Trabalho teórico SLS
27
Universidade de Trás-os-Montes e Alto Douro Escola de ciências e tecnologia Mestrado em Engenharia de Reabilitação e Acessibilidade Humanas Prototipagem Rápida Sinterização por Laser (SLS) Trabalho elaborado por: Cláudia Ribeiro nº30981 Rui Pereira nº30998 Sara Abraão nº31000 Conceção e Fabrico de Produtos de Apoio Assistido por Computador Vila Real, Junho 2012
-
Upload
claudia-ribeiro -
Category
Documents
-
view
240 -
download
8
Transcript of Trabalho teórico SLS

Universidade de Trás-os-Montes e Alto Douro
Escola de ciências e tecnologia
Mestrado em Engenharia de Reabilitação e Acessibilidade Humanas
Prototipagem Rápida Sinterização por Laser (SLS)
Trabalho elaborado por:
Cláudia Ribeiro nº30981
Rui Pereira nº30998
Sara Abraão nº31000
Conceção e Fabrico de Produtos de Apoio Assistido por Computador
Vila Real, Junho 2012
2
Resumo
Inseridos numa sociedade bastante consumista e possuidora de padrões cada vez
mais exigentes, juntamente com as novas imposições dos mercados, o processo de
desenvolvimento de um produto sofre uma enorme alteração com o objetivo de
responder à necessidade crescente de produtos com carácter mais complexo e
promovidos de maior qualidade. Assim sendo, torna-se necessário o lançamento cada
vez mais rápido dos produtos no mercado.
Como solução a esta realidade, surge a prototipagem rápida, que busca dar a
resposta rápida e consistente às exigências da sociedade. De várias tecnologias usadas
pela prototipagem, a Sinterização Seletiva por Laser (SLS), destina-se à obtenção de
protótipos a partir de material em pó que se solidifica seletivamente quando exposto a
uma fonte de raio laser.
Assim sendo, este trabalho procura aprofundar o processo de Sinterização Seletiva por
Laser, de modo a compreender o seu funcionamento, requisitos, vantagens e
desvantagens, aplicações, entre outros aspetos a considerar.
Relativamente às vantagens desta técnica, destaca-se a sua boa precisão, excelente
contração, excelente resistência, grande variedade de materiais e o facto de não
necessitar de suporte nem de operações pós-cura. Face aos inconvenientes da mesma,
apresentam-se peças porosas com fraco acabamento superficial e elevado consumo de
energia para sintetizar as partículas do material.
Porém, na escolha do processo utilizado no fabrico de protótipos é necessário
analisar as vantagens e desvantagens de modo obter respostas rápidas, eficazes e de
grande qualidade.
3
Índice
Resumo .......................................................................................................................................... 2
CAPÍTULO I ............................................................................................................................... 5
Introdução .................................................................................................................................... 5
1.1. Introdução ..................................................................................................................... 6
CAPÍTULO II .............................................................................................................................. 8
A Tecnologia de Sinterização seletiva a laser (SLS) ................................................................. 8
2.1. A Tecnologia SLS ................................................................................................................. 9
2.2. Pontos fortes da tecnologia ............................................................................................. 10
2.2.1. Material ..................................................................................................................... 10
2.2.2. Dimensão dos modelos ............................................................................................. 11
2.3. Desenvolvimento da Tecnologia ...................................................................................... 11
CAPÍTULO III .......................................................................................................................... 13
Processo de Sinterização Seletiva a Laser ............................................................................... 13
3.1. Processo de Sinterização Seletiva a Laser ........................................................................ 14
3.2. Vantagens e desvantagens ............................................................................................... 17
3.3. Comparação dos métodos de prototipagem ................................................................... 18
CAPÍTULO IV .......................................................................................................................... 19
Aplicação do Processo de Sinterização Seletiva a Laser ........................................................ 19
4.1. Aplicação da SLS em diferentes materiais (Metais e Plásticos) ....................................... 20
4.1.1. Sinterização Seletiva Por Lasers De Metais ............................................................... 20
4.1.2. Sinterização Seletiva Por Laser De Plástico ............................................................... 21
4.1.3. Exemplos das aplicações de Sinterização Seletiva Por Laser nos diferentes materiais
............................................................................................................................................. 21
4.1.4. Exemplos ilustrativos de aplicações da sinterização seletiva nos diferentes materiais
............................................................................................................................................. 22
4.2. Perspetivas Futuras .......................................................................................................... 23
CAPÍTULO V ............................................................................................................................ 24
Conclusão ................................................................................................................................... 24
5.1.Conclusão .......................................................................................................................... 25
Referencias Bibliográficas ........................................................................................................... 26
4
Índice de Figuras
Figura 1 - Aplicações de prototipagem rápida em diferentes áreas produto (Wohlers, 1998). ..... 6
Figura 3 – Processo SLS. (Deckard, 1986) ................................................................................... 9
Figura 4 - Fases posteriores à construção do protótipo. (Pressman, 2006) ................................. 10
Figura 5 - Modelo funcional ........................................................................................................ 11
Figura 6 - Esquema de um sistema de sinterização por laser (EOS, 2002). ................................ 14
Figura 7 - Influência dos principais parâmetros de construção no processo SLS. (Handro et all,
2001); (Wang, 1999) ................................................................................................................... 16
Índice de Tabelas
Tabela 1 - Principais vantagens e desvantagens do processo SLS. (Hao et al , 2005) ................ 17
Tabela 2 – Comparação dos métodos de prototipagem (Gorni, 2001). ....................................... 18
5
CAPÍTULO I
Introdução

6
1.1. Introdução
Ao longo dos últimos anos, a sociedade tem vindo a desenvolver um caracter cada
vez mais consumista. Este facto levou a elevados padrões de exigência, juntamente com
novas imposições de mercados internacionais. Repara-se que o processo de
desenvolvimento de um produto sofre uma enorme alteração, com o objetivo de
responder à necessidade crescente de produtos com características mais complexas e
com maior qualidade. Assim sendo, torna-se imprescindível o seu rápido lançamento no
mercado.
Como solução a esta realidade, surge a prototipagem rápida, que busca dar a
resposta rápida e consistente às exigências da sociedade.
Figura 1 - Aplicações de prototipagem rápida em diferentes áreas produto (Wohlers, 1998).
