UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC CENTRO DE … · 2014-08-01 · CENTRO DE...
61
UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS - CCT DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS JULIANO MERLING ANÁLISE DA VIDA ÚTIL DE FERRAMENTAS UTILIZANDO DADOS EMPÍRICOS JOINVILLE – SC 2008
-
Upload
duongxuyen -
Category
Documents
-
view
214 -
download
0
Transcript of UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC CENTRO DE … · 2014-08-01 · CENTRO DE...

0
UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS - CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
JULIANO MERLING
ANÁLISE DA VIDA ÚTIL DE FERRAMENTAS UTILIZANDO DADOS
EMPÍRICOS
JOINVILLE – SC
2008
1
UNIVERSIDADE DO ESTADO DE SANTA CATARINA
CENTRO DE CIÊNCIAS TECNOLÓGICAS - CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
JULIANO MERLING
ANÁLISE DA VIDA ÚTIL DE FERRAMENTAS UTILIZANDO DADOS
EMPÍRICOS
Trabalho de graduação apresentado ao curso de Engenharia de Produção e Sistemas, da Universidade do Estado de Santa Catarina, como requisito para a obtenção do Título de Engenheiro de Produção e Sistemas. Orientador: Prof° Dr. Régis Kovacs Scalice
JOINVILLE – SC
2008

2
JULIANO MERLING
ANÁLISE DA VIDA ÚTIL DE FERRAMENTAS UTILIZANDO DADOS
EMPÍRICOS
Trabalho de graduação apresentado ao curso de Engenharia de Produção e Sistemas, da
Universidade do Estado de Santa Catarina, como requisito para a obtenção do Título de
Engenheiro de Produção e Sistemas.
BANCA EXAMINADORA
______________________________________________
Prof. Régis Kovacs Scalice, Dr.
Orientador
______________________________________________
Prof. Nilson Campos, Msc.
______________________________________________
Prof. Wilson José Mafra, Dr.
Joinville, 09 de junho de 2008
3
AGRADECIMENTOS
Em primeiro lugar venho agradecer a Deus, por sempre ter me dado força e inspiração
para alcançar meus objetivos.
A toda minha família pelo apoio dado em todos os momentos do curso e do trabalho.
A todos os professores, em especial ao professor Dr. Régis Kovacs Scalice que com
muita dedicação orientou este trabalho de forma que este obtivesse êxito.
A empresa, que deu a oportunidade de participação e aplicação deste trabalho, oferecendo
sua estrutura e aos colegas que deram grande apoio e idéias, sem as quais não seria possível a
implantação deste trabalho no tempo determinado.
Em especial a minha esposa Josiane e minha filha Amanda, que sempre apoiaram nesta
empreitada e tiveram compreensão nos momentos em que estive ausente para elaboração deste
trabalho.

4
RESUMO
É visível a constante a busca das organizações pela melhoria de seus processos com a finalidade de assegurar a qualidade e minimizar os tempos de processamento de seus produtos, tornando-os mais aptos à um mercado cada vez mais competitivo. Para tal, as organizações devem constantemente, reduzir seus custos de produção mantendo, ou aumentado, a qualidade de seus produtos. Os estudos dos processos, o levantamento de dados e a análises destes torna-se uma necessidade constante para a busca por processos cada vez mais confiáveis. Dentre estes estudos pode-se citar a padronização dos processos, com a finalidade de reduzir os tempos de paradas e facilitar e/ou diminuir as atividades dentro dos processos. Neste trabalho são mostrados os levantamentos de dados referentes à vida útil das ferramentas utilizadas no processo de usinagem do cubo de roda, bem como a análise destes dados, sua aplicação dentro do processo e os resultados obtidos neste estudo, comparado-os ao método que estava em uso, na qual as trocas das ferramentas eram feitas sem controle de vida útil. A necessidade do desenvolvimento deste trabalho surgiu devido ao grande consumo de ferramentas de corte para a usinagem da peça e devido a demanda por padronização das trocas de ferramentas para eliminar problemas de qualidade. Para tanto, baseando-se nas bibliografias relacionadas ao assunto em conjunto com os profissionais envolvidos no processo, foram formuladas as formas de coleta dos dados e realizado este levantamento. O êxito alcançado com todo o estudo realizado ficou evidente tanto no que se relaciona à padronização quanto ao consumo de tempo e ferramentas.
PALAVRAS-CHAVE: Usinagem. Vida útil. Ferramentas de corte.

5
LISTA DE FIGURAS
Figura 01 – Gráfico de Pareto. .................................................................................................. 19
Figura 02 – Gráfico de Pareto para os produtos do módulo cinco. ............................................ 36
Figura 03 – Cubo liso M.S. 208.38 no estado bruto e usinado. .................................................. 36
Figura 04 – Modelo de ficha de controle de vida útil................................................................. 38
Figura 05 – Instrumentos de controle ........................................................................................ 41
Figura 06 – Demosntração da área usinada por cada ferramenta. .............................................. 47

6
LISTA DE TABELAS
Tabela 01 – Categoria dos Custos da Qualidade. ....................................................................... 22
Tabela 02 – Previsão de produção para 2008 ............................................................................ 34
Tabela 03– Classificação dos produtos ..................................................................................... 35
Tabela 04 – Dados de vida útil. ................................................................................................. 42
Tabela 05 – Dados de vida útil ordenados. ................................................................................ 43
Tabela 06 – Cálculos e médias geral de usinagem. .................................................................... 44
Tabela 07 – Cálculos finais de peças produzidas e médias finais. .............................................. 45
Tabela 08 – Análise dos objetivos do trabalho. ......................................................................... 49

7
LISTA DE ABREVIATURAS
CAE – Engenharia Assistida por Computador (Computer Aided Engineering).
CAD – Desenho auxiliado por computador (Computer Aided Design).
CAM – Manufatura Assistida por Computador (Computer Aided Manufacturing).
CNC – Comando Numérico Computadorizado.
FAC – Ficha de auto-controle.
MS – Iniciais do nome da empresa, utilizado como código interno para identificação das peças.
ISO – International Standards Organization
PCP – Planejamento e Controle da Produção
KL – Faixa remanescente entre o gume e o início da cratera.
KT – Profundidade da cratera de desgaste da ferramenta.

8
ÍNDICE
1 INTRODUÇÃO ........................................................................................................... 10
1.1 CARACTERIZAÇÃO DO TEMA ................................................................................ 10
1.2 OBJETIVO GERAL ..................................................................................................... 11
1.3 OBJETIVOS ESPECÍFICOS ........................................................................................ 11
1.4 JUSTIFICATIVA ......................................................................................................... 12
1.5 DELIMITAÇÃO DO TRABALHO .............................................................................. 12
1.6 METODOLOGIA ......................................................................................................... 13
1.7 ESTRUTURA DO TRABALHO .................................................................................. 13
2 REVISÃO BIBLIOGRÁFICA ................................................................................... 15
2.1 USINAGEM ................................................................................................................. 15
2.2 VIDA DA FERRAMENTA .......................................................................................... 16
2.3 DIAGRAMA DE PARETO / CURVA ABC ................................................................. 18
2.4 QUALIDADE ............................................................................................................... 20
2.4.1 Custos da qualidade ........................................................................................... 21
2.5 PADRONIZAÇÃO ....................................................................................................... 23
2.5.1 Objetivos da padronização ................................................................................. 25
2.5.2 Vantagens da padronização ................................................................................ 26
2.5.3 Desvantagens da padronização ........................................................................... 27
2.5.4 ISO 9000 ........................................................................................................... 27
3 METODOLOGIA ....................................................................................................... 28
3.1 CARACTERIZAÇÃO DO PROBLEMA ...................................................................... 28
3.2 METODOLOGIA UTILIZADA ................................................................................... 28
3.3 ETAPAS DO LEVANTAMENTO ................................................................................ 29

9
3.3.1 Fases da pesquisa-ação ...................................................................................... 29
4 DESENVOLVIMENTO DA PESQUISA ................................................................... 31
4.1 APRESENTAÇÃO DA EMPRESA .............................................................................. 31
4.2 ANÁLISE DA SITUAÇÃO ATUAL ............................................................................ 32
4.3 DEFINIÇÃO DO PRODUTO FOCO ............................................................................ 33
4.4 LEVANTAMENTO DOS DADOS ............................................................................... 37
4.4.1 Método de contagem .......................................................................................... 37
4.4.2 Coleta dos dados ................................................................................................ 39
4.4.3 Método de controle de troca de ferramenta ......................................................... 40
4.5 APRESENTAÇÃO E INTERPRETAÇÃO DOS DADOS COLETADOS..................... 41
4.5.1 Transferência dos dados ..................................................................................... 41
4.6 IMPLEMENTAÇÃ DA GESTÃO DA VIDA ÚTIL ..................................................... 47
4.7 RESULTADOS E ANÁLISES ...................................................................................... 48
5 COMENTÁRIOS FINAIS .......................................................................................... 51
5.1 TRABALHOS FUTUROS ............................................................................................ 52
REFERÊNCIAS...........................................................................................................................53
ANEXOS.......................................................................................................................................56

