Universidade de São Paulo Escola de Engenharia de...
97
Universidade de São Paulo Escola de Engenharia de Lorena Estudo da filosofia Lean Manufacturing (Manufatura enxuta) focada na melhoria de processo na indústria plástica automotiva. Autor José Enildo Ferreira Dias. Nº USP 5787331 Orientador Prof. Gerônimo V. Tagliaferro Novembro de 2013, Lorena- SP.
Transcript of Universidade de São Paulo Escola de Engenharia de...
Universidade de São Paulo
Escola de Engenharia de Lorena
Estudo da filosofia Lean Manufacturing (Manufatura
enxuta) focada na melhoria de processo na indústria
plástica automotiva.
Autor
José Enildo Ferreira Dias.
Nº USP 5787331
Orientador
Prof. Gerônimo V. Tagliaferro
Novembro de 2013, Lorena- SP.
2
JOSÉ ENILDO FERREIRA DIAS
Estudo da filosofia Lean Manufacturing (Manufatura enxuta) focada na melhoria de processo na indústria
plástica automotiva.
Trabalho de graduação apresentado à Escola de Engenharia de Lorena da Universidade de São Paulo para obtenção do titulo de Engenheiro Industrial Químico.
Orientador: Prof. Gerônimo V. Tagliaferro
Lorena
2013
3
AGRADECIMENTOS
Ao professor Gerônimo que me orientou na elaboração deste trabalho.
A minha esposa Christiane pelo companheirismo e a qual se abdicou de alguns
interesses pessoais para dedicação exclusiva ao cuidado da família.
Ao meu filho William (presente de Deus) por trazer novos sonhos à minha vida e
compreender as horas de ausência, onde procuro ensiná-lo que as nossas
conquistas são reflexos das nossas ações.
Em memória ao meu pai que dizia: ”Junte-se aos bons e serás melhores que eles
e junte aos ruins e serás pior que eles”.
A minha mãe pelo exemplo de garra e determinação e aos meus irmãos pela
motivação.
Aos meus amigos e amigas da graduação, Marcela Fernandes, André, Dennis,
Marcio, Verônica, Rita, Rafael, Adna entre outros pela ajuda e companheirismo.
Aos colegas de trabalho, especialmente Américo, Vinícius, Inglez e Pedro pela
ajuda e troca de experiências.
Aos professores da Universidade de São Paulo pelo muito que me ensinaram
contribuindo para meu crescimento intelectual.
A todos que direta e indiretamente contribuíram para a elaboração deste trabalho.

4
RESUMO
DIAS, J. E. F. Estudo da filosofia Lean Manufacturing focada na melhoria de
processo na indústria de plástica automotiva. 2013. 97 f. Trabalho de Conclusão de
Curso(Graduação) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2013.
A escolha deste projeto se justifica devido ao aumento da demanda do mercado
de automóveis ocorrido no ano de 2005 e ao atendimento a solicitação do cliente
que estava requerendo um aumento de produção em empresa de auto peças
que produz tanques de combustíveis plásticos, em torno de 20% ( de 27 para 33
peças/horas ) e durante este trabalho de pesquisa-ação percebeu-se na análise
da eficiência da linha/célula atual estava em torno de 10% abaixo (considerando
o histórico da produção atual que é de 27 peças/horas) da produção sugerida,
onde a expectativa seria de aproximadamente 30 peças/horas. Portanto, este
projeto de pesquisa-ação terá como objetivo estudar a aplicação da filosofia Lean
Manufacturing ou Manufatura enxuta e as ações no aumento da produtividade no
processo de tanques de combustíveis plásticos na indústria de auto- peças na
região do Vale do Paraíba. Esta filosofia aplicada é focada na redução dos
desperdícios, melhorando os recursos e a produtividade, diminuindo assim o
tempo e custo de produção, e foi utilizado como delineamento deste trabalho uma
metodologia de análise de processos contínuos chamados de Kaizen onde pode
ter um degrau de melhoria intenso num curto prazo sem comprometer a qualidade
do produto. Constatou-se e foi demonstrado nos resultados que através da
filosofia Lean Manufacturing adotada neste trabalho de pesquisa-ação, que foram
atendidas as expectativas do cliente, sendo factível a sua aplicação.
Palavras- Chaves: Lean Manufacturing, Manufatura enxuta, Kaizen,Extrusão,
Sopro, Parison.

5
ABSTRACT
DIAS, J. E. F. Estudo da filosofia Lean Manufacturing focada na melhoria de
processo na indústria de plástica automotiva. 2013. 97 f. Trabalho de Conclusão de
Curso(Graduação) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2013.
The choice of this project is justified due to increased market demand for
automobiles occurred in 2005 and to meet the client's request , which was
demanding an increase in production of auto parts company that produces plastic
fuel tanks, around 20% (from 27 to 33 parts / hour) and during this action research
work realized in the analysis of the efficiency of the line / current cell which was
around 10% lower (considering the history current production which is 27 parts /
hour) production suggested, where the expectation would be approximately 30
pieces / hour. Therefore, this action research project aims to study the application
of Lean Manufacturing philosophy and actions in increasing productivity in the
process of plastic fuel tanks in the auto parts industry in the Vale do Paraíba. This
philosophy applied is focused on reducing waste, improving the capabilities and
productivity, thereby reducing the time and cost of production, and was used as
the design of this work a methodology for the analysis of continuous processes
called Kaizen where have an intense degree of improvement in the short term
without compromising product quality. It was found and it was shown that the
results through the philosophy and methodology Lean Manufacturing in this work
of action research, which were met customer expectations, and feasible
implementation.
Key- words: Lean Manufacturing, Kaizen, Extrusion, Blow moulding, Parison.
6
SUMÁRIO
LISTA DE FIGURAS........................................................................ viii
LISTA DE TABELAS........................................................................ x
1 INTRODUÇÃO................................................................................. 11
1.1 Justificativa...................................................................................... 11
1.2 Objetivo Geral.................................................................................. 12
1.3 Objetivo Específico.......................................................................... 12
1.4 Estrutura do trabalho........................................................................ 12
2 REVISÃO BIBLIOGRÁFICA............................................................ 14
2.1 Conceito de polímeros/ plástico....................................................... 14
2.2 Processos de transformação e fabricação....................................... 20
2.3 Descrição geral do processo............................................................ 23
2.3.1 Extrusora........................................................................................... 26
2.3.2 Cabeçote........................................................................................... 28
2.3.3 Molde................................................................................................ 31
2.4 Lean Manufacturing ......................................................................... 34
2.4.1 Introdução as características Lean................................................... 35
2.4.2 Principais fundamentos do Lean........................................................ 36
2.4.3 A estrutura do Lean............................................................................ 39
2.4.3.1 Estabilidade, 5S, TPM......................................................................... 42
2.4.3.2 Trabalho Padronizado.......................................................................... 44
2.4.3.3 JIT, Kanban, Heijunka.......................................................................... 48
2.4.3.4 Jidoka, Hoshin...................................................................................... 51
2.5 PDCA..................................................................................................... 54
2.6 Kaizen.................................................................................................. 57
2.7 Setup-Troca rápida de ferramenta (TRF)............................................. 61
3 METODOLOGIA CIENTÍFICA............................................................. 65
3.1 Estudo preliminar ............................................................................. 65
3.2 Ciclo de condução pelos 6 passos................................................... 66
3.2.1 Coleta de dados................................................................................ 67

7
3.2.2 Feedback dos dados......................................................................... 68
3.2.3 Análise dos dados............................................................................. 68
3.2.4 Plano de ação......................... ......................................................... 69
3.2.5 Implementação de ação.................................................................... 69
3.2.6 Avaliação.............................................................................................. 70
3.2.6.1 Testes de qualidade............................................................................. 70
3.3 Fase –Monitoramento......................................................................... 75
3.4 Material e Equipamento....................................................................... 76
4 RESULTADO E DISCUSSÃO............................................................. 80
4.1 Empresa X.......................................................................................... 80
4.2 Estratégia de implantação e definição de área................................... 82
4.3 Aplicação do Kaizen............................................................................ 83
4.3.1 Definição do problema e grupo do Kaizen......................................... 83
4.3.2 Análise da situação atual................................................................... 85
4.3.2.1 Downtime............................................................................................ 86
4.3.2.2 Estudo de tempo................................................................................ 87
4.3.2.3 Produtividade x Layout...................................................................... 88
4.3.3 Execução do plano de ação............................................................... 89
4.3.3.1 Novo Layout......................................................................................... 90
4.3.4 Avaliação dos resultados..................................................................... 91
4.3.4.1 Matriz de resultados............................................................................. 91
4.3.4.2 Análise Kepner/Tregoe........................................................................ 94
5 CONCLUSÃO...................................................................................... 95
REFERÊNCIAS.................................................................................... 96

8
LISTA DE FIGURAS
Figura 1 – Fluxo da matéria Prima.........................................................................15
Figura 2 – Classificação dos plásticos...................................................................16
Figura 3 – Polietileno .............................................................................................16
Figura 4 – Fluxo básico de processos de transformação e fabricação .................20
Figura 5 – Benefícios de aplicações de plásticos na indústria automotiva ...........22
Figura 6 – Esquema de sobreposição de camadas ..............................................23
Figura 7 – Visão geral da Sopradora.....................................................................24
Figura 8 – Componentes básicos da extrusora ....................................................26
Figura 9 – Vista superior do cabeçote de distribuição de material........................28
Figura 10 – Principais partes do cabeçote ............................................................29
Figura 11 – Formas da matriz................................................................................30
Figura 12 – Visão geral da Sopradora...................................................................30
Figura 13 – Parison com controle de distribuição de material...............................32
Figura 14 – A estrutura do Sistema Toyota de Produção......................................39
Figura 15 – Lean versus muda...............................................................................41
Figura 16 – Trabalho versus muda........................................................................41
Figura 17 – Ciclo de melhoria contínua ................................................................53
Figura 18 – O Ciclo de PDCA................................................................................55
Figura 19 – Fases de condução de Kaizen............................................................60
Figura 20 – Metodologia de Setup(TRF)................................................................63
Figura 21 – Rack de tanques de combustível........................................................71
Figura 22 – Tanque de combustível no dispositivo de medição...........................72
Figura 23 – Localização para retirada de amostra para ensaio de solda..............73
Figura 24 – Amostra para teste de solda...............................................................74
Figura 25 – Teste de microtome de solda.............................................................74
Figura 26 – Teste de vazamento...........................................................................75
Figura 27 – Célula em estudo para aplicação do Kaizen.......................................76
Figura 28 – Maquina Krupp Kautex –modelo KSB260-COEX...............................77

9
Figura 29 – Tanque de combustível em polietileno (PEAD)..................................78
Figura 30 – Máquinas de solda (Downline) de componentes plástico...................78
Figura 31 – Líder mundial em armazenamento e sistema de entrega ..................80
Figura 32 – Tanque com bomba............................................................................81
Figura 33 – Tubo de enchimento em Polietileno ...................................................81
Figura 34 – Fluxo de produção anterior ao Kaizen ...............................................82
Figura 35 – Tanque de combustível plástico.........................................................82
Figura 36 –Time multifuncional..............................................................................84
Figura 37 – Análise do Downtine anterior ao Kaizen ............................................86
Figura 38 – Estudo de tempo antes do Kaizen......................................................87
Figura 39 – Produtividade e Layout anterior ao Kaizen ........................................88
Figura 40 – Analise da utilização da empilhadeira ................................................88
Figura 41 – Amostras de tanques dos processos..................................................89
Figura 42 – Layout proposto elaborado pela equipe do evento Kaizen ................90
Figura 43 – Novo layout de processo após Kaizen................................................90
Figura 44 – Especificação e resultado dos testes de qualidades..........................91
Figura 45 – Registro de resultado dos testes de qualidades ................................91
Figura 46 – Amostra de variação de peso de tanque ...........................................92
Figura 47 – Registro de produção do novo processo ...........................................93
10
LISTA DE TABELAS
Tabela 1 – Caracterização dos tipos de polietileno pela distribuição do PM.........18
Tabela 2 – Peça manufaturada em função da matéria prima................................19
Tabela 3 – Príncipios do Lean Manufacturing........................................................36
Tabela 4 – Príncipios do 5S...................................................................................42
Tabela 5 – Métricas do Lean..................................................................................46
Tabela 6 – Método DMAIC.....................................................................................59
Tabela 7 – Estruturação para melhoria do processo.............................................67
Tabela 8 – Cronograma de implantação Lean ......................................................69
Tabela 9 – Parâmetros de processo do novo processo sopro de tanque..............89
Tabela 10- Resultado dimensional do processo antigo e novo após Kaizen.........92
Tabela 11- Rendimento comparativo do antes e depois do evento Kaizen ..........94

11
1- INTRODUÇÃO
1.1 Justificativa
A escassez de recursos (financeiros ou humanos) e a crescente demanda de
mercado, além da competitividade, tem levado a indústria moderna a buscar,
cada vez mais, alternativas adequadas e simples para o uso dos recursos nos
processos produtivos. Aliada a isto, há também a questão social e ambiental,
onde as empresas devem ser autossustentáveis, promovendo a maximização dos
recursos, eliminando ou reduzindo os desperdícios ou resíduos de forma que
sempre cresça de forma plena e perene.
Com este enfoque a indústria de transformação tem procurado meios de
fidelizar o cliente, maximizar os recursos disponíveis, e eliminar desperdícios
onde, desta forma, estará agregando maior valor ao produto.
O cliente é o foco principal da cadeia produtiva e nele é conveniente todo
esforço possível, estabelecendo uma boa comunicação e acompanhando o seu
anseio e/ou demanda. No caso em estudo houve um aumento abrupto de
consumo no mercado e o cliente em questão, uma montadora de automóveis,
solicitou a adequação à demanda de produção de uma indústria de autopeças na
região do Vale do Paraíba.
A escolha deste projeto se justifica devido a eficiência abaixo do esperado
da linha/célula atual, ou seja, está em torno de 10% (considerando o histórico da
produção atual que é de 27 peças/horas) abaixo da produção prevista, que
deveria ser aproximadamente 30 peças/horas. Além disto, o aumento repentino
do mercado e o cliente estão requerendo uma adequação e projeção da produção
para 33 peças/horas. Justifica-se ainda por determinação da alta direção da
empresa, a necessidade da aplicação de uma metodologia de análise de
processos contínuos chamados de Kaizen onde pode ter um degrau de melhoria
intenso num curto prazo sem comprometer a qualidade do produto.
12
1.2 Objetivo geral
O Estudo e aplicação da filosofia Lean manufacturing (Manufatura enxuta)
focada na melhoria de processos na indústria de autopeças visa atender o
aumento da demanda solicitada pelo cliente, focada na eliminação de desperdício
sem afetar as propriedades principais do produto.
1.3 Objetivos específicos
Estudar e reduzir o número de setups existentes no processo;
Evitar estoque elevado e desperdício / refugo de matéria prima;
Reduzir os tempos totais de fabricação;
Propor um layout mais amigável que facilite a movimentação / fluxo
do tanque e do operador;
Utilizar as técnicas de Kaizen e ciclo de melhoria contínua (PDCA)
desenvolvendo o espírito de equipe e aprimorando as habilidades
pessoais.
1.4 Estrutura do trabalho
Este trabalho está estruturado da seguinte forma:
No primeiro capítulo traz informações dos propósitos, como: a introdução,
a justificativa, o objetivo geral e os específicos, bem como a estrutura do trabalho.
No segundo capítulo está descrito o desenvolvimento do trabalho com a
revisão bibliográfica relacionado a matéria prima e o processo utilizado e os
conceitos da filosofia Lean manufacturing, observando os desperdícios, os
pontos chaves e os métodos de análise (Kaizen e PDCA) utilizando revistas e
livros técnicos e científicos , consultas de internet e apostilas diversas.

13
No terceiro capítulo é apresentado o método de pesquisa, que neste caso é
pesquisa-ação, o material e local para contextualização do trabalho .
No quarto capítulo incialmente é feito uma breve apresentação da empresa
onde foi aplicado este trabalho de pesquisa-ação, descrito sua origem, seu ramo
de atividade e quais são seus principais produtos e em seguida a realização da
implantação da melhoria do processo, suas etapas, métodos utilizados e
abrangência dos conceitos Lean desde a matéria prima até o fornecimento ao
cliente, finalizando com a apresentação dos resultados inclusive um método de
comparativo do antes e depois.
No quinto capitulo é feita a conclusão, fazendo se a análise e as
considerações finais a respeito da aplicação.
14
2- REVISÃO BIBLIOGRÁFICA
Na revisão bibliográfica serão abordados os principais conceitos pertinentes a
este trabalho, destacando o processo e sua principal matéria prima, desde a
origem do polietileno de alta densidade, em seguida a filosofia Lean
Manufacturing e as metodologias PDCA e Kaizen.
2.1 Conceito de polímeros
O petróleo é uma importante matéria prima utilizado para fornecer muito calor
e energia motora, sendo também a matéria-prima para a produção de muitos
produtos químicos, incluindo aqueles usados para produzir plásticos. Na Figura 1
observa-se o fluxo básico da matéria prima.
Sob a pressão exercida pelas camadas de rochas e pela ação do calor restos
orgânicos foram se decompondo e se transformaram num óleo formado pela
combinação de moléculas de carbono e hidrogênio, isto é, num composto de
hidrocarbonetos denominado petróleo e se apresentam em estado gasoso (gás
natural), como liquido viscoso, (o petróleo, propriamente dito), e no estado
pastoso ou semissólido na forma de betume, graxa ou asfalto.
O petróleo é então uma substancia oleosa, inflamável, menos densa que a
água e com cheiro característico. Sua cor varia do negro ao castanho escuro
(POLISUL, 1995).
Na refinaria é que se obtém do petróleo os hidrocarbonetos em sua forma de
maior utilidade. Para isso se empregam processos que separam grupos de
moléculas, quebram-nas, reagrupam átomos, ligam moléculas diferentes,
produzindo assim os diversos derivados do petróleo.

15
Figura 1 – Fluxo da matéria prima
Fonte: (POLISUL, 1995).
Plásticos podem ser definidos como: Matérias macromoleculares,
principalmente de origem orgânica, os quais são preparados pela modificação de
produtos naturais ou por síntese de compostos de baixo peso molecular. De uma
forma geral, podem ser moldados por processamento sob condições favoráveis
de pressão e temperatura (POLISUL, 1995).
Polímero pode ser conceituado como: do greco poly + meros = muitas
partes, composto químico, obtido a partir da união de um número de unidades
elementares ou monômeros (uma só parte), os quais se repetem sucessivamente.
Existem muitas maneiras possíveis de classificar os materiais plásticos em
grupos relacionados. Qualquer que seja o sistema selecionado, nenhum arranjo
pode, entretanto, levar em conta todas as características distintas como estrutura,
mecanismo de reação, propriedades, processamento e aplicação. Para uma real
e completa compreensão é quase sempre necessário fazer-se um estudo paralelo
dos diversos sistemas de classificação.
Polímeros termoplásticos e termofixos ou termorrígido são diferenciados de
acordo com suas configurações e mecanismos de união. Enquanto os primeiros
consistem de moléculas lineares, entre as quais interagem as forcas de valência
principal e secundárias, os termofixos consistem somente de moléculas
reticuladas com forcas de valência principal, como mostra esquematicamente a
Figura 2.

16
Figura 2 – Classificação dos plásticos
Fonte: (POLISUL, 1995).
O polietileno apresenta a mais simples das fórmulas estruturais entre as
olefinas. Consiste de numerosas moléculas de etileno, ligadas uma a outra de
forma sequencial através de reação de polimerização, vide Figura 3. ou seja:
Figura 3 – Polietileno
Fonte: (POLISUL, 1995).
Onde:
n=número de unidades repetidoras presentes na macro moléculas de polietileno.
Este número representa o grau de polimerização e pode variar, segundo a
aplicação a que se destina o material.
O polietileno foi descoberto na Inglaterra em 1933 por cientista de ICI,
como um traço de pó branco num vaso de pressão e , a partir de 1953, possível a
obtenção do polietileno a partir de baixas pressões e temperaturas próximas a
ambiente, caracterizando assim o polietileno de alta densidade.

