Tradução At. B AGRADECIMENTOS concedido autorização para...
15
Tradução de: Recalibration Cycles and Goals At. Rockwell International Corporation in Anaheim, Rolf B .F. Schumacher AGRADECIMENTOS Agradeço à Marlene Schumacher por ter concedido autorização para tradução deste trabalho
Transcript of Tradução At. B AGRADECIMENTOS concedido autorização para...

Tradução de:
Recalibration Cycles and Goals At. Rockwell International Corporation in Anaheim,
Rolf B .F. Schumacher
AGRADECIMENTOS
Agradeço à Marlene Schumacher por ter concedido autorização para tradução deste trabalho
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 2
QUANDO OS INSTRUMENTOS DEVEM SER RECALIBRADOS
Para que os instrumentos de medição façam medições confiáveis devem ser calibrados e, como é de conhecimento geral, a calibração deve ser feita de tempos em tempos. O sistema da qualidade da Rockwell International Corporation em Anaheim, bem como a maioria dos sistemas da qualidade industrial, possui um sistema de “recall” para ter tais instrumentos recolhidos ao laboratório com o intuito de realizar sua calibração, embora a maioria das calibrações atualmente não seja executada no laboratório, mas no local de uso.
Na Rockwell, verifica‐se se instrumentos de medição e ensaios ainda estão dentro da tolerância nas calibrações periódicas. As tolerâncias dos instrumentos são definidas por seus usuários num trabalho de engenharia e desenvolvimento e pelas funções de engenharia experimental da qualidade para produção. Muitas organizações simplesmente usam as especificações dos fabricantes, mas na Rockwell em Anaheim, concluiu‐se que seria mais econômico calibrar os instrumentos somente nas faixas e com a exatidão necessária para o uso pretendido. A partir disso, foram desenvolvidas especificações de calibração e ajuste “CSS” para todos os instrumentos e, frequentemente, existem diferentes especificações para um determinado instrumento; a especificação utilizada para calibração é identificada em uma etiqueta afixada no equipamento. Se um instrumento estiver inexato, ou seja, fora da tolerância, o mesmo é colocado novamente dentro da faixa especificada, em geral, por meio de ajuste.
Se um instrumento está dentro da tolerância, nenhum ajuste se faz necessário, mas vários metrologistas adotam a prática de executar um pequeno ajuste para fazer com que a indicação do instrumento seja a mais próxima possível do valor desejado. Estas práticas são proibidas na Rockwell em Anaheim (OM F&E‐3.1, B.1). Muitos instrumentos flutuam continuamente dentro de uma faixa estreita e um ajuste em um lado da faixa de flutuação pode causar uma saída da faixa de tolerância logo após a calibração. Este precedente não inclui circunstâncias em que o comportamento do instrumento é bem conhecido. Mas, como o comportamento dos instrumentos normalmente é imprevisível, especialmente para os que dependem de processamento de sinal elétrico, a prática de ajustar um instrumento que está dentro da tolerância para perto da faixa central é, na maioria das vezes, uma perda de tempo e, principalmente, o que impossibilita determinar a confiabilidade ao longo do tempo, ou seja, sua capacidade de permanecer dentro da tolerância e sem necessidade de ser ajustado.
A FILOSOFIA DA CALIBRAÇÃO PERIÓDICA
As calibrações periódicas normalmente seguem uma programação rígida. Uma vez que não se sabe se o instrumento está dentro ou fora da tolerância procura‐se fazer a calibração antes que o mesmo saia da faixa de tolerância sem não fazê‐la muito além do necessário.
O pensamento convencional, expresso inicialmente na norma MIL‐C‐45662 A e ainda refletido na MIL‐STD‐45662, era de que quanto mais se calibrasse um instrumento, maiores as chances de que ele estivesse sempre dentro da tolerância. Um número cada vez maior de metrologistas começou a questionar isso. Estudos recentes sugerem que o manuseio excessivo e os ajustes que frequentemente são feitos nas calibrações contribuem para a instabilidade do instrumento.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 3
Apesar disso, é indiscutível que os instrumentos de medição devem ser recalibrados periodicamente, mas quando? Com que frequência?
Foram feitos inúmeros esforços para determinar a confiabilidade dos instrumentos de medição utilizando métodos estatísticos para prever, a partir destes, quando seria de se esperar que o instrumento saísse de tolerância e recolhê‐lo um pouco antes deste ponto. Nos estudos realizados na Rockwell em Anaheim em inúmeros métodos usados pela indústria, mostraram que a maioria não resultou em vantagem significativa sobre métodos mais arbitrários, de modo que foram descartados após o período de testes devido ao custo adicional de sua implementação. Com exceção de alguns casos especiais, quando o comportamento do instrumento é claramente previsível (baseado, por exemplo, na deriva de cristais em osciladores ou taxa de desgaste em alguns instrumentos mecânicos), não foi encontrado qualquer método até o momento, que pudesse prever claramente um período aproximado de confiabilidade, durante o qual o instrumento pudesse ser utilizado sem risco de sair da faixa de tolerância. Portanto, os métodos utilizados para determinar frequências de calibração são muito arbitrários, incluindo os poucos “métodos estatísticos” que também devem ser considerados arbitrários, uma vez que sua validade não pode ser verificada por resultados práticos ou experimentais.
