TG Gabriel Freschi Final - Unesp€¦ · 3 FRESCHI, G. Predição da concentração de fósforo em...
53
Gabriel Freschi Predição da Concentração de Fósforo em Aço Fundido Utilizando Redes Neurais Sorocaba 2015
Transcript of TG Gabriel Freschi Final - Unesp€¦ · 3 FRESCHI, G. Predição da concentração de fósforo em...

Gabriel Freschi
Predição da Concentração de Fósforo em Aço Fundido Utilizando Redes Neurais
Sorocaba
2015
2
Gabriel Freschi
Predição da Concentração de Fósforo em Aço Fundido Utilizando Redes Neurais
Trabalho de Conclusão de Curso apresentado ao Campus Experimental de Sorocaba, Universidade Estadual Paulista (UNESP), como parte dos requisitos para obtenção do grau de Bacharel em Engenharia de Controle e Automação.
Orientador: Prof. Dr. Galdenoro Botura Junior
Sorocaba 2015

3
FRESCHI, G. Predição da concentração de fósforo em aço fundido utilizando redes neurais, Trabalho de Conclusão do Curso de Engenharia de Controle e Automação – Universidade Estadual Paulista, Sorocaba – SP, 2015.
RESUMO
A predição da concentração de fósforo no aço fundido durante o processo de produção
em usinas siderúrgicas traz grandes benefícios relacionados à produtividade e à qualidade
do produto. A análise laboratorial de uma amostra de aço é essencial para a determinação
dos elementos que devem ser controlados durante a produção, porém muitos deles são
calculados através de equações baseadas em variáveis medidas com a utilização de
sensores imersos no aço fundido, fornecendo aos metalurgistas as informações de forma
muito ágil, antes mesmo da coleta de amostras. No caso da concentração de fósforo, a
realização de seu cálculo por equações é complexo e pode variar de acordo com a
qualidade da matéria-prima utilizada, tornando-se impreciso. A utilização de redes
neurais artificiais para a predição da concentração de fósforo no aço fundido tem como
objetivo, propor uma solução de baixo custo, que utilize as tecnologias presentes
atualmente nas usinas siderúrgicas e desta forma, sem grandes investimentos, desenvolver
uma ferramenta que ofereça melhorias ao processo siderúrgico. Os resultados obtidos
mostram que, devido a sua dinâmica de atualização de pesos, o sistema desenvolvido com
a utilização de redes neurais foi capaz de calcular a concentração de fósforo do aço em
um conversor, apresentando um coeficiente de determinação igual a 0,725 quando
relacionado com os resultados obtidos por análise laboratorial de uma amostra, atendendo
assim à precisão requerida pela aplicação. A implementação do sistema pode ser feita
sem a geração de grandes investimentos e a economia no custo de produção pode chegar
a até 162 mil dólares por mês, garantindo assim um aumento importante de produtividade
das usinas siderúrgicas integradas.
PALAVRAS-CHAVE: Usina siderúrgica. Fósforo. Aço. Redes Neurais.
4
LISTA DE FIGURAS
Figura 1 - Diagrama Ferro – Carbono............................................................................. 9
Figura 2 - Fluxo simplificado da produção de aço........................................................ 11
Figura 3 - Funcionamento de um sensor de oxigênio..................................................... 15
Figura 4 - Curva de resfriamento de uma amostra de aço com 0,5% de carbono........... 16
Figura 5 - Ilustração de um forno conversor................................................................... 17
Figura 6 - Modelo de um neurônio artificial.................................................................. 19
Figura 7 - Rede neural com arquitetura em camadas...................................................... 20
Figura 8 – Fluxograma com as etapas do desenvolvimento............................................ 27
Figura 9 - Topologia da rede indicando o número de neurônios por camada................. 30
Figura 10 - Diagrama de blocos representando o fluxo das entradas até a saída............ 31
Figura 11 - Diagrama interno do bloco de processamento das entradas......................... 31
Figura 12 - Diagrama interno do bloco da primeira camada........................................... 32
Figura 13 - Imagem cortada do diagrama interno do bloco "IW{1,1}".......................... 32
Figura 14 - Diagrama interno dos blocos da camada de saída da rede........................... 33
Figura 15 - Diagrama interno do bloco “LW{2,1}”........................................................ 33
Figura 16 - Diagrama interno do bloco de processamento da saída da rede.................. 34
Figura 17 - Relação entre o erro quadrado médio e as 12 últimas épocas do período de
treinamento..................................................................................................................... 36
Figura 18 - Gráficos de desempenho dos conjuntos de dados utilizados no treinamento
da rede............................................................................................................................. 38
Figura 19 - Histograma dos erros encontrados em cada um dos grupos de dados do
treinamento da rede......................................................................................................... 39
Figure 20 - Instalação do sistema baseado em redes neurais..........................................41
5
LISTA DE TABELAS
Tabela 1 - Elementos de liga do aço e suas aplicações.................................................. 13
Tabela 2 - Equações propostas e seus respectivos coeficientes de determinação............24
Tabela 3 - Resultados obtidos com a utilização de redes neurais para predição do teor de
fósforo..............................................................................................................................26
Tabela 4 - Variáveis do processo de produção de aço no conversor............................... 28
Tabela 5 - Variáveis do processo utilizadas na entrada da rede neural e suas correlações
com a concentração de fósforo no aço............................................................................. 29
Tabela 6 - Valores de bias da camada oculta da rede..................................................... 33
Tabela 7 - Pesos sinápticos do neurônio da camada de saída da rede............................ 34
Tabela 8 - Intervalo de valores das variáveis do processo.............................................. 35
Tabela 9 - Erro quadrado médio e correlação de cada um dos grupos de dados do
treinamento..................................................................................................................... 37

6
SUMÁRIO
1- Introdução...........................................................................................................................7
2- Conceituação.......................................................................................................................9
2.1- Produtos da siderurgia.......................................................................................................9
2.2- Processo de produção de aço...........................................................................................11
2.3- Sensores utilizados na produção de aço..........................................................................14
2.4- Redes Neurais Artificiais................................................................................................18
2.5- Treinamento de redes neurais artificiais..........................................................................20
3- Revisão bibliográfica........................................................................................................23
3.1- Controle do processo em conversores.............................................................................23
3.2- Cálculo da concentração de fósforo nos conversores......................................................24
3.3- Aplicações dos sistemas baseados em redes neurais.......................................................26
3.4- Estudos sobre sistemas RNA para predição de fósforo no aço.......................................27
4- Desenvolvimento...............................................................................................................28
4- Resultados e discussões....................................................................................................37
5- Conclusão..........................................................................................................................42
7
1- Introdução
A metalurgia trata da extração e transformação dos metais provenientes de
minérios em objetos úteis para a humanidade. Pode-se dividir a metalurgia em siderurgia,
relacionada com a utilização do ferro e suas ligas, e em metalurgia dos não ferrosos.
No ramo da siderurgia, os principais produtos são os ferros fundidos e o aço, sendo
sua principal diferença a concentração de carbono. Nos ferros fundidos, a concentração
de carbono na liga varia de 2,06% a 6,67% e já no aço, a concentração de carbono deve
ser menor que 2,06% chegando até a 0,008% apenas (ARAUJO, 1997).
O processo de produção de aço pode seguir caminhos distintos dependendo do
tipo de aciaria, sendo que no caso das aciarias elétricas a utilização de sucata como
matéria-prima prevalece. Grandes eletrodos de grafite são utilizados em fornos elétricos
para fundir a sucata, após a verificação da concentração de carbono utilizando sensores
descartáveis imersos no aço fundido, o controle do carbono é feito a partir do sopro de
oxigênio, formando monóxido e dióxido de carbono.
Já nas aciarias integradas, além da sucata, o ferro gusa é utilizado como matéria-
prima para carregar os grandes fornos chamados de conversores. O ferro gusa é o produto
proveniente dos altos-fornos, sendo gerado a partir do minério de ferro combinado com
outros materiais fundentes e combustíveis. A sucata e ferro gusa fundido chegam aos
conversores, onde o sopro de oxigênio é utilizado para elevar a temperatura e reduzir a
concentração elevada de carbono.
Em ambos os tipos de aciaria, após o processo de redução de carbono nos fornos,
o aço fundido é transferido para panelas de refino secundário, onde sua composição
química será ajustada para formar as mais diversas ligas e tipos de aço destinados para
uma aplicação específica. O último processo é o lingotamento, onde o aço das panelas é
vazado para distribuidores e em seguida para moldes ou vazado na forma de barras de
maneira contínua para enfim tornar-se placas no processo de laminação.
Dentre os mais variados elementos que precisam ser controlados no processo de
produção de aço, encontra-se o fósforo. A alta concentração de fósforo no aço gera
fragilidade do material, sendo extremamente prejudicial, portanto torna-se importante a

8
utilização de matéria-prima com baixo teor de fósforo ou a utilização de técnicas para
redução deste elemento. A análise em laboratório de uma amostra do aço nos fornos pode
ser feita para verificar a concentração de fósforo, porém visando a redução de custos e
aumento da velocidade no processo de produção, o cálculo da concentração de fósforo no
aço é algo procurado pelas grandes aciarias do mundo.
Muitas são as variáveis que apresentam correlação com a concentração de fósforo
no aço fundido dentro dos fornos, tornando-se difícil seu cálculo a partir de equações.
Sendo assim, o objetivo deste trabalho é utilizar técnicas de redes neurais artificiais para
realizar a predição da concentração de fósforo em aço fundido no processo de produção.
A utilização de redes neurais artificiais oferece uma forte ferramenta capaz de
solucionar problemas de reconhecimento de padrão utilizando recursos computacionais
para isso. A partir de um processo de aprendizado utilizando dados coletados em uma
situação real, o cálculo utilizando as variáveis do processo pode gerar resultados finais
baseando-se em um padrão estabelecido durante o treinamento.
O objetivo deste trabalho é realizar um estudo das variáveis do processo
siderúrgico, visando determinar quais variáveis apresentam maior correlação com a
concentração de fósforo do aço durante a passagem no forno conversor. Após o estudo,
desenvolver então um sistema baseado em redes neurais que seja capaz de calcular a
concentração de fósforo em aço fundido de forma precisa quando comparada com os
resultados obtidos por análise laboratorial de uma amostra.
A aplicação do sistema deverá ser realizada em estações de fornos conversores de
aciarias. Nos instantes finais do processo, logo após a parada do sopro de oxigênio, os
resultados gerados pelo sistema informarão aos operadores qual a concentração de fósforo
no aço após todas as reações ocorridas, auxiliando assim a tomada de decisão para envio
do aço fundido até as estações de refino secundário, sem que haja a necessidade de
aguardar uma análise laboratorial de amostra.

9
2- Conceituação
2.1- Produtos da siderurgia
A siderurgia teve maior destaque na Inglaterra, quando em cerca do século XVIII
deu-se início a obtenção de ferro gusa em alto forno a coque utilizando minério de ferro.
Por ser abundante e suas ligas possuírem propriedades adaptáveis às aplicações do
cotidiano, o aço se tornou o metal mais utilizado em todo mundo (ARAUJO, 1997).
A melhor forma de entender as diferenças entre o aço e o ferro fundido é analisar
o diagrama de equilíbrio Ferro – Carbono:

10
Figura 1 - Diagrama Ferro – Carbono
Pode ser visto no diagrama como se relaciona a concentração de carbono e a
temperatura do metal em suas diferentes estruturas. Nota-se que a medida que o teor de
carbono aumenta até 0,8% é possível obter-se o aço em sua forma austenítica (estrutura
cúbica de face centrada) que devido a sua forma de empilhamento, apresenta maior
facilidade de deformação que estruturas cúbicas de corpo centrado. Desta forma, para se
laminar a quente um aço, tem-se um ponto ótimo de temperatura que apresenta maior
economia de energia para as aciarias. Pode ser visto no diagrama que os aços podem ser
encontrados em sua forma totalmente austenítica somente em valores de carbono
inferiores a 2,06%, porém na faixa de 0 a 0,8% é onde se situa praticamente todos os aços
comercialmente utilizados no mundo (SIGWALT, 1992).
Como os ferros fundidos são produzidos em moldes já em sua forma final e não
existe a necessidade de deformações posteriores à sua fabricação, estes materiais
apresentam teores de carbono mais elevado (acima de 2,06%) garantindo maior dureza
para atender às aplicações para as quais são destinados. Por definição então, aços são

11
produtos siderúrgicos com menos de 2,06% de teor de carbono usualmente obtidos em
conversores pelo refino de ferro gusa e sucata de aço.
No caso dos aços, pode-se destacar as principais famílias como: Aços carbono,
Aços micro ligados, Aços ligados de baixa liga, Aços ligados de alta liga. Este material
também pode ser classificado por sua dureza, que está diretamente relacionado ao teor de
carbono, nos seguintes grupos (SIGWALT, 1992):
• Aços extra doces: Abaixo de 0,15% de C.
• Aços doces: 0,15% a 0,30% de C.
• Aços meio doces: 0,30% a 0,40% de C.
• Aços meio duros: 0,40% a 0,60% de C.
• Aços duros: 0,60% a 0,70% de C.
• Aços extra duros: Acima de 0,70% de C.
2.2- Processo de produção de aço
As usinas siderúrgicas são divididas em integradas e não integradas. Uma usina
não integrada possui um forno elétrico capaz de fundir sucata de aço, em alguns casos
junto com ferro gusa provenientes de outras usinas, para produzir aço. Já as usinas
integradas têm como matéria-prima para os fornos conversores o ferro gusa, produzido
por elas mesmas nos altos fornos.
A figura 2 mostra um fluxo simplificado do processo de produção de aço.
Figura 2 - Fluxo simplificado da produção de aço.

12
Além de coque e sínter, formas trabalhadas e mais eficientes de carvão mineral e
minério de ferro, respectivamente, os altos fornos também são carregados com calcário,
que a mais de 1200ºC se decompõe e gera cal, que é utilizado como fundente,
dessulfurante e desfosforante (ARAUJO, 1997).
𝐶𝑎𝐶𝑂$ 𝐶𝑎𝑂 +𝐶𝑂' Equação (I)
O alto forno é um tipo de forno em forma de cuba que é carregado pelo topo e
tem como produto final ferro gusa e subprodutos. O gás gerado no alto forno, composto
por monóxido e dióxido de carbono além de gás hidrogênio possui grande poder calorífico
e por isso é utilizado como combustível em outras etapas do processo de produção de aço.
O processo também gera escória, resíduo sólido muito utilizado na fabricação de cimento.
As reações de redução que ocorrem no alto forno estão descritas nas equações II, III e IV
(ANDRADE, 1979).
Entre 200 e 950 ºC:
3𝐹𝑒'𝑂$ + 𝐶𝑂 2𝐹𝑒$𝑂, +𝐶𝑂' Equação (II)
𝐹𝑒$𝑂, + 𝐶𝑂 3𝐹𝑒𝑂 +𝐶𝑂' Equação (III)
Entre 950 e 1000 °C:
𝐹𝑒𝑂 + 𝐶𝑂 𝐹𝑒 + 𝐶𝑂' Equação (IV)
Ocorre também a formação de escória composta de óxidos de silício, alumínio,
cálcio, magnésio, ferro e manganês. Todas as reações ocorrem seguidas de um sopro de
ar quente propiciando a combustão do coque a temperaturas de cerca de 1900 °C. Em
seguida o ferro gusa é transportado em carros torpedos para o conversor, passando por
um processo de dessulfuração, onde uma mistura dessulfurante é adicionada ao metal
fundido para que ocorra a escorificação do enxofre:
𝐹𝑒𝑆 + 𝐶𝑎𝑂 + 𝐶𝑂 𝐹𝑒 + 𝐶𝑎𝑆 + 𝐶𝑂' Equação (V)
Além do ferro gusa, o conversor também é carregado com sucata de aço para
então ser iniciado um sopro de oxigênio injetado por uma lança vertical entrando pelo
topo do forno. Muitas reações ocorrem durante o sopro, que dura em média de 15 a 18
minutos, como a oxidação do carbono, silício, manganês e fósforo (ANDRADE, 1979).

