Tubulações
26
ANA CAROLINA SALDANHA ANA CRISTINA VIEIRA BÁRBARA FERREIRA BRUNO NUNES TUBULAÇÕES RIO DE JANEIRO - RJ NOVEMBRO 2012
-
Upload
ana-cristina-vieira -
Category
Engineering
-
view
222 -
download
1
Transcript of Tubulações

ANA CAROLINA SALDANHA
ANA CRISTINA VIEIRA
BÁRBARA FERREIRA
BRUNO NUNES
TUBULAÇÕES
RIO DE JANEIRO - RJ
NOVEMBRO 2012
ANA CAROLINA SALDANHA
ANA CRISTINA VIEIRA
BÁRBARA FERREIRA
BRUNO NUNES
TUBULAÇÕES
RIO DE JANEIRO - RJ
NOVEMBRO 2012
Trabalho realizado por Ana
Carolina Saldanha, Ana Cristina
Vieira, Bárbara Ferreira, Bruno
Nunes, graduandos do 4°
período do curso de Tecnologia
em Construção Naval, para a
obtenção de média na 2ª
avaliação de Construção Naval
I.

SUMÁRIO
RESUMO..................................................................................................................... 4
1. TUBULAÇÕES ........................................................................................................ 6 1.2 MÉTODOS DE FABRICAÇÃO DE TUBOS ..................................................... 6 1.2.1 FABRICAÇÃO DE TUBOS SEM COSTURA ............................................ 6 1.2.2 FABRICAÇÃO DE TUBOS COM COSTURA ........................................... 7 2. MATERIAIS UTILIZADOS ....................................................................................... 8 3. APLICAÇÕES ....................................................................................................... 12 4. PADRÕES DIMENSIONAIS .................................................................................. 15 4. NORMA ASTM ................................................................................................ 15 4. NORMA DIN 2394 .......................................................................................... 16 5. TRATAMENTOS ................................................................................................... 18 5.1. PINTURAS DAS TUBULAÇÕES INDUSTRIAIS .......................................... 18 5.2. PRÉ-MONTAGEM DASPEÇAS DE TUBULAÇÃO...................................... 19 5.3. LIMPEZA DAS TUBULAÇÕES ................................................................... 22 5.3.1 PIG’S ....................................................................................................... 24 CONCLUSÃO ............................................................................................................ 25 REFERÊNCIAS ......................................................................................................... 26

4
RESUMO O trabalho a seguir visa explicitar, de forma breve e prática, O trabalho a seguir visa
explicitar, de forma breve e prática, o uso das tubulações não só no âmbito
naval,com de forma geral. Assim, serão apresentados os tipos, suas características,
aplicações, etc.

5
1. TUBULAÇÕES
Tubulações é o nome dado ao conjunto de tubos, acessórios, válvulas e dispositivos
que participam de um processo em uma área ou unidade, constituindo uma de suas
partes mais importantes. Eles compõem, juntamente com os equipamentos como
torres, permutadores, tanques e bombas, um complexo necessário ao
funcionamento de uma unidade de processo. Este é, pois, o assunto de que
trataremos neste primeiro bloco de estudos. Lembramos que, devido à grande
variedade dos acessórios.
TUBOS
Os tubos são elementos vazados, normalmente de forma cilíndrica e seção
constante, utilizados no transporte de fluidos, os quais podem ser líquidos, gasosos
ou mistos.
Para auxiliar o deslocamento dos fluidos entre os equipamentos (vasos, torres,
permutadores etc.) e para os tanques de armazenamento, ao final do processo, são
utilizadas máquinas como bombas e compressores.