A experiência tem mostrado que não se encontrou um modelo matemático estatístico para determinação da confiabilidade dos instrumentos, provavelmente pelo comportamento da maioria dos instrumentos ser diferente antes e após um reparo ou ajuste, portanto o histórico acaba não fornecendo diretrizes úteis para uma previsão.
Muitos sistemas de calibração estabelecem intervalos por classes de instrumentos, como osciloscópios, voltímetros digitais, medidores de pressão, micrômetros etc., baseado em experiência com os mesmos. Outros usam intervalos recomendados pelos fabricantes ou por agências governamentais, marinha, aeronáutica ou exército, específicos para suas aplicações.
Atualmente, cada vez mais sistemas utilizam uma metodologia publicada em primeira mão pela Rockwell International Corporation em Anaheim, Califórnia, onde a calibração periódica dos instrumentos é vista como um dispositivo de filtragem, uma rede, para capturar instrumentos que estão fora de tolerância. A malha da rede é mais fina ou mais grossa (ou seja, intervalos curtos ou longos) de acordo com o histórico de um instrumento em particular, bem como o risco de utilizar um instrumento fora de tolerância em engenharia, desenvolvimento ou produção. Os instrumentos geralmente retornam para o mesmo usuário e mesmas condições de utilização de onde vieram, pois ambos os fatores influenciam indubitavelmente na manutenção do instrumento na condição de conformidade por períodos longos ou curtos. Se um instrumento de medição for encontrado repetidamente dentro de tolerância quando calibrado sem ajuste, então seu intervalo é estendido ao máximo, mas antes que o risco de ficar fora de tolerância sem que seja identificado fique muito alto. A primeira condição de não conformidade normalmente causará uma interrupção na expansão da frequência, que somente será retomada em caso de repetidas condições dentro de tolerância em intervalos iguais. Duas condições sucessivas de não conforme levarão a uma redução do intervalo e três destas ocorrências fazem com que seja mandatório um exame minucioso do comportamento do instrumento.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 4
Estes intervalos de calibração são determinados para cada instrumento individualmente. Se o instrumento possuir uma confiabilidade inata, é mais provável que este método tenda a minimizar a frequência de calibração. O instrumento encontrará o intervalo apropriado sem requerer uma triagem excessiva e sem grandes riscos de utilização em uma condição não conforme por um longo período.
Este método foi desenvolvido empiricamente e rodou pela primeira vez com intervalos tradicionais e depois operado na prática. O procedimento detalhado para ajustes de intervalos está documentado no Manual de operações da Rockwell, procedimento F&E‐3.2 e descrito no apêndice.
CRIITÉRIO PARA AJUSTE DE INTERVALOS DE CALIBRAÇÃO
O procedimento original para determinar intervalos de calibração era fundamentado na premissa de que os instrumentos têm um período de confiabilidade inerente aos mesmos. Uma vez determinada a frequência, o instrumento é simplesmente calibrado antes de sair de tolerância. Com este método, o instrumento estaria sempre conforme especificado.
Após alguma experiência com este conceito, ficou claro que não é estatisticamente possível determinar um período de confiabilidade característico do instrumento; mesmo que existisse algo do tipo, o que é questionável. A meta original, todos os instrumentos dentro de tolerância durante todo o tempo — impossível de atingir — fez surgir opções por metas alternativas. Não se encontrou uma resposta definitiva válida para todos ou nem mesmo para a maioria. Algumas agências de defesa decretaram que a meta para intervalos de calibração deve ser tal que garanta a fração mínima (a figura de 95% foi mencionada) de instrumentos dentro de tolerância quando recalibrados.
A partir do momento em que há custos envolvidos na calibração periódica frequente, bem como na não calibração a intervalos suficientes (e como consequência o uso de instrumentos inexatos na produção), uma análise deve ser feita. Esta análise depende obviamente do custo de produzir (e sucatear ou expedir) um produto que não atende às especificações. Consequentemente, a porcentagem mínima de instrumentos que devem estar dentro de tolerância é uma função do produto ou processo e só pode ser significativamente determinada se relacionada a um produto específico (inclusive quando o produto é um serviço). Qualquer meta arbitrária, tal como 95%, pode significar aumento desnecessário dos custos.