17
O etileno, o menor membro dos hidrocarbonetos olefínicos, é um gás
combustível incolor. Não é encontrado no petróleo cru ou em gás natural, mas sim
a partir do craqueamento deste ou a partir de sínteses com alcanos ou álcoois
(etanol).
A polimerização é o processo pelo qual o monômero de etileno reage de
maneira a formar uma extensa cadeia carbônica, caracterizando a macro
moléculas de polietileno (POLISUL, 1995).
Na estrutura molecular os materiais plásticos são classificados em
termoplásticos e termofixos, devido ao fato de apresentarem diferentes estruturas
moleculares, o que confere a estes materiais propriedades distintas em diversas
aplicações. Como exemplo destas influências aparece a família das poliolefinas
da qual o polietileno é o membro que possui a estrutura mais simples.
Sendo assim, as propriedades dos polímeros são determinadas pelos
seguintes parâmetros baseada nos monômeros e no tamanho da macromolécula,
inerentes ao processo de fabricação:
Peso molecular;
Distribuição do peso molecular;
Densidade.
O grau de polimerização, ou tamanho das cadeias macromoleculares do
polímero, indica o nº de unidades repetidores ou monômeros, que se combinam
para formar a cadeia macromolecular. Assim como todos os termoplásticos, as
poliolefinas apresentam um grau médio de polimerização, ou seja, possuem
macromoléculas de diferentes tamanhos. Este parâmetro pode ser representado e
avaliado através do índice de fluidez (especificado na literatura do fornecedor de
matéria – prima), o qual expressa a facilidade do material de fluir durante o
processamento.
O grau de polimerização influencia diretamente as propriedades mecânicas do
material plástico. No caso do polietileno, os tipos com maior peso apresentam
melhores propriedades mecânicas.
Dessa forma uma elevação do peso molecular do polímero, pode gerar como
consequências:
Elevação da viscosidade;
Aumento da rigidez;
18
Melhores propriedades mecânicas (tração, impacto, etc);
Maior dificuldade de processamento;
Aumento de resistência ao “stress – craking”.
As propriedades mecânicas dos polímeros são afetadas de forma que
aumentando o grau de cristalinidade e densidade, aumentam:
Faixa de fusão (altas forças secundárias atuam contra a mobilidade térmica
das cadeias de moléculas; PEBD funde de 105 a 112ºC, PEAD de 127 a
135ºC);
Resistência a tração;
Modulo de elasticidade (rigidez);
Dureza;
Resistência a solventes (solventes pequenos inchamentos);
Impermeabilidade a gases e vapores;
A resistência ao impacto, resistência ao tensofissuramento ambiental e
transparência mostram um decréscimo.
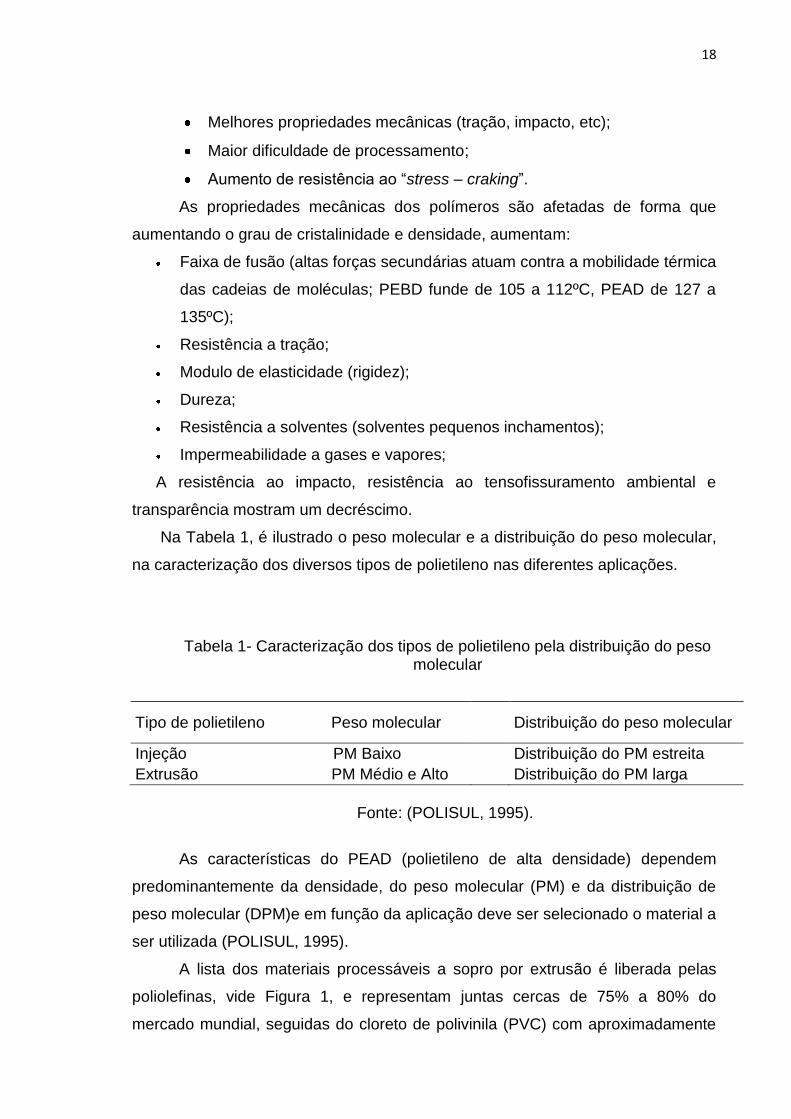
Na Tabela 1, é ilustrado o peso molecular e a distribuição do peso molecular,
na caracterização dos diversos tipos de polietileno nas diferentes aplicações.
Tabela 1- Caracterização dos tipos de polietileno pela distribuição do peso molecular
Tipo de polietileno Peso molecular
Distribuição do peso molecular
Injeção PM Baixo Distribuição do PM estreita
Extrusão PM Médio e Alto Distribuição do PM larga
Fonte: (POLISUL, 1995).
As características do PEAD (polietileno de alta densidade) dependem
predominantemente da densidade, do peso molecular (PM) e da distribuição de
peso molecular (DPM)e em função da aplicação deve ser selecionado o material a
ser utilizada (POLISUL, 1995).
A lista dos materiais processáveis a sopro por extrusão é liberada pelas
poliolefinas, vide Figura 1, e representam juntas cercas de 75% a 80% do
mercado mundial, seguidas do cloreto de polivinila (PVC) com aproximadamente
19
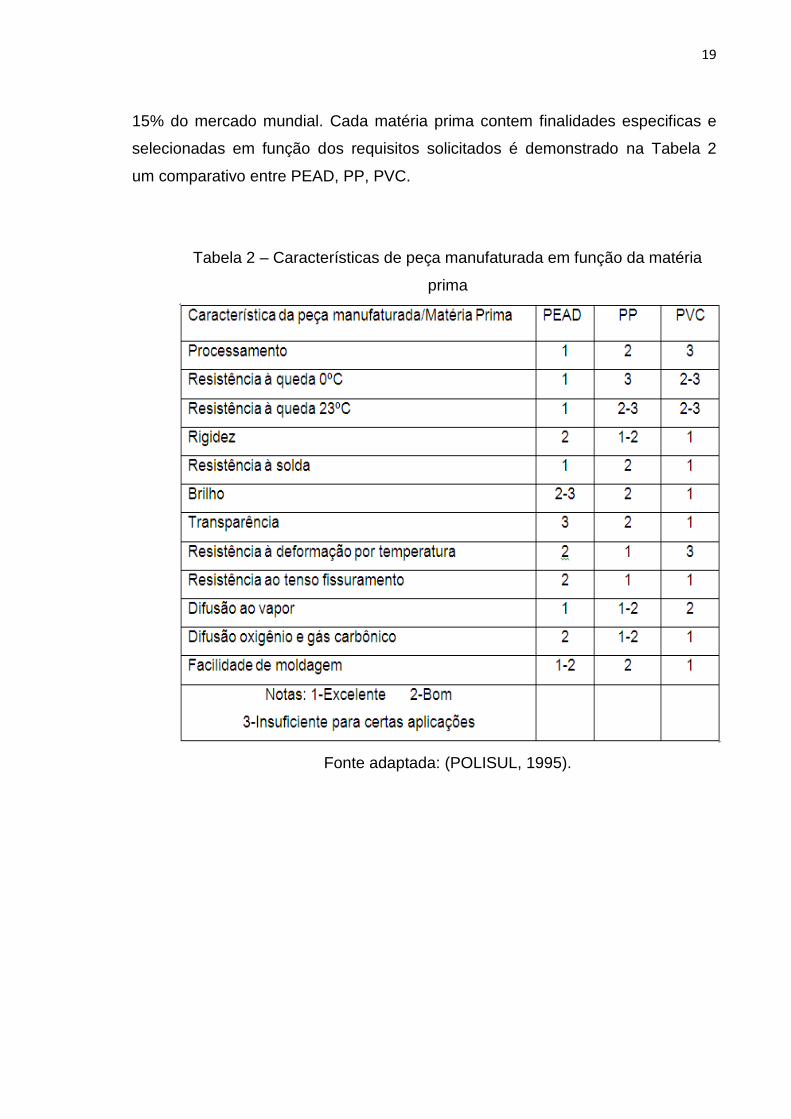
15% do mercado mundial. Cada matéria prima contem finalidades especificas e
selecionadas em função dos requisitos solicitados é demonstrado na Tabela 2
um comparativo entre PEAD, PP, PVC.
Tabela 2 – Características de peça manufaturada em função da matéria
prima
Fonte adaptada: (POLISUL, 1995).
SIDEL -PET

20
2.2 Processos de Transformação e Fabricação
Uma vez que o processo foi polimerizado, o plástico que pode ser
produzido em forma de grãos (chamados de granulados) de pó, pasta ou liquido
passando por processos de transformação e fabricação e então transformada em
semi-manufaturada ou peça pronta . Estas etapas estão classificadas como:
Processos de Transformação;
Processos de Fabricação.
Na Figura 4 segue o fluxo de processo após polimerização. O plástico pode
ser produzido em forma de grãos (chamados de granulados) de pó, pasta ou
liquido passando por processos de transformação e fabricação e então
transformada em semimanufaturada ou peça pronta.
Figura 4 – Fluxo básico de processos de transformação e fabricação
Fonte: (POLISUL, 1995).
Os processos de transformação estão subdividos em três processos:
Separação – moldagem de plásticos sob tensão, da qual fazem parte os
processos de torneamento, fresagem, serra, entre outros.
União – são processos de união dos plásticos, dos quais fazem parte a
colagem e a soldagem, bem como os processos mecânicos de parafusar,
rebitar e assim por diante.
Termoformagem – transformação do plástico sob ação de calor e
pressão, através do uso de ar e/ou vácuo para a produção da força
necessária à formação.
Os processos de fabricação para termoplásticos são compostos pelos
seguintes processos de moldagem:

21
Extrusão;
Injeção;
Calandragem;
Prensagem;
Sinterização;
Fundição.
O processo de moldagem por sopro é considerado um processo de
transformação, que depende de outros processos de fabricação para se gerar um
produto final. Desta dependência surgem vários tipos de combinação de técnicas
os quais são classificados da seguinte forma (PELEGRINI, 2012):
C-EBM (Moldagem por Extrusão e Sopro Contínua);
I-EBM (Moldagem por Extrusão e Sopro Intermitente);
ESBM (Moldagem por Extrusão e Sopro com Estiramento);
COEX (Moldagem por Coextrusão e Sopro);
IBM (Moldagem por Injeção e Sopro);
ISBM (Moldagem por Injeção e Sopro com Estiramento);
De maneira geral, a seleção do processo a ser utilizado depende das
características da peça a ser produzida. A injeção é utilizada para confecção de
peças maciças, onde geralmente não há ar dentro da peça, como exemplo, uma
pré-forma (produto derivado da injeção) um produto semimanufaturado, que ainda
será processado pelo sopro e transformado por este em produto final ( ex:
garrafa) enquanto que a extrusão está normalmente associado a ar dentro da
peça, sendo chamado de processo extrusão- sopro, gerando diversos produtos
(ex: tanque de combustível).Esta técnica é similar a usada na manufatura de
recipientes de vidro. Este método permite a fabricação de diversos produtos
comerciais, incluindo peças automotivas, com diversos benefícios
(SHACKELFORD, 2005).
Na Figura 5, são destacados alguns benefícios da utilização do plástico na
indústria automotiva.

22
Figura 5 – Benefícios de aplicações de plásticos na indústria automotiva
Fonte: (BRAGATTO, L.A., 2005).
A moldagem por extrusão e sopro é dividida, geralmente, nos seguintes tipos
de processos:
-EBM (Moldagem por Extrusão e Sopro Contínua);
-EBM (Moldagem por Extrusão e Sopro Intermitente);
;
;
Será focado o processo extrusão-sopro do tipo COEX (moldagem por
coextrusão e Sopro), cujo é o foco do estudo.

23
2.3 Descrição Geral do Processo
A coextrusão é uma técnica de sobreposição de camadas, vide Figura 6,
utilizada para quando as exigências ao extrudado não são preenchidas por um
único material ou quando for possível economizar custos de material através da
união de duas camadas externas altamente solicitadas e camadas internas sendo
uma delas menos nobre(material moído). Para se fabricar um composto de
diferentes materiais, cada material é plastificado em extrusoras separadas, até
7camadas ,e unidas no cabeçote (ferramenta especial) (MICHAELI, 1995).
Figura 6 – Esquema de sobreposição de camadas
Fonte: (KRUPP, 1994).
Resumidamente o processo ocorre da seguinte forma: O material é
succionado por bombas de vácuo comandadas pelo sistema de sucção de
material da marca Novatec que alimentam cada extrusora, sendo em seguida
derretido nas zonas de extrusão e é dirigido ao cabeçote que canaliza e posiciona
cada material, logo após dirigi- se ao molde no formato de uma mangueira quente
chamada de “parison” onde as agulhas entram e sopram dentro do tanque
,estufando o mesmo e tocando as paredes geladas do molde e assim é formando
a peça que é retirada por um gripper (pegador) que coloca este tanque numa
rampa de acesso ao operador. As pontas do parison são então retiradas
manualmente, aguardado o resfriamento, moídas e retornam ao processo.
Camadas

24
A unidade de produção de um sopradora, pode ser vista na Figura 7 e é
composta basicamente dos seguintes componentes:
Extrusora: A máquina utilizada para se obter o plástico fundido;
Cabeçote/Matriz (Die): O sistema para formar o parison (mangueira
quente);
Molde: Onde será dada a forma ao produto.
Figura 7 – Visão geral da Sopradora
Fonte: (Empresa X). Portanto, todos os processos de moldagem por sopro consistem de 3
fases:
Plastificação do granulado de resina termoplástica, normalmente através
de uma extrusora monorosca;

25
Produção do tubo extrudado ou parison, no caso da chamada moldagem
por extrusão-sopro, ou uma pré-forma moldada por injeção, no caso da
chamada moldagem por injeção-sopro;
Há a etapa do sopro do parison ou pré-forma (normalmente com ar) no
molde, seguido da extração e da operação de rebarbação da peça
(DUPONT, 2012).
O primeiro passo é a produção do parison, depois o parison é depositada
dentro do molde de sopro que fecha sobre o mesmo e em seguida é soprada
(inflada) contra as paredes do molde, adquirindo a forma para ser refrigerada e
expelida como produto final após o estágio de refrigeração. Em muitos casos o
produto necessita de uma operação de acabamento posterior, como por exemplo,
rebarbação, impressão, etiquetagem, enchimento, etc. Porém, com equipamento
moderno, muitas dessas operações de acabamento podem ser executadas dentro
do molde. Por exemplo, um robô pode ser utilizado para avançar os produtos para
um processo de inserção de outros componentes metálicos, furação ou gravação.
26
2.3.1 Extrusora
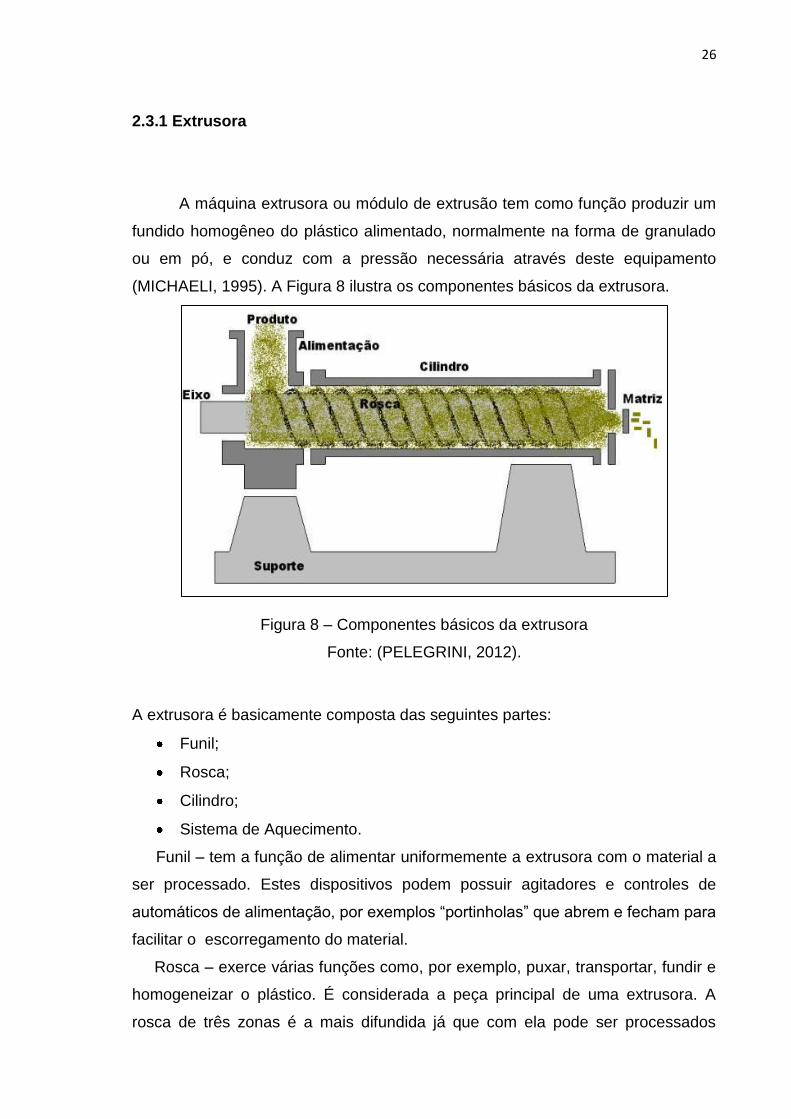
A máquina extrusora ou módulo de extrusão tem como função produzir um
fundido homogêneo do plástico alimentado, normalmente na forma de granulado
ou em pó, e conduz com a pressão necessária através deste equipamento
(MICHAELI, 1995). A Figura 8 ilustra os componentes básicos da extrusora.
Figura 8 – Componentes básicos da extrusora
Fonte: (PELEGRINI, 2012).
A extrusora é basicamente composta das seguintes partes:
Funil;
Rosca;
Cilindro;
Sistema de Aquecimento.
Funil – tem a função de alimentar uniformemente a extrusora com o material a
ser processado. Estes dispositivos podem possuir agitadores e controles de
automáticos de alimentação, por exemplos “portinholas” que abrem e fecham para
facilitar o escorregamento do material.
Rosca – exerce várias funções como, por exemplo, puxar, transportar, fundir e
homogeneizar o plástico. É considerada a peça principal de uma extrusora. A
rosca de três zonas é a mais difundida já que com ela pode ser processados

