Título: Evaluación de los electrodos UTP 8 y UTP 86FN para ...
76
, junio 2019 Centro de Investigaciones de Soldadura Título: Evaluación de los electrodos UTP 8 y UTP 86FN para el posible reacondicionamiento por soldadura de carcasas de las turbinas de un turbocompresor de los Grupos Electrógenos Autor: Luis Alberto Machado Rodríguez Tutores: Dr.C. Alejandro Baldomero Duffus Scott Dr.C. Manuel Rodríguez Pérez
Transcript of Título: Evaluación de los electrodos UTP 8 y UTP 86FN para ...

, junio 2019
Centro de Investigaciones de Soldadura
Título: Evaluación de los electrodos UTP 8 y UTP 86FN para el posible
reacondicionamiento por soldadura de carcasas de las turbinas de un
turbocompresor de los Grupos Electrógenos
Autor: Luis Alberto Machado Rodríguez
Tutores: Dr.C. Alejandro Baldomero Duffus Scott
Dr.C. Manuel Rodríguez Pérez

1
, June 2019
Welding Research Center
Title: Evaluation of the electrodes UTP 8 and UTP 86FN for the
possible reconditioning by welding of the turbine casings of a
turbocharger of the Generating Sets
Author: Luis Alberto Machado Rodríguez
Thesis Director: Dr.C. Alejandro Baldomero Duffus Scott
Dr.C. Manuel Rodríguez Pérez

2
Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de
Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria
“Chiqui Gómez Lubian” subordinada a la Dirección de Información Científico Técnica
de la mencionada casa de altos estudios.
Se autoriza su utilización bajo la licencia siguiente:
Atribución- No Comercial- Compartir Igual
Para cualquier información contacte con:
Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de
Las Villas. Carretera a Camajuaní. Km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830
Teléfonos.: +53 01 42281503-1419

3
PENSAMIENTO

4
DEDICATORIA
Quiero dedicar este trabajo a:
A la memoria de mi papá: Rufino Leonel Machado Oliva.
A mi mamá: Merlis Rodríguez Romero.
A mi padrastro: Juan Dorta Rodríguez.
A mi hermana y cuñado: Helem Fernández Rodríguez y Reinier
Toledo.
A mi abuela: Gladis Romero Quiroz.
A todos mis amigos, compañeros y demás familiares.
A nuestra Revolución, por las posibilidades y oportunidades que me
ofrecen.

5
AGRADECIMIENTOS
Quiero agradecerles a todas aquellas personas que de una forma u otra
me ayudaran a lograr mis sueños:
A mi madre y mi padrastro por su gran esfuerzo en la realización de
este proyecto.
A mi hermana, cuñado y abuela por su entera disposición.
A mis otros familiares.
Al colectivo de profesores de la carrera de Ingeniería Mecánica de la
Universidad Central Marta Abreu de Las Villas, en especial a Dr.
Alejandro Duffus Scott, Dr. Manuel Rodríguez Pérez y al Dr.
Amado Cruz Crespo.
A la Revolución Cubana por ofrecerme esta gran oportunidad de
estudiar.
A todos:
Muchas Gracias

6
Resumen
En el presente trabajo se aborda la caracterización microestructural y química de
las carcasas tanto la tradicional como la modificada, encontrándose que ambas
están fabricadas de hierro fundido nodular y esferoidal respectivamente, con una
matriz ferrifica. Se describen las grietas producidas en estas carcasas, dándose
según su fabricante las longitudes permisibles de acuerdo en la dirección y zona
en donde estas aparezcan y las causas que permiten la iniciación y propagación
de las grietas, dichas causas son choque y fatiga térmica. Se determinó el valor de
la amplitud máxima del esfuerzo térmico durante el choque térmico (Sm), teniendo
como valor 560 MPa para un concentrador de esfuerzos (kf) igual 1. Se utilizó los
electrodos UTP 8 y UTP 86FN para el reacondicionamiento por soldadura de la
carcasa modificada, valorándose los resultados obtenidos por cada uno de ellos.
En el electrodo UTP 8 se obtuvo en la zona fundida una estructura dendrítica
típica de los depósitos de soldadura con alto contenido de Ni y en la interface se
observaron estructura martensita y cementita altamente endurecida, lo cual no es
recomendable. El electrodo UTP 86FN deposita una estructura similar al metal
base, siendo recomendable para el reacondicionamiento por soldadura de piezas
que trabajen a altas temperaturas, en la zona fundida presenta una
microestructura muy similar al metal base con diferencia que el tamaño de grafito
es menor, garantizando buenas propiedades del cordón, en la zona de interface
no se encontró presencia de martensita, ni cementita altamente endurecida. Los
valores de microdureza alcanzado en el metal depositado para el electrodo UTP 8
y UTP 86FN fue 236 y 265 HV50 respectivamente, mientras que en la zona de
transición la microdureza del primero es del orden de 1565 HV50 y del segundo es
575 HV50. En la determinación de la dureza HB, para ambos electrodos, se
observó que la dureza en el centro del cordón de soldadura corresponde con el
rango de dureza dado por el fabricante UTP.
7
Abstract
In the present work the microstructural and chemical characterization of the
carcasses is approached, both the traditional and the modified ones, finding that
both are made of nodular cast iron and spheroidal respectively, with a ferrite
matrix. The cracks produced in these housings are described, according to their
manufacturer the permissible lengths according to the direction and area where
they appear and the causes that allow the initiation and propagation of cracks,
these causes are shock and thermal fatigue. The value of the maximum amplitude
of the thermal stress during the thermal shock (Sm) was determined, having as
value 560 MPa for an equal stress concentrator (kf) 1. The UTP 8 and UTP 86FN
electrodes were used for welding reconditioning. the modified housing, evaluating
the results obtained by each of them. In the UTP 8 electrode, a typical dendritic
structure of the solder deposits with a high Ni content was obtained in the melted
zone and martensite and highly hardened cementite structure were observed in the
interface, which is not recommended. The UTP 86FN electrode deposits a
structure similar to the base metal, being recommendable for the reconditioning by
welding of parts that work at high temperatures, in the melted zone it presents a
microstructure very similar to the base metal with difference that the size of
graphite is smaller, guaranteeing good cord properties, in the interface area there
was no presence of martensite, nor highly hardened cementite. The microhardness
values reached in the metal deposited for the electrode UTP 8 and UTP 86FN
were 236 and 265 HV50 respectively, while in the transition zone the
microhardness of the first is of the order of 1565 HV50 and of the second is 575
HV50. In the determination of the HB hardness, for both electrodes, it was
observed that the hardness in the center of the weld bead corresponds to the
hardness range given by the manufacturer UTP.

8
Índice
Resumen ............................................................................................................ 6
Abstract .............................................................................................................. 7
Introducción ...................................................................................................... 10
1. Marco Teórico. Antecedentes Investigativos. ............................................... 14
1.1. Introducción ........................................................................................... 14
1.2. Principio de funcionamiento de un turbocompresor ............................... 14
1.2.1. Caracterización de la turbina de un turbocompresor ............................ 16
1.3. Falla más común en carcasas de turbinas ............................................. 17
1.4. Causas del agrietamiento de las carcasas de turbinas de los turbocompresores ......................................................................................... 18
1.4.1 Grietas producidas en estas carcasas .................................................. 19
1.5. Materiales utilizados en carcasas de turbinas ....................................... 22
1.5.1. Estructura de las fundiciones. Formas de grafito ................................. 23
1.6. Procesos, Métodos y Consumibles clásicos para la soldadura del hierro fundido .......................................................................................................... 25
1.6.1. Soldadura manual por arco eléctrico con electrodos revestidos (SMAW) ....................................................................................................................... 25
1.6.2. Otros procesos empleados para la soldadura del hierro fundido gris... 29
1.7. Soldabilidad de las fundiciones .............................................................. 30
1.7.1. Región compuesta o zona fundida ....................................................... 31
1.7.2. Zona fundida no mezclada ................................................................... 32
1.7.3. Interfase de soldadura ....................................................................... 32
1.7.4. Zona parcialmente fundida. ............................................................... 33
1.7.5. Zona afectada térmicamente ZAC. .................................................... 33
1.7.6. Metal de base. ................................................................................... 33
1.8. Conclusiones del capítulo ...................................................................... 34
2. Materiales y Métodos ................................................................................... 36
2.1. Introducción ........................................................................................... 36
2.2. Determinación de la amplitud máxima generada durante el choque térmico ...................................................................................................................... 37
2.3. Inspección por ensayos no destructivos a la carcasa ............................ 37
2.3.1. Inspección Visual ................................................................................. 37
2.4. Composición química del material de la carcasa ................................... 38

9
2.5. Materiales y equipos empleados en la soldadura .................................. 38
2.5.1. Preparación de la junta y consumibles para la soldadura .................... 42
2.5.2. Características de los materiales de aporte ......................................... 43
2.6. Realización de los depósitos de soldadura ............................................ 46
2.7. Inspección a los depósitos de soldadura ............................................... 47
2.7.1. Inspección por líquidos penetrantes ..................................................... 47
2.8. Preparación para la observación metalográfica de los depósitos de soldadura y el material de las carcasas ........................................................ 48
2.9. Ensayo para la determinación de microdureza en Vickers y dureza en Rockwell B .................................................................................................... 49
2.11. Conclusiones del capítulo .................................................................... 50
3. Resultados y Análisis ................................................................................... 52
3.1. Introducción ........................................................................................... 52
3.2. Análisis del choque térmico producido en la carcasa ............................ 52
3.3. Análisis de la inspección de las carcasas y a los depósitos de soldadura55
3.5. Análisis metalográfico del material de las carcasas ............................... 57
3.5.1. Análisis metalográfico del material de la carcasa tradicional ............... 57
3.5.2. Análisis metalográfico del material de la carcasa modificada .............. 58
3.6. Análisis metalográfico de los depósitos de soldadura ........................... 59
3.6.1. Análisis metalográfico del electrodo UTP 8 .......................................... 59
3.6.1. Análisis metalográfico del electrodo UTP 86 FN .................................. 62
3.7. Análisis de la microdureza y dureza en los depósitos de soldadura ...... 64
3.7.1. Análisis de microdureza en Vickers de los depósitos de soldadura ..... 64
3.7.2. Análisis de dureza en los depósitos de soldadura ............................... 68
3.8. Conclusiones del capítulo: ..................................................................... 69
Conclusiones Generales .................................................................................. 70
Recomendaciones ............................................................................................ 71
Referencias Bibliográficas ................................................................................ 72

10
Introducción
La Empresa de Mantenimiento a Grupos Electrógenos de Fuel “EMGEF”
actualmente es la encargada de la operación y el mantenimiento a las Centrales
Eléctricas o Grupos Electrógenos de Fuel – Oil. La cual lleva a cabo las
operaciones tecnológicas para el desmontaje, desarme, inspección,
mantenimiento y ensamblaje del turbo-cargador TPS-57 de los motores
HYUNDAIHIMSEN 9H 21/32.
En la inspección de las carcasas de las turbinas durante los mantenimientos
capitales se observan en ocasiones grietas producidas por choques térmicos, los
que ocurren debido a los lavados que se les hacen cada 100 h de trabajo. Las
grietas se desarrollan en tres zonas con valores permisibles en cada una de ellas
y en dos direcciones transversal y longitudinal, con respecto a la pared de la
carcasa, siendo las transversales las de mayor peligro. Este problema comenzó en
el año 2009, cuando los motores estaban por las 6000 horas de trabajo y se revisó
el turbocompresor y detectándose que la carcasa de la turbina (caracol)
presentaba grietas. A partir de ahí se comienzan a revisar cada mantenimiento de
6000 a las 12000 horas para verificar las que presentan este problema. (EMGEF,
2014)
En el ámbito del reacondicionamiento por soldadura de carcasas agrietadas de
una turbina perteneciente a un turbocompresor con miles de horas en servicio, es
importante para los especialistas, disponer de un procedimiento que les permitan
decidir bajo criterios científico-técnico, si las referidas carcasas pueden continuar
en operación, o deben ser reparadas o sustituidos, teniendo en consideración las
exigencias de seguridad industrial, las implicaciones económicas y el impacto
ambiental. Para el desarrollo del procedimiento de reacondicionamiento, es
necesario e importante considerar las experiencias acumuladas y los

11
conocimientos generados a través de las investigaciones realizadas en este
campo.
En la actualidad, no existe suficiente información sobre el reacondicionamiento por
soldadura de carcasas de turbinas pertenecientes a un turbocompresor. Con
respecto al reacondicionamiento por soldadura, en el caso de las carcasas de las
turbinas, no están concebidas en un código específico.
El tema acerca de la evaluación de electrodos de base níquel para el
reacondicionamiento de carcasas con varias horas de servicio es de gran
importancia y actualidad para la Seguridad Nacional y ambiental desde el punto de
vista de mantener varios servicios en funcionamiento.
En el Centro de Investigaciones de Soldadura (CIS) de la Universidad Central
“Marta Abreu” de Las Villas, se ha realizado diversos estudios sobre el
reacondicionamiento de calderas de vapor, recipientes a presión, tuberías de altas
responsabilidad, entre otros, pero no así en carcasas de turbinas de los
turbocompresores pertenecientes a los Grupos Electrógenos.
Por esta razón el problema científico que se aborda en el presente trabajo es:
La caracterización del material de la carcasa, así como la evaluación de los
electrodos de base níquel para el posible reacondicionamiento por soldadura de
carcasas de las turbinas de un turbocompresor de los Grupos Electrógenos.
Objetivos Generales
El objetivo general del presente trabajo es el siguiente:
Caracterizar microestructural y químicamente el material de la carcasa y evaluar
el comportamiento de los electrodos UTP- 8 y UTP- 86FN mediante el proceso
manual por arco con electrodo revestido (SMAW).
Objetivos específicos:
1. Caracterizar el material de las carcasas tradicional y modificada.

