
Torneamento Convencional
15
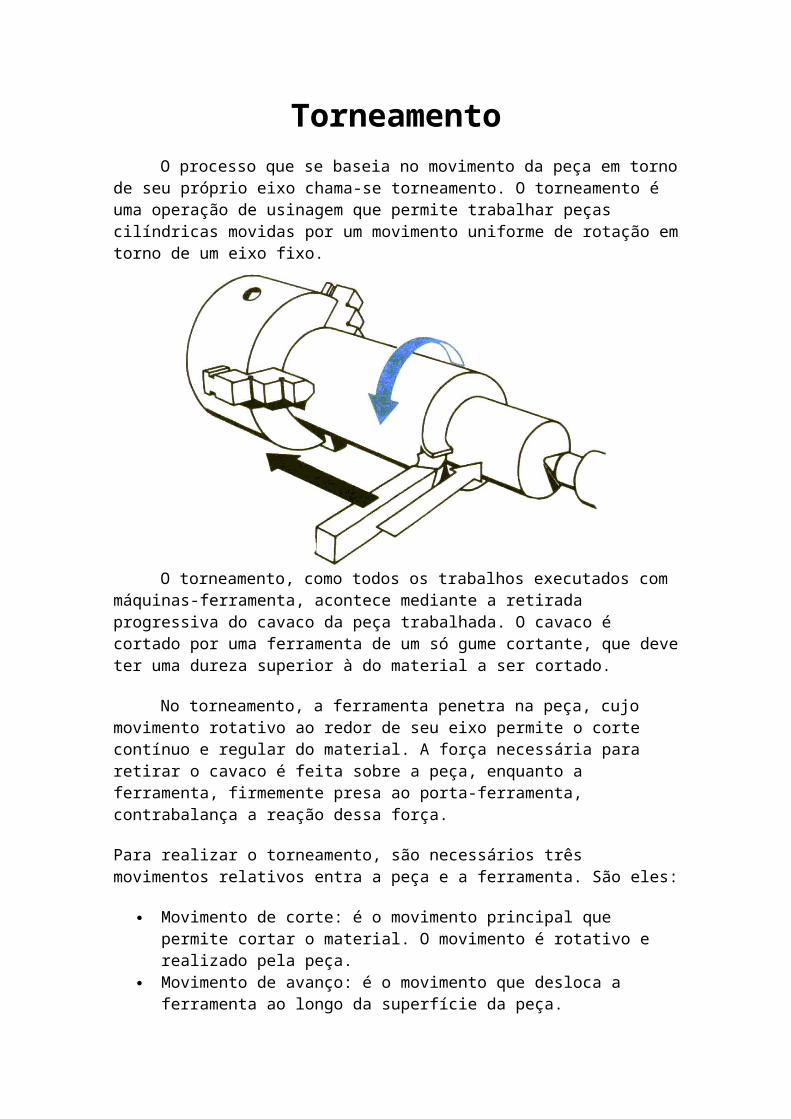
Torneamento O processo que se baseia no movimento da peça em torno de seu próprio eixo chama-se torneamento. O torneamento é uma operação de usinagem que permite trabalhar peças cilíndricas movidas por um movimento uniforme de rotação em torno de um eixo fixo. O torneamento, como todos os trabalhos executados com máquinas-ferramenta, acontece mediante a retirada progressiva do cavaco da peça trabalhada. O cavaco é cortado por uma ferramenta de um só gume cortante, que deve ter uma dureza superior à do material a ser cortado. No torneamento, a ferramenta penetra na peça, cujo movimento rotativo ao redor de seu eixo permite o corte contínuo e regular do material. A força necessária para retirar o cavaco é feita sobre a peça, enquanto a ferramenta, firmemente presa ao porta-ferramenta, contrabalança a reação dessa força. Para realizar o torneamento, são necessários três movimentos relativos entra a peça e a ferramenta. São eles: Movimento de corte: é o movimento principal que permite cortar o material. O movimento é rotativo e realizado pela peça. Movimento de avanço: é o movimento que desloca a ferramenta ao longo da superfície da peça.
-
Upload
lucas-zavistanovicz -
Category
Documents
-
view
79 -
download
1
Transcript of Torneamento Convencional
TorneamentoO processo que se baseia no movimento da peça em torno de seu próprio eixo
chama-se torneamento. O torneamento é uma operação de usinagem que permite trabalhar peças cilíndricas movidas por um movimento uniforme de rotação em torno de um eixo fixo.
O torneamento, como todos os trabalhos executados com máquinas-ferramenta, acontece mediante a retirada progressiva do cavaco da peça trabalhada. O cavaco é cortado por uma ferramenta de um só gume cortante, que deve ter uma dureza superior à do material a ser cortado.
No torneamento, a ferramenta penetra na peça, cujo movimento rotativo ao redor de seu eixo permite o corte contínuo e regular do material. A força necessária para retirar o cavaco é feita sobre a peça, enquanto a ferramenta, firmemente presa ao porta-ferramenta, contrabalança a reação dessa força.