27
térmica e economicamente a maioria dos termoplásticos. Na zona de entrada ou
alimentação, o material, ainda em sua forma rígida, é introduzido e transportado
para frente. Na zona de compressão o material é compactado e fundido pela
variação do diâmetro do parafuso. Na zona de saída ou calibragem, o material
fundido é homogeneizado e elevado à temperatura de processamento desejada.
Uma característica dimensional importante é a relação entre o comprimento e o
diâmetro externo da rosca (L/D). Esta relação determina a potência da extrusora.
Além do uso geral da rosca de três zonas, também podem ser utilizados outros
tipos de rosca para aplicações especiais.
Há roscas que possuem um sistema de filtro contra-pressão no final desta
,permitindo que haja uma melhor homogeneidade do material sendo controlado a
pressão máxima de trabalho, permitindo o seu desligamento, caso necessário,
em sobre-pressão.
Cilindro – a diferença entre cada extrusora reside no tipo de construção do
cilindro. Tipos de cilindro:
Parafuso único: Podendo ser convencional ou extração rígida.
Duplo Parafuso: ou sentido inverso de giro.
Sistema de Aquecimento – a fusão do material ocorre devido ao atrito da
rosca e material, mas também por introdução externa de calor, o qual é fornecido
pelo sistema de aquecimento. Este sistema é dividido em várias zonas, que
podem ser aquecidas ou resfriadas isoladamente. São utilizadas geralmente
resistências elétricas em tiras ou colar, no entanto outros sistemas também
podem ser empregados, como por exemplo, serpentinas de líquidos
especialmente na primeira zona, para evitar a mudança brusca de temperatura e
possível atolamento de material.
28
2.3.2 Cabeçote e Matriz
O cabeçote tem a finalidade de comprimir e transportar o material fundido
garantindo um fluxo eficiente e constante, não permitindo a degradação do
material em áreas de estagnação (áreas mortas); material degradado no cabeçote
pode resultar em marcas de fluxo no parison (POLISUL, 1995).
Parison: é a mangueira quente que emerge da matriz anelar e que
normalmente é soprada logo a seguir sobre as paredes frias de um molde, para
então tomar a forma do mesmo (MANRICH, 2005).
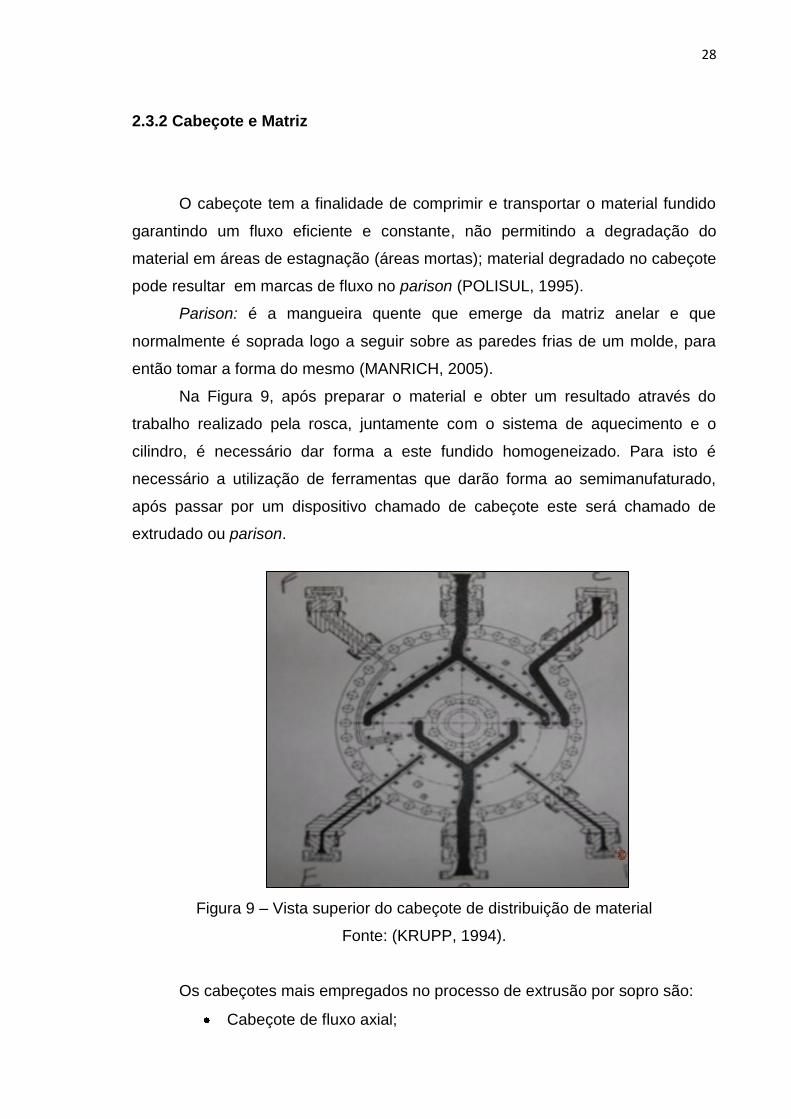
Na Figura 9, após preparar o material e obter um resultado através do
trabalho realizado pela rosca, juntamente com o sistema de aquecimento e o
cilindro, é necessário dar forma a este fundido homogeneizado. Para isto é
necessário a utilização de ferramentas que darão forma ao semimanufaturado,
após passar por um dispositivo chamado de cabeçote este será chamado de
extrudado ou parison.
Figura 9 – Vista superior do cabeçote de distribuição de material
Fonte: (KRUPP, 1994).
Os cabeçotes mais empregados no processo de extrusão por sopro são:
Cabeçote de fluxo axial;
29
Cabeçote de fluxo radial;
Cabeçote acumulador.
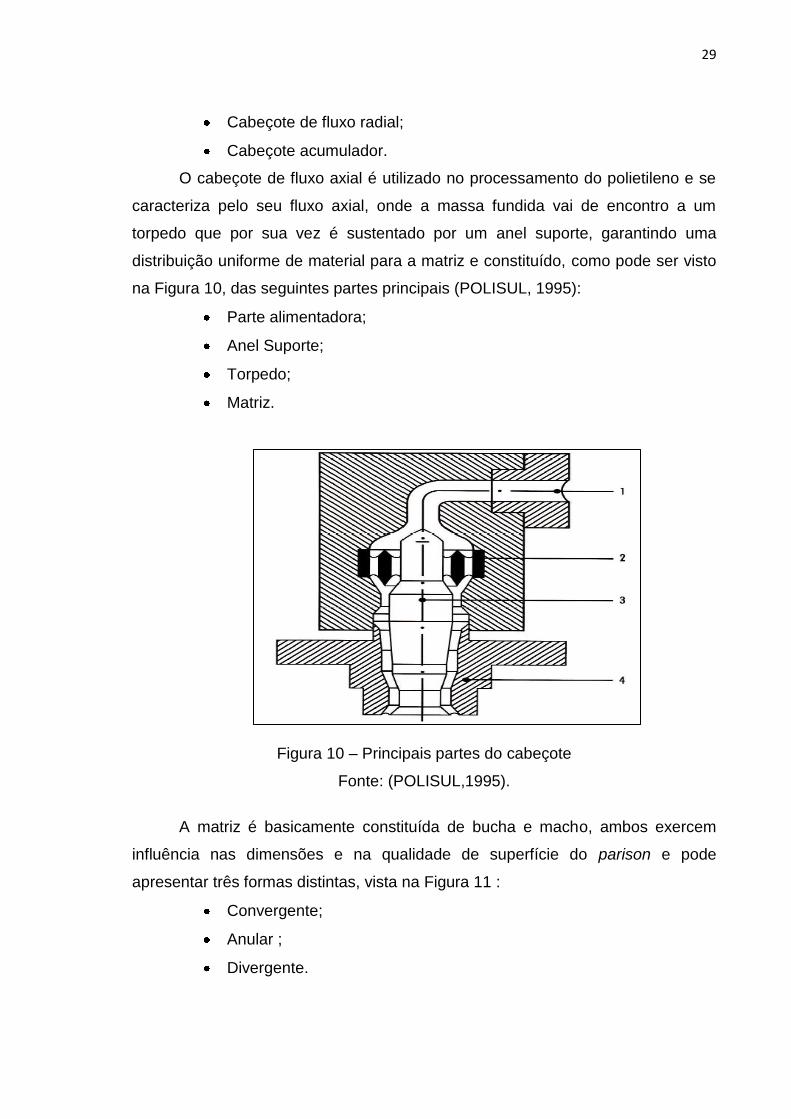
O cabeçote de fluxo axial é utilizado no processamento do polietileno e se
caracteriza pelo seu fluxo axial, onde a massa fundida vai de encontro a um
torpedo que por sua vez é sustentado por um anel suporte, garantindo uma
distribuição uniforme de material para a matriz e constituído, como pode ser visto
na Figura 10, das seguintes partes principais (POLISUL, 1995):
Parte alimentadora;
Anel Suporte;
Torpedo;
Matriz.
Figura 10 – Principais partes do cabeçote
Fonte: (POLISUL,1995).
A matriz é basicamente constituída de bucha e macho, ambos exercem
influência nas dimensões e na qualidade de superfície do parison e pode
apresentar três formas distintas, vista na Figura 11 :
Convergente;
Anular ;
Divergente.

30
Figura 11 – Formas da matriz
Fonte: (POLISUL, 1995).
Quando o parison é soprado para adquirir o contorno do molde, o material
estira, e a menos que a forma seja perfeitamente cilíndrica, o que raramente
acontece, o material estira mais em algumas áreas do que em outras de modo a
seguir a forma do molde. Então, se o parison é um tubo, a parede do produto
moldado variará de espessura moldado variará de espessura de uma seção para
a outra.
A programação do parison é um método de controle de espessura de
parede e peso do produto soprado.
Este sistema automático de controle, tanto da espessura variável ao longo
do comprimento do parison, quanto do próprio comprimento, ajuda a manter
uniforme o produto soprado. Matrizes com variação da espessura são projetadas,
sendo possível encontrar sistemas onde o mandril ou o corpo se movimentam no
sentido axial, para variar as dimensões dos lábios. Há outros tipos de extrusoras
projetadas com regulagem no movimento do acumulador, gerando diferentes
espessuras no comprimento do parison em função da variação da vazão. O
controle do movimento do corpo ou mandril da matriz pode ser feito por servo
elemento, controlado por computador. A programação do parison permite a
produção de formas complexas, bem como a produção de frascos com grande
resistência, num ciclo mais rápido (resfriamento mais rápido), alem da economia
de material. Parison com espessura variável ao longo do comprimento gera
produtos com paredes uniformes, pois a variação da espessura é função do
estiramento durante o sopro. Regiões que vão estirar mais devem ter espessuras
maiores (MANRICH, 2005).
31
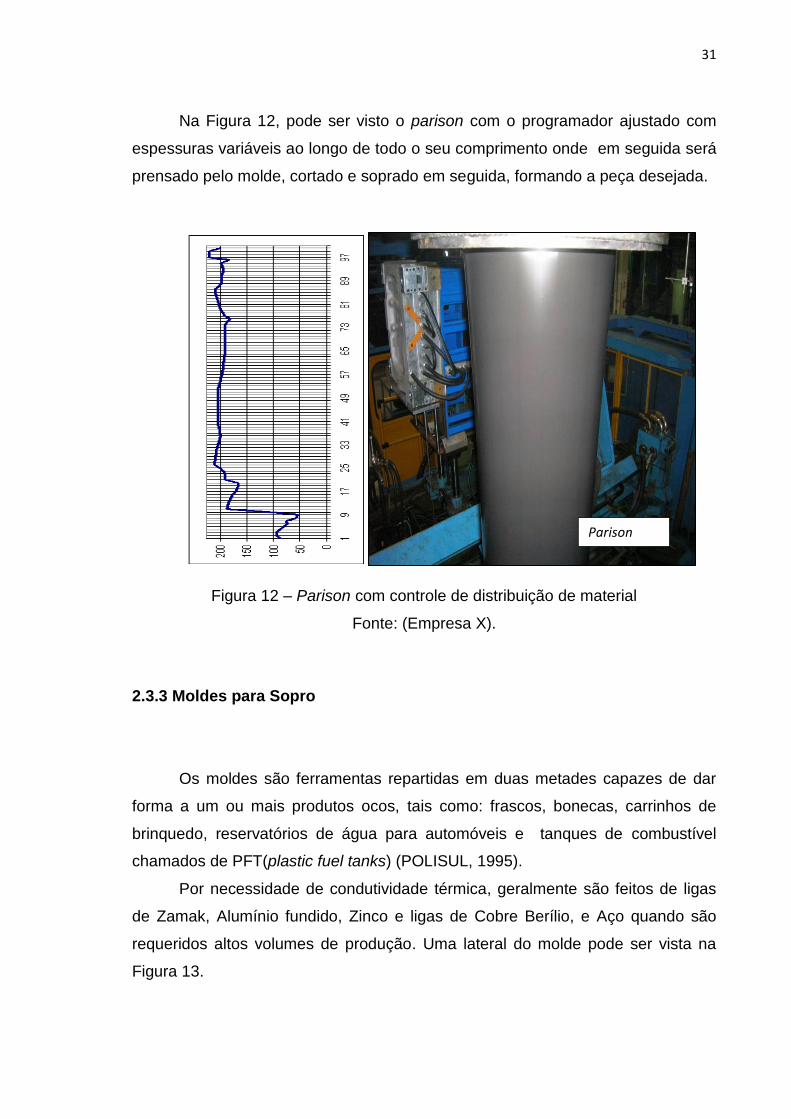
Na Figura 12, pode ser visto o parison com o programador ajustado com
espessuras variáveis ao longo de todo o seu comprimento onde em seguida será
prensado pelo molde, cortado e soprado em seguida, formando a peça desejada.
Figura 12 – Parison com controle de distribuição de material
Fonte: (Empresa X).
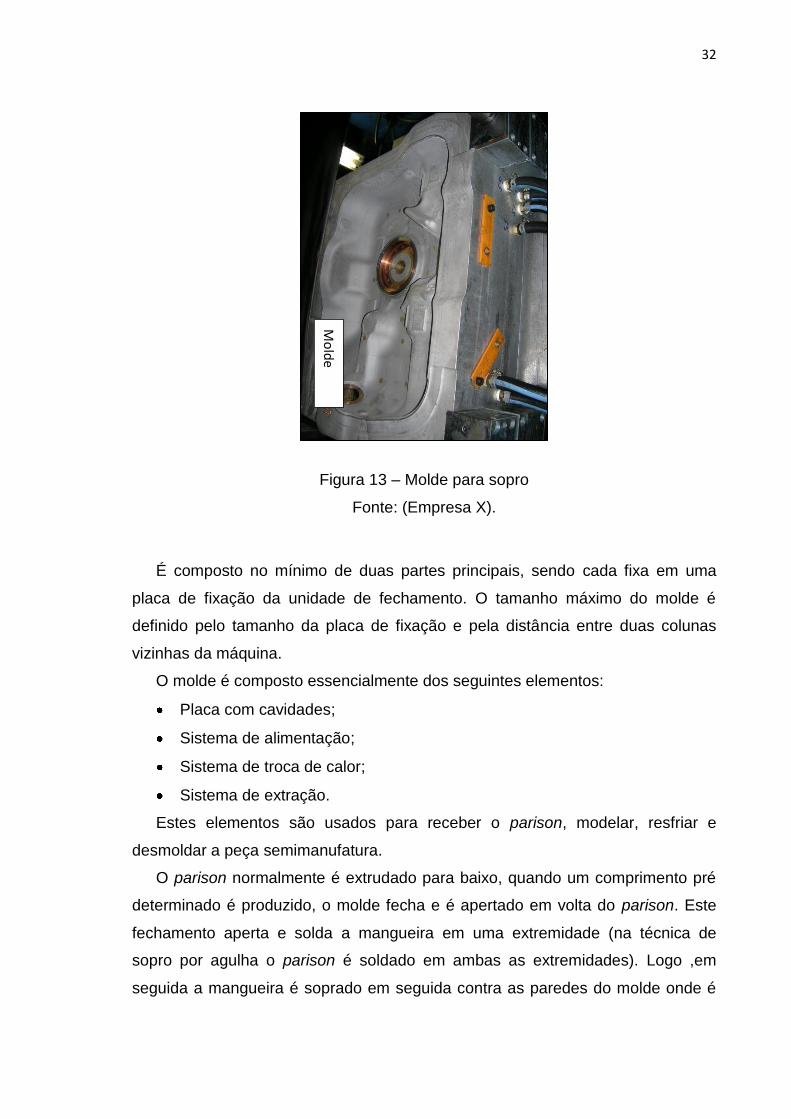
2.3.3 Moldes para Sopro
Os moldes são ferramentas repartidas em duas metades capazes de dar
forma a um ou mais produtos ocos, tais como: frascos, bonecas, carrinhos de
brinquedo, reservatórios de água para automóveis e tanques de combustível
chamados de PFT(plastic fuel tanks) (POLISUL, 1995).
Por necessidade de condutividade térmica, geralmente são feitos de ligas
de Zamak, Alumínio fundido, Zinco e ligas de Cobre Berílio, e Aço quando são
requeridos altos volumes de produção. Uma lateral do molde pode ser vista na
Figura 13.
Parison
32
Figura 13 – Molde para sopro
Fonte: (Empresa X).
É composto no mínimo de duas partes principais, sendo cada fixa em uma
placa de fixação da unidade de fechamento. O tamanho máximo do molde é
definido pelo tamanho da placa de fixação e pela distância entre duas colunas
vizinhas da máquina.
O molde é composto essencialmente dos seguintes elementos:
Placa com cavidades;
Sistema de alimentação;
Sistema de troca de calor;
Sistema de extração.
Estes elementos são usados para receber o parison, modelar, resfriar e
desmoldar a peça semimanufatura.
O parison normalmente é extrudado para baixo, quando um comprimento pré
determinado é produzido, o molde fecha e é apertado em volta do parison. Este
fechamento aperta e solda a mangueira em uma extremidade (na técnica de
sopro por agulha o parison é soldado em ambas as extremidades). Logo ,em
seguida a mangueira é soprado em seguida contra as paredes do molde onde é
Mo
lde

33
refrigerado antes de ser extraído o produto. O insuflamento do parison pode
ocorrer das seguintes maneiras:
Sopro na parte superior (por pino);
Sopro na parte inferior (por pino) ;
Sopro por agulha.
O Sopro na parte superior ocorre com o molde se deslocando e
transferindo o parison para a estação de sopro. Um pino de sopro é introduzido na
parte superior (gargalo) e o fluxo de ar passa através desse pino formando o
produto. Em muitos casos o produto necessita de uma operação de acabamento
posterior.
No sopro na parte inferior, o parison desce sobre o pino de sopro e quando
o comprimento é alcançado o molde é fechado, este fechamento forma a seção
do gargalo e solda a outra extremidade do parison, em seguida o parison é inflado
formando o produto. Este processo de sopro na parte inferior é mais usado
quando o produto é muito comprido ou em sistema de sopro com acumulador.
No sopro por agulha, o caso do tanque de combustível e para produtos
ocos totalmente fechados, sem gargalo, o sopro por agulha é mais apropriado.
Quando o comprimento do parison é alcançado o molde fecha apertando ambas
as extremidades e o fluxo de ar é introduzido mediante uma ou mais agulhas para
inflar o parison e permitir a recirculação do ar.
Produtos como recipientes com alça ou com asa exigem um
processamento mais complexo do sopro por extrusão. Neste processo o parison
necessita de um pré-sopro com ar de baixa pressão para garantir a boa formação
da alça (PELEGRINI, 2012).
Durante o processo de sopro, há a circulação de ar geralmente feito com 2
agulhas, uma agulha tem a função de injetar ar (inlet),em alguns casos ar gelado
com CO2 ou nitrogênio dependendo da aplicação, e uma segunda agulha tem a
função de retirada de ar(outlet).
34
2.4- Lean Manufacturing
Para o estudo e implantação do Lean manufacturing, primeiramente é
preciso entender o estilo da empresa, pois não existem duas empresas iguais e
analisar principalmente o contexto envolvido de toda a cadeia produtiva, dos
produtos ou serviços, especificados pelos seus clientes. Essa compreensão não
está orientada para a customização eventual, mas para o conhecimento de seus
paradigmas, para saber se realmente a empresa precisa e quer implantar o Lean
ou apenas acompanhar o modismo. É preciso conhecer o DNA da empresa,
porque ele é fundamental para definir a estratégia da implantação do que é
chamada de a jornada Lean . Conhecendo os estilos de gestão, os paradigmas
empresariais, os comportamentos estabelecidos e, sobretudo, se existe
disposição para iniciar uma jornada, que não se esgota em poucas semanas ou
meses e que implica a revisão de estilo de gestão (DENNIS, 2008).
De forma mais ampla, o sistema de gestão focado na redução de custos e
aumento da capacidade produtiva , existem alguns que propiciam essa melhoria e
entre eles estão a Teoria das Restrições e o Lean Manufacturing. De um lado está
o Lean Manufacturing e seus conceitos filosóficos, e em outro ângulo está a
análise mais concreta e objetiva da Teoria das Restrições (TOC - Theory of
Constraints).
O Lean Manufacturing também chamada de Sistema Toyota de Produção
é uma filosofia de gestão focada na redução dos desperdícios, baseada na visão
do cliente final , com foco no processos produtivos que agregam maior valor ao
produto final tornando os robustos e estáveis e eliminando ou reduzindo os
processos que não agregam valor.
Taiichi Ohno, fundador do STP, afirma de forma sucinta que:
O que estamos fazendo é observar a linha de tempo desde o momento em
que o cliente nos faz um pedido até o ponto em que recebemos o
pagamento. E estamos reduzindo essa linha de tempo, removendo as
perdas que não agregam valor (OHNO, 1997).

35
A manufatura enxuta, como também é chamada sugere uma
conscientização e aceitação do fator humano, como fator primordial para a ótima
aplicação das diversas ferramentas existentes na estrutura, onde incluem, entre
outros, processos contínuos de análise (Kaizen), produção puxada "pull" (no
sentido de kanban) e elementos/processos à prova de falhas (Poka-Yoke)
(TEIXEIRA, 2012) .
2.4.1- Introdução as características do Lean Manufacturing.
Para ser uma empresa enxuta, é preciso um modo de pensar enxuto (lean
thinking) , ou seja, que se concentre em fazer o produto fluir através de processos
ininterruptos de agregação de valor (fluxo unitário de peças), um sistema puxado
que parta da demanda do cliente, reabastecendo somente o que a operação
seguinte for consumir em intervalos curtos , e uma cultura em que todos lutem
continuamente para a melhoria (LIKER, 2005).
Algumas das características fundamentais que garantem o sucesso da
implantação do Lean Manufacturing e que incluem conceitos orientais ,são:
Baseado na evolução do Sistema Toyota de Produção;
Principal bibliografia ocidental “A Máquina que Mudou o Mundo” de James
Womack e Daniel Jones ;
Conceito filosófico apoiado por estrutura de ferramentas(estrutura STP) tais
como melhoria contínua- redução de custos, melhoria da qualidade,
aumento da produtividade, compartilhamento da informação e flexibilidade,
produção rapida de diferentes lotes de grande variedade de produtos, sem
comprometer a eficiência devido a volumes menores de produção;
Sistema de gestão da produção focada na eliminação dos desperdícios e
de todas as atividades que não têm valor agregado e baseado na visão do
cliente final;
Processos puxados "pull" - os produtos são retirados pelo cliente final, e
não empurrados para o fim da cadeia de produção;
36
Processos robustos e estáveis visando investimento nas que agregam e
eliminando ou reduzindo os que não agregam valor;
Envolvimento das pessoas é de fundamental importância ao sucesso na
aplicação das ferramentas;
Construção e manutenção de uma relação a longo prazo com os
fornecedores tomando acordos para compartilhar o risco, os custos e a
informação (TEIXEIRA, 2012).
2.4.2- Principíos fundamentais do Lean Manufacturing.
O Lean manufacturing resume o pensamento enxuto em cinco princípios
fundamentais, vide Tabela 3: determinar precisamente o valor por produto
específico, identificar a cadeia de valor para cada produto, fazer o valor fluir sem
interrupções, deixar que o cliente puxe valor do produtor e buscar a perfeição
(WOMACK & JONES, 1998).
Tabela 3- Principios do Lean Manufaturing
Ordem Principio
1 Valor
2
Cadeia de Valor
3 Fluxo
4 Sistema Puxado
5
Perfeição
Fonte: (WOMACK & JONES, 1998).