12
2. Determinar la amplitud máxima generada durante el choque térmico.
3. Evaluar el comportamiento de los electrodos a utilizar para el posible
reacondicionamiento por soldadura de las carcasas.
Tareas Investigativas
1. Establecimiento del estado del arte relacionado con el objeto de estudio.
2. Planificación y realización de experimentos.
3. Caracterización desde el punto de vista microestructural y químicamente del
material de las carcasas de turbinas.
4. Determinación de la amplitud máxima generada en el choque térmico.
5. Ejecución experimental del proceso de soldadura del hierro fundido esferoidal
para la determinación del comportamiento microestructural, microdureza y la
dureza de ambos electrodos.
6. Análisis de los resultados y fundamentación del proceso metalúrgico de la
unión del hierro fundido esferoidal con diferentes materiales de aportes con
propiedades diferentes.
13
Capítulo 1
Marco Teórico. Antecedentes
Investigativos.

14
1. Marco Teórico. Antecedentes Investigativos.
1.1. Introducción
Un turbocompresor posee una elevada complejidad, así como un elevado precio
en el mercado mundial. Su eficiencia y tiempo de vida se encuentra directamente
relacionada con la operación y el mantenimiento que se les dé. El presente
capítulo aborda el principio de funcionamiento de un turbocompresor, mostrándose
sus principales componentes y la descripción de la carcasa de la turbina objeto de
estudio. Además, se muestran los principales tipos de grietas que aparecen
durante la inspección de las carcasas de turbinas de turbocompresores de los
Grupos Electrógenos, dándose los valores permisibles de longitud y las diferentes
secciones y direcciones en las cuales estas aparecen. Se describe el material más
utilizado en la fabricación de las carcasas. Se detalla las causas del agrietamiento
por choque y fatiga térmica en las carcasas de la turbina. Se evidencian los
procesos, consumibles y procedimientos más recomendados para la soldadura de
los hierros fundidos, los problemas de soldabilidad más frecuente en dicho
material y las zonas que describen una unión soldada.
1.2. Principio de funcionamiento de un turbocompresor
Según (ABB, 2005) un turbocompresor o también llamado turbo es un sistema de
sobrealimentación que usa una turbina centrífuga para accionar mediante un eje
coaxial con ella, un compresor centrífugo para comprimir gases. Este tipo de

15
sistemas se suele utilizar en motores de combustión interna alternativos,
especialmente en los motores diésel.
En los motores sobrealimentados mediante este sistema, el turbocompresor
consiste en una turbina accionada por los gases de escape del motor de
explosión, en cuyo eje se fija un compresor centrífugo que toma el aire a presión
atmosférica después de pasar por el filtro de aire y luego lo comprime para
introducirlo en los cilindros a mayor presión. Los gases de escape inciden
radialmente en la turbina, saliendo axialmente, después de ceder gran parte de su
energía interna (mecánica + térmica) a la misma. El aire entra al compresor
axialmente, saliendo radialmente, con el efecto secundario negativo de un
aumento de la temperatura más o menos considerable. Este efecto se contrarresta
en gran medida con un enfriador. Este aumento de la presión consigue introducir
en el cilindro una mayor cantidad de oxígeno (masa) que la masa normal que el
cilindro aspiraría a presión atmosférica, obteniéndose más por motor en cada
carrera útil (carrera de expansión) y por lo tanto más potencia que un motor
atmosférico de cilindrada equivalente, y con un incremento de consumo
proporcional al aumento de masa de aire en el motor de gasolina. En los diéseles
la masa de aire no es proporcional al caudal de combustible, siempre entra aire en
exceso al ser por inyección el suministro de combustible al cilindro, por ello es en
este tipo de motores en donde se ha encontrado su máxima aplicación (motor
turbodiésel).
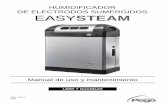
Un turboalimentador de gas de escape (figura 1.1) está impulsado, como su
nombre indica, por el gas de escape del motor (2). Este gas, a elevadas
temperaturas, es dirigido a alta velocidad hacia los álabes de una turbina (3) que
impulsa un rotor del compresor (4) instalado en el mismo eje.
1
3
2
5
4
6

16
Figura 1.1. Principio de trabajo del turbocompresor. Fuente (ABB, 2005)
Cuando gira, el rotor aspira el aire ambiente a través de un filtro-silenciador, lo
comprime y, a través de un posenfriador (5), lo envía a la entrada de aire del motor
(6), desde donde pasa a los cilindros. La turbo alimentación aumenta hasta cuatro
veces la potencia del motor. Por consiguiente, el 75 por ciento de la potencia del
motor depende de que el turbocompresor funcione eficientemente.
1.2.1. Caracterización de la turbina de un turbocompresor
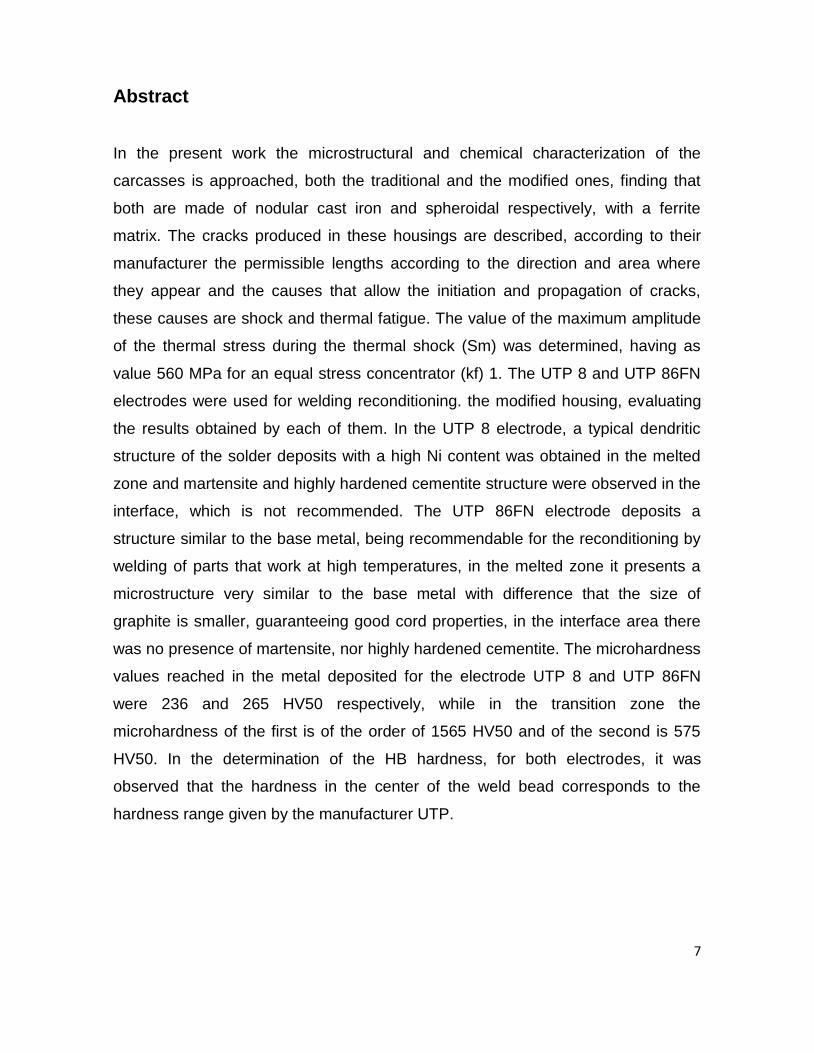
La turbina de los Grupos Electrógenos está compuesta por el rodete (figura 1.2) y
por la carcasa de la misma, (figura 1.3). En la turbina es donde se realiza la
expansión de los gases que provienen de los cilindros del motor. La entrada de
estos gases se realiza por un orificio cuya disposición optimiza la incidencia del
flujo sobre los álabes, con esto y la ayuda de la carcasa en forma de caracol los
gases se distribuyen a lo largo de la turbina perdiendo presión para poder hacer
girar al eje. (ABB, 2005)
17
Figura 1.2. Rodete de turbina.
Figura 1.3. Carcasa de turbina.
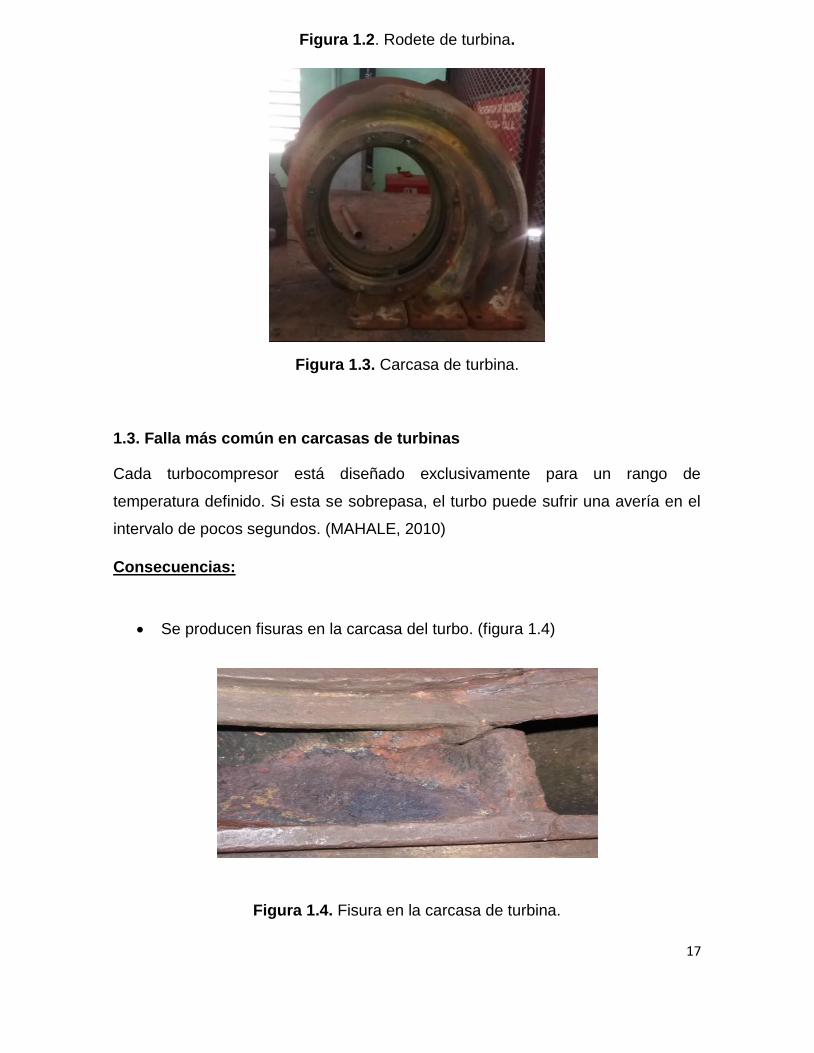
1.3. Falla más común en carcasas de turbinas
Cada turbocompresor está diseñado exclusivamente para un rango de
temperatura definido. Si esta se sobrepasa, el turbo puede sufrir una avería en el
intervalo de pocos segundos. (MAHALE, 2010)
Consecuencias:
Se producen fisuras en la carcasa del turbo. (figura 1.4)
Figura 1.4. Fisura en la carcasa de turbina.