Os sistemas de prototipagem rápida surgiram inicialmente em 1987 com o
processo de estereolitografia da empresa americana 3D Systems, processo que solidifica
camadas (layers) de resina fotossensível por meio de laser. Assim, entende-se por
prototipagem rápida, um conjunto de tecnologias usadas para se fabricar objetos físicos
diretamente a partir de fontes de dados gerados por sistemas de projeto auxiliado por
computador, através do programa CAD (Autocad) (Chua et al., 2003). Ou seja, ao
contrário dos processos de maquinagem, que subtraem material da peça em bruto para
se obter a peça pretendida, os sistemas de prototipagem rápida geram a peça a partir da
união gradativa de líquidos, pós ou folha. Camada por camada, a partir de secções
transversais da peça obtidas a partir do modelo 3D, as máquinas de prototipagem rápida
produzem peças em plásticos, madeira, cerâmica ou metais. Os dados para as máquinas
de prototipagem são gerados no sistema CAD no formato STL-Standard tessellation
7
language (linguagem padrão de infusão de Mosaicos), que aproxima o modelo sólido
por pequenos triângulos ou facetas (Grimm, 2004).
Os métodos de prototipagem rápida, constituem um auxílio visual excelente
durante a discussão prévia do projeto com colaboradores ou clientes. Além disso, o
protótipo pode permitir testes prévios de modo a estudar melhor a sua funcionalidade e
aplicação.
Atualmente, existem pelo menos sete diferentes técnicas de prototipagem rápida
disponíveis comercialmente, nomeadamente, estereolitografia (SLA), manufatura de
objetos em lâminas (LOM), sinterização seletiva a laser (SLS), modelagem por
deposição de material fundido (FDM), cura sólida na base (SGC), impressão por jacto
de tinta (MJT) e conformação próxima ao formato final via laser (LENS). Porém, ainda
se podem dividir as técnicas de prototipagem aplicadas para a ferramentaria rápida em
duas classes principais, ferramenta indireta subdividida em vazamento a vácuo e
moldagem por injeção, e ferramenta direta subdividida em rapid tool e direct AIM
(Rosochowski et al., 2000; Chua et al.,2003).
Independentemente da técnica de prototipagem rápida, todos eles são constituídos
por cinco etapas básicas: 1-Criação de um modelo CAD da peça; 2-Conversão do
arquivo CAD para formato STL; 3- Divisão do arquivo STL em camadas; 4-Construção
do modelo pelo empilhamento das camadas; 5-Limpeza e acabamento do protótipo
(Gorni,2001).
A sinterização seletiva a laser, aprofundada ao longo deste trabalho, trata-se duma
técnica da prototipagem rápida. Esta técnica consiste na construção de um protótipo a
partir de material na forma de pó que se solidifica seletivamente quando exposto a uma
fonte de raio de laser.
Os objetivos pretendidos para este trabalho visam entender o funcionamento e
processamento da sinterização seletiva a laser, as suas vantagens e desvantagens,
aplicações da tecnologia, comparação com outras técnicas, entre outros aspetos a
considerar.

8
CAPÍTULO II
A Tecnologia de Sinterização seletiva a laser (SLS)
9
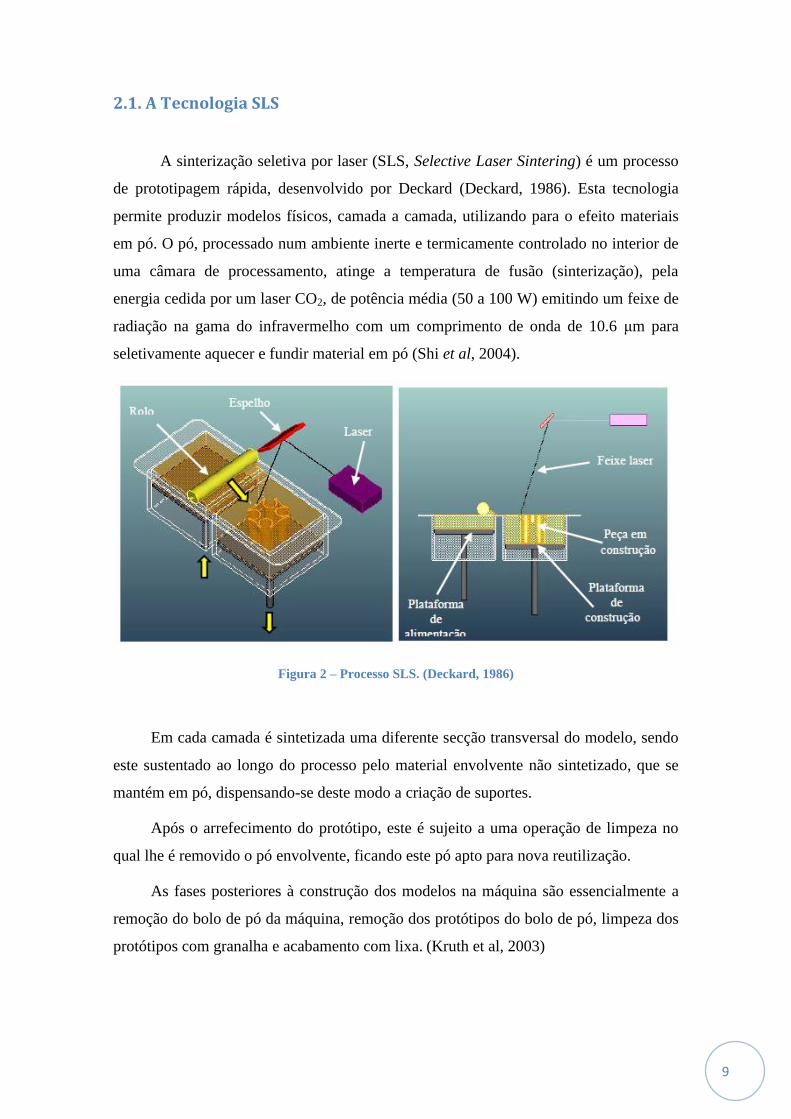
2.1. A Tecnologia SLS
A sinterização seletiva por laser (SLS, Selective Laser Sintering) é um processo
de prototipagem rápida, desenvolvido por Deckard (Deckard, 1986). Esta tecnologia
permite produzir modelos físicos, camada a camada, utilizando para o efeito materiais
em pó. O pó, processado num ambiente inerte e termicamente controlado no interior de
uma câmara de processamento, atinge a temperatura de fusão (sinterização), pela
energia cedida por um laser CO2, de potência média (50 a 100 W) emitindo um feixe de
radiação na gama do infravermelho com um comprimento de onda de 10.6 μm para
seletivamente aquecer e fundir material em pó (Shi et al, 2004).