37
Um dos primeiros princípios fundamentais do Lean é o valor por produto
específico, onde é caracterizado pela real e específica necessidade do cliente
sendo criada pelo produtor evitando excessos ou faltas na caracterização deste
valor. Neste evita-se distorções inversas da especificação de valor , por exemplo,
na Alemanha, na era pós II Guerra Mundial, valorizava-se em demasia o projeto
e equipamentos em termos tecnológicos encarecendo em demasia o custo do
produto para o cliente e vezes irrelevantes para seus verdadeiros desejos. Outro
exemplo de distorção de valor notado, ocorre em empresas japonesas onde há a
criação do valor, e em muitos casos é promovido o projeto e a fabricação do
produto domesticamente valorizando as expectativas sociais de manutenção dos
empregos e relacionamentos estáveis com os fornecedores sendo dificultada pela
expedição marítima a partir de uma base de produção japonesa em detrimento da
caracterização de valor ao cliente. Resumidamente, especificar o valor com
precisão é o primeiro passo para oferecer um bem ou serviço da forma certa ao
cliente.
O segundo princípio é a identificação da cadeia de valor do produto ao
longo de todo o sistema, ou seja, o mapeamento e análise do conjunto de ações
específicas param se levar um produto específico a passar pelas três tarefas
gerenciais críticas em qualquer business:
Tarefa de soluções de problemas (da concepção até o lançamento do
produto);
Tarefa de gerenciamento da informação (do recebimento do pedido até a
entrega);
Tarefa de transformação física (da matéria prima ao produto acabado);
A identificação da cadeia inteira expõe quantidades enormes de muda,
gerada em alguns casos pela falta de diálogo ou esclarecimento entre
fornecedores e terceirizadas que exige cada vez mais uma aliança voluntária das
partes para supervisionar a cadeia de valor de forma a integrá-las.
O terceiro princípio do pensamento enxuto é fazer fluir o fluxo uma vez que
uma que os dois princípios anteriores tenham sido satisfeitos e as etapas que
geram desperdício tenham sido eliminadas.
Neste deve-se ter consciência de que o fluxo funciona melhor quando
focaliza-se o produto e suas necessidades, e não a organização ou equipamento
evitando acumulo nas estações, de modo que todas as atividades necessárias

38
para se projetar, pedir e fornecer um produto ocorram em um fluxo contínuo
favorecendo o sequenciamento ou a fluidez. Através de Taichii Ohno e seus
colaboradores técnicos que experimentaram e obtiveram a criação de um fluxo
contínuo na produção em baixo volume, na maioria dos casos sem linhas de
montagem, trocando rapidamente de ferramentas no equipamento para que
processos diferentes pudessem ser realizados mantendo o produto em produção
contínua, tendo o dobro de produtividade e uma redução drástica em erros e
sucatas quando comparado com a produção de um produto específico por
departamentos (OHNO, 1997).
A produção puxada é o quarto princípio e esta define o ritmo com que o
cliente fará a puxada da produção e uma vez que já foi introduzido o fluxo que
reduz drasticamente os tempos das três tarefas gerenciais críticas fazendo com
que a capacidade de projetar, programar e fabricar permitindo estabilizar a
demanda do que exatamente o cliente quer, não empurrando os produtos que por
vezes, indesejáveis ao cliente.
O quinto e último conceito do pensamento enxuto surge da interação dos
quatro princípios iniciais formando um círculo vicioso, tornando as atividades mais
transparentes fazendo com que o valor flua mais rápido expondo muda oculta na
cadeia de valor. Equipes de produto com estreita ligação com o cliente encontram
formas de especificar o valor com maior precisão, ampliando o fluxo e a produção
puxada. A busca do aperfeiçoamento contínuo em direção a um estado ideal
eleva o conhecimento dos membros (fornecedores, funcionários, etc) da cadeia
do processo como um todo, permitindo dialogar e buscar continuamente melhores
formas de criar valor (WOMACK & JONES, 1998).
39
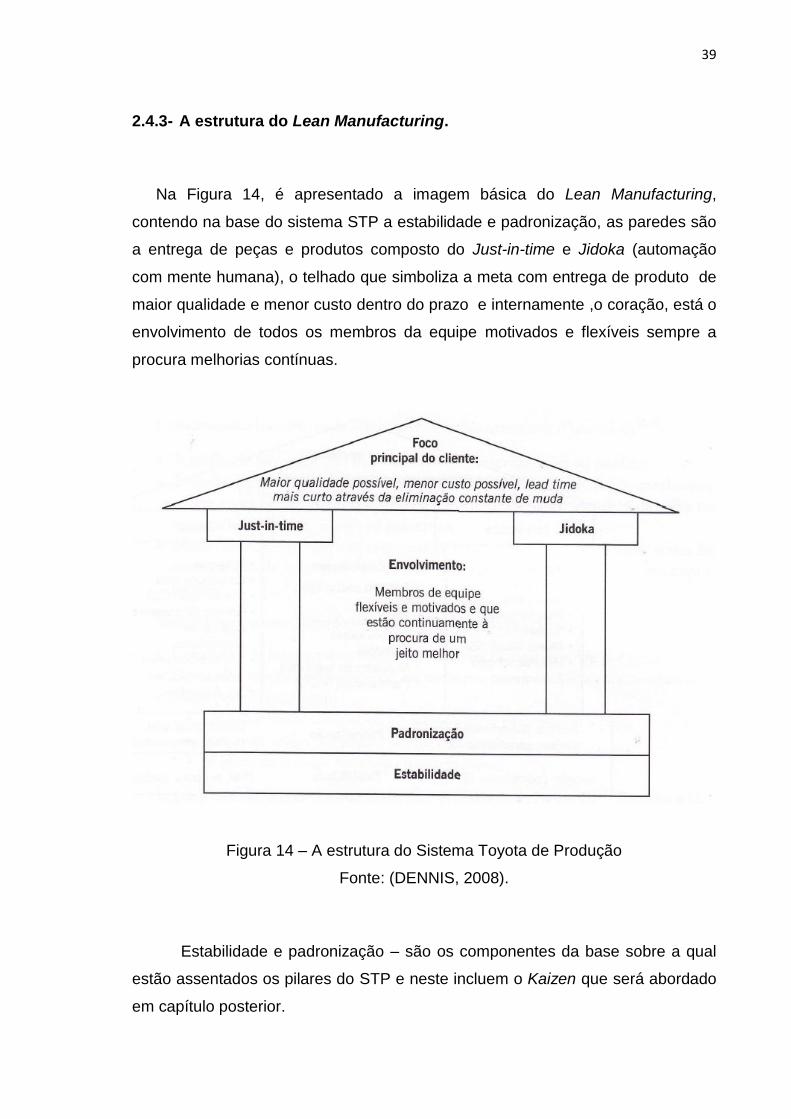
2.4.3- A estrutura do Lean Manufacturing.
Na Figura 14, é apresentado a imagem básica do Lean Manufacturing,
contendo na base do sistema STP a estabilidade e padronização, as paredes são
a entrega de peças e produtos composto do Just-in-time e Jidoka (automação
com mente humana), o telhado que simboliza a meta com entrega de produto de
maior qualidade e menor custo dentro do prazo e internamente ,o coração, está o
envolvimento de todos os membros da equipe motivados e flexíveis sempre a
procura melhorias contínuas.
Figura 14 – A estrutura do Sistema Toyota de Produção
Fonte: (DENNIS, 2008).
Estabilidade e padronização – são os componentes da base sobre a qual
estão assentados os pilares do STP e neste incluem o Kaizen que será abordado
em capítulo posterior.
40
Os princípios do STP estabelecem processos estáveis envolvendo os 4M´s
(mão de obra, máquina, materiais e método) para produzir produtos com
qualidade que satisfação aos requisitos do cliente.
Fazendo uma análise do pensamento enxuto e do conceito de muda,
temos :
O Lean manufacturing através de seu maior representante, o executivo da
Toyota Taiichi Ohno, promove a eliminação de desperdícios/mudas maximizando
as atividades com menos recursos (menos esforço humano, menos equipamento,
menos tempo e menos espaço), oferecendo cada vez mais os produtos ou
serviços próximos ao que o cliente deseja (WOMACK & JONES, 1998).
Conceitualmente Muda é uma palavra em japonês que significa
desperdício, ou qualquer atividade que o cliente não está disposto a pagar. Muda
é o oposto de valor, que é, simplesmente, o que um cliente está disposto a pagar.
Existem oito diferentes tipos de muda (desperdícios), que são:
1. Movimento;
2. Espera;
3. Transporte;
4. Correção;
5. Excesso de processamento;
6. Excesso de produção;
7. Estoque;
8. Conhecimento sem ligação.
A muda é relacionada ao que é chamado de agregador de valor sendo
considerado cinco por cento e os oito tipos de desperdício é considerado 95 por
cento, visto na Figura 15, sendo representado 5/95 na maioria da atividades do
dia-a-dia ,onde pode-se ver como uma oportunidade a redução da muda
tendendo a zero.

41
Figura 15 – Lean versus muda (desperdício)
Fonte: (DENNIS, 2008)
A verdadeira melhoria surge quando é produzido zero desperdício e
considerado a porcentagem de trabalho em 100 por cento, conforme Figura 16
(OHNO, 1997).
Figura 16 – Trabalho versus muda (desperdício)
Fonte: (DENNIS, 2008).
Para análise do total do desperdício considerar:
O aumento da eficiência deve estar associada a redução de custo e para
isto é conveniente utilizar o mínimo de mão de obra e somente produzir o
necessário.
A análise da eficiência no sistema de produção é fundamental, assim,
observe a eficiência individual do operador, da linha e em seguida do conjunto,
melhorada em cada estágio e assim na fabrica como um todo.
42
2.4.3.1-Estabilidade, 5S e TPM
A estabilidade utiliza o gerenciamento visual baseado no sistema 5S, no
trabalho padronizado e na manutenção produtiva total (TPM), sendo centrais para
a estabilidade de método e de maquina.
O gerenciamento visual está baseado no envolvimento da equipe fazendo
com que enxerguem, conheçam ou ajam como grupo, atendendo ao triângulo de
gerenciamento, auxiliado por tabelas na parede e ou computadores contendo
mostruários gráficos expondo o fluxo de produção e estoques. O sistema 5S
auxilia nesta atividade e cria um local de trabalho visual, ou seja, auto –
explicativo, auto - organizativo e auto melhorável percebendo-se quando algo está
fora do padrão e sendo facilmente corrigido (DENNIS, 2008).
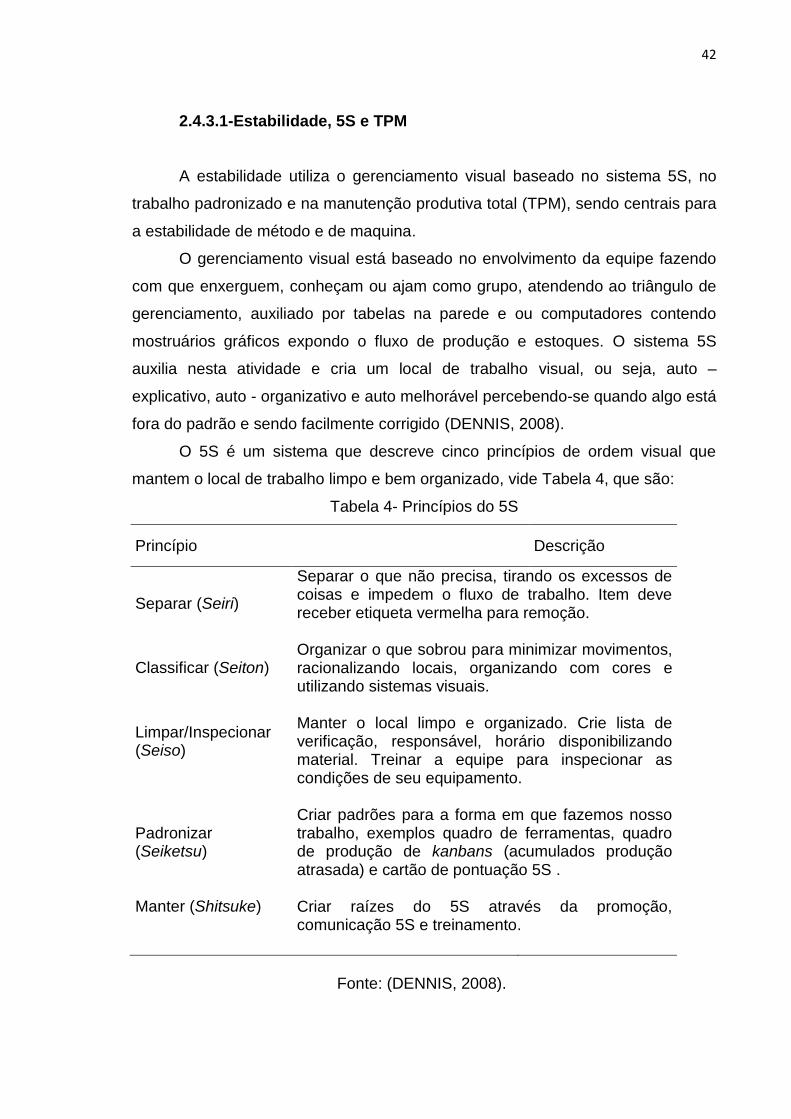
O 5S é um sistema que descreve cinco princípios de ordem visual que
mantem o local de trabalho limpo e bem organizado, vide Tabela 4, que são:
Tabela 4- Princípios do 5S
Princípio Descrição
Separar (Seiri)
Separar o que não precisa, tirando os excessos de coisas e impedem o fluxo de trabalho. Item deve receber etiqueta vermelha para remoção.
Classificar (Seiton) Organizar o que sobrou para minimizar movimentos, racionalizando locais, organizando com cores e utilizando sistemas visuais.
Limpar/Inspecionar (Seiso)
Manter o local limpo e organizado. Crie lista de verificação, responsável, horário disponibilizando material. Treinar a equipe para inspecionar as condições de seu equipamento.
Padronizar (Seiketsu)
Criar padrões para a forma em que fazemos nosso trabalho, exemplos quadro de ferramentas, quadro de produção de kanbans (acumulados produção atrasada) e cartão de pontuação 5S .
Manter (Shitsuke)
Criar raízes do 5S através da promoção, comunicação 5S e treinamento.
Fonte: (DENNIS, 2008).
43
O 5S naturalmente leva à manutenção produtiva total (TPM), pois atribui
um trabalho de manutenção básica, tal como, inspeção, lubrificação e ajustes aos
membros de equipe da produção (manutenção autônoma) liberando para
manutenção atividades de alto valor tais como manutenção preventiva, melhoria
de equipamento e treinamento (DENNIS, 2008).
O TPM é um conjunto de procedimentos que tem como objetivo garantir
que os equipamentos de um processo produtivo sejam sempre capazes de
executar as tarefas necessárias de modo a não interromper a produção tendo o
envolvimento de todos os membros da equipe. A palavra total do TPM considera
o envolvimento de todos desde operadores até o comprometimento da alta
administração, a produtividade total do equipamento para eliminação das seis
grandes perdas: pequenas paradas, perdas de velocidade, quebras, refugo,
retrabalho e tempo de setup e também focaliza o ciclo total do equipamento. A
palavra produtiva está associada a produção eficiente e finalmente o termo
manutenção esta relacionada a manter os processos confiáveis e produção
contínua (WERKEMA, 2011).
No TPM é sugerido ouvir e observar anomalias (falhas menores e ocultas-
warusa-kagen em japonês), sendo perceptível no OEE quando registradas, e
tomar uma atitude antes da avaria acontecer, causando perda de função, e para
realçar esta importância da identificação das perdas menores é utilizado o
conceito da pirâmide de perda de máquina que sugere: para centenas de falhas
ocultas ou trinta falhas menores ou dez paradas menores está associada a uma
avaria(perda de função) (DENNIS, 2008).
Para implantar o TPM deve-se obedecer as seguintes etapas:
Melhorar o OEE (Eficácia Total dos equipamentos) dos
equipamentos gargalos; Meta sugerida oitenta e cinco por cento,
pois demais (quinze por cento) disponível para manutenção
programada e sincronismo com outras máquinas;
Implementar a manutenção autônoma;
Elaborar um programa de manutenção planejada; Estágios da
manutenção; manutenção corretiva ou reativa, preventiva, preditiva
e prevenção da manutenção;

44
Elaborar um programa para gerenciamento do ciclo de vida dos
equipamentos; Abranger as etapas de especificação, aquisição,
start-up, operação, descarte;
Planejar e executar atividades de melhoria contínua, tais como,
Kaizen ou PDCA.
O método criado na década de 60 é composto de 8 pilares: eficiência, auto
-reparo, planejamento, treinamento, ciclo de vida, qualidade, gerenciamento e
segurança, higiene e meio ambiente e devido a sua abrangência algumas
empresas adotam como base de seu sistema de gestão (WERKEMA, 2011).
Para favorecer a estabilidade, numa linha de produção, e evitar as
flutuações no fluxo do produto (mura ou falta de regularidade )que provocaria o
aumento do desperdício , o sistema Lean utiliza o nivelamento de produção
(heijunka) misturando os modelos a serem produzidos, mantendo a flutuação da
montagem final em zero e o mesmo ocorre , caso nos processos posteriores haja
um pico de produção aumento, as operações anteriores devem estar preparadas
a suprir esta demanda .
No nivelamento, os volumes produzidos são feitos os menores possíveis,
em contraste com a produção em massa tradicional, em que o maior é
considerado o melhor (OHNO, 1997).
2.4.3.2- Trabalho padronizado
A padronização é o método usado para indicar os procedimentos para
execução das tarefas de um processo, de modo que os resultados possam ser
alcançados e mantidos, sendo factível de melhorias contínuas (Estratégia hoshin-
PDCA e Kaizen) (WERKEMA, 2011).
Fred Taylor introduziu o conceito “jeito certo de fazer as coisas” e
posteriormente foi aprimorado por Frank e Lilian Gilbreth que desenvolveram as
ferramentas de Engenharia de Métodos que são utilizadas até hoje e se baseiam:
Há jeito certo (e engenheiros definem);
Os trabalhadores não estão envolvidos em projetar e fazer
melhorias;

45
Padrões raramente mudam (e apenas especialistas mudam).
No Lean, através do trabalho padronizado que é uma ferramenta para
desenvolver, confirmar e melhorar, o método ou processo onde procura
maximizar a utilização das pessoas, pois a flexibilidade humana excede os
benefícios obtidos através da utilização das máquinas.
Com foco no cliente, este processo numa visão sistêmica transforma os
4M´s (Mão de Obra, Máquina, Material e Método) na fabrica em PQCDSM,
atendendo a demanda de produção(de bens ou serviços) com foco na eliminação
de desperdício e acrescido atualmente pelas empresas Lean da segurança, meio
ambiente e moral, onde :
Productivity- produtividade;
Quality- qualidade;
Cost- custo;
Delivery time- tempo de entrega;
Safety and environment- segurança e meio ambiente;
Morale- moral.
O método de produção estilo Toyota, sugere colocar um fluxo no processo
de manufatura favorecendo a padronização. Nesta gestão os equipamentos com
sua finalidade específica são posicionados em células, conforme a verdadeira
necessidade de sequência do processo de fabricação, possibilitando que um
operário supervisiona muitas máquinas ou mais precisamente, um operário opera
vários processos, isso melhora a produtividade.
O trabalho padronizado apresenta inúmeros benefícios dentre eles:
estabilidade de processos, pontos de início e paradas para cada processos,
aprendizagem organizacional, a solução de auditorias e de problemas,
envolvimento do funcionário e poka-yoke, kaizen e treinamento (DENNIS, 2008).
A criação dos procedimentos padronizados são baseados em três
elementos: tempo de takt, na sequência de trabalho executada pelo operador e
no estoque padrão em processo .
Através destes itens e de algumas medidas ou métricas, apresentadas na
Tabela 5 é possível avaliar determinado processo ou quantificar como estão os
resultados da organização, no que diz respeito a velocidade e eficiência.

46
Tabela 5- Métricas do Lean Manufaturing
Métrica Definição
Tempo de ciclo T/C(Cycle time)
Frequência com que um produto é finalizado em um processo
Lead Time
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do inicio até o fim.
Tempo de Agregação de valor (TAV) Value Added Time
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo de Não Agregação de valor (TNAV) Non-Value Added Time
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Eficiencia do ciclo do processo (Process Cycle Efficiency- PCE)
Indicador que mede a relação entre o tempo de agregação de valor e lead time.
Taxa de saída Throughput
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade/tempo.
Trabalho em processo (Work in process-WIP)
Estoque em processo é a quantia mínima de peças de trabalho necessárias para que o operador complete o processo sem ficar ocioso.
Tempo de setup ou tempo troca(TR) (Changeover Time)
Tempo gasto para alterar a produção de um tipo de produto para outro.
Tempo takt (Takt time)
Tempo disponível para a produção dividido pela demanda do cliente.
Eficiencia total do equipamento (Overall Equipment Effectiveness-OEE)
Indicador de Manutenção produtiva total (TPM) que mede o grau de eficácia no uso de um equipamento.
Fonte: (WERKEMA, 2011).

