Treinamento Em Manutenção Do NX-100
111
As informações contidas neste manual são de uso exclusivo da MOTOMAN ROBÓTICA DO BRASIL., não podem ser copiadas, reproduzidas e transmitidas por qualquer meio sem autorização documentada pela MOTOMAN ROBÓTICA DO BRASIL. Autores: Rogério Vitalli (Eng. Mecatrônico, Msc) - [email protected] Rogério Cusin (Técnico em Eletrônica) – [email protected] São Bernardo do Campo - SP Treinamento em Manutenção para o Controlador NX-100 Curso: TM-05
-
Upload
alexandre-godoi -
Category
Documents
-
view
116 -
download
35
description
moto man
Transcript of Treinamento Em Manutenção Do NX-100

As informações contidas neste manual são de uso exclusivo da MOTOMAN ROBÓTICA DO BRASIL., não podem ser copiadas, reproduzidas e transmitidas por qualquer meio sem autorização documentada pela MOTOMAN ROBÓTICA DO BRASIL. Autores: Rogério Vitalli (Eng. Mecatrônico, Msc) - [email protected] Rogério Cusin (Técnico em Eletrônica) – [email protected]
São Bernardo do Campo - SP
Treinamento
em Manutenção
para o
Controlador NX-100
Curso: TM-05
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 2 Curso: TM-05
SUMÁRIO
Página
1.0 VISÃO GERAL DO SISTEMA ....................................................... 15
1.1 Ligando o Controlador NX-100 .......................................................... 15
1.1.1 Botão Play Mode Enable do Controlador NX-100 ................................. 17
1.1.2 Botão de Emergência (E-STOP) do Controlador NX-100 ...................... 17
1.2 Desligando o Controlador NX-100 ...................................................... 17
1.3 Pendant NX-100 (PP ou TP) ................................................................ 18
1.4 Seletor de Modos .................................................................................. 19
1.4.1 Modo Play ............................................................................................... 19
1.4.2 Modo Teach ............................................................................................ 19
1.4.3 Modo Remoto ......................................................................................... 19
1.5 Botões de Operação .............................................................................. 20
1.5.1 Parada de Emergência (E-STOP) ............................................................ 20
1.5.2 Start ......................................................................................................... 20
1.5.3 Hold ........................................................................................................ 20
1.5.4 Servo On/Ready ...................................................................................... 20
1.6 Trava de Segurança .............................................................................. 21
2.0 NOÇÕES DE MOVIMENTAÇÃO DO ROBÔ ......................... 23
2.1 Teclas de Edição ................................................................................... 23
2.1.1 Pendant Keypad ...................................................................................... 23
2.1.2 Enter ........................................................................................................ 23
2.1.3 Insert ....................................................................................................... 24
2.1.4 Modify .................................................................................................... 24
2.1.5 Delete ...................................................................................................... 24
2.3 Interlock Key ........................................................................................ 25
2.4 Sistemas de Coordenadas .................................................................... 25
2.4.1 Coordenadas Joint ................................................................................... 25
2.4.2 Coordenadas Retangular, Cilíndrica, Tool e User .................................. 26
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 3 Curso: TM-05
2.4.3 MOV J..................................................................................................... 26
2.4.4 MOV L .................................................................................................... 26
2.4.5 MOV C ................................................................................................... 26
2.4.6 MOV S .................................................................................................... 26
3.0 SISTEMA DE CONTROLE ........................................................... 27
3.1 Versão do Sistema............................................................................... 28
3.2 Monitorando o Tempo do Sistema .................................................... 29
3.3 Visão Geral .......................................................................................... 30
3.4 Servomecanismos ................................................................................ 32
3.5 Estabilidade ......................................................................................... 33
4.0 DIAGRAMA GERAL DE BLOCOS .......................................... 35
4.1 NTU ...................................................................................................... 35
4.2 CPU ...................................................................................................... 37
4.3 NCP01 .................................................................................................. 38
4.4 CPS-420F ............................................................................................. 39
4.5 AXA01 ................................................................................................. 41
4.6 NIF01 ................................................................................................... 43
4.7 SERVOPACK ..................................................................................... 46
4.8 CONECTOR MXT ............................................................................. 48
4.9 FIELDBUS .......................................................................................... 54
4.10 PLACA XEW01 ................................................................................ 56
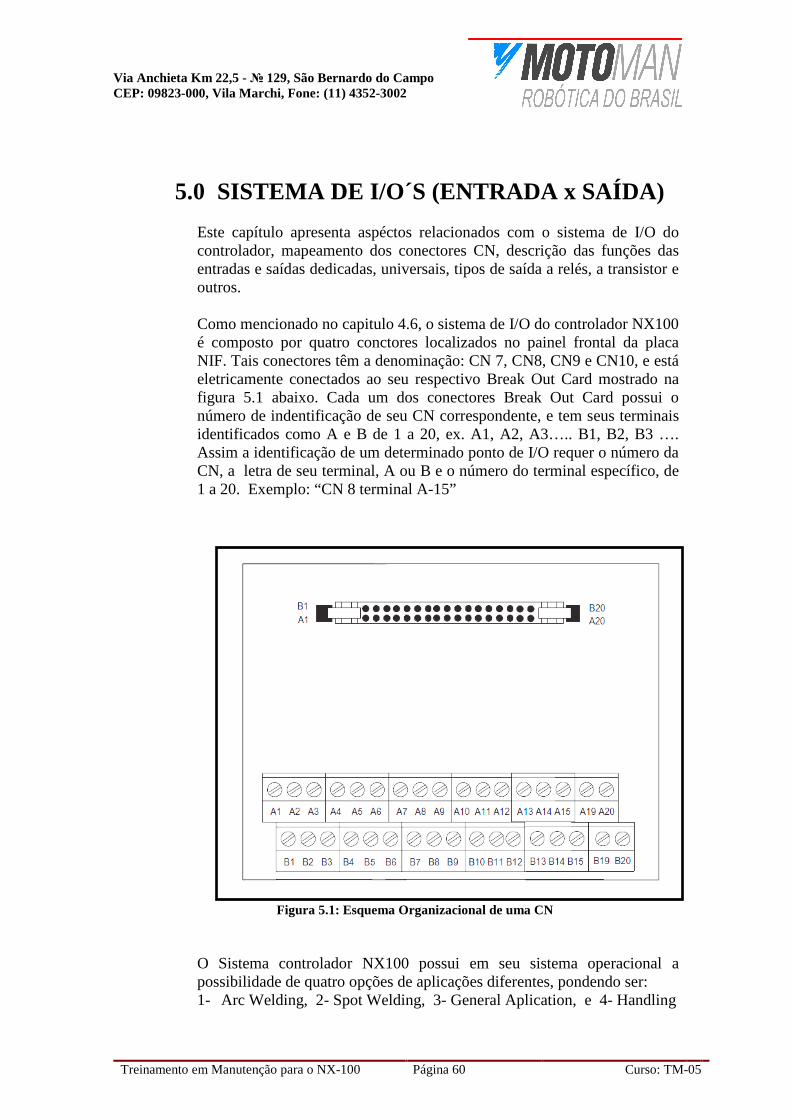
5.0 SISTEMA DE I/O´S (ENTRADA x SAÍDA) ............................. 59
5.1 Arc Welding ........................................................................................ 61
5.2 Handling .............................................................................................. 65
5.3 Spot Welding ....................................................................................... 69
5.4 General ................................................................................................ 73
6.0 INSTRUÇÕES ESPECÍFICAS ...................................................... 77
6.1 Entrada Transistor .............................................................................. 80
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 4 Curso: TM-05
6.2 Saída Transistor .................................................................................. 80
6.3 Saída Relay ........................................................................................... 81
6.4 Lógica de Relay .................................................................................... 81
6.5 Recomendação de Peças ...................................................................... 82
6.6 Calendário de Inspeção ....................................................................... 84
6.7 Graxas ................................................................................................... 86
6.8 Encoders ................................................................................................ 87
7.0 PROCEDIMENTOS DE MANUTENÇÃO ............................... 88
7.1 Back Up (salvar cópia de segurança) ................................................ 88
7.2 Up Load (carregar cópia de segurança) ........................................... 88
7.3 Troca de Bateria do Controlador ...................................................... 88
7.4 Troca de Bateria do Robô .................................................................. 89
7.5 Criação do Home Position ................................................................. 89
7.6 Substituição da placa NCP ................................................................ 90
7.7 Substituição da placa CPU ................................................................ 91
7.8 Substituição da placa AXA ............................................................... 91
7.9 Substituição da placa NIF .................................................................. 91
7.10 Substituição do Servopack ............................................................... 92
7.11 Ajuste Automático do TCP .............................................................. 92
8.0 ANÁLISE DE ALARMES ............................................................... 95
8.1 Mensagens e Erros .............................................................................. 95
8.2 Alarmes Menores ................................................................................ 95
8.3 Alarmes Maiores ................................................................................. 96
8.4 Restaurando a Tela de Alarme .......................................................... 96
8.5 Histórico de Alarme ........................................................................... 97
8.6 Shock Sensor ....................................................................................... 97
8.7 Internal Shock Sensor ....................................................................... 98
9.0 APLICAÇÕES ..................................................................................... 100
9.1 Arc Welding ........................................................................................ 100
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 5 Curso: TM-05
9.2 Spot Welding ....................................................................................... 100
9.3 Handling .............................................................................................. 100
9.4 General ................................................................................................ 100
10.0 APRESENTAÇÃO DO ROBOT PRO ...................................... 101
ANEXOS........................................................................................106
TABELAS....................................................................................... 06
LISTA DE FIGURAS...................................................................... 07
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 6 Curso: TM-05
TABELAS
Página
Tabela 3.1: Especificações do Controlador NX-100 ...................................... 27
Tabela 3.2: Especificações do Manipulador HP6 .......................................... 28
Tabela 6.1: Saída Relay .................................................................................... 81
Tabela 6.2: Peças Recomendadas (Fonte: Motoman – USA) ....................... 83
Tabela 6.3: Calendário de Inspeção (Fonte: Motoman – USA) ................... 85
Tabela 6.4: Tipos de Graxa (Fonte: Motoman – USA) ................................. 87
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 7 Curso: TM-05
LISTA DE FIGURAS
Página
Figura 1.1: Controlador NX-100 ....................................................................... 15
Figura 1.2: Tela Start-Up ................................................................................... 16
Figura 1.3: Tela Inicial ....................................................................................... 16
Figura 1.4: Chave Geral em OFF...................................................................... 17
Figura 1.5: Pendant NX-100 .............................................................................. 18
Figura 1.6: Seletor de Modos e Botões de Controle do Pendant .................... 19
Figura 1.7: Trava de Segurança ........................................................................ 21
Figura 1.8: Juntas ou Graus de Liberdade ou Eixos do Robô ....................... 22
Figura 2.1: Teclas de Edição .............................................................................. 23
Figura 2.2: Sistemas de Coordenadas e Tecla COORD .................................. 25
Figura 3.1: Versão do Sistema ......................................................................... 29
Figura 3.2: Monitorando o Tempo do Sistema .............................................. 29
Figura 3.3: Diagrama de Bloco do Sistema de Controle ............................... 31
Figura 3.4: Elementos de um Sistema de Controle........................................ 32
Figura 3.5: Reduções de Blocos em Série e Paralelo ..................................... 32
Figura 3.6: Estabilidade de um Sistema de Segunda Ordem ....................... 33
Figura 4.1: Esquema Organizacional da NTU ............................................... 36
Figura 4.2: Placa NTU ..................................................................................... 36
Figura 4.3: Esquema Organizacional da CPU ............................................... 37
Figura 4.4: Módulo da CPU ............................................................................ 38
Figura 4.5: Esquema Organizacional da NCP01 ........................................... 38
Figura 4.6: Placa NCP01 .................................................................................. 39
Figura 4.7: Esquema Organizacional da CPS-420F ...................................... 40
Figura 4.8: Placa CPS-420F ............................................................................. 41
Figura 4.9: Esquema Organizacional da AXA .............................................. 42
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 8 Curso: TM-05
Figura 4.10: Placa AXA ................................................................................... 43
Figura 4.11: Esquema Organizacional da NIF .............................................. 44
Figura 4.12: Placa NIF ..................................................................................... 45
Figura 4.13: Esquema Organizacional do Servopack Integrado ................. 46
Figura 4.14: Esquema Organizacional do Servopack Separado .................. 47
Figura 4.15: Servopack Integrado .................................................................. 47
Figura 4.16: Servopack Separado ................................................................... 48
Figura 4.17: Terminal MXT ............................................................................ 49
Figura 4.18: Parada de Emergência Externa ................................................. 49
Figura 4.19: Conector de Segurança............................................................... 50
Figura 4.20: Modo de Manutenção ................................................................. 50
Figura 4.21: Velocidade de Teste .................................................................... 51
Figura 4.22: Modo de Velocidade ................................................................... 51
Figura 4.23: Terminal MXT ............................................................................ 52
Figura 4.24: Acionamento do Hold Externo .................................................. 52
Figura 4.25: Chave Externa ............................................................................. 53
Figura 4.26: Entrada Direta ............................................................................ 53
Figura 4.27: Esquema Organizacional da XFB01 ......................................... 55
Figura 4.28: Esquema Organizacional da Placa de Solda XEW .................. 57
Figura 4.29: Placa XEW para Aplicações de Solda ....................................... 58
Figura 5.1: Esquema Organizacional de uma CN ......................................... 59
Figura 5.2: CN-07 (Solda Arco)....................................................................... 61
Figura 5.3: CN-08 (Solda Arco)....................................................................... 62
Figura 5.4: CN-09 (Solda Arco)....................................................................... 63
Figura 5.5: CN-10 (Solda Arco)....................................................................... 64
Figura 5.6: CN-07 (Manipulação) ................................................................... 65
Figura 5.7: CN-08 (Manipulação) ................................................................... 66
Figura 5.8: CN-09 (Manipulação) ................................................................... 67
Figura 5.9: CN-10 (Manipulação) ................................................................... 68
Figura 5.10: CN-07 (Solda Ponto) ................................................................... 69
Figura 5.3:11CN-08 (Solda Ponto) .................................................................. 70
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 9 Curso: TM-05
Figura 5.12: CN-09 (Solda Ponto) ................................................................... 71
Figura 5.13: CN-10 (Solda Ponto) ................................................................... 72
Figura 5.14: CN-07 (Geral) .............................................................................. 73
Figura 5.15: CN-08 (Geral) .............................................................................. 74
Figura 5.16: CN-09 (Geral) .............................................................................. 75
Figura 5.17: CN-10 (Geral) .............................................................................. 76
Figura 6.1: Especificações da CPS-420F (Fonte: Fuji Electric) ................... 77
Figura 6.2: Especicicações da MXT (Fonte: Motoman – USA) ................... 78
Figura 6.3: Especificações da MXT (Fonte: Motoman – USA) - Cont ........ 79
Figura 6.4: Especificações da XFB01 (Fonte: Motoman – USA) ................. 79
Figura 6.5: Entrada Transistor ....................................................................... 80
Figura 6.6: Saída Transistor ............................................................................ 80
Figura 6.7: Saída Relay .................................................................................... 81
Figura 6.8: Endereço de Relay Lógico ............................................................ 82
Figura 8.1: Mensagem de Erro ........................................................................ 95
Figura 8.2: Exemplo de Alarme Menor .......................................................... 96
Figura 8.3: Orverrun e Shock Sensor ............................................................. 98
Figura 8.4: Tela Shock Sensor ......................................................................... 99
Figura 8.5: Shock Sensor – Invalid ................................................................. 99
Figura 10.1: Criação de Plano de Manutenção .............................................. 101
Figura 10.2: Procedimentos (Robô+Controlador)......................................... 102
Figura 10.3: Análise de Alarmes ..................................................................... 103
Figura 10.4: Calendário de Inspeção .............................................................. 103
Figura 10.5: Diagrama Elétrico de Partes ...................................................... 104
Figura 10.6: Diagrama Mecânico de Partes ................................................... 104
Figura 10.7: Informações Complementares ................................................... 105
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 10 Curso: TM-05
SEGURANÇA E MANUTENÇÃO
Atendimento e informações ao cliente. Para assistência técnica entre em contato com a Motoman: (11) 4352-3002 ou (11) 4252-3338 Tenha as seguintes informações disponíveis: • Tipo de Robô (EA, HP, SSA, ES e etc); • Número de Ordem (localizado no lado de trás do braço do robô); • Número de Série do Robô (localizado no lado de trás do braço do robô); • Tipo de Aplicação (Paletização, Soldagem, Manipulação ou Geral); • Tipo de Controlador (ERC, MRC, XRC, NX-100); • Número da Versão de Software do Robô.
A MOTOMAN recomenda pessoal treinado para praticar manutenção no sistema robótico. O cliente é responsável pela seleção de colaboradores para efetuar treinamento do robô e da célula. Somente pessoas capacitadas tecnicamente estão autorizadas a realizar operações de funcionamento com o equipamento. Nós recomendamos que empresa e/ou universidade participe do programa de formação e treinamento da MOTOMAN para se familiarizar com o sistema.
Dicas de Segurança
AVISO: indica uma situação potencialmente perigosa que, se não for evitada, pode resultar morte ou graves ferimentos no pessoal.
CUIDADO: Indica uma situação potencialmente perigosa que, se não for evitada, pode resultar em menor ou moderado ferimentos no pessoal e danos aos equipamentos. Pode também ser usado para alertar contra práticas inseguras.
OBRIGATÓRIOS: Sempre se certifique e siga explicitamente os itens listados neste manual.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 11 Curso: TM-05
Dicas Gerais de Segurança: • Não entre na célula enquanto o robô estiver em operação. Coloque o equipamento em “Emergência Stop” (E-STOP) para garantir que não haja nenhum movimento pertinente a operação do equipamento antes de entrar na célula; • Conexões incorretas podem danificar o equipamento. Todas as conexões devem ser feitas obedecendo aos critérios básicos de tensão e corrente; • Visando maior seguranção, a chave de Parada de Emergência sempre deve estar acionada quando o equipamento não estiver em uso.
Dispositivos Mecânicos de Segurança:
A segurança na operação do robô, assim como de seus periféricos, é em última instância de responsabilidade “do operador”. O usuário deve rever as condições em que o equipamento vai ser operado e se atentar para recomendações de normas e procedimentos de segurança. São disponíveis os seguintes dispositivos de segurança mecânicos: • Scaners de infravermelho; • Cortinas de luz; • Intertravamento para portas; • Tapetes de segurança; • Marcações no piso; • Indicadores Luminosos. Todos os equipamentos de segurança devem ser verificados com freqüência, de forma a garantir seu funcionamento. Deve-se reparar ou substituir imediatamente qualquer equipamento de segurança que não apresente bom funcionamento. Todos os operadores, programadores, e demais funcionários que trabalhem direta ou indiretamente com o equipamento, devem estar familiarizados com seu funcionamento e ciêntes dos riscos potenciais e inerentes a operação. ATENÇÃO! Não execute qualquer procedimento de manutenção até que o controlador tenha sido desligado por pelo menos 5 minutos, para permitir que os capacitores dos circuitos tenham sido completamente descarregados.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 12 Curso: TM-05
Manutenção segura:
As dicas de manutenção segura são as seguintes: • Não efetuar qualquer trabalho de manutenção antes de ler e compreender os procedimentos adequados no respectivo manual; • Verificar todos os equipamentos de segurança do robô e da célula para o funcionamento adequado; • Realizar Back-Up (cópia de segurança) de todos os programas antes de iniciar qualquer tipo de mudança, a fim de se evitar perda de informações; • Este equipamento tem múltiplas fontes de alimentação elétrica, as quais além do controlador alimentam o manipulador, posicionadores, dispositivos externos e todos os periféricos acoplados ao modulo de I/O.
Eletricidade Estática:
Você não pode vê-la, não pode senti-la, não pode ouvi-la. - Mas saiba: ELA SEMPRE ESTA PRESENTE ! O que é a Eletricidade Estática..? A eletricidade estática é definida basicamente como uma carga elétrica estacionaria; Materiais não condutivos, ou condutivos não aterrados, podem armazenar e manter cargas elétricas estáticas. Durante o manuseio normal, tais materiais podem armazenar cargas elétricas com milhares de volts. Como um determinado material, torna-se estaticamente carregado..? Existem basicamente duas formas onde tais materiais adquirem cargas estáticas:
1- O contato e separação, ou o atrito, entre duas superfícies, produz uma troca de elétrons entre camadas, causando o desequilíbrio das cargas elétricas entre os materiais, armazenando assim cargas negativas no material que recebe mais elétrons, e cargas positivas no material que recebe menos elétrons; Este feito é chamado de Triboeletric (termo sem tradução para o Português);
2- Um determinado material eletricamente carregado possui ao seu redor um campo elétrico, ou eletromagnético, qualquer material condutivo e não aterrado que seja exposto a um destes campos, pode ser carregado, armazenado assim uma carga estática; Este efeito é chamado de Polarização.
Qual é o fenômeno que torna um material estaticamente carregado..? Qualquer um dos processos acima resulta no desequilíbrio elétrico entre os materiais, ainda que sejam isolantes, ou seja, um dos materiais terá excesso de elétrons em sua
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 13 Curso: TM-05
camada de valência, tornando-o carregado com carga negativa, enquanto o outro terá deficiência de elétrons, tornando-o carregado positivamente. Sendo uma carga estacionária como a energia estática pode afetar e até mesmo danificar dispositivos elétrico-eletrônicos..?
1. A aproximação ou o contato de um material estaticamente carregado a outro material que tenha capacidade de receber ou fornecer elétrons, ira causar um fluxo de corrente elétrica. Esta corrente tem o nome de descarga, e geralmente acarreta o surgimento de um arco elétrico momentâneo;
2. Um objeto ou material carregado possui ao seu redor um campo eletromagnético estacionário. Ao se aproximar um condutor, ou movimentá-lo dentro da área do campo eletromagnético, será gerada uma corrente elétrica através do efeito de indução;
3. Como dito anteriormente, ao se expor um material condutor a um campo eletromagnético, este se torna polarizado. Uma vez polarizado, estará sujeito a danos causados por possíveis descargas elétricas;
4. Quando um material ou objeto sofre uma descarga, é gerada uma centelha, a qual causa o deslocamento instantâneo do campo eletromagnético, que por conseqüência pode gerar os efeitos citados nos itens 3 e 4. Isto é chamado de tensão de RF.
Que tipo de dano a energia estática pode causar a um dispositivo eletrônico..? Existem vários tipos de danos que podem ser causados pela energia estática, os quais são divididos basicamente em três grupos:
1. Destruição: Altos níveis de tensão e correntes instantâneas resultam na fusão de óxidos metálicos, e outros materiais normalmente utilizados na construção de componentes eletrônicos;
2. Redução da vida útil: Um fluxo de corrente não planejado, com nível insuficiente para dano imediato, pode causar uma falha precoce em certos componentes;
3. Operação imprecisa: Transientes de corrente induzida, ou o efeito de polarização, podem afetar os parâmetros de um dispositivo, acarretando erros na sequência de operação, ou operação fora das tolerâncias aceitáveis.
As intensidades da carga estática, ou do campo eletromagnético gerado, determinarão quais dos danos acima serão causados. Quais são as fontes de eletricidade estática..? As fontes de energia estática podem ser divididas em três grupos: 1-Ambiente; 2-Pessoas; 3-Materiais.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 14 Curso: TM-05
Segue abaixo os sub-itens de cada grupo: Ambiente: Piso, Superfícies de Trabalho, Equipamentos Elétricos, Paredes, Tetos, Luminárias, Grades de Sistemas de Ventilação e outros; Pessoas: Corpo, Roupas, Sapatos, Procedimentos, Manuais e outros; Materiais: Material para Embalagens, Matéria-Prima, Aparelhos Auxiliares utilizados na produção e outros. A rigor, para se converter qualquer um dos sub-itens citados acima em um gerador de energia estática, é necessário que haja algum tipo de movimento, atrito, ou fricção, onde este torna-se carregado. Uma pessoa caminhando sobre um piso de carpete, em um dia de baixa umidade, pode armazenar cargas de até 35.000 Volts ! Em Pisos de vinil, 2.000 Vots ! Alguns procedimentos importantes para se evitar danos causados por eletricidade estática:
• Mantenha objetos não condutivos afastados de áreas de trabalho onde haja dispositivos sensíveis a estática;
• Utilize pulseiras de aterramento, tapetes anti-estáticos, e embalagens anti-estáticas;
• Ao conectar pulseiras e tapetes anti-estáticos a estrutura de trabalho, como bancadas, colunas e outros; verifique se esta não se apresenta pintada ou envernizada, para que não haja isolamento na conexão elétrica;
• Certifique-se de que a pulseira de proteção estática esteja em contato com a pele. Não a utilize sobre a roupa;
• Materiais como plástico, nylon, celofane, devem ser mantidos distantes de componentes sensíveis a estática em áreas de trabalho;
• Ao retirar placas e componentes eletrônicos da embalagem, certifique-se de fazê-lo em áreas protegidas contra estática, como bancadas protegidas, devidamente aterradas e outros;
• Dispositivos sensíveis a estática, devem ser armazenados e transportados em compartimentos anti-estáticos apropriados e disponíveis no mercado.
Os procedimentos acima devem ser respeitados e seguidos mesmo ao manusear placas e componentes suspeitos de estarem danificados.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 15 Curso: TM-05
1.0 VISÃO GERAL DO SISTEMA Um sistema robótico padrão básico é composto por um manipulador robótico e seu controlador, embora existam vários periféricos opicionais que podem ser ou estar agregados ao sistema como um todo. Assim um sistema pode conter dispositivos comandados por eixos externos, estações de limpeza de solda automáticas, sitemas Motorail, onde o manipulador desloca-se por um trilho, e uma série de outros equipamentos e dispositivos conforme o projeto robótico e o processo a ser executado.
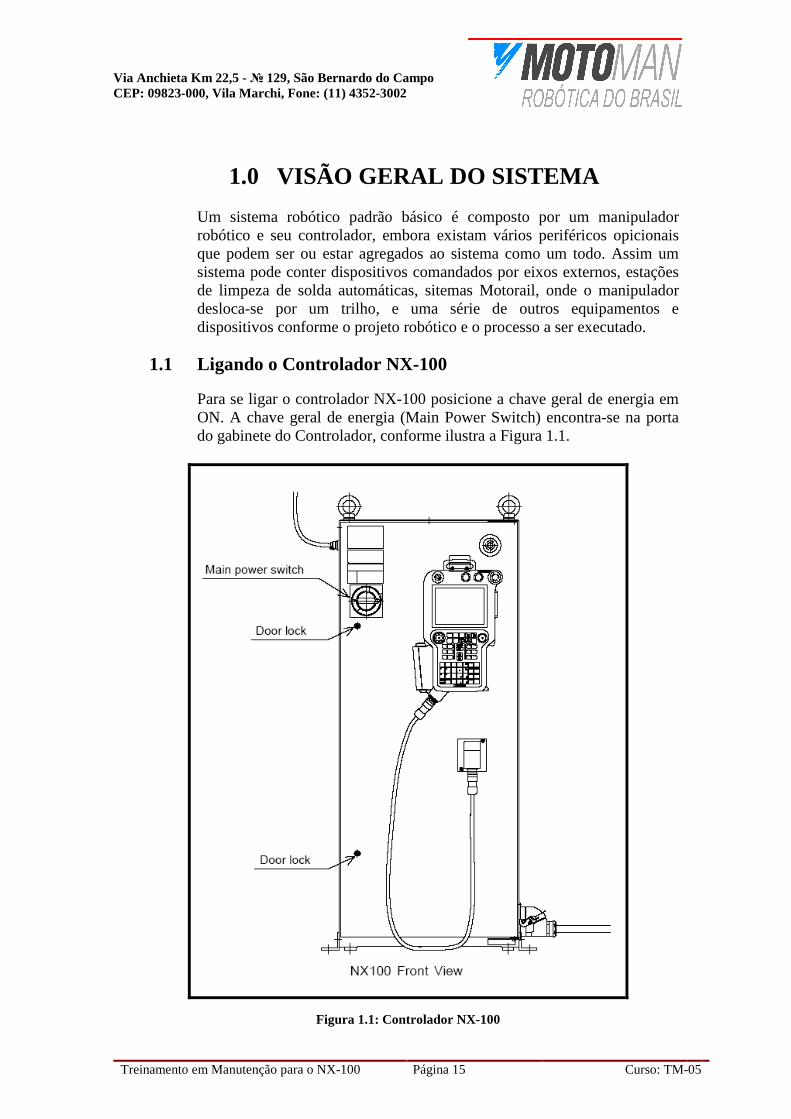
1.1 Ligando o Controlador NX-100 Para se ligar o controlador NX-100 posicione a chave geral de energia em ON. A chave geral de energia (Main Power Switch) encontra-se na porta do gabinete do Controlador, conforme ilustra a Figura 1.1.
Figura 1.1: Controlador NX-100
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 16 Curso: TM-05
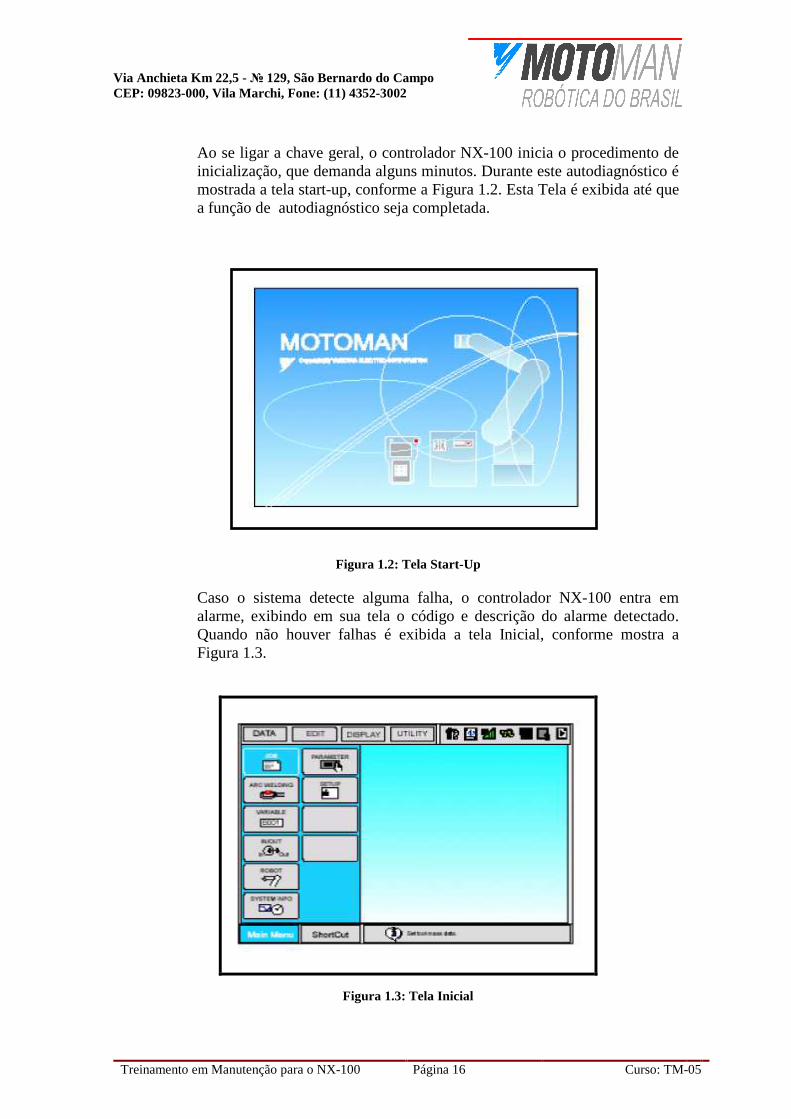
Ao se ligar a chave geral, o controlador NX-100 inicia o procedimento de inicialização, que demanda alguns minutos. Durante este autodiagnóstico é mostrada a tela start-up, conforme a Figura 1.2. Esta Tela é exibida até que a função de autodiagnóstico seja completada.
Figura 1.2: Tela Start-Up Caso o sistema detecte alguma falha, o controlador NX-100 entra em alarme, exibindo em sua tela o código e descrição do alarme detectado. Quando não houver falhas é exibida a tela Inicial, conforme mostra a Figura 1.3.
Figura 1.3: Tela Inicial
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 17 Curso: TM-05
1.1.1 Botão Play Mode Enable do Controlador NX-100
O Botão “Play Mode Enable” encontra-se na porta do gabinete Controlador, e deve ser habilitado sempre que o Sistema for colocado em Modo Play. Em alguns casos especiais, o controlador não possui este Botão.
1.1.2 Botão de Parada de Emergência (E-STOP) do Controlador NX-100
Pressionando-se o Botão de Parada de Emergência (E-STOP), a alimentação dos servos motores é cortada, e o sistema de freio dos motores é acionado. O pendant exibe a mensagem “Robot is stopped by P. Panel emergency stop” e o indicador luminoso de Srvo On, localizado no manipulador, é desligado. Obs: O Botão de Parada de Emergência (E-STOP) funciona em qualquer Modo de operação: Play, Teach ou Remote.
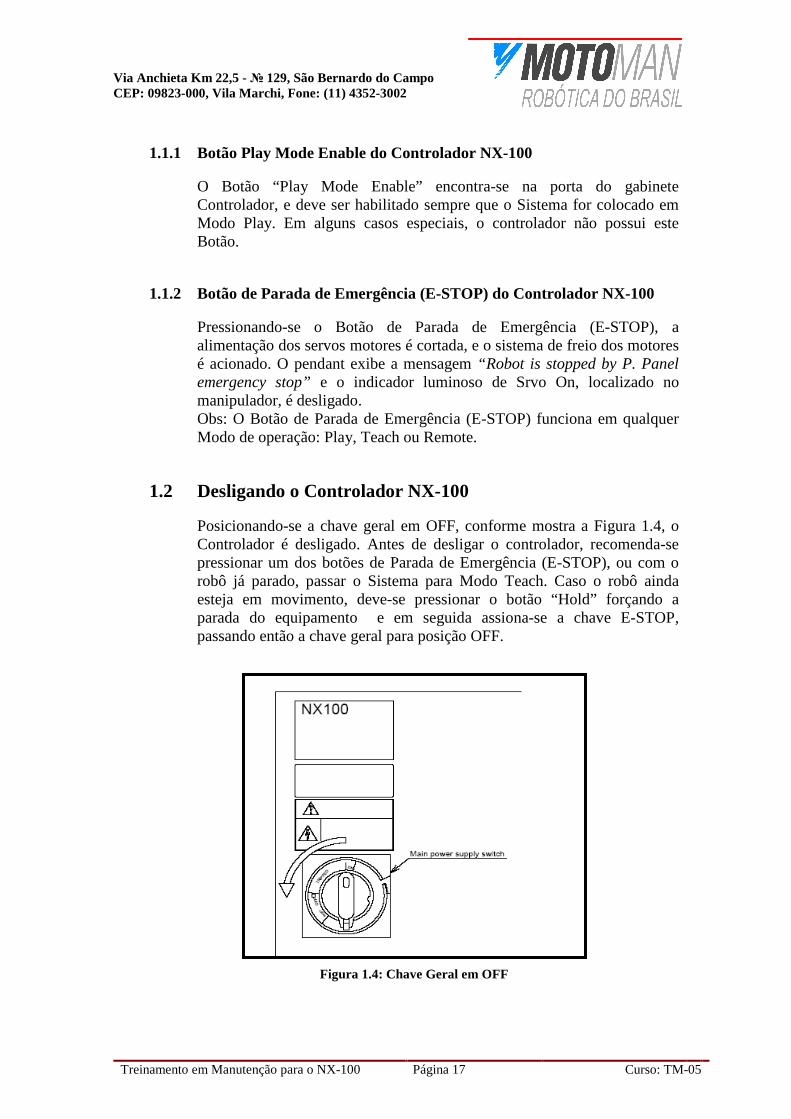
1.2 Desligando o Controlador NX-100
Posicionando-se a chave geral em OFF, conforme mostra a Figura 1.4, o Controlador é desligado. Antes de desligar o controlador, recomenda-se pressionar um dos botões de Parada de Emergência (E-STOP), ou com o robô já parado, passar o Sistema para Modo Teach. Caso o robô ainda esteja em movimento, deve-se pressionar o botão “Hold” forçando a parada do equipamento e em seguida assiona-se a chave E-STOP, passando então a chave geral para posição OFF.
Figura 1.4: Chave Geral em OFF
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 18 Curso: TM-05
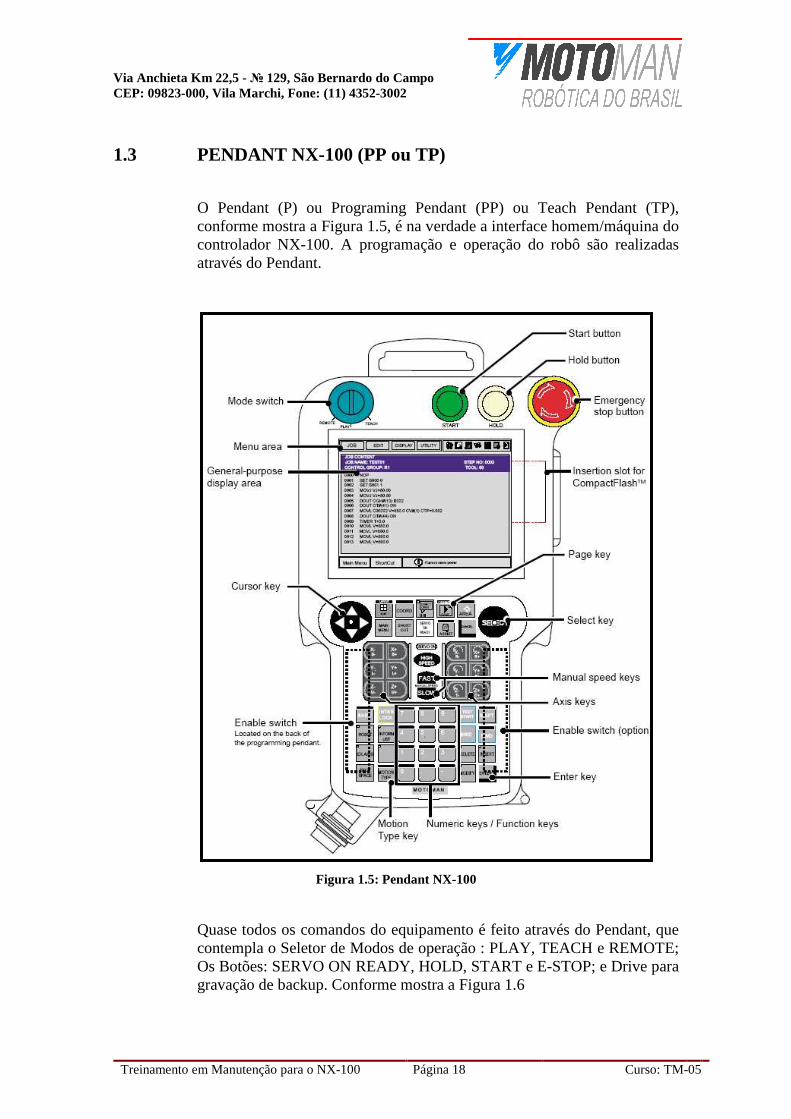
1.3 PENDANT NX-100 (PP ou TP)
O Pendant (P) ou Programing Pendant (PP) ou Teach Pendant (TP), conforme mostra a Figura 1.5, é na verdade a interface homem/máquina do controlador NX-100. A programação e operação do robô são realizadas através do Pendant.
