UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
59
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA LUCAS BATISTA Aplicação de Regressão Múltipla na análise de variáveis do processo de fabricação de vergalhões em uma indústria de aço Lorena-SP 2015
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
LUCAS BATISTA
Aplicação de Regressão Múltipla na análise de variáveis do processo de
fabricação de vergalhões em uma indústria de aço
Lorena-SP
2015

LUCAS BATISTA
Aplicação de Regressão Múltipla na análise de variáveis do processo de
fabricação de vergalhões em uma indústria de aço
Monografia apresentada à Escola de
Engenharia de Lorena – Universidade de
São Paulo como requisito parcial para
obtenção de título de Engenheiro Industrial
Químico.
Orientador: Prof. Dr. Marco Antônio Carvalho
Pereira
Lorena-SP
2015
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Batista, Lucas Aplicação de Regressão Múltipla na análise devariáveis do processo de fabricação de vergalhões emuma indústria de aço / Lucas Batista; orientadorProf. Dr. Marco Antônio Carvalho Pereira. - Lorena,2015. 57 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaIndustrial Química - Escola de Engenharia de Lorenada Universidade de São Paulo. 2015Orientador: Prof. Dr. Marco Antônio Carvalho Pereira
1. Vergalhões. 2. Regressão múltipla. 3. Aço. 4.Laminação. I. Título. II. Pereira, Prof. Dr. MarcoAntônio Carvalho, orient.
AGRADECIMENTOS
A Deus pelo dom da vida, com muita saúde e felicidade, por sustentar a
minha fé e por me dar força todos os dias para enfrentar os novos desafios.
A minha mãe Terezinha de Fátima Cordeiro por ter deixado tudo para trás
para que esse momento fosse possível, por ser o meu porto seguro em todos os
momentos e por me inspirar a ser uma pessoa melhor a cada dia.
A minha irmã Carolina Cordeiro Batista pelo apoio e amizade nos momentos
difíceis.
Ao meu pai Júlio César Batista pelos conselhos, ajudas e ensinamentos.
Ao meu avô Deoclécio Batista, que foi meu herói e exemplo de homem.
A minha namorada Larissa Cassemiro Moreira, há cinco anos me apoiando e
ajudando em tudo o que preciso.
Aos meus amigos Bruno Mobile, Henrique Mosna, Guilherme Kubo, Roberto
Almeida e Samira Leite, que se fizeram presentes ao longo dos meus seis anos de
graduação e participaram dos melhores momentos.
Ao Prof. Dr. Marco Antonio, que, mais que um orientador paciente e
responsável, é um educador disposto, interessado e apaixonado pelo que faz; um
dos melhores que já tive o prazer de conhecer.
Ao Prof. Dr. Diego Pimenta, especialista em Planejamento de Experimentos,
pela ajuda na análise dos dados deste trabalho.
A todos os professores da Escola de Engenharia de Lorena da Universidade
de São Paulo, dos quais tenho muito orgulho, pelos ensinamentos e apoio.
E, por fim, agradeço aos meus mentores Chip Keim e Jim Hall neste projeto
na Empresa Alfa por toda ajuda que me deram, não só com o projeto em si, mas
também no dia-a-dia do trabalho.

RESUMO
Batista L. Aplicação de Regressão Múltipla na análise de variáveis do processo
de fabricação de vergalhões em uma indústria de aço. 2015 57 f. Projeto de
Monografia (Graduação) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2015.
Tendo em vista a enorme quantidade de material sucateado diariamente pela
Empresa Alfa durante a produção de vergalhões, o objetivo deste trabalho foi
analisar, por meio da ferramenta conhecida como Regressão Múltipla, a influência
do peso dos tarugos e da porcentagem de variação da massa nominal no
comprimento final dos vergalhões de aço no leito de resfriamento ao final do
processo de laminação. Para isso, foi utilizado o método de pesquisa experimental,
realizando-se experimentos com base na variação desses fatores, em barras de
diferentes diâmetros, dentro das especificações do processo. Os dados obtidos
foram então analisados com o uso dos softwares MS Excel e Minitab 17 e um
modelo matemático gerado para cada experimento, bem como um modelo global
que considera todos os resultados dos experimentos realizados. Uma vez que os
modelos gerados se aproximam dos valores reais, foi possível propor melhorias para
reduzir a geração de sucata no processo de laminação.
Palavras chave: vergalhões, Regressão Múltipla, aço, laminação.

ABSTRACT
Batista L. Application of Multiple Regression in the analysis of variables in the
rebar fabrication process in a steel manufacturer. 2015 57 p. Project Monograph
(Undergraduate) - School of Engineering of Lorena, University of São Paulo, Lorena,
2015.
Based on the large amount of material being scraped by the Company Alpha every
day, the main goal of this work was analyze, throughout the tool known as Multiple
Regression, the influence of specific factors in the length of steel rebar on the cooling
bed at the end of the rolling mill process. To do that, the experimental research
method was used, performing some experiments based on the variation of these
factors, by using different bar diameters, always in accordance with the process
specifications. Then, the data collected were analyzed with the MS Excel and the
Minitab and a mathematic model was generated for each experiment, as well as a
global model that considers all results from the performed experiments. Once the
generated models are close to the real values, it was possible to purpose some
improvements to reduce the scrap generation in the rolling mill process.
Keywords: rebar, Multiple Regression, steel, rolling mill.
LISTA DE TABELAS
Tabela 1 – Especificações americanas para vergalhões .......................................... 19
Tabela 2 – Características de barras de aço ............................................................ 20
Tabela 3 – Características de fios de aço ................................................................. 21
Tabela 4 – Resultados do Experimento 1 ................................................................. 31
Tabela 5 – Variáveis e Resposta do Experimento 1 para uso em Minitab ............... 34
Tabela 6 – Comparação entre o Comprimento medido e o calculado - Exp. 1 .......... 37
Tabela 7 – Resultados do Experimento 2 ................................................................. 38
Tabela 8 – Variáveis e Resposta do Experimento 2 para uso em Minitab ............... 44
Tabela 9 – Comparação entre o Comprimento medido e o calculado - Exp. 2 .......... 47
Tabela 10 – Variáveis e Resposta para criação de um modelo global ..................... 48
Tabela 11 – Comparação entre o Comprimento medido e o calculado - Global ...... 51
LISTA DE GRÁFICOS
Gráfico 1 – Variação do Comprimento dos Vergalhões vs. Variação da
Porcentagem de Variação de Massa Nominal ...................................... 33
Gráfico 2 – Variação da média dos Comprimentos dos Vergalhões vs. Variação da
média das Porcentagens de Variação da Massa Nominal por grupo .... 33
Gráfico 3 – Variação do Comprimento dos Vergalhões vs. Variação do Peso dos
Tarugos................................................................................................... 44
LISTA DE QUADROS
Quadro 1 – Comparação das Rotas de Produção de Aço........................................ 13
Quadro 2 – Detalhe da ABNT NBR 7480:2007......................................................... 19
LISTA DE FIGURAS
Figura 1 – Estrutura do alto forno e temperaturas operacionais................................ 15
Figura 2 – Esquema de usina semi-integrada para produção de aço........................ 17
Figura 3 – Esquema de uma usina integrada para produção de aço........................ 18
Figura 4 – Leito de resfriamento (marcação para barras de 36 mm de diâmetro) .... 28
Figura 5 – Leito de resfriamento (marcação para barras de 19 mm de diâmetro) .... 28
Figura 6 – Análise do Experimento 1 no Minitab ...................................................... 35
Figura 7 – Análise do Experimento 2 no Minitab ...................................................... 46 Figura 8 – Análise Global dos Experimentos 1 e 2 no Minitab ................................. 50
SUMÁRIO
1. INTRODUÇÃO ......................................................................................................... 10
1.1 CONTEXTUALIZAÇÃO ......................................................................................... 10
1.2 OBJETIVO GERAL ................................................................................................ 11
1.3 OBJETIVOS ESPECÍFICOS .................................................................................. 11
1.4 JUSTIFICATIVA .................................................................................................... 11
2. FUNDAMENTAÇÃO TEÓRICA .............................................................................. 13
2.1 PRODUÇÃO DE AÇO ........................................................................................... 13
2.1.1 Redução do minério de ferro .......................................................................... 14
2.1.2 Refino (aciaria) ............................................................................................... 16
2.1.3 Conformação (laminação)............................................................................... 17
2.2 NORMAS ASTM E ABNT PARA VERGALHÕES .................................................. 18
2.3 REGRESSÃO MÚLTIPLA ...................................................................................... 21
2.3.1 Modelo de Regressão Linear Múltipla ............................................................. 21
2.3.2 Análise de Variância (ANOVA) ....................................................................... 22
2.3.3 Coeficiente de Determinação Múltipla (R2) ..................................................... 23
2.3.4 Análise Residual ............................................................................................. 23
2.3.5 Multicolinearidade ........................................................................................... 24
3. MATERIAIS E MÉTODOS ...................................................................................... 25
3.1 A EMPRESA .......................................................................................................... 25
3.2 UNIVERSO E AMOSTRA ...................................................................................... 25
3.3 MÉTODO DE PESQUISA ...................................................................................... 26
3.4 EXPERIMENTOS .................................................................................................. 27
4. RESULTADOS E DISCUSSÃO .............................................................................. 30
4.1 EXPERIMENTO 1 – % VARIAÇÃO DA MASSA NOMINAL ................................... 30
4.2 EXPERIMENTO 2 – PESO DOS TARUGOS ......................................................... 37
4.3 ANÁLISE GLOBAL – EXPERIMENTOS 1 E 2 ....................................................... 48
4.4 LIÇÕES APRENDIDAS ......................................................................................... 52
5. CONCLUSÃO .......................................................................................................... 55
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................ 56
10
1. INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO
Conforme informações do Instituto Aço Brasil (2015), a Revolução Industrial
foi um importante marco na indústria do aço, uma vez que, com o desenvolvimento
das indústrias e de novas tecnologias, foram inventados fornos que tornaram
possível, além de corrigir as impurezas do ferro, adicionar elementos a ele, para
formar ligas. O aço é, basicamente, uma liga de ferro e carbono à qual adicionam-se
outros elementos para alcançar as propriedades desejadas no material, como
resistência ao impacto, ao desgaste, a corrosão etc. Dentre os elementos que se
adicionam ao aço para adquirir determinadas propriedades, pode-se citar cromo,
silício, manganês, fósforo, cobre, níquel, vanádio etc. Devido ao seu baixo custo e
suas propriedades, o aço é o metal mais consumido pela civilização industrial,
representando cerca de 90% de seu consumo.
A China, em 10 anos, passou de maior importador de aço a maior produtor
mundial, sendo sua produção mais que seis vezes maior que a do segundo maior
produtor mundial, o Japão. Nesta lista dos maiores produtores, os Estados Unidos
são o terceiro e o Brasil nono (ROMANO; LOURENÇO; OTTONI, 2014). Diante
deste cenário, destacar-se em um mercado tão competitivo no âmbito global exige
das empresas muitos estudos e investimentos, com o intuito de tornar os seus
processos mais baratos e mais lucrativos em comparação com as outras empresas.
No sentido de redução de perdas e custos, a utilização de ferramentas que
permitam analisar as fraquezas, bem como determinar oportunidades de melhorias,
se faz muito comum e essencial nos dias de hoje. A partir de ferramentas como a
Regressão Múltipla, as empresas podem otimizar seus processos de produção e,
desta forma, alcançar o objetivo de toda e qualquer companhia: aumentar o lucro.
Este trabalho foi desenvolvido em uma indústria multinacional de aço, em
planta localizada no estado do Tennessee, nos Estados Unidos. Trata-se de uma
usina semi-integrada, ou seja, que opera com refino e laminação, utilizando como