47
Exemplo de tempo de takt: Considerando um pedido diário de oitocentos e
noventa unidades em dois turnos de quatrocentos e quarenta e cinco minutos
cada, basta dividir a soma do tempo de operação diária, neste caso oitocentos e
noventa minutos divido pela quantidade exigida por dia oitocentos e noventa
unidades, sendo assim, teríamos que produzir um produto por minuto.
Caso a pessoa que está medindo o tempo esteja na célula, deve-se
sincronizar o tempo de takt com o tempo de ciclo, e este produto deve passar por
ela a cada um minuto, caso contrário ,sabe-se que tem problema de fluxo.
A sequência de trabalho define a ordem e a forma correta de fazer cada
ação, propiciando uma boa ergonomia e a disposição das peças alocadas de
forma a facilitar o acesso, usando fotos ou desenhos contendo as informações
precisas e detalhes tais como: deslocamento (passos), postura correta, como as
ferramentas devem ser seguradas, itens de segurança, entre outros.
Normalmente a equipe multifuncional (operadores e engenheiros) utilizam
os formulários de quadro de capacidade de produção, tabela de combinação de
trabalho padronizado e diagrama padronizado (constando layout, processos e
tempos, itens de qualidade e segurança e peças envolvidas) para esta atividade.
A medição de tempo é um dos itens mais relevantes do controle de
processo e do status atual da produção e consiste em subdividir um processo em
vários elementos (ação ou grupo de ações mínimas para o avanço de um
processo, observar TAV na Tabela 5) e medir o inicio e término dos mesmos,
considerando as etapas:
Conheça e se familiarize com a área e processo que será medido;
Desenhe o layout da área;
Verifique a sequencia de trabalho;
Subdivida a sequencia em etapas, anotando os elementos de trabalho;
Meça o tempo de ciclo total (no mínimo menos dez vezes);
Meça os tempos dos elementos (no mínimo dez vezes);
Identifique e meça os trabalhos irregulares;
Faça anotações na tabela de analise de trabalho padronizado.
De posse destas informações, faça uma análise critica verificando se há
trabalho que agrega valor, qual a forma de fazermos melhor (revisar se há como
reduzir a distância) ou reduzirmos tempos e nesta etapa, sem dúvida, o operador
48
e demais pessoas envolvidas com na área podem auxiliar (sobrepor
responsabilidade) e se sentir parte desta atividade, melhorando a eficiência.
Normalmente as empresas posicionam os processos dependentes em
série e cada um tem as suas variáveis ou flutuações e a produção é determinada
pela máquina mais lenta da cadeia (o gargalo), e as ferramentas do trabalho
padronizado e da melhoria contínua (Kaizen e PDCA) auxiliam na identificação e
decisão da tratativa conjunta de como explorar estes gargalos para aumentar a
eficiência geral (DENNIS, 2008).
2.4.3.3- Just-in-Time, Kanban, Heijunka (nivelamento de produção)
O Just-in-time e a produção puxada são os conceitos pioneiros
desenvolvidos pela Toyota, que significam a sincronização da produção em suas
diversas etapas de modo a minimizar os estoques e só produzir aquilo que é
demandado pela etapa posterior e o Kanban é utilizado como meio de
comunicação entre uma etapa e outra do processo (WOMACK & JONES, 1998).
O JIT significa produzir o item necessário na hora necessária na quantidade
esperada, qualquer outra coisa acarreta em muda/desperdício e deve ser apoiado
por todo o sistema Lean (DENNIS, 2008).
O JIT mostra-se uma ferramenta muito útil para se evitar a produção
empurrada, que eleva os estoques exigindo lotes grandes e cada vez maiores e
mais equipamentos de transporte e pessoal, auxiliando ainda os sistemas de
planejamento de materiais (MRP)(que substituíram os métodos de programação
manual) gerando durante a sua utilização, por motivos de não registro de algumas
peças, problemas de falta ou excesso de peças que mais tarde (década de
90)evoluíram para os módulos de planejamento de recursos empresariais (ERP-
Enterprise resource planning).
Para cumprir os objetivos do JIT é importante lembrar que não se trata
somente de o tempo, mas sim, de “apenas a tempo” e observe as seguintes
regras: produzir somente o que o cliente tenha feito pedido, nivele a demanda
mantendo um fluxo contínuo, utilize as ferramentas visuais de indicação de
necessidade do cliente (Kanban), preferencialmente abastecendo os materiais em
49
forma reversa, do produto acabado ao inicio da montagem dos materiais fazendo
a produção fluir suavemente e finalmente maximize a flexibilidade de pessoas e
máquinas (OHNO, 1997).
Os componentes do sistema JIT são:
Kanban que sincroniza e fornecem instruções aos fornecedores e clientes
internos e externos;
Nivelamento de produção que minimiza os picos ou vales de produção.
Já por sua vez, o Kanban e Heijunka dependem de:
Troca rápida de maquinas;
Gerenciamento visual (5S);
Processos robustos.
Participando da base, auxiliando na padronização e estabilidade o sistema
Kanban, uma ferramenta operacional que realiza o método just-in-time de
produção, assegura que as peças corretas estejam disponíveis na hora e na
quantidade necessárias, funcionando como informação de remoção ou transporte,
como um pedido de transferência ou entrega de mercadorias e também como um
pedido de trabalho dentro dos processos de produção (OHNO, 1997).
Kanban é um termo japonês que significa “sinal” é usado como controle
visual, no formato de um cartão, placa triangular de metal, bolas coloridas, sinais
eletrônicos ou qualquer dispositivo que forneça as informações necessárias para
controlar um sistema puxado permitindo que um produto seja fabricado ou um
item seja retirado somente quando um cartão Kanban assim o determinar
(WERKEMA, 2011).
Basicamente os tipos de Kanban são:
Kanban de produção; Especifica o tipo e quantidade de produto que o
processo anterior (fornecedor) de produzir para repor o processo posterior
(cliente);
Kanban de sinalização; Autoriza que o processo anterior fabrique um novo
lote quando uma quantidade mínima é atingida;
Kanban de retirada. Especifica o tipo e quantidade de produto que o
cliente(processo posterior)pode retirar;
O uso do Kanban propicia inúmeros benefícios, entre eles:
Evita excesso de produção, reduz estoques e evita desperdício;
50
Estabelece prioridade de produção aos colaboradores;
Define diretrizes de trabalho baseadas na condição atual de operação do
processo;
Elimina necessidade de espera por novas instruções de trabalho;
Utilize as seguintes regras para o uso do Kanban :
O cliente (processo posterior) retira apenas o necessário;
O fornecedor (processo anterior) produz apenas a quantidade retirada pelo
cliente;
O processo anterior (fornecedor) nunca envia itens defeituosos ao cliente;
Nivelar produção, dando estabilidade aos pedidos de produção;
Use Kanban para o ajuste fino de produção; Não usar o Kanban para
grandes mudanças na produção, pois resultaria em colapso (estoque,etc).
Estabilize e fortaleza o processo tornando-o robusto, aplicando o princípio
do jidoka para aumentar à capacidade dos processos, dando mais
autonomia a equipe e as máquinas através da instalação de poka-yokes,
redução dos movimentos e passos dos operadores, racionalização de
layouts e sistemas visuais amigáveis;
O nivelamento de produção, ou heijunka, é um dos componentes do
sistema JIT, que favorece a distribuição do volume e a mistura de produção de
forma equilibrada no tempo.
Os benefícios do nivelamento são:
• Menor lead time;
• Menor estoque final e WIP necessário;
• Menor o desequilíbrio e sobrecarga dos operadores.
O nivelamento da produção é um pressuposto tanto do Kanban como do
trabalho padronizado e nos auxilia nos cálculos de necessidades de pessoal
equipamento e material. Para atendermos as mudanças de demanda do cliente
temos algumas opções, tais como: absorver as mudanças com vários produtos
finais, para pequenas variações, fazer hora extra um pouco por turno ou sábados
e/ou para maiores variações, ajustar o tempo de takt alternando o numero de
operadores (criando trabalhos padronizados para diferentes cenários takt) o que
geralmente é mais difícil para empresas que estão inicializando no Lean
(DENNIS, 2008).

51
Para implementação do Lean a seleção do sistema puxado é um fator
importante:
Tipo A: Ocorrem quando os pedidos do cliente são frequentes e os lead times
são curtos e estáveis;
Tipo B: Usado quando frequência de pedidos é baixa e lead time é longo;
Tipo C: Combinação dos tipos A e B.
Peças pequenas são geralmente armazenadas ao lado da linha, peças
grandes e caras (tipo B) não são armazenadas no local e costumam não ter
estoque de produtos finais (DENNIS, 2008).
2.4.3.4- Jidoka (autonomação), Hoshin (plano estratégico)
A palavra em japonês jidoka é formada por 3 caracteres:”ji”que significa
“auto” ou “próprio”, ”do” se refere ao “movimento” ou “trabalho” e “ka” ao sufixo
“ação”. Significa o investimento em equipamento automatizados com
características associadas a sabedoria humana ,ou seja, com capacidade de
verificar a qualidade,hábil a parar quando houver problemas e chamar a atenção
para esses problemas, alem da concepção integração puxada da máquina
anterior com a posterior (SHIMOKAWA & TAKAHIRO, 2011).
O jidoka significa criar processos livres de defeito por melhorar
continuamente a capacidade do processo, as contenções (identificação e
contenção) e feedbacks (contramedidas) rápidos.
Para prevenir defeitos Shigeo Shingo inventou o conceito de poka –yoke
,que se refere a dispositivos simples, baratos e a prova de falha com a função de
reduzirem a sobrecarga física e mental do trabalhador verificando erros comuns,
tais como: pular etapas do processo, erros de processo, ajuste errado de peças,
peças faltando, entre outros (DENNIS, 2008).
Caso o objetivo seja atingir zero defeitos deve se observar os tipos de
inspeção:
Inspeção na fonte; Previne a ocorrência de defeitos, controlando as
condições que influenciam a qualidade na sua origem seja vertical
52
(ao longo do fluxo do processo)ou horizontal(dentro de uma
operação).
Auto– inspeção; Tem-se feedback rápido e trabalhador inspeciona
os produtos que ele próprio processa e tem inconveniente de ser
condescendente com produtos que deveria ser rejeitado e cometer
erros involuntários de inspeção, porém não é tão eficiente.
Inspeção sucessiva; Trabalhador inspeciona a operação anterior
antes dele processa esse produto e tem-se em torno de oitenta a
noventa por cento de redução do numero de defeitos em um mês.
Auto- inspeção reforçado; Feedback imediato reforçado com o uso
de dispositivos que automaticamente detectam defeitos ou erros,
atingindo a inspeção cem por cento e impedindo a ocorrência de
defeitos.
As funções de regulagem do poke-yoke podem ser:
Método de controle; Quando acionado a máquina para, havendo a
correção da falha. São três os tipos de poka yoke de controle: de
contato, de conjunto e das etapas.
Método de advertência; Neste caso soa alarme, luz ou mensagem é
acionada alertando o operador (SHINGO, 1996).
Para desenvolver um plano de melhoria de qualidade à longo prazo é
fundamental uma estratégia de jidoka baseada na capacidade do processo, no
envolvimento da equipe , no treinamento e conhecimento da equipe para fazer os
poke-yokes, além da utilização das ferramentas 5S,TPM para a implementação
do Lean é necessário um planejamento estratégico (hoshin) de melhoria contínua
para sustentação de todo o sistema.
O planejamento hoshin é o plano estrutural da produção Lean de curto e
longo prazo usado para identificar e tratar as necessidades administrativas e
desenvolver a competência dos colaboradores sendo alcançado com o
alinhamento dos recursos e aplicando-se os ciclos de PDCA para resultados
fundamentais (DENNIS, 2008).
O hoshin pode ser visto na Figura 17 como a busca da melhoria contínua.
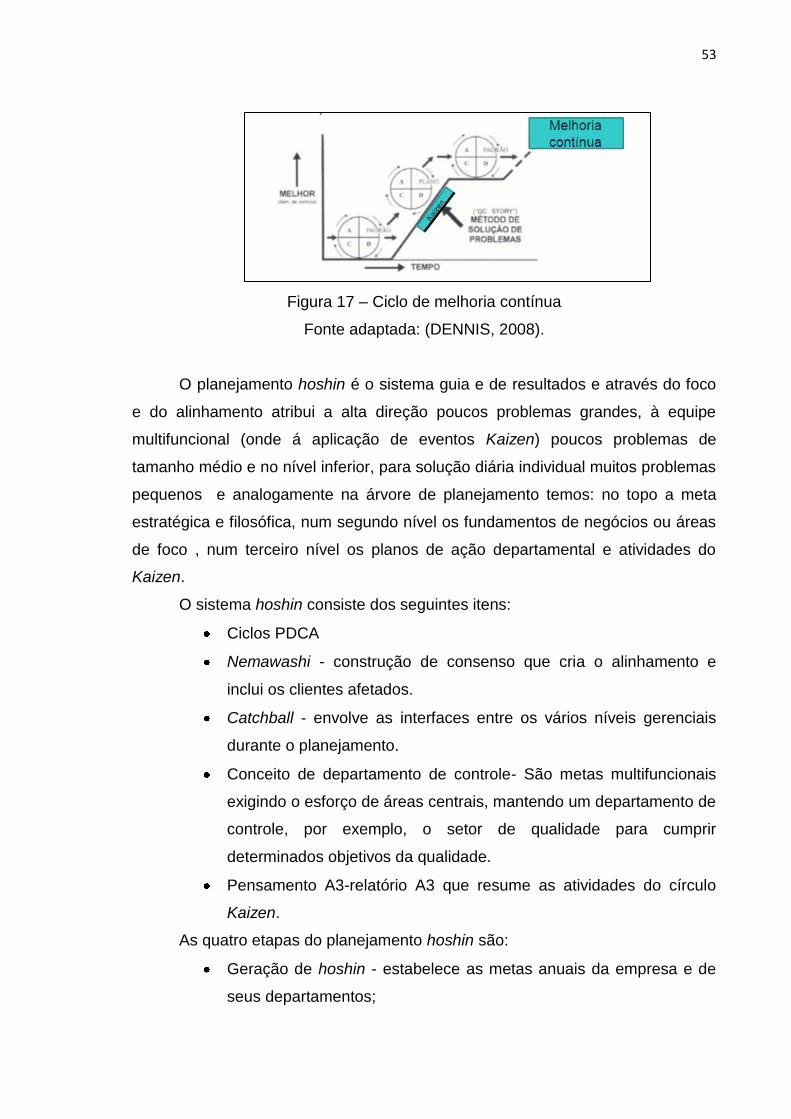
53
Figura 17 – Ciclo de melhoria contínua
Fonte adaptada: (DENNIS, 2008).
O planejamento hoshin é o sistema guia e de resultados e através do foco
e do alinhamento atribui a alta direção poucos problemas grandes, à equipe
multifuncional (onde á aplicação de eventos Kaizen) poucos problemas de
tamanho médio e no nível inferior, para solução diária individual muitos problemas
pequenos e analogamente na árvore de planejamento temos: no topo a meta
estratégica e filosófica, num segundo nível os fundamentos de negócios ou áreas
de foco , num terceiro nível os planos de ação departamental e atividades do
Kaizen.
O sistema hoshin consiste dos seguintes itens:
Ciclos PDCA
Nemawashi - construção de consenso que cria o alinhamento e
inclui os clientes afetados.
Catchball - envolve as interfaces entre os vários níveis gerenciais
durante o planejamento.
Conceito de departamento de controle- São metas multifuncionais
exigindo o esforço de áreas centrais, mantendo um departamento de
controle, por exemplo, o setor de qualidade para cumprir
determinados objetivos da qualidade.
Pensamento A3-relatório A3 que resume as atividades do círculo
Kaizen.
As quatro etapas do planejamento hoshin são:
Geração de hoshin - estabelece as metas anuais da empresa e de
seus departamentos;
54
Disposição de hoshin – estabelece metas e planos de nível inferior,
internamente e entre departamentos.
Implementação hoshin – consiste das atividades gerenciais
necessárias para implementar os hoshins que foram desenvolvidos
e envolvem aplicar os vários ciclos de PDCA.
Avaliação hoshin – avaliação do final do ano para analisar se os
processos e as metas foram alcançadas.
O PDCA é um dos itens principais do planejamento hoshin utilizados em
ciclos que requer sistemas gerenciais de apoio que tornem o status atual visível e
que gerem contramedidas (DENNIS, 2008).
A cultura organizacional Lean esta baseada na experiência da equipe e no
comportamento diário onde incluem aspectos como: PDCA, padronização,
gerencia visual, trabalho em equipe entre outros.
2.5- PDCA.
A filosofia Lean manufacturing, através do planejamento hoshin sugerem a
utilização das estratégias de melhorias que indicam dois caminhos Kaizen e
PDCA, que não são excludentes. É possível, por exemplo, recorrer a uma
estratégia e depois passar para outra. O importante é manter o foco no contínuo
monitoramento dos processos, através da utilização do ciclo de Deming (ciclo
PDCA ou PDSA) introduzido em 1954 a Associação Japonesa de Cientistas e
Engenheiros, onde o uso do PDCA pode ser descrito:
P (Plan = Planejar): Definir o que queremos, planejar o que será feito,
estabelecer metas e definir os métodos que permitirão atingir as metas
propostas. Inclui ir ao chão de fabrica ver in loco e ferramentas que nos
auxiliam, tais como, os cinco por quês e como;
D (Do = Executar): Tomar iniciativa, treinar, implementar, executar o
planejado conforme as metas e métodos definidos. Este contém o seu
próprio ciclo de PDCA para reforçar a importância do piloto e evitar lacunas
de competência de membros de equipe;
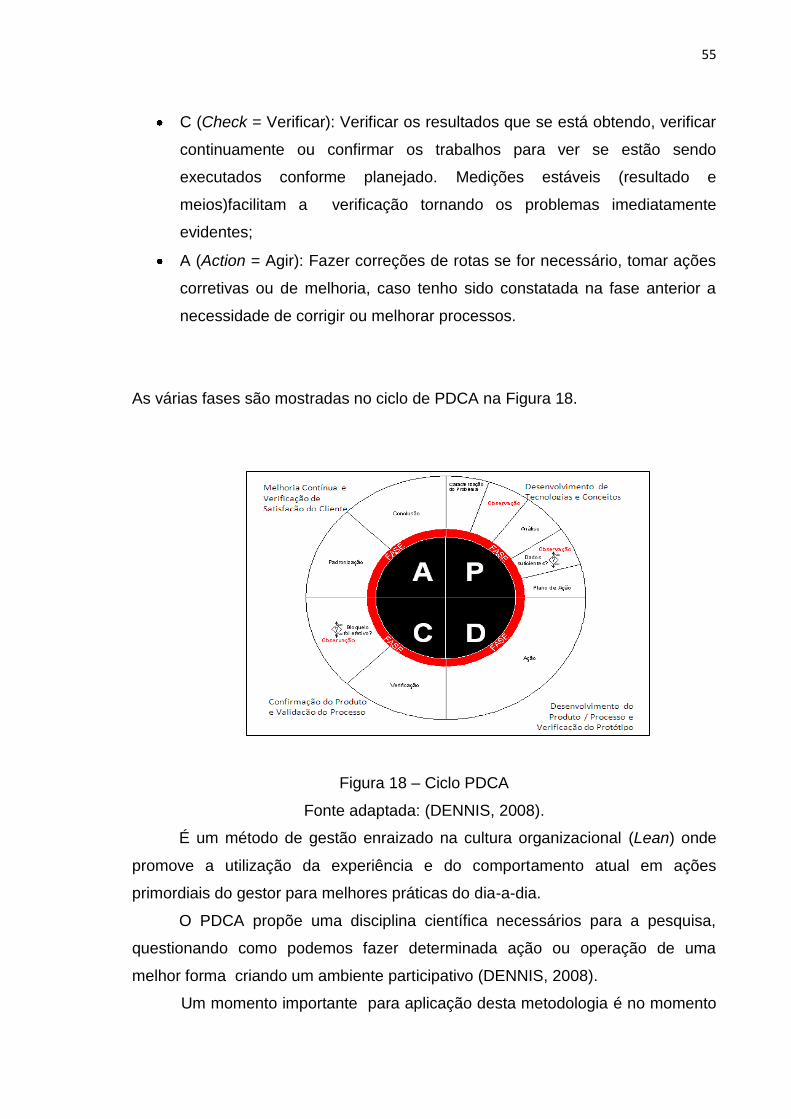
55
C (Check = Verificar): Verificar os resultados que se está obtendo, verificar
continuamente ou confirmar os trabalhos para ver se estão sendo
executados conforme planejado. Medições estáveis (resultado e
meios)facilitam a verificação tornando os problemas imediatamente
evidentes;
A (Action = Agir): Fazer correções de rotas se for necessário, tomar ações
corretivas ou de melhoria, caso tenho sido constatada na fase anterior a
necessidade de corrigir ou melhorar processos.
As várias fases são mostradas no ciclo de PDCA na Figura 18.
Figura 18 – Ciclo PDCA
Fonte adaptada: (DENNIS, 2008).
É um método de gestão enraizado na cultura organizacional (Lean) onde
promove a utilização da experiência e do comportamento atual em ações
primordiais do gestor para melhores práticas do dia-a-dia.
O PDCA propõe uma disciplina científica necessários para a pesquisa,
questionando como podemos fazer determinada ação ou operação de uma
melhor forma criando um ambiente participativo (DENNIS, 2008).
Um momento importante para aplicação desta metodologia é no momento

