UNIVERSIDADE FEDERAL DA BAHIA ESCOLA ... - ppec.ufba.br¡rio - Tiago.pdf · pozolânica podendo...
102
UNIVERSIDADE FEDERAL DA BAHIA ESCOLA POLITÉCNICA MESTRADO EM ENGENHARIA AMBIENTAL URBANA AVALIAÇÃO DO POTENCIAL ENERGÉTICO DO BAGAÇO DE CANA DE AÇÚCAR E DA ATIVIDADE POZOLÂNICA DAS CINZAS GERADAS SEMINÁRIO Tiago Assunção Santos Salvador 2015
Transcript of UNIVERSIDADE FEDERAL DA BAHIA ESCOLA ... - ppec.ufba.br¡rio - Tiago.pdf · pozolânica podendo...

UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
MESTRADO EM ENGENHARIA AMBIENTAL URBANA
AVALIAÇÃO DO POTENCIAL ENERGÉTICO DO BAGAÇO DE CANA DE
AÇÚCAR E DA ATIVIDADE POZOLÂNICA DAS CINZAS GERADAS
SEMINÁRIO
Tiago Assunção Santos
Salvador
2015


UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
MESTRADO EM ENGENHARIA AMBIENTAL URBANA
AVALIAÇÃO DO POTENCIAL CALORÍFICO DO BAGAÇO DE CANA DE
AÇÚCAR E REAPROVEITAMENTO DAS CINZAS GERADAS COMO
SUBSTITUTO PARCIAL AO CIMENTO PORTLAND
Tiago Assunção Santos
Projeto de Pesquisa apresentado
ao Mestrado em Engenharia Ambiental
Urbana como atividade obrigatória à
obtenção do título de MESTRE EM
ENGENHARIA AMBIENTAL URBANA
Orientador: Prof. Dr. Daniel Véras Ribeiro
Co - orientador: Prof. Dr. Sandro Lemos Machado
Agência Financiadora: FAPESB
Salvador
2016

i
RESUMO
O Brasil está passando por um processo de desenvolvimento tecnológico muito
intenso, onde, a necessidade de construir aumenta cada vez mais, tendo como
consequência a emissão de gases poluentes para atmosfera, extração dos
recursos naturais não renováveis e a disposição inadequada de resíduos
sólidos. Além disso, o aumento e o desenvolvimento da população têm gerado
como consequências o aumento da produção de resíduos sólidos urbanos,
resíduos industriais e agroindustriais. Porém pesquisas estudam diversas
possibilidades de aproveitar estes resíduos. E dentre estes diversos tipos de
resíduos está o bagaço da cana de açúcar (BCA), que pode ser considerado
como biomassa, onde é gerada no processamento da cana de açúcar que tem
como produto final combustível (biodiesel e etanol) e açúcar. E uma etapa
seguinte o BCA é queimado em caldeiras no processo de co-geração de
energia elétrica. O processo de queima do BCA é responsável por gerar a
cinza de bagaço de cana de açúcar (CBCA), que é o resíduo final da indústria
sucroalcooeira. Atualmente diversos estudos comprovam a utilização da CBCA
como fertilizantes ou como adição em argamassas e concretos. Analisando
este contexto, este estudo propõe estimar o potencial energético do BCA e a
pozolanicidade da CBCA estudando o seu reaproveitamento como substituição
parcial do cimento Portland em argamassas. Desta forma, serão analisados o
potencial energético do BCA pela bomba calorimétrica, a pozolanicidade da
CBCA por meio de métodos químicos e mineralógicos, o efeito da CBCA na
hidratação do cimento Portland por análise microestrutural em pastas, além dos
ensaios em argamassas no estado fresco por meio da análise de
trabalhabilidade e tempo de pega.
Palavras-chave: biomassa, cinza de bagaço de cana de açúcar, potencial
calorífico,pozolanicidade.