Depois disso, há ainda, as dificuldades para monitorar os índices. Quando se mede o índice, frequentemente pela fração de itens dentro de tolerância ao fazer a calibração, surgem outras situações: se os instrumentos confiáveis são calibrados mais vezes que os não confiáveis, encontrar‐se‐ão mais instrumentos dentro de tolerância e qualquer meta é mais facilmente atingida. Obviamente, o oposto deve ser feito, ou seja, instrumentos não confiáveis devem ser calibrados com maior frequência do que os confiáveis.
Porém, como calibrar periodicamente os instrumentos é caro, eles não deveriam ser calibrados enquanto dentro de tolerância, mas imediatamente após saírem desta condição (se fosse possível). Portanto, a meta ideal seria 0% dentro de tolerância ao calibrar e 100% dentro da tolerância quando em uso.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 5
Por experiência, sabe‐se que instrumentos muito confiáveis devem ter sua periodicidade de calibração estendida e, em contrapartida, os menos confiáveis devem ter este intervalo reduzido. Porém, quando isso é feito, medindo‐se a fração de não conformes, os itens não confiáveis (com intervalos mais curtos), são contados com maior frequência que os muito confiáveis (por terem intervalos grandes e retornarem poucas vezes para a calibração). Isso faz com que, pela maior contagem dos itens fora de tolerância, o resultado seja viciado, tendendo para a direção dos instrumentos não confiáveis.
Posto isso, definir uma porcentagem de itens conformes como meta de um sistema de calibração pode ser contraproducente senão sem sentido. No momento, a maior parte dos sistemas está utilizando este índice. Exemplos comuns para estas metas variam entre 80 e 90%. Mas, normalmente não interessa quando os instrumentos estão dentro ou fora de tolerância após terem sido utilizados; o interesse é qual a fração de instrumentos dentro de tolerância enquanto estão sendo utilizados.
Para determinar esta fração, desenvolvemos na Rockwell em Anaheim, um método certamente único.
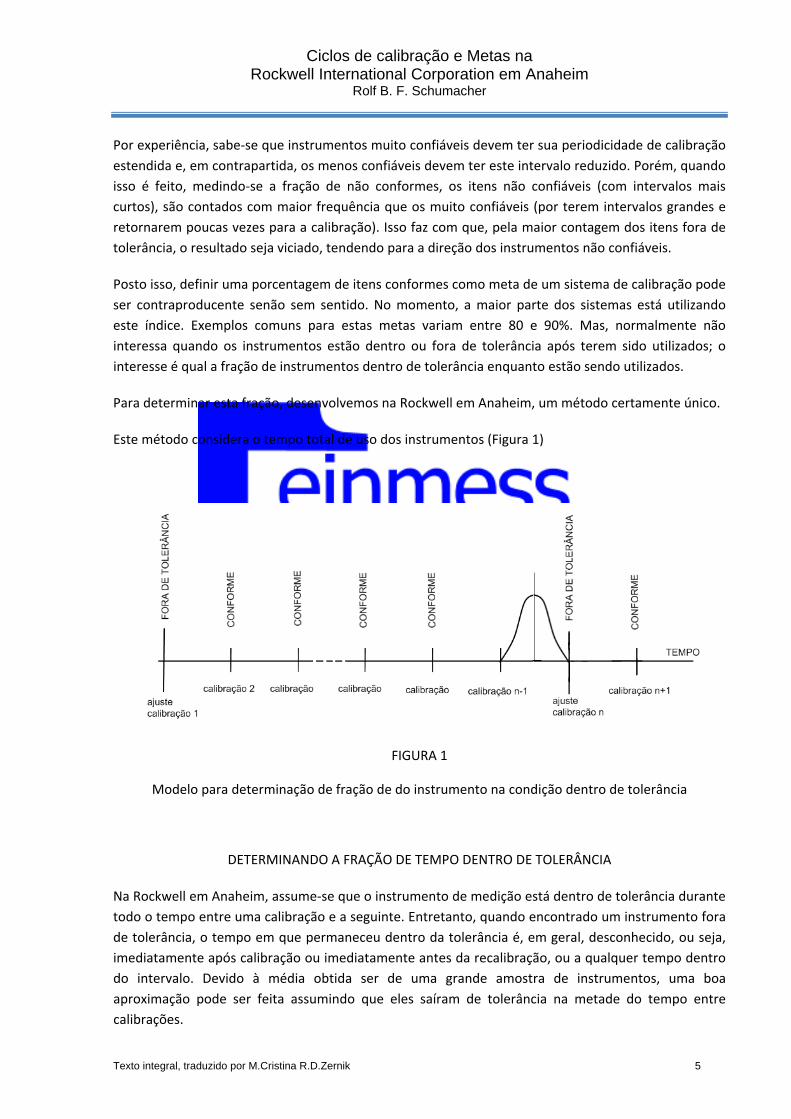
Este método considera o tempo total de uso dos instrumentos (Figura 1)
FIGURA 1
Modelo para determinação de fração de do instrumento na condição dentro de tolerância
DETERMINANDO A FRAÇÃO DE TEMPO DENTRO DE TOLERÂNCIA
Na Rockwell em Anaheim, assume‐se que o instrumento de medição está dentro de tolerância durante todo o tempo entre uma calibração e a seguinte. Entretanto, quando encontrado um instrumento fora de tolerância, o tempo em que permaneceu dentro da tolerância é, em geral, desconhecido, ou seja, imediatamente após calibração ou imediatamente antes da recalibração, ou a qualquer tempo dentro do intervalo. Devido à média obtida ser de uma grande amostra de instrumentos, uma boa aproximação pode ser feita assumindo que eles saíram de tolerância na metade do tempo entre calibrações.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 6
