UNIVERSIDADE DE SÃO PAULO DEPARTAMENTO DE...
91
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA DEPARTAMENTO DE ENGENHARIA QUÍMICA LEAN OFFICE COMO FERRAMENTA DE MELHORIA DE UM PROCESSO ADMINISTRATIVO EM UMA INDÚSTRIA FARMACÊUTICA Ana Paula Simões Bondiolli Orientador: Prof. Dr. Marco Antonio Carvalho Pereira LORENA - SP 2014
Transcript of UNIVERSIDADE DE SÃO PAULO DEPARTAMENTO DE...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
LEAN OFFICE COMO FERRAMENTA DE MELHORIA
DE UM PROCESSO ADMINISTRATIVO EM UMA INDÚSTRIA FARM ACÊUTICA
Ana Paula Simões Bondiolli
Orientador: Prof. Dr. Marco Antonio Carvalho Pereir a
LORENA - SP
2014

ANA PAULA SIMÕES BONDIOLLI
LEAN OFFICE COMO FERRAMENTA DE MELHORIA
DE UM PROCESSO ADMINISTRATIVO EM UMA INDÚSTRIA FARM ACÊUTICA
Trabalho de conclusão de curso apresentado à Escola de Engenharia de Lorena – Universidade de São Paulo como requisito parcial para obtenção de título de Engenheira Química Área de Concentração: Qualidade e Produtividade.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira.
LORENA - SP
2014

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA – EEL/USP
ANA PAULA SIMÕES BONDIOLLI
LEAN OFFICE COMO FERRAMENTA DE MELHORIA DE UM PROCESSO
ADMINISTRATIVO EM UMA INDÚSTRIA FARMACÊUTICA
Declaro que esta monografia foi revisada e encontra-se apta para avaliação e
apresentação perante a banca avaliadora.
DATA: ___/___/2014
___________________________________
Prof. Dr. Marco Antonio Carvalho Pereira

DEDICATÓRIA
Dedico a minha família, que sempre com
muito carinho e compreensão me
apoiaram em todos os momentos. Dedico
ao meu noivo, Carlos Eduardo, pelo amor
e paciência.

AGRADECIMENTOS
Agradeço aos meus queridos pais, Sérgio e Rosana, por nunca me deixaram
esquecer que o sucesso e as conquistas vêm com o caminhar em uma longa
jornada e que a paciência é sim, uma virtude.
Agradeço aos meus irmãos, Felipe e Gustavo, pela reciprocidade em tudo,
por terem orgulho de mim e sempre me enxergarem como a irmã mais velha mais
inteligente do mundo, quando na verdade, eles é que são incríveis.
Agradeço ao meu noivo Carlos Eduardo, pela tamanha paciência,
compreensão e infinito apoio. Por essas e outras, eu decide me casar com você.
Agradeço aos professores da EEL-USP, em especial ao Prof. Dr. Marco
Antonio Carvalho Pereira, pela dedicação aos seus alunos e pela paixão à sua
profissão. Querido professor, o meu eterno “Obrigada”!
Agradeço à minha segunda família que são os meus amigos de Lorena:
Bruna, Luana, Roberta, Guilherme, Victor e Vinicius. Vocês foram e são
absurdamente essenciais para mim.
Agradeço a mim mesma por sempre seguir em frente em busca do melhor,
pela vontade de descobrir e fazer diferente, pela vontade de ser uma grande
engenheira.
.

“Quando você tem uma meta, o que era
um obstáculo passa a ser uma etapa de
um dos planos”.
(Gerhard Erich Boehme)

RESUMO
BONDIOLLI, A. P. S. Lean Office como Melhoria de um Processo Administra tivo
em uma Indústria Farmacêutica. 2014. 90f. Projeto de monografia (Trabalho de
Conclusão de Curso) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2014.
Observou-se expansão considerável do mercado de Saúde Animal, podendo-se
atribuir tal crescimento, principalmente, a três fatores: ameaça de doenças
provenientes de animais, segurança alimentar da população, do rigor dos órgãos
regulatórios e, finalmente, crescimento da população de animais de companhia (o
mercado Pet). Em um mercado em crescimento como este, tornou-se essencial
gerar inovação e competitividade através de informações que representassem um
valor entregue em conformidade às demandas de seus clientes/usuários. A
qualidade no fluxo de informação, gerenciada em grandes corporações, agilizou
processos decisórios. Propôs-se, então, um projeto em uma Indústria Farmacêutica
de Saúde Animal, com a utilização do Lean Thinking – ferramenta que busca a
maximização do valor pela contínua eliminação de desperdícios, para a resolução de
um problema referente aos atrasos no encaminhamento de informações técnicas
dentro de uma organização multinacional. O objetivo da redução de 75% do tempo
de emissão das folhas de produção foi alcançado, bem como a diminuição da
quantidade de erros neste tipo de documentação. Esta era uma atividade
dispendiosa da Garantia da Qualidade, evidenciando claramente seus desperdícios
e etapas que não agregavam valor. Através de uma Pesquisa Ação e com o uso do
DMAIC, as atividades foram reestruturadas, mensuradas, revisadas e padronizadas.
Palavras-Chave : Lean Thinking. Lean Office. Desperdício. Fluxo de Valor.
ABSTRACT

BONDIOLLI, A. P. S. Lean Office as an Administrative Process Improvemen t in a
Pharmaceutical Industry. 2014. 90f. Final Paper – Engineering School of Lorena,
University of São Paulo, Lorena 2014.
It was observed a considerable expansion of the Animal Health market that could be
attributed by, primarily, to three factors: the threat of disease from animals, food
security of the population, the rigor of the regulatory bodies and ultimately population
growth of pet animals (The Pet market). In a growing market like this, it was essential
generate innovation and competitiveness through information presenting a value
delivered in accordance to the demands of their customers / users. The quality of the
information flow, managed in large corporations, streamlined decision-making
processes. It was then proposed a project with the use of Lean Thinking tool that
sought to maximize the value for the continuous elimination of waste, to solve a
problem related to delays in the forwarding of technical information within a
multinational organization. The goal that was achieved was a 75% of reduction in the
emission time of worksheets paper for the production area, as well as reduction of
the amount of errors in this type of documentation. This was a costly activity for the
Quality Assurance, that clearly demonstrated waste and steps that did not add any
value. Through Research-Action and DMAIC, the activities were restructured,
measured, reviewed and standardized, and the Department of Quality Assurance
was able to start the Lean Office process.
Key-Words: Lean Thinking. Lean Office. Waste. Value Stream.

LISTA DE FIGURAS
Figura 1: Faturamento da Indústria Farmacêutica de Saúde Animal ........................ 14
Figura 2: Benefícios da Redução de Desperdícios com a Utilização do Lean
Manufacturing ............................................................................................................ 18
Figura 3: Estrutura do Sistema Toyota de Produção ................................................. 19
Figura 4: Processamento em Fluxo Contínuo ........................................................... 20
Figura 5: Sistema de Produção Puxada .................................................................... 21
Figura 6: Os sete desperdícios .................................................................................. 23
Figura 7: Seleção de Família de Produtos ................................................................ 25
Figura 8: Exemplo de Mapa de Fluxo de Valor Genérico .......................................... 27
Figura 9: Ícones para Mapeamento no Escritório ...................................................... 32
Figura 10: Metodologia DMAIC ................................................................................. 33
Figura 11: Ciclo da Pesquisa Ação ........................................................................... 36
Figura 12: Organograma de Projeto .......................................................................... 50
Figura 13: Composição da Documentação do Site ................................................... 52
Figura 14: Exemplo de Formulário ............................................................................ 53
Figura 15: Exemplo de Formulário de Batch Record ................................................. 54
Figura 16: Divisão e Controle dos Formulários para determinado produto na rede .. 55
Figura 17: Explicação da Codificação da Documentação ......................................... 56
Figura 18: Diagrama de Ishikawa do Projeto............................................................. 66
Figura 19: Novo Modelo de Batch Record - Proposta ............................................... 73
Figura 20: Foto Quadro de Controle de Batch Record .............................................. 84
Figura 21: Formulário de Padronização da atividade de emissão de Batch Record . 85
Figura 22: Foto Kanban do 5S .................................................................................. 85
Figura 23: Foto de Local Identificado para Controle de Batch Record ...................... 86

LISTA DE QUADROS E GRÁFICOS
Quadro 1: Interpretação dos princípios enxutos para a manufatura e escritório ....... 28
Quadro 2: Os 7 desperdícios em ambientes administrativos x produtivos ................ 30
Quadro 3: Método de Pesquisa de Projeto ............................................................... 36
Quadro 4: Principais produtos manufaturados na MSD Saúde Animal de Cruzeiro.. 38
Quadro 5: Metodologia utilizada ................................................................................ 45
Quadro 6: Adequação ao Seis Sigma ....................................................................... 46
Quadro 7: Alcance de Sucesso ................................................................................. 47
Quadro 8: Folha A3 de Projeto .................................................................................. 48
Quadro 9: SIPOC do projeto ..................................................................................... 49
Quadro 10: Mapa de Estado Atual ............................................................................ 58
Quadro 11: FMEA do projeto..................................................................................... 69
Quadro 12: Plano de Ação ........................................................................................ 74
Quadro 13: Delineamento do Estado Futuro ............................................................. 80
Quadro 14: Mapa do Estado Ideal ............................................................................. 82
Gráfico 1: Erros em Documentação .......................................................................... 64
Gráfico 2: Etapas da Atividade de Emissão .............................................................. 65
Gráfico 3: Tempo total da atividade de emissão ....................................................... 65
Gráfico 4: Etapas de Emissão NovoTemplate ........................................................... 75
Gráfico 5: Tempo total e média de emissão com o novo template ............................ 76
Gráfico 6: Etapas Assinar e Organizar ...................................................................... 77
Gráfico 7: Tempo de Emissão Granel ....................................................................... 78
Gráfico 8: Tempo de Emissão Envase ...................................................................... 78
Gráfico 9: Tempo de Emissão de Acondicionamento ................................................ 78
Gráfico 10: Erros em Batch Record Novo Template ................................................. 79

LISTA DE ABREVIATURAS E SIGLAS
ALM: Almoxarifados
PRD: Produção
GQ: Garantia da Qualidade
CQ: Controle da Qualidade
CEP: Controle Estatístico de Processos
C-ALM: documentação do Almoxarifado
C-PRD: documentação da Produção
C-GQ: documentação da Garantia da Qualidade
C-CQ: documentação do Controle de Qualidade
C-CEP: documentação do Controle de Embalagem e Processos.
BR: Batch Record
FQ: Formulário da Qualidade
MSD: MSD Saúde Animal

SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 14
1.1 Contextualização ........................................................................................ 14
1.2 Justificativa ................................................................................................ 15
1.3 Objetivo ....................................................................................................... 16
1.3.1 Objetivo Geral ...................................................................................... 16
1.3.2 Objetivos Específicos ......................................................................... 16
1.4 Possíveis Causas ....................................................................................... 17
1.5 Limitações .................................................................................................. 17
2 REVISÃO BIBLIOGRÁFICA .............................................................................. 18
2.1 Lean Thinking – Mentalidade Enxuta ....................................................... 18
2.1.1 O que é mentalidade enxuta? ............................................................. 18
2.1.2 Origem .................................................................................................. 19
2.1.3 Os Princípios do Lean Thinking ......................................................... 19
2.1.4 O Lean Thinking e os 7 desperdícios ................................................ 21
2.1.5 Mapeamento do Fluxo de Valor (MFV) ............................................... 24
2.2 Lean Office .................................................................................................. 27
2.2.1 Princípios do Lean Thinking no Escritório ........................................ 27
2.2.2 Os desperdícios em Ambientes Administrativos ............................. 28
2.2.3 Os 8 passos para uma implementação do Lean Office .................... 30
2.2.4 Mapeamento do Fluxo de Valor .......................................................... 31
2.3 Kaizen .......................................................................................................... 32
2.4 O 6 Sigma e a Metodologia DMAIC ........................................................... 34
3 METODOLOGIA ................................................................................................. 36
3.1 O Método de Pesquisa ............................................................................... 36
3.2 A empresa ................................................................................................... 37
3.2.1 O Departamento de Garantia da Qualidade ....................................... 38
3.3 O problema ................................................................................................. 40
3.4 A condução da Pesquisa-Ação ................................................................. 42
3.4.1 Etapa Definir (D) ................................................................................... 43
3.4.2 Etapa Medir (M) .................................................................................... 43
3.4.3 Etapa Analisar (A) ................................................................................ 43
3.4.4 Etapa Melhorar (I) ................................................................................ 44
3.4.5 Etapa Controlar (C) .............................................................................. 44

4 RESULTADOS E DISCUSSÃO ......................................................................... 46
4.1 Etapa Definir ............................................................................................... 46
4.1.1 Análise de Adequação ao Seis Sigma ............................................... 46
4.1.2 Análise do Alcance de Sucesso do Projeto ...................................... 47
4.1.3 Validação da Etapa Definir .................................................................. 50
4.2 Etapa Medir ................................................................................................. 51
4.2.1 Levantamento da composição do Batch Record .............................. 51
4.2.2 Análise dos dados apurados .............................................................. 61
4.2.3 Validação da Etapa Medir ................................................................... 66
4.3 Etapa Analisar ............................................................................................ 66
4.3.1 Validação da Etapa Analisar ............................................................... 70
4.4 Etapa Melhorar ........................................................................................... 70
4.4.1 Validação da Etapa Melhorar .............................................................. 82
4.5 Etapa Controlar .......................................................................................... 83
4.5.1 Validação da Etapa Controlar ............................................................. 86
5 CONCLUSÃO ..................................................................................................... 87
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 89

14
1 INTRODUÇÃO
1.1 Contextualização
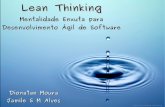
Segundo o Sindicato Nacional da Indústria de produtos para Saúde Animal,
Sindan (2013), o faturamento da Indústria Farmacêutica Animal Brasileira é de
expressivo crescimento, passando de R$ 2.985 bilhões no ano de 2010 para R$
3.956 bilhões em 2013.
Fonte: SINDAN, 2014
Sendo assim, a crescente necessidade de redução de custos e de
perpetuidade das organizações no mercado globalizado desafiam todos os dias os
sistemas de qualidade implantados até hoje e geram a necessidade de iniciativas
que assegurem processos suficientemente robustos e ágeis para atuar no mercado
competitivo. É de conhecimento comum da alta administração que a “empresa do
futuro” é aquela que oferece valor, qualidade e custo competitivo a qualquer
momento aos seus clientes. Para isso, as empresas estão sempre em busca da
reinvenção e da excelência (CAMPOS, 1992). Dentro deste panorama, surge a
utilização de uma ferramenta amplamente estudada – o Lean Manufacturing, que
busca a eliminação dos desperdícios (SERAPHIM et al, 2010), agregando valor ao
cliente e imprimindo velocidade às corporações.
Figura 1: Faturamento da Indústria Farmacêutica de Saúde Animal

15
As origens do Lean Manufacturing remontam ao Sistema Toyota de
Produção, ou conhecido como Produção Just-in-Time. Taiichi Ohno, executivo da
Toyota, iniciou na década de 1950, a criação e implantação de um sistema de
produção com foco central na identificação e a posterior eliminação de
desperdícios. O objetivo era o de reduzir custos, aumentar a qualidade e reduzir o
tempo de entrega do produto aos clientes. (WERKEMA, 2012, p. 13).
De acordo com Womack e Jones (2004, p. 342), o Sistema Toyota de
Produção (Toyota Production System - TPS) representa uma forma de produzir
mais com “menos” e foi, então, caracterizado como produção enxuta (Lean
Production ou Lean Manufacturing). Ainda na mesma obra, originalmente publicada
em 1990 nos Estados Unidos com o título de “The Machine that Changed the World”
pode ser encontrado todo um estudo realizado pelo Massachusetts Institute of
Technology (MIT) que despertou grande interesse em diversos setores.
1.2 Justificativa
Os conceitos de Lean Manufacturing não se restringem somente ao ambiente
fabril (LANDMAN, et al, 2009), existindo a preocupação nas empresas em otimizar
os processos realizados também em ambientes administrativos, uma vez que são
setores responsáveis por gerar informações importantes nas tomadas de decisão.
As ferramentas Lean têm obtido resultados expressivos em diversas organizações
manufatureiras e, esses bons resultados ajudam a expandir a aplicação em setores
não manufatureiros. (TURATTI; MUSSETTI, 2006).
Porém, muitas empresas implantam as ferramentas Lean de forma errônea,
atirando-se de cabeça em atividades massivas de eliminação de desperdícios – são
os ataques kaizen ou blitz de melhoria contínua (ROTHER, et al, 2003) – e se
esquecem que a implantação depende do pensamento culturalmente diferente e do
uso contínuo das ferramentas de melhorias em seus processos. Ainda, segundo
Tapping e Shuker (2010), muitas organizações procuram somente a execução de
ferramentas Lean, porém sem necessariamente tornarem-se Lean, escolhendo
algumas áreas para implantação do Lean e negligenciando outras, como a
Administração. Surge então o chamado Lean Office, que executa o pensamento
enxuto em áreas administrativas e é de extrema importância, tendo em vista que,

16
segundo Tapping e Shuker (2010), esses setores representam de 60% a 80% dos
custos envolvidos na demanda de atendimento ao cliente. Oliveira (2003) diz que a
aplicação dos conceitos Lean nas áreas administrativas não é tão simples como na
produção, pois as atividades realizadas fazem com a identificação do desperdício
seja difícil.
A frase colocada em um painel na Daimler Chrysler do Brasil “Não basta
somente ver, você tem que enxergar” parece ser o grande desafio das áreas
administrativas (ROTHER; SHOOK, 2003).
1.3 Objetivo
1.3.1 Objetivo Geral
O objetivo geral deste trabalho é promover melhorias relacionadas aos
princípios do Lean Office alinhado ao DMAIC nas folhas de produção de uma
indústria farmacêutica. Pretende-se, através da Pesquisa-Ação, mapear todo o
processo de emissão de folhas, localizar desperdícios, analisar e implementar as
possíveis melhorias com relação ao processo.
1.3.2 Objetivos Específicos
Através da aplicação das ferramentas de Lean Manufacturing e DMAIC,
pretende-se propiciar as seguintes melhorias:
• Criar a sistemática de priorização das atividades e do tempo;
• Reduzir o número de erros na emissão;
• Fazer com que o fluxo de informações existentes na emissão seja contínuo e
unificado;
• Fazer com que as folhas de produção contenham as informações necessárias
ao operador da produção e que realmente permitam a rastreabilidade do
processo;
• Elaborar procedimentos que padronizem as atividades;
• Reduzir em 70% o tempo de emissão de folhas de trabalho para a produção
(Batch Record)

17
1.4 Possíveis Causas
A principal hipótese para o problema identificado é a de que as folhas de
produção não seguem um fluxo contínuo de etapas e informações entre os setores,
ou seja, trata-se de uma documentação fragmentada. Além disso, suas atividades
são burocráticas, manuais e engessadas, que propiciam desperdícios e não
agregam valor. O gerenciamento enxuto se faz, então, necessário para dinamizar,
com foco em eficiência e redução do tempo, as atividades.
1.5 Limitações
A utilização das ferramentas Lean em ambiente administrativo é mais
complexa, uma vez que o fluxo de valor das atividades é de difícil detecção. No caso
do presente trabalho, as limitações são desse tipo, mas também de:
• Falta de priorização do tempo tanto do Sponsor1 quanto do Líder;
• Falta de participação de membros de outras áreas fundamentais ao processo,
como Produção (PRD) e Planejamento de Controle de Produção (PCP);
• Resistência à mudança por parte de operadores e especialistas do processo.
1Sponsor: É o responsável por promover e definir as diretrizes para implementação do projeto e garantir que este esteja alinhado com a estratégia da empresa.

