UNIVERSIDADE ESTADUAL DE MARINGÁ CENTRO DE …Matrizes cimentícias utilizando Resíduos da...
115
UNIVERSIDADE ESTADUAL DE MARINGÁ CENTRO DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA CIVIL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA URBANA WILLIAN DE OLIVEIRA UTILIZAÇÃO DE AGREGADO GRAÚDO RECICLADO DE CONCRETO PARA PRODUÇÃO DE CONCRETOS ESTRUTURAIS: Análise de sua influência nas propriedades mecânicas MARINGÁ 2019
Transcript of UNIVERSIDADE ESTADUAL DE MARINGÁ CENTRO DE …Matrizes cimentícias utilizando Resíduos da...

UNIVERSIDADE ESTADUAL DE MARINGÁ
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA CIVIL
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA
URBANA
WILLIAN DE OLIVEIRA
UTILIZAÇÃO DE AGREGADO GRAÚDO RECICLADO DE CONCRETO PARA PRODUÇÃO DE CONCRETOS
ESTRUTURAIS: Análise de sua influência nas propriedades mecânicas
MARINGÁ 2019

Dados Internacionais de Catalogação-na-Publicação (CIP) (Biblioteca Central - UEM, Maringá – PR., Brasil)
Oliveira, Willian de O48u Utilização de agregado graúdo reciclado de
concreto para produção de concretos estruturais: análise de sua influência nas propriedades mecânicas/ Willian de Oliveira. –- Maringá, 2019.
114 f., il., color., figs., tabs. Orientador: Prof. Dr. Carlos Humberto Martins. Dissertação (mestrado) – Universidade Estadual de
Maringá, Centro de Tecnologia, Programa de Pós-graduação em Engenharia Urbana, 2019.
1. Concreto sustentável. 2. Materiais de
construção sustentável. 3. Agregado reciclado. 4. Resíduos de construção civil. I. Martins, Carlos Humberto, orient. II. Universidade Estadual de Maringá. Centro de Tecnologia. Programa de Pós-Graduação em Engenharia Urbana. III. Título.
CDD 22. ED. 620.139
Jane Lessa Monção CRB9/1173

3
RESUMO
A busca por materiais de construção sustentáveis tem duas vantagens principais, a
reutilização dos resíduos que seriam descartados na natureza e a diminuição da
extração de matéria prima não renovável. Matrizes cimentícias utilizando Resíduos da
Construção Civil (RCC) em sua composição vêm sendo desenvolvidas na busca por
diminuir os impactos causados pela construção civil no ecossistema global e gerar um
negócio rentável na cadeia industrial da construção. O objetivo deste trabalho consiste
em avaliar as propriedades mecânicas no estado fresco e endurecido de concretos
produzidos com substituição de agregado graúdo natural por resíduo da construção
civil reciclado, em teores de 0% (referência), 25%, 50%, 75% e 100%, em duas
avaliações, a primeira, mantendo a relação água/cimento dos traços produzidos e a
segunda aumentando a relação água/cimento de acordo com a quantidade de água
absorvida pelo resíduo. A metodologia utilizada é dividida em três grandes ações.
Primeiramente, o conhecimento dos materiais que foram utilizados, ou seja, seleção
do agregado reciclado, e dos agregados graúdo e miúdo naturais e os ensaios para
determinação de suas características. A segunda ação é a produção do concreto, o
ensaio no estado plástico, para obter os resultados de abatimento e no estado
endurecido, para obter características mecânicas como: resistência a compressão;
módulo de elasticidade estático e dinâmico; absorção de água e índice de vazios. Por
fim, o tratamento dos dados obtidos, a primeira parte dos resultados são as
características dos agregados, como absorção de água e granulometria. Os
resultados demonstram que para os concretos sem variação da relação a/c, quando
se aumenta o teor de agregado reciclado, há uma diminuição do valor do abatimento,
aumento da resistência a compressão e da rigidez. Quando feito a correção da relação
a/c, os valores de abatimento, resistência a compressão e rigidez são mantidos.
Concluindo que a utilização de agregado reciclado de concreto altera as
características do concreto produzido, porém, controlando essas alterações em busca
de melhor desempenho do material torna-se possível a utilização deste resíduo para
concretos com fins estruturais sem perdas significativas de suas propriedades.
Palavras-chave: Agregado Reciclado, Concretos Sustentáveis, Resíduos da
Construção Civil.
4
ABSTRACT
The research for sustainable construction materials has two main advantages, the
reuse of waste materials that would be thrown out in nature and reducing the extraction
of raw material non renewable. The research for sustainable construction materials
has two main advantages, the reuse of waste materials that would be thrown out in
nature and reducing the extraction of raw material non renewable. The objective of this
Work consistnin evaluate the mechanical properties in fresh and rigid of concrete made
with substituting the regular aggregate by reclaimed civil construction waste, with these
contents 0%(reference), 25%, 50%,75%, and 100% using two different evaluations
first, maintaining the water/cement ratio of the traces produced and the second
increasing the water/cement ratio according to the amount of water absorbed by the
residue. The methodology used is divided into three major actions. Firstly, the
knowledge of the materials to be used, that is, the selection of the recycled aggregate,
and the natural aggregates, and the tests to determine their characteristics. The
second action is the production of the concrete, the test in the plastic state, to obtain
the results of abatement and in the hardened state, to obtain mechanical
characteristics such as: compressive strength; static and dynamic modulus of
elasticity; water absorption and void index. Finally, the treatment of the data obtained,
the first part of the results are the characteristics of the aggregates, such as water
absorption and granulometry. The results show that for concretes with no change in
the a/c ratio, when the recycled aggregate content is increased, there is a decrease in
the abatement value, increase in compressive strength and stiffness. When correction
of the a/c ratio is made, the values of abatement, compressive strength and stiffness
are maintained. In conclusion, the use of recycled aggregate of concrete changes the
characteristics of the concrete produced, but controlling these changes in search of
better performance of the material makes it possible to use this residue for concrete
with structural purposes without significant losses of its properties.
Keys-words: Recycled Aggregate, Sustainable Concretes, Civil Construction Waste.

5
SUMÁRIO 1. INTRODUÇÃO ........................................................................................................................... 10
1.1 JUSTIFICATIVA ................................................................................................................. 12
1.2 OBJETIVO .......................................................................................................................... 13
1.3 AÇÕES METODOLÓGICAS ........................................................................................... 13
2. AGREGADOS RECICLADOS DE RESÍDUOS DA CONSTRUÇÃO CIVIL ..................... 15
2.1 GERAÇÃO DE RESÍDUOS DA CONSTRUÇÃO CIVIL .............................................. 16
2.2 DESTINAÇÃO DOS RESÍDUOS DA CONSTRUÇÃO CIVIL ..................................... 18
2.3 RECICLAGEM DOS RESÍDUOS DA CONSTRUÇÃO CIVIL .................................... 19
2.4 UTILIZAÇÃO DO RCC COMO AGREGADOS EM MATRIZES CIMENTÍCIAS ...... 22
2.5 TRABALHOS REALIZADOS COM CONCRETOS UTILIZANDO AGREGADOS
RECICLADOS ................................................................................................................................. 27
3. CARACTERÍSTICAS DO CONCRETO COM AGREGADO RECICLADO NO ESTADO
FRESCO E ENDURECIDO .............................................................................................................. 32
3.1 TRABALHABILIDADE ...................................................................................................... 32
3.2 MASSA ESPECÍFICA ........................................................................................................ 34
3.3 RESISTÊNCIA A COMPRESSÃO .................................................................................. 35
3.4 MÓDULO DE ELASTICIDADE ........................................................................................ 36
3.5 ABSORÇÃO DE ÁGUA E ÍNDICE DE VAZIOS ........................................................... 38
4. MATERIAIS E MÉTODOS ....................................................................................................... 42
4.1 MATERIAIS ........................................................................................................................ 42
4.1.1 Agregado miúdo ........................................................................................................ 42
4.1.2 Agregado graúdo ....................................................................................................... 42
4.1.3 Água ............................................................................................................................ 42
4.1.4 Cimento Portland ....................................................................................................... 42
4.1.5 Resíduo da construção civil ..................................................................................... 43
4.2 MÉTODOS ......................................................................................................................... 43
4.2.1 Caracterização do agregado miúdo ....................................................................... 44
4.2.2 Caracterização do agregado graúdo ...................................................................... 44
4.2.3 Caracterização do RCC ............................................................................................ 44
4.2.4 Produção do concreto ............................................................................................... 45
4.2.5 Ensaios no estado endurecido ................................................................................ 47
5. RESULTADOS E DISCUSSÃO ............................................................................................... 50
5.1 CARACTERIZAÇÃO DO AGREGADO MIÚDO ............................................................ 50
5.2 CARACTERIZAÇÃO DO AGREGADO GRAÚDO ........................................................ 51
5.3 CARACTERIZAÇÃO DO RESÍDUO DE CONSTRUÇÃO CIVIL ................................ 52

6
5.4 DOSAGEM DOS CONCRETOS ...................................................................................... 54
5.5 ENSAIOS NO CONCRETO ENDURECIDO .................................................................. 58
5.5.1 Resistência a compressão .............................................................................................. 58
5.5.2 Modulo de elasticidade dinâmico ................................................................................... 61
5.5.3 Modulo de elasticidade estático ..................................................................................... 65
5.5.4 Absorção de água, índice de vazios e massa específica dos concretos ................ 68
5.5.5 Microscopia Eletrônica de Varredura ............................................................................ 70
6. CONCLUSÃO ................................................................................................................................. 79
6.1 TRABALHOS FUTUROS .................................................................................................. 81
REFERÊNCIAS .................................................................................................................................. 82
APÊNDICE A – Absorção do agregado reciclado. .................................................................. 102
APÊNDICE B – Resultados do ensaio de resistência à compressão. ................................. 103
APÊNDICE C – Resultados do ensaio de módulo de elasticidade longitudinal utilizando o
software Sonelastic. ..................................................................................................................... 107
APÊNDICE D – Resultados do ensaio de módulo de elasticidade estático. ...................... 111
7
LISTA DE FIGURAS
Figura 1: Fluxograma resumido ....................................................................................................... 14
Figura 2: Módulo de elasticidade em função da relação a/c diferentes taxas de substituição
de agregado natural por agregado reciclado de concreto. .......................................................... 38
Figura 3: Britagem do concreto reciclado na usina localizada em Maringá - PR. .................... 43
Figura 4: Limites de granulometria do agregado miúdo. .............................................................. 50
Figura 5: Limites granulométricos do agregado graúdo. .............................................................. 51
Figura 6: Limites granulométricos do agregado reciclado. .......................................................... 52
Figura 7: Curva de absorção do agregado reciclado.................................................................... 53
Figura 8: Ensaio de abatimento de tronco de cone. ..................................................................... 56
Figura 9: Moldagem dos corpos de prova. ..................................................................................... 57
Figura 10: Corpos de prova, moldados e identificados. ............................................................... 57
Figura 11: Prensa hidráulica utilizada para compressão diametral. ........................................... 58
Figura 12: Gráfico de resistência a compressão do concreto com a/c constante. .................. 60
Figura 13: Gráfico de resistência a compressão do concreto com a/c variável. ...................... 60
Figura 14: Tela de análise de propagação da onda no software Sonelastic. ........................... 61
Figura 15: Tela de inserção de dados no software Sonelastic. .................................................. 62
Figura 16: Módulo de elasticidade dinâmico de concreto com a/c constante. ......................... 63
Figura 17: Módulo de elasticidade dinâmico de concreto com a/c variável. ............................. 64
Figura 18: Ensaio do módulo de elasticidade estático. ................................................................ 65
Figura 19: Resultado do módulo de elasticidade estático para concreto com a/c constante. 67
Figura 20: Resultado do módulo de elasticidade estático para concreto com a/c variável. ... 67
Figura 21: Resultado do ensaio de absorção de água do concreto para concreto com fator
água/cimento constante. ................................................................................................................... 69
Figura 22: Resultado do ensaio de absorção de água do concreto para concreto com fator
água/cimento variável. ....................................................................................................................... 70
Figura 23: Amostra 75%, zona de transição entre agregado reciclado e pasta, no concreto
com a/c constante. ............................................................................................................................. 71
Figura 24: Amostra 100%, zona de transição entre agregado reciclado e pasta, no concreto
com a/c constante. ............................................................................................................................. 72
Figura 25: Amostra de referência (0%), zona de transição entre agregado natural e pasta do
concreto com a/c constante. ............................................................................................................. 73
Figura 26: Amostra de 50%, zona de transição entre agregado natural e pasta do concreto
com a/c variável. ................................................................................................................................. 74
Figura 27: Amostra de 50%, zona de transição entre agregado reciclado e pasta, do
concreto com a/c variável. ................................................................................................................ 75
Figura 28: Amostra 75%, zona de transição entre agregado natural e pasta, do concreto com
a/c variável. ......................................................................................................................................... 76
Figura 29: Amostra 100%, zona de transição entre agregado reciclado e pasta, do concreto
com a/c variável. ................................................................................................................................. 77
Figura 30: Amostra de referência (0%) zona de transição entre agregado natural e pasta, do
concreto com a/c variável. ................................................................................................................ 78

8
LISTA DE TABELAS
Tabela 1: Produção de RCC no Brasil. ........................................................................................... 17
Tabela 2: Produção de RCC no Sudeste. ...................................................................................... 17
Tabela 3: Produção de RCC no Seul. ............................................................................................. 17
Tabela 4: Geração e reciclagem de RCC ....................................................................................... 20
Tabela 5: Parâmetro de dosagens dos concretos. ....................................................................... 45
Tabela 6: Traço do concreto produzido sem correção do fator a/c. ........................................... 46
Tabela 7: Traço do concreto com correção do fator a/c. ............................................................. 46
Tabela 8: Separação das amostras por ensaio. ............................................................................ 48
Tabela 9: Caracterização da areia. .................................................................................................. 50
Tabela 10: Caracterização da brita. ................................................................................................ 51
Tabela 11: Caracterização do agregado reciclado. ...................................................................... 52
Tabela 12: Traço unitário produzido, com fator água/cimento constante. ................................ 54
Tabela 13: Quantidade de materiais utilizados. considerando perda de 15% e o abatimento
medido em cada substituição. .......................................................................................................... 55
Tabela 14: Traço unitário produzido, com fator água cimento variável. .................................... 55
Tabela 15: Quantidade de materiais utilizados, considerando perda de 15% e o abatimento
medido em cada substituição. .......................................................................................................... 56
Tabela 16: Resultado de resistência a compressão do concreto com a/c constante. ............ 59
Tabela 17: Resultado de resistência a compressão do concreto com a/c variável. ................ 59
Tabela 18: Resultado de módulo de elasticidade dinâmico de concretos com a/c constante.
............................................................................................................................................................... 62
Tabela 19: Resultado de módulo de elasticidade dinâmico de concretos com a/c variável. . 63
Tabela 20: Resultado de módulo de elasticidade estático para concretos produzidos com a/c
constante. ............................................................................................................................................ 66
Tabela 21: Resultado de módulo de elasticidade estático para concretos produzidos com a/c
variável. ................................................................................................................................................ 66
Tabela 22: Resultado do ensaio de absorção, índice de vazios e massa específica para o
concreto com fator água/cimento constante. ................................................................................. 68
Tabela 23: Resultado do ensaio de absorção, índice de vazios e massa específica para o
concreto com fator água/cimento variável. ..................................................................................... 69
Tabela 24: Ensaio de absorção de água. ..................................................................................... 102
Tabela 25: Resultado de resistência a compressão (25%). ...................................................... 103
Tabela 26: Resultado de resistência a compressão (50%). ...................................................... 103
Tabela 27: Resultado de resistência a compressão (75%). ...................................................... 104
Tabela 28: Resultado de resistência a compressão (100%). .................................................... 104
Tabela 29: Resultado de resistência a compressão (REF). ...................................................... 104
Tabela 30: Resultado de resistência a compressão (25%).: ..................................................... 105
Tabela 31: Resultado de resistência a compressão (50%). ...................................................... 105
Tabela 32: Resultado de resistência a compressão (75%). ...................................................... 105
Tabela 33: Resultado de resistência a compressão (100%). .................................................... 106
Tabela 34: Resultado de resistência a compressão (REF). ...................................................... 106
Tabela 35: Resultado de módulo de elasticidade dinâmico (25%). ......................................... 107
Tabela 36: Resultado de módulo de elasticidade dinâmico (50%). ......................................... 107
Tabela 37: Resultado de módulo de elasticidade dinâmico (75%). ......................................... 108
Tabela 38: Resultado de módulo de elasticidade dinâmico (100%). ....................................... 108

9
Tabela 39: Resultado de módulo de elasticidade dinâmico (REF). ......................................... 108
Tabela 40: Resultado de módulo de elasticidade dinâmico (25%). ......................................... 109
Tabela 41: Resultado de módulo de elasticidade dinâmico (50%). ......................................... 109
Tabela 42: Resultado de módulo de elasticidade dinâmico (75%). ......................................... 109
Tabela 43: Resultado de módulo de elasticidade dinâmico (100%). ....................................... 110
Tabela 44: Resultado de módulo de elasticidade dinâmico (REF). ......................................... 110
Tabela 45: Resultado de módulo de elasticidade estático (25%). ............................................ 111
Tabela 46: Resultado de módulo de elasticidade estático (50%). ............................................ 111
Tabela 47: Resultado de módulo de elasticidade estático (75%). ............................................ 112
Tabela 48: Resultado de módulo de elasticidade estático (100%). ......................................... 112
Tabela 49: Resultado de módulo de elasticidade estático (REF). ............................................ 112
Tabela 50: Resultado de módulo de elasticidade estático (25%). ............................................ 113
Tabela 51: Resultado de módulo de elasticidade estático (50%). ............................................ 113
Tabela 52: Resultado de módulo de elasticidade estático (75%). ............................................ 113
Tabela 53: Resultado de módulo de elasticidade estático (100%). ......................................... 114
Tabela 54: Resultado de módulo de elasticidade estático (REF). ............................................ 114

10
1. INTRODUÇÃO
A busca por materiais de construção sustentáveis tem duas vantagens
principais, a reutilização dos resíduos que seriam descartados na natureza e a
diminuição da extração de matéria prima não renovável. Matrizes cimentícias
utilizando Resíduos da Construção Civil (RCC) em sua composição vêm sendo
amplamente estudados a fim da diminuição de impactos causados pela construção
civil no ecossistema global.
A construção de edificações consome até 75% dos recursos extraídos da
natureza, com o agravante de que a maior parte destes não é renovável (MARTINS
et al, 2016).
As áreas degradadas com extração de materiais, por definição, não possuem
mais capacidade de repor as perdas de matéria orgânica do solo (nutrientes,
biomassa e estoque de propágulos) que fica com as características biológicas, físicas
e químicas alteradas, a ponto de tornar o solo estéril (MARTINS e CASTRO. 2016).
A indústria da construção civil é responsável por altos índices de geração de
resíduo, segundo a Agenda 21. Os RCC são considerados como os maiores
causadores de degradação ambiental, tal fato é justificado tanto pelo volume gerado
quanto pelo tratamento e disposição final inadequados.
O boletim da ABRELPE (2015) de resíduos sólidos brasileiros, mostra que os
municípios coletaram cerca de 45 milhões de toneladas de RCC em 2015, o que
configura um aumento de 1,2% em relação a 2014. Esta situação, também observada
em anos anteriores, exige atenção especial, visto que a quantidade total desses
resíduos é ainda maior, uma vez que os municípios, via de regra, coletam apenas os
resíduos lançados ou abandonados nos logradouros públicos. Ou seja, os enviados
para aterros controlados ou reciclagem não foram contabilizados.
Em relação ao processamento ou reciclagem dos RCC, de acordo com a
Pesquisa Nacional Saneamento Básico (IBGE, 2010), dos 5.564 municípios
brasileiros, 4.031 municípios (72,44%) apresentam serviços de manejo dos RCC, que
podem se caracterizar apenas como destinação correta. Contudo, apenas 392
municípios (9,7%) possuem alguma forma de processamento dos RCC, como
reciclagem ou reutilização e Maringá (PR) faz parte deste cenário, contendo uma
recicladora de resíduo da construção civil.

11
Algumas alterativas existentes para conter a utilização de produtos naturais na
construção civil é aprimorar o uso destes produtos para concretos estruturais. Na
questão da utilização de materiais alternativos, uma possível ação para a mitigação
dos impactos ambientais é a utilização de materiais reciclados a partir do resíduo de
construção civil (RCC). Estes resíduos podem ser reciclados e utilizados na própria
obra, ou também podem ser encaminhados a usinas de reciclagem para tornar os
materiais com granulometrias adequadas para a utilização em concretos (nº 307/2002
CONAMA).
Os agregados são um importante material a ser produzido a partir da
reciclagem do RCC, por ser um dos materiais mais consumidos pelo setor da
construção civil. Além de contribuir com a preservação do meio ambiente, o agregado
proveniente de RCC demanda menor custo de capital, de energia e, potencialmente,
de transporte, por serem produzidos até mesmo no canteiro da obra que gera o
resíduo (ARAUJO et al, 2016).
Segundo a resolução nº 307/2002 do CONAMA os Resíduos da Construção
Civil (RCC) são os provenientes de construções, reformas, reparos e demolições de
obras de construção civil, e os resultantes da preparação e da escavação de terrenos,
tais como: tijolos, blocos cerâmicos, concreto em geral, solos, rochas, metais, resinas,
colas, tintas, madeiras e compensados, forros, argamassa, gesso, telhas, pavimento
asfáltico, vidros, plásticos, tubulações, fiação elétrica, e outros.
A falta de locais específicos para a destinação do RCC faz com que este
resíduo seja lançado clandestinamente no meio ambiente urbano, como ruas, fundo
de vales, encostas, o que tem causado vários impactos ambientais, comprometendo
a paisagem e obstruindo a drenagem urbana. Os municípios tendem a gastar grande
parte dos recursos públicos com a coleta do RCC de locais inadequados e com o
aterramento desses resíduos, na falta de empresas e incentivos que possam
promover a sua reciclagem, o que onera as administrações municipais e esgota os
aterros sanitários (SOUZA, 2012).
A produção de agregados no Brasil segundo relatório da ANEPAC (2015) é de
741 milhões de toneladas anuais, todo esse agregado extraído da natureza em
minerações de pedreiras, que degradam o local e no fim de sua utilização gera
grandes quantidade de resíduos que sem a sua reutilização gera dois problemas
notórios, extração agressiva e geração de resíduos.

12
Os concretos produzidos com a substituição de brita natural por RCC reciclado
tem algumas características mecânicas que merecem atenção, como, aumento do
consumo de água devido a absorção do agregado reciclado de concreto ser maior que
o das britas naturais, com isso para manter a resistência é necessário aumentar o
consumo de cimento, ou seja, mantendo o mesmo traço naturalmente haverá uma
redução de resistência, assim como módulo de elasticidade do material, aumento da
absorção de água, entre outras características inerentes aos agregados.
Segundo Leite (2001), o agregado reciclado apresenta características
intrínsecas que afetam o desempenho dos concretos com ele produzidos. O formato
irregular desse material, a menor massa específica e a maior porosidade influenciam
diretamente nas propriedades dos concretos tanto no estado fresco, quanto no
endurecido.
1.1 JUSTIFICATIVA
A geração de resíduos é uma característica comum a todos os processos
produtivos e os processos produtivos inerentes à existência humana, logo a busca
para reduzir, reutilizar e reciclar os resíduos é cada vez mais importante para o
desenvolvimento sustentável.
Sem dúvidas, é improvável a existência uma sociedade sem processos de
industrialização, porém, quando o foco está somente em consumir, é improvável que
o meio ambiente suporte. Atualmente, este cenário se depara com a concepção do
consumo sustentável, que visa à preservação dos recursos naturais, tendo como
alternativa primordial a minimização dos danos causados ao ambiente e ao mesmo
tempo a garantia da continuidade da produção através da reciclagem e da utilização
de outros materiais, na tentativa de garantir a gerações futuras condições de
desenvolvimento (CASTRO, 2016).
A utilização de resíduos sólidos como matéria prima industrial vem sendo
estudado em diversos setores industriais e um destes que merece destaque devido
ao seu alto potencial de danificação do meio ambiente é a indústria da construção
civil. A utilização de resíduos da construção civil (RCC) está em processo de
aprimoramento com mais pesquisas relacionadas ao seu benefício, pois é necessária

13
a busca por disposição menos impactante deste resíduo que é gerado em quantidades
cada vez maiores.
A utilização de RCC em matrizes cimentícias tem inúmeras vantagens, porém
duas são principais e diretas: reaproveitamento dos resíduos e a diminuição da
extração de matéria prima não renovável da natureza. Nota-se que o aproveitamento
de resíduos pode em diversos casos trazer melhorias técnicas, além da redução de
custos e de impacto ambiental.
1.2 OBJETIVO
Avaliar as propriedades mecânicas no estado fresco e endurecido de concretos
produzidos com substituição de agregado graúdo natural por resíduo da construção
civil reciclado, em teores de 0 (referência), 25, 50, 75 e 100%.
1.3 AÇÕES METODOLÓGICAS
Este trabalho, de maior parte constituído em experimentos, se divide em três
grandes etapas metodológicas oriundas do objetivo, a primeira é a caracterização dos
materiais que foram utilizados na confecção dos concretos, ou seja, determinação da
granulometria, massa específica, massa unitária, e absorção de água para os
agregados miúdos e graúdos.
A segunda grande ação é a produção dos concretos, ou seja, a partir da
determinação das características dos materiais pode-se desenvolver os traços, com
as proporções de agregado graúdo reciclado nos teores de 0 (referencia), 25, 50, 75
e 100% com dois tipos de avaliação, o primeiro sem variação da quantidade de água
do concreto e o segundo variando a quantidade de água conforme a adição de
agregado reciclado corrigindo sua absorção. Na fabricação do concreto foi realizado
o ensaio de abatimento por tronco de cone visando verificar a trabalhabilidade e logo
após a moldagem dos corpos de prova. Passando o período de cura, 28 dias, serão
realizados os ensaios no estado endurecido, resistência à compressão, absorção de
água e os módulos de elasticidade, dinâmico e estático.
A terceira grande ação é o tratamento dos dados, com a finalidade de obter
todas as relações das consequências da utilização de agregado reciclado no concreto,

14
como variação das características, das quais: resistências a compressão, absorção
de água e o módulo de elasticidade.
A seguir é exposto um fluxograma com um resumo das principais etapas
metodológicas necessárias para o desenvolvimento da pesquisa.
Figura 1: Fluxograma resumido
Caracterização
dos materiais
ÍnicioDeterminação
do traço -
Literatura
Produção dos
traços
Ensaios no
estado fresco e
moldagem
Ensaios no
estado
Endurecido
Tratamento dos
dados
Fim
Etapa 1. Etapa 2.Etapa 3.
Fonte: Autor (2018).