10
1 INTRODUÇÃO
Com as rápidas mudanças que ocorrem nas organizações e nos seus processos produtivos,
verifica-se que as empresas necessitam buscar constantemente métodos e técnicas para
manterem-se atualizadas e competitivas.
A fim de garantir seus processos e otimizá-los constantemente, fornecendo aos seus
clientes produtos com qualidade garantida, as empresas procuram manter-se na constante busca
de métodos e na utilização de técnicas para torná-los eficientes e eficazes. Muitas destas técnicas
têm o foco na padronização dos processos, já outras na redução dos seus custos de produção
podendo focar em várias outras melhorias que possam maximizar a funcionalidade dos
processos.
A decisão da utilização de métodos que venham proporcionar aos processos produtivos
tais melhorias são primordiais para que as empresas possam atender todas as expectativas de
seus clientes.
1.1 CARACTERIZAÇÃO DO TEMA
O presente trabalho tem como tema a racionalização do uso de ferramentas de corte
utilizadas no processo de usinagem de peças para o setor automotivo, através da implantação da
gestão de vida útil de ferramentas com a utilização do gerenciador de ferramentas do comando

11
CNC da máquina, hoje não utilizado. A implantação foi realizada em um torno vertical CNC, o
qual é responsável pela primeira operação nas peças usinadas na célula onde este está inserido.
Para tal, o trabalho apresenta as técnicas aplicadas, fundamentadas em conceitos teóricos e
apoiado nos conhecimentos técnicos, com o intuito de tornar o processo confiável e robusto.
Sendo as técnicas utilizadas para a maximização das características de funcionalidade do produto
ou do processo e para otimizar o projeto e a produção são utilizadas na elaboração de projetos
robustos (OFICINA DA NET, 2008).
1.2 OBJETIVO GERAL
Utilizar os conceitos de vida da ferramenta e os recursos disponibilizados pela empresa,
juntamente com a vivência e experiência dos envolvidos no processo produtivo, a fim de
padronizar a freqüência de troca de ferramentas ou insertos de corte, de forma a tornar o
processo mais robusto e estável.
1.3 OBJETIVOS ESPECÍFICOS
Os objetivos específicos deste trabalho são:
conhecer a real capacidade produtiva das ferramentas utilizadas;
padronizar freqüência de trocas de ferramentas;
reduzir o custo com a utilização de ferramentas;

12
obter dados para comparativos de custo/benefício, no experimento de novas
ferramentas;
reduzir as paradas de máquinas para realização de trocas de ferramentas;
1.4 JUSTIFICATIVA
Devido à grande exigência das indústrias automotivas em relação ao quesito qualidade,
em especial aos produtos que podem afetar a segurança de consumidor final, os fornecedores
destas empresas devem ter como premissa a busca constante da eficiência e eficácia de seus
processos. Tendo em vista que o produto foco do estudo tem uma relativa importância para a
segurança dos ocupantes do veículo de onde este é parte integrante, tem-se a necessidade da
melhoria constante dos processos, com o intuito de torná-lo confiável e minimizar as possíveis
não conformidades provenientes de eventuais falhas nas ferramentas. A gestão da vida útil das
ferramentas mostrada neste trabalho virá garantir a melhor utilização das ferramentas, de acordo
com os dados coletados.
1.5 DELIMITAÇÃO DO TRABALHO
O desenvolvimento do trabalho foi realizado nas dependências do setor de usinagem de
uma indústria metalúrgica localizado em Joinville/SC, de forma a desenvolver a pesquisa e
aplicá-la sem que houvesse a necessidade de investimentos, tanto de equipamentos quanto de

13
mão de obra, ou afetar bruscamente o processo produtivo. Sendo assim, o trabalho limitou-se à
aplicação de técnicas baseadas em bibliografias referentes ao assunto e também no conhecimento
técnico dos integrantes do grupo que estava participando da pesquisa, utilizando os recursos
disponíveis na empresa para verificar a capacidade produtiva de cada ferramenta do processo,
padronizando assim esta capacidade.
1.6 METODOLOGIA
Este trabalho é uma pesquisa aplicada descritiva, na qual os procedimentos utilizados
caracterizam-na como uma pesquisa-ação. Todas as coletas e o desenvolvimento foi realizado
dentro das dependências da empresa onde é processada a peça foco da trabalho, sendo realizada
em várias fases, onde algumas destas correram em paralelo a outras que já estavam em
andamento.
1.7 ESTRUTURA DO TRABALHO
O capítulo 1 introduz o trabalho, apresentando os objetivos, as limitações, a justificativa e
a metodologia utilizada.
No capítulo 2 toda a revisão bibliográfica é apresentada, mostrando o embasamento
teórico no qual buscou-se apoio para o desenvolvimento do trabalho.
No capítulo 3 é caracterizada a metodologia aplicada ao trabalho.

14
O capítulo 4 apresenta e analisa os resultados obtidos com o trabalho.
No quinto e último capítulo são apresentados os comentários finais sobre o estudo
realizado e sugestões de melhorias para futuros trabalhos relacionados ao assunto.
15
2 REVISÃO BIBLIOGRÁFICA
2.1 USINAGEM
Usinagem é um processo de fabricação por remoção de material considerado secundário,
sendo geralmente este, complementar a processos de primários como fundição, conformação,
solda e outros (JESUS, 2004). Segundo Amorim (2007) o material removido em operações de
usinagem é denominado cavaco.
De acordo com Diniz et al. (2003) peças produzidas por processos de fundição,
conformação ou soldagem, e que necessitam alcançar dimensionais mais precisos, devem passar
por algum processo de usinagem, pois estes na grande maioria dos casos somente conseguem
chegar a dimensões próximas às especificadas para o produto.
De acordo com Stemmer (1992), os processos de usinagem têm vantagens e
desvantagens, as quais são citadas abaixo.
Vantagens:
maior precisão em relação aos processos de fundição ou conformação;
permitem correções posteriores a tratamentos térmicos;
permitem a geração de superfícies com geometrias especiais;
para pequenos lotes é mais fácil a produção do lote por usinagem;
Desvantagens:

16
maior gasto de matéria-prima, energia e tempo de fabricação;
não altera a estrutura mecânica da peça e também suas propriedades.
Os processos de usinagem são divididos em três categorias (STEMMER, 1992);
corte por abrasão, no qual utiliza-se de materiais abrasivos para a retirada de
materiais;
não convencionais, como por exemplo processo elétrico, químico, térmico,
hidrodinâmico e laser;
por corte, sendo os mais usuais torneamento e fresamento.
2.2 VIDA DA FERRAMENTA
De acordo com Ferraresi (1970) a vida de uma ferramenta é o tempo que esta trabalha
efetivamente, sem contar os tempos passivos, ou seja, os tempos que a ferramenta não retira
material, até que esta perca a capacidade de corte, seguindo algum critério pré-estabelecido. O
autor ainda cita que quando a ferramenta atinge este tempo, esta deve ser substituída ou reafiada.
São vários os fatores que determinam a fixação da vida de uma ferramenta
(FERRARESI, 1970):
elevado desgaste da superfície de saída da ferramenta, temendo assim a quebra do
gume cortante;
desgastes que fazem com que aumente os atritos e conseqüentemente façam a
temperatura chegar próxima ao ponto na qual a ferramenta perde o fio de corte;
o desgaste da superfície de folga da ferramenta, fazendo-se com que não se
consiga manter as tolerâncias exigidas;

17
acabamento superficial insatisfatório;
aumento da força de usinagem, que podem interferir no correto funcionamento da
máquina.
Segundo Amorim (2007), a utilização da ferramenta até o ponto onde ocorre a falha total
desta, por superaquecimento, lascamento ou quebra é totalmente desaconselhável, pois neste
ponto o custo da reafiação se eleva, ou no caso de quebra tem-se a necessidade da reposição da
ferramenta.
Na prática e nos ensaios de laboratórios utilizam-se de diversos critérios para a
determinação aproximada da vida da ferramenta, sendo os principais critérios (AMORIM, 2007):
falha completa da ferramenta;
falha preliminar da ferramenta;
largura da marca de desgaste no flanco;
vibrações intensas da peça ou da ferramenta, ruídos fortes por vibração da
máquina;
profundidade de cratera KT ou distância KL;
deficiência de acabamento superficial;
formação de rebarbas de usinagem na peça;
brusca variação na forma dos cavacos;
alterações de dimensões da peça;
força de corte, torque ou potência;
aumento da força de avanço;
aumento na temperatura do gume.
Amorim (2007) ainda cita os métodos usuais para especificar a vida de uma ferramenta:
tempo de máquina (principalmente em máquinas automáticas);
tempo efetivo de corte;

18
volume do metal removido;
número de peças usinadas;
velocidade de corte equivalente (ou velocidade de Taylor): é a velocidade de corte
que, sob um determinado conjunto de condições de corte, permite obter um tempo
pré-fixado. Exemplo: V60 é a velocidade de corte para uma vida efetiva de 60
minutos.
2.3 DIAGRAMA DE PARETO / CURVA ABC
Segundo Paladini (1994) o modelo econômico de Pareto (a maior parte da renda
concentrada em poucas pessoas) foi adaptado para a área da qualidade por Juran, sob a forma
“alguns elementos são vitais; muitos, apenas triviais”. Assim este princípio pode ser delineado
em várias formas:
alguns consumidores concentram a maior parte da renda;
algumas causas causam a maior parte dos defeitos;
algumas operações envolvem a maior parte das falhas;
alguns produtos respondem pela maioria das receitas;
alguns defeitos são responsáveis pela maioria das reclamações.
“Trata-se de uma ferramenta gerencial que permite identificar quais itens justificam atenção
e tratamento adequados quanto à sua importância relativa”, (PEREIRA, 1999).
Para a identificação dos itens, utiliza-se um modelo gráfico (figura 01) onde os elementos
são classificados em ordem decrescente em relação a sua importância, da esquerda para a direita.
Os elementos que estão sendo estudados são apresentados na linha horizontal, enquanto na linha