18
2 REVISÃO BIBLIOGRÁFICA
2.1 Lean Thinking – Mentalidade Enxuta
2.1.1 O que é mentalidade enxuta?
A Manufatura Enxuta (Lean Manufacturing), sistema desenvolvido pela
Toyota, visa eliminar todas as formas de desperdício existentes na operação das
organizações - e não apenas nos processos produtivos. A ênfase na redução da
quantidade de produtos em processo, de matérias-primas e de produtos acabados,
acaba proporcionando uma maior circulação do capital e aumenta a eficiência de
todos os processos envolvidos. A Manufatura está apoiada em uma profunda
mudança da cultura organizacional onde a participação das pessoas é o requisito
fundamental para o sucesso da aplicação dessa ferramenta. Pode ser entendida
como uma estratégia de manufatura orientada para o consumidor, que procura
responder de forma rápida e flexível às flutuações do mercado (HOMRICH, 2011). A
figura 2 exemplifica os benefícios da redução de desperdícios.
Figura 2: Benefícios da Redução de Desperdícios com a Utilização do Lean Manufacturing
Flexibilidade Qualidade Segurança Ergonomia Motivação dos empregados Capacidade de Inovação
AUMENTO
DIMINUIÇÃO
Custo Necessidade de Espaço Exigência de Trabalho

19
Fonte: Adaptado de WERKEMA (2011)
2.1.2 Origem
No contexto de reconstrução após a Segunda Guerra Mundial, Eiji Toyoda,
executivo e membro da família fundadora da Toyota Motors, e Taiichi Ono, chefe de
engenharia da empresa, após uma visita à FORD nos Estados Unidos em 1950,
inovaram e reinventaram o Fordismo e deram origem ao Toyotismo, processo
caracterizado pelo Just-in-Time, com elemento principal na flexibilização da
produção. Caracterizado como um sistema revolucionário devido a sua eficiente
gestão, os japoneses perceberam que deveriam criar um sistema que identificasse e
eliminasse perdas para aumentar a produtividade e combatesse a indústria
americana. Ohno (1997) cita “Alcancemos os Estados Unidos em três anos. Caso
contrário, a indústria automobilística no Japão não sobreviverá”.
Segundo Ghuinato (2000), o Sistema Toyota de Produção (TPS),
representado na figura 2, ganhou notabilidade com o choque do Petróleo em 1973,
onde diversas empresas até então, inexpugnáveis (CAMPOS, 1992) vieram à
falência, diferentemente da Toyota que não sentiu os efeitos da crise.
Fonte: (GHINATO, 20002 apud RAGADALLI, 2010).
2.1.3 Os Princípios do Lean Thinking
2 GHINATO, P. Publicado como 2º capítulo do Livro Produção & Competitividade: aplicações e inovações, Ed.: Adiel T. de Almeida & Fernando M. C. Souza, Edit. da UFPE, Recife, 2000.
Figura 3: Estrutura do Sistema Toyota de Produção

20
Womack e Jones (2003) dizem que existe uma poderosa arma ao
desperdício: o pensamento enxuto (Lean Thinking), que é uma forma de especificar
valor, alinhar na melhor sequência as ações que agregam valor, realizar atividades
sem parada toda vez que alguém as solicita e realizá-las de modo cada vez mais
eficaz. O Lean Enterprise Institute Brasil identifica alguns princípios fundamentais:
• Especificar o valor – aquilo que o cliente valoriza
A ignição para o Lean Thinking consiste na definição do que é valor
para o cliente. Cabe às empresas determinarem as necessidades que geram
valor aos clientes e satisfazê-las com excelência e qualidade, dentro dos
menores prazos e reduzindo custos (LEAN ENTERPRISE INSTITUTE, 2007).
• Identificar o fluxo de valor
Análise da cadeia produtiva, identificando: processos que efetivamente
geram valor, processos que não geram valor, mas são importantes para
continuidade das atividades e processos que não agregam valor e devem ser
eliminados o quanto antes (LEAN ENTERPRISE INSTITUTE, 2007).
• Criar fluxos contínuos
A figura 4 representa a fluidez necessária (one-piece-flow) aos
processos e atividades, ou seja, é necessário que o fluxo de valor não tenha
interrupções. Para isso é preciso mudar culturalmente. O departamentalismo
deve ser deixado de lado, uma vez que para atender o cliente quase que
instantaneamente, deve-se realizar um processo de cada vez, impedindo o
estoque intermediário (LEAN ENTERPRISE INSTITUTE, 2007).
Fonte: Lean Enterprise Institute (2007)
Figura 4: Processamento em Fluxo Contínuo

21
• Produção Puxada
O sistema Lean, ao contrário da produção em massa, baseia a sua política
de produção nas necessidades do mercado (LOUREIRO, 2007). A figura 5
mostra que, em sistema de fluxo continuo, é o consumidor quem puxa o produto,
ou seja, é produzido somente aquilo que é requisitado pelo cliente, sem formação
de estoques, agregando por fim, valor ao produto (LEAN ENTERPRISE
INSTITUTE, 2007).
Fonte: LOUREIRO, 2008
• Buscar a perfeição
Este princípio permite a sustentação do Princípio Lean, uma vez que as
empresas devem sempre procurar melhorar seus processos através da constante
busca de criar valor (LEAN ENTERPRISE INSTITUTE, 2007).
2.1.4 O Lean Thinking e os 7 desperdícios
Sob o ponto de vista econômico, os processos que não agregam valor devem
ser eliminados das organizações, pois tais processos consomem recursos e não
produzem resultados. O resultado financeiro final de uma organização pode ser
representado pelo somatório dos valores agregados de todos seus processos e
pode ser positivo ou negativo, uma vez que (MARANHÃO; MACIEIRA, 2004):
valor agregado = valor do produto - ∑(valores de entrada)
Figura 5: Sistema de Produção Puxada

22
O exposto por Maranhão e Macieira (2004) é justamente a essência da
filosofia Lean e a distinção dos processos que agregam valor dos que não agregam
valor, segundo Hines e Taylor (2000), pode ser feita da seguinte maneira:
a) processos que agregam valor;
b) processos que não agregam valor, mas são necessários;
c) processos que não agregam valor;
Segundo esses autores, em organizações que não empregam o pensamento
enxuto, pode-se encontrar 5% de processos que agregam valor, 35% de processos
que não agregam valor, mas são necessários e 60% de processos que não agregam
valor nenhum. Cenário pior é apresentado em ambientes administrativos, onde
somente 1% dos processos agrega valor ao consumidor final (LOPES, 2011, p.20).
Para facilitar a eliminação das atividades que não agregam valor Ohno (1997)
desenvolveu a seguinte classificação, que mais tarde Gianesi e Corrêa (1996)
explanaram:
• Desperdício de superprodução : Ocorrem perdas por superprodução ou por
produzir antecipadamente. São provenientes de problemas e restrições do
processo produtivo, tais como: tempo de setup dos equipamentos, induzindo a
produção de grandes lotes; incerteza da ocorrência de problemas de qualidade
e confiabilidade de equipamentos, levando a produzir mais do que o necessário;
falta de coordenação entre as necessidades (demanda) e a produção, em
termos de quantidades e momentos; grandes distâncias a percorrer com o
material, em função de um arranjo físico inadequado, levando formação de lotes
para movimentação, entre outros.
• Desperdício de espera : Nenhum processamento ocorre, caracterizando como
tempo inativo ou ocioso, de equipamentos, operadores, etc. Resulta na formação
de filas que visam garantir altas taxas de utilização dos equipamentos. A
sincronização do fluxo de trabalho e o balanceamento das linhas de produção
contribuem para a eliminação deste tipo de desperdício.
• Desperdício de transporte : O transporte não agrega valor e corresponde a 45%
do tempo de fabricação de uma peça (GHINATO, 2000) e devem ser eliminadas
ou reduzidas ao máximo, através da elaboração de um arranjo físico adequado,
que minimize as distâncias a serem percorridas. Além disso, custos de transporte

23
podem ser reduzidos se o material for entregue no local de uso.
• Desperdício de processamento : Parcelas do processo que poderiam ser
eliminadas. Nesse sentido, torna-se importante a análise de valor, que consiste
na simplificação ou redução do número de componentes ou operações
necessários para produzir determinado produto.
• Desperdício de movimentação nas operações: movimentação desnecessária
dos operadores para execução de alguma tarefa. Pode-se decidir pela
automatização, porém os movimentos devem ser aprimorados para, somente
então, mecanizar e automatizar. Caso contrário, corre-se o risco de automatizar o
desperdício.
• Desperdício de produzir produtos defeituosos : Produção de produtos fora das
especificações de liberação do lote. Isso significa desperdiçar materiais,
disponibilidade de mão de obra, disponibilidade de equipamentos, movimentação
de materiais defeituosos, armazenagem de materiais.
• Desperdícios de estoque : Estoque excessivo de matéria-prima, de material em
processo e de produto acabado, significando desperdícios de investimento e
espaço. A redução dos desperdícios de estoque deve ser feita através da
eliminação das causas geradoras da necessidade de manter estoques.
A figura 6 apresenta de forma gráfica os sete desperdícios:
Fonte: LIMA (2009)
Figura 6: Os sete desperdícios

24
A Produção Enxuta faz a previsão de: zero defeito; tempo zero de preparação
(setup); estoque zero; movimentação zero; quebra zero; lead time zero; lote unitário
(uma peça). Para eliminação destes desperdícios e alcançar as metas
estabelecidas, a metodologia lança mão de um conjunto de técnicas e ferramentas
e, de acordo com Werkema (2012, p.15), as principais ferramentas para colocar em
prática os princípios do Pensamento Lean são:
• Mapeamento do Fluxo de Valor;
• Métricas Lean;
• Kaizen;
• Kanban;
• Padronização;
• 5S;
• Redução de Setup;
• Total Productive Maintenance (TPM)
• Gestão Visual;
• Poka-Yooke (Mistake Proofing)
2.1.5 Mapeamento do Fluxo de Valor (MFV)
O mapa do fluxo de valor lhe permite identificar cada processo ou fluxo, retirando-se dos domínios confusos e esquecidos dos bastidores da organização e construir uma completa cadeia de valor de acordo com os princípios enxutos. É uma ferramenta que você deveria usar repetidas vezes para realizar as mudanças em um fluxo de valor (WOMACK; JONES, 2003).
De acordo com Rother e Shook (2003), um fluxo de valor é toda ação, que
agrega ou não valor, necessária para que um produto seja produzido e chegue ao
cliente final. O fluxo de valor é constituído pelos seguintes elementos:
• Fluxo de materiais, desde o recebimento dos fornecedores até a entrega
ao cliente;
• Transformação de matéria-prima em produto acabado;
• Fluxo de informações que gerenciam os elementos anteriores.
Ainda segundo Rother e Shook (2003), devem ser considerados todos os
processos no mapeamento e não melhorar somente processos individuais. As
vantagens do mapeamento do fluxo de valor são destacadas por (WERKEMA,
2012):

25
• Entendimento do fluxo de valor de toda a organização;
• Auxilia na identificação de etapas que geram valor e de desperdícios;
• Evidencia a relação entre os fluxos de materiais e informações que exercem
impacto no lead time;
• Possui linguagem acessível no tratamento dos processos;
• Explicita as decisões, permitindo a discussão da possível melhora;
• Auxilia na elaboração do Plano de Ação para aplicação mais adequada das
ferramentas Lean.
Rother e Shook (2003) dizem que o mapeamento do Fluxo de valor deve ser
conduzido inicialmente da seguinte maneira:
1) Seleção de Família de Produtos: de acordo com a definição apresentada no
Léxico Lean – Glossário Ilustrado para Praticantes do Pensamento Lean,
compilado pelo Lean Enterprise Institute. O ideal, em um ambiente com
muitos produtos é agrupá-los em família, onde são submetidos a
equipamentos e operações comuns no fluxo de produção. A figura 7
apresenta seleção de uma família de produtos (A, B, C) que apresenta cinco
processos iguais:
Fonte: (ROTHER; SHOOK, 2003)
Figura 7: Seleção de Família de Produtos

26
2) Desenho do estado atual: após a seleção da família de produtos, esta etapa
é realizada a partir da coleta de dados que fornecerá as informações
necessárias para o desenvolvimento do estado futuro.
3) Desenho do estado futuro: gerado a partir da situação atual desenhada.
4) Plano de Trabalho e Implementação: É a descrição de um plano de
melhorias para que o desenho do estado futuro torne-se realidade.
As diretrizes para o Plano de Trabalho e Implementação são explicitadas por
(WERKEMA, 2012):
1) Produção de acordo com o Takt Time: O tempo takt é tempo disponível
para a produção dividido pela demanda de mercado.
2) Desenvolver fluxo contínuo sempre que possível: produção e
movimentação de apenas um item por vez ao longo do processo;
3) Utilizar supermercados onde o fluxo contínuo não é possível no controle
da produção: Supermercado é um local de estoque predeterminado que
auxilia as etapas posteriores. São utilizados, geralmente, cartões Kanban
para sinalizar ao fornecedor a remoção de um item;
4) Enviar a programação do cliente apenas para o pr ocesso puxador: No
mapa do estado futuro é o ponto da produção controlado pelos clientes
externos (pacemaker); determina o ritmo dos processos.
5) Nivelar o mix de produção: distribuição da produção de diferentes produtos
no processo puxador sem variar ao longo do tempo;
6) Nivelar o volume da produção: criação de uma puxada inicial com liberação
e retirada de somente um pequeno e uniforme incremento de trabalho no
processo puxador e simultaneamente retirar a mesma quantidade de produtos
acabados.
7) Desenvolver a habilidade de fazer toda peça todo dia nos processos de
produção anteriores ao processo puxador;
A figura 8 exemplifica um mapeamento de fluxo de valor de um sistema
produtivo genérico.

27
Fonte: Autora, 2014
2.2 Lean Office
Tendo em vista que o Pensamento Enxuto procura a eliminação dos
desperdícios através da agregação de valor ao cliente, as organizações, a partir
deste conceito, começaram a se interessar por um setor administrativo enxuto, uma
vez que, uma empresa pode ser considerada Lean se todos seus setores forem
Lean. Entretanto, é mais lógico e fácil identificar perdas em processos produtivos,
uma vez que a maioria das atividades em áreas administrativas são relacionadas à
manipulação de informações e atividades de natureza intangível. (OLIVEIRA, 2007)
O pensamento enxuto, quando aplicado a atividades não manufatureiras, é
chamado de Lean Office. Assim, o Lean Office adapta-se e utiliza as ferramentas
Lean para eliminar variações e perdas nos processos administrativos.
2.2.1 Princípios do Lean Thinking no Escritório
O quadro 1 compara os 5 princípios enxutos de Womack e Jones (2003) para
Figura 8: Exemplo de Mapa de Fluxo de Valor Genérico

28
o setor administrativo e o de manufatura. A ideia de que a aplicação do Lean em
ambientes administrativos é de alta complexidade uma vez que a fluidez do
processo ocorre sob a forma de informações e conhecimento, tornando-se difícil
visualizar as etapas que agregam valor.
Quadro 1: Interpretação dos princípios enxutos para a manufatura e escritório
PRINCÍPIO LEAN MANUFATURA ESCRITÓRIO
VALOR Valores em cada passo;
objeto definido Objetos mutantes; difíceis de
enxergar
FLUXO DE VALOR Itens, materiais, componentes
Informações, conhecimento
FLUXO CONTÍNUO Interações são desperdícios Interações planejadas deverão ser eficientes
PRODUÇÃO PUXADA
Guiado pelo Takt Time Guiado pela necessidade da
empresa
PERFEIÇÃO Possibilita a repetição sem
erros O processo possibilita
melhora organizacional Fonte: Adaptado de TURATI, 2007
2.2.2 Os desperdícios em Ambientes Administrativos
Segundo Hines (2000)3 apud Turati (2007) algumas etapas de perdas nos
processos administrativas podem ser identificadas: alto lead time, falta de
padronização, lotes de documentos, dados de entrada com erros, relatórios
desnecessários e o não uso de ferramentas que otimizem as atividades.
Oliveira (2007) classifica os desperdícios nos fluxos administrativos:
a) Alinhamento de objetos: energia gasta por pessoas trabalhando com
objetos mal entendidos e retrabalho para produzir o resultado esperado;
b) Espera: espera por resultados ou informações–assinaturas, retorno de
ligação, reuniões, etc;
c) Controle: controle e monitoramento daquilo que não traz melhorias no
desempenho;
3HINES, P.; Taylor, D. Going Lean: a guide o implementation. Lean Enterprise Research Centre, Cardiff, UK. Lean Institute Brasil web site. Disponível em: www.lean.org.br. Acesso em 27/08/2013.

