, separando a quantidade de produtos requisitados neste, para enviai-las ao setor
de entregas. Os arquivos devem estar sempre atualizados, para que sejam evitados
problemas no controle de pedidos.
Após o depósito os pedidos prontos para serem expedidos, deverá embalá-las
convenientemente, endereçá-las e proceder à expedição. O cumprimento dos prazos de
entrega depende das referências que chegam à expedição, e de nada adianta chegar
grande lote de um único produto, se cada pedido de cliente necessita de diversidade de
modelos. Logo na saída do Corte, durante a Preparação para a Costura, deve-se juntar as
referências conforme a necessidade para faturamento. Isto agiliza as entregas na
expedição, contribuindo na satisfação dos clientes e na efetivação de novas vendas,
onde as notas fiscais de compra serão enviadas por e-mail e será entregue junto com o
produto.
54
Equipamentos de monitoramento e medição
Máquina de tecelagem Stoll: A empresa já realiza a manutenção de todas as
máquinas no final de cada temporada de produção, por uma empresa especializada em
equipamentos e maquinários de fabricação de malhas, chamada "Para Malhas" da
cidade de Monte Sião. Para o monitoramento das máquinas recomenda-se que este seja
realizado pelos próprios funcionários da malharia, periodicamente, para que possíveis
problemas ou falhas sejam identificados rapidamente a fim de que sejam corrigidos logo
que ocorridos para que não acarretem outro problema.
Máquina de tecelagem PST: A manutenção destas máquinas deve ser
efetuada conforme descrito à cima, por empresa especializada, no final de cada
temporada de produção e o monitoramento deve ser realizado pelos próprios
funcionários, para esta máquina, diariamente.
Máquina de corte: A manutenção desta máquina deve ser efetuada
conforme descrito à cima, por empresa especializada, no final de cada temporada de
produção e o monitoramento deve ser realizado pelos próprios funcionários, para esta
máquina, diariamente.
Máquina de passar: A manutenção desta máquina deve ser efetuada
conforme descrito à cima, por empresa especializada, no final de cada temporada de
produção e o monitoramento deve ser realizado pelos próprios funcionários, para esta.
9.5.2 Validação dos processos de produção e prestação de serviço
Para melhor controle de produção deverá ser preenchido formulários de
quantificação e qualificação por cada responsável pelo setor (tecelagem, corte, costura,
limpeza, passadeira e acabamento) antes da peça ser enviada para a próxima etapa do
processo. Quanto ao formulário de qualificação da peça deve ser montado a cada novo
pedido com as especificidades da peça pedida pelo cliente.
Segue os modelos de formulários de Quantificação e Qualificação das peças.
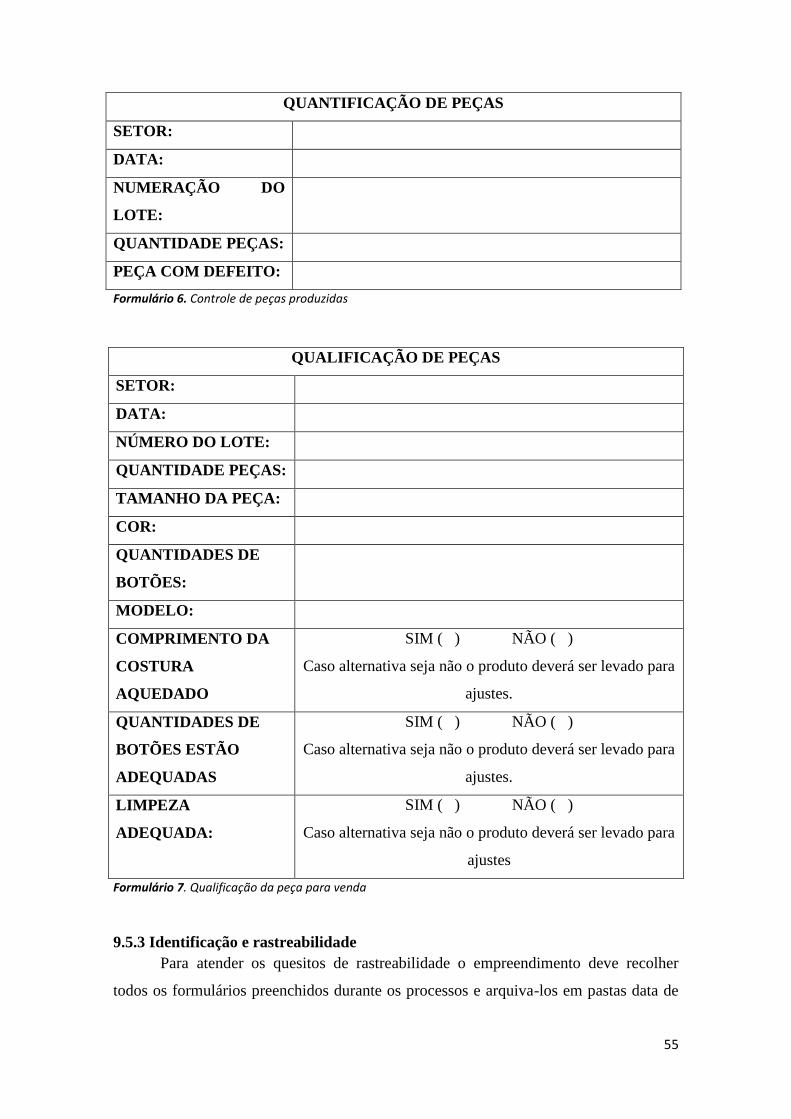
55
QUANTIFICAÇÃO DE PEÇAS
SETOR:
DATA:
NUMERAÇÃO DO
LOTE:
QUANTIDADE PEÇAS:
PEÇA COM DEFEITO:
Formulário 6. Controle de peças produzidas
QUALIFICAÇÃO DE PEÇAS
SETOR:
DATA:
NÚMERO DO LOTE:
QUANTIDADE PEÇAS:
TAMANHO DA PEÇA:
COR:
QUANTIDADES DE
BOTÕES:
MODELO:
COMPRIMENTO DA
COSTURA
AQUEDADO
SIM ( ) NÃO ( )
Caso alternativa seja não o produto deverá ser levado para
ajustes.
QUANTIDADES DE
BOTÕES ESTÃO
ADEQUADAS
SIM ( ) NÃO ( )
Caso alternativa seja não o produto deverá ser levado para
ajustes.