Figura 1.5: Pendant NX-100
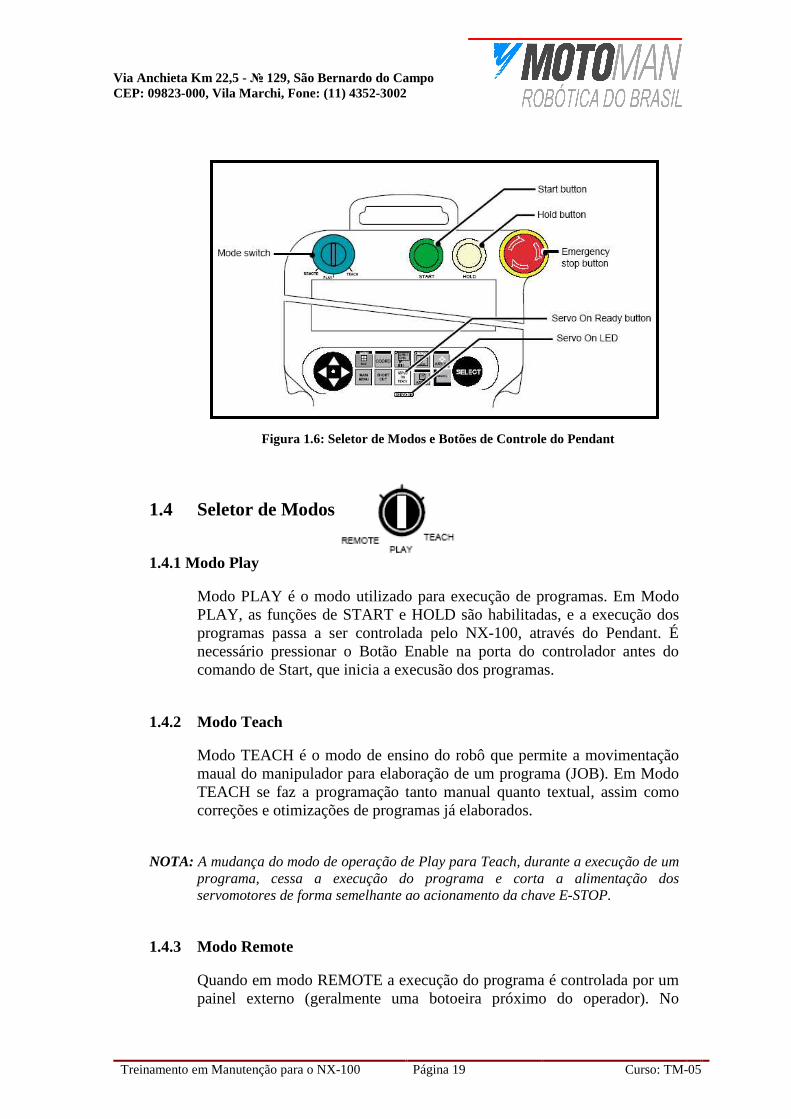
Quase todos os comandos do equipamento é feito através do Pendant, que contempla o Seletor de Modos de operação : PLAY, TEACH e REMOTE; Os Botões: SERVO ON READY, HOLD, START e E-STOP; e Drive para gravação de backup. Conforme mostra a Figura 1.6
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 19 Curso: TM-05
Figura 1.6: Seletor de Modos e Botões de Controle do Pendant
1.4 Seletor de Modos 1.4.1 Modo Play
Modo PLAY é o modo utilizado para execução de programas. Em Modo PLAY, as funções de START e HOLD são habilitadas, e a execução dos programas passa a ser controlada pelo NX-100, através do Pendant. É necessário pressionar o Botão Enable na porta do controlador antes do comando de Start, que inicia a execusão dos programas.
1.4.2 Modo Teach
Modo TEACH é o modo de ensino do robô que permite a movimentação maual do manipulador para elaboração de um programa (JOB). Em Modo TEACH se faz a programação tanto manual quanto textual, assim como correções e otimizações de programas já elaborados.
NOTA: A mudança do modo de operação de Play para Teach, durante a execução de um programa, cessa a execução do programa e corta a alimentação dos servomotores de forma semelhante ao acionamento da chave E-STOP.
1.4.3 Modo Remote Quando em modo REMOTE a execução do programa é controlada por um painel externo (geralmente uma botoeira próximo do operador). No
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 20 Curso: TM-05
Pendant, somente a chave E-STOP continua com a função, passando os demais comandos basicos para o painel remoto. 1.5 Botões de Operação
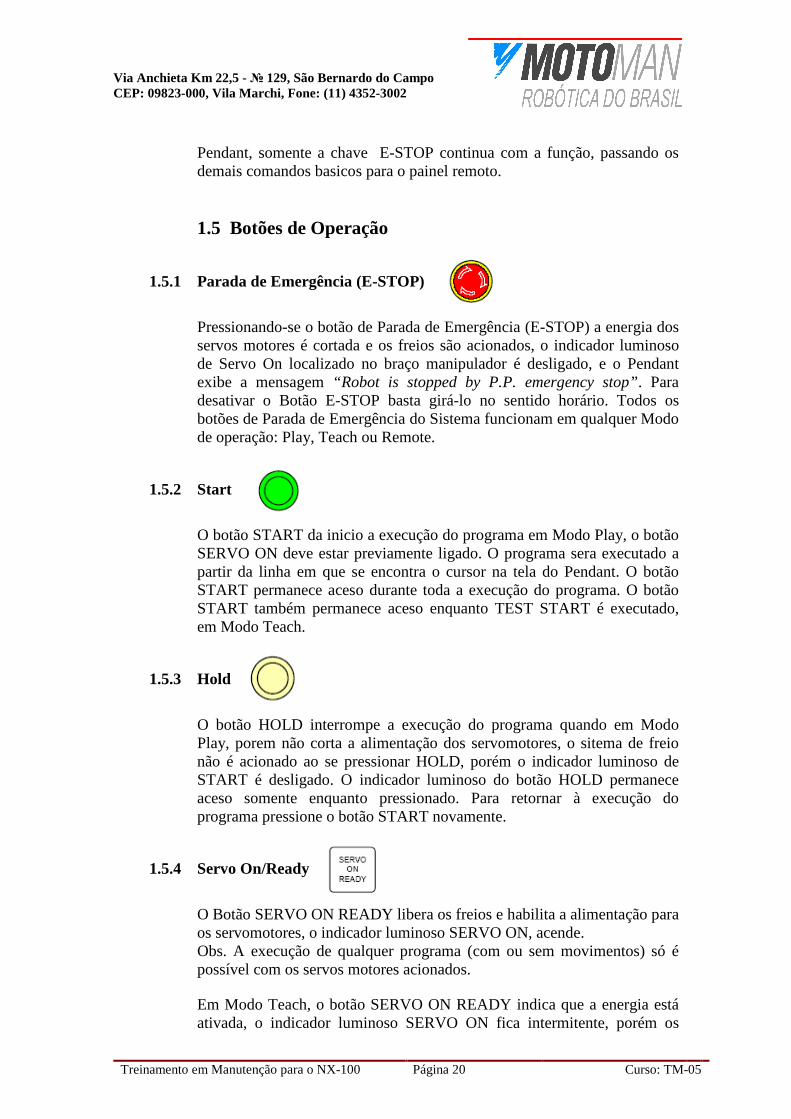
1.5.1 Parada de Emergência (E-STOP)
Pressionando-se o botão de Parada de Emergência (E-STOP) a energia dos servos motores é cortada e os freios são acionados, o indicador luminoso de Servo On localizado no braço manipulador é desligado, e o Pendant exibe a mensagem “Robot is stopped by P.P. emergency stop”. Para desativar o Botão E-STOP basta girá-lo no sentido horário. Todos os botões de Parada de Emergência do Sistema funcionam em qualquer Modo de operação: Play, Teach ou Remote.
1.5.2 Start O botão START da inicio a execução do programa em Modo Play, o botão SERVO ON deve estar previamente ligado. O programa sera executado a partir da linha em que se encontra o cursor na tela do Pendant. O botão START permanece aceso durante toda a execução do programa. O botão START também permanece aceso enquanto TEST START é executado, em Modo Teach.
1.5.3 Hold
O botão HOLD interrompe a execução do programa quando em Modo Play, porem não corta a alimentação dos servomotores, o sitema de freio não é acionado ao se pressionar HOLD, porém o indicador luminoso de START é desligado. O indicador luminoso do botão HOLD permanece aceso somente enquanto pressionado. Para retornar à execução do programa pressione o botão START novamente.
1.5.4 Servo On/Ready
O Botão SERVO ON READY libera os freios e habilita a alimentação para os servomotores, o indicador luminoso SERVO ON, acende. Obs. A execução de qualquer programa (com ou sem movimentos) só é possível com os servos motores acionados. Em Modo Teach, o botão SERVO ON READY indica que a energia está ativada, o indicador luminoso SERVO ON fica intermitente, porém os
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 21 Curso: TM-05
servos motores serão energizados somente após o acinamento da chave “Trava de Segurança” Enable Switch, localizada na parte posterior do Pendant.
NOTA: Tanto em modo Play como em modo Teach, erros, alarmes e indicações de E-STOP serão apagados apos se pressionar o botão SERVO ON READY.
1.6 Trava de Segurança, Enable Switch ou “Dead Man Switch”
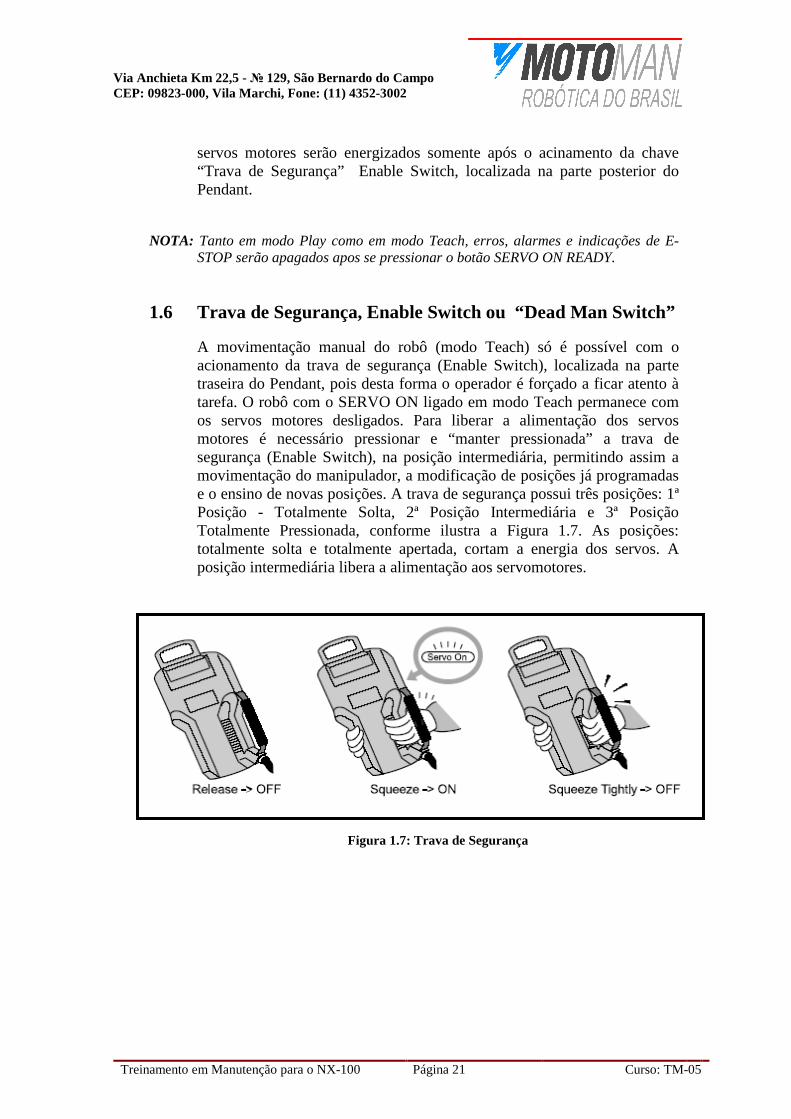
A movimentação manual do robô (modo Teach) só é possível com o acionamento da trava de segurança (Enable Switch), localizada na parte traseira do Pendant, pois desta forma o operador é forçado a ficar atento à tarefa. O robô com o SERVO ON ligado em modo Teach permanece com os servos motores desligados. Para liberar a alimentação dos servos motores é necessário pressionar e “manter pressionada” a trava de segurança (Enable Switch), na posição intermediária, permitindo assim a movimentação do manipulador, a modificação de posições já programadas e o ensino de novas posições. A trava de segurança possui três posições: 1ª Posição - Totalmente Solta, 2ª Posição Intermediária e 3ª Posição Totalmente Pressionada, conforme ilustra a Figura 1.7. As posições: totalmente solta e totalmente apertada, cortam a energia dos servos. A posição intermediária libera a alimentação aos servomotores.
Figura 1.7: Trava de Segurança
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 22 Curso: TM-05
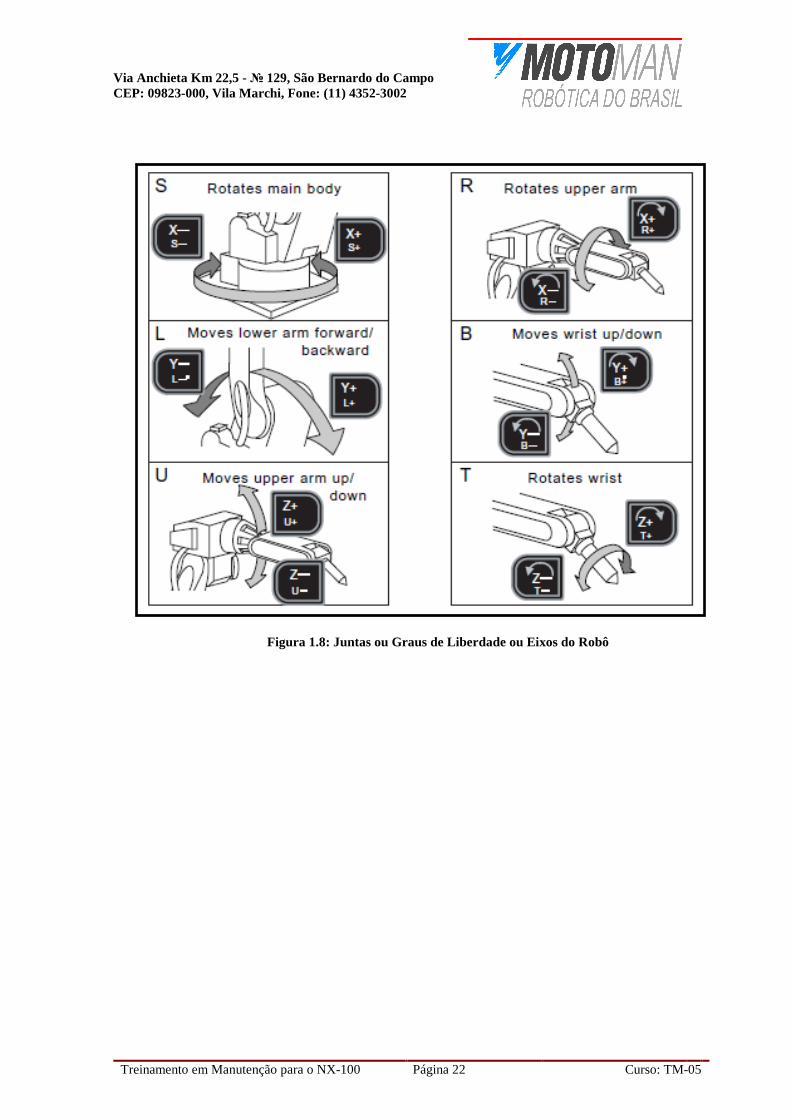
Figura 1.8: Juntas ou Graus de Liberdade ou Eixos do Robô
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 23 Curso: TM-05
2.0 NOÇÕES DE MOVIMENTAÇÃO DO ROBÔ
Este capítulo apresenta noções de movimentação do robô. A linguagem utilizada pela MOTOMAN é a liguagem “INFORM III” e está baseada em 4 comandos: MOVJ; MOVL; MOVC e MOVS descritos a seguir. A Tecla SELECT é utilizada para se selecionar o item onde o cursor se encontra. Em conjunto com INTERLOK, força uma saída de sinal ser ligada ou desligada. Em conjunto com SHIFT, seleciona linhas de programas para utilização de comandos de edição como Copy, Cut e TRT.
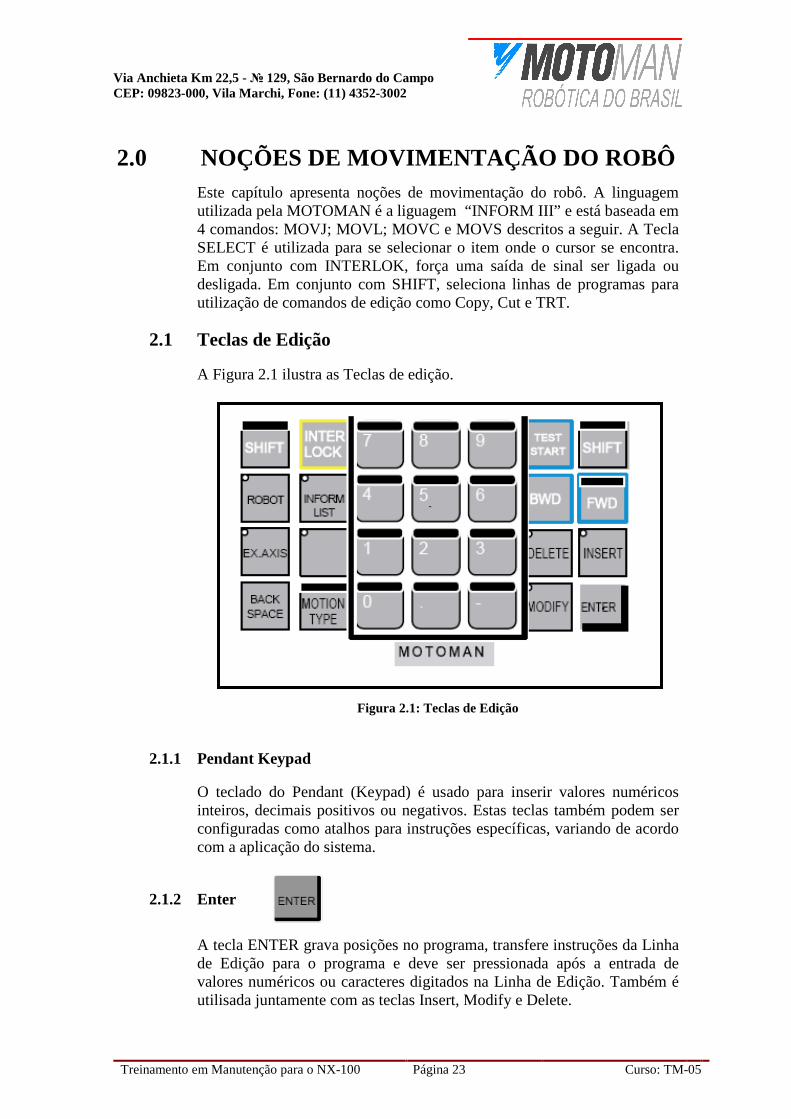
2.1 Teclas de Edição A Figura 2.1 ilustra as Teclas de edição.
Figura 2.1: Teclas de Edição
2.1.1 Pendant Keypad O teclado do Pendant (Keypad) é usado para inserir valores numéricos inteiros, decimais positivos ou negativos. Estas teclas também podem ser configuradas como atalhos para instruções específicas, variando de acordo com a aplicação do sistema.
2.1.2 Enter
A tecla ENTER grava posições no programa, transfere instruções da Linha de Edição para o programa e deve ser pressionada após a entrada de valores numéricos ou caracteres digitados na Linha de Edição. Também é utilisada juntamente com as teclas Insert, Modify e Delete.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 24 Curso: TM-05
2.1.3 Insert A tecla INSERT é utilizada para adicionar ou incerir uma instrução entre duas linhas já existentes no programa, deve ser pressionada antes da tecla ENTER e com os servos alimentados. Uma instrução de informação (sem movimento) será inserida sempre na linha subsequente de onde o cursor estiver posicionado. Uma nova posição ou instrução pode ser inserida abaixo do cursor, ou acima da próxima posição gravada, dependendo da forma setada em Teaching Conditions.
2.1.4 Modify
A tecla MODIFY é utilisada para modificar ou editar uma posição ja gravada, deve ser pressionada antes da tecla ENTER e com os servos acionados. MODIFY também altera instruções de informações (sem movimento).
2.1.5 Delete
A tecla DELETE apaga uma determinada linha ou posição do programa, deve ser pressionada antes da tecla ENTER e com os servos ligados. Para apagar uma determinada posição ou instrução, o robô deve estar exatamente nesta posição a que se refere o cursor (o cursor pára de piscar).
2.2 Shift Keys
O Pendant possui duas teclas SHIFT, para maior conforto do usuário. SHIFT é utilizado em conjunto com teclas que possuam uma tarja preta na parte superior. Exemplos:
····SHIFT + SELECT - Seleciona determinadas linhas.
····SHIFT + PAGE - Retorna uma página.
····SHIFT + UP/DOWN - Avança ou recua uma página na Tela.
····SHIFT + COORD - Abre as páginas User Frame List e Tool List.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 25 Curso: TM-05
2.3 Interlock Key
A tecla INTERLOCK é usada em conjunto com outras teclas, que possuem uma tarja amarela no topo. Exemplos:
····INTERLOCK + SELECT - Liga/desliga uma Saída de Sinal (Modo Manual).
····INTERLOCK + TEST START - Simulação da trajetória, em Modo Teach.
····INTERLOCK + FWD - Execução individual de Instruções de Informação (sem movimento), exceto Instruções de Ferramenta.
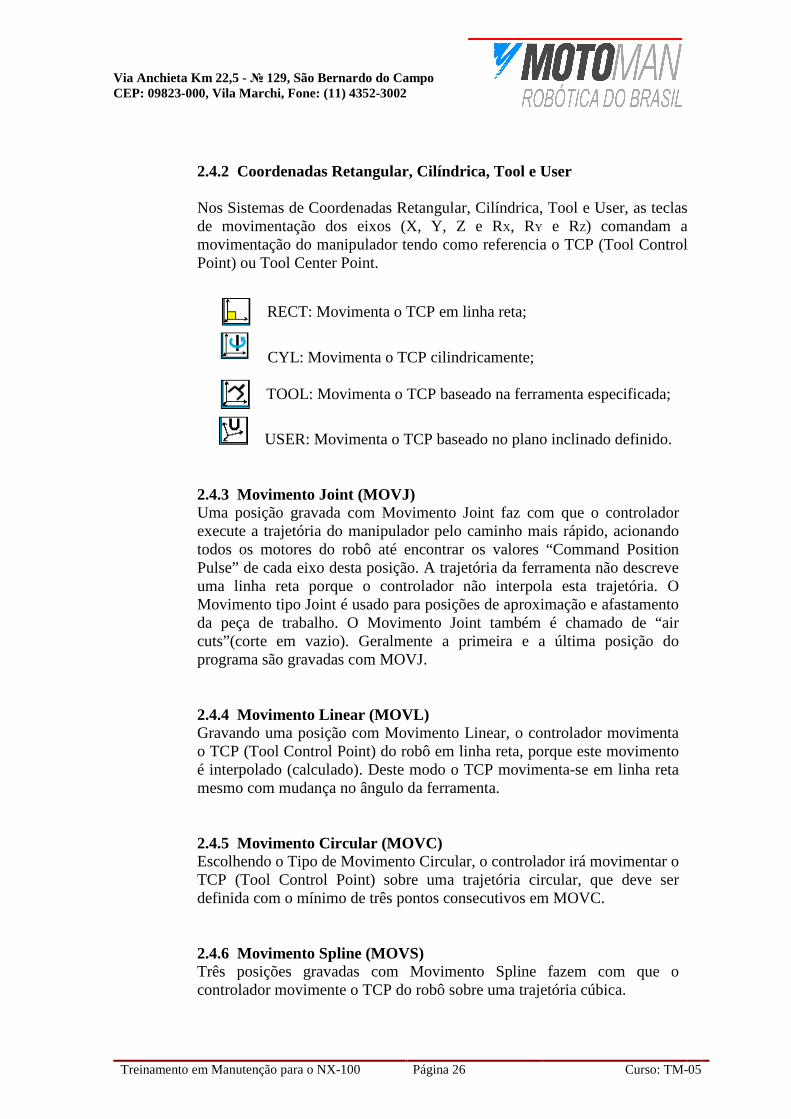
2.4 Sistemas de Coordenadas
O NX-100 possui cinco Sistemas de Coordenadas, que determinam o comportamento da movimentação manual do braço do robô, em modo Teach. O Sistema de Coordenadas é selecionado pelo usuário e é mostrado na linha de Status, conforme os ícones da Figura 2.2. O braço do robô é movimentado através de um grupo de 12 teclas divididas em 6 pares correspondentes aos eixos do robô ou as coodenadas cartesianas. Para movimentar os eixos externos, somente um par de teclas (+/-) é utilizado (em Coordenadas Joint). A seleção do Sistema de Coordenadas é feita através da Tecla COORD.
Figura 2.2: Sistemas de Coordenadas e Tecla COORD
2.4.1 Coordenadas Joint O robô possui seis eixos: Base (S), Ombro (L), Cotovelo (U), Rotação do Cotovelo (R), Punho (B) e Rotação da flange do Punho (T). O Sistema de Coordenadas Joint movimenta estes eixos independentemente, conforme mostra a Figura 4.2, este tipo de comando de movimento do robô obedece às teclas dos eixos S, L, U, R, B e T. Joint é a coordenada default ao ligar o controlador.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 26 Curso: TM-05
2.4.2 Coordenadas Retangular, Cilíndrica, Tool e User Nos Sistemas de Coordenadas Retangular, Cilíndrica, Tool e User, as teclas de movimentação dos eixos (X, Y, Z e RX, RY e RZ) comandam a movimentação do manipulador tendo como referencia o TCP (Tool Control Point) ou Tool Center Point.
RECT: Movimenta o TCP em linha reta;
CYL: Movimenta o TCP cilindricamente;
TOOL: Movimenta o TCP baseado na ferramenta especificada;
USER: Movimenta o TCP baseado no plano inclinado definido.
2.4.3 Movimento Joint (MOVJ) Uma posição gravada com Movimento Joint faz com que o controlador execute a trajetória do manipulador pelo caminho mais rápido, acionando todos os motores do robô até encontrar os valores “Command Position Pulse” de cada eixo desta posição. A trajetória da ferramenta não descreve uma linha reta porque o controlador não interpola esta trajetória. O Movimento tipo Joint é usado para posições de aproximação e afastamento da peça de trabalho. O Movimento Joint também é chamado de “air cuts”(corte em vazio). Geralmente a primeira e a última posição do programa são gravadas com MOVJ. 2.4.4 Movimento Linear (MOVL) Gravando uma posição com Movimento Linear, o controlador movimenta o TCP (Tool Control Point) do robô em linha reta, porque este movimento é interpolado (calculado). Deste modo o TCP movimenta-se em linha reta mesmo com mudança no ângulo da ferramenta. 2.4.5 Movimento Circular (MOVC) Escolhendo o Tipo de Movimento Circular, o controlador irá movimentar o TCP (Tool Control Point) sobre uma trajetória circular, que deve ser definida com o mínimo de três pontos consecutivos em MOVC. 2.4.6 Movimento Spline (MOVS) Três posições gravadas com Movimento Spline fazem com que o controlador movimente o TCP do robô sobre uma trajetória cúbica.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 27 Curso: TM-05
3.0 SISTEMA DE CONTROLE
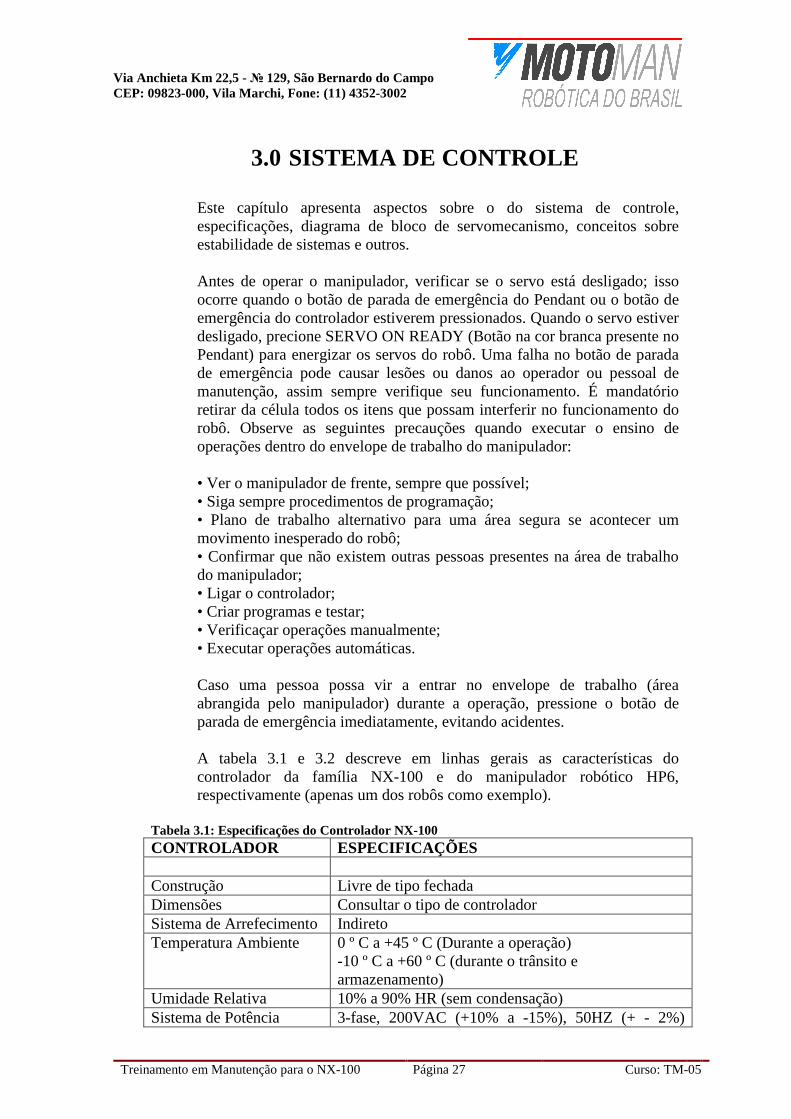
Este capítulo apresenta aspectos sobre o do sistema de controle, especificações, diagrama de bloco de servomecanismo, conceitos sobre estabilidade de sistemas e outros. Antes de operar o manipulador, verificar se o servo está desligado; isso ocorre quando o botão de parada de emergência do Pendant ou o botão de emergência do controlador estiverem pressionados. Quando o servo estiver desligado, precione SERVO ON READY (Botão na cor branca presente no Pendant) para energizar os servos do robô. Uma falha no botão de parada de emergência pode causar lesões ou danos ao operador ou pessoal de manutenção, assim sempre verifique seu funcionamento. É mandatório retirar da célula todos os itens que possam interferir no funcionamento do robô. Observe as seguintes precauções quando executar o ensino de operações dentro do envelope de trabalho do manipulador: • Ver o manipulador de frente, sempre que possível; • Siga sempre procedimentos de programação; • Plano de trabalho alternativo para uma área segura se acontecer um movimento inesperado do robô; • Confirmar que não existem outras pessoas presentes na área de trabalho do manipulador; • Ligar o controlador; • Criar programas e testar; • Verificaçar operações manualmente; • Executar operações automáticas. Caso uma pessoa possa vir a entrar no envelope de trabalho (área abrangida pelo manipulador) durante a operação, pressione o botão de parada de emergência imediatamente, evitando acidentes. A tabela 3.1 e 3.2 descreve em linhas gerais as características do controlador da família NX-100 e do manipulador robótico HP6, respectivamente (apenas um dos robôs como exemplo).