29
d) Variabilidade: recursos utilizados para lidar com resultados fora do esperado;
e) Alteração: mudar processo sem conhecer as consequências e, então,
compensar as consequências;
f) Padronização: o trabalho não é feito da mesma maneira por todos. Gastam-
se energia, pois o trabalho não é feito da melhor forma possível;
g) Agenda: Má utilização de horários, falta de pontualidade;
h) Processos Informais: Criação de processos informais em substituição dos
formais;
i) Fluxo irregular: Investimento em materiais ou informações que se acumulam
nas estações de trabalho;
j) Checagens desnecessárias: inspeções, retrabalhos;
k) Tradução: esforço requerido para alterar dados, formatos, relatórios, entre
passos de um processo ou seus responsáveis;
l) Informação Perdida: recursos necessários devem ser criados para
compensar a falta de informações chave;
m) Falta de Integração: esforço para transmitir a informação em uma
organização;
n) Irrelevância: esforços para lidar com informações desnecessárias;
o) Inventário: esforços aplicados a um material antes de seu requerimento. A
informação pronta fica estocada;
p) Ativos subutilizados: equipamentos e prédios que não são utilizados por
completo
Os desperdícios listados são complexos e, muitas vezes, de extrema dificuldade
de identificação. Para Oliveira (2007) a falta de padronização é um dos maiores
problemas, pois é fato que para atividades rotineiras e repetitivas pode ser encontrado
padrão. O Quadro 2 faz comparação dos 7 desperdícios em ambientes administrativos e
produtivos, de acordo com Lareau (2002)4 apud Seraphim, Silva, e Agostinho (2010).
4LAREAU, W. Office Kaizen: transforming office operations into a strategic competitive advantage. USA: ASQ Quality Press, 2002.

30
Quadro 2: Os 7 desperdícios em ambientes administrativos x produtivos
DESPERDÍCIO MANUFATURA ESCRITÓRIO
PROCESSO
INADEQUADO
Utilização errada de ferramentas,
procedimentos ou sistemas.
Uso incorreto de procedimento ou
sistemas inadequados, ao invés de
abordagens simples.
SUPERPRODUÇÃO
Produzir excessivamente ou cedo
demais, resultando excesso de
inventário.
Gerar informação em meio
eletrônico ou papéis, além do que
se faz necessário, ou antes, do
correto momento.
INVENTÁRIO Excesso de Matéria Prima de peças
em processamento e estoque final.
Alto volume de informação
armazenado (buffer
sobrecarregado).
DEFEITO Problemas de qualidade do produto
ou serviço.
Erros frequentes de documentação,
problemas na qualidade dos
serviços ou baixo desempenho de
entrega.
TRANSPORTE
Transporte excessivo, resultando
em dispêndio desnecessário de
capital, tempo e energia.
Utilização excessiva de sistemas
computacionais nas comunicações.
MOVIMENTAÇÃO
Desorganização do ambiente de
trabalho, resultando em baixa
performance no geral.
Movimentação excessiva de
pessoas e informações.
ESPERA
Longos períodos de ociosidade de
pessoas e peças resultando em
lead time longo
Períodos de inatividade das
pessoas e informações (aprovação
de assinatura, aguardar fotocópias,
etc).
Fonte: (LAREAU, 2002 apud SERAPHIM; SILVA; AGOSTINHO, 2010)
2.2.3 Os 8 passos para uma implementação do Lean Office
Para Tapping e Shuker (2010) adotar o sistema Lean em áreas
manufatureiras representa um grande potencial de melhoria em sua estrutura,
eliminando todo o desperdício no fluxo de valor. Para isto, eles propõem:
1) Comprometimento com o Lean: a Alta Direção e todos os outros
funcionários devem estimular e apoiar a transformação Lean. O trabalho em
equipe, então, é fundamental nesta etapa;

31
2) Escolha do fluxo de Valor : é preciso analisar todos os processos
administrativos e estabelecer fluxos alvo para direcionar a aplicação das
ferramentas.
3) Aprendizado sobre o Lean: os conceitos Lean devem ser difundidos entre
todos da organização. Nessa fase, treinamentos são fundamentais
dependendo dos objetivos da empresa;
4) Mapeamento do Estado Atual: ilustração de como as informações e
atividades fluem dentro do processo. Etapa importante para melhoria;
5) Identificação de medidas de desempenho Lean: definição de metas de
desempenho e indicadores para manter o engajamento e dar um feedback de
andamento da Aplicação do Lean;
6) Mapeamento do Estado Futuro: representa o fluxo de valor futuro após a
implementação das melhorias, sempre com foco no cliente. Todos devem
colaborar com ideias e sugestões;
7) Criação de Planos Kaizen: planejamento das ações de melhoria para o
estado futuro, assegurando que não haverá retrocesso;
8) Implementação dos Planos Kaizen: execução das propostas de melhorias,
sendo vital a continuidade para a busca da perfeição.
2.2.4 Mapeamento do Fluxo de Valor
Tapping e Shuker (2010) propõem o uso de símbolos que facilitem o
mapeamento do fluxo de valor nos ambientes administrativos, como mostra a figura
9. O mapa do estado atual deve conter as atividades que possuam fluxo, seja de
materiais ou informações e o MFV deve ser aplicado constantemente para alcance
da perfeição previsto no sistema Toyota.

32
Fonte: (TAPPING; SHUKER, 2003)
2.3 Kaizen
Kaizen significa melhoria contínua em japonês. Faz uso do senso comum e
criatividade para alcançar melhorias rápidas e que aprimorem processos individuais
ou fluxos de valor. Geralmente é conduzido por equipe formada por pessoas de
diferentes funções e/ou áreas.
As principais diretrizes (GEORGE, et al, 2005):
• Evento Kaizen: a equipe deve dedicar-se integralmente ao projeto e, a ela,
devem ser disponibilizadas as áreas de suporte, como tecnologia da
informação, marketing, etc. O sponsor, o líder kaizen e os participantes
devem tomar providências para que seus trabalhos de rotina sejam realizados
por um back-up.
• Escopo do projeto: deve ser definido e de forma precisa para que a
Figura 9: Ícones para Mapeamento no Escritório

33
readequação do projeto não desvie o foco, ocasionando perda de tempo;
• Coleta de dados: realizada por um Black Belt, Green Belt ou um especialista.
• Implementação: As ações de melhoria devem ser colocadas em prática
imediatamente e aquilo que não for possível realizar, deve ser executado em
no máximo 20 dias.
Para IMAI (1990) os dez mandamentos do kaizen são:
1) Eliminação total dos desperdícios;
2) Melhoria contínua e gradual;
3) Envolvimento de todo o pessoal e gestores;
4) Baixos investimentos, intenso uso da criatividade;
5) Não é exclusividade da cultura oriental;
6) Uso de gestão visual para facilitar a detecção de problemas;
7) Foco no local de agregação de valor;
8) Orientado para os processos;
9) Priorização das pessoas e foco numa nova maneira de trabalhar;
10) Trabalhar no sentido da aprendizagem organizacional.
O kaizen é conduzido de acordo com o método DMAIC. O fluxograma da
figura 10 introduz a ideia desta metodologia.
Fonte: Autora, 2013
Figura 10: Metodologia DMAIC

34
2.4 O 6 Sigma e a Metodologia DMAIC
Six Sigma: Um sistema compreensível e flexível para alcançar, manter e maximizar o sucesso nos negócios. O Six Sigma é unicamente direcionado pelo entendimento das necessidades do cliente, uso disciplinado de fatos, dados e análises estatísticas e atenção diligente para gerenciar, melhorar e reinventar os processos empresariais. (PANDE; NEUMAN; CAVANAGH, 2000, tradução nossa).
A estratégia 6 sigma surgiu na Motorola nos anos 80 com o objetivo de
alcançar altos níveis de qualidade e competição no mercado. Hoje é uma das
metodologias mais estruturadas para atingir excelência. Segundo Kumaretal (2007),
o Seis Sigma é uma metodologia estruturada e fundamentada em métodos
científicos e estatísticos que são determinantes na implementação de melhorias.
Para Pandey (2007) os principais fatores da escolha de projetos 6 sigma:
• Impacto no bottom line, em termos financeiros;
• Aumento da satisfação do cliente;
• Redução dos custos da má qualidade;
• Alinhamento da estratégia com os objetivos da organização;
• Nível de risco envolvido no projeto
• Nível de conhecimento necessário para a realização do projeto.
Segundo Kwak e Anbari (2006) este método possibilita, além da eliminação
de desperdícios, a implementação de novas métricas e aplicação de diferentes
tecnologias para melhoria contínua. O uso correto da ferramenta corresponde em
sequência lógica e de acordo com o âmbito do projeto.
Para Harry & Schroeder (2000) e Reynard (2007) a ferramenta mais utilizada
em projetos Lean Seis Sigma é o DMAIC:
• Definir ( Define): definição clara e objetiva do projeto compreendendo os itens
“Critical to Quality” (CTQ's). A definição deve ser específica e mensurar o
impacto sobre a atividade.
• Medir ( Measure): medição da eficiência do processo, contendo um plano de
coleta dedados que assegure representatividade e aleatoriedade da
amostragem.
• Analisar ( Analyse): determinação das causas dos problemas que
necessitam de melhorias. É a procura da causa-raiz do problema.

35
• Melhorar ( Improve): geração, solução e implementação das soluções.
Devem atenuar a causa-raiz do problema;
• Controlar ( Control): É a sustentabilidade das melhorias ao longo do tempo.
O controle é garantido por níveis táticos e estratégicos, por meio de
indicadores que alertem possíveis mudanças, no caso retrocessos.
O sucesso que as empresas apresentam com a utilização do Seis Sigma é
devido, principalmente, ao uso de ferramentas de controle que proporcionam auxílio
à melhoria dos sistemas administrativos e de manufatura, à gestão da qualidade e
ao gerenciamento de processos. Contudo, como qualquer metodologia, existem
limitações na sua implantação, encontrando o setor administrativo mais dificuldade
do que o setor manufatureiro, pois é uma área com processos dinâmicos.

36
3 METODOLOGIA
3.1 O Método de Pesquisa
A estratégia de pesquisa que foi usada para atingir o objetivo pretendido foi a
de Pesquisa-Ação. De acordo com Mello et al (2005), na pesquisa-ação o
pesquisador interfere no objeto de estudo de forma cooperativa com todos os
membros participantes para resolução de um problema e construção de
conhecimento. A figura 11 apresenta um ciclo básico que visa nortear o projeto
(TRIPP, 2005).
Fonte: TRIPP, 2005
O quadro 3 apresenta as estratégias de Pesquisa Ação que foram utilizadas
neste trabalho:
Quadro 3: Método de Pesquisa de Projeto
Fonte: Autora, 2014
ASPECTO METODOLÓGICO CATEGORIZAÇÃO
ABORDAGEM Pesquisa Ação
OBJETO DE ANÁLISE Empresa
UNIDADE DE ANÁLISE Melhoria em Processo
CONTRIBUIÇÃO TEÓRICA Apresentação de Monografia
TIPO DE DADOS Possibilita a repetição sem erros
COLETA DOS DADOS Múltiplas fontes de evidências
ANÁLISE DOS DADOS Brainstorming; Análise de Conteúdo; Gráficos e Quadros
QUALIDADE E VALIDADE DA PESQUISA
Imparcialidade; Uso das Evidências.
Figura 11: Ciclo da Pesquisa Ação

37
O projeto fez uso da metodologia DMAIC para identificar e resolver problemas
de maneira científica. As ferramentas utilizadas foram as ferramentas Lean e
ferramentas específicas da empresa, sendo que em nenhum momento houve
necessidade de mudanças repentinas na forma de trabalho.
3.2 A empresa
A MSD Saúde Animal é a unidade de negócios global de saúde animal da
Merck. A empresa oferece ao mercado Pet5 (veterinários, fazendeiros, proprietários
de animais de estimação e governos) ampla variedade de produtos e está presente
em mais de 50 países com produtos em 150 mercados.
Com nova presidência desde 2013, a MSD foi eleita em Outubro de 2014 a
melhor empresa farmacêutica para se trabalhar (VOCÊ S/A, 2014). Mas o histórico
da MSD Saúde Animal de Cruzeiro é caracterizado por constantes processos de
fusão entre grandes grupos da área farmacêutica. Em 2008, a Schering-Plough e a
Intervet uniram-se para dar início a uma nova fase estratégica, tanto no mercado
brasileiro quanto no internacional. Posteriormente, em julho de 2011, a Intervet
Schering Plough Animal Health passou a se chamar MSD Saúde Animal, nome
originado pela fusão com a Merck Sharp & Dohme - Merck & Co.
A MSD Saúde Animal promove a “ciência para animais saudáveis” através de
uma sólida base científica e de alta estrutura de pesquisa e desenvolvimento. Todos
os produtos são manipulados de acordo com as normas dos órgãos reguladores
(MAPA)6 em ambientes fechados para manter a qualidade do produto e segurança
dos colaboradores.
A MSD Saúde Animal, unidade de Cruzeiro – SP produz medicamentos
veterinários Ectoparasiticidas 7 e Endoparasiticidas 8 . O Quadro 4 apresenta os
principais produtos.
5 Mercado Pet: mercado de produtos e serviços para animais de estimação. 6 MAPA: Ministério da Agricultura, Pecuária e Abastecimento. 7Ectoparasiticidas: produtos utilizados para controle de parasitas externos. 8Endoparasiticidas: produtos utilizados para controle de parasitos internos.

38
Quadro 4: Principais produtos manufaturados na MSD Saúde Animal de Cruzeiro
Produto Descrição
Butox® P Associação de piretróide, a Deltametrina, e fosforado, o DDVP (vapona), para ser utilizado no tratamento simultâneo de infestações mistas de bernes e carrapatos.
Butox® P CE25 Associação de piretróide, a Deltametrina, e fosforado, o DDVP (vapona), para ser utilizado no tratamento simultâneo de infestações mistas de bernes e carrapatos.
Flotril®
Comprimidos 50 mg e 150 mg
Antimicrobiano bactericida de amplo espectro de ação.
Panacur® Comprimidos
Anti-helmíntico de amplo espectro para o combate às infestações por vermes redondos gastrintestinaise pulmonares em cães e gatos e Giárdia em cães.
Panacur® Suspensão
Anti-helmíntico de largo espectro para bovinos e cães, em suspensão oral, indicado no combate aos principais vermes.
Sofomax® Antiparasitário oral para uso no tratamento e controle de parasitas gastrointestinais e pulmonares em Bovinos, Ovinos e Equinos.
Supramec® Pour On
SUPRAMEC POUR-ON é indicado para o tratamento de parasitas internos e externos em bovinos, sensíveis à Ivermectina.
Triatox® 40 mL Ectoparasiticida com ação sarnicida e repelente contra carrapatos.
Triatox® Pulverização
Eficiente para o controle de carrapatos em bovinos; sarna e piolhos em ovinos e suínos.
Fonte: MSD, 2014
3.2.1 O Departamento de Garantia da Qualidade

39
A Garantia da Qualidade (GQ) da MSD Saúde Animal do site de Cruzeiro
pode ser definida como a representação do esforço documentado para assegurar
que seus produtos e serviços estejam dentro dos padrões exigidos pela corporação,
pela legislação em vigor e pelos clientes. O departamento da GQ da MSD Saúde
Animal reflete a política da empresa, a organização, as ações, as estratégias e as
instruções do serviço. Portanto, o que é definido nos procedimentos, baseando-se
em normas é seguido por toda a empresa.
Neste sentido, o departamento é ferramenta essencial do gerenciamento da
qualidade na MSD Saúde Animal e que tem como objetivo dar suporte aos sistemas
e cadeia produtiva para que funcionem com eficácia.
Para que todas as empresas do ramo farmacêutico veterinário cumpram com
os requisitos mínimos de segurança e qualidade na produção de medicamentos, o
(MAPA) regulamenta o cumprimento de normas de Boas Práticas de Fabricação do
segmento, que têm como objetivo (MAPA, 2003):
• Assegurar que a qualidade sanitária e organização sejam cumpridos;
• Buscar constantemente a qualidade dos produtos durante todas as fases de
produção;
• Evitar contaminações ou qualquer tipo de erro que impossibilite o uso do
medicamento;
• Estabelecer procedimentos operacionais e validações de limpeza;
• Reduzir desperdícios e trabalhar com segurança.
Além dos requisitos do MAPA (MAPA, 2003) que devem ser seguidos
rigorosamente para produção de medicamentos, a MSD Saúde Animal de Cruzeiro,
cumpre com as Políticas de Qualidade da MSD Animal Health (AHQM Animal Health
Quality Manual) - diretrizes internacionais que padronizam e garantem o
funcionamento dos sistemas de todas as filiais.
Sendo assim, a Garantia da Qualidade (GQ) de Cruzeiro incorpora as Boas
Práticas de Fabricação e as instruções dos capítulos do Manual da Qualidade:
• Os medicamentos devem ser projetados e desenvolvidos considerando-se a
necessidade do cumprimento das Boas Práticas de Fabricação;
• As operações de produção e controle devem ser especificadas por escrito e
as exigências de BPF’s cumpridas;

40
• As responsabilidades gerenciais devem ser claramente especificadas em
descrição de cargo e funções;
• Deve haver providências necessárias com relação à fabricação, suprimento e
utilização correta das matérias primas e materiais, sempre seguindo o First In,
First Out (FIFO).
• Deve haver realização de todas as análises para liberação e aceitação de
materiais, produtos a granel, bem como outros controles em processo -
calibrações e validações;
• O produto terminado deve ser corretamente processado e conferido (duplo
check);
• Os medicamentos não devem ser expedidos sem certificados de liberação,
que garantem que o lote produzido foi controlado de acordo com os registros
e outros fatores relevantes à produção;
• Devem ser fornecidas instruções para garantir distribuição e manuseio de
forma que a qualidade seja mantida durante o prazo de validade;
• Devem ser realizados procedimentos de auto-inspeção e/ou auditoria interna
de para avaliação de todos os itens referentes às normas de qualidade.
• Deve existir planejamento de treinamento e capacitação contínua dos
funcionários de toda a indústria, visando também a redução de custos.
• Os fornecedores de materiais e matérias-primas devem ser devidamente
classificados dentro dos critérios requeridos.
• Deve existir um canal entre a área de regulatórios para os processos de
aprovação no MAPA;
3.3 O problema
A Garantia da Qualidade da MSD Saúde Animal de Cruzeiro operava como
emissora da documentação da Produção, sendo responsável pela gestão de
documentos. Era fato conhecido entre os colaboradores do setor que a atividade de
documentação apresentava dificuldades operacionais significativas que serão
relatadas a seguir.