LIMPEZA
ADEQUADA:
SIM ( ) NÃO ( )
Caso alternativa seja não o produto deverá ser levado para
ajustes
Formulário 7. Qualificação da peça para venda
9.5.3 Identificação e rastreabilidade
Para atender os quesitos de rastreabilidade o empreendimento deve recolher
todos os formulários preenchidos durante os processos e arquiva-los em pastas data de
56
acordo com o número do lote de matéria prima, onde cada setor será gerado um
formulário de avaliação para a quantificação e qualificação das peças que possibilitará a
identificação de problemas durante o processo produtivo e fácil localização.
Para matéria prima e embalagens, a empresa deve seguir as seguintes
orientações:
Conversar com as informações do formulário a respeito
dos fornecedores, de acordo com a data da entrega e número do lote.
Produtos sem avaliação não dever ser liberados para os
próximos setores, exceto em circunstâncias especiais acordadas entre o
fornecedor e uma autoridade competente do empreendimento.
Os formulários de recibo e avaliação da matéria prima
devem ter os registros dessas análises devem ser conservados até o final
da temporada para futuras consultas.
Para o processo industrial, para efeito de rastreabilidade deve ser registrada toda
formulação utilizada (matéria prima, embalagens e qualidade), que poderão ser obtidas
através das informações dos formulários de serão gerados em cada setor com
informações como através de informações como data de entrega do produto, número do
lote e de cada elemento que compõe o produto permitirão que problemas na produção
sejam resolvidos facilmente para evitar que o produto final seja inadequado.
Também devem ser registradas e quantificadas as
quantidades de reprocesso que venham a ser utilizadas, considerando a
rastreabilidade dos lotes que deram origem a esse reprocesso.
Os controles operacionais devem ser rastreados neste caso
com maior atenção, especial a manutenção dos equipamentos para que
se houver algum problema na confecção das peças relacionadas ao
desempenho do maquinário haja rápida correção.
Produtos analisados pela a empresa para liberação deve ter
seus registros arquivados em pastas datas com o nome do cliente e
numeração do lote que devem ser armazenadas no setor administrativo
do empreendimento para futuras consultas e só poderão ser descartados
ao final da temporada.
Também é de extrema importância a rastreabilidade de produtos enviados aos
clientes, ao preparar as peças para envio deverá ser preenchido um formulário que ficará
57
armazenado no setor administrativo em pastas datas, com o nome do cliente e
numeração do lote. Apresentado a seguir exemplo de formulário a ser preenchido com
as informações dos produtos enviados aos clientes.
PRODUTO ENVIADO
NOME DO CLIENTE:
LOCALICAÇÃO DA
ENTREGA
Cidade:
Bairro
Rua:
Número:
NUMERAÇÃO DO LOTE:
NÚMEROS DE PEÇAS:
MODELO:
TAMANHO DA PEÇA:
Formulário 8. Informações do produto enviado
9.5.4 Propriedade do cliente
Quanto a matérias de propriedade do cliente for enviada ao empreendimento
para utilização na produção das peças, deveram ser catalogados e armazenados na área
de estoque com etiquetas contendo informações de qual momento serão utilizados na
produção, nome do proprietário.
Informações como modelos para moldes de peças apresentadas pelos clientes
devem ser arquivadas em pastas datas e com os nomes dos clientes, assim como e-mails
recebidos pelo empreendimento que se trate de assuntos confidenciais dos clientes
devem ser armazenados em pastas no computador que contenham o nome dos clientes e
ficará de responsabilidade do setor administrativo.
Se houver casos em que os clientes enviam produtos, matérias-primas ou
equipamentos para a confecção dos produtos. É importante possuir um formato definido
de identificação e controle da propriedade do cliente. Segue formulário de informações
de propriedades do cliente.
58
PROPRIEDADES DO CLIENTE
NOME DO CLIENTE:
CNPJ:
LOCALICAÇÃO DO CLIENTE Cidade:
Bairro:
Rua:
Número
MATÉRIA PRIMA /OU EQUIPAMENTO
DESTINAÇÃO (SETOR):
PARTICULARIDADES:
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
Formulário 9 Informações de propriedades do cliente
9.5.5. Preservação do produto
Proposta para preservação do produto no empreendimento:
O procedimento começa com aquisição da matéria prima onde serão realizadas
analises como descritas nos itens 7.4.1 e 7.4.2, após a aprovação da matéria prima (fio,
parafina e botões) deverá seguir para o setor de estoque onde serão armazenadas de
acordo com as descrições do no item 7.4.3.
Com a entrada da linha no setor de tecelagem ocorre a confecção do pano, que
no momento da tecelagem deve haver uma caixa de papelão para que o pano tecido caia
na caixa evitando contado com o chão do empreendimento. Com o pano tecido dentro
de a caixa ocorrer à avaliação do produto para que ele possa ser liberado para o próximo
setor para ser passado.
Após o pano ser passado e ocorrer à avaliação de qualidade o mesmo será
liberado para o setor de corte dentro das caixas de papelão. No setor de corte o pano
será cortado de acordo com o molde solicitado pelo cliente e avaliado para que possa ser
liberado para o próximo setor.
O setor seguinte ao corte é o da costura que está sendo terceirizado pelo
empreendimento, onde para a realização das entregas as costureiras (os) os panos são
59
colocados dentro de caixas de papelão que contém o número do lote. Após a montagem
da peça pelo setor terceirizado as peças são enviadas de volta para o empreendimento
para avaliação de qualidade e quantificação das peças para liberação para o setor de
acabamento.
No setor de acabamento serão realizados o controlando das dimensões, a
qualidade de execução das costuras e defeitos, retirados de fios em exerço, avaliação e
quantificação e posteriormente liberado para o setor de embalagem e armazenamento.
As peças serão colocadas em saquinhos plásticos com o número da blusa e
colocadas em caixas com a numeração dos lotes, cor da peça, número de peças, modelo
e informações de localidades dos clientes e depois da avaliação das conformidades do
pedido e do produto serão envidas para o cliente cargo que ficará sobre responsabilidade
do apresentante assegurar o transporte aquedado e a chegada do produto ao cliente.