Tabela 3.1: Especificações do Controlador NX-100 CONTROLADOR ESPECIFICAÇÕES Construção Livre de tipo fechada Dimensões Consultar o tipo de controlador Sistema de Arrefecimento Indireto Temperatura Ambiente 0 º C a +45 º C (Durante a operação)
-10 º C a +60 º C (durante o trânsito e armazenamento)
Umidade Relativa 10% a 90% HR (sem condensação) Sistema de Potência 3-fase, 200VAC (+10% a -15%), 50HZ (+ - 2%)
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 28 Curso: TM-05
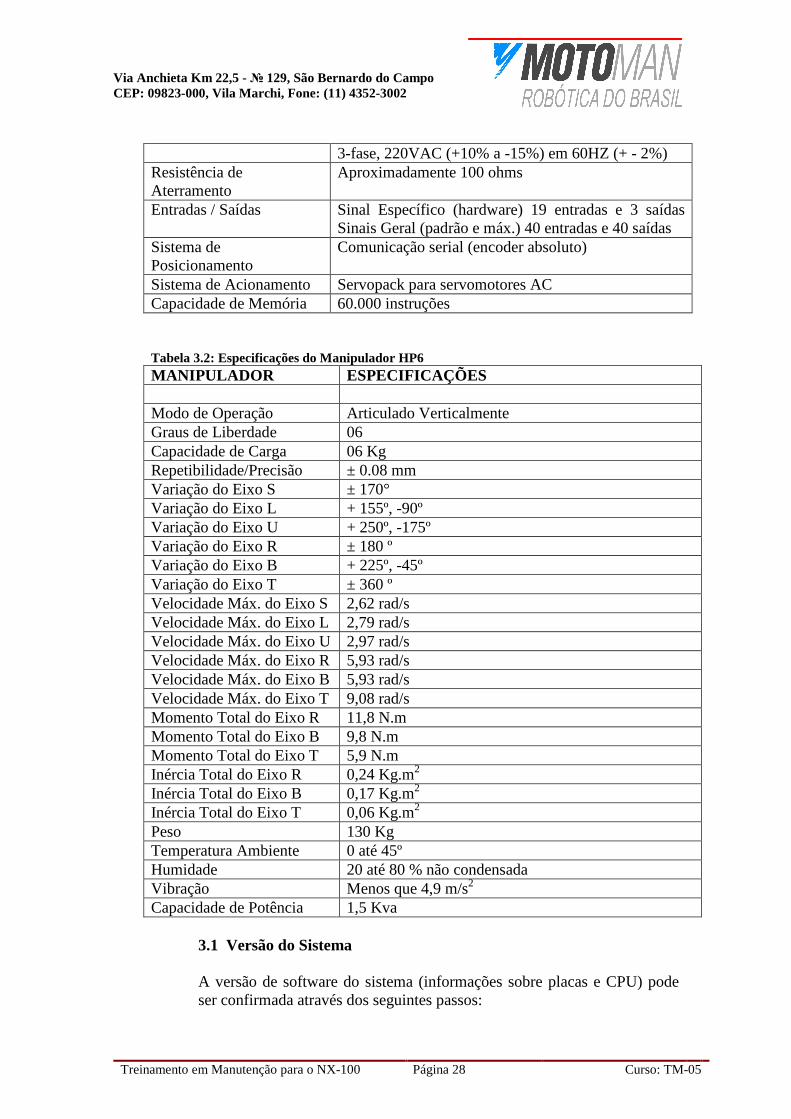
3-fase, 220VAC (+10% a -15%) em 60HZ (+ - 2%) Resistência de Aterramento
Aproximadamente 100 ohms
Entradas / Saídas Sinal Específico (hardware) 19 entradas e 3 saídas Sinais Geral (padrão e máx.) 40 entradas e 40 saídas
Sistema de Posicionamento
Comunicação serial (encoder absoluto)
Sistema de Acionamento Servopack para servomotores AC Capacidade de Memória 60.000 instruções Tabela 3.2: Especificações do Manipulador HP6 MANIPULADOR ESPECIFICAÇÕES Modo de Operação Articulado Verticalmente Graus de Liberdade 06 Capacidade de Carga 06 Kg Repetibilidade/Precisão ± 0.08 mm Variação do Eixo S ± 170° Variação do Eixo L + 155º, -90º Variação do Eixo U + 250º, -175º Variação do Eixo R ± 180 º Variação do Eixo B + 225º, -45º Variação do Eixo T ± 360 º Velocidade Máx. do Eixo S 2,62 rad/s Velocidade Máx. do Eixo L 2,79 rad/s Velocidade Máx. do Eixo U 2,97 rad/s Velocidade Máx. do Eixo R 5,93 rad/s Velocidade Máx. do Eixo B 5,93 rad/s Velocidade Máx. do Eixo T 9,08 rad/s Momento Total do Eixo R 11,8 N.m Momento Total do Eixo B 9,8 N.m Momento Total do Eixo T 5,9 N.m Inércia Total do Eixo R 0,24 Kg.m2
Inércia Total do Eixo B 0,17 Kg.m2
Inércia Total do Eixo T 0,06 Kg.m2
Peso 130 Kg Temperatura Ambiente 0 até 45º Humidade 20 até 80 % não condensada Vibração Menos que 4,9 m/s2
Capacidade de Potência 1,5 Kva 3.1 Versão do Sistema A versão de software do sistema (informações sobre placas e CPU) pode ser confirmada através dos seguintes passos:
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 29 Curso: TM-05
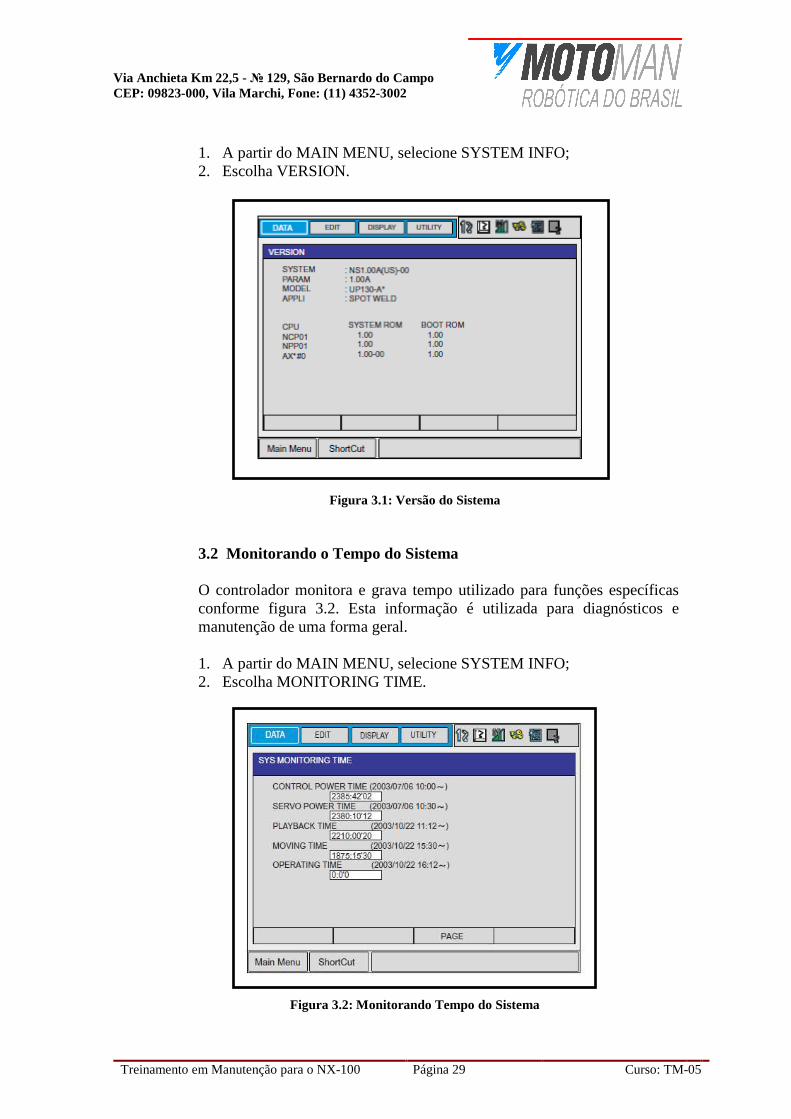
1. A partir do MAIN MENU, selecione SYSTEM INFO; 2. Escolha VERSION.
Figura 3.1: Versão do Sistema
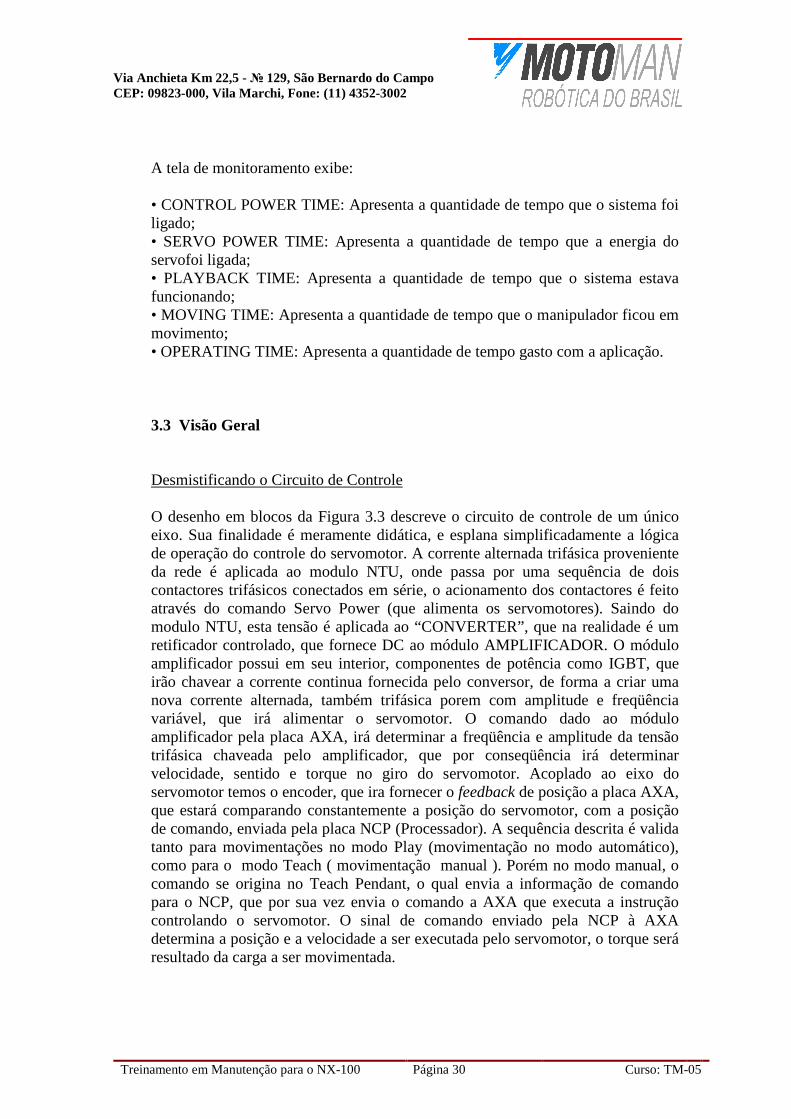
3.2 Monitorando o Tempo do Sistema O controlador monitora e grava tempo utilizado para funções específicas conforme figura 3.2. Esta informação é utilizada para diagnósticos e manutenção de uma forma geral.
1. A partir do MAIN MENU, selecione SYSTEM INFO; 2. Escolha MONITORING TIME.
Figura 3.2: Monitorando Tempo do Sistema
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 30 Curso: TM-05
A tela de monitoramento exibe: • CONTROL POWER TIME: Apresenta a quantidade de tempo que o sistema foi ligado; • SERVO POWER TIME: Apresenta a quantidade de tempo que a energia do servofoi ligada; • PLAYBACK TIME: Apresenta a quantidade de tempo que o sistema estava funcionando; • MOVING TIME: Apresenta a quantidade de tempo que o manipulador ficou em movimento; • OPERATING TIME: Apresenta a quantidade de tempo gasto com a aplicação.
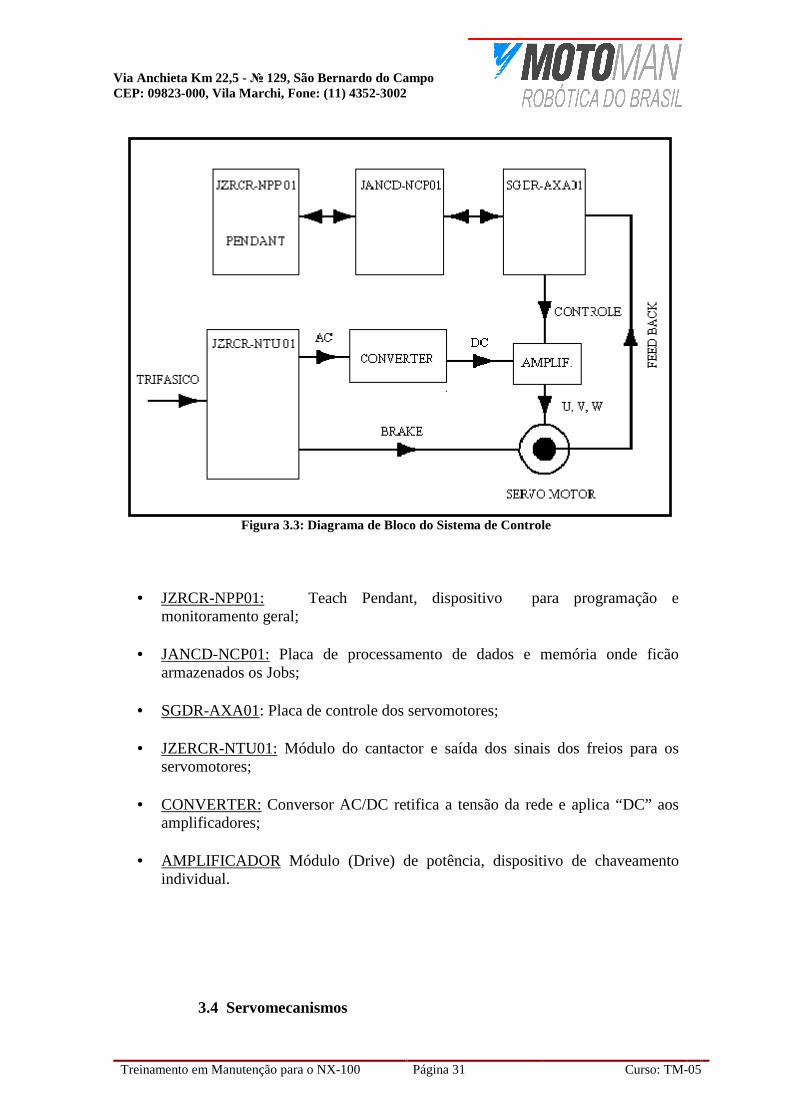
3.3 Visão Geral Desmistificando o Circuito de Controle O desenho em blocos da Figura 3.3 descreve o circuito de controle de um único eixo. Sua finalidade é meramente didática, e esplana simplificadamente a lógica de operação do controle do servomotor. A corrente alternada trifásica proveniente da rede é aplicada ao modulo NTU, onde passa por uma sequência de dois contactores trifásicos conectados em série, o acionamento dos contactores é feito através do comando Servo Power (que alimenta os servomotores). Saindo do modulo NTU, esta tensão é aplicada ao “CONVERTER”, que na realidade é um retificador controlado, que fornece DC ao módulo AMPLIFICADOR. O módulo amplificador possui em seu interior, componentes de potência como IGBT, que irão chavear a corrente continua fornecida pelo conversor, de forma a criar uma nova corrente alternada, também trifásica porem com amplitude e freqüência variável, que irá alimentar o servomotor. O comando dado ao módulo amplificador pela placa AXA, irá determinar a freqüência e amplitude da tensão trifásica chaveada pelo amplificador, que por conseqüência irá determinar velocidade, sentido e torque no giro do servomotor. Acoplado ao eixo do servomotor temos o encoder, que ira fornecer o feedback de posição a placa AXA, que estará comparando constantemente a posição do servomotor, com a posição de comando, enviada pela placa NCP (Processador). A sequência descrita é valida tanto para movimentações no modo Play (movimentação no modo automático), como para o modo Teach ( movimentação manual ). Porém no modo manual, o comando se origina no Teach Pendant, o qual envia a informação de comando para o NCP, que por sua vez envia o comando a AXA que executa a instrução controlando o servomotor. O sinal de comando enviado pela NCP à AXA determina a posição e a velocidade a ser executada pelo servomotor, o torque será resultado da carga a ser movimentada.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 31 Curso: TM-05
Figura 3.3: Diagrama de Bloco do Sistema de Controle
• JZRCR-NPP01: Teach Pendant, dispositivo para programação e monitoramento geral;
• JANCD-NCP01: Placa de processamento de dados e memória onde ficão
armazenados os Jobs;
• SGDR-AXA01: Placa de controle dos servomotores;
• JZERCR-NTU01: Módulo do cantactor e saída dos sinais dos freios para os servomotores;
• CONVERTER: Conversor AC/DC retifica a tensão da rede e aplica “DC” aos
amplificadores;
• AMPLIFICADOR Módulo (Drive) de potência, dispositivo de chaveamento individual.
3.4 Servomecanismos
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 32 Curso: TM-05
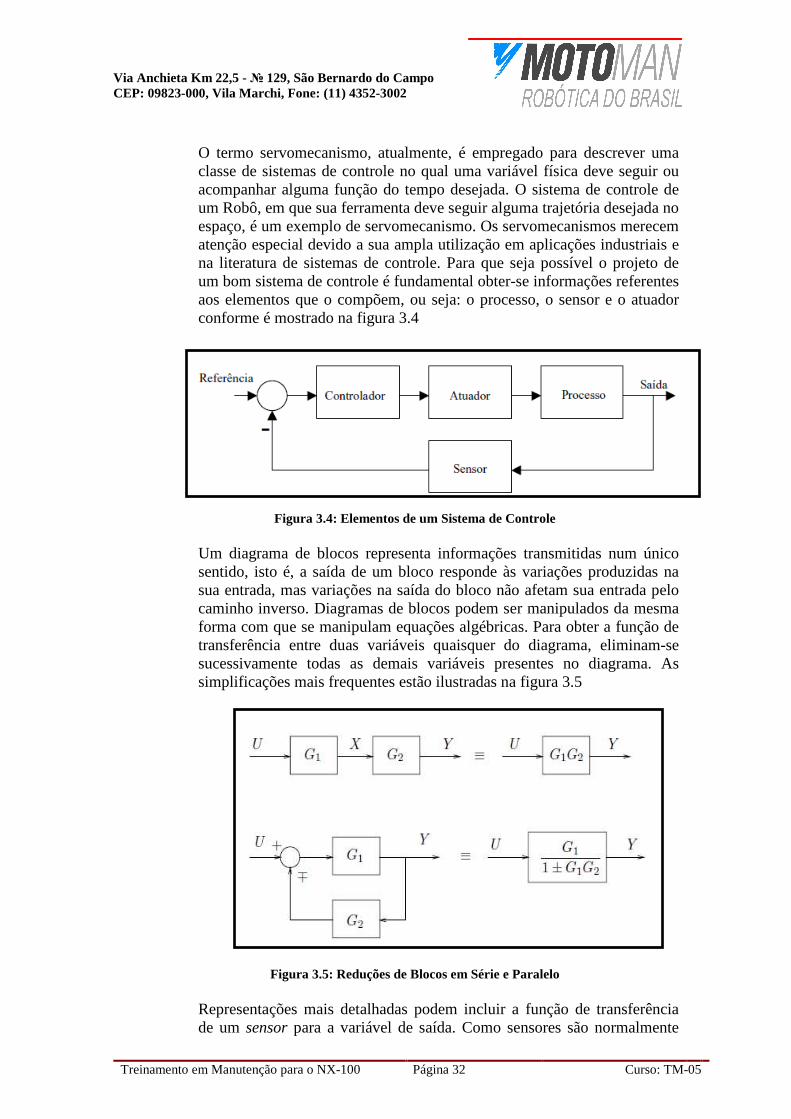
O termo servomecanismo, atualmente, é empregado para descrever uma classe de sistemas de controle no qual uma variável física deve seguir ou acompanhar alguma função do tempo desejada. O sistema de controle de um Robô, em que sua ferramenta deve seguir alguma trajetória desejada no espaço, é um exemplo de servomecanismo. Os servomecanismos merecem atenção especial devido a sua ampla utilização em aplicações industriais e na literatura de sistemas de controle. Para que seja possível o projeto de um bom sistema de controle é fundamental obter-se informações referentes aos elementos que o compõem, ou seja: o processo, o sensor e o atuador conforme é mostrado na figura 3.4
Figura 3.4: Elementos de um Sistema de Controle
Um diagrama de blocos representa informações transmitidas num único sentido, isto é, a saída de um bloco responde às variações produzidas na sua entrada, mas variações na saída do bloco não afetam sua entrada pelo caminho inverso. Diagramas de blocos podem ser manipulados da mesma forma com que se manipulam equações algébricas. Para obter a função de transferência entre duas variáveis quaisquer do diagrama, eliminam-se sucessivamente todas as demais variáveis presentes no diagrama. As simplificações mais frequentes estão ilustradas na figura 3.5
Figura 3.5: Reduções de Blocos em Série e Paralelo
Representações mais detalhadas podem incluir a função de transferência de um sensor para a variável de saída. Como sensores são normalmente
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 33 Curso: TM-05
construídos com componentes eletrônicos, a ausência de elementos dinâmicos na realimentação pode ser justificada em muitas situações práticas além de robótica. Uma segunda vantagem do emprego de sistemas realimentados é a possibilidade de se reduzir a sensibilidade do sistema à distúrbios que possam atingir a saída. Um exemplo típico é o controle de posição de uma antena. Rajadas de ventos podem perturbar a posição da antena e neste caso o sistema de controle deve ser capaz de minimizar os efeitos das perturbações e restaurar sua posição original.
3.5 Estabilidade
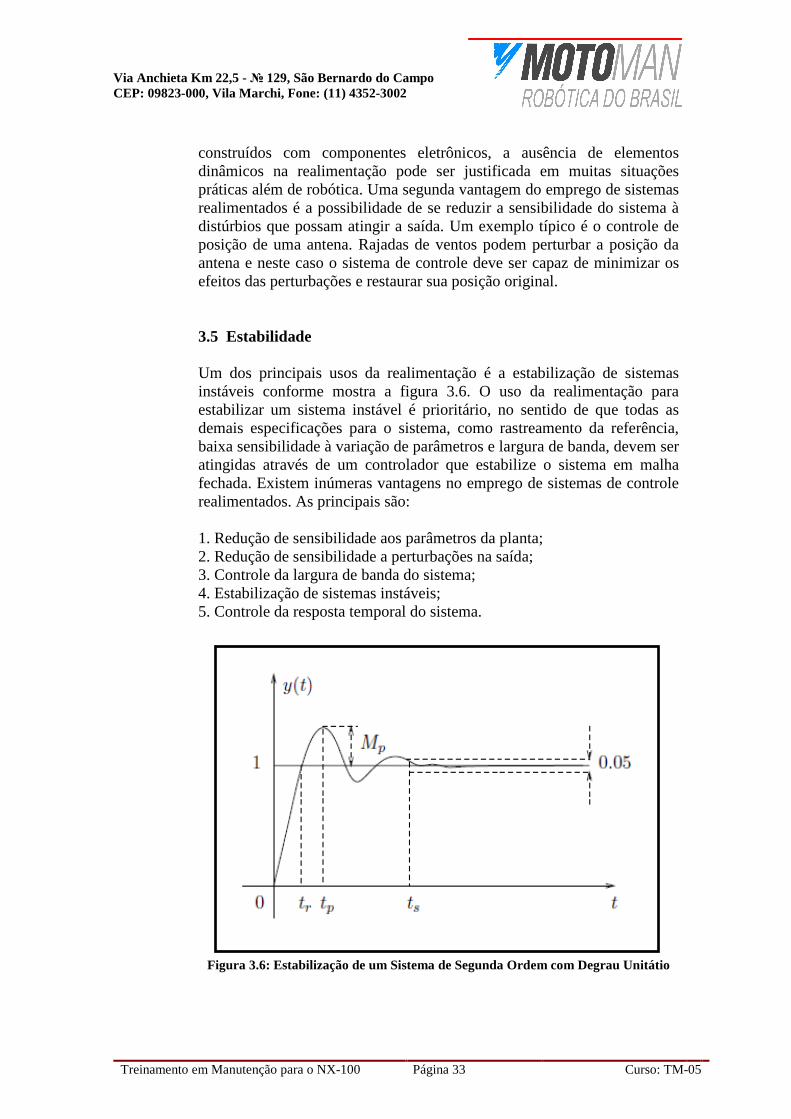
Um dos principais usos da realimentação é a estabilização de sistemas instáveis conforme mostra a figura 3.6. O uso da realimentação para estabilizar um sistema instável é prioritário, no sentido de que todas as demais especificações para o sistema, como rastreamento da referência, baixa sensibilidade à variação de parâmetros e largura de banda, devem ser atingidas através de um controlador que estabilize o sistema em malha fechada. Existem inúmeras vantagens no emprego de sistemas de controle realimentados. As principais são: 1. Redução de sensibilidade aos parâmetros da planta; 2. Redução de sensibilidade a perturbações na saída; 3. Controle da largura de banda do sistema; 4. Estabilização de sistemas instáveis; 5. Controle da resposta temporal do sistema.
Figura 3.6: Estabilização de um Sistema de Segunda Ordem com Degrau Unitátio
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 34 Curso: TM-05
Em muitas aplicações, as características desejadas para a saída da planta são definidas através de quantidades relacionadas à resposta do sistema de controle ao degrau unitário. Entradas do tipo degrau são fáceis de gerar e fornecer informações importantes sobre o sistema. Assume-se que o sistema está inicialmente em repouso (a saída e todas as suas derivadas são nulas), de tal forma que seja possível comparar respostas de diferentes sistemas. onde, Tempo de subida (TR): tempo necessário para que a resposta vá de 0% a 100% de seu valor final (sistemas sub-amortecidos); Tempo de pico (TP): tempo necessário para que a resposta alcance o primeiro pico de sobre-elevação; Tempo de estabelecimento (TS): tempo necessário para que a resposta alcance e permaneça dentro de uma faixa definida em termos de percentual do valor de regime (normalmente 2% ou 5%). O tempo de estabelecimento está relacionado com a maior constante de tempo do sistema. Máxima sobre-elevação (MP): máximo valor percentual da resposta medida. Se o valor de regime da resposta difere da unidade, usa-se o percentual máximo de sobre-elevação.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 35 Curso: TM-05
4.0 DIAGRAMA GERAL DE BLOCOS
Este capítulo apresenta os aspéctos referentes aos blocos do sistema de controle do robô; Descreve as funções básicas de cada módulo/ bloco, de forma a dar uma visão geral do fluxo de sinais do sistema como um todo.
4.1 NTU
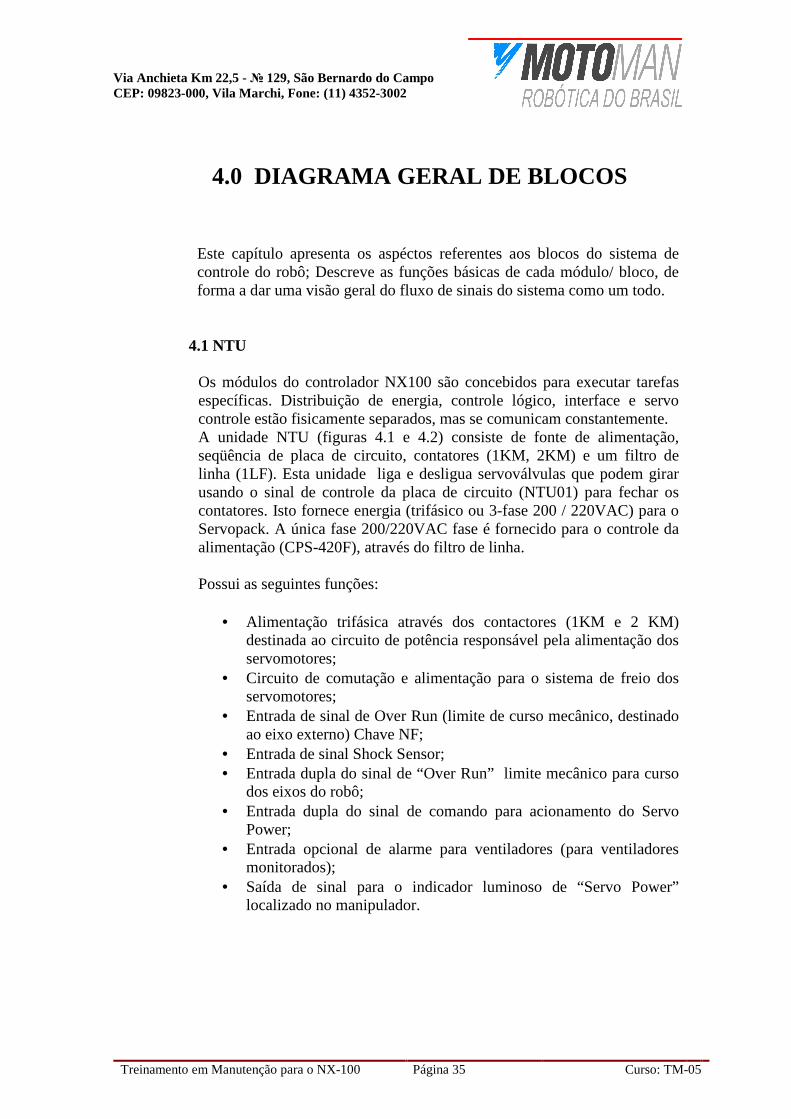
Os módulos do controlador NX100 são concebidos para executar tarefas específicas. Distribuição de energia, controle lógico, interface e servo controle estão fisicamente separados, mas se comunicam constantemente. A unidade NTU (figuras 4.1 e 4.2) consiste de fonte de alimentação, seqüência de placa de circuito, contatores (1KM, 2KM) e um filtro de linha (1LF). Esta unidade liga e desligua servoválvulas que podem girar usando o sinal de controle da placa de circuito (NTU01) para fechar os contatores. Isto fornece energia (trifásico ou 3-fase 200 / 220VAC) para o Servopack. A única fase 200/220VAC fase é fornecido para o controle da alimentação (CPS-420F), através do filtro de linha. Possui as seguintes funções:
• Alimentação trifásica através dos contactores (1KM e 2 KM) destinada ao circuito de potência responsável pela alimentação dos servomotores;
• Circuito de comutação e alimentação para o sistema de freio dos servomotores;
• Entrada de sinal de Over Run (limite de curso mecânico, destinado ao eixo externo) Chave NF;
• Entrada de sinal Shock Sensor; • Entrada dupla do sinal de “Over Run” limite mecânico para curso
dos eixos do robô; • Entrada dupla do sinal de comando para acionamento do Servo
Power; • Entrada opcional de alarme para ventiladores (para ventiladores
monitorados); • Saída de sinal para o indicador luminoso de “Servo Power”
localizado no manipulador.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 36 Curso: TM-05
Figura 4.1: Esquema Organizacional da NTU
Figura 4.2: Placa NTU
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 37 Curso: TM-05
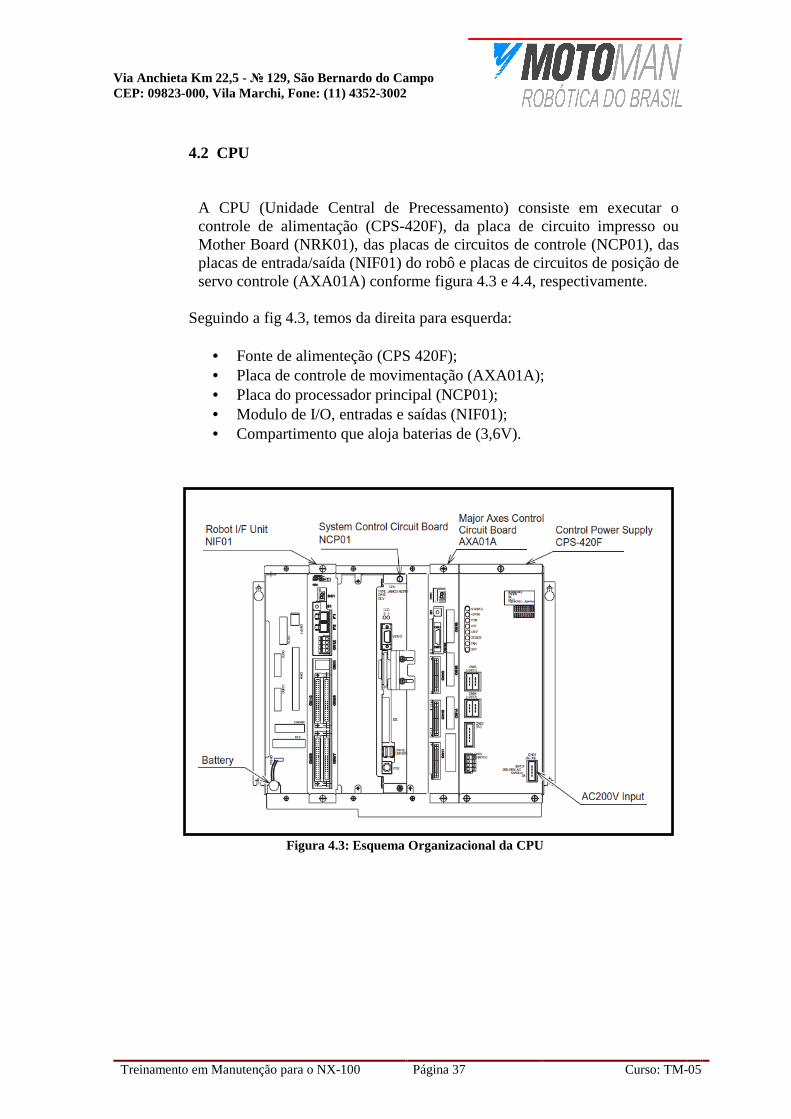
4.2 CPU
A CPU (Unidade Central de Precessamento) consiste em executar o controle de alimentação (CPS-420F), da placa de circuito impresso ou Mother Board (NRK01), das placas de circuitos de controle (NCP01), das placas de entrada/saída (NIF01) do robô e placas de circuitos de posição de servo controle (AXA01A) conforme figura 4.3 e 4.4, respectivamente.
Seguindo a fig 4.3, temos da direita para esquerda:
• Fonte de alimenteção (CPS 420F); • Placa de controle de movimentação (AXA01A); • Placa do processador principal (NCP01); • Modulo de I/O, entradas e saídas (NIF01); • Compartimento que aloja baterias de (3,6V).
Figura 4.3: Esquema Organizacional da CPU
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 38 Curso: TM-05
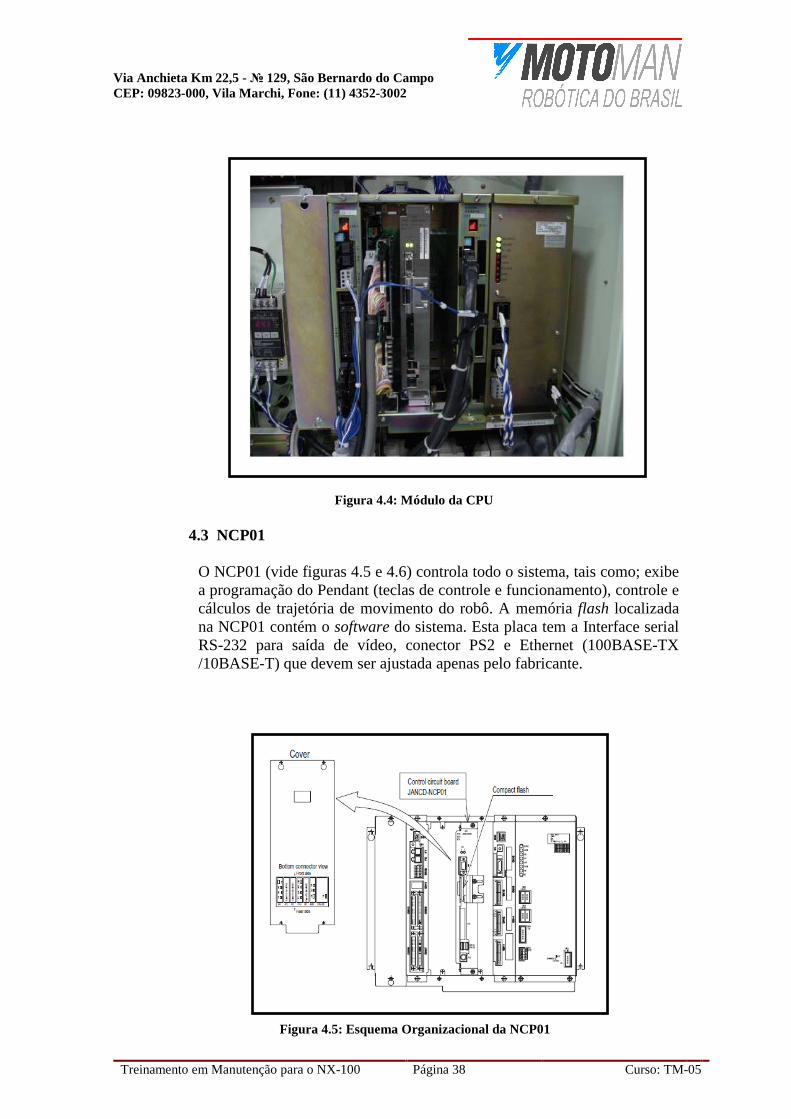
Figura 4.4: Módulo da CPU
4.3 NCP01
O NCP01 (vide figuras 4.5 e 4.6) controla todo o sistema, tais como; exibe a programação do Pendant (teclas de controle e funcionamento), controle e cálculos de trajetória de movimento do robô. A memória flash localizada na NCP01 contém o software do sistema. Esta placa tem a Interface serial RS-232 para saída de vídeo, conector PS2 e Ethernet (100BASE-TX /10BASE-T) que devem ser ajustada apenas pelo fabricante.
Figura 4.5: Esquema Organizacional da NCP01
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 39 Curso: TM-05
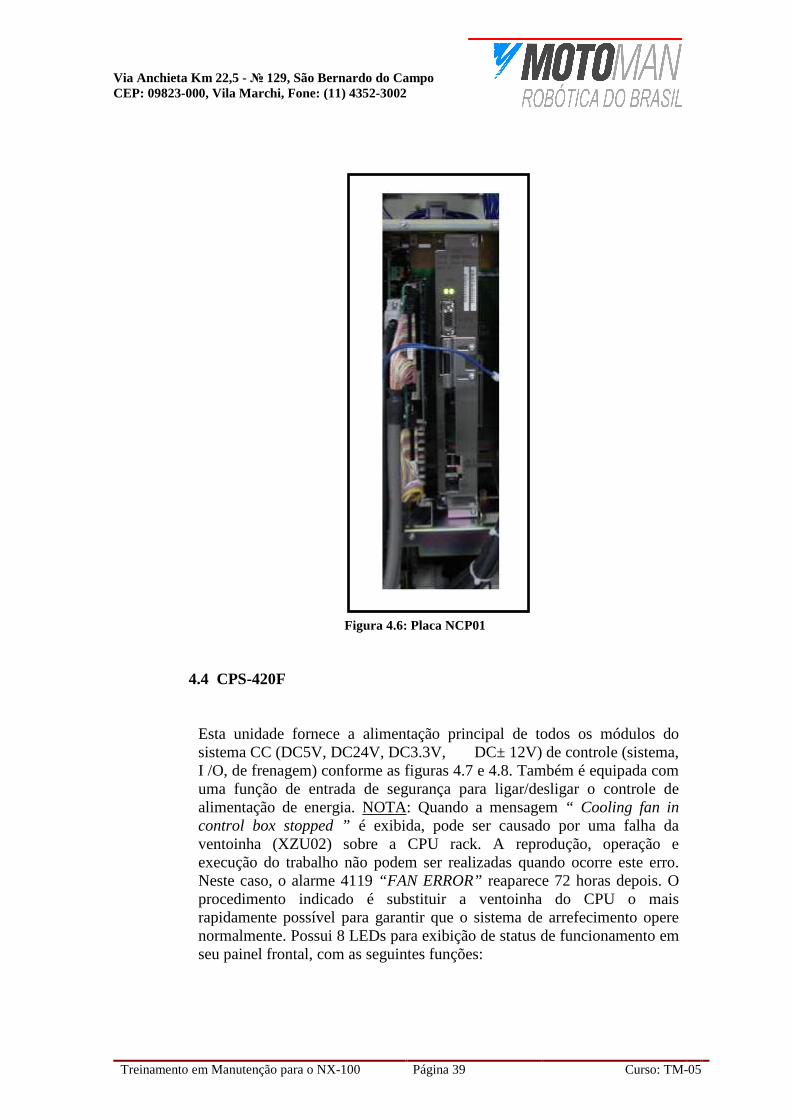
Figura 4.6: Placa NCP01
4.4 CPS-420F
Esta unidade fornece a alimentação principal de todos os módulos do sistema CC (DC5V, DC24V, DC3.3V, DC± 12V) de controle (sistema, I /O, de frenagem) conforme as figuras 4.7 e 4.8. Também é equipada com uma função de entrada de segurança para ligar/desligar o controle de alimentação de energia. NOTA: Quando a mensagem “ Cooling fan in control box stopped ” é exibida, pode ser causado por uma falha da ventoinha (XZU02) sobre a CPU rack. A reprodução, operação e execução do trabalho não podem ser realizadas quando ocorre este erro. Neste caso, o alarme 4119 “FAN ERROR” reaparece 72 horas depois. O procedimento indicado é substituir a ventoinha do CPU o mais rapidamente possível para garantir que o sistema de arrefecimento opere normalmente. Possui 8 LEDs para exibição de status de funcionamento em seu painel frontal, com as seguintes funções:
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 40 Curso: TM-05
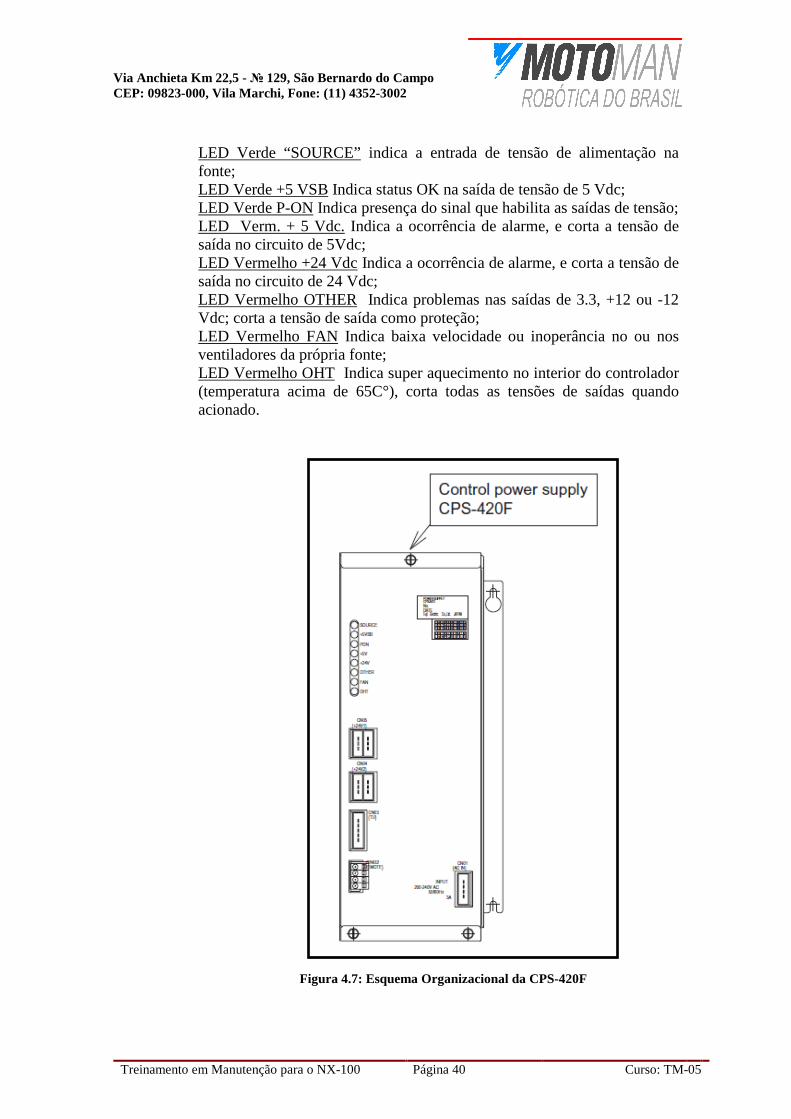
LED Verde “SOURCE” indica a entrada de tensão de alimentação na fonte; LED Verde +5 VSB Indica status OK na saída de tensão de 5 Vdc; LED Verde P-ON Indica presença do sinal que habilita as saídas de tensão; LED Verm. + 5 Vdc. Indica a ocorrência de alarme, e corta a tensão de saída no circuito de 5Vdc; LED Vermelho +24 Vdc Indica a ocorrência de alarme, e corta a tensão de saída no circuito de 24 Vdc; LED Vermelho OTHER Indica problemas nas saídas de 3.3, +12 ou -12 Vdc; corta a tensão de saída como proteção; LED Vermelho FAN Indica baixa velocidade ou inoperância no ou nos ventiladores da própria fonte; LED Vermelho OHT Indica super aquecimento no interior do controlador (temperatura acima de 65C°), corta todas as tensões de saídas quando acionado.