15
2. AGREGADOS RECICLADOS DE RESÍDUOS DA
CONSTRUÇÃO CIVIL
Segundo a ABNT NBR 15114:2004, os resíduos da construção civil são
definidos como: “Resíduos provenientes de construções, reformas, reparos e
demolições de obras de construção civil, e os resultantes da preparação e da
escavação de terrenos, tais como tijolos, blocos cerâmicos, concreto em geral, solos,
rochas, metais, resinas, colas, tintas, madeiras e compensados, forros, argamassa,
gesso, telhas, pavimento asfáltico, vidros, plásticos, tubulações, fiação elétrica etc.,
comumente chamados de entulhos de obras, caliça ou metralha”. Os resíduos da
construção civil são classificados em quatro classes: A, B, C e D, sendo que:
Classe A: resíduos reutilizáveis ou recicláveis como agregados de construção,
demolição, reformas e reparos de pavimentação, obras de infraestrutura, solos
provenientes de terraplenagem, edificações (tijolos, argamassa, concreto, cerâmica),
etc.
Classe B: resíduos recicláveis para outras destinações, como: plástico, papel,
papelão, metais, vidros, madeiras, gesso, etc.
Classe C: resíduos para os quais não foram desenvolvidas tecnologias ou
aplicações economicamente viáveis que permitam a sua reciclagem/recuperação.
Classe D: resíduos perigosos oriundos do processo de construção, como:
tintas, solventes, óleos, e também resíduos oriundos de demolições, reformas e
reparos de clínicas radiológicas, instalações industriais e outros, bem como telhas e
demais objetos e materiais que contenham amianto ou outros produtos nocivos à
saúde.
Os RCC são classificados como inertes pela ABNT NBR 10004:2004, mas,
segundo John & Agopyan (2001), alguns RCC analisados, apresentaram
contaminações, tais contaminações podem vir a afetar a qualidade do produto
composto pelo resíduo e também podem apresentar riscos ambientais, ou seja, nem
sempre o RCC pode ser classificado como um resíduo inerte.
A preocupação com os resíduos da construção civil iniciou-se no ano de 2002
após a instituição da resolução CONAMA 307 (2002); tal resolução estabelece
diretrizes, critérios e procedimentos para a gestão sustentável dos RCC instituindo
ações necessárias para minimizar os impactos ambientais causados nas cidades. De

16
acordo com esta resolução os geradores deverão priorizar a não geração, a redução,
a reutilização, a reciclagem e a destinação final dos resíduos.
Seguem algumas diretrizes, sobre geração, destinação, tratamento e
reciclagem do RCC, que são balizados pela Associação Brasileira de Normas
Técnicas.
ABNT NBR 15112:2004: Resíduos sólidos da construção civil e resíduos
volumosos – Áreas de transbordo e triagem – Diretrizes para projeto, implantação e
operação.
ABNT NBR 15113:2004: Resíduos sólidos da construção civil e resíduos inertes
– Aterros – Diretrizes para projeto, implantação e operação.
ABNT NBR 15114:2004: Resíduos sólidos da construção civil – Áreas de
reciclagem – Diretrizes para projeto, implantação e operação.
ABNT NBR 15115:2004: Agregados reciclados de resíduos sólidos da
construção civil – Execução de camadas de pavimentação – Procedimentos.
ABNT NBR 15116:2004: Agregados reciclados de resíduos sólidos da
construção civil – Utilização em pavimentação e preparo de concreto sem função
estrutural – Requisitos.
2.1 GERAÇÃO DE RESÍDUOS DA CONSTRUÇÃO CIVIL
A geração dos Resíduos de Construção e Civil é proveniente das atividades da
Construção Civil, apresentando uma alta quantidade de resíduos descartados
oriundos de um planejamento falho para a execução das obras, Assim, a atividade da
construção civil caracteriza-se como altamente impactante ao ambiente, tanto pela
exploração desordenada dos recursos naturais como pelos altos índices de resíduos
gerados (CORNELI, 2009).
Segundo últimos dados da ABRELPE (2015) os municípios coletaram cerca de
45 milhões de toneladas de RCC em 2015, o que configura um aumento de 1,2% em
relação a 2014. Esta situação, também observada em anos anteriores, exige atenção
especial, visto que a quantidade total desses resíduos é ainda maior, uma vez que os
municípios, via de regra, coletam apenas os resíduos lançados ou abandonados nos
logradouros públicos, ou seja, os que não estão nestes dados, são oriundos de
depósito ilegal de RCC em fundos de vale, aterros, etc.

17
Tabela 1: Produção de RCC no Brasil.
Região
2014 2015
RCD Coletado (t/dia) / Índice (kg/hab/dia
RCD Coletado (t/dia)
Índice (kg/hab/dia)
Brasil 122.626/0,603 123.721 0,605
Fonte: ABRELPE 2015. Adaptado pelo autor.
Nas regiões sul e sudeste, os valores da geração de resíduos correspondem a
maior parte do total, como segue a coleta da região Sudeste na Tabela 2 e do Sul na
Tabela 3.
Tabela 2: Produção de RCC no Sudeste.
Região
2014 2015
RCD Coletado (t/dia) / Índice (kg/hab/dia
RCD Coletado (t/dia)
Índice (kg/hab/dia)
Sudeste 63.469/0,746 64.097 0,748
Fonte: ABRELPE 2015. Adaptado pelo autor.
Tabela 3: Produção de RCC no Seul.
Região
2014 2015
RCD Coletado (t/dia) / Índice (kg/hab/dia
RCD Coletado (t/dia)
Índice (kg/hab/dia)
Sul 16.513/0,569 16.662 0,57
Fonte: ABRELPE 2015. Adaptado pelo autor.
A quantidade de resíduos gerados é um fato grave a ser observado e necessita
que sejam tomadas algumas alternativas para primeiramente reduzir a geração de
RCC na fonte, ou seja, otimizando projetos, execuções, construções mais
sustentáveis que geram menos resíduos. Caso não seja possível a não geração a
segunda opção é a reutilização dos resíduos na obra, com isso reduzindo a disposição
inadequada do resíduo. Ainda se não for possível a reutilização outra saída importante
é a reciclagem do RCC na obra. E se ainda não for possível deverá ser depositado

18
para reciclagem em outro local, porém o papel da gestão da obra na geração do
resíduo é fundamental buscando minimizar a emissão.
2.2 DESTINAÇÃO DOS RESÍDUOS DA CONSTRUÇÃO CIVIL
As primeiras usinas de reciclagem do Brasil foram instaladas pelas Prefeituras
de São Paulo, SP (1991), de Londrina, PR (1993) e de Belo Horizonte, MG (1994).
Em 1999, foi confirmada por Pinto (1999) a relevância do tema, apontando que o RCC
pode corresponder a mais de 50% da massa dos resíduos sólidos municipais. Entre
1999 e 2005, ante os benefícios econômicos e ambientais obtidos pela Prefeitura de
Belo Horizonte, algumas prefeituras do Estado de São Paulo, como Piracicaba, Santo
André e Campinas, também implantaram planos de gerenciamento de RCC
(OLIVEIRA, 2014).
Até meados do último século as questões relativas ao desenvolvimento
industrial sobrepunham-se àquelas correlatas ao meio ambiente sem que fosse dada
a devida importância aos reflexos da interação entre o homem, suas atividades e o
meio no qual estão inseridos, sendo os assuntos decorrentes da interação entre o
homem e seu habitat apenas objeto de estudo de pesquisadores que divulgavam suas
observações sem nenhum respaldo por parte das empresas e do governo
(FERREIRA; NOSCHANG; FERREIRA, 2009).
Atualmente, quando avaliadas as exigências sociais e legais propostas ao setor
da construção civil, as atividades correlatas ao beneficiamento e posterior utilização
dos resíduos de construção civil têm sido vistas como um dos meios para o
fechamento de seu ciclo produtivo. Esta atividade tem-se apresentado viável quando
demonstrados os benefícios ambientais oriundos da incorporação destes rejeitos em
novos produtos ou pelo seu emprego direto como material substituto aos agregados
naturais (CARMO, et al. 2012).
A utilização destes materiais reciclados traz ainda como vantagens a redução
de custos com deposições irregulares e como consequência minimiza o abandono de
rejeitos perto das zonas urbanas. Em seu trabalho, Inyang (2003) expõe que o
desenvolvimento de infraestrutura física para operações civis e industriais oferece
oportunidades significativas para o emprego de material reciclado em grandes
quantidades.

19
Ainda como justificativa para a reutilização dos RCC, é exposto por Peixoto et
al., (2009) que a indústria da construção seja responsável pelo uso de 15 a 50% do
montante de todo o recurso natural consumido pela sociedade. Peixoto et al. (2009)
relatam ainda que o consumo de agregados naturais no Brasil varia entre 1 a 8 tone-
ladas/per capita ao ano e que o uso deste insumo para a produção de concreto atinge
índices de 220 milhões de toneladas por ano.
Sendo assim, como forma de minimizar o emprego indiscriminado de materiais
virgens, a degradação ambiental dada pela grande extração de recursos naturais e a
deposição de rejeitos em aterros ou locais não regulamentados, a reciclagem e
reutilização dos resíduos de construção civil firma-se como uma alternativa a
considerar quando avaliados os requisitos de sustentabilidade (CARMO, et al. 2012).
Contudo, um dos maiores problemas quanto ao emprego dos agregados
reciclados reside no fato de sua variabilidade, propriedade intrínseca, que reduz a
gama de utilização destes insumos nas atividades inerentes à construção civil. Porém,
quando adotadas ações de controle desta propriedade é possível ampliar seu
emprego, o que ocasiona um incremento no beneficiamento dos RCC além de
proporcionar ganhos ambientais por meio da redução da extração de materiais
virgens, redução da poluição e ganhos econômicos quando avaliada a redução de
custos atingida pela minimização de gastos com materiais em obras, por exemplo.
Mas para que se promova uma expansão do uso dos agregados reciclados é
necessário que se demonstre que a sua utilização não implica em riscos, sejam eles
ambientais, de segurança ou de qualquer espécie. Desta forma, o material produzido
a partir dos RCC deve apresentar um desempenho equivalente ou superior àqueles
que visa substituir.
2.3 RECICLAGEM DOS RESÍDUOS DA CONSTRUÇÃO CIVIL
Conseguir que materiais considerados como entulhos (lixo, resíduos), como é
o caso do concreto demolido, sejam reutilizados na elaboração de novas misturas de
concreto, resolve entre outros objetivos: (A) reutilização de resíduos sólidos,
reduzindo a quantidade de resíduos ou entulhos que agridem o meio ambiente e
consequentemente os seres humanos, como por exemplo, o problema dos liquídos
lixiviados; (B) projeto, inovação e elaboração de novos materiais de construção
ecoeficientes; (C) conservação de matérias-primas e suas jazidas, resultando na não

20
exploração e na preservação do habitat natural da flora e fauna nativa, conservação
da arquitetura da paisagem, geoparques. Os recursos minerais não são renováveis;
(D) diminuição da contaminação atmosférica, dando um novo uso a um material que
durante sua produção emitiu CO e CO2 (MARTÍNEZ-MOLINA, 2015).
Tabela 4: Geração e reciclagem de RCC
Países RCC (Mt) RCC
Reciclado (Mt)
% RCC Reciclado
Austrália 14 8 57
Bélgica 14 12 86
Inglaterra 90 46 50
França 309 195 63
Alemanha 201 179 89
Irlanda 17 13 80
Japão 77 62 80
Holanda 26 25 95
Portugal 4 0 0
Espanha 39 4 10
Taiwan 63 58 91
Fonte: WBCSD (2015)
A reciclagem dos RCC são a melhor opção e neste trabalho em especial a
reciclagem de concreto, pois o concreto quando britado pode produzir um material
com características suficientes para substituir o agregado natural, porém no processo
de reciclagem dever ser tomados algumas precauções como exposto a seguir por
Melo (2011).
Os RCC enviados a usina de reciclagem devem ser inspecionadas na
recepção e, se aceitos, são armazenados em local plano próximo ao
alimentador. Esse procedimento ocorre no pátio de recepção (entrada),
devendo haver área suficiente para observação e pré-seleção, bem
como circulação de veículos e funcionários.
A área de armazenagem também é o local de espera transitória do RCC,
além de área destinada a serviços de apoio, pré-seleção (para eventual
reuso) ou triagem. Nela a disposição deve ser dar mediante prévia
inspeção que indique a disposição separada pela predominância de
resíduos de concreto ou de argamassas, blocos cerâmicos e de

21
concreto. Essa atividade é essencial para a redução da contaminação
do agregado reciclado e controle de qualidade operacional.
Os RCC armazenados (classificados conforme citação anterior) são
encaminhados a áreas distintas para triagem das madeiras, plásticos,
metais, matéria orgânica e outras “impurezas” que devem ser separadas
manualmente e estocados provisoriamente na área de rejeitos. Os
resíduos classificados e isentos das impurezas são transferidos por pá
carregadeira para a mesa do alimentador vibratório que proporciona a
pré-limpeza de “finos” pela grelha no fundo da mesa. Os materiais mais
grossos seguem para o britador. Os finos separados na pré-limpeza são
direcionados por um transportador de correia para armazenagem em
pilha. Esse material é conhecido como bica corrida, podendo apresentar
grandes quantidades de solos.
O material que segue para o núcleo de britagem é reduzido e despejado
em um transportador de correia fixa que movimenta e eleva o agregado
reciclado em relação ao solo. Durante a saída do britador, é feita a
separação magnética antes da segunda etapa de elevação, que se dá
pela queda do agregado no transportador móvel, que tem três funções:
a) empilhar o material em leira semi-circular; b) aumentar a estocagem
vertical das pilhas; c) alimentar as peneiras vibratória quando necessária
a separação por granulometria. Nesse caso, os agregados reciclados
devem ser dos RCC de concreto por terem condição de melhor
aproveitamento.
As peneiras mais comuns são as de diâmetro inferior a 4,8 mm; diâmetro
de 4,8 mm < Ø < 9,5 mm; diâmetro de 9,5 mm < Ø < 25,4 mm; e superior
a 25,4 mm. Algumas usinas podem ter uma peneira logo após o
transportador fixo. Nesse caso, o agregado retido volta ao núcleo de
redução para re-britagem. Essa opção é utilizada sempre que se produz
só um tipo de agregado reciclado.
22
2.4 UTILIZAÇÃO DO RCC COMO AGREGADOS EM MATRIZES CIMENTÍCIAS
Devido à poluição ambiental e às alterações climáticas, torna-se importante
iniciar a formação de uma consciência coletiva em países menos desenvolvidos a fim
de reduzir a extração de materiais pétreos de ambientes naturais, reduzindo assim o
esgotamento acelerado das reservas dos agregados provenientes tanto dos leitos de
rios como das pedreiras (RAKSHVIR, BARAI, 2006; MONTOYA et al., 2005). A
demanda por recursos naturais e a escassez de matérias-primas é importante;
portanto, a necessidade de preservar e proteger o meio ambiente de uma crise
ecológica faz com que a técnica do concreto reciclado seja uma atividade de grande
importância na construção (AGUILAR et al., 2005).
Pesquisas anteriores mostraram que as propriedades físicas e mecânicas dos
concretos reciclados, composto por adições de agregados reciclados em sua matriz,
podem garantir a sua resistência e desempenho mecânico (TOPCU, 1997; TOPCU,
SENGEL, 2004; TOPCU, GUNCAN, 1995). Estudos derivados de aplicações
específicas em obras civis mostram que muitas vezes o resíduo de concreto não é
suficiente e nem utilizado de forma eficiente. Este resíduo de concreto pode também
ser usado para produzir elementos de concreto pré-fabricados, como blocos, materiais
de isolamento, materiais leves e painéis.
Segundo Mheta e Monteiro (2008) para concretos de baixas resistências, ou
seja com alta relação cimento, a carga que o corpo de prova resiste a compressão
está relacionado a interface do agregado com a pasta, e não ao tipo de agregado ou
a sua resistência. Com isso os estudos relacionados a melhoria do aspecto dos
agregados são importantes para a incorporação do agregado nos concretos
estruturais.
O agregado reciclado pode ter em sua composição materiais que reagem de
forma negativa com os álcalis do cimento, logo o ideal seria realizar um tratamento no
agregado para controlar estes problemas (SHI, et al. 2015).
A primeira parte dos estudos apontados são a respeito da retirada da
argamassa aderida ao antigo agregado na reciclagem do concreto, alguns processos
são mecânicos, trituração mecânica ou pré-imersão dentro de água ou ácido são os
métodos mais comuns para remover a argamassa aderida. Trituração mecânica
também poder ser um tratamento popular por causa do procedimento simples para

23
produzir RCC com baixo teor de argamassa aderida (SUN e XIAO, 2004). No entanto,
trituração mecânica pode facilmente danificar RCC através da introdução de
microfissuras no material, principalmente quando utilizado como agregado graúdo.
A argamassa aderida pode ser separada quando possível a partir do agregado
natural usando britagem e moagem com esferas, a qual também pode melhorar a
forma de agregados, devido à colisão e seus efeitos. A principal função da moagem
tradicional é conseguida através dos efeitos de vibração do rolamento de uma
engrenagem excêntrica rotativa de alta velocidade em um moinho. A argamassa
aderida seria polida por esta ação. Ela pode ser modificada adicionalmente,
melhorando a engrenagem excêntrica para obter uma velocidade maior, e assim
aumentar a eficiência de descascar das argamassas e a qualidade do RCC.
Montgomery (1998) removeu a argamassa aderida do agregado virgem por moagem
de bolas e investigou as influências do conteúdo de argamassa aderida nas
propriedades do RCC, como ensaios de presença de sulfatos e cloretos.
Bru et al. (2014) fez um estudo da influência do calor na retirada da argamassa
aderida, em seu trabalho utiliza micro-ondas de calor para aquecer o agregado e
enfraquecer a zona de transição originais entre o agregado virgem e a argamassa
aderida. Em seguida, a moagem mecânica pode efetivamente remover a argamassa
aderida para obter o RCC de alta qualidade. Geralmente, quanto maior a temperatura
de aquecimento, mais fácil a argamassa pode ser removida. No entanto, quando a
temperatura é superior a 500°C, as propriedades do RCC podem ser degradadas.
Pré-imersão em água pode separar impurezas e obter RCC de maior qualidade.
Katz (2004) adotou a limpeza de água em jatos repetidos para remover a argamassa
aderente fraca até a água estar limpa. Ele descobriu que foi eficaz na remoção da
argamassa aderida e aumentou a resistência a compressão do concreto com
agregado reciclado, o aumento de força foi de cerca de 7% aos 28 dias. Embora este
método possa efetivamente lavar a argamassa aderente solta e fraca, a argamassa
mais forte não pode ser removida.
Os produtos de hidratação do cimento em pasta endurecida podem ser
dissolvidos em solução ácida. Assim, a solução ácida pode ser usada para remover
eficazmente a argamassa aderida e aumentar a qualidade do RCC. Tam et al. (2007)
usaram três tipos de ácido em concentrações de 0,1 mol, que foram: ácido clorídrico
(HCl), ácido sulfúrico (H2SO4) e ácido fosfórico (H3PO4) o agregado foi embebido

24
durante 24 h para remover a argamassa aderida do RCC. Uma vez que todos os
produtos da reação de HCl podem ser dissolvidos em água, alguns produtos de reação
de H2SO4 tendem a cristalizar e os produtos de H3PO4 foram instáveis e o HCl foi o
ácido mais eficaz. Pode-se ver que a absorção de água da RCC diminuiu
significativamente após a pré-imersão e os teores de cloreto e sulfato aumentaram,
mas ainda sob os limites estipulados para os agregados. Além disso, os valores de
pH caíram ligeiramente, mas a solução de poros ainda estava em condições alcalinas.
O processo aumenta o custo de produção concreto, o que é o obstáculo para a
implementação desta abordagem.
Ao invés de retirar a argamassa aderida há também a intenção de fortalecer a
existente, para melhorar a zona de transição e diminuir a absorção de água do
agregado, alguns estudos no sentido de melhorar a argamassa são expostos a seguir
(SHI, et al. 2015).
Nos estudos de Katz (2004) soluções de materiais pozolânicos foram usadas
para tratar RCC e fortalecer a argamassa aderida. Além disso, disposição de calcário
em pó e carbonato de cálcio pode preencher os microporos dentro da argamassa
aderida. Alguns materiais de tratamento podem formar um revestimento à prova de
água na superfície do RCC. O preenchimento das áreas fracas e o desenvolvimento
de zonas transições mais fortes no RCC são os principais objetivos (SHI, et al. 2015).
As emulsões de polímeros possuem propriedades adesivas e podem solidificar
em um curto período de tempo. A emulsão de álcool polivinílico (PVA) e os polímeros
a base de silano são repelentes a água e podem ser utilizados para reduzir a absorção
de água por materiais porosos. Vários polímeros foram aplicados em materiais de
cimento (BÜTTNER, RAUPACH, 2008; SCHUEREMANS et al., 2008; KIM et al.,
1999). Se o RCC foi imerso em uma emulsão de polímero, as moléculas de polímero
podem preencher os poros da argamassa aderida e selar as superfícies do agregado
de RCC. Kou e Poon (2010) em seus estudos mostraram que das propriedades físicas
e mecânicas dos agregados de RCC foram melhoradas pelo tratamento com 6, 8, 10
e 12% de solução de PVA, em relação a massa do agregado. Os resultados
mostraram que a absorção de água dos RCC diminui à medida que a concentração
de PVA aumenta. A solução de 12% de PVA deu resultados ligeiramente melhores do
que 10% de solução de PVA. Portanto, a solução de 10% de PVA foi a concentração
recomendada para a impregnação no agregado. A impregnação de PVA também

25
poderia aumentar a força de ligação entre a pasta de cimento e o agregado e a
redução do fator água cimento (MANSUR et al., 2007). A resistência a compressão e
o encolhimento de concreto feito com agregado reciclado de RCC imersos. Além
disso, Wan et al. (2004) adotaram uma solução de PVA comercialmente disponível
para tratar o RCC e descobriu que a capacidade de trabalho e a resistência a
compressão do concreto feito com o RCC tratado foram aprimoradas.
Tsujino et al. (2007) em seu trabalho, adotaram um material à base de parafina
para tratar o RCC através de ciclos repetidos de pulverização e secagem. A parafina
pode reagir com hidróxido de cálcio na argamassa aderida para produzir sais de metal
alcalino e álcool. Os sais de metal alcalino são sais de ácidos carboxílicos rígidos que
são insolúveis e podem formar uma película repelente de água na superfície do
agregado reciclado. A absorção de água de RCC foi reduzida com o número de ciclos
de pulverização e secagem. Qiu (2003) aplicou 1% de superplastificante de PVA e
naftalina para tratar o RCC, respectivamente. Os resultados mostraram que ambos
reuziram a absorção de água do RCC. O tratamento com superplastificantes poderia
melhorar a força de ligação entre o agregado e a matriz de cimento em comparação
com PVA.
O efeito negativo do uso de RCC sobre as propriedades de durabilidade das
misturas também é um problema, o que pode ser diminuído pela incorporação de uma
certa quantidade de aditivos minerais, como cinzas volantes e cinzas vulcânicas
(KOU, POON, 2012). Se o RCC for pulverizado ou imerso em uma pasta de material
pozolânico, oriundo de cinzas, especialmente aqueles que contêm sílica amorfa,
podem preencher os poros e vazios dentro das argamassas aderidas, devido a sua
finura, e depois reagir com hidróxido de cálcio para formar o C-S-H, principal
componente do cimento Portlland responsável pela resistência dos concretos e defesa
ao ataque químico. Outro estudo que pode ser citado com o tratamento de agregado
com cinza volante foi o de Moretti (2014) que demonstrou que a utilização de cinza
pesada do bagaço de cana, em substituição da areia em 30% da massa associada
com substituição do agregado graúdo por concreto reciclado na proporção de 50%,
mostrou um ganho nas propriedades de durabilidade, ou seja, comparado com o
concreto de referência ouve um avanço apesar do agregado graúdo reciclado de
concreto ter um teor de vazios maior, consequentemente com maior permeabilidade,
porém a cinza atuando no sentido de tampar os poros, reagindo com hidróxido de

26
cálcio, para gerar C-S-H, melhorando a zona de transição, manteve a durabilidade
constante.
Tam et al. (2005) propuseram uma abordagem de mistura de dois estágios para
tratar RCC. Em seu método o agregado reciclado juntamente com o cimento e os
materiais pozolânicos (cinzas) e metade da água necessária foram pré-misturados,
ou seja, proporcionando o fechamento dos poros e a melhora da zona de transição.
Com isso produziria uma fina camada de pasta de cimento nas superfícies do
agregado reciclado e melhorou a qualidade da argamassa aderida. Portanto, as zonas
de transições entre o agregado e nova argamassa foram significativamente
reforçadas.
Em outra pesquisa sobre substituição no cimento para melhorar os agregados,
Tam e Tam (2008) substituíram 2% do cimento necessário por sílica ativa no
procedimento de pré-mistura, ou seja, somente em mistura prévia com agregado
graúdo reciclado e água. A reação pozolânica e o efeito de enchimento de vazios
causado pela sílica, foi possível devido à alta área de superfície especifica
(SHANNAG, 2000). Assim, a microestrutura do agregado reciclado era muito mais
densa e as zonas de transições obviamente foram melhoradas pela adição de sílica
ativa (mircrossilica).
Kong et al. (2010) propuseram um novo método de mistura tripla baseado nos
processos de pré-misturas. Em comparação com a utilização de somente cinzas
volantes ou sílica ativa, a abordagem de mistura tripla poderia melhorar ainda mais as
propriedades do RCC, a microestrutura das zonas de transições e o concreto de
agregado reciclado, e realmente o estudo mostrou um grande avanço na durabilidade
do concreto produzido.
Du et al. (2002) utilizaram pasta de cimento com cinzas volantes, pasta de
cimento com aditivo em pó impermeável para tratar os agregados de RCC. Eles
descobriram que o tratamento com cimento contendo pó impermeável melhorou as
propriedades do agregado, melhor do que as pastas de cinzas volantes. A eficiência
do tratamento de pasta de pozolâna é oriundo do tamanho das partículas, do teor de
hidróxido de cálcio na argamassa aderida, da alcalinidade da solução porosa e a
reatividade dos materiais pozolânicos. Assim, a sílica ativa foi eficiente na melhoria
das propriedades do RCC devido ao pequeno tamanho e alta reatividade (SINGH et
al., 2013).