41
A documentação é, em geral, uma atividade pouco compreendida e, portanto,
mal resolvida nas organizações, o que acarreta perda de eficiência e eficácia nos
processos. Isto também ocorria na MSD Saúde Animal. Porém, é a documentação
que permite estabilizar e padronizar os processos mediante a fixação de critérios
objetivos que garantem os registros necessários. O processo sem documentação é
frágil e sujeito a interferências ou desvios difíceis de serem impedidos se não são
controlados.
Em geral, a maioria dos processos exige formalização documental. No caso
dos processos, os registros prestam-se a prover evidências de conformidade das
atividades realizadas com relação aos requisitos exigidos pelas normas. Os
registros, então, são meios satisfatórios para comprovação da qualidade do produto
e a rastreabilidade dos serviços executados.
Os registros são indispensáveis em qualquer organização, mas
principalmente na Indústria Farmacêutica de Saúde Animal, que tem como órgão
regulador o MAPA (Ministério da Agricultura, Pecuária e Abastecimento). O MAPA
através da Instrução Normativa 13 – IN 13 – dizia que a documentação deveria
refletir todos os processos utilizados na produção do produto, devendo conter todos
os itens para que fosse facilmente rastreável, enquanto a corporação também
defendia para a documentação, através do Manual da Qualidade e seus capítulos, o
Right First Time (RFT) – que garantia que o registro fosse realizado no momento da
atividade.
Apesar de necessários, os registros não agregam valor ao negócio e são
atrelados a custos, sejam para executá-los, analisá-los ou mantê-los. No caso do
site da MSD Saúde Animal em Cruzeiro, toda a documentação sendo controlada
pela Garantia da Qualidade, o seu gerenciamento era realizado através de um
software, o SE SUITE, que integrava e automatizava os documentos de acordo com
as codificações implantadas. Cada área possuía acesso para
cadastro/revisão/visualização de seus documentos, porém com aprovação e
homologação da qualidade.
O Batch Record era o nome dado ao conjunto de formulários correspondentes
à documento da produção, porém esses formulários, devido à sistemática de
documentação já explanada, eram emitidos e aprovados pela Garantia da Qualidade

42
e que passavam por diversos setores na compilação de dados. Sua emissão e
controle, então, eram atividades extremamente complexas. Além deste controle
praticamente não existir e falhar, a emissão era dispendiosa e dependente de
informações dos outros setores, o que acarretava atrasos e erros.
Um dos grandes problemas da MSD Saúde Animal de Cruzeiro, era a
ineficiência deste processo de emissão e controle da documentação de produção, o
Batch Record. Para aprimorar este processo, a Garantia da Qualidade, responsável
então por esta documentação, com apoio das áreas envolvidas no processo,
desenvolveu um projeto onde suas etapas foram elucidadas e analisadas utilizando-
se a metodologia DMAIC.
3.4 A condução da Pesquisa-Ação
O problema na emissão de folhas da produção foi notoriamente percebido em
2013, após parada de 1 hora da produção por falta de documentação. O problema
ocorrido foi ocasionado por vários fatores, dentre eles: a não emissão da
documentação pelo Analista; a falta de comunicação entre os setores envolvidos e o
fato do Batch Record não ser um documento com fluxo contínuo. Além de eventos
como o descrito, pequenas ocorrências diárias, como erros na documentação e
desperdícios em todo o processo fizeram com que um projeto focado na redução de
desperdícios e de tempo fosse necessário para tornar a atividade de emissão
robusta e confiável.
Através de Pesquisa-Ação, conduzida com ferramentas do Lean e do DMAIC,
foram levantadas as etapas da atividade que poderiam ser mais dispendiosas para
definir o escopo de projeto.
Após a definição de escopo (redução de 70% do tempo de emissão), esta
autora participou ativamente das etapas de estudo como membro integrante e em
conjunto com os participantes na evolução e aperfeiçoamento do projeto, através da:
• construção de gráficos e coleta de dados para acompanhamento do projeto;
• revisão, cadastro, homologação e impressão da documentação de Batch
Record no pré e pós implantação de melhorias;
• participação de reuniões de acompanhamento das melhorias;
• apoio total ao Green Belt em atividades de coleta dados e outras atividades

43
ligadas ao projeto.
3.4.1 Etapa Definir (D)
Esta etapa corresponde à etapa “planejar” da Pesquisa-Ação e que, para
limitar o campo de análise de trabalho foram avaliadas junto à gerência a etapa de
maior valor agregado de documentação da produção. Por esse critério, aplicou-se a
metodologia DMAIC para resolução do problema de emissão de folhas de produção
(Batch Record). A emissão foi considerada uma etapa principal, pois sem esta
documentação a produção não podia iniciar suas atividades. Seguindo a lógica
DMAIC, o problema foi definido com base no tempo de emissão dessas folhas, uma
vez que o fluxo de informação não era contínuo e o lead time entre as etapas podia
ser alto. O ponto de partida inicial para o projeto foi “A Garantia da Qualidade leva
cerca de 1 hora na emissão de 5 folhas para a produção”. Ainda nesta etapa foi
definido um planejamento para delimitar, através do SIPOC quem eram os clientes
internos, as saídas e entradas do processo, os patrocinadores (sponsors) e o time
do projeto Green Belt. A extensão do problema foi definida por meio de criação de
organograma com as áreas dentro e fora do escopo. A viabilidade do projeto
também foi avaliada, bem como a identificação de lacuna de desempenho.
3.4.2 Etapa Medir (M)
Etapa “Agir” da Pesquisa-Ação, onde foram realizadas medições e coleta de
dados necessários para desenhar e aumentar o conhecimento sobre o processo,
através da elaboração do mapa do processo atual com foco na análise de
desperdícios e desenvolvimento de métricas. Essas medições basearam-se em
fatores controláveis, sendo que os não controláveis foram levantados apenas para
análise. As métricas foram desenvolvidas através de indicadores e pela
confiabilidade dos dados.
3.4.3 Etapa Analisar (A)
Etapa de monitorar e descrever os efeitos das ações, de acordo com a

44
Pesquisa-Ação, caracterizada mais pela análise qualitativa que quantitativa. De
posse dos dados apurados na etapa anterior, foi possível identificar falhas mais
frequentes no processo para seguir com a identificação da causa raiz do problema.
Foram usadas ferramentas da qualidade, como brainstorming, a fim de
relacionar efeitos e fatores que possibilitaram a profunda investigação das falhas
ocorridas e suas potenciais causas, para então desenvolver testes de hipóteses que
ajudaram a encontrar uma solução.
3.4.4 Etapa Melhorar (I)
Etapa de implementar as ações da Pesquisa-Ação. As entradas principais
foram as causas-raízes encontradas na análise do problema e com base nestas
causas, esta etapa propôs elaboração de um Plano de Ação e, posteriormente, a
implementação de uma solução encontrada. Dispositivos “a prova de erros” e
análises de riscos foram utilizados a fim de garantir que não houvesse retrocesso do
cenário a ser implantado.
3.4.5 Etapa Controlar (C)
Etapa entre a avaliação dos resultados e o planejamento de novas ações da
Pesquisa-Ação, caso necessário. A fase controlar envolveu o fechamento do projeto,
avaliação dos resultados e geração de relatórios. Foi possível garantir que os
ganhos obtidos fossem sustentáveis e de longo prazo. Ainda nesta etapa foi inserida
a padronização de trabalho, através de 5S e planos de controle, como treinamento
dos envolvidos, suporte e acompanhamento do novo processo, coaching. Além
disso, os procedimentos de Emissão de Batch Record e os procedimentos de outras
áreas diretamente relacionadas ao processo foram escritos e/ou revisados e
incluíram as novas práticas.
O Quadro 5 representa a síntese e relaciona as etapas DMAIC, com as
etapas da Pesquisa-Ação e as etapas do projeto.

45
Quadro 5: Metodologia utilizada
Fonte: Autora, 2014
PESQUISA AÇÃO DMAIC ETAPAS DO PROJETO
Planejar Definir
• Project Charter;
• SIPOC;
• Sponsorship Spine (organograma);
• Validação 6 Sigma;
• Riscos e Alcance de sucesso.
Ação Medir
• Mapa do Processo Atual;
• Coleta de Dados (tempos de emissão
pré melhorias);
• Gráficos do estado atual (tempo de
emissão e desperdícios da atividade).
Monitorar e descrever
as ações Analisar
• Definir Causa Raiz;
• FMEA de projeto para hipóteses de
falhas e definição de padrões.
Implementar ações Melhorar
• Padronizar o trabalho e criar controles;
• Implementar propostas;
• Desenhar Mapa Futuro e Mapa Ideal;
• Comprovar eficácia do projeto através
do tempo de emissão e erros em
documentação.
Controlar o que foi
implementado e Avaliar
os Resultados
Controlar
• Implementar padrões criados para
controle de emissão e de erros em
documentação, evitando o desperdício;
• Garantir o não retrocesso (não deixar
de implementar nenhuma ação e
treinar os envolvidos).

46
4 RESULTADOS E DISCUSSÃO
4.1 Etapa Definir
Esta etapa identificou e definiu o escopo e a meta que deveria ser atingida, de
acordo com os conceitos de Lean Office. Ferramentas da Qualidade como
brainstorming em reuniões e a folha A3 de apresentação do projeto, foram utilizadas
para demarcar o início da fase de definição, seguindo a lógica DMAIC.
Para que o projeto fosse aprovado e sua implantação fosse eficiente, análises
qualitativas foram realizadas anteriormente às reuniões de apresentação do projeto
com o intuito de avaliarem o impacto e probabilidade de riscos identificados.
Duas foram as ações principais realizadas nesta etapa do DMAIC: 1) a
análise da adequação e viabilidade do projeto ao Seis Sigma e 2) a análise do
alcance do sucesso do projeto.
4.1.1 Análise de Adequação ao Seis Sigma
O quadro 6 apresenta questões que foram apuradas com o objetivo de
comprovação da adequação e viabilidade do projeto.
Quadro 6: Adequação ao Seis Sigma
QUESTÃO RESPOSTA O projeto trata de uma questão crítica para o Sistema da Qualidade?
Sim
Sim : Projeto Seis Sigma Não: Não é um projeto Seis Sigma com foco estratégico O projeto trata do crescimento da receita da empresa?
Não
Sim : Projeto Seis Sigma Não: Não é um projeto Seis Sigma com foco estratégico O projeto trata de redução de custo?
Sim
Sim : Projeto Seis Sigma Não: Não é um projeto Seis Sigma com foco estratégico O projeto pode ser finalizado em 3-6 meses?
Sim
Sim : Projeto Seis Sigma Não: Parar / Redesenhar o projeto O projeto irá viabilizar redução de tempo adequada (50% de redução)
Sim Sim : Projeto Seis Sigma Não: Pare ou redesenhe
Fonte: Autora, 2014

47
4.1.2 Análise do Alcance de Sucesso do Projeto
Dado o cenário competitivo e exigente atual, o gerenciamento de projetos
revelou-se essencial por ser uma metodologia consagrada em várias empresas, pois
forneceu elementos para viabilizar o sucesso do projeto. De acordo com o Project
Management Institute (2013), a principal falha dos projetos é o mau gerenciamento
dos requisitos.
O quadro 7 apresenta questões que foram criadas e julgadas como
importantes pela empresa e tinham o objetivo de provisionar a probabilidade de
sucesso do projeto.
Através de ferramenta utilizada pela empresa, foi solicitado ao Sponsor do
projeto que quantificasse cada questão estabelecendo o critério de nota variando de
0 a 2, onde:
0 representa “Não” – mais próximo do insucesso;
1 representa “Parcial” – entre insucesso e sucesso;
2 representa “Sim” – mais próximo do sucesso.
A ferramenta utilizada permitiu apurar a pontuação final, que representa o
alcance de sucesso de projeto. A empresa considera um projeto como de alto
alcance de sucesso se o somatório das respostas for maior que 14; de médio
alcance se o somatório ficar entre 11 e 13 e de baixo alcance se o somatório for
inferior a 10.
Quadro 7: Alcance de Sucesso
Item Variáveis chaves de predição Resultado
1 O projeto é estratégico? 2
2 Há motivos suficientes para mudar? 2
3 Há um objetivo claro e mensurável? 2
4 Estão disponíveis os membros chaves do time. 2
5 Vários membros de equipe são talentos chaves e pensadores inovadores. 1
6 Gerência disposta a comprometer os recursos críticos para a solução. 2
7 O projeto pode ser concluído em 3-6 meses. 1
8 Foi designado um líder Seis Sigma de tempo completo (BB, GB). 2
Nota geral de probabilidade de sucesso 14
% de Alcance de sucesso 0,875
Fonte: Adaptado MSD, 2014

48
O resultado obtido estava na faixa classificada como de alto alcance de
sucesso, o que forneceu aos líderes maior confiança na implementação e esforços
no projeto.
Em seguida, a ideia do projeto foi, então, apresentada a uma equipe montada
(vide quadro 8), através da folha A3, onde os problemas foram identificados e uma
meta que foi estabelecida. O Quadro 8 apresenta a folha A3:
Quadro 8: Folha A3 de Projeto
Declaração do Problema / Oportunidade:
A atividade de emissão do Batch Record
pela Garantia da Qualidade leva pelo
menos 20 minutos para cada etapa de folha
da produção (Granel, Envase e
Acondicionamento), o que acarreta atraso
na produção (pelo menos 1x por semana).
Declaração da meta:
Reduzir em 70% o tempo de emissão até o 2º quarter
de 2014.
Impacto nos negócios:
O tempo de emissão do Batch Record
impacta diretamente no início das
atividades de produção e pode causar
atraso no lead time.
Escopo do Projeto:
O escopo do projeto será limitado à emissão de Batch
Record e a documentação da Qualidade envolvida no
processo, porém deverá também incluir documentação
de outras áreas – Almoxarifados, Controle de
Qualidade e Produção. Outras atividades relacionadas
ao processo produtivo estão fora de escopo.
Plano do Projeto:
Metodologia DMAIC e ferramentas Lean
Seleção da Equipe
Papel Membro s da Equipe
Membro Supervisor Qualidade
Membro Estagiário
Membro Analista de Produção
Membro Analista de Qualidade
Sponsor Gerente Qualidade
Fonte: Adaptado MSD, 2014
O SIPOC do processo de emissão do Batch Record (Quadro 9) foi
apresentado para que fosse possível o delineamento das fronteiras do processo

49
previamente de forma macro. Esta ferramenta proporcionou estruturar as etapas e
de fato limitou o escopo do projeto.
Quadro 9: SIPOC do projeto
SIPOC - Redução do tempo de emissão de Batch Record
S
I
P
O
C
PCP
Ordem de Produção
Recebimento da ordem de produção
PCP Almoxarifado
Ordem de Produção
Formulário de Pesagem MP
Preenchimento do Formulário de Pesagem de Matéria Prima
Formulário de pesagem de
MP Almoxarifado
Produção
Ordem de Produção
BR Form, Env, Acond
Preenchimento do Formulário
Almoxarifado
Ordem de Produção
Formulário de Suplementar e
Devolução
Preenchimento do Formulário de Suplementar e Devolução
Garantia da Qualidade
Ordem de Produção
Formulário de Identificação de
Processo
Preencher o Formulário de Identificação de Processo
Produção Garantia da Qualidade
SE SUITE
Imprimir Formulários de limpeza e Identificação de Carimbos
Analista GQ Batch Record sem
assinatura
Carimbar todas as folhas com o número de lote e "impresso por"
Analista GQ
Analista de emissão
Assinar, carimbar e datar a folha de identificação de carimbos e todas as folhas com "impresso
por"
Batch Record pronto
Produção
Analista GQ
Analista do duplo check
Assinar, carimbar e datar a folha de identificação de carimbos e todas as folhas com "impresso
por"
Batch Record pronto
Produção
Fonte: Adaptado MSD, 2014

