Tarefa 2º Estágio Tecnologia Mecânica I
18
UNIVERSIDADE FEDERAL DE CAMPINA GRANDE – UFCG CENTRO DE CIENCIAS E TECNOLOGIA - CCT UNIDADE ACADEMICA DE ENGENHARIA MECANICA – UAEM DISCIPLINA: TECNOLOGIA MECÂNICA I PROFESSOR: LEONARDO DOMINGOS PEREIRA ALUNO: Carlos Eduardo da Silva Albuquerque MATRICULA:109210429 Tarefa: Fonte de Potência Soldagem Campina Grande – 07/03/2013
-
Upload
carlos-eduardo-silva-albuquerque -
Category
Documents
-
view
25 -
download
2
Transcript of Tarefa 2º Estágio Tecnologia Mecânica I
UNIVERSIDADE FEDERAL DE CAMPINA GRANDE UFCGCENTRO DE CIENCIAS E TECNOLOGIA - CCTUNIDADE ACADEMICA DE ENGENHARIA MECANICA UAEMDISCIPLINA: TECNOLOGIA MECNICA IPROFESSOR: LEONARDO DOMINGOS PEREIRAALUNO: Carlos Eduardo da Silva Albuquerque MATRICULA:109210429
Tarefa: Fonte de Potncia Soldagem
Campina Grande 07/03/2013
1- Arco eltrico
Arco eltrico pode ser definido como a descarga eltrica mantida atravs de um gs ionizado, iniciada por uma quantidade de eltrons emitidos do eletrodo negativo (catodo) aquecido e mantido pela ionizao trmica do gs aquecido. A abertura do arco eltrico para soldagem necessita do aquecimento e do bombardeamento com eltrons do gs que circunda o eletrodo. Na Figura 1 podemos ver um arco eltrico.
Figura 1: Arco eltrico2- Correntes soldagens
As correntes soldagens podem ser: Corrente contnua em eletrodo no plo negativo oferecem elevada penetrao e maiores velocidades de soldagem.
Corrente alternada especialmente eficaz na soldagem de materiais com xidos refratrios, como alumnio e magnsio, pois pode-se realizar a chamada limpeza catdica, quando o eletrodo encontra-se no plo positivo.De forma geral, controla a penetrao da solda, com efeito, diretamente proporcional. Afeta tambm a tenso do arco, sendo que para um mesmocomprimento de arco, um aumento na corrente causar um aumento na tenso do arco.A corrente de solda possui um efeito inversamente proporcional sobre a velocidade de resfriamento e essa caracterstica limita a produtividade, uma vez que no se pode ter velocidades de resfriamento nem muito rpidas nem muito lentas.
Figura 2: Curvas caracterstica corrente alternada e contnua.3- Fontes de potncia tradicionais para soldagem
As fontes de potencia tradicionais ou convencionais classificadas em dois grandes grupos so eles:
Maquinas Rotativas. Nesses equipamentos, a potncia gerada pelo prprio sistema, com seu ajuste realizado atravs de chaves, as quais reconectam diferentes bobinas. Os tipos usuais, com suas caracterisiticas so: Gerador movido por motor eltrico: produzida corrente contnua, com curvas caractersticas plana, ou tombante. Gerador movido por motor de exploso interna: Com corrente contnua, as curvas caractersticas podem ser plana, tombante, ou dos dois tipos.
Maquinas Estticas. Nesse caso, a potncia convertida, com o seu ajuste obtido por variao da induntncia, atravs de meios mecnicos, eltricos, eletrnicos, ou alternando o acoplamento das bobinas. Os dois principais tipos e suas caractersticas so: Transformador: Produz corrente alternada e a curva caractersticas tombante. Transformador/Retificador: Quando produz corrente contnua, a curva caracterstica pode ser tombante, plana, ou ambas. Resultando corrente alternada, a curva caracterstica somente tombante.
A abordagem mais detalhada de cada tipo apresentada abaixo.