ii

iii
SUMÁRIO
1. INTRODUÇÃO ................................................................................................ 5
2. JUSTIFICATIVA ............................................................................................. 7
3. OBJETIVO ...................................................................................................... 8
3.1. Objetivos Específicos ................................................................................. 8
4. REVISÃO DE LITERATURA .......................................................................... 9
4.1. Resíduos sólidos ........................................................................................ 9
4.2. Cimento Portland ...................................................................................... 11
4.2.1. Produção e Composição ....................................................................... 11
4.2.2. Impactos Ambientais ............................................................................. 12
4.2.3. Clínquer Portland e Reações de Hidratação ......................................... 13
4.2.4. Microestrutura da pasta de cimento ...................................................... 17
4.3. Adições minerais .................................................................................... 18
Materiais pozolânicos ............................................................................ 19 4.3.1
Polimorfos da sílica ............................................................................... 23 4.3.2
Métodos para análise de pozolanicidade............................................... 24 4.3.3
4.4. Biomassa .................................................................................................. 24
4.3.1.Técnicas utilizadas para caracterização da biomassa ............................. 27
4.5. Análises térmicas e a importância na caracterização do bagaço de cana
de açúcar .......................................................................................................... 28
4.6. Tecnologias para aproveitamento do potencial calorífico da biomassa .... 29
4.7. Cana de açúcar e o setor sucroalcoleiro .................................................. 32
4.7.1. Produção de Cana de açúcar ................................................................ 32
4.7.2. Processamento da cana de açúcar ....................................................... 33
4.7.3. Impactos ambientais causados pela indústria sucroalcoleira ................ 35
4.7.4. Cinza de bagaço de cana de açúcar ..................................................... 36
4.7.5. Métodos para análise de pozolanicidade............................................... 40
5. METODOLOGIA ........................................................................................... 43
5.1. Caracterização dos materiais ................................................................... 43
5.1.1. Caracterização do bagaço de cana de açúcar (BCA) ............................ 43
5.2. Obtenção de cinzas provenientes da calcinação do bagaço de cana de
açúcar (CBCA) .................................................................................................. 45
iv
5.2.1. Preparação do material ......................................................................... 45
5.2.2. Calcinação do BCA ............................................................................... 45
5.3. Caracterização das matérias primas ........................................................ 46
Massa Específica. ................................................................................. 46 5.3.1
5.3.2. Massa Unitária. ...................................................................................... 46
5.3.3. Área Superficial Específica. ................................................................... 47
5.3.4. Distribuição do Tamanho de Partículas. ................................................ 47
5.3.5. Perda ao Fogo. ...................................................................................... 47
5.3.6. Análise da composição Química (FRX) e Mineralógica (DRX). ............. 48
5.3.7. Avaliação da microestrutura. ................................................................. 50
5.4. Avaliação do potencial energético do BCA ............................................... 50
5.4.1. Determinação do poder calorífico .......................................................... 50
5.4.2. Quantificação de emissões gasosas provenientes da queima do bagaço
de cana de açúcar (BCA). ................................................................................ 51
5.5. Avaliação da pozolanicidade da CBCA .................................................... 52
5.5.1. Métodos diretos ..................................................................................... 57
Métodos Indiretos .................................................................................. 52 6.5.2
6.6 Microscopia eletrônica de varredura das pastas de cimento com adição de
CBCA ................................................................................................................ 62
6. REFERÊNCIA BIBLIOGRÁFICA ................................................................. 64
7. RESULTADOS ESPERADOS ...................................................................... 94
8. IMPACTOS ................................................................................................... 95
8.1. Acadêmicos .............................................................................................. 95
8.2. Científicos ................................................................................................. 95
8.3. Tecnológicos............................................................................................. 96
8.4. Ambiental .................................................................................................. 96
8.5. Social ........................................................................................................ 96
9. CRONOGRAMA ........................................................................................... 97
5
1. INTRODUÇÃO
Devido à preocupação com os impactos ambientais causados pelos gases
emitidos pela indústria do cimento e pela destinação inadequada dos resíduos
gerados na indústria sucroalcooleira, como cinza e bagaço de cana de açúcar
(CBCA),, iniciou-se uma busca pelo desenvolvimento de tecnologias cada vez
mais avançadas e menos agressivas ao meio ambiente que propõe alternativas
viáveis com o intuito de reutilizar estes resíduos de forma mais adequada.
Dentre destas alternativas estão o uso do bagaço de cana de açúcar (BCA)
como fonte energética pelo processo de cogeração e o reaproveitamento da
CBCA como fertilizante e como substituição ao cimento ou adição em matrizes
cimentícias
Considerado como o país que mais produz açúcar e etanol, o Brasil é
responsável por mais da metade do açúcar comercializado no mundo, podendo
alcançar a taxa de produção deste produto em um aumento de 3,25% entre 2018
e 2019, resultando na colheita de 47,34 milhões de toneladas de cana de açúcar.
O plantio da cana de açúcar é regularizado através do programa Zoneamento
Agroecológico da cana de açúcar que realiza uma análise do meio ambiente e
da aptidão econômica da região e estudos específicos que avaliam áreas
apropriadas para o plantio, considerando o tipo do solo, clima, biomassa e
necessidade de irrigação (MINISTÉRIO DA CULTURA, PECUÁRIA E
ABASTECIMENTO, 2012)
Alguns processos de queima da BCA não realizam o controle de
emissões de material particulado e gases, além também, de gerar cinzas que
são destinadas de forma inadequada. De acordo com estudos realizados por
Frías, Villar e Savastano (2011), as cinzas geradas durante a produção de
energia, devido a queima da biomassa, apresentam elevada atividade
pozolânica podendo substituir o cimento ou até mesmo sendo adicionada em
matrizes cimentícias.
A indústria do cimento está distribuída em quase todos os países do
mundo e requer grandes investimentos, visto que as despesas com combustíveis
e energia elétrica representam mais de 50% na formação do custo direto de
produção de uma fábrica. Em 2013 foi registrado que a produção mundial do
cimento foi superior a 4.000.000 toneladas, considerando 7,5% de crescimento
6
quando comparado ao ano de 2012. Os países que mais produzem cimento são
China, Índia e EUA e o Brasil ocupa a 5a posição no ranking mundial, produzindo
70.000.000 toneladas anualmente(CIMENTO.ORG, 2012).
Em função da crescente demanda pela produção de cana de açúcar para
obtenção de combustível que resulta em uma geração considerável de cinzas,
da necessidade de se obter mais fontes de energia e com o intuito de reduzir os
impactos ambientais gerados pela indústria do cimento, este estudo propõe
estimar o potencial calorífico do BCA e, em outra etapa, avaliar o efeito da
calcinação na reatividade pozolânica da CBCA gerada, analisando seu potencial
como substituto parcial ao cimento Portland.