19
vertical aloca-se uma escala de valor (unidades financeiras, percentuais, freqüências, número de
itens, etc.), fazendo então uma associação entre as linhas (PALADINI, 1994).
0
10
20
30
40
50
60
70
80
90
100
10 20 3040 50 60 70 80 90 100
Itens Classe
A
Itens (%)
Itens Classe
B
Itens Classe
C
Quantid
ade (
%)
Figura 01 – Gráfico de Pareto. Fonte: Slack et al (2002).
De acordo com Slack et al. (2002), a importância dos elementos são classificados em
itens classe A, classe B e classe C, conforme descrito abaixo:
itens classe A, são os 20% de itens que representam cerca de 80% do valor total;
itens classe B, são os de valor médio, usualmente os 30% seguintes dos itens que
representam aproximadamente 10% do valor total;
itens classe C, são os itens de menor valor, cerca de 50% do total de itens que
geralmente representam cerca de 10% do valor total.
20
2.4 QUALIDADE
"Qualidade é conformidade com as especificações" (CROSBY, 1984), "qualidade é fazer
certo" (SLACK, 1993), “é a condição necessária de aptidão para o fim a que se destina” (EOQC
– Organização Européia de Controle de Qualidade citado por PALADINI, 2000), “é a adequação
ao uso” (Juran e Gryna, 1991, citado por PALADINI, 2000).
Jean Teboul citado por Gerenco (2008) define qualidade como "a capacidade de
satisfazer as necessidades, tanto na hora de compra, quanto durante a utilização, ao melhor custo
possível, minimizando as perdas, e melhor do que os nossos concorrentes".
Através das diversas definições de qualidade, Gerenco (2008) define qualidade como o
conjunto das atividades que permitem obter um produto ou serviço dentro de requisitos que
atendam às expectativas e necessidades dos clientes, com custo ótimo, dentro do prazo desejado,
obtendo-se a melhor resposta, ou seja, lucro e satisfação da empresa e do cliente.
“Qualquer que seja a definição proposta para a qualidade, espera-se que ela não contrarie
a noção intuitiva que se tem sobre ela, isto é, o que já se sabe a respeito do assunto”
(PALADINI, 2000), o autor ainda cita que “não se pode identificar e delimitar seu significado
com precisão”.
Segundo Yong e Wilkinson (2002) a qualidade, em todas as suas dimensões – excelência,
valor, conformidade com especificações, atendimento e superação dos anseios do cliente – era
conhecida e praticada desde os primórdios da civilização, pois há indícios da utilização de
instrumentos de medição, como compasso, esquadro e padrões de comprimento em torno do
século 20 a.C.

21
A qualidade é hoje uma das principais estratégias competitivas nos mais variados setores,
estando ela diretamente ligada à produtividade, a melhoria de resultados e aumento de lucros
(GERENCO, 2008).
Segundo Paladini (2000) a empresa que produz com qualidade:
assegura maior atuação no mercado consumidor;
possui maior competitividade, significando ganhos de novas faixas de mercados;
trabalha com preços mais estáveis;
cria maior fidelidade de consumidores;
coloca a empresa em posição de vanguarda no mercado.
2.4.1 Custos da qualidade
Historicamente a melhoria da qualidade foi associada ao aumento dos custos de
produção. Mas, de acordo com as citações de Deming, isto não é verdade, pois com a melhoria
da qualidade aumenta-se a produtividade (MARTINS e LAUGENI, 2005).
De acordo com Davis (2001) o custo da qualidade é o “sistema para identificação dos
componentes da qualidade, relacionados à produção de produtos de alta e baixa qualidade, com a
meta de minimizar o custo total da qualidade.”
Davis (2001) cita que Juran divide os custos da qualidade em três categorias principais,
sendo elas:
custo de prevenção – é o custo para desenvolver programas para evitar ocorrência
de defeitos;
custo de detecção/inspeção – está relacionado à avaliação da qualidade do
produto;
22
custo de falha – corresponde aos produtos não-conformes e inoperantes, podendo
ser de falha interna ou falha externa.
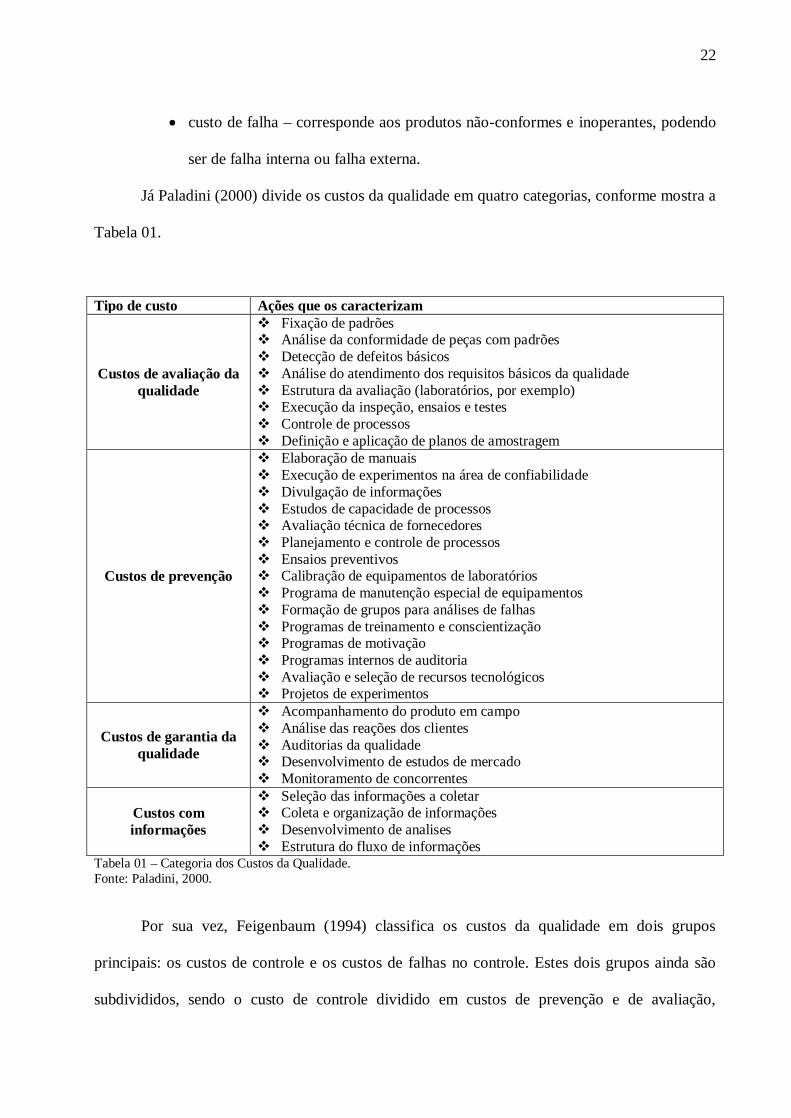
Já Paladini (2000) divide os custos da qualidade em quatro categorias, conforme mostra a
Tabela 01.
Tipo de custo Ações que os caracterizam
Custos de avaliação da qualidade
Fixação de padrões Análise da conformidade de peças com padrões Detecção de defeitos básicos Análise do atendimento dos requisitos básicos da qualidade Estrutura da avaliação (laboratórios, por exemplo) Execução da inspeção, ensaios e testes Controle de processos Definição e aplicação de planos de amostragem
Custos de prevenção
Elaboração de manuais Execução de experimentos na área de confiabilidade Divulgação de informações Estudos de capacidade de processos Avaliação técnica de fornecedores Planejamento e controle de processos Ensaios preventivos Calibração de equipamentos de laboratórios Programa de manutenção especial de equipamentos Formação de grupos para análises de falhas Programas de treinamento e conscientização Programas de motivação Programas internos de auditoria Avaliação e seleção de recursos tecnológicos Projetos de experimentos
Custos de garantia da qualidade
Acompanhamento do produto em campo Análise das reações dos clientes Auditorias da qualidade Desenvolvimento de estudos de mercado Monitoramento de concorrentes
Custos com informações
Seleção das informações a coletar Coleta e organização de informações Desenvolvimento de analises Estrutura do fluxo de informações
Tabela 01 – Categoria dos Custos da Qualidade. Fonte: Paladini, 2000.
Por sua vez, Feigenbaum (1994) classifica os custos da qualidade em dois grupos
principais: os custos de controle e os custos de falhas no controle. Estes dois grupos ainda são
subdivididos, sendo o custo de controle dividido em custos de prevenção e de avaliação,

23
enquanto os custos de falhas no controle são divididos em custos de falhas internas e custos de
falhas externas.
Segundo Robles (1996) as categorias de agrupamento dos custos da qualidade se inter-
relacionam. O autor completa citando que a utilização de recursos em uma categoria altera o
montante de custos em outra categoria.
Os custos da qualidade estão ligados a conformidade ou a falta de conformidade em
relação aos requisitos exigidos. A produção sem qualidade acarreta em prejuízos, pois para que
se efetue a correção das peças defeituosas a empresa terá um gasto com a correção dos defeitos
ou terá que confeccionar uma peça nova (CROSBY, 1994).
2.5 PADRONIZAÇÃO
Segundo Campos (1992) padronização é a atividade sistemática de estabelecer e utilizar
padrões. O autor cita que padrão é um “documento consensado estabelecido para um objetivo,
desempenho, capacidade ordenamento, responsabilidade, dever, autoridade, maneira de pensar,
conceito, etc., com o objetivo de unificar e simplificar de tal maneira que, de forma honesta, seja
conveniente e lucrativo para as pessoas envolvidas.”
“A padronização é um caminho simples e efetivo para criar métodos e unificar critérios
para poder atingir a qualidade de projeto e a qualidade de conformação de bens e consumo nos
serviços”, (FISCHER, 2002).
Segundo Campos (1992), os principais resultados que se pode obter da padronização na
área de produção são:
melhoria a capacitação técnica dos operários;