Transformador. um dispositivo que transfere energia eltrica de um circuito de corrente alternada para outro atravs de um campo magntico sem modificar a frequncia, mas, dependendo de sua construo, levando a um aumento ou reduo da tenso. Desde cerca de 1919 o transformador utilizado na soldagem, sendo provavelmente um dos equipamentos mais simples disponveis, necessitando minimamente de manuteno por ser essencialmente esttico. Ele transforma a alta tenso e baixa corrente da rede de fornecimento, para baixa tenso e alta corrente necessria na soldagem em CA. A Figura 3 ilustra os elementos bsicos do transformador
Figura 3: Elemento bsico dos transformadores.Os mtodos usuais de controle da tenso e corrente de sada no transformador so: Bobina movl. Consiste essencialmente num ncleo alongado sobre o qual geralmente se desloca a bobina primaria. Quanto mais afastada esto as bobinas, menor a corrente de curto-circuito e maior a declividade da curva de tenso versus corrente. Derivao mvel. Nesse caso as bobinas primrias e secundrias so fixas, enquanto um ncleo (derivao) composto por laminados de ao se move entre as mesmas. Quando a derivao no se encontra no interior das bobinas, o fluxo magntico flui normalmente no ncleo do transformador e a curva caracterstica possui a menor declividade, com mxima corrente de curto-circuito. Reator de Ncleo Mvel. composto por um transformador de tenso constante e um reator, cuja induntncia variada pelo movimento do ncleo de ferro, como se pode ver na figura 4. Reator Saturvel. Esse dispositivo emprega um circuito de baixa tenso e corrente em CC, para alterar as caractersticas magnticas efetivas do ncleo do reator. Dessa forma, possvel o ajuste de mnimo e mximo nas curvas tenso x corrente.
Retificadores. So dispositivos eletrnicos que apresentam valores de resistncia eltrica diferentes dependendo do sentido de fluxo da corrente, isto , a resistncia baixa em um sentido e muito elevada em outro. O uso deste dispositivo em um circuito de corrente alternada permite bloquear o fluxo de corrente em um sentido e, desta forma, retificar a corrente. Este processo mais eficiente quando um nmero de retificadores so colocados em arranjos especiais (pontes). A Figura 4 mostra exemplos tpicos de pontes para circuito CA monofsicos e trifsicos. A corrente contnua resultante apresenta flutuaes remanescentes mais fortes em sistemas monofsicos. Estas flutuaes so, em geral, reduzidas pelo uso de capacitores ou indutores que atuam como filtros da corrente.
Figura 4: Exemplos de pontes retificadoras para circuitos monofsicos e trifsicos.Geradores. Existem diversos tipos de geradores, maquinas as quais formam a famlia mais antiga das fontes de potncia para soldagem. Geradores possuem a bobina geradora do campo magntico na armadura, com a tenso de sada controlada por reostato, sendo que comutadores podem transformar a CA em CC. Quanto maior o numero de espiras em cada bobina, maior a tenso de sada, alm da corrente aumentar com o nmero de bobinas utilizadas em paralelo, melhorando a retificao da corrente alternada.