18
Los conductos de aceite pueden carbonizarse: si el conducto de entrada se
carboniza, el turbo no recibe la cantidad suficiente de aceite. Si se
carboniza el conducto de retorno, el aceite ya no puede salir y el turbo
rebosara aceite hacia el exterior.
Causas:
El nivel de temperatura se ha modificado debido al tuning.
El motor presenta una combustión anómala.
El motor se apagó en caliente.
Remedio/Prevención:
El turbocompresor se debe montar exclusivamente en el vehiculo previsto.
El turbocompresor solo se deberá montar y usar en el estado original de
entrega. Las modificaciones técnicas no están permitidas.
Después de un esfuerzo elevado, como trayectos bajo plena carga, el motor
siempre se debe dejar enfriar utilizando un número de revoluciones
moderado.
1.4. Causas del agrietamiento de las carcasas de turbinas de los
turbocompresores
Según (EMGEF, 2014) en los turbocompresores en el lado de la entrada de los
gases de escape al cabo de 75 a 100 horas de operación o ante desviaciones de
régimen se les lleva a cabo el procedimiento de limpieza con agua llevado a cabo
por los operadores de los Grupos Electrógenos. Los gases de escape a la entrada
del turbo poseen temperaturas de 350 a 380 0C, o una máxima de 4500C.
Inyectando 8,5 litros de agua a una presión de 2,5 a 3 bar y una temperatura de
300C durante 10 minutos se lleva acabo el lavado de los turbos. Ocurriendo aquí
un choque térmico en la superficie interior de la carcasa de la turbina ya que el
fluido a baja temperatura (300C) golpea sobre la superficie caliente
(aproximadamente 3800C), produciendo un nivel muy alto de tensiones en la
superficie expuesta a los gases de escape a elevadas temperaturas y el agua a
temperatura ambiente, que normalmente conduce al desarrollo de grietas.
Choque Térmico
19
El choque térmico es común en las plantas que involucran agua y vapor. Los
choques a menudo ocurren cuando el fluido a baja temperatura golpea sobre una
superficie caliente, produciendo un nivel muy alto de tensiones cercano a la
superficie expuesta que eventualmente puede conducir al desarrollo de grietas, se
puede presentar otra situación menos común en la que ocurre el choque térmico,
particularmente en donde ocurren repentinas despresuraciones en recipientes.
(ASME, 2010)
Para la iniciación de las grietas por choque térmico, se requieren
fundamentalmente los factores siguientes:
Una característica geométrica (concentración de tensiones), y
Un número de ciclos de choque térmico de suficiente magnitud.
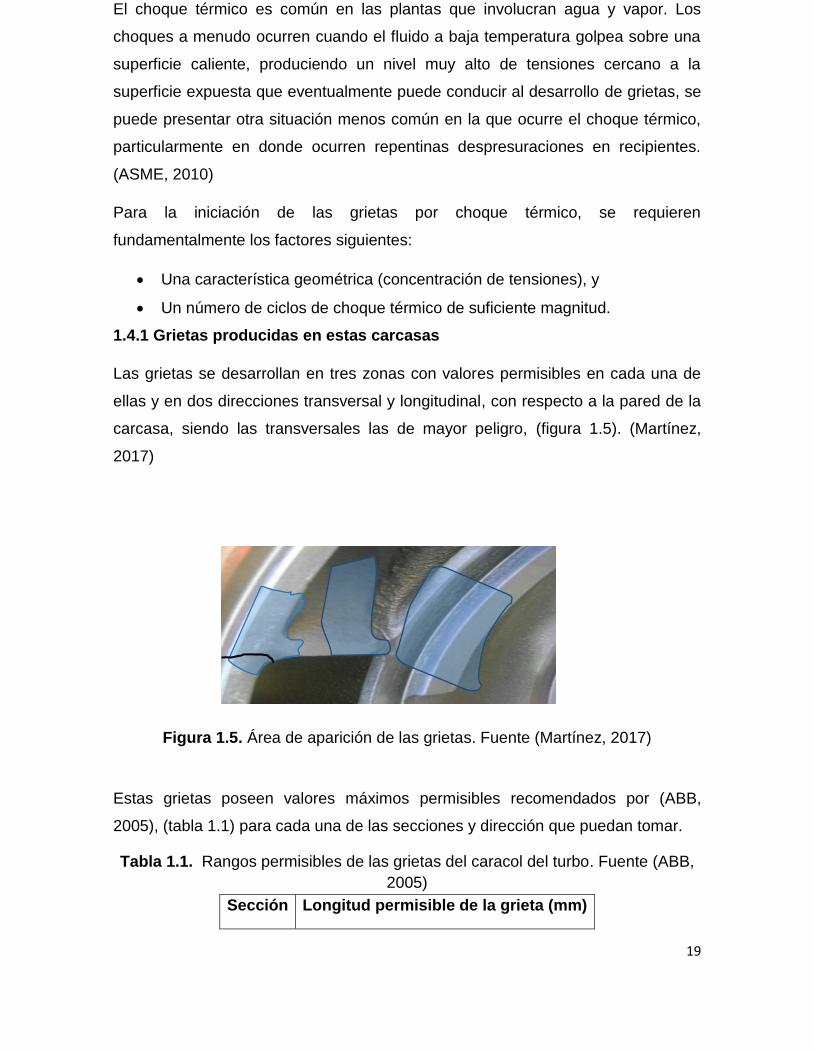
1.4.1 Grietas producidas en estas carcasas
Las grietas se desarrollan en tres zonas con valores permisibles en cada una de
ellas y en dos direcciones transversal y longitudinal, con respecto a la pared de la
carcasa, siendo las transversales las de mayor peligro, (figura 1.5). (Martínez,
2017)
Figura 1.5. Área de aparición de las grietas. Fuente (Martínez, 2017)
Estas grietas poseen valores máximos permisibles recomendados por (ABB,
2005), (tabla 1.1) para cada una de las secciones y dirección que puedan tomar.
Tabla 1.1. Rangos permisibles de las grietas del caracol del turbo. Fuente (ABB,
2005)
Sección Longitud permisible de la grieta (mm)
20
A 70
B 140
C 140
TH31 45
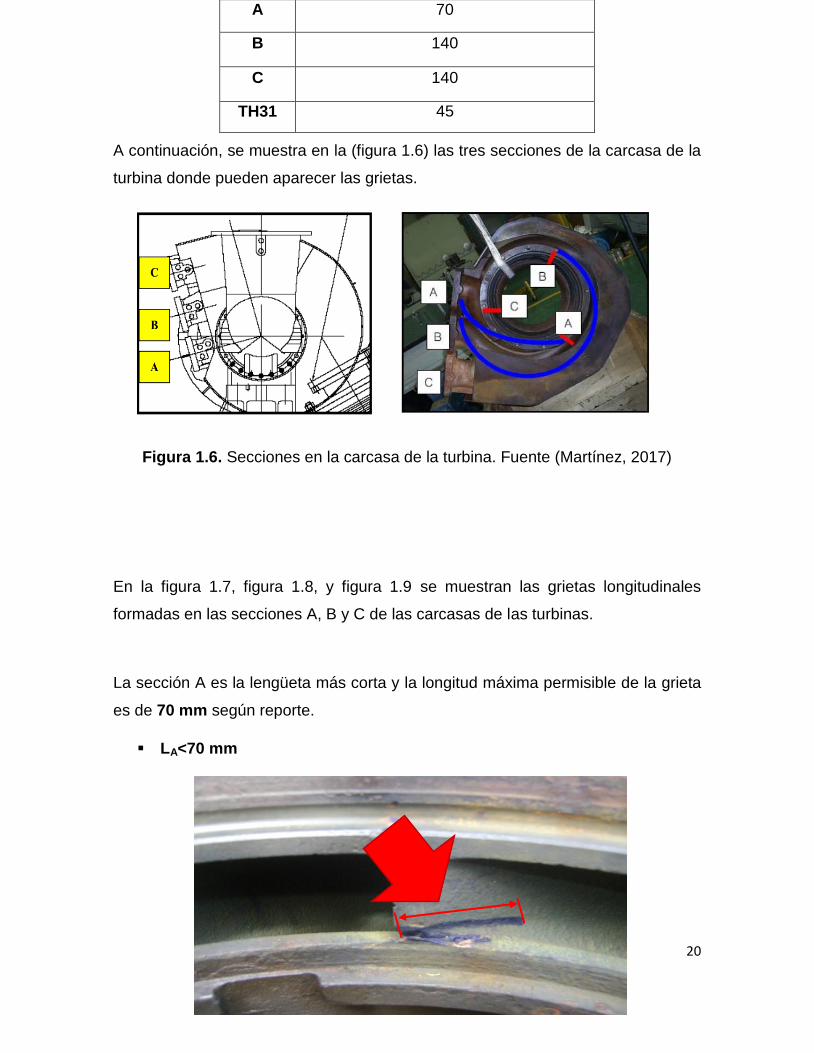
A continuación, se muestra en la (figura 1.6) las tres secciones de la carcasa de la
turbina donde pueden aparecer las grietas.
Figura 1.6. Secciones en la carcasa de la turbina. Fuente (Martínez, 2017)
En la figura 1.7, figura 1.8, y figura 1.9 se muestran las grietas longitudinales
formadas en las secciones A, B y C de las carcasas de las turbinas.
La sección A es la lengüeta más corta y la longitud máxima permisible de la grieta
es de 70 mm según reporte.
LA<70 mm

21
La sección B es la lengüeta intermedia, la longitud máxima permisible de la grieta
es de 140 mm según reporte.
LB< 140 mm
Figura 1.8. Grieta formada en la Sección A. Fuente (Machado, 2018)
La Sección C es de las lengüetas restantes, la longitud máxima permisible de la
grieta es de 140 mm según reporte de ABB.
LC<140 mm
Figura 1.7. Grieta formada en la Sección A. Fuente
(Machado, 2018)

22
Figura 1.9. Grieta formada en la Sección C. Fuente (Machado, 2018)
Las grietas transversales de las carcasas son las más peligrosas ya que estas
provocan una rotura rápida del turbo y fugas de los gases de escapes lo que da el
menor valor permisible por la ABB, (figura 1.10).
En dirección vertical lengüeta corta (TH31), la longitud máxima permisible de la
grieta es 45mm según reporte de ABB.
LT<45 mm
Figura 1.10. Grieta formada en la sección TH31. Fuente (Machado, 2108)
1.5. Materiales utilizados en carcasas de turbinas
Según (Castro, 2014) los hierros fundidos son aleaciones de hierro, carbono y
silicio y pueden contener adicionalmente cantidades menos significativas de

23
azufre, manganeso y fósforo. En aplicaciones especiales pueden ser empleados
elementos adicionales como cromo, molibdeno, vanadio y otros. El contenido en
por ciento de estos elementos presentes en los hierros fundidos varía en cierto
rango (tabla 1.2).
Tabla 1.2. Contenido en por ciento de los elementos fundamentales presentes en
los hierros fundidos. Fuente: (Castro, 2014)
Elemento C Si Mn S P Cr Mo Ni
% Teórico 1.7-6.7 1-3.5 0.3-1 --- --- ---- ---- -----
% Práctico 2.6-3.7 1.6-2 0.5-1 hasta 0.8 hasta 0.8 --- ---- ----
Los hierros fundidos (llamados también, hierros colados se distinguen de los
aceros porque presentan:
Mayor contenido de carbono.
En su estructura puede aparecer la ledeburita o el grafito.
Mayor contenido de Si, Mn, P y S.
Menor punto de fusión lo que provoca una mayor fluidez.
Poca capacidad de deformación plástica.
1.5.1. Estructura de las fundiciones. Formas de grafito
Según (Guliáev, 1987) la estructura y propiedades de los hierros fundidos
dependen fundamentalmente de la composición química de los mismos, velocidad
de enfriamiento y tratamiento térmico. En la (figura 1.11), se puede apreciar la
estructura de diferentes tipos de hierros fundidos.
El grafito de las fundiciones puede tener tres formas principales:
Grafito Laminar.
Grafito Esferoidal.
Grafito Nodular.
Grafito laminar:

24
En la fundición gris ordinaria toma el grafito la forma de vetas pequeñas. (figura
1.11 a)
Grafito esferoidal:
En las fundiciones modernas de alta resistencia, que se fabrican adicionando una
pequeña cantidad de magnesio o de cerio, el grafito toma la forma de esfera.
(figura 1.11 b)
Grafito nodular:
Si en la colada se obtiene fundición blanca y después, aprovechando la
inestabilidad de la cementita, se somete a recocido para descomponerla, el grafito
que se obtiene toma una forma compacta, casi equiaxial, pero no redonda, este
grafito se llama nodular o de recocido. (figura 1.11 c)
Figura 1.11. Microestructura de la fundición con diversa forma de grafito, a- forma
laminar de grafito (fundición gris ordinaria) 100X; b- esferoidal (fundición de alta
resistencia) 200X; c- nodular (fundición maleable) 100X. Fuente (Guliáev, 1987)
En la siguiente tabla 1.3, se generaliza la clasificación de las fundiciones antes
descritas, de acuerdo con la estructura de la base metálica y de la forma de
grafito.