11
matéria prima para o seu processo sucata metálica, e produz exclusivamente aços
longos do tipo vergalhão.
1.2 OBJETIVO GERAL
Analisar a influência de determinados fatores na produção de vergalhões em
uma indústria de aço por meio da aplicação de Regressão Múltipla.
1.3 OBJETIVOS ESPECÍFICOS
- Analisar a influência da variação da massa nominal e do peso dos tarugos
no comprimento final dos vergalhões no leito de resfriamento;
- Identificar oportunidades de melhoria no processo de laminação da indústria;
- Redução custos por meio da redução de desperdícios;
- Propor melhorias de modo a aumentar a eficiência do processo.
1.4 JUSTIFICATIVA
Frente à enorme quantidade de material transformado em sucata diariamente,
o uso da ferramenta Regressão Múltipla permitirá a proposição de melhorias ao
processo de modo a reduzir os desperdícios e, assim, aumentar a eficiência do
processo. Com a implementação das melhorias, além dos benefícios à economia da
empresa, o dia a dia na linha de produção também será melhorado, uma vez que

12
menos material deverá ser coletado como sucata e, ainda, menos “barras curtas”
serão produzidas.

13
2. FUNDAMENTAÇÃO TEÓRICA
2.1 PRODUÇÃO DE AÇO
As plantas produtoras de aço são usualmente classificadas de acordo com
seu processo de produção, podendo ser usinas integradas ou usinas semi-
integradas. As usinas integradas realizam as três etapas básicas de produção de
aço: redução, refino e conformação mecânica, utilizando minério de ferro na forma
de hematita (Fe2O3) ou magnetita (Fe3O4) como matéria-prima. Já as usinas semi-
integradas operam apenas com refino e conformação mecânica, uma vez que
utilizam como matéria-prima ferro gusa, ferro esponja ou sucata metálica. O Quadro
1 compara os dois tipos de usina de acordo com suas principais características.
Quadro 1 – Comparação das Rotas de Produção de Aço
Fonte: ANDRADE; CUNHA; GANDRA, 2002.

14
2.1.1 Redução do minério de ferro
No processo de redução do minério de ferro, ocorre a transformação do
minério, a partir do uso de um agente redutor, obtendo-se o chamado primário. A
redução do minério pode ser conduzida por diversas rotas, como (CARVALHO;
MESQUITA; ARAÚJO, 2015):
redução em altos-fornos;
redução a partir de carvão vegetal como termorredutor;
produção de ferro esponja (ferro primário sólido) a partir do minério na forma
de pelotas ou granulado com uso de gás reformado como agente redutor;
produção de ferro primário através de fusão redutora.
Nas usinas integradas, o processo mais utilizado é a redução em alto-forno.
Pela parte inferior ar pré-aquecido em torno de 1000–1100 ºC é insuflado através de
tubos nas paredes do forno. Hoje em dia utiliza-se ar enriquecido com oxigênio puro
e úmido. A combustão exotérmica do carbono, presente no coque ou carvão vegetal
injetado pela parte superior, produz CO e fornece calor ao processo, podendo a
temperatura dentro do forno chegar à faixa de 1900–2000 ºC. No ponto mais baixo
do forno são formados ferro gusa fundido e escórias provenientes da reação de
calcário com a sílica presente no minério (GHOSH; CHATTERJEE, 2012).
As reações que ocorrem no alto forno podem ser classificadas da seguinte
maneira (GHOSH; CHATTERJEE, 2012):
Remoção da umidade das matérias primas
Redução do minério de ferro pelo CO
Gaseificação de carbono pelo CO2
Dissociação de CaCO3
Redução de FeO pelo carbono
Redução de outros óxidos de ferro pelo carbono
Combustão do carbono.

15
E, de acordo com informações do Instituto Aço Brasil (2015), os produtos do forno
são:
Ferro gusa fundido
Escória fundida
Gás à temperatura em torno de 200ºC, contendo CO, CO2, N2,
umidade e outras partículas.
Figura 1 – Estrutura do alto forno e temperaturas operacionais
Fonte: ISENMANN (2010).
Em determinados intervalos de tempo, o ferro e a escória, que apresentam
densidades diferentes (escória acumula sobre o ferro gusa), são retirados e o ferro
gusa fundido segue para a fase de refino.

16
2.1.2 Refino (aciaria)
Nesta etapa ocorre a conversão do ferro primário em aço líquido, podendo
nesta etapa ocorrer o “refino secundário”, que consiste na adição de elementos de
liga ou utilização de atmosfera controlada para conferir características desejadas ao
aço. Podem ser utilizados nesta etapa um dos três processos que serão
apresentados a seguir (CARVALHO; MESQUITA; ARAÚJO, 2015):
Conversor a oxigênio (LD/BOF), no qual é feita a redução dos teores de
carbono e outros elementos, como silício, enxofre e fósforo, no ferro gusa. A
redução é conduzida através da injeção de oxigênio em lanças de sopro.
Forno elétrico a arco (EAF – Eletric Arc Furnace), que consiste em um arco
elétrico formado entre eletrodos de grafita, ou entre os eletrodos e a carga
metálica, que fornece calor para a fusão de sucata de aço e de ferro gusa
primário. A etapa seguinte deste processo é a injeção de oxigênio por meio de
uma lança, que permite a reação de oxidação de carbono, e outros elementos
presentes, visando sua redução.
Forno Siemens-Martin (OH – Open Heart), processo baseado na utilização de
combustíveis como óleos e gás, ao invés de aquecimento elétrico como no
forno EAF. É o menos comum dos três tipos por apresentar baixa
produtividade e alto potencial poluidor, além de levar um tempo superior ao
dos conversores LD ou fornos EAF: 6-8 horas, enquanto os demais levam
apenas cerca de 15 minutos (SCHEID, 2014).
A transformação de ferro gusa em aço, tanto em processo do tipo LD como
em EAF, libera os gases monóxido de carbono (CO) e dióxido de carbono (CO2).
O aço líquido obtido por um dos métodos especificados acima é, então,
solidificado por meio do chamado lingotamento e segue para a etapa seguinte, a
conformação (CARVALHO; MESQUITA; ARAÚJO, 2015).

17
2.1.3 Conformação (laminação)
A etapa de conformação utiliza o material proveniente do lingotamento (no
caso da produção de vergalhões utilizam-se as barras de aço chamadas de tarugos),
que é, então, passado entre cilindros, quantas vezes forem necessárias até atingir a
espessura desejada. A diminuição da espessura se dá em função das forças de
atrito entre o material e os cilindros, sendo que, para que seja dúctil o suficiente para
poder ser laminado, o material é antes levado a um forno de reaquecimento para
que fique ao rubro. Diversos produtos podem ser obtidos por meio da laminação,
podendo ser planos, como chapas e folhas, ou longos, como fio, vergalhões, perfis e
tubos (CARVALHO; MESQUITA; ARAÚJO, 2015).
As figuras 2 e 3 apresentam, esquematicamente, os dois tipos de usinas
utilizadas para produção de aço: as integradas e as semi-integradas.
Figura 2 – Esquema de usina semi-integrada para produção de aço
Fonte: CARVALHO; MESQUITA; ARAÚJO, 2015.

18
Figura 3 – Esquema de uma usina integrada para produção de aço
Fonte: CARVALHO; MESQUITA; ARAÚJO, 2015.
2.2 NORMAS ASTM E ABNT PARA VERGALHÕES
Nos Estados Unidos, o órgão que regulamenta normas técnicas é a American
Society for Testing Materials – ASTM. A norma que cobre as especificações gerais
para vergalhões é a ASTM A615 – “Especificação padrão para barras deformadas e
planas de aço carbono comum para reforço de concreto”. Na Tabela 1 podem ser
observadas algumas dessas especificações do padrão americano para vergalhões.