24
possibilita a ampliação da área de atuação, com o crescimento da capacitação do
próprio homem;
permite delinear claramente o objetivo do trabalho, e consolidar o lema o “estágio
subseqüente é o cliente do precedente”.
consolida a segurança do trabalho;
possibilita a incorporação de melhorias do trabalho, assim como o nascimento de
outras idéias positivas;
possibilita a eliminação de produtos incompatíveis;
permite a melhoria da qualidade e da produtividade;
diminui o nível de estoque, uma vez que o material a ser utilizado é previsto com
antecedência;
diminui o tempo de preparação das máquinas;
possibilita a realização dos trabalhos de manutenção compartilhados pelos
próprios operários;
diminui as quebras e paradas das máquinas;
diminui o tempo de interrupção do trabalho;
incorpora as idéias dos próprios operários para melhorar e facilitar o trabalho
junto à linha de produção, assim como nas máquinas e ferramentas, pois considera
que a melhoria contínua será desenvolvida com a participação dos trabalhadores;
permite a gestão da rotina, da qualidade e do custo de forma efetiva;
possibilita a execução do programa de educação e treinamento dos operários;
a própria autogestão por parte dos operários desenvolve o espírito de auto-
responsabilidade, bloqueando a transferência de materiais de qualidade
inadequada aos estágios subseqüentes, através da utilização dos itens de controle e
de verificação.

25
A padronização indica a unificação de critérios, métodos, procedimentos e operações com
o objetivo de simplificar as atividades, de forma a generalizar os trabalhos em todos os níveis, a
fim de obter a participação das partes envolvidas no processo, conseguindo atingir as
especificações de projeto. Uma organização que se encontra padronizada, sua transferência de
tecnologia melhora, porque os procedimentos detentores da tecnologia se encontram
documentados, fazendo com que suas deficiências desapareçam, (FISCHER, 2002).
Segundo Barbosa (1995), a padronização do processo e a conseqüente estabilidade dos
resultados alcançados permitem a prática da delegação, que por sua vez produz enormes
benefícios para as pessoas no desempenho das suas funções, afetando assim, de uma forma
extremamente positiva, o desempenho da organização.
2.5.1 Objetivos da padronização
A padronização deve ter objetivos que correspondam às necessidades próprias de cada
empresa, devidamente acordado, segundo a publicação do INMETRO citado por Fischer (2002).
E, ainda, cita os seguintes objetivos:
buscar o equilíbrio entre custo, qualidade e variedade;
reduzir custos e aumentar os lucros;
melhorar os sistemas de comercialização;
respaldar a garantia de qualidade;
participar nos níveis superiores da padronização;
realimentar o sistema com o propósito de que seja dinâmico;
assegurar e melhorar as comunicações;
simplificar a gestão empresarial;
desenvolver e transferir tecnologia;

26
simplificar os sistemas de produção;
facilitar a administração da qualidade.
2.5.2 Vantagens da padronização
Segundo Fischer (2002), com a padronização dos processos pode-se destacar as seguintes
vantagens:
obtenção de previsibilidade de resultados nos processos repetitivos;
educação e treinamento das pessoas que estejam ingressando na organização;
educação, treinamento e reciclagem do pessoal;
desenvolvimento de tecnologia específica;
geração de histórico sobre os processos;
certificação de produtos, serviços, processos ou do sistema de gestão da qualidade
da empresa;
estabelecimentos dos meios de expressão e linguagem de comunicação entre as
pessoas, nas diversas atividades;
instrumento de informação, economizando tempo e recursos, além de minimizar
controvérsias;
base para a resolução de litígios e para arbitragem;
introdução de disciplina e ordem, dentro da função de orientação;
integração e cooperação entre as pessoas;
racionalização dos processos;
estabelecimento de uma linguagem comum e acessível a todos.
27
2.5.3 Desvantagens da padronização
De acordo com Ishikawa (1993), quando os padrões são estabelecidos por engenheiros e
assistentes que não conhecem o processo a ser padronizado, ou estes ignoram as idéias das
pessoas diretamente ligadas ao processo, tal padronização torna-se inútil. O autor segue
declarando que padrões inflexíveis tornam o trabalho mais difícil, e a excessiva aderência aos
padrões pode levar à arrogância na indústria.
2.5.4 ISO 9000
Bayli et al. (2000) afirma que o aumento da utilização de padrões de qualidade por parte
das organizações deu origem à ISO.
De acordo com Davis et al. (2001) a utilização dos padrões ISO 9000 tem por objetivos
satisfazer os requisitos de garantia da qualidade e ampliar a confiança do cliente na organização
de seus fornecedores.
Segundo Slack (1993) “a série ISO 9000 forma um conjunto de padrões mundiais que
estabelece exigências para os sistemas de administração de qualidade das empresas.” O autor
ainda cita que esta vem sendo utilizada no mundo inteiro a fim de fornecer um quadro de
referência para a garantia da qualidade.

28
3 METODOLOGIA
3.1 CARACTERIZAÇÃO DO PROBLEMA
De acordo com Gil (1999), “problema é qualquer questão não resolvida e que é objeto de
discussão, em qualquer domínio do conhecimento”, de forma geral pode-se dizer que problema é
uma questão para a qual se busca uma solução. O problema que originou este trabalho foi o alto
consumo de ferramentas e insertos de usinagem aliado a problemas de qualidade que a má
utilização das ferramentas podem trazer ao produto.
3.2 METODOLOGIA UTILIZADA
Pesquisa pode ser definida como um “conjunto de investigações, operações e trabalhos
intelectuais ou práticos que tenham como objetivo a descoberta de novos conhecimentos, a
invenção de novas técnicas e a exploração ou a criação de novas realidades”
(KOURGANOFF,1990). A pesquisa apresentada neste trabalho é classificada como uma
pesquisa aplicada e descritiva, pois todos os levantamentos e observações do processo foram

29
realizados de forma sistemática. Os procedimentos aplicados no trabalho caracterizam-no como
uma pesquisa-ação, pois de acordo com Thiollent (1986), a pesquisa-ação é aquela que tem base
empírica sendo ela realizada em associação com uma ação ou resolução de um problema coletivo
onde os participantes envolvem-se de maneira participativa. Toda a coleta e desenvolvimento foi
realizada no próprio local onde o processo é realizado, caracterizando assim de uma pesquisa-
ação de campo.
3.3 ETAPAS DO LEVANTAMENTO
Pode-se dividir esta pesquisa-ação em várias fases, sendo que cada uma preocupou-se em
focar um determinado objetivo que complementasse as outras etapas, desta forma muitas dessas
etapas correram em paralelo a outra que estavam em andamento.
3.3.1 Fases da pesquisa-ação
Primeiramente a equipe preocupou-se na necessidade do compreender as causas do
problema que se pretendia eliminar ou amenizar, sendo nesta etapa onde se determinou os
objetivos e delimitou-se o trabalho.
Posteriormente partiu-se para o levantamento bibliográfico, onde buscou-se a
fundamentação para todo o levantamento realizado, com a finalidade de buscar ferramentas que
possam ajudar o desenvolvimento do trabalho, justificando assim todas as ações tomadas.
Em paralelo à fase de levantamento bibliográfico, foi iniciada a coleta dos dados
diretamente no local onde o problema ocorre, para posterior análise destes.

30
Com os dados coletados, partiu-se para a análise e tabulação destes, para posteriormente
aplicar prática os resultados das análises, buscando condições que venham de encontro aos
objetivos estabelecidos para o trabalho.
Finalizando a pesquisa-ação, tem-se a etapa em que serão avaliados os resultados obtidos
na fase de análise e aplicação. Serão apresentadas ainda, propostas de melhoria ou de trabalhos
futuros.