Partindo disso, na média, a fração de instrumentos que estavam fora de tolerância é a metade da soma de todos os intervalos após os quais os mesmos foram encontrados fora de tolerância, divididos pela soma de todos os intervalos (A fração de instrumentos dentro de tolerância é, então, um menos a fração de fora de tolerância). Deste modo, cada instrumento é contado somente uma vez, independentemente da extensão do seu intervalo de calibração ou o quão frequentemente ele é calibrado, somente o seu tempo em uso (ou entre calibrações) é contado.
Esta fração é o percentual estimado de tempo em que todos os instrumentos em uso (entre calibrações) estiveram dentro de tolerância. Alternativamente, esta fração pode ser considerada como a estimativa da probabilidade que um dado instrumento encontrado em uso na fábrica esteja dentro de tolerância.
PROCEDIMENTO PARA ESTIMATIVA DA FRAÇÃO DENTRO DE TOLERÂNCIA
Os intervalos de calibração de todos os instrumentos, ou seja, o tempo decorrido desde a última calibração é domado. Uma somatória separada de todos os intervalos de instrumentos encontrados fora de tolerância é dividida por dois, Daí, a soma de todos os intervalos fora de tolerância é dividida por dois e dividida pela soma de todos os intervalos. O resultado, multiplicado por 100 é uma estimativa do percentual de instrumentos fora da tolerância enquanto em uso.
Cem menos este percentual de instrumentos fora de tolerância é a porcentagem de itens dentro de tolerância e este percentual deve permanecer válido após e ser mais exato à medida que tempo passa. Esta fração está, logicamente, em torno de uma média de longo prazo, mas esta é obtida só através de uma média móvel, digamos de 4 meses. (Uma média móvel de 4 meses é a média de todos os percentuais de fora de tolerância obtidos nos últimos 4 meses, onde as parcelas mais antigas são removidas e as mais novas, acrescentadas).
Se a quantidade de instrumentos que chegam para calibração varia consideravelmente de tempos em tempos, cada percentual deve ser ponderado multiplicando‐o pelo nº de instrumentos e dividindo a fração resultante pelo nº de todos os “pesos”, ou seja, nº total de instrumentos calibrados durante o período de 4 meses.
A equação para estimativa da fração dentro de tolerância é então:
1/2 …
100
Onde pk é o número de instrumentos fora de tolerância no intervalo ik e qk é o total de instrumentos
calibrados no intervalo ik.
Inicialmente os percentuais de itens conforme foram calibrados no mês em estudo. Posteriormente os percentuais passaram a ser calculados com base em amostras de uma semana por mês (amostras de 23%). Devido ao tamanho da amostra, a mesma foi considerada significativa para representar a população.

Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 7
MONITORANDO E CONTROLANDO O NIVEL DE “DENTRO DE TOLERÂNCIA”
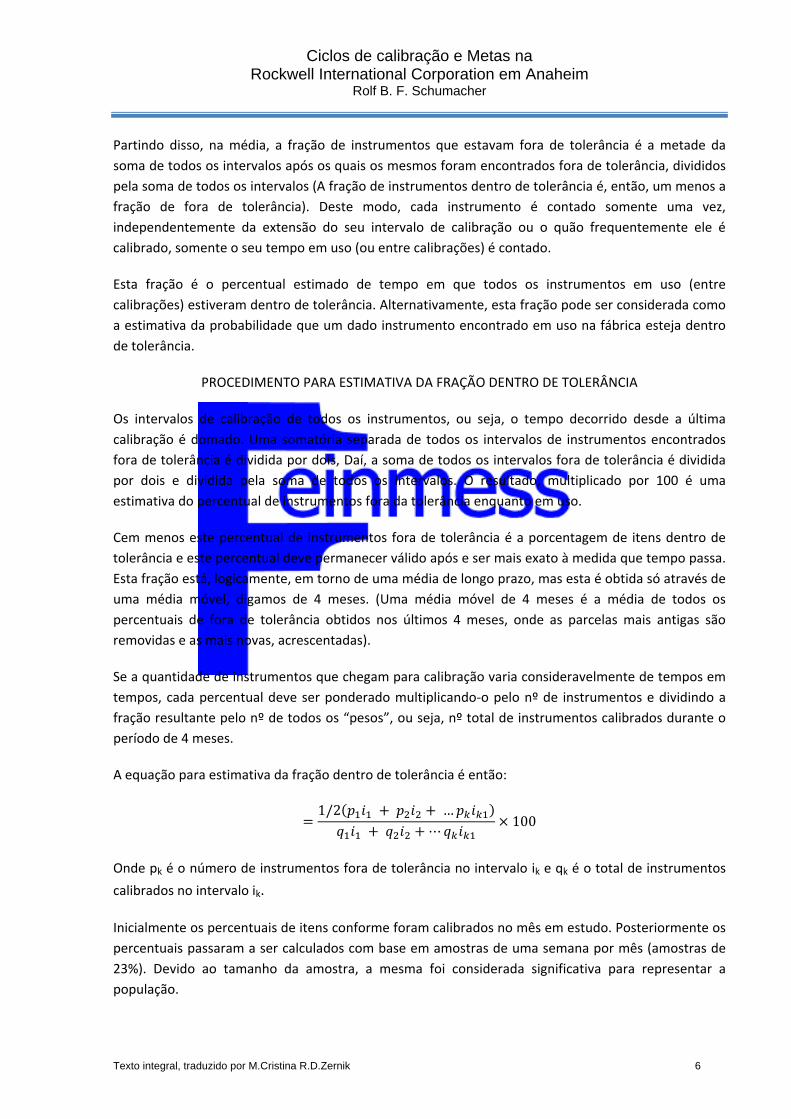
A Rockwell em Anaheim mantém cartas de controle para monitorar continuamente a porcentagem total de todos os instrumentos dentro de tolerância, onde são representadas graficamente amostras mensais (fig 2) As amostras são compostas de instrumentos calibrados em uma semana pré‐determinada do mês e são relatadas através do TEMS (Test Equipment management System), fig. 3. A fig. 4 mostra a tabulação das amostras mensais e os cálculos necessários para a manutenção das cartas de controle.
Nas cartas de controle foram introduzidos 2 limites de alerta 2‐sigma, entre os quais se espera que 95% de todas as amostras caiam quando o processo (calibração e ajuste de EIME) não se altera. Se uma amostra cair dentro dos limites 3‐sigma de ação, é necessário investigar a causa e implementar ação corretiva.
As cartas de controle são reavaliadas sempre que um novo ponto representar uma indicação de causa “especial” ou “específica” apontando para um possível deslocamento do processo. Os critérios para decidir se esta causa existe estão relacionados na tabela 1
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 8

Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 9

Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 10
Tabela 1 ANÁLISE DE CARTA DE CONTROLE
EVENTOS QUE REQUEREM INVESTIGAÇÃO (α = 1%)
1 Um ponto fora do limite 3 –sigma
2 Dois ou três pontos consecutivos caindo todos acima ou abaixo do limite 2 sigma
3 Quatro de cindo pontos sucessivos caindo acima ou abaixo do limite um sigma
4 Nenhum de oito pontos consecutivos caindo entre os limites de um sigma
5 Quinze ou mais pontos sucessivos caindo entre os limites 1 sigma
6 Oitos pontos de uma linha está de um só lado da média
7 Oito pontos em uma linha, sendo cada um mais acima que o anterior.
8 Oito pontos em uma linha, sendo cada um mais abaixo que o anterior
9 Todos os pontos uniformemente distribuídos sobre uma faixa com poucos ou nenhum ponto fora da faixa.
10 Vários pontos caindo entre os limites de 2 e 3 sigma e alguns pontos também na faixa de limites 1 sigma
Quando um dos padrões acima for observado na carta de controle, o processo deve ser investigado e uma ação corretiva deve ser tomada. A causa para estes eventos em geral são
1 – Um deslocamento do processo, ou
2 – Dados incorretos, ou
3 – Seleção inadequada de dados;
QUAL DEVE SER O NÍVEL DE CONFORMIDADE?
A questão então é, qual deve ser a fração? Para esta questão, não existe um valor que sirva para uso geral, apesar de se encontrar alguns requisitos arbitrários em normas ou literatura.