50
A elaboração do SIPOC (quadro 9) permitiu perceber que o processo possuía
dois clientes diretos: a Produção e o Almoxarifado. Além disso, o processo possuía
também um cliente indireto, o Controle de Qualidade. As fronteiras de processo
envolvidas são sempre relacionadas à emissão de Batch Record, pois o processo de
emissão de folha de Formulação, Envase ou Acondicionamento (Embalagem) é
praticamente o mesmo, fazendo com que somente um único mapa de processo seja
necessário.
Definidas as fronteiras de processo e projeto, construiu-se um Organograma
(figura 12) para que as áreas envolvidas diretamente ou indiretamente, e para que
as áreas fora de escopo fossem evidenciadas.
Fonte: Autora, 2014
4.1.3 Validação da Etapa Definir
A Validação desta primeira etapa girou em torno de 2 perguntas: 1) O projeto
tem ligação com a estratégia da empresa? 2) Por que trabalhar neste projeto e não
em outro?
Supervisor de Produção
Analista de PRD
EHSSupervisor de
LogísticaAnalista de
PCPManutenção
Supervisor da Garantia da Qualidade
Analista de Validação
Analista de Transferência de Tecnologia
OperadoresOperadores de
LogísticaAnalistas de
CQAnalistas de
CEPAnalistas de
GQ
Legenda:
Supervisor de Controle da Qualidade
SponsorÁreas atingidasFora do escopo
Organograma de Projeto - Redução do Tempo de Emissão de Batch Record
Gerente de QualidadeGerente de Produção Gerente de Manutenção, Almoxarif ados e PCP Gerente de Technical Services
Diretor do Site
Figura 12: Organograma de Projeto

51
A resposta à primeira pergunta foi de que para que os objetivos
organizacionais de lançamento de novos produtos e aumento de produção na
fábrica pudessem ser atingidos, problemas chaves de ineficiência e produtividade
deveriam ser eliminados em todos os setores envolvidos. E neste caso, a Garantia
da Qualidade estando envolvida no processo, seria parte responsável pelo ganho ou
perda de eficiência.
A resposta da segunda pergunta foi a de que o setor de Qualidade: Qualidade
de Fornecedores e Qualidade Assegurada passou por reestruturação diminuindo o
quadro de funcionários através da fusão entre essas duas áreas. As atividades mais
dispendiosas deveriam então sofrer mudanças e padronização, dando início ao
escritório enxuto.
4.2 Etapa Medir
A medição foi de extrema importância para implementação das melhorias
propostas, uma vez que tratava quantitativamente do processo abordado e quais
pontos seriam tratados com maior ênfase. A etapa de medição iniciou-se então com
o levantamento da composição do Batch Record, mas para cercar os problemas que
envolviam o Batch Record, foram mensurados também erros decorrentes da
emissão e/ou preenchimento das folhas pelos setores, bem como o tempo de
emissão das folhas em si.
4.2.1 Levantamento da composição do Batch Record
O departamento da qualidade definiu o Batch Record como um documento
“descompartimentado” 9 , devido ao sistema utilizado, cada área desenvolveu a
documentação correspondente à sua contribuição nas etapas de produção, fazendo
com que o Batch Record fosse um conjunto de formulários de todas as atividades
realizadas pelos departamentos/setores envolvidos no ciclo de produção, desde a
pesagem das matérias primas até a aprovação do produto acabado. Além dos
9 Descompartimentado: após a união de diversos formulários, forma um documento único, o Batch Record.

52
Formulários, chamados de Formulários da Qualidade (FQ’s), qualquer informação
relevante ao processo em questão deveria ser registrada, garantindo o Right First
Time. Este conjunto de documentos passaria por uma reconciliação10 no momento
da revisão e aprovação pela Garantia da Qualidade. O Batch Record possuía 15
diferentes documentos de 5 diferentes áreas, podendo variar de acordo com o
produto e de acordo com as diferentes análises laboratoriais realizadas pelo
Controle de Qualidade, totalizando, então, uma média de 85 folhas. A figura 13
demonstra a divisão da documentação:
Fonte: Autora, 2014
10
Reconciliação: análise comparativa dos dados obtidos na fabricação do produto com os dados de referência.
Limpeza de ÁreasIdentificação de
Produto em ProcessoReconciliação e Batch
Record
Média de 16 folhas por etapa de embalagem
Fluxo de Batch Record
Média de 37 folhas por etapa de envase
BR EMBALAGEM
C-PRD-POP-088 FQ 001 XXXXXX
Suplementar e Devolução
Identificação e Carimbos
Notificação de Erros
BR FORMULAÇÃO
C-PRD-POP-XXX FQ 001
Suplementar e Devolução
Pesagem de MPIdentificação de
Carimbos
Notificação de ErrosLimpeza de
EquipamentosIdentificação de
Produto em Processo
C-PRD-POP-095 FQ 001 XXXXXX
Suplementar e Devolução
Identificação e Carimbos
Notificação de Erros
Limpeza de Equipamentos
Limpeza de ÁreasIdentificação de
Produto em Processo
BR ENVASE
Média de 32 folhas por etapa de formulação
4 1 1 1
1 1 1
Controle em Processo
Registro de Análise
Cromatogramas Lista de Picking
Despacho de Ordem
8 1 151
1
4 1 1 1
1 1 1
Controle em Processo
Registro de Análise
Cromatogramas Lista de Picking
Despacho de Ordem
8 1 151
1
4 1 2 1
1 1 1
Controle em Processo
Inspeção de Produto
Material Gráfico Lista de Picking
Despacho de Ordem
1 1 1
1
1
GQ PCP PRDCEP/CQ ALM
Figura 13: Composição da Documentação do Site

O Batch Record
conteúdo que nele se encontra
apresentam somente os ite
como informação confidencial
A figura 14 mostra a primeira folha do
determinado produto (neste caso, representado por
canto inferior direito). O
tempos de emissão: carimbo
código, material, número de lote, data
fragmentado pela informação
acompanhavam esta numeração.
Campos de preenchimento e onde podia
Batch Record era uma documentação confidencial da empresa
nele se encontrava não podia ser divulgado. As
apresentam somente os itens que influenciavam no projeto e o que era classificado
como informação confidencial foi retirado.
Figura 14: Exemplo de Formulário
Fonte: MSD, 2014
mostra a primeira folha do Batch Record de Formulação
determinado produto (neste caso, representado por C-PRD-POP
. Os itens em destaque estavam ligados diretamente com os
ão: carimbo de lote e “emitido por”; muitos campos de edição
código, material, número de lote, data e comprovação de que o formulário era
pela informação “página 1 de 5”, pois os outros formulários não
esta numeração.
pos de preenchimento e onde podia ocorrer quebra de lote
53
onfidencial da empresa e o
As figuras 14 e 15
ns que influenciavam no projeto e o que era classificado
de Formulação de um
POP-110 FQ 002 03,
s itens em destaque estavam ligados diretamente com os
de lote e “emitido por”; muitos campos de edição –
e comprovação de que o formulário era
outros formulários não
Carimbo lote
ocorrer quebra de lote
Preenchimento
oo

Já a figura 15 é um exemplo
NPP-007 FQ 003 00)
perceber que a paginação era diferente; que existia a utilização de carimbos “lote”,
“emitido por” e “carimbo de nome” e que
Figura
A figura 16 apresenta um
formulários, que compilados, representavam
Já a figura 15 é um exemplo de um dos formulários (neste caso, o
que compunham o Batch Record da figura 14
perceber que a paginação era diferente; que existia a utilização de carimbos “lote”,
e “carimbo de nome” e que existiam assinaturas e rubricas em excesso.
Figura 15: Exemplo de Formulário de Batch Record
Fonte: MSD, 2014
apresenta um exemplo de controle com a divisão de
compilados, representavam o Batch Record completo (Formulação,
54
neste caso, o C-GQ-
da figura 14. Pode-se
perceber que a paginação era diferente; que existia a utilização de carimbos “lote”,
assinaturas e rubricas em excesso.
plo de controle com a divisão desses
completo (Formulação,

55
Envase e Acondicionamento (Embalagem)) para um determinado produto em
apresentação específica, no caso, do produto Butox P CE 20 mL: cada formulário
com seu respectivo código, local na rede e em sistema. Este controle excessivo dos
formulários existia pelo tipo de sistemática de documentação implantada: cada setor
possuía seus documentos com seus respectivos códigos, porém esses documentos
eram integrantes do sistema produtivo. Essa sistemática provou-se, então, falha no
caso da documentação de Batch Record, pois a emissão era feita somente por um
setor (Garantia da Qualidade) que tinha a função de compilar todos esses
formulários, abrindo o sistema, pastas e formulários diversas vezes.
Fonte: MSD, 2014
O significado das siglas na figura 16 é o seguinte:
C-ALM: documentação do Almoxarifado
C-PRD: documentação da Produção
C-GQ: documentação da Garantia da Qualidade
C-CQ: documentação do Controle de Qualidade
Figura 16: Divisão e Controle dos Formulários para determinado produto na rede

C-CEP: documentação do Controle Estatístico de Processos
Figura
Após o entendimento da sistemática da documentação, foram coletados
dados para a criação do mapa de processo atual
58 a 60).
O mapa de processo atual viabilizou um maior entendimento entre os setores
do processo de emissão
Para se iniciar o processo de emissão era preciso que o Despacho de Ordem
estivesse disponível pelo
etapa de manufatura do produto a ser produzido (for
embalagem), código SAP
materiais produzidos. Iniciava
documentos representados nas figuras 13
recebido. A emissão deveria:
• Salvar os documentos abertos na rede e no sistema e editar os campos de
lote de produto, conferência de matéria prima e número de ordem de
despacho. Em todos os formulários que 11
SAP: Sistemas, Aplicativos e Produtos para Processamento de Dados
para Planejamento de Produção.
documentação do Controle Estatístico de Processos
Figura 17: Explicação da Codificação da Documentação
Fonte: Autora, 2014
entendimento da sistemática da documentação, foram coletados
dados para a criação do mapa de processo atual, apresentado no quadro 10
O mapa de processo atual viabilizou um maior entendimento entre os setores
do processo de emissão realizado pela Garantia pela Garantia da Qualidade
Para se iniciar o processo de emissão era preciso que o Despacho de Ordem
estivesse disponível pelo Planejamento (PCP), pois este documento informava
etapa de manufatura do produto a ser produzido (formulação, envase ou
, código SAP11, lote do produto, quantidade de fabricação e lote dos
materiais produzidos. Iniciava-se, então, a emissão através da abertura dos
tos representados nas figuras 13 e 16, porém de acordo com o despacho
do. A emissão deveria:
Salvar os documentos abertos na rede e no sistema e editar os campos de
lote de produto, conferência de matéria prima e número de ordem de
. Em todos os formulários que compunham o
Produtos para Processamento de Dados era o Sistema Informatizado utilizado
para Planejamento de Produção.
56
: Explicação da Codificação da Documentação
entendimento da sistemática da documentação, foram coletados
entado no quadro 10 (folhas
O mapa de processo atual viabilizou um maior entendimento entre os setores
realizado pela Garantia pela Garantia da Qualidade.
Para se iniciar o processo de emissão era preciso que o Despacho de Ordem
, pois este documento informava: a
mulação, envase ou
, lote do produto, quantidade de fabricação e lote dos
se, então, a emissão através da abertura dos
, porém de acordo com o despacho
Salvar os documentos abertos na rede e no sistema e editar os campos de
lote de produto, conferência de matéria prima e número de ordem de
o Batch Record (do
era o Sistema Informatizado utilizado

57
Almoxarifado, do Controle da Qualidade, da Garantia da Qualidade e do
Controle de Processos e Embalagem) os campos de lote, produto, códigos de
materiais, ordem de produção deveriam ser editados.
• Atentar-se ao fator “quebra de lote”. Em muitos casos, a quantidade de um
lote de matéria-prima era insuficiente, necessitando que outro lote fosse
utilizado para totalizar a quantidade requerida pelo Despacho de Ordem,
havendo assim a Quebra de Lote. Quando existia quebra de Lote, linhas
deveriam ser inseridas ao Formulário (figura 14).
• Ao fim da edição de todos os campos com as informações requeridas, o
Batch Record era impresso, assinado, datado e todas suas folhas conferidas
como duplo check.12. O duplo check foi a maneira utilizada para validar todas
as folhas do Batch Record já que sua numeração não era contínua, devido à
compilação de diversos formulários diferentes.
12
Duplo Check: Conferência da atividade realizada. Requisitos das normas internas e do MAPA.

58
Quadro 10: Mapa de Estado Atual
Atividade 1
Envio de despacho de
ordem 10 Fechar o documento 19 Imprimir
Suplementar/ Devolução
28
Procurar o FQ de identificação de
carimbos
37
Imprimir o FQ de Identificação de
produto em processo
46
Solicitar duplo check com assinatura na
primeira folha
Como faz / Depto Rede / Email – PCP Sistema - GQ Word - GQ Sistema - GQ Sistema - GQ Manual - GQ
Nº pessoas
1
1
1
1
1
2
TAV
0
0
10 s
10 s
10 s
30 s
Atividade 2
Receber despacho de ordem
11
Abrir a pasta
Garantia_Qualidade\GQ\Batch Record Atual
20
Entrar no SE SUITE
29
Abrir o Documento 38
Buscar todas as
folhas na impressora
47
Duplo check, carimbar,
assinar e rubricar a folha de identificação
de carimbo Como faz / Depto Rede / Email – GQ Rede - GQ Sistema - GQ Sistema - GQ Manual - GQ Manual - GQ
Nº pessoas 1 1 1 1 1 2
TAV
0
10 s
1 min
1 min
30 s
30 s
Atividade 3
Imprimir despacho de ordem
12
Abrir o Batch record 21
Entrar em
Documento - Consulta - Documento
30
Imprimir o FQ de identificação de
carimbos
39
Colocar as folhas em ordem
48
Duplo check assinar
todas as folhas com o carimbo "Emitido por
Garantia da Qualidade" Como faz / Depto Rede / Email – GQ Rede - GQ Sistema - GQ Sistema - GQ Manual - GQ Manual - GQ
Nº pessoas 1 1 1 1 1 2
TAV
30 s
0
0
10 s
20 s
30 s
Mapa de Processo Emissão de Batch Record - ATUAL

59
Atividade 4
Buscar despacho de ordem na impressora
13
Editar os campos de
ordem, lote do produto, data de fabricação e
validade e lotes de MP
22
Procurar o FQ de limpeza de área
31
Procurar o FQ de notificação de erros
40 Grampear
49
Entregar ao volante de
produção
Como faz / Depto Manual – GQ Word - GQ Sistema - GQ Sistema - GQ Manual - GQ Rede / Email - PCP
Nº pessoas 1 1 1 1 1 1
TAV 10 s 2 min 30 s 10 s 5 s 1 min
Atividade 5 Entrar no SE SUITE
14 Imprimir Batch Record
23 Abrir o Documento
32 Abrir o Documento
41
Usar o carimbo
"Emitido por Garantia da
Qualidade" em todas as folhas que
não possuem a autenticação
Tempo de Agregação de
Valor (TAV) Total:
TAV= 24,5 minutos de
emissão
Kaizen nas etapas:
Como faz / Depto Sistema – GQ Word - GQ Sistema - GQ Sistema - GQ Manual - GQ
Nº pessoas 1 1 1 1 1
TAV 2 min 5 s 1 min 1 min 30 s
Atividade 6
Entrar em Documento - Consulta – Documento
15
Abrir a pasta
Garantia_Qualidade\GQ\Batch Record
Atual\Suplementar e Devolução
24
Imprimir o FQ de limpeza de área
33
Imprimir o FQ de notificação de erros
42
Usar o carimbo de
data nas folhas com o carimbo de "Emitido por Garantia da Qualidade"
Como faz / Depto Sistema – GQ Rede - GQ Sistema - GQ Sistema - GQ Manual - GQ
Nº pessoas 1 1 1 1 1
TAV 0 10 s 10 s 10 s 30 s

60
Fonte: Adaptado MSD, 2014
Atividade 7
Procurar o Batch Record
16
Procurar o documento Suplementar/Devoluçã
o do despacho
25
Procurar o FQ de
limpeza de equipamento
34
Abrir a pasta
Garantia_Qualidade\GQ\Batch Record
Atual\FQs Batch Record
43
Usar o carimbo de "Lote" em todas as folhas, inclusive no verso, se houver
conteúdo
Como faz / Depto Sistema – GQ Rede - GQ Sistema - GQ Rede - GQ Manual - GQ
Nº pessoas
1
1
1
1
1
TAV 30 s 10 s 10 s 10 s 30 s
Atividade 8 Abrir o documento 17
Abrir o Documento 26
Abrir o Documento 35
Procurar o FQ de identificação de
produto em processo
44
Assinar e datar os
campos de anotado por na primeira
página
Como faz / Depto Sistema – GQ Rede - GQ Sistema - GQ Rede - GQ Manual - GQ
Nº pessoas
1
1
1
1
1
TAV
1 min
0
1 min
10 s
30 s
Atividade 9
Salvar o documento na
pasta Garantia_Qualidade\GQ\Batch Record Atual
18
Editar os campos de ordem e lote do produto
27
Imprimir o FQ de
limpeza de equipamento
36
Editar nome do produto e lote
45
Carimbar, assinar e rubricar a página de
identificação de carimbos.
Como faz / Depto Sistema / Rede - GQ Word - GQ Sistema - GQ Word - GQ Manual - GQ
Nº pessoas 1 1 1 1 1
TAV
1 min
3 min
10 s
2 min
30 s