Durante o transporte do produto devem ser passadas as particularidades das
peças e os cuidados tomados durante o transporte que será apresentado pela alta direção
através de formulário de preservação de o produto apresentado a seguir:
PRESERVAÇÃO DE O PRODUTO
NOME DO CLIENTE:
NUMERAÇÃO DO LOTE:
LOCALICAÇÃO DO CLIENTE Cidade:
Bairro
Rua:
Número:
QUANTIDADE DE PEÇAS:
FORMA DE ARMAZENAMENTO:
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
Formulário 10. Preservação do produto
10. MEDIÇÃO, ANÁLISE E MELHORIA
10.1 Generalidades
A malharia Cativa Malhas deverá realizar o planejamento e implementação de
processos necessários de monitoramento, medição, análise e melhoria, para demonstrar
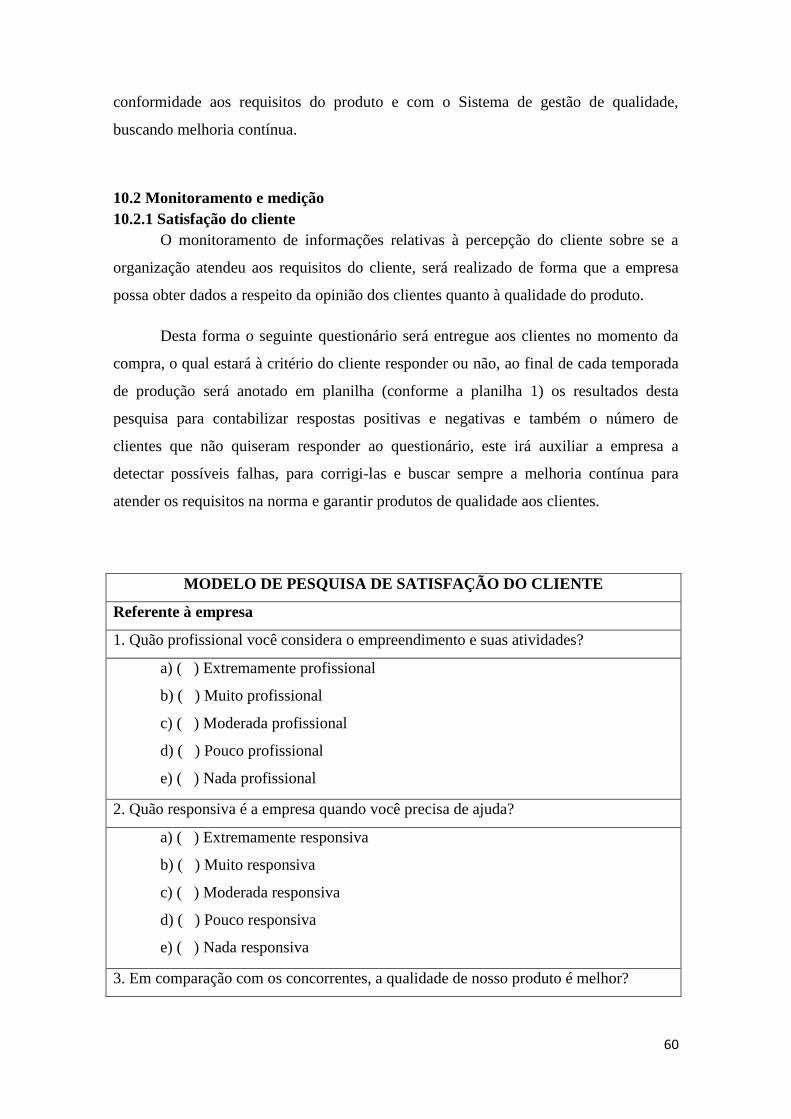
60
conformidade aos requisitos do produto e com o Sistema de gestão de qualidade,
buscando melhoria contínua.
10.2 Monitoramento e medição
10.2.1 Satisfação do cliente
O monitoramento de informações relativas à percepção do cliente sobre se a
organização atendeu aos requisitos do cliente, será realizado de forma que a empresa
possa obter dados a respeito da opinião dos clientes quanto à qualidade do produto.
Desta forma o seguinte questionário será entregue aos clientes no momento da
compra, o qual estará à critério do cliente responder ou não, ao final de cada temporada
de produção será anotado em planilha (conforme a planilha 1) os resultados desta
pesquisa para contabilizar respostas positivas e negativas e também o número de
clientes que não quiseram responder ao questionário, este irá auxiliar a empresa a
detectar possíveis falhas, para corrigi-las e buscar sempre a melhoria contínua para
atender os requisitos na norma e garantir produtos de qualidade aos clientes.