Instrumentos não conformes contribuem para a baixa qualidade e produtividade por causarem aceitação de produtos ruins e rejeição de produtos bons. Assim sendo, a porcentagem de instrumentos dentro de tolerância deveria ser bastante alta, de preferência 100%, é claro. A relação entre a fração de conformes e o custo de manutenção e calibração é aproximadamente exponencial, portanto o custo para obter melhorias deste índice, digamos acima de 97% ‐ e virtualmente impossível
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 11
100% ‐ é crescente, o que faz com que, um índice viável gire em torno de 80 e 97%, dependendo do objetivo das medições.
Normalmente é possível atingir frações de conformes excedendo pelo menos 70% com um esforço mínimo. Este percentual pode ser rapidamente elevado com pequenos esforços adicionais e provavelmente economizar muito mais em custos da qualidade do que na manutenção de instrumentos.
O mais importante é não confiar somente no ajuste dos intervalos para obter uma meta de fração mínima de conformes. Instrumentos não confiáveis, ou seja, aqueles que são repetidamente encontrados fora de tolerância devem ser avaliados quanto ao motivo de estarem nesta condição e reparados. Quando isso é feito, é possível atingir frações de conformes acima de 90% com diversos métodos de ajuste de intervalos. A experiência na Rockwell em Anaheim mostrou de a pronta localização e reparo ou segregação destes instrumentos é consideravelmente mais importante para a manutenção de altos níveis de fração de conformes do que o método de ajuste em si.
A meta na Rockwell em Anaheim é manter todos os instrumentos de medição em uso em 95% ou acima, usando o método de cálculo acima.
Quando as medições são críticas de modo que a não haver possibilidade de usar um instrumento fora de tolerância, outras precauções além da fração de conformes são mais adequadas do ponto de vista de custos. Tais salvaguardas consistem na aplicação de métodos de medição com padrões de verificação, cartas de controle ou ambos. Para atendimento aos requisitos da MIL‐STD‐45662, foi estabelecido um programa para instrumentos críticos de forma a informar os usuários dos dados de calibração sobre condições de não conformidades significativas em aplicações críticas (AOM O‐4.3).
CONCLUSÃO
O sistema de controle de calibrações na Rockwell em Anaheim examinou criticamente a viabilidade econômica de métodos para estabelecer intervalos de calibração de instrumentos, bem como os efeitos da manutenção dos índices para todos os instrumentos a qualquer tempo em uso na produção e engenharias da Rockwell. A partir destas análises, o sistema foi desenvolvido para atender os requisitos do Sistema da qualidade da Rockwell e da MIL‐Q‐9858A e MIL‐STD‐45662. Este sistema já está operando por mais de uma década, durante a qual foram feitas diversas pequenas mudanças como o propósito de melhorar continuamente a qualidade e eficácia dos serviços e produtos da Rockwell.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 12
APÊNDICE
MÉTODO DE AJUSTE DE INTERVALOS DE CALIBRAÇÃO NA ROCKWELL EM ANAHEIM
A descrição a seguir é do método utilizado pela Rockwell, Anaheim, para ajuste de intervalos de calibração de instrumentos de medição.
A grande maioria dos instrumentos é sujeita a este método. As exceções a este são alguns padrões e instrumentos com características de deriva conhecidas ou os que, por outras características ou utilização, fazem com que a aplicação deste seja inadequada.
Este método foi inteiramente desenvolvido por tentativa e erro. Foram utilizados vários critérios de decisão, a partir do mesmo método, porém com outros números, por muitos anos, porém com resultados não muito diversos dos obtidos por este.
Concluiu‐se que o maior impacto na estimativa da porcentagem de instrumentos dentro de tolerância não vem de números obtidos da tabela de critérios de decisão, mas sim no programa de manutenção que remove instrumentos não confiáveis por reparo ou segregação. Os asteriscos (*) no campo indicador de ação da tabela de decisão são de suma importância.
Este programa ajusta os intervalos de calibração de instrumentos individualmente, em incrementos de cinco semanas ou múltiplos.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 13
PROCEDIMENTO
Pub: OM
No. &E‐3.2
Page 4 of 6
Date: 6‐30‐85
ESQUEMA DE AJUSTE DE INTERVALOS
Intervalos de calibração são determinados por combinação dos códigos de tolerância para obter um indicador de ação que designará o novo intervalo a ser aplicado.