31
4 DESENVOLVIMENTO DA PESQUISA
4.1 APRESENTAÇÃO DA EMPRESA
O estudo foi realizado nas dependências de uma empresa metalúrgica situada em
Joinville, Santa Catarina, que iniciou suas atividades em 1963. Inicialmente esta atuava
exclusivamente na área de fundição, atividade que mantém até hoje.
Com seu crescimento, adquiriu estrutura e domínio técnico, então a partir de 1972
começou a produzir compressores de ar, produto que atualmente coloca a empresa como líder
mercado latino-americano e é exportado para mais de 8000 clientes em mais de 50 países. Em
1979 a empresa iniciou a produção de peças para o setor automotivo para as principais
montadoras de veículos pesados do Brasil e do mundo.
Atualmente conta com cerca de 1800 funcionários, e ocupa uma área de 319.000m², onde
72.000m² são de área construída. Fornece peças brutas e usinadas e ainda faz a montagem de
subsistemas automotivos para ônibus, caminhões, tratores e outros segmentos. Possui modernos
equipamentos para a usinagem, avançados laboratórios, além de um completo centro de pesquisa
e desenvolvimento de novos produtos com estações CAD/CAE/CAM contando com engenheiros
altamente especializados.
32
A área de usinagem conta com aproximadamente cem máquinas, entre elas, centros de
usinagem CNC horizontais e verticais, tornos CNC verticais e horizontais, além de várias outras
máquinas inerentes aos processos. Esta área é subdividida em módulos, sendo na sua totalidade
cinco módulos. Cada um destes módulos é gerido por um supervisor que conta com o apoio de
três monitores, sendo um para cada turno de trabalho. Há ainda um analista de processos
direcionado para cada módulo, trabalhando em conjunto com o supervisor e os monitores.
O trabalho foi executado no módulo cinco, sendo este o módulo mais novo da empresa,
criado em meados de 2007. Conseqüentemente este possui o menor número de peças, se
comparado aos outros quatro módulos. O número de células que compõem este módulo são
cinco, tendo ainda outras em desenvolvimento para novos produtos.
4.2 ANÁLISE DA SITUAÇÃO ATUAL
Atualmente, na célula onde o produto foco do estudo é usinado, apesar das máquinas
oferecerem a possibilidade de controle de vida útil de ferramentas diretamente em seu comando,
este não é utilizado em nenhuma delas. Assim, todas as trocas de ferramentas são efetuadas
aleatoriamente, sendo comuns os seguintes casos:
na troca de turno, o operador que está começando a trabalhar , efetuar a troca de
todos os insertos e ferramentas utilizadas até o momento, sem saber quantas peças
foram usinadas pelos mesmos;
muitas trocas simultâneas de ferramentas, como por exemplo, ao efetuar a troca de
uma ferramenta de acabamento o operador troca simultaneamente a ferramenta de
desbaste.

33
Esta situação dificultava ainda, a análise mais fundamentada da verificação do consumo
de ferramentas, e conseqüentemente a comparação de produtividade das ferramentas utilizadas
em relação a testes de novas ferramentas.
Todas as situações citadas acarretam em:
perda excessiva de tempo, devido às trocas desnecessárias;
aumento do custo de produção;
má utilização dos recursos disponíveis, pois as máquinas possuem gerenciador de
vida útil de ferramenta incorporado;
má qualidade dos produtos, em determinados casos, devido a utilização excessiva
da ferramenta.
4.3 DEFINIÇÃO DO PRODUTO FOCO
Cada item produzido no setor de usinagem é identificado por um código M.S. (código
interno de identificação dos produtos). Os produtos produzidos em uma mesma célula são
produtos de uma mesma família de peças, pois possuem muitas semelhanças, diferenciando-se
entre si por pequenos detalhes de fundição e/ou de usinagem. Devido estas semelhanças, na sua
grande maioria utilizam-se das mesmas máquinas e ferramentas para a sua usinagem. Decidiu-se
então fazer a análise por célula, e em seguida partir para a definição de uma máquina para o
início dos estudos.
Para definir a peça foco para implantação do controle de vida útil de ferramentas, foi
utilizada a previsão de produção das células em funcionamento do módulo cinco para o ano de
2008 (ver Tabela 02). Este levantamento foi realizado pela área de PCP da empresa em meados

34
de dezembro de 2007, sendo esta análise realizada devido o módulo não ter produzido durante
todo o ano de 2007, e duas das cinco células serem novas, e terem entrado em produção nos
últimos meses do ano de 2007. Nesta previsão foram levantados também o valor que esta
produção gerará e o percentual correspondente de cada célula.
CÉLULA M.S. jan-08 fev-08 mar-08 abr-08 mai-08 jun-08 jul-08 ago-08 set-08 out-08 nov-08 dez-08 Total por modelo
Total geral
Valor gerado (%)
208.160 1.134 1.171 1.298 1.218 1.226 1.239 339 1.240 1.442 1.002 1.539 895 13.743208.161 545 563 624 586 590 596 163 596 693 482 740 431 6.609208.162 1.262 1.304 1.445 1.356 1.365 1.380 378 1.382 1.604 1.115 1.715 996 15.302208.160 504 506 789 637 421 694 376 285 608 823 709 610 6.962208.161 692 693 1.079 874 577 949 515 390 832 1.127 971 836 9.535208.162 40 40 62 50 33 54 30 23 48 64 56 48 548208.38 41 47 63 49 61 54 58 65 53 59 60 47 657208.38 1.112 1.293 1.714 1.352 1.660 1.481 1.582 1.781 1.449 1.623 1.628 1.285 17.960208.39 554 645 855 674 828 738 789 887 722 810 812 641 8.955
208.102 252 294 389 307 377 336 359 404 329 369 370 292 4.078
208.114 237 258 350 251 297 336 244 309 340 329 243 309 3.503208.113 237 258 350 251 297 336 244 309 340 329 243 309 3.503208.37 1.314 1.437 1.942 1.396 1.653 1.868 1.352 1.712 1.890 1.825 1.345 1.710 19.444208.64 923 1.011 1.365 981 1.163 1.314 951 1.204 1.328 1.283 946 1.203 13.672208.36 34 38 51 37 44 49 36 45 50 48 36 45 513208.35 43 48 64 46 54 61 45 56 62 60 44 56 639208.70 40 43 58 42 49 56 41 50 57 55 41 50 582208.71 40 43 58 42 49 56 41 50 57 55 41 50 582208.65 410 449 607 436 517 584 423 536 590 570 421 534 6.077208.66 410 449 607 436 517 584 423 536 590 570 421 534 6.07728.08 790 1.074 1.267 1.293 1.378 1.425 1.519 1.600 1.389 1.420 1.273 771 15.199 08.13 708 810 979 879 965 939 979 1.053 1.056 994 1.035 811 11.208
402.05. 1 1 1 1 1 1 1 1 1 1 1 1 12402.02. 2 2 2 2 2 2 2 2 2 2 2 2 24402.01. 334 382 461 414 454 442 461 496 498 468 487 381 5.278402.05. 506 579 700 628 690 671 699 753 756 711 740 580 8.013303.05 6 7 9 8 8 8 8 9 9 8 9 7 96
TOTAL 178.771 100,00%
Cubo Raiado 13.423 2,37%
Bogies 52.699 46,59%
Cubo liso 31.650 22,39%
Caixa Satélite 26.407 9,34%
Suporte Suspensão 54.592 19,31%
Tabela 02 – Previsão de produção para 2008 Fonte: A empresa
Com a previsão de demanda em mãos, partiu-se para a realização de uma análise ABC,
levando-se em conta o percentual que cada peça contribuirá para o faturamento do módulo. Esta
análise foi feita com base no levantamento bibliográfico do capítulo 2, e o resultado está
mostrado na Tabela 03, onde os valores percentuais que cada peça contribuirá, estão
representados já ordenados e classificados.
Pode-se notar que as 6 primeiras peças, ou seja, 22,22% dos produtos produzidos no
módulo cinco, sozinhas serão responsáveis por 53,32% do faturamento total previsto para o

35
módulo. Já os outros 21 produtos juntos, serão responsáveis pelo restante do faturamento,
46,68%.
CÉLULA M.S. Demanda prevista
Valor gerado
(%)% acumulada Classe
Suporte Suspensão 208.37 19444 10,88% 10,88%Cubo liso 208.38 17960 10,05% 20,92%Bogies 208.162 15302 8,56% 29,48%Caixa Satélite 28.08 15199 8,50% 37,98%Bogies 208.160 13743 7,69% 45,67%Suporte Suspensão 208.64 13672 7,65% 53,32%Caixa Satélite 08.13 11208 6,27% 59,59%Bogies 208.161 9535 5,33% 64,92%Cubo liso 208.39 8955 5,01% 69,93%Cubo Raiado 402.05. 8013 4,48% 74,41%Bogies 208.160 6962 3,89% 78,31%Bogies 208.161 6609 3,70% 82,01%Suporte Suspensão 208.65 6077 3,40% 85,40%Suporte Suspensão 208.66 6077 3,40% 88,80%Cubo Raiado 402.01. 5278 2,95% 91,76%Cubo liso 208.102 4078 2,28% 94,04%Suporte Suspensão 208114 3503 1,96% 96,00%Suporte Suspensão 208113 3503 1,96% 97,96%Cubo liso 208.38 657 0,37% 98,32%Suporte Suspensão 208.35 639 0,36% 98,68%Suporte Suspensão 208.70 582 0,33% 99,01%Suporte Suspensão 208.71 582 0,33% 99,33%Bogies 208.162 548 0,31% 99,64%Suporte Suspensão 208.36 513 0,29% 99,93%Cubo Raiado 303.05 96 0,05% 99,98%Cubo Raiado 402.02. 24 0,01% 99,99%Cubo Raiado 402.05. 12 0,01% 100,00%
TOTAL 178771 100,00%
A
B
C
Tabela 03– Classificação dos produtos Fonte: A empresa
Através destes dados, pode-se então traçar a curva ABC para as peças produzidas pelo
módulo cinco (Figura 02).
Analisando a Tabela 03 e a curva ABC mostrada na figura 02, pode-se verificar que as
peças que mais contribuem no faturamento são a M.S. 208.37, M.S. 208.38, M.S. 208.162, M.S.
28.08, M.S. 208.160 e a M.S. 208.64.