Figura 4.7: Esquema Organizacional da CPS-420F
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 41 Curso: TM-05
Figura 4.8: Placa CPS-420F
4.5 AXA01
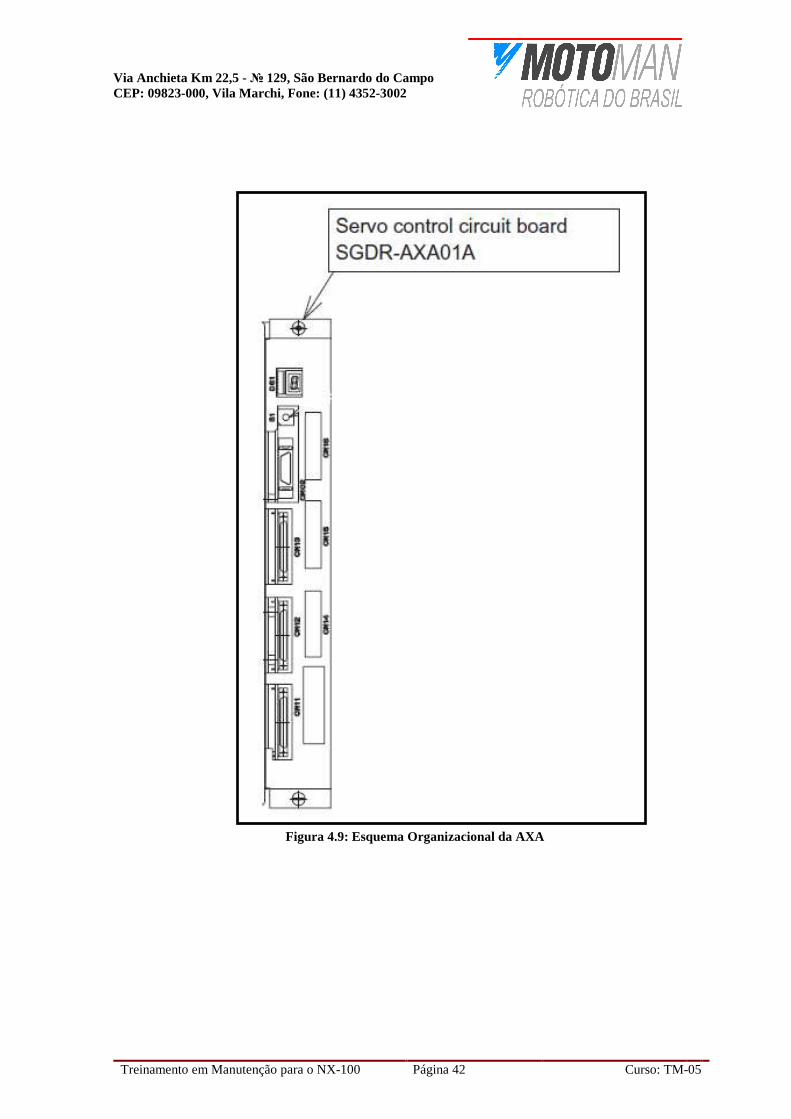
A placa AXA01 mostrada nas figuras 4.9 e 4.10 têm como função receber e decodificar os sinais provenientes dos encoders instalados nos servomotores, assim como realizar o controle PWM nos respectivos amplificadores dos eixos do manipulador. A conexão elétrica dos encoders da placa AXA01 é realizada através do cabo 1 BC que conecta o braço manipulador ao gabinete controlador. Esta placa possibilita o controle de até seis eixos, normalmente os eixos do robô; casos onde se utilizam eixos externos é necessário a instalação da placa AXB01, a qual é agregada diretamente sobre a placa AXA01. A placa AXB01 possibilita o controle de três eixos extras.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 42 Curso: TM-05
Figura 4.9: Esquema Organizacional da AXA
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 43 Curso: TM-05
Figura 4.10: Placa AXA
4.6 NIF01
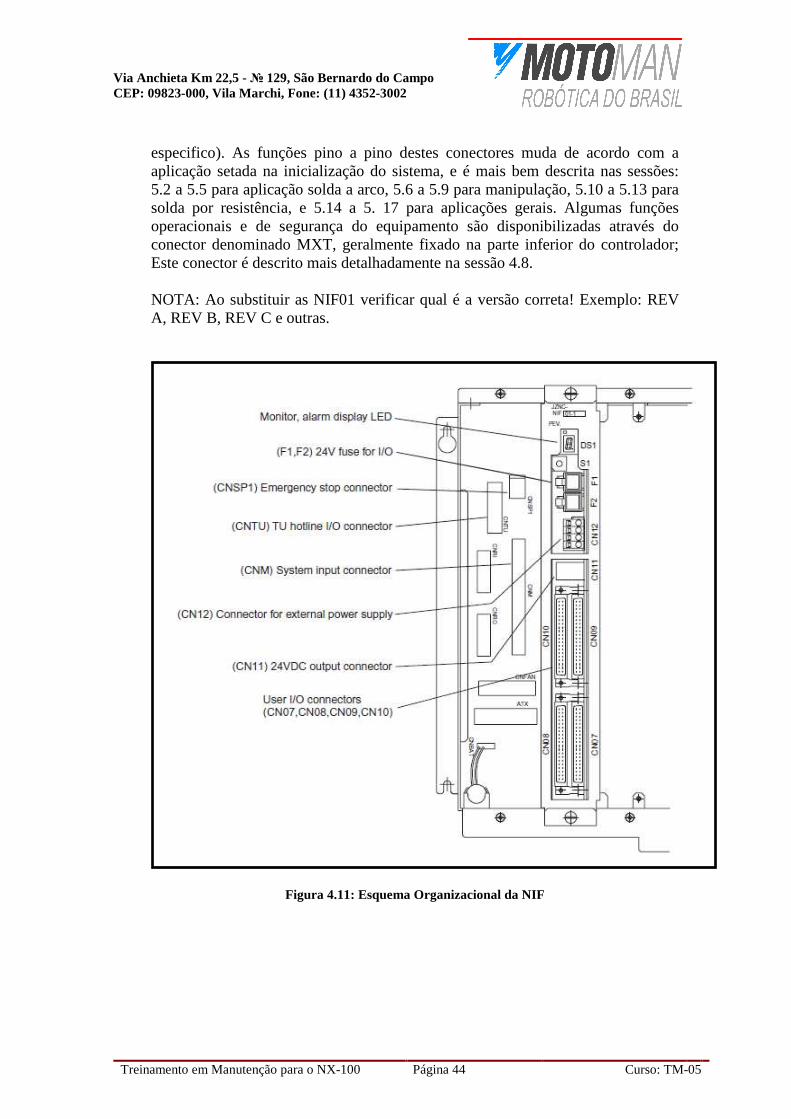
O módulo NIF01 mostrado nas figuras 4.11 e 4.12 é responsável pelo controle dos sinais de I/O (entradas e saídas) assim como de todos os sinais operacionais e de segurança do sistema NX100. É conectada à placa de controle NCP01 via BUS de dados através Mother Board (Back Plane), e têm em seu painel frontal quatro conectores CN7, CN8, CN9 e CN10, que disponibilizam todas as conexões referentes ao I/O, com entradas e saídas e funções específicas a aplicação dada ao equipamento; além de entradas e saídas disponíveis na programação (sem uso
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 44 Curso: TM-05
especifico). As funções pino a pino destes conectores muda de acordo com a aplicação setada na inicialização do sistema, e é mais bem descrita nas sessões: 5.2 a 5.5 para aplicação solda a arco, 5.6 a 5.9 para manipulação, 5.10 a 5.13 para solda por resistência, e 5.14 a 5. 17 para aplicações gerais. Algumas funções operacionais e de segurança do equipamento são disponibilizadas através do conector denominado MXT, geralmente fixado na parte inferior do controlador; Este conector é descrito mais detalhadamente na sessão 4.8.
NOTA: Ao substituir as NIF01 verificar qual é a versão correta! Exemplo: REV A, REV B, REV C e outras.
Figura 4.11: Esquema Organizacional da NIF

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 45 Curso: TM-05
Figura 4.12: Placa NIF
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 46 Curso: TM-05
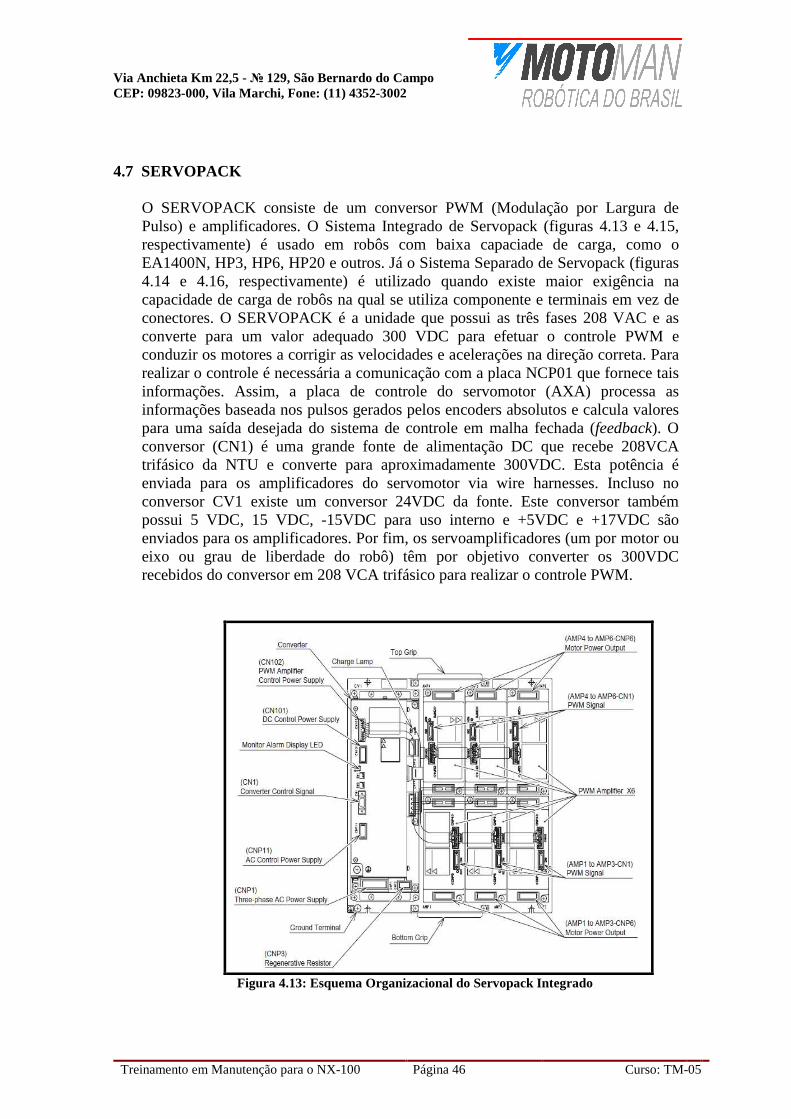
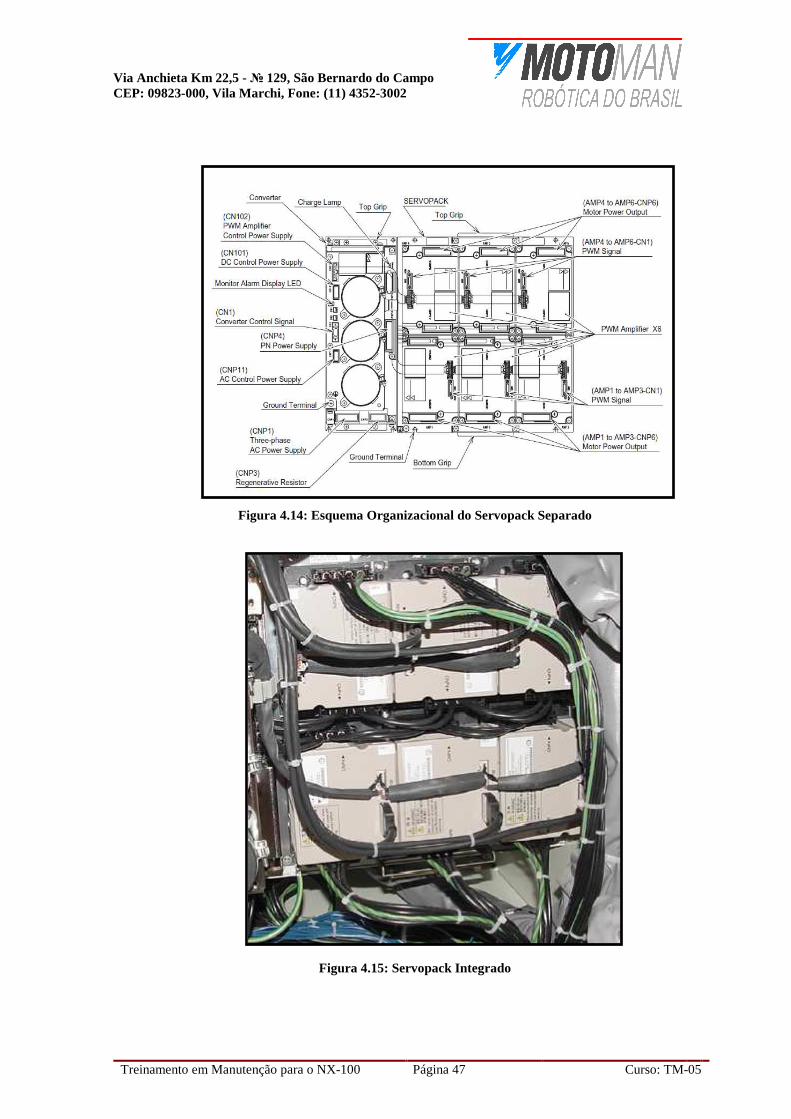
4.7 SERVOPACK
O SERVOPACK consiste de um conversor PWM (Modulação por Largura de Pulso) e amplificadores. O Sistema Integrado de Servopack (figuras 4.13 e 4.15, respectivamente) é usado em robôs com baixa capaciade de carga, como o EA1400N, HP3, HP6, HP20 e outros. Já o Sistema Separado de Servopack (figuras 4.14 e 4.16, respectivamente) é utilizado quando existe maior exigência na capacidade de carga de robôs na qual se utiliza componente e terminais em vez de conectores. O SERVOPACK é a unidade que possui as três fases 208 VAC e as converte para um valor adequado 300 VDC para efetuar o controle PWM e conduzir os motores a corrigir as velocidades e acelerações na direção correta. Para realizar o controle é necessária a comunicação com a placa NCP01 que fornece tais informações. Assim, a placa de controle do servomotor (AXA) processa as informações baseada nos pulsos gerados pelos encoders absolutos e calcula valores para uma saída desejada do sistema de controle em malha fechada (feedback). O conversor (CN1) é uma grande fonte de alimentação DC que recebe 208VCA trifásico da NTU e converte para aproximadamente 300VDC. Esta potência é enviada para os amplificadores do servomotor via wire harnesses. Incluso no conversor CV1 existe um conversor 24VDC da fonte. Este conversor também possui 5 VDC, 15 VDC, -15VDC para uso interno e +5VDC e +17VDC são enviados para os amplificadores. Por fim, os servoamplificadores (um por motor ou eixo ou grau de liberdade do robô) têm por objetivo converter os 300VDC recebidos do conversor em 208 VCA trifásico para realizar o controle PWM.
Figura 4.13: Esquema Organizacional do Servopack Integrado
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 47 Curso: TM-05
Figura 4.14: Esquema Organizacional do Servopack Separado
Figura 4.15: Servopack Integrado
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 48 Curso: TM-05
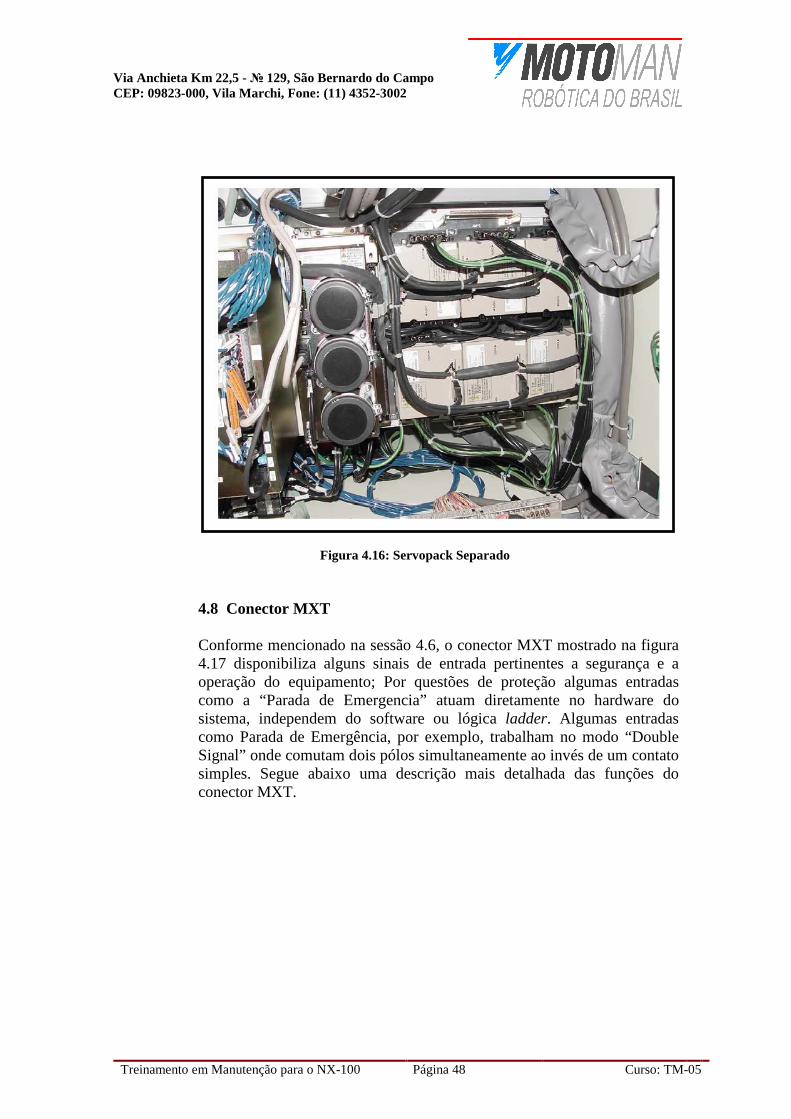
Figura 4.16: Servopack Separado 4.8 Conector MXT Conforme mencionado na sessão 4.6, o conector MXT mostrado na figura 4.17 disponibiliza alguns sinais de entrada pertinentes a segurança e a operação do equipamento; Por questões de proteção algumas entradas como a “Parada de Emergencia” atuam diretamente no hardware do sistema, independem do software ou lógica ladder. Algumas entradas como Parada de Emergência, por exemplo, trabalham no modo “Double Signal” onde comutam dois pólos simultaneamente ao invés de um contato simples. Segue abaixo uma descrição mais detalhada das funções do conector MXT.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 49 Curso: TM-05
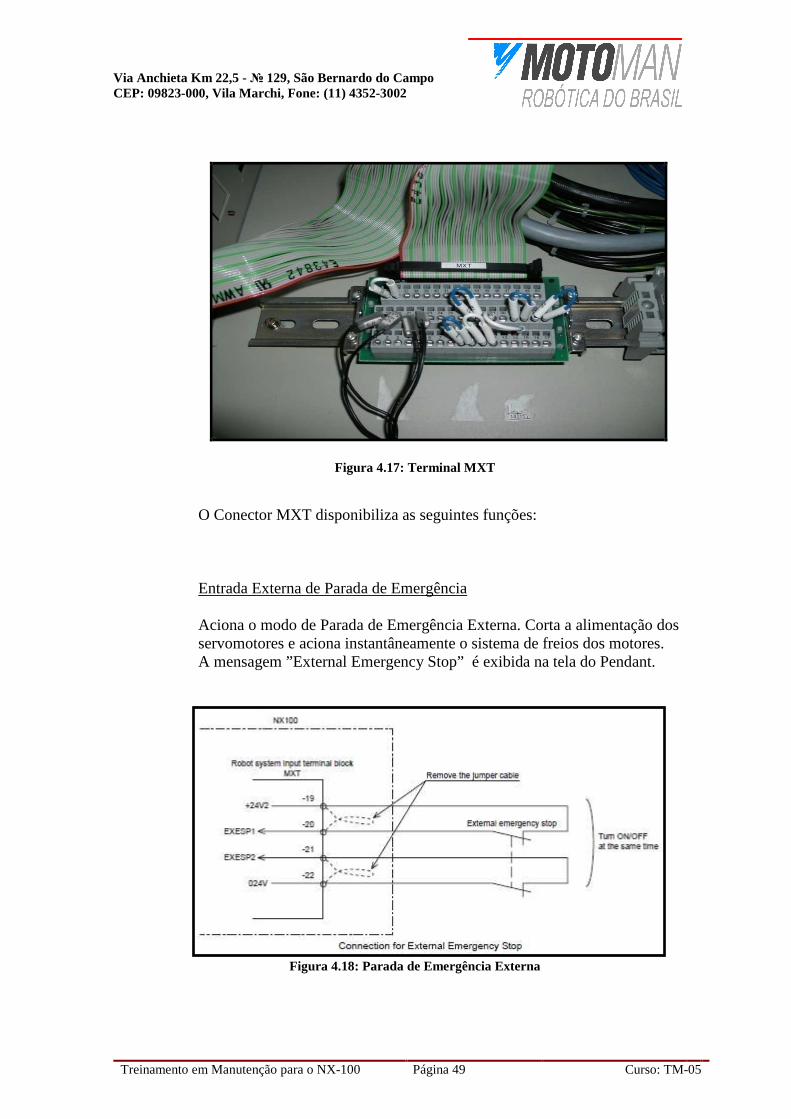
Figura 4.17: Terminal MXT
O Conector MXT disponibiliza as seguintes funções: Entrada Externa de Parada de Emergência Aciona o modo de Parada de Emergência Externa. Corta a alimentação dos servomotores e aciona instantâneamente o sistema de freios dos motores. A mensagem ”External Emergency Stop” é exibida na tela do Pendant.
Figura 4.18: Parada de Emergência Externa
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 50 Curso: TM-05
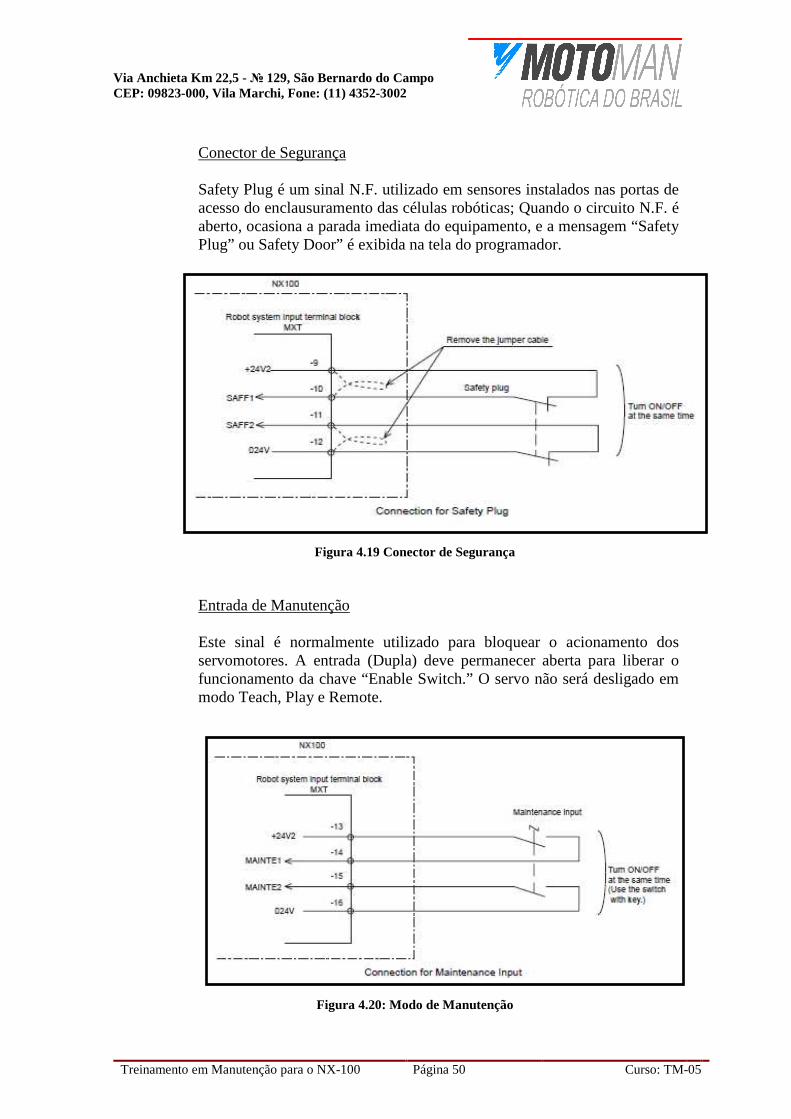
Conector de Segurança Safety Plug é um sinal N.F. utilizado em sensores instalados nas portas de acesso do enclausuramento das células robóticas; Quando o circuito N.F. é aberto, ocasiona a parada imediata do equipamento, e a mensagem “Safety Plug” ou Safety Door” é exibida na tela do programador.
Figura 4.19 Conector de Segurança Entrada de Manutenção Este sinal é normalmente utilizado para bloquear o acionamento dos servomotores. A entrada (Dupla) deve permanecer aberta para liberar o funcionamento da chave “Enable Switch.” O servo não será desligado em modo Teach, Play e Remote.
Figura 4.20: Modo de Manutenção
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 51 Curso: TM-05
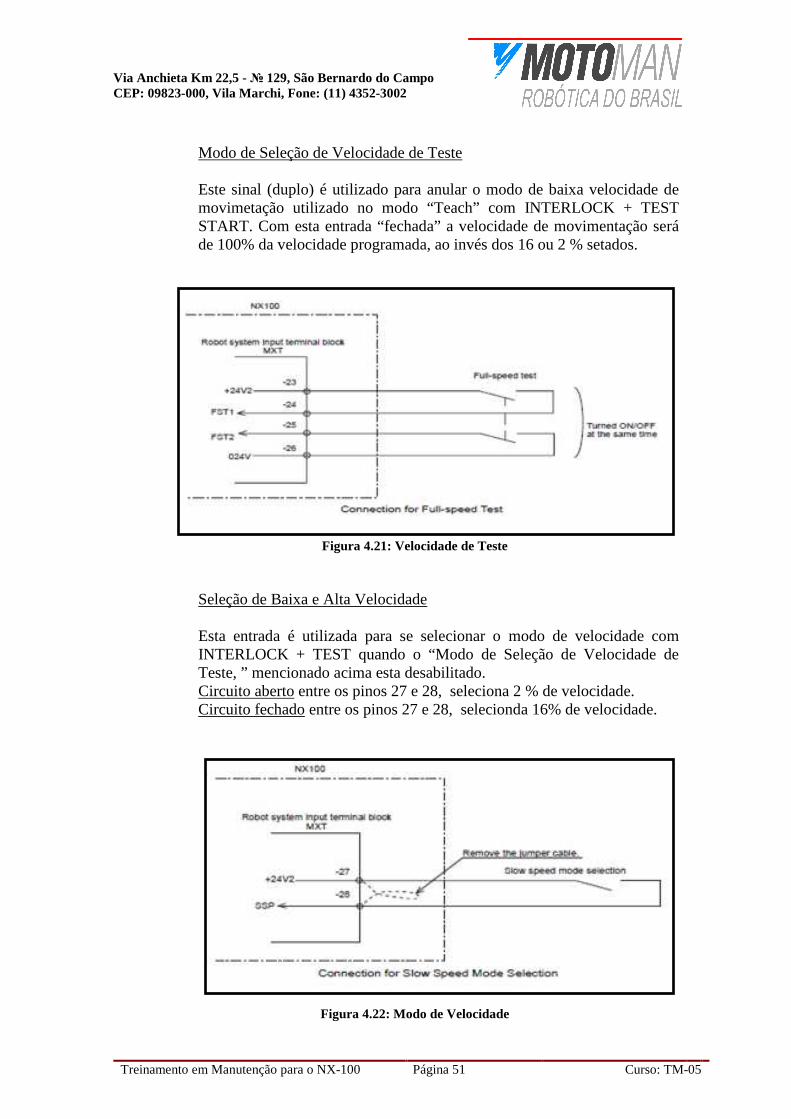
Modo de Seleção de Velocidade de Teste Este sinal (duplo) é utilizado para anular o modo de baixa velocidade de movimetação utilizado no modo “Teach” com INTERLOCK + TEST START. Com esta entrada “fechada” a velocidade de movimentação será de 100% da velocidade programada, ao invés dos 16 ou 2 % setados.
Figura 4.21: Velocidade de Teste Seleção de Baixa e Alta Velocidade Esta entrada é utilizada para se selecionar o modo de velocidade com INTERLOCK + TEST quando o “Modo de Seleção de Velocidade de Teste, ” mencionado acima esta desabilitado. Circuito aberto entre os pinos 27 e 28, seleciona 2 % de velocidade. Circuito fechado entre os pinos 27 e 28, selecionda 16% de velocidade.
Figura 4.22: Modo de Velocidade
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 52 Curso: TM-05
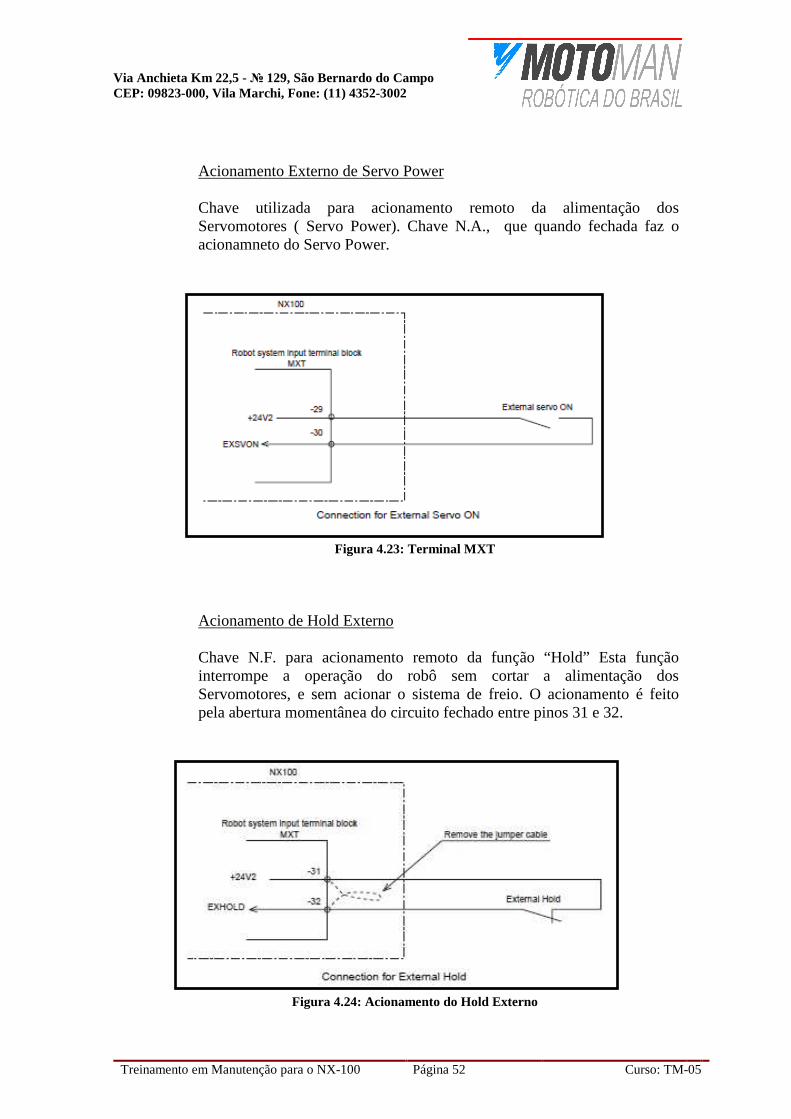
Acionamento Externo de Servo Power Chave utilizada para acionamento remoto da alimentação dos Servomotores ( Servo Power). Chave N.A., que quando fechada faz o acionamneto do Servo Power.
Figura 4.23: Terminal MXT Acionamento de Hold Externo Chave N.F. para acionamento remoto da função “Hold” Esta função interrompe a operação do robô sem cortar a alimentação dos Servomotores, e sem acionar o sistema de freio. O acionamento é feito pela abertura momentânea do circuito fechado entre pinos 31 e 32.
Figura 4.24: Acionamento do Hold Externo
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 53 Curso: TM-05
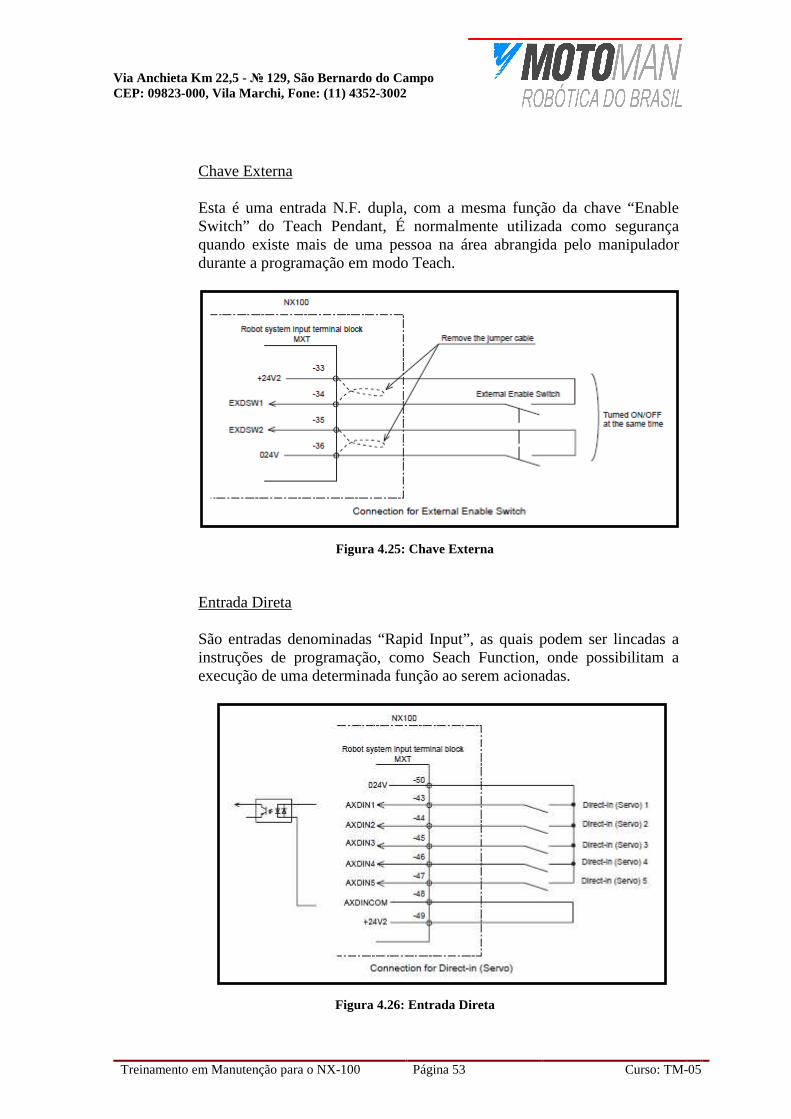
Chave Externa Esta é uma entrada N.F. dupla, com a mesma função da chave “Enable Switch” do Teach Pendant, É normalmente utilizada como segurança quando existe mais de uma pessoa na área abrangida pelo manipulador durante a programação em modo Teach.