13
É nesta etapa que o teor de carbono é reduzido drasticamente e o ferro gusa se
transforma em aço. Inicia-se um processo primário de refino, sendo que o fósforo,
principal elemento de estudo deste trabalho, começa a ser analisado para que se tenha o
controle de qualidade do aço produzido. As equações VI, VII e VIII definem as reações
de desfosforação (ANDRADE, 1979).
5FeO + 2P 𝑃'𝑂4 + 5𝐹𝑒 Equação (VI)
𝐹𝑒𝑂.+𝑂4 𝐹𝑒𝑂. 𝑃'𝑂4 Equação (VII)
𝐹𝑒𝑂. 𝑃'𝑂4 + 𝐶𝑎𝑂 𝐶𝑎𝑂. 𝑃'𝑂4 + 𝐹𝑒𝑂 Equação (VIII)
As próximas etapas do processo de fabricação do aço envolvem o refino
secundário, onde é feita a desoxidação com adição de alumínio, silício e manganês. O aço
também passa por um processo de desgaseificação, onde a panela com aço sob vácuo,
sofre o sopro de um gás inerte (geralmente argônio ou nitrogênio) e as moléculas de
hidrogênio e oxigênio se desprendem e são retiradas do aço, prevenindo assim inclusões
que causariam a fragilidade do aço.
Dependendo do tipo de aço produzido, adições de ligas são realizadas também
nesta etapa. A tabela 1 lista os principais elementos de liga e suas influências quando
presentes no aço (BARRETO, 1981).
Tabela 1 - Elementos de liga do aço e suas aplicações
ELEMENTO APLICAÇÃO
Fósforo Emteoreselevados,prejudicaosaçostornando-osfrágeisequebradiços.
EnxofreAlémdefrágeis,tornaosaçosásperosegranulosos,porémemalgunscasoséconvenienteadicionar
enxofreemproporçõesdeaté0,30%,tornandooaçofácildeusinar.
CarbonoConfereadurezaearesistêncianecessáriaaalgumasaplicações.Geralmenteoteordecarbonofica
entre0,8e2%.
Silício Temfunçãodesoxidantenafabricaçãodeaço.Situa-seentre0,10e0,30%.
ManganêsAtuatambémcomodesoxidantealémdedessulfurante.Éempregadoemteoresinferioresa0,50%.
Emalgumasaplicaçõesosteoressãomaiselevadosparaaumentaratemperabilidadedoaço.
Cromo
Tratando-se de elevar a temperabilidade do aço, é o composto que apresenta melhor custo
benefício.Geralmenteoefeitoémáximoparateoresde4%deCromo,sendoestevalorempregado
emaçosferramentasparatrabalhoaquenteeemaçosrápidos.
Vanádio Atuacomofortedesoxidante,tendoefeitosobraatemperabilidade.
TungstênioEm teores elevados, tem efeito no aumento de dureza do aço, influenciando na resistência ao
desgaste.

14
MolibdênioVemsendoutilizadocomosubstitutodoTungstênio,poisapesardesermaiscaro,aquantidade
empregadaémenor.
CobaltoAumentaconsideravelmenteadurezaaquentedosaços,permitindootrabalhoemtemperaturas
maiselevadas.
Alumínio Atuanadesoxidaçãodevidoasuagrandeafinidadecomooxigênioenitrogênio.
Boro Emquantidadesde0,001a0,003%,melhoraatemperabilidadeearesistênciaàfadiga
ChumboEmpequenasquantidadesmelhoraausinabilidadedoaço,semprejuizosàspropriedades
mecânicas.
Por fim, as etapas finais englobam o lingotamento contínuo, onde o aço é vazado
verticalmente em um molde feito de cobre resfriado com água e oscilando verticalmente
para evitar a adesão do aço, formando tarugos de aço que podem ter diferentes perfis. O
tarugo é transportado por vários rolos que guiam seu movimento de descida até a posição
horizontal, quando são cortados por tochas oxi-acetilênicas e encaminhados para
laminação.
2.3- Sensores utilizados na produção de aço
Durante o processo de produção do aço, existem muitas variáveis que necessitam
ser controladas, como a temperatura, a concentração de oxigênio, a concentração de
hidrogênio e os teores de carbono e demais elementos de liga. Para que seja possível
monitorar as variáveis do processo, existem sensores descartáveis que são imersos no aço
fundido e enviam sinais elétricos para um equipamento capaz de processar e calcular as
devidas variáveis.
Para determinação da temperatura utiliza-se o termopar. O princípio de seu
funcionamento baseia-se no efeito Seebeck, descoberto por Thomas Seebeck em 1821.
Se dois metais diferentes forem soldados nas duas extremidades e uma delas for aquecida,
uma corrente contínua fluirá pelo circuito termoelétrico. Se o circuito for aberto numa das
extremidades, uma diferença de potencial elétrico aparecerá e estará diretamente
relacionada à diferença de temperatura entre a extremidade soldada e a extremidade
aberta e à composição dos dois metais. No caso das aciarias, como a temperatura do aço
fundido varia nas faixas de 1500 °C a 1800 °C, os termopares utilizados são do tipo S,
feitos de um fio de platina e um fio de platina-10% Ródio (OMEGA ENGINEERING,
1989).
15
A imersão é feita com uma lança que leva o sensor em sua extremidade. Para a
proteção da lança, os sensores são cravados em tubos de papelão que resistem por cerca
de 10 segundos dentro do aço fundido. Como a platina é um material caro, no interior da
lança existe um cabo compensado para conectar o sensor ao equipamento de medição.
Este cabo é composto por um fio de cobre e um fio de uma liga especial de cobre-níquel,
pois esta combinação comporta-se de maneira semelhante aos termopares tipo S quando
submetido às temperaturas de operação das lanças, sendo que variam de 200 °C a 300 °C.
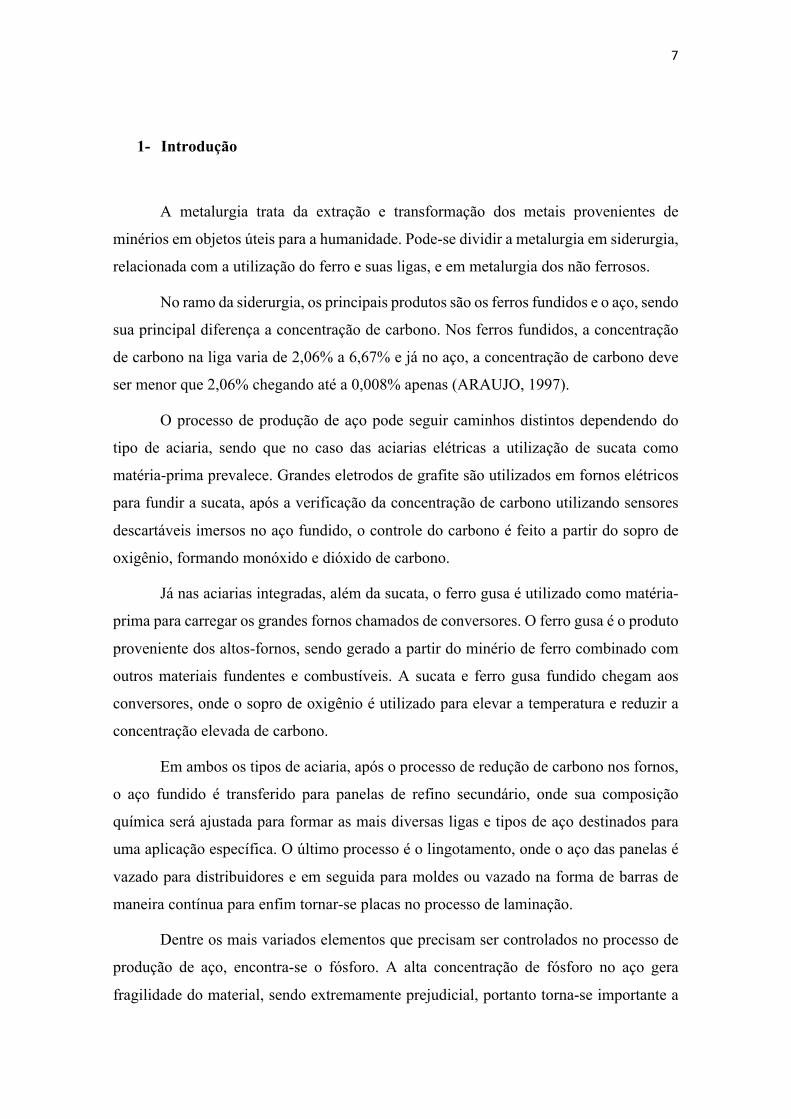
No caso da determinação do teor de oxigênio, sensores eletroquímicos são
utilizados. Trata-se de uma célula, com eletrólitos sólidos, capaz de determinar teores de
gases em líquidos ou fundidos. Na medição em usinas siderúrgicas o eletrólito sólido mais
utilizado atualmente nos sensores de oxigênio é o ZrO2. Seu funcionamento se dá com a
geração de uma força eletromotriz a partir da diferença entre a pressão parcial de oxigênio
dissolvido no banho metálico e a pressão parcial de um eletrodo de referência. A figura 3
ilustra o funcionamento de um sensor de oxigênio (CAPRONI, 2007).
Figura 37 - Funcionamento de um sensor de oxigênio
As tensões geradas pela célula de oxigênio e pelo termopar são processadas pelo
instrumento e a partir de uma equação, calcula-se a concentração de oxigênio no aço
fundido e em seguida, calcula-se também o teor de carbono no banho metálico. As
equações IX e X são as utilizadas para calcular as concentrações de oxigênio e carbono
respectivamente.
𝑎 𝑂 = 109:;9'.(=;9$.>;9,.>.=) (IX)
Onde: a(O): Concentração de oxigênio em partes por milhão.

16
F1, F2, F3 e F4: Constantes ajustáveis de acordo com o tipo de aço produzido.
E: Tensão gerada pela célula de oxigênio em mV.
T: Temperatura seguindo a tabela do termopar tipo S subtraída de 1550 °C.
%𝐶 = 109:;ABC ;9$.DEF(G H ) (X)
Onde: %C: Teor de carbono em porcentagem.
F1, F2 e F3: Constantes ajustáveis de acordo com o tipo de aço produzido.
T: Temperatura seguindo a tabela do termopar tipo S em °C.
a(O): Concentração de oxigênio em partes por milhão calculado na equação IX.
Existem sensores utilizados para calcular o teor de carbono sem a utilização da
célula de oxigênio. O principal método trata de medir a temperatura de resfriamento de
uma amostra do metal líquido até que este se solidifique. As curvas de solidificação do
aço possuem características conhecidas sendo que com o monitoramento da temperatura
em função do tempo é possível estimar o teor de carbono contido no banho. A figura 4
ilustra a curva de resfriamento do aço para uma concentração de 0,5% de carbono
(ARAUJO, 1997).

17
Figura 8 - Curva de resfriamento de uma amostra de aço com 0,5% de carbono.
No caso dos conversores nas grandes usinas integradas, existe um tipo específico
de sensor chamado de Sublança. As Sublanças são imersas no aço fundido com o auxílio
de manipuladores robóticos que acessam o interior do conversor pelo topo. Estes
manipuladores são capazes de selecionar o tipo de Sublança que ficam armazenadas em
magazines, realizar a imersão pelo topo do conversor e enviar os sensores após a imersão
para um operador, já que além da medição de temperatura, oxigênio e carbono, as
Sublanças também colhem uma amostra (ECIL MET TEC, 2015).
A montagem das Sublanças é feita de forma individual para cada usina, levando
em consideração o tipo de conector presente nos manipuladores robóticos, as dimensões
do magazine e as variáveis do processo. Como estes sensores são utilizados em
conversores, é nesta etapa que a implementação da rede neural para predição da
concentração de fósforo pode ser feita, complementando assim a análise por amostra em
laboratório e garantindo a velocidade e a economia do processo. A figura 5 ilustra um
forno conversor e as lanças de imersão de Sublança e sopro de oxigênio.

18
Figura 59 - Ilustração de um forno conversor.
2.4- Redes Neurais Artificiais
Datam-se de 1943, em artigos de McCulloch e Pitts, as primeiras informações
sobre as redes neurais artificias, baseando-se na construção de uma máquina inspirada
nos neurônios humanos. Em 1949, Donald Hebb propôs uma lei de aprendizagem
específica para a sinapse dos neurônios, servindo de inspiração para muitos outros
pesquisadores. Marvin Minsky, em 1951, foi o criador do primeiro computador que
trabalhou com redes neurais, ajustando automaticamente seus pesos sinápticos, que
apesar de nunca ter operado de forma relevante, também foi inspirador para futuras
pesquisas e desenvolvimentos.
Criado por Frank Rosenblatt, Charles Wightman e outros, o primeiro neuro
computador (Perceptron) a obter sucesso, buscava principalmente o reconhecimento de
padrões. Bernard Widrow, com a ajuda de estudantes, criou o modelo chamado de
ADELINE, base para as redes neurais até hoje, portando uma técnica de aprendizagem
que busca a redução do erro de sua saída linear. O intervalo de 1967 até 1982 foi um