MODELO DE PESQUISA DE SATISFAÇÃO DO CLIENTE
Referente à empresa
1. Quão profissional você considera o empreendimento e suas atividades?
a) ( ) Extremamente profissional
b) ( ) Muito profissional
c) ( ) Moderada profissional
d) ( ) Pouco profissional
e) ( ) Nada profissional
2. Quão responsiva é a empresa quando você precisa de ajuda?
a) ( ) Extremamente responsiva
b) ( ) Muito responsiva
c) ( ) Moderada responsiva
d) ( ) Pouco responsiva
e) ( ) Nada responsiva
3. Em comparação com os concorrentes, a qualidade de nosso produto é melhor?
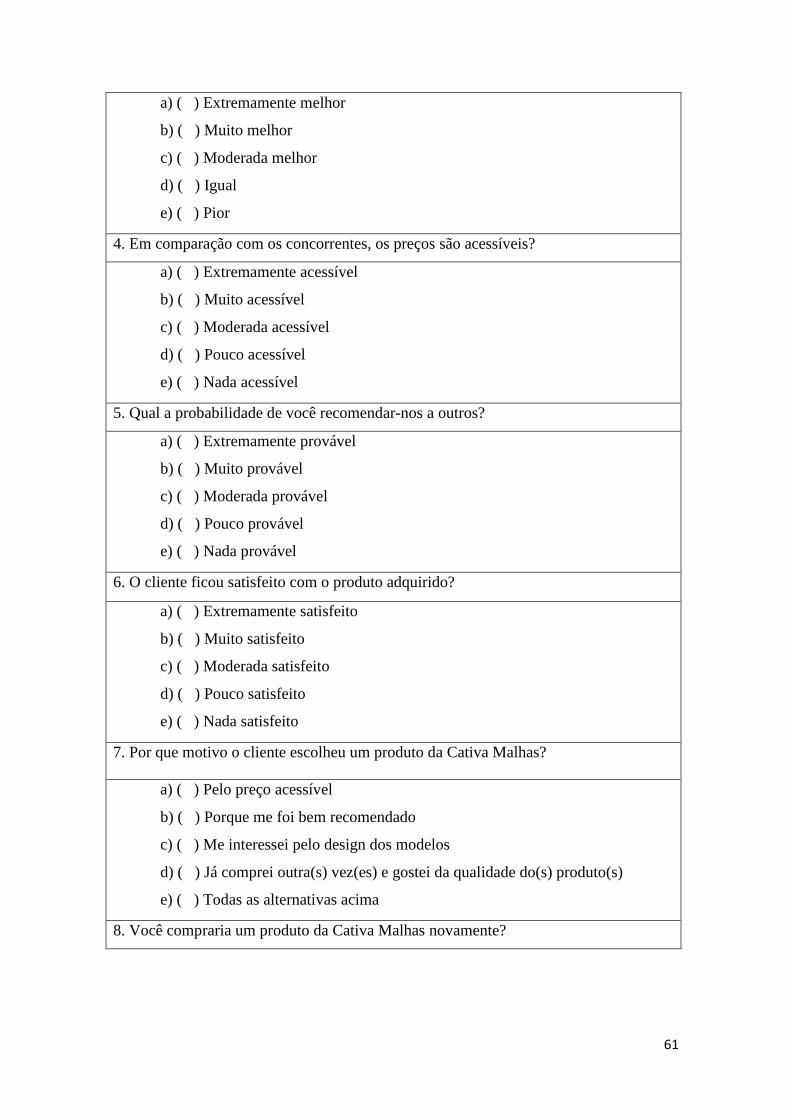
61
a) ( ) Extremamente melhor
b) ( ) Muito melhor
c) ( ) Moderada melhor
d) ( ) Igual
e) ( ) Pior
4. Em comparação com os concorrentes, os preços são acessíveis?
a) ( ) Extremamente acessível
b) ( ) Muito acessível
c) ( ) Moderada acessível
d) ( ) Pouco acessível
e) ( ) Nada acessível
5. Qual a probabilidade de você recomendar-nos a outros?
a) ( ) Extremamente provável
b) ( ) Muito provável
c) ( ) Moderada provável
d) ( ) Pouco provável
e) ( ) Nada provável
6. O cliente ficou satisfeito com o produto adquirido?
a) ( ) Extremamente satisfeito
b) ( ) Muito satisfeito
c) ( ) Moderada satisfeito
d) ( ) Pouco satisfeito
e) ( ) Nada satisfeito
7. Por que motivo o cliente escolheu um produto da Cativa Malhas?
a) ( ) Pelo preço acessível
b) ( ) Porque me foi bem recomendado
c) ( ) Me interessei pelo design dos modelos
d) ( ) Já comprei outra(s) vez(es) e gostei da qualidade do(s) produto(s)
e) ( ) Todas as alternativas acima
8. Você compraria um produto da Cativa Malhas novamente?
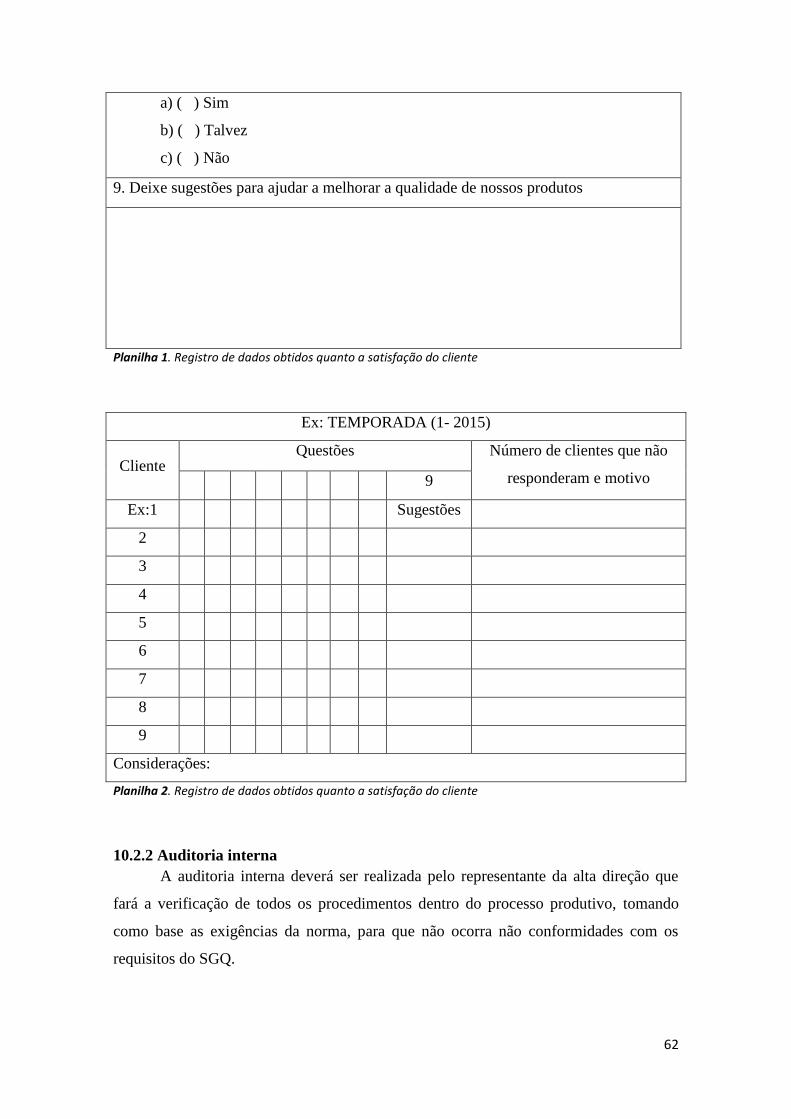
62
a) ( ) Sim
b) ( ) Talvez
c) ( ) Não
9. Deixe sugestões para ajudar a melhorar a qualidade de nossos produtos
Planilha 1. Registro de dados obtidos quanto a satisfação do cliente
Ex: TEMPORADA (1- 2015)
Cliente Questões Número de clientes que não
responderam e motivo 1 2 3 4 5 6 7 8 9
Ex:1 A A B B A B E A Sugestões
2
3
4
5
6
7
8
9
Considerações:
Planilha 2. Registro de dados obtidos quanto a satisfação do cliente
10.2.2 Auditoria interna
A auditoria interna deverá ser realizada pelo representante da alta direção que
fará a verificação de todos os procedimentos dentro do processo produtivo, tomando
como base as exigências da norma, para que não ocorra não conformidades com os
requisitos do SGQ.