19
Tabela 1 – Especificações americanas para vergalhões
Fonte: NAVAL EDUCATION AND TRAINING, 2001.
Já no Brasil, a norma da Associação Brasileira de Normas Técnicas - ABNT
que regula a produção de vergalhões é a NBR 7480 – “Aço destinado a armaduras
para estruturas de concreto armado – Especificação” (vide detalhe da norma no
quadro 2). Sobre os objetivos da norma, Barbosa explica, in verbis:
A norma fundamental que será aqui aplicada é a ABNT NBR 7480:2007 que estabelece os requisitos exigidos para encomenda, fabricação e fornecimento de barras e fios de aço destinados a armaduras para estruturas de concreto armado, com ou sem revestimento superficial. (BARBOSA, 2013, p35)
Quadro 2 – Detalhe da ABNT NBR 7480:2007
Fonte: BARBOSA, 2013.
20
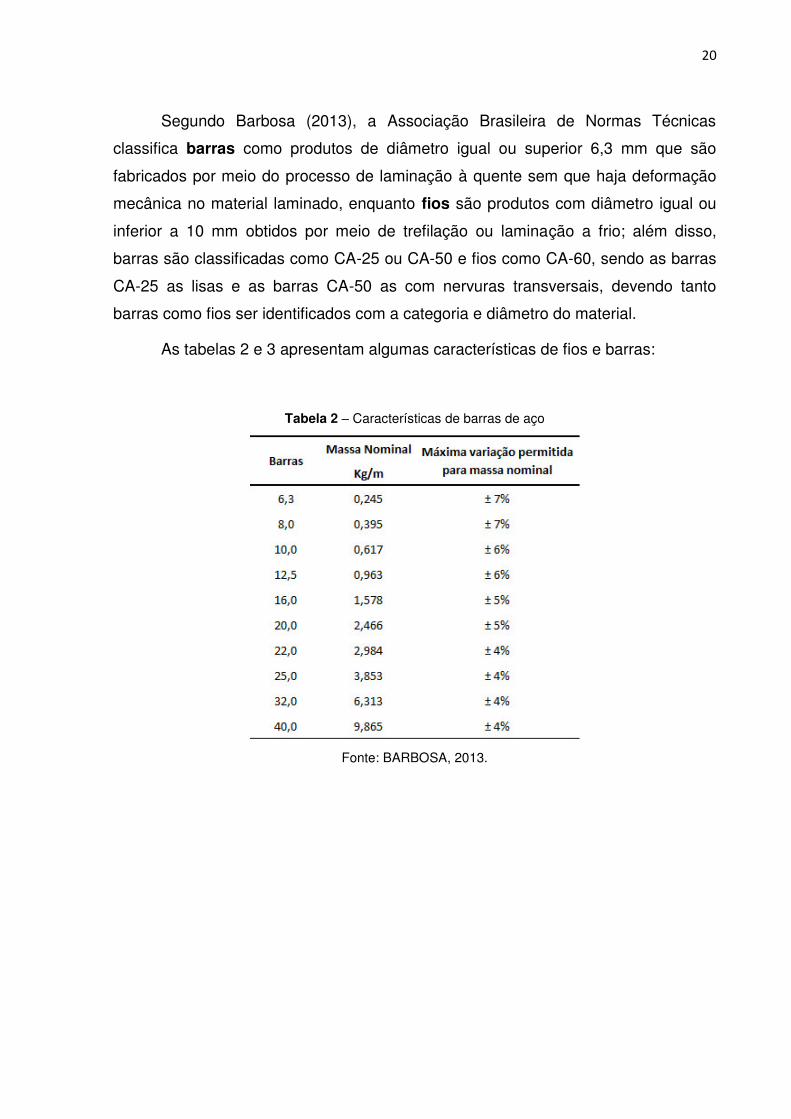
Segundo Barbosa (2013), a Associação Brasileira de Normas Técnicas
classifica barras como produtos de diâmetro igual ou superior 6,3 mm que são
fabricados por meio do processo de laminação à quente sem que haja deformação
mecânica no material laminado, enquanto fios são produtos com diâmetro igual ou
inferior a 10 mm obtidos por meio de trefilação ou laminação a frio; além disso,
barras são classificadas como CA-25 ou CA-50 e fios como CA-60, sendo as barras
CA-25 as lisas e as barras CA-50 as com nervuras transversais, devendo tanto
barras como fios ser identificados com a categoria e diâmetro do material.
As tabelas 2 e 3 apresentam algumas características de fios e barras:
Tabela 2 – Características de barras de aço
Fonte: BARBOSA, 2013.
21
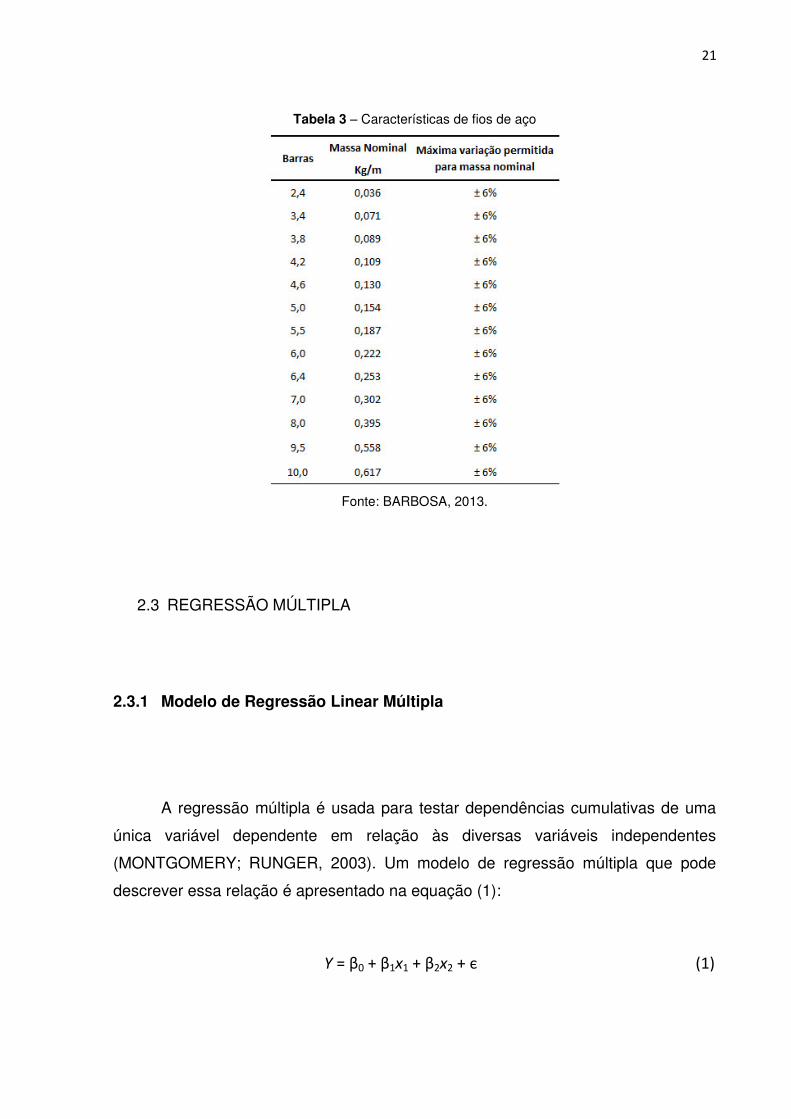
Tabela 3 – Características de fios de aço
Fonte: BARBOSA, 2013.
2.3 REGRESSÃO MÚLTIPLA
2.3.1 Modelo de Regressão Linear Múltipla
A regressão múltipla é usada para testar dependências cumulativas de uma
única variável dependente em relação às diversas variáveis independentes
(MONTGOMERY; RUNGER, 2003). Um modelo de regressão múltipla que pode
descrever essa relação é apresentado na equação (1):
Y = β0 + β1x1 + β2x2 + є (1)
22
Na equação (1), Y representa a variável dependente, x1 representa a
variável 1 (independente), x2 representa a variável 2 (independente) e є é o termo
erro aleatório. O termo “linear” é usado porque a equação é uma função linear dos
parâmetros desconhecidos β0, β1 e β2.
Segundo Montgomery e Runger (2003), modelos que incluem efeitos de
interação podem ser analisados pelos métodos de regressão linear múltipla. Uma
interação entre duas variáveis pode ser representada por um termo cruzado no
modelo, tal como mostrado na equação (2):
Y = β0 + β1x1 + β2x2 + β12x1x2 + є (2)
Os termos quadráticos e de interação nos modelos podem produzir uma
função formando uma curvatura, chamado modelo de 2ª ordem (MONTGOMERY;
RUNGER, 2003).
2.3.2 Análise de Variância (ANOVA)
A análise de variância pode ser usada para testar a significância da
regressão. Esse método divide a variância total na variável resposta em
componentes significantes como base para o teste e sua equação básica é
representada pela equação (3):
n _ n _ n
Σ (yi – y )2 = Σ (ŷi – y )2 + Σ (yi – ŷi)2 (3)
i=1 i=1 i=1
Os componentes medem, respectivamente, a quantidade de variabilidade em
yi, devida à linha de regressão, e a variação residual deixada sem explicação pela
linha de regressão (MONTGOMERY; RUNGER, 2003).
23
2.3.3 Coeficiente de Determinação Múltipla (R2)
O Coeficiente de Determinação Múltipla R2 é uma medida da quantidade de
redução na variabilidade de y, obtida pelo uso dos regressores X1 e X2, . . . , Xk e
consiste em um valor entre 0 e 1, ou seja, 0 ≤ R2 ≤ 1, fornecendo a medida
dimensional de quantidade do ajuste do modelo de regressão múltipla aos dados. Se
o valor de R2 for próximo de um, isso significa que as diversas variáveis X medidas,
são responsáveis quase que totalmente pela variabilidade de Y. Caso contrario, R2
apresentará um valor próximo a zero. A adição de uma variável ao modelo sempre
implicará em um R2 maior. Assim, modelos que tenham valores grandes de R2
podem resultar em previsões pobres de novas observações ou estimativas da
resposta média (MONTGOMERY; RUNGER, 2003).
A raiz quadrada de R2 é chamada de coeficiente de correlação múltipla entre
Y e o conjunto de regressores X1 e X2, . . . , Xk. Em outras palavras, R é uma medida
da associação linear entre Y e X1 e X2, . . . , Xk (MONTGOMERY; RUNGER, 2003).
2.3.4 Análise Residual
Ajustar um modelo de regressão requer várias suposições. A estimação dos
parâmetros do modelo requer a suposição de que os erros sejam variáveis
aleatórias, não correlacionadas, com média zero e variância constante. Testes de
hipóteses e estimação do intervalo requerem que os erros sejam normalmente
distribuídos. As premissas de normalidade, linearidade e homoscedasticidade dos
resíduos devem ser verificadas, o que pode ser feito através do exame do gráfico de
resíduos (MONTGOMERY; RUNGER, 2003).
24
Os resíduos de um modelo de regressão são ei = yi – ŷ0, i = 1, 2, ..., n, em que
yi é uma observação real e ŷi é o valor ajustado correspondente, proveniente do
modelo de regressão.
Ao avaliar um modelo, há vários fatores a considerar. Em termos gerais,
podem ser usados métodos estatísticos para medir a suficiência descritiva de um
modelo (ajustando-o aos dados e testando esses ajustes), como também sua
generalização e simplicidade (usando ferramentas de seleção de modelos). Porém,
a qualidade de um modelo também depende de sua interpretabilidade, de sua
consistência com outros e de sua plausibilidade global. Isso implica em julgamentos
inerentemente subjetivos, mas não menos importantes. Como sempre, não há
nenhum substitutivo para avaliações pessoais e para o bom-senso, pois é crucial
reconhecer que todos os modelos estão errados e uma meta realística de modelar é
encontrar um modelo que represente uma "boa" aproximação à verdade em um
senso estatisticamente definido (NAVARRO; MYUNG, 2004).
2.3.5 Multicolinearidade
Em problemas de regressão múltipla, esperamos encontrar dependências
entre a variável de resposta Y e os regressores Xj. Na maioria dos problemas de
regressão, no entanto, encontramos também dependências entre os regressores Xj.
Em situações onde essas dependências forem fortes, dizemos que existe
multicolinearidade. A multicolinearidade pode ter sérios efeitos nas estimativas dos
coeficientes de regressão e na aplicabilidade geral do modelo estimado
(MONTGOMERY; RUNGER, 2003).
Para medir a multicolinearidade no modelo, segundo Montgomery e Runger
(2003), utiliza-se o fator de inflação da variância (FIV) para βj conforme a equação
(4):
j = 1, 2, ..., k (4)
25
3. MATERIAIS E MÉTODOS
3.1 A EMPRESA
O presente trabalho foi desenvolvido em uma empresa multinacional de
grande porte, do setor siderúrgico, com mais de 110 anos de existência e presente
em 15 países em 4 continentes. A empresa produz aços longos e aços especiais
destinados aos setores da construção civil, indústria, agropecuária e automotiva.
O nome da empresa foi preservado por questões de privacidade e
segurança. Para tanto, ao longo do trabalho, a empresa em questão foi denominada
“Empresa Alfa” para facilitar as referências à mesma e preservar seu nome. Além
disso, alguns dados, considerados confidenciais, não serão divulgados em função
de acordo de confidencialidade celebrado entre este autor e a empresa.
Todos os testes e coleta de dados foram feitos em uma planta da empresa
nos Estados Unidos, país onde a empresa se mostra sólida e competitiva frente aos
seus rivais no setor da siderurgia.
3.2 UNIVERSO E AMOSTRA
O universo adotado para a realização dos testes foi a linha de Laminação de
aço para produção de vergalhões da “Empresa Alfa”, localizada em cidade dos
Estados Unidos.
As amostras consistem em lotes de vergalhões de diâmetros escolhidos de
acordo com as necessidades e facilidade de realização dos testes.