6
1.2 METODOS DE FABRICAÇÃO DE TUBOS
Há duas grandes classes de fabricação de tubos: as em costura e a com costura.
Vejamos, então, o que caracteriza cada um desses métodos.
1.2.1 FABRICAÇÃO DE TUBOS SEM COSTURA
Diz-se que um tubo é sem costura quando ele é fabricado sem emendas
longitudinais ou transversais. Os processos industriais de fabricação dos tubos sem
costura são em número de quatro: fundição, forjamento, extrusão e laminação, que
descreve remosa seguir. Por meio desses processos, os tubos tomam-se de
qualidade superior e próprios para juntar em pressões elevadas .
•Fundição
O tubo é fabrica do em um molde no qual o material é despejado em estado líquido.
Ao se solidificar, o tubo estará com sua forma definida. Por esse processo são
fabricados tubos de ferro fundido, de barro, borrachas, concretos etc.
•Forjamento
É um processo de pouca aplicação, em que um lingote de aço aquecido ao rubro é
martelado contra um mandril central, até que a forma e a espessura desejada seja
mobtidas. Durante a martelagem, o lingote vai aumentando o comprimento.
•Extrusão
O material emestado pastoso é pressionado por êmbolo através de um furo de uma
matriz e porforado mandril. Ao sair, ele já tem a forma de tubo. Após essa operação
o tubo, ainda curto, passa por laminadores que vão dando as formas e dimensões
definitivas. Por extrusão fabricam-se tubos de pequenos diâmetros, como os de
alumínio, cobre, chumbo e plástico.
•Laminação
É o processo de fabricação mais importante dos tubos sem costura, que consiste em
passar um lingote de aço aquecido a 1200°C um laminador. O lingote, ao passar
entre os rolos do laminador, é prensado fortemente, ao mesmo tempo que um
mandril abre um furo, transformando-o em tubo.

7
1.2.2 FABRICAÇÃO DE TUBOS COM COSTURA
Os tubos com costura são fabricados pelos processos de soldagem, a partir de
chapas enroladas. Esses tipos de tubos, apesar de possuírem menor resistência que
os sem costura, são de uso mais frequente, pelo fato de terem um custo mais baixo,
devido à facilidade do processo de soldagem. Por meio da soldagem os tubos
podem ser fabrica dos de dois modos distintos:
enrolando uma chapa em espiral e soldando a emenda (em espiral);
enrolando (por calandragem) a chapa no sentido longitudinal e soldando a
emenda (longitudinal).
Dentre os processos de fabricação dos tubos soldados, a soldagem a arco elétrico é
a mais utilizada. Por esse processo, o calor para produzir a fusão do metal de base
(tubo)é gerado por arco elétrico produzido entre dois eletrodos, ou entre um eletrodo
e a peça que está sendo soldada. A soldagem é utilizada na fabricação dos tubos e
também na montagem das tubulações. Os processos de soldagem industrial são
automatizados ou semi-automatizados, sendo a solda manual raramente utilizada.
Dentre esses processos, os mais importantes são:
soldagem com eletrodo revestido;
soldagem com arco submerso;
soldagem com gás inerte e eletrodo de tungstênio –TIG e MIG/MAG.

8
2. MATERIAIS UTILIZADOS
O materiais utilizados para tubulações são vários. Cada um deles é usado
especificamente para um tipo de aplicação e sua escolha é extremamente
complicada, até porque deve-se levar em consideração a pressão e a temperatura
de trabalho o qual o mesmo será submetido.
A.S.T.M (American Society for Testing and Materials) classifica mais de 500 tipos de
materiais utilizados. Os principais são:
TUBOS METALICOS
TUBOS NÃO METÁLICOS
MATERIAIS PLÁSTICOS
Cimento amianto Cloreto de Poli-Vinil (PVC)
Concreto armado Polietileno
Barro vibrado Acrílicos
Borracha Acetato de celulose
Vidro Epóxi
Cerâmica , porcelana, etc. Poliésteres
Fenólicos
FERROSOS NÃO FERROSOS
Aços carbono Cobre
Aços liga Latões
Aços inox Cupro-Níquel
Ferro fundido Alumínio
Ferro forjado Níquel e ligas
Ferro ligado Metal monel
Ferro modular Chumbo
Titânio, Zircônio

9
TUBOS DE AÇO COM REVESTIMENTO INTERNO DE:
Zinco
Materiais plásticos
Elastômeros (borracha), ebonite, asfalto
Concreto
Vidro, porcelana, etc
Na área naval, as tubulações são bastante utilizadas não somente dentro de
embarcações. Existem os dutos marinhos e os Risers. A diferença entre um e outro
é que os dutos marinhos são fixados ao solo marinho enquanto os risers ligam a
cabeça dos poços de petróleo à uma unidade produtiva na superfície do mar. Esses
risers podem ser metálicos, mas também podem ser fabricados com materiais
compósitos, que é o resultados da combinação de dois ou mais materiais distintos
que atuam em conjunto e mantêm suas caracterísiticas individuais.