19
período com poucas pesquisas no ramo das redes neurais, chamado de anos negros, pois
os desenvolvimentos ainda não justificavam as aplicações até o momento. As pesquisas
sobre redes neurais retomaram com muita força quando a DARPA (Defense Advanced
Research Projects Agency) nos Estados Unidos, decidiu em 1983 ouvir os argumentos
dos pesquisadores da época, fundando um campo de pesquisa em neuro computação
(EBERHART; DOBBINS, 1990).
De maneira geral, as redes neurais artificiais consistem em um método de
solucionar problemas de inteligência artificial, construindo um sistema que tenha
circuitos que simulem o cérebro humano, aprendendo e se adaptando a um determinado
comportamento através de técnicas computacionais, que apresentam um modelo que
adquire conhecimento através da experiência.
Apesar da complexidade das redes neurais, de maneira simplificada ela é definida
como um conjunto de pontos, chamados nós, ao longo de um conjunto de segmentos de
linhas direcionadas entre eles. Os nós são elementos de processamento responsáveis por
realizar cálculos e então avaliar o resultado obtido para assim se reajustar. Suas arestas
são conexões, que funcionam como caminhos de condução instantânea de sinais em uma
única direção, de forma que seus elementos de processamento podem receber qualquer
número de conexões de entrada. Estas estruturas podem possuir memória local, e também
possuir qualquer número de conexões de saída desde que os sinais nestas conexões sejam
os mesmos. Portanto, estes elementos têm na verdade uma única conexão de saída, que
pode dividir-se em cópias para formar múltiplas conexões, sendo que todos carregam o
mesmo sinal.
Uma rede neural pode apresentar muitas camadas de neurônios ou nós, sendo que
a distribuição destas faz-se de forma que as saídas da primeira camada sejam entradas
para a segunda camada e assim por diante, até que se atinja a camada de saída da rede.
Cada neurônio possui uma função de transferência que opera sobre o sinal proveniente da
entrada e gera um resultado. A função de transferência pode operar continuamente ou
episodicamente, sendo que no segundo caso, deve existir uma função de ativação que
determina um limiar para que uma determinada entrada sofra um processamento gerando
um valor diferente na saída do neurônio (EBERHART; DOBBINS, 1990).
De forma geral, a operação de uma célula da rede se resume em:
20
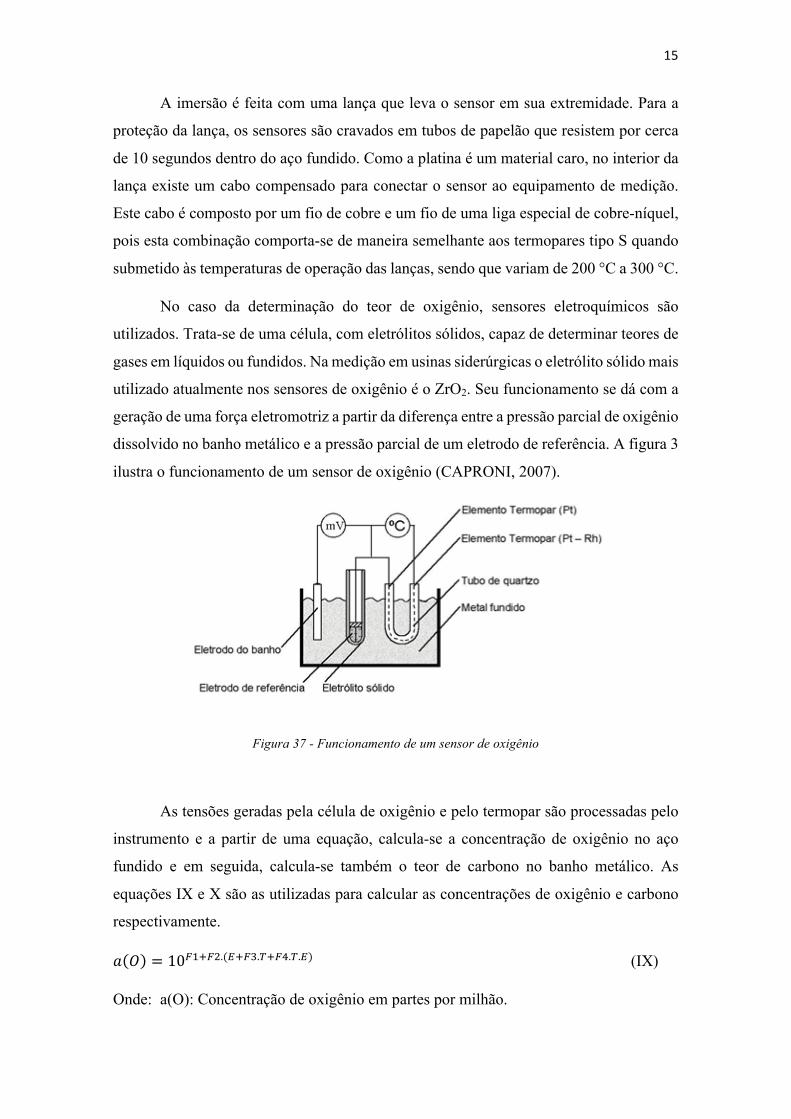
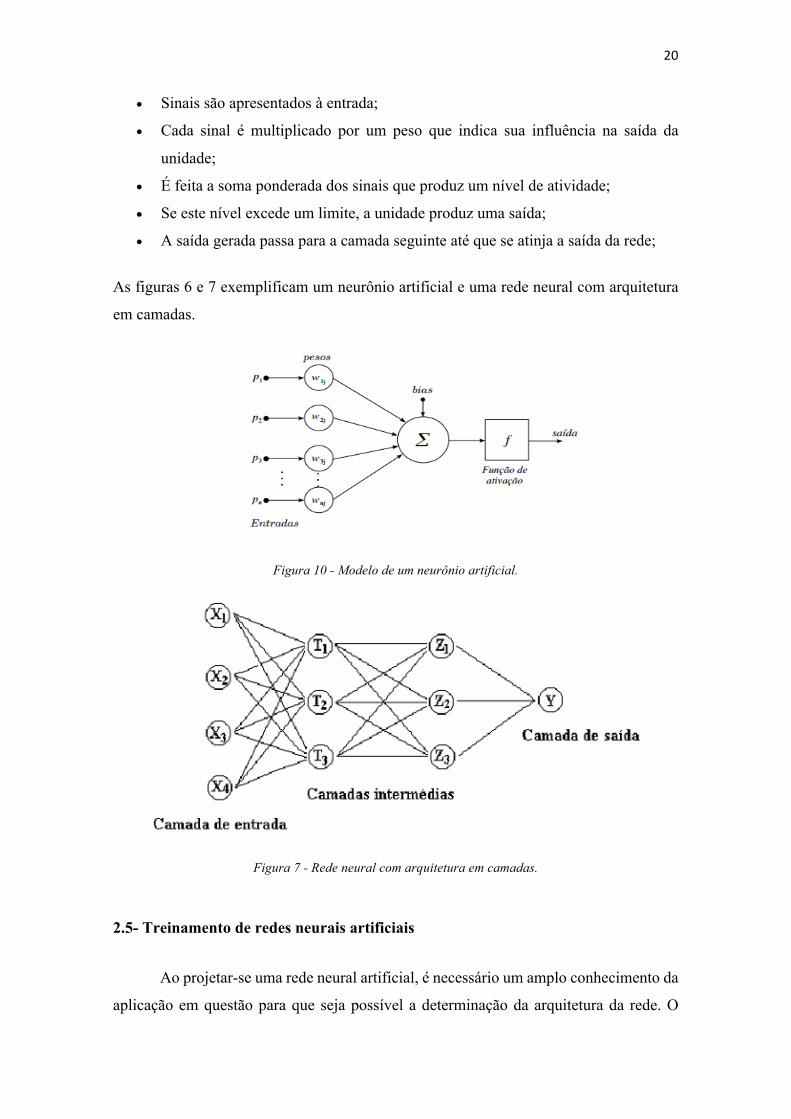
• Sinais são apresentados à entrada;
• Cada sinal é multiplicado por um peso que indica sua influência na saída da
unidade;
• É feita a soma ponderada dos sinais que produz um nível de atividade;
• Se este nível excede um limite, a unidade produz uma saída;
• A saída gerada passa para a camada seguinte até que se atinja a saída da rede;
As figuras 6 e 7 exemplificam um neurônio artificial e uma rede neural com arquitetura
em camadas.
Figura 10 - Modelo de um neurônio artificial.
Figura 7 - Rede neural com arquitetura em camadas.
2.5- Treinamento de redes neurais artificiais
Ao projetar-se uma rede neural artificial, é necessário um amplo conhecimento da
aplicação em questão para que seja possível a determinação da arquitetura da rede. O
21
número de camadas e de neurônios por camada está diretamente relacionado com o
problema a ser resolvido, levando em consideração a quantidade de variáveis de entrada
e saída e a correlação existente entre elas. Os sinais podem ser transmitidos de forma
unidirecional, ou a rede pode ser recorrente, apresentando laços de realimentação. Por
fim, deve-se determinar a função de transferência dos neurônios, sendo que as mais
comumente utilizadas são as lineares, lineares com saturação, tangente hiperbólica e
sigmoide.
O algoritmo de treinamento de uma rede neural está intimamente ligado à sua
arquitetura, sendo que em redes unidirecionais, o algoritmo mais utilizado é o da
retropropagação do erro. Os neurônios da camada de entrada da rede são alimentados com
valores reais da aplicação de forma a gerar um valor de saída que deve ser comparado
com a saída desejada. A partir desta alimentação obtém-se um erro que é retropropagado
para as camadas intermediárias, tornando possível o ajuste dos pesos sinápticos de cada
neurônio visando minimizar o erro, sendo que apenas o erro correspondente à
contribuição parcial de cada um dos neurônios é utilizado para efetuar a correção
(HECHT-NIELSEN, 1990).
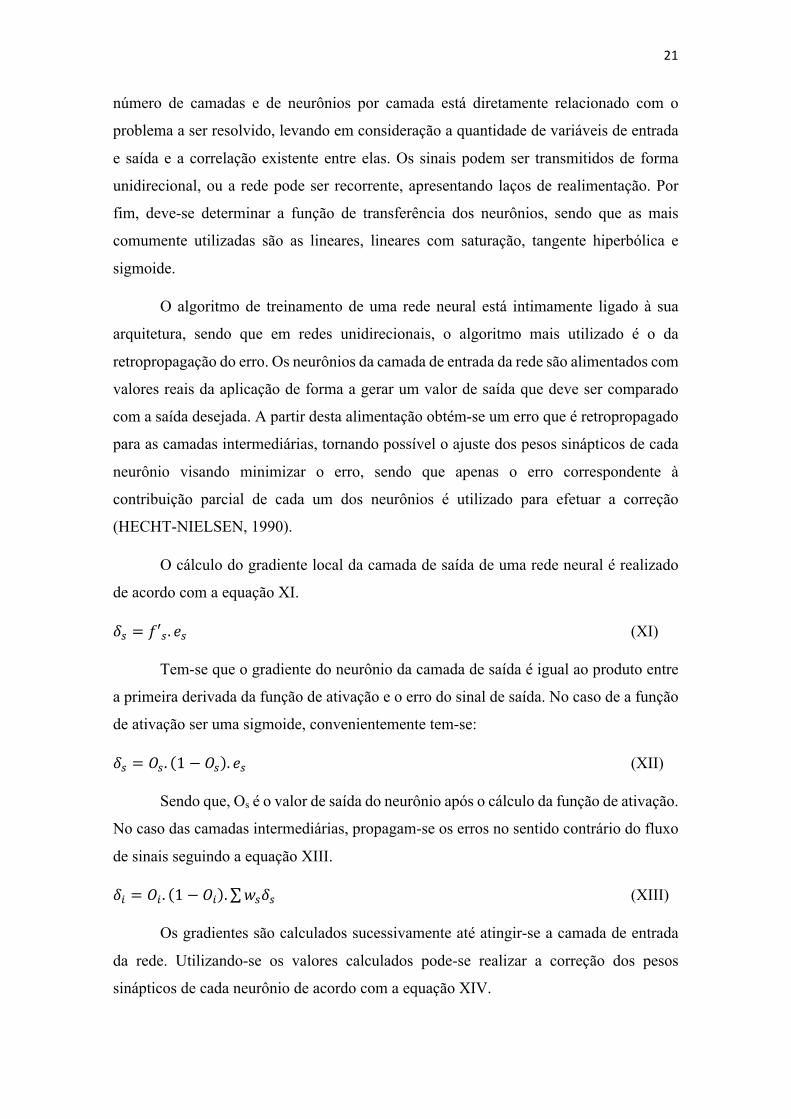
O cálculo do gradiente local da camada de saída de uma rede neural é realizado
de acordo com a equação XI.
𝛿J = 𝑓′J. 𝑒J (XI)
Tem-se que o gradiente do neurônio da camada de saída é igual ao produto entre
a primeira derivada da função de ativação e o erro do sinal de saída. No caso de a função
de ativação ser uma sigmoide, convenientemente tem-se:
𝛿J = 𝑂J. 1 − 𝑂J . 𝑒J (XII)
Sendo que, Os é o valor de saída do neurônio após o cálculo da função de ativação.
No caso das camadas intermediárias, propagam-se os erros no sentido contrário do fluxo
de sinais seguindo a equação XIII.
𝛿N = 𝑂N. 1 − 𝑂N . 𝑤J𝛿J (XIII)
Os gradientes são calculados sucessivamente até atingir-se a camada de entrada
da rede. Utilizando-se os valores calculados pode-se realizar a correção dos pesos
sinápticos de cada neurônio de acordo com a equação XIV.

22
𝑤NJ(PQRQ) = 𝑤NJ(RSTUQ) + 𝜂. 𝛿Q. 𝑂N + 𝛼. (∆𝑤NJ) (XIV)
O novo peso é a soma do peso atual com duas parcelas, sendo a primeira um
produto entre a taxa de aprendizagem, variando entre 0 e 1, o gradiente calculado para o
neurônio em questão e a saída do neurônio que o antecede. Já a segunda parcela somada
é o produto entre um coeficiente que varia entre 0 e 1 e a variação do peso sináptico da
iteração anterior, sendo que na primeira iteração este valor é 0. Este coeficiente é chamado
de inércia e sua função é evitar que o ajuste dos pesos fique preso em mínimos locais
(HECHT-NIELSEN, 1990).

23
3- Revisão bibliográfica 3.1- Controle do processo em conversores
O desenvolvimento de técnicas para controlar as variáveis de processo no forno
conversor das aciarias iniciou-se com modelos matemáticos estáticos. Baseando-se nas
concentrações de manganês, silício, enxofre, fósforo, carbono e oxigênio encontrados
após análise laboratorial de uma amostra tomada no início da corrida, e na temperatura
obtida na imersão de sensores Sublança, uma equação matemática, baseadas nos
conhecimentos termoquímicos e operacionais, determina quais as adições necessárias ao
metal fundido e qual a massa de oxigênio que deverá ser soprada para atingir-se o valor
de carbono e temperatura requeridos (COUTINHO; BAPTISTA, 2001).
É evidente que este tipo de controle necessita precisão das informações adquiridas
durante o início do processo, já que não promove alterações dos cálculos durante o sopro
e tão pouco prevê a necessidade de tais correções. Devido a isso, quando se utiliza o
modelo estático de controle, é fundamental que ocorra a padronização do processo
operacional, assim como a utilização de matéria-prima homogeneizada, visando
minimizar os erros de cálculo.
As equações que constituem o modelo estático podem ser estabelecidas por
considerações teóricas do processo, relacionamento estatístico ou empiricamente, sendo
seu cálculo realizado com auxílio de processamento computacional.
Para as considerações teóricas existe como inconveniente, a necessidade de
estimar algumas variáveis não conhecidas, como temperatura da fumaça dentro do
conversor e perdas térmicas no material refratário, e também considerar valores médios
para algumas variáveis principalmente relacionadas ao balanço químico dos elementos
que compões o banho.
Em relação ao modelo estatístico para o controle estático, é comum que haja erros
devido à falta de repetitividade das características dos fornos conversores, portanto para
que existe precisão nos cálculos é necessário que haja uma integração entre base teórica,
estatística e empírica do processo (SIGWALT, 1992).
De forma a melhorar o processo nos fornos conversores, foi estabelecido o
controle dinâmico das variáveis, visando realizar ações corretivas durante o sopro de
oxigênio para que os valores desejados de carbono e temperatura ao final sejam atingidos

24
com maior precisão. O controle dinâmico mais simples baseia-se na observação da chama
produzida durante o processo, sendo que o treinamento de um operador é o que define a
precisão deste método.
Para apoiar-se em meios mais sólidos que a intuição e experiência dos operadores,
algumas variáveis indiretas do processo também são levadas em consideração, como a
variação da temperatura e comprimento da lança de sopro de oxigênio, a variação do peso
do conversor durante a campanha e variação do nível de ruído do conversor (MUNDIM,
1985).
As variáveis indiretas são insuficientes para que ocorra o controle dinâmico
preciso, sendo que o monitoramento de outras variáveis é necessário. O ponto
fundamental neste controle é a análise dos gases provenientes do processo, utilização de
audiometria para avaliar a condição da escória e a utilização dos sensores Sublança, além
de utilizar também os cálculos do modelo de controle estático.
3.2- Cálculo da concentração de fósforo nos conversores
De acordo com estudos realizados em determinado conversor, técnicas de
regressão linear múltiplas, podem descrever a correlação da concentração de fósforo com
os elementos químicos presentes no aço e na escória. Os trabalhos realizados utilizaram
os teores de cálcio, ferro, silício, magnésio e manganês nas suas formas oxidadas, assim
como a concentração de carbono, oxigênio e a temperatura de fim de sopro para realizar
o cálculo de fósforo (ALMEIDA; MANETTA; PARREIRAS, 2004).
A equação proposta, resolvida com auxílio de processamento computacional,
apresenta um erro médio absoluto de 0,0041 e o coeficiente de determinação entre a saída
do modelo e os valores observados foi de 0,526. Para processos siderúrgicos não
criteriosos em relação à aceitação do teor de fósforo no aço em conversores, a precisão
da equação é adequada, já que para estas aplicações a faixa de valores encontrados para
o elemento fósforo é superior a 0,01%.
Ainda considerando métodos de regressão linear múltiplos, um modelo proposto
para aplicações com aço de liga ferromanganês foi elaborado utilizando dados de uma
determinada siderúrgica. As variáveis de processo utilizadas como parâmetros para a
regressão foram os teores de manganês, ferro, carbono, silício, enxofre e fósforo do aço,

25
assim como a composição química da escória, a temperatura e a massa de oxigênio
soprado.
Devido ao elevado número de variáveis propostas, um total de 8 modelos foram
elaborados e as equações definidas, assim como os coeficientes de determinação
encontrados para cada um dos casos estão dispostos na tabela 2 (PEDRINI; CATEN,
2009).
Tabela 2 - Equações propostas e seus respectivos coeficientes de determinação.
O modelo 8 proposto apresenta um coeficiente de determinação igual a 98,4. A
variável de resposta da equação é o logaritmo da diferença entre o teor de fósforo
resultando do processo e o teor de fósforo da matéria-prima.
Analisou-se os efeitos de cada variável, tendo como base os coeficientes de regressão dos modelos estimados. Ressalta-se que a análise é restrita somente ao processo empregado na empresa e os resultados obtidos são válidos apenas para a faixa de investigação das variáveis regressoras. Dessa forma, extrapolações e generalizações devem ser feitas com ressalvas (PEDRINI; CATEN, 2009).

26
3.3- Aplicações dos sistemas baseados em redes neurais As redes neurais podem ser utilizadas para solucionar diversos tipos de problemas.
Estudos publicados citam alguns exemplos de aplicação das redes neurais, como previsão
de tendências do mercado de ações, sistemas de diagnósticos de doenças, identificação
de padrões para classificações em grupos, controle de trajetória de robôs utilizando a
integração de redes neurais com lógica fuzzy, métodos de classificação utilizando
processamento digital de imagens, entre outros (SILVA; SPATTI; FLAUZINO, 2010).
Tendo em vista a variedade de situações em que um sistema de redes neurais pode
ser aplicado, é necessário compreender a ferramenta para determinar-se qual tipo de
arquitetura, método de treinamento e aprendizado deverá ser utilizado. Na situação
proposta por este trabalho, tem-se um problema de ajuste, onde o sistema deverá realizar
um mapeamento entre um conjunto de dados de entradas e um conjunto de dados de alvo.
Alguns estudos com situações que requerem o mesmo tipo de sistema de redes neurais
foram utilizados para determinar-se uma arquitetura como ponto de partida.
Um estudo sobre a utilização de redes neurais para predição de Hepatite A,
utilizou uma arquitetura unidirecional, multicamadas, com algoritmo de treinamento de
retro propagação do erro e com um total de 10 variáveis de entrada e 4 neurônios na cama
oculta. O número reduzido de neurônios dá-se ao fato de o conjunto de treinamento
possuir um número pequeno de dados, sendo que um número elevado de neurônios
poderia causar a perda de capacidade de generalização da rede (SANTOS et al., 2005).
Outro exemplo de aplicação similar de um sistema com redes neurais faz a
previsão para estimar a incidência de radiação solar seguindo uma tendência. As variáveis
de entrada do sistema são dados diários de pressão, temperatura, umidade relativa,
velocidade do vento, duração de brilho do sol, mês do ano e latitude da região. O software
MATLAB foi utilizado para gerar o sistema e realizar o treinamento da rede e duas
arquiteturas diferentes foram testadas para verificação do melhor desempenho.
É proposto no estudo modificar as variáveis de entrada de modo a encontrar a
melhor configuração da rede, sendo que os testes mostram que redes com poucas entradas
resultaram em melhores coeficientes de determinação quando a camada oculta possuía
pelo menos o dobro de neurônios da camada de entrada. Os resultados obtidos no trabalho
mostram o bom desempenho do sistema de redes neurais com um coeficiente de
determinação igual a 0,85 (GUARNIERI, 2006).

27
3.4- Estudos sobre sistemas RNA para predição de fósforo no aço.
A utilização de sistemas de redes neurais artificiais para a predição da
concentração de fósforo no aço fundido visa proporcionar maior precisão ao processo,
isso porque os métodos de cálculo por equações matemáticas provenientes de regressões
lineares, somente apresentam bom desempenho quando aplicados aos processos onde não
se tem grande variedade de aços ligados e os a faixa de valores do teor do fósforo é
pequena (ALMEIDA; MANETTA; PARREIRAS, 2004).
Um estudo realizado com dados da usina V&M do Brasil mostra os resultados de
um sistema com 9 neurônios de entrada e 23 na camada oculta. O conjunto de dados
formado por 618 amostras foi divido em grupo de treinamento (495 amostras) e grupo de
testes (123 amostras). Os resultados obtidos estão na tabela 3 e mostram uma melhora, já
que em relação aos métodos utilizados na mesma usina, onde os cálculos são realizados
a partir de equações geradas por regressão linear múltipla, o erro médio absoluto tornou-
se menor e o coeficiente de correlação aumentou (DOMINGUETE et al., 2006).
Tabela 3 - Resultados obtidos com a utilização de redes neurais para predição do teor de fósforo.