25
Tabla 1.3. Clasificación de la fundición atendiendo a la estructura de la matriz
metálica y a la forma de las inclusiones de grafito. Fuente (Guliáev, 1987)
1.6. Procesos, Métodos y Consumibles clásicos para la soldadura del hierro
fundido
1.6.1. Soldadura manual por arco eléctrico con electrodos revestidos
(SMAW)
Para la realización de la soldadura manual por arco con electrodos revestidos, se
han desarrollado dos procedimientos de soldadura básicos, en frío y en caliente.
Estas se comentan a continuación:
Procedimiento de soldadura en frío
Según (Guerrero, 2015) al emplear este procedimiento, el material se suelda a
temperatura ambiente, calentándose solamente en el lugar de la costura y con el
calor del arco eléctrico, es decir, sin la aplicación de una fuente de energía
adicional. Esto conlleva a que, al terminar el cordón, el metal experimenta un
rápido enfriamiento, lo que provoca, un incremento de la dureza, la fragilidad y el
desarrollo de las tensiones internas estructurales. Todo esto sumado al efecto de

26
la “plasticidad nula” trae como resultado el surgimiento de grietas y la difícil
elaboración mecánica de la unión soldada. De lo anterior, un requerimiento en
estos casos es el de aplicar la cantidad mínima de calor, para lo cual, los
electrodos revestidos (y otros materiales para la soldadura por arco), han de
diseñarse para la soldadura con corrientes mínimas bajas. Esta variante es muy
útil sobre todo en los casos donde es muy costoso o “imposible” el desmontaje
Procedimiento de soldadura en caliente
Según (Rodríguez, 2014) este método se calienta la pieza total o localmente hasta
la temperatura necesaria (tabla 1.4), evitándose con esto la formación del hierro
fundido blanco debido al enfriamiento lento que experimentan el metal base y el
metal de aporte. Para decidir si el precalentamiento será local o total, será
necesario analizar, si durante la ejecución del mismo, existe la libre dilatación, es
decir, la ausencia de tensiones de compresión y de tracción
Tabla 1.4. Temperatura de precalentamiento recomendada para los diferentes hierros fundidos. Fuente: (Rodríguez, 2014)

27
Según (Luddey, 2007) desde el punto de vista de las propiedades mecánicas de
los hierros fundidos, no será necesario precalentar cuando exista la libre
dilatación, sin embargo, para evitar la formación de cementita se le aplica un ligero
calentamiento local, lo cual puede en dependencia de la configuración geométrica
reducir las tensiones.
En piezas de hierro fundido rígidas, es decir, cuerpos huecos reforzados, con
nervios, etc., el calentamiento local es inútil y entonces es indispensable el
calentamiento total, el cual debe ser uniforme en todas las dimensiones y
secciones.
Este método puede presentar los siguientes inconvenientes:
Tipo de Hierro Fundido
Temperatura de Precalentamiento (0C)
SMAW, GTAW, GMAW
OFW
(R Fe-CI) (Heterogénea) R CuSn-CI
Ferrítico
Laminar 300 600 300
Nodular TA+150 200
Maleable TA*
Perlítico
Laminar 300-330 600 350
Nodular 200-330 300
Maleable 300-330
TA: Temperatura ambiente. *2000C si el núcleo es de alto contenido de carbono. Para los hierros ferrito-Perlíticos se emplean valores intermedios. En caso de precalentamiento local generalmente no sobrepasa los 3000C.

28
La disminución de la dureza, debido a la descomposición de la perlita del
metal base.
La deformación de la pieza.
La dificultad para realizar la soldadura debido a las altas temperaturas.
Soldadura por arco con electrodos de base de níquel
Según (Batista, 2017) es muy utilizada en la soldadura de los hierros fundidos
grises, de alta resistencia y maleables. Los electrodos de base níquel más
utilizados según la norma ASTM son: ENiCu, ENi y ENiFe.
Los electrodos clasificados como ENi-Cl utilizan alambre de níquel
comercialmente puro y por tanto depositan un alto contenido de níquel. Incluso
cuando el coeficiente de dilución es alto, el depósito permanece dúctil y
maquinable.
La soldadura con electrodos ENiFe-Cl tiene las siguientes ventajas con respecto a
los Ni.
Los coeficientes de contracción y de expansión son menores.
Aumenta la resistencia y ductilidad de la costura.
Son más baratos.
El depósito es más tolerable al fósforo.
Los anteriores aspectos, los hacen preferibles en los casos de la soldadura con
altas tensiones del hierro fundido, en la unión de metales disímiles y en las
uniones de secciones gruesas y para soldar hierro gris con alto contenido de
fósforo.
Sin embargo, con el electrodo ENi o UTP 8, se obtiene una unión soldada de
menor dureza que con el ENiFe o UTP 86 FN. La temperatura de
precalentamiento que se recomienda está entre 200 y 300 0C. (Rodríguez, 2014)
Las tensiones internas aumentan la dureza de las piezas por lo que se hace
necesario el tratamiento térmico posterior, se debe aplicar un tratamiento superior
a 900°C seguido de un enfriamiento lento para disminuir grandemente la dureza y

29
eliminar casi totalmente las tensiones residuales propias del proceso de soldadura.
(Bonilla, 2015)
1.6.2. Otros procesos empleados para la soldadura del hierro fundido gris
Según (Maya, 2016) los procesos semiautomáticos (FCAW, GMAW), así como el
proceso GTAW se resumirán en este acápite ya que, aunque se han desarrollado
los materiales de aportes necesarios y los procedimientos para la soldadura del
hierro fundido, no son los más empleados para dicho fin, lo cual no quiere decir
que con ellos no se logre la ejecución de la soldadura de estos materiales. Las
causas son las siguientes:
La soldadura del hierro fundido predominante es de reparación y la rotura
generalmente no se prevé, además en ocasiones no puede esperar ya que
puede afectarse una línea de producción, suministro o el funcionamiento de un
equipo independiente.
Todavía en la industria tiene predominio el equipamiento para la soldadura
SMAW, fuentes no universales (por ser más caras), y en los lugares donde
predomina el equipamiento GMAW, se realizan producciones de acero.
Procesos GMAW y GTAW: se emplean alambres de Níquel puro (99%) en el
caso de la atmósfera protectora (GMAW y GTAW) con argón, por ejemplo, el
Polyweld® 700 (AC/DC).
En el caso se la soldadura GMAW, se pueden emplear también alambres de base
cobre, mediante transferencia por cortocircuito o por arco pulsado. Ambas
variantes limitan la dilución en aproximadamente un 10% por lo cual se
caracterizan por un aporte térmico muy bajo y bien controlado, lo cual produce un
mínimo de cementita en la ZAC. Una aleación que cubre esta aplicación es la de
bronce al aluminio, Conargen A 215 FeMIG (ERCu AL-A2), sin riesgo de fisuración
en caliente y apta para la soldadura de unión de hierro fundido Gris o nodular
entre sí o con aceros al carbono, bronce o latón. (Pastor, 2004).

30
1.7. Soldabilidad de las fundiciones
Según (Batista, 2017) cuando se suelda una fundición, el último cordón debe ser
depositado de manera que el metal líquido producido por el arco no toque el
material base y la unión se produce por el material depositado previamente. Con
esta técnica, la zona afectada térmicamente sufre un revenido y el material mejora
su tenacidad. Por esta razón es importante controlar la cantidad de calor aportado
a la soldadura, de tal manera que la penetración de la zona fundida sea la mínima,
para conseguir la fusión del material base, ya que todo exceso de calor producirá
un aumento del ancho de la zona afectada térmicamente y con esto aumentan las
transformaciones estructurales que pueden conllevar a la fragilización de la junta
soldada.
Según (Luddey, 2007) al precalentar la pieza, los cordones de soldaduras son más
dúctiles y menos frágiles, pero la soldadura es más difícil de realizar. Durante la
ejecución de la misma se debe mantener la pieza a la temperatura de
precalentamiento y esta temperatura depende de la configuración, la forma y el
tamaño de la pieza. Mientras mayores sean los espesores y complejidad de las
piezas a soldar, mayor cuidado debe tenerse para evitar altas velocidades de
enfriamiento que pueden conllevar al agrietamiento del cordón de soldadura o del
material base.
En la realización de una soldadura se distinguen varias zonas y regiones que la
componen, en la siguiente (figura 1.12), se pueden observar estas zonas y
regiones, practicada con material de aporte distinto al metal de base.

31
Figura 1.12. Zonas y regiones de una junta soldada: (a) Región compuesta; (b)
Zona fundida NO mezclada; (c) Zona parcialmente fundida; (d) interfase; (e) HAZ;
(f) Metal de base. Fuente. (Marulanda, 2007)
1.7.1. Región compuesta o zona fundida
Algunos autores (Pastor, 2004), (Batista, 2017), (Rodríguez, 2014) denominan a
esta zona como la: zona fundida homogéneamente mezclada. En la (figura 1.12),
se distingue como la zona (a). Ella se define como la porción del depósito de
soldadura, en la cual, debido a diversos fenómenos, entre ellos, el movimiento
hidrodinámico del charco de soldadura, se conforma la composición definitiva del
depósito, y el cual puede estar influenciado por la intervención o no de un
porcentaje de material de base circundante que funde y se mezcla con este, en un
fenómeno denominado: dilución. Esta zona está formada por una estructura
fundida resolidificada, que se diferencia claramente del metal de base al ser
examinada al microscopio. La intervención de procesos de fusión y de
solidificación, confinados en el mismo metal base, (dependiendo del proceso de
soldadura practicado), dan como resultado una estructura muy diferente a la de
este. Es importante mencionar que la estructura resultante en esta región depende
de dos parámetros primordiales: la composición química del aporte y las
condiciones de enfriamiento o de solidificación. Este último parámetro se
encuentra determinado por el proceso de soldadura utilizado y las variables
manejadas para este. La microestructura obtenida es determinante en la
soldabilidad en general que durante la solidificación se originan diversos contornos

32
dentro de la soldadura y determinan en gran medida las propiedades de esta
región; en general, estos contornos son: (a) contornos de subgrano; (b) contornos
de grano de solidificación y (c) contornos de grano migrados.
1.7.2. Zona fundida no mezclada
Según (Pérez, 2000) debajo de la región compuesta, y en dirección al metal de
base, aparece una capa fronteriza (algunas veces incorrectamente llamada:
extremo exterior del depósito), la cual consiste en metal de base que funde y
solidifica, pero sin sufrir ningún efecto de mezcla con el metal de aporte gracias a
que, ó hay total ausencia de movimiento hidrodinámico ó el flujo es, en el mayor
de los casos, de régimen laminar; pero la cual es afectada por el ciclo térmico
inherente a la soldadura y que afecta la metalurgia de dicha zona. Esta zona es
observada en soldaduras heterogéneas, donde la composición química del grueso
de la zona o región compuesta es significativamente diferente a aquella del metal
de base. En el caso de soldadura de fundición gris con material de aporte en
forma de aleaciones de níquel, existe la posibilidad de que esta zona solidifique
como fundición blanca muy frágil.
Algunos autores representan la Zona Fundida NO mezclada, como una cantidad
finita de líquido” estancado” a lo largo de la línea de fusión; estableciendo,
además, que la velocidad del metal líquido en el charco de soldadura, tiende a
cero en los contornos, debido a las condiciones de capa límite; evitándose de esa
forma, la mezcla de dicha cantidad de líquido con el resto de la zona de fusión.
Dependiendo del proceso al que sé este haciendo referencia y los parámetros
involucrados en este, así como de la composición del metal de aporte, será el
espesor de la zona fundida NO mezclada.
1.7.3. Interfase de soldadura
Es la superficie que distingue claramente aquella zona donde se presenta fusión
completa (ya sea del metal de base o del metal de aporte, ó porque gracias a la
intervención de la dilución hay una mezcla de los dos), de aquella zona que NO
experimenta una fusión completa y que se caracteriza por la presencia de una
subestructura de solidificación bien definida. Para identificarla con claridad al
microscopio, es necesario que exista una marcada diferencia entre el metal de

33
base y el de aporte; no tiene mucha importancia práctica en el estudio de la
soldadura, por lo tanto, no es una prioridad tecnológica su estudio. (Pérez, 1983)
1.7.4. Zona parcialmente fundida.
Esta zona se localiza justo debajo de la interfase de soldadura; se puede definir
como aquella porción de metal de base que alcanza un cierto grado de fusión, ya
sea en los límites de grano o en impurezas de baja fusión, gracias a fenómenos
como: la fusión del límite de grano, licuación constitucional, etc., pero que no
alcanza a ser en ningún caso un fenómeno total. Esta fusión parcial se extiende
desde la línea de fusión hacia el metal de base. (Guerrero 2009)
1.7.5. Zona afectada térmicamente ZAC.
Según (Pastor, 2004) después de la zona parcialmente fundida, existe una serie
de cambios microestructurales en estado sólido de interés en los materiales
soldados, a causa el ciclo térmico que interviene en la soldadura y la distribución
de temperaturas.
El tamaño de esta zona depende del ciclo térmico presente, los gradientes de
temperatura y de las temperaturas máximas alcanzadas durante la aplicación de
un proceso de soldadura sobre el metal de base. En algunos casos, y gracias a la
intensidad de aplicación de los anteriores factores, es posible que el metal no
sufra cambios microestructurales apreciables, diciéndose entonces, que el
material no posee zona afectada térmicamente; esto es posible en le medida que
se utilicen procesos de soldadura que suministren condiciones adecuadas, como
por ejemplo, temperaturas de fusión del material de aporte muy bajas, alta fluidez
del material de aporte fundido o variables de entrada de energía pequeñas.
1.7.6. Metal de base.
Según (Rodríguez, 2014) es el material que no sufre ningún tipo de cambio debido
a la acción del ciclo térmico de la soldadura conservando sus propiedades
originales, así como sus rasgos microestructurales y su disposición macroscópica.