27
2.5 TRABALHOS REALIZADOS COM CONCRETOS UTILIZANDO AGREGADOS RECICLADOS
Tam et al. (2007) examinaram dez amostras coletadas em locais de demolição
com a finalidade de estudar a formação dos agregados, e os resultados mostram uma
forte correlação entre o concreto produzido, com o concreto que gerou o agregado
reciclado, com isso, demonstrou a importância da separação dos resíduos na geração.
Etxeberria et al. (2007) produzem quatro traços de concretos utilizando
agregados graúdos reciclados de RCC, nas proporções de, 0%, 25%, 50% e 100%
em substituição do agregado natural, os agregados reciclados foram utilizados em
condições úmidas, mas não saturados. Os resultados apresentaram queda de
resistência a compressão com o aumento da proporção de agregado.
Werle et al. (2011) fazem uma análise da influência da substituição de agregado
natural por agregado reciclado na carbonatação do concreto produzido a partir de
análise visual da frente de carbonatação de exemplares aspergidos por fenolftaleína,
e alterações na profundidade da frente de carbonatação nas regiões ocupadas por
agregados reciclados.
Rao et al. (2011) produziram concretos a partir de agregados reciclados de uma
estrutura conhecida com 15 anos de vida, as proporções de substituições foram. 0,
25, 50 e 100%, foram estudados módulo de elasticidade, tração por compressão
diametral e compressão, observa-se que a compressão sofre influência com a
substituição.
Pereira et al. (2012) fazem uma aplicação do método AHP em concretos
produzidos com agregados reciclados, para analisar sua durabilidade, para isso foram
incluídos no estudo treze traços de concreto para cada um dos três níveis de
resistência, e as proporções foram utilizando 8 parâmetros e o emprego da AHP teve
o objetivo de proporcionar uma avaliação global dos casos estudados.
Marie e Quiasrawi (2012) fazem um estudo sobre o ciclo fechado de
reciclagem, onde analisou concretos produzidos com agregado reciclado de concreto
demolidos (primeira geração), concretos produzidos com agregados reciclados de
concretos que já foram produzidos com agregados reciclados (segunda geração).
Demonstra que a reciclagem em circuito fechado é possível tecnicamente além de
inúmeras vantagens sustentáveis.
28
Lu et al. (2013) expõe em seu trabalho a validade do método ultrassônico para
determinar o módulo dinâmico de elasticidade do concreto. Verificou-se que a
velocidade da onda obtida usando o método ultrassônico em espécimes padrão
corresponde bem à velocidade teórica da onda unidimensional. Recomenda-se que
as estimativas do módulo de elasticidade não se baseiem apenas no módulo estático.
Medina et al. (2014) produziram concretos com a utilização de agregados
graúdos reciclados de concreto, nas proporções de 25 e 50%, para o autor não houve
problemas de perda de trabalhabilidade no concreto fresco, porém a maioria das
propriedades físicas e mecânicas do concreto endurecido (resistência, densidade,
módulo de elasticidade e absorção de água) diminuiu com o aumento das proporções
de substituição.
PAVÓN et al. (2014) fizeram um estudo sobre a produção de RCC em CUBA
de 1999 a 2010, a disposição, e analise da reciclagem para utilização como
agregados, concluíram, através de experimentos que todas as argamassas
produzidas com agregados finos reciclados obtiveram uma resistência a compressão
suficiente para a norma local.
Malta et al. (2014) fazem uma análise de métodos de tratamento do agregado
miúdo como pré-saturação e utilizando agregados secos em estufa, com objetivo de
avaliar a influência desses métodos nas características das argamassas produzidas,
tanto no estado fresco, quanto endurecido. Seus resultados mostram que a pré-
saturação influencia positivamente as propriedades da argamassa produzida.
Rodrigues et al. (2014) produziram concreto com agregado miúdo reciclado
coletado Região Metropolitana do Recife, PE, na fase de estrutura, constituído por
cerca de 70% de concreto. Os teores foram 0%, 50% e 100% de substituição do
agregado miúdo natural pelo reciclado, em massa. Houve a diminuição do módulo de
elasticidade, o que não causou grandes prejuízos à resistência a compressão do
concreto reciclado, sendo o teor de 50% em massa o teor de substituição mais
adequado.
Martínes-Molina et al. (2015) fazem uma revisão de literatura dos avanços
internacionais sobre a produção de concretos utilizando agregado reciclado de
resíduos da construção civil, apresentando os estudos sobre, traços otimizados,
tratamentos dos agregados, adições, aditivos, entre outros.

29
Silva et al. (2015) produziram concreto seco utilizando RCC, com finalidade de
produção de blocos de vedação, utilizou substituição total do agregado natural por
agregado reciclado misto produzido pelo método do jigagem (sepração por
densidade), e resistências a trações comparadas ao concreto de referência.
Shi et al. (2015) fazem uma revisão de literatura sobre tratamentos feitos nos
agregados para melhorar suas características, como retirar a argamassa aderida ou
fortalece-la, proporcionando menor absorção de água, melhora da zona de transição.
Concluindo que o melhor resultado é carbonatação da argamassa aderida, por
consumir CO2 da atmosfera e não ter o problema de gerar subprodutos com a retirada
da argamassa aderida.
Almeida et al. (2015), fizeram uma análise de processos que não são
padronizados ou que a norma é pouco precisa e analisou resistências de traços com
diversos tipos de areia e duas marcas diferentes de cimentos do tipo CPV-ARI, porém
demonstrou que a resistência a tração do cimento Portland não houve diferença
devido a mudança dos fabricantes.
Bedoya e Dzul (2015) fazem um trabalho onde mostram alguns aspectos, tais
como: resistência a compressão em 3, 7, 14, 28, 56 e 91 dias; porosidade, propagação
de ondas mecânicas e carbonatação; custos econômicos comparados a um concreto
convencional; e uma revisão das políticas públicas sobre construção sustentável e uso
de RCC, na cidade de Medellín, na Colômbia.
Fabro et al. (2016) avaliam o formato dos grãos de agregado miúdo por meio
de diferentes parâmetros, analisando as diferenças entre as formas dos agregados, e
suas consequências nas propriedades das argamassas e concretos confeccionados
com estes materiais. Verificou-se que o formato dos grãos dos agregados tem
influência direta sobre a consistência das argamassas e concretos, porém não
apresentou influência nos resultados de resistência a compressão.
Andal et al. (2016) fizeram uma comparação entre os resultados obtidos em
concretos utilizando agregados reciclados comercialmente disponíveis com
agregados reciclados de concretos em que a qualidade seria preservada, variando em
frações de 30 a 100%, os resultados comprovaram que os agregados com qualidade
preservada apresentam um desempenho significantemente melhor do que o
comercial.

30
Santos et al. (2017) avaliaram o módulo de elasticidade de classes distintas de
concreto, produzidas com dois tipos de rochas, basalto e dolomita do Triângulo
Mineiro, os valores do módulo de elasticidade obtidos foram comparados entre si e
com formulações propostas em 4 normas: ABNT NBR 6118:2014, ACI 318.
EUROCODE 2 e FIB MODEL CODE, essas comparações indicam que a morfologia
do agregado tem pouca influência no módulo de elasticidade.
Zhou e Chen (2017) analisaram o agregado reciclado de concreto produzidos
a partir de resíduos de concretos com diferentes agregados graúdos, com rocha
britada e com seixo rolado. Concluindo que agregados reciclados de concreto que
foram produzidos de rochas britadas apresenta uma menor resistência e módulo de
elasticidade do que os concretos produzidos com seixo.
Cordeiro et al. (2017) avaliaram a eficiência do processo de mistura e do tipo
de misturador ante a fragilidade do desempenho de concretos com agregados
graúdos reciclados de concreto e verificar a influência do misturador na resistência a
compressão. Os resultados mostraram que não há diferença significativa entre os
concretos produzidos a partir de diferentes ordens de misturas, ambas promoveram
resultados satisfatórios de resistência a compressão na idade de 28 dias
Gujel et al. (2017) fazem uma análise da metodologia descrita no Anexo “A”
(item A.4) da Norma ABNT NBR 8522: 2008 para a determinação do diagrama tensão-
deformação específica em corpos-de-prova cilíndricos de concreto apresentando
considerações sobre possíveis adequações de seu uso para concretos com
agregados reciclados e com equipamentos automatizados. A metodologia
especificada na norma apresenta restrições metodológicas que geram distorções na
obtenção do diagrama tensão-deformação, tais como o uso de número muito limitado
de pontos de leitura e a inclusão, no comportamento elástico do material, de
fenômenos diferidos como microfissuração e fluência ocorridos durante os patamares
de estabilização de carga.
Frotte et al. (2017) produziram concretos com agregados reciclados em
proporção de 0, 25, 50% de substituição do agregado miúdo natural, verificou-se que
o aumento do teor de substituição de agregado natural por agregado reciclado reduziu
a trabalhabilidade, a massa específica seca e saturada do concreto e o módulo de
elasticidade, bem como aumentou a absorção e o índice de vazios. A tração se
manteve constante quando substituído 25% do agregado.

31
Bernardino (2018) produziu concreto com agregados reciclados em proporção
de 30% juntamente com o cinza leve em substituição ao cimento, na proporção de 7,5
e 10%, comparados com o traço de referência. Os ensaios mecânicos no concreto
endurecido, trouxeram resultados satisfatórios quando comparados com o traço usual
(cimento, areia, brita e água) de concretos. O traço com substituição parcial, em
massa, de 7,5% do cimento por cinza leve e 30% de brita por RCC (7,5CL 30RCC) foi
o que teve os resultados mais próximos do traço de referência.

32
3. CARACTERÍSTICAS DO CONCRETO COM AGREGADO
RECICLADO NO ESTADO FRESCO E ENDURECIDO
Quando se inserem agregados provenientes de resíduos em uma nova matriz
de concreto, modificam-se as características do produto tanto no estado fresco quanto
no endurecido. Nos itens que seguem são tratadas as principais propriedades
afetadas pelas características dos agregados reciclados de concreto.
3.1 TRABALHABILIDADE
Mehta e Monteiro (2008) definem trabalhabilidade como a propriedade que
determina o esforço necessário para manipular uma quantidade de concreto fresco,
com perda mínima de homogeneidade, sendo que, o termo manipular inclui todas as
operações das primeiras idades tais como lançamento, adensamento e acabamento
do material. Ainda segundo os autores, um concreto difícil de lançar e adensar, não
só causará o aumento do custo de manipulação, como também terá as suas
propriedades mecânicas e de durabilidade afetadas.
Segundo Tattersal (1991) apud Castro e Libório (2005) a uniformidade do
concreto está associada ao misturador empregado, o método e a sequência de
incorporação dos materiais constituintes. Porém, mesmo com todo cuidado poderá
haver uma variabilidade da trabalhabilidade dentro do lote considerado. Nota-se que
mesmo para concretos com agregados naturais essa característica é bastante
suscetível a variabilidade, pois depende da interação adequada de diversos fatores.
É um consenso que a presença de agregados reciclados em concreto afeta
diretamente a trabalhabilidade. Os fatores principais que influenciam nessa variação
são a forma irregular, a textura áspera e superfície porosa por conta da argamassa
aderida. Concretos com agregados reciclados, geralmente, apresentam misturas mais
secas que as que utilizam agregados naturais, com a mesma relação água/cimento
(CORDEIRO, 2013).
Padmini et al (2009) em sua pesquisa observaram que o tamanho do agregado
influencia diretamente na trabalhabilidade do concreto, segundo os autores quanto
maior a dimensão máxima do agregado, menor a absorção de água e melhor a
trabalhabilidade.

33
Verificou que é possível manter a trabalhabilidade do concreto com agregado
reciclado semelhante a do concreto com agregado natural, realizando para isso a pré-
molhagem e/ou a compensação de água. Leite (2001), Carrijo (2005) e Malesev et al
(2010) compartilham da mesma opinião.
López-Gayarre et al. (2009) comentaram que devido a absorção dos agregados
reciclados de concretos ser maior que a do natural, realizar produções de concreto
mantendo fixo a relação a/c e os abatimentos constantes só é possível com o uso de
aditivos.
Nealen e Ruhl (1997) realizaram um estudo no qual compararam a evolução,
ao longo do tempo, da trabalhabilidade de um concreto com agregado graúdo natural
e com um agregado graúdo reciclado de concreto, ambos com a mesma relação a/c
e a mesma distribuição granulométrica inicial, avaliando o índice de consistência.
Através dos resultados apresentados por Nealen e Ruhl (1997) percebeu-se
que os concretos produzidos com agregados reciclados apresentaram uma
consistência inferior que a dos concretos com agregado natural. Verificou-se também
que nos 10 minutos iniciais de mistura ocorreu uma acentuada perda de
trabalhabilidade nos concretos com resíduo. Este comportamento pode ser atribuído
a elevada absorção inicial dos resíduos e a alteração da distribuição granulométrica
dos agregados reciclados causada pela mistura em betoneiras. Vale ressaltar que os
autores não consideraram a absorção dos agregados reciclados que ocorre durante o
processo de amassamento, por isso os resultados divergem dos descritos
anteriormente.
Já Hasen (1992) em sua pesquisa observou que o abatimento dos concretos
com agregados reciclados, com uma mesma relação a/c, são maiores do que concreto
com agregado natural. Eles atribuem essa situação a quantidade de água que fica
adsorvida nos agregados, e produz um aumento na consistência. Porém, os autores
não citam sob que condições de temperatura esse material foi feito.
Pandova (2013) verificou a influência de diferentes teores de pré-molhagem de
AGRC (Agregado Reciclado de Concreto) nas propriedades de novos concretos, com
e sem aditivo. A autora observou que a pré-molhagem em diferentes teores influencia
na trabalhabilidade. Segundo a autora, as maiores perdas de trabalhabilidade ocorrem
para os níveis de saturação de 40 e 100%. Trata-se de perdas significativas, em
termos estatísticos, para os fatores analisados. Porém, essas variações são inferiores

34
a 10 mm, valor que de acordo com NM 67 (ABNT, 1998) está dentro do limite de
ensaio tolerado.
Ainda segundo Pandovan (2013) os concretos produzidos com AGRC sem
aditivo demandam até 10% mais água para que o abatimento estabelecido fosse
atingido, comparados aos concretos com aditivo, e os seus concretos referência.
Ferreira (2007) verificou a trabalhabilidade de concretos produzidos com
agregados reciclados pré-saturados, os resultados mostraram que a trabalhabilidade
das misturas nem sempre foi coerente aos valores obtidos pelo ensaio de abatimento.
O autor comenta que o ensaio não foi sensível ao método de compensação de água
dos agregados reciclados. Conclui-se com essas informações que nem sempre o
ensaio de abatimento é suficiente para avaliar a trabalhabilidade.
Nealen e Rühl (1997) estudaram o efeito do uso de superplastificante na
consistência do concreto com agregado reciclado através de dois métodos, fixando a
curva granulométrica dos agregados. No primeiro método o aditivo superplastificante
foi colocado no instante zero, durante a mistura. O resultado foi trabalhabilidade
semelhante à do concreto convencional. No segundo método o aditivo
superplastificante foi adicionado 30 minutos depois da mistura pronta. Os autores
admitiram este tempo como o adequado para o agregado reciclado absorver a água
necessária para saturação.
Percebe-se pelos resultados de Nealen e Rühl (1997) que o uso de aditivo
superplastificante em concreto com agregado reciclado é viável, uma vez que o
mesmo permite a melhora da consistência do concreto sem que para isto seja
necessário acrescentar mais água. O custo adicional que se tem com a adição deste
material, foi compensado pelo ganho de consistência obtido no concreto com resíduo.
3.2 MASSA ESPECÍFICA
A massa específica do concreto no estado fresco é o reflexo da massa
específica dos seus componentes, em especial dos agregados, bem como do grau de
compactação (existência de ar no interior do concreto) dos mesmos (FERREIRA,
2007; FONSECA, 2008). Para Mehta e Monteiro (2008), a massa específica do
concreto no estado fresco depende, além da massa do agregado e da sua porosidade,
da sua textura e tamanho.

35
Carrijo (2005) quantificou a variação da massa especifica do concreto fresco
em função da relação a/c e da massa específica do agregado utilizado, onde se
observa que à medida que se se reduz a massa especifica do agregado e aumenta a
relação a/c, reduz a massa específica do concreto.
A maior porosidade intrínseca ao agregado reciclado é uma das maiores
causas para que esta redução ocorra. A pasta aderida ao agregado natural é uma das
grandes responsáveis pela alta porosidade dos agregados reciclados, e à medida que
a massa específica dos agregados reduz, a porosidade dos agregados aumenta
devido à presença de uma maior quantidade de pasta aderida (CORDEIRO, 2013).
3.3 RESISTÊNCIA A COMPRESSÃO
Diversos pesquisadores (GÓMEZ-SOBERÓN, 2002; TOPÇU e SENGEL,
2004; XIAO et al., 2005; RAHAL, 2007; XIAO e FALKNER, 2007) estudaram o
desempenho do concreto, em termos mecânicos, com agregados reciclados. Em geral
os pesquisadores observaram que a resistência a compressão de concretos
produzidos com agregados reciclados é menor do que a de concretos produzidos com
agregados naturais, para um mesmo consumo de cimento. Este fato pode estar
associado a fatores tais como: menor resistência do agregado reciclado; porosidade
do resíduo de concreto decorrente da quantidade de argamassa aderida ao agregado
natural; entre outros (SANCHEZ, 2004). É também de esperar que, quanto maior a
taxa de substituição de agregado graúdo natural por agregado graúdo reciclado de
concreto, menor será a resistência a compressão do concreto.
Hansen e Narud (1983) notaram que a relação água/cimento do concreto de
origem influência nos resultados de resistência a compressão. Nesse estudo todos os
outros fatores foram controlados e notou-se que os concretos produzidos com
agregados originários de concretos com baixa relação água/cimento são capazes de
produzir novos concretos com resistências iguais ou superiores a sua resistência de
origem.
Ajdukiewicz e Kliszczewicz (2002) ao avaliarem as propriedades mecânicas de
concretos de alta resistência (40 a 70 MPa) produzidos com agregados reciclados de
concretos, perceberam que a propriedade do concreto de origem afeta
significativamente nas propriedades dos novos concretos produzidos.

36
Katz (2002) avaliou as propriedades do concreto produzido com agregado
reciclado de concreto parcialmente hidratado, e notou que a idade de hidratação não
afeta nas características dos agregados reciclados, os valores de massa específica,
massa unitária e absorção dos agregados britados nas diferentes idades foram
similares.
A porosidade dos agregados reciclados de concreto encontra-se na matriz
cimentícia, na zona de transição pasta-agregado (FERREIRA, 2007). Sanchez (2004)
ressalta que enquanto o concreto com agregado natural apresenta uma zona de
transição, nos concretos com agregados reciclados de concreto encontram-se duas
zonas de transição, uma referente ao concreto antigo, e outra gerada pelo novo
concreto.
Brito (2005) observou que a substituição de agregados graúdos de uma mesma
composição granulométrica, em concretos com a mesma trabalhabilidade, conduz a
valores de resistência a compressão muito semelhante aos obtidos em concreto de
referência com as mesmas características.
Hansen (1992), em sua pesquisa, verificou que a resistência dos concretos com
agregados reciclados de concreto está associada à qualidade e classe de resistência
do concreto que lhe deu origem. Contudo, Santos et al. (2002), ao compararem
concretos com resíduos de diferentes classes de resistência, verificaram que a classe
de resistência tem pouca influência sobre esta resistência. O que se verifica é que o
agregado reciclado só influenciará na resistência do concreto, quando a matriz do
novo concreto for mais resistente que a do agregado reciclado, uma vez que
possivelmente o concreto romperá no agregado. Se a matriz de concreto for menos
resistente que o próprio reciclado, este último não exercerá grande influência na
resistência mecânica, uma vez que a matriz será o elo mais fraco (SANTOS et al.
2002; CABRAL, 2007).
3.4 MÓDULO DE ELASTICIDADE
As características de elasticidade de um material são importantes, pois medem
sua capacidade de rigidez. Para Mehta e Monteiro (2008), a importância do limite de
elasticidade em um projeto estrutural deve-se ao fato do mesmo representar a
deformação máxima permitida antes de o material adquirir deformação permanente.

37
O módulo de elasticidade do concreto depende da porosidade de suas fases
(pasta, agregado e zona de transição). No agregado graúdo as características que
podem influenciar na elasticidade são dimensão máxima, forma, textura superficial e
composição mineralógica. Quando se trata de agregados reciclados tem-se ainda sua
maior porosidade quando comparados com os materiais naturais. A porosidade do
agregado determina sua rigidez, que por sua vez controla a capacidade do agregado
em restringir deformações da matriz.
Hansen (1992) menciona que concretos com agregados reciclados,
apresentam, em geral, uma redução entre 15% a 40% do módulo de elasticidade em
relação aos concretos com agregados naturais. E mostra que a diferença entre o
módulo de elasticidade dos concretos reciclados e convencionais aumenta à medida
que crescem os valores da resistência a compressão.
Vários autores apontam que os concretos produzidos com agregados
reciclados de concreto apresentam um módulo de deformação menor que o dos
concretos convencionais. Etxeberria (2007) teve reduções de 15% e Casuccio (2008)
chegou a valores de módulo de 13% a 18%. Evangelista (2007) encontrou valores de
módulo da ordem de 4% a 19% quando substituiu respectivamente 30% e 100% de
agregados miúdos.
Levy (1997) atribui este fato à camada de argamassa antiga aderida à
superfície do agregado reciclado de concreto e a maior porosidade dos materiais que
compõem o resíduo.
Alaejos el al. (2006) encontraram valores de módulo de elasticidade de
concreto com resíduo 10% menores para taxas de substituição de agregado natural
por resíduos de 50%. E para situações onde a substituição foi de 100% o módulo teve
uma redução de 20% se comparado com o do concreto sem resíduo.
Arias (2012) observou em sua pesquisa que o agregado reciclado de concreto,
usado em substituição do agregado graúdo natural numa taxa de 20%, não apresenta
influência significativa no módulo de elasticidade se comparado com concretos
convencionais. O autor afirma que o uso do método de dosagem adequado, em
concretos com agregados reciclados permite que se alcance concretos com
características similares, e com condições estruturais similares aos dos
convencionais.

38
Gomes (2007) obteve reduções de apenas 10% quando substituiu 50% do
agregado natural por agregado graúdo reciclado de concreto. E reduções de 30% para
situações onde a substituição foi total.
Sanchez (2004) verificou, em sua pesquisa, que quando maior a taxa de
substituição de agregados graúdos naturais por agregados graúdos reciclados de
concreto, menor os valores de módulo (Figura 5).
Figura 2: Módulo de elasticidade em função da relação a/c diferentes taxas de
substituição de agregado natural por agregado reciclado de concreto.
Fonte: SANCHEZ, 2004
3.5 ABSORÇÃO DE ÁGUA E ÍNDICE DE VAZIOS
A hidratação do cimento gera, genericamente, silicatos de cálcio hidratado (C-
S-H), que conferem resistência ao material, e hidróxido de cálcio (Ca(OH)2), principal
responsável pela geração de um ambiente alcalino (pH próximo de 13). No concreto
armado, a elevada alcalinidade gera uma camada passivante ao longo das barras de
aço, que as protegem do fenômeno da corrosão (WERLE, 2011).
A carbonatação, que ocorre naturalmente em estruturas de concreto, é um
fenômeno físico-químico que resulta em mudanças na microestrutura e na diminuição
do pH do concreto. Esse fenômeno pode despassivar o aço utilizado nas estruturas
de concreto armado, permitindo a corrosão das armaduras, e por esse motivo são

39
realizados diversos estudos sobre o tema (PAPADAKIS et al. 1991; LEVY, 2001;
KULAKOWSKI, 2002; KIRCHHEIM, 2003; KATZ, 2003; MASCE et al. 2003;
PAULETTI, 2004, 2009; HUI-SHENG et al 2009). O fenômeno da carbonatação pode
ser ocasionado pelas reações químicas provenientes da interação entre os principais
constituintes presentes na atmosfera, como o CO2 (gás carbônico) com os produtos
da hidratação do cimento, que se encontram no líquido intersticial dos poros (CUNHA
e HELENE, 2001). Segundo Bary e Sellier (2004), a reação ocorre, principalmente,
com os íons cálcio, contidos na solução aquosa dos poros, em equilíbrio com os
produtos de hidratação do cimento.
A reação básica de carbonatação consiste na combinação do CO2, que se
encontra dissociado em meio aquoso, dentro dos poros do concreto, com o Ca(OH) 2,
que também está dissociado neste mesmo ambiente. Essa interação entre os
elementos resulta na formação de CaCO3 (carbonato de cálcio) e H2O (água), de
acordo com a reação expressa na equação a seguir.
Ca(OH) 2 (s) + CO2 (g) ↔ CaCO3(s) + H2O(l)
A reação simplificada do fenômeno da carbonatação é utilizada pela maioria
dos autores que abordam o tema (PAPADAKIS et al., 1991; THIERY et al., 2007;
PETER et al., 2008). Além do Ca(OH)2, há evidências de que as reações de
carbonatação não ocorrem somente entre o CO2 e o Ca(OH) 2, mas sim com todos os
demais compostos hidratados do cimento, como o C-S-H (silicato de cálcio hidratado),
sulfato tri-hidratado (etringita), monossulfato hidratado, C2S (silicato tricálcico) e C2S
(silicato dicálcico) (PAPADAKIS et al., 1991; PETER et al., 2008; WANG; LEE, 2009).
Segundo Peter et al. (2008), outros álcalis presentes na pasta de cimento, em
pequena quantidade, como KOH (hidróxido de potássio), NaOH (hidróxido de sódio)
e Mg(OH)2 (hidróxido de magnésio), além das fases dos aluminatos, também estão
suscetíveis à carbonatação.
A reação básica refere-se à combinação do CO2 com Ca(OH) 2 em função da
rapidez com que tais reações ocorrem em relação aos demais elementos
carbonatáveis. O CO2 reage com o Ca(OH) 2 três vezes mais rápido do que reage com
C-S-H, vinte vezes mais rápido do que a reação com C2S e cinquenta vezes mais
rápido do que a reação com o C3S (PETER et al., 2008), alterando substancialmente

40
o pH do concreto. O consumo do Ca(OH) 2 faz com que o pH do concreto diminua a
níveis entre 9 e 8, o que extingue a camada passivante do aço (ANDRADE, 1992).
Conforme Bauer, Nepomuceno e Pozzan (2001), Bary e Sellier (2004), Puertas,
Palacios e Vásquez (2006), Song e Kwon (2007), Meier et al. (2007), Hui-Sheng, Bi-
Wan e Xiao-Chen (2009), Lo et al. (2009), entre outros, o fenômeno da carbonatação
é um exemplo clássico de despassivação da armadura. Como resultado da corrosão
da armadura, os produtos expansivos geram tensões internas, fissurando o concreto,
facilitando a entrada de agentes deletérios. Em estágios mais avançados do
fenômeno, pode acarretar o colapso da estrutura.
Entre os fatores que influenciam o comportamento da carbonatação no
concreto, o tipo de agregado utilizado na mistura do concreto é tratado como um fator
com menor importância para o fenômeno, pois os agregados são considerados inertes
em relação à carbonatação. Ao comparar a carbonatação entre concretos e
argamassas, Papadakiset et al (1991) ressaltam que a presença do agregado não
afeta sensivelmente a difusão do CO2, pois a presença da interface pasta/agregado
parece compensar a “falta” de porosidade do agregado natural.
No entanto, quando confeccionados concretos que incorporam agregados
reciclados de concreto (ARC), observa-se consenso entre os pesquisadores em
relação à alteração da porosidade do concreto. As consequências do uso desses
materiais são discutidas a seguir (WERLE, 2011).
Diversos pesquisadores afirmam que a substituição de agregados naturais por
agregados reciclados resulta em um concreto com maior porosidade que o concreto
de referência (BAZUCO, 1999; LEVY, 2001; LEITE, 2001; BUTtLER, 2003; CABRAL,
2007). Desse modo, como consequência da maior porosidade, pode-se estimar que a
velocidade de carbonatação nos concretos com agregado reciclado seja maior. Tal
afirmação, entretanto, ainda não é consenso.
Cabral (2007) determinou as propriedades mecânicas e a durabilidade de
concretos produzidos com agregados reciclados, verificando que, independentemente
do tipo de agregado reciclado inserido em uma nova matriz de concreto, esse concreto
aumentará o volume de poros total. O autor também afirma que a velocidade de
carbonatação é determinada pela relação a/c da nova pasta. Em contraposição a
Cabral (2007), Levy (2001) constatou que, para agregados provenientes de concretos
de 20 e 30 MPa, inseridos em uma nova matriz de 40 MPa, a profundidade de

41
carbonatação é menor que a do concreto de referência (de 40 MPa), sugerindo a
formação de uma barreira, localizada na interface pasta/ARC, que minimiza a
carbonatação. Esse fenômeno deve ocorrer, segundo ele, em função da existência de
microfissuras e da existência de material cimentante anidro no agregado reciclado. O
mesmo autor, entretanto, afirma que, em teores de substituição superiores a 20%,
poderá haver perda de durabilidade.
Segundo estudos de Cordinaldesi e Moriconi (2009), quanto menor a relação
a/c, menor a profundidade de carbonatação, independentemente da quantidade de
ARC inserido no concreto, devido a uma reorganização dos poros da pasta. Os
autores apontam para o fato de os agregados reciclados possuírem compostos
alcalinos, que, somados à alcalinidade da pasta nova, protegem o concreto contra a
carbonatação, podendo preservar a integridade da armadura por mais tempo do que
um concreto convencional.
De acordo com Gomes e Brito (2009), em concretos com adição de agregados
reciclados, não há aumento expressivo na profundidade de carbonatação em relação
a um concreto convencional. Porém, uma substituição acima de 50% de agregado
natural por reciclado resulta em acréscimos na ordem de 10% na profundidade de
carbonatação. A afirmação feita por esses autores pode ser considerada como uma
tendência, porém o máximo teor de substituição de agregados naturais por agregados
reciclados sem alteração significativa da durabilidade será função das especificidades
do novo concreto e das características do resíduo utilizado.