7
2. JUSTIFICATIVA
A cana de açúcar é considerada um dos produtos agrícolas mais
importantes da economia brasileira. O Brasil além de ser o maior produtor
mundial da cana de açúcar, também, lidera a produção de açúcar e etanol,
sendo que este último, nos dias atuais, é considerado primordial no mercado
internacional com a crescente demanda por novas alternativas energéticas. No
entanto, a tendência é que nos próximos anos ocorra um aumento da produção
na indústria sucroalcooleira, causando, como consequência, o aumento da
quantidade de resíduo gerado, que disposto inadequadamente no meio
ambiente, pode causar problemas ambientais expressivos.
Estudos realizados por Cordeiro, (2006), Payá et al., (2002) e Bahurudeen
e Santhanam (2015) buscam alternativas para minimizar os impactos causados
ao meio ambiente devido à emissão de CO2 na produção do cimento, na queima
também do BCA e das cinzas geradas no processo de beneficiamento da cana
de açúcar para obtenção de açúcar, biodiesel e bioetanol,
A crescente demanda por materiais ambientalmente adequados e a
preocupação com o aumento da geração de gases poluentes causadores do
efeito estufa, associada à necessidade de alternativas energéticas sustentáveis
faz com que ocorra interesse em desenvolver outra fonte menos impactante que
possa ser utilizada como matriz energética. Além disso, a execução deste
projeto terá impactos positivos sobre o aumento descontrolado na geração de
resíduos sólidos e seu descarte inadequado, que vem impulsionando a procura
por formas de reutilizá-los ou de aproveitá-los de forma energética, destinando
de forma adequada, como subprodutos para a indústria cimentícia.
Este trabalho busca definir alternativas adequadas para o
reaproveitamento do BCA e da CBCA, com o intuito de reduzir os riscos
ambientais causados por estes resíduos.