Figura 5: Detalhes do Gerador.4- FONTES DE POTENCIA MODERNAS PARA SOLDAGEM
Fontes convencionais estticas (transformadores e transformadores-retificadores) dependem de sistemas mecnicos ou eltricos para o controle e ajuste de sua sada. Estas fontes pouco mudaram nos ltimos quarenta ou cinqenta anos. Estes equipamentos tm, em geral, um formato fixo de sua curva caracterstica, velocidade de resposta baixa (da ordem de 10-1 s), insuficiente para controlar diversos eventos que ocorrem no arco e na transferncia de metal, alm de serem de difcil interao com sistemas digitais de controle. A partir da dcada de 1960 e, de forma importante, nas dcadas de 1980 e 1990, novos conceitos foram introduzidos no projeto e fabricao de fontes de energia para soldagem. Estes conceitos tm em comum a introduo de dispositivos eletrnicos, muito mais versteis e rpidos (figura 17), para o controle da sada da fonte. Em torno de 1970 os transdutores comearam a ceder lugar aos tiristores nos sistemas de soldagem e, poucos anos aps, os transistores passaram a substritui-los. Em comparao com as fontes convencionais, as fontes modernas so caracterizadas por: Desempenho superior, isto , apresentam resposta dinmica e reprodutibilidade muito Funes mltiplas: A elevada velocidade de resposta, juntamente com as caractersticas de funcionamento dos tipos mais modernos de fonte permitem simular, em uma nica fonte, diferentes curvas caractersticas. Dependendo de suas caractersticas, particularmente de seu sistema de controle, o equipamento pode mudar a sua sada, inclusive o tipo de sua curva caracterstica durante a operao de forma a responder, por exemplo, a eventos que estejam ocorrendo no arco. Conexo mais fcil com equipamentos perifricos e capacidade de ser programada: O controle eletrnico permite que a fonte troque sinais com sensores externos, microprocessadores internos, computadores, robs, etc. Condies de soldagem otimizadas ou regras preestabelecidas para a seleo de parmetros de soldagem podem ser armazenadas em alguma forma de memria eletrnica e usadas para definir a operao do equipamento. Esta capacidade permitiu o desenvolvimento de fontes que podem ser operadas atravs de um nico controle bsico, as fontes conhecidas como one-knob machines. superiores s fontes convencionais. Reduo de peso e dimenses: A introduo, na dcada de 1980, de fontes inversoras (ver abaixo) levou a uma grande reduo nas dimenses do transformador devido ao uso de corrente alternada de alta frequncia. Como o transformador a maior parte de uma fonte convencional, isto permitiu uma grande reduo no tamanho da fonte. Maior custo e manuteno mais complexa.Tiristores. Tiristores, ou retificadores controlados de silcio (SCR), podem ser considerados como diodos chaveados. A conduo de corrente no sentido permitido (isto , aquele de baixa resistncia eltrica) do SCR s se inicia quando um pequeno sinal enviado a uma conexo adicional do dispositivo conhecida como gatilho (em ingls: gate). Uma vez disparado, o dispositivo continua a conduzir a corrente at que esta se anule ou o seu sentido se inverta. SCRs podem ser usados em substituio aos retificadores comuns aps o transformador de uma fonte de corrente contnua. Para regular a sada desta fonte, o momento de disparo do gatilho controlado a cada meio ciclo de corrente (figura 6). Assim, para se obter uma corrente relativamente pequena com este sistema, necessrio retardar bastante o disparo do gatilho, o que pode tornar a sada da fonte muito distorcida. Esta problema minimizado pelo uso de alimentao trifsica e de filtros na forma de capacitores ou indutores. Estes ltimos reduzem a velocidade de resposta da fonte. As vantagens do controle por SCR so a sua simplicidade, robustez e a possibilidade de controle da sada da fonte com pequenos sinais eletrnicos. A velocidade de resposta do sistema limitada pela necessidade da corrente se anular antes do gatilho poder ser novamente disparado e para se reiniciar a passagem de corrente. Assim, o menor tempo de resposta que pode ser esperado com este sistema de cerca de 3 a 9ms. Mesmo com a possibilidade de distoro da sada e a baixa velocidade de resposta, possvel obter fontes tiristorizadas de desempenho muito superior que as convencionais.
Figura 6: (a) Diagrama esquemtico de uma fonte tiristorizada monofsica. (b) Efeito do tempo de disparo do tiristor na forma de onda da corrente de sada.Fontes transistorizadas analgicas (Series regulators). O transistor um dispositivo eletrnico cuja sada controlada atravs do ajuste de uma pequena corrente passando atravs de uma de suas conexes (a base). O seu funcionamento pode ser explicado atravs de um sistema hidrulico anlogo no qual a passagem de gua no duto principal controlada por uma vlvula acionada por uma pequena vazo de gua em um duto secundrio (a base), Figura 7.