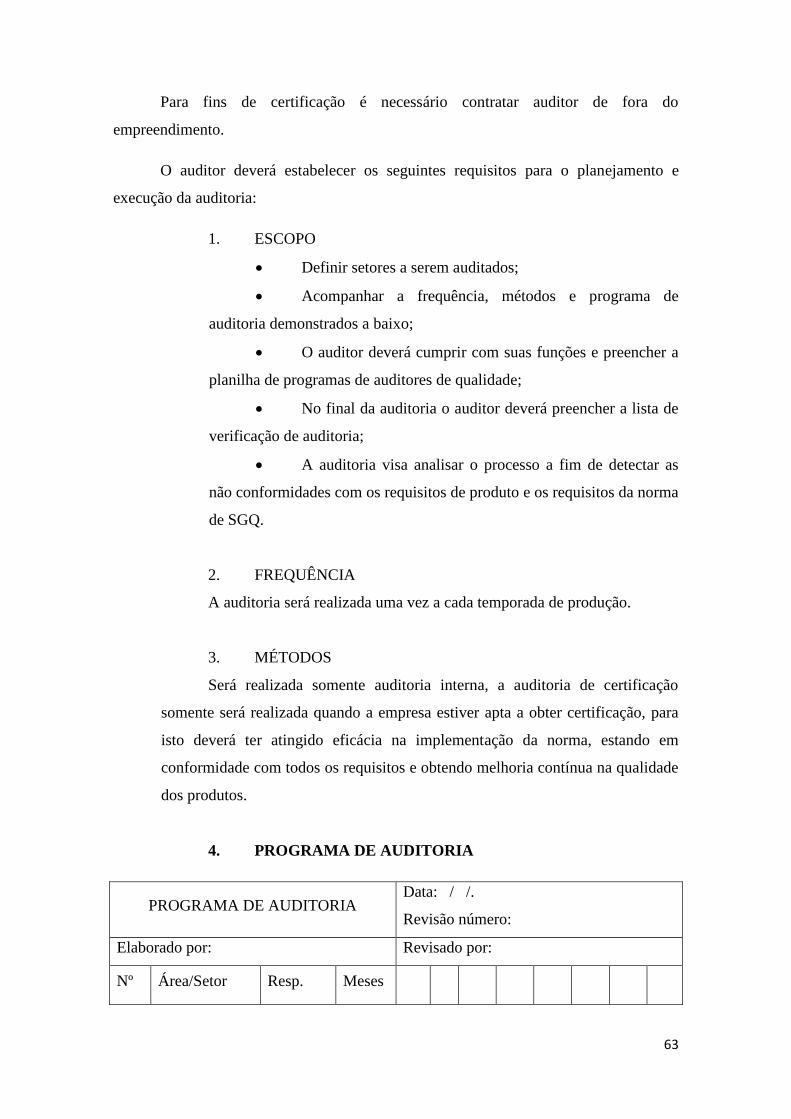
63
Para fins de certificação é necessário contratar auditor de fora do
empreendimento.
O auditor deverá estabelecer os seguintes requisitos para o planejamento e
execução da auditoria:
1. ESCOPO
Definir setores a serem auditados;
Acompanhar a frequência, métodos e programa de
auditoria demonstrados a baixo;
O auditor deverá cumprir com suas funções e preencher a
planilha de programas de auditores de qualidade;
No final da auditoria o auditor deverá preencher a lista de
verificação de auditoria;
A auditoria visa analisar o processo a fim de detectar as
não conformidades com os requisitos de produto e os requisitos da norma
de SGQ.
2. FREQUÊNCIA
A auditoria será realizada uma vez a cada temporada de produção.
3. MÉTODOS
Será realizada somente auditoria interna, a auditoria de certificação
somente será realizada quando a empresa estiver apta a obter certificação, para
isto deverá ter atingido eficácia na implementação da norma, estando em
conformidade com todos os requisitos e obtendo melhoria contínua na qualidade
dos produtos.
4. PROGRAMA DE AUDITORIA
PROGRAMA DE AUDITORIA Data: / /.
Revisão número:
Elaborado por: Revisado por:
Nº Área/Setor Resp. Meses 1 2 3 4 5 6 7 8
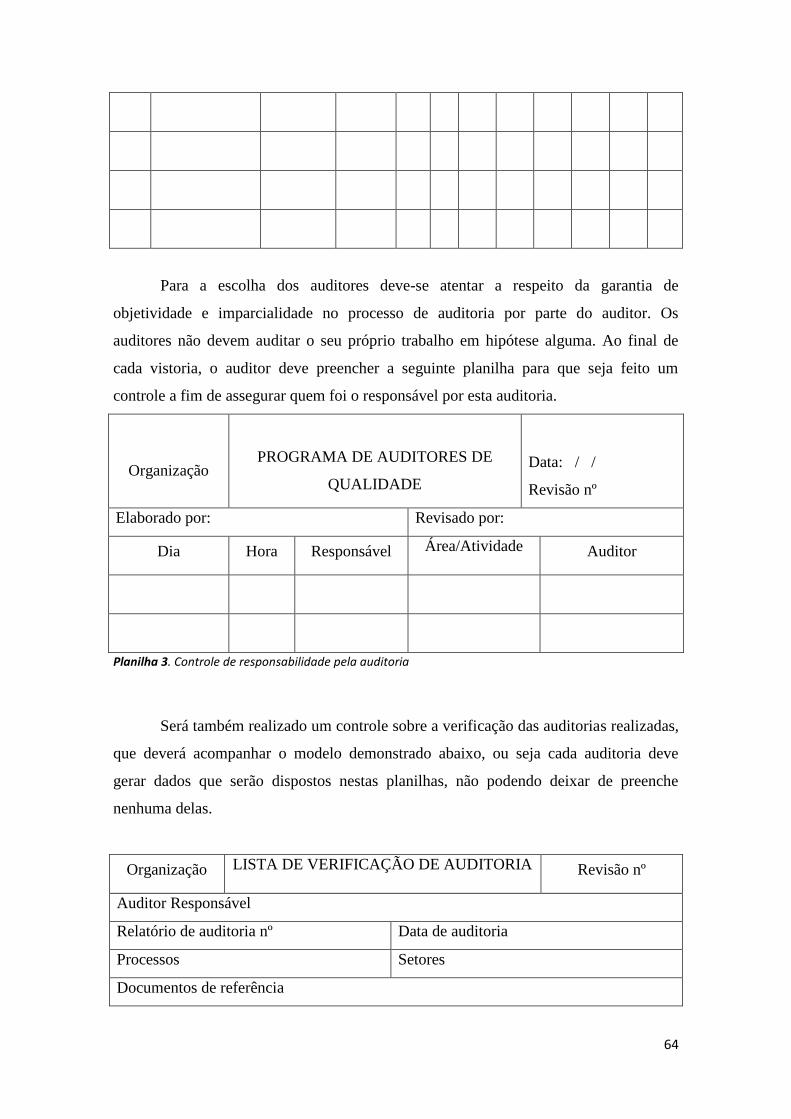
64
Para a escolha dos auditores deve-se atentar a respeito da garantia de
objetividade e imparcialidade no processo de auditoria por parte do auditor. Os
auditores não devem auditar o seu próprio trabalho em hipótese alguma. Ao final de
cada vistoria, o auditor deve preencher a seguinte planilha para que seja feito um
controle a fim de assegurar quem foi o responsável por esta auditoria.