Figura 4.25: Chave Externa Entrada Direta São entradas denominadas “Rapid Input”, as quais podem ser lincadas a instruções de programação, como Seach Function, onde possibilitam a execução de uma determinada função ao serem acionadas.
Figura 4.26: Entrada Direta
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 54 Curso: TM-05
4.9 FIELDBUS
Além dos tradicionais cabos de distribuição de sinais de entrada e saída, o controlador NX100 é capaz de utilizar uma interface fielbus (XFB01). O XFB01 (vide figura 4.27) é projetado para tornar possível a comunicação do NX100 com os protocolos mais comumente utilizados no mercado. Ela controla a troca de dados entre a NX100 e os módulos que constituem a interface fieldbus. Os tipos de fieldbus suportados pelo NX100 são as seguintes: • Ethernet; • InterBus-S; • CAN Open; • Lon Works; • Remote I/O; • FIPIO; • Profibus DP; • Interbus-FO; • Ethernet MB/TCP Fiber Opto; • Ethernet MB/TCP+EthernetI/P+IT; • Modbus Plus; • Control Net; • CC-Link; • ASI; • Device Net; • Modbus RTU.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 55 Curso: TM-05
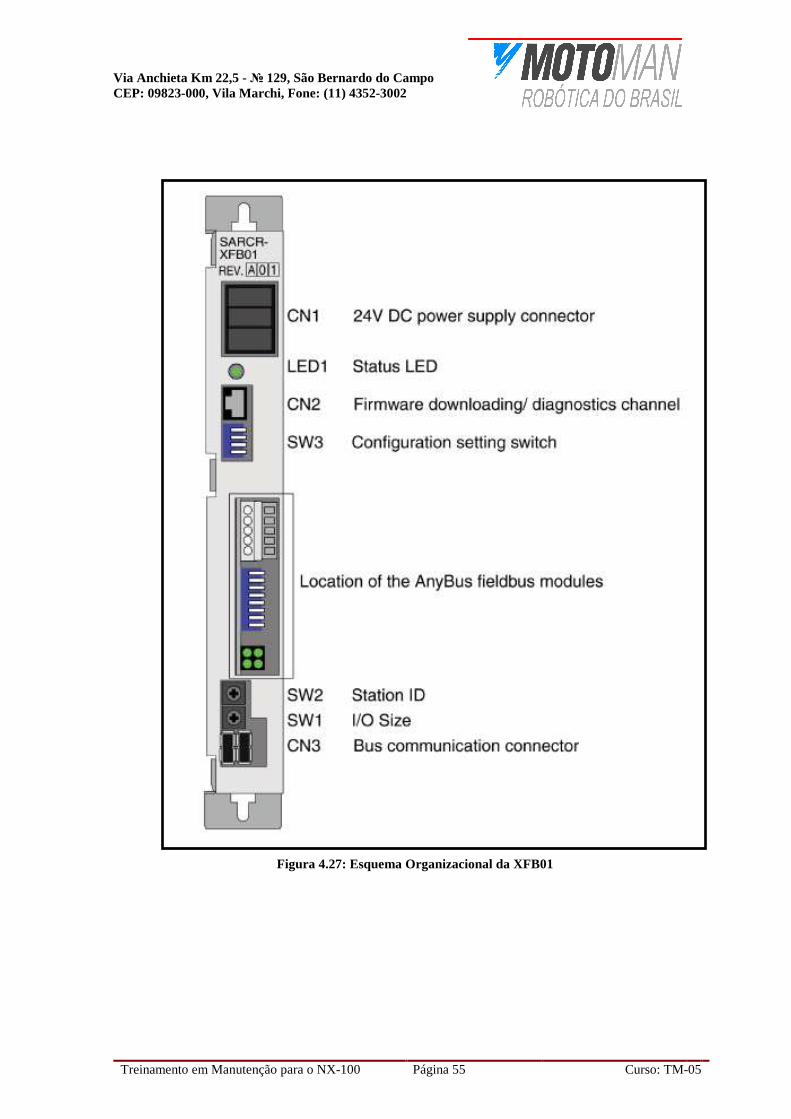
Figura 4.27: Esquema Organizacional da XFB01
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 56 Curso: TM-05
4.10 XEW01
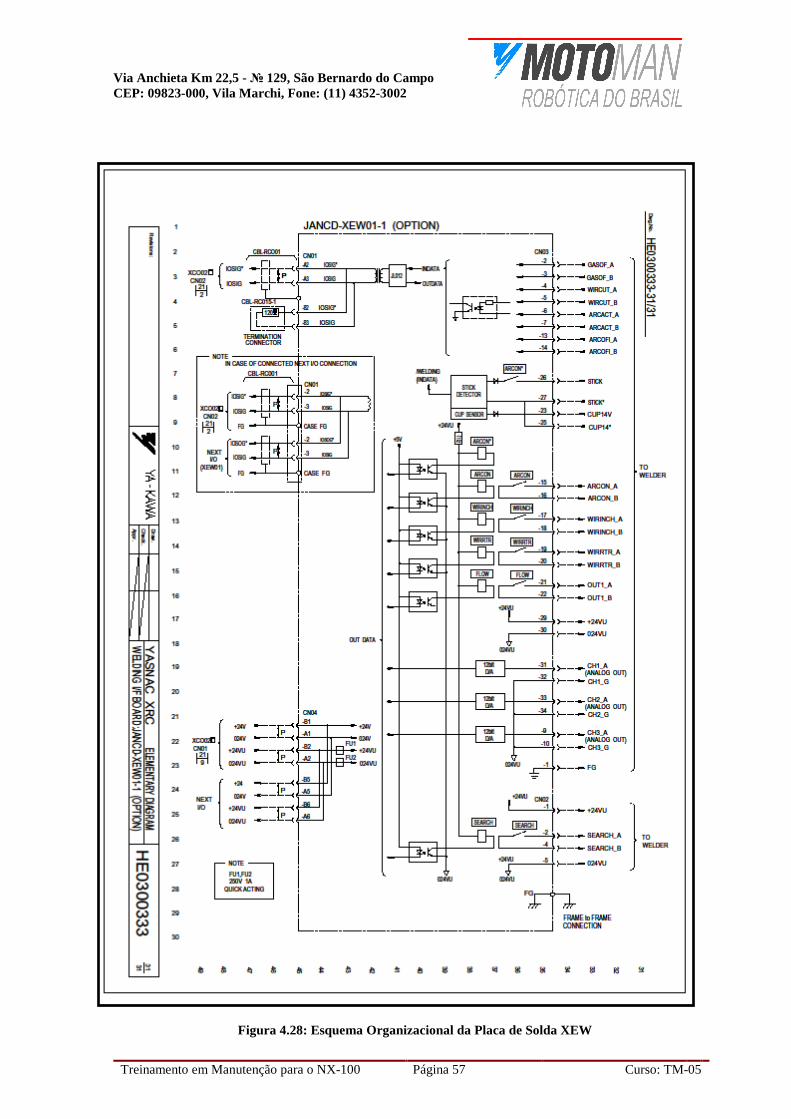
A placa XEW (vide Figura 4.28) é responsável por todas as funções de interfaceamento com sinais referentes ao processo de solda a arco. A interface apresentada disponibiliza funções de entradas e saídas especificamente destinadas ao controle do processo solda MIG/MAG. O controle do processo é feito através de instruções inseridas manualmente no programa do robô (JOB), em conjunto com a lógica ladder especifica a esta aplicação. O conector CN3, conector Honda de 34 pinos, localizado em seu painel frontal, disponibiliza todas as funções pertinentes ao processo, e tem suas funções descritas abaixo:
Entradas Entrada de sinal + para acionamento do alarme Gas Shortage CN3. 2 Entrada de sinal – para acionamento do alarme Gas Shortage CN3. 3 Entrada de sinal + para acionamento do alarme Wire Shortage CN3.4 Entrada de sinal - para acionamento do alarme Wire Shortage CN3.5 Entrada de sinal + para acionamento do alarme Arc Generation Confirm CN3.4 Entrada de sinal - para acionamento do alarme Arc Generation Confirm CN3.7 Entrada de sinal + para acionamento do alarme Arc Shortage CN3.13 Entrada de sinal + para acionamento do alarme Arc Shortage CN3.14 Entrada + para acionamento do alarme Wire Sticking CN3.26 Entrada – para acionamentro do alarme Wire Sticking CN3.27
Saídas Saída de contato N.A. em conjunto com B6 da função Arco On CN3.15 Saída de contato N.A. em conjunto com A6 da função Arco On CN3.16 Saída de contato N.A. em conjunto com B7 da função Wire Inching CN3.17 Saída de contato N.A. em conjunto com A7 da função Wire Inching CN3.18 Saída de contato N.A. em conjunto com B8 da função Wire Retract CN3.19 Saída de contato N.A. em conjunto com A8 da função Wire Retract CN3.20 Saída de contato N.A. em conjunto com B9 da função Gas Flow CN3.21 Saída de contato N.A. em conjunto com A9 da função Gas Flow CN3.22 Saídas Analógicas Saída analógica de 0 a 14 Vdc referente ao comando VWELD CN3.31 Saída analógica (complemente de A11) ref. comando VWELD CN3.32 Saída analógica de 0 a 14 Vdc referente ao comando AWELD CN3.33 Saída analógica (complemente de A12) ref. comando AWELD CN3.34
Saída de Alimentação Saída de tensão + 24 Volts ref. ao terminal B14 CN3.29 0 Vdc. CN3.30
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 57 Curso: TM-05
Figura 4.28: Esquema Organizacional da Placa de Solda XEW

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 58 Curso: TM-05

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 59 Curso: TM-05
Figura 4.19: Placa XEW para Aplicações de Solda
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 60 Curso: TM-05
5.0 SISTEMA DE I/O´S (ENTRADA x SAÍDA)
Este capítulo apresenta aspéctos relacionados com o sistema de I/O do controlador, mapeamento dos conectores CN, descrição das funções das entradas e saídas dedicadas, universais, tipos de saída a relés, a transistor e outros. Como mencionado no capitulo 4.6, o sistema de I/O do controlador NX100 é composto por quatro conctores localizados no painel frontal da placa NIF. Tais conectores têm a denominação: CN 7, CN8, CN9 e CN10, e está eletricamente conectados ao seu respectivo Break Out Card mostrado na figura 5.1 abaixo. Cada um dos conectores Break Out Card possui o número de indentificação de seu CN correspondente, e tem seus terminais identificados como A e B de 1 a 20, ex. A1, A2, A3….. B1, B2, B3 …. Assim a identificação de um determinado ponto de I/O requer o número da CN, a letra de seu terminal, A ou B e o número do terminal específico, de 1 a 20. Exemplo: “CN 8 terminal A-15”
Figura 5.1: Esquema Organizacional de uma CN O Sistema controlador NX100 possui em seu sistema operacional a possibilidade de quatro opções de aplicações diferentes, pondendo ser: 1- Arc Welding, 2- Spot Welding, 3- General Aplication, e 4- Handling
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 61 Curso: TM-05