42
4. MATERIAIS E MÉTODOS
4.1 MATERIAIS
Os materiais utilizados foram: cimento, areia, brita, água, e resíduo da
construção civil, que é composto por concreto britado. A seguir têm-se os detalhes de
cada material.
4.1.1 Agregado miúdo
O agregado miúdo que foi utilizado é areia média quartzosa proveniente de
fornecedores da região de Maringá – PR.
4.1.2 Agregado graúdo
O agregado graúdo que foi utilizado é basalto britado com diâmetro entre 4,8 e
12,5 mm, com diâmetro máximo característico de 12,5mm, proveniente de
fornecedores da região de Maringá – PR.
4.1.3 Água
A água adicionada a mistura de concreto foi água potável proveniente do
abastecimento de água da cidade de Maringá, fornecida pela Companhia de
Abastecimento de Água do Paraná – SANEPAR.
4.1.4 Cimento Portland
O cimento que foi utilizado na moldagem dos corpos de prova foi o CP V-ARI,
já que este cimento não possui adições em sua composição. Os demais cimentos (CP
II-E, CP II-Z, CP II-F, CP III e CP IV) poderiam ser utilizados se não fosse a
variabilidade na quantidade de escória, pozolana e filer calcário presente em sua
mistura, onde tal oscilação poderia alterar os resultados. Por exemplo, o CP II-E tem
uma variação de escória entre 6 e 34% em sua composição, onde uma possível

43
discrepância de resistência nos ensaios poderia ser decorrente da diversidade no teor
de escória no cimento, e não na quantidade de resíduos adicionados ao concreto.
4.1.5 Resíduo da construção civil
O agregado graúdo natural foi substituído parcialmente por RCC classe A,
oriundo de uma indústria de artefatos de concreto, os artefatos produzidos que
apresentam algum defeito, são demolidos e descartados E este descarte foi britado
em uma usina de reciclagem localizada no município de Maringá – PR, com um
triturador de mandíbulas, para produzir o agregado reciclado. Neste agregado não foi
feito nenhum tratamento para melhorar suas características.
Figura 3: Britagem do concreto reciclado na usina localizada em Maringá - PR.
Fonte: Autor (2018)
4.2 MÉTODOS
A seguir serão apresentados os métodos utilizados para se cumprir os objetivos
específicos.
44
4.2.1 Caracterização do agregado miúdo
A caracterização da areia foi feita seguindo as normas:
ABNT NBR NM 248:2003: Agregados – Determinação da composição
granulométrica;
ABNT NBR NM 45:2006: Agregados – Determinação da massa unitária
e do volume de vazios;
ABNT NBR NM 52:2009 – Agregado miúdo – Determinação da massa
específica e massa específica aparente.
4.2.2 Caracterização do agregado graúdo
Para a caracterização da brita foram executados ensaios seguindo as normas:
ABNT NBR NM 248:2003: Agregados – Determinação da composição
granulométrica;
ABNT NBR NM 45:2006: Agregados – Determinação da massa unitária
e do volume de vazios;
ABNT NBR NM 53:2009 – Agregado graúdo – determinação da massa
específica, massa específica aparente e absorção de água.
4.2.3 Caracterização do RCC
Foram descartadas as partículas finas (passantes na peneira de malha 4,75
mm), por serem prejudiciais ao concreto, pois absorvem grande quantidade de água,
e as partículas com dimensões superiores a 19 mm para manter a granulometria
próxima da brita. Esta seleção foi feita por meio de peneiramento.
Em seguida, foram feitos ensaios descritos nas normas:
ABNT NBR NM 248:2003: Agregados – Determinação da composição
granulométrica;
ABNT NBR NM 45:2006: Agregados – Determinação da massa unitária
e do volume de vazios;
ABNT NBR NM 53:2003 – Agregado graúdo – determinação da massa
específica, massa específica aparente e absorção de água.

45
Já a absorção do RCC foi determinada de acordo com o método desenvolvido
por Leite (2001), o qual consiste em acompanhar o ganho de massa do RCC imerso
em água num período de 60min e após 24h.
4.2.4 Produção do concreto
Foram estabelecidos os seguintes parâmetros iniciais de dosagem:
Resistência a compressão acima de 25 MPa, necessário para concreto
exposto à classe de agressividade II (ABNT NBR 6118:2014);
Desvio padrão de 4 MPa, condição de preparo A: os materiais são
medidos em massa (ABNT NBR 12655:2006).
Foi desenvolvido o concreto com os teores de substituição que segue:
Tabela 5: Parâmetro de dosagens dos concretos.
Traços Teor de RCC
Referência (REF) 0%
25RCC 25%
50RCC 50%
75RCC 75%
100RCC 100%
Fonte: Autor (2018)
Esses parâmetros foram utilizados em um concreto com consumo normal de
cimento com um traço em massa desenvolvido por Nunes (2009) e utilizado por Hojo
(2014) e Bernardino (2018), (1,000 : 2,060 : 2,940 : 0,56) – (cimento : areia : brita :
água) com consumo de cimento de 367,5 kg/m³ e resistência nominal de 30 MPa e
outro que foi produzido, com o mesmo traço porém alterado o fator de água/cimento
para cada teor de substituição, visto que o agregado reciclado tem um teor de
absorção de água maior que a brita natural, e isso alterou a plasticidade do concreto
fresco, portanto, para manter o real fator água/cimento foi adicionado a água que o
RCC absorve durante o preparo do concreto.
O traço unitário do concreto produzido para cada teor de substituição é
detalhado na tabela 6.
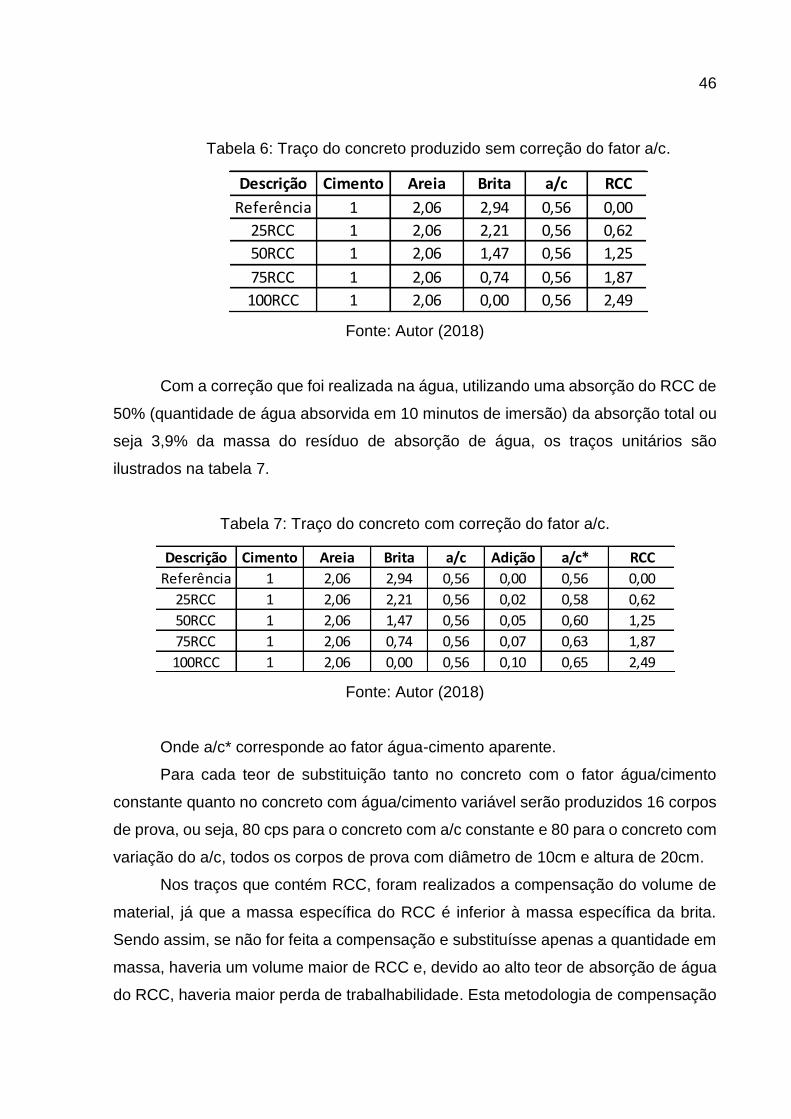
46
Tabela 6: Traço do concreto produzido sem correção do fator a/c.
Fonte: Autor (2018)
Com a correção que foi realizada na água, utilizando uma absorção do RCC de
50% (quantidade de água absorvida em 10 minutos de imersão) da absorção total ou
seja 3,9% da massa do resíduo de absorção de água, os traços unitários são
ilustrados na tabela 7.
Tabela 7: Traço do concreto com correção do fator a/c.
Fonte: Autor (2018)
Onde a/c* corresponde ao fator água-cimento aparente.
Para cada teor de substituição tanto no concreto com o fator água/cimento
constante quanto no concreto com água/cimento variável serão produzidos 16 corpos
de prova, ou seja, 80 cps para o concreto com a/c constante e 80 para o concreto com
variação do a/c, todos os corpos de prova com diâmetro de 10cm e altura de 20cm.
Nos traços que contém RCC, foram realizados a compensação do volume de
material, já que a massa específica do RCC é inferior à massa específica da brita.
Sendo assim, se não for feita a compensação e substituísse apenas a quantidade em
massa, haveria um volume maior de RCC e, devido ao alto teor de absorção de água
do RCC, haveria maior perda de trabalhabilidade. Esta metodologia de compensação
Descrição Cimento Areia Brita a/c RCC
Referência 1 2,06 2,94 0,56 0,00
25RCC 1 2,06 2,21 0,56 0,62
50RCC 1 2,06 1,47 0,56 1,25
75RCC 1 2,06 0,74 0,56 1,87
100RCC 1 2,06 0,00 0,56 2,49
Descrição Cimento Areia Brita a/c Adição a/c* RCC
Referência 1 2,06 2,94 0,56 0,00 0,56 0,00
25RCC 1 2,06 2,21 0,56 0,02 0,58 0,62
50RCC 1 2,06 1,47 0,56 0,05 0,60 1,25
75RCC 1 2,06 0,74 0,56 0,07 0,63 1,87
100RCC 1 2,06 0,00 0,56 0,10 0,65 2,49

47
foi adotada por outros pesquisadores (LEITE, 2001; MORETTI, 2014; BERNARDINO
2018). Assim, utilizou-se a equação a seguir para fazer a correta substituição.
𝑀𝑟𝑐𝑐 = 𝑀𝐵𝑟𝑖𝑡𝑎 ∗γ𝑅𝐶𝐶
γ𝐵𝑟𝑖𝑡𝑎
Onde:
MRCC = massa do RCC (kg);
MBrita = massa da brita (kg);
γRCC = massa específica do RCC (kg/dm³);
γBrita = massa específica da brita (kg/dm³).
Foi realizado a pré-molhagem do RCC para evitar que o agregado reciclado
absorva parte da água de amassamento da mistura durante a cura, o que
comprometeria a resistência do concreto. Tal procedimento também foi realizado por
outros pesquisadores (MORETTI, 2014; XIAO et al, 2013; LEITE, 2001; CABRAL,
2007; BUTTLER e MACHADO, 2003; VIEIRA et al, 2003; BERNARDINO, 2018). O
tempo de pré-molhagem é o tempo que corresponde à absorção de cerca de 50%.
Para realizar a pré-molhagem, os agregados reciclados de RCC foram
colocados em um recipiente com cerca de 80% da água da mistura por 10 minutos
(tempo equivalente a absorção de 50%) antes do início da moldagem.
Os materiais foram misturados em betoneira com capacidade de 320 litros. Os
primeiros materiais que foram adicionados a betoneira foram os agregados graúdos,
cimento e água, e, por fim, agregado miúdo.
Para cada um dos dez traços foram determinados seus respectivos
abatimentos, utilizando a ABNT NBR NM 67:1998, em seguida foram moldados os
corpos de prova.
4.2.5 Ensaios no estado endurecido
Os corpos de prova foram retificados quando submetidos aos ensaios de
resistência a compressão e módulo de elasticidade, para regularizar a superfície de
contato, com o objetivo de distribuir uniformemente a carga aplicada pela prensa.
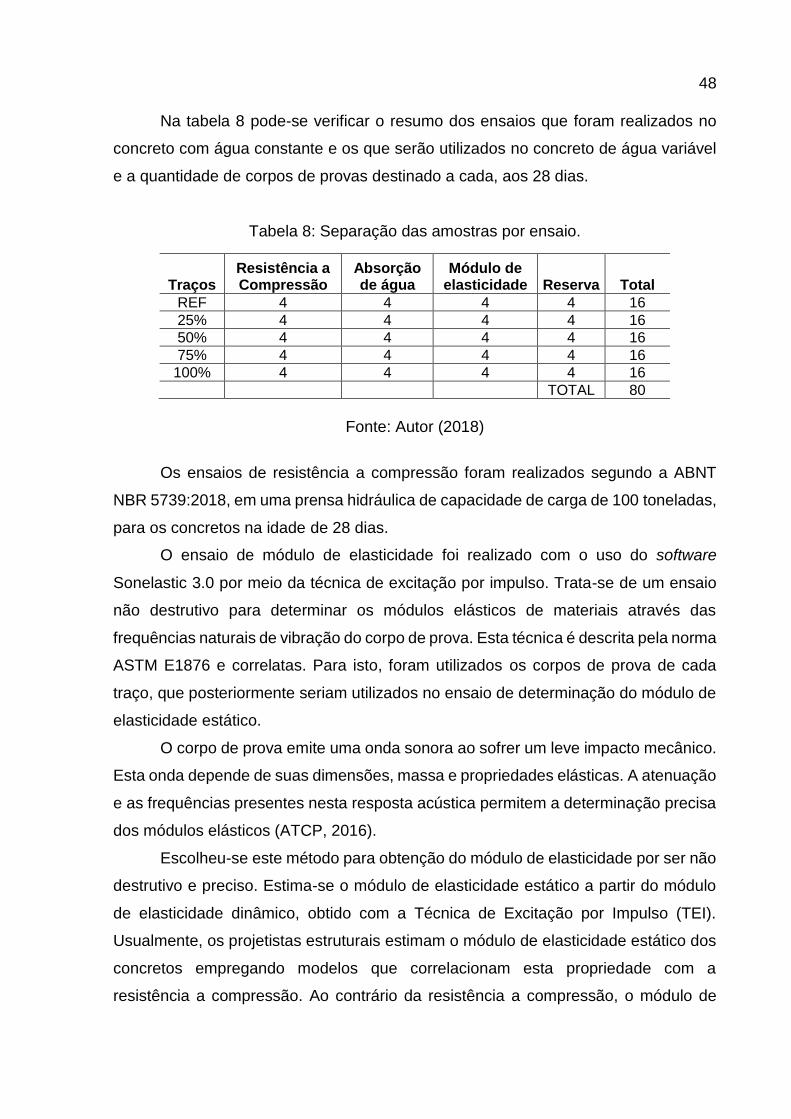
48
Na tabela 8 pode-se verificar o resumo dos ensaios que foram realizados no
concreto com água constante e os que serão utilizados no concreto de água variável
e a quantidade de corpos de provas destinado a cada, aos 28 dias.
Tabela 8: Separação das amostras por ensaio.
Traços Resistência a Compressão
Absorção de água
Módulo de elasticidade Reserva Total
REF 4 4 4 4 16
25% 4 4 4 4 16
50% 4 4 4 4 16
75% 4 4 4 4 16
100% 4 4 4 4 16
TOTAL 80
Fonte: Autor (2018)
Os ensaios de resistência a compressão foram realizados segundo a ABNT
NBR 5739:2018, em uma prensa hidráulica de capacidade de carga de 100 toneladas,
para os concretos na idade de 28 dias.
O ensaio de módulo de elasticidade foi realizado com o uso do software
Sonelastic 3.0 por meio da técnica de excitação por impulso. Trata-se de um ensaio
não destrutivo para determinar os módulos elásticos de materiais através das
frequências naturais de vibração do corpo de prova. Esta técnica é descrita pela norma
ASTM E1876 e correlatas. Para isto, foram utilizados os corpos de prova de cada
traço, que posteriormente seriam utilizados no ensaio de determinação do módulo de
elasticidade estático.
O corpo de prova emite uma onda sonora ao sofrer um leve impacto mecânico.
Esta onda depende de suas dimensões, massa e propriedades elásticas. A atenuação
e as frequências presentes nesta resposta acústica permitem a determinação precisa
dos módulos elásticos (ATCP, 2016).
Escolheu-se este método para obtenção do módulo de elasticidade por ser não
destrutivo e preciso. Estima-se o módulo de elasticidade estático a partir do módulo
de elasticidade dinâmico, obtido com a Técnica de Excitação por Impulso (TEI).
Usualmente, os projetistas estruturais estimam o módulo de elasticidade estático dos
concretos empregando modelos que correlacionam esta propriedade com a
resistência a compressão. Ao contrário da resistência a compressão, o módulo de

49
elasticidade dinâmico é caracterizado com precisão e alta reprodutibilidade utilizando
a TEI.
O módulo de elasticidade estático é obtido de acordo com a ABNT NBR
8522:2017, onde é aplicado o carregamento de forma particular com determinados
patamares de carga e feito a medida do deslocamento do deflectômetro acoplado ao
corpo de prova, obtendo assim então um gráfico de tensão por deformação, onde se
aferi deste gráfico o módulo de elasticidade do material.
Foi realizado também, aos 28 dias, ensaios para determinar a absorção de
água, índice de vazios e massa específica dos concretos, com base na ABNT NBR
9778:2009.
A Microscopia Eletrônica de Varredura foi realizada com a utilização de
microscópio eletrônico de varredura, com amostras metalizadas com ouro sob alto
vácuo, realizadas na Universidade Estadual de Maringá.
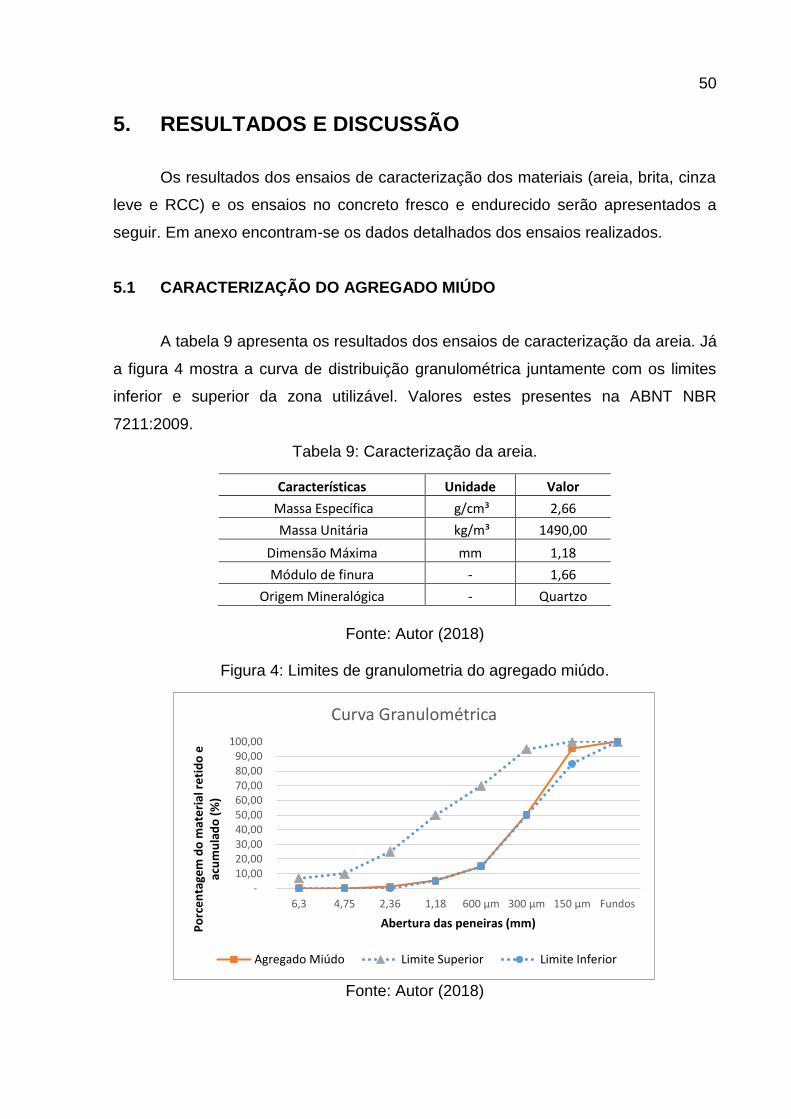
50
5. RESULTADOS E DISCUSSÃO
Os resultados dos ensaios de caracterização dos materiais (areia, brita, cinza
leve e RCC) e os ensaios no concreto fresco e endurecido serão apresentados a
seguir. Em anexo encontram-se os dados detalhados dos ensaios realizados.
5.1 CARACTERIZAÇÃO DO AGREGADO MIÚDO
A tabela 9 apresenta os resultados dos ensaios de caracterização da areia. Já
a figura 4 mostra a curva de distribuição granulométrica juntamente com os limites
inferior e superior da zona utilizável. Valores estes presentes na ABNT NBR
7211:2009.
Tabela 9: Caracterização da areia.
Características Unidade Valor
Massa Específica g/cm³ 2,66
Massa Unitária kg/m³ 1490,00
Dimensão Máxima mm 1,18
Módulo de finura - 1,66
Origem Mineralógica - Quartzo
Fonte: Autor (2018)
Figura 4: Limites de granulometria do agregado miúdo.
Fonte: Autor (2018)
- 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00
100,00
6,3 4,75 2,36 1,18 600 µm 300 µm 150 µm Fundos
Po
rce
nta
gem
do
mat
eri
al r
eti
do
e
acu
mu
lad
o (
%)
Abertura das peneiras (mm)
Curva Granulométrica
Agregado Miúdo Limite Superior Limite Inferior

51
Pode-se verificar que a areia utilizada como agregado miúdo está dentro dos
limites propostos pela norma, porém sua granulometria está muito próxima do limite
inferior, portanto se trata de um material com grande quantidade de finos.
5.2 CARACTERIZAÇÃO DO AGREGADO GRAÚDO
A tabela 10 apresenta os resultados dos ensaios de caracterização. Já a figura
5 mostra a curva de distribuição granulométrica, com base nos limites inferiores e
superiores propostos na ABNT 7211:2009.
Tabela 10: Caracterização da brita.
Características Unidade Valor
Massa Específica g/cm³ 2,64
Massa Unitária kg/m³ 1450,00
Absorção de água % 4,04
Dimensão Máxima mm 12,50
Módulo de finura - 1,82
Origem Mineralógica - Basalto
Fonte: Autor (2018)
Figura 5: Limites granulométricos do agregado graúdo.
Fonte: Autor (2018)
- 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00
100,00
19 12 9,5 6,3 4,75 Fundo
Po
rce
nta
gem
de
mat
eri
al r
eti
do
e
acu
mu
lad
o (
%)
Abertura das peneiras (mm)
Curva Granulométrica
Agregado graúdo Limite superior Limite inferior

