Tópicos Especiais em Logísitica Integrada
104
Tópicos Especiais de Logísca Integrada Carlos Taboada Nadiesca Casarin IESDE Brasil S.A. Curiba 2011 Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br
-
Upload
adeildo-caboclo -
Category
Business
-
view
122 -
download
0
Transcript of Tópicos Especiais em Logísitica Integrada

Tópicos Especiais de Logística Integrada
Carlos TaboadaNadiesca Casarin
IESDE Brasil S.A.Curitiba
2011
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

© 2010 – IESDE Brasil S.A. É proibida a reprodução, mesmo parcial, por qualquer processo, sem autorização por escrito dos autores e do detentor dos direitos autorais.
Capa: IESDE Brasil S.A.
Imagem da capa: IESDE Brasil S.A.
IESDE Brasil S.A. Al. Dr. Carlos de Carvalho, 1.482. CEP: 80730-200 Batel – Curitiba – PR 0800 708 88 88 – www.iesde.com.br
Todos os direitos reservados.
C334t Casarin, Nadiesca; Taboada, Carlos. / Tópicos Especiais de Logística Integrada. / Nadiesca Casarin; Carlos Taboada. 1. ed. — Curitiba : IESDE
Brasil S.A. , 2011.104 p.
ISBN: 978-85-387-1623-5
1. Logística. 2. Logística Reversa. 3. Cadeia de suprimentos. 4. Postergação. 5. Customização em massa. I. Título.
CDD 658.4
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Atualmente é mestranda e pesquisadora do Progra-ma de Pós-graduação em Engenharia de Produção da Uni-versidade Federal de Santa Catarina, onde também cursou a graduação em Engenharia de Produção Elétrica. Como membro do Programa Lean Expert da CEVA Logistics, de-senvolveu projetos de Logística Enxuta em diferentes organizações industriais no Brasil e no mundo, principal-mente no setor automotivo.
Doutor pela Universidade Técnica de Desdren – Ale-manha. Graduado em Engenharia Industrial pela Uni-versidade de Havana – Cuba. É professor de Logística no Departamento de Engenharia de Produção e Sistemas da Universidade Federal de Santa Catarina (UFSC). Atua como consultor em Logística de empresas dos ramos Metal-Me-cânica, Farmacêutico e Atacadistas.
Nadiesca Casarin
Carlos Taboada
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

SumárioIntrodução à abordagem Lean na logística ...................................................9
Manufatura Enxuta – conceito e origem ........................................................................................10Valor e o Mapeamento do Fluxo de Valor (MFV) ..........................................................................12Os oito desperdícios ...............................................................................................................................14A filosofia Lean .........................................................................................................................................18
Abordagem Lean na logística – ferramentas utilizadas .........................27
A casa do Lean ...........................................................................................................................................27
Logística reversa ....................................................................................................49
Conceito de logística reversa ..............................................................................................................49Canais de distribuição reversos de bens de pós-consumo e de pós-venda ......................51Fatores críticos na logística reversa ..................................................................................................52Importância da logística reversa ........................................................................................................54
Estabelecendo o relacionamento da logística com a demanda .........65
Gerenciamento baseado na demanda .............................................................................................66Customização em massa ......................................................................................................................70
Arquitetura da cadeia de suprimentos .........................................................83
Integração da cadeia de suprimentos .............................................................................................84Sincronização da cadeia de suprimentos .......................................................................................88Agilidade ....................................................................................................................................................91Confiabilidade e riscos ..........................................................................................................................92
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Apresentação
A ideia do livro é abordar tópicos globais e suple-mentares no estudo da Logística. A logística é o processo de coordenação do fluxo de materiais e informação entre o ponto fornecedor até o ponto de consumo. Normalmen-te ela é vista como um processo que não agrega valor ao produto final e gera altos custos para as empresas, mesmo assim ela é necessária e precisa ser realizada da melhor forma possível para atender o consumidor final.
No entanto, há várias formas de minimizar alguns problemas e dificuldades nos processos logísticos, como por exemplo, a aplicação da abordagem Lean (ou enxuta) na Logística. Essa abordagem teve origem na Toyota e tem foco na eliminação de desperdícios e agregação de valor para o cliente. No capítulo 1, é apresentada a introdução da Filosofia Lean na Logística e no capítulo 2, são introdu-zidas algumas ferramentas utilizadas nessa abordagem.
O capítulo 3, tem foco em um tema que está cada vez mais em evidência, a Logística Reversa, que representa o fluxo de materiais e informações no sentido inverso, do ponto de consumo para seus fornecedores. É um campo de estudo que foca em redução de custos e ganhos mo-netários, preocupação com o meio ambiente, desenvolvi-mento sustentável, legislação e políticas ambientais.
Os dois últimos capítulos abordam temas estratégi-cos no contexto da cadeia de suprimentos. No capítulo 4, são identificadas algumas abordagens e práticas como o gerenciamento da cadeia baseado na demanda, a cus-tomização em massa, o Postponement (Postergação) e o Decoupling Point (Ponto de Desacoplamento). O livro é finalizado com o estudo da arquitetura da cadeia de supri-mentos e seus elementos: integração, sincronização agili-dade e confiabilidade.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

9
Introdução à abordagem Lean na logística
A busca pela diferenciação faz com que muitas empresas utilizem filosofias de trabalho consagradas mundialmente. A tendência atual de agregar valor segundo a óptica do cliente é a abordagem Lean, ou “pensamento enxuto” em português, tem sido a melhor alternativa para atingir patamares superiores de produtividade, redução de custos e, consequentemente, retorno financeiro.
O Lean Manufacturing também é conhecido por Manufatura Enxuta ou Sistema Toyota de Produção (STP). A validade de seus princípios e suas soluções é comprovada pelo sucesso da Toyota, que em 2007 ultrapassou a GM e se tornou a empresa com maior número de automóveis vendidos.
Aplicadas com grande sucesso na indústria automotiva, as ferramentas e méto-dos Lean passaram a ser aplicados em outros setores da manufatura e em serviços como supermercados, hospitais, bancos, departamentos administrativos, e também em operações logísticas. Basta que exista um conjunto de atividades que precisem ser convertidas em um fluxo estável e contínuo, sem movimentos desnecessários, sem interrupções, sem lotes nem filas, para ser aplicada a abordagem enxuta (WOMACK; JONES, 2004).
O conceito de logística Lean ainda é pouco desenvolvido, mas pode ser consi-derado como a extensão de conceitos e ferramentas do Lean Manufacturing para a logística. O Léxico Lean (2007) define que a logística Lean é um sistema puxado com reposição em pequenos lotes, estabelecido entre cada uma das empresas e plantas ao longo do fluxo de valor. Além disso, a logística Lean requer algum tipo de sinal (EDI, kanban, web etc.), algum tipo de dispositivo de nivelamento em cada etapa do fluxo de valor, algum tipo de entrega frequente em pequenos lotes e, muitas vezes, utilização de cross docking para consolidação de cargas nos loops de reposição.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

10
Manufatura Enxuta – conceito e origem A Manufatura Enxuta teve origem no Japão, na década de 1950, na Toyota, e con-
siste basicamente em uma filosofia de gestão baseada na eliminação contínua e siste-mática dos desperdícios ao longo do sistema produtivo (LIKER, 2005).
Após o final da Segunda Guerra Mundial, o Japão estava devastado, sem recur-sos para investimentos e com um mercado interno pequeno e que demandava uma grande variedade de veículos. O sindicato dos trabalhadores se organizou e fortaleceu--se, exigindo garantia de emprego. Além disso, o sindicato conseguiu restringir os di-reitos das empresas em demitir.
Com o intuito de aprender como a Ford trabalhava, Eiji Toyoda e Taiichi Ohno, fundadores do Sistema Toyota de Produção, visitaram a fábrica da Ford nos Estados Unidos e chegaram à conclusão de que o sistema de produção em massa jamais fun-cionaria no Japão (DENNIS, 2008).
Henry Ford foi o introdutor da produção em massa por meio da padronização de todos os elementos que envolvem o processo produtivo: máquinas, materiais, matéria--prima, equipamentos, mão de obra e produtos, tornando os veículos da marca acessí-veis às classes populares no início do século XX. Ford produziu o primeiro carro popular em larga escala através do aperfeiçoamento de seus métodos, processos e produtos, demonstrando seu gênio inovador. Por meio da racionalização da produção, idealizou a linha de montagem, o que lhe permitiu a produção em série. (SZEZERBICKI; PILATTI; KOVALESKI, 2004)
Quando retornaram dos Estados Unidos, Eiji Toyoda e Taiichi Ohno iniciaram um processo de desenvolvimento de mudanças na produção, introduzindo técnicas em que fosse possível realizar setup rápido nas máquinas durante a produção, tanto para ampliar a oferta como a variedade de produtos. A redução do espaço necessário também era um dos objetivos dos japoneses, então eles buscavam a redução de esto-ques e o aumento do giro destes. (DENNIS, 2008).
O Sistema Toyota de Produção denominou-se “enxuto” porque utilizava menos recursos que a produção em massa de Henry Ford. Menos esforço humano, menos es-toques, menos tempo e, sobretudo, menos desperdícios eram despendidos na fabrica-ção dos automóveis (OHNO, 1997). O quadro 1 descreve algumas das ideias originadas na produção em massa de Ford e as ideias da manufatura enxuta da Toyota.
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

11
Introdução à abordagem Lean na logística
Quadro 1 – Ideias da produção em massa X ideias Lean
Ideias da produção em massa Ideias LeanLinha de montagem móvel Grupos de trabalho autogerenciados
Verticalização Just-in-Time (JIT)
Estruturas organizacionais hierárquicas Produção enxuta
Controle de qualidade Círculos de qualidade
Gestão de estoques Produtos de alta qualidade e preço baixo
Produtos de alto preço Melhoria contínua
Taiichi Ohno explicou em 1988: “O que estamos fazendo é observar a linha de tempo desde o momento em que o cliente nos faz um pedido até o ponto em que recebemos o pagamento. E estamos reduzindo essa linha do tempo, removendo as perdas que não agregam valor.” (OHNO apud LIKER, 2005)
A filosofia Lean possui em suas raízes cinco princípios fundamentais (WOMACK; JONES, 2004):
definição do valor para o cliente;
identificar a cadeia de valor;
fazer o valor fluir pela cadeia;
criar fluxo puxado;
buscar a melhoria contínua.
Em 2007, a Toyota tornou-se a maior montadora do mundo, comprovando o su-cesso do STP. Pela primeira vez na história da indústria automobilística, uma compa-nhia não americana liderava o mercado mundial.
Aos poucos, a Toyota virou referência não apenas para outras montadoras, como as fábricas da GM, da Ford e da Volkswagen, por exemplo, que são praticamente idên-ticas às da japonesa, mas também para empresas de outros setores, casos de Alcoa e Bosch, duas de suas seguidoras. O segredo do sucesso do modelo é resultado da mais pura cultura Lean (CORREA, 2007).
Nad
iesc
a Ca
sarin
.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

12
Valor e o Mapeamento do Fluxo de Valor (MFV) Seguindo os princípios fundamentais descritos por Womack e Jones (2004), o pri-
meiro passo é definir o que realmente é “valor” para o cliente. Os mesmos autores sin-tetizam o valor como tudo que o cliente está disposto a pagar. Dessa forma, é possível concluir que “valor” não é representado somente pelo valor monetário que se paga por um produto ou serviço, mas sim pelo conjunto de benefícios obtidos relacionados com o esforço desprendido.
Como exemplo tem-se o preço de um refrigerante na praia, que normalmente é mais caro que no supermercado, mas o cliente está disposto a pagar mais, pois enten-de que o benefício é maior, pois o refrigerante está disponível no local onde o cliente está.
O segundo princípio do Lean relata a necessidade de identificar a cadeia de valor, para isso utiliza-se uma poderosa ferramenta, o Mapeamento do Fluxo de Valor (MFV), em que o fluxo de valor é definido como o conjunto de todas as ações envolvidas desde a obtenção da matéria-prima até a entrega ao consumidor do produto final (sendo o produto um bem, um serviço, ou uma combinação dos dois) (NAZARENO; RENTES; SILVA, 1993).
O Mapeamento de Fluxo de Valor foi relatado por Rother e Shook (2003), no livro Aprendendo a Enxergar, contudo, sua aplicação já era usada há mais de 20 anos na Toyota.
O MFV é uma ferramenta capaz de representar todas as etapas envolvidas nos fluxos de material e informação na medida em que o produto segue o fluxo de valor, auxiliando na compreensão da agregação de valor, desde o fornecedor até o consumi-dor. Permite a visualização da cadeia inteira, a identificação dos desperdícios, das fontes dos desperdícios, e ajuda a identificar oportunidades de melhoria. Além disso, ajuda as empresas a direcionarem as melhorias no fluxo que efetivamente contribuem para um salto no seu desempenho, evitando a dispersão em melhorias pontuais, muitas das quais de pequeno resultado final e com pouca sustentação ao longo do tempo. (ROTHER; SHOOK, 2003)
O Mapeamento do Fluxo de Valor pode ser considerado um método simples; uti-lizando apenas lápis e papel é possível construir cenários de manufatura por meio de ícones e regras-padrão que levam em consideração tanto o fluxo de material como o de informação, auxiliando na identificação de falhas entre agentes e fornecedores. O fluxo de materiais é representado na parte inferior do mapa e o fluxo de informações na parte superior. É preciso selecionar a família de produtos que será mapeada e es-
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

13
Introdução à abordagem Lean na logística
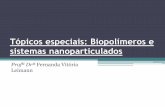
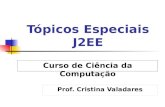
pecificar alguns dados dos produtos e processos, como a demanda, a frequência de entrega, tempo de ciclo, tempo de troca e tamanho do lote de produção (ROTHER; SHOOK, 2003). Alguns dos símbolos utilizados no mapeamento são observados na figura 1. A figura 2 demonstra um exemplo de MFV.
ÍCONES DO FLUXO DE MATERIAL
MONTAGEMEMPRESA
XYZ
Fontes Externas
Processo
Segunda e
Quarta
Entrega via Caminhão
Seta Empurrado
Produtos Acabados para Cliente
Fluxo Sequencial Primeiro a Entrar,
Primeiro a Sair
Caixa de Dados
T/C =30 segundos TR = 45 segundos 2 Turnos 2% Refugo
Estoque
FIFO
300 peças 1 dia
máx. 20 peças
E
RetiradaSupermercado
(RO
THER
; SH
OO
K, 2
003)
ÍCONES DO FLUXO DE INFORMAÇÃO
Necessidade de Kaizen
Fluxo de Informação
Manual
Fluxo de Informação Eletrônica
Informação
Programação semanal
Nivelamento de Carga
Posto de Kanban
Programação “vá ver”
Kanban de Sinalização
Bola para Puxada Sequenciada
Kanban de Produção
Kanban de Retirada
Kanban Chegando em Lotes
ÍCONES GERAIS
OperadorPulmão ou Estoque de Segurança
DISPONIBILIDADE
TROCA
Figura 1 – Símbolos utilizados no Mapeamento do Fluxo de Valor.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

14
Figura 2 – Exemplo de Mapeamento do Fluxo de Valor.
Lead Time de Produção =
12 diasTempo de
Processo =100s
Pedido / Previsão Semanal
PCP
MRP – Programação Semanal
Pedido / Previsão Semanal
Fornecedor Cliente
Entrega Semanal
Entrega Semanal
Extrusão Tubo
T/C 7s
Setup 1h
1Montagem
T/C 37s
Setup 20s
2Testa
T/C 19s
Setup 0
1Expedição
PrateleiraBobinas2.760 2.760 4.140
3 dias2 dias2 dias5 dias7s 74s 19s
EE E E
(RO
THER
; SH
OO
K, 2
003)
Além disso, a utilização do MFV facilita a aplicação de conceitos e técnicas enxu-tas dentro do mapeamento, pois a visualização do fluxo de valor do produto favorece a aplicação de técnicas enxutas, criando uma base documental, pois uma vez mapeado o estado atual do fluxo de valor do produto, este funciona como uma referência para a implantação enxuta ao longo da cadeia. Existe a possibilidade de descrever qualitativa e quantitativamente cada um dos processos produtivos, e estabelecer comparações (antes X depois).
Os oito desperdícios A logística possui forte influência na determinação do sucesso das ações tanto do
marketing quanto de produção/operação, visto que um produto ou serviço não possui valor se este não estiver na posse do cliente no momento desejado (BALLOU, 2006). Sendo assim, a logística possui papel fundamental na agregação de valor, pois, se bem executada, ela permitirá que os produtos e serviços estejam disponíveis ao consumi-dor no momento e local desejado.
Ao mesmo tempo, torna-se evidente que o Lean é um sistema de negócios que pode ser aplicado a qualquer setor, inclusive serviços, pois trata-se de uma maneira enxuta de pensar que deve estar presente em todos os lugares e áreas do negócio, incluindo os trabalhos administrativos.
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

15
Introdução à abordagem Lean na logística
A raiz do Lean é a busca pela eliminação dos desperdícios, ou seja, qualquer ativi-dade que absorve recursos, mas não cria valor. Assim, as atividades de uma organiza-ção podem ser divididas em três categorias: as que agregam valor; as que não agregam valor, mas são necessárias, e as que não agregam valor e são desnecessárias, sendo que o último tipo deve ser eliminado (WOMACK; JONES, 2004).
A definição do valor no Lean é fundamentada pela voz do cliente, e esse conceito norteia o que é ou não desperdício em uma empresa. Os desperdícios são tipicamente classificados em oito tipos (LIKER, 2005):
1. superprodução – produzir excessivamente ou cedo demais, resultando em perdas com excesso de pessoal e de estoque e custos de transporte devido ao estoque excessivo;
2. espera – longos períodos de ociosidade de pessoas, peças e informações. Normalmente ocorre quando funcionários simplesmente não têm trabalho a fazer, pois estão aguardando o processo anterior para finalizar suas atividades, ou porque existem atrasos no processo, interrupções de processamento ou desbalanceamento de tarefas;
3. transporte excessivo – movimento de materiais e do estoque em processo por longas distâncias e de maneira ineficiente, para dentro ou para fora do estoque ou entre processos;
4. processos inadequados – etapas desnecessárias ao se executar certa ativi-dade, quando uma abordagem mais simples pode ser mais efetiva. Podem ser observados quando se utiliza o jogo errado de ferramentas, sistemas ou procedimentos, frequentemente produzindo defeitos. Muitas vezes também chamados de superprocessamento;
5. estoque desnecessário – excesso de matéria-prima ou estoque em processo. É oneroso por diversos motivos: ocupação de espaço físico para armazenagem, múltiplas movimentações de materiais, gerando movimentos extras, custo de capital circulante, risco de obsolescência e danificações, comprometimento da qualidade e da segurança do local de trabalho, aumento considerável do lead time;
6. movimentação desnecessária – movimentos inúteis executados pelos fun-cionários, tais como procurar itens, empilhar materiais, caminhar de um ponto a outro do local de trabalho etc. Muitas vezes causada por desorganização do ambiente de trabalho, utilização de um layout pobre ou a não observância de aspectos ergonômicos;
7. produtos defeituosos – retrabalhos, consertos, inspeções de qualidade, ocasio-nando perdas de manuseio, aumento do lead time e esforços desnecessários;
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

16
8. desperdício de criatividade – muitas vezes chamado de desperdício de ta-lento, significa não aproveitar as habilidades individuais e a criatividade de cada funcionário, desperdiçando possibilidades de melhoria por não envolver nem gerenciar os recursos de maneira eficiente.
Figura 3 – Os oito desperdícios.
MOVIMENTAÇÃO DESNECESSÁRIA
IESD
E Br
asil
S.A
.
SUPERPRODUÇÃO
IESD
E Br
asil
S.A
.
PROCESSOS INADEQUADOS
IESD
E Br
asil
S.A
.
TRANSPORTE EXCESSIVO
IESD
E Br
asil
S.A
.
ESTOQUE DESNECESSÁRIO
IESD
E Br
asil
S.A
.
ESPERA
IESD
E Br
asil
S.A
.
PRODUTOS DEFEITUOSOS
IESD
E Br
asil
S.A
.
DESPERDÍCIO DE CRIATIVIDADE
IESD
E Br
asil
S.A
.
A primeira etapa para a eliminação dos desperdícios é a capacidade de identificá--los nas atividades e, para isso, é necessário ir aonde o processo ocorre. Na logística a dificuldade na identificação dos desperdícios pode ser ainda maior. O quadro 2 desta-ca alguns exemplos.
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