Para realizar o torneamento, são necessários três movimentos relativos entra a peça e a ferramenta. São eles:
Movimento de corte: é o movimento principal que permite cortar o material. O movimento é rotativo e realizado pela peça.
Movimento de avanço: é o movimento que desloca a ferramenta ao longo da superfície da peça.
Movimento de penetração: é o movimento que determina a profundidade de corte ao empurrar a ferramenta em direção ao interior da peça e assim regular a profundidade do passe e a espessura do cavaco.
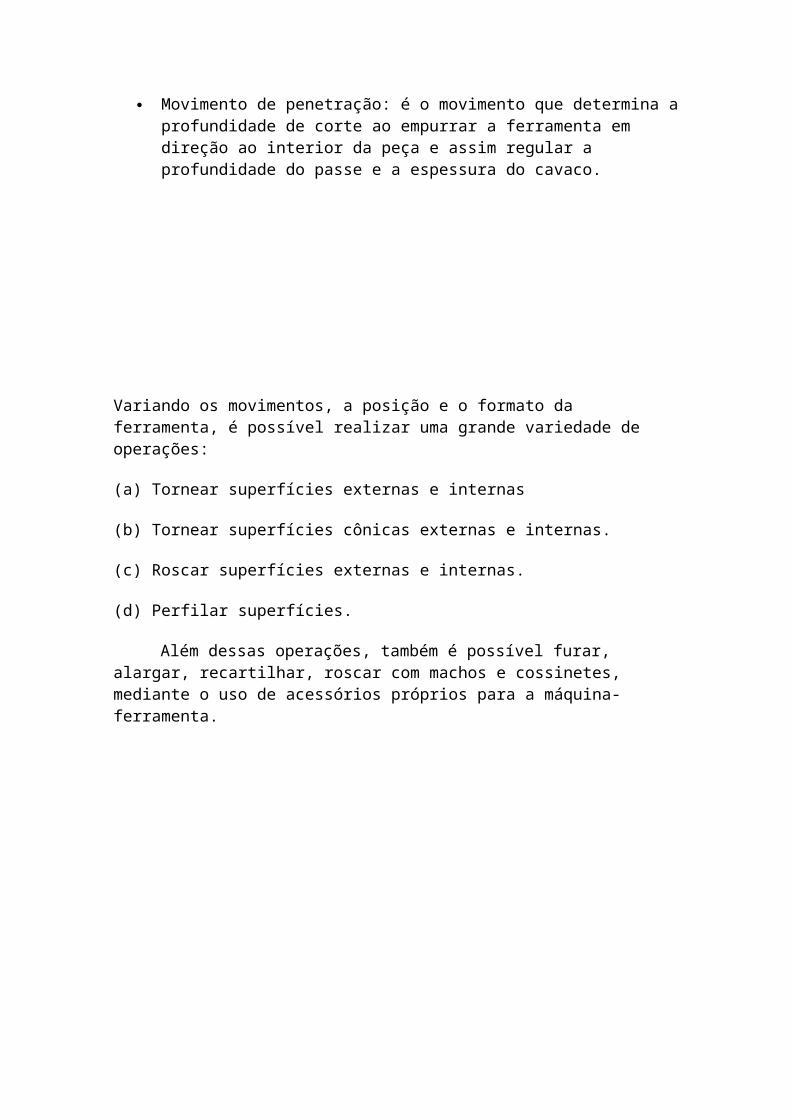
Variando os movimentos, a posição e o formato da ferramenta, é possível realizar uma grande variedade de operações:
(a) Tornear superfícies externas e internas
(b) Tornear superfícies cônicas externas e internas.
(c) Roscar superfícies externas e internas.
(d) Perfilar superfícies.
Além dessas operações, também é possível furar, alargar, recartilhar, roscar com machos e cossinetes, mediante o uso de acessórios próprios para a máquina-ferramenta.
O torno mais simples que existe é o torno universal. Esse torno possui eixo e barramento horizontais e tem a capacidade de realizar todas as operações já citadas.
Todos os tornos, respeitando-se suas variações de dispositivos, ou dimensões exigidas em cada caso, são compostos as seguintes partes:
(1) Corpo da máquina: barramento, cabeçote fixo e móvel, caixas de mudança de velocidade.
(2) Sistema de transmissão de movimento do eixo: motor, polia, engrenagem, redutores.
(3) Sistemas de deslocamento da ferramenta e de movimentação da ferramenta em diferentes velocidades: engrenagens, caixa de câmbio, inversores de marcha, fusos, vara, etc.
(4) Sistema de fixação da ferramenta: torre, carro porta-ferramenta, carro transversal, carro principal ou longitudinal e da peça: placas, cabeçote móvel.
(5) Comandos dos movimentos e das velocidades: manivelas e alavancas.