52
Com o ensaio é possível verificar que a brita utilizada como agregado graúdo
está dentro dos limites propostos pela norma, para a brita e o RCC foi retirado todo
material retido na peneira de 19mm, e assim poder manter a curva granulométrica dos
dois materiais mais próxima
5.3 CARACTERIZAÇÃO DO RESÍDUO DE CONSTRUÇÃO CIVIL
A tabela 11 apresenta os resultados dos ensaios de caracterização. Já a figura
6 mostra a curva de distribuição granulométrica, com base nos limites inferiores e
superiores propostos na ABNT 7211:2009.
Tabela 11: Caracterização do agregado reciclado.
Características Unidade Valor
Massa Específica g/cm³ 2,23
Massa Unitária kg/m³ 1223,00
Absorção de água % 7,83
Dimensão Máxima mm 12,50
Módulo de finura - 1,87
Fonte: Autor (2018)
Figura 6: Limites granulométricos do agregado reciclado.
Fonte: Autor (2018)
- 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00 90,00
100,00
19 12 9,5 6,3 4,75 Fundo
Po
rce
nta
gem
do
mat
eri
al r
eti
do
e
acu
mu
lad
o (
%)
Abertura das peneiras (mm)
Curva Granulométrica
Agregado graúdo Limite superior Limite inferior

53
Pode-se analisar que o módulo de finura do RCC é 1,87 e da brita natural 1,82,
e o diâmetro máximo característico de ambos é 12,5mm, ou seja, tem-se que as
granulometrias dos dois agregados estão muito próximas, certificando que as
mudanças que ocorreram na matriz não são causadas pela diferença de
granulometria.
Leite (2001) especifica que o ensaio de absorção deve ser feito com duas
amostras de RCC e que a perda em massa não deve ser maior ou igual a 5%.
Realizou-se o ensaio com duas amostras distintas e obtiveram-se dois gráficos de
absorção x tempo. A média dos valores de absorção em função do tempo (ver figura
7) indicou que o RCC atingiu cerca de 50% da sua absorção nos 7 primeiros minutos.
Definiu-se então 10 minutos como tempo de pré-molhagem do RCC. Em ambas
amostras o percentual de perda de materiais foi em torno de 0,40 %.
Figura 7: Curva de absorção do agregado reciclado.
Fonte: Autor (2018)
A taxa de absorção do material seco e taxa de absorção do material submerso
foi calculado com o auxílio das equações a seguir.
𝐴𝑠𝑒𝑐𝑎(%) =𝑀𝑠𝑢𝑏−𝑓−𝑀𝑠𝑢𝑏−0
𝑀𝑠𝑒𝑐𝑎
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35 40 45 50 55 60
Ab
sorç
ão (
%)
Tempo (min)
Absorção de água (%)

54
𝐴𝑠𝑢𝑏(%) =𝑀𝑠𝑢𝑏−𝑓−𝑀𝑠𝑢𝑏−0
𝑀𝑠𝑢𝑏−0
Onde:
Aseca (%) = Taxa de absorção do material seco;
Asub (%) = Taxa de absorção do material submerso;
Msub-f = massa do material submerso no instante final, em g;
Msub-0 = massa do material submerso no instante inicial, em g;
Mseca = massa do material seco em estufa, em g.
A taxa de absorção final dos agregados é a média entre os resultados da taxa
de absorção do material seco e a taxa de absorção do material submerso (LEITE,
2001). Sendo assim, a taxa de absorção final foi de 7,83%. Valor próximo ao de outros
autores como Leite (2001), Xiao et al (2013) e Bernardino (2018).
5.4 DOSAGEM DOS CONCRETOS
É exposto na tabela 12 a dosagem dos concretos em laboratório, utilizando o
traço unitário desenvolvido por Nunes (2009) (1,000 : 2,060 : 2,940 : 0,56) – (cimento
: areia : brita : água). Já a tabela 13 apresenta a quantidade de materiais utilizados
em cada traço, para fator a/c constante, considerando uma perda de 15% de materiais
e o abatimento obtido em cada traço.
Tabela 12: Traço unitário produzido, com fator água/cimento constante.
Traço.. Descrição Teor de
RCC Teor de
Brita Cimento. Areia. Brita. a/c.. RCC.
1 Referência 0% 100% 1 2,06 2,94 0,56 0,00
2 25RCC 25% 75% 1 2,06 2,21 0,56 0,62
3 50RCC 50% 50% 1 2,06 1,47 0,56 1,25
4 75RCC 75% 25% 1 2,06 0,74 0,56 1,87
5 100RCC 100% 0% 1 2,06 0,00 0,56 2,49
Fonte: Autor (2018)

55
Tabela 13: Quantidade de materiais utilizados. considerando perda de 15% e o abatimento medido em cada substituição.
Traço. Descrição Cimento
(kg) Areia (kg)
Brita (kg) a/c .
RCC (kg)
SLUMP (cm)
1 Referência 10,62 21,88 31,23 0,56 0,00 6,00
2 25RCC 10,62 21,88 23,42 0,56 6,63 6,00
3 50RCC 10,62 21,88 15,62 0,56 13,25 5,50
4 75RCC 10,62 21,88 7,81 0,56 19,88 3,50
5 100RCC 10,62 21,88 0,00 0,56 26,50 3,50
Fonte: Autor (2018)
Observa-se que neste primeiro caso, não foi alterado a quantidade de água da
mistura e nem utilizados aditivos plastificantes, havendo uma diminuição da
trabalhabilidade do concreto produzido, essa diminuição deve-se a absorção de água
do agregado ser maior do que o agregado natural, retirando água da mistura e
conduzindo-a ao interior do agregado.
Na tabela 14 é exposto o traço unitário do concreto produzido com correção do
fator água/cimento e na tabela 15 é exposto o a quantidade de cada material para
moldar os 16 corpos de prova para cada traço, considerando uma perda de 15%, e
também o abatimento obtido em cada traço.
Tabela 14: Traço unitário produzido, com fator água cimento variável.
Traço Descrição Teor de
RCC Teor de
Brita Cimento Areia Brita a/c* RCC
1 Referência 0% 100% 1 2,06 2,94 0,56 0,00
2 25RCC 25% 75% 1 2,06 2,21 0,58 0,62
3 50RCC 50% 50% 1 2,06 1,47 0,60 1,25
4 75RCC 75% 25% 1 2,06 0,74 0,63 1,87
5 100RCC 100% 0% 1 2,06 0,00 0,65 2,49
Fonte: Autor (2018)

56
Tabela 15: Quantidade de materiais utilizados, considerando perda de 15% e o abatimento medido em cada substituição.
Traço. Descrição. Cimento
(kg) Areia (kg)
Brita (kg) a/c.
RCC (kg)
SLUMP (cm)
1 Referência 10,62 21,88 31,23 0,56 0,00 7,00
2 25RCC 10,62 21,88 23,42 0,58 6,63 7,00
3 50RCC 10,62 21,88 15,62 0,60 13,25 8,00
4 75RCC 10,62 21,88 7,81 0,63 19,88 8,50
5 100RCC 10,62 21,88 0,00 0,65 26,50 8,50
Fonte: Autor (2018)
Neste segundo caso, devido a correção do fator água cimento observa-se que
não houve a diminuição do abatimento, pois a quantidade de água adicional, substitui
na mistura a água que foi absorvida pelo agregado reciclado. Na figura 8 é ilustrado a
execução do ensaio de abatimento de tronco de cone.
Figura 8: Ensaio de abatimento de tronco de cone.
Fonte: Autor (2018)
Moldagem dos corpos de provas segundo a ABNT NBR 5738:2003, onde é
descrito o preenchimento em duas camadas de material com doze golpes de haste
para adensamento em cada camada, ilustrado na figura 9.

57
Figura 9: Moldagem dos corpos de prova.
Fonte: Autor (2018)
Na figura 10, pode-se visualizar os corpos de prova moldados sobre a cama de
areia, devidamente identificados com o teor de adição e a data da moldagem.
Figura 10: Corpos de prova, moldados e identificados.
Fonte: Autor (2018)

58
5.5 ENSAIOS NO CONCRETO ENDURECIDO
Os ensaios realizados no concreto endurecido foram: resistência a
compressão, módulo de elasticidade estático e dinâmico, absorção de água, índice de
vazios e massa específica dos concretos.
5.5.1 Resistência a compressão
O ensaio de resistência a compressão foi realizado em laboratório com uso de
prensa hidráulica (figura 11) com capacidade de 100 toneladas.
Figura 11: Prensa hidráulica utilizada para compressão diametral.
Fonte: Autor (2018)

59
Os valores obtidos nos ensaios de resistência a compressão axial são
apresentados na tabela 16 e 17.
Tabela 16: Resultado de resistência a compressão do concreto com a/c constante.
Resistência a compressão aos 28 dias (MPa)
Traço Média Desvio Padrão
REF 29,98 0,73
25% 34,75 0,80
50% 35,83 0,98
75% 33,23 1,18
100% 34,00 1,10
Fonte: Autor (2018)
Tabela 17: Resultado de resistência a compressão do concreto com a/c variável.
Resistência a compressão aos 28 dias (Mpa)
Traço Média Desvio Padrão
REF 28,80 0,90
25% 29,35 0,55
50% 28,48 1,28
75% 28,10 0,85
100% 29,38 0,74
Fonte: Autor (2018)
A figura 12 ilustra a representação gráfica das resistências a compressão aos
28 dias dos concretos com a/c constante.
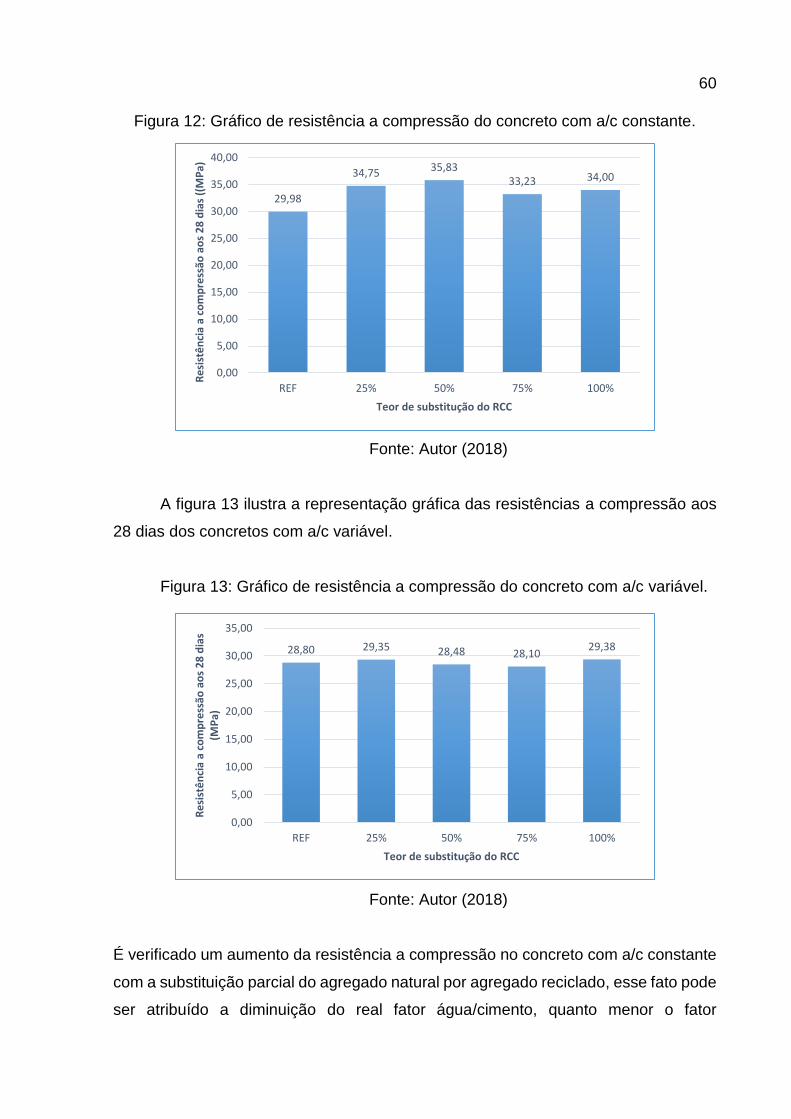
60
Figura 12: Gráfico de resistência a compressão do concreto com a/c constante.
Fonte: Autor (2018)
A figura 13 ilustra a representação gráfica das resistências a compressão aos
28 dias dos concretos com a/c variável.
Figura 13: Gráfico de resistência a compressão do concreto com a/c variável.
Fonte: Autor (2018)
É verificado um aumento da resistência a compressão no concreto com a/c constante
com a substituição parcial do agregado natural por agregado reciclado, esse fato pode
ser atribuído a diminuição do real fator água/cimento, quanto menor o fator
29,98
34,75 35,8333,23 34,00
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
REF 25% 50% 75% 100%
Re
sist
ên
cia
a co
mp
ress
ão a
os
28
dia
s ((
MP
a)
Teor de substitução do RCC
28,80 29,35 28,48 28,1029,38
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
REF 25% 50% 75% 100%
Re
sist
ên
cia
a co
mp
ress
ão a
os
28
dia
s (M
Pa)
Teor de substitução do RCC

61
água/cimento maior a resistência para concretos com mesmo consumo de cimento
(METHA E MONTEIRO, 2008). No segundo caso, com a correção feita, aumentando
o fator água/cimento nominal, mas mantendo o real não houve alteração da
resistência a compressão dos espécimes, demonstrando que o agregado não
interferiu na resistência do concreto produzido.
5.5.2 Modulo de elasticidade dinâmico
Ao fazer a excitação do corpo de prova, o software gera um spectrum de
amplitude por frequência, exemplificado na figura 14. A partir dessa representação
gráfica podemos verificar qual é a maior amplitude atingida, a qual o software utiliza
para calcular o módulo de elasticidade longitudinal.
Figura 14: Tela de análise de propagação da onda no software Sonelastic.
Fonte: Autor (2018)
Na figura 15 são inseridas as características do corpo de prova, como, peso e
dimensões, assim também como parâmetros utilizados como tempo de aquisição e
filtro de detecção.
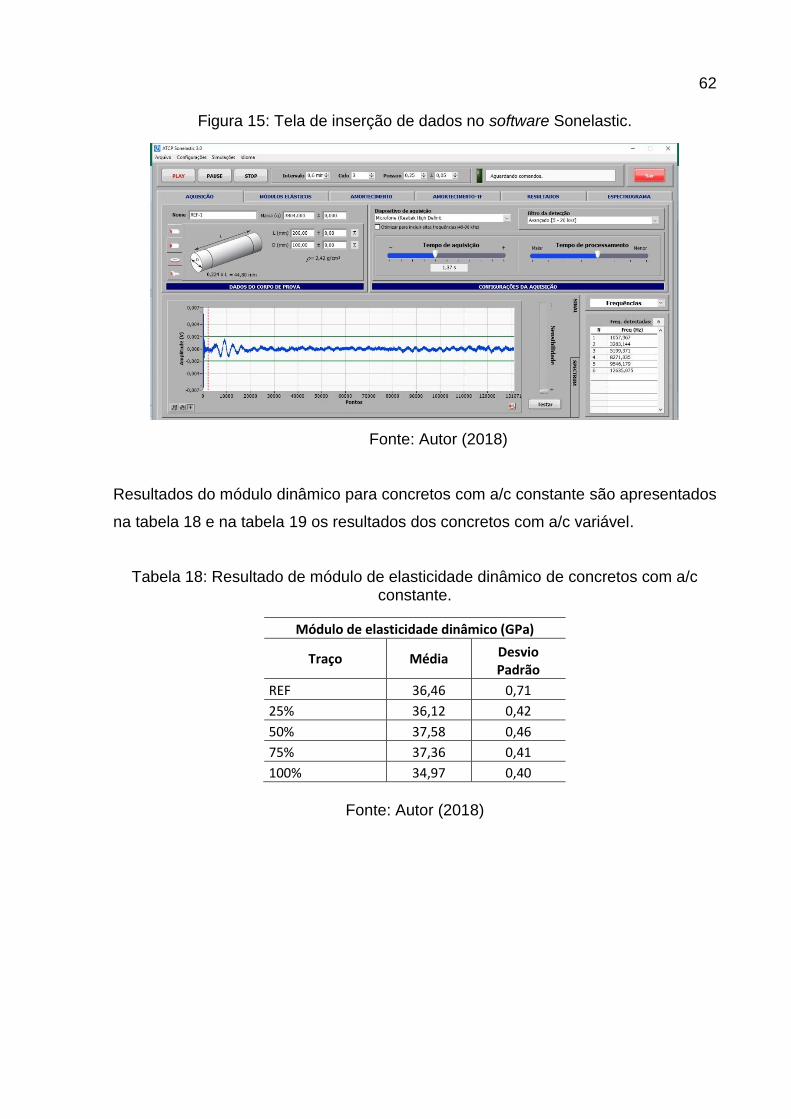
62
Figura 15: Tela de inserção de dados no software Sonelastic.
Fonte: Autor (2018)
Resultados do módulo dinâmico para concretos com a/c constante são apresentados
na tabela 18 e na tabela 19 os resultados dos concretos com a/c variável.
Tabela 18: Resultado de módulo de elasticidade dinâmico de concretos com a/c constante.
Módulo de elasticidade dinâmico (GPa)
Traço Média Desvio Padrão
REF 36,46 0,71
25% 36,12 0,42
50% 37,58 0,46
75% 37,36 0,41
100% 34,97 0,40
Fonte: Autor (2018)

63
Tabela 19: Resultado de módulo de elasticidade dinâmico de concretos com a/c variável.
Módulo de elasticidade dinâmico (GPa)
Traço Média Desvio Padrão
REF 35,58 0,43
25% 34,05 0,42
50% 33,02 0,46
75% 32,57 0,41
100% 31,75 0,40
Fonte: Autor (2018)
A ilustração gráfica do concreto com a/c constante e variável são apresentados na
figura 16 e 17 respectivamente.
Figura 16: Módulo de elasticidade dinâmico de concreto com a/c constante.
Fonte: Autor (2018)
36,46 36,1237,58 37,36
34,97
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
REF 25% 50% 75% 100%
Mó
du
llo d
e e
last
icid
ade
(G
Pa)
Teores de substituição

64
Figura 17: Módulo de elasticidade dinâmico de concreto com a/c variável.
Fonte: Autor (2018)
É verificado que não houve uma curva contínua no módulo de elasticidade
dinâmico para concretos com o fator água/cimento constante, como o apresentado no
próximo item com o módulo estático, e essa divergência é discutida por diversos
autores. Ao referir-se a tal assunto. Mehta e Monteiro (2008) relata que o módulo de
elasticidade dinâmico é relacionado a uma deformação instantânea muito pequena,
podendo vir a ser confundido com o módulo de elasticidade tangente inicial (Eci).
Entretanto os autores salientam que para valores absolutos os mesmos diferem, pois
geralmente o módulo dinâmico é superior aos módulos estáticos em 20%, 30% e 40%
para os concretos de alta, média e baixa resistência, respectivamente.
Ainda na mesma linha, Neville (2016), embasado nas propriedades da
microestrutura do material, explica o fenômeno da divergência entre os módulos
estático e dinâmico, já que conforme o autor, quando se trata do módulo dinâmico, há
ausência de tensão significativa, e assim, não é induzida nenhuma microfissura no
concreto, fazendo com que a deformação associada ao módulo seja quase que
puramente elástica. Assim, os trabalhos de Neville (2016) e Shehata (2005) vêm a
reforçar que os valores nem sempre apresentam fácil comparação, já que não há uma
lei física que correlacione de maneira exata os módulos estático e dinâmico.
O módulo de elasticidade é dependente do tipo de agregado, sua resistência,
e da zona de transição entre ele e a pasta. Neste experimento, o software Sonelastic,
utiliza para cálculo do módulo de elasticidade dinâmico a densidade do corpo de
35,5834,05 33,02 32,57 31,75
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
REF 25% 50% 75% 100%
Mó
du
llo d
e e
last
icid
ade
(G
pa)
Teores de substituição

65
prova, que para o concreto com a/c constante vão diminuindo conforme aumenta o
teor de resíduo (tabela 22) enquanto ao mesmo tempo há um aumento da resistência
do material (tabela 16). Este fenômeno provavelmente é o responsável por não haver
uma convergência do módulo de elasticidade dinâmico, que foi corrigido quando é
alterado o fator água/cimento dos concretos produzidos, pois manteve a resistência
(tabela 17) e diminuiu-se a densidade (tabela 23), tendo assim uma curva apresentado
na figura 17 que demonstra a diminuição do módulo de elasticidade dinâmico,
seguindo o estático que é apresentado no próximo item.
5.5.3 Modulo de elasticidade estático
O ensaio para determinação do módulo de elasticidade estático foi feito através
de deflectômetros acoplados ao corpo de prova como ilustra a figura 17, enquanto é
aplicado a carga como descrito na ABNT NBR 8522:2017.
Figura 18: Ensaio do módulo de elasticidade estático.
Fonte: Autor (2018)
Os resultados do ensaio para determinação do módulo de elasticidade estático
são apresentados na tabela 20 para fator agua/cimento constante e na tabela 21 são
apresentados os resultados para fator água/cimento variável. Enquanto a ilustração

66
gráfica de módulo de elasticidade, tanto do concreto com a/c constante como variável
é representada na figura 19 e 20, respectivamente.
Tabela 20: Resultado de módulo de elasticidade estático para concretos produzidos com a/c constante.
Módulo de elasticidade estático (GPa)
Traço Média Desvio Padrão
REF 28,43 1,30
25% 31,52 1,02
50% 32,96 0,54
75% 31,67 0,96
100% 33,07 0,95
Fonte: Autor (2018)
.
Tabela 21: Resultado de módulo de elasticidade estático para concretos produzidos com a/c variável.
Módulo de elasticidade estático (GPa)
Traço Média Desvio Padrão
REF 26,71 0,67
25% 28,98 0,80
50% 26,32 1,32
75% 27,19 0,80
100% 25,69 1,42
Fonte: Autor (2018)
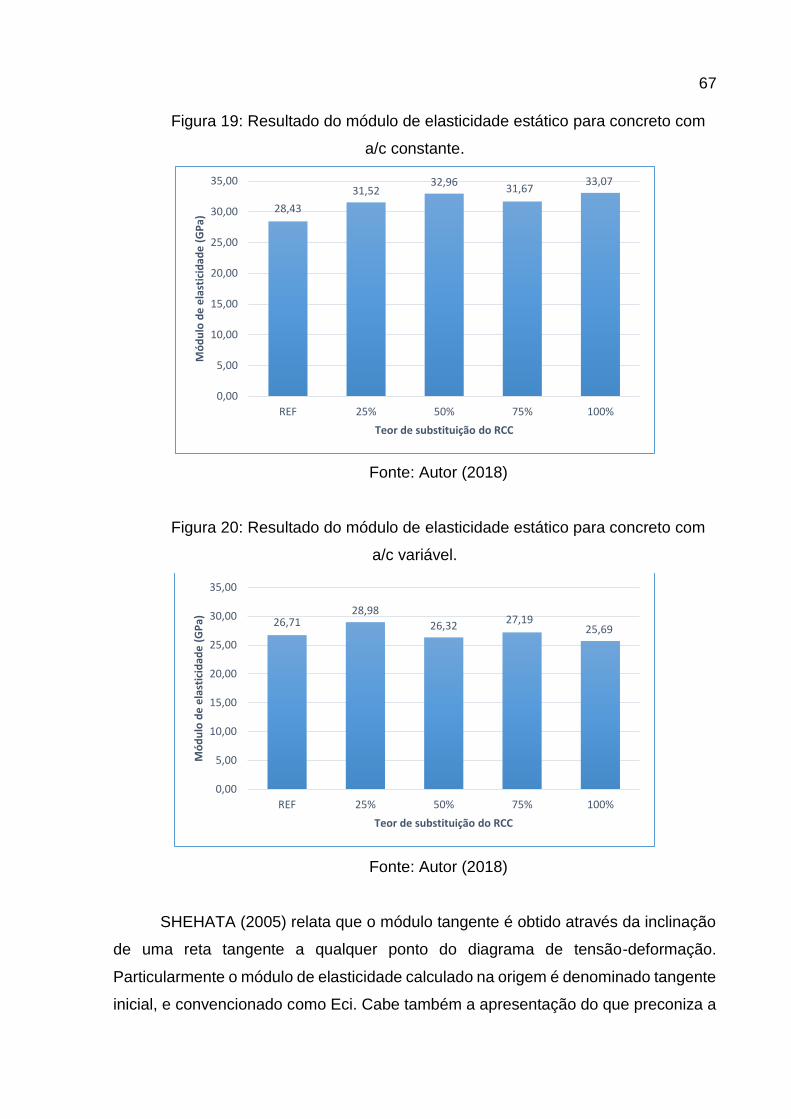
67
Figura 19: Resultado do módulo de elasticidade estático para concreto com
a/c constante.
Fonte: Autor (2018)
Figura 20: Resultado do módulo de elasticidade estático para concreto com
a/c variável.
Fonte: Autor (2018)
SHEHATA (2005) relata que o módulo tangente é obtido através da inclinação
de uma reta tangente a qualquer ponto do diagrama de tensão-deformação.
Particularmente o módulo de elasticidade calculado na origem é denominado tangente
inicial, e convencionado como Eci. Cabe também a apresentação do que preconiza a
28,43
31,5232,96
31,6733,07
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
REF 25% 50% 75% 100%
Mó
du
lo d
e e
last
icid
ade
(G
Pa)
Teor de substituição do RCC
26,7128,98
26,3227,19
25,69
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
REF 25% 50% 75% 100%
Mó
du
lo d
e e
last
icid
ade
(G
Pa)
Teor de substituição do RCC