26
3.3 MÉTODO DE PESQUISA
O presente trabalho foi desenvolvido através da realização de diversos
experimentos, baseando-se na variação de fatores envolvidos no processo. Os
dados coletados foram analisados e, então, propostas de melhorias foram feitas para
o processo.
O método utilizado foi o experimental, variando-se determinadas variáveis do
processo e analisando-se a interferência delas na variável resposta do processo.
Com auxílio do Microsoft Excel e do Minitab foram geradas planilhas e realizadas
análises dos resultados. Com base nos dados e na fundamentação teórica, foram
identificadas oportunidades de melhoria que poderão ser implementadas para um
melhor rendimento do processo.
Segundo Silva, in verbis:
O experimento foi conceituado como o método de pesquisa explicativa em que o pesquisador intervém na amostra, impondo deliberadamente os níveis de uma ou mais características explanatórias com o propósito de derivar inferências referentes aos defeitos dessas características sobre características respostas. (SILVA, 2006)
Similarmente, Triviños explica:
A experimentação consiste em modificar deliberadamente a maneira controlada das condições que determinam um fato ou fenômeno e, em observar e interpretar as mudanças que ocorre neste último. O estudo experimental estabelece as causas dos fenômenos, determinando qual ou quais são as variáveis que atuam, produzindo modificações sobre outras variáveis. (TRIVIÑOS, 1987)
Em relação a etapa de coleta de dados, o experimento foi cuidadosamente
acompanhado e conduzido por quem o realiza para garantir que tudo seja realizado
dentro das condições preestabelecidas para o experimento e, ainda, levou-se em
consideração quaisquer ocorrências estranhas que pudessem interferir no
experimento. Prestou-se muita atenção à precisão e à exatidão dos processos de
mensuração para garantir a conformidade (SILVA, 2006).
27
Triviños (1987) explica que, in verbis:
O experimento exige um planejamento rigoroso. Em geral, as etapas de um processo de experimentação partem de uma exata formulação do problema e das hipóteses que permitem uma delimitação precisa das variáveis que atuam sobre o fenômeno, fixando com exatidão a maneira de controlá-las. A escolha do design apropriado é fundamental para o êxito do experimento. A seleção da amostra, de forma aleatória, é essencial para a formação dos grupos experimental e de controle. Por outro lado, a elaboração dos instrumentos para a coleta dos dados deve ser cuidadosa. Os instrumentos devem ser submetidos a repetidos ensaios para assegurar sua eficácia.
A precisão na análise dos dados é, também, de fundamental importância para
que se obtenha sucesso na proposição de melhorias para o processo. As
ferramentas e softwares utilizados foram os adequados às necessidades do
experimento. Segundo Silva (2006), os métodos e procedimentos estatísticos de
análise de dados que serão empregados devem ser apropriados aos objetivos do
experimento e, ainda, consistentes e coerentes com o experimento planejado.
3.4 EXPERIMENTOS
Foram realizados dois experimentos baseando-se nas variáveis
consideradas do processo. Em cada teste foi feito o acompanhamento de um
determinado número de tarugos desde a sua pesagem até a saída dos vergalhões
no leito de resfriamento.
A pesagem dos tarugos foi feita por balança localizada após o lingotamento.
Para determinar o Percentual de Variação da Massa Nominal cortou-se uma amostra
padrão de 3 ft do vergalhão, pesou-se a amostra e aplicou-se o cálculo mostrado na
equação (5).
(5)

28
onde a Massa Nominal é um valor padrão e tabelado de “peso por unidade de
comprimento” que varia de acordo com o diâmetro do vergalhão a ser produzido. A
resposta do experimento, ou seja, o comprimento do vergalhão, foi medida
visualmente por meio de fotografias no leito de resfriamento seguindo a metodologia
mostrada nas Figuras 4 e 5.
Figura 4 – Leito de resfriamento (marcação para barras de 36 mm de diâmetro)
Fonte: Arquivo pessoal
Figura 5 – Leito de resfriamento (marcação para barras de 19 mm de diâmetro)
Fonte: Arquivo pessoal

29
Ao lado do leito de resfriamento, como pode ser visto nas figuras 4 e 5, pôs-
se uma trena para que se pudesse comparar nas fotos tiradas o comprimento da
barra com as marcações da trena. Além disso, outras duas formas de medição foram
utilizadas: as indicações de comprimento do próprio leito de resfriamento e
marcações de 120 e 180 ft feitas com tinta branca nela. Para aumentar a eficiência
das medições, diversas fotos eram tiradas à medida que as barras chegavam no
leito de resfriamento para diminuir a chance de se confundir no momento de analisar
as fotos, uma vez que dezenas de barras passam pelo leito de resfriamento ao
mesmo tempo.
Algumas informações precisam ser destacadas para um melhor entendimento
dos experimentos:
As unidades de medida utilizadas são as locais (americanas), com exceção
dos diâmetros dos vergalhões que são apresentados em milímetros por
questão de normas técnicas. Portanto, a variável resposta (comprimento do
vergalhão) foi medida em pés (ft) e o peso dos tarugos em libras (lb).
Os vergalhões produzidos durante os testes foram os de 19 e de 36 mm de
diâmetro, que são dois tipos diferentes de barras (produtos diferentes), com
especificações diferentes e, além disso, quantidades diferentes de
vergalhões são produzidas por um mesmo tarugo quando se compara
diferentes produtos.
Especificações para 19 mm de diâmetro:
o 9 vergalhões são produzidos para cada tarugo laminado
o Comprimento do último vergalhão de cada tarugo: 180 ft
o Peso padrão do tarugo: 2382 lb. Massa nominal: 1,502 lb/ft.
Especificações para 36 mm de diâmetro:
o 3 vergalhões são produzidos para cada tarugo laminado
o Comprimento do último vergalhão de cada tarugo: 120 ft
o Peso padrão do tarugo: 2199 lb; Massa nominal: 5,313 lb/ft.
Para efeito de análise, somente a última barra de cada tarugo foi
considerada, uma vez que as demais são cortadas de forma padronizada e
automatizada e a última barra é a única que apresenta variação de acordo
com as variáveis do processo.
30
4. RESULTADOS E DISCUSSÃO
Serão apresentados a seguir, um a um, os resultados dos experimentos
realizados na Empresa Alfa. Lembrando que, como já mencionado anteriormente, o
valor da variável resposta utilizado para fins de análise é apenas o comprimento da
última barra de cada tarugo (valores destacados em negrito nas tabelas).
4.1 EXPERIMENTO 1 – % VARIAÇÃO DA MASSA NOMINAL
O primeiro experimento foi realizado utilizando-se vinte tarugos de um lote do
vergalhão de 36 mm, cuja massa nominal é igual a 5,313 lb/ft, e teve por objetivo
analisar a influência da variação do parâmetro “Porcentagem de Variação da Massa
Nominal” no comprimento dos vergalhões no leito de resfriamento. Para tanto, os
tarugos foram separados em 4 grupos, cada um com 5 tarugos. No Grupo 1
trabalhou-se com a regulagem padrão da linha de laminação da Empresa Alfa, que é
um valor teórico de 4,7%. Para o grupo o Grupo 2 efetuou-se uma regulagem em um
dos laminadores, deixando os cilindros mais distantes entre si para permitir um
aumento na Porcentagem de Variação da Massa Nominal em 0,5%, ou seja, o novo
valor teórico passou a ser 5,2%. Para o Grupo 3 o procedimento adotado foi
parecido, mas desta vez diminuindo a distância entre os cilindros de um dos
laminadores com o objetivo de tornar o valor teórico 0,5% menor que os 4,7%
iniciais; sendo assim, seu valor passou a ser 4,2%. Para ajuste do Grupo 4, os
cilindros do laminador foram aproximados ainda mais para se chegar a um valor
teórico de 3,7%.
É importante ressaltar que esses valores são apenas teóricos e que, na
prática, pode ser observada uma variação do esperado. Da mesma forma, os
tarugos que deveriam apresentar um peso de 2199 libras podem ser mais leves ou
mais pesados, ainda que o corte seja automatizado, pois o robô baseia-se no peso

31
do último tarugo cortado e a densidade não é necessariamente idêntica em todo o
material que passa pelo lingote. Os resultados obtidos no experimento são
apresentados na Tabela 4.
Tabela 4 – Resultados do Experimento 1 (Continua)