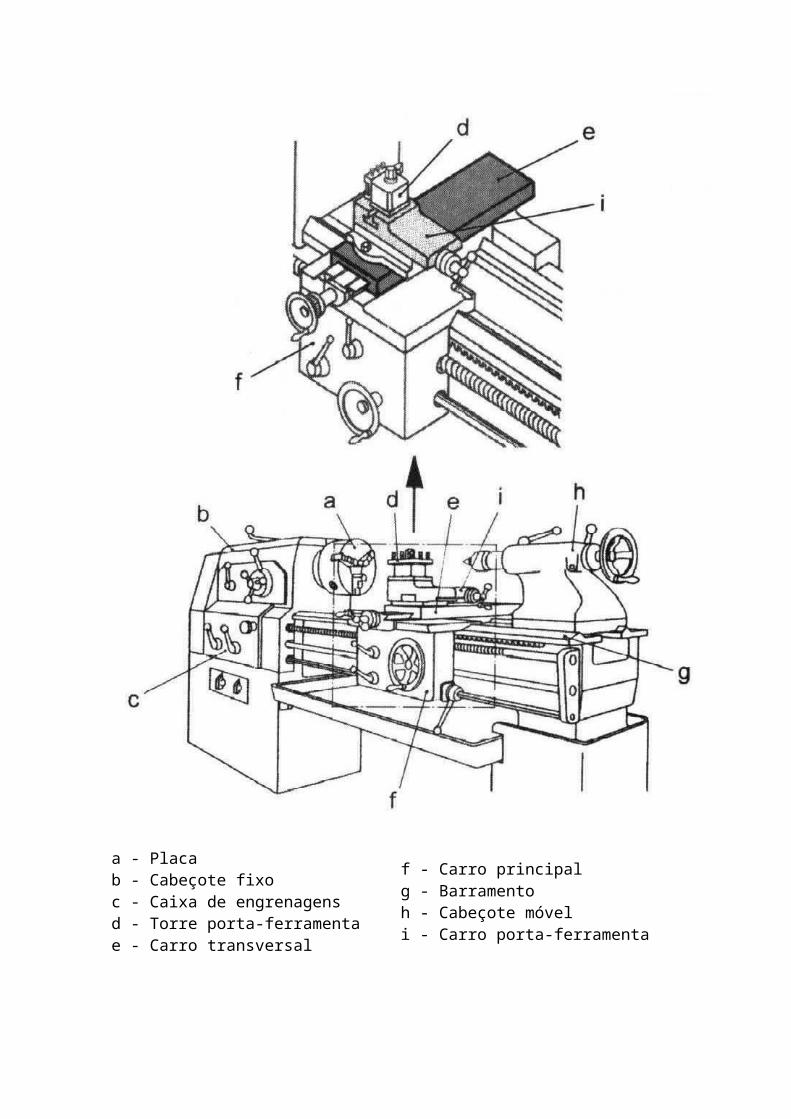
a - Placa b - Cabeçote fixo c - Caixa de engrenagens d - Torre porta-ferramenta e - Carro transversal
f - Carro principal g - Barramento h - Cabeçote móvel i - Carro porta-ferramenta
Essas partes componentes são comuns a todos os tornos. O que diferencia um dos outros é a capacidade de produção, se é automático ou não, o tipo de comando: manual, hidráulico, eletrônico, por computador, etc.
Nesse grupo enquadram-se os tornos revólver, copiadores, automáticos, por comando numérico ou por comando numérico computadorizado.