68
ABNT NBR 8522:2017, a qual foi utilizada para este ensaio, em que o módulo de
elasticidade tangente inicial é equivalente ao módulo de elasticidade secante a 30%
de fc ou o cordal entre 0,5 MPa e 30% de fc, sendo fc a tensão de ruptura a
compressão do concreto.
Foi verificado neste caso um aumento do módulo de elasticidade com a
substituição do agregado natural por agregado reciclado quando o fator água/cimento
foi constante, ou seja, no concreto produzido há uma menor deformação com aumento
da adição de RCC, e isso se deve aos fatores já discutido no aumento de resistência
a compressão. Metha e Monteiro (2008) atribuem as microfissuras ocorridas na zona
de transição a uma fluência e arranjo do material, aumentando assim a deformação e
diminuindo o módulo de elasticidade. Que foi corrigido com a correção do fator água
cimento, pois na figura 20 é notado que há uma manutenção do módulo mesmo com
adição do RCC estar aumentando, e isto demonstra que a substituição do agregado
não interferiu na deformação do espécime, o aumento do módulo na figura 19 pode
ser atribuído somente à diminuição do real fator água/cimento.
5.5.4 Absorção de água, índice de vazios e massa específica dos concretos
O ensaio de absorção foi feito aos 28 dias seguindo o que consta na ABNT
NBR 9778:2009. Os valores médios obtidos estão presentes na tabela 18 e
representados graficamente na figura 19.
Tabela 22: Resultado do ensaio de absorção, índice de vazios e massa específica para o concreto com fator água/cimento constante.
Fonte: Autor (2018)
REF 5,19 0,29 12,12 0,65 233,45 0,75 245,57 0,42 265,65 1,37
25% 5,42 0,06 12,44 0,12 229,59 0,86 242,03 0,77 262,21 0,71
50% 5,52 0,10 12,52 0,22 226,83 0,17 239,35 0,26 259,30 0,70
75% 6,22 0,29 13,79 0,56 222,02 1,38 235,81 0,82 257,54 0,34
100% 7,07 0,11 15,42 0,21 218,12 0,56 233,54 0,44 257,89 0,41
Massa específica da
amostra saturda
(g/cm³)
MédiaDesvio
Padrão
Massa específica da
amostra seca
(g/cm³)
MédiaDesvio
Padrão
Massa específica da
amostra saturda
(g/cm³)
MédiaDesvio
Padrão
Desvio
Padrão
Absorção (%)
Traço
Índice de vazios
(%)
MédiaDesvio
PadrãoMédia
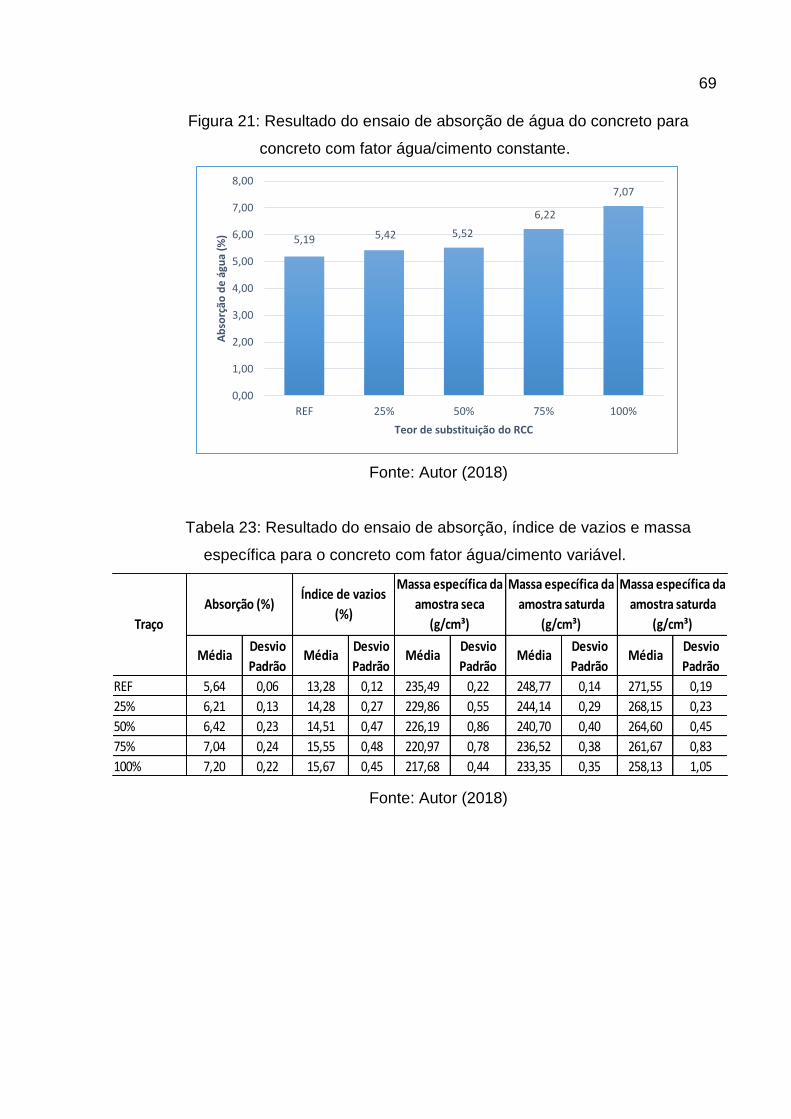
69
Figura 21: Resultado do ensaio de absorção de água do concreto para
concreto com fator água/cimento constante.
Fonte: Autor (2018)
Tabela 23: Resultado do ensaio de absorção, índice de vazios e massa
específica para o concreto com fator água/cimento variável.
Fonte: Autor (2018)
5,19 5,42 5,52
6,22
7,07
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
REF 25% 50% 75% 100%
Ab
sorç
ão d
e á
gua
(%)
Teor de substituição do RCC
REF 5,64 0,06 13,28 0,12 235,49 0,22 248,77 0,14 271,55 0,19
25% 6,21 0,13 14,28 0,27 229,86 0,55 244,14 0,29 268,15 0,23
50% 6,42 0,23 14,51 0,47 226,19 0,86 240,70 0,40 264,60 0,45
75% 7,04 0,24 15,55 0,48 220,97 0,78 236,52 0,38 261,67 0,83
100% 7,20 0,22 15,67 0,45 217,68 0,44 233,35 0,35 258,13 1,05
Desvio
Padrão
Traço
Absorção (%)Índice de vazios
(%)
Massa específica da
amostra seca
(g/cm³)
Massa específica da
amostra saturda
(g/cm³)
Massa específica da
amostra saturda
(g/cm³)
MédiaDesvio
PadrãoMédia
Desvio
PadrãoMédia
Desvio
PadrãoMédia
Desvio
PadrãoMédia
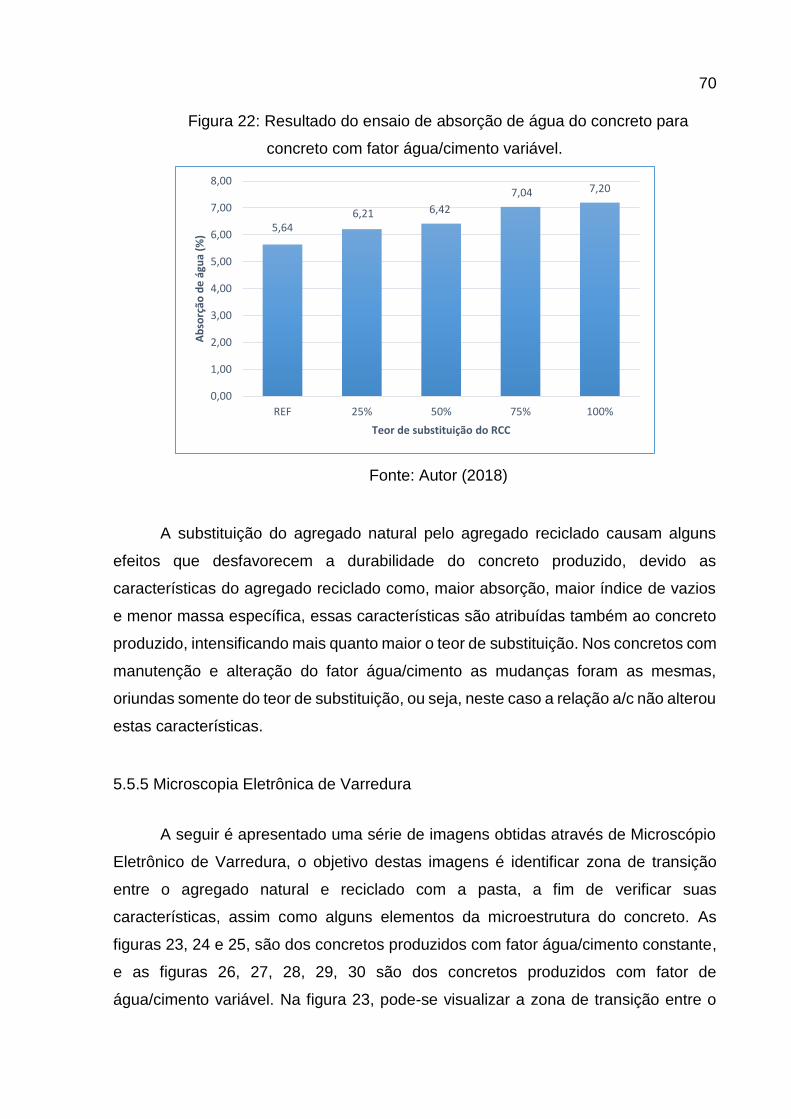
70
Figura 22: Resultado do ensaio de absorção de água do concreto para
concreto com fator água/cimento variável.
Fonte: Autor (2018)
A substituição do agregado natural pelo agregado reciclado causam alguns
efeitos que desfavorecem a durabilidade do concreto produzido, devido as
características do agregado reciclado como, maior absorção, maior índice de vazios
e menor massa específica, essas características são atribuídas também ao concreto
produzido, intensificando mais quanto maior o teor de substituição. Nos concretos com
manutenção e alteração do fator água/cimento as mudanças foram as mesmas,
oriundas somente do teor de substituição, ou seja, neste caso a relação a/c não alterou
estas características.
5.5.5 Microscopia Eletrônica de Varredura
A seguir é apresentado uma série de imagens obtidas através de Microscópio
Eletrônico de Varredura, o objetivo destas imagens é identificar zona de transição
entre o agregado natural e reciclado com a pasta, a fim de verificar suas
características, assim como alguns elementos da microestrutura do concreto. As
figuras 23, 24 e 25, são dos concretos produzidos com fator água/cimento constante,
e as figuras 26, 27, 28, 29, 30 são dos concretos produzidos com fator de
água/cimento variável. Na figura 23, pode-se visualizar a zona de transição entre o
5,646,21 6,42
7,04 7,20
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
REF 25% 50% 75% 100%
Ab
sorç
ão d
e á
gua
(%)
Teor de substituição do RCC
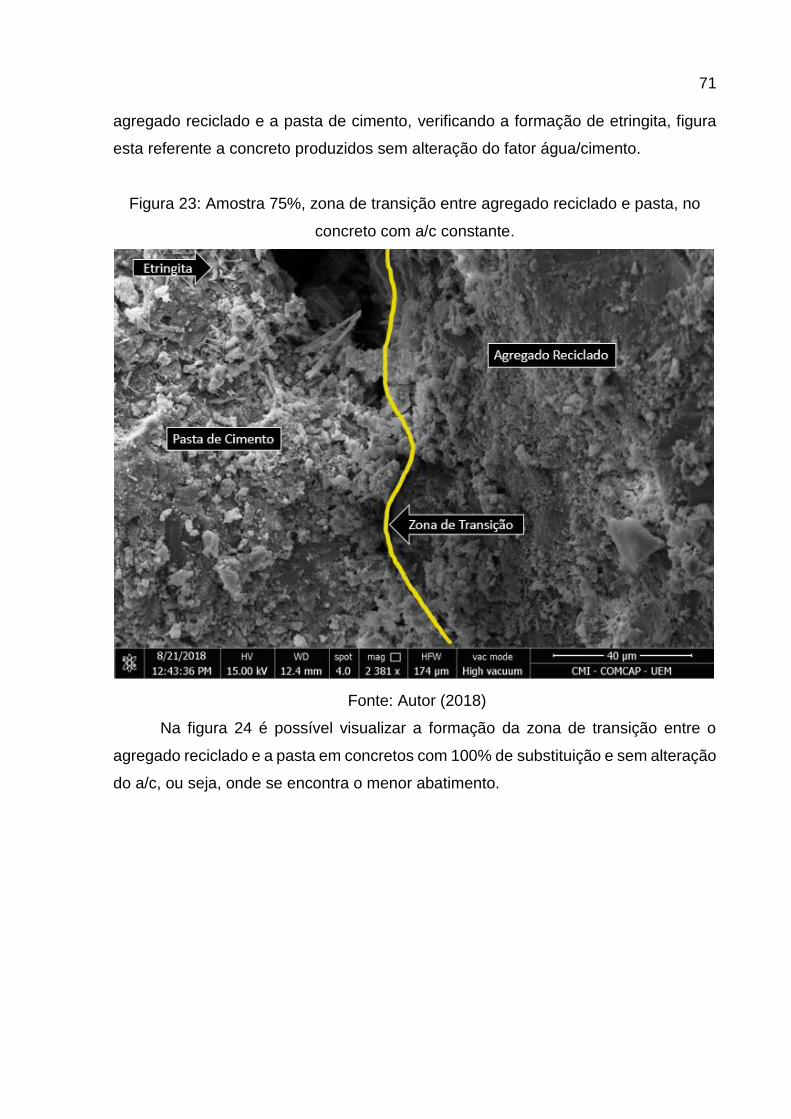
71
agregado reciclado e a pasta de cimento, verificando a formação de etringita, figura
esta referente a concreto produzidos sem alteração do fator água/cimento.
Figura 23: Amostra 75%, zona de transição entre agregado reciclado e pasta, no
concreto com a/c constante.
Fonte: Autor (2018)
Na figura 24 é possível visualizar a formação da zona de transição entre o
agregado reciclado e a pasta em concretos com 100% de substituição e sem alteração
do a/c, ou seja, onde se encontra o menor abatimento.

72
Figura 24: Amostra 100%, zona de transição entre agregado reciclado e pasta, no
concreto com a/c constante.
Fonte: Autor (2018)
A figura 25 é o oposto da figura 23, pois é apresentado a zona de transição
entre o agregado natural e a pasta, para o concreto sem adição de resíduo, onde para
este ensaio foi o que apresentou maior abatimento.

73
Figura 25: Amostra de referência (0%), zona de transição entre agregado natural e
pasta do concreto com a/c constante.
Fonte: Autor (2018)
A partir da figura 26, pode-se analisar a zona de transição dos concretos com
fator água/cimento variável, inclusive na mesma pode-se verificar a zona de transição
entre o agregado natural e a pasta e também a formação de etringita e a fissuração
do agregado.

74
Figura 26: Amostra de 50%, zona de transição entre agregado natural e pasta do
concreto com a/c variável.
Fonte: Autor (2018)
A figura 27, é feita no mesmo espécime da figura 26, porém a figura 26 é da
zona de transição entre o agregado natural e a pasta, enquanto a figura 27 é do
agregado reciclado e a pasta.

75
Figura 27: Amostra de 50%, zona de transição entre agregado reciclado e pasta, do
concreto com a/c variável.
Fonte: Autor (2018)
A figura 28 apresenta a zona de transição também do concreto com a/c variável,
onde temos uma adição de 75% de agregado, logo, uma quantidade maior de água a
mistura.

76
Figura 28: Amostra 75%, zona de transição entre agregado natural e pasta, do
concreto com a/c variável.
Fonte: Autor (2018)
Já a figura 29 apresenta o concreto onde tem-se a maior quantidade de água
de todos analisados, que é o concreto com o a/c variável e com 100% de adição de
resíduo, na figura pode-se verificar a zona de transição, entre o agregado reciclado e
a pasta.

77
Figura 29: Amostra 100%, zona de transição entre agregado reciclado e pasta, do
concreto com a/c variável.
Fonte: Autor (2018)
A figura 30 é o oposto da 29, pois para os concretos com a/c variável está é a
amostra de controle, ou seja, que não contém nenhuma adição de resíduo, tendo o
menor abatimento dos concretos com a/c variável.

78
Figura 30: Amostra de referência (0%) zona de transição entre agregado natural e
pasta, do concreto com a/c variável.
Fonte: Autor (2018)

79
6. CONCLUSÃO
Os resultados obtidos nos ensaios foram mostrados e discutidos no presente
trabalho, descrevendo o comportamento do material quando é alterada a matriz a
partir de uma mistura controle (REF), com agregados naturais.
O material utilizado para substituição a brita na matriz, concreto britado,
apresenta alguns fatores que devem ser analisados, como, alta absorção de água,
maior índice de vazios, menor massa específica e menor resistência quando
comparado com o agregado natural. Porém proporcionou um melhor desempenho
mecânico nos concretos produzidos quando o fator água/cimento se manteve
constante. Essa melhora na zona de transição ocorreu devido a diminuição do fator
água/cimento real, pois o agregado reciclado absorveu a água que seria da mistura e
isso foi comprovado com a diminuição do abatimento de tronco de cone. Mehta e
Monteiro (2008) abordam que a zona de transição é o elo mais fraco do concreto,
considerada como fase limitante da resistência do material, rompendo num nível de
tensão mais baixo do que a resistência dos agregados, visto que não é necessário
níveis altos de energia para aumentar as fissuras já existentes na zona de transição,
fissuras essas causadas pela capilaridade da água existente no momento da
hidratação do cimento, ou seja, para maiores fatores agua/cimento mais água
adsorvida, capilar e interlamelar terá na matriz, aumentando os vazios, principalmente
na zona de transição. Com isso pode-se elucidar o aumento das resistências
mecânicas com o aumento do teor de substituição do agregado natural pelo agregado
reciclado, sem corrigir a quantidade água.
A influência no módulo de elasticidade mais significativa para Metha e Monteiro
(2008) é a relação água/cimento. Segundo o que é relatado, a lei de Abrams
estabelece que o fator água/cimento influencia diretamente a resistência do concreto,
e que por sua vez, tem íntima dependência com o módulo de elasticidade. Por
exemplo, os concretos com menor relação água/cimento tendem a ser mais
resistentes e rígidos, pois a diminuição da quantidade relativa de água na mistura
tende a diminuir a porosidade, e assim, tal diminuição da porosidade gera o aumento
da capacidade em restringir as deformações solicitantes. Por outro lado, considerando
os concretos com maior relação água/cimento, se observará a menor capacidade de
restrição às deformações impostas à matriz, graças ao aumento da porosidade.

80
Portanto, o aumento do fator água/cimento gera o progressivo enfraquecimento da
matriz, aumentando assim a porosidade e afetando diretamente a resistência e a
rigidez do concreto. Cabe também citar os trabalhos de Melo Neto e Helene (2002),
Bawa e Graft-Johnson (1969) e Lydon e Lacovou (1995). Melo Neto e Helene (2002)
apresentam os resultados experimentais de medidas do módulo de Elasticidade
Tangente Inicial (Eci) para variadas relações água/cimento e consistência fixa. Já
Bawa e Graft-Johnson (1969) e também Lydon e Lacovou (1995) utilizam
respectivamente a técnica de excitação por impulso e a técnica do ultrassom para
verificar a influência da relação água/cimento ao módulo de elasticidade dinâmico
(Ed). Assim, todos os resultados apontam que a diminuição no fator água/cimento é
acompanhada pelo aumento do Módulo de Elasticidade. Cabe também salientar que
uma vez a porosidade sendo causa e consequência da relação água/cimento, a
interdependência entre a porosidade e o módulo de elasticidade é descrita por
diversos autores. Isto exposto corrobora para o ganho de rigidez quando houve
manutenção do fator água/cimento (diminuindo o real fator a/c) e manutenção do
módulo quando houve variação do fator água/cimento (manutenção do real fator a/c),
concluindo que o agregado não teve influência no resultado de módulo de elasticidade
estático.
Porém no módulo de elasticidade dinâmico, quando variado o fator
água/cimento, houve uma diminuição do valor de resistência a compressão, pois a
propagação das ondas mecânicas no interior do corpo de prova, são impactadas pelo
material que o compõe, que neste caso não houve relação com o módulo de
elasticidade estático.
Segundo Gidrão (2015), não há uma curva universal que relacione o módulo de
elasticidade dinâmico ao estático. Assim, esta relação é condicionada à fatores como
a maturidade, tipo de agregados empregados na mistura, tipo de cimento, condições
de trabalhabilidade e cura dentre outros fatores que impactam de forma diferencial os
módulos estático e dinâmico.
Com os resultados obtidos, podemos chegar a conclusões significativas no
âmbito ambiental, pois a manutenção de resistência em concretos com 100% de
substituição de agregado natural por agregado reciclado de concreto, agregado este
oriundo de um material que é um problema ambiental. A destinação de resíduo sólido

81
da construção civil precisa encontrar fins sustentáveis, e neste ponto, este trabalho
teve grande contribuição. E há muito ainda a ser explorado.
6.1 TRABALHOS FUTUROS
Para estudos futuros, sugere-se:
Avaliar as substituições para classes de resistências diferentes, 20 MPa,
30 MPa, 40 MPa;
Avaliar melhorias nas características dos agregados, para diminuir sua
absorção de água e melhorar seu desempenho;
Criar uma curva de relação entre os módulos de elasticidade estático e
dinâmico;
Quantificar a redução da emissão de CO2 do concreto produzido com
resíduo quando comparado com o concreto produzido com agregado
natural;
Avaliar questões econômicas dos concretos produzidos com agregados
reciclados, quando comparados com agregados naturais.
.

82
REFERÊNCIAS
ABRELPE – Associação Brasileira de Empresas de Limpeza Pública e Resíduos
Especiais. “Panorama dos resíduos sólidos no Brasil”, 2015.
Aguilar, C., M.P. Muñoz, O. Loyola, 2005, “Uso de hormigón reciclado para la
fabricación de hormigones”, Revista Ingeniería de Construcción, 20 (1), 35-44
AJDUKIEWICZ, A. & KLISZCZEWICZ, A. Influence of recycled aggregates on
mechanical properties of HS/HPC . Cement and Concrete Composites, 24(2), 269-
279. 2002.
ALAEJOS, P. G.; SÁNCHEZ, M. J. Utilization of recycled concrete aggregate for
structural concrete. In: International Rilem Conference on the use of Recycled
Materials in Buildings dnd structures, Barcelona. Proceedings... Bagneux, France:
Elsevier, v. 2, p. 693-702, 2004.
ALMEIDA J.M.A.; SILVA, B.V.;CHIES, J.A.GASPERIN, J.; SILVA FILHO, L.C.P .
Influência da utilização de procedimentos não padronizados de ensaio para a
determinação experimental da resistência a compressão simples e do módulo estático
de elasticidade do cimento Portland. Revista Matéria, V.20, pp 466-479, 2015.
ANDAL, J.; SHEHATA, M.; ZACARIAS, P.. Properties of concrete containing recycled
concrete aggregate of preserved quality. Construction and Building Materials. V.
125, pp 842-855, ago, 2016.
ANDRADE, C. Manual para Diagnóstico de Obras Deterioradas por Corrosão de
Armaduras. Tradução e adaptação de Antônio Carmona e Paulo Helene. Editora
PINI, 1992.
83
ANEPAC - Associação Nacional das Entidades de Produtores de Agregados para
Construção. Relatório anual 2014. Disponível em:
http://www.anepac.org.br/agregados/mercado/item/
download/69_04062b071b7171f3481b7a0e8f36f5ac. Acesso: 23/08/2015.
APPOLINÁRIO, F.. Metodologia da Ciência 2. ed. São Paulo: Atlas, 2011. 295p
ARIAS, E. G. Nuevo método de dosificación sostenible para hormigones com áridos
reciclados. Tesina de Especialidad–Universitat Politécnica da Catalunya, Barcelona,
2012.
ASSEMBLÉIA GERAL DAS NAÇÕES UNIDAS. Agenda 21 Global, Capitulo 7.
Conferência das Nações Unidas sobre meio ambiente e desenvolvimento sustentável.
ECO 92. Rio de Janeiro, 1992.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10.004: Classificação
de resíduos sólidos. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12.653: Materiais
pozolânicos – Requisitos. Rio de Janeiro, 2012.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12.655: Concreto de
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15.116: Agregados
reciclados de resíduos sólidos da construção civil – Utilização em pavimento e preparo
de concreto sem função estrutural – Requisitos. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15.894-1: Metacaulim
para uso com cimento Portland em concreto, argamassa e pasta. Parte 1: Requisitos.
Rio de Janeiro, 2010.

84
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15.895: Materiais
pozolânicos – Determinação do teor de hidróxido de cálcio fixado – Método Chapelle
modificado. Rio de Janeiro, 2010.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15112 – Resíduos
sólidos da construção civil e resíduos volumosos – Áreas de transbordo e triagem –
Diretrizes para projeto, implantação e operação, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15113 – Resíduos
sólidos da construção civil e resíduos inertes – Aterros – Diretrizes para projeto,
implantação e operação, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15114 – Resíduos
sólidos da construção civil – Áreas de reciclagem – Diretrizes para projeto,
implantação e operação, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15114 – Resíduos
sólidos da construção civil – Áreas de reciclagem – Diretrizes para projeto,
implantação e operação, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15115 – Agregados
reciclados de resíduos sólidos da construção civil – Execução de camadas de
pavimentação – Procedimentos, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15116 – Agregados
reciclados de resíduos sólidos da construção civil – Utilização em pavimentação e
preparo de concreto sem função estrutural – Requisitos, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738: Concreto –
cimento Portland – Preparo, controle e recebimento – Procedimento. Rio de Janeiro,
2006.
85
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738: Concreto –
Procedimento para moldagem e cura de corpos-de-prova. Rio de Janeiro, 2015.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5739: Concreto –
Ensaios de compressão de corpos-de-prova cilíndricos. Rio de Janeiro, 2007.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5752: Materiais
pozolânicos – Determinação do índice de desempenho com cimento Portland aos 28
dias. Rio de Janeiro, 2012.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5752: Materiais
pozolânicos – Determinação do índice de desempenho com cimento Portland aos 28
dias. Rio de Janeiro, 2014.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: Projeto de
estruturas de concreto - Procedimento. Rio de Janeiro, 2014.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7211: Agregados para
concreto – Especificação. Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7222: Concreto e
argamassa – Determinação da resistência à tração por compressão diametral de
corpos de prova cilíndricos. Rio de Janeiro, 2011.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7223: Concreto –
Determinação da consistência pelo abatimento do tronco de cone. Rio de Janeiro,
1982.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8522: Concreto –
Determinação dos módulos estáticos de elasticidade e de deformação à compressão.
Rio de Janeiro, 2017.
86
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9778: Argamassa e
concreto endurecidos – Determinação da absorção de água, índice de vazios e massa
específica. Rio de Janeiro, 2005.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9935: Agregados –
Terminologia. Rio de Janeiro, 2011.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 23: Cimento
Portland e outros materiais em pó – Determinação da massa específica. Rio de
Janeiro, 2001.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 248: Agregados –
Determinação da composição granulométrica. Rio de Janeiro, 2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 45: Agregados –
Determinação da massa unitária e do volume de vazios. Rio de Janeiro, 2006.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 52: Agregado miúdo
– Determinação de massa especifica e massa especifica aparente. Rio de Janeiro,
2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 53: Agregado
graúdo – determinação de massa específica, massa específica aparente e absorção
de água. Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 67: Concreto –
Determinação da consistência pelo abatimento do tronco de cone. Rio de Janeiro,
1998.
ATLAS DE SANEAMENTO - Diretoria de Geociências. Rio de Janeiro: IBGE, 2011,
268p.
87
BARY, B.; SELLIER, A. Coupled Moisture-Carbon Dioxide-Calcium Transfer Model for
Carbonation of Concrete. Cement and Concrete Research, v. 34, n. 10, p. 1859-
1872, 2004.
BAZUCO, R. S. Utilização de Agregados Reciclados de Concreto para a Produção de
Novos Concretos. 1999. 103 f. Florianópolis. Dissertação (Mestrado em Engenharia)
– Pós-Graduação em Engenharia Civil, Universidade Federal de Santa Catarina,
Florianópolis, 1999.
BEDOYA, C.; DZUL, L. Concrete with recycled aggregates as urban sustainability
project. Revista Ingeniería de Construcción, Chile,V. 30, pp 99-108, jul. 2015.
BAWA, N. S.; GRAFT-JOHNSON, J. W. S. Effect of Mix Proportion , Water-Cement
Ratio , Age and Curing Conditions on the Dynamic Modulus of Elasticity of
Concrete. Build. Sci., v. 3, p. 171–177, 1969.
BERNARDINO, A. M. G. Concretos Produzidos Com Cinza Leve Do Bagaço Da Cana-
De-Açúcar E Resíduos De Construção Civil. 2018. Maringá. Dissertação (Mestrado
em Engenharia) – Pós-Graduação em Engenharia Urbana, Universidade Estadual de
Maringá, Maringá, 2018.
BRASIL. MINISTÉRIO DO MEIO AMBIENTE, CONSELHO NACIONAL DO MEIO
AMBIENTE – CONAMA. Resolução nº 307, de 5 de julho de 2002. Estabelece
diretrizes, critérios e procedimentos para a gestão dos resíduos da construção civil.
BRITO, J. Agregados reciclados e a sua influência nas propriedades dos betões. Lição
de síntese para provas de agregação em Engenharia Civil, Lisboa,2005.
BRU, K., TOUZÉ, S., BOURGEOIS, F., LIPPIATT, N., MÉNARD, Y. Assessment of a
microwave-assisted recycling process for the recovery of high-quality aggregates from
concrete waste. Int. J. Mineral Process. 126, 90-98. 2014.
BUTTLER, A. M. Concreto com Agregados Graúdos Reciclados de Concreto:
influência da idade de reciclagem nas propriedades dos agregados e concretos

88
reciclados. 2003. 187 f. São Paulo. Dissertação (Mestrado em Engenharia) – Escola
de Engenharia de São Carlos, Departamento de Engenharia de Estruturas,
Universidade de São Paulo, São Paulo, 2003.
BÜTTNER, T., RAUPACH, M.. Durability of hydrophobic treatments on
concreteeresults from laboratory tests. In: 5th International Conference on Water
Repellent Treatment of Building Materials, pp. 329-340. 2008.
CABRAL, A. E. B. Modelagem de propriedades mecânicas e de durabilidade de
concretos produzidos com agregados reciclados, considerando-se a
variabilidade da composição do RCD. 248p. Tese (Doutorado em Engenharia) –
Escola de Engenharia de São Carlos - Doutor em ciências da Engenharia Ambiental.
Universidade de São Paulo, 2007.
CARMO, D. S.; MAIA, N. S.; CÉSAR, C. G.. Avaliação da tipologia dos resíduos de
construção civil entregues nas usinas de beneficiamento de Belo Horizonte. Eng Sanit
Ambient, v.17 n.2, abr/jun 2012, PG 187-192.
CARRIJO, P. Análise da influência da massa específica de agregados graúdos
provenientes de resíduos de construção e demolição no desempenho mecânico
do concreto. 129p. Dissertação (Mestrado em Engenharia) – Escola Politécnica da
Universidade de São Paulo, 2005.
CASTRO, A. L; LIBÓRIO, J. B. L. Considerações sobre o processo de produção de
concreto de alto desempenho para estruturas pré moldadas. 1º Encontro Nacional
de Pesquisa-Projeto-Produção em Pré Moldados, São Carlos, 2005.
CASTRO, T. R. de; MARTINS, C. H. Avaliação da adição de cinzas do bagaço de
cana-de-açúcar em argamassas mistas. Ambiente Construído, Porto Alegre,v. 16, n.
3,p. 137-151, jul./set. 2016.