56
de surgimento de um novo produto (fase de projeto), onde se efetua os
calculados dos custos envolvidos. Um engenheiro especificará materiais e
processos conhecidos e custos em função de outros processos baratos e
eficientes. Isto reduz os riscos do projeto. As empresas que seguem essa
metodologia desenvolvem e reencaminham folhas de verificação para validar o
projeto do produto e utilizam este ciclo para delineamento do projeto .
No caso, de um lançamento de um novo produto, gera-se o PDCA, com o
objetivo de tornar acessível todas as informações (APQP,FMEAS, etc), e lições
aprendidas nos projetos e processos anteriores com o objetivo deste novo projeto
ser melhor que o anterior não recaindo em erros já ocorridos.
A procura por uma melhor produtividade no processo envolve um grupo
multifuncional e tem como objetivo garantir que o produto e processo sejam
desenvolvidos atendendo as expectativas do nível de qualidade que a empresa
espera e atenda todos os requisitos do cliente.
Para que ocorra um correto desenvolvimento desde o momento da
confirmação do ganho do projeto até o fechamento do projeto, aplicasse a
ferramenta Planejamento Avançado da Qualidade do Produto – APQP.
O APQP é um método estruturado que visa desenvolver um plano de
qualidade do produto que dê suporte ao desenvolvimento de um produto ou
serviço que irá satisfazer as exigências, necessidades e expectativas do cliente e
da empresa.
A meta do Planejamento Avançado da Qualidade do Produto é facilitar a
comunicação entre todos os envolvidos em assegurar que todas as atividades
foram completadas dentro do prazo. A realização do APQP depende do
compromisso da alta gerência da empresa com os esforços requeridos para se
atingir a satisfação do cliente.
No Planejamento avançado, os primeiros ¾ do ciclo se destinam ao
planejamento prévio da qualidade do produto através da validação do produto /
processo e a quarta parte é onde há a importância de avaliar os resultados que
tem duas funções: determinar se os clientes estão satisfeitos e dar suporte à
busca de melhoria contínua (inicia-se então um novo ciclo).
No caso, de uma melhoria de processo os mesmos princípios podem ser
utilizados, gera-se o PDCA, com o objetivo de tornar acessível todas as
57
informações (APQP, FMEAS, etc ) ,e lições aprendidas nos projetos e processos
anteriores com o objetivo deste novo processo ser melhor que o anterior não
recaindo em erros já ocorridos.
2.6- Kaizen
Após a Segunda Guerra Mundial, o Japão se encontrava com sérios
problemas econômicos. Os sindicatos conquistaram participação nos lucros da
empresa para os trabalhadores, como forma de um bônus pago além do salário
básico e além disso, nem imigrantes dispostos a trabalhar em más condições de
trabalho em troca de altos salários ou tampouco minorias com oportunidades de
emprego limitadas. Assim, nos anos 50, os japoneses retomaram as idéias da
administração clássica de Fayol e as críticas delas decorrentes para renovar sua
indústria e desenvolveram o conceito de aprimoramento contínuo, Kaizen. Essa
prática visa o envolvimento e engajamento do colaborador e promove o respeito
mútuo com a empresa .
Para evitar problemas sindicais e mal entendidos, com os princípios Lean,
no início de uma conversão é conveniente discutir a situação da empresa com o
grupo e uma vez que tiver-se chegado no número certo de fúncionários ,deve-se
comprometer com a garantia do emprego e manter se firme.
Kaizen é a melhoria incremental e contínua de uma atividade, focada na
eliminação de perdas (muda), de forma a agregar mais valor ao produto/serviço
com um mínimo de investimento (OHNO, 1997).
Kaizen é um processo cujo objetivo é o trabalho padronizado. Algumas
oportunidades óbvias são:
Defeitos recorrentes;
Avarias de máquinas ou WIP em excesso;
Sobrecarga (muri) ou falta de regularidade(mura);
Algumas seções auxiliam a encontrar oportunidades de Kaizen que são:
58
Diretrizes para a economia de movimentos; Os movimentos de mãos
devem ser simétricos, simultâneos e compactos o quanto possível.
Diretrizes para o layout e equipamento; Posicione as ferramentas e
materiais de forma conveniente.
Diretrizes para ferramentas e gabaritos; Use ferramentas
ergonômicas.
Os layouts podem ser encontrados normalmente em quatro disposições:
llhas (processos isolados);
Ilhas conectadas;
Ilhas conectadas com controle total de trabalho;
Células. As máquinas estão lado a lado. Uma peça é feita de cada
vez, passando para a próxima máquina, com estoque mínimo, após
o processamento.
Há inúmeros benefícios em trabalhar-se em célula que destacamos a
facilidade de comunicação, feedback de qualidade instantâneo, reduz o produto
em processo ou lead times e custos de operação menores e por último
treinamento mútuo (DENNIS, 2008).
A atividade do círculo Kaizen, ou KCA-Kaizen circle activity é uma das
atividades, aprimoradas nos anos 80, de envolvimento do colaborador além do
5S, TPM e trabalho padronizado. A meta explícita do envolvimento é melhorar a
produtividade , a qualidade,o custo, o tempo de entrega, a segurança e o
ambiente e a moral, através de:
A solução de problemas específicos; Exemplo: Instalação de poka-yoke,
redução de passos no layout, redução de setup, etc.
A redução de confusões; Exemplo: Gestão à vista, 5S.
A redução de risco; Exemplo: Reduzir a sobrecarga ergonomica,
etc.
Melhorar a competência dos membros da equipe.
Esta atividade oferece inúmeros benefícios, tais como: fortalecer a
habilidade e desenvolver a confiança entre membros da equipe, e atacar
problemas cruciais em grupos.
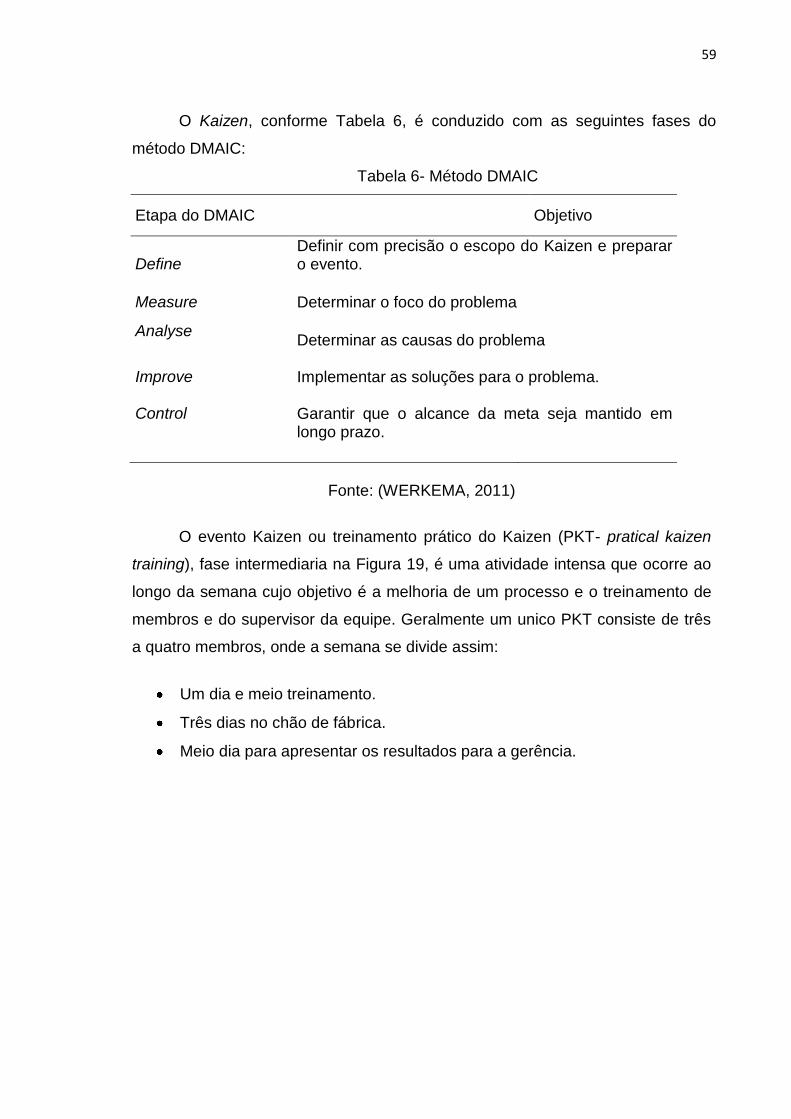
59
O Kaizen, conforme Tabela 6, é conduzido com as seguintes fases do
método DMAIC:
Tabela 6- Método DMAIC
Etapa do DMAIC Objetivo
Define Definir com precisão o escopo do Kaizen e preparar o evento.
Measure Determinar o foco do problema
Analyse Determinar as causas do problema
Improve Implementar as soluções para o problema.
Control
Garantir que o alcance da meta seja mantido em longo prazo.
Fonte: (WERKEMA, 2011)
O evento Kaizen ou treinamento prático do Kaizen (PKT- pratical kaizen
training), fase intermediaria na Figura 19, é uma atividade intensa que ocorre ao
longo da semana cujo objetivo é a melhoria de um processo e o treinamento de
membros e do supervisor da equipe. Geralmente um unico PKT consiste de três
a quatro membros, onde a semana se divide assim:
Um dia e meio treinamento.
Três dias no chão de fábrica.
Meio dia para apresentar os resultados para a gerência.
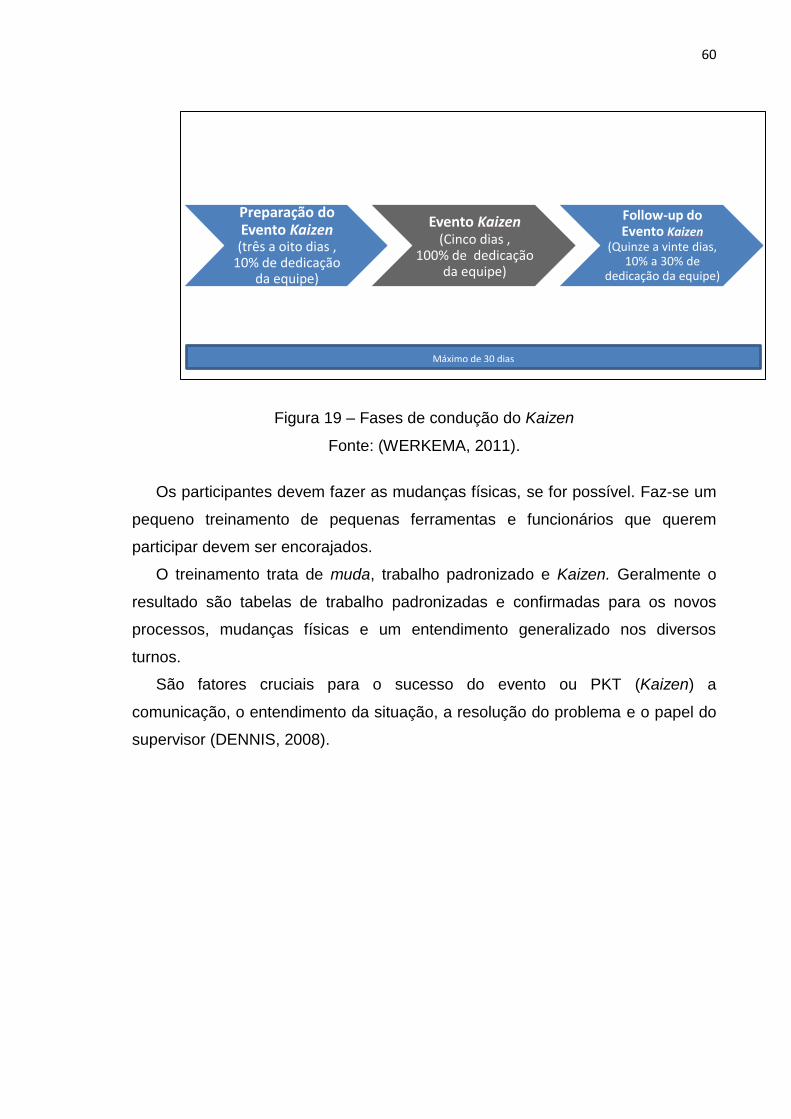
60
Figura 19 – Fases de condução do Kaizen
Fonte: (WERKEMA, 2011).
Os participantes devem fazer as mudanças físicas, se for possível. Faz-se um
pequeno treinamento de pequenas ferramentas e funcionários que querem
participar devem ser encorajados.
O treinamento trata de muda, trabalho padronizado e Kaizen. Geralmente o
resultado são tabelas de trabalho padronizadas e confirmadas para os novos
processos, mudanças físicas e um entendimento generalizado nos diversos
turnos.
São fatores cruciais para o sucesso do evento ou PKT (Kaizen) a
comunicação, o entendimento da situação, a resolução do problema e o papel do
supervisor (DENNIS, 2008).
Preparação do Evento Kaizen (três a oito dias ,
10% de dedicação da equipe)
Evento Kaizen (Cinco dias ,
100% de dedicação da equipe)
Follow-up do Evento Kaizen
(Quinze a vinte dias, 10% a 30% de
dedicação da equipe)
Máximo de 30 dias

61
2.6- SETUP-Troca rápida de ferramenta.
A Troca Rápida de Ferramentas (TRF) é uma metodologia que visa a
simplicidade nas preparações de máquinas e mais do que isso, a viabilidade na
produção de pequenos lotes.As vantagens na aplicação da TRF,entre outras
são:redução e em muitos casos eliminação de estoques intermediários entre
operações,redução do lead time,flexibilização da linha de produção frente as
mudanças inesperadas na programação,redução de sucata causada pelos ajustes
e diminuição do tempo de run-up, que é o tempo gasto a mais nas primeiras
peças produzidas pela necessidade de ajuste fino.
As técnicas existentes na TRF são interessantes na medida em que se
obtêm ganhos a partir das primeiras aplicações. A metodologia se estrutura de
forma que reduções graduais nos tempos, são conquistadas em cada estágio até
que preparações que eram executadas em horas, podem agora ser executadas
com unico digito de mínuto, Single Minute Exchange of Die( SMED).Conforme as
técnicas evoluem ,maiores reduções nos tempos são alcaçadas ,de maneira que
os setup´s passam a ser realizados em um único toque,One Touch Exchanhe of
Die(OTED)denomina-se os sistemas semi-automatizados que realizam os setup´s
abaixo de um minuto , e no seu maior grau de aprimoramento, o setup é realizado
em sistemas altamente automatizados, sem a necessidade de operadores, Non
Touch Exchange of Die (NOTED) (SHINGO S. , 2000).
A TRF possui três razões essenciais que contribuíram para sua
disseminação:
Reduções nos tempos de setup permitem a produção estritamente
necessária, no tempo necessário, com eliminação de estoques
anteriormente inevitáveis;
Técnicas rápidas e simples de troca de ferramenta eliminam a
possibilidade de erro nas regulagens ao mesmo tempo em que
reduzem o número de defeitos;
Expandem a capacidade das máquinas, adiando a compra de novos
equipamentos (HARMON & PETERSON, 1991).
62
Setup é o intervalo de tempo entre a produção da ultima peça com
qualidade do lote anterior até a saida da primeira peça boa do próximo lote
(KANNENBERG, 1994).
Setup podem ser divididos em dois grupos :
Setup interno – São as atividades que ocorrem enquanto a máquina
está parada.
Set externo- as operações que podem ser realizadas com a máquina
em funcionamento. Este corresponde ao principal fator que deve ser
desenvolvido nas preparações de equipamento ,pois não implica em
perda de tempo de produção. Mapear as atividades convertendo as
de setup interno para externo.
As técnicas existentes na TRF são interessantes na medida em que se
obtêm ganhos a partir das primeiras aplicações. A metodologia se estrutura de
forma que reduções graduais nos tempos, são conquistadas em cada estágio até
que preparações que eram executadas em horas, podem agora ser executadas
com unico digito de mínuto,Single Minute Exchange of Die( SMED).Conforme as
técnicas evoluem ,maiores reduções nos tempos são alcaçadas ,de maneira que
os setup´s passam a ser realizados em um único toque,One Touch Exchanhe of
Die(OTED)denomina-se os sistemas semi-automatizados que realizam os setup´s
abaixo de um minuto , e no seu maior grau de aprimoramento, o setup é realizado
em sistemas altamente automatizados ,sem a necessidade de operadores ,Non
Touch Exchange of Die(NOTED) (SHINGO S. , 2000).
Os principais beneficios oriundos da TRF são:
Redução dos tempos totais de fabricação;
Redução do tamanho dos lotes processados;
Aumento da taxa de utilização das máquinas;
Permiti envolvimento e motivação dos trabalhadores;
Produção de vários tipos de produtos em uma mesma jornada,
Redução dos custos de fabricação e redução dos tempos de entregas
de pedidos, atendendo assim mais prontamente à demanda do
mercado (MONDEN, 1994).

63
A diversidade de equipamentos em uma fábrica faz com que seja
necessário estabelecer alguns critérios para a implementação desta metodologia,
vide Figura 20, e dentro dos processos mais críticos o equipamento gargalo é
sem duvida a prioridade na aplicação das técnicas de melhoria, pois estas
melhorias atuam com possibilidade de solução para a restrição evitando assim a
necessidade de aquisição de novos equipamentos.
Estágio Preliminar: os conceitos de preparação interna e externa não
são distinguidos.
Desta forma, algumas preparações externas são realizadas com as
máquinas paradas o que implica em aumentar o tempo de preparação
desnecessariamente;
Estágio um - Separação da preparação interna da externa;
Estágio dois - Conversão das preparações internas em externas;
Estágio três - Simplificar os passos das preparações tanto internas
como externas. Os estágios dois e tres geralmente são realizados de
forma simultânea e não sequencial. Cabe ressaltar que enquanto o
estágio um depende essencialmente de melhorias organizacionais, os
estágios dois e três dependem de melhorias tecnológicas que,
potencialmente, envolvem custos superiores aos do estágio um.
Figura 20 – Metodologia TRF
Fonte adaptada: (SHINGO S. , 2000).

64
A TRF pode ser descrita como uma metodologia para redução dos tempos
de preparação de equipamentos, possibilitando a produção econômica de
pequenos lotes, possibilitando à empresa resposta rápida diante das mudanças
do mercado, exigindo baixos investimentos no processo produtivo.
Há cinco técnicas básicas que visam diminuir o tempo das operações de
setup interno, tratam se das operações em paralelo, utilização de fixadores
funcionais, eliminação dos ajustes,sistema de minimo multiplo comum e por ultimo
quando esgotadas as tentativas pelos métodos anteriores, a mecanização
(SHINGO S. , 2000).
O setup ainda reduz a incidência de erros na regulagem dos equipamentos
em função do contínuo aprimoramento da equipe.
•
65
3-METODOLOGIA CIENTÍFICA
Neste capítulo, há a descrição do planejamento experimental atendendo
aos preceitos da metodologia científica adotada do tipo pesquisa-ação onde é
caracterizada pelo estreito envolvimento entre pesquisador e demais envolvidos
no grupo para resolução de um problema ou objetivo coletivo, que seria implantar
os conceitos Lean Manufacturing para elevar a produtividade numa célula
produtiva.
Conforme sugere (COUGHLAN & COGHLAN, 2002,2005) este tipo de
pesquisa é utilizada quando a concepção e implementação são realizadas com
estreita associação com a resolução de um problema coletivo e a pesquisa-ação
compreende três fases principais:
Primeira fase-Estudo Preliminar;
Segunda fase-Ciclo de condução pelos seis passos;
Terceira (meta) fase-Monitoramento;
Está sendo citado durante o transcorrer da pesquisa a(s) analogia(s) das
fases citadas acima com o ciclo PDCA, ferramenta utilizada dentro dos conceitos
Lean.
3.1- Estudo preliminar
Esta fase visa o entendimento do contexto e do propósito ao qual estão
inseridos o pesquisador e a pesquisa estão inseridos, bem como o propósito da
condução deste trabalho.
Para que a implantação do Lean seja bem sucedida a empresa necessita
de uma preparação inicial, onde defina a estratégia que será utilizada para
difundir a forma e o conceito desta filosofia, proporcionando que aquele ambiente
de mudança gere cinergia, contribuindo de forma positiva ao sucesso do trabalho.
Com o objetivo de ter uma visão macro de todo o projeto, uma visita e
avaliação a fábrica ajudaram o coordenador de Melhoria Contínua a selecionar

66
esta célula como o melhor o local para o primeiro projeto. Essa primeira
experiência de Kaizen é importante porque se trata de uma oportunidade local de
concentrar a aprendizagem de todos na mesma área.
Foi sugerido como hipótese a aplicação do Kaizen nesta célula como o
elemento de delineamento e será usado como ferramenta para condução na
tratativa do aumento de produtividade na célula e uma reflexão pode ser
encontrada na conclusão (GIL, 2010).
Houve realização de seminário com o time multifuncional, inclusive o
pesquisador para discutir, abordar e valorizar o papel de cada um no grupo e a
importância e razões daquela pesquisa junto a alta direção.
Analogamente, no ciclo de PDCA, a primeira etapa (P)consiste na definição
do problema apresentando e esclarecendo aos envolvidos, principalmente
engenheiros e técnicos da área de manufatura e mensurando qual poderia ser a
contribuição que estes podem oferecer ao longo do processo de pesquisa.
3.2- Segunda Fase-Ciclo de condução dos 6 passos
Conforme sugere (COUGHLAN & COGHLAN, 2002,2005), numa segunda
fase este tipo de pesquisa –ação sugere a condução através dos seis passos
,porém inclui um detalhamento classificatório desenvolvido pelo pesquisador, que
seguem:
Coleta de dados;
Feedback dos dados;
Análise dos dados;
Plano de ação;
Implementação de ação;
Avaliação.
Analogamente, pode ser aplicado o ciclo de PDCA, ferramenta do sistema
Lean para acompanhamento deste trabalho, conforme Tabela 7.