28
4- Desenvolvimento
O desenvolvimento do trabalho seguiu o cronograma inicialmente proposto e as
etapas estão ilustradas no fluxograma da figura 8.
Figura 8 - Fluxograma com as etapas do desenvolvimento.

29
Utilizando dados coletados na usina siderúrgica ArcelorMittal Vanderbijlpark na
África do Sul, durante um trabalho em campo em visita realizada no mês de Agosto de
2015, foi possível realizar um estudo das variáveis do processo, durante a passagem do
aço líquido pelo conversor, que determinou quais delas apresentam maior correlação com
a concentração de fósforo do aço após o sopro de oxigênio e as adições realizadas.
As tabelas 4 e 5 apresentam quais variáveis foram estudadas e quais foram
utilizadas como entradas para a rede neural por possuírem maior correlação com a
concentração de fósforo proveniente da amostra de laboratório, sendo que de um total de
23 variáveis, 12 foram utilizadas.
Tabela 4 - Variáveis do processo de produção de aço no conversor.
Variáveis do processo de produção de aço Número de corridas realizadas no conversor Tempo de sopro de oxigênio e sua vazão Massa de ferro gusa adicionada ao conversor Massa de sucata de aço adicionada ao conversor Teor de Carbono do aço no início e no final da corrida Teor de Silício do aço no início e no final da corrida Teor de Manganês do aço no início e no final da corrida Teor de Fósforo do aço no início e no final da corrida Teor de Titânio do aço no início e no final da corrida Altura da lança de oxigênio durante o sopro Teor de óxido de cálcio da escória Teor de óxido de silício da escória Teor de óxido de alumínio da escória Teor de óxido de fósforo da escória Teor de óxido de manganês da escória Teor de enxofre da escória Massa de cal adicionada ao banho metálico Massa de fluorita adicionada ao banho metálico Massa de dolomita adicionada ao banho metálico Massa de escória no final da corrida Temperatura do aço no final da corrida Concentração de oxigênio dissolvido no final da corrida Tensão elétrica gerada pela célula de oxigênio presente no sensor Sublança

30
Tabela 5 - Variáveis do processo utilizadas na entrada da rede neural e suas correlações com a concentração de fósforo no aço.
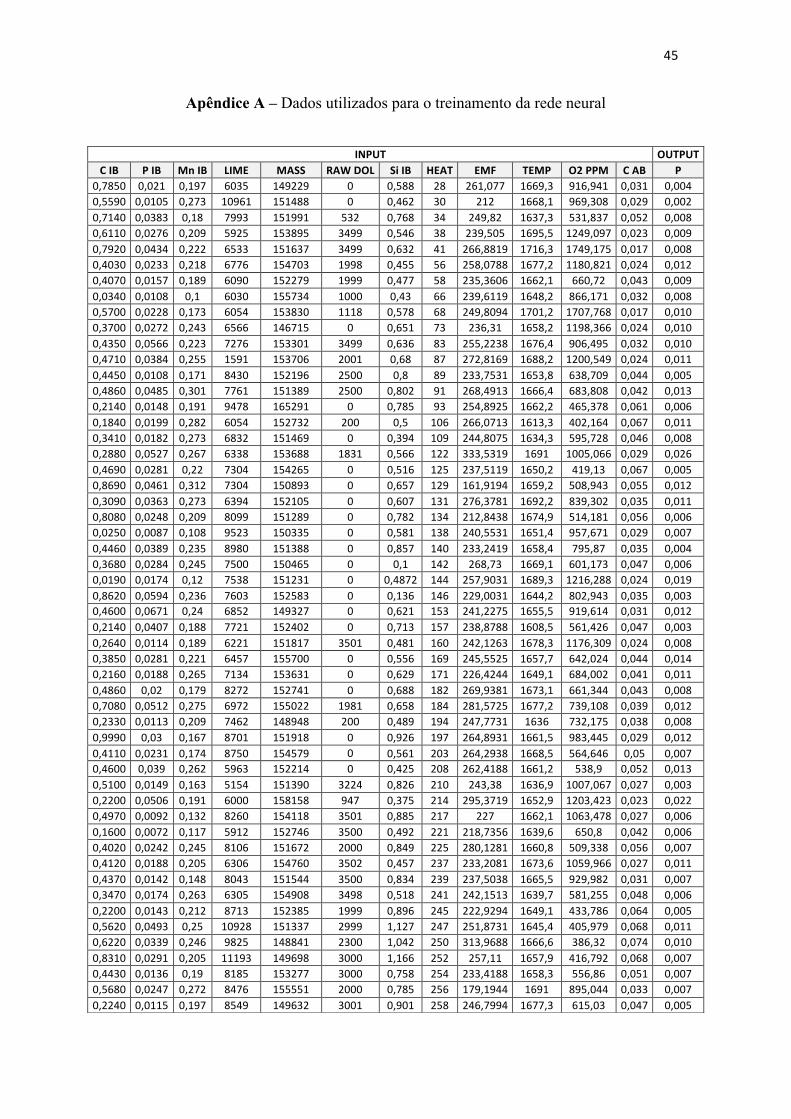
Após a determinação das melhores variáveis a serem utilizadas, uma base de
dados foi criada a partir de um total de 267 corridas do conversor. Os dados estão
organizados no Apêndice A.
O próximo passo foi o projeto da rede neural para a predição da concentração de
fósforo no aço fundido. Primeiramente foi necessário determinar qual seria a topologia
da rede assim como a quantidade de camadas e neurônios utilizados. O modelo escolhido
foi o de Rummelhart, possuindo um total de 3 camadas (entrada, intermediária e saída).
Este modelo é caracterizado por ser unidirecional, sendo que cada neurônio se comunica
com todos os neurônios das camadas vizinhas, não existindo comunicação entre
neurônios de uma mesma camada. De acordo com HECHT – NIELSEN (1990), o número
de neurônios da camada intermediária deve ser igual ao dobro de neurônios da camada
de entrada acrescido de 1. Sendo assim a camada intermediária foi composta por 25
neurônios.
Segundo Beale, Hagan e Demuth (2015), o número de neurônios da camada
intermediária deve ser suficientemente grande para garantir a capacidade de cálculo da
rede, porém não exageradamente para evitar que ocorra a perda da capacidade de
generalização de dados, tornando a rede somente eficaz quando submetida a dados muito
Variável Sigla CorrelaçãoCarbonoinicial CIB -0,161Fósforoinicial PIB 0,537Manganêsinicial MnIB 0,276Caladicionada LIME -0,223Massatotaldeaço MASS 0,127Dolomitaadicionada RAWDOL -0,180Silícioinicial SiIB -0,168Númerodacorrida HEAT 0,240Tensãodacéluladeoxigênio EMF 0,305Temperaturafinal TEMP 0,229Concentraçãodeoxigênio O2PPM 0,196Carbonofinal CAB -0,147
31
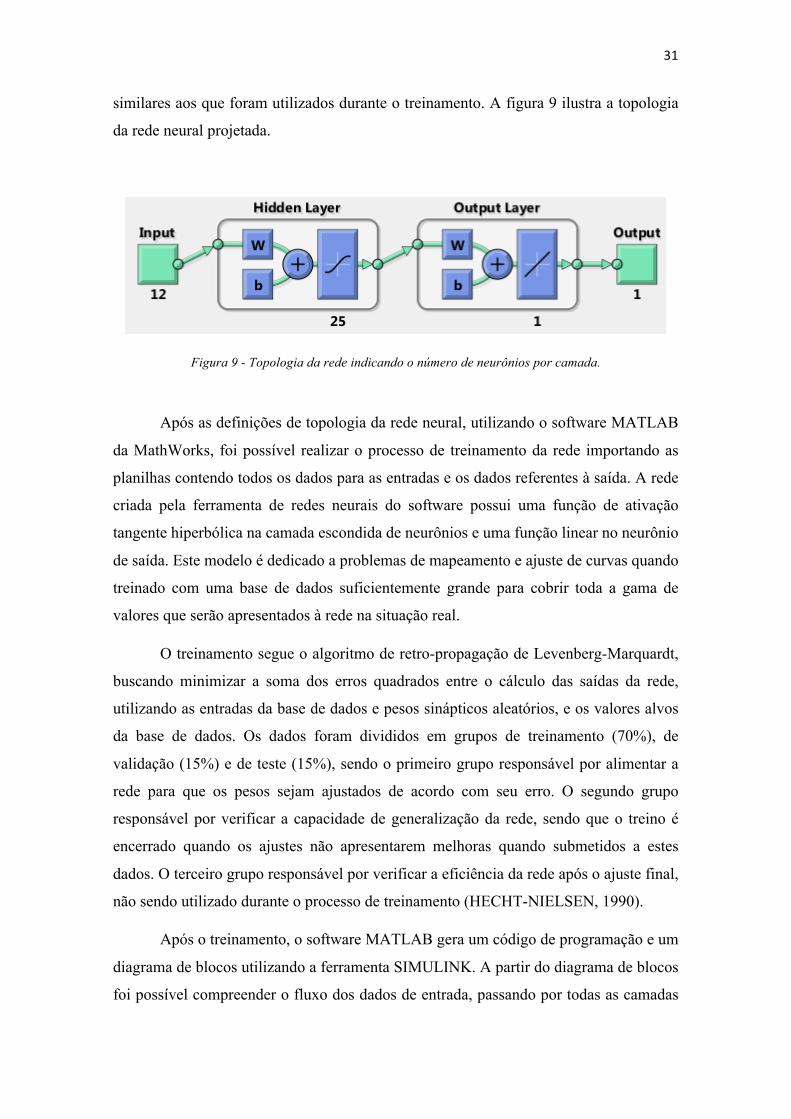
similares aos que foram utilizados durante o treinamento. A figura 9 ilustra a topologia
da rede neural projetada.
Figura 9 - Topologia da rede indicando o número de neurônios por camada.
Após as definições de topologia da rede neural, utilizando o software MATLAB
da MathWorks, foi possível realizar o processo de treinamento da rede importando as
planilhas contendo todos os dados para as entradas e os dados referentes à saída. A rede
criada pela ferramenta de redes neurais do software possui uma função de ativação
tangente hiperbólica na camada escondida de neurônios e uma função linear no neurônio
de saída. Este modelo é dedicado a problemas de mapeamento e ajuste de curvas quando
treinado com uma base de dados suficientemente grande para cobrir toda a gama de
valores que serão apresentados à rede na situação real.
O treinamento segue o algoritmo de retro-propagação de Levenberg-Marquardt,
buscando minimizar a soma dos erros quadrados entre o cálculo das saídas da rede,
utilizando as entradas da base de dados e pesos sinápticos aleatórios, e os valores alvos
da base de dados. Os dados foram divididos em grupos de treinamento (70%), de
validação (15%) e de teste (15%), sendo o primeiro grupo responsável por alimentar a
rede para que os pesos sejam ajustados de acordo com seu erro. O segundo grupo
responsável por verificar a capacidade de generalização da rede, sendo que o treino é
encerrado quando os ajustes não apresentarem melhoras quando submetidos a estes
dados. O terceiro grupo responsável por verificar a eficiência da rede após o ajuste final,
não sendo utilizado durante o processo de treinamento (HECHT-NIELSEN, 1990).
Após o treinamento, o software MATLAB gera um código de programação e um
diagrama de blocos utilizando a ferramenta SIMULINK. A partir do diagrama de blocos
foi possível compreender o fluxo dos dados de entrada, passando por todas as camadas

32
até o cálculo do valor de saída, informando ainda os valores de todos os pesos sinápticos
utilizados. As próximas figuras ilustram os blocos do diagrama seguidas pela descrição
detalhada do fluxo dos dados (BEALE; HAGAN; DEMUTH, 2015).
Figura 10 - Diagrama de blocos representando o fluxo das entradas até a saída.
Assim que os dados são fornecidos à entrada da rede, estes passam por um
processamento inicial que os comprime ao intervalo de valores limites da função tangente
hiperbólica, chegam até a primeira camada de neurônios onde são multiplicados pelos
devidos pesos sinápticos e somados antes de passarem pela função de ativação, seguem
para a camada de saída da rede onde são multiplicados por novos pesos sinápticos e
somados, sofrem novo processamento para que o valor final por fim seja exibido
adequadamente dentro do intervalo de possíveis resultados de concentração de fósforo.
Os dados de entrada passam por um processamento inicial para que a faixa de
valores possíveis de cada variável, seja convertida para uma faixa que varia de -1 até 1,
desta forma a função tangente hiperbólica resulta em valores não saturados. A figura 11
ilustra o diagrama interno do bloco de processamento das entradas e a equação XV
representa o cálculo do processamento.
Figura 11 - Diagrama interno do bloco de processamento das entradas.
𝑦N = 𝑥N − 𝑥[NP .'
(\]^_`\]ab)− 1 (XV)
33
Para que esta equação opere de maneira correta para qualquer valor de entrada na
rede, é necessário que os dados de treinamento contenham o mínimo e o máximo valor
possível de cada uma das variáveis de entrada, desta forma quando a rede é alimentada
com qualquer valor, o sistema estará pronto para realizar a conversão considerando que
o valor apresentado à entrada está contido no intervalo utilizado durante o treinamento.
Após o processamento das entradas, os valores seguem para a primeira camada da
rede onde, antes de passarem pela função tangente hiperbólica, são multiplicados pelos
pesos sinápticos de cada neurônio e somados a um valor de bias, responsável por
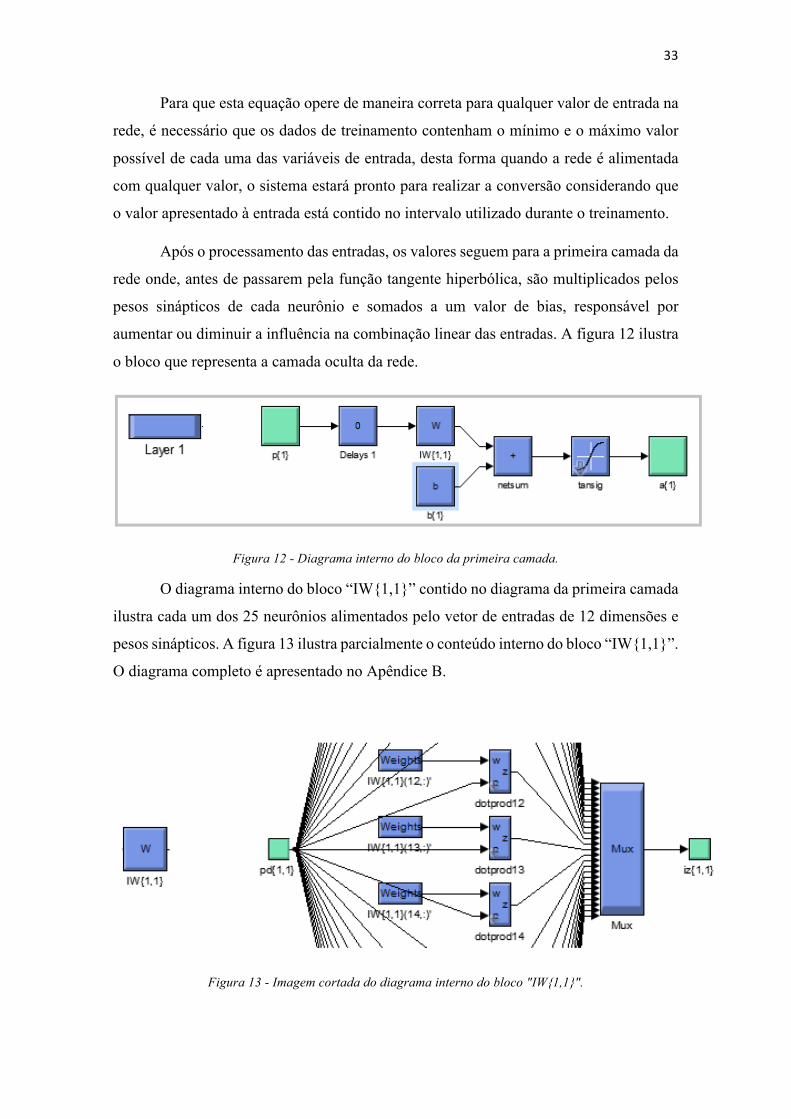
aumentar ou diminuir a influência na combinação linear das entradas. A figura 12 ilustra
o bloco que representa a camada oculta da rede.
Figura 12 - Diagrama interno do bloco da primeira camada.
O diagrama interno do bloco “IW{1,1}” contido no diagrama da primeira camada
ilustra cada um dos 25 neurônios alimentados pelo vetor de entradas de 12 dimensões e
pesos sinápticos. A figura 13 ilustra parcialmente o conteúdo interno do bloco “IW{1,1}”.
O diagrama completo é apresentado no Apêndice B.
Figura 13 - Imagem cortada do diagrama interno do bloco "IW{1,1}".
34
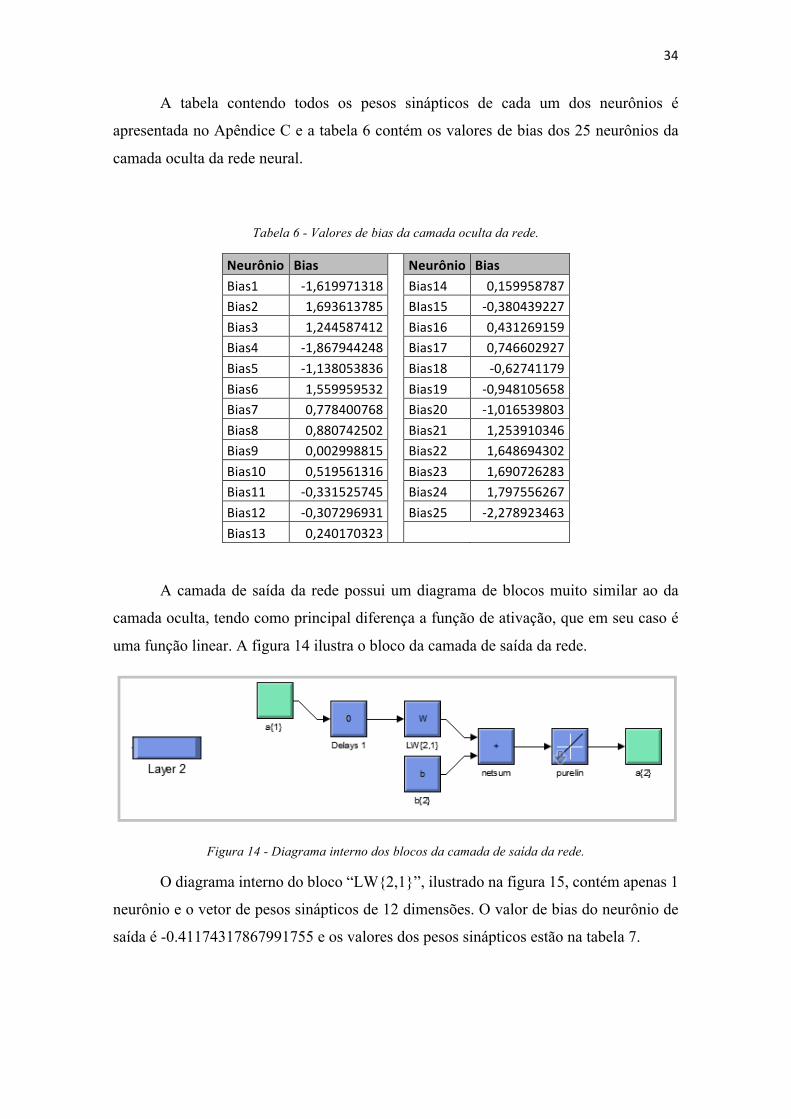
A tabela contendo todos os pesos sinápticos de cada um dos neurônios é
apresentada no Apêndice C e a tabela 6 contém os valores de bias dos 25 neurônios da
camada oculta da rede neural.
Tabela 6 - Valores de bias da camada oculta da rede.
Neurônio Bias Neurônio BiasBias1 -1,619971318 Bias14 0,159958787Bias2 1,693613785 BIas15 -0,380439227Bias3 1,244587412 Bias16 0,431269159Bias4 -1,867944248 Bias17 0,746602927Bias5 -1,138053836 Bias18 -0,62741179Bias6 1,559959532 Bias19 -0,948105658Bias7 0,778400768 Bias20 -1,016539803Bias8 0,880742502 Bias21 1,253910346Bias9 0,002998815 Bias22 1,648694302Bias10 0,519561316 Bias23 1,690726283Bias11 -0,331525745 Bias24 1,797556267Bias12 -0,307296931 Bias25 -2,278923463Bias13 0,240170323
A camada de saída da rede possui um diagrama de blocos muito similar ao da
camada oculta, tendo como principal diferença a função de ativação, que em seu caso é
uma função linear. A figura 14 ilustra o bloco da camada de saída da rede.
Figura 14 - Diagrama interno dos blocos da camada de saída da rede.
O diagrama interno do bloco “LW{2,1}”, ilustrado na figura 15, contém apenas 1
neurônio e o vetor de pesos sinápticos de 12 dimensões. O valor de bias do neurônio de
saída é -0.41174317867991755 e os valores dos pesos sinápticos estão na tabela 7.