Cada uma das aplicações possui características específicas de I/O, tendo entradas e saídas com funções e denominações apropriadas a cada aplicação; Assim teremos funções diferentes nos terminais de I/O, dependendo da aplicação setada no equipamento. Seguem abaixo os desenhos e descrições pino a pino dos quatro conectores de I/O para cada uma das quatro aplicações possíveis. Exemplo da figura 5.2 a 5.5 mostram respectivamente os conectores CN 7, 8, 9 e 10 para aplicação de Arc Welding. Na sequência, as Figuras de 5.6 a 5.9 mostram os conectores CN 7, 8, 9 e 10 para aplicação de manipulação, e assim sucessivamente para outras aplicações. O bloco a direita de cada um dos desenhos mostra a barra de termionais e a numeração dos pinos do conector “Break Out Card” mostrado na fig. 5.1
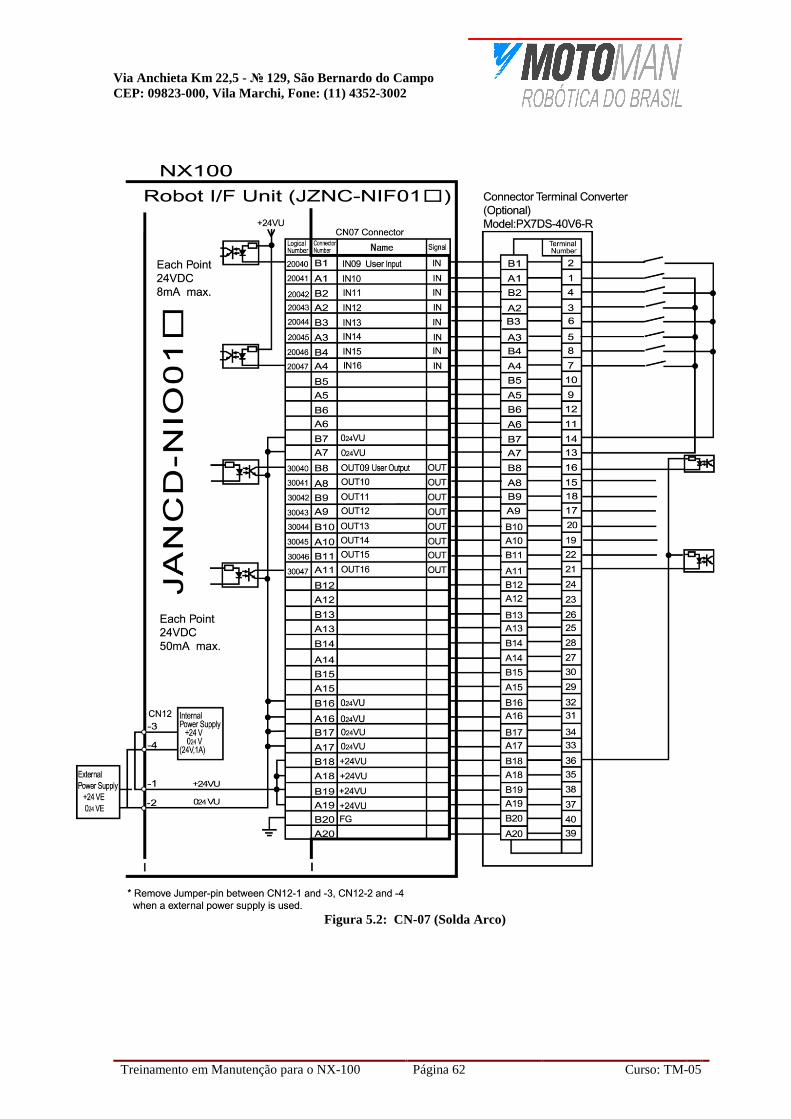
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 62 Curso: TM-05
Figura 5.2: CN-07 (Solda Arco)
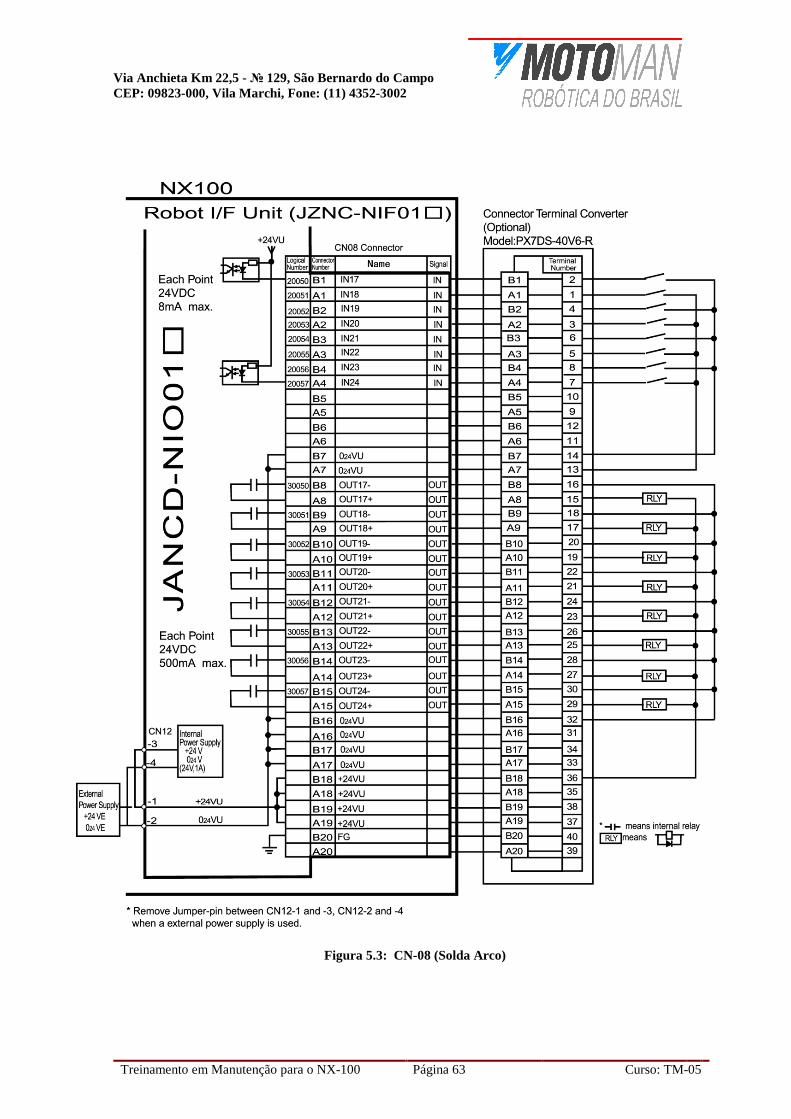
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 63 Curso: TM-05
Figura 5.3: CN-08 (Solda Arco)
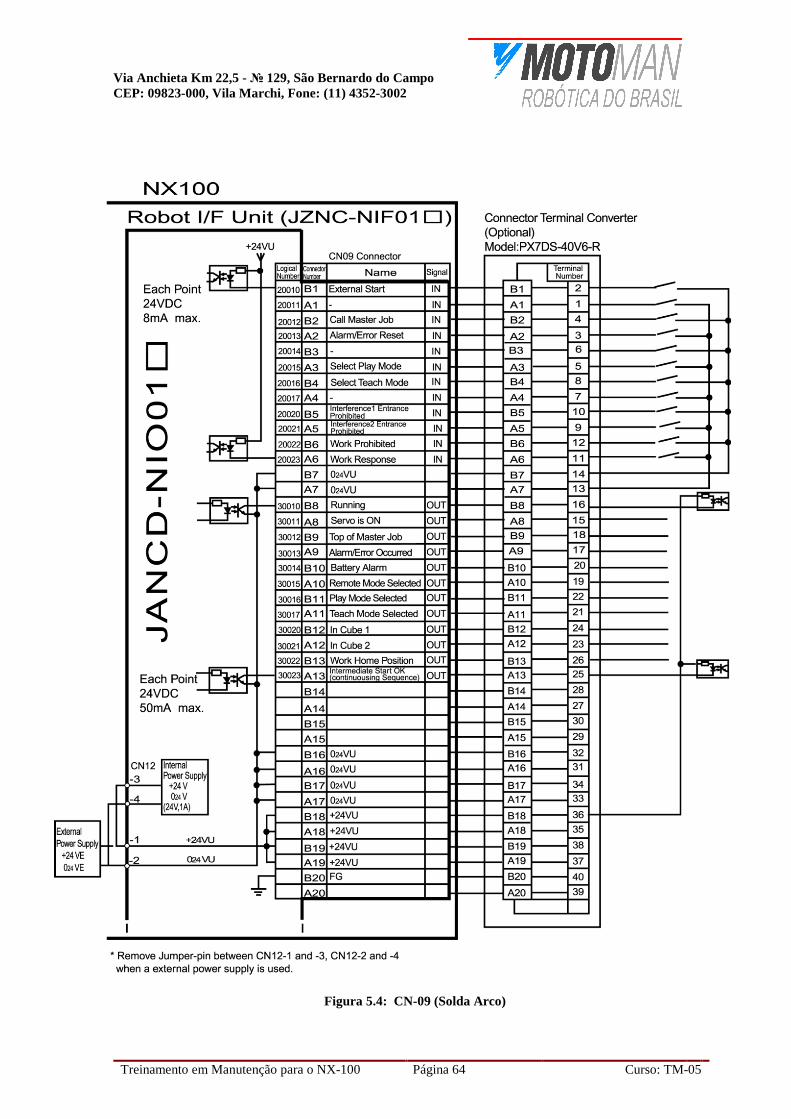
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 64 Curso: TM-05
Figura 5.4: CN-09 (Solda Arco)
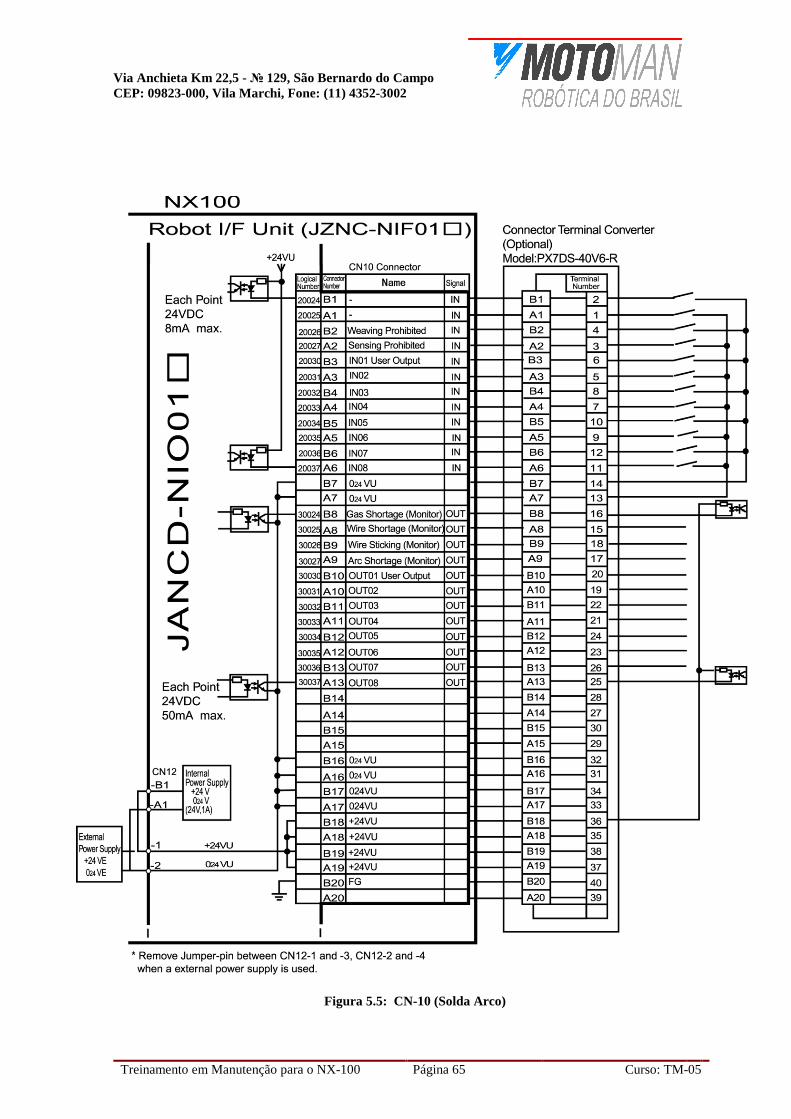
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 65 Curso: TM-05
Figura 5.5: CN-10 (Solda Arco)
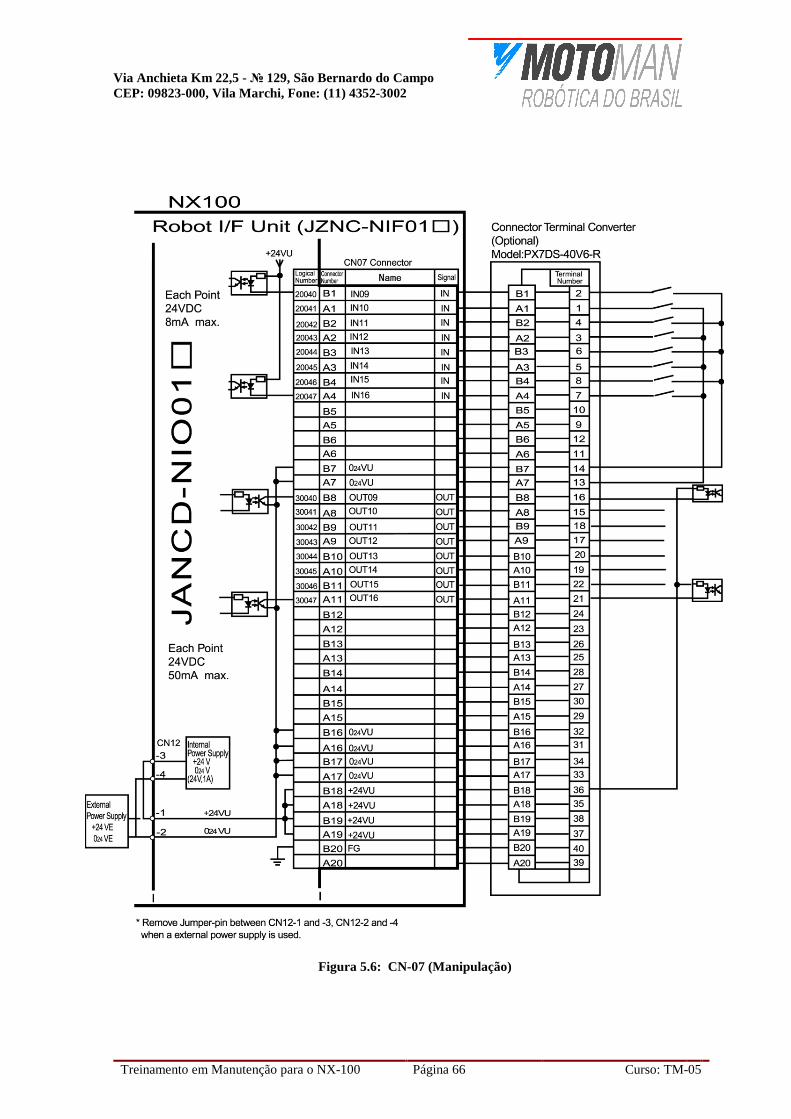
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 66 Curso: TM-05
Figura 5.6: CN-07 (Manipulação)
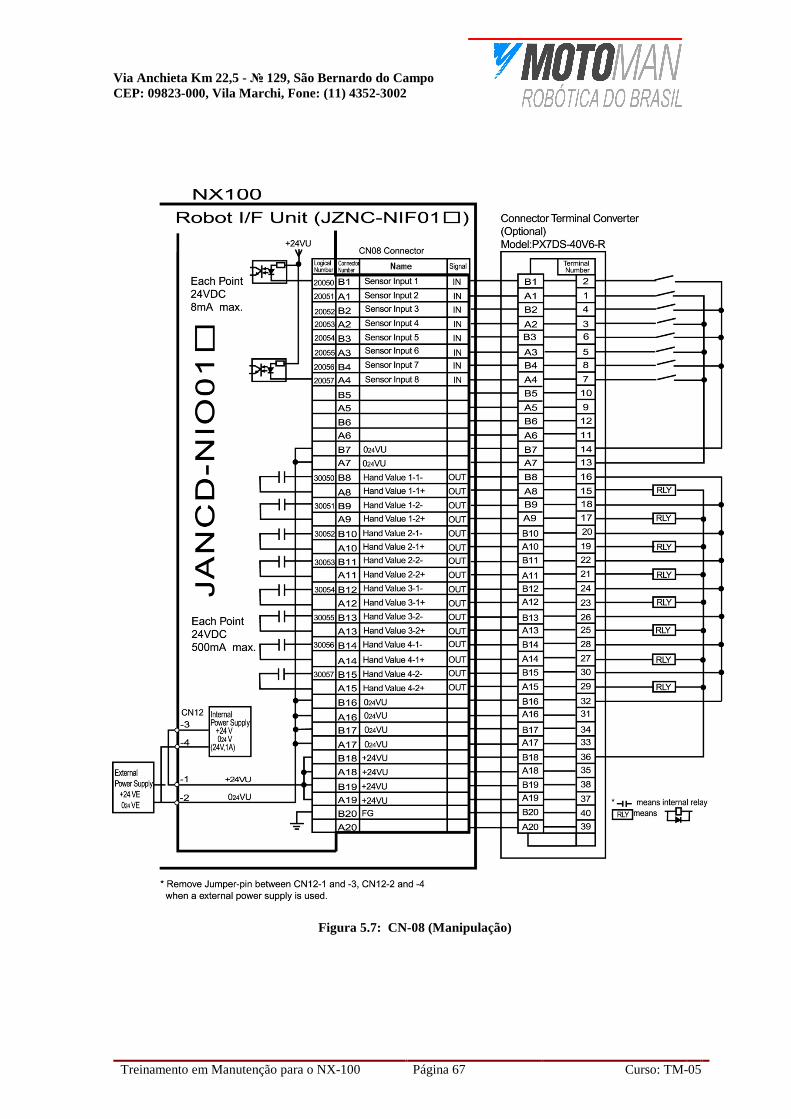
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 67 Curso: TM-05
Figura 5.7: CN-08 (Manipulação)
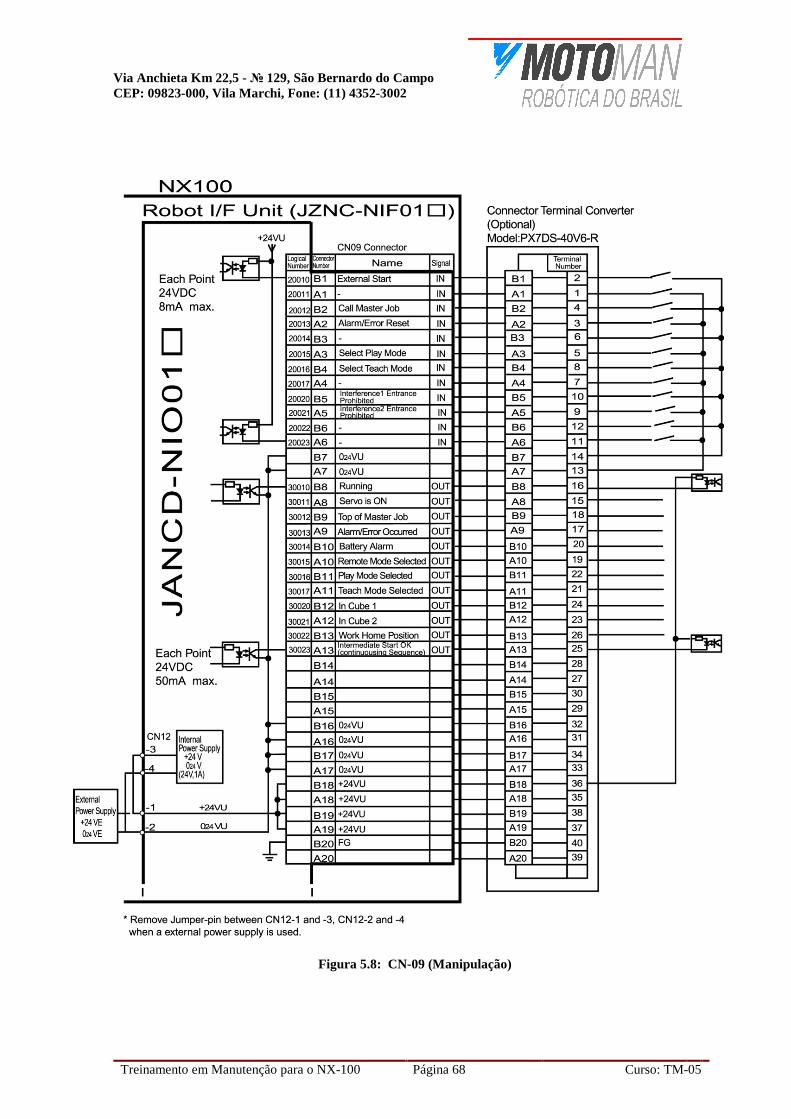
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 68 Curso: TM-05
Figura 5.8: CN-09 (Manipulação)
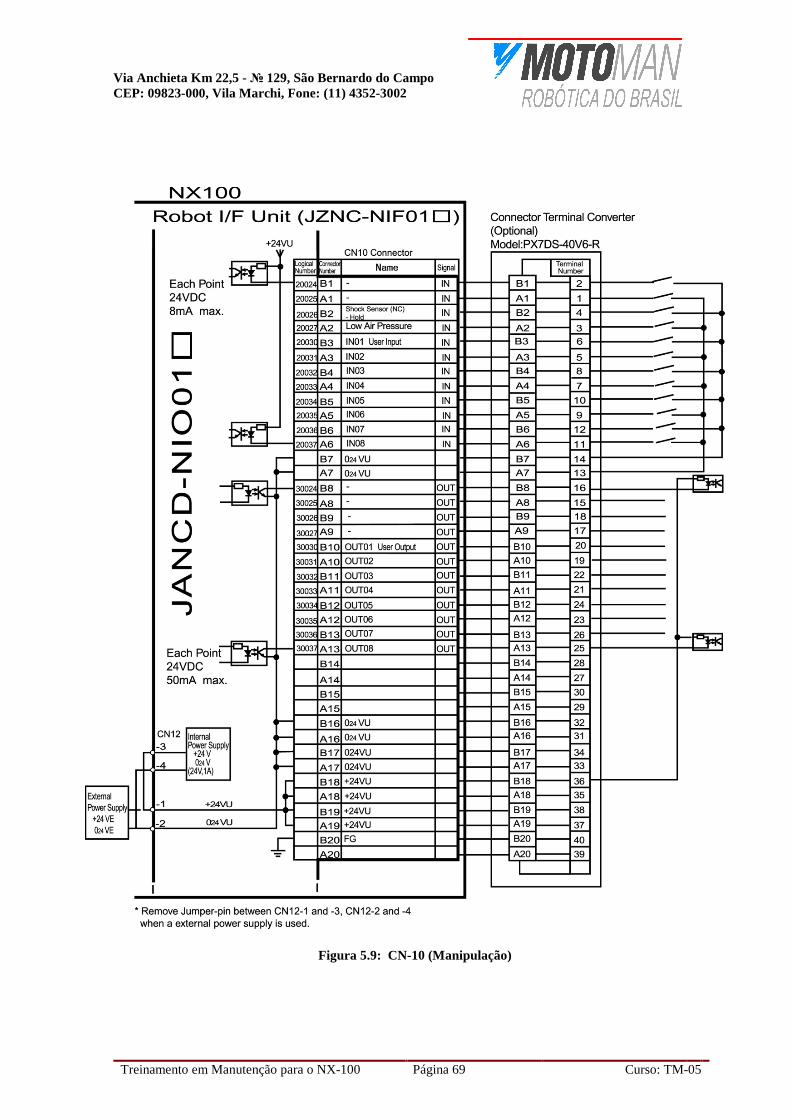
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 69 Curso: TM-05
Figura 5.9: CN-10 (Manipulação)
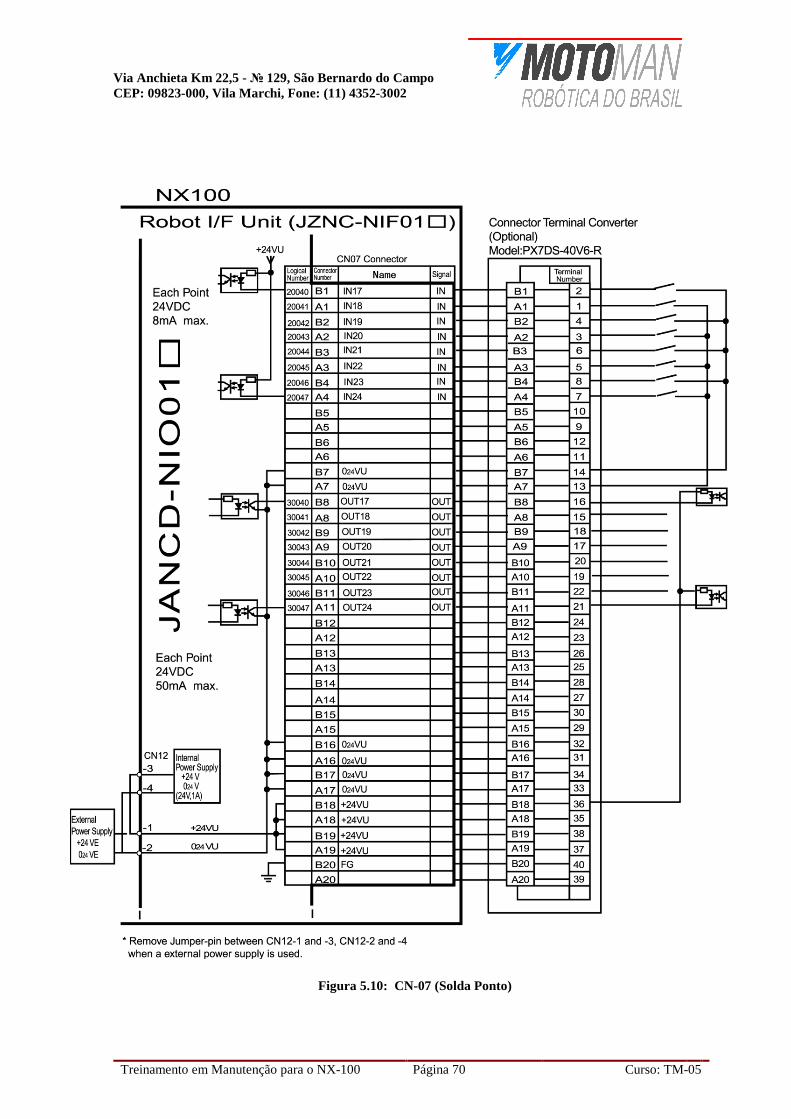
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 70 Curso: TM-05
Figura 5.10: CN-07 (Solda Ponto)
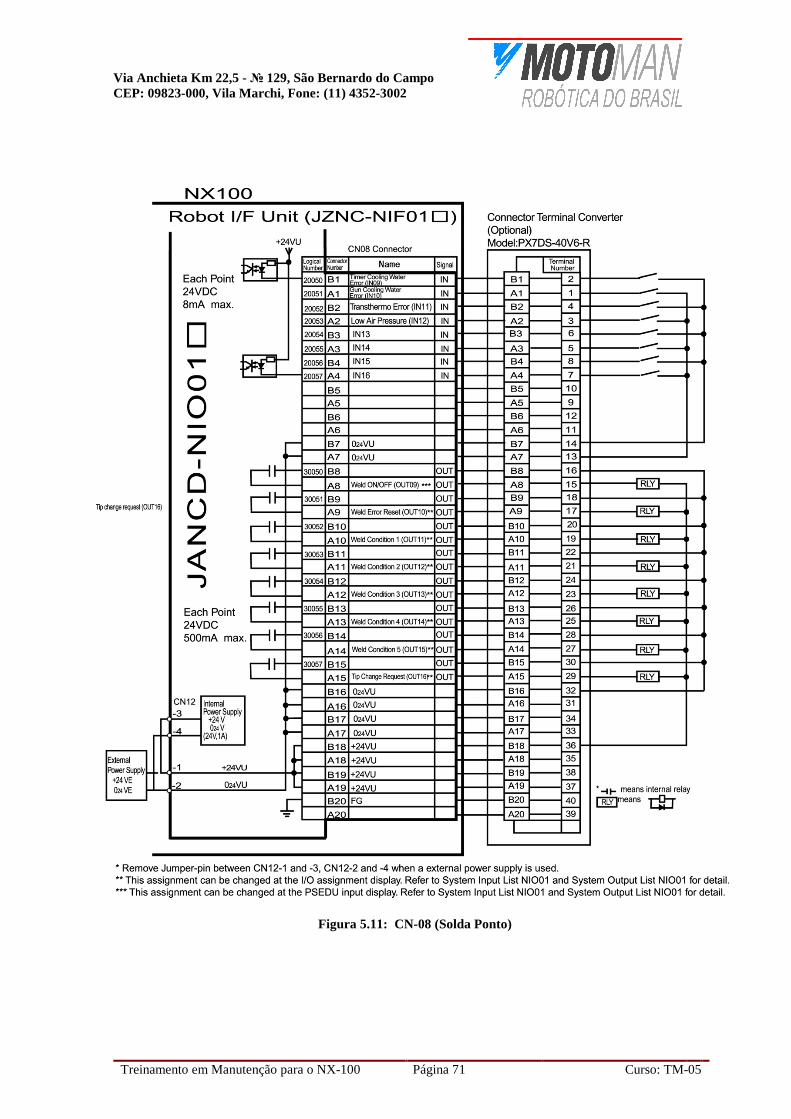
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 71 Curso: TM-05
Figura 5.11: CN-08 (Solda Ponto)
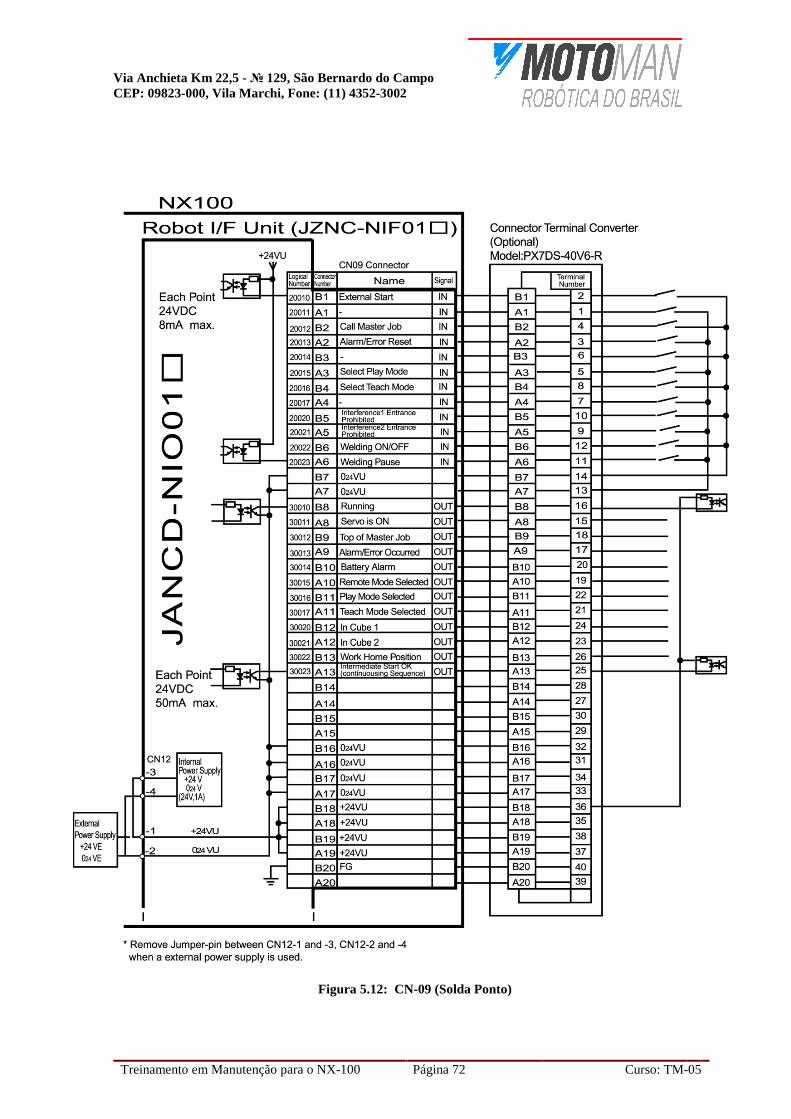
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 72 Curso: TM-05
Figura 5.12: CN-09 (Solda Ponto)
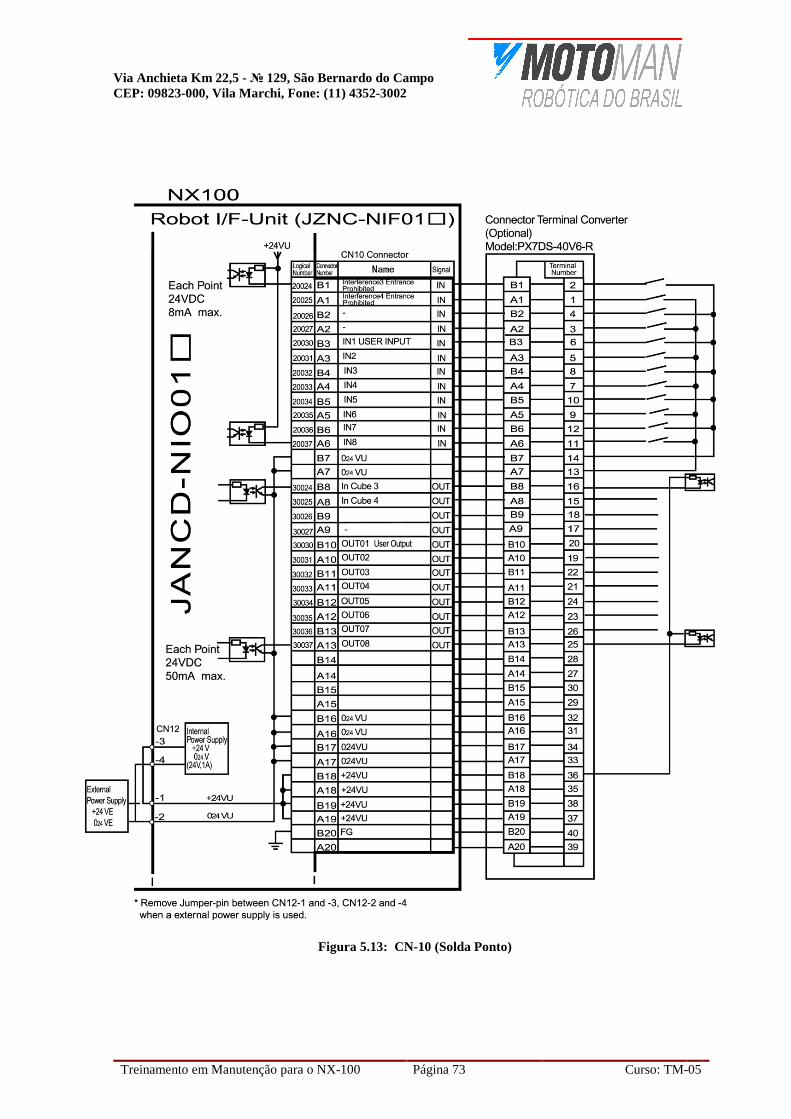
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 73 Curso: TM-05
Figura 5.13: CN-10 (Solda Ponto)
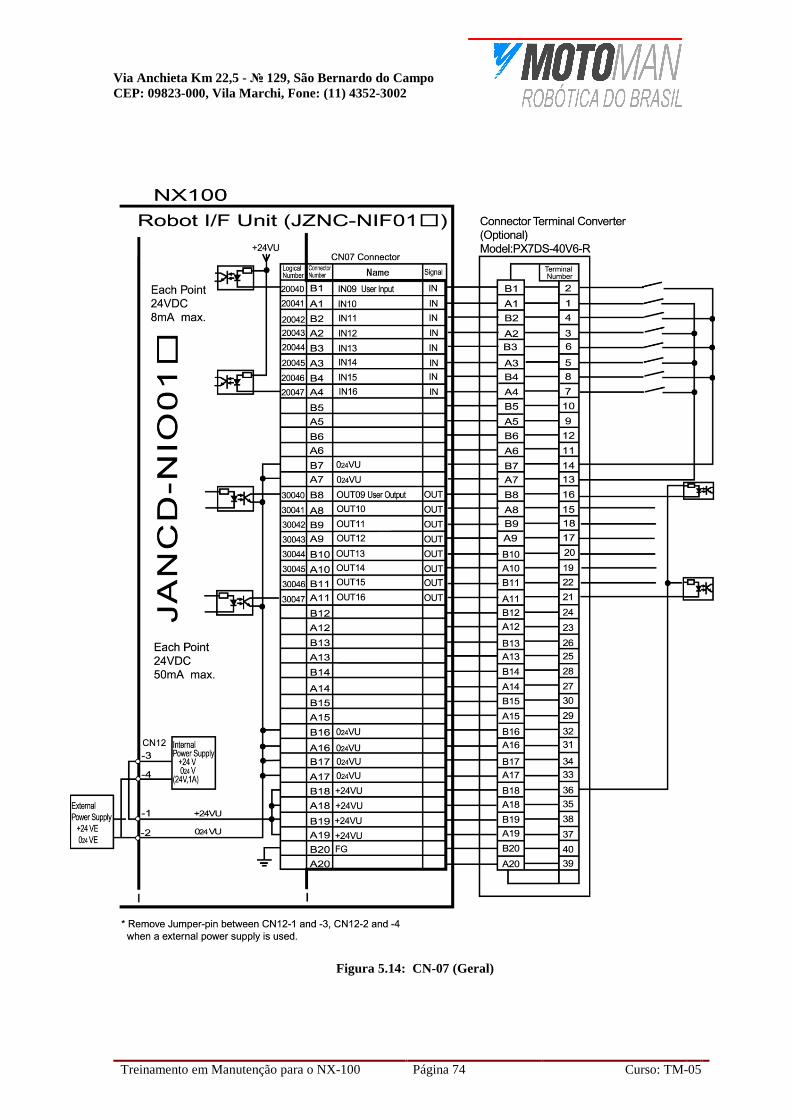
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 74 Curso: TM-05
Figura 5.14: CN-07 (Geral)
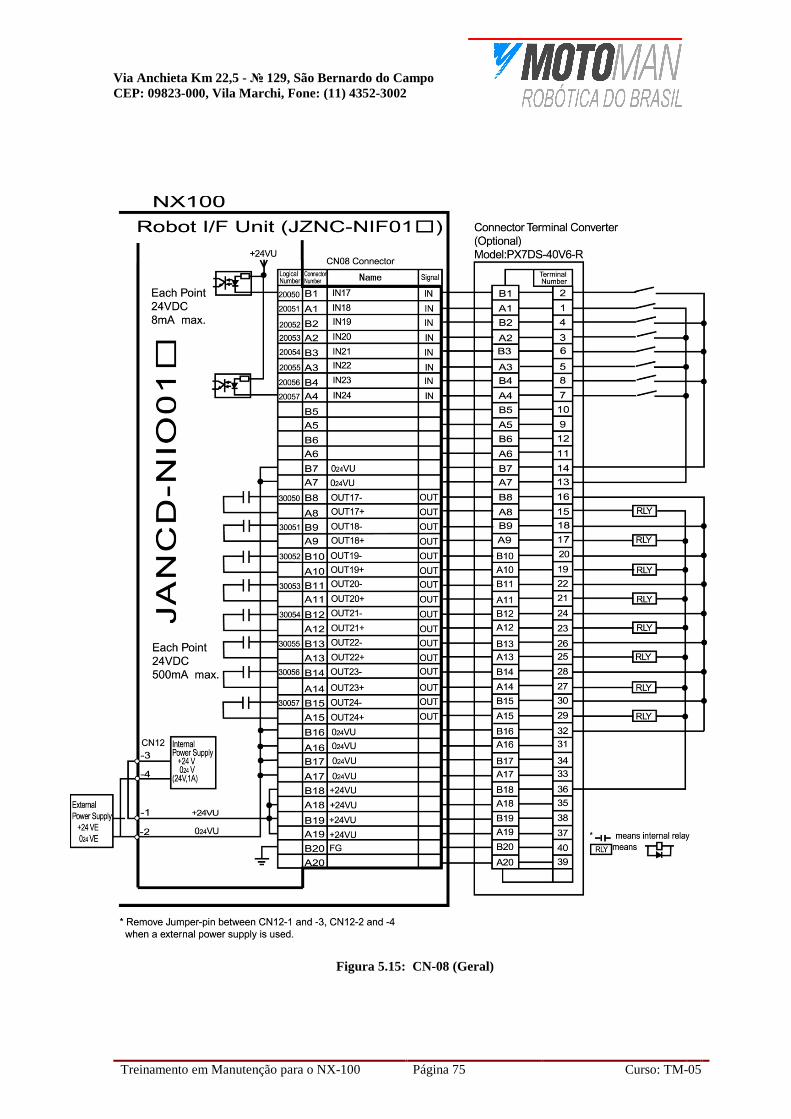
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 75 Curso: TM-05
Figura 5.15: CN-08 (Geral)
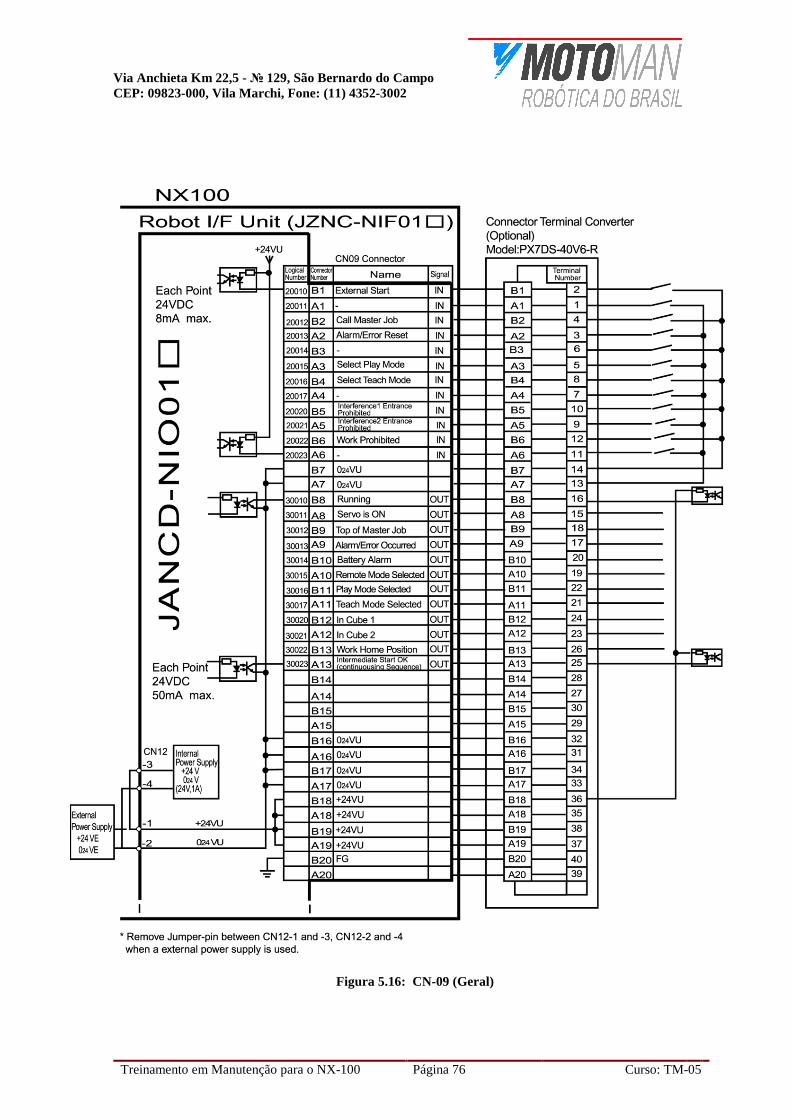
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 76 Curso: TM-05
Figura 5.16: CN-09 (Geral)
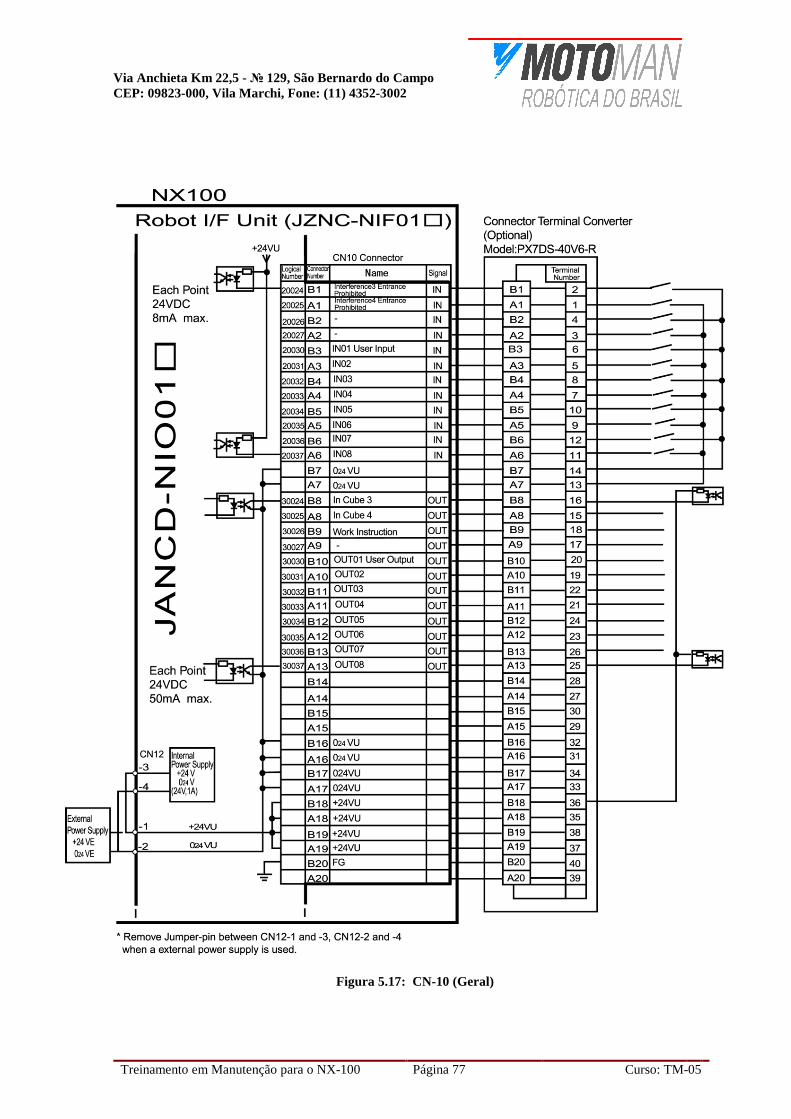
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 77 Curso: TM-05
Figura 5.17: CN-10 (Geral)
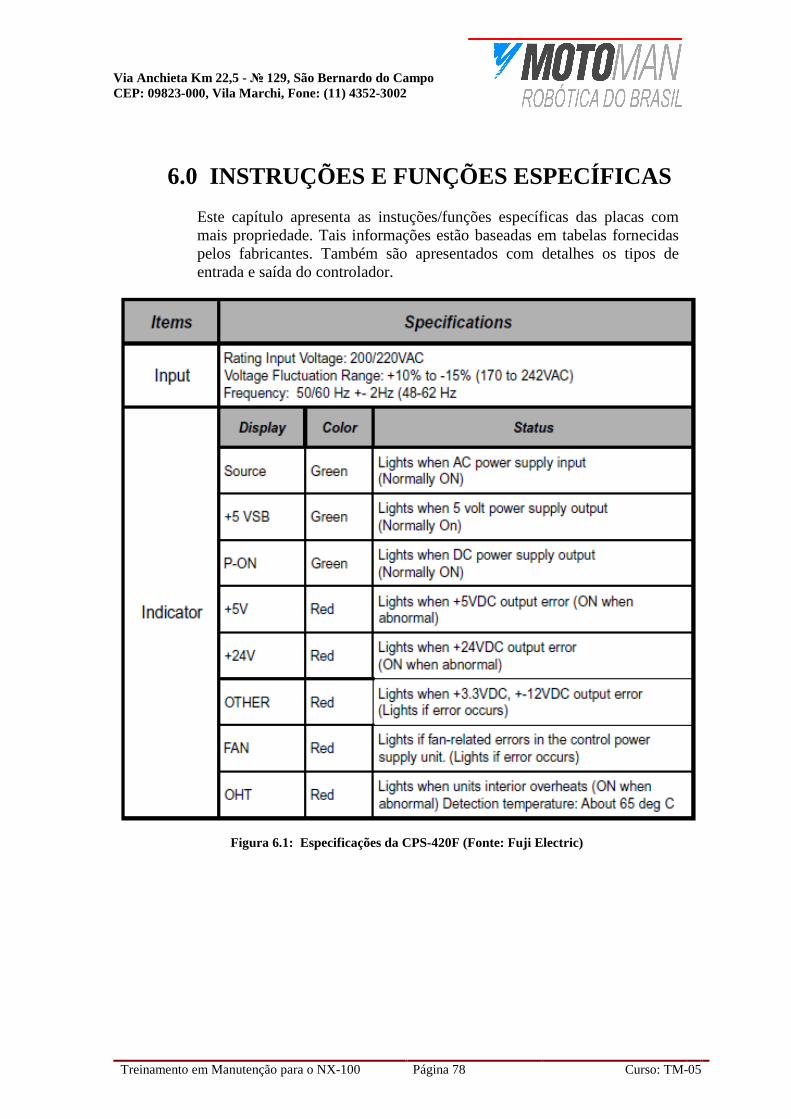
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 78 Curso: TM-05
6.0 INSTRUÇÕES E FUNÇÕES ESPECÍFICAS
Este capítulo apresenta as instuções/funções específicas das placas com mais propriedade. Tais informações estão baseadas em tabelas fornecidas pelos fabricantes. Também são apresentados com detalhes os tipos de entrada e saída do controlador.
Figura 6.1: Especificações da CPS-420F (Fonte: Fuji Electric)
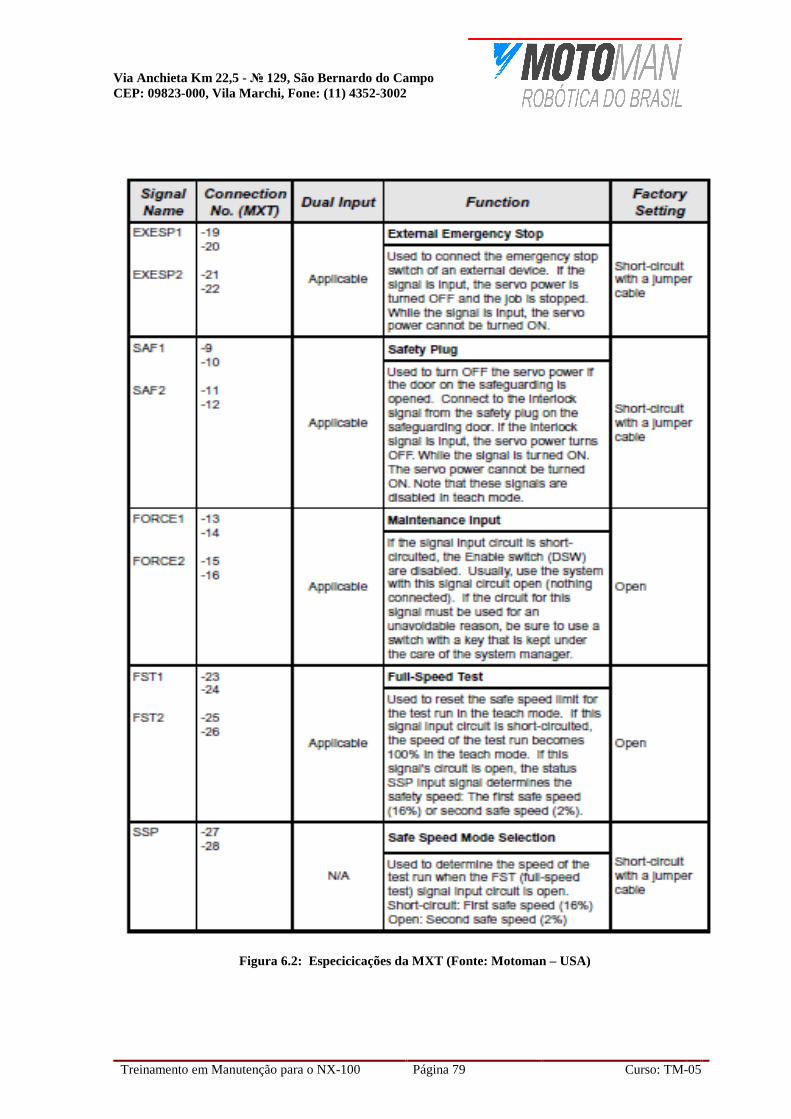
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 79 Curso: TM-05
Figura 6.2: Especicicações da MXT (Fonte: Motoman – USA)
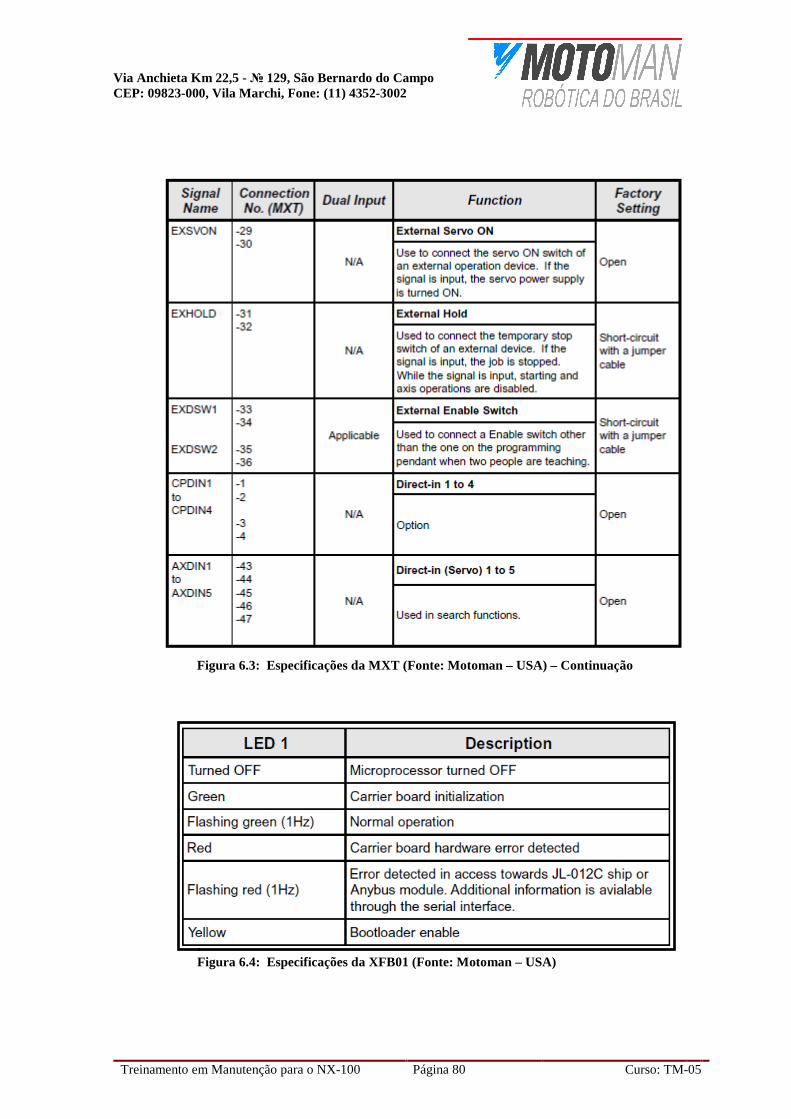
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 80 Curso: TM-05
Figura 6.3: Especificações da MXT (Fonte: Motoman – USA) – Continuação
FiFigura 6.4: Especificações da XFB01 (Fonte: Motoman – USA)
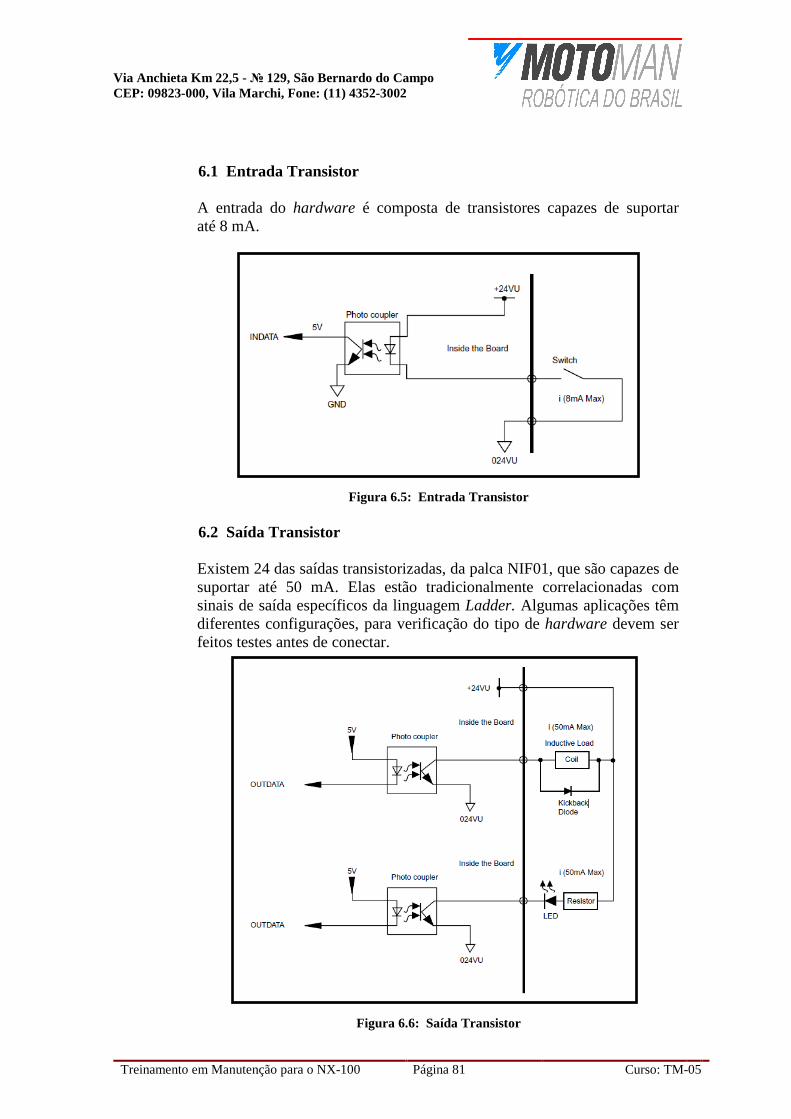
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 81 Curso: TM-05
6.1 Entrada Transistor A entrada do hardware é composta de transistores capazes de suportar até 8 mA.
Figura 6.5: Entrada Transistor 6.2 Saída Transistor Existem 24 das saídas transistorizadas, da palca NIF01, que são capazes de suportar até 50 mA. Elas estão tradicionalmente correlacionadas com sinais de saída específicos da linguagem Ladder. Algumas aplicações têm diferentes configurações, para verificação do tipo de hardware devem ser feitos testes antes de conectar.
Figura 6.6: Saída Transistor
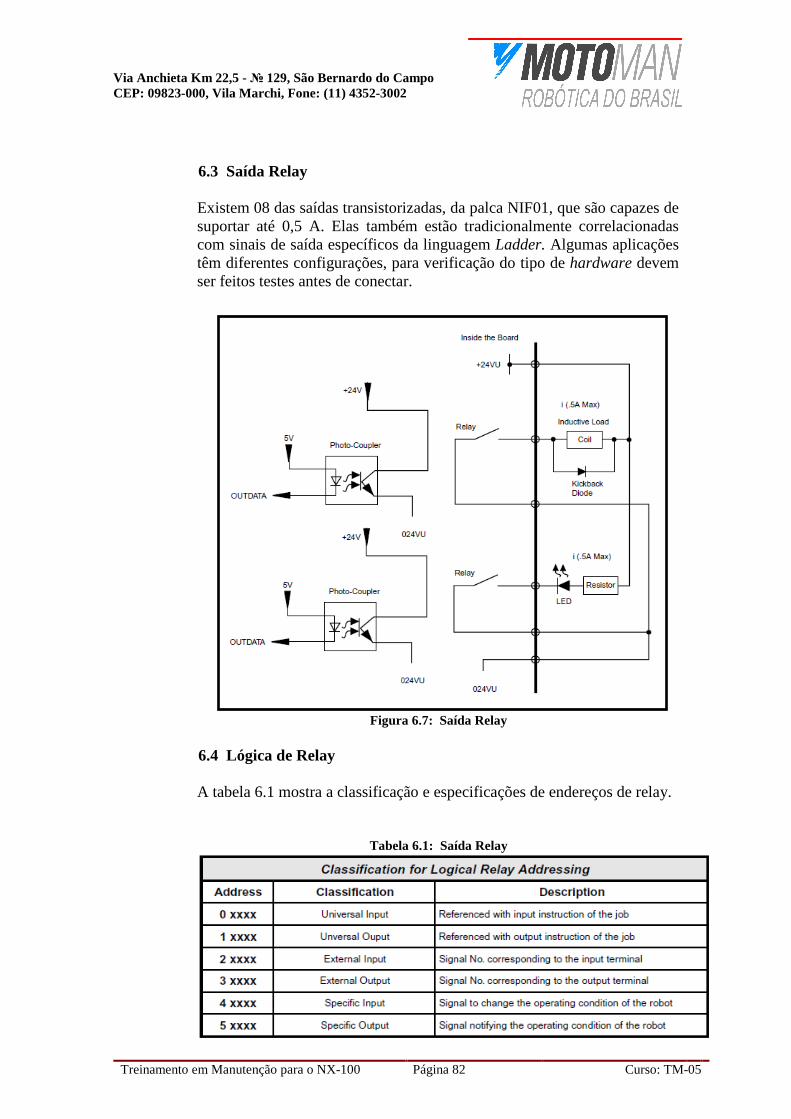
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 82 Curso: TM-05
6.3 Saída Relay Existem 08 das saídas transistorizadas, da palca NIF01, que são capazes de suportar até 0,5 A. Elas também estão tradicionalmente correlacionadas com sinais de saída específicos da linguagem Ladder. Algumas aplicações têm diferentes configurações, para verificação do tipo de hardware devem ser feitos testes antes de conectar.
Figura 6.7: Saída Relay 6.4 Lógica de Relay A tabela 6.1 mostra a classificação e especificações de endereços de relay.