Figura 2 – Processo SLS. (Deckard, 1986)
Em cada camada é sintetizada uma diferente secção transversal do modelo, sendo
este sustentado ao longo do processo pelo material envolvente não sintetizado, que se
mantém em pó, dispensando-se deste modo a criação de suportes.
Após o arrefecimento do protótipo, este é sujeito a uma operação de limpeza no
qual lhe é removido o pó envolvente, ficando este pó apto para nova reutilização.
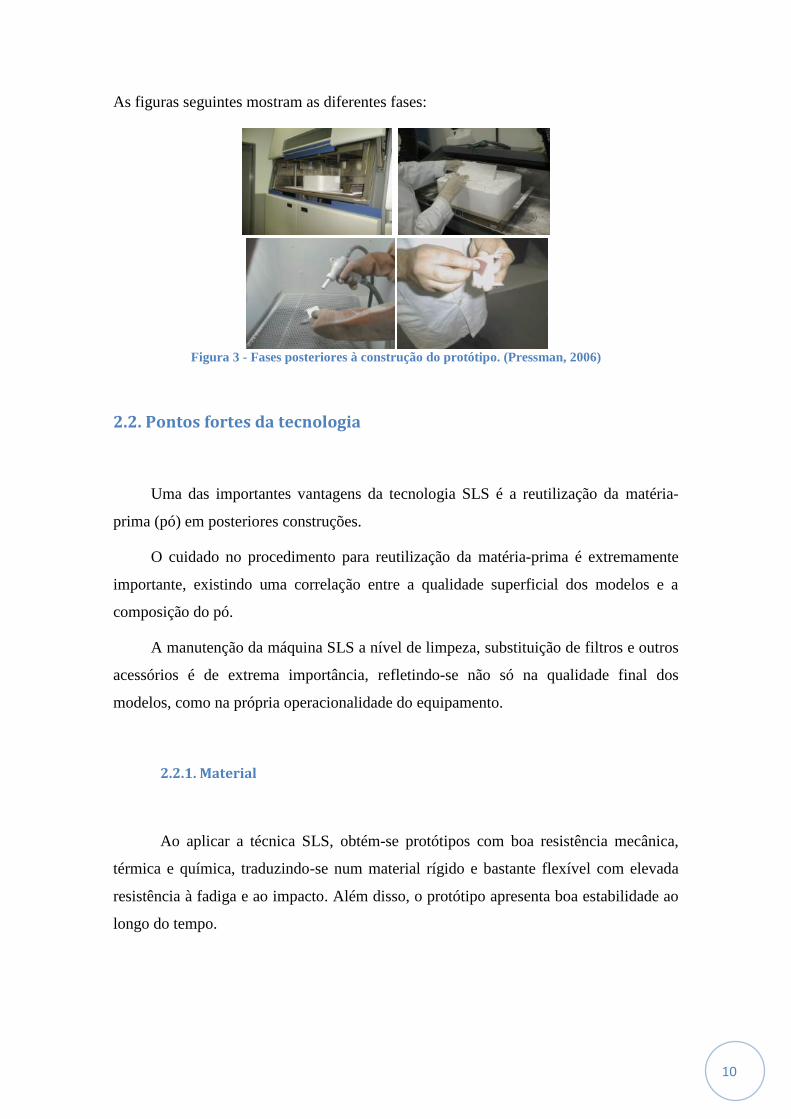
As fases posteriores à construção dos modelos na máquina são essencialmente a
remoção do bolo de pó da máquina, remoção dos protótipos do bolo de pó, limpeza dos
protótipos com granalha e acabamento com lixa. (Kruth et al, 2003)
10
As figuras seguintes mostram as diferentes fases:
Figura 3 - Fases posteriores à construção do protótipo. (Pressman, 2006)
2.2. Pontos fortes da tecnologia
Uma das importantes vantagens da tecnologia SLS é a reutilização da matéria-
prima (pó) em posteriores construções.
O cuidado no procedimento para reutilização da matéria-prima é extremamente
importante, existindo uma correlação entre a qualidade superficial dos modelos e a
composição do pó.
A manutenção da máquina SLS a nível de limpeza, substituição de filtros e outros
acessórios é de extrema importância, refletindo-se não só na qualidade final dos
modelos, como na própria operacionalidade do equipamento.
2.2.1. Material
Ao aplicar a técnica SLS, obtém-se protótipos com boa resistência mecânica,
térmica e química, traduzindo-se num material rígido e bastante flexível com elevada
resistência à fadiga e ao impacto. Além disso, o protótipo apresenta boa estabilidade ao
longo do tempo.
11
2.2.2. Dimensão dos modelos
Usando a tecnologia SLS consegue-se obter bom rigor em pormenor de peças
pequenas. O limite mínimo de espessura é aproximadamente 0,4 mm, sendo este valor
condicionado pelo diâmetro do feixe do laser.
2.3. Desenvolvimento da Tecnologia
Ao nível da prototipagem rápida, nota-se uma evolução dos protótipos visuais
simples para modelos muito semelhantes a peças ou ferramentas de produção, podendo
suportar os esforços típicos em condições reais de utilização.
Os testes de funcionalidade dos modelos podem ser realizados muito antes dos
dispendiosos moldes de injeção terem sido desenhados até ao último pormenor. Isto
possibilita a liberdade para serem realizados os ajustes necessários durante a fase de
projeto sem envolver custos muito elevados.