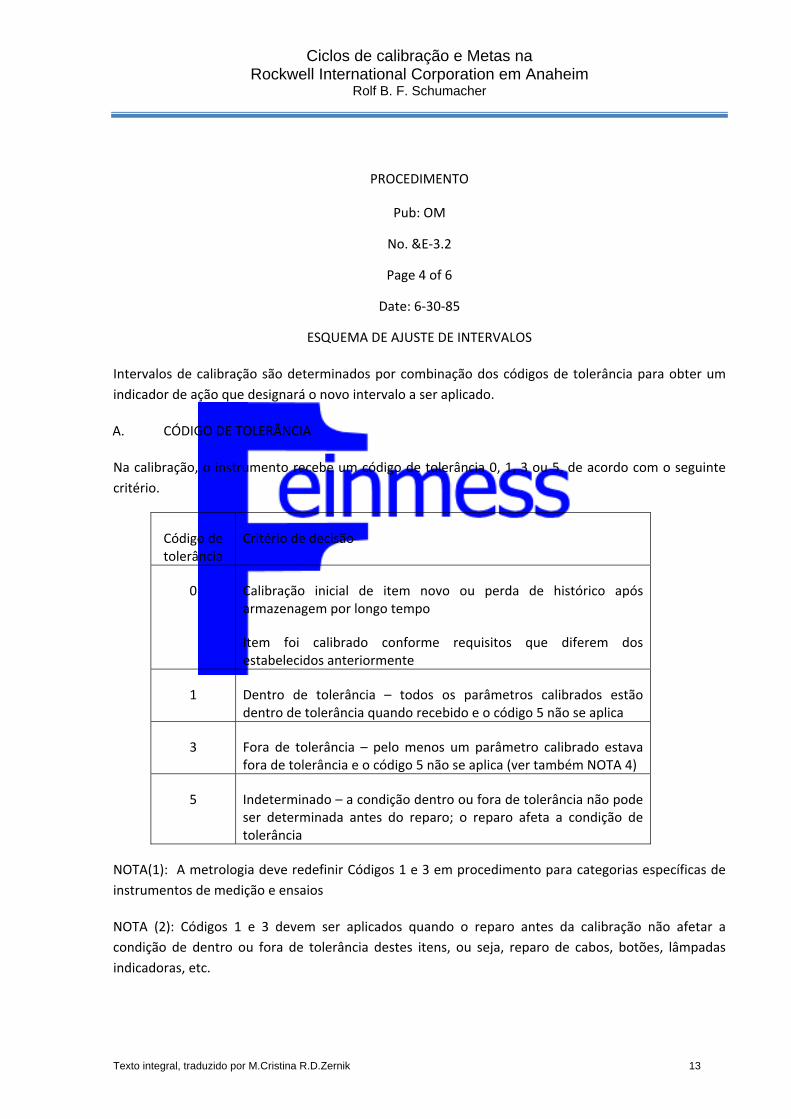
A. CÓDIGO DE TOLERÂNCIA
Na calibração, o instrumento recebe um código de tolerância 0, 1, 3 ou 5, de acordo com o seguinte critério.
Código de tolerância
Critério de decisão
0 Calibração inicial de item novo ou perda de histórico após armazenagem por longo tempo
Item foi calibrado conforme requisitos que diferem dos estabelecidos anteriormente
1 Dentro de tolerância – todos os parâmetros calibrados estão dentro de tolerância quando recebido e o código 5 não se aplica
3 Fora de tolerância – pelo menos um parâmetro calibrado estava fora de tolerância e o código 5 não se aplica (ver também NOTA 4)
5 Indeterminado – a condição dentro ou fora de tolerância não pode ser determinada antes do reparo; o reparo afeta a condição de tolerância
NOTA(1): A metrologia deve redefinir Códigos 1 e 3 em procedimento para categorias específicas de instrumentos de medição e ensaios
NOTA (2): Códigos 1 e 3 devem ser aplicados quando o reparo antes da calibração não afetar a condição de dentro ou fora de tolerância destes itens, ou seja, reparo de cabos, botões, lâmpadas indicadoras, etc.

Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 14
B. INDICADORES DE AÇÃO
Um indicador de ação é determinado a partir dos dois últimos códigos e de um novo código de tolerância, resultado da calibração atual, como segue:
INDICADOR DE AÇÃO
Dois últimos códigos
de tolerância
Novo código de tolerância
1 3 5 0 + 0 ‐ ‐ ‐ # 0 1 p ‐ ‐ # 0 3 ‐ m ‐ # 0 5 ‐ ‐ ‐ # 1 1 p ‐ ‐ # 1 3 ‐ m ‐ # 1 5 ‐ ‐ # 3 1 ‐ d ‐ # 3 3 ‐ m* * # 3 5 ‐ d* * # 5 1 p ‐ ‐ # 5 3 ‐ m* * # 5 5 ‐ * * #
‐ : nenhuma alteração no intervalo
+: qualquer código de tolerância
#: Assumir intervalo inicial (ver parágrafos A.2 e A.3)
* procurar supervisão para ação corretiva antes de estabelecer novo intervalo
* A supervisão avalia casos identificados com asterisco (*) na tabela de indicador de ação acima e estabelece diferentes intervalos se a análise requer tal ação. Quando estabelecido um novo intervalo pela supervisão, o novo intervalo e o motivo para a alteração devem ser inseridos na requisição de calibração/ manutenção.