61
O mapa de fluxo de valor atual (Quadro 10) permitiu verificar, através do Lead
Time das etapas, onde o esforço Kaizen era necessário: etapas repetidas (imprimir /
abrir / carimbar e assinar documento), dispendiosas e que não agregavam valor ao
processo. Separadamente, as etapas possuíam baixo Lead Time, porém, ao serem
repetidas, tornava a atividade bastante complexa. O tempo de agregação de valor
total (TAV) apurado foi de 24, 5 minutos para apenas 1 Batch Record.
Importante ressaltar que a atividade de emissão era concentrada somente em
um único colaborador do departamento (Analista de Garantia da Qualidade), porém
todos os outros colaboradores do departamento possuíam conhecimento da
atividade. Logo, durante o projeto, a não padronização da realização da atividade
influenciou nas medições do tempo entre as etapas. Cada analista/estagiário
possuía uma maneira de emitir as folhas, o que podia fazer com que o tempo
variasse em até 5-6 minutos.
4.2.2 Análise dos dados apurados
A etapa de medição também trabalhou com a tentativa de comprovação da
declaração do problema e com análises comparativas entre a atividade e os
desperdícios em ambientes administrativos, alinhado à metodologia DMAIC. Dez
foram os pontos principais apurados:
1) Processo Inadequado:
• Uso incorreto de procedimento ou sistema inadequado: o procedimento
C-GQ-NPP-007 – Batch Record direcionava e esclarecia as
responsabilidades dos setores envolvidos na emissão do Batch
Record. Porém, não existia uma padronização da melhor maneira de
emissão, revisão e liberação. A abordagem não era simples e eficaz.
• O documento era “descompartimentado”, fazendo com que a Analista
trabalhasse com muitas informações ao mesmo tempo (muitas telas de
computador abertas, salvando e editando documentos);

62
• A documentação era editada por completo, mesmo após
homologação13, o que não agregava valor ao processo;
2) Superprodução:
• Geração de mais informação, em meio eletrônico ou papéis além do
que se faz necessário: a Analista trabalhava com várias telas de
software e planilhas abertas para que pudesse editar os formulários e
então, emitir as folhas. Como cada documento era de uma área,
informações diferentes eram geradas e compiladas ao mesmo tempo,
tornando a atividade confusa.
3) Inventário:
• O ICSL tinha o objetivo de planejamento mensal do que era produzido
e liberado no mês. Porém as folhas eram emitidas diariamente com a
tentativa de minimizar a espera da produção, uma vez que, o tempo de
emissão era alto, gerando volume de informação armazenada.
4) Defeito
• Problemas na qualidade dos serviços, uma vez que as folhas eram
editadas. Atividade manual era passível a maiores erros;
• Baixo desempenho na entrega (produção parada sem folha de
trabalho);
• Atividade que envolvia diversos setores. O atraso em uma das etapas
ocasionava falta de pontualidade de entrega das folhas à Produção e
desvios do ICSL planejado;
• Erros frequentes de documentação: campo de assinatura em branco,
porcentagem (rendimento), etc.
5) Transporte
• Existência de comunicação excessiva em meio eletrônico: Envio
despacho de ordem de produção, envio de e-mail solicitando as folhas
mais urgentes;
6) Movimentação:
• Movimentação de pessoas (do CQ, CEP e PRD) para correção de
erros nos formulários.
13
Homologação: os documentos da empresa só poderiam ser utilizados após passarem pelo processo de
aprovação e homologação. Em teoria, o documento homologado não poderia ser modificado.

63
• Movimentação da Analista GQ: buscava folhas na impressora diversas
vezes
• Movimentação dos volantes da produção que faziam a retirada das
folhas na Garantia da Qualidade;
7) Espera:
• Existência de espera pela emissão quando do atraso de alguma
informação requerida;
• Existência de espera pela abertura e disponibilização do despacho de
ordem;
• Existência de espera pela correção de despacho de ordem com
informação errada, quando aplicável;
• Existência de espera quando ocorriam mudanças no planejamento;
• Existência de espera pela priorização das atividades (qual folha
deveria ser emitida primeiro);
• Períodos de inatividade das pessoas e informações devido à revisão e
aprovação dos setores envolvidos;
8) Fluxo Irregular:
• Inexistência de fluxo na documentação.
9) Controle:
• Inexistência de controle de Emissão de Batch Record;
• Controle e monitoramento daquilo que não trazia melhorias no
desempenho: O checklist de erros em BR não era uma medida de
controle eficiente.
10) Alinhamento dos objetos:
• Tempo gasto desnecessário pelas pessoas que trabalhavam com
objetos mal entendidos e retrabalho para produzir o resultado que era
esperado: faltava clareza e junção das informações no Batch Record
para os operadores realizarem suas atividades durante o processo
produtivo.
Seguiu-se com o levantamento de dados e, durante uma semana de revisão,
o que foi possível abranger 15 Batch Records, foi realizado o monitoramento dos

erros que aconteciam em
produção pela folha. O volante da produção
trabalho na produção e í
de produção) devia sair de sua linha para ir à GQ e corrigir qualquer tipo de erro ou
então, esperar pela correção/emissão das folhas.
os erros apurados durante a revisão
Em 15 Batch Records
assinatura (duplo check
despacho de ordem errado
Record). No deste último erro,
Record retornava à Garantia da Qualidade, a
de alguma maneira era perdida na Produção, o que ocasionava retrabalho.
As próximas medições foram realizadas
Garantia da Qualidade no processo de emissão em si
2 maneiras: a primeira considerando
considerando-se a emissão completa.
O gráfico 2 registra, então,
na máquina”, “preencher
Qua
ntid
ade
em Batch Record e que, porventura, ocasiona
produção pela folha. O volante da produção (operador que saí
trabalho na produção e ía até à Garantia da Qualidade retirar/corrigir/trocar a folha
sair de sua linha para ir à GQ e corrigir qualquer tipo de erro ou
então, esperar pela correção/emissão das folhas. O gráfico 1 apresenta
durante a revisão das folhas.
Gráfico 1: Erros em Documentação
Fonte: Autora, 2014
Batch Records, 11 erros foram relacionados à emissão: falta de
check ou campo “emitido por:”), erro de ordem (número do
despacho de ordem errado) e folha faltando (geralmente folha de Fluxo de
deste último erro, por muitas vezes ocorreu também quando o
retornava à Garantia da Qualidade, após a finalização dos processos: a
era perdida na Produção, o que ocasionava retrabalho.
As próximas medições foram realizadas para o tempo de emissão gasto pela
no processo de emissão em si. Esta medição foi realizada de
2 maneiras: a primeira considerando-se as etapas individualizadas e a segunda
a emissão completa.
O gráfico 2 registra, então, os tempos separados: etapas de emissão
preencher” e “editar” o Batch Record, “imprimir” e “
0
10 54 4 6
2
Erros em Batch Record
64
e que, porventura, ocasionavam espera da
(operador que saía do seu posto de
até à Garantia da Qualidade retirar/corrigir/trocar a folha
sair de sua linha para ir à GQ e corrigir qualquer tipo de erro ou
apresenta e quantifica
, 11 erros foram relacionados à emissão: falta de
ou campo “emitido por:”), erro de ordem (número do
) e folha faltando (geralmente folha de Fluxo de Batch
por muitas vezes ocorreu também quando o Batch
a finalização dos processos: a folha
era perdida na Produção, o que ocasionava retrabalho.
tempo de emissão gasto pela
medição foi realizada de
as etapas individualizadas e a segunda
etapas de emissão “salvar
“assinar”.

A medição de tempo separadamente em cada fase do processo apontou as
etapas mais problemáticas com relação ao tempo de emissão,
de preenchimento e carimbo/assinaturas.
emissão das etapas do gráfico 2
Garantia da Qualidade leva
00:00:00
00:01:26
00:02:53
00:04:19
00:05:46
00:07:12
00:08:38
00:10:05
00:11:31
00:12:58
BR 1
Med
ição
do
Tem
po
0:00:00
0:14:24
0:28:48
Med
ição
do
Tem
po
Gráfico
Gráfico 2: Etapas da Atividade de Emissão
Fonte: Autora, 2014
medição de tempo separadamente em cada fase do processo apontou as
etapas mais problemáticas com relação ao tempo de emissão, que foram as etapas
de preenchimento e carimbo/assinaturas. Já o gráfico 3 representa o tempo total de
das etapas do gráfico 2, comprovando que a emissão de folhas pelas
Garantia da Qualidade levava mais de 20 minutos.
Fonte: Autora, 2014
BR 1 BR 2 BR 3 BR 4 BR 5
Tempo x Emissão
t(salvar) t(preencher) t(imprimir) t(assinar)
0:00:00
0:14:24
0:28:48
BR 1 BR 2 BR 3 BR 4 BR 5 BR 6
Tempo x Emissão
t(emitir)
Gráfico 3: Tempo total da atividade de emissão
65
medição de tempo separadamente em cada fase do processo apontou as
que foram as etapas
Já o gráfico 3 representa o tempo total de
a emissão de folhas pelas
BR 6
t(assinar)

66
4.2.3 Validação da Etapa Medir
A validação desta segunda fase ocorreu através dos seguintes
questionamentos: 1) Foram identificados ganhos rápidos no processo utilizando
Lean? Sim, foram identificadas as etapas mais problemáticas, porém com
resoluções possivelmente simples para diminuição de tempo. 2) Os desperdícios
foram identificados? Sim, foi comprovado através dos 10 desperdícios em ambientes
administrativos e do mapa de estado atual (Quadro 10) que a atividade não
agregava valor.
4.3 Etapa Analisar
Na fase de medição foram levantadas as principais entradas do processo.
Após a identificação dos problemas e da priorização dos mais relevantes, era
necessário que se fizesse uma análise para a identificação de suas causas. O
diagrama de Ishikawa (Figura 18) foi utilizado para determinação hierárquica das
causas potenciais:
Figura 18: Diagrama de Ishikawa do Projeto
Fonte: Autora, 2014
Mais de um BR para cada produto - Muitos FQ's
Paradas para realizar outras atividades
Muitos carimbos em cada documento;Atraso no envio da ordem Pelo PCP;Fluxo de Formulário não pe contínioDocumentos para assinar, carimbar e datar;Duplo check de todos os FQ's
Ausênia de Back Up para atividade
Fadiga da pessoa que realiza a atividade
Tempo que o computador leva para abrir os documentos
Disponibilidade de Papel
A rede é lenta e demora muito para abrir os documentos
Meio Ambiente Máquina Medidas
Tempo excessivo para emissão de
BR
MaterialPessoaMétodo

67
O diagrama de Ishikawa (figura 18) evidenciou as principais causas raízes
relacionadas aos efeitos negativos na documentação e que impactavam diretamente
na emissão. Pelo diagrama (figura 18), demonstrou-se que o “Método” era fator
considerado complexo e problemático, pois a metodologia escolhida para emissão
do Batch Record trazia consequências indesejadas para o tempo de emissão e
também ocasionava erros. O método que era utilizado era reflexo da sistemática de
documentação implantada, que se deu para cumprir com as exigências do MAPA e
de uma cultura de gestão de qualidade trazida pela empresa anterior (Schering
Plough).
O material também demonstrou-se ineficaz, já que não estava em
conformidade com as exigências para a realização da atividade, ou seja, existiam
muitos formulários da qualidade (FQ’s), que compilados na emissão, formavam o
Batch Record. A compilação dos formulários e a edição de todos eles, ao mesmo
tempo, proporcionavam erros e atrasos na emissão.
Num primeiro momento, as causas raízes encontradas e priorizadas foram:
• Etapas repetidas: Muitos carimbos e assinaturas em um documento (a
eliminação dessa causa representava ganho rápido); abrir o
documento e imprimir.
• Fluxo de Documentação não contínuo – era preciso compilar os
formulários na emissão e na revisão do Batch Record.
Após a visualização dos problemas no Diagrama de Ishikawa (figura 18),
outra ferramenta utilizada foi a FMEA com o objetivo de atacar as principais causas
raízes, sistematizando um grupo de atividades que detectasse possíveis falhas e
avaliasse os efeitos das mesmas para o processo. Foi enfatizado pelo Green Belt
que as causas raízes apuradas eram fundamentais para o bom andamento do
projeto e que deveriam ser abordadas de forma eficiente. Então, foram identificadas
ações com o objetivo de eliminar ou reduzir a probabilidade de falhas. O Quadro 11
representa a FMEA desta etapa e refletiu justamente a necessidade de criação de
um novo template para o Batch Record. A criação de um novo template atacou e
retirou a necessidade de vários formulários para compor o Batch Record
(documentação descompartimentada) e o grande número de campos editáveis na
emissão.

68
O Risk Priority Number (RPN) diminui em todos os efeitos potenciais das
causas somente com a mudança de sistemática de documentação para Batch
Record, através da revisão do layout do documento. As ocorrências diminuíram uma
vez que o template tinha a função de eliminar esses problemas.

69
Quadro 11: FMEA do projeto
Fonte: Adaptado MSD, 2014
Processo Entradas do processo
Modo de Falha
Potencial
Efeitos potenciais da
causa SE
V
Causa Potencial
OC
O Controles de
Processo Atuais
DE
T
RP
N
Ações Recomendadas
Responsável e data para
implementação
Ação Realizada S
EV
OC
O
DE
T
RP
N
Descrição do
Processo
Funções do Processo
Como as entradas
chave podem dar
errado? (processo falha em
atender os requerimen
tos
Qual é o impacto nos
requerimentos dos clientes? Como a falha será senida pelo cliente?
Qua
l é a
sev
erid
ade
do
efei
to n
o cl
ient
e?
Quais causas na entrada chave
podem dar errado? (Como o modo de
falha pode acontecer?)
Qua
l é a
freq
uenc
ia q
ue a
ca
usa
acon
tece
?
Quais são os
controles existentes
que previnem
ou detectam a
causa?
Qua
l é a
pro
babi
lidad
e de
de
tecç
ão d
a ca
usa?
Ris
kPrio
rityN
umbe
r P
riorid
ade
Quais são as ações para reduzir a
ocorrência da causa ou
melhorar a detecção?
Para RPN alto ou severidade alta,
devem ser propostas ações
Quem é responsável pela
ação recomendada?
Qual data?
Qual foi a ação
realizada? Incluir a data de
implementação
Nov
o va
lor
de S
ever
idad
e ap
ós a
ções
Nov
o va
lor
de O
corr
ênci
a ap
ós a
ções
Nov
o va
lor
de D
etec
ção
após
açõ
es
Nov
o va
lor
de R
PN
apó
s aç
ões
Emissão de Batch Record
Disponibilizar documentação para registro das atividades de produção
Alto Tempo de emissão
Espera / Produção parada esperando a folha
7 Documentação descompartimentada 7
Controle pelo Software SE SUITE
1 49 Mudança na documentação / Template /
Analista GQ Estagiário GQ
Revisão da documentação
2 2 7 28
Preenchimento errado da folha
Espera da produção / Retrabalho / Falha na realização da atividade
6 Etapas para emissão humanizadas 5
Checklist de Erros de Batch record / Fluxo de Batch Record
5 150 Diminuir nº de preenchimento de campos
Analista GQ Estagiário GQ
Revisão da documentação e diminuição nos campos de edição
3 2 5 30
Campo em branco
Movimentação da produção à GQ
3 Edição 8
Duplo Check / Controle Visual
2 48 Diminuir nº de carimbos e assinaturas
Analista GQ Estagiário GQ
Extinção de 3 carimbos para somente 1 carimbo
2 2 2 8
Informação faltando
Movimentação da produção à GQ / Espera pela folha
5 Fluxo de informações entre os setores é ruim
5 Controle de Mudanças
5 125 Criar controle visual de fluxo de informações
Analista GQ Estagiário GQ
Colocação dos quadros para controle de BR
2 2 2 8

70
4.3.1 Validação da Etapa Analisar
A validação da Etapa Analisar deu-se a partir das seguintes perguntas: 1) O
time todo participou ativamente no encontro das causas raízes? Apareceram
resistências nas mudanças? Por ser um time qualificado e com boa compreensão
das atividades que sofreriam as mudanças, as reuniões de Brainstorming foram
produtivas e focadas na busca das causas e efeitos dos problemas. Houve pouca
resistência, uma vez que os defeitos da atividade notoriamente não agregavam
valor. 2) Quanto do problema pode ser explicado com as causas raízes
encontradas? Todas as causas raízes encontradas puderam explicar de alguma
forma os problemas. Isso fez com que o time tivesse confiança para seguir com os
planos de mudanças.
4.4 Etapa Melhorar
Para uma abordagem inicial, foi decidido que as causas raízes apuradas
estavam relacionadas à quantidade de formulários que são editados e a quantidade
de folhas para compor um Batch Record, uma vez que, tanto uma causa quanto a
outra, impactavam no tempo de emissão.
Através das análises que delinearam a fase anterior, foi possível a obtenção
de um ganho rápido que foi a eliminação dos carimbos: foram identificados o uso de
4 carimbos (carimbo de nome, carimbo de emitido por, carimbo de lote e de data)
nas páginas do Batch Record, levando cerca de 8 minutos para carimbar as folhas
de formulação, envase e embalagem. Criou-se então, 1 carimbo com todas as
informações necessárias e sua utilização caiu de 8 para 2 minutos nas páginas de
formulação, envase e embalagem.
O carimbo foi utilizado por 1 mês, quando foi criado e apresentado pela GQ
uma proposta de novo modelo de Batch Record que eliminava a necessidade de
validação em todas páginas. A decisão de criação de um novo template foi prevista
no FMEA (quadro 11) e sua implementação se deu nesta etapa.
Para que as melhorias pudessem ser colocadas em prática, a Legislação do
MAPA IN 13 foi reinterpretada, garantindo que nenhuma norma relacionada ao