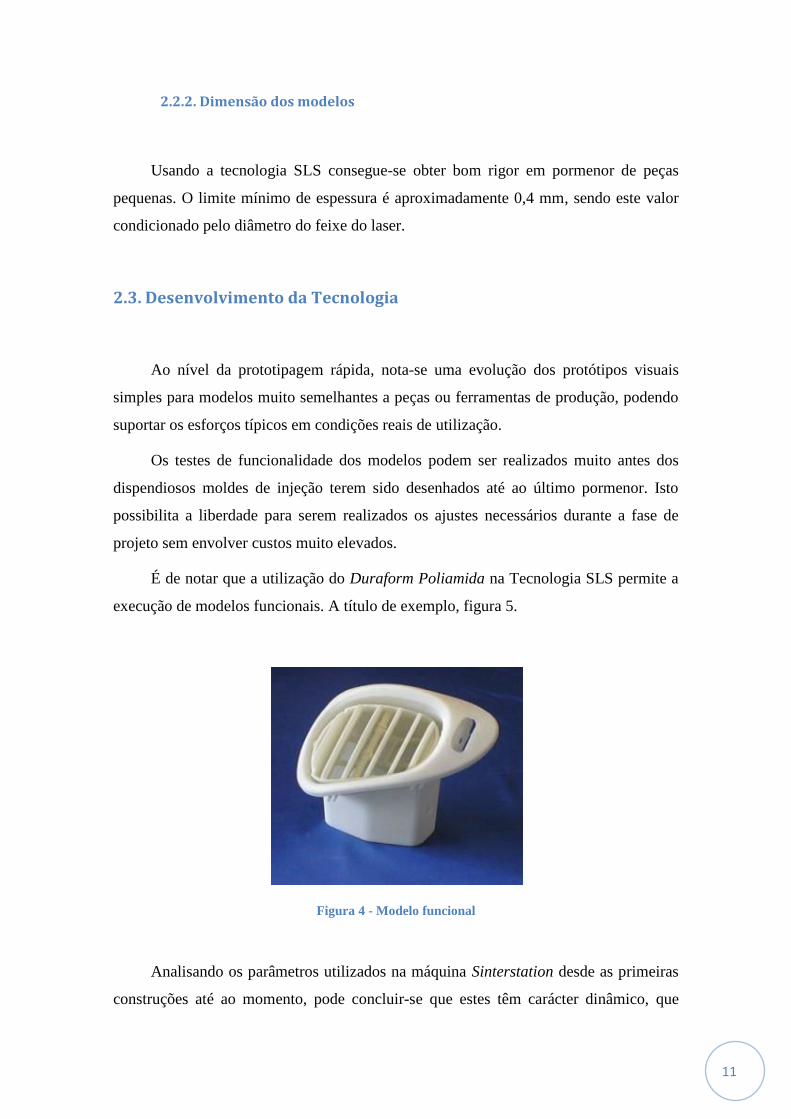
É de notar que a utilização do Duraform Poliamida na Tecnologia SLS permite a
execução de modelos funcionais. A título de exemplo, figura 5.
Figura 4 - Modelo funcional
Analisando os parâmetros utilizados na máquina Sinterstation desde as primeiras
construções até ao momento, pode concluir-se que estes têm carácter dinâmico, que

12
exigem atualização periódica de modo a obter protótipos com bom aspeto superficial,
boas propriedades físicas e mecânicas e bom rigor dimensional.
Os parâmetros mais importantes para otimizar os modelos são a escala e offset,
potência do laser, temperaturas na área de construção e temperaturas dos alimentadores
laterais.
Os cuidados a considerar nas fases posteriores à construção dos protótipos, estão
também diretamente relacionados com a qualidade final dos mesmos.
13
CAPÍTULO III
Processo de Sinterização Seletiva a Laser
14
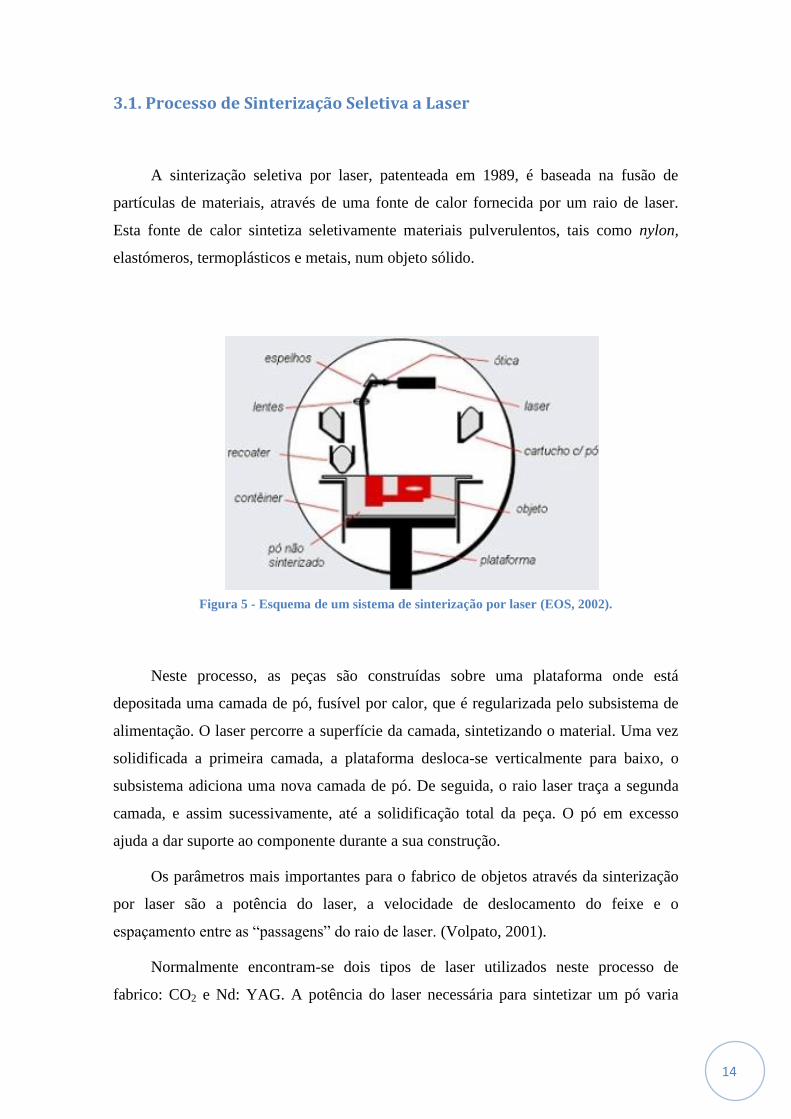
3.1. Processo de Sinterização Seletiva a Laser
A sinterização seletiva por laser, patenteada em 1989, é baseada na fusão de
partículas de materiais, através de uma fonte de calor fornecida por um raio de laser.
Esta fonte de calor sintetiza seletivamente materiais pulverulentos, tais como nylon,
elastómeros, termoplásticos e metais, num objeto sólido.
Neste processo, as peças são construídas sobre uma plataforma onde está
depositada uma camada de pó, fusível por calor, que é regularizada pelo subsistema de
alimentação. O laser percorre a superfície da camada, sintetizando o material. Uma vez
solidificada a primeira camada, a plataforma desloca-se verticalmente para baixo, o
subsistema adiciona uma nova camada de pó. De seguida, o raio laser traça a segunda
camada, e assim sucessivamente, até a solidificação total da peça. O pó em excesso
ajuda a dar suporte ao componente durante a sua construção.