32
Tabela 4 – Resultados do Experimento 1 (Conclusão)
Fonte: Próprio Autor
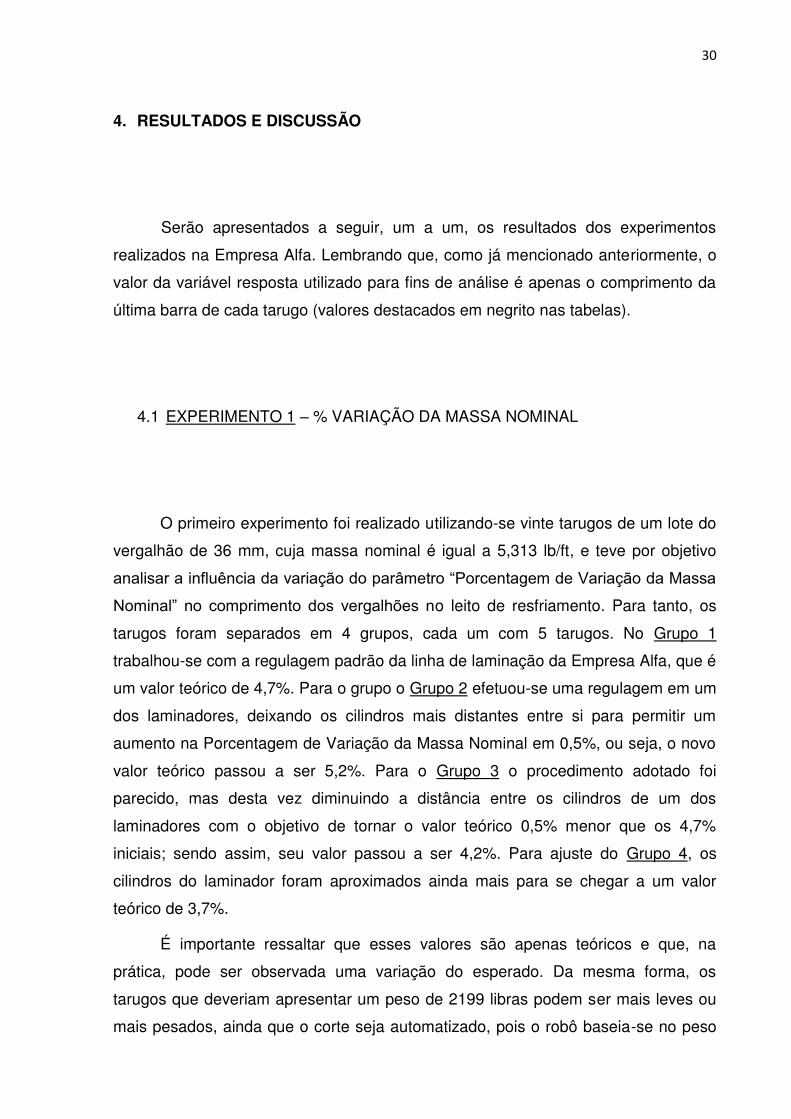
Os gráficos 1 e 2 foram construídos a partir dos dados da tabela 4. Estes
gráficos mostram como o comprimento dos vergalhões variam com a variação da
massa nominal. O Gráfico 1 apresenta os dados de todos os 20 tarugos do
experimento, enquanto o Gráfico 2 apresenta apenas os dados da média de cada
33
grupo. Os pontos fora da curva se explicam pelo fato de o comprimento depender
também de outros fatores, como peso dos tarugos e temperatura do forno de
reaquecimento, por exemplo. Mas de forma geral, pode ser observado que a prática
comprova a teoria, pois o comprimento dos vergalhões aumenta com o aumento da
variação da massa nominal. Em outras palavras, quanto menos massa houver por
“pé” de comprimento, para um mesmo diâmetro de barra, maior será o comprimento
do vergalhão.
Gráfico 1 – Variação do comprimento dos vergalhões vs. Variação da Porcentagem de Variação de Massa Nominal
Fonte: Próprio Autor
Gráfico 2 – Variação da média dos comprimentos dos vergalhões vs. Variação da média das Porcentagens de Variação da Massa Nominal por grupo
Fonte: Próprio Autor

34
Utilizando o software Minitab, realizou-se a análise dos dados obtidos de
modo a obter-se um modelo matemático que fizesse a previsão, o mais fiel possível,
da resposta Comprimento dos Vergalhões no leito de resfriamento a partir das
variáveis Peso do Tarugo e Porcentagem de Variação da Massa Nominal. Para
tanto, os resultados obtidos (Tabela 4) foram resumidos como mostra a Tabela 5,
que contêm apenas as variáveis e a resposta do modelo.
Tabela 5 – Variáveis e Resposta do Experimento 1 para uso em Minitab
Fonte: Próprio Autor
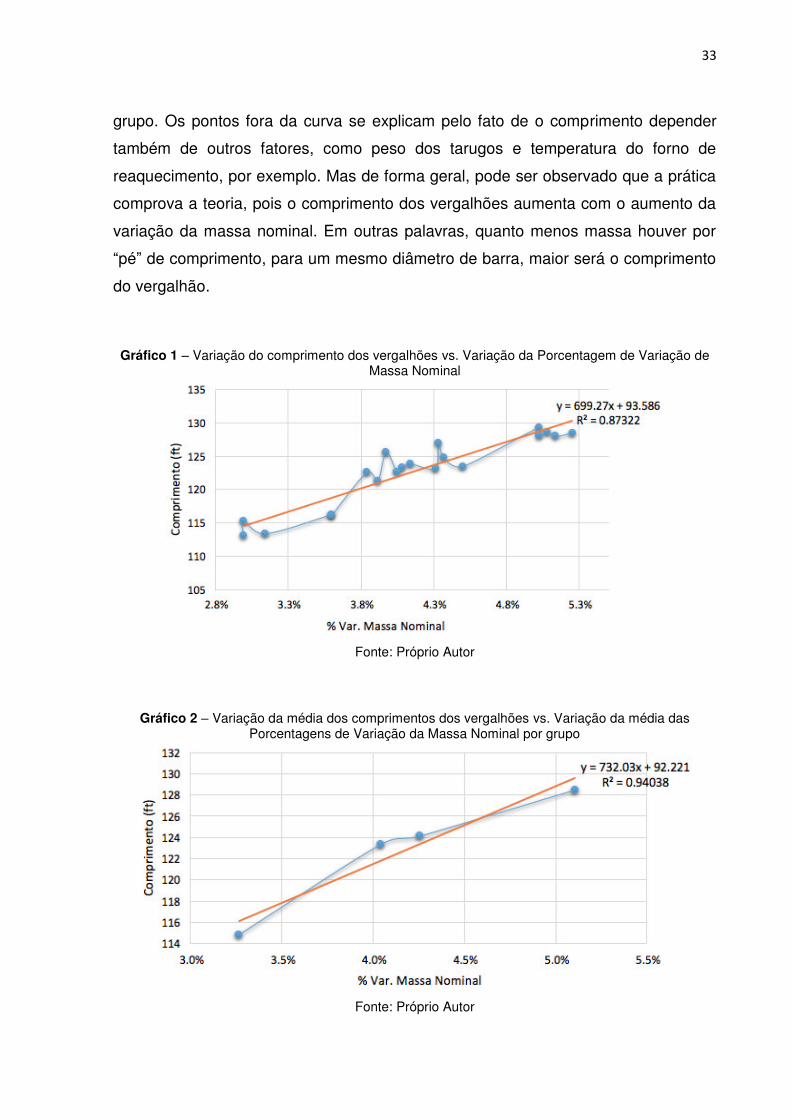
A figura 6 mostra os resultados da análise feita no Minitab destacando alguns
elementos importantes para a avaliação, bem como a equação matemática do
modelo em função das variáveis do experimento.
35
Figura 6 – Análise do Experimento 1 no Minitab
Fonte: Próprio Autor
O primeiro elemento importante que merece destaque na avaliação de um
modelo é o “p-value”. Para que os fatores analisados sejam influentes no modelo,
para 95% de confiança, é necessário que o valor de p-value seja menor que 0,05.
No experimento 1, como pode ser visto destacado em amarelo na Figura 6, apenas
a variável Porcentagem de Massa Nominal mostra-se influente. Além disso, é
importante que o “Fator de Inflação” (VIF) dos fatores não seja maior que 10, pois
isso indicaria problemas de multicolinearidade no modelo, ou seja, as variáveis, que
deveriam estar correlacionadas somente com a resposta, estão correlacionadas
entre si. Valores de VIF maiores que 10 impedem que o modelo faça previsões fiéis
à realidade. Em relação ao VIF (também destacado em amarelo na Figura 6), o
modelo pode ser considerado bom, uma vez que as duas variáveis apresentaram
valores inferiores a 10. O Coeficiente de Determinação Múltipla (R2) indica a
correlação do modelo. Valores de R2 inferiores a 70% indicam baixa correlação,
enquanto valores entre 70% e 90% indicam média correlação e superiores a 90%
alta correlação, ou seja, quanto mais próximo de 100% estiver R2 melhor. Sendo

36
assim este experimento, apesar de apresentar R2 próximo de 90% (85,86%), ele é
considerado de média correlação. Os fatos do Peso do Tarugo não ser influente e R2
ser inferior a 90% podem estar relacionados com diversos fatores, que vão desde a
confiabilidade do método de medição utilizado até aqueles que não puderam ser
controlados durante o experimento, como condições do forno de reaquecimento,
qualidade do aço utilizado etc.
Outro importante elemento que indica se há ou não erros de predição do
modelo é o teste de normalidade dos resíduos do modelo. Para que os resíduos
sejam considerados normais, o teste de normalidade deve apresentar um p-value
maior que 0,05.
Por fim, é importante analisar o quão fiel a equação matemática gerada
(equação 6) é em relação aos valores reais medidos no experimento.
(6)
Y = Resposta (Comprimento da última barra), ft
X1 = Peso do Tarugo, lb
X2 = Porcentagem de Variação da Massa Nominal
Pela Tabela 6 é possível perceber que o modelo matemático encontrado é
relativamente fiel aos dados experimentais. A maior diferença entre o valor calculado
e o valor medido foi de 3,63% e a média de todas as diferenças foi de 1,25%.
Considerando que a média dos comprimentos medidos experimentalmente é de
122,72 ft, 1,25% desse valor corresponde a apenas 1,52 ft de comprimento
(aproximadamente 46 cm). Levando em conta que se trata de um processo produtivo
não muito preciso e que, por tarugo laminado, aproximadamente 4 ft da barra
produzida vira sucata, o modelo encontrado pode ser considerado fiel à realidade e,
portanto, usado para uma possível otimização do processo.