71
registro de processo produtivo fosse desprezada ou não pudesse ser evidenciada.
Sendo assim, o Batch Record tornou-se uma Fórmula Padrão 14 através da
implementação dos seguintes pontos:
• Criação de um único documento com as todas as informações obtidas em
cada etapa, fazendo a compilação dos dados necessários para que o
documento tivesse menos campos editáveis.
• Criação de um documento no modelo C-BR-XXXXXXX, cadastrado em
categoria compartilhada no software SE SUITE (gestão de documentação)
para cada produto e apresentação.
• Numeração das páginas de 01 a XX, validando-as e retirando a necessidade
de assinaturas e carimbos da GQ em todas as páginas. Assinaturas só em
“emitido e conferido por”;
• Cancelamento do formulário da GQ de Identificação de Carimbos para
diminuição da quantidade de assinaturas. O operador passou a colocar o
“nome” e não “assinatura” para que o registro da atividade ficasse facilmente
rastreável.
• Foi acordado entre GQ e as áreas o não envio do formulário de notificação de
erros para todas as áreas, uma vez que não há controle atrelado a ele. O
anexo do formulário de erros ocorria somente na revisão dos dados do Batch
Record e quando aplicável.
• Decidiu-se que a revisão do Batch Record e a reconciliação (comparação dos
dados obtidos com os dados de referência) seriam realizadas em cada etapa
produtiva, ou seja, com formulário anexo nas etapas de Formulação, Envase
e Embalagem, já que antes, o formulário de reconciliação de Batch Record
era anexo somente na etapa de Embalagem. O formulário funcionaria
somente como um checklist para evidenciar que a revisão e reconciliação dos
dados foi realizada. O layout novo incluiu os departamentos de Almoxarifado
e PCP, o que criou um fluxo contínuo de documentação.
• Decidiu-se pela eliminação do Formulário de Fluxo de Batch Record, uma vez
que este formulário foi incluso quando não havia controle de entrega do Batch
14
Fórmula Padrão: Documento que especifica as matérias-primas e os materiais de embalagem com as suas quantidades, juntamente com a descrição dos procedimentos e precauções necessárias para a produção de determinada quantidade de produto terminado. Além disso, fornece instruções sobre o processamento, inclusive sobre os controles em processo.

72
Record. O Fluxo da documentação foi controlado pelas reuniões de Tier e
pelos quadros de gestão visual;
• Decidiu-se pela eliminação da Lista de Picking. Não havia necessidade de
impressão deste documento, uma vez que este era retirado do SAP - sistema
validado, onde através do número da ordem era possível rastrear os materiais
utilizados. Outra maneira de rastrear os insumos foi também através do
despacho de ordem usado na emissão.
• Decidiu-se por não anexar no Batch Record os Cromatogramas do Controle
de Qualidade. A IN 13 solicitava que os dados brutos fossem rastreáveis, e
com a validação dos softwares e o backup eletrônico, não era necessário a
inclusão desses dados no Batch Record.
A figura 19 apresenta de forma visual a proposta para o novo Batch Record,
após todas as considerações efetuadas.
O Batch Record passou então a ser uma documentação única dentro do
sistema, com uma codificação compartilhada entre os setores e com um modelo
prático e simplificado que garantiu o registro do produto de forma eficaz e correta.
Resumidamente, houve alteração no layout para facilitar os registros da produção e
diminuir os erros, mas a mudança mais significativa e que mais impactou no tempo
de emissão, foi a transformação de diversos formulários em um só, representado
pela simbologia “C-BR-XXXXXXX” e eliminando a expressão “o Batch Record é
descompartimentado”.

73
Figura 19: Novo Modelo de Batch Record - Proposta
Fonte: Adaptado, MSD 2014
Após aprovação do modelo pelos gestores das áreas e pelo diretor da planta,
para que a implementação fosse possível, a equipe trabalhou nas ações do Controle
de Mudanças explanadas no Plano de Ação, já que o Controle de Mudanças é
confidencial no sistema da Merck:
• Elaboração, revisão e aprovação do novo template no sistema (C-BR-
XXXXXXX). Após aprovação, o template ainda passou por
homologação e a impressão, que devia existir devido às exigências
reguladoras;
• Cancelamento de documentos dos setores no sistema e recolhimento
dessa documentação que garantiu o não uso de cópias obsoletas;
• Destruição dos documentos. A destruição das cópias obsoletas da
documentação foi realizada em picotadeira de maneira controlada e
evidenciada por fotografia.
• Treinamento de todos os envolvidos O treinamento dos envolvidos foi
realizado de maneira prática, realizando o preenchimento da nova
documentação e das novas práticas.
• Padronização da atividade.
Formulação
Envase
Embalagem
C-BR-XXXXXXX
PROPOSTA DE BATCH RECORD
C-BR-XXXXXXX
C-BR-XXXXXXX
191
1
Controle em Processo
Despacho de Ordem
1
Despacho de Ordem
14
Despacho de Ordem 1
1141
Folha de Liberação 1
GQ TODOS CEP

74
Quadro 12: Plano de Ação
Fonte: Autora, 2014
Finalizada a reunião de elaboração do Plano de Ação, foram realizadas mais
2 reuniões de brainstorming com o time Green Belt para finalização do template,
Data da criação do plano: 20/02/2014
Responsável Equipe Green Belt
Objetivo: Acompanhamento Projeto Batch Record Data da revisão do
plano: 30/06/2014
O que? Como? Quem? Quando?
Onde? Por que? % Início Fim
Criação de novo layout de Batch
Record
Levando em consideração todos
os focos Kaizen
Time Green Belt 03/02/14 10/02/14 GQ
Etapas repetidas de imprimir e
abrir documento / documentação
separada
100%
Aprovação de Modelo pela
Produção
Apresentando o novo modelo aos
responsáveis
Analista PRD Supervisão
GQ 20/02/14 21/02/14
GQ / PRD / CEP / CQ
Áreas envolvidas no processo 100%
Revisar o novo Layout de Batch
Record no sistema
Entrar com revisão do modelo obsoleto
no sistema.
Analista GQ Estagiário 26/02/14 18/05/14 GQ
Para implementação
de Kaizen 100%
Aprovar os documentos no
sistema Através do SE SUITE
Supervisão GQ 26/02/14 18/05/14 GQ
Para implementação de novo layout
100%
Treinar PRD, CEP, CQ, GQ no novo layout de Batch Record
Apresentação de novo modelo através de atividade prática (preenchimento do
documento)
Supervisão GQ
Estagiário 30/05/14 30/05/14 GQ
Para que o novo layout seja
entendido pelos envolvidos na
atividade
100%
Homologar documentos no
sistema Através do SE SUITE Estagiário 02/06/14 30/06/14 GQ
Para que o novo layout torne-se
vigente 100%
Cancelar formulários obsoletos
Através do SE SUITE Analista GQ Estagiário 02/06/14 30/06/14 GQ
Para que formulários
obsoletos não sejam utilizados
100%
Cancelar os carimbos utilizados
Colocando em local de "Obsoleto" Estagiário 02/06/14 30/06/14 GQ
Para não utilizar mais os carimbos 100%
Recolher de todos os postos
físicos os documentos
obsoletos
Manualmente - pela Fábrica
Estagiário GQ 02/06/14 30/06/14 GQ
Para que formulários
obsoletos não sejam utilizados
100%
Destruição de documentos Picotadeira Estagiário
EHS 02/06/14 30/06/14 TRIAGEM
Para que formulários
obsoletos não sejam utilizados
100%
Retirar Cromatogramas
Manualmente: não inserir no Batch
Record Analista CQ A partir do
1º BR - CQ
Para diminuir quantidade de
folhas no Batch record
100%
Retirar Lista de Picking
Manualmente: não inserir no Batch
Record
Analista de ALM
A partir do 1º BR - ALM
Não há necessidade - SAP validado
100%
Criar controle visual Quadros na GQ / Tier Time Green
Belt A partir do
1º BR - GQ Controle da documentação 100%

75
com intuito de que ele representasse todas as melhorias discutidas. A equipe então
trabalhou para colocá-lo em prática dentro do tempo estabelecido no plano de ação.
Em seguida, várias medições foram realizadas a fim de apurar os tempos de
emissão obtidos com o novo template. Até início de Maio de 2014, o novo template
não saiu da GQ e os colaboradores treinados foram somente os que realizariam a
atividade de emissão das folhas. Isto, pois era necessária a padronização da
atividade de emissão de maneira eficiente e de forma que ela refletisse melhorias
com relação aos problemas encontrados na emissão e na documentação anterior de
Batch Record. Ficou estabelecido, que caso não houvesse redução significativa do
tempo de emissão, este template novo seria revisado. Porém, as medições a seguir,
comprovam que não houve necessidade de uma nova revisão do template e o novo
modelo saiu da GQ no início de Julho de 2014.
1º Medição: emissão de 6 Batch Records entre as etapas de “salvar na máquina”,
“preencher” e “imprimir”. O gráfico 4 representa o tempo das etapas:
Gráfico 4: Etapas de Emissão Novo Template
Fonte: Autora, 2014
A análise do gráfico 4 permite verificar que o tempo, em média, de salvar na
máquina é de 2 minutos, o tempo de preencher é de 1 minuto e meio e o de imprimir
00:00:00
00:00:43
00:01:26
00:02:10
00:02:53
00:03:36
00:04:19
00:05:02
00:05:46
BR 1 BR 2 BR 3 BR 4 BR 5 BR 6 Média
Med
ição
do
Tem
po
Tempo x Emissão
t(salvar) t(preencher) t(imprimir)

76
é de 30 segundos. Os dados do Gráfico 4 mostram variações corriqueiras da
atividade e, que, no dia das medições foram consideradas, que são: falta de folha na
impressora, quebra excessiva de lote nas ordens de produção utilizadas para
preenchimento do Batch Record ou parada para resolução de problemas de
qualquer outro tipo.
Os Batch Records 3 e 4 possuíram 2 desses problemas: falta de folha na
impressora e quebra excessiva de lote, aumentando os tempos. Já o Batch Record 6
sofreu parada na emissão para resolução de problema pelo telefone.
O gráfico 5 apresenta a somatória de tempo das etapas anteriores e, mesmo
considerando os problemas identificados, a média de emissão passou a ser de 5
minutos. Se esses problemas não fossem considerados, o tempo médio de emissão
tenderia a ser menor.
Gráfico 5: Tempo total e média de emissão com o novo template
Fonte: Autora, 2014
2º Medição: Assinar e Organizar folhas
Na medição de comprovação do problema, pode-se constatar que as etapas
de assinar e carimbar eram muito longas. Foram, portanto, realizadas medições
0:00:00
0:01:26
0:02:53
0:04:19
0:05:46
0:07:12
0:08:38
BR 1 BR 2 BR 3 BR 4 BR 5 BR 6
Med
ição
do
Tem
po
Tempo x Emissão
t(total) t(médio)

77
considerando-se as etapas de Formulação (Granel), Envase e Acondicionamento
(Embalagem) separadamente, uma vez que, o Batch Record de Granel é mais
demorado de assinar. Logo, os 4 últimos Batch Records apresentados no gráfico 6
são folhas de formulação.
Gráfico 6: Etapas Assinar e Organizar
Fonte: Autora, 2014
A média para assinar e organizar as folhas passou a ser então de 50
segundos. Antes, a etapa exigia carimbos, assinaturas e datação, podendo chegar a
até 8 minutos para ser realizada.
3º Medição: Sem separação das etapas. Considerando-se as Etapas Produtivas
Esta medição foi realizada sem considerar as etapas separadamente,
somente considerando-se as etapas produtivas: Formulação (Granel), Envase e
Acondicionamento. (Embalagem). É importante esclarecer que os tempos que foram
muito curtos são de Batch Records com documentações iguais ao do Batch Record
anterior emitido (somente com mudança de lote) e os Batch Records que
ultrapassaram a marca de 5 minutos possuíam ordens de produção com muita
quebra de lote (edição das linhas do documento). Os gráficos 7,8 e 9 apresentam os
tempos de emissão para Batch Record de Granel, Envase e Acondicionamento,
respectivamente.
00:00:0000:00:0900:00:1700:00:2600:00:3500:00:4300:00:5200:01:0000:01:0900:01:1800:01:26
BR 1 BR 2 BR 3 BR 4 BR 5 BR 6 BR 7 BR 8 BR 9 BR 10BR 11BR 12
Med
ição
de
Tem
po
Tempo x Emissão
t(assinar) t(médio)

78
Fonte: Autora, 2014
Fonte: Autora, 2014
Fonte: Autora, 2014
00:00:0000:01:2600:02:5300:04:1900:05:4600:07:1200:08:38
BR 1 BR 2 BR 3 BR 4
Med
ição
de
Tem
po
Tempo x Emissão
t(granel)
00:00:00
00:00:43
00:01:26
00:02:10
00:02:53
00:03:36
BR 1 BR 2 BR 3Med
ição
de
Tem
po
Tempo x Emissão
t(envase)
00:00:00
00:00:43
00:01:26
00:02:10
00:02:53
00:03:36
BR 1 BR 2 BR 3 BR 4 BR 5
Med
ição
de
Tem
po
Tempo x Emissão
t(acondicionamento)
Gráfico 7: Tempo de Emissão Granel
Gráfico 8: Tempo de Emissão Envase
Gráfico 9: Tempo de Emissão de Acondicionamento

Nas medições realizadas com etapas separadas do processo
gráficos 7,8 e 9 demonstra
minutos.
Em seguida, foram medidos
Records (gráfico 10) os erros ocorridos para ate
contra os problemas registrados
gráfico 1).
Gráfico
Os dados do gráfico 10 quando
observar melhorias significa
do Batch Record, tanto por parte da Produção, quanto por parte da Garantia da
Qualidade. Aqui (gráfico 10), foram observados 5
foram observados 21 erros em apenas 1 semana, o que
redução de aproximadamente 76% dos erros
Ao fim das medições,
além da diminuição na quantidad
19 etapas elucidadas no quadro 13)
O Mapa de Estado Futuro
Qua
ntid
ade
realizadas com etapas separadas do processo
gráficos 7,8 e 9 demonstraram que a média de emissão ainda
oram medidos durante 1 semana na revisão de 15
os erros ocorridos para atestar que o novo layout
contra os problemas registrados antes da implantação deste novo modelo (vide
Gráfico 10: Erros em Batch Record Novo Template
Fonte: Autora, 2014
ráfico 10 quando comparados com os do gráfico 1 permitiram
melhorias significativas com relação aos erros de emissão e p
, tanto por parte da Produção, quanto por parte da Garantia da
Aqui (gráfico 10), foram observados 5 erros, enquanto que no gráfico 1
foram observados 21 erros em apenas 1 semana, o que permitiu inferir que houve
aproximadamente 76% dos erros.
Ao fim das medições, ficou comprovada a melhoria no tempo de
além da diminuição na quantidade de etapas (49 etapas elucidadas no Quadro 10
19 etapas elucidadas no quadro 13) com relação ao mapa de estado atual.
Mapa de Estado Futuro pode ser delineado no quadro 13
0
2 12
0
2
0
Erros em Batch Record
79
realizadas com etapas separadas do processo produtivo, os
e emissão ainda permanecia em 5
revisão de 15 Batch
layout seria eficiente
antes da implantação deste novo modelo (vide
do gráfico 1 permitiram
tivas com relação aos erros de emissão e preenchimento
, tanto por parte da Produção, quanto por parte da Garantia da
erros, enquanto que no gráfico 1
permitiu inferir que houve
a melhoria no tempo de emissão,
9 etapas elucidadas no Quadro 10 e
com relação ao mapa de estado atual.
no quadro 13:

80
Quadro 13: Delineamento do Estado Futuro
Atividade
1
Receber Despacho de Ordem 10
Abrir a pasta Garantia_Qualidade\GQ\
Batch Record Atual 19
Entregar ao volante da produção
Como faz / Depto Rede / Email - GQ Rede / Email - GQ Rede / Email - GQ
Nº pessoas 1 1 1
TAV 0 s 5 s 30 s
Atividade 2 Imprimir Despacho de Ordem 11 Abrir o Batch record
Tempo de Agregação de
Valor (TAV) total:
TAV = 5,01 minutos de
emissão
(redução de ≅≅≅≅ 80% do tempo com relação ao
quadro 10)
Como faz / Depto Rede / Email - GQ Rede / Email - GQ
Nº pessoas 1 1
TAV 30 s 0
Atividade 3 Buscar Despacho de Ordem na impressora 12
Editar os campos de ordem, lote do produto,
data de fabricação e validade e lotes de MP
Como faz / Depto Rede / Email - GQ Rede / Email - GQ
Nº pessoas 1 1
TAV
10 s
2 min
Atividade 4 Entrar no SE SUITE 13 Imprimir Batch Record
Como faz / Depto
Rede / Email - GQ
Rede / Email - GQ
Nº pessoas
1
1
TAV 1 min 10 s
Atividade 5 Entrar em Documento - Consulta - Documento
14 Buscar todas as folhas
na impressora na impressora
Como faz / Depto
Rede / Email - GQ
Rede / Email - GQ
Nº pessoas 1 1
TAV 0 10 s

81
Atividade 6 Procurar o documento Batch Record 15 Furar
Como faz / Depto Rede / Email - GQ Rede / Email - GQ
Nº pessoas 1 1
TAV 15 s 10 s
Atividade 7 Abrir o Documento 16 Colocar na Pasta
Como faz / Depto
Rede / Email - GQ
Rede / Email - GQ
Nº pessoas 1 1
TAV 0 10 s
Atividade 8 Salvar o documento na pasta Garantia_Qualidade\GQ\Batc
h Record Atual 17
Assinar e datar os campos de anotado por
na primeira página
Como faz / Depto Rede / Email - GQ Rede / Email - GQ
Nº pessoas
1
1
TAV
30 s
10 s
Atividade 9 Fechar o documento 18 Solicitar duplo check com assinatura na
primeira folha
Como faz / Depto Rede / Email - GQ Rede / Email - GQ
Nº pessoas 1 2
TAV 0 10 s
Fonte: Autora, 2014
Atestou-se através da 1º, 2º e 3º medições e do Mapa do Estado Futuro que a
média de tempo de emissão passou de aproximadamente 20 - 24 minutos para 5
minutos de emissão. Ou seja, as folhas de Formulação, Envase e Embalagem
levaram cerca de 5 minutos cada uma para serem emitidas. Pode-se inferir então,
considerando-se 20 minutos de emissão inicialmente, que houve diminuição de 75%
do tempo de emissão.
O mapa do estado futuro (quadro 13) representava grandes avanços, porém a
busca permanente da melhoria contínua levou a construção do mapa do estado
ideal (quadro 14), um passo a ser dado no futuro em um outro projeto para reduzir
ainda mais o tempo de emissão do Batch Record.