17
Introdução à abordagem Lean na logística
O quadro 2 – Exemplos de desperdícios na logística
Exemplos de desperdícios encontrados na logística
Superprodução
Expedição de quantidade maior que a solicitada pelo cliente; adiantamento de atividades; falta de coordenação entre a deman-da e a produção; arranjo físico inadequado levando à formação de grandes lotes de movimentação.
Espera
Espera por um caminhão que está atrasado; embaladores aguar-dando a separação dos materiais; atividades paradas devido à falta de informações; estoque em processo, com objetivo de ga-rantir altas taxas e utilização dos equipamentos.
Transporte excessivo
Transporte de um produto para um centro de distribuição distan-te da fábrica e depois o retorno dele para um cliente próximo à região da fábrica; supermercados de materiais longe dos pontos de consumo.
Processos inadequados
Criação de processos que não agregam valor, apenas para aten-der sistemas (software); múltiplas conferências dos produtos (no fornecedor, no cliente e internas); uso de ferramentas inadequa-das aos processos; embalagens intermediárias.
Estoque desnecessário Estoques “pulmão” entre processos além do necessário.
Movimentação desnecessáriaCarregar e descarregar caminhões manualmente (caixa por caixa) quando o cliente solicita quantidades equivalentes a paletes; pro-curar itens em um estoque com pouca organização.
Produtos defeituosos
Entregar produtos no momento e local errados; entregar pro-dutos para o cliente errado; separação errada de materiais a se-rem entregues para o próximo processo, como falta, excesso ou produtos trocados, por exemplo; avaria dos materiais durante o transporte.
Desperdício da criatividade dos funcionários
Falta de integração entre as áreas; falta de alinhamento estratégi-co, impedindo a contribuição dos funcionários em ações que pos-sibilitem o melhor desempenho das operações; falta de programa de geração de ideias.
A eliminação de tais desperdícios dá-se através de inúmeras técnicas e concei-tos, das quais é possível citar: fluxo unitário, contínuo e puxado de peças, utilização de mecanismos de prevenção de falhas, nivelamento da produção, padronização dos processos, organização do posto de trabalho e muitas outras.
Nad
iesc
a Ca
sarin
.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

18
A filosofia Lean O modelo Toyota é sustentado por dois princípios básicos: a melhoria contínua e
o respeito às pessoas. A melhoria contínua, também conhecida por kaizen, possui um desafio maior que os resultados das melhorias reais implantadas, que é a atmosfera de aprendizagem que esse método desenvolve na equipe. No entanto, a aprendizagem contínua só é obtida em um ambiente em que existe o respeito humano e uma equipe comprometida e disposta a encarar mudanças. Para manter a participação ativa da equipe no aperfeiçoamento do trabalho, a filosofia lean tem foco na segurança do tra-balho e deve garantir o emprego dos envolvidos.
Liker (2005) afirma que uma das maiores contribuições da Toyota foi comprovar que é possível uma empresa prosperar em um mundo capitalista e ser lucrativa fazen-do o que é certo, mesmo quando os lucros de curto prazo não são a primeira meta. Em suas visitas à Toyota ele pôde perceber um forte senso de missão de comprome-timento com os clientes, funcionários e sociedade, que é base para todos os outros princípios do STP. Um dos diretores da Toyota explicou que:
A finalidade do dinheiro que geramos não é vencermos como empresa, nem para nós e nossos filiados vermos nossa carteira de ações crescer ou coisa parecida. A finalidade é podermos reinvestir no futuro para que continuemos a fazer isso. É esse o propósito de nosso investimento. E ainda ajudar a sociedade e a comunidade e contribuir para essa comunidade na qual temos a felicidade de negociar. Tenho trilhões de exemplos disso. (LIKER, 2005, p. 86)
Nesse contexto o papel do administrador é nutrir a confiança mútua e a compre-ensão de todos os membros da equipe. Ainda segundo Liker (2005), o ponto crucial da administração no STP é motivar e engajar grandes grupos de pessoas a trabalharem juntas por uma meta em comum, definindo e explicando os objetivos, compartilhando do caminho para alcançá-las, motivando pessoas em suas jornadas e participando nas remoções dos obstáculos. Outro fator citado pelo autor é o de conquistar a mente das pessoas para que apoiem a organização e contribuam com ideias de melhoria.
Além disso, a alta administração de uma empresa enxuta prefere conduzir a gestão com simplicidade. Nas reuniões de executivos da Toyota, por exemplo, as apre-sentações devem caber em uma folha de papel A3 (CORREA, 2007).
O sistema Toyota de produção influencia a cultura dos seus colaboradores no ambiente organizacional através de valores, conhecimento e procedimentos comuns. Enquanto em boa parte das empresas o principal fator motivacional é o reconheci-mento do sucesso individual, que se manifesta no pagamento de bônus atrelados ao cumprimento de metas, em programa de opções de ações e na ascensão da carreira, na Toyota o que move os funcionários é a certeza de que é possível fazer mais e melhor
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

19
Introdução à abordagem Lean na logística
a cada dia, o chamado kaizen. Todos os empregados devem ser eternos insatisfeitos, buscando obsessivamente a qualidade, lógica que se aplica do operário ao presidente e que privilegia o trabalho em grupo (CORREA, 2007).
Dessa forma, os funcionários conseguem identificar desperdícios e eliminá-los, além de identificar, corrigir e eliminar os defeitos na fabricação, tendo o poder de parar a linha de produção sempre que encontram um problema que não consigam resolver, para buscar o suporte necessário para solucioná-lo.
Liker (2005) descreve 14 princípios do Sistema Toyota de Produção, alguns deles sintetizam a cultura Lean:
basear as decisões administrativas em uma filosofia de longo prazo, mesmo em detrimento de metas financeiras de curto prazo;
construir uma cultura de parar e resolver os problemas, obtendo a qualidade logo na primeira tentativa;
desenvolver líderes que compreendam completamente o trabalho, que vivam a filosofia e a ensinem aos outros;
desenvolver pessoas e equipes excepcionais que sigam a filosofia da empresa;
respeitar a rede de parceiros e de fornecedores desafiando-os e ajudando-os a melhorar;
tornar-se uma organização de aprendizagem através da reflexão incansável e da melhoria contínua.
Texto complementar
Logística Lean para driblar as restrições da infraestrutura (FERRO, 2010)
O crescimento econômico acelerado dos últimos meses vem expondo algu-mas dificuldades causadas pelas carências da infraestrutura nacional. Os problemas de logística, gerados pelas ineficiências das rodovias, ferrovias, portos, aeroportos, malha viárias urbana etc., podem dificultar a continuidade das altas taxas de cresci-mento alcançadas no primeiro trimestre.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

20
A burocracia com a exigência de documentações desnecessárias, os congestio-namentos em cidades e estradas, portos e aeroportos, nossos fretes para exportação e importação internos muito mais caros que os padrões internacionais são alguns dos problemas atuais.
Essas ineficiências da infraestrutura causam problemas de baixa produtividade, altos custos e perdas de competitividade para a sociedade e para as empresas.
Porém, se olharmos com mais cuidado, notaremos, por exemplo, que há uma enorme quantidade de caminhões vazios ou carregados parcialmente nas estradas e cidades. Ou parados nas docas de expedição das empresas, esperando para carre-gar. Ou nas docas de recebimento, esperando para descarregar. Materiais aguardan-do o carregamento em navios ou aviões que, por sua vez, estão mais tempo parados do que poderiam. Ou estão em enormes armazéns, esperando para serem descar-regados ou carregados. Com frequência, clientes esperam a chegada dos produtos, provedores se apressam e se esforçam, muitas vezes incorrendo em custos extras para recuperar ou evitar atrasos.
Em resumo, independentemente das evidentes necessidades de significativos investimentos requeridos, muito se pode melhorar com o estado atual da infraestru-tura. É possível otimizar a utilização dos recursos existentes.
Assim como na manufatura e nos escritórios, a filosofia Lean aplicada à logística promove ganhos significativos sem investimentos. Apenas algumas mudanças no modo de pensar e enxergar geram inovações simples nas práticas de gestão, que implicam a melhor utilização dos recursos existentes, trazendo resultados significa-tivos para os negócios.
Desse modo, a logística na gestão Lean (logística Lean) parte de pressupostos diferentes da gestão tradicional. Antes de qualquer coisa, reconhece-se que as ativi-dades de movimentação, transporte e espera são desperdícios a serem eliminados. E caso isso não seja possível, devem ser reduzidos ao máximo.
Os conceitos essenciais da gestão Lean se aplicam também às operações lo-gísticas. Um dos fundamentos é a necessidade de estabilidade nas operações, nos fluxos de valor, na gestão das informações etc. Assim, a operação estável, com base no ritmo da demanda (tempo takt), é um dos alicerces do sistema logístico Lean. Com isso, é possível estabelecer os outros elementos básicos, a saber, a padroniza-ção das atividades logísticas e o nivelamento das operações para evitar oscilações, variações e sobrecargas artificiais causadas pela maneira equivocada de operar.
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

21
Introdução à abordagem Lean na logística
E assim, realizar melhorias continuamente através da exposição e resolução de pro-blemas, além da realização do kaizen, tanto sistêmicos quanto pontuais.
A gestão Lean dos materiais vindos dos fornecedores e a entrega dos produtos acabados para os clientes vão permitir uma redução de estoques, com a eliminação de movimentações, transportes e esperas através de entregas frequentes, estáveis e niveladas, o ritmo logístico sincronizado, suave e estável, de acordo com as deman-das dos clientes fluxo abaixo. Pense na analogia de um rio que deve fluir suavemen-te. Lotes pequenos, entregas frequentes, coletas e entregas programadas diretas no ponto de uso, almoxarifados desaparecendo ou se transformando em “cross-docks” são algumas das práticas da logística Lean.
A simplificação desse fluxo deve ser sempre foco de preocupação e premissa, e não a gestão da complexidade, às vezes utilizando complexos e pouco robustos sistemas de tecnologia de informação.
As empresas que vêm aplicando os conceitos e ferramentas Lean internamente em suas operações tendem a ter mais facilidade na hora de fazer a logística Lean, uma extensão natural em uma segunda onda da abordagem horizontal dos fluxos de valor. Mas para as empresas com elevados custos de logística pode ser interes-sante fazê-lo simultaneamente, tanto a implementação Lean dentro das operações internas como as conexões com clientes e fornecedores.
A logística Lean requer menores investimentos em ativos logísticos. Mesmo que as operações logísticas sejam terceirizadas, é importante que as empresas busquem, elas próprias, os conceitos e filosofia Lean na logística. Se os operadores logísticos estiverem seriamente preocupados em ajudar a resolver os problemas e necessida-des dos clientes, e não apenas preocupados em maximizar os seus resultados no curto prazo, então eles próprios poderiam dominar os conceitos e práticas da lo-gística Lean e oferecer esse serviço aos seus clientes. Uma das maiores dificuldades é convencer os clientes e fornecedores da importância e relevância dessas novas práticas e conceitos.
Para driblar as dificuldades atuais de infraestrutura, a logística Lean contribui para as empresas enfrentarem esses desafios através de novos conceitos e práticas de gestão, as quais reduzem os custos totais da logística e permitem uma melhor utilização dos recursos existentes.
Não apenas hoje, frente às dificuldades atuais da infraestrutura, mas deverá estar consolidada e estabelecida como um dos elementos permanentes fundamen-tais da gestão Lean.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

22
Atividades
Liste algumas características da filosofia 1. Lean.
O que é o Mapeamento do Fluxo de Valor e por que ele é utilizado?2.
Observe uma operação logística ou imagine uma operação que você conhece e 3. tente identificar alguns dos oito tipos de desperdícios da manufatura enxuta.
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

23
Introdução à abordagem Lean na logística
Gabarito
Busca pela eliminação dos desperdícios; respeito às pessoas; preocupação em 1. agregar valor para o cliente; foco no cliente; fluxos contínuos; Just-in-Time (JIT); melhoria contínua; diminuição dos lotes/fluxos unitários; filosofia de longo prazo.
O Mapeamento do Fluxo de Valor (MFV) é um mapa que ilustra o fluxo de mate-2. riais e informações de forma clara e objetiva. Ele é utilizado para realizar um diag-nóstico da operação e para identificar desperdícios. Além disso, serve como refe-rência para análise dos resultados de melhorias implantadas (antes X depois).
Em operações logísticas os desperdícios comumente encontrados são: movi-3. mentação de materiais, transporte, pessoas esperando ou apenas fazendo ati-vidades que não são necessárias (também classificadas como espera).
Referências
BALLOU, Ronald H. The evolution and future of logistics and supply chain manage-ment. Produção, v. 16, n. 3, p. 375- 386, set./dez. 2006.
CORREA, Cristiane. Por dentro da maior montadora do mundo. Revista Exame, v. 41, n. 892, p. 22-30, maio 2007. Disponível em: <http://portalexame.abril.com.br/revista/exame/edicoes/0892/negocios/m0128084.html>. Acesso em: 26 jun. 2010.
DENNIS, Pascal. Produção Lean Simplificada. 2. ed. Porto Alegre: Bookman, 2008.
FERRO, José Roberto. Logística Lean para driblar as restrições da infraestrutura. Lean Institute Brasil. Disponível em: <www.lean.org.br/leanmail/87/logistica-lean-para-dri-blar-as-restricoes-da-infraestrutura.aspx>. Acesso em: 28 jul. 2010.
LÉXICO LEAN. Glossário Ilustrado para Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil, 2007.
LIKER, Jeffrey K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Tradução de: Lene Belon Ribeiro. Porto Alegre: Bookman, 2005.
NAZARENO, Ricardo Renovato; RENTES, Antonio Freitas; SILVA, Alessandro Lucas da. Implantando técnicas e conceitos da produção enxuta integradas à dimensão de aná-lise de custos. Anais do XXI ENEGEP – Encontro Nacional de Engenharia de Produção,
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

24
Salvador, Brasil, 2001. Disponível em: <www.abepro.org.br/biblioteca/ENEGEP2001_TR10_0846.pdf>. Acesso em: 28 jul. 2010.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
ROTHER, M.; SHOOK, J. Aprendendo a Enxergar: mapeando o fluxo de valor para agre-gar valor e eliminar o desperdício – manual de trabalho de uma ferramenta enxuta. São Paulo: Lean Institute Brasil, 2003.
SZEZERBICKI, A. S.; PILATTI, L. A.; KOVALESKI, J. L. Henry Ford: A visão inovadora de um homem do início do século XX. Publicatio UEPG. Ciências Exatas e da Terra, Ciências Agrárias e Engenharias, v. 12, n. 2, p. 105-110, 2004.
WOMACK, James P.; JONES, D. T. A Mentalidade Enxuta nas Empresas: elimine o des-perdício e crie riqueza. 6. ed. Rio de Janeiro: Campus, 2004.
Intr
oduç
ão à
abo
rdag
em L
ean
na lo
gíst
ica
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

25
Introdução à abordagem Lean na logística
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

27
Abordagem Lean na logística – ferramentas utilizadas
A proposta deste capítulo é apresentar algumas práticas aplicadas na filosofia Lean no combate aos desperdícios para agregar valor. As ferramentas utilizadas no Lean Ma-nufacturing (ou Manufatura Enxuta) são normalmente as mesmas utilizadas na logís-tica Lean.
A abordagem Lean nasceu do Sistema Toyota e Produção (STP) e muitos autores representam essa abordagem no formato de uma casa, em que é demonstrado que o Lean não é apenas um conjunto de ferramentas, mas um sistema estruturado. Uma casa só é forte e segura se todos seus componentes e conexões forem fortes. Liker (2005) é um dos principais autores atuais que utiliza esse formato de representação.
A casa do LeanComo qualquer casa, a casa do Lean tem uma base, pilares e um telhado. A base
é o que fornece estabilidade; os dois pilares sustentam a casa, representando os prin-cípios da abordagem Lean: o Just-in-Time, fluxo de materiais e informações, e o Jidoka, a qualidade assegurada. Dentro da casa está o seu coração: as pessoas, consideradas recursos-chave na filosofia da Toyota, membros de equipe flexíveis e motivados, cons-tantemente à procura de uma forma melhor de fazer as coisas (DENNIS, 2008).
O telhado da casa representa os objetivos do Lean, que são alcançados quando atingimos a estabilidade, o fluxo Just-in-Time está instalado e a qualidade está assegu-rada. A meta é fornecer a mais alta qualidade com o menor custo, dentro do menor tempo, através da contínua eliminação dos desperdícios. Além disso, tem-se a segu-rança, a Toyota jamais sacrificaria a segurança dos trabalhadores em nome da produ-ção, pois a eliminação das perdas não implica a criação de procedimentos de trabalho
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

28
estressantes e inseguros. A última meta também está relacionada às pessoas, é a pre-ocupação com a motivação destas, do moral, do desenvolvimento humano. (LIKER, 2005).
Cada parte da casa representa características e funções próprias, mas o mais im-portante é como os elementos estão conectados e se reforçam entre si. Um modelo da casa do Lean, pode ser visualizado na figura 1. Também é possível visualizar onde se encaixam algumas ferramentas utilizadas no Lean.
FOCO NO CLIENTE
ESTABILIDADE
PESSOASFLUXOS JUST-IN-TIME (JIT)
QUALIDADE JIDOKA
Qualidade zero defeitos
Fluxo puxado
Desenvolvimento humano Envolvimento
Melhoria contínua
Instruções de trabalho
5SQuadros heijunka
Quadros de acompanhamentoGestão visualNivelamento da
produçãoPadronização
Eliminação dos desperdícios
Poka yoke
Kanban Andon
Tempo takt Autonomia
Fluxo unitário Resolução de problemas
Balanceamento
Baixo custo
Resposta rápida
Segurança, bem-estar
Moral altoObjetivos
Princípios
Base
(LIK
ER, 2
005,
p. 5
1. A
dapt
ado.
)Figura 1 – A casa do Lean.
A base da casa – estabilidade A base é constituída por alguns fundamentos que regem todo o sistema Lean, e
que sem eles não é possível aplicar nenhum dos elementos que constituem os pilares da casa. O alicerce da casa precisa ser forte e resistente, e para isso a Toyota utiliza as-pectos que conferem estabilidade: o trabalho padronizado, nivelamento da produção, organização do ambiente de trabalho e a gestão visual são alguns deles.
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

29
Abordagem
Lean na logística – ferramentas utilizadas
Trabalho padronizado
A padronização é a base para a qualidade e chave para a melhoria contínua, pois se um processo não é padronizado, qualquer melhoria será apenas mais uma varia-ção que ocasionalmente é utilizada e quase sempre ignorada. Deve-se padronizar e então estabilizar o processo, antes que o aperfeiçoamento contínuo possa ser efetua-do (LIKER, 2005).
Na figura 2 é possível perceber dois casos distintos: o primeiro gráfico representa empresas com comportamento “tipo serrote”, não padronizam o novo processo após cada melhoria, fazendo com que muitas mudanças sejam perdidas. O segundo gráfico demonstra a utilização da padronização dos processos após cada melhoria pontual, resultando em uma melhoria total muito maior.
Desempenho
Melhoria Total
MelhoriaN
adie
sca
Casa
rin.
Tempo
Desempenho Melhoria Total
Melhoria
Nad
iesc
a Ca
sarin
.
Padronização
Figura 2 – Comparação de melhoria contínua sem e com padronização dos processos.
Tempo
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

30
O trabalho padronizado é o mais eficiente fluxo de trabalho estabelecido, que al-cança, simultaneamente, mais segurança, qualidade e produtividade. Significa atingir o máximo desempenho com o mínimo de desperdício através da melhor combinação entre pessoas e processos. Ao se padronizar um processo, deve-se primeiramente de-finir um tempo-padrão associado a esse processo. Em seguida, devem-se criar instru-ções de trabalho claras, visuais e de fácil compreensão.
Os gestores muitas vezes têm uma concepção errônea ao pensarem que padro-nização significa encontrar o melhor método de realizar uma tarefa e fixá-lo. O padrão deve ser continuamente monitorado pelas lideranças e atualizado sempre que mu-danças e melhorias sejam executadas (LIKER, 2005).
Organização do local de trabalho (5S)
A organização do ambiente de trabalho é realizada, na abordagem Lean, através do método 5S. A aplicação do 5S traz muitos benefícios para as empresas, os clientes e, principalmente, os funcionários: aumenta a produtividade por reduzir tempos com procura, deslocamento etc.; reduz interrupções na produção; cria um ambiente de tra-balho mais seguro e mais limpo; desenvolve o senso de propriedade, orgulho e moti-vação pelo trabalho; torna mais fácil a manutenção das melhorias implantadas; facilita a padronização do trabalho; reduz a probabilidade de erros (LIKER, 2005).
Da mesma forma, a gestão visual é um dos objetivos do 5S, criar um ambiente de trabalho que seja autoexplicativo, em que toda situação que está fora do padrão é evidenciada imediatamente, facilitando a correção pelos funcionários (DENNIS, 2008).
Seiri
5S
Shits
uke
Seiketsu
Seiton
Seiso
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

31
Abordagem
Lean na logística – ferramentas utilizadas
IESD
E Br
asil
S.A
.
O 5S é um método composto de cinco fases, aparentemente simples, mas para ter sucesso é necessário a adesão total das pessoas, é essencial que todos participem, desde a alta administração até o nível operacional. Os passos do 5S são palavras japonesas ini-ciadas com a letra “S”. A seguir será detalhado o significado de cada uma delas.
Seiri ou Selecionar
“Se estiver em dúvida, jogue fora” (DENNIS, 2008, p. 49). Selecionar está relaciona-do com manter somente o necessário, e na quantidade certa. Itens que são utilizados diariamente devem ser mantidos no local de trabalho. Itens que são utilizados espora-dicamente ou em excesso devem ser mantidos, porém a certa distância. Itens raramen-te utilizados, completamente desnecessários ou então em duplicidade, devem ser des-cartados. As vantagens do descarte são: redução das necessidades de espaço; facilita o transporte interno e o arranjo físico; evita compra de componentes em duplicidade.
Para se executar o Seiri é necessário determinar os itens necessários e os desne-cessários para a execução do trabalho de maneira eficaz com vistas ao atendimento dos objetivos. Depois, colocam-se numa área de descarte todos os itens desnecessá-rios que serão contabilizados, reaproveitados, ou serão encaminhados a um destino adequado. Por fim, deve-se fazer uma análise minuciosa sobre os itens necessários, identificando o que é essencial para a execução das tarefas do setor e também relacio-nar os itens faltantes (UMEDA, 1997).
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