Figura 7: Sistema hidrulico de funcionamento anlogo a um transistor de potncia. (a) Corrente da base (Ib) nula, circuito principal interrompido. (b) Corrente da base pequena, corrente principal (I) proporcional a Ib. (c) Ib acima de seu valor de saturao Isat, corrente principal passa livremente.
Em uma fonte de energia analgica, um banco de transistores operando em srie com um transformador-retificador controla continuamente a sada da fonte atravs de uma corrente de base menor que o seu valor de saturao. Normalmente, um sistema de controle por retroalimentao incorporado para garantir a estabilizao da sada Figura 8.
Figura 8: Princpio de funcionamento de uma fonte transistorizada analgica.As caractersticas marcantes das fontes analgicas so a sua capacidade de reagir de forma muito rpida (tempos de resposta da ordem de microsegundos) e a sua sada praticamente isenta de rudos. As maiores desvantagens destas fontes so a sua baixa eficincia e elevado custo. A baixa eficincia resulta do modo de funcionamento do transistor, similar a uma resistncia varivel. Assim, uma frao razovel da energia consumida pela fonte dissipada nos transistores que, portanto, necessitam, na maioria das aplicaes, de sistemas de resfriamento com gua. O alto custo do equipamento resulta do nmero de transistores usados, da necessidade destes serem balanceados e do necessidade de um sistema de resfriamento. As caractersticas deste tipo de fonte so mais adequadas para pequenas fontes de alta preciso para fontes a serem usadas em laboratrio e centros de desenvolvimento e pesquisa.Fontes transistorizadas chaveadas (Chopper). Nas fontes chaveadas, os transistores trabalham como chaves (Figura 7c) que so abertas e fechadas a uma elevada velocidade. Desta forma, a sada da fonte controlada pela razo dos tempos em que os transistores permanecem abertos ou fechados.Embora o circuito bsico destas fontes seja muito similar ao das anteriores com mostra a figura 9, a utilizao dos transistores no modo chaveado permite um grande aumento na eficincia da fonte e, assim, a utilizao de resfriamento ao ar. A maior eficincia permite tambm uma construo mais simples, com menor nmero de transistores, o que reduz o preo da fonte. O processo de chaveamento gera um rudo na sada do equipamento, mas, se a frequncia de chaveamento for suficientemente elevada, esse rudo no tem nenhum efeito negativo no processo. Frequncias de chaveamento de 5 a 200 kHz podem ser usadas.
Figura 9: Princpio de funcionamento de uma fonte transistorizada chaveada.A velocidade de resposta da fonte tambm depende da frequncia de chaveamento. Fontes com alta velocidade de chaveamento so capazes de responder em poucos microsegundos, sendo significantemente mais rpidas do que as fontes convencionais.Fontes inversoras. Numa fonte inversora, a corrente alternada da rede retificada diretamente e a corrente contnua de tenso elevada convertida corrente alternada de alta frequncia (5000 a 200.000 Hz) atravs de um sistema de transistores, o inversor, colocado antes do transformador (isto , no circuito primrio). Devido sua elevada frequncia, um transformador de pequenas dimenses pode ser usado eficientemente para reduzir a tenso. A sada da fonte controlada atuando-se no inversor. A velocidade de resposta bastante elevada, dependendo, dentre outros fatores, da frequncia de operao do inversor. A sada do transformador novamente retificada para a obteno da corrente de soldagem contnua. Reatores ou capacitores so usados para reduzir o nvel de rudos da fonte. Na Figura 10 podemos ver o principio de funcionamento de uma fonte inversora.