Os parâmetros mais importantes para o fabrico de objetos através da sinterização
por laser são a potência do laser, a velocidade de deslocamento do feixe e o
espaçamento entre as “passagens” do raio de laser. (Volpato, 2001).
Normalmente encontram-se dois tipos de laser utilizados neste processo de
fabrico: CO2 e Nd: YAG. A potência do laser necessária para sintetizar um pó varia
Figura 5 - Esquema de um sistema de sinterização por laser (EOS, 2002).
15
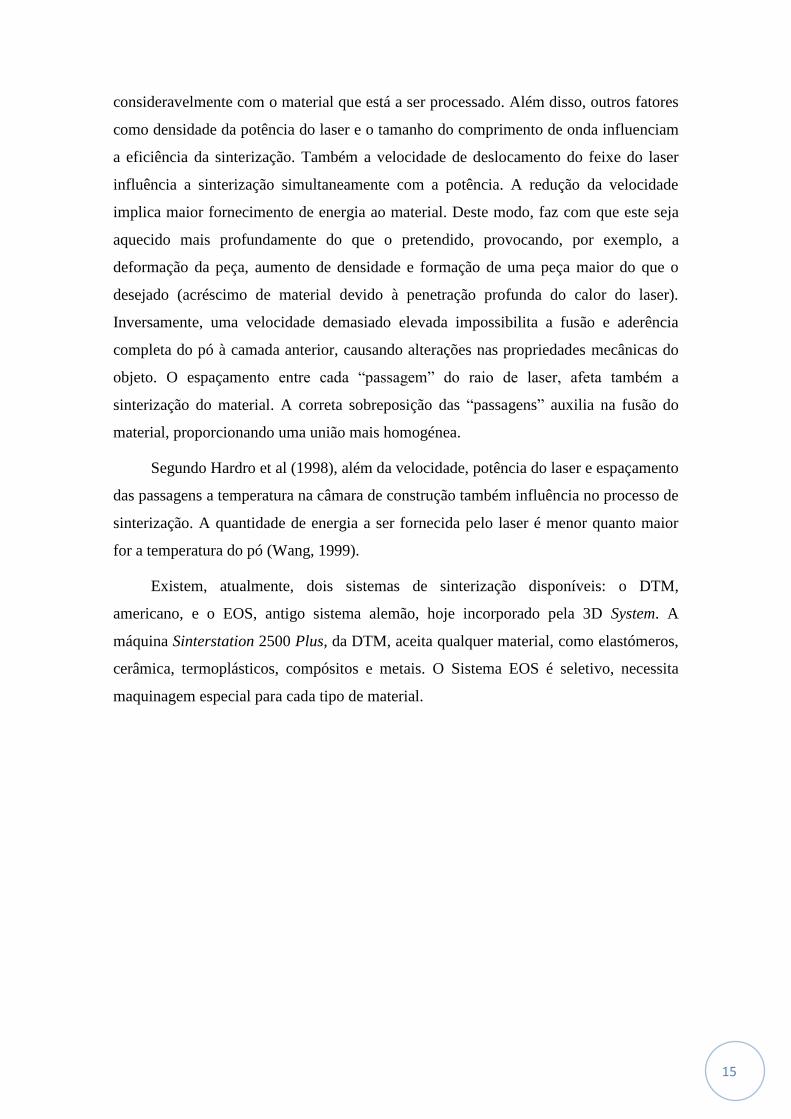
consideravelmente com o material que está a ser processado. Além disso, outros fatores
como densidade da potência do laser e o tamanho do comprimento de onda influenciam
a eficiência da sinterização. Também a velocidade de deslocamento do feixe do laser
influência a sinterização simultaneamente com a potência. A redução da velocidade
implica maior fornecimento de energia ao material. Deste modo, faz com que este seja
aquecido mais profundamente do que o pretendido, provocando, por exemplo, a
deformação da peça, aumento de densidade e formação de uma peça maior do que o
desejado (acréscimo de material devido à penetração profunda do calor do laser).
Inversamente, uma velocidade demasiado elevada impossibilita a fusão e aderência
completa do pó à camada anterior, causando alterações nas propriedades mecânicas do
objeto. O espaçamento entre cada “passagem” do raio de laser, afeta também a
sinterização do material. A correta sobreposição das “passagens” auxilia na fusão do
material, proporcionando uma união mais homogénea.
Segundo Hardro et al (1998), além da velocidade, potência do laser e espaçamento
das passagens a temperatura na câmara de construção também influência no processo de
sinterização. A quantidade de energia a ser fornecida pelo laser é menor quanto maior
for a temperatura do pó (Wang, 1999).
Existem, atualmente, dois sistemas de sinterização disponíveis: o DTM,
americano, e o EOS, antigo sistema alemão, hoje incorporado pela 3D System. A
máquina Sinterstation 2500 Plus, da DTM, aceita qualquer material, como elastómeros,
cerâmica, termoplásticos, compósitos e metais. O Sistema EOS é seletivo, necessita
maquinagem especial para cada tipo de material.