32
Seiton ou Organizar
A frase “um lugar para cada coisa e cada coisa no seu lugar” ilustra o segundo “S”. O layout do local de trabalho deve ser planejado, devem-se definir locais apropriados para cada item, possibilitando uma eficiente disposição e organização dos materiais. Controles visuais devem ser usados de forma clara e abundante para demarcar a loca-lização de máquinas, locações, ferramentas, utensílios, corredores etc.
Deixar os materiais a serem utilizados sempre disponíveis, sem precisar procurá- -los, evitando desperdício de tempo e atrasos no trabalho. É necessário praticar o senso de ordenação no dia a dia para poder encontrar imediatamente qualquer material ne-cessário. O segundo “S”, a organização, é fundamental na aplicação do método, melho-ra o primeiro “S” e facilita o desenvolvimento do terceiro “S”.
Seiso ou Limpar
Muitas vezes o 5S é confundido com “limpeza”, mas o ato de limpar faz parte apenas de um dos “S”, e tem um significado mais amplo do que simplesmente “varrer o chão”, por exemplo. Significa também inspeção, manter condições ergonômicas, pintar as paredes, trocar lâmpadas, manter o jardim em bom estado etc., eliminando assim causas potenciais de acidentes e trazendo benefícios para a saúde e segurança dos funcionários.
A limpeza gera uma maior satisfação das pessoas dentro do seu local de trabalho; causa boa imagem da empresa, aumentando a confiança do cliente; e ajuda a melhorar a produtividade. A manutenção da limpeza pode ser conseguida através da delegação de responsabilidades e a utilização de cronogramas com os responsáveis de cada área e os dias que devem limpar o local. Em alguns armazéns é definido um responsável por cada corredor ou um operador de empilhadeira por equipamento (SILVA, 1996).
Seiketsu ou Padronizar
Sistemas e procedimentos devem ser desenvolvidos para manter e monitorar os três primeiros “S”. São criados procedimentos-padrão, diagramas de layout, cartazes e sinais visuais para reforçar o uso dos padrões.
Alguns exemplos de padronização são:
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

33
Abordagem
Lean na logística – ferramentas utilizadas
instruções de trabalho (ou procedimento operacional padrão), instruções de como cada processo deve ser realizado de forma visual, simples, com fotos e de fácil entendimento;
diagramas de layout;
demarcação de áreas;
marcações visuais para monitoramentos (exemplo: nível de estoque, posicio-namento de materiais, controles de máximo e mínimo etc.)
criação de planos periódicos de manutenção.
Shitsuke ou Sustentar
Esta fase está ligada à manutenção e à disciplina, fazendo com que as atividades anteriormente explicadas se tornem habituais e autossustentáveis, para que todos as executem regularmente.
Ter todas as pessoas comprometidas com o cumprimento dos padrões técnicos e éticos e com a melhoria contínua em nível pessoal e organizacional. A mudança de hábito deve ser fortemente trabalhada pelos líderes, para que os funcionários se comprometam com o sistema. Dessa forma, o plano do 5S se solidifica e é sustentado (SILVA, 1996).
Nivelamento da operação (heijunka)
Heijunka, em japonês, significa nivelar a produção, tanto em volume quanto em variedade, garantindo a sua uniformidade por meio de pequenos lotes, permitindo satisfazer eficientemente as exigências do cliente e paralelamente reduzir custos atra-vés da eliminação de desperdícios de estoque, custos de mão de obra e lead time de produção (OHNO, 1997). Em alguns casos, pressupõe a utilização de mecanismos para uniformizar a demanda, mesmo que os pedidos sejam recebidos de forma inconstante e variável. Somente assim pode-se criar o ambiente e as condições necessárias para se obter um fluxo JIT. Um dos grandes desafios de se nivelar a produção é reduzir os tempos de setup a um nível mínimo, a fim de se possibilitar a cadência do mix produti-vo sem comprometer a produtividade.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

34
Podem ser relatados alguns benefícios do nivelamento de produção:
auxilia no cálculo de necessidade de pessoal, equipamento e material;
fácil visualização em tempo real do andamento do trabalho;
delegação de tarefas aos componentes da equipe de forma cadenciada ao longo do dia, com base na produtividade-padrão dos processos;
ajuda os líderes a resolverem os problemas imediatamente quando eles ocor-rem, não precisando aguardar até o fim do dia para apurar os resultados, so-mente então tomando as devidas ações;
diminuição do estoque de produto final e entre os processos;
menor desequilíbrio de funções e sobrecarga de alguns funcionários.
As principais ferramentas usadas para acompanhar o progresso da operação são:
quadro heijunka – uma espécie de escaninho que ajuda a nivelar ou caden-ciar a carga de trabalho ao longo do tempo (figura 4). Cada fileira do quadro heijunka representa um indivíduo ou uma equipe de trabalho, cada orifício no sentido das colunas representa um intervalo de tempo de trabalho. Dessa forma, as ordens de serviço são distribuídas entre os operadores de forma ba-lanceada e levando em consideração a capacidade produtiva individual ou da equipe.
TURNO 1 6h 6h40 7h20 8h 8h40 9h20 10h 10h40
Célula 1
Célula 2
510-0 50 pçs
Item A
Item A
900-30 20 pçs
Item D
Item D
900-30 20 pçs
Item D
Item D
900-30 20 pçs
Item D
Item D
900-30 20 pçs
Item D
Item D
900-30 20 pçs
Item D
Item D
900-30 20 pçs
Item D
Item D
140-0 100 pçs
Item E
Item E
140-0 100 pçs
Item E
Item E
510-0 50 pçs
Item A
Item A
322-4 100 pçs
Item B
Item B
322-4 100 pçs
Item B
Item B
322-4 100 pçs
Item B
Item B
322-4 100 pçs
Item B
Item B
125-0 70 pçs
Item C
Item C
125-0 70 pçs
Item C
Item C(A
RAÚ
JO, 2
009,
p. 8
7)
Figura 4 – Exemplo de quadro heijunka.
quadro de acompanhamento – permite definir metas horárias, programar os recursos e registrar o cumprimento das metas ao longo do dia. Normalmente é preenchido manualmente pela própria operação, é diário e não existe a ne-cessidade de registro do histórico das informações (figura 5) (LIKER, 2005).
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

35
Abordagem
Lean na logística – ferramentas utilizadas
Plano Plano
Acum. Acum.
Comen-táriosJane Bill Linda John
Quadro de controle de processo – coleta
Hora
7h20
8h20
9h35
10h35
12h20
1h20
2h35
3h35
1 2 3 4
1 2 3 4
1 2 3 41 2 3 41 2 3 41 2 3 41 2 3 41 2 3 41 2 3 41 2 3 4
1 2 3 4
1 2 3 41 2 3 41 2 3 41 2 3 41 2 3 41 2 3 41 2 3 41 2 3 4
1 2 3 4
1 2 3 41 2 3 41 2 3 41 2 3 41 2 3 4
1 2 3 41 2 3 41 2 3 41 2 3 41 2 3 4
1 2 3 41 2 3 4
4 4
4 4 4
1899
12 1212 12
12 12
1135
1247
12
1271
1182
59
24 24
Peças de hoje 2 838
Takt de coleta
Potencial humano
Takt time = 5,1
Janela Lotes 420 / 82
Ciclo Takt 15 / 5,1
Pessoas necessárias
= 2,9
Lotes 82
(LIK
ER, 2
005,
p. 1
59)
Figura 5 – Exemplo de quadro de acompanhamento.
10h18 6/6 Quinta
Os pilares – princípios do Lean Cada um dos pilares do Sistema Toyota de Produção dispõe de ferramentas que
aplicadas simultaneamente resultam na administração da produção coordenada, pro-duzindo de acordo com a demanda. Um dos pilares da casa do Lean é o Just-in-Time (JIT), que dá agilidade à empresa. O JIT coordena a produção precisamente com a de-manda, para produzir produtos de modelos variados sem que ocorram atrasos, forne-cendo no momento correto e na quantidade necessária. O outro pilar é o Jidoka ou Autonomação, que estabelece a qualidade assegurada da produção (LIKER, 2005).
Just-in-Time (JIT)
Just-in-Time significa “[...] produzir o item necessário, na hora necessária e na quanti-dade necessária” (DENNIS, 2008, p. 83). O JIT é uma terminologia popularmente emprega-da para designar transporte de materiais em quantidades reduzidas, porém com elevada frequência. Mas no Lean ele possui um significado mais amplo e pode ser utilizado em di-versos tipos de atividades, como em operações logísticas. As práticas utilizadas com foco no pilar do JIT são criação de fluxo contínuo, implementação do sistema puxado e ade-quação da produção ao tempo takt. A seguir cada uma dessas práticas serão detalhadas.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

36
Fluxo contínuo
O fluxo contínuo e unitário é um dos pontos mais marcantes do Lean. Inúmeras discussões são criadas para definir o tamanho ideal do lote de cada operação. Para estabelecer um fluxo contínuo, a abordagem Lean aplica, sempre que possível, o lote unitário, de apenas uma peça. Muitas vezes isso pode parecer impossível, mas é o ideal. Em alguns casos o fluxo unitário não precisa ser de uma peça no sentido literal, pode ser de uma caixa, de um palete etc., ou seja, cada processo deve ser analisado e adapta-do, visando sempre um fluxo contínuo, com poucas paradas e reduzido estoque entre os processos.
No tradicional modo de pensar da produção em massa, as pessoas e máquinas estão agrupadas na forma de departamentos, e a produção ocorre em lotes grandes, visando à economia de escala. Esse método de trabalho pode parecer intuitivo para a maioria das pessoas, entretanto gera uma série de problema: enormes quantidades de WIP (Work in Process ou estoques entre os processos); excesso de movimentações desse estoque; alto custo de capital; necessidade de grande espaço para armazenagem; pro-blemas de qualidade. Mas o principal ponto negativo nesse modelo é o grande tempo total de produção, o lead time (WOMACK; JONES, 2004).
Em atividades logísticas de armazéns, muitas vezes a melhor solução para obter o fluxo unitário e contínuo é utilizar o conceito de células de trabalho, nor-malmente individuais. A migração de um processo em lotes para unitário, portan-to, normalmente vem acompanhada de uma mudança de layout e rearranjo de processos.
ProcessoA
ProcessoB
ProcessoC
Figura 6 – Fluxo em lotes.
Figura 7 – Fluxo contínuo.
A B CMateriais Produtos finais
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

37
Abordagem
Lean na logística – ferramentas utilizadas
Sistema puxado
Quando não é possível um fluxo unitário total (raramente isso é possível), a pró-xima melhor escolha é o controle dos estoques intermediários, através do sistema puxado, no qual a produção ou o serviço só ocorre quando o cliente precisar. O cliente pode ser o cliente final ou o processo posterior. É o oposto ao fluxo empurrado, tradi-cional na produção em massa. A ideia é reduzir, e controlar, o estoque em processo, produzindo para demanda e não para estoque (LIKER, 2005).
A ferramenta mais conhecida para “puxar” é o kanban, um sistema visual que nor-malmente é conhecido na forma de um cartão, mas pode se apresentar de diversas formas: placa visual, embalagem vazia, sinal luminoso, marcação no piso ou um sinal eletrônico. É fundamental dimensionar corretamente a quantidade de material em processo de cada estação de trabalho, sem que ocorram paradas por falta de material ou excesso de estoque. Algumas características do kanban são (MOURA, 1989):
aciona o processo de fabricação anterior somente quando necessário, sem produzir para estoque;
simplifica os mecanismos de abastecimento de peças;
os problemas não são ocultos pelo excesso de estoque, o processo para quando os problemas surgem;
permite o controle visual do andamento do processo;
é acionado pelo próprio operador;
garante a distribuição programada das ordens de serviço;
evita o excesso ou a falta de produção e controla o inventário;
facilita a produção de peças com base em lotes pequenos.
Tempo takt
O tempo takt ou takt time significa a frequência com que cada item deve ser pro-duzido ou que cada atividade deve ser realizada, takt designa o ritmo da operação. É calculado dividindo o tempo disponível para executar algum processo pela quantida-de de itens que devem ser entregues por esse processo (ROTHER; SHOOK, 2003).
Como exemplo, podemos citar um armazém que deve receber 20 caminhões em um dia de trabalho de 8 horas, nesse caso o tempo takt é 24 minutos/caminhão, ou seja, a cada 24 minutos um caminhão deve ser descarregado para que no fim do dia todos tenham sido recebidos.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

38
Uma das aplicações do tempo takt é o cálculo da mão de obra necessária para desempenhar certa atividade. Além disso, ele é utilizado no balanceamento de ope-rações ou linhas de produção: para garantir que a meta final seja atingida, o tempo individual de cada processo não pode ser maior que o tempo takt.
Jidoka – qualidade embutida no processo
O pilar Jidoka, também chamado de “autonomação”, é a automação com a inte-ligência humana, ou seja, consiste em fornecer aos equipamentos a capacidade de detectar a ocorrência de uma anormalidade e interromper o processo sem precisar do acompanhamento de uma pessoa. Garante a qualidade final sem uma conferência humana, é a qualidade embutida no processo (OHNO, 1997).
O objetivo é sempre detectar qualquer defeito ou anomalia e fazer parar a opera-ção ou processo para evitar a produção da não qualidade, diferente da produção em massa, em que é priorizada a produção de grandes quantidades de peças e o envio daquelas defeituosas para reparo posterior.
O poka yoke é uma das principais ferramentas do pilar do Jidoka, são dispositivos simples, à prova de erros, na maioria das vezes de baixo custo, que detectam situações anormais antes que ocorram, apenas alertando o que pode acontecer ou evitam que o erro aconteça, a pessoa ou a máquina não consegue continuar o processo (OHNO, 1997). Os dispositivos poka yoke existem com maior ou menor grau de tecnologia, podem ser encontrados na forma de sensores, fotocélulas, ou então na forma de ga-baritos ou fôrmas.
Alguns exemplos simples são: os plugs dos computadores, é impossível colocar um cabo USB em uma saída do microfone ou do monitor; os diversos tipos de toma-das são desenhadas de tal forma que não conseguimos utilizar de forma errada (2 e 3 pinos; telefone etc.); os sinais de trânsito alertam com luz vermelha quando devemos parar, evitando um acidente. Um exemplo em operações logísticas é a utilização de uma balança na expedição, que compara o peso real da embalagem com o peso que deveria conter segundo o peso total do pedido do cliente; caso o peso seja diferente a caixa é conferida.
Dom
ínio
púb
lico.
Figura 8 – Exemplos de poka yoke.
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

39
Abordagem
Lean na logística – ferramentas utilizadas
Outra ferramenta utilizada é o andon, é um dispositivo, um painel ou um quadro de sinalização visual e/ou sonoro, que tem a fina-lidade de indicar a necessidade de ajuda para solucionar algum problema, criando assim um senso de urgência e de responsabilida-de que atinge toda a equipe. Dessa forma, os problemas são imediatamente solucionados, ao invés de se acumularem e gerar enormes quantidades de retrabalho para reparo. A Toyota aprendeu que mesmo com paradas de produção ocasionais para solucionar os pro-blemas, trazer os problemas à tona e resolvê-los quando ocorrem são procedimentos que eliminam as perdas e aumentam a produtivi-dade (OHNO, 1997).
No nosso cotidiano nos deparamos com o sistema andon nos grandes super-mercados, quando o caixa tem algum problema e precisa da ajuda de seu supervisor, ele não sai do seu posto de trabalho para procurar o responsável, ele simplesmente acende uma luz e espera até receber ajuda.
O objetivo do andon é sinalizar alguma anomalia, então ele não precisa utilizar necessariamente a tecnologia, em pequenas operações podem ser utilizados dispo-sitivos simples, confeccionados pelos próprios funcionários, como placas de madeiras pintadas de cores diferentes.
Figura 9 – Exemplos de andon.
Shut
ters
tock
.
Figura 8 – Exemplos de poka yoke.
Dig
ital J
uice
.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

40
No pilar do Jidoka, além de algumas ferramentas e dispositivos, é considerada a autonomia e a responsabilidade das pessoas envolvidas. Nem todas as atividades são realizadas por máquinas, um exemplo são as atividades de uma linha de montagem, que têm uma intensa participação de atividades manuais. Nesse caso é o operador quem para a atividade quando descobre qualquer anormalidade. Na Toyota, o opera-dor tem a obrigação e o direito de parar a operação quando descobrir alguma anoma-lia. (KOSAKA, 2006)
Texto complementar
Logística Lean : conceitos básicos (NISHIDA, 2008)
O gerenciamento da cadeia de suprimentos abrange o planejamento e a ge-rência de todas as atividades da logística. Inclui também a coordenação e a colabo-ração com parceiros da cadeia, como os fornecedores, distribuidores e clientes.
Nessas atividades existem inúmeros desperdícios como, por exemplo:
estoques de segurança e pulmão devido à ineficiência, falta de confiabilida-de nos processos, variação errática e artificial da demanda;
transportes a longas distâncias devido à falta de planejamento de rotas, equipamentos subutilizados na planta pela inexistência de uma adequada engenharia de processos, pagamento de taxas por atraso de entrega devido à não utilização de janelas de entregas programadas;
áreas de estoques desnecessários, investimento em sistemas de armazena-gem caros devido aos níveis elevados de estoque;
esperas com subutilização da mão de obra, equipamentos, materiais parados;
embalagens sendo solicitadas além da necessidade, ou transportando sim-plesmente “ar”, além de desperdícios por embalagens danificadas;
retrabalhos, entre outros.
1. Logística Lean
Para gerenciar a cadeia de suprimentos de maneira Lean, com menos desperdícios, é necessário ter uma logística Lean, que está baseada em três conceitos fundamentais:A
bord
agem
Lea
n na
logí
stic
a –
ferr
amen
tas
utili
zada
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

41
Abordagem
Lean na logística – ferramentas utilizadas
reduzir o tamanho do lote;
aumentar a frequência de entrega;
nivelar o fluxo de entrega.
Trata-se de implementar um sistema puxado com reposição nivelada e fre-quente em pequenos lotes, definidos entre as plantas ao longo do fluxo de valor da cadeia de suprimentos para trabalhar de forma mais sincronizada possível com o consumo real.
É comum observar empresas que são abastecidas por seus fornecedores atra-vés de entregas em grandes e inconstantes lotes, baseado em previsões de vendas.
As mudanças repentinas de pedidos, tanto em volume como mix, causam muitas vezes transtornos para todos os lados, gerando diversos tipos de desperdí-cios e aumento nos custos.
Ao adotar uma logística Lean, à medida que os produtos são consumidos pelo cliente, cria-se um sinal de puxada nas empresas informando a quantidade exata de produtos para ser reposto por seus fornecedores que, por sua vez, enviarão um sinal de puxada para seus subfornecedores informando a mesma quantidade consumida para repor, e assim sucessivamente ao longo da cadeia.
A logística Lean requer alguns elementos básicos tais como:
mecanismo de sinais de puxada como sistemas kanban, dispositivos sina-lizadores que autorizam e dão instruções para a produção ou retirada de itens em um sistema puxado. Os cartões kanban são os exemplos mais co-nhecidos e utilizados;
dispositivo de nivelamento como heijunka box em cada etapa do fluxo de valor entre plantas, nivelando a demanda em incrementos pequenos de in-tervalo de tempo (a cada hora ou a cada turno, dia ou semana) e também por mix, garantindo que todos os produtos sejam produzidos e reabasteci-dos em ritmo constante, em pequenos lotes;
planejamento de rotas e entregas frequentes em pequenos lotes utilizando o milk run, um método de acelerar o fluxo de materiais entre plantas em que os veículos seguem uma rota para fazer múltiplas cargas e entregas em diversas plantas, em vez de esperar para acumular materiais para a expedi-ção de carga direta com caminhão cheio. Dessa forma é possível reduzir os
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

42
estoques e o tempo de reação ao longo de um fluxo de valor. É semelhante ao conceito de rotas de movimentação de material dentro das plantas;
muitas vezes, é utilizado também o sistema cross-dock para consolidação das cargas, ou seja, uma instalação que seleciona e recombina uma varieda-de de itens que chegam de vários fornecedores a serem enviados para di-versos clientes (outras plantas, distribuidores, revendedores etc.). Não é um armazém, pois sua função não é estocar materiais. Os produtos são apenas descarregados dos veículos que chegam e transportados aos veículos que os transportarão a outros locais. Se estas saídas forem frequentes é possível esvaziar o cross-dock a cada 24 horas.
2. Obstáculos à implementação
Mas por que existem tantas barreiras em aplicar esses conceitos? Quais os pré-requisitos para implementar uma logística Lean? Quais são os paradigmas a serem quebrados?
Em primeiro lugar, não há logística Lean que funcione se não houver certa esta-bilidade na demanda da cadeia de suprimentos. Tentar aplicar esses conceitos lidan-do com picos de demanda trimestral, mensal ou semanal fará com que mantenha estoque pulmão adicional para cobrir essas variações e não será possível realizar entregas niveladas e constantes. Analise o comportamento da demanda junto com a área de vendas e a equipe comercial, identificando os picos e principalmente as suas causas e gerando contramedidas para evitá-los ou minimizá-los.
Segundo, é necessário um esforço na redução dos tempos de setup para diminuir o tamanho dos lotes (lotes mensais para semanais, semanais para diários, diários para horários). Isto já ajudará na prática do nivelamento e aumentar a frequência de entre-gas, contribuindo para a manutenção da uma estabilidade básica no sistema produti-vo e no transporte.
Terceiro, o custo operacional é muito questionado pela logística em relação à implementação do milk run, transportando menos volume e com mais frequência. Existe uma percepção de aumento no custo operacional da logística, que de fato é verdade. Como exemplo, cito o caso de uma empresa na qual os custos operacionais da logística representam 75,5% do custo total logístico e os 24,5% restantes repre-sentam os custos em manter os estoques de produtos acabados, ao reduzir o custo de estoque em 50% (resultado da implementação dos conceitos da logística Lean),
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