37
Tabela 6 – Comparação entre o Comprimento medido e o calculado pelo modelo - Exp. 1
Fonte: Próprio Autor
4.2 EXPERIMENTO 2 – PESO DOS TARUGOS
O segundo experimento utilizou tarugos do lote para produção de vergalhões
de 19 mm de diâmetro, cuja massa nominal corresponde a 1,502 lb/ft, e seu objetivo
foi a analisar a influência dos parâmetros “Peso do Tarugo” e “Porcentagem de
Variação da Massa Nominal”, com suas variações normais, ou seja, não forçadas
(como foi feito no primeiro experimento), na variável resposta (comprimento dos
vergalhões no leito de resfriamento). Utilizou-se uma amostra ainda maior que a do
segundo experimento: 30 tarugos. Não houve, neste caso, ajuste nos cilindros do
laminador ou no comprimento de corte dos tarugos para forçar variação no peso.
Todo o experimento seguiu as condições normais de operação da Empresa Alfa e os
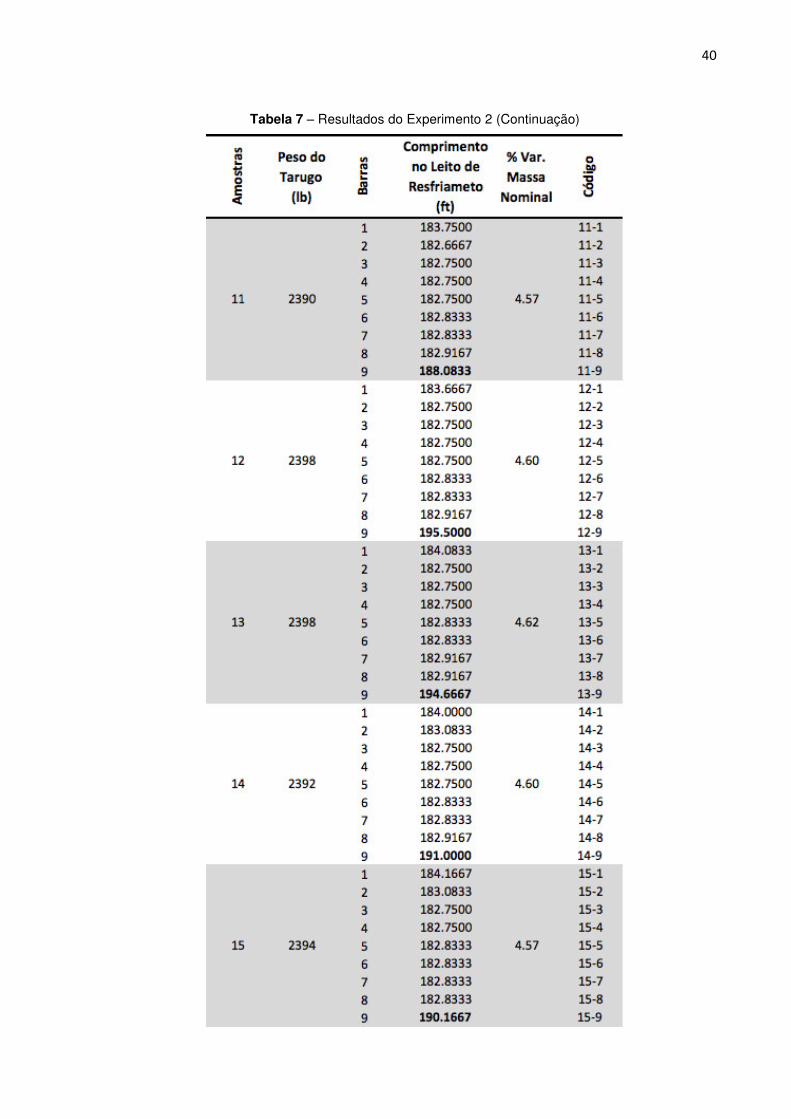
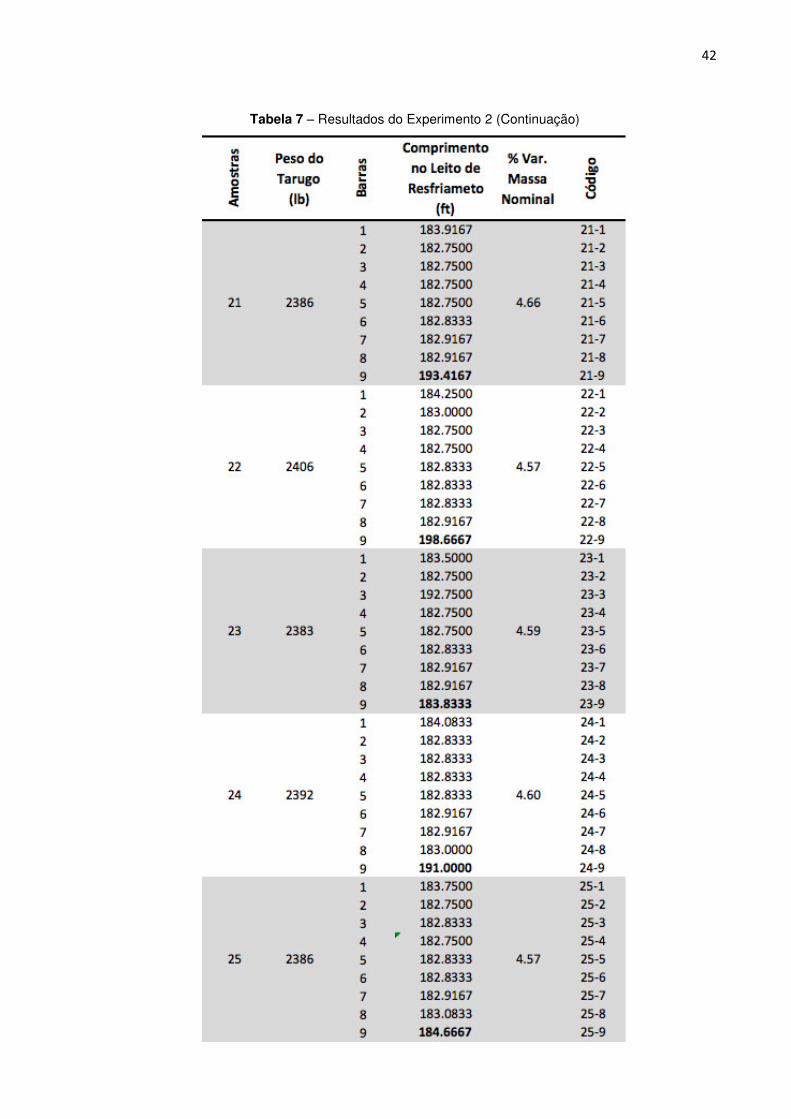
dados obtidos podem ser observados na Tabela 7.

38
Tabela 7 – Resultados do Experimento 2 (Continua)

39
Tabela 7 – Resultados do Experimento 2 (Continuação)
40
Tabela 7 – Resultados do Experimento 2 (Continuação)

41
Tabela 7 – Resultados do Experimento 2 (Continuação)
42
Tabela 7 – Resultados do Experimento 2 (Continuação)

43
Tabela 7 – Resultados do Experimento 2 (Conclusão)
Fonte: Próprio Autor
44
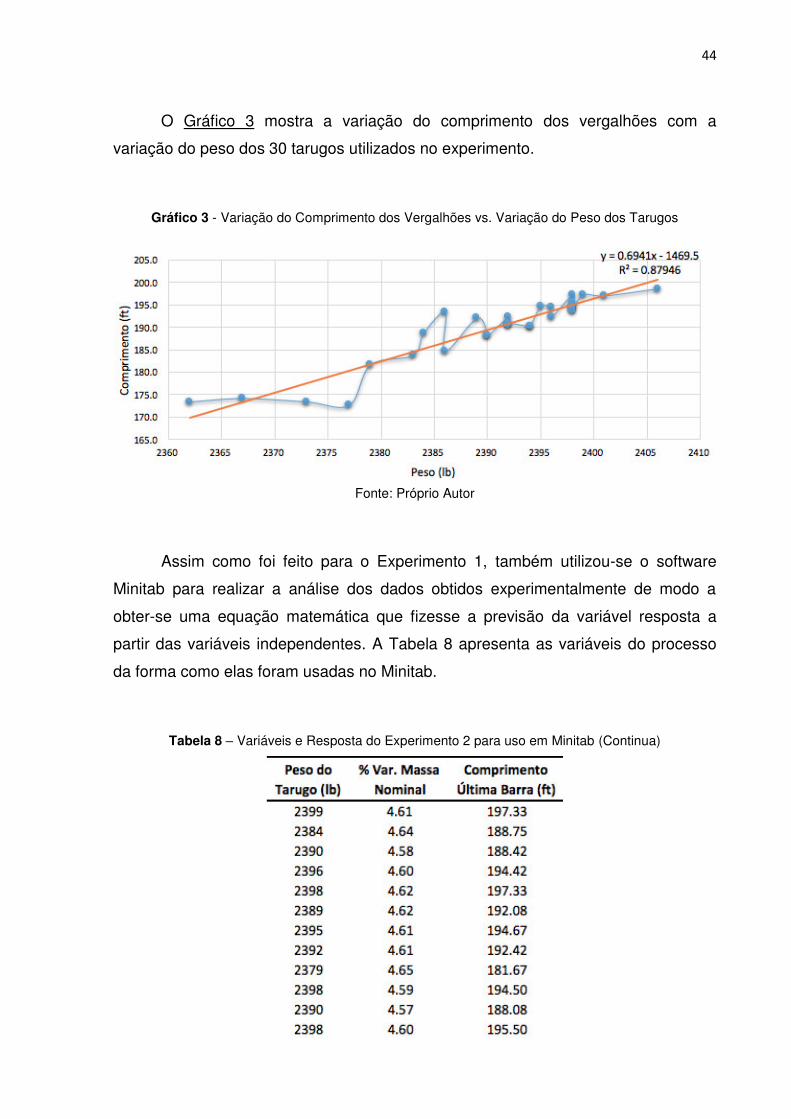
O Gráfico 3 mostra a variação do comprimento dos vergalhões com a
variação do peso dos 30 tarugos utilizados no experimento.
Gráfico 3 - Variação do Comprimento dos Vergalhões vs. Variação do Peso dos Tarugos
Fonte: Próprio Autor
Assim como foi feito para o Experimento 1, também utilizou-se o software
Minitab para realizar a análise dos dados obtidos experimentalmente de modo a
obter-se uma equação matemática que fizesse a previsão da variável resposta a
partir das variáveis independentes. A Tabela 8 apresenta as variáveis do processo
da forma como elas foram usadas no Minitab.
Tabela 8 – Variáveis e Resposta do Experimento 2 para uso em Minitab (Continua)