35
Figura 15 - Diagrama interno do bloco “LW{2,1}”.
Tabela 7 - Pesos sinápticos do neurônio da camada de saída da rede.
Peso Valor Neurônio BiasW1 0,638437095392594 W14 -0,453603965624503W2 -0,105937267319282 W15 -0,166538550321258W3 -0,244407349662737 W16 0,62293618925057W4 -0,541028220127001 W17 0,444269776989573W5 -0,660476937594792 W18 -0,296358913234381W6 0,336283475797299 W19 0,007224013839819W7 -0,671262332315277 W20 0,746686942864718W8 -0,200305461343846 W21 0,791332073041743W9 -0,272858062333317 W22 0,181736483584766W10 -0,534565158484909 W23 -0,752431352009414W11 -0,074856680141897 W24 0,143398525286343W12 -0,252483858302543 W25 -0,571900525707169W13 0,249268414696392
Por fim, o bloco de processamento da saída realiza a conversão do sinal
proveniente do neurônio da camada de saída em um valor que corresponde a concentração
de fósforo no aço. A conversão realiza o caminho inverso da conversão do bloco de
processamento de entrada, porém o cálculo exige a mesma condição, sendo então
necessário que os valores de saída apresentados à rede no processo de treinamento devem
conter os valores mínimo e máximo de concentração de fósforos esperados, já que os
resultados da rede estarão sempre contidos neste intervalo. A figura 16 ilustra o diagrama
interno do bloco de processamento da saída e a equação XVI representa o cálculo do
processamento.
Figura 16 – Diagrama interno do bloco de processamento da saída da rede.

36
𝑦N = 𝑦N + 1 .(\]^_`\]ab)
'+ 𝑥[NP (XVI)
Como já mencionado anteriormente e de acordo com as duas equações presentes
no bloco de processamento de entrada e de saída, verifica-se que a rede trata todos os
dados dentro de um intervalo de valores de -1 a 1, sendo necessário conhecer-se os
mínimos e máximos valores esperados para cada uma das variáveis de entrada e também
para a saída. A tabela 8 contém os intervalos de cada variável utilizados no treinamento.
Tabela 8 – Intervalo de valores das variáveis do processo.
Variável Máximo Mínimo UnidadeCIB 0,999 0,015 %PIB 0,1065 0,0024 %MnIB 0,8 0,05 %LIME 13000 1500 kgMASS 170000 145000 kg
RAWDOL 5000 0 kgSiIB 1,2 0,085 %HEAT 1100 1 EMF 355 150 mVTEMP 1720 1560 °CO2PPM 1999 350 ppmCAB 0,999 0,015 %P 0,032 0,001 %
Com a arquitetura e os pesos sinápticos da rede bem definidos, foram feitas as
análises de precisão da rede comparando as saídas da rede com os resultados de
concentração de fósforo obtidos por análise laboratorial nas mesmas amostras de dados.
Os resultados foram organizados em gráficos e estão apresentados na próxima seção deste
trabalho.

37
4 – Resultados e discussões
Com o objetivo de avaliar a qualidade do processo de treinamento da rede neural
artificial, gráficos de desempenho foram gerados para analisar qual foi o erro encontrado
entre o valor da concentração de fósforo calculado e o valor encontrado por análise
laboratorial.
A técnica utilizada para treinar a rede buscava a redução do erro quadrado médio
entre a saída calculada e o valor alvo apresentado à rede, sendo a verificação sempre feita
com os dados de validação, correspondentes a 15% do número total de dados coletados.
Desta forma, o processo de treinamento e ajuste dos pesos sinápticos se encerrou quando
o erro quadrado médio apresentado pelos dados de validação começou a se elevar durante
um número consecutivo de iterações.
A figura 17 é um gráfico que mostra o erro quadrado médio para cada um dos três
grupos de dados utilizados durante o treinamento em relação às 12 últimas épocas de
treinamento, sendo que o número total de épocas foi 36.
Figura 17 - Relação entre o erro quadrado médio e as 12 últimas épocas do período de treinamento.
38
Verifica-se pelo gráfico que o treinamento foi encerrado quando o erro quadrado
médio apresentado pelo grupo de dados de validação foi de 1,0316x10-5. O
comportamento da curva de erro do conjunto de testes mostra que não haveria melhora
significativa no sistema caso o treinamento se prolongasse por mais algumas épocas, e
por mais que o erro do grupo de treinamento pudesse se tornar menor caso mais épocas
fossem utilizadas, este efeito poderia causar a perda da capacidade de generalização da
rede, fazendo com que o sistema só se comportasse adequadamente quando alimentado
com valores próximos aos do conjunto de treinamento.
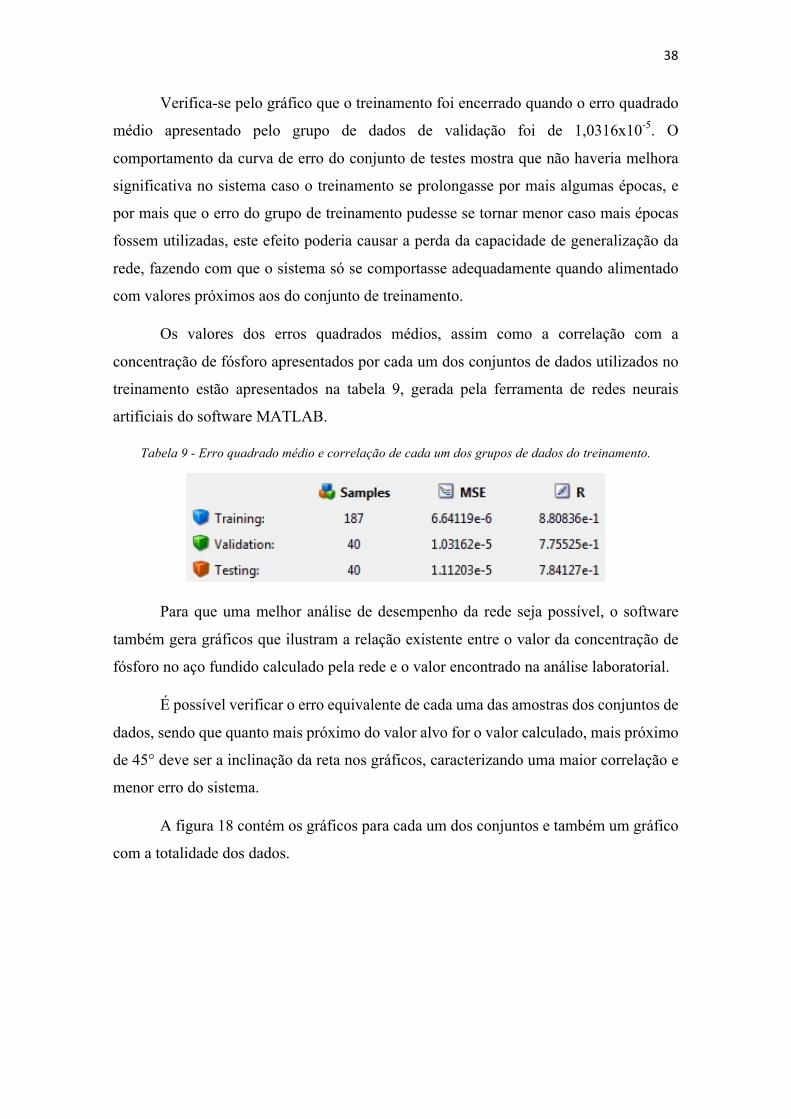
Os valores dos erros quadrados médios, assim como a correlação com a
concentração de fósforo apresentados por cada um dos conjuntos de dados utilizados no
treinamento estão apresentados na tabela 9, gerada pela ferramenta de redes neurais
artificiais do software MATLAB.
Tabela 9 - Erro quadrado médio e correlação de cada um dos grupos de dados do treinamento.
Para que uma melhor análise de desempenho da rede seja possível, o software
também gera gráficos que ilustram a relação existente entre o valor da concentração de
fósforo no aço fundido calculado pela rede e o valor encontrado na análise laboratorial.
É possível verificar o erro equivalente de cada uma das amostras dos conjuntos de
dados, sendo que quanto mais próximo do valor alvo for o valor calculado, mais próximo
de 45° deve ser a inclinação da reta nos gráficos, caracterizando uma maior correlação e
menor erro do sistema.
A figura 18 contém os gráficos para cada um dos conjuntos e também um gráfico
com a totalidade dos dados.

39
Figura 18 - Gráficos de desempenho dos conjuntos de dados utilizados no treinamento da rede.
A correlação de 0,85135 mostra que o sistema apresenta um grau elevado de
proximidade entre os valores estimados e os observados. A medida estatística R²
encontrada com a utilização da totalidade dos dados foi de 0,725. Esta medida mostra
percentualmente a capacidade de predição do modelo de regressão.
Para melhor quantificar os resultados encontrados, um histograma mostrando a
ocorrência dos erros divididos em 20 faixas de valores foi criado pelo software MATLAB
e está ilustrado na figura 19.

40
Figura 19 - Histograma dos erros encontrados em cada um dos grupos de dados do treinamento da rede.
A média dos erros encontrada foi M = -0,000322 e o desvio padrão encontrado foi
σ = 0,002789. A análise dos resultados obtidos e do histograma mostra que apenas 2,25%
dos erros encontrados são maiores, em valor absoluto, que 2σ. Os resultados obtidos pela
rede neural a partir das amostras coletadas estão dispostos de forma pareada com os dados
alvos no Apêndice D.
De acordo com os dados coletados durante o estudo, os valores aceitáveis de
concentração de fósforo no final do sopro de oxigênios em conversores de usinas
siderúrgicas variam em uma faixa de 0,001% até 0,03%, com uma média de 0,009%.
Verifica-se então a existência de uma faixa de tolerância elevada para a liberação do aço
até as estações de refino secundário, já que novas correções são efetuadas posteriormente.
Portanto, sendo o desvio padrão do erro apresentado pelo sistema consideravelmente
menor que os valores encontrados em conversores, o sistema para realizar a predição da
concentração de fósforo em aço fundido apresentou bom desempenho.
A implementação do sistema pode ser realizada com a utilização de um
computador instalado na cabine de controle do forno conversor, conectado à rede da usina
via Ethernet IP para a aquisição das variáveis de entrada utilizadas no cálculo da
concentração de fósforo. No início da corrida, as variáveis relacionadas com as condições

41
inicias do aço fundido obtidas por análise laboratorial, assim como as massas das
primeiras adições realizadas serão imediatamente transferidas para o sistema. Ao final da
corrida, um sensor Sublança é utilizado para realizar a coleta de uma amostra e informar
a concentração de carbono, oxigênio e temperatura, sendo que estes dados serão enviados
ao sistema de redes neurais para que o cálculo da concentração de fósforo seja realizado
sem que haja a necessidade de aguardar o resultado da análise laboratorial. A figura 20
ilustra a instalação do sistema.
Figure 20 - Instalação do sistema baseado em redes neurais.
A geração de resultados do sistema leva poucos segundos, enquanto todo o
processo de preparação da amostra e análise laboratorial pode levar de 4 a 5 minutos. A
redução da duração de uma corrida no conversor pode gerar grandes economias
relacionadas ao consumo de energia elétrica e consumo do material refratário dos fornos,
sendo estes responsáveis por cerca de 6% e 3%, respectivamente, no custo de produção
(FERREIRA, 2010).
Segundo Godoi (2011), um forno conversor com capacidade para 150 toneladas
de aço consome cerca de 7.500 kWh por corrida. Considerando que o tempo de uma
corrida é em média igual a 50 minutos, uma redução de 4 minutos no processo chegaria
a economizar até 600 kWh por corrida, reduzindo em 8% o custo com energia elétrica.
Após a realização de alguns cálculos e levando em consideração os seguintes valores:
• O custo por tonelada de aço em energia elétrica é em média US$ 22,50.
• Um forno conversor possui em média capacidade de 150 toneladas de aço.
• São realizadas, em média, 20 corridas por dia em cada forno conversor.
Considerando uma usina siderúrgica integrada com apenas um forno conversor, é
possível afirmar que a utilização do sistema baseado em redes neurais para a predição da
concentração de fósforo em aço fundido pode gerar uma economia de até 162.000,00
dólares por mês.