8
3. OBJETIVO
Objetivo deste estudo é estimar o potencial calorífico do BCA e o teor de
emissões de CO2 em sua queima e avaliar também o efeito da temperatura de
calcinação da Cinza do Bagaço de Cana de Açúcar (CBCA) na atividade
pozolânica.
3.1. Objetivos Específicos
Caracterizar o BCA, determinando o teor de umidade (W) e os teores de
Sólidos Totais Voláteis (STV);
Determinar o potencial calorífico do BCA;
Identificar quais gases podem ser gerados na calcinação do BCA;
Caracterizar a CBCA físico-quimicamente e mineralogicamente;
Avaliar a o efeito da calcinação na pozolanicidade da CBCA por meio de
métodos diretos e indiretos;
Avaliar a microestrutura das pastas de cimento quando substituiído
parcialmente pela CBCA, por meio de difração de raios x (DRX), microscopia
eletrônica de varredura (MEV), termogravimetria (TG);

9
4. REVISÃO DE LITERATURA
4.1. Resíduos sólidos
Atualmente têm-se preocupado com os impactos ambientais causados
pela emissão de dióxido de carbono (CO2) gerado durante o processo de
fabricação do cimento, o descarte inadequado dos resíduos de construção civil
(RCC), de resíduos industriais (RI), de resíduos sólidos urbanos e aqueles
provenientes de processos de produção agrícola. Desta forma, diversos métodos
estão sendo desenvolvidos para a não geração destes resíduos ou então uma
forma de tratá-los, como por exemplo, a reutilização destes resíduos como
subproduto para outro processo produtivo.
No Brasil existem poucas cidades que realizam um descarte adequado de
resíduos em aterros de inertes e usinas de reciclagem. Com o intuito de resolver
esta questão, foi publicada a Resolução CONAMA 307:2002 (“Estabelece
diretrizes, critérios e procedimentos para a gestão dos resíduos da construção
civil”), a fim de estabelecer diretrizes, critérios e procedimentos para gestão dos
resíduos da construção civil.
Com o objetivo de tornar rigoroso o gerenciamento de resíduos sólidso foi
regulamentada uma nova Política Nacional de Resíduos Sólidos através da Lei
12.305 de 2010 que institui princípios, objetivos e instrumentos referentes ao
gerenciamento de resíduos sólidos e que os define como material, substância,
objeto ou quaisquer bens que sejam descartados e resultantes de atividades
humanas.
Segundo a Associação Brasileira de Empresas de Limpeza Pública e
Resíduos Especiais (ABRELPE, 2013), conforme a Tabela 1, pode-se observar
um aumento significativo na geração de resíduos sólidos urbanos, no Brasil,
entre 2012 e 2013, sendo estimado, atualmente, uma geração média de 1,041
Kg/hab.dia.

10
Tabela 1: Estimativa da quantidade de Resíduos gerados no Brasil, entre os anos de
2012 e 2013.
Regiões
2012 2013
RSU Gerado
(t/dia)/ (kg/hab.dia)
População
Total (hab)
RSU Gerado
(t/dia)
Índice
(kg/hab.dia)
Norte 13.754/0,841 17.013.559 15.169 0,892
Nordeste 51.689/0,959 55.794.707 53.465 0,958
Centro – Oeste 16.055/1,113 14.993.191 16.636 1,11
Sudeste 98.215/1,204 84.465.570. 102.088 1,209
Sul 21.345/770 28.795.762 21.922 0,761
Brasil 201.058/1,037 201.062.789 209.280 1,041
Fonte: ABRELPE, 2013
Segundo a NBR 10004:2004 (“Resíduos Sólidos – Classificação”) os
resíduos sólidos podem ser classificados de acordo com a composição química
(orgânico e inorgânico) e quanto à origem (resíduos sólidos urbanos,
domiciliares, comerciais, serviços públicos, serviços de saúde e industriais).
Ainda de acordo com a NBR 10004:2004 os resíduos industriais são
originados nas atividades dos diversos ramos da indústria, tais como químicos,
petroquímicos, indústria papeleira, metalúrgica e alimentícia. Para a NBR
10004:2004, os resíduos industriais são muito diversificados sendo
representados por: cinzas, lodos, óleos, resíduos alcalinos ou ácidos, plásticos,
papel, madeira, fibras, borracha, metal, escórias, vidros e cerâmicas, além dos
resíduos tóxicos. De acordo com esta Norma o resíduo industrial é
subclassificado em:
Radioativos: resíduos provenientes de atividade nuclear;
Agrícolas: resíduos provenientes das atividades agrícolas e
pecuária, como embalagens de adubos, defensivos agrícolas,
ração, resto de colheia, etc;
Resíduos da Construção Civil.