16
Figura 6 - Influência dos principais parâmetros de construção no processo SLS. (Handro et all,
2001); (Wang, 1999)
17
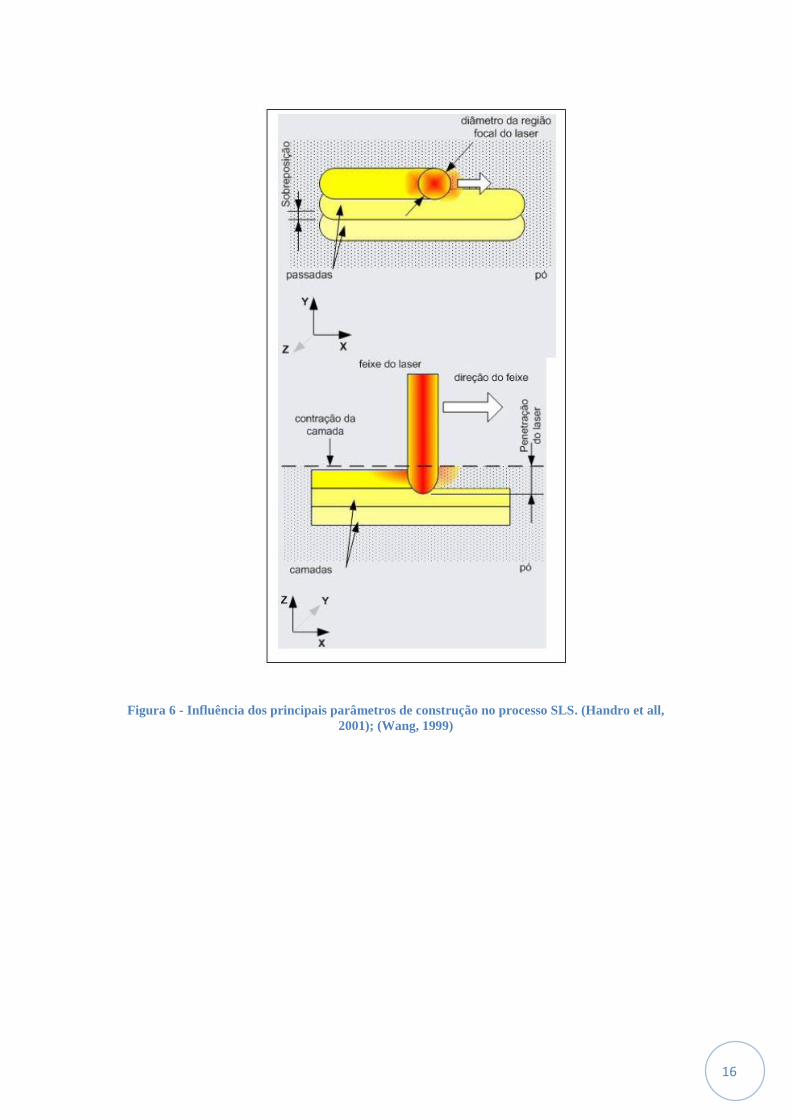
3.2. Vantagens e desvantagens
As principais vantagens e desvantagens do processo SLS encontram-se resumidas na
Tabela 1.
Tabela 1 - Principais vantagens e desvantagens do processo SLS. (Hao et al , 2005)
Vantagens Desvantagens
Protótipo com melhores propriedades
mecânicas (resistências mecânicas mais
elevadas);
Modelos com superfícies rugosas e com
porosidade;
Obtenção de bons protótipos funcionais
termoplásticos;
O acabamento superficial e a precisão do
protótipo não são tão bons quanto a
estereolitografia;
Mais rápido do que a SL e o FDM; Distorções e deformações;
Não necessita de suportes, nem pós cura
(quando se usam termoplásticos);
Precisão dimensional inferior à SL e ao
LOM;
Possibilidade de empilhamento de várias
peças para fabricação;
Elevado custo das matérias-primas;
Pode ser utilizado numa grande
quantidade de materiais
Consumo elevado de energia para sintetizar
as partículas de material;
Possibilidade de emissão de gases tóxicos
que devem ser cuidadosamente removidos.
18
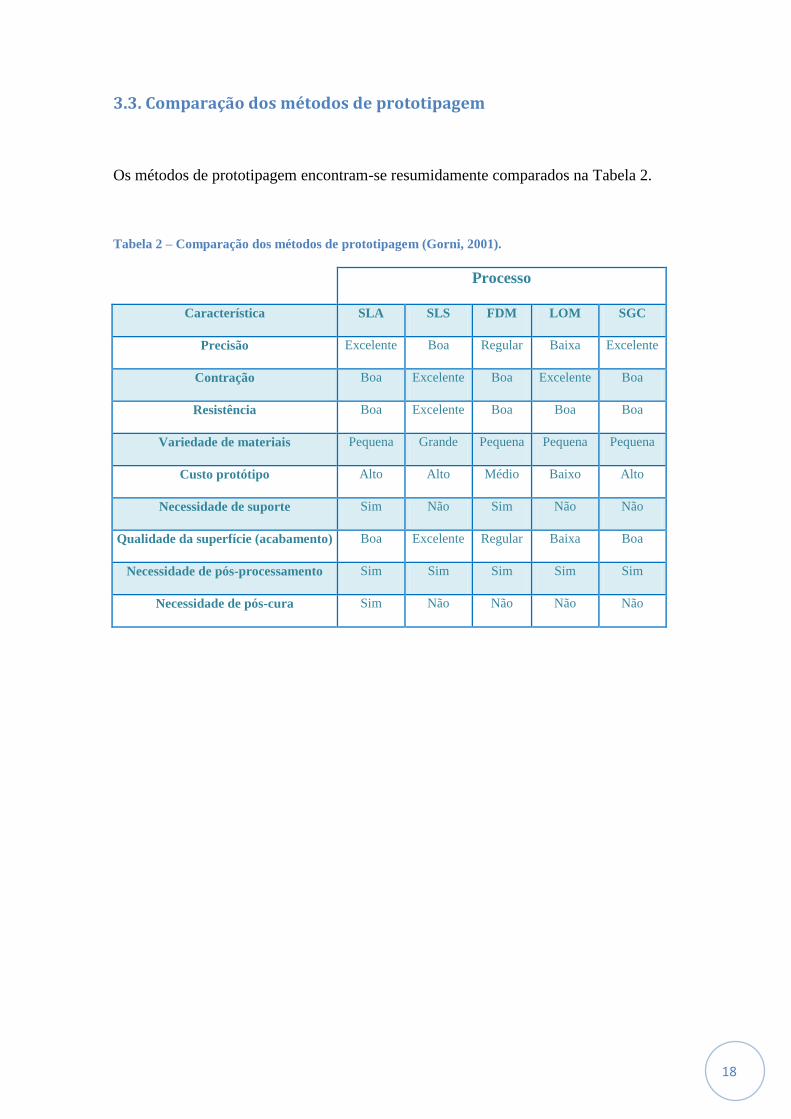
3.3. Comparação dos métodos de prototipagem
Os métodos de prototipagem encontram-se resumidamente comparados na Tabela 2.
Tabela 2 – Comparação dos métodos de prototipagem (Gorni, 2001).
Processo
Característica SLA SLS FDM LOM SGC
Precisão Excelente Boa Regular Baixa Excelente
Contração Boa Excelente Boa Excelente Boa
Resistência Boa Excelente Boa Boa Boa
Variedade de materiais Pequena Grande Pequena Pequena Pequena
Custo protótipo Alto Alto Médio Baixo Alto
Necessidade de suporte Sim Não Sim Não Não
Qualidade da superfície (acabamento) Boa Excelente Regular Baixa Boa
Necessidade de pós-processamento Sim Sim Sim Sim Sim
Necessidade de pós-cura Sim Não Não Não Não
19
CAPÍTULO IV
Aplicação do Processo de Sinterização Seletiva a Laser

20
4.1. Aplicação da SLS em diferentes materiais (Metais e Plásticos)
A Sinterização seletiva por laser divide-se essencialmente em dois materiais de
utilização: os metais e os plásticos. Nesta fase será cumprido um breve esclarecimento
dos dois métodos, de sintetização seletiva por lasers de metais e plásticos, e serão
apresentadas as suas aplicações.