36
Figura 02 – Gráfico de Pareto para os produtos do módulo cinco. Fonte: A empresa
Dentre as peças que se destacaram pela sua contribuição, foi escolhida para o estudo de
vida útil de ferramentas a peça M.S. 208.38, pois além de ser um produto classe A na
classificação ABC, esta ainda teve uma reclamação de cliente, na qual uma das ações previstas
para a eliminação da causa do problema seria o controle de vida útil de ferramentas para evitar a
reincidência do problema ocorrido. A Figura 03 mostra a peça foco do estudo em seu estado
bruto e depois de usinada.
Figura 03 – Cubo liso M.S. 208.38 no estado bruto e usinado. Fonte: A empresa
B
C
A

37
4.4 LEVANTAMENTO DOS DADOS
A primeira ação tomada para iniciar o levantamento dos dados na máquina foi a
explanação de como proceder para efetuar a coleta dos dados ao supervisor juntamente com os
monitores, para que estes ajudassem no acompanhamento durante o período de coleta de dados.
Posteriormente foram apresentadas as formas de coletas aos operadores que trabalhavam
diretamente com a peça em estudo a importância da veracidade dos dados coletados para a
melhoria do processo, pois sem a cooperação destes não seria possível obter êxito na coleta.
4.4.1 Método de contagem
A máquina na qual foram realizadas as coletas de dados possui um contador de peças
produzidas integrado ao comando CNC. Este contador faz a contagem de ciclos de usinagem,
onde cada peça usinada corresponde a um ciclo. A coleta dos dados referentes à quantidade de
peças que cada ferramenta do processo é capaz de usinar foi realizada com o auxílio deste
contador de ciclos, pois o gerenciador de ferramentas da máquina também utiliza a quantidade de
ciclos realizados para o controle da vida útil das ferramentas. Assim, a vida útil das ferramentas
foram especificadas por quantidade de peças usinadas.
Elaborou-se uma ficha de controle da quantidade de peças produzidas, na qual os
operadores da máquina fariam o acompanhamento e anotações das trocas realizadas durante o
período de coleta de dados (ver Anexo 01). Esta ficha foi elaborada com o intuito de facilitar as
anotações feitas por parte dos operadores, pois estes, além das operações normais do dia-a-dia
teriam mais esta função durante o período de coleta de dados. O desenvolvimento da ficha de

38
acompanhamento teve a participação de alguns operadores, para que estes pudessem dar suas
idéias e opiniões a respeito do método utilizado.
A Figura 04 mostra o modelo de ficha utilizado para a coleta dos dados de vida útil de
ferramenta na máquina e seus campos de preenchimento. Os campos são preenchidos da seguinte
forma:
1. código da máquina, pois cada máquina é codificada de com duas letras seguidas
de números, por exemplo, para torno TO 000;
2. código da peça que estava em estudo;
Figura 04 – Modelo de ficha de controle de vida útil
1 2
3
4 5 6 7 6
8 8 8 8

39
3. nome da célula onde o estudo estava sendo realizado;
4. número correspondente à posição das ferramentas no magazine de troca da
máquina;
5. código da ferramenta ou pastilha de corte utilizada;
6. dados de corte que estavam sendo utilizados para cada ferramenta;
7. número de arestas que a ferramenta possui;
8. área destinada as anotações das trocas efetuados por parte dos operadores, sendo
que a cada troca o operador anotaria no campo T o número da ferramenta que
estava sendo trocada e ao lado, no campo Quantidade, o número de ciclos
realizados momento da troca.
Todos os dados deveriam ser devidamente documentados, pois caso futuramente
ocorresse algum problema quanto à quantidade de peças que a ferramenta estava produzindo,
poderia-se recorrer a esta ficha para a verificação dos dados de cortes utilizados no levantamento
da vida útil e o código da ferramenta utilizada, para a verificar se a ferramenta em uso é mesma
utilizada durante o a coleta de dados.
Os passos para o preenchimento da ficha foram apresentados aos operadores diretamente
ligados ao processo estudado. Foi também apresentada a importância dos dados coletados para a
padronização do processo e as melhorias previstas com a implantação de gestão de vida útil, tais
como a garantia da qualidade da peça, a redução do consumo de ferramentas e a redução do
número de paradas.
4.4.2 Coleta dos dados
Após a elaboração da ficha e da apresentação desta aos operadores, o contador de ciclos
da máquina foi zerado e todas as ferramentas do processo de usinagem trocadas, a fim de

40
começar a coleta dos dados com ferramentas sem uso e em boas condições. Foram também
coletados os códigos de cada ferramenta, sua posição no magazine de troca da máquina e os
dados de corte, avanço e rotação, que estavam sendo utilizados para cada ferramenta.
Foi então anexada uma ficha de coleta de dados junto a máquina, e iniciado a produção e
a coleta dos dados de cada ferramenta.
No início de cada turno houve o acompanhamento dos operadores e sanadas as dúvidas
ainda existentes.
4.4.3 Método de controle de troca de ferramenta
Para efetuar a troca das ferramentas vários fatores poderiam ser analisados, os quais
foram citados no capítulo 2. Devido o tempo restrito para as análises, e eliminar a necessidade de
aquisição de recursos para sua realização, foram selecionados os seguintes métodos para controle
da troca de ferramentas:
1. acabamento superficial – este era controlado por meio de rugosímetro pelos
inspetores de qualidade;
2. variação de medidas – as medições são realizadas de acordo com a FAC,
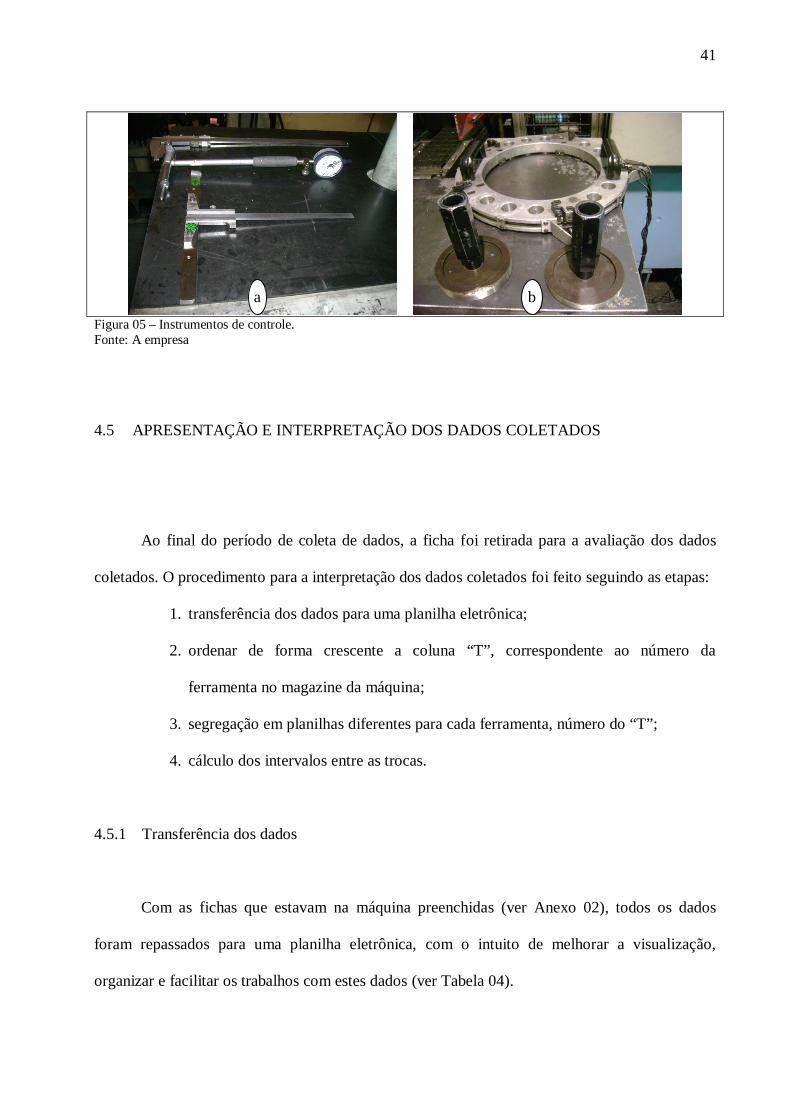
utilizando instrumentos de medição (Figura 05-a) e calibradores (Figura 05-b);
3. quebra ou lascamento da aresta de corte da ferramenta – controle visual ou através
dos instrumentos de medição, pois caso ocorra acarreta em uma variação muito
grande no acabamento superficial e no dimensional da peça.
A ficha de coleta de dados permaneceu na máquina por duas semanas. Durante este
período, houve um acompanhamento diário da coleta de dados e do preenchimento da ficha.
41
Figura 05 – Instrumentos de controle.
Fonte: A empresa
4.5 APRESENTAÇÃO E INTERPRETAÇÃO DOS DADOS COLETADOS
Ao final do período de coleta de dados, a ficha foi retirada para a avaliação dos dados
coletados. O procedimento para a interpretação dos dados coletados foi feito seguindo as etapas:
1. transferência dos dados para uma planilha eletrônica;
2. ordenar de forma crescente a coluna “T”, correspondente ao número da
ferramenta no magazine da máquina;
3. segregação em planilhas diferentes para cada ferramenta, número do “T”;
4. cálculo dos intervalos entre as trocas.
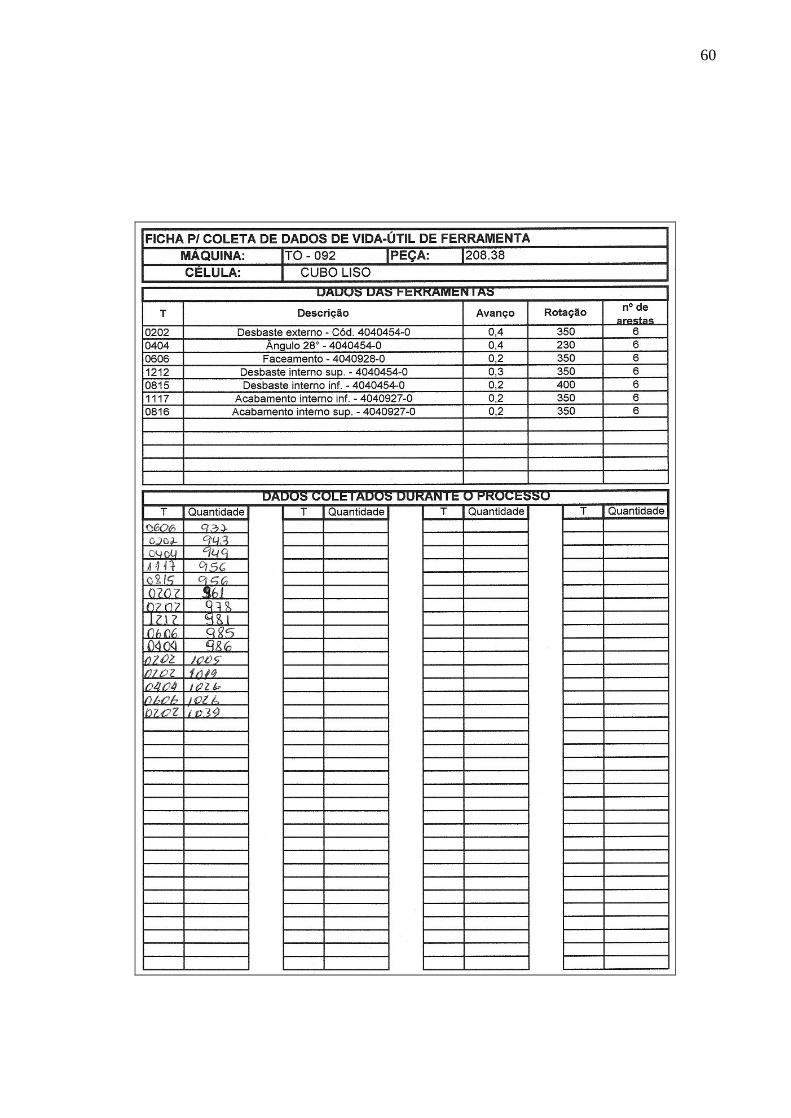
4.5.1 Transferência dos dados
Com as fichas que estavam na máquina preenchidas (ver Anexo 02), todos os dados
foram repassados para uma planilha eletrônica, com o intuito de melhorar a visualização,
organizar e facilitar os trabalhos com estes dados (ver Tabela 04).
a b