34
Los conceptos anteriormente expuestos, presentan una enorme utilidad en el
estudio de juntas soldadas desde todo punto de vista, pues permite iniciar la
evaluación efectiva de dos (2) cosas:
(a) La calidad en el manejo de las variables que intervienen en los procesos de
soldadura y sus consecuencias sobre las propiedades de la junta.
(b) El rechazo o la aceptación de un proceso de soldadura determinado,
dependiendo si este es adecuado o no para el tipo de unión que se pretende
lograr.
1.8. Conclusiones del capítulo
Según lo expuesto en el capítulo anterior se ha arribado a las siguientes
conclusiones:
1. Un turbocompresor aumenta hasta cuatro veces la potencia de un motor de
combustión interna.
2. Entre las fallas más frecuentes en los turbocompresores es el agrietamiento
en las carcasas de las turbinas.
3. Las causas fundamentales que provocan la aparición y propagación de
grietas en la carcasa del turbocompresor está asociada fundamentalmente
a los fenómenos de choque térmico y fatiga térmica.

35
4. En las carcasas de las turbinas aparecen grietas en tres zonas y en dos
direcciones, tanto longitudinal y transversal, siendo esta última las de mayor
peligro.
5. El material más utilizado en estas carcasas es el hierro fundido, de
composición (Carbono 2,3-3,7; Silicio 1,6-2; Manganeso 0,5-1; Azufre hasta
0,8; Fosforo hasta 0,8).
6. El proceso de soldadura más recomendado es la Soldadura Manual con
Electrodos Revestidos (SMAW), así como los consumibles más utilizados
son ENi-CI o UTP 8 y ENiFe-CI o UTP 86FN.

36
Capítulo 2
Materiales y Métodos
2. Materiales y Métodos
2.1. Introducción
En el siguiente capítulo se establece como determinar la máxima amplitud
generada durante el choque térmico producido en la carcasa de la turbina, se
describen los materiales y métodos utilizados para la inspección por ensayos no
destructivos, tanto para las carcasas como para las uniones soldadas, la

37
preparación metalográfica de ambas muestras, los equipos y máquinas utilizadas
en la determinación de la composición química del material de la carcasa
tradicional y la modificada, así como la realización de los depósitos de soldadura
y los ensayos realizados a las mismas.
2.2. Determinación de la amplitud máxima generada durante el choque
térmico
Según (ASME, 2010) la iniciación de las grietas por choque térmico ocurre si la
amplitud de la tensión teórica máxima Sm excede la amplitud de la tensión de
diseño permisible Sa. El valor de Sm puede ser determinado por la siguiente
ecuación 2.1:
fm
m kTE
S)1(2
)(
[2.1]
Dónde:
Sm: es la amplitud máxima del esfuerzo térmico generada durante el choque
térmico.
E: es el módulo elasticidad
: es el coeficiente de expansión térmica.
Tm: es la magnitud máxima posible del choque térmico
: es el coeficiente de Poisson
kf: es el factor de concentración de esfuerzos cuyo valor es de 1,0 a 5,0.
Con E, y siendo constantes del material, sólo Tm y kf son desconocidos.
2.3. Inspección por ensayos no destructivos a la carcasa
En las carcasas de la turbina se le realizó el ensayo no destructivo conocido como:
1. Inspección Visual.
2.3.1. Inspección Visual
Para esta inspección el personal debe tener varios requisitos:
38
Agudeza visual.
Diferenciación de colores.
Entrenamiento.
Experiencia.
Además, se utilizó como herramienta una lupa para obtener una mejor información
acerca de los defectos producidos en las carcasas.
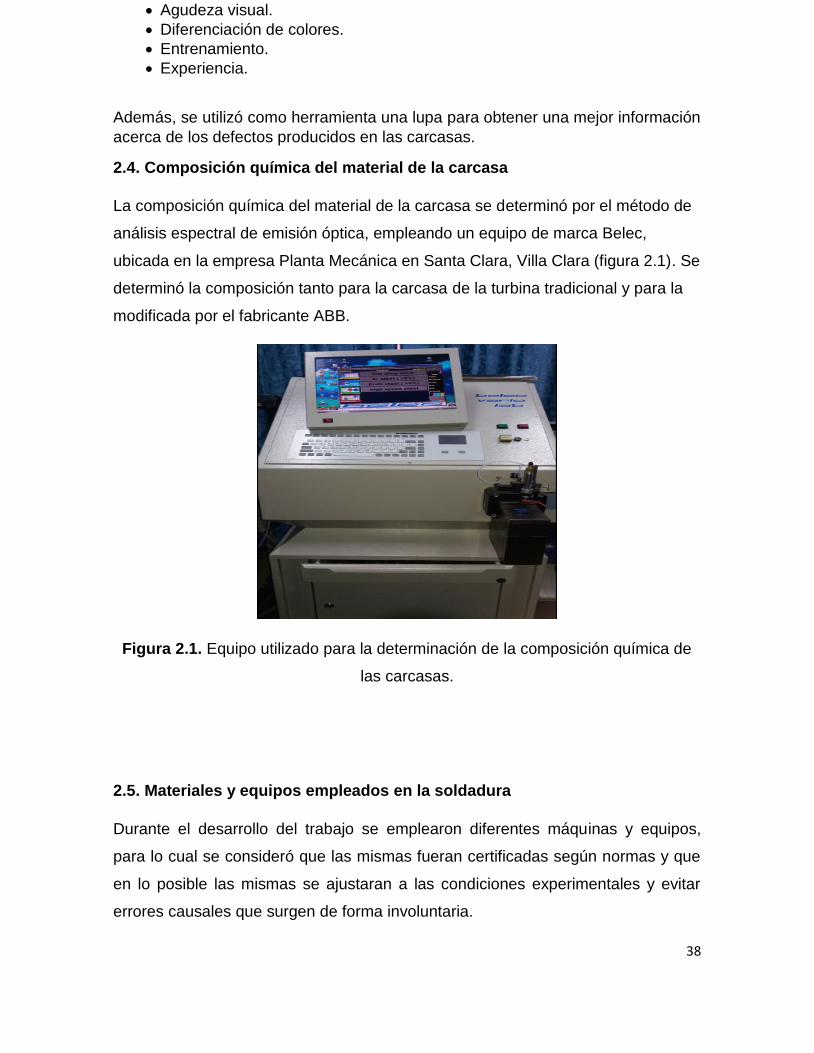
2.4. Composición química del material de la carcasa
La composición química del material de la carcasa se determinó por el método de
análisis espectral de emisión óptica, empleando un equipo de marca Belec,
ubicada en la empresa Planta Mecánica en Santa Clara, Villa Clara (figura 2.1). Se
determinó la composición tanto para la carcasa de la turbina tradicional y para la
modificada por el fabricante ABB.
Figura 2.1. Equipo utilizado para la determinación de la composición química de
las carcasas.
2.5. Materiales y equipos empleados en la soldadura
Durante el desarrollo del trabajo se emplearon diferentes máquinas y equipos,
para lo cual se consideró que las mismas fueran certificadas según normas y que
en lo posible las mismas se ajustaran a las condiciones experimentales y evitar
errores causales que surgen de forma involuntaria.

39
Dentro de los procesos de diseños, el corte de las muestras debe realizarse
meticulosamente, tratando en lo posible de la selección adecuada de cada
máquina, para ensayos microestructurales, la no alteración de las propiedades de
los materiales es de vital importancia, ya que el cambio de la misma refleja una
imagen distorsionada de lo que queremos obtener.
Para el corte de las probetas se utilizó una tronzadora con enfriamiento, para
evitar el calentamiento producido en el corte y así no alterar la estructura del
material. La preparación de borde se realizó con un cepillo mecánico, con el fin de
obtener una preparación más exacta y mejor posible.
En la realización del depósito de soldadura se fijaron las muestras en un
dispositivo simulador de embridamiento figura 2.2, para así poder evitar las
deformaciones en las muestras y simular el grado de embridamiento de la carcasa
Figura 2.2. Dispositivo simulador de embridamiento.
Se utilizó una máquina marca AEG alemana, figura 2.3, para la realización de la
soldadura de las muestras.

40
Figura 2.3. Máquina de soldadura empleada.
En la siguiente tabla 2.1, se muestran los datos que el fabricante brinda de una
fuente de corriente tipo rectificador.
Tabla 2.1. Características de la fuente de corriente según chapilla de fabricante.
Tipo de fuente de corriente Rectificador
Fabricante Alemania
Modelo AEG
Tipo y voltaje de alimentación 220 V – monofásica
Factor de potencia (FP) 0,5
Voltaje en vacío (V) 70
Potencia o consumo en vacío (KW) ----------
Rango de regulación de
corriente (A)
----------
Corriente Máxima (A) 225
Corriente nominal (A) ---------
Factor de marcha (SMAW) 60%-210 A-28V
Factor de marcha (GTAW) 60%-225 A-19 V
Corriente de cortocircuito ----------
Eficiencia eléctrica (%) ----------
Característica externa descendente
Se calcinaron los electrodos antes de la soldadura de las muestras a una
temperatura de 1800C en una mufla de tratamiento térmico, figura 2.4, para así

41
extraer cualquier contenido de humedad presente en los mismos, siendo este uno
de los problemas más frecuente en una unión soldada.
Figura 2.4. Mufla de tratamiento térmico.
Para la medición de los espesores de la carcasa de la turbina, figura 2.5; en donde
aparecen con mayor frecuencia las grietas se utilizó un medidor de espesores por
ultrasonido.
Figura 2.5. Medición de espesor en la zona donde aparecen las grietas.

42
2.5.1. Preparación de la junta y consumibles para la soldadura
Para realizar el proceso de unión del hierro fundido se seleccionaron diferentes
tipos de electrodos, los cuales presentan como características distintivas un
depósito en su estructura del tipo Ni puro y una aleación de Ni-Fe. La elección de
los mismos se realizó según (Rodríguez, 2014).
Para determinar el comportamiento microestructural del material objeto de estudio
se prepararon muestras de la fundición, se cortaron 2 probetas las cuales fueron
soldadas con diferentes tipos de electrodos del tipo ENi-CI o UTP 8 y ENiFe-CI o
UTP 86FN. Las muestras se prepararon según la figura 2.6, se emplearon los
siguientes procedimientos:
1- Preparación del biselado previo a la soldadura.
2- Punteo de las muestras.
3- Soldadura de las muestras.
Figura 2.6. Preparación de borde de las muestras. Fuente: (Rodríguez, 2014).
Donde:
S- espesor de la muestra. (S= 10 mm)
Hg- profundidad de la grieta. (Hg= 10 mm)
Hr= 0,15*Hg= 1,27 mm
α= 750 y R= 8

43
Para el punteo de las muestras se utilizaron electrodos fabricados por la Eutectic-
Castolin del tipo EC 40-23, electrodos recomendados para la soldadura de hierro
fundido.
En la realización del proceso de soldadura no se precalentaron ninguna de las
muestras.
Los parámetros de soldadura empleados se muestran en la siguiente tabla 2.2, los
cuales fueron seleccionados a partir del tipo de material y el diámetro del
electrodo.
Tabla 2.2. Parámetros de soldadura empleados en las probetas.
No de
probetas
Electrodos Diámetro del
electrodo
(mm)
Is (A) V (V)
1 ENi-CI o
UTP 8
3,2 80 15
2 ENiFe-CI o
UTP 86Fn
3,2 90 15
Las diferentes probetas se prepararon con longitud de 150 mm y un ancho de 50
mm, se cortaron longitudinalmente de la sección de un tramo de la carcasa,
después de cortada y antes de soldarla se procedió a puntearla en ambos
extremos para de esta forma evitar alabeo y distorsiones, fueron sometidas a
proceso de soldeo en diferentes condiciones, la selección de los diferentes
electrodos se basa en buscar un material de aporte que en dependencia de la
deposición, también pueda emplearse para atenuar los problemas que ocurren en
el cordón de soldadura.
2.5.2. Características de los materiales de aporte
Según (UTP, 2010) los electrodos UTP 8 o ENi-CI y el UTP 86 Fn o ENiFe-CI
posee las siguientes características:

44
El electrodo ENi-CI o UTP 8 se destaca por sus extraordinarias características de
soldabilidad. El arco, perfectamente estable, permite depósitos sin porosidad,
salpicaduras ni socavaciones. Se utiliza con un mínimo de corriente. Suelda en
todas las posiciones.
El electrodo UTP 86Fn o ENiFe-CI se recomienda para efectuar excelentes
aplicaciones en hierros colados. Su arco es muy estable y da un resultado
excelente en la aplicación de la soldadura, sin provocar socavaciones (ideal para
soldadura de revestimientos). El depósito es muy resistente a las grietas. Gracias
al alambre bi-metálico, la carga eléctrica y la intensidad de fusión son
inmejorables. Se obtienen cordones de excelente presentación. Los materiales
soldados no tienen peligro de agrietarse y soportar perfectamente el maquinado
con abrasivos.
Propiedades mecánicas de los depósitos
En la siguiente tabla 2.3, se muestran las propiedades mecánicas de los depósitos
de soldadura.
Tabla 2.3. Propiedades mecánicas de los depósitos de soldadura. Fuente (UTP,
2010)
Electrodo Resistencia a la
Tracción (MPa)
Dureza Brinell
UTP 8 hasta 490 hasta 175
UTP 86FN hasta 490 hasta 180
Composición química de los depósitos de soldadura
En la siguiente tabla 2.4, se muestra la composición química (% masa) de los
depósitos de soldadura.
Tabla 2.4. Composición química de los depósitos de soldadura (% masa). Fuente
(UTP, 2010)

45
Electrodo C Mn Si S Fe Ni Cu Al Otros
UTP 86 FN
2.0 2.5 4.0 0.03 Resto 45-60 2.5 1.0 1.0
UTP 8 2.0 2.5 4.0 0.03 8.0 ≥ 85 2.5 1.0 1.0
En la siguiente tabla 2.5, se muestra la relación entre el diámetro, longitud y la
corriente de soldadura para ambos electrodos.
Tabla 2.5. Relación entre el diámetro del electrodo, longitud del electrodo y la
corriente de soldadura. Fuente (UTP, 2010)
Electrodo Diámetro (mm) Longitud (mm) Amperaje (A)
UTP 8
2,4 300 40-80
3,2 300 80-110
4,0 400 110-140
5,0 400 140-170
UTP 86FN
2,4 300 65-90
3,2 300 90-140
4,0 400 140-170
Instrucciones para la soldadura con estos electrodos
Limpiar la zona a soldar. Remover la corteza de la colada, redondear los cantos
agudos. Conforme al espesor de la pared, preparar el bisel en forma de V o doble
V.
Se utilizará corriente continua (polo negativo) ó corriente alterna. Su penetración
será un poco mayor a los otros tipos de ferro-níquel (aconsejado para las

46
soldaduras en codos). En la aplicación de la UTP 86FN o ENiFe-CI se debe de
inclinar ligeramente el electrodo, el arco eléctrico tiene que ser corto, en este tipo
de soldadura se recomienda el martillado de los depósitos y que el largo del
mismo no sea mayor a diez veces el diámetro del electrodo.
2.6. Realización de los depósitos de soldadura
Se realizó los depósitos de soldadura en ambas muestras, en las siguientes
figuras 2.7 y 2.8 se puede observar el cordón de soldadura con los electrodos
utilizados.
Figura 2.7. Muestra soldada con electrodo ENiFe-CI o UTP 86FN.

47
Figura 2.8. Muestra soldada con electrodo ENi-CI o UTP 8.
Para cada muestra se realizaron cuatros depósitos de soldadura, en ambas
figuras se muestra la forma de preparación y soldadura de la unión de las probetas
de hierro fundido, la deposición de la cantidad de cordones con diferentes
materiales de aporte, en todas ellas se estableció el mismo procedimiento de
soldadura, a partir de este procedimiento se establecerá en el comportamiento de
la microestructura en la zona fundida (ZF), la zona de influencia térmica (ZIT/ZAT)
y la interface del cordón, donde para cada electrodo, debe existir variaciones en
las morfologías.
2.7. Inspección a los depósitos de soldadura
Para la inspección a los depósitos de soldadura se utilizaron dos ensayos no
destructivos:
1. Inspección Visual.
2. Líquidos penetrantes.
El ensayo por inspección visual se utiliza la misma metodología realizada en la
inspección de la carcasa.
2.7.1. Inspección por líquidos penetrantes
En la inspección por líquidos penetrantes se establece requisitos necesarios para
la detección de defectos superficiales por este método a uniones soldadas por
fusión y piezas fundidas. La ejecución del ensayo se realizó durante un ciclo de
etapas para su mayor coordinación. El limpiador, el penetrante y el revelador,
fundamentalmente se especifica que estos tienen que proceder de un mismo
fabricante y tienen que cumplir con diversas propiedades físicas y químicas. Los
productos utilizados son de la marca MEGACHECK (Ver figura 2.9).

48
Figura 2.9. Limpiador, penetrante y revelador utilizado en la inspección de la
pieza.
2.8. Preparación para la observación metalográfica de los depósitos de
soldadura y el material de las carcasas
Primeramente, según la norma (ASTM E3, 2011), se preparó la superficie tanto del
material de las dos carcasas como el de los depósitos de soldadura, en su primera
fase denominada desbaste grueso, donde se desbasta la superficie de la muestra
con papel de lija, de manera uniforme y así sucesivamente disminuyendo el
tamaño de grano (80, 180, 320, 500, 600, 1200,1500) hasta llegar al papel de
menor tamaño de grano. Una vez obtenido el último pulido, con el papel de lija de
tamaño de grano más pequeño, se realiza la segunda fase. Al inicio de la segunda
fase de pulido denominada desbaste fino, en la que se requiere de una superficie
plana libre de ralladuras la cual se obtiene mediante una rueda giratoria húmeda
cubierta con un paño especial cargado con partículas abrasivas cuidadosamente
seleccionadas. El macroataque fue realizado con nital al 2 %, en correspondencia
con la norma (ASTM E340, 2015).
La observación metalográfica de las muestras del material de las dos carcasas
estudiadas y los depósitos de soldadura, se efectuó según el procedimiento CIS-
MET-027, con ayuda de un microscopio óptico metalográfico de marca Novel. Las
imágenes de la microestructura fueron adquiridas por medio de una cámara,
marca Yuva de alta sensibilidad, de 1.3 MPixel, acoplada al ocular del microscopio

49
y a una computadora con programas especializados para la adquisición de
imágenes.
2.9. Ensayo para la determinación de microdureza en Vickers y dureza en
Rockwell B
A cada una de las muestras de los depósitos de soldadura le fue determinada la
microdureza de los constituyentes estructurales en la región en la cual fueron
adquiridas las imágenes de la microestructura (de la zona fundida hacia el metal
base), empleando un Microdurómetro Marca Shimatsu del Laboratorio de
Tribología y Materiales (figura 2.10). La carga usada fue de 50 gramos y el tiempo
de indentación fue de 10 s en todos los casos.
Figura 2.10. Microdurómetro.
A cada una de las muestras le fue realizado un perfil de dureza desde la zona
fundida hasta el metal base. Para el ensayo fue aplicada una carga de 50 gramos,
durante 10 s. A cada medición le fueron realizadas dos réplicas.
Para la determinación de la dureza a cada una de las probetas de los depósitos de
soldadura se empleó un durómetro marca Rockwell Universal TK-14-250 ubicado
en la empresa Planta Mecánica Villa Clara, Santa Clara, la cual se determinó en la
zona fundida y en el metal base, a cada medición se le hicieron dos réplicas.

50
Figura 2.11. Durómetro.
2.11. Conclusiones del capítulo
Según lo expuesto en el capítulo anterior se ha arribado a las siguientes
conclusiones:
1. La determinación de la amplitud máxima generada durante el choque térmico
depende del tipo de material, la variación de la temperatura y los concentradores
de esfuerzos.
2. La inspección por ensayos no destructivos se le realiza a una pieza o a un
conjunto soldado, para así detectar algunos defectos superficiales.
3. La determinación de la composición química de la carcasa se realizó mediante
la técnica de análisis espectral de emisión óptica.
4. Las técnicas y los procedimientos descriptos, permiten evaluar el
comportamiento microestructural de la fundición esferoidal luego de ser sometida

51
a proceso de soldadura por el proceso manual por arco eléctrico y electrodos
revestidos con diferentes propiedades, tanto química, como mecánica.
5. Se utilizó el método Vickers para la medición de microdureza, mientras para la
dureza se utilizó el método Rockell B.
Capítulo 3
Resultados y Análisis

52
3. Resultados y Análisis
3.1. Introducción
En el siguiente capítulo se analizan y se discuten todos los resultados obtenidos
durante el estudio acerca del agrietamiento en las carcasas de turbinas
pertenecientes a un turbocompresor de los Grupos Electrógenos, los cuales son,
determinación de la amplitud máxima generada durante el choque térmico
producido en la carcasa, las diferentes inspecciones realizadas tanto a la zona
fundida como al material de la carcasa, se obtuvo las composiciones químicas de
la carcasa tradicional y la modificada, se describe la microestructura de las
diferentes zonas que aparecen en el cordón de soldadura y en la carcasa y se
determina tanto la microdureza y dureza de las zonas de una unión soldada y del
material de las carcasas.
3.2. Análisis del choque térmico producido en la carcasa

53
Según (Callister, 2010) el coeficiente de Poisson = 0,25, el coeficiente de
expansión térmica es de = 12*10-6 1/0C y el módulo de elasticidad E= 2*105MPa.
La amplitud de la tensión de diseño permisible Sa se encuentra en el código
(ASME, 2010), teniendo como valor Sa= 210 MPa.
La amplitud máxima posible del choque térmico Tm= Tcarcasa-Tagua, donde la
Tcarcasa= 3800C y la Tagua= 300C, por lo que Tm= 3500C.
El factor de concentración de tensiones se decide tomar valores que se encuentra
entre 1 y 5.
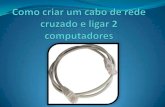
El valor de la amplitud máxima del esfuerzo térmico generado durante el choque
térmico (Sm) se puede observar en la siguiente gráfica.

54
Figura 3.1. Amplitud máxima del esfuerzo térmico generada durante el choque
térmico en función del factor de concentración de esfuerzos. Fuente (Elaboración
propia).
La determinación del valor de la amplitud máxima del esfuerzo térmico generada
durante el choque térmico (Sm), es de gran significación para tener criterio acerca
del surgimiento de grietas en la carcasa, si Sm es mayor que Sa implica que en la
carcasa se desarrollarán grietas y debido a que dicha carcasa está sometida por
intervalos de tiempos a esta tensión periódica, las grietas se propagan.
De acuerdo a la figura # para un factor concentrador de esfuerzos (kf) del orden de
1 el valor que alcanza la amplitud máxima del esfuerzo térmico generado durante
el choque térmico (Sm), es superior a Sa, por tanto, esto justifica la aparición de
grietas tanto transversal como longitudinalmente.
Para grietas transversales, el factor de concentración de esfuerzos es mayor por lo
que la amplitud máxima del esfuerzo térmico generada durante el choque térmico
es mucho mayor, lo cual implica que la longitud permisible de este tipo de grieta es
de menor longitud (45 mm).