45
Tabela 8 – Variáveis e Resposta do Experimento 2 para uso em Minitab (Conclusão)
Fonte: Próprio Autor
A figura 7 mostra os resultados da análise feita no Minitab destacando alguns
elementos importantes para a avaliação, bem como a equação matemática do
modelo em função das variáveis do experimento.
Assim como feito na análise do primeiro experimento, neste segundo
experimento também são destacados alguns fatores que são essenciais para se
avaliar o modelo encontrado. O p-value, como já explicado anteriormente, para 95%
de confiança, deve ser menor que 0,05 para que os fatores analisados sejam
influentes no modelo. Destacado em amarelo na Figura 7, é possível perceber que
as duas variáveis do processo são influentes para este modelo. O “Fator de Inflação”
(VIF) também obedece à regra de ser menor que 10, impedindo que haja
multicolinearidade no modelo, ou seja, que as variáveis de entrada estejam
correlacionadas entre si e somente sejam correlacionadas com a resposta. Como já
foi dito, valores de VIF maiores que 10 impedem que o modelo faça previsões fiéis
da realidade. O Coeficiente de Determinação Múltipla (R2), que precisa ser maior
que 90% para que haja correlação forte no modelo, apresentou um valor de 97,35%.

46
Esse valor indica que a previsão feita pelo modelo gerado deve chegar bem perto do
valor experimental.
Figura 7 – Análise do Experimento 2 no Minitab
Fonte: Próprio Autor
Analisando a equação matemática gerada (equação 7) é possível determinar
se as previsões feitas por ela se aproximam ou não da realidade.
(7)
Y = Resposta (Comprimento da última barra), ft
X1 = Peso do Tarugo, lb
X2 = Porcentagem de Variação da Massa Nominal

47
Na tabela 9 pode ser vista a comparação entre os valores medidos
experimentalmente para a variável resposta e os valores calculados a partir do
modelo matemático.
Tabela 9 – Comparação entre o Comprimento medido e o calculado - Exp. 2
Fonte: Próprio Autor
Como se pode perceber, os valores obtidos pelo modelo gerado na análise do
Minitab são muito próximos daqueles medidos no leito de resfriamento da linha de
laminação da Empresa Alfa. A maior diferença observada entre os dois valores é de
apenas 2,54%, valor bem mais alto que a média de todas as diferenças que foi de
0,35%. Essa média de todas as diferenças corresponde a apenas 0,70 ft
(aproximadamente 21 cm) da média de todos os comprimentos medidos. Ou seja,

48
mesmo assumindo uma margem de erro alta, em torno +/- 1 ft de comprimento,
ainda assim a empresa estaria deixando de sucatear mais de 2 ft de barra por tarugo
laminado. Essa economia seria ainda maior se levado em consideração a
quantidade de barras curtas que a empresa não produziria mais, pois se uma barra
apresentar 2 ft a mais, por exemplo, esse comprimento a mais será retirado e
sucateado; mas se a barra apresenta 2 ft a menos ela não pode ser comercializada
e precisa ser inteira sucateada.
4.3 ANÁLISE GLOBAL – EXPERIMENTOS 1 E 2
É possível, ainda, analisar os dois experimentos como se fossem um só para
encontrar um modelo global que satisfaça todos os experimentos. Nesse caso, o
modelo tem mais uma variável além do Peso do Tarugo e da Porcentagem de
Variação da Massa Nominal, que é o Diâmetro das barras.
Tabela 10 – Variáveis e Resposta para criação de um modelo global (Continua)

49
Tabela 10 – Variáveis e Resposta para criação de um modelo global (Conclusão)
Fonte: Próprio Autor
Os valores da Tabela 10 foram usados no Minitab para criação de uma
Regressão Múltipla de 3 variáveis. Os resultados dessa análise podem ser vistos na
Figura 8, onde foram mais uma vez destacados elementos importantes para avalição
do modelo, como p-value, R2 e VIF.
50
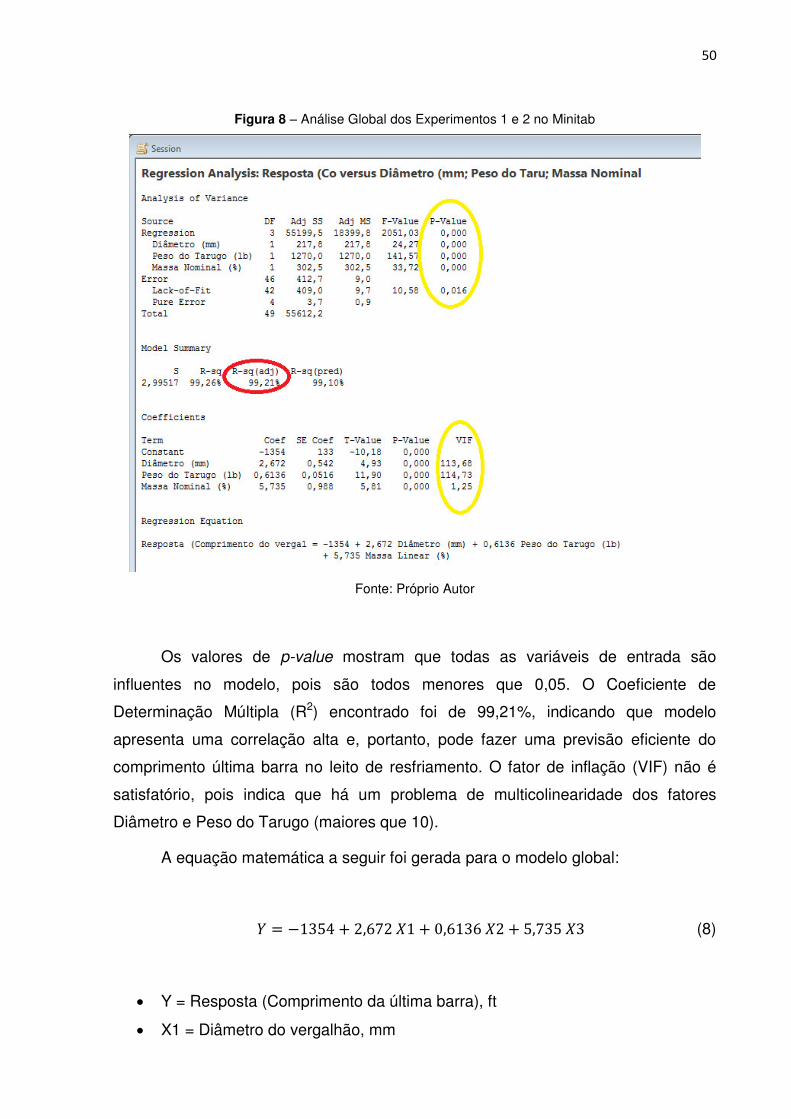
Figura 8 – Análise Global dos Experimentos 1 e 2 no Minitab
Fonte: Próprio Autor
Os valores de p-value mostram que todas as variáveis de entrada são
influentes no modelo, pois são todos menores que 0,05. O Coeficiente de
Determinação Múltipla (R2) encontrado foi de 99,21%, indicando que modelo
apresenta uma correlação alta e, portanto, pode fazer uma previsão eficiente do
comprimento última barra no leito de resfriamento. O fator de inflação (VIF) não é
satisfatório, pois indica que há um problema de multicolinearidade dos fatores
Diâmetro e Peso do Tarugo (maiores que 10).
A equação matemática a seguir foi gerada para o modelo global:
(8)
Y = Resposta (Comprimento da última barra), ft
X1 = Diâmetro do vergalhão, mm
51
X2 = Peso do Tarugo, lb
X3 = Porcentagem de Variação da Massa Nominal
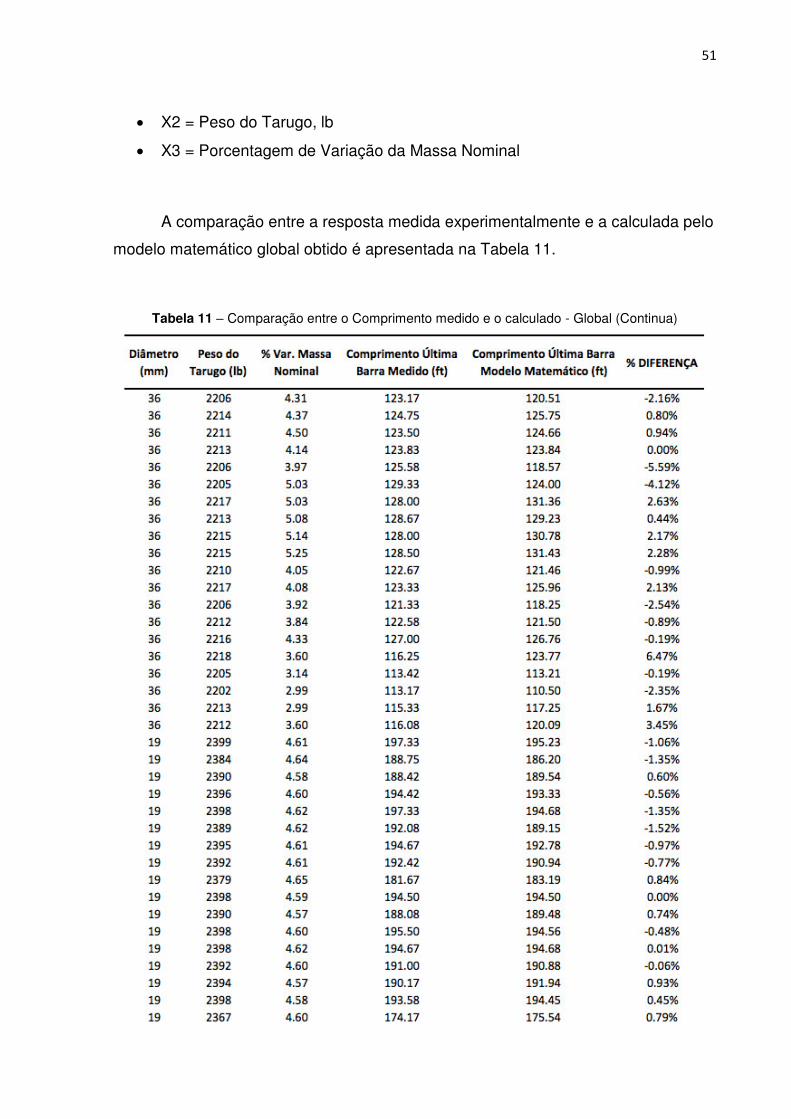
A comparação entre a resposta medida experimentalmente e a calculada pelo
modelo matemático global obtido é apresentada na Tabela 11.
Tabela 11 – Comparação entre o Comprimento medido e o calculado - Global (Continua)