42
5- Conclusão
A análise dos dados coletados mostra que as próprias variáveis de processo, que
já são controladas no forno conversor, são suficientes para a realização do cálculo de
concentração de fósforo, não havendo necessidade de mudanças na rotina da produção
para aquisição de novas variáveis. Além disso, como estas variáveis são armazenadas nos
bancos de dados dos computadores das usinas, torna-se viável a implementação de um
software capaz de utilizar tais dados para o cálculo da concentração de fósforo.
Com relação a utilização de redes neurais para o cálculo da concentração de
fósforo no aço, o sistema é capaz de gerar os resultados em poucos segundos, sendo assim
compatível com a velocidade requerida nas usinas siderúrgicas.
A ferramenta mostrou boa precisão, sendo que o ajuste do modelo estatístico
linear gerou um coeficiente de determinação igual a 0,725. A faixa de valores de
concentração de fósforo do aço em forno conversores varia entre 0,001% e 0,03%, sendo
em média igual a 0,009%. Como o desvio padrão do erro entre a saída do sistema e os
resultados das análises laboratoriais é de 0,0027, o sistema apresenta precisão adequada
para a aplicação nas fases iniciais da produção.
De forma geral, conclui-se que a implementação do sistema pode ser realizada
sem geração de grandes investimentos, proporcionando resultados confiáveis e o aumento
da velocidade do processo em até 4 minutos por corrida, acarretando em uma economia
que pode chegar a até 162 mil dólares por mês, gerando assim melhorias importantes na
produtividade das usinas siderúrgicas.

43
REFERÊNCIAS
ARAUJO, L. A. Manual de Siderurgia – Produção. Editora Arte & Cultura, São Paulo: volumes 1 e 2. 1997.
SIGWALT, J.F.G., Curso sobre Aciaria LD, capítulo 2, Operação, Associação Brasileira de Metais, 1992.
CHIAVERINI, V., Aços e Ferros Fundidos, Associação Brasileira de metais (ABM), 5a edição, São Paulo, 1982.
ANDRADE, S. L., Análise da Desfosforação no Refino LD, Tese de Mestrado, Universidade Federal de Minas Gerais, Belo Horizonte, 1979.
BARRETO, A.F.M., Controle Estático de Fim de Sopro do Conversor LD, Dissertação de mestrado, Universidade Federal de Minas Gerais, Belo Horizonte, MG, 1981.
OMEGA ENGINEERING, The Temperature Handbook. Stamford, CT: Omega Engineering, 1989.
CAPRONI, E. Eletrólitos Sólidos Cerâmicos à Base de Óxido de Zircônio para a Detecção de Oxigênio, São Paulo-SP, 2007.
Catálogo Sistema de Medição Sublança – ECIL MET TEC, disponível em: www.ecilmettec.com.br
EBERHART, C.R., DOBBINS, R. W., Neural Network PC Tools - A Practical Guide, Academic Press, Inc., 1990.
HECHT-NIELSEN, R., Neurocomputing. HNC, Inc. and University of California, San Diego, 1990.
BEALE, M. H., HAGAN M. T., DEMUTH, H. B., Network Toolbox User's Guide, MathWorks, Natick, Revised for version 8.4, 2015.
COUTINHO, L.N., BAPTISTA, L.A.S., Static Control at CSN’s Steelmaking Shop, CIT, COSIPA, 2001.
MUNDIM, M. J., Tecnologia de fabricação do aço líquido, vol. 2, Aciaria LD, Universidade Federal de Minas Gerais, 1985, 3ª edição.
ALMEIDA, L.P., MANETTA, H. R., PARREIRAS, R.T. Estudo da desfosforação no Convertedor LD da V&M do Brasil, XXXV Seminário de Fusão, Refino e Solidificação dos Metais da ABM, 2004.

44
PEDRINI, D.C., CATEN, C.S., Modelagem estatística para a previsão do teor de fósforo em ligas de ferromanganês, XXIX Encontro Nacional de Engenharia de Produção, 2009.
SILVA, I.N., SPATTI, D., FLAUZINO, R., Redes neurais artificiais para engenharia e ciências aplicadas: curso prático, Artliber Editora Ltda, São Paulo, SP, Brasil, 2010.
SANTOS, A.M. et al., Usando Redes Neurais Artificiais e Regressão Logística na Predição da Hepatite A, Rev Bras Epidemiol, 2005.
DOMINGUETE, D. H. et al., Avaliação de técnicas de regressão e de uma nova abordagem para a otimização do processo de desfosforação de aço no convertedor LD da V&M do Brasil, Tecnologia em Metalurgia e Materiais, São Paulo, 2006.
GUARNIERI, R. A., Emprego de Redes Neurais Artificiais e Regressão Linear Múltipla no refinamento das previsões de radiação solar do modela ETA, Dissertação de Mestrado do Curso de Pós-Graduação em Meteorologia, INPE, São José dos Campos, 2006.
FERREIRA J. P., Estudo dos desgastes de refratários dolomíticos aplicados em panelas de aço na produção de aços ao carbono, Diss. Mestrado, Universidade Federal do Rio Grande do Sul, RS 2010.
GODOI, J. M. A., Eficiência Energética Industrial: Um Modelo de Governança de Energia para a Indústria Sob Requisitos de Sustentabilidade. Diss. Mestrado- USP – São Paulo, SP 2011.
45
Apêndice A – Dados utilizados para o treinamento da rede neural
INPUT OUTPUTCIB PIB MnIB LIME MASS RAWDOL SiIB HEAT EMF TEMP O2PPM CAB P
0,7850 0,021 0,197 6035 149229 0 0,588 28 261,077 1669,3 916,941 0,031 0,0040,5590 0,0105 0,273 10961 151488 0 0,462 30 212 1668,1 969,308 0,029 0,0020,7140 0,0383 0,18 7993 151991 532 0,768 34 249,82 1637,3 531,837 0,052 0,0080,6110 0,0276 0,209 5925 153895 3499 0,546 38 239,505 1695,5 1249,097 0,023 0,0090,7920 0,0434 0,222 6533 151637 3499 0,632 41 266,8819 1716,3 1749,175 0,017 0,0080,4030 0,0233 0,218 6776 154703 1998 0,455 56 258,0788 1677,2 1180,821 0,024 0,0120,4070 0,0157 0,189 6090 152279 1999 0,477 58 235,3606 1662,1 660,72 0,043 0,0090,0340 0,0108 0,1 6030 155734 1000 0,43 66 239,6119 1648,2 866,171 0,032 0,0080,5700 0,0228 0,173 6054 153830 1118 0,578 68 249,8094 1701,2 1707,768 0,017 0,0100,3700 0,0272 0,243 6566 146715 0 0,651 73 236,31 1658,2 1198,366 0,024 0,0100,4350 0,0566 0,223 7276 153301 3499 0,636 83 255,2238 1676,4 906,495 0,032 0,0100,4710 0,0384 0,255 1591 153706 2001 0,68 87 272,8169 1688,2 1200,549 0,024 0,0110,4450 0,0108 0,171 8430 152196 2500 0,8 89 233,7531 1653,8 638,709 0,044 0,0050,4860 0,0485 0,301 7761 151389 2500 0,802 91 268,4913 1666,4 683,808 0,042 0,0130,2140 0,0148 0,191 9478 165291 0 0,785 93 254,8925 1662,2 465,378 0,061 0,0060,1840 0,0199 0,282 6054 152732 200 0,5 106 266,0713 1613,3 402,164 0,067 0,0110,3410 0,0182 0,273 6832 151469 0 0,394 109 244,8075 1634,3 595,728 0,046 0,0080,2880 0,0527 0,267 6338 153688 1831 0,566 122 333,5319 1691 1005,066 0,029 0,0260,4690 0,0281 0,22 7304 154265 0 0,516 125 237,5119 1650,2 419,13 0,067 0,0050,8690 0,0461 0,312 7304 150893 0 0,657 129 161,9194 1659,2 508,943 0,055 0,0120,3090 0,0363 0,273 6394 152105 0 0,607 131 276,3781 1692,2 839,302 0,035 0,0110,8080 0,0248 0,209 8099 151289 0 0,782 134 212,8438 1674,9 514,181 0,056 0,0060,0250 0,0087 0,108 9523 150335 0 0,581 138 240,5531 1651,4 957,671 0,029 0,0070,4460 0,0389 0,235 8980 151388 0 0,857 140 233,2419 1658,4 795,87 0,035 0,0040,3680 0,0284 0,245 7500 150465 0 0,1 142 268,73 1669,1 601,173 0,047 0,0060,0190 0,0174 0,12 7538 151231 0 0,4872 144 257,9031 1689,3 1216,288 0,024 0,0190,8620 0,0594 0,236 7603 152583 0 0,136 146 229,0031 1644,2 802,943 0,035 0,0030,4600 0,0671 0,24 6852 149327 0 0,621 153 241,2275 1655,5 919,614 0,031 0,0120,2140 0,0407 0,188 7721 152402 0 0,713 157 238,8788 1608,5 561,426 0,047 0,0030,2640 0,0114 0,189 6221 151817 3501 0,481 160 242,1263 1678,3 1176,309 0,024 0,0080,3850 0,0281 0,221 6457 155700 0 0,556 169 245,5525 1657,7 642,024 0,044 0,0140,2160 0,0188 0,265 7134 153631 0 0,629 171 226,4244 1649,1 684,002 0,041 0,0110,4860 0,02 0,179 8272 152741 0 0,688 182 269,9381 1673,1 661,344 0,043 0,0080,7080 0,0512 0,275 6972 155022 1981 0,658 184 281,5725 1677,2 739,108 0,039 0,0120,2330 0,0113 0,209 7462 148948 200 0,489 194 247,7731 1636 732,175 0,038 0,0080,9990 0,03 0,167 8701 151918 0 0,926 197 264,8931 1661,5 983,445 0,029 0,0120,4110 0,0231 0,174 8750 154579 0 0,561 203 264,2938 1668,5 564,646 0,05 0,0070,4600 0,039 0,262 5963 152214 0 0,425 208 262,4188 1661,2 538,9 0,052 0,0130,5100 0,0149 0,163 5154 151390 3224 0,826 210 243,38 1636,9 1007,067 0,027 0,0030,2200 0,0506 0,191 6000 158158 947 0,375 214 295,3719 1652,9 1203,423 0,023 0,0220,4970 0,0092 0,132 8260 154118 3501 0,885 217 227 1662,1 1063,478 0,027 0,0060,1600 0,0072 0,117 5912 152746 3500 0,492 221 218,7356 1639,6 650,8 0,042 0,0060,4020 0,0242 0,245 8106 151672 2000 0,849 225 280,1281 1660,8 509,338 0,056 0,0070,4120 0,0188 0,205 6306 154760 3502 0,457 237 233,2081 1673,6 1059,966 0,027 0,0110,4370 0,0142 0,148 8043 151544 3500 0,834 239 237,5038 1665,5 929,982 0,031 0,0070,3470 0,0174 0,263 6305 154908 3498 0,518 241 242,1513 1639,7 581,255 0,048 0,0060,2200 0,0143 0,212 8713 152385 1999 0,896 245 222,9294 1649,1 433,786 0,064 0,0050,5620 0,0493 0,25 10928 151337 2999 1,127 247 251,8731 1645,4 405,979 0,068 0,0110,6220 0,0339 0,246 9825 148841 2300 1,042 250 313,9688 1666,6 386,32 0,074 0,0100,8310 0,0291 0,205 11193 149698 3000 1,166 252 257,11 1657,9 416,792 0,068 0,0070,4430 0,0136 0,19 8185 153277 3000 0,758 254 233,4188 1658,3 556,86 0,051 0,0070,5680 0,0247 0,272 8476 155551 2000 0,785 256 179,1944 1691 895,044 0,033 0,0070,2240 0,0115 0,197 8549 149632 3001 0,901 258 246,7994 1677,3 615,03 0,047 0,005

46
0,0740 0,0129 0,12 8598 151721 0 0,491 263 247,245 1645,8 783,057 0,036 0,0040,2960 0,0132 0,146 6207 154076 3500 0,538 272 248,0744 1655,6 999,206 0,028 0,0060,3290 0,0228 0,275 6077 153310 3500 0,564 274 263,5031 1670,4 1039,803 0,027 0,0110,2170 0,0064 0,163 7089 154909 3501 0,565 276 245,1206 1641,9 518,923 0,053 0,0040,2360 0,0041 0,164 8410 151430 2302 0,613 278 243,3019 1667,5 776,189 0,037 0,0050,4610 0,018 0,245 8331 157332 0 0,544 280 256,12 1675,1 1203,935 0,024 0,0080,4840 0,023 0,239 8079 152898 1999 0,743 282 263,2481 1687,3 650,891 0,045 0,0090,6970 0,0201 0,177 7697 152889 2499 0,714 284 249,1563 1660,6 888,854 0,032 0,0040,3340 0,014 0,196 7057 156105 3000 0,637 286 255,1731 1697,3 1087,164 0,027 0,0080,4310 0,0113 0,162 6259 158314 3500 0,541 290 251,4519 1688,7 1160,972 0,025 0,0050,6890 0,0163 0,172 6831 163573 3501 0,586 288 259,1775 1695,3 1032,316 0,028 0,0060,1890 0,0056 0,153 6936 161999 3499 0,584 292 213,5444 1719,3 1414,408 0,021 0,0090,8860 0,0167 0,198 6781 164424 3501 0,558 295 265,455 1703,5 1204,986 0,025 0,0040,7000 0,0118 0,214 8515 160118 1500 0,534 300 266,3538 1673,5 634,947 0,045 0,0030,5340 0,0198 0,164 6689 157836 3500 0,49 304 252,93 1685,3 958,112 0,03 0,0060,0220 0,0091 0,077 6443 154538 4863 0,5 306 251,7663 1684,9 941,63 0,031 0,0100,3350 0,0068 0,187 8025 150523 457 0,542 317 296,2125 1699,1 932,106 0,032 0,0090,5610 0,0276 0,27 8301 164002 2500 0,544 319 242,73 1653,9 556,864 0,05 0,0100,4060 0,0145 0,242 8077 154605 2501 0,387 322 250,0094 1694,3 1025,282 0,029 0,0140,0450 0,0056 0,098 6402 153706 3500 0,561 329 276,1738 1676 676,241 0,043 0,0060,1720 0,006 0,122 7878 157671 3502 0,712 334 249,8538 1690,7 1068,462 0,027 0,0040,1140 0,0059 0,128 6494 156863 3499 0,586 336 265,2969 1703,2 1171,634 0,025 0,0050,5410 0,0154 0,158 6841 156872 3502 0,576 338 254,2931 1700,1 1272,052 0,023 0,0080,5010 0,0125 0,21 5358 156146 3499 0,544 342 274,1738 1698,3 1171,1 0,025 0,0080,4900 0,0105 0,155 7742 151711 2000 0,59 344 258,5894 1687,1 1036,991 0,028 0,0050,3190 0,0038 0,109 9033 159493 3503 0,775 347 234,3425 1686,8 938,818 0,031 0,0030,6270 0,0184 0,189 6930 154389 3500 0,641 349 258,0069 1665,1 929,246 0,031 0,0030,2930 0,0082 0,157 6055 154341 3227 0,494 351 231,8756 1692,9 1611,548 0,018 0,0060,2610 0,0146 0,191 6416 150936 0 0,543 353 272,0513 1677 959,122 0,03 0,0050,1520 0,0059 0,135 6145 150524 3045 0,471 355 251,0094 1656,3 977,133 0,029 0,0050,3930 0,019 0,201 6582 151266 3500 0,6 357 255,155 1659,9 743,27 0,038 0,0060,1990 0,00 0,16 6224,00 150936,00 3397,00 0,44 359 246,06 1653,70 886,93 0,03 0,0040,3750 0,0098 0,262 7040 153596 1499 0,501 361 269,31 1678,8 908,166 0,032 0,0050,7440 0,0203 0,23 6980 154810 1500 0,552 363 258,7581 1704,8 1094,897 0,027 0,0020,6850 0,0321 0,228 7913 155363 3501 0,692 368 310,5375 1668,5 389,968 0,073 0,0080,5000 0,023 0,167 6869 152579 0 0,656 374 264,33 1697 898,15 0,033 0,0100,1230 0,0076 0,209 7743 148545 173 0,6 378 288,7413 1692,1 918,55 0,032 0,0110,2920 0,0155 0,221 7600 151347 2823 0,653 381 274,4713 1648,8 853 0,033 0,0100,2950 0,0409 0,322 7587 156154 0 0,681 385 312,3694 1651 573,711 0,049 0,0100,3820 0,0335 0,153 9316 151438 0 0,76 395 271,8269 1660,6 1358,508 0,021 0,0180,6590 0,0202 0,185 7255 152147 0 0,72 397 255,0481 1665,6 630,028 0,045 0,0110,7000 0,0185 0,139 9140 149287 0 0,754 399 258,3725 1647 433,876 0,064 0,0040,5150 0,0246 0,194 6014 151430 0 0,41 401 275,1925 1651,9 442,362 0,063 0,0060,8560 0,0132 0,136 8411 159229 3500 0,733 403 185,2356 1682,8 661,224 0,044 0,0050,3780 0,0699 0,299 7980 152040 0 0,706 405 312,7525 1674,5 674,744 0,043 0,0150,0650 0,0173 0,118 7234 150862 0 0,447 409 226,8844 1666,8 986,031 0,029 0,0160,1680 0,0069 0,138 10819 148107 200 0,657 416 267,0844 1629,2 380,739 0,072 0,0040,1540 0,0288 0,217 5943 162445 0 0,335 419 296,1981 1640,6 495,589 0,056 0,0130,3350 0,0097 0,163 5952 163689 0 0,296 422 246,5888 1667,8 885,296 0,032 0,0100,5240 0,0162 0,151 6223 161587 3502 0,542 424 244,3375 1690,8 1226,553 0,024 0,0100,1750 0,0127 0,176 6695 152865 3500 0,629 428 245,0838 1629,2 979,656 0,028 0,0040,0390 0,0096 0,127 6434 151974 471 0,605 431 175,9369 1638,5 1051,393 0,026 0,0130,2920 0,0116 0,133 8435 155346 3500 0,715 436 246,9775 1636,6 844,461 0,033 0,0030,4490 0,0188 0,144 6590 150618 0 0,5938 446 286,0375 1669,1 776,307 0,037 0,0060,5330 0,0231 0,169 6224 153681 1000 0,489 450 257,4625 1678,6 877,321 0,033 0,0110,0720 0,0085 0,154 9497 152123 0 0,511 452 259,7906 1642 645,414 0,043 0,0090,2810 0,0302 0,159 6156 152164 2894 0,553 455 293,0838 1643,9 779,207 0,036 0,0140,2600 0,0316 0,258 5971 151727 783 0,521 457 243,8325 1656,1 806,328 0,035 0,0160,7270 0,03 0,216 6245 151455 0 0,617 463 281,5838 1689,3 652,69 0,045 0,012