Figura 10: Principio de funcionamento fonte inversora.4.1- Novidades no mercadoAristo Mig 4004i Pulse. Nova fonte para soldagem MIG/MAG de alta performance.A ESAB est lanando a Aristo Mig 4004i Pulse, um equipamento de sualinha de tecnologiade ponta Aristo. Conectada ao alimentador Aristo Feed 3004 e controlada pelo Aristo Pendant U82 esta fonte forma uma soluo completa de soldagem MIG/MAG, incluindo pulsado. Alm da exclusiva tecnologia QSet.A Aristo Mig 4004i Pulse umafonteleve, para soldagem multiprocesso em aplicaes MIG, MIG pulsado e MAG, MMA ou TIG que demandem alta produtividade e alta qualidade. Proporciona inclusive excelente estabilidade do arco mesmo utilizando CO2. Controlada eletronicamente, a fonte Aristo Mig 4004i Pulse pesa 70% menos que um equipamento convencional e ocupa um espao 70% menor. Aplicaes tpicas de uso incluem soldagem em geral no segmento de transporte leve e pesado, assim como torres elicas, estruturas metlicas, construo naval e offshore e principalmente soldagem de tubulaes. Para obter elevadas taxas de deposio, a Aristo Mig 4004i Pulse fornece uma corrente de soldagem de 300A, com tenso de 32V, num ciclo de trabalho de 100%. Em um ciclo de trabalho de 60% estes valores sobem para 400A e 36V. O equipamento opera a partir de uma rede de alimentao trifsica, de 380-440V (10%) a 50/60Hz e ainda pode ser alimentado por um gerador de energia quando no houver umarede eltricadisponvel. (Para operao em redes 220V, est disponvel o acessrio auto-transformador). Linhas sinrgicas pr-programadas definem os parmetros ideais parasoldagem comdiferentes combinaes de material, arame ou gs de proteo. O controlador Aristo Pendant U82 tem uma memria para guardar at 255 parmetros de soldagem que tambm permite armazenar linhas sinrgicas personalizadas.A exclusiva tecnologia QSet faz os ajustes nos parmetros de soldagem automaticamente. Os operadores, at mesmo os menos experientes, precisam apenas ajustar a velocidade de alimentao do arame para obter uma soldagem comexcelente qualidade. As funes Creep Start, Hotstart e pr fluxo de gs ajudaro a proporcionar uma abertura de arco macia e fcil com um excelente acabamento.A Aristo Mig 4004i Pulse tambm reduzem o custo de operao atravs do baixo consumo de energia. A unidade de refrigerao Cool1 desliga automaticamente aps 6,5 minutos de inatividade para reduzir o consumo de energia enquanto o equipamento estiver inativo, assim como o sistema de refrigerao da fonte de energia. Alm disso, a tecnologia inversora dequarta geraoalcana um alto fator de potncia, resultando em ainda mais economia de energia.
Figura 11: Aristo Mig 4004i Pulse.
A SCH vai apresentar, no incio de 2014, a sua primeira mquina de soldar com todos os processos de soldadura, indicada para os trabalhos de soldadura de manuteno de responsabilidade, onde no se pode ficar aqum da excelncia dos resultados. A POWER PULSE 502 ACDC um conceito modular 100% multiprocesso que oferece os seguintes processos: MMA, MMA CELULOSICO, CHANFRO POR ELCTRODO DE CARVO, TIG DC SYNERGIC PULSE, TIG AC SYNERGIC PULSE, MIG MAG MANUAL, MIG MAG SINRGICO, MIG MAG PULSADO e MIG MAG DUPLO PULSADO. Est equipada com um alimentador separado de elevadaperformanceWF104 com 5 metros de cabo e ligao (at 25 metros como opcional) e refrigerao por gua. Tem um tnel de vento para proteger os componentes eletrnicos quando as ventoinhas aspiram o ar exterior para refrigerar o interior da mquina. uma fonte de potncia heavy duty, com 500 Amperes a 50% e 400 Amperes a 100%. O POWER FOCUS (elevada penetrao) e o PULSE HS (alta velocidade) so dois tipos de arco mig-mag disponveis neste modelo. No processo TIG considerado umAdvanced Tig Device.
Figura 12: Power Pulse 502 ACDC5- Os parmetros de soldagem e curvas caractersticasExistem duas classificaes decurva caractersticade fonte: Corrente constante (CI) e Tenso constante (CV). Essa curva determina as caractersticas estticas da fonte, e fornecida, normalmente, pelo fabricante da fonte em seu manual.Corrente constante (CI): Apresenta uma tenso em vazio (V0, tenso na ausncia de carga) relativamente alta. Durante a operao essa tenso cai rapidamente. A Figura 11 ilustra as curvas caractersticas sobrepostas curvas da fonte e curvas do arco eltrico.