Fixação da peça
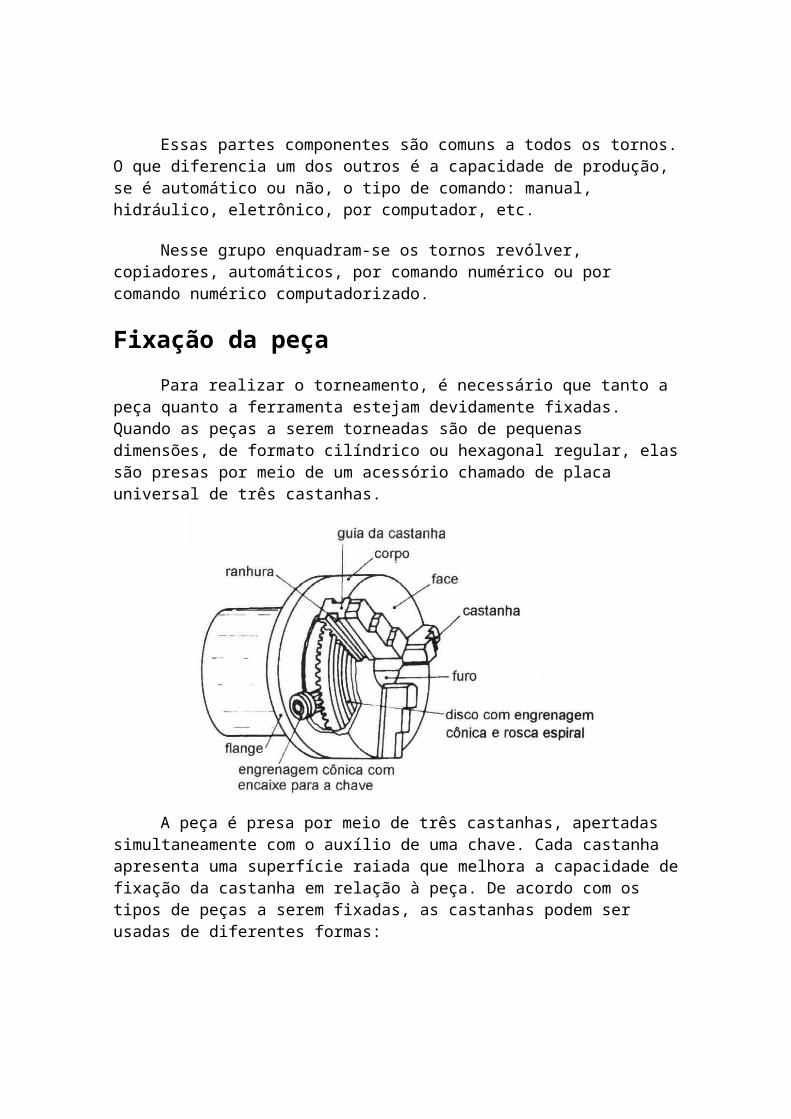
Para realizar o torneamento, é necessário que tanto a peça quanto a ferramenta estejam devidamente fixadas. Quando as peças a serem torneadas são de pequenas dimensões, de formato cilíndrico ou hexagonal regular, elas são presas por meio de um acessório chamado de placa universal de três castanhas.
A peça é presa por meio de três castanhas, apertadas simultaneamente com o auxílio de uma chave. Cada castanha apresenta uma superfície raiada que melhora a capacidade de fixação da castanha em relação à peça. De acordo com os tipos de peças a serem fixadas, as castanhas podem ser usadas de diferentes formas:
(1) Para peças cilíndricas maciças como eixos, por exemplo, a fixação é feita por meio da parte raiada interna das castanhas voltadas para o eixo da placa universal.
(2) Para peças com formato de anel, utiliza-se a parte raiada externa das castanhas.
(3) Para peças em forma de disco, as castanhas normais são substituídas por castanhas invertidas.
Operações de torneamento
A primeira operação do torneamento é, pois, fazer no material uma superfície plana perpendicular ao eixo do torno, de modo que se obtenha uma face de referência para as medidas que derivam dessa face. Essa operação chama-se facear. Antes de iniciar qualquer operação no torno, lembre-se sempre de usar o equipamento de proteção individual (EPI): óculos de segurança, sapatos e roupas apropriados e rede para prender o cabelo (se necessário). Além disso, o operador não pode usar anéis, alianças, pulseiras, correntes e relógio que podem ficar presos às partes móveis da máquina, causando acidente.
Essa operação de facear é realizada do centro para a periferia da peça. Existe um tipo de ferramenta que permite facear em sentido contrário.
Depois do faceamento, pode-se executar o torneamento de superfície cilíndrica externa, que é muito semelhante à operação anterior. É uma operação que consiste em dar um formato cilíndrico a um material em rotação submetido à ação de uma ferramenta de corte. Essa operação é uma das mais executadas no torno e tem a finalidade de produzir eixos e buchas ou preparar material para outras operações. Sua execução tem as seguintes etapas:
Fixação da peça, deixando livre um comprimento maior do que a parte que será torneada, e centralizando bem o material.
Montagem da ferramenta no porta-ferramenta de modo que a ponta da ferramenta fique na altura do centro do torno.
Regulagem do torno na rotação adequada, consultando a tabela específica. Marcação, no material, do comprimento a ser torneado. Para isso, a ferramenta
deve ser deslocada até o comprimento desejado e a medição deve ser feita com o paquímetro. A marcação é feita acionando o torno e fazendo um risco de referência.
Determinar a profundidade de corte: o Ligar o torno e aproximar a ferramenta até marcar o início do corte no
material; o Deslocar a ferramenta para fora da peça; o Zerar o anel graduado e fazer a ferramenta penetrar no material a uma
profundidade suficiente para remover a casca do material. Execução do torneamento:
o Fazer um rebaixo inicial; o Deslocar a ferramenta para fora da peça; o Desligar a máquina; o Verificar o diâmetro obtido no rebaixo; o Tornear completando o passe até o comprimento determinado pela marca
(deve-se usar fluido de corte onde for necessário); o Repetir quantas vezes for necessário para atingir o diâmetro desejado.