11
4.2. Cimento Portland
4.2.1. Produção e Composição
O cimento Portland é o produto industrial mais consumido no mundo sendo
responsável por grande quantidade de matérias primas para sua produção e
resultando em uma demanda maior por recursos naturais.
O cimento Portland possui diversas definições. De acordo com ASTM C
150:1997 (“Standard Specification for Portland Cement”), o Cimento Portland é
definido como um aglomerante hidráulico produzido no processo de moagem do
clínquer, composto principalmente por silicatos de cálcio hidráulicos, usualmente
com uma ou mais formas de sulfato de cálcio. O cimento Portland é constituído
de matérias-primas como cálcio, silício, alumínio e ferro em formas e proporções
adequadas, para posteriormente produzir os silicatos que o constituem (ASTM C
150:97).
Para Mehta e Monteiro, (2014) o cimento Portland é um cimento hidráulico
produzido pela pulverização de clínqueres constituídos essencialmente por
silicatos de cálcio hidráulicos cristalinos e uma pequena quantidade de uma ou
mais formas de sulfato de cálcio e até 5% de calcário como adição de moagem.
Segundo Battagin (2011)após a análise do processo de produção, o principal
constituinte do cimento Portland é o clínquer, que é um material resultante da
calcinação a aproximadamente 1450ºC de uma mistura de calcário e argila e
eventuais corretivos químicos de natureza silicosa, aluminosa ou ferrífera. Em
seguida, o clínquer é resfriado e cominuído em conjunto com pequena
quantidade de gesso e materiais corretivos, em moinho rotativo, até possuir uma
granulometria adequada. (BATTAGIN, 2011)
O calor fornecido pelo forno provoca descarbonatação do calcário e a
desestruturação dos argilominerais, liberando os óxidos dos quatro elementos
principais que são cálcio, silício, alumínio e ferro que se recombinam e formam
os componentes formadores do clínquer Portland: alita ou silicato tricálcico
(C3S), belita ou silicato dicálcio (C2S), aluminato tricálcico (C3A) e o
ferroaluminato tetracálcio (C4AF) (BATTAGIN, 2011).

12
4.2.2. Impactos Ambientais
De acordo com estudos realizados por Brand et al., 2004 e Bernstein, et
al., 2007 o setor industrial emite mundialmente aproximadamente 25% de CO2,
sendo as fábricas de cimento responsáveis por emitir 5% deste poluente. Para
Habert e Roussel (2009) a análise do ciclo de vida do cimento (ACV) permite
informar que 95% do CO2 são gerados durante o seu processo de fabricação.
Uma das indústrias que mais geram CO2 é a do cimento, devido ao
aumento do desenvolvimento de alguns países e pelo aumento da demanda pela
produção do cimento. Conforme observado na Figura 1 pode-se observar o
crescimento estimado da produção de cimento que, em 2006, atingiu uma
produção de 2,54 Gton e pode alcançar 4.380 Gton em 2050 (World Business
Council for Sustainable Devepeloment (WBCSD, 2014)).
Figura 1. Projeção de crescimento da produção de mundial de cimento até o ano de
2050 (WCSD, 2009).
A produção de uma tonelada de cimento gera entre 0,73 e 0,99 toneladas
de CO2, dependendo do teor clínquer no cimento e outros fatores (HASANBEIGI
e PRINCE, 2012). Segundo a WBCSD (2014) estima-se que 540 quilos (Kg) de
CO2 por tonelada de clínquer, é gerado na calcinação da pedra calcária, no
momento que o carbonato de cálcio (CaCO3) é transformado em cal.