10
Embora a fabricação de tubos empregue mais de 200 tipos de materiais, somente
uns 40 tipos são utilizados na produção comercial. Os tubos mais usados são os de
materiais ferrosos como o aço-carbono, o aço-liga e o aço inoxidável. Os tubos de
ferro fundido são restritos às instalações de utilidade como de água e esgoto.
O aço carbono é uma liga de ferro de carbono. A percentagem de carbono, que
pode variar de 0,15 a 0,5%, determina o grau de dureza do aço. Quanto maior a
percentagem de carbono na liga, maior será a dureza e também maior a dificuldade
de soldagem do aço. E a soldagem é um dos processos de maior utilização na união
de tubos a acessórios. Nas indústrias de processamento, principalmente nas
petroquímicas e petrolíferas, os tubos de aço-carbono são os mais utilizados, devido
às suas excelentes qualidades mecânicas, à boa soldabilidade e ao baixo custo.
Além disso, eles podem trabalhar com água, vapor condensado, gás e óleo a
pressões e temperaturas elevadas.
Mas o aço-carbono também apresenta algumas restrições. Em temperaturas abaixo
de 30°C, ele se torna quebradiço. E, acima de 500°C, está sujeito a deformações
lentas. Outras desvantagens são abaixa resistência a fluidos e à corrosão, quando
exposto a ambiente úmido. Quando é necessária a utilização de tubulações nessas
situações, o projeto estabelece a utilização de aços-ligas ou inoxidáveis. Os aços-
ligas e os inoxidáveis podem conter cromo, níquel, molibdênio ou titânio, dificultando
a ação dos agentes que atacam o aço. Outra modalidade de defesa contra esses
agentes é a utilização de tubos galvanizados, desde que os projetistas assim o
determinem.
No caso do alumínio, os tubos produzidos com esse material são empregados para
troca de calor e os tubos de chumbo são utilizados em tubulações de esgoto sem
pressão.
Já os tubos de plástico têm utilização em casos de baixa temperatura e pressão,
uma vez que apresentam a vantagem de serem de baixo peso, baixo custo e de
grande resistência a muitos produtos corrosivos, quando comparados a materiais
metálicos. Dizemos que, em geral, os plásticos substituem os metais onde eles são
fortemente atacados.
Os ácidos diluídos, por exemplo, não atacamos plásticos, mas afetam fortemente os
metais. Já os álcalis concentrados, no entanto, atacamos plásticos, mas não afetam
muitos os metais. No caso dos componentes de produtos do petróleo, por exemplo,
eles podem ser conduzidos por tubos metálicos, mas nem todos por tubos plásticos.

11
A escolha do material empregado nos tubos está diretamente relacionada ao projeto
e às características das variáveis do processo como: pressão, temperatura, vazão,
viscosidade e outros. Os fatores que também influenciam na escolha dos materiais
dos tubos são a segurança, as cargas mecânicas, a corrosão e os custos, entre
outros.

12
3. APLICAÇÕES
As tubulações podem ser aplicadas de várias formas na indústria.Existem as:
▪Tubulações de Processo: Tubulações cuja finalidade é o processamento na
indústria, seja armazenagem ou distribuição dos fluidos.
Por exemplo, as tubulações de óleos em refinarias, terminais e instalações de
armazenagem ou distribuição de produtos de petróleo, tubulações de vapor em
centrais termelétricas,tubulações de produtos químicos em indústrias químicas etc.
▪Tubulações de Utilidades: as tubulações em geral em todas as indústrias que se
dedicam a outras atividades. As tubulações de utilidades podem servir não só ao
funcionamento da indústria propriamente dita (sistemas de refrigeração,
aquecimento, vapor para acionamento de máquinas etc.), como também a outras
finalidades normais ou eventuais, tais como: manutenção,limpeza, combate a
incêndio etc. Costumam constituir tubulações de utilidades as redes de água doce,
água salgada,vapor, condensado e ar comprimido, nas indústrias em geral.
Há vários outros tipos de tubulações utilizadas. Como por exemplo, as tubulações de
instrumentação, de transmissão hidráulica,de drenagem,etc. Elas podem ser
classificadas da seguinte forma:

13
As tubulações industriais podem ser classificadas quanto ao fluido que elas
conduzem.
●Tubulações para Água:
Água doce
- Água potável;
- Água para alimentação de Caldeiras
- Água;
Água salgada
Água de incêndio
Água de irrigação
●Tubulações para Vapor:
Vapor superaquecido
Vapor exausto
Vapor saturado
Condensado
●Tubulações para Óleo:
Petróleo Cru
Produtos intermediários e finais de petróleo
Óleos vegetais
Óleos hidráulicos
●Tubulações para Ar:
Ar comprimido industrial
Ar comprimido de instrumentação
●Tubulações para Gases:
Gás de iluminação
Gás natural
Gás de petróleo, Gás de síntese
Gás de alto-forno
Co2, Hidrogênio,oxigênio, etc.

14
●Tubulações para Drenagem e Esgotos:
Esgoto pluvial, lama de drenagem
Esgoto industrial
Esgoto sanitário
Gases residuais
Drenagem de emergência
●Tubulações para Fluidos Diversos:
Produtos alimentares
- bebidas;
- xaropes;
- óleos e gorduras comestíveis;
Produtos petroquímicos
Tintas,resinas, vernizes, solventes, etc.
Misturas refrigerantes
Pasta de papel
Produtos químicos diversos
- ácidos, álcalis, enxofre fundido
- amônia, álcool
- cloro, ureia, soda
- sabões,etc.

15
4. PADRÕES DIMENSIONAIS
4.1. NORMAS ASTM
A aplicação desta norma é feita em tubos utilizados na condução de líquidos, gases,
vapores, ar comprimido, etc. Tubos esses testados por ensaio elétrico não
destrutivo.
As dimensões do diâmentro externo e da parede são tabeladas.O comprimento
normal de fabricação é 6000 mm com tolerância de + ou - 120 mm,
admitindo máximo de 10% de tubos com comprimentos menores.
DIÃMETRO EXTERNO
Até 48,3 mm (1.1/2) + ou – 0,40 mm
60,3 mm (2) ou maiores + ou – 1%
ESPESSURA DA PAREDE
Espessura mínima = Espessura niminal – 12,5%
- COMPOSIÇÃO QUÍMICA
GRAU DO AÇO COMPOSIÇÃO QUÍMICA EM %
Abreviatura C máx Mn Máx P Máx S Máx Cu Máx Cr Máx
GRAU A 0,25 0,95 0,05 0,045 0,50 0,40
GRAU B 0,30 1,20 0,05 0,045 0,50 0,40
- PROPRIEDADES MECÂNICAS
GRAU DO AÇO RESISTENCIA À
TRAÇÃO (Mpa)
mín
LIMITE DE
ESCOAMENTO
(Mpa) mín
ALONGAMENTO
EM % mín
GRAU A 330 205 30
GRAU B 415 240 23

16
4.2. NORMAS DIN 2394
Esta norma é utilizada em tubos para fins mecânicos, onde é importante a exatidão
dimensional e o aspecto da superfície. Estes são utilizados nas indústrias de
autopeças,bicicletas, movéis,eletrodomésticos,etc. Normalmento o material utilizado
é SAE1008/12 podendo ser utilizados outros tipos de aço, mediante a um pedido. Os
tubos podem passar por ensaios elétricos não destrutivos ou ensaios hidrostáticos.
Em geral os tubos são fornecidos no comprimento de 6000 +/- 120mm para
comprimentos fixos, tolerâncias de ( - 0 +100mm).
DIÂMETRO EXTERNO
10,00 a 19,05mm + ou – 0,12
20,70 a 31,75mm + ou – 0,15
33,70 a 44,45mm + ou – 0,20
47,60 a 57,15mm + ou – 0,30
60,30 a 88,90mm + ou – 0,40
90,00 a 101,60mm + ou – 0,50
114,30 a 127,00mm + ou – 0,60
139,70 a 168,30mm + ou – 1,20
- COMPOSIÇÃO QUÍMICA
GRAU DO AÇO COMPOSIÇÃO QUÍMICA EM %
Abreviatura Similar
SAE
C máx Si Máx Mn Máx P Máx S Máx Al Máx
RSt 34,2 1008/10 0,15 0,30 0,60 0,025 0,025 0,2
RSt 37,2 1012/15 0,17 0,30 0,70 0,025 0,025 0,2
St 44,2 1020/21 0,21 0,30 1,10 0,025 0,025 0,2
St 52,3 1022 0,22 0,55 1,60 0,025 0,025 0,2