Cabeçote móvel
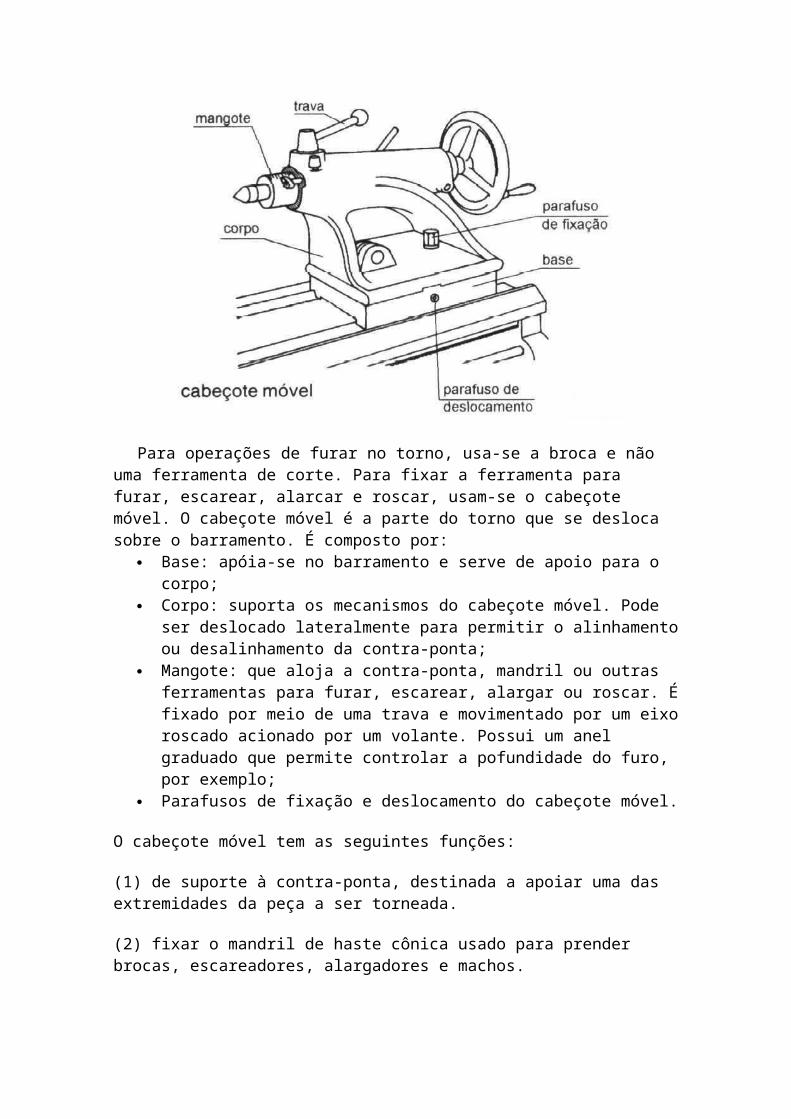
Para operações de furar no torno, usa-se a broca e não uma ferramenta de corte. Para fixar a ferramenta para furar, escarear, alarcar e roscar, usam-se o cabeçote móvel. O cabeçote móvel é a parte do torno que se desloca sobre o barramento. É composto por:
Base: apóia-se no barramento e serve de apoio para o corpo; Corpo: suporta os mecanismos do cabeçote móvel. Pode ser deslocado
lateralmente para permitir o alinhamento ou desalinhamento da contra-ponta; Mangote: que aloja a contra-ponta, mandril ou outras ferramentas para furar,
escarear, alargar ou roscar. É fixado por meio de uma trava e movimentado por um eixo roscado acionado por um volante. Possui um anel graduado que permite controlar a pofundidade do furo, por exemplo;
Parafusos de fixação e deslocamento do cabeçote móvel.
O cabeçote móvel tem as seguintes funções:
(1) de suporte à contra-ponta, destinada a apoiar uma das extremidades da peça a ser torneada.
(2) fixar o mandril de haste cônica usado para prender brocas, escareadores, alargadores e machos.
(3) suporte direto para ferramentas de corte de haste cônica como brocas e alargadores - serve também de apoio para operações de rosqueamento manual;
(4) deslocar a contra-ponta lateralmente, para o torneamento de peças longas de pequena conicidade.
O torno permite a execução de furos para:
Abrir furos de forma de dimensões determinadas, chamados de furos de centro, em materiais que precisam ser trabalhados entre duas pontas ou entre a placa e a ponta. Esse tipo de furo também é um passo prévio para se fazer um furo com broca comum.