52
Tabela 11 – Comparação entre o Comprimento medido e o calculado - Global (Conclusão)
Fonte: Próprio Autor
Comparado aos modelos individuais, o modelo global apresenta uma
eficiência menor na previsão da variável resposta. A média das diferenças entre o
comprimento medido e o calculado pelo modelo foi de 1,42%, o que não é um valor
alto, mas algumas diferenças são maiores que 5%, o que já o torna menos confiável
que os modelos individuais.
A menor confiabilidade deste modelo pode estar relacionada a diversos
fatores, tais como o tamanho amostral, as diferenças na composição do aço utilizado
para cada experimento, as demais barras produzidas por cada tarugo nos
experimentos etc.
4.4 LIÇÕES APRENDIDAS
Em primeiro lugar, é importante lembrar que, por se tratar de resultados
obtidos na prática e medidos visualmente, não se esperava que as análises feitas e
os modelos obtidos fossem totalmente fieis à realidade, mas que fossem o mais
próximo possível dela. O processo de laminação de tarugos para produção de
vergalhões não é muito exato. Variações de +/- 10 libras no peso dos tarugos, ou de
53
+5 ft no comprimento das últimas barras de cada tarugo, por exemplo, são normais e
a empresa está habituada a trabalhar com essas variações e com os desperdícios
que essas variações podem causar.
Os resultados obtidos com esses experimentos podem trazer um ganho
significativo para a Empresa Alfa, uma vez que com eles os desperdícios poderão
ser reduzidos. Como a análise individual de cada experimento, ou seja, quando se
analisa separadamente cada diâmetro, apresentou um desvio menor, é possível se
criar um modelo matemático, como os que foram apresentados neste trabalho, para
cada diâmetro com os quais a Empresa Alfa trabalha, e não só os diâmetros 19 e
36 mm.
O maior descarte da Empresa Alfa, em condições normais de operação (sem
falhas), ocorre quando “barras curtas” são obtidas. Na prática, isso acontece quando
se obtém uma última barra de 118 ft, por exemplo, quando se trabalha com o
diâmetro de 36 mm, com o qual todas as últimas barras de cada tarugo deveriam
medir 120 ft (comprimento nominal). Uma barra com alguns “pés” de comprimento a
menos que o esperado é pior que uma com alguns “pés” a mais, pois na barra que
contem mais apenas o excedente é descartado e vira sucata, já as barras menores
que o comprimento nominal não podem ser comercializadas e são, então,
descartadas. Uma medida que pode ser adotada para evitar as “barras curtas” é
prever o comprimento que a barra terá antes mesmo do tarugo ser laminado.
Quando o tarugo passa pelo lingote ele é pesado e, neste ponto, já é possível prever
qual será o comprimento da última barra usando o modelo matemático. Caso esse
valor seja menor que o comprimento nominal, é possível agir aumentando a
Porcentagem de Variação da Massa Nominal, que é feita nos cilindros dos
laminadores, como já foi explicado. O contrário, ou seja, um comprimento maior que
o comprimento nominal também pode ser corrigido; basta diminuir a variável
Porcentagem de Variação da Massa Nominal.
Para exemplificar o que foi dito pode-se usar valores reais. Se o tarugo para
produção do vergalhão de 19 mm apresentou uma massa de 2362 libras e se está
trabalhando na regulagem normal dos laminadores (% Var. Massa Nominal = 4,7%),
pelo modelo matemático é possível prever que o comprimento da última barra será
de aproximadamente 178 ft. Um leve ajuste nos cilindros de um laminador já seria
suficiente para corrigir esse problema e evitar que uma barra curta fosse gerada.

54
Com uma Porcentagem de Variação da Massa Nominal de 4,72%, o comprimento da
última barra já seria de aproximadamente 180 ft. É claro que é necessária uma
regulagem de mais de 0,02%, pois esse procedimento não é preciso e, além disso, é
importante que se trabalhe com uma margem de erro significante para que o
problema seja realmente corrigido.
Outra importante medida que poderia ser tomada para garantir uma maior
eficiência do modelo seria a medição constante da Porcentagem de Variação da
Massa Nominal. Com isso seria possível saber mais precisamente o valor desta
variável em um momento específico do processo para que se pudesse substituí-la
no modelo e chegar a um valor que se aproximasse do real.
Adotando essas medidas e utilizando o modelo matemático proposto,
desperdícios de material, de retrabalho, de tempo e, consequentemente, de dinheiro
seriam reduzidos no processo, permitindo que a empresa gaste menos para produzir
a mesma quantidade de barras. Em outras palavras, o lucro da Empresa Alfa seria
maximizado.
Seria importante que novos experimentos fossem realizados, utilizando
amostras grandes, para os diâmetros que não foram testados. O modelo global
poderia também ser utilizado, porém ele não leva em conta que diferentes aços
podem ser usados para diferentes diâmetros e isso pode influenciar no tamanho das
barras no leito de resfriamento. Quando se trabalha com um modelo para cada
diâmetro, a influência da qualidade do aço na variável resposta é minimizada e, com
isso, a eficiência do modelo tende a ser maior.
55
5. CONCLUSÃO
Por meio deste trabalho, pode-se concluir que o método utilizado foi eficaz na
análise dos resultados, ao passo que os objetivos propostos puderam ser
alcançados. Ainda que se trate de um processo sem muita exatidão, bons resultados
foram alcançados.
A influência da variação da porcentagem de massa nominal dos vergalhões e
do peso dos tarugos sobre o comprimento final dos vergalhões pôde ser identificada
e quantificada por meio dos gráficos e das análises feitas no Minitab. Com isso foi
possível determinar um modelo matemático que possa melhorar o processo de
laminação da Empresa Alfa, com redução de desperdícios e consequente aumento
de sua eficiência.
Portanto, adotando a utilização dos modelos matemáticos como forma de
prevenção de desperdícios (evitar a geração de barras curtas e de barras muito
longas), atentando às restrições discutidas, a empresa poderá alcançar resultados
de aumento de produção e redução de custos que dificilmente seriam alcançados
produzindo em suas condições normais de operação. Além disso, isso se mostra
vantajoso também ao consumidor, que poderá receber produtos com a mesma
qualidade e preços ainda mais competitivos.

56
REFERÊNCIAS BIBLIOGRÁFICAS
ANDRADE, M. L. A.; CUNHA, L. M. S.; GANDRA, G. T. Reestruturação na Siderurgia Brasileira. 2002. Disponível em: <http://www.ecologia.icb.ufmg.br/~rpcoelho/Livro_Reciclagem/ferro_bndes_siderurgia_brasileira.pdf>. Acesso em: 01/08/2015.
BARBOSA, F. Apostila do Curso de Laboratório de Resistência dos Materiais da Faculdade de Engenharia da UFJF. 2013. Disponível em: <http://www.ufjf.br/lrm/files/2013/02/apostilalrm2013.pdf>. Acesso em: 06/08/2015.
CARVALHO, P. S. L.; MESQUITA, P. P. D.; ARAÚJO, E. D. G. Sustentabilidade da siderurgia brasileira: eficiência energética, emissões e competitividade. BNDES Setorial, Rio de Janeiro, 41, p. 181-236, 2015. Disponível em: <https://web.bndes.gov.br/bib/jspui/bitstream/1408/4287/1/BS%2041%20Sustentabilidade%20da%20siderurgia%20brasileira_.pdf>. Acesso em: 30/07/2015.
GHOSH, A.; CHATTERJEE, A. Ironmaking and Steelmaking: Theory and Practice. New Delhi: Eastern Economy Editon, 2012.
Instituto aço Brasil. Processo Siderúrgico. 2015. Disponível em: <http://www.acobrasil.org.br/site/portugues/aco/processo--introducao.asp>. Acesso em: 26/07/2015.
ISENMANN, Armin. O processo do alto-forno e a produção de aço. 2010. Disponível em: <http://www.timoteo.cefetmg.br/site/sobre/cursos/quimica/repositorio/ artigos/arq/Processo_do_Alto_Forno.pdf>. Acesso em: 29/07/2015.
MONTGOMERY, D. C. Design and analysis of experiments. 7th edition. Arizona: John Wiley & Sons, 2008.
MONTGOMERY, C. D.; RUNGER, G. C. – Estatística aplicada e probabilidade para engenheiros, 2ª edição, editora LTC, 2003.
NAVAL EDUCATION AND TRAINING. Steelworker. Nonresident Training Course, v. 2, 1996. Errata em: Nonresident Training Course, v. 2, 2001.
NAVARRO, D. J.; MYUNG, J. - Model evaluation and selection. Columbus, USA: Ohio State University,Department of Psychology, 6p, 2004.
PESSANHA, E.; SUTÉRIO, R. Aplicação do Delineamento de Experimentos na identificação de táticas e equipamentos que contribuam para a redução do número de baixas em combate. In: Simpósio Brasileiro de Pesquisa Operacional, XLI, 2009, Porto Seguro.
ROMANO, W. A.; LOURENÇO, J. R.; OTTONI, F. Análise do Mercado do Aço 2014. 2014. Disponível em: <http://sicetel.org.br/sicetel2014/wp-
57
content/uploads/2014/09/Analise-do-Mercado-do-Aco-2014.pdf>. Acesso em: 08/07/2015.
SCHEID, A. Elaboração do Aço. 2014. Disponível em: <http://ftp.demec.ufpr.br/disciplinas/TM049/Aula%201.pdf>. Acesso em: 01/08/2015.
SILVA, J. G. C. Pesquisa Experimental. 2005. Disponível em: <http://www.academia.edu/3073220/Pesquisa_Experimental>. Acesso em 06/08/2015.
TRIVIÑOS, A. N. S. Introdução à pesquisa em ciências sociais: a pesquisa qualitativa em educação. São Paulo: Atlas, 1987.