42
Depois de repassados para a planilha, os dados foram ordenados de forma crescente pelos
seus número “T” do magazine de ferramentas e então separados blocos, sendo que cada bloco
representa uma ferramenta utilizada no processo de usinagem (ver Tabela 05).
Tabela 04 – Dados de vida útil. Fonte: A empresa

43
Após a separação em blocos para cada ferramenta, partiu-se para os cálculos da
quantidade de peças que cada ferramenta usinou. Para estes cálculos, procedeu-se da seguinte
maneira:
subtraiu-se o valor da coluna QUANT, da troca 2 pelo valor da troca 1;
depois efetuou-se a mesma operação da troca 3 menos a 2;
e assim por diante, subtraindo os valores das trocas, para todas as ferramentas;
por fim, calculou-se a média de peças realizadas por cada ferramenta.
Tabela 05 – Dados de vida útil ordenados. Fonte: A empresa

44
A tabela 06 mostra os dados já com os cálculos da quantidade de peças realizadas por
ferramenta, e a média de peças usinada a cada ferramenta. Mostra ainda alguns dados marcados
de vermelho, pois em reunião com a equipe que estava fazendo a implantação da contagem de
vida útil de ferramentas, foram mostrados todos os cálculos realizados até o momento e os
valores marcados em vermelho foram retirados do cálculo. Isto deve-se ao fato destes valores
divergirem em relação aos demais referentes a mesma ferramenta. Nesta reunião chegou-se a
conclusão que isto pode ter ocorrido por dois fatores:
Tabela 06 – Cálculos e médias geral de usinagem. Fonte: A empresa

45
valores baixos - ocorrência de quebras ou lascamento da ferramenta durante o
processo de usinagem;
valores altos – esquecimento, por parte do operador, de marcar o valor da
quantidade de peças realizadas pela ferramenta no momento da troca da mesma.
Com a retirada dos valores que divergiam, calcularam-se novamente os intervalos de
troca das ferramentas e a quantidade média final de peças produzidas por cada ferramenta (ver
Tabela 07).
Tabela 07 – Cálculos finais de peças produzidas e médias. Fonte: A empresa

46
Pode-se verificar grandes diferenças entre as médias de vida útil obtidas para cada
ferramenta, isto deve-se ao tipo de operação e a área que cada uma usina na peça (ver Figura 06).
Sendo que a ferramenta:
T0202 – desbasta o diâmetro externo da peça, área que vem com sobremetal de
fundição, o que geralmente varia em torno de 2,5mm a 4,0mm. Nesta região a
ferramenta faz usinagem interrompida, ocasionando muito impacto na ferramenta,
fazendo com que a sua durabilidade seja bastante reduzida se comparado as
demais ferramentas;
T0404 – desbasta o ângulo externo que complementa a usinagem realizada pela
ferramenta T0202, ocorrendo assim a mesma situação da ferramenta anterior, mas
com menor área de usinagem, o que justifica sua maior durabilidade se comparada
a ferramenta T0202;
T0606 – usina a face superior da peça, sendo esta uma usinagem contínua e o
fator que mais afeta esta ferramenta quanto à sua durabilidade seria o sobremetal
que vem da fundição.
T0815 e T1212 – são ferramentas que se diferenciam apenas pelo seu
comprimento, fazem usinagem bem parecidas, sendo o sobremetal proveniente da
fundição o principal fator de influência em sua vida útil, sendo assim, pode-se
notar a pequena diferença de vida útil média entre estas duas ferramentas;
T1117 – esta ferramenta usina internamente a peça, retirando o sobremetal
deixado pelas ferramentas T0815 e T1212, que fica sempre em torno de 0,2mm a
0,4mm, sendo pequena a quantidade de material removido por esta ferramenta,
sua durabilidade é bem maior que as demais ferramentas;

47
T0816 – o alto valor alcançado por esta ferramenta deve-se ao fato de seu
pequeno volume de material removido durante o processo de usinagem, pois ela
usina somente a entrada interna da peça, cerca de 15mm.
Figura 06 – Demosntração da área usinada por cada ferramenta.
4.6 IMPLEMENTAÇÃO DA GESTÃO DE VIDA ÚTIL
Após o consenso quanto aos cálculos, partiu-se para a implementação da gestão de vida
útil na máquina, com a utilização do comando CNC para o controle. Para tal, utilizou-se a
quantidade média final calculada para cada ferramenta. A utilização da média para a vida efetiva
das ferramentas foi também decidida em reunião. Esta decisão deu-se devido:
a grande variação de dureza que pode ocorrer no material da peça, devido este ser
de ferro fundido;
o grande número de variáveis citados no capitulo 2, que não foram contemplados
durante a coleta de dados;
T1212
T0404 T0202
T0816 T0606 T0815
T1117

48
a grande possibilidade de quebra ou lascamento da ferramenta que o maior uso
ocasiona.
Os valores das médias foram adicionados no comando CNC, e todas as ferramentas
foram trocadas para que então se desse início a produção da peça com a ativação da gestão de
vida de ferramenta. Com o gestor de vida útil ativado, o comando CNC emite um alarme no
momento em que é expirada a vida da ferramenta, e com este alarme a máquina para de usinar
até que o contador da ferramenta seja zerado novamente.
Para agilizar as trocas, foi colocado junto à máquina ferramentas e insertos para que ao
vencer a vida de alguma ferramenta, esta seja trocada o mais rápido possível, evitando o
deslocamento do operador até a área de gestão de ferramentas. Também foi anexado junto à
máquina uma ficha de acompanhamento para que a qualquer anomalia ocorrida em alguma
ferramenta, fosse anotado a quantidade de peças que a ferramenta produziu e o que ocorreu com
a ferramenta.
4.7 RESULTADOS E ANÁLISES
Os primeiros resultados obtidos com a implantação da gestão de vida útil para o processo
de usinagem do cubo liso foram;
menor número de paradas para trocas de ferramentas, o que refletiu diretamente
na produção, elevando em torno de 2% a 3%;
diminuição do consumo de ferramentas/insertos, que segundo a área de gestão de
ferramentas chegou a aproximadamente 13% nos dois primeiros meses após a
implantação na máquina;