67
Tabela 7 – Estruturação para melhoria do processo
Fonte: (Empresa X).
3.2.1 Coleta de Dados
Os dados são gerados por meio do envolvimento com o processo
organizacional, utilizando como meios os dados qualitativos, observação direta,
discussões e entrevistas e também dados quantitativos de relatórios e registros
operacionais (COUGHLAN & COGHLAN, 2002,2005).
Tendo como base as diretrizes originadas para a solução do problema,
com foco na demanda puxada do cliente foram realizados seminários e reuniões,
e a coleta de dados com observações foi efetuada diretamente no chão-de-fabrica
(gemba) com o objetivo principal de conhecer o local de trabalho das pessoas,
junto aos operadores da linha engenheiros, técnicos com conhecimento técnico
das maquinas e processos especificados e demais envolvidos gerando uma
avaliação e ambiente favorável para mudança com o propósito de atender aos
resultados.
O chão-de-fábrica é muito rico em informações e através de observações
de lacunas de produção, acúmulo de produto, tempos improdutivos (por exemplo
,aguardando empilhadeira),se o layout é amigável etc, além das pesquisas e

68
diálogos com os lideres e operadores podemos ter uma indicação/sugestão onde
poderíamos com maior facilidade atingir o objetivo.
Os dados foram levantados com base em históricos (downtime,
produtividade por célula) dos últimos meses e apresentado ao grupo de Kaizen
para discussão e análise de todos os envolvidos.
3.2.2 Feedback dos Dados
Conforme (COUGHLAN & COGHLAN, 2002,2005),os dados são
retornados para a organização visando disponibilizá-los para análise.
As informações, tais como, produtividade por operação e downtime foram
apresentada e estratificadas pelo pesquisador , e analisadas na próxima fase pela
equipe designada de engenheiros e técnicos com conhecimento técnico do
processo e/ou máquinas , onde esteve presente a alta direção e convidados,
durante a abertura da semana do Kaizen e onde na prática inclui-se também os
feedbacks informais obtida no dia-a-dia no chão-de-fabrica (MIGUEL, 2008).
3.2.3 Análise dos Dados
Neste estudo para aplicação do Kaizen para aumento da produtividade foi
realizada a análise conjunta e interpretação dos dados pelo pesquisador e
membros do time, verificando os índices de maior relevância na célula estudada.
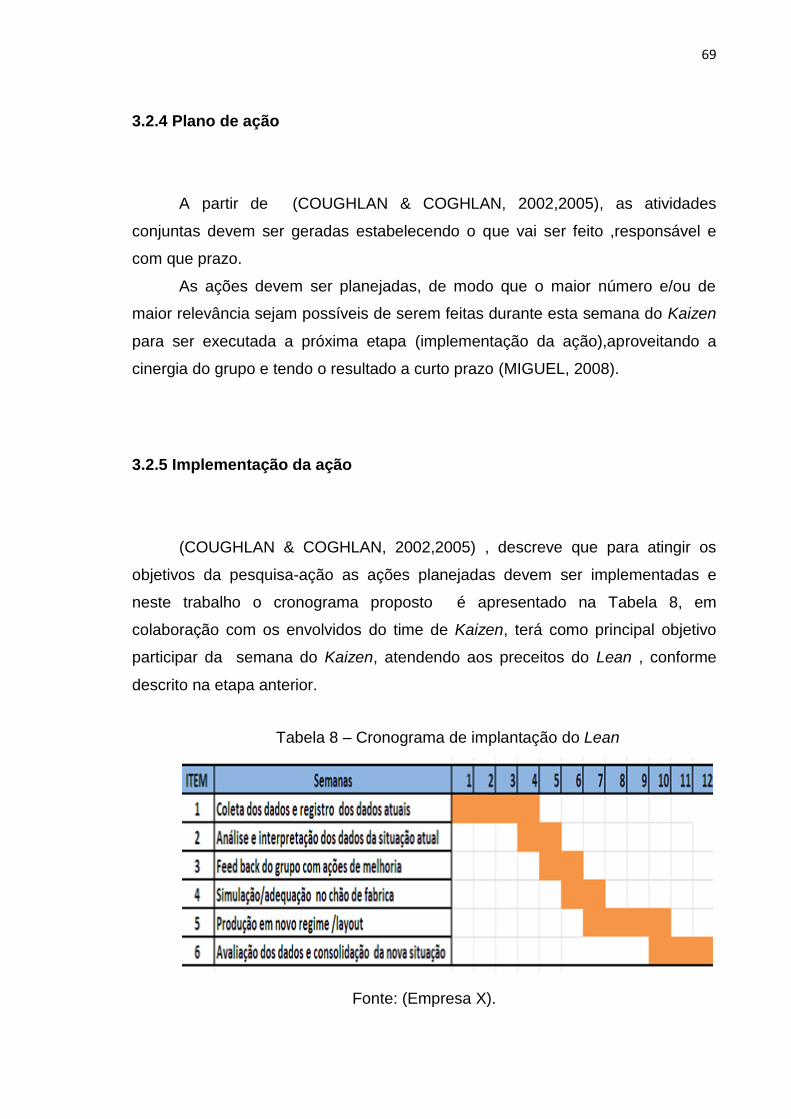
69
3.2.4 Plano de ação
A partir de (COUGHLAN & COGHLAN, 2002,2005), as atividades
conjuntas devem ser geradas estabelecendo o que vai ser feito ,responsável e
com que prazo.
As ações devem ser planejadas, de modo que o maior número e/ou de
maior relevância sejam possíveis de serem feitas durante esta semana do Kaizen
para ser executada a próxima etapa (implementação da ação),aproveitando a
cinergia do grupo e tendo o resultado a curto prazo (MIGUEL, 2008).
3.2.5 Implementação da ação
(COUGHLAN & COGHLAN, 2002,2005) , descreve que para atingir os
objetivos da pesquisa-ação as ações planejadas devem ser implementadas e
neste trabalho o cronograma proposto é apresentado na Tabela 8, em
colaboração com os envolvidos do time de Kaizen, terá como principal objetivo
participar da semana do Kaizen, atendendo aos preceitos do Lean , conforme
descrito na etapa anterior.
Tabela 8 – Cronograma de implantação do Lean
Fonte: (Empresa X).

70
3.2.6 Avaliação- Antes e depois do Kaizen
Nesta etapa há a descrição, análise e divulgação dos resultados esperados
ou não decorrentes da implantação das ações, feita pelo pesquisador e time do
Kaizen apresentando a alta direção, estendendo a demais projetos (MIGUEL,
2008).
A avaliação ocorrerá através da análise do processo antes e depois do
Kaizen com a utilização das ferramentas de Kepner/Tregoe e aprovação nos
testes de qualidade internos.
3.2.6.1 Testes de qualidade
Um dos critérios de avaliação, para liberação do novo processo é a
aprovação dos testes de qualidade conforme normas internas que é efetuado
após a saída da máquina sopradora, sendo somente liberado após a sua
aprovação pelos controles internos de qualidade.
Os testes de qualidades são:
Ensaios de impacto-queda e explosão (Drop e burst);
Ensaio de espessura e pesagem;
Ensaio dimensional;
Ensaio de qualidade de solda;
Ensaio de vazamento.

71
Figura 21 – Rack de tanques
Fonte: (Empresa X).
Para a realização dos ensaios mecânicos são utilizados tanques de
processo, que são acomodados em rack conforme Figura 21, numa maquina de
insulflamento chamada internamente de “burst test”(também chamado de teste
de explosão), gauge dimensional e maquina tridimensional (“CMM”) para
confirmar o seu dimensional após a sua contração e teste de soldabilidade onde é
realizado o teste de flower (corte da peça em 8 partes ,parecendo uma flor )sendo
verificado a eficácia da solda, utilizando critérios e práticas internas de controle.
A resistência ao impacto é uma das propriedades mais requisitadas para a
determinação do comportamento mecânico dos plásticos. A capacidade de um
material polimérico em absorver choques sem se romper, ou seja, a sua
tenacidade à fratura é um dos principais itens determinantes do sucesso ou
fracasso em uma determinada aplicação.
A utilização de parâmetros similares das condições de teste pode aumentar
a confiabilidade dos ensaios, embora a resistência ao impacto dependa de um
numero significativo de variáveis, dentre elas a temperatura de ensaio, velocidade
de impacto e a sensibilidade a entalhes dos corpos de prova.

72
Neste trabalho a resistência ao impacto foi avaliada através de ensaios do
tipo burst e drop test, onde em condição normal não pode haver ruptura do
tanque.
A espessura é uma das especificações mais importantes no caso do
tanque de combustível e está intrinsecamente ligada ao peso do produto. O peso
do produto é frequentemente pesado (100%) numa balança digital na saída da
sopradora onde mantem-se dentro dos limites de processo garantindo-se assim
um processo estável sem grandes variações nas propriedades mecânica
relacionada à resistência do material.
Os ensaios de espessura são feitos por amostragem, onde de hora em
hora é verificado a espessura mínima que deve ser três milímetros, conforme
plano de controle estabelecido com o cliente.
O ensaio dimensional é feito de 2 formas: A primeira é feita com frequência
horaria através da colocação do tanque nos poka-yokes ou gauges dimensionais
onde verifica as dimensões nos pontos especificados, conforme Figura 22 . A
segundo forma é através de máquinas tridimensionais que é feito a cada lote de
fabricação.
Serão comparados, uma peça da produção anterior e 2 amostras do novo
lote.
Figura 22 – Tanque de combustível no dispositivo de medição
Fonte: (Empresa X).

73
Após a conformação do tanque e espera do tempo de encolhimento ou
contração, o tanque é soldado em máquinas de soldas dedicadas aquela
aplicação ou modelo e após isto é submetido ao teste que chamamos teste de
solda ou flower test. O teste é feito cortando se o componente em oito partes no
formato de uma flor e verifica-se se houve o desprendimento do tanque em
relação ao componente soldado.
Esta técnica permite verificar se houve abaulamento ou deformações na
região da solda bem como se houve uma variação significativa de espessura
nesta região, conforme indicação na Figura 23.
Figura 23 – Localização para retirada de amostra para ensaio de solda
Fonte: (Empresa X).
Em condições normais não há rompimento de nenhuma pétala, conforme
Figura 24, fazendo-se uma torção de 90graus e havendo necessidade há o ensaio
microscópico para verificação da área de solda, vide Figura 25.
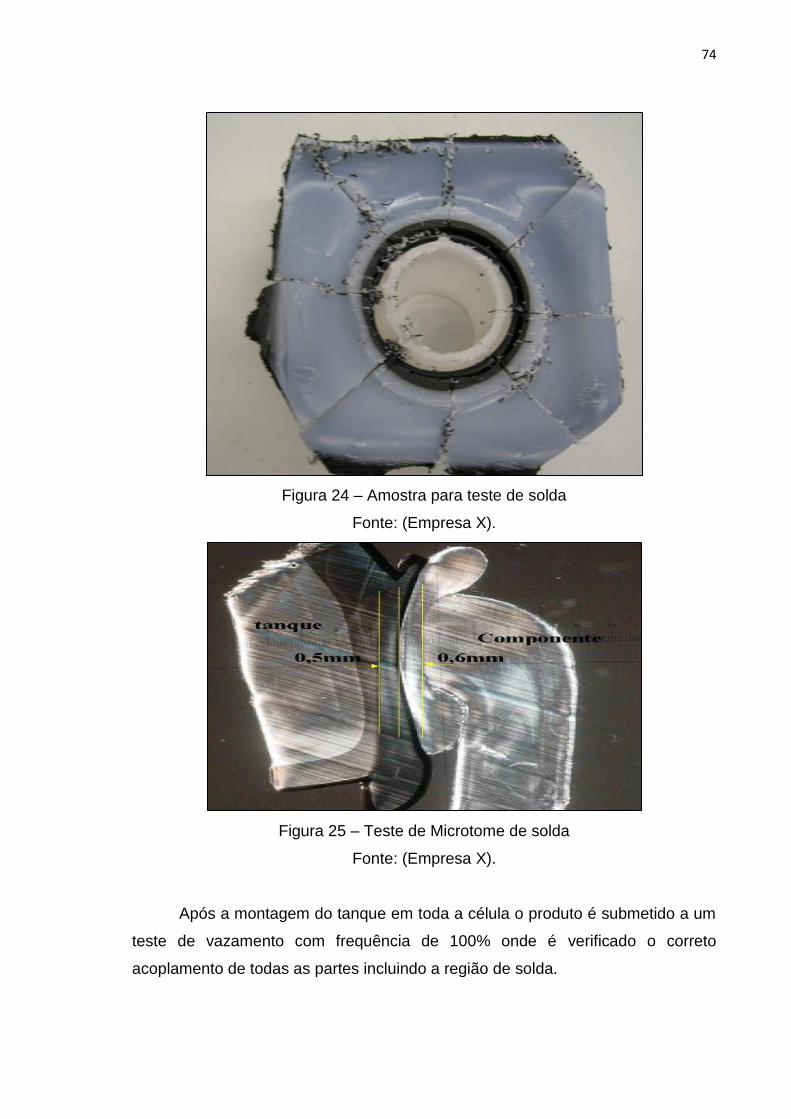
74
Figura 24 – Amostra para teste de solda
Fonte: (Empresa X).
Figura 25 – Teste de Microtome de solda
Fonte: (Empresa X).
Após a montagem do tanque em toda a célula o produto é submetido a um
teste de vazamento com frequência de 100% onde é verificado o correto
acoplamento de todas as partes incluindo a região de solda.
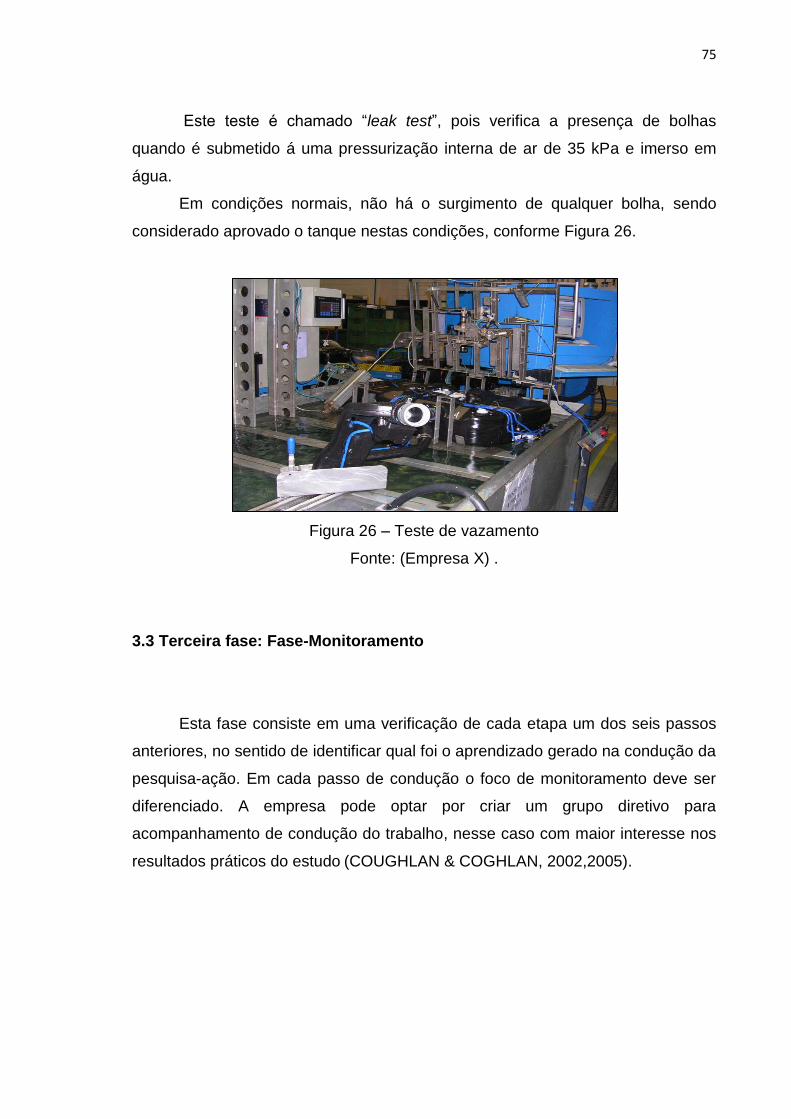
75
Este teste é chamado “leak test”, pois verifica a presença de bolhas
quando é submetido á uma pressurização interna de ar de 35 kPa e imerso em
água.
Em condições normais, não há o surgimento de qualquer bolha, sendo
considerado aprovado o tanque nestas condições, conforme Figura 26.
Figura 26 – Teste de vazamento
Fonte: (Empresa X) .
3.3 Terceira fase: Fase-Monitoramento
Esta fase consiste em uma verificação de cada etapa um dos seis passos
anteriores, no sentido de identificar qual foi o aprendizado gerado na condução da
pesquisa-ação. Em cada passo de condução o foco de monitoramento deve ser
diferenciado. A empresa pode optar por criar um grupo diretivo para
acompanhamento de condução do trabalho, nesse caso com maior interesse nos
resultados práticos do estudo (COUGHLAN & COGHLAN, 2002,2005).

76
3.4 Material e equipamento
O processo em estudo é composto de uma de célula de produção de
tanques de combustíveis plástico com o objetivo da implantação Lean e aumento
da sua produtividade.
A Figura 27 ilustra uma visão geral da célula em estudo, onde foi
destacada a localização da sopradora (máquina principal da linha) utilizada.
Figura 27 – Célula em estudo para aplicação do Kaizen
Fonte: (Empresa X).
A figura 27 no formato de esboço é uma atividade do time de Kaizen,
evidenciando a participação da equipe e originalidade do estudo e o mesmo
ocorre nas figuras 34 e 42.
A máquina principal da célula, utiliza para a fabricação dos tanques de
combustível o processo de moldagem por extrusão e sopro (como explicado no
capítulo anterior), chamada de sopradora 1, de coextrusão contínua da marca
alemã Krupp-Kautex, modelo KSB 260-COEX, fabricada em 1994, com simples
porta molde com seis extrusoras, podendo produzir peças até 260L.
Na Figura 28 pode-se observar uma foto do equipamento referido.

77
Figura 28 – Maquina Krupp Kautex –modelo KSB260-COEX
Fonte: (Empresa X).
Esta máquina é originalmente concebido para soprar tanques
multicamadas (COEX), havendo uma extrusora para cada tipo de material,
sendo possível a utilização de até 6 camadas, identificadas pelas letras: A, B, C,
D, E e F, respectivamente , conforme demonstrado na Figura 6.
O produto analisado foi produzido por apenas um tipo de plástico
polietileno de alta densidade (PEAD), utilizando o material GM7746, fabricado
pela petroquímica Ipiranga, utilizando apenas as extrusoras A, B e C. Foi utilizado
também, em menor quantidade, o pigmento de negro de fumo da marca Cromex ,
na proporção de 0,05%, e 99,5% de polietileno na camada externa.
O produto soprado possuía um peso da ordem de 5,800 quilogramas,
sendo que a mangueira de fundido (parison) possuía um peso da ordem de 8,900
kilogramas, incluindo duas peças de excesso chamadas de flash (inferior e
superior). Será apresentado, amostras do novo processo com as suas variações,
posteriormente. A espessura de parede do produto soprado varia entre 3 e 9 mm,
dependendo da região avaliada.
Na Figura 29 é ilustrado um tanque após a saída da sopradora, sem as
rebarba superior e inferior e com a usinagem da unidade de envio usinada.

78
Figura 29 – Tanque de combustível em polietileno de alta densidade(PEAD)
Fonte: (Empresa X).
O tanque vai para a máquina de resfriamento onde é imerso em água
gelada para auxiliar no seu resfriamento e armazenado em racks e em seguido
são encaminhadas para as maquinas de solda.
Figura 30 – Máquinas de solda (Downline) de componentes plástico da KVT
Fonte: (Empresa X).
79
O processo de solda foi executado numa máquina da marca canadense
KVT, modelo 22194, fabricada em 1996 e sendo feito retrofiting no Brasil pela
EISA automação.
Conforme mostra a Figura 30, esta máquina possui duas estações de
solda, identificadas como estação 1 e 2, onde são soldadas os componentes,
também de polietileno de alta densidade com um sistema de placa de
aquecimento .
Destacamos aqui os principais equipamentos desta célula que é constituída
sequencialmente os seguintes equipamentos:
Sopradora
Resfriamento
Máquinas de solda
Montagem de módulo
Teste elétrico
Montagem das mangueiras
Teste de estanqueidade
Montagem do chicote elétrico
Care 1
As amostras foram produzidas conforme discutido e análise feito pela
equipe do Kaizen baseadas na condição de produção com os parâmetros visando
a nova produtividade , sendo que os dados necessários foram obtidos de
relatórios de manutenção, processo e produção, bem como de manuais técnicos
das máquinas utilizadas.
80
4-RESULTADO E DISCUSSÃO
4.1- Empresa X – Apresentação e implantação Lean
Este trabalho foi desenvolvido numa célula de produção de uma empresa
multinacional, localizada no Vale do Paraíba, no ano de 2005, com
aproximadamente 300 funcionários nesta unidade. A empresa, a qual será
nomeada X, é líder mundial em sistemas de armazenagem e distribuição de
fluídos com:
US$ 2,6 bilhões em vendas em 2005;
Cerca de 21000 empregados;
Mais de 150 instalações, em 29 países, em 5 continentes, incluindo
fábricas-satélites de atendimento ao cliente, possibilitando o serviço “just-
in-time”;
QS 9000 – em mais de 60 instalações;
ISO 14000 – em 15 locais;
ISO 9000 – em mais de 40 instalações;
Na Figura 31 são apresentadas as principais aplicações das peças
fornecidas pela empresa.
Figura 31 – Líder mundial em armazenamento e sistema de entrega
Fonte: (Empresa X).
Nesta unidade produz dentre outros componentes em polietileno de alta
densidade (PEAD), através do processo de sopro-extrusão, para a indústria
automobilística.