Tabela 6.1: Saída Relay
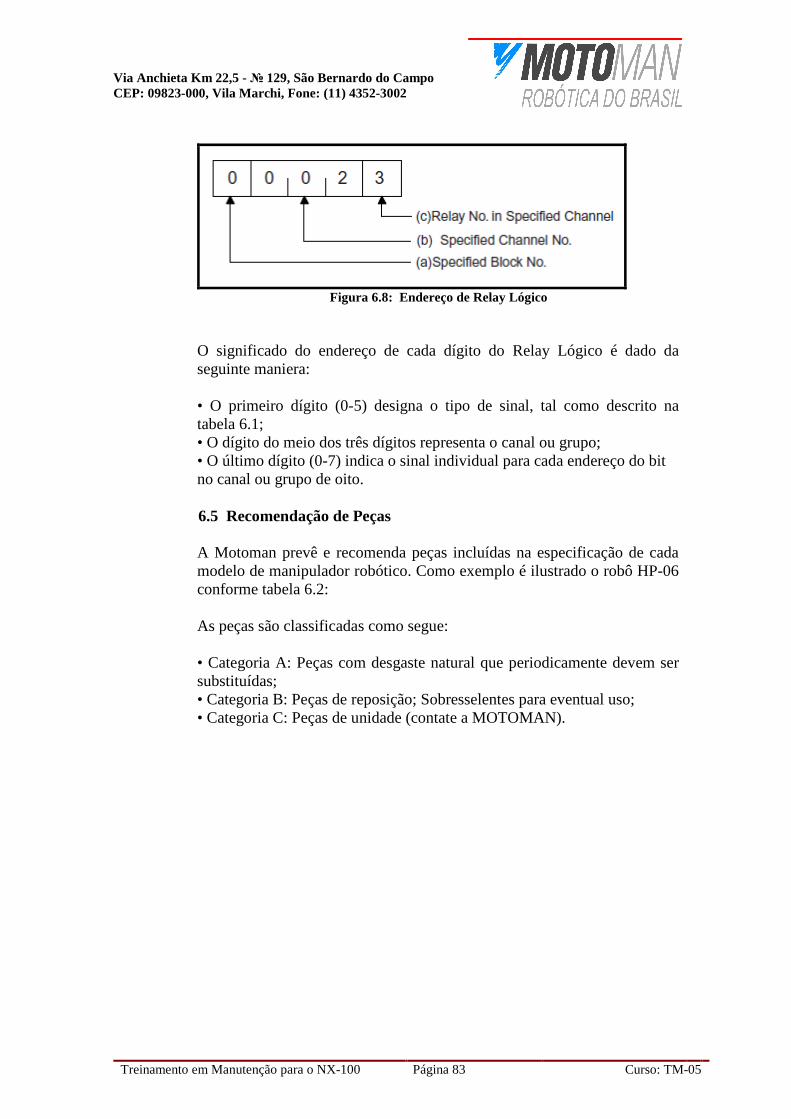
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 83 Curso: TM-05
Figura 6.8: Endereço de Relay Lógico
O significado do endereço de cada dígito do Relay Lógico é dado da seguinte maniera: • O primeiro dígito (0-5) designa o tipo de sinal, tal como descrito na tabela 6.1; • O dígito do meio dos três dígitos representa o canal ou grupo; • O último dígito (0-7) indica o sinal individual para cada endereço do bit no canal ou grupo de oito. 6.5 Recomendação de Peças A Motoman prevê e recomenda peças incluídas na especificação de cada modelo de manipulador robótico. Como exemplo é ilustrado o robô HP-06 conforme tabela 6.2: As peças são classificadas como segue: • Categoria A: Peças com desgaste natural que periodicamente devem ser substituídas; • Categoria B: Peças de reposição; Sobresselentes para eventual uso; • Categoria C: Peças de unidade (contate a MOTOMAN).
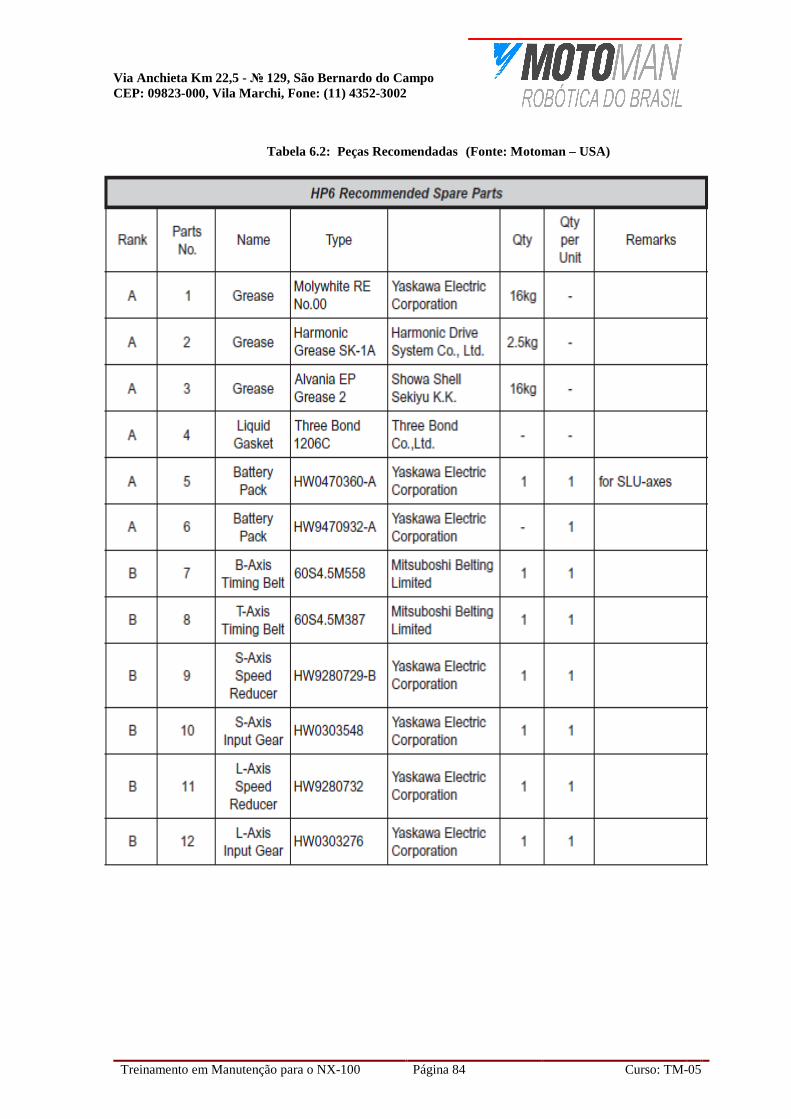
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 84 Curso: TM-05
Tabela 6.2: Peças Recomendadas (Fonte: Motoman – USA)
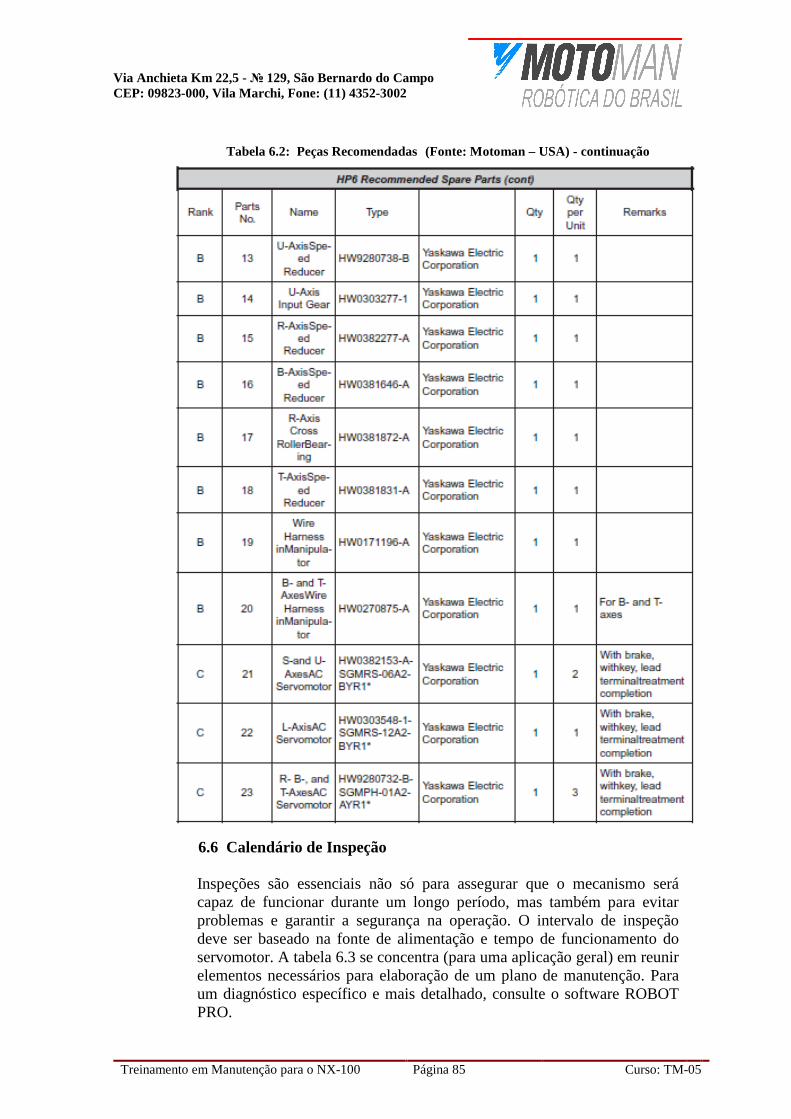
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 85 Curso: TM-05
Tabela 6.2: Peças Recomendadas (Fonte: Motoman – USA) - continuação
6.6 Calendário de Inspeção Inspeções são essenciais não só para assegurar que o mecanismo será capaz de funcionar durante um longo período, mas também para evitar problemas e garantir a segurança na operação. O intervalo de inspeção deve ser baseado na fonte de alimentação e tempo de funcionamento do servomotor. A tabela 6.3 se concentra (para uma aplicação geral) em reunir elementos necessários para elaboração de um plano de manutenção. Para um diagnóstico específico e mais detalhado, consulte o software ROBOT PRO.
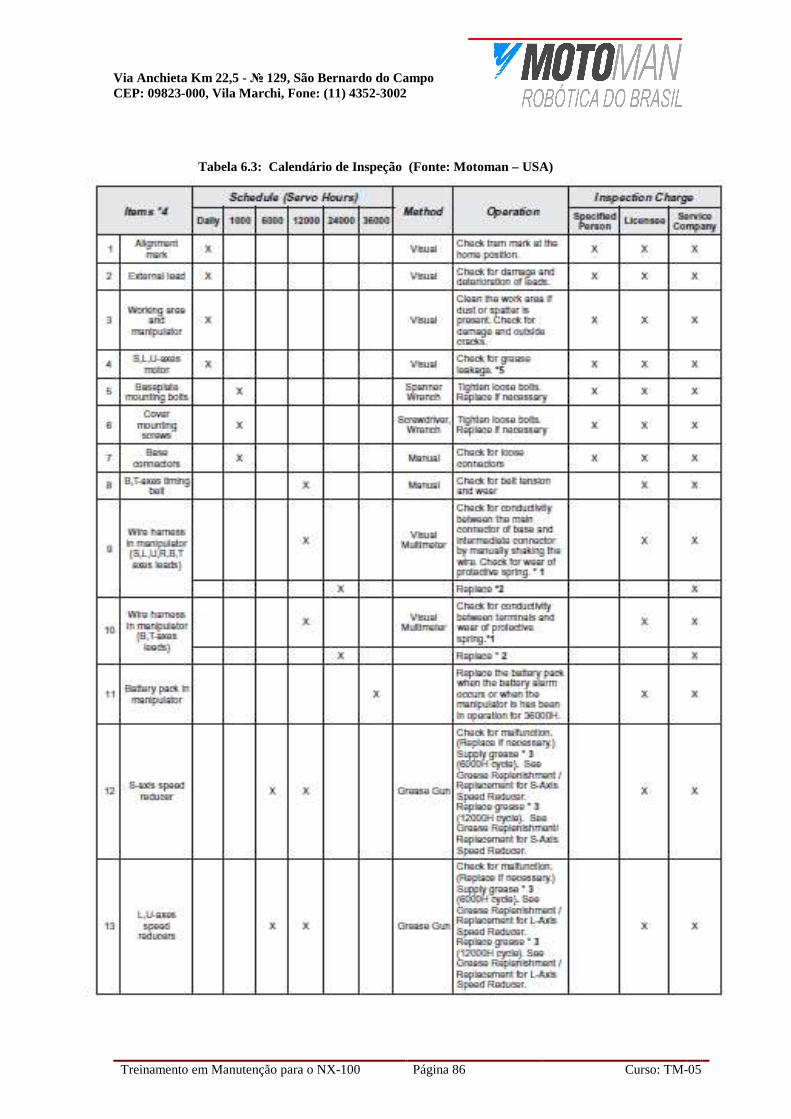
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 86 Curso: TM-05
Tabela 6.3: Calendário de Inspeção (Fonte: Motoman – USA)
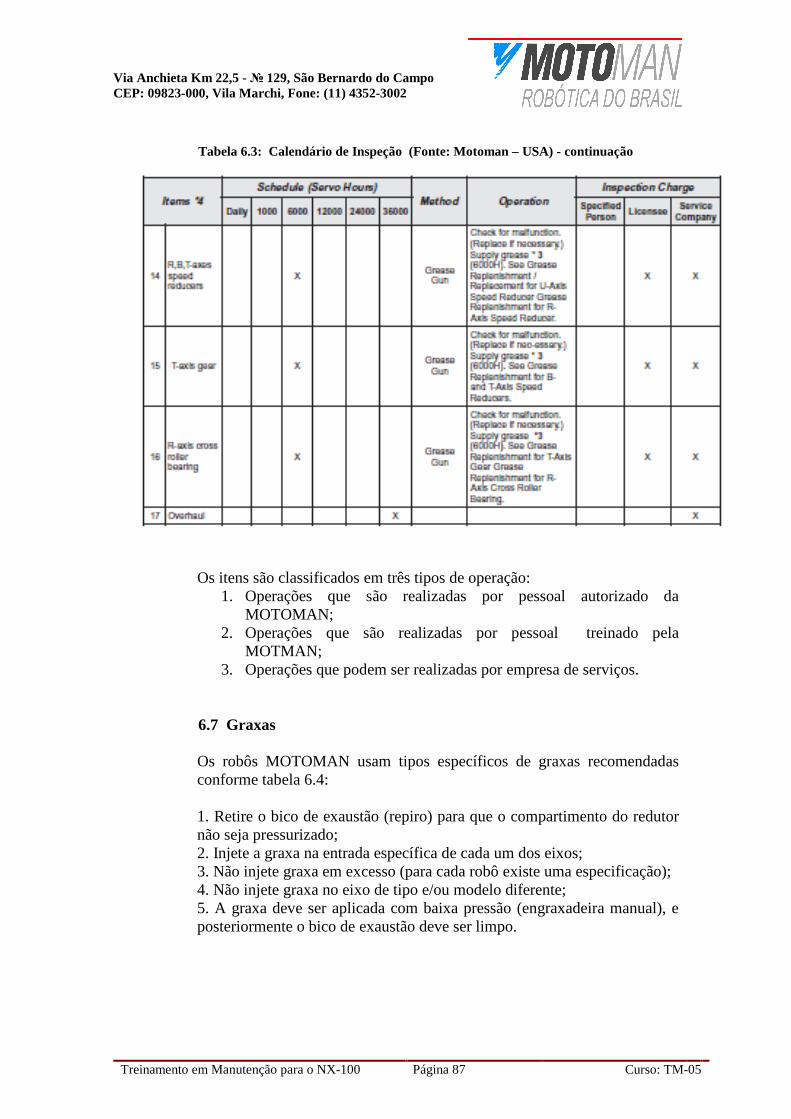
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 87 Curso: TM-05
Tabela 6.3: Calendário de Inspeção (Fonte: Motoman – USA) - continuação
Os itens são classificados em três tipos de operação:
1. Operações que são realizadas por pessoal autorizado da MOTOMAN;
2. Operações que são realizadas por pessoal treinado pela MOTMAN;
3. Operações que podem ser realizadas por empresa de serviços. 6.7 Graxas Os robôs MOTOMAN usam tipos específicos de graxas recomendadas conforme tabela 6.4: 1. Retire o bico de exaustão (repiro) para que o compartimento do redutor não seja pressurizado; 2. Injete a graxa na entrada específica de cada um dos eixos; 3. Não injete graxa em excesso (para cada robô existe uma especificação); 4. Não injete graxa no eixo de tipo e/ou modelo diferente; 5. A graxa deve ser aplicada com baixa pressão (engraxadeira manual), e posteriormente o bico de exaustão deve ser limpo.
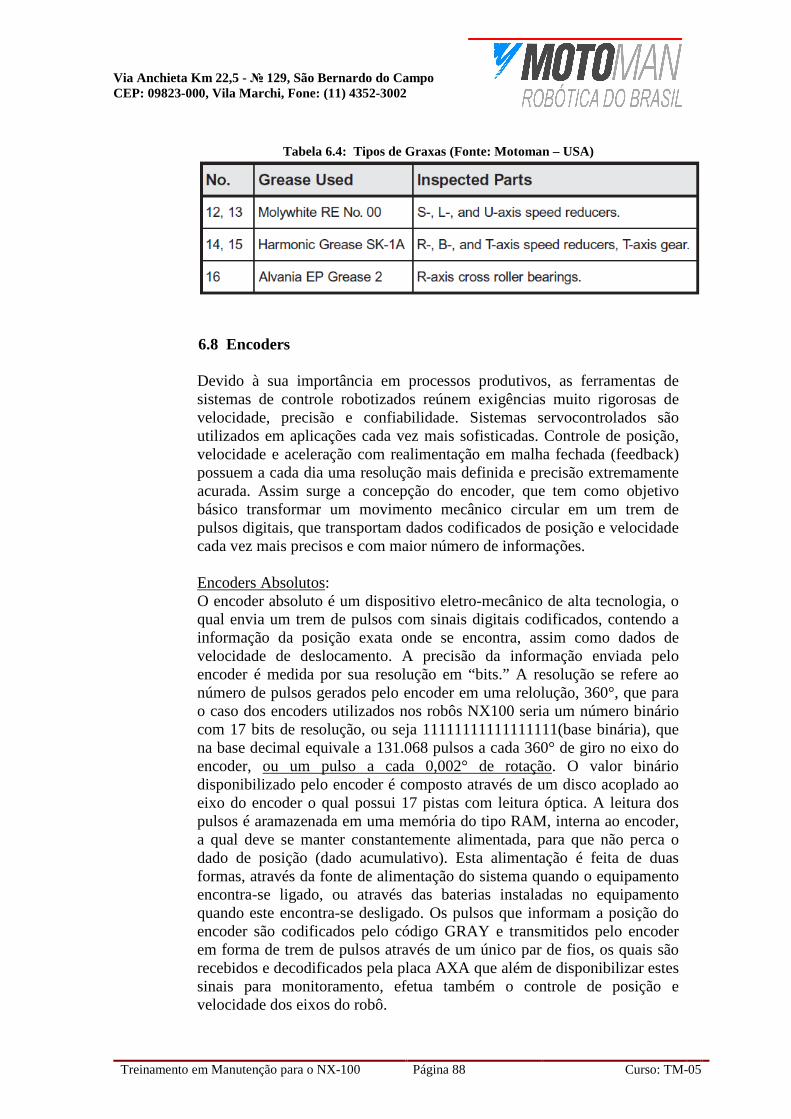
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 88 Curso: TM-05
Tabela 6.4: Tipos de Graxas (Fonte: Motoman – USA)
6.8 Encoders
Devido à sua importância em processos produtivos, as ferramentas de sistemas de controle robotizados reúnem exigências muito rigorosas de velocidade, precisão e confiabilidade. Sistemas servocontrolados são utilizados em aplicações cada vez mais sofisticadas. Controle de posição, velocidade e aceleração com realimentação em malha fechada (feedback) possuem a cada dia uma resolução mais definida e precisão extremamente acurada. Assim surge a concepção do encoder, que tem como objetivo básico transformar um movimento mecânico circular em um trem de pulsos digitais, que transportam dados codificados de posição e velocidade cada vez mais precisos e com maior número de informações. Encoders Absolutos: O encoder absoluto é um dispositivo eletro-mecânico de alta tecnologia, o qual envia um trem de pulsos com sinais digitais codificados, contendo a informação da posição exata onde se encontra, assim como dados de velocidade de deslocamento. A precisão da informação enviada pelo encoder é medida por sua resolução em “bits.” A resolução se refere ao número de pulsos gerados pelo encoder em uma relolução, 360°, que para o caso dos encoders utilizados nos robôs NX100 seria um número binário com 17 bits de resolução, ou seja 11111111111111111(base binária), que na base decimal equivale a 131.068 pulsos a cada 360° de giro no eixo do encoder, ou um pulso a cada 0,002° de rotação. O valor binário disponibilizado pelo encoder é composto através de um disco acoplado ao eixo do encoder o qual possui 17 pistas com leitura óptica. A leitura dos pulsos é aramazenada em uma memória do tipo RAM, interna ao encoder, a qual deve se manter constantemente alimentada, para que não perca o dado de posição (dado acumulativo). Esta alimentação é feita de duas formas, através da fonte de alimentação do sistema quando o equipamento encontra-se ligado, ou através das baterias instaladas no equipamento quando este encontra-se desligado. Os pulsos que informam a posição do encoder são codificados pelo código GRAY e transmitidos pelo encoder em forma de trem de pulsos através de um único par de fios, os quais são recebidos e decodificados pela placa AXA que além de disponibilizar estes sinais para monitoramento, efetua também o controle de posição e velocidade dos eixos do robô.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 89 Curso: TM-05
7.0 PROCEDIMENTOS DE MANUTENÇÃO Este capítulo apresenta os procedimentos mais importantes a serem aplicados no processo de manutenção do robô/controlador. Tais informações estão descritas com mais praticidade. 7.1 Back Up (salvar cópia de segurança) Antes de inciar qualquer procedimento de reparo ou substituição é necessário realizar uma cópia de segurança. Seguem abaixo os procedimentos para esta operação, que deve ser realizada em modo TEACH.
1. Inserir uma COMPACT FLASH (cartão de memória) no plug localizado na lateral direita do PENDANT.
2. Clique em MAIN MENU; 3. Clique em FD/CF; 4. Clique em SAVE; 5. Com a tecla SELECT, escolha os dados em que se deseja copiar; 6. ENTER; 7. YES.
7.2 Up Load (carregar cópia de segurança)
1. Inserir uma COMPACT FLASH (cartão de memória) no plug que se encontra ao lado do PENDANT;
2. Clique em MAIN MENU; 3. Clique em FD/CF; 4. Clique em LOAD; 5. Com a tecla SELECT, escolha os dados em que se deseja carregar; 6. ENTER; 7. YES.
7.3 Troca de Bateria do Controlador Embora a memória CMOS seja “apoiada” por um super capacitor, a bateria deve ser substituída logo que a mensagem "Bateria Fraca" apareçe no visor do PP. NÃO DESLIGUE CONTROLADOR até que a bateria seja totalmente substituída. Os dados podem ser perdidos se a bateria não for trocada em até 2 horas. Para a troca da bateria do controlador, proceda da seguinte forma 1. Retire a tampa esquerda da CPU; 2. Retire o conector da bateria sobre a CPU; 3. Remova a bateria do rack e conecte a nova bateria.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 90 Curso: TM-05
7.4 Troca de Bateria do Robô 1. Retire a tampa e os quatro parafusos da base do robô; 2. Insira a nova bateria no conector auxiliar; 3. Remova a velha bateria do rack. 7.5 Criação do Home Position A criação do Home Position é importante para referenciar e calibrar o manipulador robótico. Ela é de vital importância para gravação correta de pontos e geração de programas (JOB´s). Para a criação do HOME POSITION, proceda da seguinte forma: 1. Apague os alarmes e ligue os servomotores do robô; 2. Alinhe visualmente e mecanicamente as setas de todos os eixos do robô; 3. Habilite o Modo Gerenciamento no PP do robô; 4. Clique em ROBOT; 5. Selecione HOME POSITION; 6. Selecione EDIT e depois SELECT ALL; 7. Aparecerá a mesagem de CREATE HOME POSITION; 8. YES, para confirmar; 9. Espere 10 segundos e inicialize o controlador com robô na referência mecânica zero (setas alinhadas) para completar o procedimento. Para o ajuste fino do HOME POSITION proceda da seguinte forma: 10. Levar o manipulador robótico para home position mecânico (com as setas alinhadas); 11. Se o robô não estiver sobre a marca, fazer uso da coordenada JOINT e das teclas (+) e (-) de cada eixo até aferir que o manipulador se encontre no home position mecânico; 12. A partir do menu principal, escolha ROBOT; 13. Escolha COMMAND POSITION; 14. Anote os valores de CMD e CURR. Subtrair os valores para determinar a diferença; Atual (CURR) __________; - Comandado (CMD) __________; Diferença = __________; 15. Defina o robô no modo de segurança (Modo de Gerenciamento); 16. A partir do menu principal, escolha ROBOT; 17. Escolha HOME POSITION. Só efetuar o passo 18 para múltiplas configurações; 18. Usando a tecla PAGE, exibir o grupo de controle desejado (ou seja, R1, R2, S1, S2 etc); 19. Anote o valor atual (valor original) do eixo a ser alterado. Anote o resultado (diferença) a partir do passo 14. O resultado de uma das duas operações será inferior aos novos dados absolutos;

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 91 Curso: TM-05
Original __________ Original__________; Diferença + __________, __________ - Diferença; Novos Dados = _______Novos Dados =__________; 20. Os dados absolutos devem ser alterados, pressione SELECT; 21. Usando o teclado numérico insira os novos dados absolutos; 22. Precione ENTER para aceitar os dados; 23. Precione FWD até o robô atingir a posição de referência e depois verifique o alinhamento das setas; 24. Atualizar os novos dados absolutos da etiqueta que se localiza dentro da porta do controlador. AVISO: Quando ocorrer o alarme "Erro 4311 Encoder Back-up" significa que o codificador "Memory" foi apagado. Quando isso ocorre, o Home Position (Dados Absolutos) mostra um "*" para todos os eixos do motor. O controlador não irá interpolar movimentos e obdecer aos sistemas de coordenadas (JOINT, RECT, CYL e TCP) porque os dados de encoder do servomotor foram perdidos. Para recuperar proceda da seguinte forma: 25. RESET o alarme; 26. Defina o sistema de coordenadas em JOINT e alinhe as setas; 27. Selecione o nível de segurança MANAGEMANT MODE; 28. Em Main Menu, escolha ROBOT; 29. Selecione HOME POSITION; 30. Selecione em UTILITY ÁREA MENU e seleccione RECOVER BACKUP ALM; 31. Cursor sobre o eixo que mostra "*" e precione SELECT. Os dados de calibração absoluta original irão aparecer; 32. Selecione YES. Os dados recuperados serão criados e substituirão o "*" sobre o eixo selecionado. É extremamente difícil determinar se os dados serão absolutamente iguais e/ou diferentes dos dados originais. Para assegurar que os dados recuperados estão corretos, verifique se o TCP do robô está posicionado no local correto. 7.6 Substituição da placa NCP-01 A placa de circuito NCP01 contém arquivos de dados importantes a operação do sistema, que são mantidos em memórias do tipo RAM cuja alimentação é feita através da bateria de lítio. Operações incorretas podem causar perda definitiva de dados. Para substituição deste modulo proceda da seguinte forma:
1. Desligue o controlador e todos os cabos conectados à placa de circuito; (Além dos cabos conectados no painel frontal, existem também cabos conectados na parte inferor do módulo);
2. Retirar os 2 parafusos que fixam o módulo ao rack; 3. Retire a placa de circuito impresso a partir do rack;
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 92 Curso: TM-05
4. Retire a Compact Flash retirado da placa de circuito; 5. Inserir a Compact Flash em uma nova placa de circuito; 6. Montar a nova placa de circuito no rack; 7. Recoloque os parafusos de fixação; 8. Ligue o Controlador e todos os cabos desligados.
7.7 Substituição da placa CPS-420F (CPU) Depois de desligar a fonte de alimentação, aguarde pelo menos 5 minutos antes da substituição. Não toque em quaisquer terminais durante este período. Para substituição deste módulo, proceda da seguinte forma: 1. Desligue o Controlador e confirme se todas as luzes da CPU estão desligadas; 2. Desligue todos os cabos de energia do painel frontal da CPS-420F; 3. Afrouxe os quatro parafusos, 2 superiores, 2 inferiores; 4. Saque a fonte, puxando-a de forma a desconectá-la do slot traseiro. 5. Insira a nova Fonte ao rack, de forma a conectá-la no solt traseiro; 6. Force o módulo de forma deixar seu painel frontal alinhado com os outros módulos do rack; 7. Aperte os parafusos, 2 superiores e 2 inferiores; 8. Reconecte os cabos sacados na operação 2; 9. Ligue o Controlador e todos os cabos desligados. 7.8 Substituição da placa AXA A placa AXA é responsável pelo processamento dos sinais do cabo 1 BC (sinais dos encoders); É importante verificar se as placas são do mesmo modelo. Para a substituição desta placa, proceda da seguinte forma: 1. Desligue o Controlador e todos os cabos conectados à placa AXA.
(Certifique-se de remover os conectores na parte inferior da placa); 2. Retire os 2 parafusos que fixam a placa; 3. Retire a placa do rack, sacando-a; 4. Insira a nova placa no rack; 5. Apertar os parafusos de fixação, superior e inferior. 6. Reconecte todos os cabos previamente sacados; 7. Ajuste a chave rotativa para a mesma posição da placa sacada; 8. Ligue o Controlador e todos os cabos desligados. 7.9 Substituição da placa NIF A placa NIF é responsável pelo processamento de todos os sinais de I/O; É importante verificar se as placas são do mesmo modelo e versão de software. Para substituição desta placa, proceda da seguinte forma:
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 93 Curso: TM-05
1. Faça um Backup de I/O em modo de manutenção, para não ocorrer
perda de CMOS e configurações de sistema; 2. Desligue o Controlador e todos os cabos, e retire os parafusos que
fixam o módulo ao rack; 3. Retire o módulo do rack, e insira o novo módulo NIF; 4. Apertar parafusos superiores e inferiores; 5. Religue os cabos desconectados no passo 2.Ligue; 6. Posicione a chave rotativa na mesma posição do modulo retirado; 7. Inicie o controlador em modo de manutenção; 8. Selecione TOOL no menu principal; 9. Selecione LOAD para carregar a CMOS; 10. Desligue e Ligue o Controlador. 7.10 Substituição do Servopack O Servopack é o conjunto de módulos de potência responsável pela alimentação do servomotores, e consequentemente a movimentação do manipulador robótico, Para substituição do SERVOPACK (amplificadores ou conversor), proceda da seguinte forma: 1. Espere 10 minutos após desligar o controlador; 2. Verifique se LED vermelho do SERVOPACK está apagado; 3. Desligue todos os cabos conectados no SERVOPACK; 4. Remova os dois parafusos na parte superior de cada lado do
SERVOPACK; 5. Retire e instale o novo SERVOPACK; 6. Ligue o Controlador e todos os cabos desligados. 7.11 Ajuste Automático do TCP O Menu UTILITY da página TOOL COORDINATE apresenta um Método Automático para calcular as dimensões X, Y e Z do ponto de referência da ferramenta. Estes se referem ao deslocamento em mm nas cordenadas XYZ, do centro do flange do punho do robô, até a ponta da ferramenta (ponto de referência da ferramenta). Para definir automaticamente o TCP, proceda da seguinte forma:
1. Coloque um dispositivo de referência (com ponta fina) em um local fixo e onde haja acesso ao punho do robô. Assegure-se para que o dispositivo de referencia esteja bem fixado e não se mova durante todo processo;
2. Em modo teach, na tela MAIN MENU , selecione ROBOT;
3. Selecione TOOL;
4. Selecione UTILITY do Menu Area;
5. Selecione CALIBRATION;
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 94 Curso: TM-05
6. Acione o Servo Power de forma a limentar os motores;
7. Escolha qualquer coordenada, exceto TOOL, e movimente o robô até que o centro da ferramenta fique alinhado com a ponta do dispositivo de referencia (ver Figura 21.2). Pressione MODIFY e ENTER. O primeiro ponto, “POSITION TC1” será armazenado pelo sistema, negritando o circulo referente a TC1 (•);
8. Pressione SELECT. Posicione o cursor em POSITION TC2, pressione SELECT;
9. Repita os passos 7 e 8 de forma a gravar os outros pontos ( de TC2 a TC5) da mesma forma como efetuado em TC1. A cada TC gravado modifique a posição do manipulador, de forma que o braço esteja em uma posição completamente diferente da anterior, porem a ponta da ferramente sempre esteja alinhada com a ponta do dispositivo fixo. Obtenha posições com o máximo de discrepância (diferença) de posição entre os TCs;
10. Após todos os cinco pontos (TC) fixados, selecione COMPLETE.
Depois de completar a calibração, os novos dados calculados para as dimensões X, Y e Z da ferramenta são exibidos na tela. Para verificar a precisão destes dados, proceda conforme os itens 11 a 14 abaixo.
11. Pressione seguidamente a tecla COORD até que o ícone apareça na Área de Status. Se o sistema usar somente Standard Tool pule para o item 13.
12. Se o sistema usar múltiplas ferramentas pressione as teclas SHIFT + COORD para acessar a página TOOL list e posicione o cursor sobre o número da ferramenta calibrada. Pressione SHIFT + COORD novamente para fechar a página TOOL List.
13. Assegure-se da precisão dos dados da ferramenta, utilizando as teclas Rx, Ry e Rz para rotacionar a ferramenta ao redor do ponto fixo de referencia com a maior precisão possível.
14. Verifique as direções X, Y e Z para operação com coordenadas TOOL. O eixo Z deve operar na direção vertical referente ao formato da ferramenta utilizada na aplicação do sistema. Ex. para aplicação em soldagem MIG a cordenada Z deve estar no mesmo sentido da alimentação do arame de solda. Já em Handling alinhado com o sentido vertical da garra, e da mesma forma com as demais aplicações e ferramentas como, Aplicador de Cola, Corte por Jato D´água, Laser, Plasma, etc… Para setar estes parâmetros as orientações de Rx, Ry e Rz devem ser inseridas manualmente, onde “R” significa o angulo da ferramenta em graus para cada uma das cordenadas X, Y e Z.
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 95 Curso: TM-05
NOTA: Para apagar os círculos cheios, selecione DATA, do Menu Area e selecione CLEAR DATA. Selecione [YES] na Tela “Clear Data?”. NOTA: Para visualizar as posições onde os pontos (TC) foram fixados, use a Tecla FWD para movimentar o robô até o TC desejado. Quando o número do TC parar de piscar, o robô está na posição gravada daquele TC. AVISO: Os dados da ferramenta tornam-se efetivos imediatamente. Fique atento para pontos gravados anteriormente. O robô movimentará os eixos S, L, U, R, B e T para os dados armazenados em pulsos das posições ensinadas (COMMAND POSITION). Contudo, o novo TCP será controlado durante a interpolação dos movimentos MOVL, MOVC e MOVS para essas posições gravadas. Antes de executar um programa em Modo Play, use os Métodos FWD/TEST START (em Modo Teach) para confirmação da trajetória e ajuste as posições necessárias.
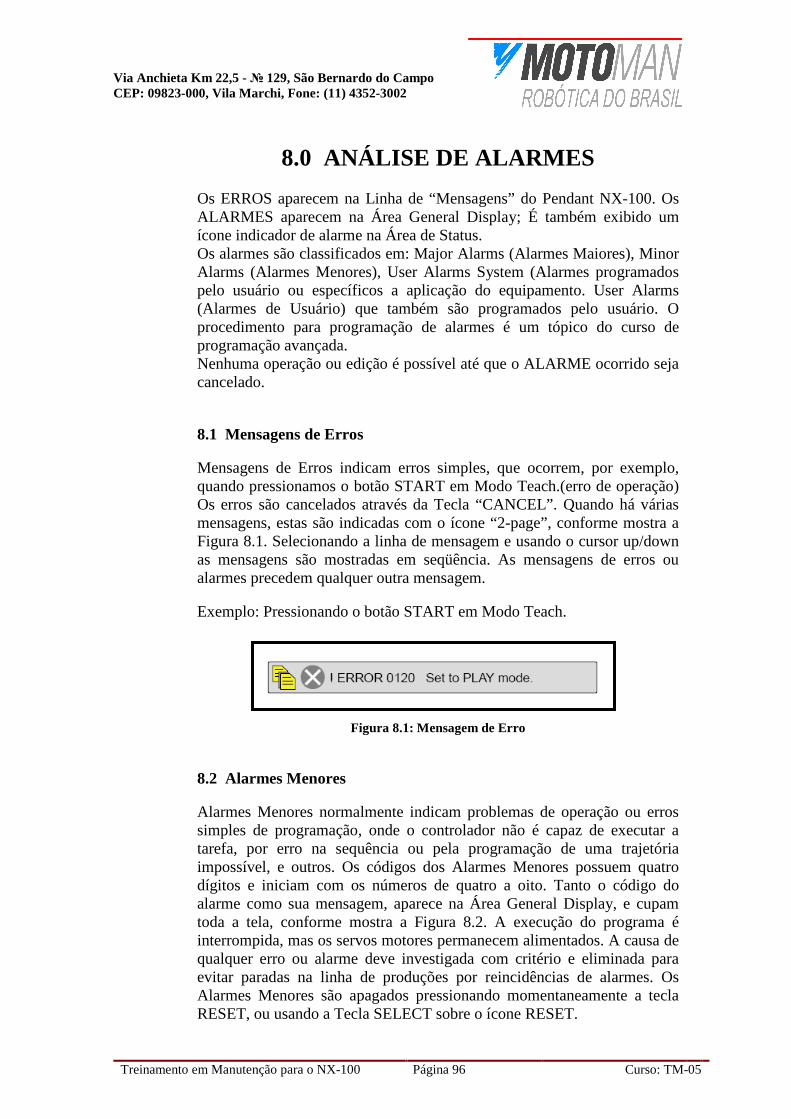
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 96 Curso: TM-05
8.0 ANÁLISE DE ALARMES Os ERROS aparecem na Linha de “Mensagens” do Pendant NX-100. Os ALARMES aparecem na Área General Display; É também exibido um ícone indicador de alarme na Área de Status. Os alarmes são classificados em: Major Alarms (Alarmes Maiores), Minor Alarms (Alarmes Menores), User Alarms System (Alarmes programados pelo usuário ou específicos a aplicação do equipamento. User Alarms (Alarmes de Usuário) que também são programados pelo usuário. O procedimento para programação de alarmes é um tópico do curso de programação avançada. Nenhuma operação ou edição é possível até que o ALARME ocorrido seja cancelado. 8.1 Mensagens de Erros Mensagens de Erros indicam erros simples, que ocorrem, por exemplo, quando pressionamos o botão START em Modo Teach.(erro de operação) Os erros são cancelados através da Tecla “CANCEL”. Quando há várias mensagens, estas são indicadas com o ícone “2-page”, conforme mostra a Figura 8.1. Selecionando a linha de mensagem e usando o cursor up/down as mensagens são mostradas em seqüência. As mensagens de erros ou alarmes precedem qualquer outra mensagem. Exemplo: Pressionando o botão START em Modo Teach.