4.1.1. Sinterização Seletiva por Lasers de metais
A sinterização seletiva por laser de metais permite a fabricação de protótipos
metálicos a partir de um desenho CAD-3D, sendo uma tecnologia particularmente apta
para o fabrico de ferramentas rápidas.
O processo de Sinterização Direta por Laser de Metais foi desenvolvido tendo
como objetivo o fabrico direto de componentes de geometria complexa para ferramentas
de produção. No estado atual da tecnologia, o processo permite processar pós metálicos
cujos constituintes principais são o bronze e o aço. Estes materiais são adequados ao
fabrico de cavidades moldantes ou de insertos para moldes de injeção de plástico.
Em oposição a outras tecnologias de prototipagem rápida, cujo objetivo é a construção
direta de peças, a sinterização direta por laser de metais visa o desenvolvimento de
ferramentas rápidas, ou seja, ferramentas capazes de produzir protótipos nos materiais
definitivos utilizando as mesmas tecnologias de transformação. É possível deste modo,
fabricar protótipos funcionais, em pequenas e médias séries de peças num curto espaço
de tempo. (Deckard, 1986); (Dvorskiv,1997)

21
4.1.2. Sinterização Seletiva por Laser de plástico
A tecnologia SLS permite a criação de um objeto tridimensional a partir de um
ficheiro CAD, construindo o modelo físico através de um processo aditivo de
consolidação (sinterização) de poliamida em pó (DuraForm Poliamide V3.3).
Devido às propriedades do material utilizado (poliamida), os protótipos obtidos
possuem excelente resistência mecânica e flexibilidade, sendo apropriados para modelos
funcionais. Devido às grandes dimensões da câmara de processamento e à possibilidade
de ajuste da espessura de camada, modelos de grandes dimensões são mais adequados a
esta tecnologia sob o ponto de vista custo/prazo de resposta. (Deckard, 1986);
(Dvorskiv,1997)
4.1.3. Exemplos das aplicações de Sinterização Seletiva Por Laser nos diferentes
materiais
Na sinterização seletiva a laser, os materiais utilizados mostram propriedades
intrínsecas e originam protótipos com ótima resistência mecânica e flexibilidade. Assim
sendo, são indicados para modelos funcionais, produção de insertos moldantes para
pequenas séries ou de peças com complexidades, a nível geométrico e exigentes de
refrigeração.
Esta técnica é aplicada no fabrico de protótipos para as mais diversas áreas desde
a área aerospacial, médica, automobilística, logística, comercial e industrial.
Alguns exemplos de aplicações SLS em plásticos e metais são as seguintes:
Protótipos funcionais e duráveis
Insertos para moldes
Peças para teste em túnel de vento
Peças para indústria aeroespacial
Modelos para exibições
Pequenos lotes de produção

22
Modelos para "vacuum casting"
Modelos para fundição por cera perdida
Próteses médicas
Restaurações dentárias
Peças resistentes a corrosão
Peças temperáveis em aço
Peças automóveis
4.1.4. Exemplos ilustrativos de aplicações da sinterização seletiva nos diferentes
materiais
Figura 9 – Telefone
Figura 10 – Puxador Auto
Figura 7 – Frasco de
Shampoo
Figura 8 - Ventilador Auto
23
4.2. Perspetivas Futuras
No que respeita ao futuro da Sinterização Seletiva a Laser, as perspetivas
tendem a evoluir essencialmente a dois níveis: materiais e tecnologia.
Quanto ao desenvolvimento dos materiais utilizados, estes terão propriedades
cada vez mais próximas das peças obtidas em moldação por injeção, permitindo obter
protótipos cada vez mais funcionais.
Por sua vez, ao nível da tecnologia, a evolução incidirá principalmente na
reengenharia dos equipamentos visando o aumento da velocidade e precisão do
processo. Existem atualmente no mercado equipamentos de sinterização com dois lasers
permitindo a diminuição substancial do tempo de execução dos protótipos.
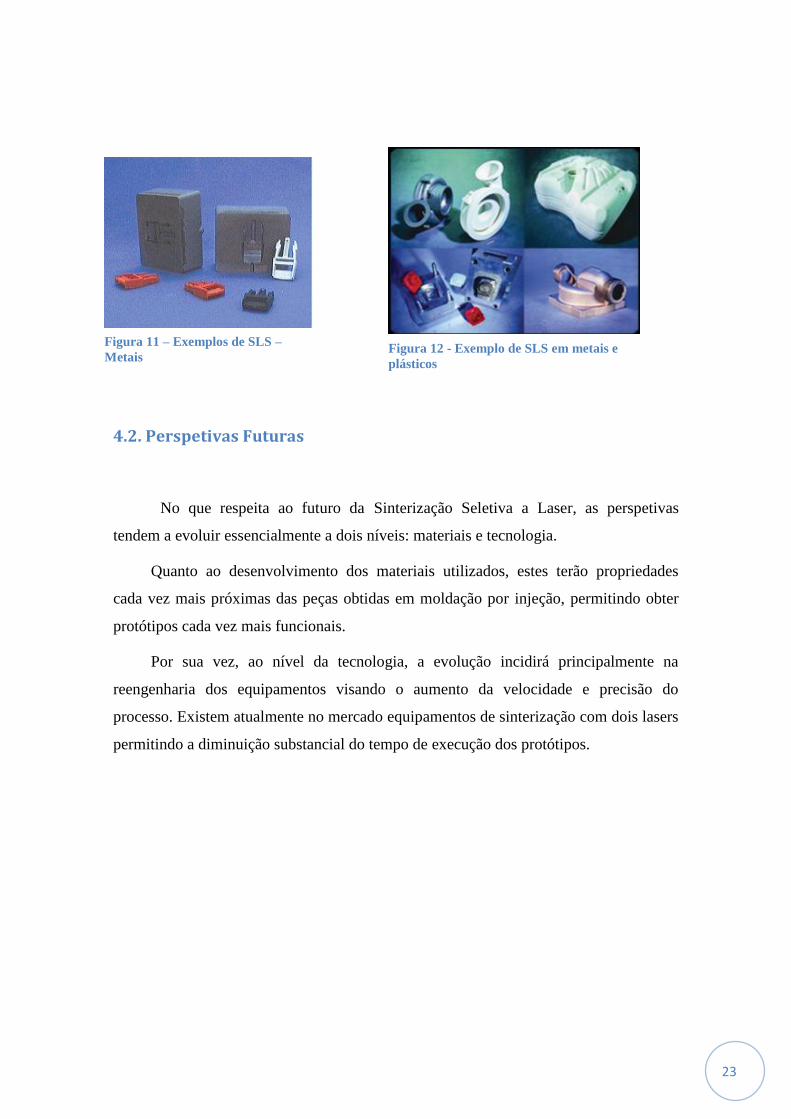
Figura 11 – Exemplos de SLS –
Metais Figura 12 - Exemplo de SLS em metais e
plásticos
24
CAPÍTULO V
Conclusão

25
5.1.Conclusão
De uma maneira geral, podemos concluir que a prototipagem rápida assenta num
conjunto de tecnologias usadas para o fabrico de objetos físicos diretamente a partir de
fontes de dados gerados por sistemas de projeto auxiliado por computador, através do
programa CAD. Esta tecnologia divide-se em pelo menos sete técnicas diferentes, e
todas elas são constituídas por cinco etapas básicas. Estas técnicas oferecem diversas
vantagens em muitas aplicações quando comparadas com outros processos baseados em
remoção de material, tais como fresamento ou torneamento.