Baseada em, mas não restrita a, incidência de casos identificados com asterisco na tabela de indicadores, a supervisão avalia a adequação do sistema de calibração e inicia recomendações com relação ao ajuste de intervalo de calibração, procedimentos, adequação ao uso dos instrumentos, incluindo identificação e prevenção de uso de instrumentos que não funcionam satisfatoriamente, bem como outros aspectos do sistema para garantir sua eficácia contínua.
Ciclos de calibração e Metas na Rockwell International Corporation em Anaheim
Rolf B. F. Schumacher
Texto integral, traduzido por M.Cristina R.D.Zernik 15
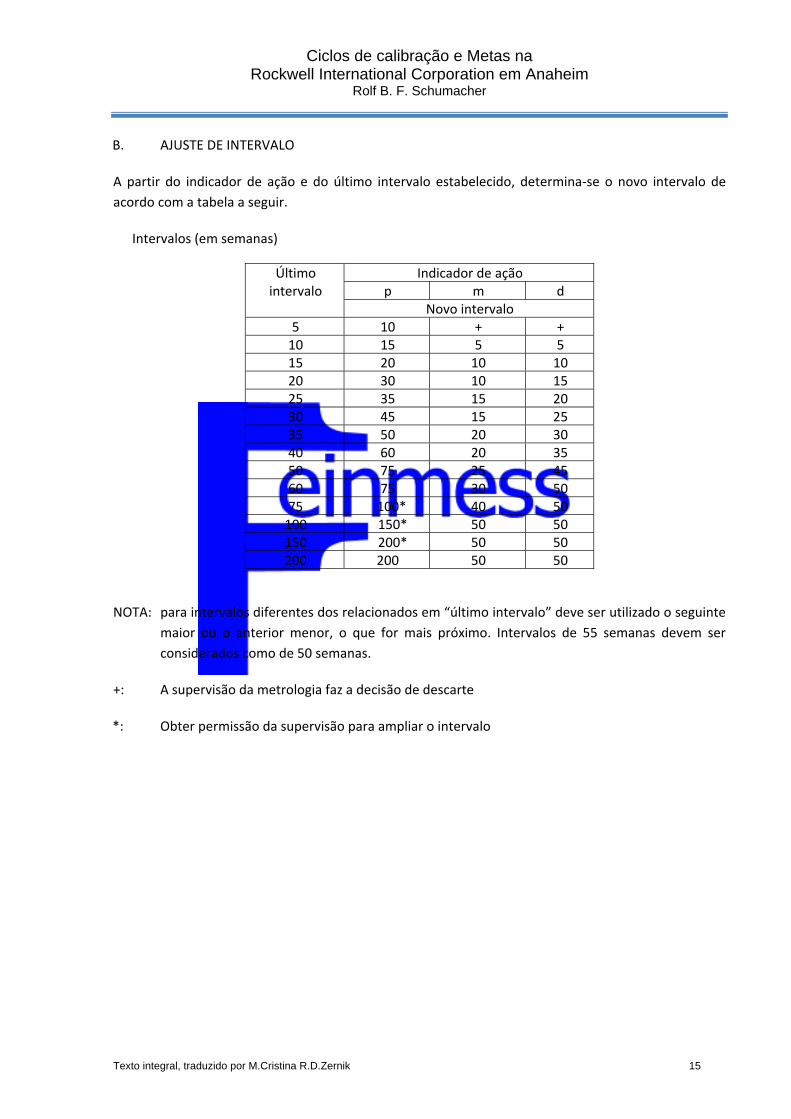
B. AJUSTE DE INTERVALO
A partir do indicador de ação e do último intervalo estabelecido, determina‐se o novo intervalo de acordo com a tabela a seguir.
Intervalos (em semanas)
Último Indicador de açãointervalo p m d
Novo intervalo5 10 + + 10 15 5 5 15 20 10 10 20 30 10 15 25 35 15 20 30 45 15 25 35 50 20 30 40 60 20 35 50 75 25 45 60 75 30 50 75 100* 40 50 100 150* 50 50 150 200* 50 50 200 200 50 50
NOTA: para intervalos diferentes dos relacionados em “último intervalo” deve ser utilizado o seguinte maior ou o anterior menor, o que for mais próximo. Intervalos de 55 semanas devem ser considerados como de 50 semanas.
+: A supervisão da metrologia faz a decisão de descarte
*: Obter permissão da supervisão para ampliar o intervalo