81
Tanques de Combustível feito em polietileno de alta densidade, cuja função
principal é armazenar o combustível para a alimentação do motor, vide Figura 32.
Figura 32 – Tanque de combustível com detalhe da bomba
Fonte: (Empresa X).
Filler Pipe conhecido também como tubo de enchimento é ligado
diretamente ao tanque de combustível para o seu abastecimento, vide Figura 33.
Figura 33 - Tubo de enchimento em Polietileno
Fonte: (Empresa X)

82
4.2- Estratégia de implantação e definição de área
A alta direção juntamente com o coordenador de melhoria continua definiu
um planejamento estratégico, elegendo a área onde o trabalho de implantação
teria início, isto é, foi definida uma área piloto dentro da empresa, e a partir dos
resultados alcançados o trabalho seria multiplicado para outras áreas.
A implantação do Lean teve como foco principal uma das células de
combustível, o qual, assim como o processo de fabricação de tubos de
enchimento, possui as seguintes etapas básicas: sopro, solda e montagem.
A Figura 34 demonstra, em detalhes, o fluxo de produção do processo
estudado. A análise se concentrará principalmente na etapa de sopro e na célula
do produto demonstrado na Figura 35.
Figura 34 – Fluxo de produção anterior ao Kaizen
Fonte: (Empresa X).
Figura 35 – Tanque de combústivel plástico com aumento de demanda
Fonte: (Empresa X).
83
4.3- Aplicação do Kaizen
Lay-out estava congestionado interferindo no desempenho da linha,
tempos de parada (downtime) com índice acima da expectativa, bem como um
alto nível de rejeito (scrap), podem ser citados como as razões que motivaram a
empresa X a incentivar uma alteração do processo vigente e considerando o
Sistema Toyota de Produção, a ferramenta utilizada para a implantação do Lean
foram realizados os trabalhos de Kaizen.
Conforme conceito Lean, esta atividade foi denominada de Semana Kaizen
e dado continuidade ao que foi chamado de primeira fase-Estudo Preliminar,
conforme sugere Coughlan e Coghlan (2002,2005) na condução deste tipo de
pesquisa-ação.
4.3.1- Definição do problema e do grupo de Kaizen
Num primeiro instante foi montado um grupo para esta célula com objetivo
de implantação dos conceitos Lean e efetuar o primeiro Kaizen e num segundo
instante, disseminar o conhecimento e efetuar outros Kaizen em outras células
para obter ganhos, sejam eles de produtividade, qualidade, redução de estoque,
redução de setup ou outros ganhos que venham a alavancar os resultados da
empresa.
Sendo assim, foi definido o problema:
Linha Y – Produtividade média abaixo do especificado em torno 27
peças por hora.
Antes de iniciarmos é fundamental sabermos e compartilharmos com o
grupo que o objetivo esteja claro e nesta aplicação é: alcançarmos de forma
imediata a produção solicitada pelo cliente de 33peças por hora.
Para termos a máxima eficiência, traçamos como estratégia um método de
alcançarmos o nosso objetivo utilizando os doas caminhos indicados pela filosofia
Lean de melhoria contínua (PDCA e Kaizen ) desenvolvendo o espírito de equipe
e aprimorando as habilidades pessoais.
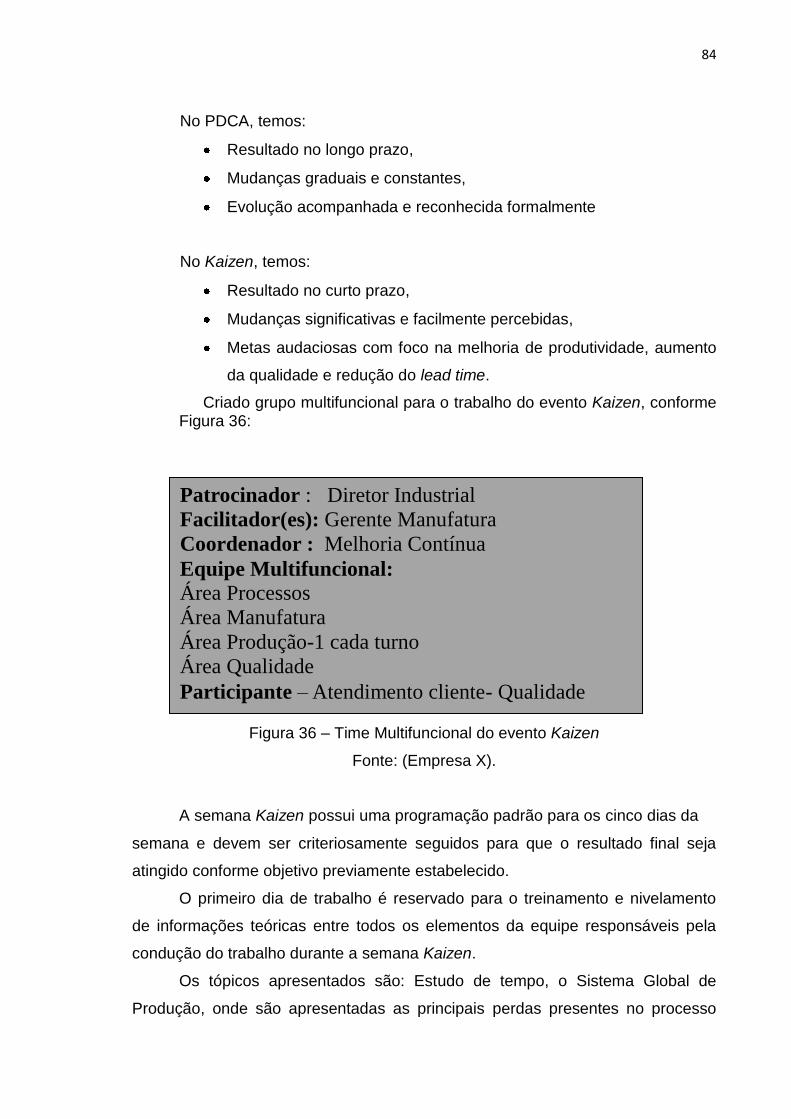
84
No PDCA, temos:
Resultado no longo prazo,
Mudanças graduais e constantes,
Evolução acompanhada e reconhecida formalmente
No Kaizen, temos:
Resultado no curto prazo,
Mudanças significativas e facilmente percebidas,
Metas audaciosas com foco na melhoria de produtividade, aumento
da qualidade e redução do lead time.
Criado grupo multifuncional para o trabalho do evento Kaizen, conforme Figura 36:
Figura 36 – Time Multifuncional do evento Kaizen
Fonte: (Empresa X).
A semana Kaizen possui uma programação padrão para os cinco dias da
semana e devem ser criteriosamente seguidos para que o resultado final seja
atingido conforme objetivo previamente estabelecido.
O primeiro dia de trabalho é reservado para o treinamento e nivelamento
de informações teóricas entre todos os elementos da equipe responsáveis pela
condução do trabalho durante a semana Kaizen.
Os tópicos apresentados são: Estudo de tempo, o Sistema Global de
Produção, onde são apresentadas as principais perdas presentes no processo
Patrocinador : Diretor Industrial
Facilitador(es): Gerente Manufatura
Coordenador : Melhoria Contínua
Equipe Multifuncional:
Área Processos
Área Manufatura
Área Produção-1 cada turno
Área Qualidade
Participante – Atendimento cliente- Qualidade

85
produtivo, as vantagens da produção puxada em relação a produção empurrada e
o , além do conceito de Kaizen, isto é, melhoria contínua, operações Standard e
ferramentas de operações Standard .
4.3.2- Análise da situação atual
No segundo dia começa o trabalho prático com a análise do processo atual
no local escolhido, onde é mapeado o fluxo atual de operações e processos, o
tempo gasto nas operações e os movimentos realizados. Também é apresentado
o conceito de 5S, isto é, os conceitos de segurança, organização e limpeza que
são indispensáveis para os trabalhos de Kaizen, observando:
Downtimes (tempos de paradas) - Foi analisado e apresentado a
estratificação e discutido em grupo;
O material foi obtido nos softwares de controle dos departamentos de
produção e manutenção num histórico aproximado de seis meses.

86
4.3.2.1- Downtime Na Figura 37 segue a estratificação da máquina gargalo, indicando
inicialmente um maior índice de ajustes mecânicos, seguido de ajuste de
processo e em seguida startup. Foi desmembrado o de maior índice para o
entendimento da situação.
Figura 36 – Análise do Downtine anterior ao Kaizen
Fonte: (Empresa X).

87
4.3.2.2- Estudo de Tempo
Na Figura 38 segue um modelo de ficha de tempo levantado em todas as
operações. Apesar do estudo de tempo, apresentar 34peças/hora esta máquina
de solda depende da máquina anterior (sopradora), que na ocasião produzia em
torno de 27peças/hora, situação semelhante ocorre nas demais máquinas da
célula.
Figura 38– Estudo de tempo anterior ao Kaizen
Fonte: (Empresa X).

88
4.3.2.3- Produtividade x Layout Pode ser observado na Figura 39, o ciclo atual da máquina considerando o
histórico de downtime e produtividade, nos últimos seis meses é em torno de 28
peças por hora, ou seja, sopra uma peça a cada 125 segundos.
Figura 39 – Produtividade e Layout anterior ao Kaizen
Fonte: (Empresa X).
Com base na análise do processo atual a equipe busca a formulação de
melhorias utilizando ferramentas como diagrama de Ishikawa, Brainstorming e
outras ferramentas visando identificar as atividades que não agregam valor e
eliminá-las.
Figura 40 – Analise da utilização da empilhadeira
Fonte: (Empresa X).
De posse das sugestões levantadas, inclusive o grau de utilização da
empilhadeira, vide Figura 40, e sugeridas pelo grupo iniciou-se a implantação das
melhorias.
89
4.3.3- Execução do plano de ação
No terceiro dia ocorre a continuação das implantações de melhorias onde
são realizadas as simulações, conforme as sugestões do grupo, medições dos
tempos, análise do fluxo e realização de outras melhorias adicionais.
Diversas ações foram atribuídas a vários departamentos e responsáveis
com prazos estabelecidos e uma ação que envolvia a participação do grupo
durante o evento Kaizen foi a produção de um lote inicial para confecção das
amostras inicias com os parâmetros sugeridos, conforme a Tabela 9 e soprado
com o material usual. Os 2 tanques inferiores na Figura 41 correspondem as
amostras do novo sopro e o tanque na parte superior ao sopro atual.
Tabela 9- parâmetros de processo do novo sopro de tanque de combustível
Parâmetro de Processo valores utilizados
Novo tempo de ciclo 105 s
Pressão de sopro 10 bar
Temperatura das Zonas 200 °C
Fonte: (Empresa X).
Figura 41 – Amostra de peças dos processos
Fonte: (Empresa X).
2 Amostras do novo processo
1 Amostra do processo anterior

90
4.3.3.1- Novo Layout após Kaizen Um novo layout, na Figura 42, foi confeccionado e testado pela equipe do
Kaizen, onde foram abordados os itens considerados essenciais pelo grupo tais
como, ergonomia, deslocamento, facilidade de abastecimento e outros e
posteriormente foi aprimorado pela equipe de processo, vide Figura 43.
Figura 42- Layout proposto elaborado pela equipe do evento Kaizen
Fonte: (Empresa X).
Figura 43- Novo layout de processo após evento Kaizen
Fonte: (Empresa X).
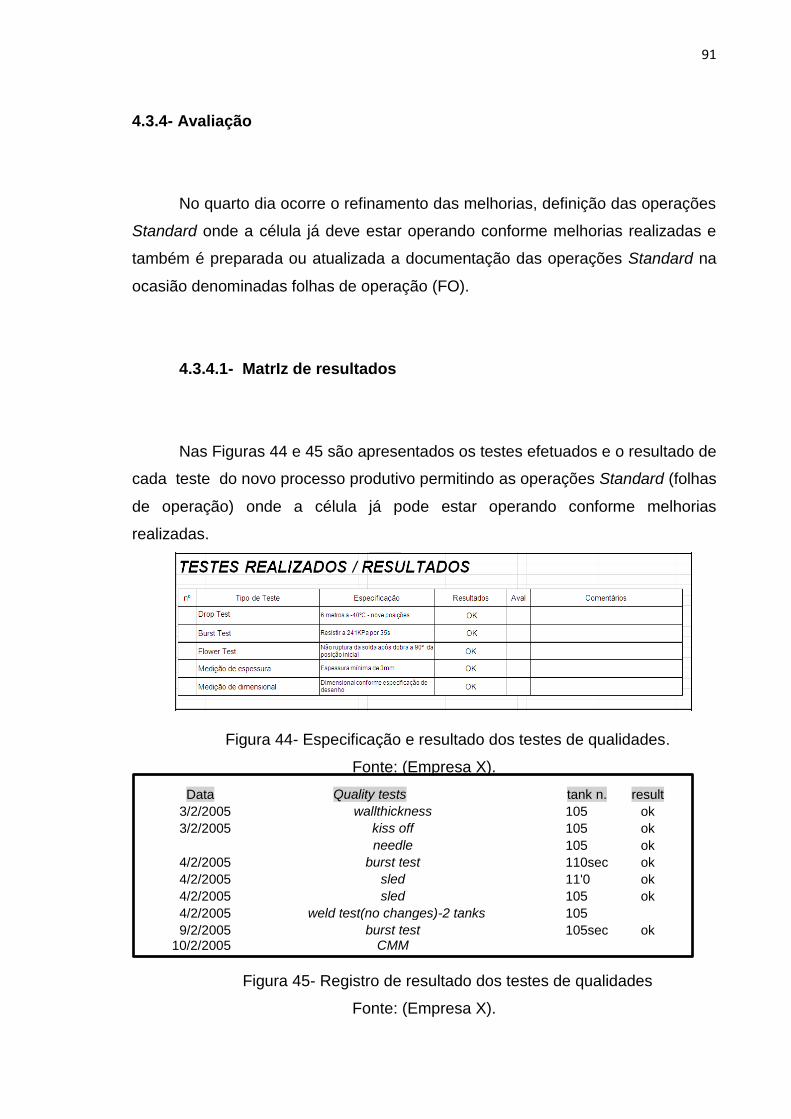
91
4.3.4- Avaliação
No quarto dia ocorre o refinamento das melhorias, definição das operações
Standard onde a célula já deve estar operando conforme melhorias realizadas e
também é preparada ou atualizada a documentação das operações Standard na
ocasião denominadas folhas de operação (FO).
4.3.4.1- MatrIz de resultados
Nas Figuras 44 e 45 são apresentados os testes efetuados e o resultado de
cada teste do novo processo produtivo permitindo as operações Standard (folhas
de operação) onde a célula já pode estar operando conforme melhorias
realizadas.
Figura 44- Especificação e resultado dos testes de qualidades.
Fonte: (Empresa X).
Data Quality tests
tank n. result
3/2/2005 wallthickness
105 ok
3/2/2005 kiss off
105 ok
needle
105 ok
4/2/2005 burst test
110sec ok
4/2/2005 sled
11'0 ok
4/2/2005 sled
105 ok
4/2/2005 weld test(no changes)-2 tanks
105 9/2/2005 burst test
105sec ok
10/2/2005 CMM
Figura 45- Registro de resultado dos testes de qualidades
Fonte: (Empresa X).

92
O teste dimensional das amostras do novo processo, apesar de apresentar
desvios (número menor de desvios nas amostras três e quatro do que a produção
no processo anterior), foi considerado aprovado pela equipe multifuncional,
avaliando-se a funcionalidade de cada medida, vide Tabela 10.
Tabela 10- Resultado dimensional do processo antigo e novo após Kaizen
( 105seg-amostras 03 e 04 )
Fonte: (Empresa X).
Figura 46- Amostra de variação de peso de tanque após evento Kaizen
Fonte: (Empresa X).
5650
5700
5750
5800
5850
5900
1150
1250
1350
1450
1550
1650
1750
1850
1 11 21 31 41 51 61 71 81 91 101111121131141151161171181191
Tank Weight Flash Weight
Tank
Production
Top Flash Bottom Flash Tank
Group #1 Group #3 Group #2
Choose 20 tanks

93
O controle do peso no novo processo foi registrado na Figura 46 e
controlado para analisar a adequação aos requisitos do cliente, onde temos os
pesos do top flash (rebarba superior), bottom flash (rebarba inferior), tank (peso
do tanque) que podemos observar na Figura 28.
Pelo ciclo do PDCA esta seria a etapa do controlar e analisar e estamos
observando que os produtos estão conforme, os procedimentos internos de
fabricação e atendendo a nova produtividade solicitada.
Figura 47- Registro de produção do novo processo após evento Kaizen
Fonte: (Empresa X).
Os resultados apresentados na Figura 47 evidenciam a produção no novo
regime de fabricação de tanques na máquina gargalo, permitindo dar um passo
adiante rumo à estabilização do processo numa produção continuada.
4.3.4.2- Análise de Kepner/Tregoe
Para auxiliar na análise do processo antes e depois foi utilizado o método
de Kepner/Tregoe conforme Tabela 11.
No quinto dia ocorre a apresentação do trabalho realizado pelo grupo com
a presença da diretoria da empresa, gerência e outros convidados. Após a
apresentação ocorre a visita a área onde ocorreu o trabalho.
Na parte superior da Tabela 11 há as premissas que os dois processos
deveriam atender, porém o quesito de produção mínima o processo atual não
atende, pois esperava- se 30 tanques por hora, nos fatores desejáveis foram

94
considerados itens destacados pela equipe onde se atribuía um peso para cada
fator multiplicando-se pela nota tendo então um total para cada item e abaixo um
total geral cada processo e comparando revelou uma melhoria significativa, além
dos diversos benefícios gerados e já citados pela implantação do Lean.
Tabela 11- Rendimento comparativo do antes e depois do evento Kaizen
Fonte: (Empresa X).
O envolvimento do grupo foi um dos itens de destaque deste trabalho que
já propuseram com o apoio da direção montar uma equipe de setup para análise
e redução do tempo dando continuidade ao ciclo de melhoria contínua, onde um
dos primeiros resultados desta nova equipe foi a redução de TRF – troca rápida
de ferramenta de 24 horas (3turnos) para um turno (8horas).

95
5-CONCLUSÃO
A partir dos estudos realizados neste trabalho foi possível concluir que o
produto gerado nas novas condições de processo tem propriedades
mecânicas semelhantes e características dimensionais e de soldabilidade
muito próximas das condições anteriores, podendo ser possível a sua
produção.
Em relação ao novo layout podemos observar que é mais amigável,
permitindo um menor deslocamento do operador e possível verificar também
que há uma melhor interface com os postos de trabalho, fruto da interação dos
operadores no grupo de trabalho.
Por fim conclui-se que os conceitos Lean e os métodos de melhoria
utilizados foram positivos, sendo possível atendermos ao aumento da
demanda do cliente, finalizando mais um ciclo de melhoria, tornando a equipe
mais participativa e se sentido útil ao grupo.

96
REFERÊNCIAS
BRAGATTO, L.A. (2005). Defeitos em peças plásticas-Causas e Soluções. Associação Brasileira de Engenharia Aeronautica, 1.
CAIO, e. a. (2008). Monografia de Graduação"Aplicação do lean manufacturing". Lorena: Escola de Engenharia de Lorena(EEL)-USP.
COUGHLAN, & COGHLAN. (2002,2005). Action research for operations management. International Journal of Operation.
DENNIS, P. (Julho/Setembro de 2008). Produção lean simplificada. Porto Alegre: Bookman.
DUPONT. (2012). Manual de moldagem por sopro. Acesso em 11 de Abril de 2013, disponível em plasticos.dupont.br.
GIL, A. (2010). Como elaborar projetos de pesquisa. São Paulo: Atlas.
GOMES, E. (2012). Lean maufacturing. Nei, 12.
HARMON, R. L., & PETERSON, L. D. (1991). Reinventado a fábrica: conceitos modernos de produtividade aplicados na prática. . Rio de Janeiro: Campus.
INGLEZ, L. (2008). "Análise do Processo de Solda de Tanques de Combustível Soprados através da Metodologia de Projeto Axiomático". Universidade de Campinas, 82p.
INVERNIZZI, G. (2006). O Sistema Lean de Manufatura aplicado em uma indústria deauto-peças produtora de filtros automotivos, Campinas, 2006. Trabalho Final de Mestrado Profissional-Universidade de Campinas(UNICAMP), 99 pgs.
KANNENBERG, G. (1994). Proposta de Sistematica para implantação de troca rápida de ferramentas. Universidade Federal do Rio Grande do Sul.
KRUPP, K. (1994). Manual de máquina de coextrusão. Bonn: Krupp Kautex.
LIKER, J. (2005). O modelo Toyota. Porto Alegre: Bookman.
MANRICH, S. (2005). Processamento de termoplásticos. São Paulo: Artliber Editora Ltda.
MCCRUM, N. G., BUCKLEY, C., & BUCKNALL, C. B. (s.d.). PRINCIPLES OF POLYMER ENGINEERING (2 Edição ed.). New York: Oxford University Press.
MICHAELI, e. a. (1995). Tecnologia dos plásticos (1 ed.). São Paulo: Edgard Blucher.
MIGUEL, P. (2008). Implementação do QFD para o desenvolvimento de novos produtos. São Paulo: Atlas.
MIGUEL, P. (2009). Implementação do QFD para o desenvolvimento de novos produtos. Atlas.
97
MONDEN, Y. (1994). Produção sem estoque:uma abordagem prática ao sistema de produção toyota. São Paulo: IMAM.
OHNO, T. (1997). Sistema Toyota de produção-Alem da produção em larga escala (1 Edição ed.). Porto Alegre: Bookman.
PELEGRINI, F. (2012). "Moldagem por Sopro: dependência e sincronia com outros processos". Trabalho de Conclusão de Curso (Graduação) – Faculdade de Tecnologia de Sorocaba “José Crespo Gonzales”, p. 35p.
POLISUL. (1995). Moldagem por sopro. Rio de Janeiro: Polisul.
RODOLFO, A., NUNES, L., & ORMANI, W. (2002). Tecnologia do PVC (1 Edição ed.). São Paulo: PróEditore / Braskem.
SHACKELFORD, J. (2005). Introduction to Material Science for Engineers. Pearson: Prentice Hall.
SHIMOKAWA, K., & TAKAHIRO, F. (2011). O Nascimento do Lean. Porto Alegre: Bookman.
SHINGO. (1996). O Sistema Toyota de Produção. Porto Alegre: Bookman.
SHINGO, S. (2000). Sistema de troca rápida de ferramenta. Porto Alegre: Bookman.
TEIXEIRA, E. (2012). http://www.artigonal.com/. Acesso em 23 de Abril de 2013, disponível em administracao-artigos/teoria-das-restricoes-e-lean-manufacturing-1065173.html.
THIOLLENT, M. (Abril de 2007). Metodologia da pesquisa-Ação (Vol. 31). São Paulo: Cortez.
THOMAS, J. E. (2004). Fundamentos de Engenharia de petróleo (2ª edição ed.). Rio de Janeiro: Interciência.
WERKEMA, C. (2011). Lean Seis Sigma. Rio de Janeiro: Campus.
WIEBECK, H., & HARADA, J. (2005). Plásticos de Engenharia Tecnologia e Aplicações. São Paulo: Artliber Editora.
WOMACK, J., & JONES, D. (1998). A mentalidade enxuta nas empresas. Rio de Janeiro: Campus.
WOMACK, JONES, & ROOS. (2004). A maquina que mudou o mundo. São Paulo: Nova.