47
0,4360 0,025 0,188 8048 155107 0 0,393 465 274,67 1694 1057,045 0,028 0,0100,2570 0,0718 0,234 6264 151407 0 0,29 467 321,9725 1696,5 1124,331 0,026 0,0130,3410 0,0276 0,19 7012 154448 0 0,411 469 284,2038 1701,7 1087,796 0,027 0,0100,5480 0,0185 0,157 10973 153541 0 0,574 471 233,0988 1634,9 526,301 0,052 0,0010,1370 0,0213 0,267 7253 154027 0 0,576 476 303,6788 1691,4 786,973 0,037 0,0100,2130 0,0373 0,184 6390 152798 2374 0,56 478 293,4275 1653,3 738,804 0,038 0,0210,3370 0,0148 0,211 7917 152848 3130 0,601 480 214,2175 1604 421,617 0,063 0,0090,0620 0,032 0,152 6001 150804 0 0,479 485 210 1692,7 1108,951 0,026 0,0270,2640 0,0075 0,19 6318 151991 3503 0,479 491 266,7363 1698,5 1325,817 0,022 0,0050,4940 0,0072 0,157 8195 152008 0 0,756 499 247,5419 1713 1031,27 0,029 0,0060,2350 0,0208 0,138 6304 152774 0 0,39 502 255,4131 1667,7 1000,048 0,028 0,0140,6280 0,0312 0,163 7815 151999 0 0,594 510 255,6106 1691,7 1152,022 0,025 0,0030,6220 0,036 0,207 6294 153751 0 0,556 507 274,2263 1700,6 969,849 0,03 0,0130,1740 0,102 0,242 8999 153994 0 0,889 513 307,9531 1660 716,309 0,039 0,0140,5250 0,0391 0,31 8023 152766 0 0,816 515 339,6219 1681,8 434,197 0,067 0,0110,5130 0,0334 0,273 7923 155898 0 0,466 517 275,2831 1672,9 398,346 0,072 0,0150,7750 0,0291 0,25 7934 153277 0 0,644 519 288,3981 1661 363,224 0,078 0,0060,5580 0,0101 0,132 9169 151570 0 0,598 521 261,4069 1653,4 596,794 0,047 0,0030,2030 0,0117 0,152 7503 154518 0 0,652 523 264,8806 1682,6 702,877 0,041 0,0060,3790 0,0162 0,153 6104 155882 0 0,516 527 249,4513 1639,2 464,234 0,059 0,0100,0680 0,0205 0,145 7976 153335 201 0,695 535 322,0625 1663,6 537,622 0,053 0,0170,1250 0,0415 0,242 6761 161876 2164 0,476 538 283,0563 1669,7 601,576 0,047 0,0260,4010 0,005 0,114 3453 153679 3500 0,449 543 241,72 1692 945,129 0,031 0,0030,7170 0,0093 0,174 11192 150449 0 0,445 545 223,73 1672,4 737,056 0,039 0,0040,5660 0,0241 0,171 7546 155486 0 0,625 547 185,9156 1673,1 571,039 0,05 0,0080,6920 0,0211 0,187 7021 161201 0 0,383 549 252,2069 1673,4 626,283 0,046 0,0070,2710 0,0159 0,215 8176 151315 0 0,568 551 262,215 1668,5 1039,671 0,027 0,0080,4620 0,024 0,203 7529 160680 1500 0,45 553 262,4163 1683,3 819,623 0,035 0,0070,6370 0,0169 0,19 10221 150779 0 0,591 555 258,9544 1666,2 452,242 0,063 0,0050,2620 0,0127 0,156 5956 152527 1500 0,433 557 247,1169 1651,3 622,954 0,045 0,0060,1750 0,012 0,188 6010 152798 0 0,3 561 270,1344 1676,4 1154,14 0,025 0,0110,2110 0,0026 0,179 9124 153063 0 0,379 563 250,6269 1661,1 795,18 0,036 0,0020,4420 0,0259 0,166 5923 152107 0 0,42 566 255,5525 1690,9 1106,758 0,026 0,0150,1060 0,0156 0,121 6671 157110 3500 0,393 568 251,1875 1651 762,526 0,037 0,0110,2920 0,0286 0,175 6765 159072 0 0,341 573 288,5781 1632,4 492,695 0,056 0,0090,1470 0,0053 0,11 8254 160160 200 0,336 577 246,5419 1657,7 770,574 0,037 0,0050,3610 0,0208 0,196 6504 158289 0 0,249 579 276,4269 1639,6 650,876 0,042 0,0150,0560 0,0176 0,122 6341 159924 0 0,336 582 317,1869 1683,2 501,119 0,058 0,0150,1130 0,0145 0,145 10930 153804 0 0,403 586 260,0713 1672,3 816,275 0,035 0,0120,4810 0,031 0,207 7976 151776 3021 0,716 591 256,9138 1669,8 783,097 0,036 0,0150,0760 0,0099 0,155 6449 164579 0 0,301 593 267,0569 1684,9 835,509 0,035 0,0080,4370 0,0205 0,205 5950 157348 0 0,375 595 283,9906 1680,9 837,498 0,034 0,0070,3270 0,0666 0,314 6407 157629 0 0,532 597 294,0669 1687,9 1108,05 0,026 0,0150,5460 0,0046 0,135 10625 156501 0 0,588 603 258,2581 1677,9 1212,275 0,024 0,0040,1540 0,035 0,185 7174 152894 3500 0,621 605 299,0619 1677,8 1145,625 0,025 0,0100,0480 0,0265 0,128 7141 169934 3500 0,607 607 308,4944 1680,7 1037,967 0,028 0,0270,4220 0,0873 0,338 8084 152308 897 0,711 610 320,0431 1684,6 1049,383 0,028 0,0170,1530 0,032 0,194 6869 154390 3500 0,58 612 265,1038 1667,5 780,076 0,037 0,0090,3720 0,0539 0,252 6488 155395 3499 0,708 617 289,4825 1683,7 1286,813 0,023 0,0120,0650 0,0293 0,212 6171 151519 0 0,089 620 333,9413 1676,8 478,495 0,06 0,0170,1270 0,0153 0,188 8901 151859 0 0,629 622 252,5388 1651,1 1075,581 0,026 0,0060,1960 0,035 0,145 12578 150383 0 0,683 624 294,61 1649,8 826,531 0,034 0,0070,4020 0,0114 0,306 8064 150920 0 0,5287 630 265,8344 1634,6 690,899 0,04 0,0010,6940 0,0595 0,203 7515 151554 0 0,683 633 294,2281 1666,9 779,362 0,037 0,0190,8570 0,0645 0,245 7998 152716 0 0,614 635 296,6806 1671,1 461,434 0,062 0,0160,5220 0,0567 0,315 7709 157184 1500 0,684 637 265,3069 1693,6 1006,176 0,029 0,0110,5980 0,0735 0,307 7121 156179 1500 0,532 643 305,9513 1669,6 522,67 0,055 0,0150,0790 0,0236 0,196 6077 153568 0 0,559 647 281,4994 1708,9 1550,524 0,019 0,0110,0230 0,0203 0,108 5937 155042 1343 0,496 650 317,2219 1698,9 1613,225 0,018 0,020

48
0,4430 0,028 0,2 5982 151451 2030 0,461 657 260,4263 1659,5 927,031 0,03 0,0090,5520 0,0189 0,132 6347 151067 0 0,554 659 253,3556 1718 1595,904 0,019 0,0100,6660 0,0526 0,24 6081 154580 3500 0,549 662 278,64 1701,3 1463,023 0,02 0,0140,3820 0,0508 0,235 7191 151661 0 0,581 669 206,0581 1691 1407,656 0,021 0,0320,8410 0,0558 0,231 8382 168521 0 0,476 681 181,2531 1708,2 939,284 0,032 0,0120,6790 0,0495 0,189 8025 151488 3502 0,805 684 280,1 1651,6 774,787 0,036 0,0040,6150 0,0457 0,266 8303 151051 3500 0,629 686 345,22 1659,9 611,507 0,046 0,0020,1960 0,0431 0,231 6391 155444 0 0,504 694 288,9544 1690,2 905,828 0,032 0,0170,2850 0,0233 0,198 6525 153500 0 0,356 706 242,685 1671,3 988,867 0,029 0,0090,4360 0,0601 0,21 8154 151752 0 0,467 708 322,1306 1676,4 769,978 0,037 0,0070,5720 0,025 0,146 8880 151147 0 0,933 710 290,9413 1692,5 823,054 0,036 0,0030,2750 0,0596 0,186 12984 152386 0 0,7 713 301,9969 1653,9 588,995 0,048 0,0160,7280 0,0238 0,13 9941 152774 0 0,715 715 271,6938 1688,7 884,978 0,033 0,0040,5070 0,035 0,222 6462 160491 3501 0,575 717 299,9638 1705,6 798,392 0,037 0,0070,0350 0,0262 0,173 7511 154031 950 0,699 720 177,795 1708,7 901,836 0,033 0,0160,5280 0,1032 0,282 7538 152712 587 0,692 726 313,9094 1679,1 1039,302 0,028 0,0130,4970 0,0359 0,188 8118 153368 3022 0,725 732 306,4188 1675,7 971,508 0,03 0,0100,7370 0,1065 0,244 6131 151587 3500 0,535 742 263,97 1717,8 1933,45 0,016 0,0250,2360 0,0329 0,294 6014 154143 0 0,312 753 277,6069 1687,1 1504,546 0,019 0,0110,3740 0,0302 0,248 8723 158190 0 0,597 755 232,6675 1696,7 1604,796 0,018 0,0050,9150 0,0561 0,194 5947 151438 0 0,458 757 300,4006 1694,2 1408,033 0,021 0,0100,5900 0,051 0,249 8158 150603 0 0,498 759 293,8 1703,6 1141,113 0,026 0,0080,1160 0,0427 0,266 8318 151497 0 0,581 762 309,9056 1669,8 851,674 0,034 0,0190,3480 0,0743 0,245 7295 149881 0 0,681 764 269,7438 1704,8 1652,952 0,018 0,0240,3740 0,0872 0,296 6834 150318 0 0,607 767 300,8756 1676,4 1163,459 0,025 0,0220,1890 0,0389 0,301 7037 159031 0 0,4 770 291,8319 1670,6 829,376 0,034 0,0160,5380 0,0238 0,189 7848 150424 0 0,676 774 263,5781 1682,3 648,502 0,045 0,0060,4840 0,0458 0,261 6016 156607 0 0,404 776 274,8156 1695,2 1048,051 0,028 0,0150,4420 0,0317 0,24 5936 152527 1256 0,493 778 276,4669 1699,4 1122,35 0,026 0,0130,3730 0,0393 0,24 8975 152412 0 0,731 781 310,9363 1692,3 1315,589 0,022 0,0090,4710 0,0272 0,186 7430 152149 0 0,736 783 275,9519 1695,7 1175,993 0,025 0,0110,0260 0,0048 0,051 7098 150029 0 0,471 791 244,3056 1661,1 987,12 0,029 0,0050,3970 0,0394 0,215 7754 153573 0 0,483 793 270,1744 1677,6 744,58 0,039 0,0080,7090 0,052 0,234 6954 157383 0 0,455 795 282,1994 1661,2 683,751 0,041 0,0130,6860 0,0325 0,186 6833 156286 0 0,435 797 284,2806 1664,4 823,521 0,034 0,0110,0330 0,0052 0,062 6168 161095 0 0,273 803 242,0925 1685,3 1260,597 0,023 0,0080,1720 0,0376 0,206 7661 153681 0 0,678 808 308,3831 1693,5 919,699 0,032 0,0090,4330 0,0589 0,261 8705 154167 0 0,723 811 294,2956 1679,8 1198,984 0,024 0,0170,4170 0,0416 0,168 6628 152596 2064 0,654 813 274,8081 1668,9 837,963 0,034 0,0180,2340 0,0112 0,142 6357 156071 2600 0,553 815 260,5081 1655,3 958,867 0,029 0,0050,4010 0,0262 0,182 6087 155091 3327 0,579 819 279,92 1657,4 901,072 0,031 0,0070,5520 0,0324 0,19 6063 152738 2072 0,607 817 284,705 1690,1 1293,041 0,023 0,0120,3630 0,0261 0,185 6008 155964 0 0,498 821 267,2738 1674,6 1000,685 0,029 0,0090,3210 0,046 0,27 7103 152025 0 0,451 823 264,6875 1662,5 970,49 0,029 0,0180,5210 0,0247 0,2 6525 151762 1339 0,657 828 259,8325 1659,8 887,395 0,032 0,0050,2500 0,0141 0,151 5989 155816 621 0,492 830 277,1531 1675,6 934,996 0,031 0,0090,4330 0,0158 0,172 6049 154225 3003 0,534 833 248,0144 1650,2 835,243 0,033 0,0090,3570 0,0227 0,173 5955 149979 3232 0,466 836 273,4981 1644,4 1014,267 0,027 0,0080,3920 0,028 0,179 5939 149930 2559 0,491 838 280,1119 1669,3 827,938 0,034 0,0070,3080 0,0161 0,149 6960 154299 3501 0,466 840 257,785 1675,9 905,155 0,032 0,0070,3970 0,0366 0,204 6001 151285 3169 0,53 842 287,84 1670,4 1078,874 0,026 0,0120,2410 0,0236 0,23 6561 151459 0 0,502 844 291,9988 1663,9 881,076 0,032 0,0120,3310 0,0264 0,265 5990 152486 0 0,469 849 299,4513 1675,5 994,896 0,029 0,0120,3330 0,0194 0,227 6009 156196 1332 0,5 851 272,7863 1687,2 1047,825 0,028 0,0130,6240 0,0298 0,204 6036 160873 0 0,332 853 285,5131 1686,3 707,621 0,041 0,0130,5670 0,0344 0,288 6316 152337 0 0,323 855 298,5938 1686,9 861,74 0,034 0,0170,4580 0,0432 0,304 6024 163813 1047 0,183 859 353,4038 1697,3 1105,89 0,027 0,0210,3840 0,0084 0,22 5068 153434 0 0,563 866 292,3263 1678,9 950,269 0,03 0,0060,8060 0,026 0,193 5963 152699 0 0,517 868 286,3138 1656,8 373,563 0,075 0,010