43
Abordagem
Lean na logística – ferramentas utilizadas
há um aumento de 5,1% no custo operacional, que equivale a 4,3% do custo total logístico. Porém, o custo total logístico é reduzido em 9%. Portanto, é importante analisar os benefícios trazidos para o sistema como um todo e não somente analisar o aumento de custos de um ou outro departamento.
100,0%
60,0%
20,0%
Antes Depois
80,0%
40,0%
0,0%
Custo operacional logístico
Custo de estoque
Custo total logístico+
–9%
+5,1%
–50%
Gráfico 1 – Redução do custo total logístico.
3. Sugestões para a implementação
Antes de implementar uma logística Lean em toda a sua cadeia produtiva, apli-que os conceitos Lean na produção, e depois faça sua expansão para todo o sistema a partir da necessidade.
Inicie um piloto com os produtos que possuam as menores variações de de-manda. Uma curva ABC por variação de demanda, onde os produtos A são aqueles com variação menor que 20% (e não os de maior volume), produtos B com variação entre 20% e 100% e produtos C maior que 100%, permitirá uma melhor visualização para escolha dos itens para o piloto.
Selecione os produtos A e crie fluxo na sua produção. Dimensione o sistema puxado, estenda isso para o fluxo além do porta a porta de sua planta e projete as rotas e as frequências de entregas aplicando os três conceitos da logística Lean, reduzindo o tamanho do lote, aumentando a frequência de entrega e nivelando o fluxo de entrega.
Acompanhe os indicadores de desempenho e como sempre, realize kaizen tra-zendo benefícios no gerenciamento da sua cadeia de suprimentos.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

44
Atividades
Faça o desenho da casa do 1. Lean e coloque em cada uma das suas partes as prá-ticas e ferramentas utilizadas.
Abo
rdag
em L
ean
na lo
gíst
ica
– fe
rram
enta
s ut
iliza
das
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

45
Abordagem
Lean na logística – ferramentas utilizadas
Como se atinge a estabilidade na aplicação do 2. Lean?
O telhado da casa do 3. Lean representa os objetivos dessa abordagem, descreva alguns deles.
Gabarito
A casa do 1. Lean:
FOCO NO CLIENTE
ESTABILIDADE
PESSOASFLUXOS JUST-IN-TIME (JIT)
QUALIDADE JIDOKA
Qualidade zero defeitos
Fluxo puxado
Desenvolvimento humano Envolvimento
Melhoria contínua
Instruções de trabalho
5SQuadros heijunka
Quadros de acompanhamentoGestão visualNivelamento da
produçãoPadronização
Eliminação dos desperdícios
Poka yoke
Kanban Andon
Tempo takt Autonomia
Fluxo unitário Resolução de problemas
Balanceamento
Baixo custo
Resposta rápida
Segurança, bem-estar
Moral altoObjetivos
Princípios
Base
(LIK
ER, 2
005,
p. 5
1. A
dapt
ado.
)
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

46
A estabilidade é a base do 2. Lean, uma organização deve ter um alicerce forte e resistente para conseguir aplicar os conceitos e atingir os objetivos. Para ser estável algumas ferramentas são aplicadas, como: a padronização do trabalho, utilização de instruções de trabalho, nivelamento da produção (heijunka), orga-nização do ambiente de trabalho (5S) e gestão visual.
Os objetivos do 3. Lean são focados no cliente: alta qualidade, baixo custo, com respostas rápidas (baixo lead time), segurança e com a motivação das pessoas (alto moral).
Referências
ARAÚJO, Larissa Elaine Dantas. Nivelamento da Capacidade de Produção Utilizando Quadros Heijunka em Sistemas Hibridos de Coordenação de Ordens de Produção. 2009. 135 p. Dissertação (Mestrado) – Universidade de São Paulo, São Carlos, 2009.
DENNIS, Pascal. Produção Lean Simplificada. 2. ed. Porto Alegre: Bookman, 2008.
KOSAKA, Gilberto. Jidoka. Disponível em: <www.lean.org.br/artigos/102/jidoka.aspx>. Acesso em: 5 ago. 2010.
LIKER, Jeffrey K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Tradução de: Lene Belon Ribeiro. Porto Alegre: Bookman, 2005.
MOURA, Reinaldo A. Kanban: a simplicidade do controle de produção. São Paulo: Imam, 1989.
NISHIDA, Lando. Logística Lean: conceitos básicos. Disponível em <www.lean.org.br/artigos/41/logistica-lean-conceitos-basicos.aspx>. Acesso em: 5 ago. 2010.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
ROTHER, M.; SHOOK, J. Aprendendo a Enxergar: mapeando o fluxo de valor para agre-gar valor e eliminar o desperdício – manual de trabalho de uma ferramenta enxuta. São Paulo: Lean Institute Brasil, 2003.
SILVA, J. M. O Ambiente da Qualidade na prática – 5S. Belo Horizonte: Fundação Christiano Ottoni, 1996.
UMEDA, M. As Sete Chaves Para o Sucesso do 5S. Belo Horizonte: Fundação Christia-no Ottoni, 1997.
WOMACK, James P.; JONES, D. T. A Mentalidade Enxuta nas Empresas: elimine o des-perdício e crie riqueza. 6. ed. Rio de Janeiro: Campus, 2004.A
bord
agem
Lea
n na
logí
stic
a –
ferr
amen
tas
utili
zada
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

47
Abordagem
Lean na logística – ferramentas utilizadas
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

49
Logística reversa
A logística está relacionada com o fluxo de materiais e informações do ponto de produção (ou aquisição) até o ponto de consumo. Esse fluxo no sentido inverso é co-nhecido como logística reversa.
Como consequência da redução do ciclo de vida de muitos produtos – e a procura frequente pela atualização tecnológica dos consumidores – cresce a preocupação com a destinação dos produtos após o seu uso. Além disso, as empresas estão cada vez mais preocupadas em agregar valor ao cliente, facilitando, por exemplo, a devolução de produtos que não atenderam as expectativas dos compradores ou, por problemas de qualidade, devem ser devolvidos para garantia. Nesse contexto fica evidente a im-portância de estudar o que é e como funciona a logística reversa.
A logística reversa aborda o retorno dos produtos, materiais, embalagens e infor-mações do ponto de consumo para o ponto de origem, de fornecimento ou para um local seguro e correto, minimizando os impactos ambientais. É um campo de estudo que foca redução de custos e ganhos monetários, preocupação com o meio ambiente, desenvolvimento sustentável, legislação e políticas ambientais.
Conceito de logística reversa Em um primeiro momento, é possível imaginar que logística reversa é um concei-
to novo, mas há muito tempo já nos deparamos com processos reversos, por exemplo, o retorno das garrafas de vidro de refrigerantes. No entanto, foi apenas no final da década de 1980 que o tema começou a ser estudado e o termo logística reversa se tornou conhecido.
Logística reversa são os fluxos de materiais que se iniciam nos pontos de consumo dos produtos e terminam nos pontos de origem, com o objetivo de recapturar valor ou de disposição final. Um exemplo são as latas de alumínio, que hoje são coletadas por
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

50
pessoas de baixa renda, compactadas em volumes menores e retornadas às fábricas, em um processo de reciclagem economicamente importante tendo em vista o custo relativamente alto do metal. Esse processo reverso é similar ao processo normal, envol-ve intermediários, armazenagem, transporte e esquemas financeiros (NOVAES, 2004).
Existem muitos conceitos de logística reversa, todos relacionados com o fluxo “in-verso” e com focos diversos em relação à questão financeira, legal e ecológica. O Coun-cil of Supply Chain Management Professionals (2010) define logística reversa como um segmento especializado da logística que foca na movimentação e gerenciamento de produtos e recursos após a venda e entrega para o consumidor, que pode incluir retor-no de produtos para reparo e/ou devolução.
Segundo Rogers e Tibben-Lembke (1999, p. 2),
[...] a logística reversa é definida como sendo o processo de planejamento, implementação e controle de forma eficiente e eficaz do fluxo de matérias-primas, estoques em processo, produtos acabados e informações correspondentes do ponto de consumo para o ponto de origem com o propósito de recapturar o valor ou destinar a apropriada disposição.
Para Leite (2003, p. 16), a logística reversa é:
A área da logística empresarial que planeja, opera e controla o fluxo e as informações logísticas correspondentes, do retorno dos bens de pós-venda e de pós-consumo ao ciclo de negócios ou ao ciclo produtivo, por meios dos canais de distribuição reversos, agregando-lhes valor de diversas naturezas: econômico, ecológico, legal, logístico, de imagem corporativa, entre outros.
Em resumo, a logística reversa tem como objetivos planejar, implementar e con-trolar de um modo eficiente e eficaz:
o retorno de produtos;
a recuperação ou reparação de produtos;
o retorno de embalagens vazias que serão reutilizadas;
a redução do consumo de matérias-primas;
a reciclagem, a substituição e a reutilização de materiais;
a destinação final de resíduos.
Também é possível resumir os objetivos da logística reversa em dois: recapturar valor dos produtos ou oferecer disposição final para eles (NOVAES, 2004).
A importância da logística reversa se faz ver pelo seu tamanho sendo que apenas nos EUA gastam-se anualmente U$35 bilhões em custo logísticos de retorno (ROGERS; TIBBEN-LEMBKE, 1999), e a estimativa para o Brasil é algo em torno de U$4 bilhões (LEITE, 2003).
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

51
Logística reversa
Canais de distribuição reversos de bens de pós-consumo e de pós-venda
Os fluxos da logística utilizam canais de distribuição diretos e na logística reversa existem os canais reversos. Esses canais são divididos em duas categorias, que se dife-renciam pelos objetivos de negócio, técnicas operacionais utilizadas e principalmente pelo estágio ou fase do ciclo de vida útil do produto retornado. As categorias são defi-nidas como canais de pós-consumo e de pós-venda (LEITE, 2003).
Produtos de pós-consumo
Retorno de embalagens vazias
(avarias, qualidade, garantias)Produtos com problemas retornam ao fabricante
Bem revendido
Material reciclado
Desmontados e componentes são revendidos
Disposição final adequada
Produtos de pós-venda
Nad
iesc
a Ca
sarin
.
Figura 1 – canais reversos.
Canais de distribuição reversos de pós-venda Os canais reversos de pós-venda são constituídos pelos produtos que não foram
ou foram pouco consumidos ou utilizados, e fluem no sentido inverso, do cliente ao fornecedor – podendo ser o cliente o consumidor final, ou uma empresa consumidora – motivado em geral por problemas de qualidade, garantia, processos comerciais entre empresas e retornando ao ciclo de negócios de alguma forma (LEITE, 2003).
Um exemplo de canal reverso de pós-venda são o retorno de embalagens vazias, que podem ser as garrafas de refrigerante que retornam do consumidor final para o fabricante, ou as embalagens utilizadas na indústria automotiva, que são devolvidas pela montadora para seus fornecedores. Nesses casos existe uma grande contribuição com o meio ambiente e também uma redução de custos.
Os produtos de pós-venda retornam em grande parte pelos próprios canais de distribuição direta (LEITE, 2003). No exemplo da indústria automotiva, o mesmo cami-nhão que transporta os materiais que o fornecedor enviou para a montadora retorna com as embalagens vazias devolvidas.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

52
Canais de distribuição reversos de pós-consumo Os canais de distribuição reversos de pós-consumo são constituídos por produtos
com vida útil variável, mas que após um tempo de utilização perdem suas característi-cas de funcionamento e têm de ser descartados, porém, retornam ao ciclo produtivo de alguma maneira. Como exemplo é possível citar um televisor velho que não tem mais valor para o dono original, ele pode ser levado até uma eletrônica e vendido, o comprador pode fazer um reparo e vendê-lo novamente, ou pode desmontar e vender alguns componentes da TV. Percebem-se nesse exemplo processos característicos da logística: transporte, venda, armazenagem etc. Além disso, existe agregação de valor ao produto no momento em que ele passa de um dono para outro.
É importante ressaltar que alguns produtos não possuem serventia após o seu uso, nesse caso, é necessário garantir a correta disposição final destes, de forma segura para as pessoas e o meio ambiente. É o caso das pilhas e baterias usadas que devem ser coletadas em pontos específicos.
Os produtos de pós-consumo também podem ser reciclados, ou seja, os materiais constituintes dos produtos descartados são extraídos industrialmente, transforman-do-se em matérias-primas secundárias ou recicladas que serão utilizadas na fabricação de novos produtos (LEITE, 2003).
Fatores críticos na logística reversa São identificados alguns fatores críticos para atingir a eficiência do processo de
logística reversa. Tais fatores, se bem gerenciados, contribuem positivamente para o desempenho do sistema reverso (LACERDA, 2002):
(LAC
ERD
A, 2
002)
Bonscontroles
de entrada
Sistemas de informação
acurados
Processos padronizados, formalizados e
mapeados
Rede logística planejada
Tempo de ciclo reduzido
Relações colaborativas
entre clientes e fornecedores
Figura 2 – Fatores críticos na logística reversa.
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

53
Logística reversa
Bons controles de entrada: facilitam o processo subsequente e evitam re-trabalhos nos processos. A falta de controles de entrada podem ser fonte de atritos entre fornecedores e clientes pela falta de confiança sobre as causas dos retornos. Treinamento de pessoal é questão-chave para obtenção de bons controles de entrada.
Processos padronizados, formalizados e mapeados: os procedimentos- padrão devem estar sempre atualizados e serem revistos periodicamente. A utilização da padronização é condição fundamental para obter controle e con-seguir melhorias.
Tempo de ciclo reduzido: é o tempo entre a identificação da necessidade de retorno até o término de seu processamento. Quando esse tempo é muito longo, custos desnecessários são adicionados, pois atrasam a geração de caixa (pela venda de sucata, por exemplo) e ocupam espaço.
Sistemas de informação acurados: permitem obter dados essenciais para o processo de retorno de produtos. A capacidade de rastreamento de retornos, medição dos tempos de ciclo, medição do desempenho de fornecedores (ava-rias nos produtos, por exemplo) permite obter informação crucial para nego-ciação, melhoria de desempenho e identificação de abusos dos consumidores no retorno de produtos.
Rede logística planejada: da mesma forma que no processo logístico direto, a implantação de processos logísticos reversos requer a definição de uma in-fraestrutura logística adequada para lidar com os fluxos de entrada de mate-riais usados e fluxos de saída de materiais processados. Instalações de proces-samento e armazenagem e sistemas de transporte devem ser desenvolvidos para ligar de forma eficiente os pontos de consumo onde os materiais usados devem ser coletados até as instalações onde serão utilizados no futuro.
Relações colaborativas entre clientes e fornecedores: as práticas mais avan-çadas de logística reversa só poderão ser implementadas se as organizações envolvidas no processo desenvolverem relações mais colaborativas, é preciso uma forte integração entre os elos da cadeia de suprimentos. Um ponto crítico na cadeia reversa de suprimentos é o estabelecimento das responsabilidades que cabem a cada agente no retorno dos produtos. O retorno de produtos ocasionado por avarias, por exemplo, põe em dúvida o nível de confiança entre varejistas e indústrias. É comum a ocorrência de conflitos relacionados à interpretação sobre de quem é a responsabilidade sobre os danos causados aos produtos.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

54
Importância da logística reversa O descarte adequado de resíduos de materiais não utilizados, embalagens e pro-
dutos com componentes químicos estão caracterizando um grande desafio às organi-zações, e seu impacto sobre a sociedade e meio ambiente fazem da logística reversa um caso de extrema relevância. (CAVALLAZZI; VALENTE, 2010)
Além disso, a grande procura pela diferenciação leva as empresas a constantes inovações nos seus produtos, reduzindo, consequentemente, o ciclo de vida destes. A grande maioria dos produtos disponíveis no mercado atualmente não é totalmente consumida. Essa tendência tem causado modificações nos hábitos dos consumidores e da logística das empresas modernas, exigindo alta velocidade no fluxo de distribui-ção física dos produtos. (CAVALLAZZI; VALENTE, 2010)
Compramos um telefone celular hoje e, em pouco tempo, vamos querer substituí--lo, porque um novo recurso tecnológico estará na moda. O telefone antigo será des-cartado, mas ele ainda não poderia ser considerado velho ou inútil.
A preocupação com a logística reversa se dá não só pela legislação ambiental, a qual impõe leis mais exigentes, mas também pela conscientização ambiental das em-presas, organizações e organismos públicos.
Outro fator de grande importância é a questão das devoluções. Os clientes, quando os produtos não corresponderem a seus requisitos de qualidade, podem acionar o proces-so de devolução, que é disponibilizado por cada vez mais empresas, de modo a prestarem um serviço de pós-venda de qualidade cada vez melhor, tentando atingir ou mesmo ultra-passar as expectativas dos clientes. Desse modo, é possível fidelizar os clientes, pois, estes preferem, na maioria dos casos, ter poucos fornecedores, em detrimento de vários, mas que correspondam ou mesmo superem as suas expectativas (LORENA et al., 2005).
Diretamente relacionado a isso, existe o chamado e-commerce ou comércio ele-trônico, que está contribuindo para o aumento dos fluxos reversos. Com o crescimento exponencial das vendas pela internet, os sistemas de logística reversa, no que diz res-peito à questão da gestão das devoluções, têm crescido de uma forma abrupta. Pelo fato de no momento da compra não ser possível visualizar o produto fisicamente, de uma forma tangível, grande parte dos produtos comprados on-line são devolvidos, por não corresponderem às expectativas do cliente, o que faz acionar os sistemas de logís-tica reversa (CARVALHO, 2003).
As empresas modernas estão utilizando a logística reversa, própria ou contratada de empresas especializadas, como forma de aumento de sua competitividade no mer-cado. Pesquisa realizada nos EUA com empresas de vários setores apontam diversos motivos estratégicos para a adoção de atividades de logística reversa nas empresas, e
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

55
Logística reversa
constatou-se que o motivo “aumento de competitividade” destaca-se entre os demais, trazendo à tona a consciência ecológica que os consumidores estão formando e a in-fluência que tal consciência está exercendo sobre as empresas (LEITE, 2003).
Outros fatores, tais como econômicos, legislativos, logísticos e tecnológicos, são apontados como os fatores principais de influência na organização dos canais reversos nas empresas. Tais fatores, atuando isoladamente ou em conjunto, vão influenciar no equilíbrio entre a quantidade disponível no fluxo dos canais diretos e no fluxo dos canais reversos (LEITE, 2003).
Os fatores econômicos, tecnológicos e logísticos são os que garantem interesses satisfatórios, implicando níveis mais altos de organização nas cadeias reversas e, como tal, são chamados de fatores necessários. Por outro lado, os fatores ecológicos e legis-lativos são chamados de fatores modificadores, pois alteram as condições naturais do mercado, nas diversas etapas reversas, permitindo que novas condições de equilíbrio sejam estabelecidas (LEITE, 2003).
As questões ambientais A logística reversa muitas vezes é citada como logística verde, devido à grande
relação com as questões ambientais e a reciclagem. A logística reversa é vital para a gestão ambiental e contribui para amenizar o prejuízo causado ao meio ambiente pelo grande volume de produtos fabricados pelos polos industriais, cujos resíduos não têm destinação final adequada.
Muitas empresas têm uma grande preocupação com os impactos ambientais de seus processos e produtos, desenvolvendo uma consciência ecológica, com o objetivo de obter vantagem competitiva em um mercado consumidor cada vez mais exigente e focado em questões ambientais.
Além disso, a legislação ambiental vem proporcionando maiores responsabilida-des às empresas no que tange ao destino final dos lixos das fábricas e também aos produtos após sua vida útil. Atualmente comenta-se muito sobre a responsabilidade pelos descartes dos aparelhos celulares, baterias, pilhas etc., produtos com ciclos de vida cada vez menores. Com isso percebe-se a preocupação dos fabricantes que já estão apresentando soluções aos consumidores, como pontos de coletas em lojas que vendem os aparelhos novos.
Em 1998 foi criado no Brasil o Programa Brasileiro de Reciclagem pelo Ministério da Indústria e Comércio; o objetivo é articular os agentes responsáveis e identificar os entraves e as oportunidades, propondo diretrizes e ações gerais visando maximi-zar a reciclagem no Brasil. Vários aspectos envolvendo logística reversa também estão sendo tratados em propostas de lei no congresso.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