A técnica de Sinterização Seletiva por laser constrói um protótipo a partir de
material em pó, que solidifica seletivamente quando exposto a uma fonte de raio de
laser.
A tecnologia SLS é uma ferramenta que possibilita o desenvolvimento de
produtos. Apresenta como maior vantagem o ganho de tempo que pode ser empregue
tanto na otimização do produto, como na redução do tempo de lançamento.
O uso do protótipo rápido possibilita uma avaliação integral do produto, permite
que seja feita uma avaliação a nível de materiais, desempenho, visual e estético, o que é
determinante para a realização de um projeto final.
No que respeita a aplicações esta técnica divide-se, essencialmente em dois
materiais de utilização: os metais e os plásticos. Pode ser aplicada em diversas áreas
como a indústria (ex.: peças para indústria aeroespacial e peças automóveis), a medicina
(ex.: próteses médicas e restaurações dentárias), entre muitas outras.
Em relação ao processo SLS destaca-se como fatores mais importantes a
potência do laser e a velocidade de movimento do laser.
Para este processo prevê-se um desenvolvimento em diversas direções como a
velocidade e qualidade dos lasers. Da mesma forma ocorrerá um aumento na gama de
materiais que podem ser processados. Estes fatores vão beneficiar os aspetos
económicos, prevendo-se um aumento da sua utilização na indústria.
Através da análise qualitativa entre alguns processos pode concluir-se que a
tecnologia SLS é uma tecnologia com um desempenho médio, que apesar de alguns
inconvenientes apresenta inúmeras vantagens de utilização.
26
Referencias Bibliográficas
(Chua et al, 2003) Chua, C. K, Leong, K. F. e Lim, C. S. (2003) “Rapid Prototyping
– Principles and Applications”, World Scientific
Publishing,Singapura.
(Deckard, 1986) Deckard, C. R. (1986) “Method and apparatus for producing parts
by selective sintering”, Patente Norte Americana nº 4 863 538.
(Dvorskiv,1997) Feygin, M., Shkolnik, A., Diamond, M. e Dvorskiy, E. (1997)
“Laminated object manufacturing system”, PCT WO 97/39903.
(EOS, 2002) EOS GmbH _ Electro Optical Systems. “Working Principle of
Laser-Sintering”. 2002.
(Grimm, 2004) Grimm, T. (2004) “User’s Guide to Rapid Prototyping”, Society
of Manufacturing Engineers, Dearborn, Michigan.
(Gorni, 2001) GORNI, Antonio Augusto. Introdução à Prototipagem Rápida e
seus Processos. Revista Plástico Industrial, Edição de Março
2001, p. 230-239.
(Hao et al , 2005) Hao, L., Savalani, M.M. e Harris, R.A. (2005), “Layer
manufacturing of polymer/bioceramic implants for bone
replacement and tissue growth”, em Virtual Modeling e Rapid
Manufacturing – Advanced Research in Virtual and Rapid
Prototyping, Editado por P.J. Bártolo et al, Taylor&Francis
(Hardro et all) HARDRO, Peter J.; WANG, Jy-hone; STUCKER, Brent E.;
Determining the parameter settings and capability of a rapid
prototype process. Material Fabrication and Properties – Report
#2. Department of Mechanical Engineering; Swiss Federal
Institute of Technology at Lausanne. Lausanne, Switzerland.
November 1998.
(Kruth et al, 2003) Kruth, J.P., Wang, X., Laoui, T. e Froyen, L. (2003) “Lasers and
materials in selective laser sintering”, Rapid Prototyping Journal,
24, 357-371.
(Pressman, 2006) PRESSMAN, Roger S.Engenharia de Software. 6ª Edição. São
Paulo: McGraw-Hill, 2006
(Rosochowski, 2000) Rosochowski, A. e Matuszak, A. (2000) “Rapid tooling: the state
of the art”, Journal of Materials Processing Technology, 106,
191-198
(Shi et al, 2004) Shi, Y., Li, Z., Sun, H., Huang, S. e Zeng, F. (2004) Development
of a polymer alloy of polystyrene (PS) and polyamide (PA) for
building functional part based on selective laser sintering”, Proc.
Instn Mech. Engrs, Part L, 218, 299-306.
27
(Wang, 1999) WANG, Xiangwei; Calibration of shrinkage and beam offset in
SLS process. Rapid Prototyping Journal – Volume 5, Number 3;
pp 129-133. MCB UNiversity Perss. ISSN 1355-2546. 1999
(Wohlers, 1998) WOHLERS, T. (1998). Rapid Prototyping & Tooling -
Worldwide Progress Report, Colorado, USA
(Volpato, 2001) VOLPATO, Neri; Time-saving and accuracy issues in rapid
tooling by selective laser sintering. Tese de Doutorado. Escola de
Engenharia Mecânica. Universidade de Leeds, Leeds, UK. Julho
de 2001.