89
CASTRO, T. R.. Argamassa mista com a cinza pesada e a cinza leve do bagaço
de cana-de-açúcar: propriedades no estado fresco e endurecido. Tese de
Mestrado/Universidade Estadual de Maringá, Maringá/PR, 2015.
CASUCCIO, M., M. C. TORRIJOS, G. GIACCIO, R. ZERBINO, Failure mechanism of
recycled aggregate concrete, Construction and Building Materials, 2008, 22, 1500–
1506
CORDEIRO, L. de N. P.. Análise dos parâmetros principais que regem a
variabilidade de concretos produzidos com agregados graúdos de concreto.
Tese (doutorado) – Universidade Federal do Rio Grande do Sul. Escola de
Engenharia, Programa de Pós Graduação em Engenharia Civil. Porto Alegre, BR-RS,
2013.
CORDEIRO, L. de N. P.; MASUERO, A. B.; DAL MOLIN, D. C. C.; SOUZA, P. S. L.;
PAES, I. N. L. Avaliação de processos de misturas de concretos com agregados
graúdos reciclados. Ambiente Construído, Porto Alegre, V. 17, pp 255-265, set.
2017.
CORDINALDESI, V.; MORICONI, G. Influence of Mineral Additions on the
Performance of 100% Recycled Aggregate Concrete. Constructions and Building
Materials, v. 23, n. 5, p. 2869-2876, maio 2009.
CORNELI, V.M. Análise da gestão de resíduos de construção e demolição no
município de Campo Mourão/Paraná. 2009. 157 f. Dissertação (Mestrado em
Engenharia Urbana) – Programa de Pós-Graduação em Engenharia Urbana,
Universidade Estadual de Maringá, Maringá, 2009.
CUNHA, A. C. Q. da; HELENE, P. R. Despassivação das Armaduras de Concreto por
Ação da Carbonatação. São Paulo: Boletim Técnico da Escola Politécnica, 2001.
DU, T., LI, H.Q., WU, X.G. Experimental study on enhancement of recycled aggregate.
New Build. Mater. 3, 6-8. 2002.

90
ETXEBERRIA, M., E. VÁZQUEZ, A. MARÍ, & M. BARRA, 2007, “Influence of amount
of recycled coarse aggregates and production on properties of recycled aggregate
concrete”, Cement and Concrete Research, 37, 735–742
FABRO, F.; GAVA, G. P.; GRIGOLI, H. P.; MENEGHETTU, L. C.. Influência da forma
dos agregados miúdos nas propriedades do concreto. Revista Ibracon de Estruturas
e Materiais. V. 4, pp 191-212, jun, 2011. B1
FELIX, L. P., SILVA, L. C., et al., Influência de agregados reciclados de resíduos de
construção nas propriedades mecânicas do concreto, Revista Eletrônica de
Engenharia Civil, v. 11, n. 1, pp. 16-34, jan./jun. 2016.
FERREIRA, D.D.M.; NOSCHANG, C.R.T.; FERREIRA, L.F. (2009) Gestão de
resíduos da construção civil e de demolição: contribuições para a sustentabilidade
ambiental. In: V Congresso Nacional de Excelência em Gestão, 2009, Niterói.
Anais... Niterói: Universidade Federal Fluminense. p. 1-23.
FERREIRA, L. M. M. “Betões estruturais com incorporação de agregados
grossos reciclados de betão. Influência da pré-saturação”, Dissertação de
Mestrado em Engenharia Civil, Instituto Superior Técnico, Lisboa, 2007.
FONSECA, F. B. Desempenho estrutural de paredes de alvenaria de blocos de
concreto de agregados reciclados de rejeitos de construção e demolição.
Dissertação (Mestrado em Engenharia de Estruturas) - Universidade de São Paulo,
São Paulo, 2002.
FROTTE, C., NÚBILA, C. S. A. D., NAGALLI, A., MAZER, W., MACIOSKI, G.,
OLIVEIRA, L. O. S.. Estudo das propriedades físicas e mecânicas de concreto com
substituição parcial de agregado natural por agregado reciclado proveniente de RCD.
Revista Matéria, V.22, pp 20-37, mar, 2017.

91
GIDRÃO, G. DE M. S. Propriedades dinâmicas do concreto e relações com sua
microestrutura. Dissertação (Mestrado) - Programa de Pós-Graduação em
Engenharia de Estruturas -- Escola de Engenharia de São Carlos da Universidade de
São Paulo, 2015.
GOMES, M., “Betões estruturais com incorporação de agregados reciclados de
betão e cerâmicos com reboco”, Dissertação de Mestrado em Construção, Instituto
Superior Técnico, Lisboa, 2007.
GOMES, M.; BRITO, J. de. Structural Concrete With Incorporation of Coarse Recycled
Concrete and Ceramic Aggregates: durability performance. Materials and Structures,
v. 42, n. 5, p. 663-675, jun. 2009.
GUJEL, D. A.; KAZMIERCZAK, C. S.; MASUERO, J. R.. Diagrama tensão-deformação
específica em concretos com agregados reciclados de concreto: análise da
metodologia proposta pela NBR 8522. Revista Ibracon de Estruturas e Materiais.
V. 10, pp 547-567 jun, 2017.
HANSEN, T. – Recycling of demolished concrete and masonry. Report of technical
committee 37-DRC, Demolition and Reuse of Concrete, Taylor & Francis, London.
1992.
HANSEN, T. C.; NARUD, H. Strenght of recycled concrete made from crushed
concrete coarse aggregate. Concrete International, Vol. 5, N. 1, 1983.
HANSEN, T. C.; NARUD, H. Strenght of recycled concrete made from crushed
concrete coarse aggregate. Concrete International, Vol. 5, N. 1, 1983.
HOJO, L. Y. C. P. Análise da atividade pozolânica da cinza volante do bagaço de
cana-de-açúcar para substituição parcial do cimento Portland. 2018. Maringá.
Dissertação (Mestrado em Engenharia) – Pós-Graduação em Engenharia Urbana,
Universidade Estadual de Maringá, Maringá, 2018.
92
HUI-SHENG, S.; BI-WAN, X.; XIAO-CHEN, Z. Influence of Mineral Admixtures on
Compressive Strength, Gas Permeability and Carbonation of High Performance
Concrete. Construction and Building Materials, v. 23, p. 1980-1985, 2009.
INYANG, H.I. (2003) Framework for recycling of waste in construction. Journal of
Environmental Engineering, v. 129, n. 10, p. 887-898.
JOHN, V. M.; AGOPYAN, V. Reciclagem de resíduos da construção. In: SEMINÁRIO
NACIONAL SOBRE Meio Ambiente/CETESB, 2001.
KATZ, A. Properties of Concrete Made With Recycled Aggregate from Partially
Hydrated Old Concrete. Cement and Concrete Research, New York, v. 33, n. 5, p.
703-711, 2003.
KATZ, A.. Treatments for the improvement of recycled aggregate. J. Mater. Civ. Eng.
16 (6), 597-603. 2004.
KIM, J.H., ROBERTSON, R.E., NAAMAN, A.E. Structure and properties of poly (vinyl
alcohol)-modified mortar and concrete. Cem. Concr. Res. 29 (3), 407-415. 1999.
KIRCHHEIM, A. P. Concreto de Cimento Portland Branco Estrutural: avaliação
da carbonatação e absorção capilar. 168 f. 2003. São Paulo. Dissertação (Mestrado
em Engenharia) – Escola de Engenharia Civil, Universidade Federal do Rio Grande
do Sul, Porto Alegre, 2003.
KONG,D., LEI, T., ZHENG, J.,MA, C., JIANG, J., JIANG, J.. Effectandmechanismof
surfacecoating pozzalanics materials around aggregate on properties and ITZ
microstructure of recycled aggregate concrete. Constr. Build. Mater. 24 (5), 701-708.
2010.
KOU, S.C., POON, C.S.. Properties of concrete prepared with PVA-impregnated
recycled concrete aggregates. Cem. Concr. Compos. 32 (8), 649-654. 2010.
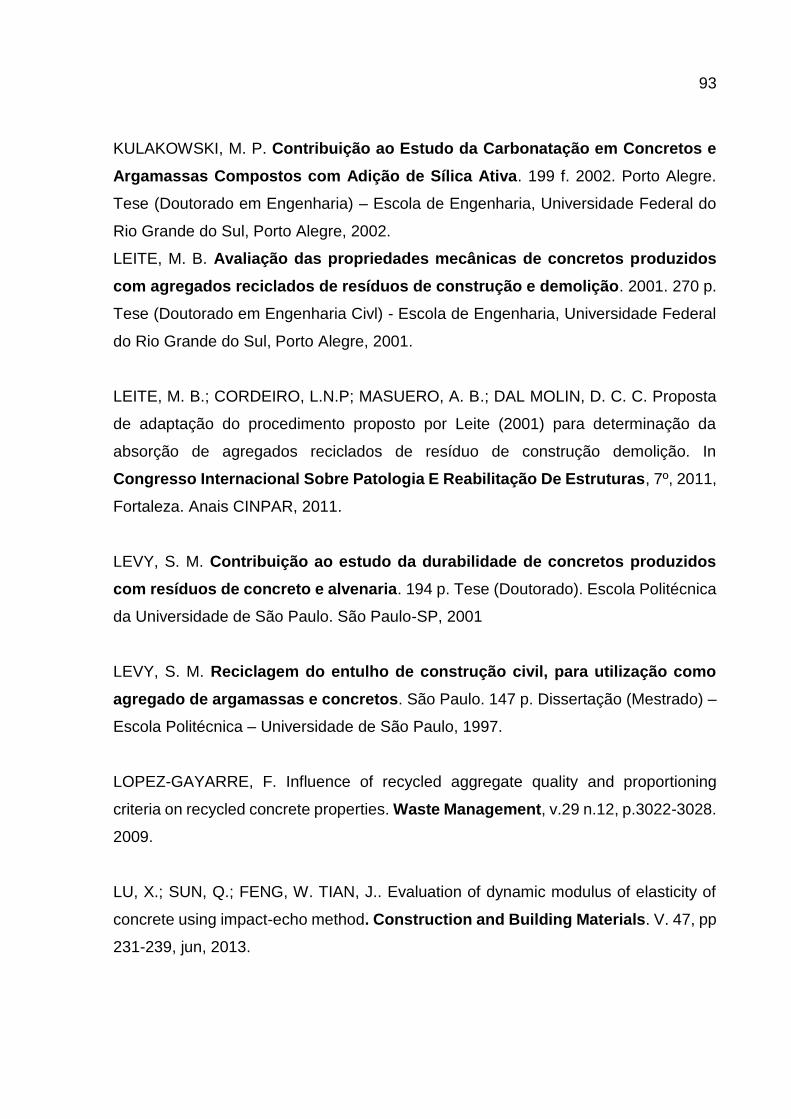
93
KULAKOWSKI, M. P. Contribuição ao Estudo da Carbonatação em Concretos e
Argamassas Compostos com Adição de Sílica Ativa. 199 f. 2002. Porto Alegre.
Tese (Doutorado em Engenharia) – Escola de Engenharia, Universidade Federal do
Rio Grande do Sul, Porto Alegre, 2002.
LEITE, M. B. Avaliação das propriedades mecânicas de concretos produzidos
com agregados reciclados de resíduos de construção e demolição. 2001. 270 p.
Tese (Doutorado em Engenharia Civl) - Escola de Engenharia, Universidade Federal
do Rio Grande do Sul, Porto Alegre, 2001.
LEITE, M. B.; CORDEIRO, L.N.P; MASUERO, A. B.; DAL MOLIN, D. C. C. Proposta
de adaptação do procedimento proposto por Leite (2001) para determinação da
absorção de agregados reciclados de resíduo de construção demolição. In
Congresso Internacional Sobre Patologia E Reabilitação De Estruturas, 7º, 2011,
Fortaleza. Anais CINPAR, 2011.
LEVY, S. M. Contribuição ao estudo da durabilidade de concretos produzidos
com resíduos de concreto e alvenaria. 194 p. Tese (Doutorado). Escola Politécnica
da Universidade de São Paulo. São Paulo-SP, 2001
LEVY, S. M. Reciclagem do entulho de construção civil, para utilização como
agregado de argamassas e concretos. São Paulo. 147 p. Dissertação (Mestrado) –
Escola Politécnica – Universidade de São Paulo, 1997.
LOPEZ-GAYARRE, F. Influence of recycled aggregate quality and proportioning
criteria on recycled concrete properties. Waste Management, v.29 n.12, p.3022-3028.
2009.
LU, X.; SUN, Q.; FENG, W. TIAN, J.. Evaluation of dynamic modulus of elasticity of
concrete using impact-echo method. Construction and Building Materials. V. 47, pp
231-239, jun, 2013.

94
LYDON, F. D.; IACOVOU, M. Some Factors Affecting The Dynamic Modulus Of
Elasticity Of High Strength Concrete. Cement and Concrete Research, v. 25, n. 6,
p. 1246–1256, 1995.
MALESEV, M.; RADONJANIN, V; MARINKOVIC, S.Recycled concrete as aggregate
for structural concrete production. Sustainability. 2010.
MALTA, J. O.; SILVEIRA, V. S.; GONÇALVES, J. P.; TOLEDO FILHO, R. D. Influência
da pré-saturação do agregado miúdo reciclado na viscosidade e resistência à
compressão de argamassas. Ambiente Construído, Porto Alegre, V. 14, pp 85-98,
mar, 2014. B1
MANSUR, A., SANTOS, D., MANSUR, H.. A microstructural approach to adherence
mechanism of poly (vinyl alcohol) modified cement systems to ceramic tiles. Cem.
Concr. Res. 37 (2), 270-282. 2007.
MARIE, I.; QUIASRAWI, H.. Closed-loop recycling of recycled concrete aggregates.
Journal of Cleaner Production. V. 37, pp 243-248, jun. 2012. A1
MARTÍNEZ-MOLINA, W.; TORRES-ACOSTA, A. A.; ALONSO-GUZMÁN E. M.;
CHÁVEZ-GARCÍA, H. L.; HERNÁNDEZ-BARRIOS, H., LARA-GÓMEZ, C.;
MARTÍNEZ-ALONSO, W.; PÉREZ-QUIROZ J. T.; BEDOLLA-ARROYO J. A;
GONZÁLEZ-VALDÉZ F. M.. Concreto reciclado: uma revisão. Revista ALCONPAT.
V. 5, pp 234-247, dez, 2015.
MARTINS, Carlos Humberto et al. Aplicação da cinza pesada e leve da queima do
bagaço de cana-de-açucar em concretos, argamassas e pavers. In: SILVA, A. L. C.;
BENINI, S. M. e DIAS, L. S. Fórum Ambiental: uma visão multidisciplinar da questão
ambiental. 2 ed. Tupã: ANAP, 2016. p. 357-384.
MASCE, N. O.; MIYAZATO, S.; YODSUDJAI, W. Influence of Recycled Aggregate on
Interfacial Transition Zone, Strength, Chloride Penetration and Carbonation of
Concrete. Journal of Materials in Civil Engineering, v. 15, n. 5, p. 443-451, 2003.

95
MEDINA, C.; ZHU, W.; HOWIND, T.; ROJAS, M. I. S.; FRIAS, M.. Influence of mixed
recycled aggregate on the physical e mechanical properties of recycled concrete.
Journal of Cleaner Production. V. 68, pp 216-225 jan, 2014.
MELO NETO, A. A.; HELENE, R. P. Módulo de Elasticidade: Dosagem e Avaliação
de Modelos de Previsão do Módulo de Elasticidade de Concretos, 2002. Belo
Horizonte: IBRACON.
MEHTA, P.K. e MONTEIRO, P.J.M. Concreto microestrutura, propriedades e
materiais. São Paulo. São Paulo. IBRACON, 2008.
MONTGOMERY, D.. Workability and compressive strength properties of concrete
containing recycled concrete aggregate. In: Sustainable Construction: Use of
Recycled Concrete Aggregate-proceedings of the International Symposium Held
at Department of Trade and Industry Conference Centre. London, UK. 1998.
MONTOYA, H, C. PINO y G. VALDÉZ, 2005, “Reutilización de residuos del hormigón”,
Revista BIT, 12 (41), 44-47
MORETTI, J.P. Estudo de viabilidade técnica da utilização da ACBC e do RCC na
composição de concretos. 166 f. Dissertação (Mestrado em Estruturas e Construção
Civil) – Universidade Federal de São Carlos, São Carlos. 2014.
NEALEN, A.; RÜHL, M. Consistency aspects in the production of concrete using
aggregates from recycled demolition material. Darmstadt Concrete, n.º 12, TU
Darmstadt. 1997.
NEVILLE, A. M. Propriedades Do Concreto. 5a ed. Porto Alegre: Bookman, 2016.
OIKONOMOU, N. D., Recycled concrete aggregates, Cement & Concrete
Composites 27, 315–318, 2005.

96
OLIVEIRA, C. E. M. Levantamento e classificação de resíduos de construção e
demolição em ilha solteira - SP. 2014. 105 f. Dissertação (Mestrado) , Universidade
Estadual Paulista, Ilha Solteira, 2014.
PADMINI, A. K; RAMAMURTHY; MATHEWS, M. S. Influence of parent concrete on
the properties of recycled aggregate concrete. Cement and Building Materials, 23(1),
829-836. 2009.
PADOVAN, R. G. Influência da pré molhagem nas propriedades de concretos
produzidos com agregados reciclados de concreto. Dissertação (Mestrado em
Engenharia Civil) - Universidade do Vale do Rio dos Sinos, São Leopoldo, 2013.
PAPADAKIS, V. G.; VAYENAS, C. G.; FARDIS, M. N. Fundamental Modeling and
Experimental Investigation of Concrete Carbonation. ACI Materials Journal, v. 88, n.
4, p. 363-373, 1991.
PAULETTI, C. Análise Comparativa de Procedimentos para Ensaios Acelerados
de Carbonatação. 176 f. 2004. Porto Alegre. Dissertação (Mestrado em Engenharia
Civil) – Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto
Alegre, 2004.
PAULETTI, C. Estimativa da Carbonatação Natural de Materiais Cimentícios a
partir de Ensaios Acelerados e de Modelos de Predição. 238 f. 2009. Toulouse.
Tese (Doutorado em Engenharia Civil) – Universidade Federal do Rio Grande do Sul
e Institut National dês Sciences Appliquées de Toulouse, Toulouse, 2009.
PAVÓN, E.; MARTINEZ, I.; ETXEBERRIA, M.. Waste material and the use of recycled
aggregates in Havana, Cuba. Rev. Fac. Ing. Univ. Antioquia N., jun, V.71, pp.167-
178, 2014. B3
PEIXOTO, R.A.F.; PAULA, D.P.; SILVA, K.A; RIBEIRO, T.H.R.; SILVA, M.J. (2009)
Analysis for application of steel slag in the production of concrete block paving. In: 9th

97
International Conference on Concrete Block Paving, 2009, Buenos Aires, Argentina.
9th International Conference on Concrete Block Paving. v. 1.
PEREIRA, E.; MEDEIROS, M. H. F. DE; LEVY, S. M. Durabilidade de concretos com
agregados reciclados: uma aplicação de análise hierárquica. Ambiente Construído,
Porto Alegre, v. 12, pp 125-134, set, 2012. B1
PETER, M. A. et al. Competition of Several Carbonation Reactions in Concrete: a
parametric study. Cement and Concrete Research, v. 38, n. 12, p. 1385-1393, 2008.
QIU, H.Z.. Study of the improvement on the properties of recycled concrete. J. Wuhan
Univ. Technol. 25 (12), 34-37. 2003.
RAHAL, K. Mechanical properties of concrete with recycled coarse aggregate.
Building and Environmental, Vol. 42, p. 407-415, 2007.
RAKSHVIR, M.; S. BARAI, 2006, “Studies on recycled aggregates-based concrete”,
Waste Management and Research, 24, 225-233
RAO, C. M.; BHATACHARYYA, S. K.; BARAI, S. V.. Influence of field recycled coarse
aggregate on properties of concrete. Materials and Structures. Vol. 44, pp 205-220,
abr, 2011. A1
RODRIGUES, C. R. DE SÁ; FUCALE, S.. Dosagem de concretos produzidos com
agregado miúdo reciclado de resíduo da construção civil. Ambiente Construído,
Porto Alegre, V. 14, pp 99-111, mar. 2014. B1
SANCHEZ, M. Estudio sobre la utilización de árido reciclado para la fabricación
de hormigón estructural. Tese de Doutoramento em Construção, Universidade
Politécnica de Madrid, Madrid, 2004.
98
SANTOS, A. C.; ARRUDA, A. M.; SILVA, T. J.; VITOR, P. C. P.; TRAUTWEIN.
Influência do agregado graúdo no módulo de elasticidade do concreto. Acta
Scientiarum. V. 39, pp 17-25, mar, 2017.
SANTOS, J.; BRANCO, F.; BRITO, J. (2002) – Mechanical properties of concrete with
coarse recycled concrete aggregates. Sustainable Building 2002.
SCHUEREMANS, L., VAN GEMERT, D., FRIEDEL, M., GIESSLER-BLANK, S..
Durability of hydrophobic agents applied in a marine environment. In: Proc 5th
International Conference on Water Repellent Treatment of Building Materials.
Aedifieatio Publishers, Brussels, pp. 357-368. 2008.
SHEHATA. Deformações Instantâneas do Concreto. In: G. C. Isaia (Ed.); Concreto,
Ensino, Pesquisa e Realizações. Ibracon ed., p.631–685, 2005. São Paulo.
SHI, C.; LI, Y.; ZHANG, J.; LI, W.; CHONG, L.; XIE, Z.. Performance enhancement of
recycled concrete aggregate - A review. Journal of Cleaner Production. V. 112, pp
468-472, ago, 2015.
SILVA, R. B da; ANGULO, S. C.; PILEGGI, R. G.; SILVA, C. O. Concretos secos
produzidos com agregados reciclados de RCD separados por densidade. Ambiente
Construído, Porto Alegre, V. 15, pp 349-355, dez. 2015.
SINGH, L.P., KARADE, S.R., BHATTACHARYYA, S.K., YOUSUF, M.M., AHALAWAT,
S.. Beneficial role of nanosilica in cement based materials e a review. Constr. Build.
Mater. 47, 1069-1077. 2013.
SOBERÓN, J. G., “Porosity of recycled concrete with substitution of recycled concrete
aggregate, an experimental study”, Cement and concrete research, n.º 32, pp. 1301-
1311, 2002.