Figura 8.1: Mensagem de Erro
8.2 Alarmes Menores Alarmes Menores normalmente indicam problemas de operação ou erros simples de programação, onde o controlador não é capaz de executar a tarefa, por erro na sequência ou pela programação de uma trajetória impossível, e outros. Os códigos dos Alarmes Menores possuem quatro dígitos e iniciam com os números de quatro a oito. Tanto o código do alarme como sua mensagem, aparece na Área General Display, e cupam toda a tela, conforme mostra a Figura 8.2. A execução do programa é interrompida, mas os servos motores permanecem alimentados. A causa de qualquer erro ou alarme deve investigada com critério e eliminada para evitar paradas na linha de produções por reincidências de alarmes. Os Alarmes Menores são apagados pressionando momentaneamente a tecla RESET, ou usando a Tecla SELECT sobre o ícone RESET.
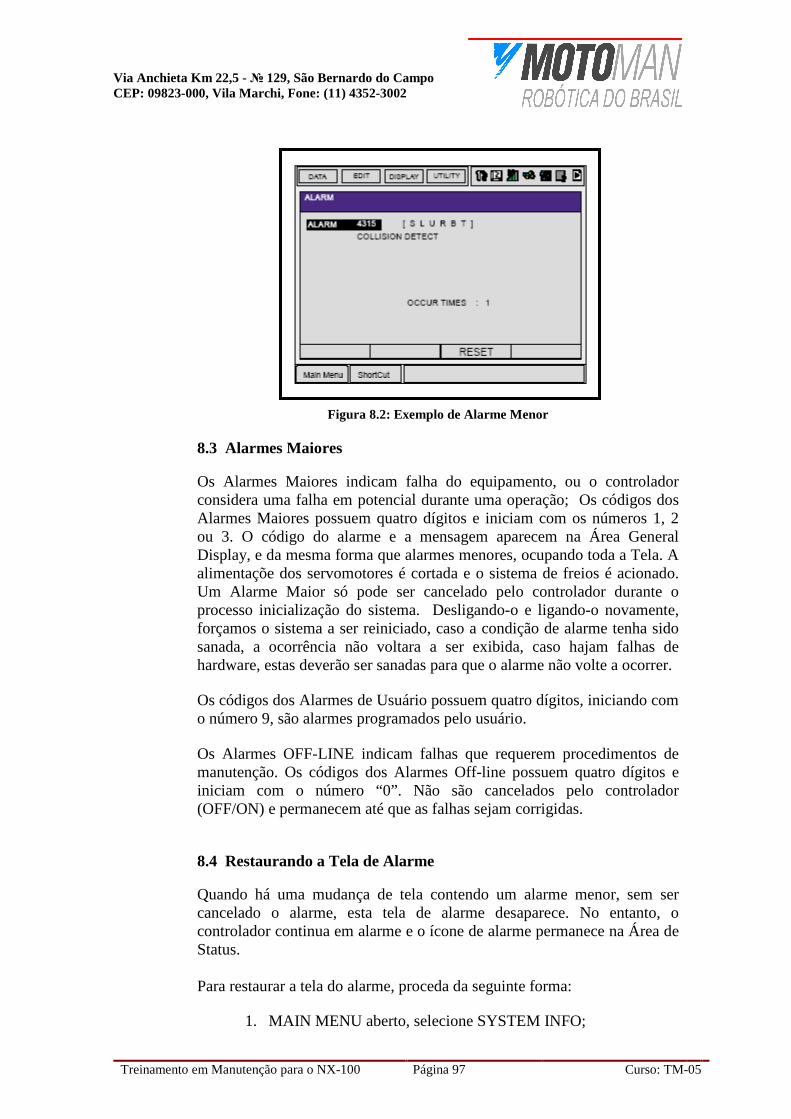
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 97 Curso: TM-05
Figura 8.2: Exemplo de Alarme Menor 8.3 Alarmes Maiores Os Alarmes Maiores indicam falha do equipamento, ou o controlador considera uma falha em potencial durante uma operação; Os códigos dos Alarmes Maiores possuem quatro dígitos e iniciam com os números 1, 2 ou 3. O código do alarme e a mensagem aparecem na Área General Display, e da mesma forma que alarmes menores, ocupando toda a Tela. A alimentaçõe dos servomotores é cortada e o sistema de freios é acionado. Um Alarme Maior só pode ser cancelado pelo controlador durante o processo inicialização do sistema. Desligando-o e ligando-o novamente, forçamos o sistema a ser reiniciado, caso a condição de alarme tenha sido sanada, a ocorrência não voltara a ser exibida, caso hajam falhas de hardware, estas deverão ser sanadas para que o alarme não volte a ocorrer. Os códigos dos Alarmes de Usuário possuem quatro dígitos, iniciando com o número 9, são alarmes programados pelo usuário. Os Alarmes OFF-LINE indicam falhas que requerem procedimentos de manutenção. Os códigos dos Alarmes Off-line possuem quatro dígitos e iniciam com o número “0”. Não são cancelados pelo controlador (OFF/ON) e permanecem até que as falhas sejam corrigidas. 8.4 Restaurando a Tela de Alarme Quando há uma mudança de tela contendo um alarme menor, sem ser cancelado o alarme, esta tela de alarme desaparece. No entanto, o controlador continua em alarme e o ícone de alarme permanece na Área de Status. Para restaurar a tela do alarme, proceda da seguinte forma:
1. MAIN MENU aberto, selecione SYSTEM INFO;
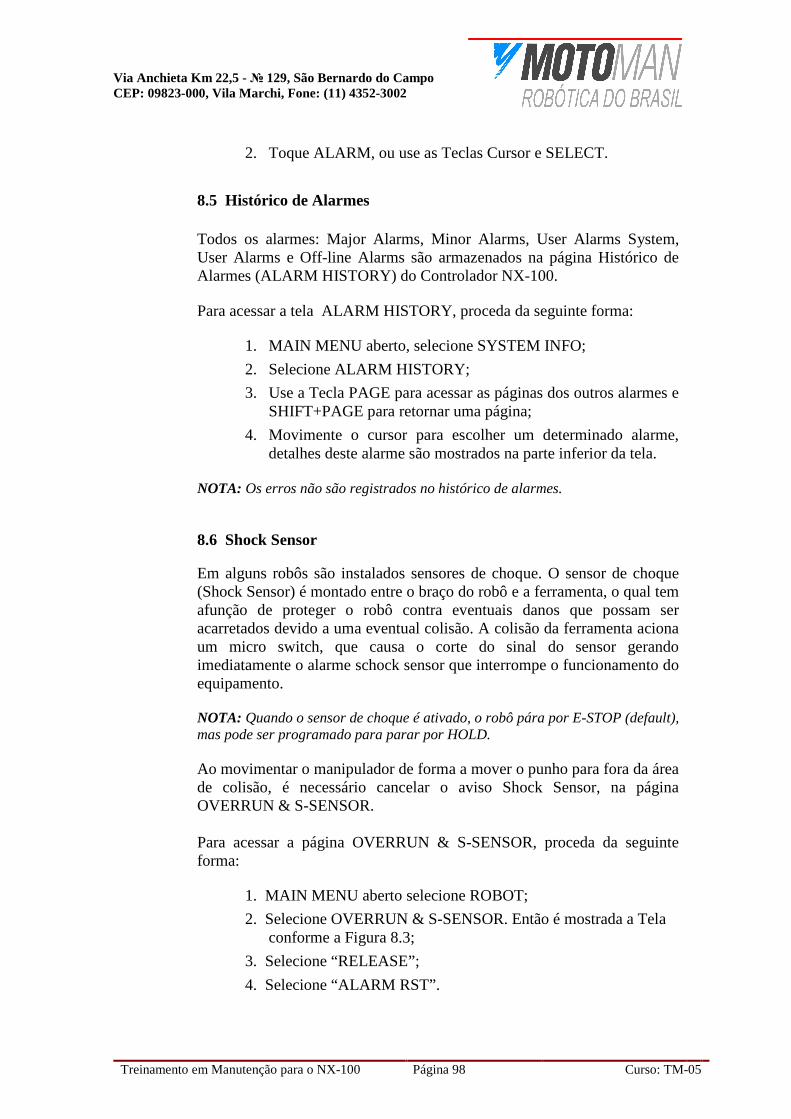
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 98 Curso: TM-05
2. Toque ALARM, ou use as Teclas Cursor e SELECT.
8.5 Histórico de Alarmes Todos os alarmes: Major Alarms, Minor Alarms, User Alarms System, User Alarms e Off-line Alarms são armazenados na página Histórico de Alarmes (ALARM HISTORY) do Controlador NX-100. Para acessar a tela ALARM HISTORY, proceda da seguinte forma:
1. MAIN MENU aberto, selecione SYSTEM INFO;
2. Selecione ALARM HISTORY;
3. Use a Tecla PAGE para acessar as páginas dos outros alarmes e SHIFT+PAGE para retornar uma página;
4. Movimente o cursor para escolher um determinado alarme, detalhes deste alarme são mostrados na parte inferior da tela.
NOTA: Os erros não são registrados no histórico de alarmes. 8.6 Shock Sensor Em alguns robôs são instalados sensores de choque. O sensor de choque (Shock Sensor) é montado entre o braço do robô e a ferramenta, o qual tem afunção de proteger o robô contra eventuais danos que possam ser acarretados devido a uma eventual colisão. A colisão da ferramenta aciona um micro switch, que causa o corte do sinal do sensor gerando imediatamente o alarme schock sensor que interrompe o funcionamento do equipamento. NOTA: Quando o sensor de choque é ativado, o robô pára por E-STOP (default), mas pode ser programado para parar por HOLD. Ao movimentar o manipulador de forma a mover o punho para fora da área de colisão, é necessário cancelar o aviso Shock Sensor, na página OVERRUN & S-SENSOR. Para acessar a página OVERRUN & S-SENSOR, proceda da seguinte forma:
1. MAIN MENU aberto selecione ROBOT;
2. Selecione OVERRUN & S-SENSOR. Então é mostrada a Tela conforme a Figura 8.3;
3. Selecione “RELEASE”;
4. Selecione “ALARM RST”.
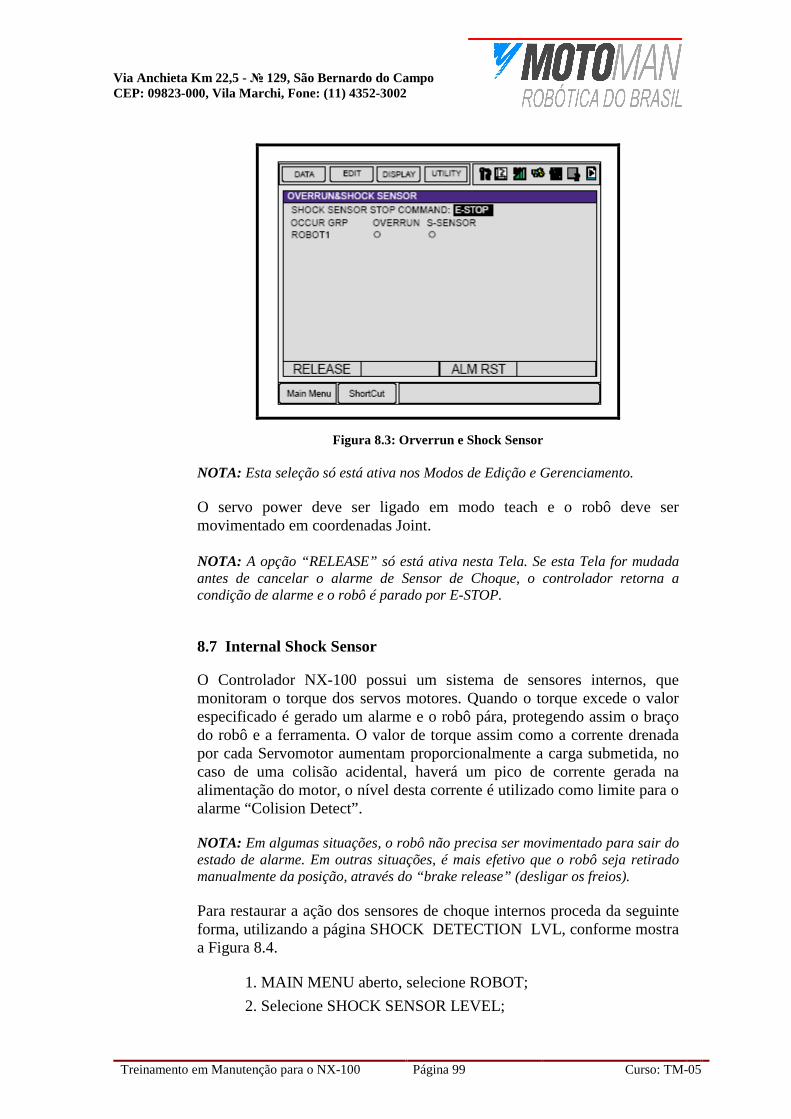
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 99 Curso: TM-05
Figura 8.3: Orverrun e Shock Sensor NOTA: Esta seleção só está ativa nos Modos de Edição e Gerenciamento. O servo power deve ser ligado em modo teach e o robô deve ser movimentado em coordenadas Joint. NOTA: A opção “RELEASE” só está ativa nesta Tela. Se esta Tela for mudada antes de cancelar o alarme de Sensor de Choque, o controlador retorna a condição de alarme e o robô é parado por E-STOP. 8.7 Internal Shock Sensor O Controlador NX-100 possui um sistema de sensores internos, que monitoram o torque dos servos motores. Quando o torque excede o valor especificado é gerado um alarme e o robô pára, protegendo assim o braço do robô e a ferramenta. O valor de torque assim como a corrente drenada por cada Servomotor aumentam proporcionalmente a carga submetida, no caso de uma colisão acidental, haverá um pico de corrente gerada na alimentação do motor, o nível desta corrente é utilizado como limite para o alarme “Colision Detect”. NOTA: Em algumas situações, o robô não precisa ser movimentado para sair do estado de alarme. Em outras situações, é mais efetivo que o robô seja retirado manualmente da posição, através do “brake release” (desligar os freios). Para restaurar a ação dos sensores de choque internos proceda da seguinte forma, utilizando a página SHOCK DETECTION LVL, conforme mostra a Figura 8.4.
1. MAIN MENU aberto, selecione ROBOT;
2. Selecione SHOCK SENSOR LEVEL;
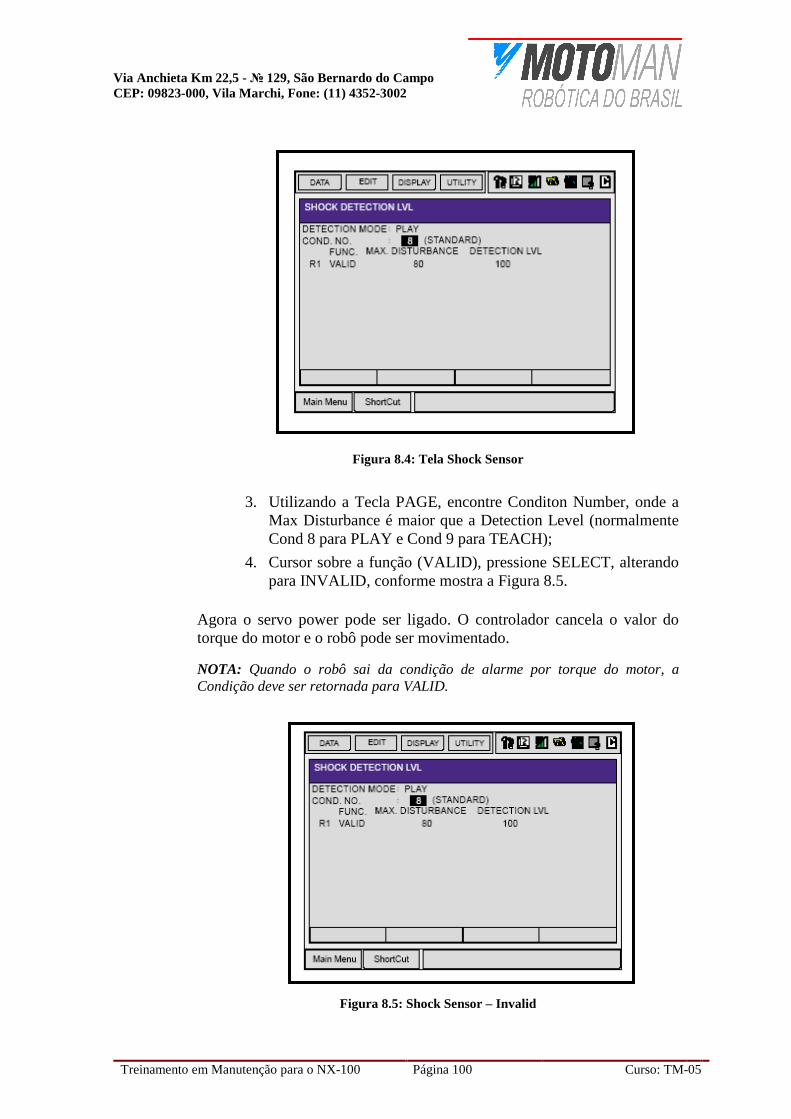
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 100 Curso: TM-05
Figura 8.4: Tela Shock Sensor
3. Utilizando a Tecla PAGE, encontre Conditon Number, onde a Max Disturbance é maior que a Detection Level (normalmente Cond 8 para PLAY e Cond 9 para TEACH);
4. Cursor sobre a função (VALID), pressione SELECT, alterando para INVALID, conforme mostra a Figura 8.5.
Agora o servo power pode ser ligado. O controlador cancela o valor do torque do motor e o robô pode ser movimentado. NOTA: Quando o robô sai da condição de alarme por torque do motor, a Condição deve ser retornada para VALID.
Figura 8.5: Shock Sensor – Invalid
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 101 Curso: TM-05
9.0 APLICAÇÕES Este capítulo apresenta em linhas gerais os quatro diferentes tipos de aplicação que são especificados no controlador. 9.1 Arc Welding A aplicação de solda a arco é responsável pela maioria dos projetos desenvolvidos pela Engenharia da MOTOMAN que detém mais de 60 % de espaço no mercado mundial. No processo de solda a arco, existem variáveis importantes a serem determinadas como por exemplo, a especificação da corrente e tensão de soldagem. A escolha, parametrização da máquina de solda e o dimensionamento do tipo de tocha também influenciam na aplicação de solda a arco. 9.2 Spot Welding A aplicação de solda a ponto envolve funções e recursos específicos do controlador assim como todas as outras aplicações. A grande dificuldade deste processo se concentra em realizar a compensação da ferramenta complexa chamada de Servo Gun. 9.3 Handling A aplicação de manipulação necessita de um estudo mais detalhado sobre o tipo de artefato a ser manipulado e o tipo de garra designada para realizar a tarefa. Em especial para esta aplicação é muito importante ter certeza da especificação do payload (capacidade de carga) do robô. 9.4 General A aplicação geral é onde o controlador designa recursos não específicos para o usuário. É com essas funções que a Engenharia da MOTOMAN mostra o talento e a criatividade de sua equipe em busca de soluções inteligentes, otimizadas e econômicas.
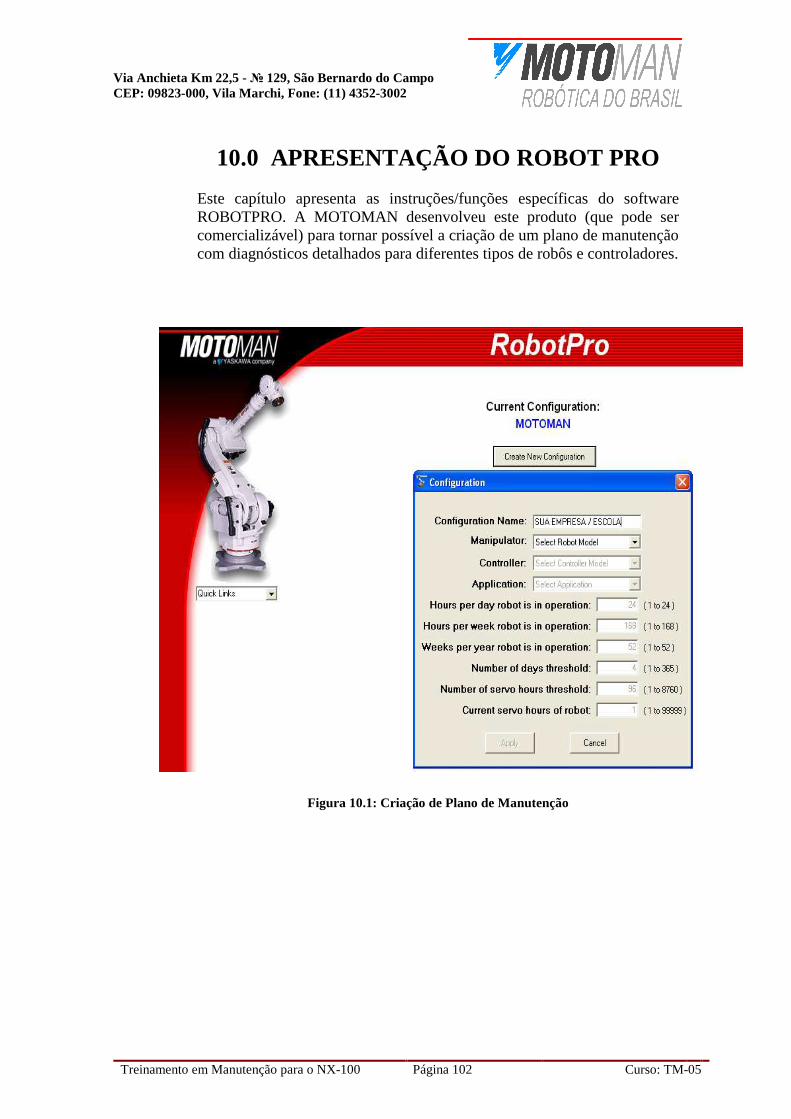
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 102 Curso: TM-05
10.0 APRESENTAÇÃO DO ROBOT PRO Este capítulo apresenta as instruções/funções específicas do software ROBOTPRO. A MOTOMAN desenvolveu este produto (que pode ser comercializável) para tornar possível a criação de um plano de manutenção com diagnósticos detalhados para diferentes tipos de robôs e controladores.
Figura 10.1: Criação de Plano de Manutenção
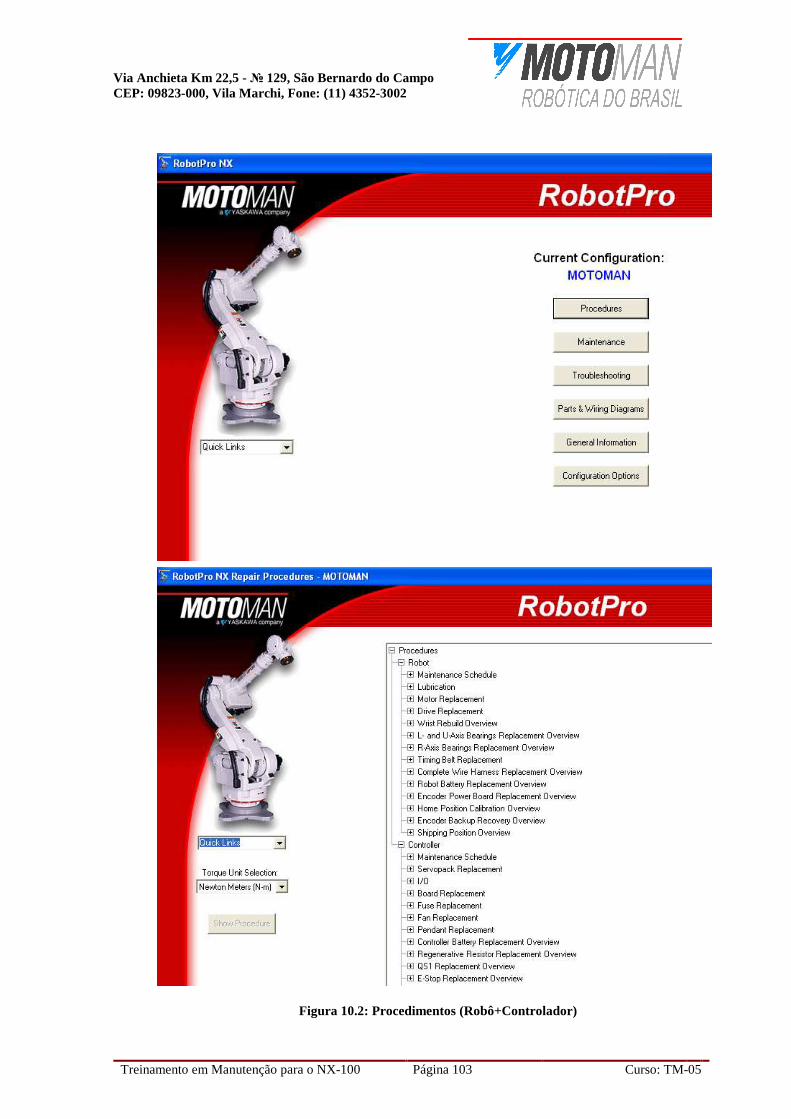
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 103 Curso: TM-05
Figura 10.2: Procedimentos (Robô+Controlador)
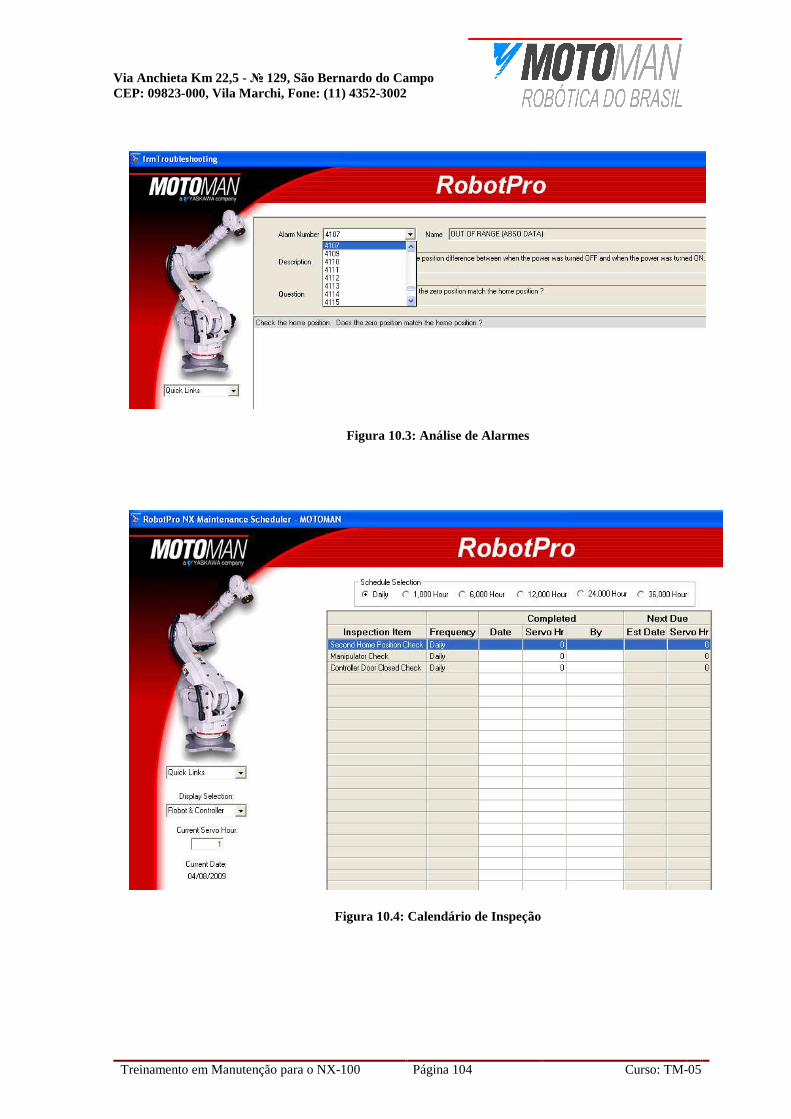
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 104 Curso: TM-05
Figura 10.3: Análise de Alarmes
Figura 10.4: Calendário de Inspeção
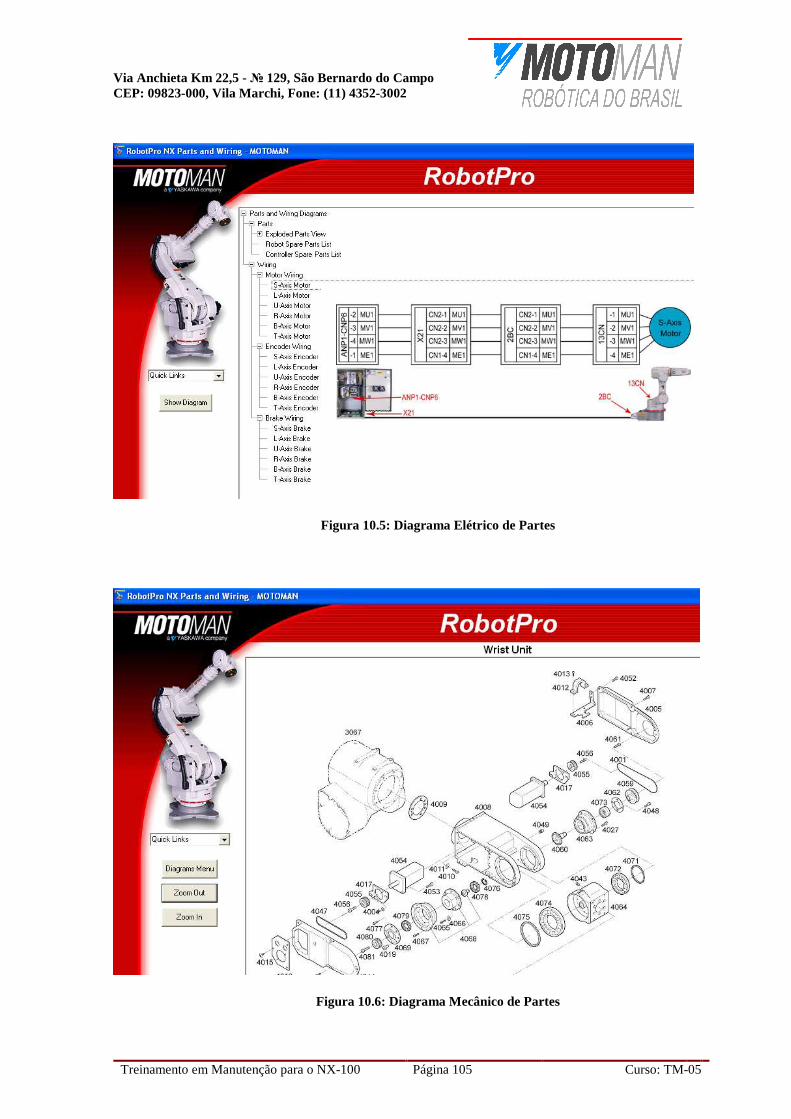
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 105 Curso: TM-05
Figura 10.5: Diagrama Elétrico de Partes
Figura 10.6: Diagrama Mecânico de Partes
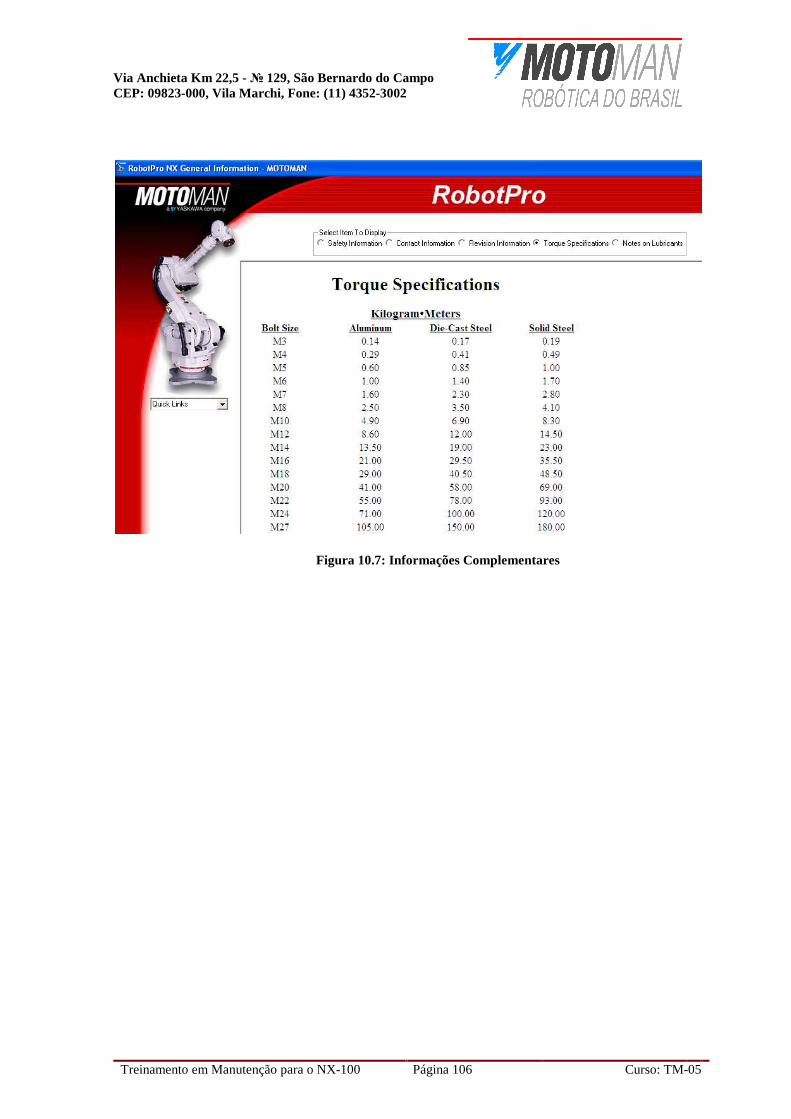
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 106 Curso: TM-05
Figura 10.7: Informações Complementares
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 107 Curso: TM-05
ANEXOS
Estrutura de treinamento da MOTOMAN ROBÓTICA DO BRA SIL

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 108 Curso: TM-05

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 109 Curso: TM-05

Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 110 Curso: TM-05
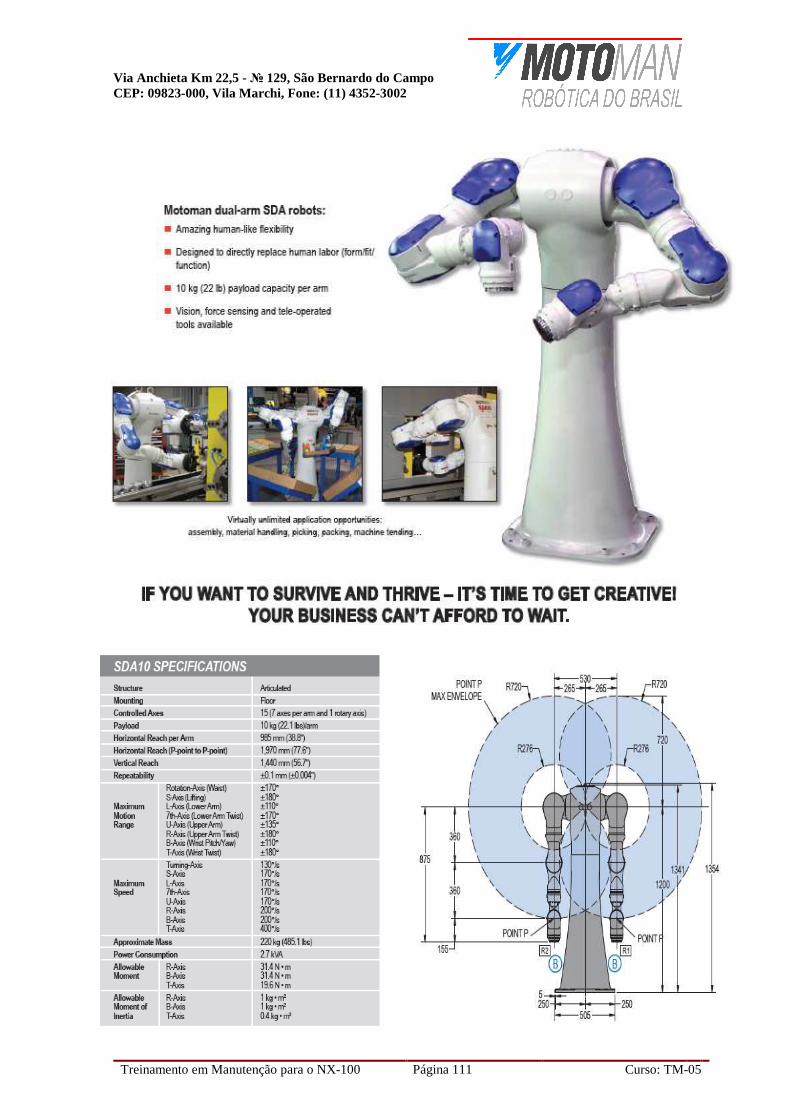
Via Anchieta Km 22,5 - № 129, São Bernardo do Campo CEP: 09823-000, Vila Marchi, Fone: (11) 4352-3002
Treinamento em Manutenção para o NX-100 Página 111 Curso: TM-05











![SISTEMA DE ÁUDIO COMPACTO NX-SA1W/NX-SA1B/NX-SA1R€¦ · NX-SA1[B]_12.indd 4 12.5.15 9:55:51 AM Uma etiqueta de identificação está localizada na parte inferior do sistema. Selecione](https://static.fdocumentos.com/doc/165x107/60060f6f0c40f9005e457ea7/sistema-de-udio-compacto-nx-sa1wnx-sa1bnx-sa1r-nx-sa1b12indd-4-12515-95551.jpg)