56
A reciclagem
Entende-se como reciclagem a transforma-ção de materiais usados para reaproveitamento, tornando-se uma forma atrativa de gerencia-mento de resíduos. A reciclagem gera muitas vantagens ambientais, economiza espaço em aterros sanitários, reduz o consumo de energia e contribui ambientalmente e para o bem-estar da comunidade. (FILHO; FERREIRA, 1995)
A indústria de latas de alumínio é um importante exemplo. É notável o grande aproveitamento de matéria-prima reciclada, tendo desenvolvido meios inovadores na coleta de latas descartadas (veja o quadro 1).
Quadro 1 – Reciclagem das latinhas de alumínio.
Isto
ck P
hoto
.
Símbolo da reciclagem.
No ano de 2008, somente a etapa de coleta (a compra das latas usadas) mo-vimentou R$1,6 bilhões na economia nacional, volume financeiro equiva-lente ao de empresas que estão entre as maiores do país.
O material é recolhido e armazenado por uma rede de aproximadamente 130 mil sucateiros e cooperativas de catadores, responsáveis por 50% do suprimento de sucata de alumínio à indústria. Outra parte é recolhida por supermercados, escolas, empresas e entidades filantrópicas.
Com liga metálica mais pura, essa sucata volta em forma de lâminas à pro-dução de latas ou é repassada para fundição de autopeças.
Quanto é reciclado? Aproximadamente 91,5% da produção nacional de la-tas foi reciclada em 2008. Os números brasileiros superam países industria-lizados como Japão e EUA. Os Estados Unidos recuperaram 54,2% de suas latinhas, a Argentina 90,8%, e o Japão 87,3%.
A lata de alumínio é o material reciclável mais valioso. O preço pago por uma tonelada é, em média, de R$3.500 – o quilo equivale a 75 latinhas.
Cada brasileiro consome em média 54 latinhas por ano, volume bem inferior ao norte-americano, que é de 375. Além de reduzir o lixo que vai para os aterros a reciclagem desse material proporciona significativo ganho energé-tico. Cada latinha reciclada economiza energia elétrica equivalente ao consumo de um aparelho de TV durante três horas.
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

57
Logística reversa
O ciclo da reciclagem: depois de coletadas, as latas de alumínio vazias são amassadas por prensas especiais. O material é enfardado pelos sucateiros, cooperativas de catadores, supermercados e escolas e repassado para indús-trias de fundição. Em seus fornos, as latinhas são derretidas e transformadas em lingotes de alumínio. Esses blocos são vendidos para os fabricantes de lâminas de alumínio que por sua vez comercializam as chapas para indús-trias de lata. O material pode ser reciclado infinitas vezes sem perda de nenhuma de suas características.
Uma lata de bebida pode ser colocada na prateleira do supermercado, ven-dida, consumida, reciclada, transformada em nova lata, envasada, vendida e novamente exposta na prateleira em apenas 33 dias.
(CEMPRE. Disponível em: <www.cempre.org.br/>. Adaptado.)
Para a reintegração de materiais reciclados, são necessárias as etapas de coleta, seleção e preparação, reciclagem industrial e reintegração ao ciclo produtivo (LEITE, 2003).
Na etapa de seleção, após a coleta dos produtos, devem ser selecionados os di-versos tipos de materiais de uma mesma natureza, originários de diversas fontes pri-márias e de diversas formas de coleta, adensados para melhorar sua transportabilida-de e consolidados em quantidades convenientes para a comercialização. Essa etapa é realizada, em parte ou totalmente, por um intermediário “sucateiro” ou processador, constituindo-se em empresa comercial ou industrial que beneficia os materiais para sua comercialização ao elo seguinte da cadeia reversa (LEITE, 2003).
A reciclagem industrial pode ser realizada por uma indústria de reciclagem ou uma empresa integrada verticalmente em reciclagem e constitui-se no processo in-dustrial de separação ou extração dos materiais de interesse do produto de pós-consu-mo, eliminação de contaminação eventual e preparação dos reciclados na forma física e segundo as especificações técnicas para sua reintegração ao ciclo produtivo, em que os materiais reciclados são utilizados em substituição às matérias-primas virgens ou novas (LEITE, 2003).
A utilização desses reciclados está condicionada a algumas vantagens que possam apresentar, em relação à matéria-prima original (LEITE, 2003),
menores preços de mercado;
ocasiões de escassez da matéria-prima nova;
economias de consumo de energia elétrica, vapor, água etc.;
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

58
presença de ligas em sua constituição que permitam economia de insumos de qualquer natureza;
subsídios especiais ao seu uso;
vantagem competitiva mercadológica na venda do produto final e por melho-rar a imagem da empresa.
Existe o caso do ciclo fechado de estruturação dos canais reversos, em que as em-presas fabricantes do bem original têm interesse em garantir o domínio das quantida-des coletadas e da qualidade dos materiais reciclados, desde a coleta do pós-consumo, estruturando, diretamente ou por meio de associações com terceiros, a captação desses materiais, incentivando a coleta e a preservação do meio ambiente (LEITE, 2003).
Texto complementar
Logística reversa no Brasil (NOGUEIRA, 2007)
Quando falamos em logística imaginamos um fluxo de produtos, desde o mo-mento em que é gerada a necessidade de atendimento de um produto até sua en-trega ao cliente que estará aguardando a sua chegada. Mas é importante ressaltar que existe um fluxo reverso, do ponto de consumo até o ponto onde este produto teve seu início de produção. Este fluxo reverso precisa ser gerenciado para obtenção de ganhos expressivos nos negócios.
Ainda falamos pouco sobre logística reversa, porém esse assunto está se tor-nando cada vez mais comum em boa parte das empresas. Podemos usar como exemplo as empresas de gás de cozinha, que necessitam do botijão vazio para fazer o reabastecimento. Os clientes que necessitam comprar um novo botijão abasteci-do têm que entregar o vazio, pagando somente o valor do gás. Nas grandes cidades as empresas que vendem água em galões de 20 litros adotam o mesmo critério.
Ouvimos muito nos dias de hoje a palavra reciclagem, o Brasil é o segundo maior em reciclagem de latas de alumínio. É notável no seu grande aproveitamen-to de matéria-prima reciclada, tendo desenvolvido meios inovadores na coleta de latas descartadas. Com o índice de 96,2% na reciclagem de latas de alumínio para bebidas em 2005, o país se manteve pelo quinto ano consecutivo na liderança do ranking mundial dessa atividade. Segundo dados divulgados pela Abralatas e pela
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

59
Logística reversa
ABAL (Associação Brasileira do Alumínio), o Brasil atingiu a marca de 127,6 mil tone-ladas de latas de alumínio recicladas em 2005. São aproximadamente 9,4 bilhões de latas no ano ou 2,6 milhões de latas recicladas diariamente. Esse número expressivo é proveniente da necessidade que muitas pessoas têm, fazendo da reciclagem uma fonte de renda familiar.
Para Stock (1998) “Logística reversa se refere ao papel da logística no retor-no de produtos, redução da fonte, reciclagem, substituição de materiais, reuso de materiais, disposição dos resíduos, disposição de resíduos, reforma, reparação e remanufatura...”
Na indústria, onde o processo de gerenciamento da logística reversa é mais re-cente, destacamos as indústrias de eletrônicos, cosméticos, varejo e automobilística, que conseguem ganhos expressivos evitando desperdícios. Esses setores também têm que lidar com o fluxo de retorno de embalagens e produtos, de devoluções de clientes ou do reaproveitamento de materiais para produção.
Com a preocupação em preservar o meio ambiente, existe uma clara tendência de que a legislação ambiental caminhe no sentido de tornar as empresas cada vez mais responsáveis pelo ciclo de vida de seus produtos. Isso significa que a empresa será legalmente responsável pelo destino dos produtos após a entrega aos clientes e do impacto que os mesmos podem produzir ao meio ambiente.
Os fornecedores acreditam que os clientes valorizam as empresas que pos-suem políticas mais liberais de retorno de produtos. Essa é uma vantagem percebida onde os fornecedores ou varejistas assumem os riscos pela existência de produtos danificados. Isso envolve, é claro, uma estrutura para recebimento, classificação e expedição de produtos retornados.
Além disso, os esforços em desenvolvimento e melhorias nos processos de lo-gística reversa podem produzir também retornos consideráveis, que justificam os investimentos realizados.
Por trás do conceito de logística reversa está um conceito mais amplo que é o do “ciclo de vida”. A vida de um produto, do ponto de vista logístico, não termi-na com sua entrega ao cliente. Produtos se tornam obsoletos, danificados, ou não funcionam e devem retornar ao seu ponto de origem para serem adequadamente descartados, reparados ou reaproveitados.
Do ponto de vista financeiro, fica evidente que além dos custos de compra de matéria-prima, de produção, de armazenagem e estocagem, o ciclo de vida de um
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

60
produto inclui também outros custos que estão relacionados a todo o gerenciamen-to do seu fluxo reverso. Do ponto de vista ambiental, esta é uma forma de avaliar qual o impacto de um produto sobre o meio ambiente durante toda a sua vida. Essa abordagem sistêmica é fundamental para planejar a utilização dos recursos logísti-cos de forma contemplar todas as etapas do ciclo de vida dos produtos.
Neste contexto, podemos então definir logística reversa como sendo o pro-cesso de planejamento, implementação e controle do fluxo de matérias-primas, es-toque em processo e produtos acabados (e seu fluxo de informação) do ponto de consumo até o ponto de origem, com o objetivo de recapturar valor ou realizar um descarte adequado, conforme podemos observar na figura1.
Distribuição
Coleta
Produção
Seleção
Abastecimento
Reprocessamento
Disposição
Redistribuição
Uso
Reúso (FLE
ICH
MA
NN
et a
l. 20
00)
Figura 1 – Cadeia de recuperação de produtos.
Podemos destacar como pontos importantes na rede de recuperação de pro-dutos os tópicos abaixo:
coleta;
inspeção;
reprocessamento;
disposição;
redistribuição.
Não podemos deixar de falar dos sistemas de informação que garantem o re-cebimento e atendimento correto dos pedidos, desde que esteja parametrizado conforme as atividades da empresa. É importante ressaltar que os colaboradores precisam estar treinados para desenvolver bem suas funções, evitando assim erros de envio dos produtos aos seus clientes, evitando assim o retorno desnecessário.
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

61
Logística reversa
A logística reversa está sendo levada cada vez mais a sério no Brasil. As empre-sas sabem que para serem competitivas precisam, além de ter um bom produto, disponibilizá-los no momento certo e conforme necessidade do cliente. Isso não impede que seus processos possam ser revistos para continuar atendendo as ne-cessidades e obtendo redução de custos, pois quando bem definida trará ganhos expressivos para as organizações.
Atividades
Quais são os dois canais reversos existentes e qual a diferença entre eles?1.
Por que a logística reversa é importante? Quais os motivos da crescente preocu-2. pação desse tema pelas empresas?
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

62
Cite exemplos de logística reversa.3.
Gabarito
Canal reverso de pós-consumo: constituído por produtos com vida útil variá-1. vel, mas que após um tempo de utilização perdem suas características de fun-cionamento e têm de ser descartados, porém, retornam ao ciclo produtivo de alguma maneira.
Canal reverso de pós-venda: produtos que não foram ou foram pouco consumi-dos ou utilizados e retornam ao fornecedor, motivados em geral por problemas de qualidade, garantia, processos comerciais entre empresas, retornando ao ciclo de negócios de alguma forma.
Os consumidores estão valorizando as questões ambientais, a preocupação das 2. empresas com o meio ambiente, por isso as empresas estão desenvolvendo consciência ecológica para se tornarem mais competitivas. Além disso, existe a legislação ambiental que se preocupa com o destino final dos produtos – tanto das matérias-primas descartadas como dos produtos finais após seu uso.
Exemplos: reciclagem em geral; retorno de embalagens vazias para os fornece-3. dores (entre empresas ou do cliente final para o fornecedor como é o caso das garrafas de refrigerante); revenda de produtos usados; desmanche de produtos para vender componentes; devolução de produtos recebidos com avaria.
Logí
stic
a re
vers
a
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

63
Logística reversa
Referências
CARVALHO, J. C. Logística, Supply Chain & Network Management. Lisboa: Ad Litte-ram, 2003.
CAVALLAZZI, Eugênio; VALENTE, Luciana. Logística reversa – muito além da reciclagem. Portal Logística Descomplicada. Disponível em: www.logisticadescomplicada.com/logistica-reversa-muito-alem-da-reciclagem/. Acesso em: 9 ago. 2010.
CEMPRE. O Mercado para Reciclagem. Disponível em: <http://cempre.tecnologia.ws/fichas_tecnicas.php?lnk=ft_latas_aluminio.php>. Acesso em: 20 ago. 2010.
COUNCIL of Supply Chain Management Professionals. Glossary of Terms. Disponível em: <http://cscmp.org/digital/glossary/glossary.asp>. Acesso em: 23 ago. 2010.
FILHO, L. A. B.; FERREIRA, M. G. Coleta Seletiva e reciclagem: a experiência de Curitiba – “Lixo que não é lixo”. Seminário Internacional sobre Coleta Seletiva e Reciclagem de Resíduos Sólidos Urbanos. Associação Brasileira de Engenharia Sanitária e Am-biental – Seção Paraná, 1995.
FLEICHMANN, M. et al. The Impact of Product Recovery on Logistics Network Design. Insead – R & D. França, n. 33, p. 1-28, 2000.
LACERDA, L. Logística reversa – uma visão sobre os conceitos básicos e as práticas operacionais. Centro de Estudos em Logística. Coppead, UFRJ, 2002. Disponível em: <www.paulorodrigues.pro.br/arquivos/Logistica_Reversa_LGC.pdf>. Acesso em: 20 ago. 2010.
LEITE, P. R. Logística Reversa: meio ambiente e competitividade. São Paulo: Prentice Hall, 2003.
LORENA, G. D. et al. Diagnóstico da logística reversa na cadeia de suprimentos de ali-mentos processados no oeste paranaense. XLIII Congresso do Sober, p. 1-20, 2005.
NOGUEIRA, Amarildo. Logística Reversa no Brasil. Disponível em: <www.ogerente.com.br/log/dt/logdt-an-logistica_reversa_brasil.htm>. Acesso em: 18 ago. 2010.
NOVAES, A. G. Logística e Gerenciamento da Cadeia de Distribuição: estratégia, operação e avaliação. 2. ed. Rio de Janeiro: Elsevier, 2004.
ROGERS, D. S.; TIBBEN-LEMBKE, R. S. Going Backwards: reverse logistics practice. IL: Reverse Logistics Exectuve Council, 1999.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

65
Estabelecendo o relacionamento da logística com a demanda
A busca pela integração dos processos internos e externos, entre fornecedores e clientes, nos remete ao conceito de cadeia de suprimentos, uma rede que engloba todas as empresas que participam das etapas de formação e comercialização de de-terminado produto ou serviço, que será entregue ao cliente final. (SCAVARDA; HAMA-CHER, 2001).
Dessa forma, a gestão da cadeia de suprimentos (ou SCM – Supply Chain Manage-ment, em inglês) é definida como uma forma integrada de planejar e controlar o fluxo de produtos, informações e recursos, desde o fornecedor até o cliente final, procuran-do administrar as relações na cadeia logística de forma cooperativa para o benefício de todos os participantes (CHING, 1999). No entanto, com o aumento da exigência dos consumidores, a internacionalização dos mercados, a diversidade e constante varia-ção dos produtos, percebe-se a necessidade de um gerenciamento da cadeia basea-do na demanda, ou seja, no cliente, sendo ele o elemento direcionador da cadeia de suprimentos.
No entanto, as dificuldades de nivelar a oferta e a procura devido à dinâmica ine-rente dentro de uma estrutura de cadeia de suprimento é um grande problema. As informações da área de vendas sofrem uma demora e distorção enquanto se movem pela cadeia de suprimento. Isso resulta em produção de produtos na fábrica com pouca semelhança ao comportamento do consumidor final, ou seja, com grandes chances de não serem vendidos.
Nesse sentido, este capítulo tem o objetivo de identificar algumas abordagens que auxiliam na minimização desse problema, como o gerenciamento da cadeia ba-seado na demanda e a customização em massa. Também serão apresentadas algumas práticas já utilizadas por empresas, como o postponement (postergação) e o decoupling point (ponto de desacoplamento).
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

66
Gerenciamento baseado na demandaO conceito de gestão cadeia de suprimentos baseada na demanda propõe que
a cadeia seja chamada de “cadeia de demanda”. Segundo Lee (2003), a cadeia de de-manda é uma rede de parceiros comerciais, desde os fabricantes até os consumidores finais. Os parceiros trocam informações, e os produtos fluem através da cadeia física. As instalações físicas incluem armazéns dos fabricantes, dos centros atacadistas de distri-buição, armazéns das cadeias de varejo, e lojas de varejo.
Esse conceito é muito próximo ao de SCM, no entanto difere-se pelo foco no clien-te. Nesse contexto, a gestão baseada na demanda consiste na junção de duas funções – SCM e marketing –, a fim de gerar oportunidades para criar valor para o cliente na melhoria da gestão da cadeia de suprimentos (HEIKKILÄ, 2002).
De forma geral, a gestão baseada na demanda (GBD) pode ser definida como um conjunto de práticas direcionadas ao gerenciamento e coordenação da cadeia de de-manda, iniciando no consumidor final até os fornecedores de matéria-prima. Existem dois objetivos fundamentais do GBD: desenvolver sinergia através de toda a cadeia de demanda, e iniciar com segmentos de clientes específicos e satisfazer suas necessida-des ao invés de focar na otimização interna. (VOLLMANN; CORDON; HEIKKILÄ, 2000)
Compras Vendas
GESTÃOBASEADA NA
DEMANDA (GBD)
GESTÃO DA CADEIA DE SUPRIMENTOS
(SCM)
Figura 1 – Gestão da cadeia de suprimentos X gestão baseada na demanda.
Nad
iesc
a Ca
sarin
.
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

67
Estabelecendo o relacionamento da logística com
a demanda
O gerenciamento de cadeia baseado na demanda lembra o sistema puxado da abordagem Lean, em que a produção ou o serviço só ocorre quando o cliente preci-sar, ou seja, o sistema é baseado na demanda. Ao contrário disso, existem as cadeias que empurram seus produtos e serviços, levando em conta métodos de previsão de demanda individuais, sem compartilhamento de informações. (LIKER, 2005; JÜTTNER; CHRISTOPHER; BAKER, 2007)
Previsões inadequadas podem implicar ineficiência na cadeia de suprimentos, já que esta necessita programar os níveis de estoque antecipadamente. Em casos em que a cadeia não estabelece um processo de previsão que corretamente represente sua demanda, os níveis de estoque poderão estar muito acima da demanda, acarretando altos custos de armazenamento ou a falta de produtos, causando a insatisfação do cliente. (LEE, 2001)
No varejo, por exemplo, a cadeia de suprimentos é complexa, os canais de distri-buição se multiplicam, existe um número excessivo de itens, grande quantidade de promoções e variações de preços entre os mercados consumidores. A análise da de-manda nesse caso é muito difícil. Lee (2001) desenvolveu 10 pontos-chave para o ge-renciamento baseado na demanda nesse setor, eles são detalhados no quadro 1.
Quadro 1 – Dez pontos-chave para o gerenciamento baseado na demanda no varejo
Categoria Pontos-chave para GBD Aspectos técnicos para GBD
Criação de valor
1. O consumidor deve se beneficiar. Preferências do consu-midor expressadas em elasticidade de deman-da ocorrem.
2. O sistema deve dar estratégias que maximizem obje-tivos, sujeitos a restrições do negócio.
O sistema tem capacida-des de otimização não lineares em larga escala.
3. Resultados devem ser imediatos, sustentáveis e me-didos por métricas aceitas pela indústria como lucro e receita bruta.
Saídas são medidas e expressas em termos simples.
(LEE
, 200
1)
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

68
Categoria Pontos-chave para GBD Aspectos técnicos para GBD
Modelagem
4. Modelos de demanda devem ser criados ao passo que as decisões dos consumidores são realizadas – para cada item em cada loja – por isso estratégias de merchandi-sing atingem somente a demanda local.
Modelos de demanda são criados separada-mente para cada item em cada loja.
5. Para prever exatamente resultados do negócio no ambiente varejista, efeitos da interação entre itens de-vem ser modelados explicitamente.
Interações cruzadas en-tre itens e loja são medi-das e modeladas.
6. Para permitir previsões de demanda precisas, captu-rar picos e quedas associados aos eventos de marketing, atividades de merchandising devem ser modeladas ex-plicitamente ao longo do tempo.
Atraso e efeito de quan-tidade (lote) do mer-chandising são modela-dos.
7. Os efeitos combinados de todas as decisões de marke- ting devem ser modelados simultaneamente, para cap-turar efeitos cruzados importantes que guiam lucro e volume.
Relações interativas de preço, promoção, lugar e produto.
8. Realmente ligar suprimento à demanda: todo custo da CS deve ser capturado usando o custeio baseado na atividade (ABC).
Modelo completo ABC para CS é explicitamen-te capturado.
Propriedades do sistema
9. Ficar preciso ao longo do tempo, o sistema deve ser de autoaprendizagem e evoluir, adaptar-se às mudan-ças no ambiente.
Um processo sistemáti-co para atualizar mode-los de demanda é colo-cado.
10. O sistema deve integrar-se ao fluxo de trabalho do negócio e dar respostas que possibilitem ações.
Interface amigável in-tegra-se facilmente no ambiente de trabalho atual.
A maior parte das empresas ainda não vê o compartilhamento de informações, principalmente de demanda, como fator de integração para a cadeia de suprimentos. Com isso, surgem algumas armadilhas pela não implantação ou implantação incorreta do GBD (LEE, 2003):
Não diferenciar a previsão de demanda para itens distintos e seus cor-respondentes ciclos de vida – a técnica de previsão de demanda para um produto de venda regular é diferente para os produtos com curtos ciclos de vida, por exemplo, a venda de um video game ou de um álbum DVD.
Não compartilhamento dos dados de demanda – as informações devem estar livres da influência de eventos específicos, como promoções, devoluções não usuais, erros de processamento e entrada de dados, entre outros.
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