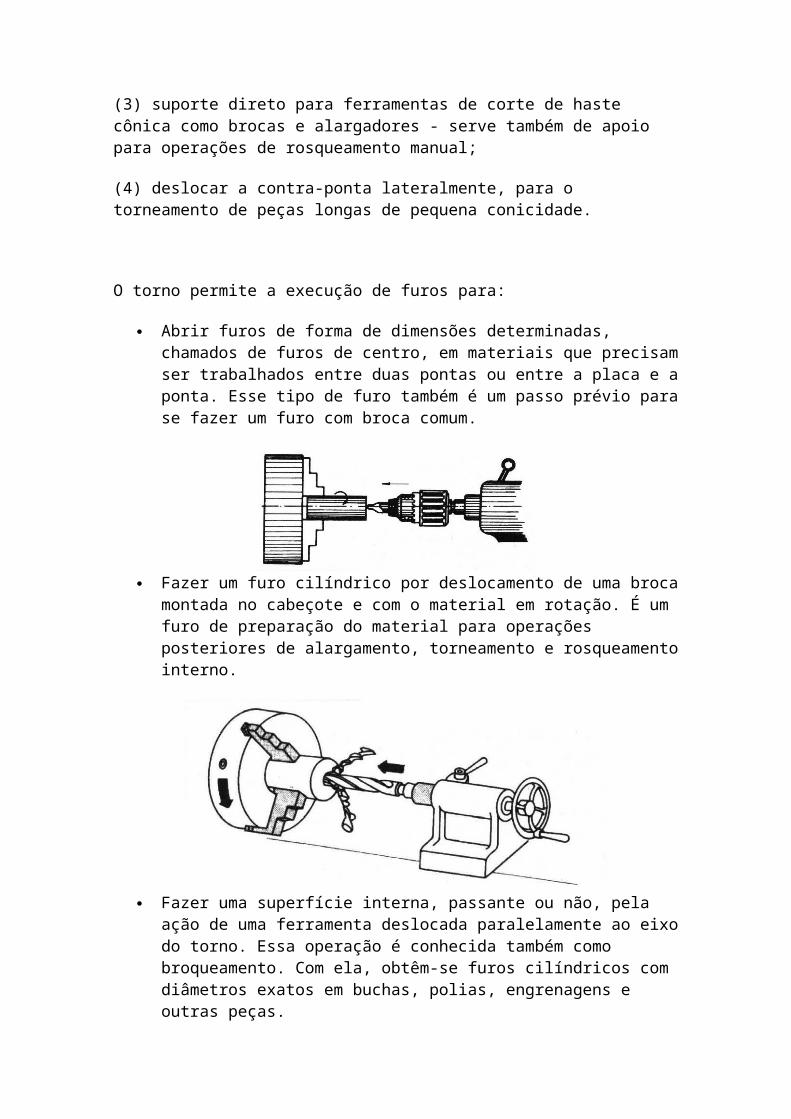
Fazer um furo cilíndrico por deslocamento de uma broca montada no cabeçote e com o material em rotação. É um furo de preparação do material para operações posteriores de alargamento, torneamento e rosqueamento interno.
Fazer uma superfície interna, passante ou não, pela ação de uma ferramenta deslocada paralelamente ao eixo do torno. Essa operação é conhecida também como broqueamento. Com ela, obtêm-se furos cilíndricos com diâmetros exatos em buchas, polias, engrenagens e outras peças.
Acessórios para o torno
O torno tem vários tipos de acessórios que ajudam a prender as peças de maior comprimento: pontas, contra-pontas, placas de arraste e arrastador, lunetas fixas e móveis.
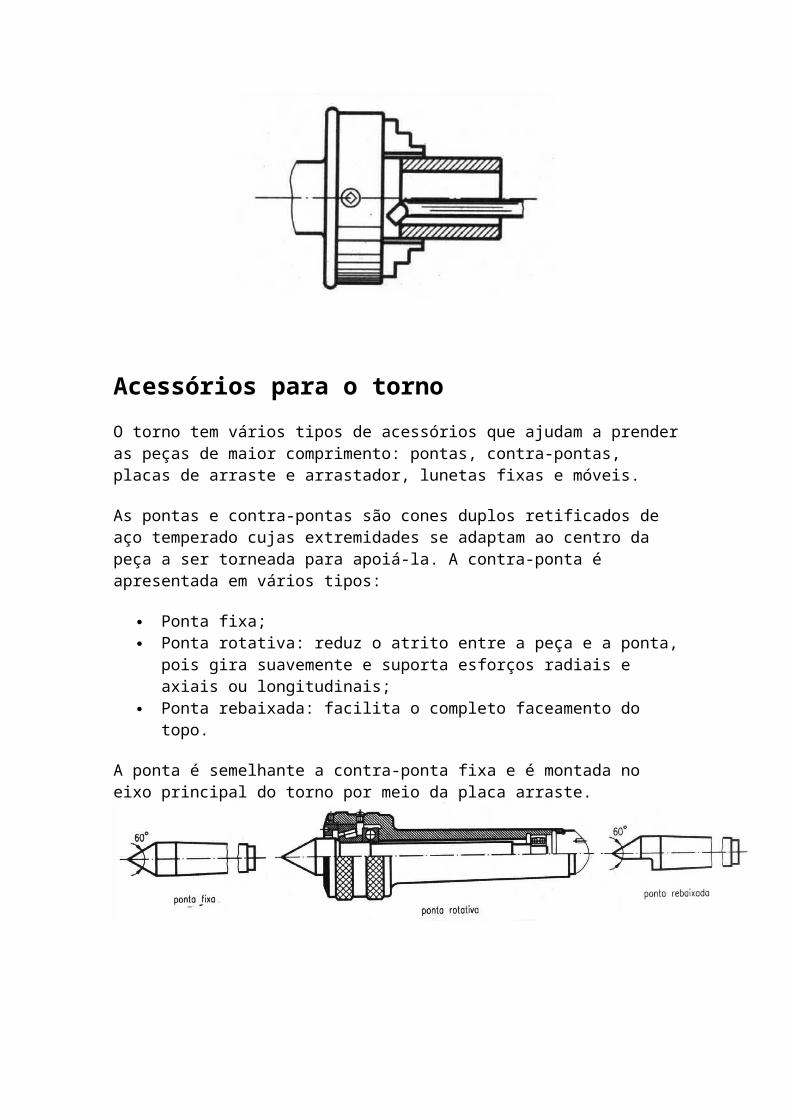