49
0,1720 0,0155 0,245 5840 156038 200 0,174 876 294,3256 1645 846,585 0,033 0,0100,2310 0,0084 0,119 6053 157629 200 0,248 878 231,6863 1628,6 506,019 0,054 0,0050,3200 0,0238 0,184 6013 156497 720 0,243 881 261,1688 1662 776,675 0,036 0,0090,0710 0,0099 0,137 6048 161502 207 0,254 883 267,1044 1674,4 931,032 0,031 0,0080,3780 0,0324 0,285 6033 154719 1149 0,294 885 286,2475 1678,6 1341,365 0,021 0,0140,1480 0,0145 0,185 5982 164663 3011 0,182 889 307,19 1708,4 950,047 0,031 0,0140,0420 0,0124 0,79 6036 157523 0 0,103 891 261,0188 1665 1235,452 0,023 0,0090,1280 0,0104 0,149 6050 163766 2383 0,183 893 254,8569 1654,3 878,431 0,032 0,0100,4860 0,0255 0,149 5956 153630 2656 0,331 897 283,5688 1668,2 1070,586 0,027 0,0080,3640 0,0334 0,243 5998 151640 0 0,331 899 264,3238 1648,9 901,811 0,031 0,0140,6760 0,031 0,188 6646 152403 0 0,69 901 244,6056 1630,9 875,2 0,031 0,0050,1650 0,0067 0,137 6103 155732 3502 0,616 906 265,1475 1649,9 995,767 0,028 0,0060,5710 0,0267 0,218 6017 151734 1362 0,498 914 267,6488 1665,6 992,549 0,029 0,0080,4170 0,0199 0,188 5974 150572 0 0,502 916 264,5175 1673,6 1031,475 0,028 0,0060,6930 0,0307 0,229 6036 153249 1152 0,366 918 266,8338 1665,1 826,422 0,034 0,0100,5710 0,0362 0,227 5957 153236 0 0,436 924 273,2556 1664,9 1153,224 0,025 0,0100,1260 0,012 0,148 6025 151623 200 0,147 930 250,9506 1659,2 1143,131 0,025 0,0090,7930 0,0323 0,202 6012 154711 0 0,4 932 313,6756 1680,5 447,919 0,064 0,0130,1800 0,0155 0,229 7060 165544 200 0,212 934 272,61 1667,5 719,854 0,04 0,0120,5110 0,0563 0,262 7103 155140 0 0,478 936 267,445 1648,1 804,799 0,035 0,0090,1680 0,0292 0,278 6248 159534 0 0,26 940 276,365 1662,6 1023,48 0,028 0,0160,3970 0,0394 0,281 5933 158071 0 0,422 942 271,1425 1675,4 1282,617 0,022 0,0150,4210 0,0323 0,333 5990 153945 0 0,282 944 268,3425 1673,2 1048,273 0,027 0,0170,6260 0,0516 0,218 6422 152337 0 0,466 959 265,0719 1678,2 1510,808 0,019 0,0100,6100 0,0204 0,202 7218 154802 0 0,68 961 248,4163 1671,4 1157,779 0,025 0,0070,2880 0,018 0,143 6286 156294 0 0,268 965 235,3675 1615,1 379,41 0,071 0,0060,4160 0,0153 0,119 6178 153909 0 0,386 969 238,9506 1660,5 906,042 0,031 0,0070,1130 0,0164 0,223 6063 157440 200 0,331 971 279,5838 1652,9 739,775 0,038 0,0120,4490 0,0352 0,34 5970 158924 0 0,329 977 258,4819 1670,6 879,449 0,032 0,0180,2110 0,0544 0,256 5925 162317 0 0,214 979 287,0288 1681,9 817,074 0,035 0,0320,0410 0,0089 0,104 6014 164451 0 0,122 987 243,4444 1631 800,641 0,034 0,0080,0510 0,0132 0,139 5933 153932 0 0,347 990 261,4206 1645,7 600,56 0,046 0,0130,1400 0,0041 0,113 6022 163724 140 0,169 992 301,6369 1627,8 640,377 0,043 0,0060,2830 0,0346 0,228 6031 163208 0 0,195 997 259,4731 1640,4 726,722 0,038 0,0180,7640 0,0533 0,258 7285 155404 2985 0,804 999 270,1519 1707,9 818,192 0,036 0,0150,5910 0,017 0,149 6007 153796 0 0,425 1006 293,5063 1669,1 1020,04 0,028 0,0110,0720 0,0088 0,173 7269 153997 1988 0,727 1008 265,84 1669,2 1333,359 0,021 0,008
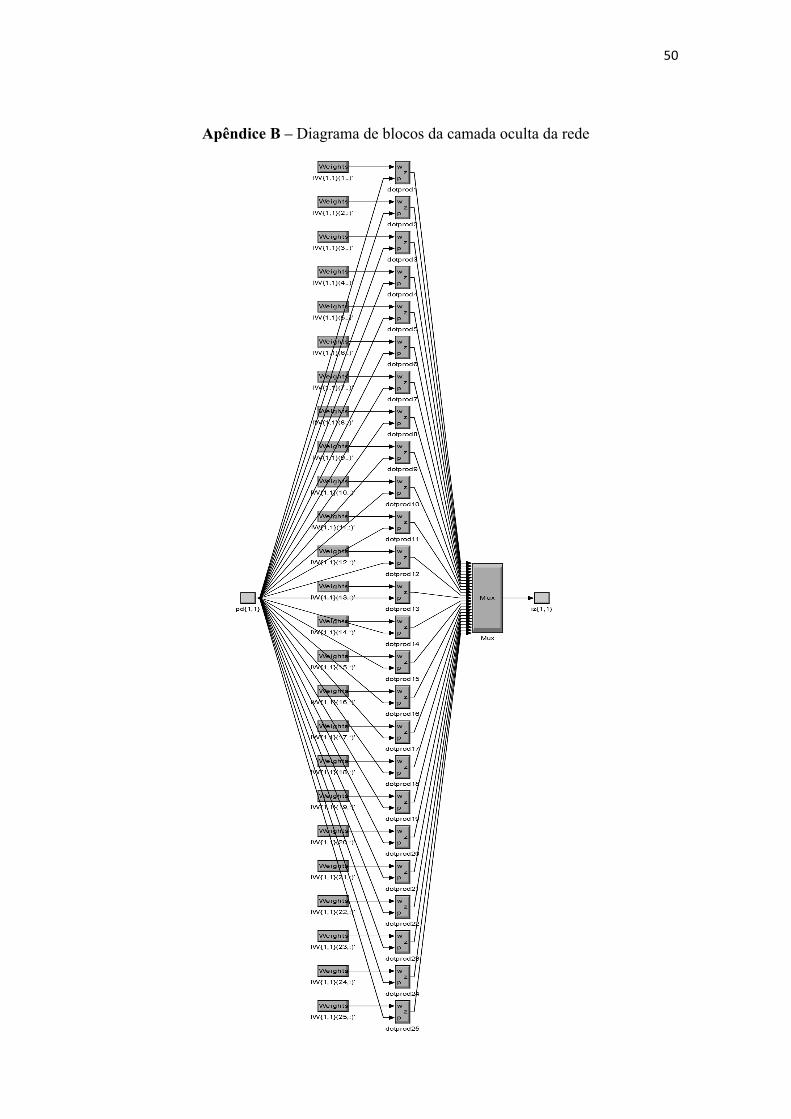
50
Apêndice B – Diagrama de blocos da camada oculta da rede

51
Apêndice C – Tabela com pesos sinápticos dos neurônios da camada oculta
W1
W2
W3
W4
W5
W6
W7
W8
W9
W10
W11
W12
Neu
rônio1
0,6742916-0,7955806
0,0266227
1,0242312-0,0525044
0,6257230
0,3471664
0,5048398-0,9435653
-0,3081580
0,0263300-0,6308293
Neu
rônio2
-0,6660121
0,3155182-0,7814883
-0,7260910
0,4998637
0,2745540
0,7086075-0,1833516
0,0705011-0,0577968
-0,6370566
0,5587505
Neu
rônio3
0,0834955-0,2361219
0,7891280
0,4660193-0,4899785
-0,4180633
-0,0316836
0,5886248-0,7792171
0,0312553
0,4119996
0,5343787
Neu
rônio4
0,5412282
0,0531293
0,4994508
0,0944811-0,1168614
-0,6953760
-0,5644784
-0,4496099
0,2397732
0,5345376
0,3186513-0,9206778
Neu
rônio5
0,5070569
1,1927874-0,2837003
-0,3294409
-0,6526406
0,7555989-0,6060353
-0,4107987
0,4003408
0,3189571-0,4383011
-1,0608469
Neu
rônio6
-0,3096926
0,5938679
0,0739602
0,3283888-0,7131750
-0,3328671
-0,7093216
-0,1358137
-0,7426134
-0,5363586
0,5956267-0,3464575
Neu
rônio7
-0,5448136
-0,4999793
0,2125854
0,8103701
0,7251894-0,4434911
0,5127696-0,0768955
-0,0620572
-0,8812354
0,1098516
0,5018794
Neu
rônio8
-0,6343169
-0,3735765
-0,5661331
-0,6560229
-0,5715059
0,5693929-0,0909749
0,4351678-0,6000996
0,5152605-0,6911935
0,0542514
Neu
rônio9
0,2033902-0,1425162
-0,7865011
-1,1548558
-0,2206316
-0,7935663
0,4874498
0,6557104
0,1690232-0,0097886
-0,1888453
-0,6381038
Neu
rônio10
0,2960779-0,5760527
0,4664941
1,0161583-0,3331333
-0,2765792
0,2856953-0,7727454
1,2471512
0,3097412-0,1225191
0,0260998
Neu
rônio11
0,2204515
0,2678795
0,9452178-0,2013266
0,5463848-0,7919882
-0,1671132
0,1279602-0,6828281
0,5753658
0,6254212-0,3832116
Neu
rônio12
0,4965708-1,0168736
0,1236206-0,3466381
-0,3343554
0,0468890-0,6809291
0,7693540
0,3772234-0,2626454
0,7603697
0,5174532
Neu
rônio13
-0,4851938
-0,8448824
-0,6751783
0,2330638-0,1908745
-0,0202770
0,4725297
1,0633051
0,5941361
0,3036673
0,5777255-0,0550792
Neu
rônio14
0,8535049-0,6391754
0,0956313-0,4943065
0,7298802-0,8199180
-0,0437193
0,8881747
1,1290145
0,4822287-0,1948613
0,5782750
Neu
rônio15
-0,0782341
0,8566686-0,9074540
-0,5611004
0,7337087-0,1758972
-0,1843538
-0,6581093
0,2754572
0,5082532
0,2316139-0,0230316
Neu
rônio16
0,4880638
0,3034299-0,1717985
-0,3963406
-0,8707877
-0,1277048
-0,8553956
0,2448440
0,6470804
0,5068339
0,0597855
0,2220279
Neu
rônio17
0,3214598
0,9181287
0,6162294
0,5152804-0,3007953
-0,8285987
-0,2142427
-0,9689888
0,5059642
0,2975771-0,8335704
-0,4699605
Neu
rônio18
0,3425850
0,1478607-0,6812062
0,7907612-0,3793205
0,8326403-0,0646883
0,8809360-0,7905205
0,8869742-0,1062390
-0,4539895
Neu
rônio19
-0,4662155
-0,5916614
-0,5063191
-0,5902738
0,7454354
0,8428082-0,7932937
-0,3143513
-0,2836876
0,0147118-0,0374529
0,1988334
Neu
rônio20
-0,7630877
0,5377448-0,3650902
0,9845326
0,8162768
0,4347954-0,6829921
-0,1280980
0,4978470
0,2893760
0,4700770
0,4434266
Neu
rônio21
-0,0191579
0,7261673
0,0880125-0,2549265
0,8397520-0,6200796
0,3919168
0,1588863
0,4611168
0,0866151
0,7442217
0,6182104
Neu
rônio22
0,1313378-0,4279458
-0,3976783
-0,3112567
-0,1771668
-0,4471667
-1,0591304
-0,0601208
-0,8906095
-0,3997589
0,5136590
0,0438559
Neu
rônio23
0,6106068
0,0391601
0,0922942
0,0055162
0,4811360-0,5268942
-0,3474804
-0,9723375
1,0864940
0,7614209-0,3987933
-0,1375700
Neu
rônio24
0,5297468
0,5528034-0,5798486
-0,0430577
-0,6275352
0,2185067-0,2079524
0,8958046
0,4279235-0,4603302
-0,4780611
-0,2498761
Neu
rônio25
-0,0740264
0,5985858-0,5820468
0,3397835-0,2941068
-0,5395384
0,6906803
0,9337309-0,4274978
-1,2598876
-0,2946947
-0,1826774

52
Apêndice D – Resultados obtidos pela rede neural pareados com os dados alvos
Rede(%P)
Alvo(%P)
Rede(%P)
Alvo(%P)
Rede(%P)
Alvo(%P)
Rede(%P)
Alvo(%P)
Rede(%P)
Alvo(%P)
0,0031 0,0043 0,0141 0,0117 0,0060 0,0056 0,0108 0,0052 0,0064 0,0089
0,0033 0,0022 0,0077 0,0025 0,0102 0,0107 0,0065 0,0051 0,0112 0,0140
0,0086 0,0077 0,0077 0,0083 0,0032 0,0042 0,0068 0,0059 0,0167 0,0162
0,0074 0,0085 0,0096 0,0137 0,0047 0,0054 0,0046 0,0035 0,0127 0,0123
0,0081 0,0083 0,0078 0,0111 0,0065 0,0075 0,0070 0,0053 0,0093 0,0095
0,0116 0,0121 0,0086 0,0076 0,0088 0,0087 0,0056 0,0018 0,0160 0,0125
0,0084 0,0094 0,0104 0,0124 0,0070 0,0044 0,0077 0,0080 0,0123 0,0102
0,0102 0,0082 0,0072 0,0081 0,0090 0,0076 0,0111 0,0101 0,0031 0,0010
0,0118 0,0099 0,0085 0,0116 0,0070 0,0049 0,0095 0,0107 0,0132 0,0100
0,0113 0,0102 0,0099 0,0067 0,0043 0,0061 0,0066 0,0100 0,0162 0,0206
0,0121 0,0102 0,0118 0,0128 0,0101 0,0090 0,0133 0,0097 0,0087 0,0089
0,0193 0,0108 0,0054 0,0028 0,0042 0,0037 0,0146 0,0177 0,0244 0,0269
0,0039 0,0053 0,0228 0,0221 0,0039 0,0029 0,0074 0,0111 0,0062 0,0046
0,0119 0,0133 0,0041 0,0060 0,0077 0,0055 0,0040 0,0038 0,0045 0,0062
0,0050 0,0056 0,0060 0,0058 0,0093 0,0096 0,0088 0,0064 0,0132 0,0136
0,0092 0,0109 0,0096 0,0073 0,0073 0,0090 0,0056 0,0052 0,0094 0,0026
0,0066 0,0075 0,0088 0,0106 0,0078 0,0096 0,0159 0,0154 0,0121 0,0129
0,0205 0,0255 0,0046 0,0070 0,0098 0,0136 0,0142 0,0162 0,0150 0,0142
0,0094 0,0046 0,0065 0,0056 0,0065 0,0056 0,0046 0,0037 0,0124 0,0114
0,0123 0,0121 0,0054 0,0051 0,0032 0,0043 0,0154 0,0126 0,0129 0,0152
0,0144 0,0113 0,0105 0,0106 0,0083 0,0046 0,0076 0,0104 0,0091 0,0058
0,0055 0,0059 0,0094 0,0102 0,0078 0,0083 0,0082 0,0103 0,0022 0,0033
0,0074 0,0069 0,0058 0,0066 0,0053 0,0077 0,0070 0,0044 0,0072 0,0064
0,0102 0,0039 0,0036 0,0068 0,0066 0,0052 0,0133 0,0127 0,0070 0,0101
0,0075 0,0063 0,0089 0,0068 0,0014 0,0032 0,0040 0,0026 0,0121 0,0171
0,0156 0,0192 0,0038 0,0046 0,0053 0,0028 0,0097 0,0059 0,0233 0,0255
0,0029 0,0032 0,0098 0,0038 0,0099 0,0056 0,0103 0,0108 0,0058 0,0032
0,0020 0,0039 0,0081 0,0063 0,0149 0,0106 0,0077 0,0087 0,0103 0,0061
0,0083 0,0075 0,0110 0,0072 0,0085 0,0049 0,0071 0,0093 0,0115 0,0101
0,0086 0,0070 0,0022 0,0010 0,0030 0,0102 0,0094 0,0077 0,0145 0,0101
0,0082 0,0080 0,0124 0,0189 0,0093 0,0079 0,0065 0,0070 0,0110 0,0086
0,0096 0,0072 0,0133 0,0157 0,0155 0,0185 0,0078 0,0072 0,0134 0,0130
0,0047 0,0045 0,0151 0,0106 0,0197 0,0242 0,0093 0,0116 0,0135 0,0119
0,0067 0,0059 0,0164 0,0146 0,0168 0,0224 0,0101 0,0124 0,0143 0,0090
0,0100 0,0110 0,0136 0,0108 0,0166 0,0163 0,0127 0,0118 0,0159 0,0155
0,0025 0,0024 0,0165 0,0203 0,0073 0,0061 0,0091 0,0127 0,0158 0,0146
0,0125 0,0146 0,0107 0,0092 0,0167 0,0147 0,0141 0,0126 0,0154 0,0170
0,0111 0,0112 0,0075 0,0096 0,0126 0,0125 0,0131 0,0171 0,0155 0,0103
0,0127 0,0092 0,0110 0,0138 0,0109 0,0094 0,0206 0,0214 0,0075 0,0071
0,0058 0,0047 0,0252 0,0316 0,0099 0,0111 0,0084 0,0056 0,0078 0,0060

53
0,0103 0,0152 0,0125 0,0121 0,0051 0,0048 0,0088 0,0101 0,0080 0,0073
0,0182 0,0148 0,0073 0,0037 0,0133 0,0078 0,0107 0,0099 0,0104 0,0123
0,0096 0,0115 0,0031 0,0022 0,0141 0,0133 0,0061 0,0045 0,0166 0,0181
0,0085 0,0153 0,0186 0,0172 0,0114 0,0109 0,0128 0,0092 0,0269 0,0319
0,0126 0,0079 0,0130 0,0093 0,0088 0,0075 0,0110 0,0084 0,0093 0,0083
0,0116 0,0068 0,0147 0,0070 0,0142 0,0090 0,0140 0,0135 0,0083 0,0132
0,0177 0,0146 0,0074 0,0030 0,0127 0,0168 0,0187 0,0135 0,0087 0,0056
0,0030 0,0038 0,0142 0,0155 0,0127 0,0175 0,0086 0,0088 0,0162 0,0175
0,0145 0,0101 0,0067 0,0044 0,0048 0,0052 0,0109 0,0099 0,0130 0,0153
0,0163 0,0265 0,0090 0,0072 0,0063 0,0072 0,0065 0,0083 0,0091 0,0112
0,0152 0,0167 0,0177 0,0162 0,0098 0,0119 0,0143 0,0136 0,0088 0,0082
0,0138 0,0089 0,0127 0,0125 0,0127 0,0090 0,0058 0,0052 0,0186 0,0122 0,0062 0,0100 0,0166 0,0183 0,0086 0,0055 0,0188 0,0167 0,0253 0,0251 0,0076 0,0050 0,0102 0,0080