55
La magnitud de la amplitud máxima del esfuerzo térmico producida por el choque
térmico genera grietas en la carcasa y debido a que la magnitud de esta tensión
es periódica también, aparece el fenómeno de fatiga térmica, trayendo como
consecuencia la propagación de las grietas, es decir la causa fundamental del
agrietamiento en la carcasa es debido al choque térmico y fatiga térmica.
3.3. Análisis de la inspección de las carcasas y a los depósitos de soldadura
La inspección visual se basó en detectar las diferentes grietas producidas en la
carcasa, determinándose así su longitud y las zonas en donde estas aparecen con
mayor frecuencia.
Se inspeccionaron varias carcasas fuera de funcionamiento debido al
agrietamiento y se observó que las grietas aparecen con mayor frecuencia en
dirección transversal, siendo estas las más peligrosas ya que provocan una rotura
rápida del turbo y fugas de los gases de escapes lo que da el menor valor
permisible de longitud, esto se explica debido a que en la dirección transversal el
factor de concentración de esfuerzos (kf) es mucho mayor.
En las siguientes figuras se puede observar las diferentes grietas producidas en la
carcasa.
Figura 3.2. Grieta producida en la dirección transversal.
En la inspección realizada a los depósitos de soldadura, inspección por líquidos
penetrantes y visual, se puede observar (figura 3.3), que la soldadura con el
electrodo UTP 86FN no presenta problemas en su superficie, mientras que en la

56
soldadura con el UTP 8 se observa porosidad, debido a que el material de
fundición presenta una estructura de grano grueso, que da origen especialmente a
su superficie, a cavidades dentro de las cuales y por razón del contacto con
elementos fluidos tales como aceite, grasa, pintura, agua y líquidos en general,
van impregnándose de estos a lo largo del tiempo, y a pesar de haber sido
realizada la limpieza de la superficie a soldar, en las microcavidades permanecen
residuos de elementos extraños, que al formar parte del área de fusión se
evaporan formando burbujas que pueden quedar atrapadas.
Figura 3.3. Inspección por líquidos penetrantes a los depósitos de soldadura (a-
muestra soldada con electrodo UTP 86 FN, b- muestra soldada con electrodo UTP
8)
3.4. Análisis de la composición química del material de la carcasa
Se determinó la composición química tanto para la carcasa tradicional como para
la modificada, dando los siguientes valores:
Tabla 3.1. Composición química de las carcasas. (% masa)
Material C Si Mn P S Mg Cu Cr Al
Carcasa
tradicional
4,4 1,9 0,19 0,018 0,007 0,008 0,017 0,014 ------
Carcasa
modificada
4
1,91
0,20
0,04
0,012
0,031
0,029
0,02
0,005

57
Estas composiciones se corresponden con la norma ASTM A536, la cual establece 5 grados de acuerdo a sus propiedades mecánicas.
Tabla 3.2. Norma ASTM A536. Fuente (Chiaverini, 1985)
Material Código Descripción Usos Generales
ASTM A536 65-45-12 Mayoritariamente ferrifica; de colada o recocida
Componentes sometidos a cargas de choque y fatiga.
Elevado contenido de C en las fundiciones, tanto en la inclusión del grafito como el
contenido en la matriz, es un factor que dificulta la soldabilidad de estos
materiales. Los principales elementos de aleación son carbono y silicio. El alto
contenido de carbono incrementa la cantidad de grafito o de Fe3C e
incrementando el contenido de carbono y silicio incrementa el potencial de
grafitización y fluidez del hierro fundido, sin embargo, su resistencia se ve
afectada, ya que se promueve la formación de ferrita y el engrosamiento de la
perlita. Como se puede observar en la tabla 3.1, el contenido de Mg en la carcasa
modificada supera en cuatro veces el contenido del mismo en la carcasa
tradicional, aspecto este que favorece la esferoidización acompañada de algún
tratamiento térmico de recocido.
3.5. Análisis metalográfico del material de las carcasas
3.5.1. Análisis metalográfico del material de la carcasa tradicional
En las siguientes figuras a diferentes aumentos se puede observar el tipo de
fundición y la matriz a la que corresponde este material.

58
Figura 3.4. Microestructura del material de la carcasa tradicional. (a- 200 X, b-400
X)
De acuerdo a la figura 3.4 se puede observar que el tipo de material presente en la
carcasa tradicional, según la norma GOST3443 – 87 se está frente a un hierro
fundido nodular (forma de inclusión nodular no regular), tamaño de la inclusión 15
– 30 µm y distribución uniforme de la matriz ferrítica. Esta fundición maleable, que
se obtiene por recocido (maleabelización) de la fundición blanca. En la fundición
maleable todo el carbono o una gran parte de el se encuentra en estado libre en
forma de nódulos (carbono de recocido).
3.5.2. Análisis metalográfico del material de la carcasa modificada
En las siguientes figuras a diferentes aumentos se puede observar el tipo de
fundición y la matriz a la que corresponde este material.

59
Figura 3.5. Microestructura del material de la carcasa modificada. (a-200 X, b-400
X)
De acuerdo a la figura 3.5 se puede observar que el tipo de material presente en la
carcasa modificada, según la norma GOST3443 – 87 se está frente a un hierro
fundido esferoidal, tamaño de la inclusión 20 – 40 µm y distribución uniforme de la
matriz ferrítica. Esta fundición, que se obtiene por la adición de determinados
elementos en el metal fundido, como magnesio, cerio, de modo de producir la
forma deseada de grafito.
3.6. Análisis metalográfico de los depósitos de soldadura
3.6.1. Análisis metalográfico del electrodo UTP 8
Figura 3.6. Microestructura de la zona fundida (a-100X, b-200X)
En la figura se observa una microestructura dendrítica típica de un depósito de alto
contenido de níquel.
Zona de transición (entre la zona fundida y la ZAC)
Se observaron diferentes regiones en esta zona, para la búsqueda de alguna
transformación microestructural.

60

61
Figura 3.7. Microestructura de la zona de transición en diferentes regiones a 400
X.
En las regiones de la 1 a la 4 se observan agujas de martensita, debido a que
durante el proceso soldadura hay un alto flujo de concentración de Ni hacia la
zona de interface, como el carbono no es soluble en el Ni no permite que el
carbono entre en su red cristalina, formándose alrededor de la red cristalina del Ni
una concentración más elevada del carbono que satura la matriz de hierro
formándose así la martensita.
En la región 5 aparece una transformación eutéctica característica de las
composiciones de estas fundiciones con alto contenido de carbono.
Zona afectada térmicamente (ZAT o HAZ)
Figura 3.8. Microestructura de la Zona afectada térmicamente (a- 100 X, b- 200 X)
La figura ilustra parte de la zona afectada por el calor, donde se observa una
segregación de carbono a partir del grafito esferoidal que se distribuye en la
matriz.
Metal Base

62
Figura 3.9. Microestructura del metal base (a- 200 X, b- 400 X)
La figura muestra la microestructura del material no afectada por el calor (metal
base) observando la forma de inclusión del grafito, cuyo tamaño esta entre 20-40
µm. Se muestra una matriz fundamentalmente ferrítica.
3.6.1. Análisis metalográfico del electrodo UTP 86 FN
Zona Fundida
Figura 3.10. Zona fundida (a-100 X, b- 200 X)
En la figura se muestra la microestructura de la zona fundida con el electrodo UTP
86FN. Este electrodo deposita una composición química con cierta
correspondencia con el metal base, se observa que la forma del grafito es muy

63
similar al del metal base, con la diferencia que el grafito depositado es más
pequeña y distribuida uniformemente, garantizando buenas propiedades
tecnológicas y mecánicas del cordón de soldadura.
Zona de transición
Figura 3.11. Zona de transición (a- 100 X, b- 400 X)
En la figura se observa la microestructura de la zona de transición de la unión
soldada, en la (a) se muestra nítidamente la zona de transición y la zona afectada
por el calor, sin presencia de agujas de martensita. En (b) se observa una
transformación hipereutéctica que ocurre en esta zona, apreciándose largos
cristales de cementita sobre un fondo de ledeburita.
Zona afectada térmicamente (ZAC)

64
Figura 3.12. Zona afectada térmicamente (a- 200 X, b- 400 X)
La figura ilustra parte de la zona afectada por el calor, donde se observa una
segregación de carbono a partir del grafito esferoidal que se distribuye en la
matriz.
Metal base
Figura 3.13. Metal base (a- 100 X, b- 200 X)
La figura muestra la microestructura del material no afectada por el calor (metal
base) observando la forma de inclusión del grafito, cuyo tamaño esta entre 20-40
µm. Se muestra una matriz fundamentalmente ferrítica.
3.7. Análisis de la microdureza y dureza en los depósitos de soldadura
3.7.1. Análisis de microdureza en Vickers de los depósitos de soldadura

65
Para UTP 8
Tabla 3.3. Valores de microdureza. Fuente (Elaboración propia)
Zona de
Soldadura
Distancia
(mm)
Carga
(g)
Tiempo
(s)
HV50
HV50media 1ra
medición
2da
medición
3ra
medición
ZF
0 50 10 231,8 234,1 231,8 232.6
ZF
0,15 50 10 236,5 238,9 234,1 236.5
Interface
0,30 50 10 1564 1605 1524 1565.3
HAZ
0,65 50 10 435 441,1 447,1 441,1
HAZ
0,8 50 10 391 396,1 385,9 391
HAZ
1,25 50 10 340,6 344,7 336,5 340,6
HAZ
1,50 50 10 313,4 317,1 309,8 313,4
MB 1,8 50 10 270,9 273,9 268 271
MB 2 50 10 268 270,9 265,1
268
En la tabla 3.3 se muestra los valores de microdureza en la zona fundida, zona de
transición, zona afectada por el calor y metal base. En la zona de transición el
valor medio de la microdureza alcanzado es del orden 1565,3 HV50, en

66
correspondencia con las microestructuras (martensita y cementita) encontradas en
esta zona.
En la siguiente figura 3.14 se muestra el comportamiento de la microdureza en las
diferentes zonas de la misma.
Figura 3.14. Comportamiento de la microdureza en diferentes zonas. Fuente
(Elaboración propia)
Para UTP 86FN
En la siguiente tabla 3.4 se muestran los valores obtenidos de microdurezas en las
diferentes zonas de soldadura. El hecho que la dureza en la zona de transicion
para este electrodo alcanza un valor de 575 HV50, puede estar asociado a un
transformacion con determinado grado de dispersión microestructural, no obstante
este valor es tres veces menor que el de la zona de transición del electrodo UTP
8.
Tabla 3.4. Valores de microdureza. Fuente (Elaboración propia)

67
Zona de
Soldadura
Distancia
(mm)
Carga
(g)
Tiempo
(s)
HV50
HV50media 1ra
medición
2da
medición
3ra
medición
ZF
0 50 10 234,1 236.5 231,8 234.1
ZF
0,20 50 10 265,1 268 262,3 265.1
Interface
0,30 50 10 574,9 584 565,9 575
HAZ
0,50 50 10 441,1 447,1 435 441.1
HAZ
0,75 50 10 381 385,9 376,2 380,8
HAZ
0,95 50 10 353,3 357,7 349 356,7
HAZ
1,15 50 10 317,1 320,8 313,4 317,1
MB 1,50 50 10 243,8 246,4 241,4 244
MB 2 50 10 238,9 241,4 236,5
239
En la siguiente tabla se muestran los valores obtenidos de microdurezas en las
diferentes zonas de soldadura.
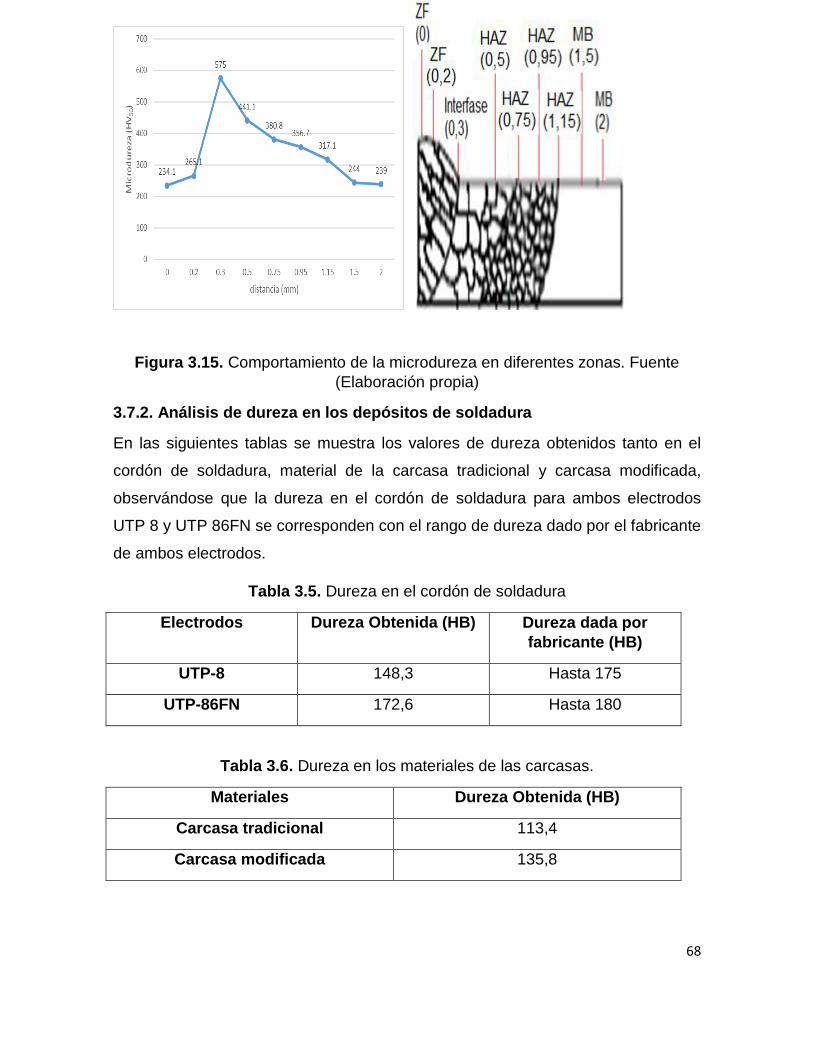
68
Figura 3.15. Comportamiento de la microdureza en diferentes zonas. Fuente
(Elaboración propia)
3.7.2. Análisis de dureza en los depósitos de soldadura
En las siguientes tablas se muestra los valores de dureza obtenidos tanto en el
cordón de soldadura, material de la carcasa tradicional y carcasa modificada,
observándose que la dureza en el cordón de soldadura para ambos electrodos
UTP 8 y UTP 86FN se corresponden con el rango de dureza dado por el fabricante
de ambos electrodos.
Tabla 3.5. Dureza en el cordón de soldadura
Electrodos Dureza Obtenida (HB) Dureza dada por
fabricante (HB)
UTP-8 148,3 Hasta 175
UTP-86FN 172,6 Hasta 180
Tabla 3.6. Dureza en los materiales de las carcasas.
Materiales Dureza Obtenida (HB)
Carcasa tradicional 113,4
Carcasa modificada 135,8