Organização
PROGRAMA DE AUDITORES DE
QUALIDADE
Data: / /
Revisão nº
Elaborado por: Revisado por:
Dia Hora Responsável Área/Atividade Auditor
Planilha 3. Controle de responsabilidade pela auditoria
Será também realizado um controle sobre a verificação das auditorias realizadas,
que deverá acompanhar o modelo demonstrado abaixo, ou seja cada auditoria deve
gerar dados que serão dispostos nestas planilhas, não podendo deixar de preenche
nenhuma delas.
Organização LISTA DE VERIFICAÇÃO DE AUDITORIA Revisão nº
Auditor Responsável
Relatório de auditoria nº Data de auditoria
Processos Setores
Documentos de referência
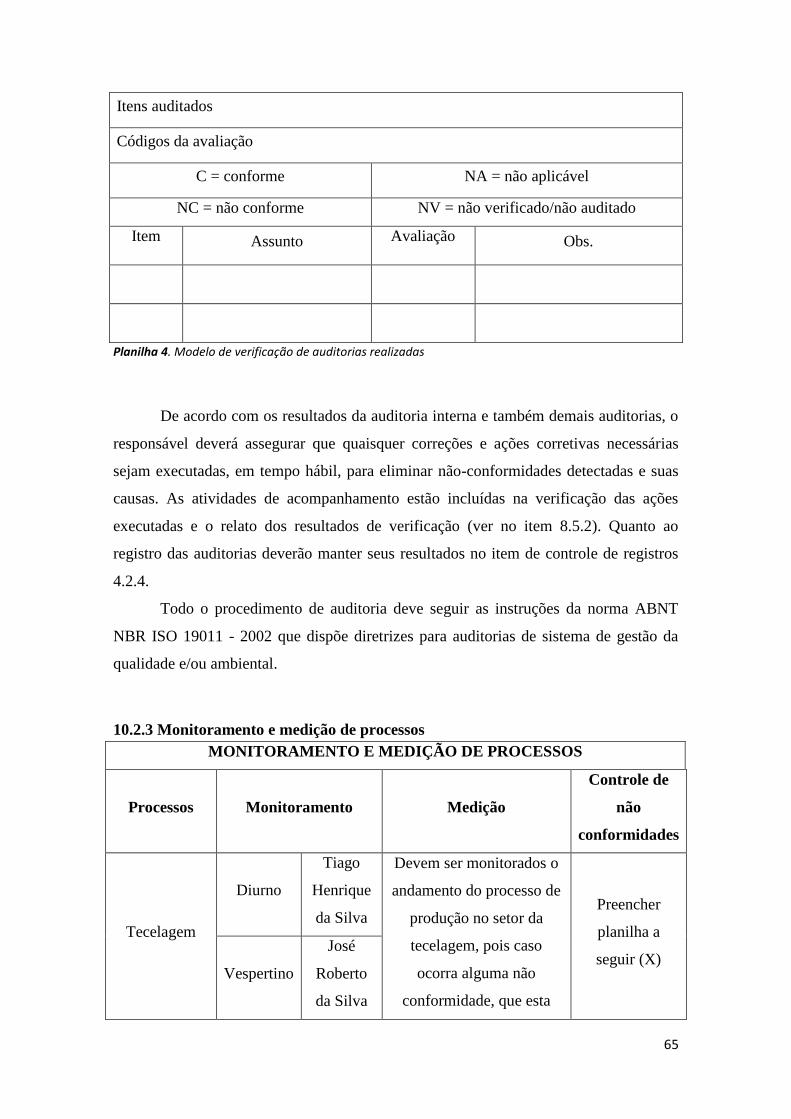
65
Itens auditados
Códigos da avaliação
C = conforme NA = não aplicável
NC = não conforme NV = não verificado/não auditado
Item Assunto Avaliação Obs.
Planilha 4. Modelo de verificação de auditorias realizadas
De acordo com os resultados da auditoria interna e também demais auditorias, o
responsável deverá assegurar que quaisquer correções e ações corretivas necessárias
sejam executadas, em tempo hábil, para eliminar não-conformidades detectadas e suas
causas. As atividades de acompanhamento estão incluídas na verificação das ações
executadas e o relato dos resultados de verificação (ver no item 8.5.2). Quanto ao
registro das auditorias deverão manter seus resultados no item de controle de registros
4.2.4.
Todo o procedimento de auditoria deve seguir as instruções da norma ABNT
NBR ISO 19011 - 2002 que dispõe diretrizes para auditorias de sistema de gestão da
qualidade e/ou ambiental.
10.2.3 Monitoramento e medição de processos
MONITORAMENTO E MEDIÇÃO DE PROCESSOS
Processos Monitoramento Medição
Controle de
não
conformidades
Tecelagem
Diurno
Tiago
Henrique
da Silva
Devem ser monitorados o
andamento do processo de
produção no setor da
tecelagem, pois caso
ocorra alguma não
conformidade, que esta
Preencher
planilha a
seguir (X) Vespertino
José
Roberto
da Silva
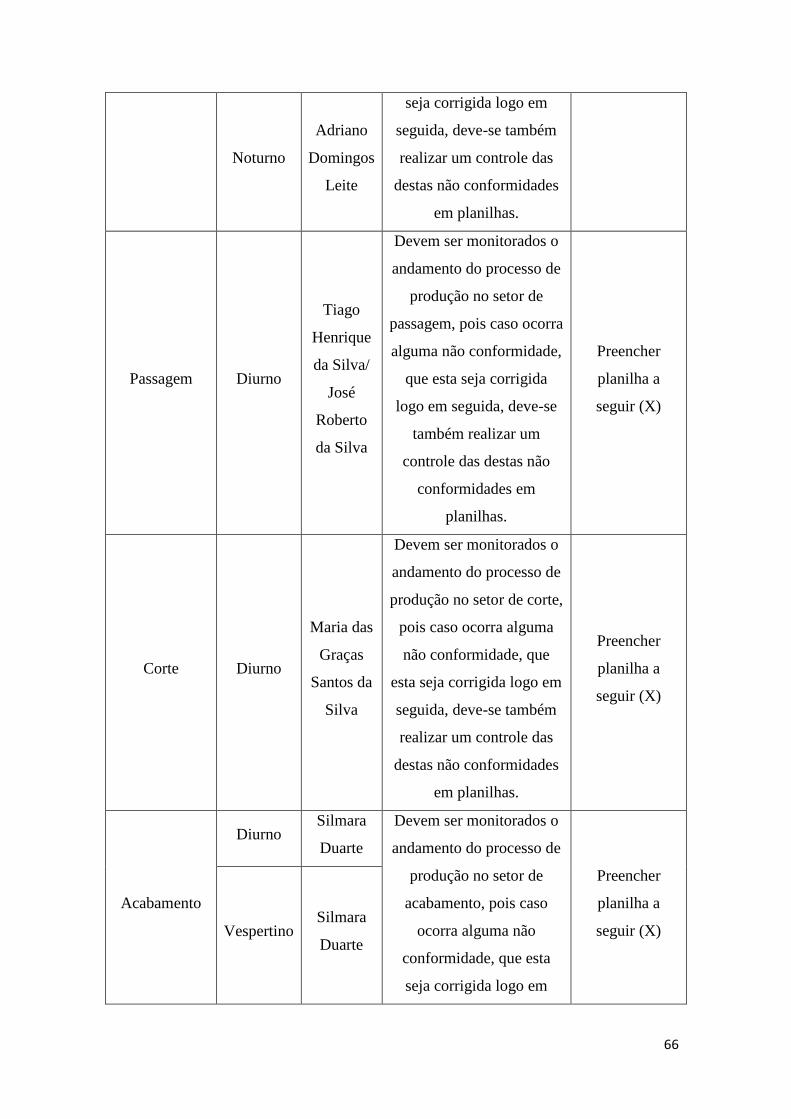
66
Noturno
Adriano
Domingos
Leite
seja corrigida logo em
seguida, deve-se também
realizar um controle das
destas não conformidades
em planilhas.