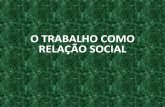
Figura 13: Curva caracterstica CIComo podemos observar acima, a inclinao da curva caracterstica varia ao longo da curva, sendo acentuada na regio de operao. Issofaz comque seja possvel alterar o comprimento do arco sem grande alterao na corrente, possibilitando a utilizao desse tipo de fonte em processos manuais como SMAW, GMAW e PAW, onde o operador pode variar o comprimento do arco sem perder consideravelmente o controle dos parmetros de solda.Tenso constante (CV): Apresenta uma tenso praticamente constante ao longo de toda a curva. Isso faz com que a alterao do comprimento do arco durante a soldagem altere bruscamente a corrente. Autilizaodessas fontes se d emprocessosonde a alimentao do arame feita comvelocidade constantecomo SAW e GMAW, por exemplo. Ao variar o comprimento do arco a corrente varia, alterando a taxa de fuso e mantendo o comprimento do arco constante. A Figura 12 ilustra a curva caracterstica.
Figura 14: Curva caracterstica CV
6- COMPARAO / SELEO E CONDIOES REQUERIDAS DAS FPS
A seleo de uma especifica fonte de potencia eltrica para a soldagem pode ser difcil, pois provavelmente existiro conflitos entre os vetores tcnicos e econmicos. Os principais fatores envolvidos so os seguintes: Processo em que a fonte ser usada; Necessidade de alterar o tipo de curva caracterstica; Necessidade de variar a tenso de circuito aberto; Tipo da corrente: CC, CA, ambas, ou pulsada; Intervalo entre a mnima e a mxima corrente de soldagem; Tenso, frequncia, potencia e numero de fases disponveis na rede de alimentao; Constries econmicas: qual capital disponvel, por exemplo; Constries ambientais: efeito da fonte sobre o ambiente e vice versa; Robustez e confiabilidade; Simplicidade de manuteno; Atendimento as Normas/Codigo vigentes no pais em que opera; Ajuste simples das operaes; Necessidade de controle das operaes e possibilidade de instalao de equipamentos auxiliares compatveis.
6.1- Organizaes que trabalha com soldagem e afins
Funilaria com especialidade em retirada de ferrugem.
6.1.1- Provveis atividades
Soldagem usando o processo MIG de chapas de alumnio e ao com espessura de 0,5 a 2 mm, como as chapas externas usadas nos veculos que possuem espessuras que variam de 0,6 mm a 0,8 mm, e de at 1,6 mm em regies estruturais. Recuperao e manuteno de equipamentos e peas metlicas Recobrimento de superfcies metlicas, feitas em todas as posies.
6.1.2- Escolha dos EquipamentosTocha para guiar o arame e o gs de proteo para regio de soldagem e levar a energia de soldagem at o arameFonte moderna retificadora inversora, pois possui alta eficincia eltrica, pequeno volume, pois possui um transformador pequeno, preo entre mdio e pequeno, alta repetibilidade, entre media e alta taxa de resposta, alta propenso pra uso de MIG podendo ser utilizado em eletrodo revestido tambm.Alimentador de arame importante para puxar o arame do carretel e alimentar o arcoCilindro de Gs para armazenar de forma correta e segura os gases de proteo que no caso do processo MIG so os gases inertes que no reagem com o metal lquido da poa de fuso. Os mais usados na soldagem so argnio e hlio.
Fontes BibliogrficasBrandi, S.D., Wainer, E., Mello, F. D. H. Soldagem Processos e Metalurgia, Editora Edgar blucher, 1995.Machado, I. G., Soldagem e Tcnicas conexas, Copyright 1996.Modenesi, P.J., Fontes de energia para soldagem a arco, Universidade Federal de Minas Gerais, 2009.