69
Estabelecendo o relacionamento da logística com
a demanda
A indiferença sobre a necessidade de eficiência computacional – a varieda-de de produtos e o número de pontos de distribuição e dos pontos de venda crescem à medida que a cadeia de demanda move-se da manufatura ao vare-jista. Da mesma forma, os relacionamentos entre as empresas tornam-se cada vez mais complexos e a velocidade de processamento e expertise na utilização dos sistemas de informação se torna fundamental para operacionalização do GBD.
Métodos de ressuprimento simplistas ou idênticos para todos os tipos de SKUs1 – características como velocidade da demanda, estágio do ciclo de vida, custo de estoque e de entrega devem ser levadas em consideração para um reabastecimento ideal. A falta de classificação dos produtos pode causar rup-turas no atendimento aos clientes.
Definir metas de níveis de serviço iguais para produtos diferentes – exis-tem variações suficientes de custos e de margens de lucro para justificar uma maior segmentação dos níveis de serviço.
Desconsideração da conversão de unidades de produtos conforme a de-manda é projetada a montante – ao longo da cadeia os estoques tornam-se mais caros na medida em que são movimentados para perto dos clientes. Por outro lado, o processamento de grandes pedidos nos fornecedores frequente-mente reduz custos de armazenagem. Assim, mostra-se necessário considerar tanto fatores econômicos quanto as conversões de unidades de produtos para otimização da cadeia.
Efeito chicote é ignorado ou é tratado incorretamente – o efeito chicote é a distorção da informação da demanda que é transmitida pela cadeia de demanda, crescendo à medida que se distancia dos consumidores. Esse é con-siderado um dos principais riscos da não adoção do GBD na cadeia de supri-mentos. Ignorar o efeito chicote resulta em excesso de estoques, projeções de demanda não compatíveis com a realidade, ineficiências no uso das capacida-des e maiores custos operacionais, além da redução dos níveis de serviço.
Erros de utilização no cálculo de lead times e de previsões demanda – a correta distribuição da previsão por dias, semanas ou meses pode trazer maior suporte à produção, planejamento de armazéns e atribuição de colaborado-res, bem como auxilia na gestão de eventos específicos como promoções e compras especiais.
Não considerar o custo total – oportunidades únicas de compra que possi-bilitam a redução dos custos pontuais devem ser bem analisadas a fim de não
1 Stock Keeping Unit ou unidade de manutenção de estoque. Designa os diferentes itens de um estoque. Pode ser também nomeado de referência, part number ou desenho.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

70
gerar problemas de transporte e excesso de estoque.
Dados de medições de desempenho não atualizados ou errados – a falta de manutenção e atualização de dados que alimentam as métricas de ava-liação do desempenho faz com que o negócio fique à mercê de indicadores irreais, incapazes de fornecer informações sobre formas de melhoria de de-sempenho, tanto da própria empresa quanto da cadeia.
Além disso, pesquisas confirmam que o gerenciamento baseado na demanda ajudou a melhorar o desempenho de empresas que adotaram essa prática. (FROHLICH; WESTBROOK, 2002).
Customização em massa Na produção em massa clássica, os produtos eram padronizados, possuíam longos
ciclos de vida, os mercados eram homogêneos e, consequentemente, a produção era realizada em grandes lotes, ganhando com a economia de escala. Com o aparecimento da Manufatura Enxuta (Lean Manufacturing) essas características mudaram, os lotes foram reduzidos e novos princípios foram introduzidos, não somente na indústria, mas também em diversos setores do varejo, serviços e logística. O foco da produção passou a ser o cliente, e este passou a exigir alta personalização dos produtos. Cada um deseja que seu produto seja único, em síntese a produção artesanal é altamente valorizada, o cliente deseja escolher o modelo, cor, material, potência e as mais diversas caracterís-ticas dos seus produtos.
Nesse contexto, não basta apenas fabricar produtos padronizados, em grandes volumes, focando na economia de escala; mas também não é possível obter baixos custos e qualidade elevada com a produção artesanal. É necessário mudar para um modelo de manufatura flexível e alta velocidade de resposta, de forma a permitir a disponibilização de múltiplos produtos a custos mais baixos do que poderiam ser con-seguidos individualmente.
Diante disto, surge o conceito de customização em massa, situação na qual um grande número de consumidores pode ser atendido, conforme a economia de massa industrial e, ao mesmo tempo, pode ser tratado individualmente como nos mercados customizados das economias artesanais. Atende às necessidades individuais dos clien-tes oferecendo uma grande variedade de produtos. (DAVIS, 1989)
A customização em massa é uma proposta muito atrativa tanto para os clientes como para as empresas. Os clientes querem preços razoáveis e produtos que conte-nham suas preferências de cores, funções, características e estilos, e as organizações querem reduzir seus estoques e custos de produção para eliminar aspectos que não
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

71
Estabelecendo o relacionamento da logística com
a demanda
agregam valor na cadeia de suprimentos e obter informações mais precisas sobre a demanda. (AGRAWAL; KUMARESH; MERCER, 2001)
A empresa que melhor satisfazer as necessidades e preferências individuais de seus clientes terá maior volume de vendas, resultando, portanto, em maiores lucros. Com lucros mais elevados, bem como um melhor entendimento das exigências dos clientes, a empresa pode proporcionar maior variedade e customização, fragmentan-do ainda mais o mercado. Dessa forma, a empresa que utiliza os conceitos de customi-zação em massa obtém vantagens competitivas, distanciando-se ainda mais de seus concorrentes, o que permite, mais uma vez, satisfazer melhor as necessidades e prefe-rência dos clientes. A partir daí, reinicia-se todo o processo. (PINE II, 1993)
Pré-requisitos A customização em massa é considerada uma estratégia que implica reorganiza-
ção do layout, investimentos em equipamentos, treinamentos, entre outros processos. A personalização em massa é adequada para empresas cuja demanda é heterogênea, com produtos de ciclo de vida curtos, em mercados maduros, com clientes conscien-tes. (PAN; HOLAND, 2006)
Gordon (2000) recomenda cinco condições prévias para a implantação da custo-mização em massa, sendo elas:
necessidades e preferências individuais – os indivíduos têm necessidades e preferências específicas. Cada pessoa ou empresa deveria ser um segmento;
ofertas exclusivas – podem ser reunidas pelos clientes ou pela empresa, ou mesmo pela combinação de ambos. Quando não for possível fazer ofertas exclusivas do produto, no caso de motores de automóveis, por exemplo, a customização deve ser no atendimento ou outras dimensões intangíveis do produto;
valorização do cliente – os clientes valorizam pacotes de produtos e serviços exclusivos, feitos sob encomenda. A empresa deve focar nas necessidades que são os critérios fundamentais na decisão de compra;
tecnologia e processos flexíveis – a empresa deve ver tecnologia como um componente fundamental para customizar em massa. A tecnologia e os pro-cessos devem se adaptar às necessidades dos clientes e da empresa;
apoio dos intermediários e fornecedores – normalmente os processos pre-cisam ultrapassar os limites da empresa. Os parceiros precisam estar recepti-vos para a customização em massa.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

72
Níveis da customização em massa A customização em massa assume diferentes níveis, dependendo do envolvimen-
to do cliente no processo de criação e desenvolvimento do produto ou serviço (PAN; HOLLAND, 2006). A figura 2 representa esses níveis.
Figura 2 – Níveis de customização em massa.
Nad
iesc
a Ca
sarin
.
Push- -through força do
marketing e agilidade da
produção
Trans-parente
monitora o cliente sem
custo-mização explícita
Cosmético embalagem e distribui-
ção
Auto-adaptativa
customi-zação pelo
cliente
Colabo-rativo
envolve o cliente no
desenvovi-mento do produto
Alteração customiza-ção na loja
(varejo)
Baixo Envolvimento do cliente Alto
O primeiro nível, o com menor participação do cliente, é conhecido como push--through, o qual combina a força de marketing e resposta rápida da manufatura para oferecer o que o cliente quer de uma grande variedade de produtos. Um exemplo é a rede internacional de varejo Zara. No nível seguinte, nomeado de alteração, emprega-se terceiros entre o produtor e o consumidor para criar espaços de customização – como, por exemplo, a customização no interior da loja Tok Stock.
Um terceiro nível, chamado cosmético, trata de mudanças na embalagem e na distribuição, decorrentes de solicitação de clientes. A participação dos clientes começa a se intensificar no quarto nível, o transparente, no qual as empresas proveem produ-tos únicos através do monitoramento de clientes.
No quinto nível a participação dos clientes é ampliada, o nível autoadaptativo trata das empresas que produzem produtos com características de design e configuração, de forma que o próprio cliente possa mudar alguns aspectos de acordo com a sua preferên-cia sem a ajuda dos fabricantes. Um exemplo desse caso são os softwares, cujos aspectos de configuração podem ser alterados de acordo com a necessidade do cliente.
Finalmente, o último nível, chamado de colaborativo, traz empresas que envolvem o cliente no processo de desenvolvimento do produto, sendo, portanto, o maior nível de participação dos clientes. Nesse estágio, os clientes são considerados codesigners e Es
tabe
lece
ndo
o re
laci
onam
ento
da
logí
stic
a co
m a
dem
anda
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

73
Estabelecendo o relacionamento da logística com
a demanda
os coloca conceitualmente no centro da estratégia de fabricação, envolvendo-os nos vários processos desde o desenvolvimento, passando pela manufatura e a distribuição. Esse conceito é mais adequado para aplicações de baixo volume com a customização cobrada por um preço elevado em relação ao processo-padrão de manufatura, sendo testadas na indústria automotiva e já aplicadas na indústria de modas.
Como implantar A customização em massa é alcançada pelo uso do componente comum, aliado
ao postponement. O componente comum, de acordo com Su (2004), trata-se da identi-ficação e fabricação de componentes comuns nos diferentes produtos fabricados.
Produto A
Componente comum
Produto B
(SU
, 200
4)
Figura 3 – Componente comum.
a b
A postergação, ou postponement, é a estratégia que implica projetar produtos de uma forma comum (componente comum) e estocá-los em quantidade para antecipar o processo. A diferenciação ocorre na embalagem ou acabamento, deixando tais etapas para a execução com a ordem de pedido em mãos. Assim, o comprometimento com a personalização do pedido pode ser adiado para o último momento de produção, redu-zindo o estoque de produtos acabados e aumenta a flexibilidade operacional.
Postergação (postponement)
A postergação é uma eficaz estratégia para aprimorar os sistemas de distribuição, e podem ser classificados em dois tipos: postponement de produção (forma); e postpone-ment da logística (tempo e lugar). Os dois tipos reduzem os riscos dos negócios, mas de maneiras diferentes. O postponement de produção concentra-se na forma do produto, movimentando itens inacabados ao longo da rede logística, visando à sua consolidação e montagem, antes da entrega ao consumidor. O postponement de logística tem como foco o tempo, propõe a estocagem de produtos acabados em local central, para respon-der rapidamente ao pedido recebido do cliente. (BOWERSOX; CLOSS, 1996)
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

74
Sob o modelo tradicional, as definições das características dos produtos iniciam--se muito cedo no fluxo de valor, se o resultado esperado são três produtos diferentes: “A”, “B”, “C”, as características que os diferenciam são determinadas nos primeiros mo-mentos da produção. Por exemplo, caso todos os produtos fossem iguais, diferencia-dos apenas pelas cores, no conceito tradicional as peças desse produto poderiam ser pintadas para depois serem montadas. Sob a óptica do postponement, o processo de pintura deve ser uma das últimas atividades a serem executadas, pois é exatamente isso que diferencia o produto. Esse exemplo é ilustrado na figura 4.
Figura 4 – Evolução da produção tradicional para o postponement.
Produção tradicional
Postponement
Matéria-prima
Diferenciação Produto final
A A
B B
C C
Diferenciação Produto final
Matéria-prima Básico
A A
B B
C C
Nad
iesc
a Ca
sarin
.
Esse pensamento pode ser extremamente benéfico, pois reduz erros na progra-mação dos produtos. Isso porque, seguindo o mesmo exemplo, é mais difícil estimar as quantidades de produtos de cada cor a serem vendidos que estimar a quantidade total de produtos a serem vendidos e, no momento que o cliente solicita determinada cor, o produto é pintado de acordo.
A postergação pode ser indicada como estratégia eficaz e capaz de reorganizar redes de suprimentos globais. Para isso, recomenda-se um exame cuidadoso de toda
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

75
Estabelecendo o relacionamento da logística com
a demanda
cadeia de valor à procura de oportunidades para “adiar” a configuração final do produ-to, ou seja, incentivar o despacho de componentes e embalagens intermediárias em redes de suprimentos globais para montagem final nos países de destino (CHRISTO-PHER, 1992).
Ponto de desacoplamento (decoupling point)
Um conceito muito importante no contexto da postergação é o decoupling point ou ponto de desacoplamento do pedido do cliente. O decoupling point é um termo- -padrão para identificar o ponto na cadeia de suprimentos em que ocorre a penetração do pedido do cliente, ou seja, o ponto na cadeia de suprimentos onde o produto deixa de ser produzido de forma genérica (para estoque) e passa ser produzido para atender a um pedido de determinado cliente (MASON-JONES; TOWILL, 1999). Seu posiciona-mento varia muito de cadeia para cadeia.
Existem dois tipos de pontos de desacoplamento que podem ser visualizados na figura 5:
decoupling point de material – é o ponto no fluxo de material onde a demanda muda de empurrado para puxado;
decoupling point de informação – é o ponto no fluxo de informação em que a informação da demanda passa de orientado pela previsão para orientado pela demanda. O ideal é esse ponto ser localizado o mais próximo possível da fonte primária de matéria-prima, para possibilitar uma melhor gestão da cadeia de suprimentos.
Comparação da posição do decoupling point de material e de informação
Previsão
Empurrar
Informação direta do mercado de vendas
Pedido
Puxar
Mercado de vendas
VarejistaFinalização dos estoques
MontagemFábrica
Decoupling point de
informação
Decoupling point
material
Figura 5 – Decoupling point de material e de informação.
(MA
NSO
N-J
ON
ES; T
OW
ILL,
199
9, p
. 17)
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

76
No entanto, nem tudo é positivo na lógica da postergação e do ponto de de-sacoplamento, a transferência do ponto de desacoplamento para uma posição mais próxima possível do consumidor final tem claras vantagens em termos de redução dos custos de produção, custos logísticos etc., sem prejuízos a uma customização (mesmo que limitada) do produto final. Entretanto, no contexto de cadeias de suprimentos glo-balizadas, ela também é motivo de críticas quando analisada sob a perspectiva do país exportador, visto que as etapas finais de agregação de valor ao produto são executa-das em outro país e geram riquezas longe do produtor principal. Esse é um aspecto que deve ser considerado (PIRES, 2004).
Texto complementar
Postponement: quando esperar até o último minuto é uma virtude
(GASNIER, 2001)
Há um velho ditado que diz: “por que deixar para amanhã o que se pode fazer hoje?”. Os sistemas de postponement (postergação) mudam esse ditado de cabeça para baixo e perguntam: Qual segmento do meu armazém ou operação de manufa-tura posso adiar até amanhã para obter hoje economia de inventário?
Pense nos sistemas de postponement, ou seja, como colocar os toques finais em um produto praticamente acabado. “Você está mantendo o produto em seu denominador comum até seu cliente colocar um pedido”. O denominador comum inclui todos os produtos que podem ser fabricados em uma forma genérica e es-tocado, aguardando um pedido. A variação dos produtos vem na forma de em-balagem, acabamento, montagem de kit ou produto final (desde que a monta-gem final seja simples) atrasando esse passo final no processo até o pedido do cliente estar disponível. Assim, o compromisso com a forma final, não importan-do se isso significa aplicar um rótulo de marca da loja ou uma lata usando um ta-manho diferente e na forma de garrafa para uma loção para as mãos, pode ser adiado até o último momento possível. O postponement pode também ser refe-rido como a customização de massa. Tradicionalmente, o postponement é uma salvação para os produtos de alimentos enlatados, porque a produção deve ser processada logo após a colheita, mesmo se não houver mercado para o produto. Atualmente, os fabricantes de produtos que têm embalagem própria tão diversifica-
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

77
Estabelecendo o relacionamento da logística com
a demanda
dos quanto filtros de óleo, material de escritório e carpetes estão experimentando as estratégias de postponement.
Como se parece o postponement? Veja o exemplo de um fabricante de roupas que produz agasalhos. A demanda geral para esse tipo de roupa pode ser prevista meses antes com base nos padrões históricos de pedidos. As cores são outra ques-tão, dependendo da moda. Assim, o fabricante produz o volume de vendas previsto de agasalhos antecipadamente, mas os cortes e montagens de todos eles em tecido branco que poderão ser tingidos segundo os pedidos, posteriormente.
Quais são os benefícios principais do postponement? “A redução de inventário”. Isso porque o postponement permite a você reduzir seu volume de inventário de produtos acabados, enquanto que fornecendo um alto nível de serviço. Ao invés de manter um grande estoque de um produto específico com diferentes rótulos e embalagem para uma grande variedade de clientes, o postponement permite a você manter um inventário menor em uma área de estocagem de produto semielaborado em uma forma genérica logo antes da expedição. Isso reduz a obsolescência em um mercado em rápida transformação, e perda dos perecíveis. Entretanto, ao retardar a montagem final, produzir a partir do pedido colocado, o lote normalmente menor vai provavelmente induzir a uma produtividade, unitária e localizada, maior.
Mas a estratégia de postponement não deve ser vista somente como uma forma para reduzir inventário, mas, também, adicionar flexibilidade operacional em sua operação. Os produtos de rápida movimentação são fáceis de estocar e expedir ra-pidamente. Todavia, os itens de movimentação mais lenta não são tão previsíveis. Para servir a seus clientes, uma indústria farmacêutica sempre manteve estoques de seus produtos de movimentação mais rápida já embalados e prontos para expedi-ção. Mas, ao invés de rastrear um único SKU, a empresa controla centenas de SKUs do mesmo produto. A solução: estocar o produto, como um SKU em uma forma genérica até a empresa receber um pedido. Quem disse que a postergação poderia ser uma virtude?
Características operacionais:- Estocagem de grandes quantidades de componentes genéricos e/ou idênticos de produto aca-bado.
- Extensa customização ou embalagem própria do produto para as necessidades específicas do cliente.
- Reunião em kits dos componentes incluindo materiais de embalagem que não são necessários até que o pedido do cliente tenha sido recebido.
- Pode incluir manufatura adaptável e/ou operações de valor agregado.
- Capacidade de customizar e expedir o produto mediante o sistema de puxar.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

78
Atividades
Liste algumas armadilhas que podem surgir em organizações que não utilizam 1. o gerenciamento baseado na demanda.
O que é customização em massa?2.
O 3. postponement ou postergação é baseado na estratégia de adiar ao máximo a conclusão de um produto ou serviço. Quais são os dois tipos de postponement?
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

79
Estabelecendo o relacionamento da logística com
a demanda
Gabarito
Armadilhas possíveis para organizações que não utilizam o gerenciamento ba-1. seado na demanda:
não diferenciar a previsão de demanda para itens distintos e seus correspon-dentes ciclos de vida;
não compartilhamento dos dados de demanda;
a indiferença sobre a necessidade de eficiência computacional;
métodos de ressuprimento simplistas ou idênticos para todos os tipos de SKUs;
definir metas de níveis de serviço iguais para produtos diferentes;
desconsideração da conversão de unidades de produtos conforme a deman-da é projetada a montante;
efeito chicote é ignorado ou é tratado incorretamente;
erros de utilização no cálculo de lead times e de previsões de demanda;
não considerar o custo total;
dados de medições de desempenho não atualizados ou errados.
Situação na qual um grande número de consumidores pode ser atendido, con-2. forme a economia de massa industrial e, ao mesmo tempo, pode ser tratado individualmente como nos mercados customizados das economias artesanais. Atende às necessidades individuais dos clientes oferecendo uma grande varie-dade de produtos.
São dois tipos de 3. postponement:
postponement de produção: concentra-se na forma do produto, movimentan-do itens inacabados ao longo da rede logística, visando à sua consolidação e montagem, antes da entrega ao consumidor;
postponement de logística: tem como foco o tempo, propõe a estocagem de produtos acabados em local central, para responder rapidamente ao pedido recebido do cliente.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