As pontas e contra-pontas são cones duplos retificados de aço temperado cujas extremidades se adaptam ao centro da peça a ser torneada para apoiá-la. A contra-ponta é apresentada em vários tipos:
Ponta fixa; Ponta rotativa: reduz o atrito entre a peça e a ponta, pois gira suavemente e
suporta esforços radiais e axiais ou longitudinais; Ponta rebaixada: facilita o completo faceamento do topo.
A ponta é semelhante a contra-ponta fixa e é montada no eixo principal do torno por meio da placa arraste.
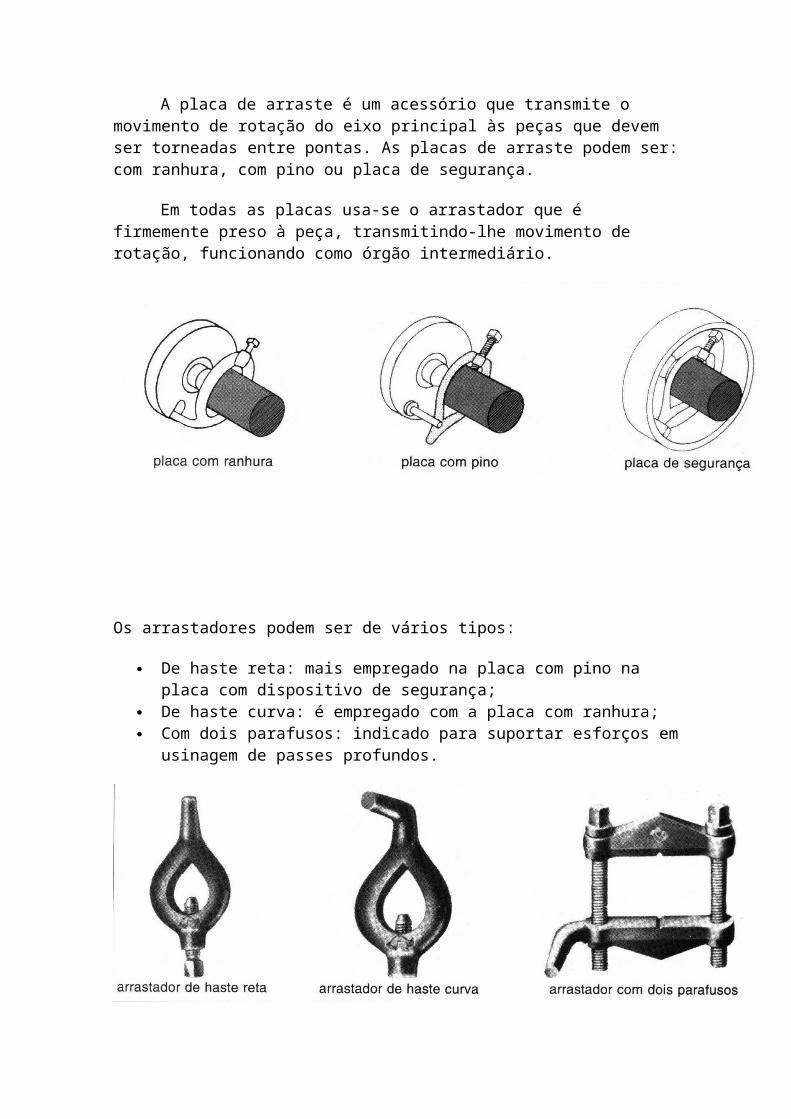
A placa de arraste é um acessório que transmite o movimento de rotação do eixo principal às peças que devem ser torneadas entre pontas. As placas de arraste podem ser: com ranhura, com pino ou placa de segurança.
Em todas as placas usa-se o arrastador que é firmemente preso à peça, transmitindo-lhe movimento de rotação, funcionando como órgão intermediário.