Passagem Diurno
Tiago
Henrique
da Silva/
José
Roberto
da Silva
Devem ser monitorados o
andamento do processo de
produção no setor de
passagem, pois caso ocorra
alguma não conformidade,
que esta seja corrigida
logo em seguida, deve-se
também realizar um
controle das destas não
conformidades em
planilhas.
Preencher
planilha a
seguir (X)
Corte Diurno
Maria das
Graças
Santos da
Silva
Devem ser monitorados o
andamento do processo de
produção no setor de corte,
pois caso ocorra alguma
não conformidade, que
esta seja corrigida logo em
seguida, deve-se também
realizar um controle das
destas não conformidades
em planilhas.
Preencher
planilha a
seguir (X)
Acabamento
Diurno Silmara
Duarte
Devem ser monitorados o
andamento do processo de
produção no setor de
acabamento, pois caso
ocorra alguma não
conformidade, que esta
seja corrigida logo em
Preencher
planilha a
seguir (X) Vespertino Silmara
Duarte
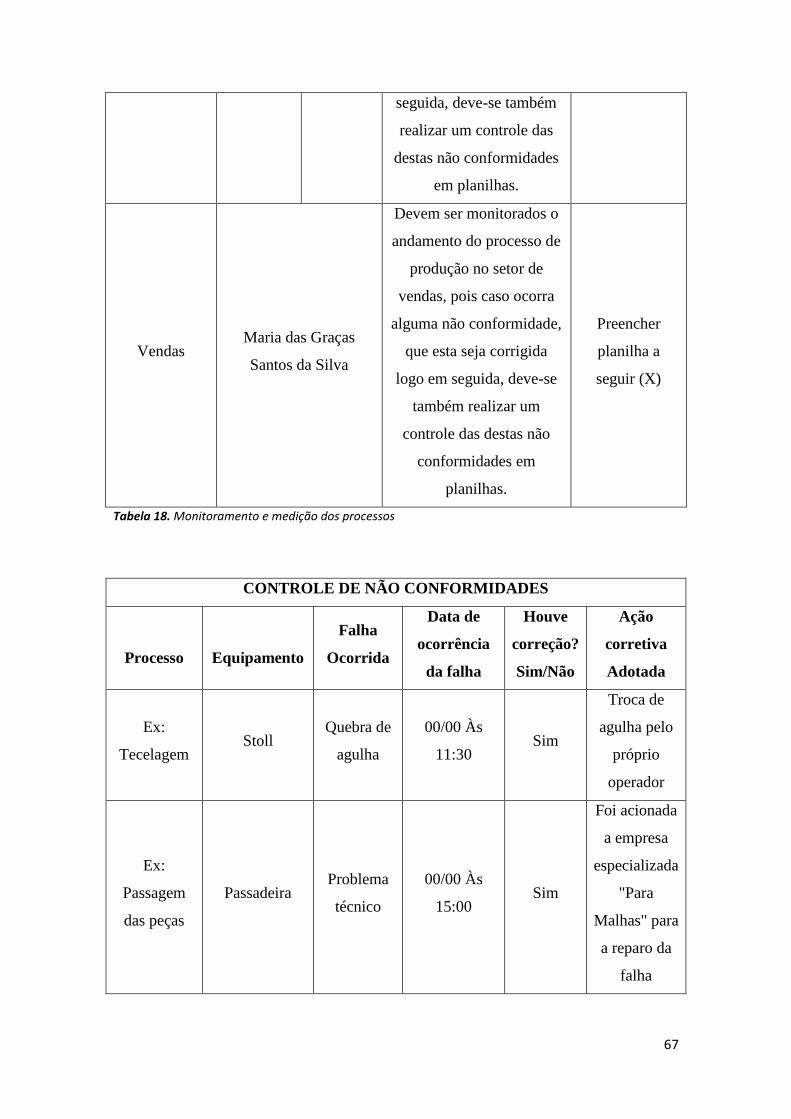
67
seguida, deve-se também
realizar um controle das
destas não conformidades
em planilhas.
Vendas Maria das Graças
Santos da Silva
Devem ser monitorados o
andamento do processo de
produção no setor de
vendas, pois caso ocorra
alguma não conformidade,
que esta seja corrigida
logo em seguida, deve-se
também realizar um
controle das destas não
conformidades em
planilhas.
Preencher
planilha a
seguir (X)
Tabela 18. Monitoramento e medição dos processos
CONTROLE DE NÃO CONFORMIDADES
Processo
Equipamento
Falha
Ocorrida
Data de
ocorrência
da falha
Houve
correção?
Sim/Não
Ação
corretiva
Adotada
Ex:
Tecelagem Stoll
Quebra de
agulha
00/00 Às
11:30 Sim
Troca de
agulha pelo
próprio
operador
Ex:
Passagem
das peças
Passadeira Problema
técnico
00/00 Às
15:00 Sim
Foi acionada
a empresa
especializada
"Para
Malhas" para
a reparo da
falha

68
Tabela 19. Controle de não conformidades
10.2.4 Monitoramento e medição de produto
MONITORAMENTO E MEDIÇÃO DE PRODUTOS
Produtos Monitoramento Medição Controle de
não
conformidades
Roupas
femininas de
tricô
O monitoramento das
peças visa verificar se
há peças com defeito,
manchas ou sujeiras, se
os tamanhos estão
padronizados
Em caso de defeito, este
pode ser corrigido
manualmente com uma
agulha, e dependendo da
dimensão do defeito a
peça deve ser
desmanchada e tecida
novamente na máquina,
em casos de manchas ou
sujeiras é utilizado o
produto "Tira Manchas" e
na ocorrência de
tamanhos
despadronizados a peça
deve ser descartada.