17
- PROPRIEDADES MECÂNICAS
GRAU DO AÇO ESTADO DE FORNECIMENTO
Abreviatura Similar
SAE
BK GBK NBK
RT Mpa
mín
A %
mín
RT Mpa
mín
A %
mín
RT Mpa
mín
LE
Mpa
Mín
A %
mín
RSt 34,2 1008/10 330 8 300 28 310 a
410
205 28
RSt 37,2 1012/15 390 7 315 25 340 a
470
235 25
St 44,2 1020/21 440 6 390 21 410 a
540
255 21
St 52,3 1022 540 5 490 22 490 a
630
355 22

18
5. TRATAMENTOS
5.1. PINTURA DAS TUBULAÇÕES INDUSTRIAIS
Todas as tubulações de aço-carbono, de aços-liga e de ferro, não enterradas e
que não tenham isolamento térmico externo, devem obrigatoriamente receber
algum tipo de pintura.
A norma NB-54, da ABNT, recomenda o uso das seguintes cores para a
identificação de tubulações:
verde : água.
brando : vapor.
azul : ar comprimido.
alumínio : combustíveis gasosos ou líquidos de baixa viscosidade.
preto : combustíveis e inflamáveis de alta viscosidade.
vermelho : sistema de combate a incêncio.
amarelo : gases em geral.
laranja : ácidos.
lilás : álcalis.
cinza-claro : vácuo.
castanho : outros fluidos não especificados.
As cores de identificação podem ser pintadas na tubulação toda, ou apenas em
faixas de espaço em espaço.

19
5.2. PRÉ-MONTAGEM DAS PEÇAS DE TUBULAÇÃO
Em montagens de tubulações industriais é usual fazer-se o que se denomina "pré-
montagem de peças de tubulação", que consiste na montagem prévia de
subconjuntos compostos de certo número de pedaços de tubo reto e de conexões
(flanges, reduções, três, curvas, curvas em gomos, colares, derivações soldadas,
tampões etc.). Cada um desses subconjuntos denomina-se "peça" (spool).
A pré-montagem de peças de tubulação aplica-se às tubulações metálicas, com
soldas de topo, e eventualmente às tubulações de plásticos reforçados (tubos
"FRP"). Para tubulações enterradas, de qualquer material, não se faz pré-montagem,
que também não é usual para tubulações de 2", ou menores. Em princípio, devem
ser pré-montadas peças abrangendo a maior parte possível de todo sistema de
tubulações a ser montado, para simplificar o serviço global de montagem, reduzindo
ao mínimo a soldagem e montagem no local da obra.
Antes de iniciar a pré-montagem é necessário um cuidadoso trabalho de preparação
dos materiais, que consiste na verificação e classificação de todos os componentes
que vão ser utilizados (tubos, flanges, conexões etc.), seguidas da limpeza externa e
interna, para remover ferrugem, tintas, terra e outros materiais estranhos, e da
verificação do tipo de material.
Essa verificação consiste em determinar o tipo exato de material de cada
componente utilizado, um por um, para certificar se está de acordo com o
especificado no projeto.
É fácil perceber as graves consequências que podem decorrer de um engano de
materiais, e esses enganos são muito possíveis de acontecer, ainda que sejam
tornados todos os cuidados no recebimento e estocagem dos materiais. Daí a
necessidade dessa verificação do tipo de material em cada componente utilizado.
Para evitar toda a possibilidade do uso indevido de um material no lugar de outro,
recomenda-se que a verificação seja feita depois da ajustagem das peças, e
imediatamente antes da soldagem.