82
Quadro 14: Mapa do Estado Ideal
Mapa do Estado Ideal
1 Receber Despacho de
Ordem
2 Entrar no SE SUITE
3 Entrar em Documento - Consulta - Documento
4 Procurar o documento Batch Record
5 Abrir o Documento
6 Imprimir Batch Record
7
Entregar ao volante da produção
Fonte: Autora, 2014
4.4.1 Validação da Etapa Melhorar
A validação desta etapa girou em torno das seguintes questões: 1) Obteve-se
sucesso na implementação? A implementação das mudanças foi considerada bem
sucedida, pois todas as ações planejadas foram efetuadas dentro do prazo e não
houve mudanças repentinas que atrapalhassem o projeto. 2) Houve alguma causa
raiz não abordada? Alguns problemas corriqueiros, como “disponibilidade de folha
na impressora”, “parada na emissão do Batch Record para resolver outro problema”,

83
“atender o telefone durante atividade” foram discutidos e comentados, porém,
abordados como inerentes ao dia a dia. Ficou acordado que as atividades de Batch
Record eram prioritárias.
4.5 Etapa Controlar
A fase controlar foi marcada pela implementação dos seguintes padrões:
Ações do Plano de Ação (Controle de Mudanças), Treinamento, reuniões de Tier,
quadros de gestão visual, 5S’s e um Logbook para controle de emissão/retirada de
Batch Record.
Na indústria farmacêutica, “mudança” pode ser definida como uma
modificação na documentação, equipamento, embalagem, utilidades, formulação,
processos e sistemas em geral. A mudança podia ou não ter impacto na segurança,
qualidade ou impacto em produto, podendo ser permanente ou temporária. No caso
deste projeto, o Controle de Mudanças era obrigatório e permanente, uma vez que
as mudanças estavam relacionadas a uma etapa de fabricação do produto, no caso,
a sua documentação. O Gerenciamento do Controle de Mudanças foi feito pelo
software TrackWise, onde as ações e prazos eram definidos e finalizados de acordo
com a data inserida no sistema e andamento das implementações das melhorias. O
Controle de Mudanças foi representado pelo quadro de plano de Ação (quadro 12).
Uma das ações do Controle de Mudanças/Plano de Ação (quadro 12) foi o
Treinamento dos envolvidos. O modelo antigo de Batch Record só foi substituído
pelo revisado, após treinamento de todos os colaboradores envolvidos na emissão,
mas principalmente no preenchimento da documentação na Produção.
As reuniões de Tier também foram peça chave para implementação das
melhorias. Essas reuniões eram parte do sistema de Gestão Lean e eram reuniões
rápidas, onde todos ficavam de pé e representavam parte do processo de prestação
de contas diária que, quando combinados com o trabalho do líder e controles
visuais, forneciam a base para sustentar os ganhos enxutos. As reuniões de Tier
foram extremamente importantes para manter o fluxo de comunicação entre os
setores. Durante este projeto, todos os setores realizavam dois tipos de reuniões

84
Tier: a Tier1 para repassar suas atividades e, a Tier 2, onde os principais dirigentes
das áreas se reuniam por meia hora para debaterem questões diárias, como
programação da produção e a emissão de suas folhas pela Garantia.
A figura 20 mostra um quadro utilizado pela Garantia da Qualidade para
controle das atividades que envolviam Batch Record.
Figura 20: Foto Quadro de Controle de Batch Record
Controle de Emissão
Fonte: Adaptado MSD, 2014
Foi preparado também um diagrama de fluxo de trabalho padrão da atividade
de emissão de Batch Record como tentativa de padronização da atividade. Cada
emissor da Garantia da Qualidade possuía o formulário (figura 21) e ao fim do mês
entregava a supervisora que fazia a avaliação da qualidade de acordo com a
emissão e os atrasos. O atraso não era de entrega à Produção e sim, relacionava-se
ao tempo de emissão: caso o tempo de emissão passasse de 8 minutos era
considerado atraso e uma marcação deveria ser feita.

Figura 21: Formulário de Padronização da atividade de emissão de Batch
Visando a redução dos
5S. Através de um checklist
auditava as salas e conferia
inspeção, planos de ação corrigiam
encontra-se na figura 22
: Formulário de Padronização da atividade de emissão de Batch
Fonte: Adaptado MSD, 2014
Visando a redução dos desperdícios no escritório, optou-se pela utilização do
checklist, o inspetor (rotação entre os colaboradores da área)
as salas e conferia uma pontuação final, gerando um indicador.
inspeção, planos de ação corrigiam os apontamentos. Uma foto do quadr
se na figura 22.
Fonte: MSD, 2014
Figura 22: Foto Kanban do 5S
85
: Formulário de Padronização da atividade de emissão de Batch Record
se pela utilização do
, o inspetor (rotação entre os colaboradores da área)
uma pontuação final, gerando um indicador. Após a
Uma foto do quadro de 5S

86
A atividade de Batch Record também foi controlada pelo 5S. Inicialmente foi
definido e identificado um local para Batch Record, onde o material utilizado foi
disposto e também identificado. Uma foto do local para as atividades de Batch
Record encontra-se na figura 23.
Figura 23: Foto de Local Identificado para Controle de Batch Record
Fonte: (MSD, 2014)
4.5.1 Validação da Etapa Controlar
A validação desta etapa foi feita pelo Green Belt, após a resposta das
seguintes perguntas: 1) O dono do processo está confortável com a implementação
e o controle? O Green Belt respondeu que sim, uma vez que foi possível a
implementação das melhorias juntamente com um controle das atividades para que
não ocorresse retrocesso. 2) Quais são os próximos passos? O próximo passo seria
a criação de um projeto que atinja o Mapa de Estado Ideal (quadro 14).

87
5 CONCLUSÃO
O propósito deste trabalho foi fazer com que fosse possível o início de
implantação de um ambiente administrativo Lean através do Lean Office e da
metodologia DMAIC.
O projeto fez uso de ferramentas e dispositivos contra falhas e erros devido
as variáveis qualitativas. Esses dispositivos sofreram algumas adaptações, já que a
maior parte deles são comumente mais utilizados em ambientes com processos de
manufatura. Porém, as adaptações foram bem sucedidas o que foi essencial para o
bom andamento da implementação das ações.
As dificuldades encontradas estavam relacionadas ao apoio dos outros
setores e de alguns colaboradores em mudar as atividades que há tempos eram
realizadas da mesma maneira. Porém esse tipo de resistência, como bem previu
Oliveira (2007) é comum, uma vez que o Lean Office lida com aspectos não
tangíveis, mas sim com cultura e fluxo de informações.
Com a metodologia aplicada e os princípios Lean de escritório enxuto
utilizados, pode-se concluir que:
• A redução de 75% no tempo de emissão das folhas de Batch Record, ganho
maior do que a meta declarada, foi possível devido aos desperdícios
claramente visíveis e ganhos rápidos durante o processo.
• A Padronização da atividade fez com que a Garantia da Qualidade deixasse
de disponibilizar somente uma pessoa para realizar essa atividade (backup).
• A Melhoria no registro das atividades, devido ao novo template, foi essencial
para as mudanças ocorridas na Produção e refletiam o momento atual da
empresa que era o de redução de desperdícios.
• A Redução de 76% nos erros de Batch Record evidenciou que o template
realmente refletiu as etapas do processo, facilitando o registro.
• A Melhoria no fluxo da documentação, uma vez que o Batch Record passou a
ser um documento contínuo, trouxe grandes benefícios a todos os setotes
envolvidos. O entendimento do tipo de documentação estudada e da

88
sistemática documental da empresa foi essencial para implementar esta
melhoria;
• A Melhoria no fluxo de informação da Garantia da Qualidade com o restante
da fábrica no que diz respeito à Batch Record fez com que as atividades
pudessem ser melhor programadas;
• A Melhoria no aspecto geral da área devido ao 5S implantado não foi
somente nas atividades que envolviam Batch Record, mas em todo o setor; O
5S trouxe agilidade e segurança na tomada de ação;
• A agilidade dos analistas na emissão das folhas, garantindo tempo para
desenvolvimento de outras atividades fez com que a Garantia da Qualidade
pudesse focar em outros assuntos e desenvolver seu pessoal. Essa melhoria
foi a mais satisfatória entre a Garantia da Qualidade, pois poderiam focar em
metas de desenvolvimento pessoal;
• O ganho dos outros setores que deixaram de imprimir, assinar e datar folhas
representou que a resistência de mudança na cultura da empresa foi vencida.

89
REFERÊNCIAS BIBLIOGRÁFICAS
CAMPOS, V. F. TQC: Controle Total da Qualidade (no estilo japonês ). 5. Ed. Belo Horizonte: Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1992. CORRÊA, H. L.; GIANESI, I. G. N. Just in Time, MRP II e OPT: um enfoque estratégico. Atlas S.A: São Paulo, 1996. GEORGE, M. L.; ROWLANDS, D.; PRICE, M.; MAXEY, J. The Lean Six Sigma Pocket Toolbook: a quick reference guide to nearly 100 tools for improving process quality, speed and complexity. New York: The MacGraw-Hill Companies, 2006. GHINATO, P. Publicado como 2º capítulo do Livro Produção & Competitividade: aplicações e inovações, Recife: Ed.: Adiel T. de Almeida & Fernando M. C. Souza, 2000. HARRY, M.; SCHOROEDED, R. Six Sigma: the break trough management strategy revolution in zing the world’s top corporations. New York: Currency, 2000. HINES, P.; Taylor, D. Going Lean: a guide to implementation. Lean Enterprise Research Centre, Cardiff, UK. Lean Institute Brasil web site. Disponível em: www.lean.org.br. Acesso em 27/08/2013. HOMRICH, A. S. Uma Contribuição ao Gerenciamento Ágil de Projetos: o caso de uma empresa de construção de centrais hidrelétricas. Florianópolis: Universidade Federal de Santa Catarina, 2011. Dissertação (Mestrado em Engenharia Mecânica) - Universidade Federal de Santa Catarina. IMAI, M. Kaizen: a estratégia para o sucesso competitivo. 3. Ed. [S.I.: s.n.], 1990. INSTRUÇÃO NORMATIVA Nº 13: Boas Práticas para Fabricação de Produtos de Uso Veterinário e o Glossário. Disponível em: http://www.agricultura.gov.br/animal/produtos-veterinarios/legislacao. Acesso em: 30/10/2014. KUMAR, M.; ANTONY; JIJU; ANTONY, F. J.; MADU, C. N. Winning Customer Loyalty in an Automotive Company through Six Sigma: a case study. International Journal of Quality Reliability Management, p. 849-866, 2006. KWAK, Y.; ANBARI, F. Benefits, Obstacles, and Future of Six Sigma Approa ch. Elsevier, p. 708-715, 2007. LANDMAN, R.; BITTENCOURT, E.; SCHWITZKY, M.; WYREBSKI, J. Lean Office: Aplicação da Mentalidade Enxuta em Processos Administrativos de uma Empresa do Setor Metal-Mecânico. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 29., 2009. Salvador. Anais eletrônicos... Bahia: ABEPRO, 2099. Disponível em: http://www.abepro.org.br/arquivos/websites/27/STP_08102009.pdf . Acesso em: 27/08/2013

90
Lean Enterprise Institute. Léxico Lean: glossário ilustrado para praticantes do pensamento lean. São Paulo: Lean Enterprise Institute, 2003. LOUREIRO, C.A.S. Melhoria dos Recursos Produtivos Adira S.A. e Oxiso l – construção soldada, Ltda. Portugal: Faculdade de Engenharia da Universidade do Porto, 2008. Dissertação (Mestrado em Engenharia Mecânica) – Faculdade de Engenharia da Universidade do Porto, 2013. LOPES, M. C. Melhoria de Processo Sob a Ótica do Lean Office . São Carlos: Escola de Engenharia de São Carlos da Universidade de São Paulo, 2011. MSD: MSD Saúde Animal. 2014. Disponível em: http://www.msd-saude-animal.com.br/produtos. Acesso em: 30/10/2014. MARANHÃO, M.; Macieira, M. E. B. O Processo Nosso de Cada Dia: modelagem de processos de trabalho. Rio de Janeiro: Qualitymark ED., 2004. MELLO, C. H. P. et al. Pesquisa-ação na Engenharia de Produção: proposta de estruturação para sua condução. Produção, v. 22, n.1, p. 1-13, jan./fev. 2012. OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em larga escala. Tradução de Cristina Schumacher. Revisão técnica de Paulo C. D. Motta. Porto Alegre: Bookman, 1997. OLIVEIRA, J.D. Escritório Enxuto (Lean Office). São Paulo: Lean Institute Brasil, 2003. Disponível em: http://www.lean.org.br/comunidade/artigos/pdf/artigo_57.pdf. Acesso em: 27/08/2013 PANDE, P. S.; NEUMAN, R. P.; CAVANAGH R. R. The Six Sigma Way: how GE, Motorola and other top companies are honing their performance. New York: The McGraw Hill Companies, 2000. PANDEY, A. “Strategically focused training in Six Sigma way: a case study”, Journal of European Industrial Training, Vol. 31 No. 2, p. 142-62, 2007. RAGADALLI, M. Mapeamento do Fluxo de Valor na Cadeia Produtiva em Empresa de Injeção e Extrusão Plástica. Joinville: Universidade do Estado de Santa Catarina, 2010. REYNARD, S. (2007). Motorola celebrates 20 Years of Six Sigma. Isixsigma Magazine, p.20-27, 2007. ROTHER, M.; SHOOK, J. Aprendendo a Enxergar: mapeando o fluxo de valor para agregar valore eliminar o desperdício. São Paulo: Lean Institute Brasil, 2003. Primeira Edição, nova Iorque, 2003. SERAPHIM, E. C.; SILVA, I. B.; AGOSTINHO, O. L. Lean Office em Organizações Militares de Saúde: estudo de caso do Posto Médico da Guarnição Militar de Campinas. Revista gestão e Produção, Vol. 17, n. 2, p. 389-405, 2012. Disponível em: http://www.scielo.br/scielo.php?pid=S0104-

91
530X2010000200013&script=sci_arttext. Acesso em: 27/08/2013 SINDAN: Sindicato Nacional da Indústria de Produtos para Sa úde Animal. 2014. Disponível em: http://www.sindan.org.br/sd/base.aspx?controle=8. Acesso em: 30/10/2014. TURATI, R. C.; MUSETTI, M. A. Aplicação dos Conceitos de Lean Office no Setor Administrativo Público. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26, 2006. Fortaleza. Anais eletrônicos... Ceará: ABEPRO, 2006. Disponível em: http://www.abepro.org.br/arquivos/websites/27/STP_08102009.pdf. Acesso em: 27/08/2013.
TRIPP, D. Pesquisa-Ação: uma introdução metodológica. Traduzido por Lolis. Educação e Pesquisa, São Paulo, v. 31, n.3, p.443-466, set./dez.2005. TAPPING, D; SHUKER, T. Lean Office: gerenciamento do fluxo de valor para áreas administrativas – 8 passos para planejar, mapear e sustentar melhorias lean nas áreas administrativas. São Paulo: Editora Leopardo, 2010. VOCÊ S/A: As melhores Empresas para você Trabalhar 2014. Disponível em: http://exame.abril.com.br/revista-voce-sa/melhores-empresas-para-trabalhar/2014/farmaceutico/. Acesso em: 30/10/2014 WERKEMA, C. Lean Seis Sigma: Introdução às Ferramentas do Lean Manufacturing. Rio de Janeiro: Elsevier, p. 13, 2011. WOMACK, J. P.; JONES, D. T. A Máquina que mudou o Mundo. Rio de Janeiro: Elsevier, p. 342, 2004. WOMACK, J. P.; JONES, D. T. A Mentalidade Enxuta nas Empresas: elimine o desperdício e riqueza. 9. Ed. Rio de janeiro: Elsevier, 2003.