80
Referências
AGRAWAL, M.; KUMARESH, T. V.; MERCER, G. A. The false promise of mass customization. The Mckinsey Quarterly, n. 3, 2001.
BOWERSOX, D. J., CLOSS, D. J. Logistical Management: the integreted supply chain process. New York: McGraw-Hill, 1996.
CHING, H. Y. Gestão de Estoque na Cadeia de Logística Integrada: supply chain. São Paulo: Atlas, 1999.
CHRISTOPHER, M. Logistics and Supply Chain Management. Londres: Pitman Pu-blishing, 1992.
DAVIS, S. M. From future perfect: mass customizing. Planning Review, p. 16-21, 1989.
FROHLICH, M. T.; WESTBROOK, R. Demand chain management in manufacturing and services: web-based integration, drivers and performance. Journal of Operations Ma-nagement, v. 20, n. 6, p. 729-745, 2002.
GASNIER, Daniel Georges Jehlen. Postponement: quando esperar até o último minuto é uma virtude. Disponível em: <www.guialog.com.br/ARTIGO258.htm>. Acesso em: 6 set. 2010.
GORDON, I. Marketing de Relacionamento: estratégias, técnicas e tecnologias para conquistar clientes e mantê-los para sempre. São Paulo: Futura, 2000.
HEIKKILÄ, J. From supply to demand chain management: efficiency and customer satis-faction. Journal of Operations Management, v. 20, n. 6, p. 747-767, 2002.
JÜTTNER, U.; CHRISTOPHER, M.; BAKER, S. Demand chain management – integrating marketing and supply chain management. Industrial Marketing Management, v. 36, n. 3, p. 377-392, 2007.
LEE, Calvin B. Demand chain optimization: pitfalls and key principles. Global Supply Chain Management Forum. Disponível em: <http://scholar.google.com.br/scholar?q=Demand+Chain+Optimization:+Pitfalls+and+key+principles&hl=pt-BR&as_sdt=0&as_vis =1&oi=scholart>. Acesso em: 1 ago. 2010.
LEE, H. L. Ultimate enterprise value creation using demand-based management. Global Supply Chain Management Forum, Stanford, 2001.
LIKER, Jeffrey K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Tradução de: Lene Belon Ribeiro. Porto Alegre: Bookman, 2005.
Esta
bele
cend
o o
rela
cion
amen
to d
a lo
gíst
ica
com
a d
eman
da
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

81
Estabelecendo o relacionamento da logística com
a demanda
MASON-JONES, R.; TOWILL, D. R. Using the information decoupling point to improve supply chain performance. The International Journal of Logistics Management, v. 10, n. 2, p. 13-26, 1999.
PAN, Bernice; HOLLAND, Ray. A mass customised supply chain for the fashion system at the design-production interface. Journal of Fashion Marketing and Management, v. 10, n. 3, p. 345-359, 2006.
PINE II, B. J. Mass customization – the new frontier in business competition. Harvard Business School Press, Boston, 1993.
PIRES, S. R. I. Gestão da Cadeia de Suprimentos: conceitos, estratégias, práticas e casos – supply chain management. São Paulo: Atlas, 2004.
SCAVARDA, L. F. R.; HAMACHER, S. Evolução da cadeia de suprimento da indústria auto-mobilística no Brasil. RAC, v. 5, n. 2, p. 201-219, 2001.
SU, Jack. Evaluation of Supply Chain Strategies for Mass Customization. Tese (Dou-torado) – Instituto de Tecnologia da Geórgia, EUA, 2004.
VOLLMANN, T. E.; CORDON, C.; HEIKKILÄ, J. Teaching supply chain management to busi-ness executives. Production and Operations Management, v. 9, n. 1, p. 81-90, 2000.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

83
Arquitetura da cadeia de suprimentos
A busca pela eficiência local, pela melhora de processos individuais e o alcance de metas internas não traz necessariamente o melhor resultado geral, não garante uma cadeia de suprimentos competitiva no cenário atual. Um típico exemplo é quando a área de compras consegue descontos muito bons, mas compra uma quantidade maior do que a necessária, obrigando a logística a locar um armazém para guardar esse material. O resultado final será provavelmente um prejuízo, e não um ganho com o desconto.
A cadeia de suprimentos pode ser definida como “[...] uma rede que engloba todas as empresas que participam das etapas de formação e comercialização de determina-do produto ou serviço, que será entregue ao cliente final” (SCAVARDA; HAMACHER, 2001, p. 202).
Nesse contexto, a arquitetura da cadeia de suprimentos, ou os pilares que a consti-tuem, são: integração, sincronização, agilidade e confiabilidade. Para obter um melhor desempenho é necessário que esses pilares estejam em harmonia. Não basta a cadeia ser integrada, sincronizada e confiável se ela não é ágil, por exemplo.
Os benefícios de se trabalhar em conjunto são enormes e, entre eles, podem ser mencionados a maior precisão nas previsões de demandas, a redução de incertezas e com elas a redução de inventários, o aumento da visibilidade que facilita a sincroniza-ção de atividades e do planejamento de recursos e a rapidez das respostas às mudan-ças do ambiente.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

84
Integração Sincronização
Agilidade Confiabilidade
CADEIA DE SUPRIMENTOS
Figura 1 – Arquitetura da cadeia de suprimentos.
Nad
iesc
a Ca
sarin
.
Integração da cadeia de suprimentos As práticas de integração na cadeia de suprimento têm visado à simplificação e
obtenção de uma cadeia produtiva que busca maior eficiência. Uma recente pesquisa mostrou que poucas empresas de países desenvolvidos apresentam uma completa in-tegração de suas estratégias e capacidades operacionais. No entanto, elas afirmam que precisam disso para penetrar em mercados emergentes, afastar novos competidores, e impulsionar o crescimento da produtividade. (FERRER; KARLBERG; HINTLIAN, 2007)
É possível citar alguns exemplos de problemas gerados pela falta de integração nas cadeias de suprimentos (BREWER; SPEH, 2000):
falta de harmonização nas operações ao longo da cadeia, como a falta de pa-dronização de embalagens;
longos lead times para entrega de produtos ao cliente final devido ao excesso de processos e manuseio;
falta ou problema na troca de informações entre os membros da cadeia.
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

85
Arquitetura da cadeia de suprim
entos
A tendência das organizações é possuir estrutura de gestão focada em processos, a tradicional noção de departamentos tornou-se sinônimo de falta de integração entre as atividades e causa do mau desempenho. Essa estrutura focada nos processos do ne-gócio deve ser realizada inicialmente dentro de cada organização e, em seguida, entre os membros da cadeia (CROXTON; GARCÍA-DASTUGUE; LAMBERT, 2001). Segundo Da-venport (1994), as atividades empresariais não podem estar relacionadas com funções ou departamentos, mas sim em termos de “processos-chave”. Internamente, a geração de um produto ou serviço para um cliente é realizada pela sequência de um ou mais processos interligados, com ligação entre os clientes e fornecedores internos, sendo o objetivo principal a produção para o cliente final.
No contexto da cadeia, a mesma relação entre clientes e fornecedores pode ser considerada, mas com foco externo. Nesses casos, a integração dos processos torna--se particularmente difícil, pois envolve a ligação entre organizações distintas, com diferentes culturas, diferentes estágios de desenvolvimento tecnológico e diferentes métodos de gestão, o que implica a necessidade de uma grande sinergia entre as em-presas parceiras (LAMBERT; COOPER, 2000).
A grande dificuldade da integração da cadeia está em equacionar os objetivos das organizações. O objetivo do comprador deve estar alinhado aos objetivos do for-necedor, bem como as práticas de mercado e os padrões éticos. Uma cadeia de supri-mentos bem integrada tem como base um excelente relacionamento entre os compo-nentes, o que permite reduzir os lead times e os estoques.
Para Fleury (2000), a integração da cadeia de suprimentos significa desenvolver relacionamentos cooperativos com todos os participantes da cadeia, tendo como base a confiança, capacitação técnica e troca de informações. A integração elimina duplici-dade de esforços, reduz custos e torna as empresas mais ágeis com relação às mudan-ças do mercado.
Cada componente da cadeia de suprimentos pode estar envolvido em vários pro-cessos que ultrapassam suas fronteiras. Esses processos estão sujeitos a desvios e in-terrupções pela ocorrência de falhas de comunicação ou coordenação entre as várias empresas. Uma boa integração entre as operações e processos dos diferentes compo-nentes torna-se crítica para a eficiência e a eficácia da cadeia de suprimentos (LAM-BERT; COOPER, 2000).
Lee (2004) descreve como obter uma cadeia de suprimentos integrada ou, como o próprio autor descreve, alinhada:
trocar informações e conhecimento livremente com fornecedores e clientes;
definir papéis, tarefas e responsabilidades claramente para fornecedores e clientes;
partilhar igualmente riscos, custos e ganhos de iniciativas de aprimoramento.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

86
Muitas dificuldades existem na implantação desse conceito de integração, torna- -se necessária uma profunda análise na cultura das empresas que irão compor a cadeia. As informações precisam ser totalmente compartilhadas, inclusive aquelas sobre os custos que normalmente são tratadas como sigilosas. Os relacionamentos devem ser construídos com base em confiança mútua (FERRAES NETO; KUEHNE JUNIOR, 2000).
As principais falhas envolvendo as cadeias de suprimentos integradas são: com-prometimento desbalanceado, ou seja, as empresas não possuem o mesmo objetivo; incompatibilidade cultural; inexistência de mecanismos de coordenação; logística ina-dequada; falta de padronização logística, diminuindo a agilidade da cadeia; e, por fim, a principal barreira a ser enfrentada é a falta do fluxo de informação, as empresas ainda são muito fechadas com relação às informações de custos e receitas.
Para reduzir as falhas, as empresas buscam parcerias, como é o caso das seleções de fornecedores, hoje muito mais complexas, diversos fatores são levados em conside-ração, como meio ambiente, social, político, e a satisfação dos clientes, além dos tradi-cionais itens como qualidade, entrega, custo e serviço. Não é novidade que as questões como: fornecedores preferenciais, parcerias, alianças estratégicas e o desenvolvimento de fornecedores têm crescido notoriamente. Esse relacionamento entre fornecedores e compradores é o primeiro passo da integração, para mais tarde ocorrer a integração total também do fluxo das informações (LEENDERS; FEARON, 1993).
A integração pode ser classificada em seis diferentes níveis, dependendo do tipo de ligação entre as empresas da cadeia e do grau de importância de cada processo para o seu desempenho. Os níveis de integração são (LAMBERT et al., 1998):
comercial (arm’s lenght) – nível de contato muito pequeno. Apenas relações comerciais entre empresas independentes;
parceria tipo 1 – as empresas envolvidas reconhecem-se mutuamente como parceiras e, dentro de certos limites, executam conjuntamente o planejamen-to e as atividades. Geralmente são de curto prazo e envolvem somente uma divisão ou área de cada empresa;
parceria tipo 2 – existe um avanço das empresas da coordenação de ativi-dades para a integração de atividades. Podem ter longa duração e envolvem várias divisões ou áreas das empresas;
parceria tipo 3 – as empresas compartilham um elevado nível de integração operacional e cada uma vê a outra como uma extensão dela própria. Geral-mente têm longa duração;
joint ventures – elevado nível de integração operacional. Existem investimen-tos e posse de ativos comuns às duas empresas;
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

87
Arquitetura da cadeia de suprim
entos
integração vertical – envolve a incorporação dos processos da cadeia por uma única empresa, geralmente via fusão ou aquisição. A empresa proprietá-ria é dona de todos os ativos.
A partir dessa classificação, é proposto um modelo para a implantação de parce-rias na cadeia de suprimentos, composto por três elementos: os motivadores, facilita-dores e os componentes da parceria (LAMBERT; STOCK; ELLRAM, 1998):
os elementos motivadores contemplam as razões para o estabelecimento da parceria, como a redução de custos, o aumento do nível de serviço aos clien-tes, vantagens competitivas ou o crescimento do lucro;
os elementos facilitadores são aqueles que suportam e garantem o desenvol-vimento e o crescimento das parcerias. Abrangem a compatibilidade cultural e de gestão, o interesse mútuo na parceria e a simetria entre as empresas par-ceiras em termos de importância;
os componentes da parceria são os processos e as atividades realizadas con-juntamente que constroem e sustentam a parceria durante a sua existência. Envolvem, por exemplo, a confiança, o compartilhamento de informações, o planejamento e o controle conjunto das operações.
O fluxo de informação é o principal problema a ser enfrentado pelas organizações e uma forma de minimizá-lo é a utilização de tecnologias de informação. Apesar das empresas terem consciência de que o compartilhamento das informações possibili-ta aos fornecedores um planejamento e tomada de decisão mais eficiente, elas ainda possuem barreiras com relação às informações de custos e de receitas.
Uma das consequências da falta de informação em toda a cadeia é a distorção da demanda, fenômeno conhecido como efeito chicote, que surge devido à falta de visibilidade dos fornecedores do real consumo da demanda. Essa falta de visibilidade gera aumento de estoques e de custos em geral. As empresas brasileiras passam por isso diariamente. Muitas organizações deixam para fazer pedidos no fim do mês para conseguir melhores descontos, o que prejudica fornecedores que não possuem capa-cidade produtiva para atender a tantos pedidos, gerando atrasos nos cumprimentos de contratos e aumento de despesas.
No Brasil as organizações estão caminhando para a integração, mas por enquanto só é possível visualizar o desenvolvimento logístico. O fluxo de materiais ocorre tran-quilamente entre os elos, mas o fluxo de informação ainda é precário.
A integração é essencial na arquitetura da cadeia de suprimentos, e é essencial para que ela possa ser sincronizada, ágil e confiável.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

88
Sincronização da cadeia de suprimentos Um dos maiores problemas nas empresas são os desperdícios provocados pela
falta de sincronia na troca de dados e informações internas e externas. Esses prejuízos podem chegar a valores absurdos em função do desentendimento de dados entre os parceiros da cadeia de suprimentos.
É comum encontrarmos divergências nas empresas causadas pela falta de sincro-nia, alguns exemplos são:
o departamento de compras emite o pedido dos produtos e peças utilizando catálogos que contêm erros;
vendedores interpretam incorretamente ou supõem simplesmente o que o cliente está pedindo;
os funcionários de vendas e os compradores estão trabalhando de forma dife-rente a respeito do preço atual de produtos.
Dessa forma, a sincronização de informações, seja de clientes, fornecedores, es-toques, manutenção, cria valor para o negócio (KALAKOTA; ROBINSON, 2002). A sin-cronização busca a troca de informações e pode ser considerada uma estratégia das organizações, na qual seus parceiros devem ter visibilidade em todos os estágios da cadeia, incluindo produção e transporte. A visibilidade com a possibilidade de se aces-sar características detalhadas do processo são fatores importantes na criação de um sistema para a tomada de decisão (BERTAGLIA, 2003).
Já é possível identificar fornecedores que compartilham informações detalhadas sobre os produtos e a logística, e efetuam as atividades em conjunto. Isso se torna importante para garantir a entrega rápida de novos produtos para o mercado, pois o ciclo de vida dos produtos é cada vez menor. Desse modo, o sincronismo entre pro-cessos internos e externos, eliminando-se as fronteiras com fornecedores e clientes, é indispensável para se atingir a vantagem competitiva e tornar-se líder incontestável de mercado (BERTAGLIA, 2003).
Diferente da tradicional estratégia de cadeia de suprimentos, que foca a melhoria operacional dentro da companhia, estratégia de cadeia de suprimentos sincronizada requer um processo de decisão transversal e com outros parceiros, de forma coordena-da e através de toda a cadeia de suprimentos (ANDERSON; LEE, 1999).
O uso de tecnologias e da internet tem colaborado muito nesse segmento, iden-tifica-se que para que haja sincronização muitas informações e dados devem ser com-partilhados assim como as previsões com base em todo o processo da cadeia.
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

89
Arquitetura da cadeia de suprim
entos
As muitas planilhas utilizadas, em Excel, por exemplo, e toda a papelada impressa para controle nas operações, ainda que os operadores trabalhem eficientemente, na maioria das vezes apresentam apenas uma visão local, sem um relacionamento exter-no, com outras partes da cadeia produtiva. Para sincronizar a cadeia, os clientes devem ter acesso às informações importantes que lhes interessem, como programação de entrega, situação do pedido, ao mesmo tempo em que o fabricante deve acessar infor-mações de demanda de seus clientes (BERTAGLIA, 2003).
As grandes empresas dispõem de avançadas tecnologias para sincronizar as in-formações entre a cadeia, bem como atualizar em tempo real todos os integrantes do processo logístico da organização. A utilização dessas ferramentas traz alguns benefí-cios para as organizações:
maior eficiência operacional;
maior visibilidade e facilita a colaboração entre funcionários, fornecedores, clientes e outros parceiros;
fortalece a habilidade de tomar decisões;
aumenta a produtividade.
Entre os recursos tecnológicos mais antigos, temos o RFID. Os mais utilizados no Brasil são os métodos EDI e as ERPs, já no exterior se comenta muito sobre a UCCnet. Além destas, tecnologias como a internet, intranet e extranet também são comumente utilizadas nas interfaces da cadeia de abastecimento. A web1 ainda é a escolha mais uti-lizada pelas empresas, pois é mais econômica e oferece a possibilidade de atualização permanente, além de oferecer diversas vantagens como visibilidade, acesso, melhor in-tegração de dados, custo e outras inovações desse segmento (LARRAÑAGA, 2003).
RFID significa Radio Frequency Identification, e consiste na identificação automáti-ca por meio da frequência de rádio, recuperando e depositando informações remota-mente através de dispositivos denominados de etiquetas (ou tags) RFID. Esse método já é utilizado há mais de 60 anos. Na logística esse sistema é muito aplicado para o con-trole do estoque, compartilhando as informações entre todos os setores da empresa e seus parceiros, fornecedores e clientes.
O EDI (Eletronic Data Interchange) corresponde à troca estruturada de informa-ções através de uma rede de dados. Ela envolve a distribuição direta, de computador a computador, das transações da empresa. O EDI é importante para o desenvolvimento e funcionamento da cadeia de suprimentos, porque atua como um adesivo que mantém juntos os relacionamentos a longo prazo, além de ser uma tecnologia que oferece uma variedade de benefícios (LARRAÑAGA, 2003).
1 A web, ou world wide web, é uma maneira de acessar informação na internet. É um modelo de compartilhamento de informações construído sobre a internet.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

90
Os sistemas de softwares ERPs, em português conhecidos como Planejamen-to dos Recursos Empresariais, permitem o planejamento integrado através das áreas funcionais da organização, bem como apoiam a execução integrada através desses setores. Em geral, esse método inclui o gerenciamento da demanda, o planejamento de vendas e operações, a programação mestre de produção, o controle de estoque, as previsões e o gerenciamento dos projetos de toda a cadeia (BERRY et al., 2005).
Através do ERP é possível conseguir vários benefícios tais como a redução de re-dundância de atividades dentro da organização, já que uma vez lançados os dados em uma de suas entradas todo o dado automaticamente se atualizará, também é possível uma total reengenharia dos negócios, priorizando aquelas áreas que realmente ne-cessitam. Tomar decisões ao longo do processo também é possível graças ao ERP, a consequência disso é uma economia de tempo, domínio das operações e também eli-minação das tarefas supérfluas (SEVERO FILHO, 2006). Apesar disso, segundo a Informe Digital (2010), apenas 55% das empresas brasileiras utilizam o sistema ERP.
A cadeia de suprimentos não só usufrui dessas tecnologias como já é dependente desses recursos nas grandes organizações, elas possuem nível de importância e inves-timentos cada vez mais significativos na estratégia da arquitetura da cadeia. Outros softwares de gerenciamento que também são utilizados são: MRP (Materials Require-ment Planning), MRP II (Manufacturing Resource Planning), OPT (Optimized Production Technology), OMS (Order Management System).
No entanto, na implantação de uma cadeia de suprimentos sincronizada o mais importante talvez seja a preparação das pessoas envolvidas. Uma vez que os partici-pantes estão dividindo os riscos dentro dessa cadeia, uma relação “ganha-ganha” deve ser estabelecida, com o cuidado de que até em uma relação desse tipo pode haver descontentamento, pois pode-se julgar que a fatia do bolo não está condizente com o esforço/característica da função ali exercida. Além disso, as equipes devem estar foca-das na sincronização da cadeia, sendo essa uma meta clara para o comando daquela organização. Caso não haja o alinhamento dessa estratégia, a rota pode ser desviada e o objetivo não alcançado (ANDERSON; LEE, 1999).
Para que haja a sincronização é necessário que a cadeia de suprimentos funcione de modo dinâmico, com as empresas reavaliando constantemente sua estrutura or-ganizacional, tecnologias e aliados de negócios. A sincronização abrange mudanças estruturais na forma de as organizações administrarem suas operações. Mesmo com os avanços de processos e tecnologias muitas empresas ainda não estão alinhadas com os critérios de sincronização, utilizando múltiplos sistemas com dados repetidos e inconsistentes.
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