Os arrastadores podem ser de vários tipos:
De haste reta: mais empregado na placa com pino na placa com dispositivo de segurança;
De haste curva: é empregado com a placa com ranhura; Com dois parafusos: indicado para suportar esforços em usinagem de passes
profundos.
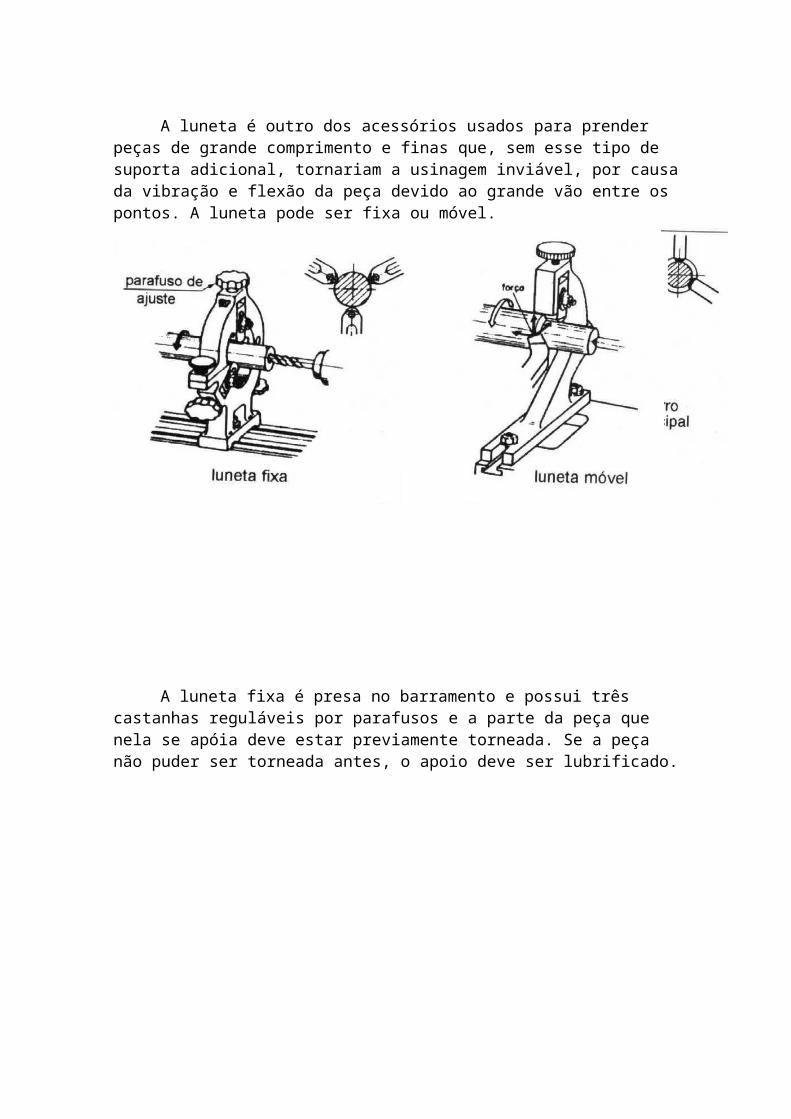
A luneta é outro dos acessórios usados para prender peças de grande comprimento e finas que, sem esse tipo de suporta adicional, tornariam a usinagem inviável, por causa da vibração e flexão da peça devido ao grande vão entre os pontos. A luneta pode ser fixa ou móvel.
A luneta fixa é presa no barramento e possui três castanhas reguláveis por parafusos e a parte da peça que nela se apóia deve estar previamente torneada. Se a peça não puder ser torneada antes, o apoio deve ser lubrificado.
A luneta móvel geralmente possui duas castanhas. Ela apóia a peça durante todo o avanço da ferramenta, pois está fixada no carro do torno.
Tabelas sobre geometria e parâmetros de corte para torneamento
ângulo de folga
ângulo de cunha
ângulo de saída
Tabela 01: Geometria de corte
Ferramenta de Aço rápido Ferramenta de metal duro
Material
Aço macio 8º 64º 18º 5º 75º 10º
Aço liga 8º 74º 8º 5º 75º 10º
Ferro fundido 8º 82º 0º 5º 85º 0º
Metal não ferroso 6º 82º 2º 5º 75º 10º
Metal leve 10º 40º 40º 10º 60º 20º
Plástico 12º 66º 12º 12º 66º 12º














![CATÁLOGO GERAL C005Z; INSERTOS DE TORNEAMENTO · identificaÇÃo a002 neg insertos de torneamento [negativo] ... aplicaÇÃo de classes e quebra-cavacos para torneamento ... sistema](https://static.fdocumentos.com/doc/165x107/5c5df38a09d3f28e068b739a/catalogo-geral-c005z-insertos-de-torneamento-identificacao-a002-neg-insertos.jpg)