99
SOUZA, NILTON BASTOS DE. Viabilidade financeira da reciclagem de RCC em
usinas de concretos e fábricas de pré-moldado. Dissertação (mestrado) –
Universidade Federal da Bahia. Escola Politécnica, 2012. Salvador, 2012.
SPAETH, V., DELPLANCKE-OGLETRE, M.P., LECOMTE, J.P.. Hydration process
and microstructure development of integral water repellent cement based materials.
In: Hydrophobe, V. (Ed.), 5th International Conference on Water Repellent
Treatment of Building Materials. Aedificatio Publishers, pp. 245-254. 2008.
SPAETH, V., DJERBI TEGGUER, A.. Improvement of recycled concrete aggregate
properties by polymer treatments. Int. J. Sustain. Built Environ. 2 (2), 143-152. 2014.
SUN, Y.D., XIAO, J.Z.. Aggregate of recycled concrete. Concrete 6, 33-36. 2004.
TAM, V.W.Y., GAO, X.F., TAM, C.M.. Microstructural analysis of recycled aggregate
concrete produced from two-stage mixing approach. Cem. Concr. Res. 35 (6), 1195-
1203. 2005.
TAM, V.W.Y., TAM, C.M., LE, K.N.. Removal of cement mortar remains from recycled
aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 50 (1), 82-101.
2007.
THIERY, M. et al. Investigation of the Carbonation Front Shape on Cementitious
Meterials: effects of the chemical kinetics. Cement and Concrete Research, v. 37, p.
1047-1058, 2007.
TOPÇU, I. B.; SENGEL, S. Properties of concretes produced with waste concrete
aggregate. Cement and Concrete Research, Vol. 34, pg. 1307-1312, 2004.
TOPCU, I.B.; N. GUNCAN, 1995, “Using waste concrete as aggregate”, Cement and
Concrete Research, 25 (7), 1385-1390
100
TOPCU, I.B.; S. SENGEL, 2004, “Properties of concretes produced with waste
concrete aggregate”, Cement and Concrete Research, 34(8), 1307-1312
TOPCU, I.B. 1997, “Physical and mechanical properties of concretes produced with
waste concrete”, Cement and Concrete Research, 27 (12), 1817-1823
TSUJINO, M., NOGUCHI, T., TAMURA, M., KANEMATSU, M., MARUYAMA, I..
Application of conventionally recycled coarse aggregate to concrete structure by
surface modification treatment. J. Adv. Concr. Technol. 5 (1), 13-25. 2007.
WAN, H.W., XU, J.L., SHUI, Z.H., JIANG, J.. Study on the structure and properties of
interfacial transition zone (ITZ) of the regenerated concrete. J. Wuhan Univ. Technol.
26 (11), 29-32. 2004.
WANG, X. Y.; LEE, H. S. A Model for Predicting the Carbonation Depth of Concrete
Containing Low-Calcium Fly Ash. Construction and Building Materials, v. 23, p.
725-733, 2009.
WBCSD - World Business Council for Sustainable Development. The Cement
Sustainability. Concrete Recycling. EUA. 2015.
WERLE, A. N.; KAZMIERCZAK, C. S.; KULAKOWSKI, M. P.. Carbonatação em
concretos com agregados reciclados de concreto. Ambiente Construído, Porto
Alegre, V. 11, pp 213-228, jun, 2011.
XIAO, J.; LI, J,; ZHANG, Ch. Mechanical properties of recycled aggregate concrete
under uniaxial loading. Cement and Concrete Research, Vol. 35, pg. 1187-1194,
2005.
ZHAO, T., WITTMANN, F.H., JIANG, R., LI, W.. Application of silane-based
compounds for the production of integral water repellent concrete. In: HVI, 6th
International Conference on WR Treatment of Building Materials, pp. 137-144.
2011.

101
ZHOU, C.; CHEN, Z.. Mechanical properties of recycled concrete made with different
types of coarse aggregate. Construction and Building Materials. V. 134, pp 497-
506, jan, 2017.
ZHU, Y.G., KOU, S.C., POON, C.S., DAI, J.G., LI, Q.Y.. Influence of silane-based
water repellent on the durability properties of recycled aggregate concrete.
Cem.Concr. Compos. 35 (1), 32-38. 2013.

102
APÊNDICE A – Absorção do agregado reciclado.
A absorção do agregado reciclado foi obtida seguindo as recomendações de
Leite (2001). Os resultados estão presentes na tabela 18.
Tabela 24: Ensaio de absorção de água.
Tempo (min)
Massa submersa
1 (g)
Massa submersa
2 (g)
Absorção de água
1 (%)
Absorção água 2
(%)
Absorção média
(%)
Porcentagem da absorção total 1 (%)
Porcentagem da absorção total 2 (%)
Porcentagem da absorção total média
(%)
0 705 684,9 0 0 0 0 0 0
1 707,30 694,70 0,33 1,43 0,88 5,98 19,33 12,65
2 713,80 698,75 1,25 2,02 1,64 22,87 27,32 25,10
3 717,31 702,50 1,75 2,57 2,16 32,00 34,71 33,36
4 720,10 705,49 2,14 3,01 2,57 39,25 40,61 39,93
5 722,23 708,58 2,44 3,46 2,95 44,79 46,71 45,75
6 724,60 710,80 2,78 3,78 3,28 50,95 51,08 51,02
7 726,29 712,65 3,02 4,05 3,54 55,34 54,73 55,04
8 727,29 714,45 3,16 4,31 3,74 57,94 58,28 58,11
9 729,20 715,95 3,43 4,53 3,98 62,91 61,24 62,07
10 730,60 717,54 3,63 4,77 4,20 66,55 64,38 65,46
15 734,82 722,55 4,23 5,50 4,86 77,51 74,26 75,89
20 737,33 727,05 4,59 6,15 5,37 84,04 83,14 83,59
25 738,93 729,50 4,81 6,51 5,66 88,20 87,97 88,08
30 740,03 731,22 4,97 6,76 5,87 91,06 91,36 91,21
40 741,39 732,90 5,16 7,01 6,09 94,59 94,67 94,63
50 742,50 734,53 5,32 7,25 6,28 97,48 97,89 97,68
60 743,47 735,60 5,46 7,40 6,43 100,00 100,00 100,00
Fonte: Autor (2018)

103
APÊNDICE B – Resultados do ensaio de resistência à compressão.
Romperam-se seis corpos de prova de cada traço para cada idade. Em seguida
calcularam-se as medias e seus respectivos desvios padrão. Na tabela de 25 a 29
estão os valores de resistência a compressão dos corpos de provas produzidos com
concretos com fator água/cimento constante, e nas tabelas de 30 até a 34 os
concretos produzidos com fator água/cimento variável.
Tabela 25: Resultado de resistência a compressão (25%).
Descrição Valor Unidade Teor de RCC
CP1 33,50 MPa
25%
CP2 34,40 MPa
CP3 36,10 MPa
CP4 35,00 MPa
FCM 34,75 MPa
FCK 33,43 MPa
DESVIO PADRÃO 0,80 -
Fonte: Autor (2018)
Tabela 26: Resultado de resistência a compressão (50%).
Descrição Valor Unidade Teor de RCC
CP1 37,10 MPa
50%
CP2 34,40 MPa
CP3 36,50 MPa
CP4 35,30 MPa
FCM 35,83 MPa
FCK 34,22 MPa
DESVIO PADRÃO 0,98 -
Fonte: Autor (2018)

104
Tabela 27: Resultado de resistência a compressão (75%).
Descrição Valor Unidade Teor de RCC
CP1 34,40 MPa
75%
CP2 32,40 MPa
CP3 34,40 MPa
CP4 31,70 MPa
FCM 33,23 MPa
FCK 31,29 MPa
DESVIO PADRÃO 1,18 -
Fonte: Autor (2018)
Tabela 28: Resultado de resistência a compressão (100%).
Descrição Valor Unidade Teor de RCC
CP1 36,20 MPa
100%
CP2 33,80 MPa
CP3 33,40 MPa
CP4 32,60 MPa
FCM 34,00 MPa
FCK 32,19 MPa
DESVIO PADRÃO 1,10 -
Fonte: Autor (2018)
Tabela 29: Resultado de resistência a compressão (REF).
Descrição Valor Unidade Teor de RCC
CP1 29,50 MPa
REF
CP2 30,30 MPa
CP3 31,10 MPa
CP4 29,00 MPa
FCM 29,98 MPa
FCK 28,78 MPa
DESVIO PADRÃO 0,73 -
Fonte: Autor (2018)
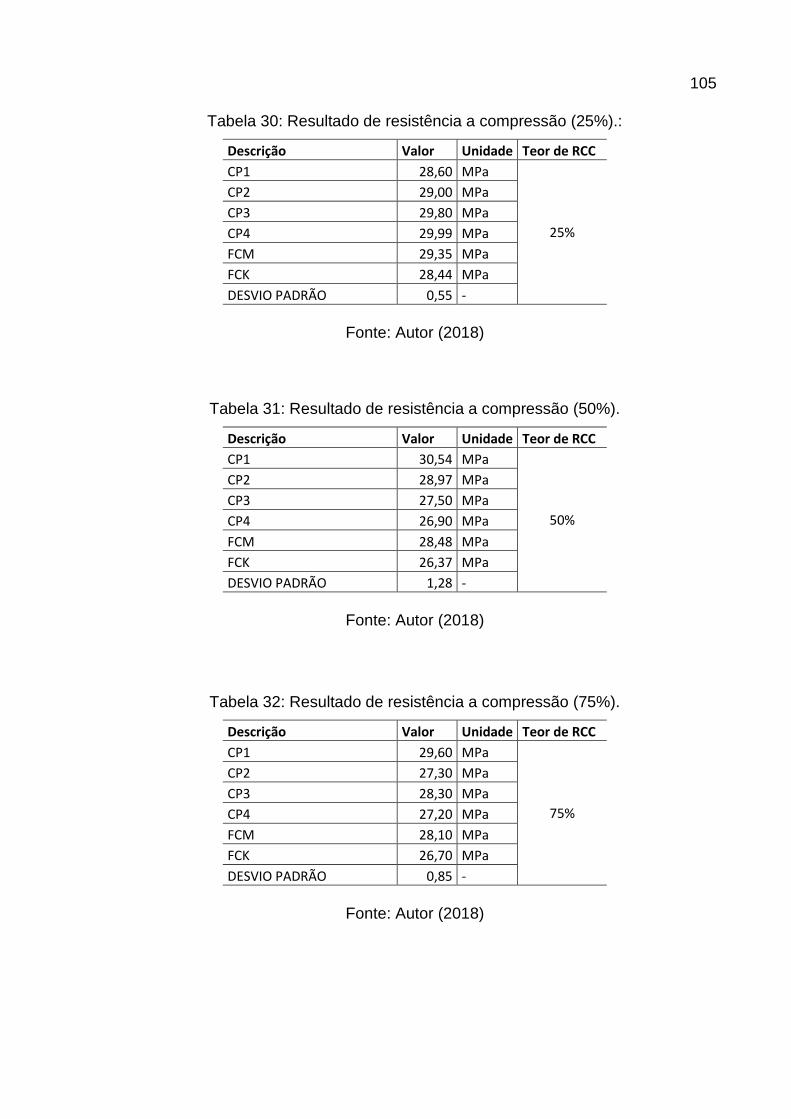
105
Tabela 30: Resultado de resistência a compressão (25%).:
Descrição Valor Unidade Teor de RCC
CP1 28,60 MPa
25%
CP2 29,00 MPa
CP3 29,80 MPa
CP4 29,99 MPa
FCM 29,35 MPa
FCK 28,44 MPa
DESVIO PADRÃO 0,55 -
Fonte: Autor (2018)
Tabela 31: Resultado de resistência a compressão (50%).
Descrição Valor Unidade Teor de RCC
CP1 30,54 MPa
50%
CP2 28,97 MPa
CP3 27,50 MPa
CP4 26,90 MPa
FCM 28,48 MPa
FCK 26,37 MPa
DESVIO PADRÃO 1,28 -
Fonte: Autor (2018)
Tabela 32: Resultado de resistência a compressão (75%).
Descrição Valor Unidade Teor de RCC
CP1 29,60 MPa
75%
CP2 27,30 MPa
CP3 28,30 MPa
CP4 27,20 MPa
FCM 28,10 MPa
FCK 26,70 MPa
DESVIO PADRÃO 0,85 -
Fonte: Autor (2018)

106
Tabela 33: Resultado de resistência a compressão (100%).
Descrição Valor Unidade Teor de RCC
CP1 27,90 MPa
100%
CP2 29,90 MPa
CP3 30,10 MPa
CP4 29,60 MPa
FCM 29,38 MPa
FCK 28,16 MPa
DESVIO PADRÃO 0,74 -
Fonte: Autor (2018)
Tabela 34: Resultado de resistência a compressão (REF).
Descrição Valor Unidade Teor de RCC
CP1 27,80 MPa
REF
CP2 28,10 MPa
CP3 30,60 MPa
CP4 28,70 MPa
FCM 28,80 MPa
FCK 27,32 MPa
DESVIO PADRÃO 0,90 -
Fonte: Autor (2018)

107
APÊNDICE C – Resultados do ensaio de módulo de elasticidade longitudinal utilizando o software Sonelastic.
Neste anexo encontram-se os resultados dos módulos de elasticidade dinâmico
longitudinal. Para cada corpo de prova fez-se três leituras. Em seguida, fizeram-se as
médias dos valores obtidos. Nas tabelas de 35 a 39 estão os valores de módulo de
elasticidade dos corpos de provas produzidos com concretos com fator água/cimento
constante, já da tabela 40 até a 44 os concretos produzidos com fator água/cimento
variável.
Tabela 35: Resultado de módulo de elasticidade dinâmico (25%).
Descrição Valor UN. Teor de
RCC
CP1 36,35 GPa
25%
CP2 35,70 GPa
CP3 35,42 GPa
CP4 36,56 GPa
CP5 36,00 GPa
CP6 36,71 GPa
MÓDULO LONGITUDINAL DINÂMICO 36,12 GPa
DESVIO PADRÃO 0,42
Fonte: Autor (2018)
Tabela 36: Resultado de módulo de elasticidade dinâmico (50%).
Descrição Valor UN. Teor de
RCC
CP1 38,28 GPa
50%
CP2 36,55 GPa
CP3 37,85 GPa
CP4 37,24 GPa
CP5 37,83 GPa
CP6 37,75 GPa
MÓDULO LONGITUDINAL DINÂMICO 37,58 GPa
DESVIO PADRÃO 0,46
Fonte: Autor (2018)

108
Tabela 37: Resultado de módulo de elasticidade dinâmico (75%).
Descrição Valor UN. Teor de
RCC
CP1 36,91 GPa
75%
CP2 36,55 GPa
CP3 37,85 GPa
CP4 37,24 GPa
CP5 37,83 GPa
CP6 37,75 GPa
MÓDULO LONGITUDINAL DINÂMICO 37,36 GPa
DESVIO PADRÃO 0,41
Fonte: Autor (2018)
Tabela 38: Resultado de módulo de elasticidade dinâmico (100%).
Descrição Valor UN. Teor de
RCC
CP1 35,06 GPa
100%
CP2 34,90 GPa
CP3 35,85 GPa
CP4 35,01 GPa
CP5 34,04 GPa
MÓDULO LONGITUDINAL DINÂMICO 34,97 GPa
DESVIO PADRÃO 0,40
Fonte: Autor (2018)
Tabela 39: Resultado de módulo de elasticidade dinâmico (REF).
Descrição Valor UN. Teor de
RCC
CP1 36,00 GPa
REF
CP2 36,17 GPa
CP3 37,70 GPa
CP4 37,01 GPa
CP5 35,44 GPa
MÓDULO LONGITUDINAL DINÂMICO 36,46 GPa
DESVIO PADRÃO 0,71
Fonte: Autor (2018)

109
Tabela 40: Resultado de módulo de elasticidade dinâmico (25%).
Descrição Valor UN. Teor de
RCC
CP1 34,11 GPa
25%
CP2 34,44 GPa
CP3 33,15 GPa
CP4 34,49 GPa
MÓDULO LONGITUDINAL DINÂMICO 34,05 GPa
DESVIO PADRÃO 0,42
Fonte: Autor (2018)
Tabela 41: Resultado de módulo de elasticidade dinâmico (50%).
Descrição Valor UN. Teor de
RCC
CP1 33,23 GPa
50%
CP2 32,59 GPa
CP3 33,14 GPa
CP4 33,10 GPa
MÓDULO LONGITUDINAL DINÂMICO 33,02 GPa
DESVIO PADRÃO 0,46
Fonte: Autor (2018)
Tabela 42: Resultado de módulo de elasticidade dinâmico (75%).
Descrição Valor UN. Teor de
RCC
CP1 32,18 GPa
75%
CP2 33,11 GPa
CP3 32,28 GPa
CP4 32,70 GPa
MÓDULO LONGITUDINAL DINÂMICO 32,57 GPa
DESVIO PADRÃO 0,41
Fonte: Autor (2018)

110
Tabela 43: Resultado de módulo de elasticidade dinâmico (100%).
Descrição Valor UN. Teor de
RCC
CP1 31,43 GPa
100%
CP2 32,33 GPa
CP3 31,01 GPa
CP4 32,23 GPa
MÓDULO LONGITUDINAL DINÂMICO 31,75 GPa
DESVIO PADRÃO 0,53
Fonte: Autor (2018)
Tabela 44: Resultado de módulo de elasticidade dinâmico (REF).
Descrição Valor UN. Teor de
RCC
CP1 36,04 GPa
REF
CP2 35,40 GPa
CP3 35,98 GPa
CP4 34,88 GPa
MÓDULO LONGITUDINAL DINÂMICO 35,58 GPa
DESVIO PADRÃO 0,43
Fonte: Autor (2018)
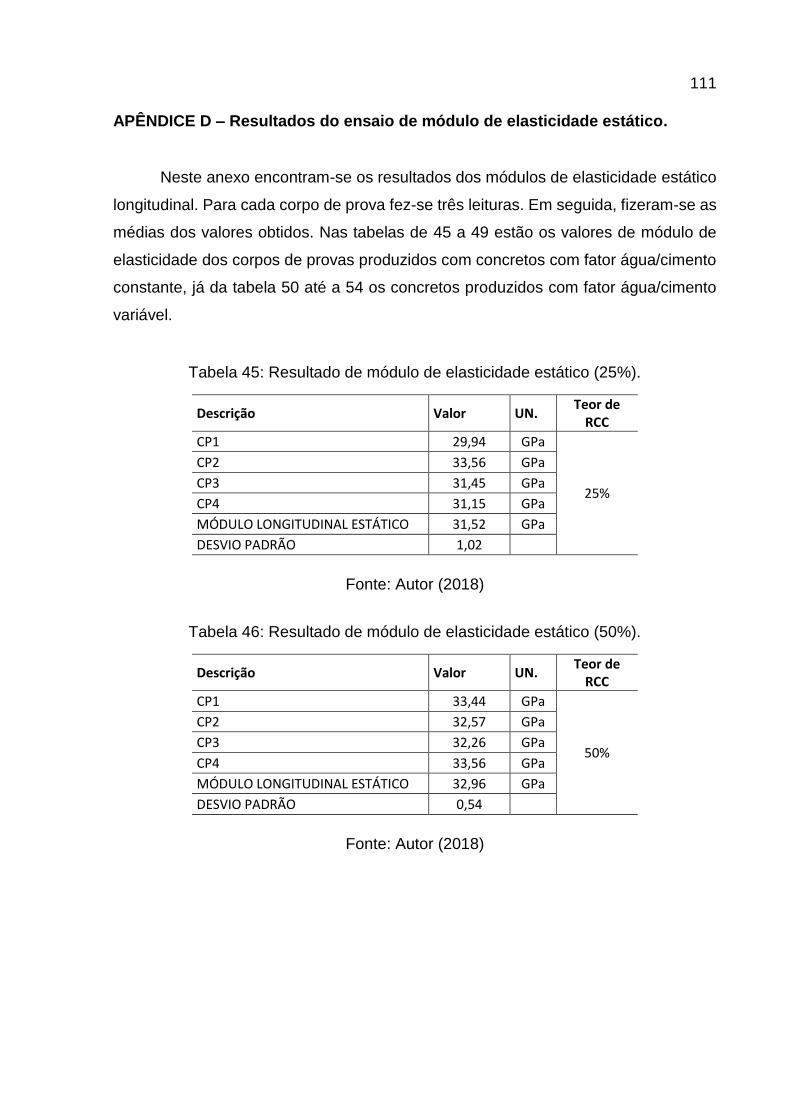
111
APÊNDICE D – Resultados do ensaio de módulo de elasticidade estático.
Neste anexo encontram-se os resultados dos módulos de elasticidade estático
longitudinal. Para cada corpo de prova fez-se três leituras. Em seguida, fizeram-se as
médias dos valores obtidos. Nas tabelas de 45 a 49 estão os valores de módulo de
elasticidade dos corpos de provas produzidos com concretos com fator água/cimento
constante, já da tabela 50 até a 54 os concretos produzidos com fator água/cimento
variável.
Tabela 45: Resultado de módulo de elasticidade estático (25%).
Descrição Valor UN. Teor de
RCC
CP1 29,94 GPa
25%
CP2 33,56 GPa
CP3 31,45 GPa
CP4 31,15 GPa
MÓDULO LONGITUDINAL ESTÁTICO 31,52 GPa
DESVIO PADRÃO 1,02
Fonte: Autor (2018)
Tabela 46: Resultado de módulo de elasticidade estático (50%).
Descrição Valor UN. Teor de
RCC
CP1 33,44 GPa
50%
CP2 32,57 GPa
CP3 32,26 GPa
CP4 33,56 GPa
MÓDULO LONGITUDINAL ESTÁTICO 32,96 GPa
DESVIO PADRÃO 0,54
Fonte: Autor (2018)

112
Tabela 47: Resultado de módulo de elasticidade estático (75%).
Descrição Valor UN. Teor de
RCC
CP1 32,15 GPa
75%
CP2 31,45 GPa
CP3 30,30 GPa
CP4 32,79 GPa
MÓDULO LONGITUDINAL ESTÁTICO 31,67 GPa
DESVIO PADRÃO 0,80
Fonte: Autor (2018)
Tabela 48: Resultado de módulo de elasticidade estático (100%).
Descrição Valor UN. Teor de
RCC
CP1 32,89 GPa
100%
CP2 34,97 GPa
CP3 31,95 GPa
CP4 32,47 GPa
MÓDULO LONGITUDINAL ESTÁTICO 33,07 GPa
DESVIO PADRÃO 0,95
Fonte: Autor (2018)
Tabela 49: Resultado de módulo de elasticidade estático (REF).
Descrição Valor UN. Teor de
RCC
CP1 26,90 GPa
REF
CP2 27,96 GPa
CP3 28,52 GPa
CP4 30,36 GPa
MÓDULO LONGITUDINAL ESTÁTICO 28,43 GPa
DESVIO PADRÃO 1,01
Fonte: Autor (2018)

113
Tabela 50: Resultado de módulo de elasticidade estático (25%).
Descrição Valor UN. Teor de
RCC
CP1 30,58 GPa
25%
CP2 28,91 GPa
CP3 27,51 GPa
CP4 28,91 GPa
MÓDULO LONGITUDINAL ESTÁTICO 28,98 GPa
DESVIO PADRÃO 0,80
Fonte: Autor (2018)
Tabela 51: Resultado de módulo de elasticidade estático (50%).
Descrição Valor UN. Teor de
RCC
CP1 28,72 GPa
50%
CP2 26,56 GPa
CP3 25,45 GPa
CP4 24,57 GPa
MÓDULO LONGITUDINAL ESTÁTICO 26,32 GPa
DESVIO PADRÃO 1,32
Fonte: Autor (2018)
Tabela 52: Resultado de módulo de elasticidade estático (75%).
Descrição Valor UN. Teor de
RCC
CP1 28,91 GPa
75%
CP2 26,98 GPa
CP3 25,60 GPa
CP4 27,24 GPa
MÓDULO LONGITUDINAL ESTÁTICO 27,19 GPa
DESVIO PADRÃO 0,89
Fonte: Autor (2018)
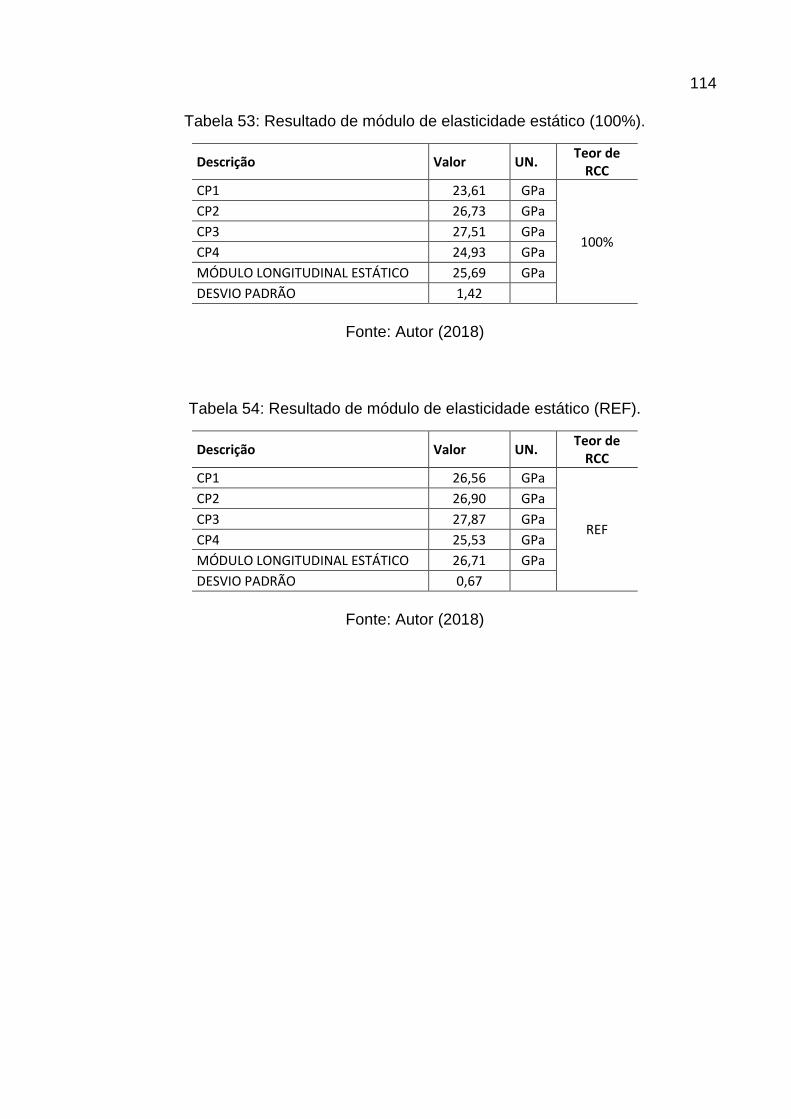
114
Tabela 53: Resultado de módulo de elasticidade estático (100%).
Descrição Valor UN. Teor de
RCC
CP1 23,61 GPa
100%
CP2 26,73 GPa
CP3 27,51 GPa
CP4 24,93 GPa
MÓDULO LONGITUDINAL ESTÁTICO 25,69 GPa
DESVIO PADRÃO 1,42
Fonte: Autor (2018)
Tabela 54: Resultado de módulo de elasticidade estático (REF).
Descrição Valor UN. Teor de
RCC
CP1 26,56 GPa
REF
CP2 26,90 GPa
CP3 27,87 GPa
CP4 25,53 GPa
MÓDULO LONGITUDINAL ESTÁTICO 26,71 GPa
DESVIO PADRÃO 0,67
Fonte: Autor (2018)