91
Arquitetura da cadeia de suprim
entos
Agilidade Entre os atributos necessários para a arquitetura da cadeia de suprimentos a agi-
lidade se torna relevante em um contexto de mercados globalizados e mais instáveis. Devido ao aumento de competição global e queda nas margens de lucro, as organi-zações devem responder rapidamente às mudanças inesperadas do mercado e, ao mesmo tempo, com foco nas exigências dos clientes em termos de preço, especifica-ção, qualidade, quantidade e entrega (GUNASEKARANA; NGAIB, 2005).
Em resumo, uma empresa ou uma cadeia ágil é capaz de reagir rapidamente a mudanças de curto prazo na demanda ou na oferta, ou seja, processar normalmente anormalidades externas (LEE, 2004).
O termo-chave para a agilidade é a mudança rápida e inesperada. Lin, Chiu e Chu (2006) identificam esse cenário de alta volatilidade e incertezas e apontam cinco princi-pais fatores que influenciam a reforçar o papel da cadeia ágil: volatilidade do mercado, concorrência intensa, mudanças nos hábitos dos consumidores, mudança tecnológica acelerada e mudanças em fatores sociais.
A agilidade pode ser considerada uma forma de sobrevivência das organizações em um contexto em que o tempo torna-se uma variável fundamental para atender as necessidades dos consumidores. A agilidade é definida com uma junção da velocidade com a forma com que ela é conduzida. Para ser ágil, a cadeia deve ser fundamental-mente flexível como meio de resposta mais rápida e eficaz para mudanças na varieda-de e volume de produtos (CHRISTOPHER, 2000).
A organização ágil deve ser capaz de operar de forma lucrativa em um ambiente competitivo e de imprevisível mudanças nos hábitos dos consumidores. A agilidade está segmentada em quatro dimensões que devem estar alinhadas e balanceadas: custo, tempo, qualidade e abrangência. Ou seja, a habilidade de produzir com baixo custo, alta qualidade em menores lead times com variedade de produtos capazes de agregar valor através da customização. Em termos gerais, agilidade está envolvida com o tempo, flexibilidade e habilidade de resposta em um ambiente de demanda impre-visível e mercados instáveis (GANGULY; NILCHIANI; FARR, 2009).
Diante disso, Lee (2004, p. 77) demonstra algumas ações necessárias para que uma cadeia se torne ágil:
promover um fluxo de informações com fornecedores e clientes;
desenvolver relacionamentos de colaboração com fornecedores;
projetar para postergação;
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

92
formar reserva de estoque de componentes essenciais de baixo custo;
contar com sistema logístico ou parceiros confiáveis;
esboçar planos de emergência e desenvolver equipes de gestão de crises.
Barnes e Wu (2010) argumentam que agilidade está associada com a alta flexi-bilidade e que a cadeia ágil depende da habilidade das empresas em selecionar os seus parceiros mais apropriados, quanto maior a integração entre seus membros, ou seja, fornecedores, produtores e revendedores, maior a agilidade da cadeia. Portanto, a seleção de fornecedores torna-se um problema crítico e complexo. A seleção de for-necedores de forma criteriosa em termos qualitativos, quantitativos, operacionais e estratégicos é capaz de fortalecer os elos da cadeia e torná-la mais ágil em termos de resposta às necessidades dos consumidores.
As grandes empresas criam cadeias de suprimento que reagem a mudanças brus-cas e inesperadas do mercado. No entanto, a maioria das cadeias contrapõem veloci-dade a possíveis custos e não percebem que pagam caro por menosprezar a agilidade (LEE, 2004).
“Uma empresa inteligente usa cadeias de suprimentos ágeis para se diferenciar das rivais” (LEE, 2004, p. 78).
H&M, Mango e Zara viraram as confecções mais rentáveis da Europa ao incorpo-rar agilidade em todos os elos da sua cadeia, desde 1990 elas cresceram mais de 20% ao ano. Numa das pontas de sua linha de produção, as três criaram processos ágeis de criação. Assim que detectam possíveis tendências, seus estilistas criam esboços e encomendam os tecidos. Com isso, ganham uma vantagem logo de cara sobre as con-correntes, pois as tecelagens têm os ciclos de produção mais longos. Além disso, elas só finalizam o desenho e produzem a peça depois de receberem dados confiáveis das lojas, essa estratégia é conhecida como postergação ou postponement (LEE, 2004).
A expansão da cadeia de suprimentos através de uma cadeia mais ágil é um desafio constante nas organizações brasileiras e mundiais. No entanto, a resposta mais rápida e acurada às necessidades dos clientes requer um esforço ao longo de toda a cadeia.
Confiabilidade e riscos Atualmente o gerenciamento de riscos está no topo da agenda dos diretores e
altos executivos das empresas. Os riscos para a cadeia de suprimentos podem ser in-controláveis, como as catástrofes naturais; pouco controláveis, como os preços dos combustíveis; e controláveis, como o desempenho dos fornecedores. O mais surpre-
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

93
Arquitetura da cadeia de suprim
entos
endente é que os riscos mais controláveis são os que mais perturbam as empresas, entre eles estão principalmente problemas com a logística e o fraco desempenho de fornecedores (FERRER; KARLBERG; HINTLIAN, 2007).
Para que seja percebido um risco na operação deve existir a possibilidade de haver perda ou dano, além disso, o responsável deve ser capaz de agir de uma forma que aumente ou diminua a magnitude ou a probabilidade dessa perda ou dano (MACCRIMMON; WEHRUNG, 1986).
Christopher (2007) demonstra algumas fontes causadoras dos riscos na cadeia de suprimentos que podem ser visualizadas no quadro 1. A maioria deles são riscos controláveis, por isso é importante conhecê-los.
Quadro 1 – Fontes de risco na cadeia de suprimentos
(CH
RIST
OPH
ER, 2
007.
Ada
ptad
o.)
Fornecimento Vulnerabilidade frente a interrupções no fornecimento, que pode variar em fun-ção da dependência em relação a determinados produtos e fornecedores.
Demanda Volatilidade da demanda e a presença do efeito chicote – a distorção na percep-ção das necessidades ao longo da cadeia de suprimentos.
Processo Fontes de variabilidade nos processos, presença de gargalos e capacidade ociosa.
Controle Sistemas e políticas estabelecidas pelo negócio podem permitir e até causar perturbações na cadeia.
Ambiental Vulnerabilidade ao longo da cadeia de suprimentos frente a forças externas.
Quando um risco é confirmado e se torna real ocorre o que podemos chamar de “quebra” na cadeia de suprimentos, ou seja, um problema que atinge o nível de serviço ao cliente. Alguns exemplos de quebras são (CHOPRA; SODHI, 2005):
interrupções ou atrasos do fornecimento de produtos. Podem ser causados por falha na entrega, quebras de fornecedores, entre outros;
quebras de sistemas que deixam a empresa fora de operação;
erros na previsão da demanda, que geram prejuízos por falta ou elevam os níveis de estoque;
aumento nos custos, devido a variações cambiais, reajuste de preço, qualida-de no fornecimento etc.;
problemas de “calote” ou inadimplência. Criam furos no fluxo de caixa, amea-çando a solvência da empresa;
excesso ou falta de estoque, gerando riscos de obsolescência e custos de ma-nutenção; ou incapacidade de atender variações elevadas da demanda.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

94
Para diminuir a vulnerabilidade da cadeia e, consequentemente, aumentar a sua confiabilidade, algumas ações devem ser tomadas. Essas ações são resumidas a seguir (CHRISTOPHER; LEE, 2001):
informação apurada, visibilidade e acessibilidade – dados operacionais, indicadores-chave facilmente acessíveis pelos membros da cadeia;
alertas para as condições de falta de controle – quando algo ocorre diferen-temente do planejado todos integrantes são informados;
ações corretivas definidas – quando condições fora de controle são detecta-das entram em ação planos de contingência para fazer ações corretivas;
sincronização da cadeia – manter todos integrantes no mesmo ritmo.
Os benefícios de possuir uma cadeia de suprimentos confiável são muitos e estão diretamente relacionados à redução de custos, principalmente devido à re-dução do nível de estoques intermediários. É normal setores responsáveis pelas vendas nas empresas executarem ordens de produção sem ter o conhecimento real da demanda, pois eles não confiam que a manufatura vai conseguir atender todos possíveis pedidos futuros. A consequência disso é o acúmulo de estoques de produto acabado, ocupando espaços valiosos, e que podem nunca serem vendidos (CHRISTOPHER; LEE, 2001).
Texto complementar
Supply Chain Management – conceitos básicos (PIRES, 2005)
Introdução
Supply Chain Management (SCM – gestão da cadeia de suprimentos) tem repre-sentado uma nova e promissora fronteira para empresas interessadas na obtenção de vantagens competitivas de forma efetiva e pode ser considerada uma visão ex-pandida, atualizada e, sobretudo, holística da administração de materiais tradicio-nal, abrangendo a gestão de toda a cadeia produtiva de uma forma estratégica e integrada. SCM pressupõe, fundamentalmente, que as empresas devem definir suas estratégias competitivas e funcionais através de seus posicionamentos (tanto como
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

95
Arquitetura da cadeia de suprim
entos
fornecedores, quanto como clientes) dentro das cadeias produtivas nas quais se in-serem. Assim, é importante ressaltar que o escopo da SCM abrange toda a cadeia produtiva, incluindo a relação da empresa com seus fornecedores e clientes, e não apenas a relação com os seus fornecedores.
SCM também introduz uma importante mudança no paradigma competitivo, na medida em que considera que a competição no mercado ocorre, de fato, no nível das cadeias produtivas e não apenas no nível das unidades de negócios (isoladas), como estabelece o tradicional trabalho de Porter (1980). Essa mudança resulta num modelo competitivo baseado no fundamento de que atualmente a competição se dá, realmente, entre “virtuais unidades de negócios”, ou seja, entre cadeias produti-vas. Atualmente, as mais efetivas práticas na SCM visam obter uma “virtual unidade de negócio”, providenciando assim muito dos benefícios da tradicional integração vertical, sem as comuns desvantagens em termos de custo e perda de flexibilidade inerentes à mesma. Uma virtual unidade de negócios é então formada pelo con-junto de unidades (geralmente representadas por empresas distintas) que compõe uma determinada cadeia produtiva, conforme ilustra a figura 1. Uma unidade de negócios pode então participar de diversas virtuais unidades de negócios, como é o caso, por exemplo, de várias empresas de autopeças que atuam em virtuais unida-des de negócios lideradas por grandes montadoras.
FORNECEDORES FABRICANTES DISTRIBUIDORES CONSUMIDORES ONDE:CADEIA DE
SUPRIMENTOS
UNIDADES DE NEGÓCIOS
COMPETIÇÃO
Figura 1 – Competição entre “virtuais unidades de negócios”.
Em termos práticos, o modelo enfatiza que cada unidade dessa virtual unidade de negócios deve se preocupar com a competitividade do produto perante o consu-midor final e com o desempenho da cadeia produtiva como um todo. Isso acarreta numa necessidade de gestão integrada da cadeia produtiva, requerendo um estrei-tamento nas relações e a criação conjunta de competências distintas pelas unidades (empresas) da mesma. Por exemplo, o modelo de consórcio modular, implementado pela VW e sete fornecedores de autopeças na nova fábrica de caminhões e chassis de ônibus da montadora também pode ser usado para ilustrar o conceito de virtual unidade de negócios. Na nova planta, a parte final da cadeia produtiva foi concen-
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

96
trada num único local para, sobretudo, dar mais competitividade a uma virtual uni-dade de negócios dentro do negócio (business) de caminhões e chassis de ônibus (COLLINS et al. 1997; PIRES, 1998 a; PIRES 1998 b).
Objetivos e práticas da Supply Chain Management
Um objetivo básico na SCM é maximizar e tornar realidade as potenciais si-nergias entre as partes da cadeia produtiva, de forma a atender o consumidor final mais eficientemente, tanto através da redução dos custos, como através da adição de mais valor aos produtos finais (VOLLMANN; CORDON, 1996). Redução dos custos tem sido obtida através da diminuição do volume de transações de informações e papéis, dos custos de transporte e estocagem, e da diminuição da variabilidade da demanda de produtos e serviços, entre outros. Mais valor tem sido adicionado aos produtos, através da criação de bens e serviços customizados, do desenvolvimento conjunto de competências distintas; através da cadeia produtiva e dos esforços para que, tanto fornecedores como clientes, aumentem mutuamente a lucratividade.
Práticas eficazes na SCM têm sido implementadas em todo o mundo, as quais têm visado à simplificação e obtenção de uma cadeia produtiva mais eficiente. Re-sultados positivos têm sido obtidos principalmente através de procedimentos como os listados abaixo.
Reestruturação e consolidação do número de fornecedores e clientes: significa reestruturar (geralmente através de redução) o número de forne-cedores e clientes, construindo e aprofundando as relações de parceria com o conjunto de empresas com as quais, realmente, se deseja desenvolver um relacionamento colaborativo e com resultado sinérgico.
Divisão de informações e integração da infraestrutura com clientes e fornecedores: a integração de sistemas de informações/computacionais e a utilização crescente de sistemas como o EDI (Electronic Data Interchange), entre fornecedores, clientes e operadores logísticos têm permitido a prática, por exemplo, da reposição automática do produto na prateleira do cliente (Efficient Consumer Response). Tais práticas têm proporcionado, sobretudo, trabalhar com entregas Just-in-Time e diminuir os níveis gerais de estoques. Também, a utilização de representantes permanentes (In plant representati-ves) junto aos clientes tem facilitado, entre outras coisas, um melhor balan-ceamento entre as necessidades do mesmo e a capacidade produtiva do fornecedor, bem como uma maior agilidade na resolução de problemas.
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

97
Arquitetura da cadeia de suprim
entos
Desenvolvimento conjunto de produtos: o envolvimento dos fornecedo-res desde os estágios iniciais do desenvolvimento de novos produtos (Early Supplier Involvement) tem proporcionado, principalmente, uma redução no tempo e nos custos de desenvolvimento dos mesmos.
Considerações logísticas na fase de desenvolvimento dos produtos: re-presenta a concepção de produtos que facilitem o desempenho da logística da cadeia produtiva, geralmente também envolvendo a escolha de um ope-rador logístico eficiente para administrar a mesma.
Integração das estratégias competitivas na cadeia produtiva: implica a compatibilização da estratégia competitiva e das medidas de desempenho da empresa à realidade e objetivos da cadeia produtiva como um todo.
Outsourcing na cadeia de suprimentos
Um outro conceito importante na SCM é o de outsourcing, o qual começou com áreas tidas como periféricas (como a de informática) e agora chega a áreas como ma-nufatura, manutenção, distribuição e marketing. Outsourcing é uma prática em que parte do conjunto de produtos e serviços utilizados por uma empresa (na realização de uma cadeia produtiva) são providenciados por uma empresa externa, num rela-cionamento colaborativo e interdependente. A empresa fornecedora desenvolve e continuamente melhora a competência e a infraestrutura para atender o cliente, o qual deixa de possuí-los total, ou parcialmente. O cliente continua, entretanto, man-tendo uma estreita e colaborativa integração com o fornecedor. É importante notar que a visão contemporânea de outsourcing vai além das práticas rotuladas de “sub-contratação” ou “terceirização”, frequentemente conduzidas no Brasil nos últimos anos. Outsourcing significa, essencialmente, a opção por uma relação de parceria e cumplicidade com um ou mais fornecedores da cadeia produtiva, numa decisão tipicamente estratégica, abrangente e de difícil reversão. Por sua vez, subcontrata-ção (ou terceirização) tem significado apenas um negócio, uma decisão operacional, mais restrita e relativamente de mais fácil reversão.
Nos últimos anos o interesse pela SCM tem crescido muito no mundo e no Brasil. Os avanços têm sido muito significativos tanto na área de serviços como na manufatura. Nesta última, onde reside o interesse do Numa, os maiores desenvolvi-mentos têm ocorrido na indústria automobilística, a qual tem sido uma das princi-pais responsáveis pela introdução das práticas mais inovadoras e efetivas na área.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

98
Atividades
Explique o que é a cadeia de suprimentos e quais são os pilares que constituem 1. sua arquitetura.
O que deve ser feito para integrar os membros de uma cadeia de suprimentos 2. não integrada?
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

99
Arquitetura da cadeia de suprim
entos
Para diminuir a vulnerabilidade da cadeia de suprimentos quais características 3. ela deve possuir?
Gabarito
A cadeia de suprimentos pode ser definida como uma rede que engloba to-1. das as empresas que participam desde o início (primeiras matérias-primas) da transformação de um produto ou serviço, até a entrega do mesmo ao cliente final. Sua arquitetura é constituída pela integração, sincronização, agilidade e confiabilidade.
Deve ser realizada uma gestão por processos; compartilhar informações e co-2. nhecimento livremente com fornecedores e clientes; definir papéis, tarefas e responsabilidades claramente para fornecedores e clientes e dividir igualmente os riscos, custos e ganhos de melhorias implementadas.
Informações apuradas, visibilidade e acessibilidade aos dados; controle para 3. alertar caso algo ocorra diferentemente do planejado; possuir planos de con-tingência para fazer ações corretivas; e sincronização da cadeia.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

100
Referências
ANDERSON, D.; LEE, H. Synchronized Supply Chains: the new frontier. v. 1, 1999.
BARNES, D.; WU, C. Formulating partner selection criteria for agile supply chains: a Dempster-Shafer belief acceptability optimisation approach. International Journal of Production Economics, v. 125, n. 2, 2010, p. 284-293.
BERRY, W. L.; JACOBS, F. R.; VOLLMANN, T. E.; WHYBARK, D. C. Sistemas de Planejamen-to & Controle da Produção para o Gerenciamento da Cadeia de Suprimentos. 5. ed. Porto Alegre: Boockman, 2005.
BERTAGLIA, P. R. Logística e Gerenciamento da Cadeia de Abastecimento. São Paulo: Saraiva, 2003.
BREWER, P. C.; SPEH, T. W. Using the balanced scorecard to measure supply chain per-formance. Journal of Business Logistics, v. 21, n. 1, p. 75-93, 2000.
CHOPRA, S.; SODHI, M. Como evitar quebras na cadeia. São Paulo: HSM Management, v. 4, n. 51, 2005, p. 126-133.
CHRISTOPHER, M. The agile supply chain: competing in volatile markets. Industrial Marketing Management, v. 29, n. 1, p. 37-44, 2000.
_____, M. Logística e Gerenciamento da Cadeia de Suprimentos. Thomson, 2007.
CHRISTOPHER, M.; LEE, H. L. Supply Chain Confidence: the key to effective supply chains through improved visibility and reliability. Cranfield University and Stanford University, 2001.
CROXTON, K. L.; GARCÍA-DASTUGUE, S. J.; LAMBERT, D. M. The supply chain manage-ment processes. The International Journal of Logistics Management, Vedra Beach , v. 12, n. 2, p. 13-36, 2001.
DAVENPORT, T. H. Reengenharia de Processos. Rio de Janeiro: Campus, 1994.
FERRAES NETO, F.; KUEHNE JUNIOR, M. Logística Empresarial, 2000. (Coleção Gestão Empresarial).
FERRER, J.; KARLBERG, J.; HINTLIAN, J. Integration: the key to global success. Supply Chain Management Review, 2007.
SEVERO FILHO, S. Administração de Logística Integrada: materiais, PCP e marketing. Rio de Janeiro: E-papers Serviços Editoriais, 2006.
Arq
uite
tura
da
cade
ia d
e su
prim
ento
s
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

101
Arquitetura da cadeia de suprim
entos
FLEURY, P. F. et al. Logística Empresarial: a perspectiva brasileira. São Paulo: Atlas, 2000.
GANGULY, Anirban; NILCHIANI, Roshanak; FARR, John V. Evaluating agility in corporate enterprises. International Journal of Production Economics, v. 118, n. 2, p. 410-423, 2009.
GUNASEKARANA, A.; NGAIB, E. W. T. Build-to-order supply chain management: a litera-ture review and framework for development. Journal of Operations Management, v. 23, p. 423-451, 2005.
INFORME DIGITAL. Apenas 55% das Empresas Brasileiras Utilizam o ERP. Disponível em: <http://informedigital.speedserv.com.br/interna_noticia.php?idN=1680>. Acesso em: 31 ago. 2010.
KALAKOTA, R.; ROBINSON, M. E-business: estratégias para alcançar o sucesso no mundo digital. 2. ed. Porto Alegre: Bookman, 2002.
LAMBERT, D. M.; COOPER, M. C. Issues in supply chain management. Industrial Marke-ting Management, v. 29, n. 1, p. 65-83, 2000.
LAMBERT, D. M.; STOCK, J. R.; ELLRAM, L. M. Fundamentals of Logistics Management. New York: McGraw-Hill, 1998.
LARRAÑAGA, F. A. A Gestão Logística Global. São Paulo: Aduaneiras, 2003.
LEE, Hau L. Cadeia de suprimento triplo. Harvard Business Review, 2004.
LEENDERS, Michiel R.; FEARON, Harold E. Purchasing and Materials Management. 10. ed. Burr Ridge: Richard D. Irwing, Inc, 1993.
LIN, C. T.; CHIU, H.; CHU, P. Y. Agility index in the supply chain. International Journal of Production Economics. Vol. 100, pp. 285–299, 2006.
MACCRIMMON, Kenneth R.; WEHRUNG, Donald A. Taking Risks: the management of uncertainty. New York: The Free Press, 1986.
PIRES, Sílvio. R. I. Supply Chain Management – conceitos básicos. Supply chain online. Disponível em: <www.supplychainonline.com.br/modules.php?name=News&file=article&sid=196>. Acesso em: 22 set. 2010.
SCAVARDA, L. F. R.; HAMACHER, S. Evolução da cadeia de suprimentos da indústria automobilística no Brasil. Revista de Administração Contemporânea. Curitiba, v. 5, n. 2, 2001.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

103
Anotações
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br






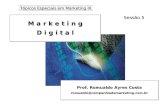

![408575 – tópicos especiais em cinema[2]](https://static.fdocumentos.com/doc/165x107/55693871d8b42add468b5359/408575-topicos-especiais-em-cinema2.jpg)