20
Antes de ser iniciada a montagem de qualquer sistema de tubulações devem ser -
ou devem já estar - instalados sobre as suas bases todos os equipamentos ligados à
rede de tubulações; vasos, tanques, reatores, trocadores de calor, bombas,
compressores etc., nota-se que todos os equipamentos devem ter bases próprias,
não se admitindo que fiquem pendurados ou suportados pelas tubulações.
Todos esses equipamentos devem ser colocados em suas posições exatas, depois
de alinhados e nivelados, devendo a sua locação em planta e em elevação ser
cuidadosamente verificada por meio de instrumentos de topografia, corrigindo-se
previamente, se necessário, qualquer erro que seja observado. É muito importante o
máximo rigor e precisão nessa locação, porque os bocais desses equipamentos,
onde se ligam as tubulações, servirão de pontos de partida e de orientação para
toda a montagem futura dos tubos, e, assim, um pequeno desvio que haja na
posição de qualquer equipamento poderá resultar em grave erro na posição das
tubulações.
Antes de ser iniciada a montagem deve ser feita a limpeza de todas as peças pré-
montadas e de todos os componentes avulsos (varas de tubos, válvulas etc.) bem
como a inspeção dimensional das peças pré-montadas para verificar e corrigir
possíveis erros de montagem e danos durante a estocagem e transporte.
Na montagem de tubulações e necessário que seja observado com o maior rigor
possível o alinhamento entre as varas de tubo e as peças pré-montadas.
Esse alinhamento deve ser mantido até que sejam completadas todas as soldas.
Se todo sistema de suportes já estiver completamente pronto e perfeitamente
alinhado e nivelado, o alinhamento dos tubos é relativamente fácil de ser
conseguido, bastando colocar as varas de tubo e peças pré-montadas nos
respectivos suportes. Mesmo assim haverá quase sempre necessidade de
construção de escoramentos provisórios para a sustentação de pequenas peças que
não tenham suportes próprios, ou para auxiliar a sustentação de outras peças.
Para a montagem de tubulações com isolamento térmico, devem ainda ser
colocados, sobre os suportes definitivos, calços provisórios com a altura dos patins,
para que as tubulações fiquem na elevação correta.
21
Os escoramentos provisórios devem ser seguros e bastante robustos para não
fletirem com o peso das tubulações, fazendo com que fiquem fora da elevação de
projeto. Esses escoramentos costumam ser feitos de madeira ou de perfis e tubos
de aço; nesse ultimo caso podem ser ponteados com solda entre si ou nos tubos a
sustentar, para melhorar a rigidez e segurança.
É muito importante que em nenhuma ocasião, durante a montagem, se tenham
tubos ou outras peças em posição não suportada, fazendo peso ou introduzindo
momentos sobre bocais de vasos, tanques, equipamentos, válvulas etc. Esses
esforços, ainda que se exerçam por pouco tempo, podem causar danos
consideráveis.
Em qualquer serviço de montagem de tubulações devem evidentemente ser
observadas todas as normas de segurança para se evitar acidentes. No caso
particular de obras em instalações onde existam (ou possam existir) líquidos ou
gases infamáveis explosivos, ou capazes de formar misturas detonantes, devesse
tomar o máximo cuidado com os riscos de incêndio e de explosão. Os serviços de
solda, de maçarico, ou quaisquer outros serviços de chama aberta, só podem ser
feitos depois de expressamente autorizados pelo inspetor de segurança, que dará
um certificado da inexistência de condições de explosões no local, ou recomendará
as precauções que forem necessárias.

22
5.3. LIMPEZA DAS TUBULAÇÕES
Depois de terminada a montagem deve-se fazer a limpeza interna completa das
tubulações, para remover depósitos de ferrugem, pontas de elétrodos, salpicos de
solda, poeiras, rebarbas e outros detritos, antes da entrada em operação do sistema.
Essa limpeza é geralmente feita pelo bombeamento continuo de água até que a
água saia completamente limpa. Por precaução adicional, colocam-se filtros
provisórios de tela na entrada das bombas, compressores, medidores e outros
equipamentos, para evitar a entrada de detritos, durante os primeiros períodos de
operação do sistema. A água empregada na limpeza deve ser doce, limpa e não
poluída; para tubulações de aços inoxidáveis deve ser exigido que a água não tenha
concentração de cloretos acima de 30 ppm.
Antes da limpeza, devem ser retiradas da tubulação as válvulas de retenção e de
controle, placas de orifício, separadores de linha, e também as válvulas de
segurança e de alívio; essas peças devem ser limpas em separado, e substituídas
provisoriamente na tubulação, onde possível e necessário, por pedaços curtos de
tubo com os extremos flangeados ("carretéis", como são chamados).
No caso de tubulações para gases, principalmente quando de grande diâmetro,
deve, ser verificado no projeto se os suportes podem resistir ao peso da tubulação
cheia de água, ou se é necessária a construção de escoramentos provisórios. Nas
tubulações ligadas a compressores, depois da limpeza usual com água, deve-se
fazer uma segunda limpeza com ar comprimido, para remover os restos de água ou
de umidade. Em casos especiais de tubulações em que, devido ao material ou ao
serviço, a presença ou vestígios de água não possam ser permitidos, a limpeza
devera ser feita apenas com ar comprimido.
Em lugar da limpeza convencional acima descrita, a limpeza das tubulações também
pode ser feita simplesmente por meio de um "pig" (êmbolo) especial que desliza por
dentro da tubulação acionado pela pressão da água, e em cuja passagem vai
carregando detritos e corpos estranhos existentes.