69
3.8. Conclusiones del capítulo:
Según lo expuesto en el capítulo anterior se ha arribado a las siguientes
conclusiones:
1. Las causas que provocan la aparición de grietas en las carcasas están
asociadas a los fenómenos de choque y fatiga térmica.
2. Las grietas que surgen más rápido son las grietas en dirección horizontal,
debido a que en esta zona el concentrador de esfuerzos (kf) es mucho
mayor comparado con otras zonas.
3. El material de la carcasa tradicional corresponde a una fundición nodular
con matriz ferrítica, mientras que el de la carcasa modificada corresponde a
una fundición esferoidal con matriz ferrítica.
4. En la soldadura con los electrodos UTP 8 y UTP 86FN la zona fundida de
ambos son diferentes, puesto que el primero deposita una aleación con un
alto contenido de níquel, mientras que el otro deposita una aleación de Ni-
Fe.
5. En la zona de interface para el UTP 8 aparecen agujas de martensita y una
transformación eutéctica, mientras para el UTP 86FN no aparecen estas
agujas de martensita y ocurren una transformación hipereutéctica.
6. Los valores de microdureza obtenidos muestran que para el electrodo UTP
8 en la zona de interface su valor es tres veces mayor que para el UTP
86FN, debido a la formación de agujas de martensita en el primero.
7. Los valores de dureza obtenidos en el cordón de soldadura corresponden al
rango de dureza dado por el fabricante de ambos electrodos, mientras que
la dureza del material de la carcasa modificada es mayor al de la carcasa
tradicional.

70
Conclusiones Generales
Según lo expuesto en el trabajo anterior, se ha arribado a las siguientes
conclusiones:
1. Mediante la caracterización microestructural y de composición química se
determinó que el material de la carcasa tradicional corresponde a un hierro
fundido con inclusión de grafito nodular y matriz ferrítica, mientras que para
la carcasa modificada corresponde a un hierro fundido con inclusión de
grafito esferoidal y matriz ferrítica.
2. Las causas principales que provocan el surgimiento y propagación de las
grietas en la carcasa, está asociado a los fenómenos de choque térmico y
fatiga térmica. El valor que alcanza la amplitud máxima del esfuerzo térmico
(Sm= 560 MPa) es mayor que la amplitud de tensión permisible (Sa= 210
MPa).
3. La valoración del comportamiento de ambos electrodos durante el proceso
de soldadura del metal base de la carcasa modificada, arrojo el siguiente
resultado, que el electrodo que mejor comportamiento presentó en cuanto a
la soldabilidad fue el UTP 86FN, el mismo no aparecen agujas de
martensita, ni grietas.

71
Recomendaciones
1. Continuar el estudio acerca de la soldabilidad del electrodo UTP 86FN
aplicando precalentamiento al material base de la carcasa.
2. Estudiar la posibilidad de predecir el ciclo de trabajo de la turbina, para
poder determinar el tiempo de iniciación y final de las grietas.

72
Referencias Bibliográficas
1. ASTM E3 -11. Standard Guide for Preparation of Metallographic Specimens.
2. ASTM E340-15. Standard practice for macroetching metals and alloys.
3. Batista, Yoeni. Variaciones microestructurales de una fundición nodular
sometida a soldadura con electrodos revestidos. Instituto Superior Minero
Metalúrgico de Moa. 2017. Ubicado en internet en el sitio:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwi4qZfZlOTiAhWkr1kKHe5MAgkQFjAAegQIARAC&url=http%3A%2
F%2Fninive.ismm.edu.cu%2Fbitstream%2Fhandle%2F123456789%2F2337
%2Fbatista.pdf%3Fsequence%3D1%26isAllowed%3Dy&usg=AOvVaw19ng
jC6WXz8nBR6eVgC89Q. Fecha de consulta: 15 de septiembre del 2018.
4. Bonilla Chang, Byron José. Reconstrucción y/o reparación de piezas de
fundición gris, por medio de soldadura al arco (SMAW). Guatemala
2015.Ubicado en internet en el sitio:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwjv_6GPleTiAhUj11kKHQSTCe0QFjAAegQIABAC&url=http%3A%2
F%2Fwww.repositorio.usac.edu.gt%2F5221%2F1%2FByron%2520Jos%25
C3%25A9%2520Bonilla%2520Chang.pdf&usg=AOvVaw3MxRH4hVVhNg4
McLFGPREp. Fecha de consulta: 26 de septiembre del 2018.
5. Chiaveri, Vicente. Aceros y fundiciones de hierro. Sao Paulo, 1985.Ubicado
en el sitio de internet:
https://www.google.es/search?q=Chiaveri++Vicente++Aceros+y+fundicione
s+de+hierro+Sao+Paulo+1985&tbm=isch&source=iu&ictx=1&fir=s97p9mez
gx8uM%253A%252CWQS89D_Iq7lwgM%252C_&vet=1&usg=AI4. Fecha
de consulta: 20 de abril del 2019.
6. ASME Sección VIII, Div. 2, 2010. Ubicado en el sitio de internet:
https://www.google.es/search?q=codigo+asme+seccion+viii+division+2+pdf
&source=lnms&sa=X&ved=0ahUKEwinloL1leTiAhVJmlkKHT17B34Q_AUIC
73
ygA&biw=1024&bih=635&dpr=1. Fecha de consulta: 20 de noviembre del
2018.
7. ABB. El turboalimentador. Suiza 2005. Ubicado en el sitio de internet:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwi_l8rJluTiAhXQqFkKHSPLAsMQFjAAegQIABAC&url=https%3A%
2F%2Flibrary.e.abb.com%2Fpublic%2F526b40fb8a24c7a9c1257082002c9
071%2F58-62%25203M555_SPA72dpi.pdf&usg=AOvVaw1KOwSZlsNU-
4VqA78oiYGg. Fecha de consulta: 5 de mayo del 2018.
8. GOST3443 – 87. Cast Iron with graphite of different form. 2005.Ubicado en
el sitio de internet:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwjE8PfhluTiAhUwrVkKHfWMBR4QFjAAegQIBhAC&url=http%3A%
2F%2Fgostexpert.ru%2Fdata%2Ffiles%2F3443-
87%2Ff2371cb04666fad9bc60fbbe51b1cff5.pdf&usg=AOvVaw1w6O135dnJ
whcv_T1OdIfq. Fecha de consulta: 5 de mayo del 2018.
9. Guerrero Beltrán, Mario Jorge. Estudio de las propiedades del hierro gris
que impactan en la soldabilidad durante la reparación de agrietamiento en
carcasas de turbinas de vapor. México 2009. Ubicada en el sitio de
internet:https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=
1&ved=2ahUKEwippraFlTiAhVFuVkKHamaCKUQFjAAegQIAxAC&url=https
%3A%2F%2Fcomimsa.repositorioinstitucional.mx%2Fjspui%2Fbitstream%2
F1022%2F65%2F1%2FMonograf%25C3%25ADa%2520Mario%2520Jorge
%2520SIN.pdf&usg=AOvVaw3VJfYbdGx-Ff5Funhtx9Qa. Fecha de
consulta: 10 de octubre del 2018.
10. Castro, Guillermo. Fundiciones. Departamento de Ingeniería Mecánica
F.I.U.B. A 2014.Ubicado en el sitio de internet:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwir39OxlTiAhWyo1kKHS9HD8AQFjAAegQIBBAC&url=https%3A%
2F%2Fcampus.fi.uba.ar%2Ffile.php%2F295%2FMaterial_Complementario
%2FFundiciones.pdf&usg=AOvVaw3ooWg2eAIFT85HUHdERZG Fecha
de consulta: 6 de noviembre del 2018.
11. Luddey Marulanda, José. Recuperación y soldabilidad de piezas de
fundición de hierro. Universidad Tecnológica de Pereira Colombia. 2007.

74
Ubicado en el sitio de internet:
https://www.researchgate.net/publication/26612487_Recuperacion_y_solda
bilidad_de_fundicion_de_hierro. Fecha de consulta: 3 de octubre del 2018.
12. Machado Rodriguez, Luis Alberto. Metodologia para el reacondicionamiento
por soldadura de las carcasas de turbinas de los grupos electrogenos.
Cuba, Santa Clara, UCLV, 2019. Proyecto de Ingenieria Mecanica III.
13. EMGEF. Mantenimiento Preventivo Planificado. Documento técnico, Santa
Clara, 2014.
14. Martínez Recio, N. Grietas en las carcasas de los turbocompresores.
Documento técnico, EMGEF. Santa Clara,2017.
15. Maya López, Alexander Vladimir. Evaluación de la soldabilidad del hierro
fundido con proceso de soldadura GTAW. Quito 2016.Ubicado en el sitio de
internet:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=6&ved=
2ahUKEwiJt6_5lTiAhULy1kKHbOJDKwQFjAFegQICRAC&url=https%3A%2
F%2Fcomimsa.repositorioinstitucional.mx%2Fjspui%2Fbitstream%2F1022
%2F65%2F1%2FMonograf%25C3%25ADa%2520Mario%2520Jorge%2520
SIN.pdf&usg=AOvVaw3VJfYbdGx-Ff5Funhtx9Qa. Fecha de consulta: 7 de
octubre del 2018.
16. PASTOR, Mario. Introducción a la metalurgia de la soldadura.
2004.Ubicado en el sitio de internet:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwixsM2ZmOTiAhXC1VkKHTLVAHMQFjAAegQIBBAC&url=http%3
A%2F%2Fbeduniv.reduniv.edu.cu%2Ffetch.php%3Fdata%3D175%26type
%3Dpdf%26id%3D2788%26db%3D0&usg=AOvVaw2rYXYSJL7bslbEwMFF
8cxF. Fecha de consulta: 13 de enero del 2019.
17. Pérez Rodríguez, Osmundo Héctor. Metalurgia de la soldadura. Editorial
Pueblo y educación. Habana, Cuba 1983.Ubicado en el sitio de internet:
https://www.google.es/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=
2ahUKEwiI35OvmOTiAhWF1FkKHTJJAR8QFjAAegQIAhAC&url=http%3A
%2F%2Fbeduniv.reduniv.edu.cu%2Ffetch.php%3Fdata%3D175%26type%3
https://www.researchgate.net/publication/26612487_Recuperacion_y_soldabilidad_de_fundicion_de_hierro

75
Dpdf%26id%3D2788%26db%3D0&usg=AOvVaw2rYXYSJL7bslbEwMFF8c
xF. Fecha de consulta: 23 de octubre del 2018.
18. Pérez Rodríguez, Osmundo Héctor. Recuperación por soldadura de piezas
de hierro fundido. Holguín, Cuba 2000.Ubicado en el sitio de
internet:https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&c
d=1&ved=2ahUKEwjx6I_ImOTiAhWw1lkKHSIzAdMQFjAAegQIBBAC&url=h
ttp%3A%2F%2Fwww.copimerainternacional.org%2Fpublicaciones%2Frevis
ta_techno%2Fci_tec%2F4_soldadura.pdf&usg=AOvVaw0KzE09yqmNcuys_
fx4pJX5 . Fecha de consulta: 20 de octubre del 2018.
19. Procedimiento de observación de muestras por microscopia óptica. CIS-
MET-027.Centro de Investigaciones de Soldadura (CIS-UCLV), Santa
Clara, 2002.
20. Rodríguez Pérez, Manuel. Reacondicionamiento de piezas y estructuras
metálicas. UCLV, Santa Clara, 2014. Portal docente:
//10.12.1.66//fimi//carreras//CRD//5to año//Ing. Mecánica// Recuperación de
piezas//Bibliografía. Fecha de consulta: 16 de octubre del 2018.
21. UTP. Guía general de soldaduras. México 2010. Ubicado en el sitio de
internet:https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&c
d=2&ved=2ahUKEwiW1oPumOTiAhVLpFkKHe-
tBoQQFjABegQIABAC&url=http%3A%2F%2Fwww.shimaweld.com%2Fman
uales%2Fguia_de_soldaduras.pdf&usg=AOvVaw1vwcXhZDnAMlmD1FLgRi
Ng . Fecha de consulta: 10 de enero del 2019.