49
Em relação aos objetivos propostos para o trabalho no capítulo 1, pode-se verificar que
houve êxito em alguns e em outros ainda precisa de melhorias para alcançar melhores resultados,
conforme mostra a Tabela 08.
OBJETIVOS ANÁLISE
Conhecer a real capacidade produtiva das ferramentas utilizadas.
A capacidade de cada ferramenta foi levantada, mas se houvesse um maior tempo para a realização do estudo poderiam ser coletados dados por um tempo maior e realizar cálculos mais apurados, com o auxílio de métodos estatísticos, para utilizar ao máximo a capacidade de cada ferramenta.
Padronizar freqüência de trocas de ferramentas.
Este objetivo foi alcançado, pois eliminou-se trocas desnecessárias, tanto aquelas em que a ferramenta foi pouco utiliza da quanto aquelas que a ferramenta chegava ao seu limite e ocasionava problemas à peça.
Reduzir o custo com a utilização de ferramentas.
Com a eliminação das trocas excessivas obteve-se uma boa redução do consumo de ferramentas, que ficou em torno de 13%.
Obter dados para comparativos de custo/benefício, no experimento de novas
ferramentas.
Mesmo com a utilização das médias, já é possível ter números para a comparação das ferramentas em uso com eventuais testes de ferramentas que venha a acontecer, podendo-se ter um melhor comparativo de custo benefício em ter as ferramentas.
Reduzir as paradas de máquinas para realização de trocas de ferramentas.
O objetivo foi alcançado, mas com eventuais melhorias de ferramentas e nos cálculos realizados pode-se reduzir ainda mais estas paradas, aumentando assim a produtividade da célula.
Tabela 08 – Análise dos objetivos do trabalho.
Após a coleta dos dados, deve-se verificar qual a melhor opção quanto à utilização das
ferramentas, pode-se deparar com três casos quanto ao cálculo da vida a ser utilizada:
valores menores que a média – nestes casos deve-se levar em conta o custo das
ferramentas e que danos as quebras ou lascamentos nas ferramentas poderiam
ocasionar à peça, pois na utilização destes valores, diminui-se as probabilidades

50
de quebras e lascamentos, mas por outro lado perde-se um grande potencial das
ferramentas quanto a sua durabilidade;
média – com a utilização da média ainda perde-se no potencial da ferramenta,
mas fica-se num ponto médio quanto a durabilidade da ferramenta e a
probabilidade de quebras e lascamentos;
valores acima da média – vale a pena verificar quais os riscos que a utilização
destes valores trazem, pois aumenta-se a probabilidade de quebras de ferramentas
conforme aumenta o percentual de utilização da ferramenta.

51
5 COMENTÁRIOS FINAIS
Por tratar-se de um primeiro estudo para a gestão da vida útil das ferramentas realizado
dentro da empresa, observam-se muitas partes que poderiam ter sido melhor realizadas.
Todo o estudo foi feito em um tempo pré determinado. Isto ocorreu por ser a gestão de
ferramentas uma das ações previstas para a solução de um problema ocorrido durante a
produção, o qual foi detectado pelo cliente. Com isto a ação tinha data para ser implantada, a
qual foi definida por uma equipe multifuncional que participou da análise de causa do problema
ocorrido, sendo que esta gestão de vida útil deveria estar implantada no dia 16 de fevereiro de
2008.
Os levantamentos realizados pela área de PCP quanto a previsão de produção para o ano
de 2008, foi realizada em meados de dezembro de 2007. Já o início da coleta dos dados deu-se
no dia 29 de janeiro de 2008, pois a peça foco do estudo não estava em produção antes deste dia,
e estendeu-se até o dia 08 de fevereiro de 2008. Desta forma restaram apenas 6 dias úteis para
realização dos cálculos e implantação na máquina. Outro fator que influenciou, foi o fato de
todos os envolvidos no estudo, terem outras atividades dentro da emprese que deveriam andar
em paralelo. Estas limitação influenciaram diretamente nas tomadas de decisões, tais como:
utilização da média como número de peças produzidas por cada ferramenta;
a eliminação de dados que a primeira vista divergiam dos demais dados e
poderiam afetar a média de produtos por ferramentas;

52
tempo de coleta e um acompanhamento mais efetivo das trocas realizadas.
Está prevista a implantação, de forma gradativa, a gestão de vida útil em todas as
máquinas da empresa.
Como para os próximos estudos haverá mais tempo, sugere-se as seguintes melhorias:
a busca de equipamentos ou forma de análise da aresta de corte da ferramentas
utilizadas e trocadas;
utilizar métodos estatísticos para calcular a vida útil e para e eliminação de dados
que divirjam dos demais, de forma a tirar um melhor aproveitamento do potencial
das ferramentas;
5.1 TRABALHOS FUTUROS
Para a realização de futuros trabalhos sugere-se:
fazer um acompanhamento junto às ferramentas para verificar a possibilidade de
aumentar a vida útil destas, para diminuir a perda que a utilização da média
proporciona, ou utilizar algum método estatístico para isto, ou ainda a
necessidade de diminuir a quantidade de peças usinadas pelas ferramentas, caso
ocorra uma quantidade excessiva de quebras e/ou lascamentos das ferramentas;
realizar teste com novas ferramentas, com o intuito de verificar a durabilidade
destas em relação as ferramentas que estão em uso, utilizando os dados coletados
como parâmetro;
fazer estudos mais efetivo das ferramentas que tem menor durabilidade, afim de
aproximar ou preferencialmente igualar a vida útil destas para que em uma parada

53
seja efetuada a troca de mais ferramentas, assim diminuindo ainda mais o número
de paradas durante a produção.

54
REFERÊNCIAS
AMORIM, J. Usinagem dos Materiais. Publicado em 14/11/2007. disponível em: <http://www.ebah.com.br/pastas/ver.arquivo?id=2865>. Acesso em: 07 de janeiro de 2008.
BARBOSA, E. F. Implantação da qualidade total na educação. Belo Horizonte. Fundação Cristiano Ottoni, 1995.
BAYLI, P. et. al. Compras: Princípios e Administração. São Paulo: Atlas, 2000.
CAMPOS, V. F. Qualidade Total Padronização de Empresas. Belo Horizonte. Fundação Christiano Ottoni, 1992.
CROSBY, P. B. Qualidade é Investimento. 6ª ed. Rio de Janeiro: José Olympio Editora, 1994.
DAVIS, M. M. et. al. Fundamentos da Administração da produção. 3 ed. Porto Alegre: Brookman, 2001.
DINIZ, A. E. et al. Tecnologia da usinagem dos materiais. 3.ed. São Paulo: Artilber, 2003.
FEIGENBAUM, A. V. Controle da qualidade total: gestão e sistemas. São Paulo: Makron Books, 1994.
FISCHER, A. Sistematização de processo de padronização de detalhes construtivos em projeto. Florianópolis, 2002 – dissertação de mestrado em Engenharia de Produção – Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina.
GERENCO – ASSESORIA E INFORMÁTICA. Gestão e Qualidade. Disponível em: <http://www.gerenco.com.br/index.html>. Acesso em: 14 de janeiro de 2008.

55
INMETRO – INSTITUTO NACIONAL DE METROLOGIA NORMALIZAÇÃO E QUALIDADE INDUSTRIAL. Treinamento Básico em Gestão de Qualidade: Programa de Extensão Tecnológica em Normalização e Qualidade Industrial. Santa Catarina, 1992.
ISHIKAWA, K. Controle de Qualidade Total à Maneira Japonesa. Rio de Janeiro, Campus, 1993.
JESUS, E.R.B. Ferramentas de usinagem em aço rápido AISI M2 obtido por conformação por “spray”. São Paulo, 2004 – Tese de doutorado em Tecnologia Nuclear-Materiais – Universidade de São Paulo.
KOURGANOFF, W.. A face oculta da universidade. Tradução Cláudia Schilling; FátimaMurad. São Paulo: Editora da Universidade Estadual paulista, 1990.
MARTINS, P. G. e LAUGGENI, F. P. Administração da produção. 2 ed. São Paulo: Saraiva, 2005.
OFICINA DA NET. Liguagem Técnica ISO. Disponível em: < http://www.oficinadanet.com.br/artigo/617/iso_9001_-_liguagem_tecnica_iso>. Acesso em: 20 de maio de 2008.
PALADINI, E. P. Qualidade Total na Prática: Implantação e Avaliação de Sistemas de Qualidade Total. São Paulo: Atlas, 1994.
PALADINI, E. P. Gestao da qualidade: teoria e prática. São Paulo: Atlas, 2000.
PEREIRA, M. O Uso da Curva ABC nas Empresas. Publicado em 01/12/1999 – Edição Número 4. Disponível em: <http://kplus.cosmo.com.br/materia.asp?co=5&rv=Vivencia>. Acesso em: 18 de dezembro de 2007.
ROBLES JR. A. Custos da qualidade: uma estratégia para a competição global. São Paulo: Atlas, 1996.
SLACK, N. et al. Administração da produção. 2. Ed. São Paulo: Atlas 2002.
SLACK, N. Vantagem competitiva em manufatura. São Paulo, Editora Atlas, 1993.

56
STEMMER, G. E. Ferramentas de Corte II: brocas, alargadores, ferramentas . Florianópolis: Ed. da UFSC, de roscas, fresas, brochas, rebolos e abrasivos 1992.
YONG, J.; WILKINSON, A. The Long and Winding Road: The Evolution of Quality Management. Total Quality Management, v.13, n. 1, p. 101-121, 2002. GIL, A. C. Métodos e técnicas de pesquisa social.. São Paulo: Atlas, 1999. KOURGANOFF, Wladimir. A face oculta da universidade. São Paulo: Editora da Universidade Estadual Paulista, 1990.

57
ANEXOS
ANEXO 01 – Ficha para coleta de dados de vida útil de ferramentas.
ANEXO 02 – Fichas preenchidas com dados coletados durante o processo.

58
ANEXO 01 - Ficha para coleta de dados de vida útil de ferramentas.

59
ANEXO 02 - Fichas preenchidas com dados coletados durante o processo.
60












![[CCT] Alunos](https://static.fdocumentos.com/doc/165x107/5449c1f3af795988188b45bf/cct-alunos.jpg)