Preencher
planilha a
seguir (X)
Tabela 20. Monitoramento e medição dos produtos
69
Produto
(modelo/cód)
Falha
Ocorrida
Data de
ocorrência
da falha
Houve
correção?
Sim/Não
Ação corretiva Adotada
Ex: Blusa
(blusa fem.
jovem /01)
Defeito no
tecido
ocorrido
por quebra
de agulha
00/00 Às
09:30 Sim
A peça foi desmanchada e
tecida novamente.
Tabela 21. Registros de falhas e ação corretiva
10.3 Controle de produto não conforme
Para que o produto tenha uma qualidade que supere as expectativas da alta
direção e consigam atender as necessidades do cliente é necessário por parte dos
colaboradores responsáveis pelas maquinas ter uma maior atenção quanto ao processo
de tecelagem, assim que observado se há a presença de pontos caídos (defeitos) no
tecido o tecelão deverá desligar o equipamento e analisar quais agulhas estão quebradas,
assim que constatadas quais agulhas estão defeituosas, o tecelão deverá troca-las e, por
conseguinte, colocar a máquina para operar novamente.
No caso das peças prontas é realizado uma vistoria de qualidade pelo
colaborador responsável pelo acabamento, onde ele definirá se o defeito é na costura ou
no próprio pano, caso for na costura a peça é destinada novamente para as costureiras
terceirizadas, caso for constatado defeitos no tecido o colaborador tenta reparar as peças
manualmente, caso isto não seja possível a peça é desmanchada e o fio destinado
novamente para a produção de uma nova peça.
70
CONTROLE DE PRODUTO NÃO CONFORME
Produtos não
conformes
Modelo/ Cód.
Ação Corretiva Ação Preventiva
Ex: Blusa
(blusa fem.
jovem /01)
Planilha 5. Controle de produto não conforme
10.4 Análise de dados
O controle da documentação será realizado pela principal responsável da
Malharia, Maria das Graças Santos da Silva, estes documentos estarão disponíveis em
CDs ou impressos, guardados em pastas dentro do escritório contra fatores adversos
(chuva, sol, umidade). As informações serão disponíveis para consulta em todos os
setores as quais a documentação seja necessária por conta das atividades realizadas.
Em relação a satisfação dos clientes será passado aos mesmos no momento da
venda questionários, item 8.2.1, que servirão como base para que a alta direção consiga
detectar as possíveis falhas do produto e posteriormente corrigi-las.
As ações preventivas e corretivas serão formuladas conforme as respostas de
formulários aplicados dentro do empreendimento durante o tempo de operação e
funcionamento do processo produtivo.
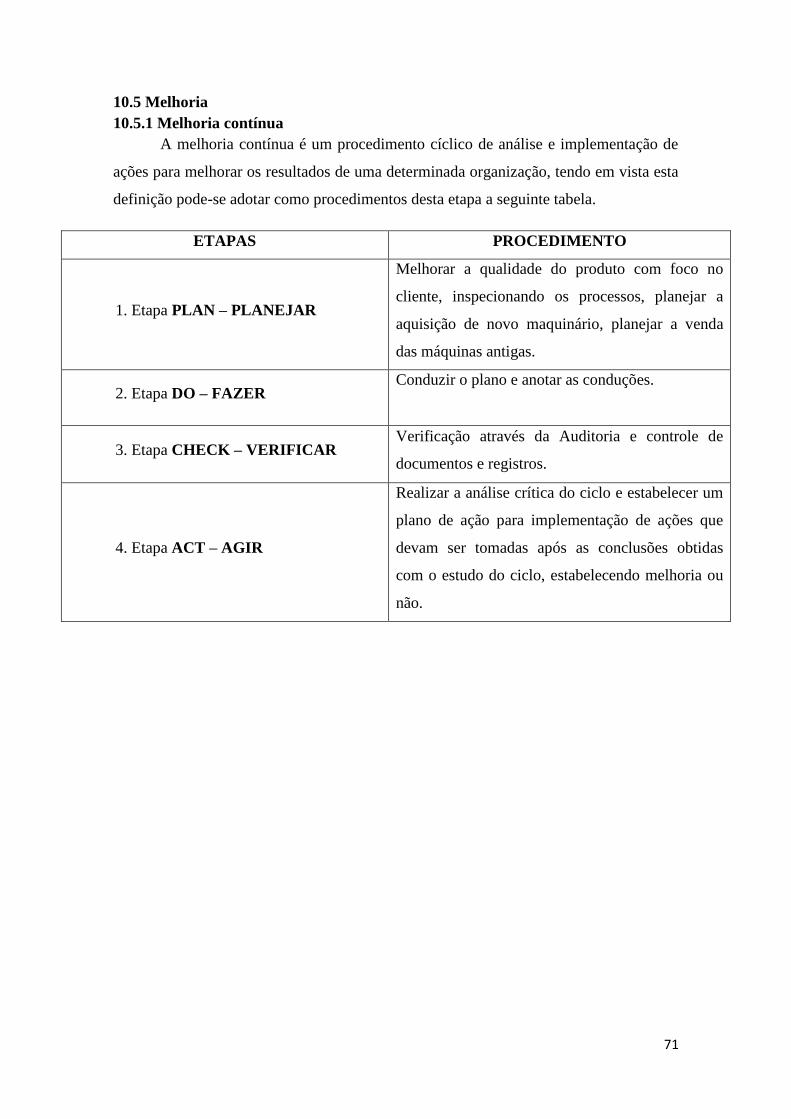
71
10.5 Melhoria
10.5.1 Melhoria contínua
A melhoria contínua é um procedimento cíclico de análise e implementação de
ações para melhorar os resultados de uma determinada organização, tendo em vista esta
definição pode-se adotar como procedimentos desta etapa a seguinte tabela.
ETAPAS PROCEDIMENTO
1. Etapa PLAN – PLANEJAR
Melhorar a qualidade do produto com foco no
cliente, inspecionando os processos, planejar a
aquisição de novo maquinário, planejar a venda
das máquinas antigas.
2. Etapa DO – FAZER Conduzir o plano e anotar as conduções.
3. Etapa CHECK – VERIFICAR Verificação através da Auditoria e controle de
documentos e registros.
4. Etapa ACT – AGIR
Realizar a análise crítica do ciclo e estabelecer um
plano de ação para implementação de ações que
devam ser tomadas após as conclusões obtidas
com o estudo do ciclo, estabelecendo melhoria ou
não.