23
Quando devido à natureza do serviço houver necessidade de uma limpeza mais
perfeita, pode-se recorrer à limpeza mecânica e à limpeza química. A limpeza
mecânica é feita por meio de escovas rotativas, elétricas ou de ar comprimido.
Pode também ser feita manualmente, em tubos de grande diâmetro, nos quais seja
possível a entrada de pessoas. A limpeza química consiste na circulação de
soluções especiais de detergentes, ácidos ou soda cáustica, conforme o material do
tubo e o grau de limpeza desejado. A solução química deve ser depois
completamente removida por meio de água, vapor ou ar comprimido.
As tubulações destinadas a água potável devem sofrer uma desinfecção feita com
uma solução contendo no mínimo 50 mg/litro de cloro, durante pelo menos 3 horas.
A desinfecção deve ser repetida até que a análise bacteriológica não acuse mais
qualquer contaminação.

24
5.3.1 PIGs
Existem no mercado diferentes métodos de limpeza e inspeção de dutos, dentre
elas, a utilização de um instrumento especial, o PIG, é considerado, hoje, o
procedimento mais seguro e mais utilizado.
PIG nada mais é que um dispositivo que é inserido no duto e que viaja livremente,
dirigido pelo próprio fluxo (água, gás ou seu próprio fluído).
Entretanto os PIGs são utilizados para outras funções além de limpeza de
tubulações. Os PIGs também são utilizados no tratamento de tubulações, no
monitoramento, na inspeção de falhas e corrosão. Segue abaixo algumas de suas
funções:
- Separação de produtos;
- Limpeza os depósitos e os restos;
- Localização de obstruções;
- Remoção de líquidos;
- Remoção de gás;
- Medições da geometria da tubulação;
- Inspeção interna;
- Revestimento de diâmetro interno;
- Inibição de corrosão;
- Melhoraria da eficiência do fluxo.
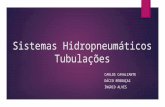
Diferentes Tipos de PIGs

25
CONCLUSÃO
As tubulações possuem um papel grandioso na indústria, independentemente qual
seja ela, naval, automobilística, etc.
Suas caracterísiticas, dimensões, composição química, são de extrema importância
já que, no resultado final do trabalho, cada uma delas terá uma propriedade
diferente. Após a análise de especialistas, cada tipo de tubulação terá uma
finalidade. Por isso as normas devem ser seguidas a risca e seu processamento e
fabricação também.

26
REFERÊNCIAS
TELLES, Pedro C. Silva. Tubulações Industriais: materiais, projeto,
montagem. 10.ed. Rio de Janeiro: LTC,2003
CPM – Programa de Certificação Pessoal de Caldeiraria – Tubulação Industrial.
SENAI – ES.
SLIDESHARE.NET - Tubulações industriais SENAI
acessado em: 8/11/12
Site: http://www.gruporoosevelt.com.br/montagem/jateamento-e-pintura-interna-de-
tubos/
Acessado em: 05/11/12
Mundo Geo.
Disponível em: http://mundogeo.com/blog/2000/01/01/reabilitacao-de-dutos-e-omeio-
ambiente/
Acessado em: 06/11/12
Site: http://www.cpti.cetuc.puc-rio.br/projetos/p/17/
Acessado em: 08/11/12