13
O restante do CO2 emitido durante o processo de fabricação do cimento é
resultante da queima de combustível que foi necessária para fornecimento de
energia térmica para o processo de calcinação, podendo atingir uma temperatura
de 1.500 ºC (HASANBEIGI e PRINCE, 2012). Segundo a WWF (2014) a média
de eletricidade consumida é de 100 – 110 kwh por tonelada de cimento.
4.2.3. Clínquer Portland e Reações de Hidratação
Na etapa de transformações mineralógicas que se processam no interior
do forno, as fases minerais abundantes na natureza, como calcita (CaCO3),
dolomita [CaMg(Co3)2], quartzo (SiO2), pagliocásio [(NaAlSi3O8) ou
(CaAl2Si2O8)], caulinita [Al4(Si4O10).(OH)}, biotita [K(Mg,Fe)3.(AlSi3O10).(OH)2],
muscovita [KAl2(AlSi3O10).(OH)2], hematita (Fe2O3) e entre outras, são os
principais constituintes das rochas calcárias e argilosas. Estas fases são
transformadas em minerais metaestáveis que envolvem temperaturas superiores
a 1000ºC, representados pelos silicatos alita e belita, aluminatos e
ferroaluminatos cálcicos. Outros minerais também são envolvidos em menor
proporção como cal livre, periclásio e sulfatos alcalinos diversos.
(CENTURIONE, MARINGOLO e PECHHIO, 2003)
O cimento Portland, ao interagir com a água, ocasiona uma reação de
hidratação, formando produtos hidratados a partir dos respectivos constituintes
anidros, isto é, produtos que se transformam, incorporando à sua estrutura
cristalina íons hidroxila (OH-).Os produtos que podem ser formados são os
silicatos de cálcio hidratados, portlandita e sulfoaluminatos. Existem três
caraterísticas principais do cimento que influenciam nesta reação de hidratação,
que são: solubilidade de cada um dos seus constituintes, influenciada pela
respectiva área específica e a reatividade das fases do clínquer, pois, quanto
mais reativa, mais rapidamente se inicia a interação e a formação dos produtos.
Logo, ao entrar em contato com o cimento, a água deve propiciar uma
suspensão e dispersão homogênea do sólido para interagir com todas as
partículas. O início da dissolução das diferentes fases do clínquer e do sulfato de
cálcio é imediato e se dá até a saturação da solução, logo em seguida as
partículas aglomeram-se para, em seguida, ligarem-se pela formação de
produtos hidratados. A suspensão, inicialmente fluída, consolida gradativamente,

14
enrijecendo ao longo do tempo, visto que é resultante da formação dos produtos
hidratados, a partir de cada fase do clínquer, por diferentes reações. Após esta
etapa, as reações continuam quando a água dos poros difunde através dos
produtos hidratados formados e dá continuidade à hidratação da fração ainda
anidra da partícula; a reação de hidratação prossegue de fora para dentro, para
cada partícula. Nessa etapa o mecanismo é denominado hidratação por difusão.
O endurecimento continua após a consolidação da pasta, pela formação dos
mesmos produtos, depositados nos vazios, ou outros, resultantes de interações,
tais como os formados por reações pozolânicas. As reações iniciais são rápidas
e se completam em idades seguintes mais lentamente, desde que haja contato
do cimento com a água, no estado líquido ou gasoso. (CINCOTTO, 2011)
Para Mehta e Monteiro (2014) a fase C-S-H compõe de 50% a 60% o
volume de sólidos em uma pasta hidrata e é, portanto, a fase mais importante e
determinante das suas propriedades. Em nível atômico o C-S-H é formado por
camadas com cadeias de SiO4, com possíveis substituição do Si por Al.
O hidróxido de cálcio ou portlandita (CH) constitui 20% a 25% do volume de
sólidos na pasta de cimento hidratada. O formato da portlandita é encontrado na
forma de cristais prismáticos hexagonais. A formação desses cristais é afetada
pela disponibilidade de espaço, pela temperatura de hidratação e pelas
impurezas nos sistemas. Esses cristais contribuem pouco na resistência
mecânica do concreto, principalmente por sua área superficial ser
consideravelmente baixa (MEHTA e MONTEIRO, 2014).
a) Mecanismo de Hidratação
Após o cimento entrar em contato com a água, ocorre uma troca de
espécies iônicas entre os sólidos e a fase líquida. A elevada solubilidade de
alguns componentes do clínquer dá origem a um rápido aumento na
concentração de aluminatos, sulfatos e álcalis (sódio, potássio e cálcio) na fase
líquida. As maiores contribuições para a composição da fase aquosa em contato
com o cimento são: silicatos de cálcio, aluminatos de cálcio, sulfato de cálcio e
os sulfatos alcalinos. Devido à dissolução das fases anidras do clínquer, ocorre a
formação de compostos com solubilidade menor, o que leva à precipitação de
hidratos, que compõem a pasta endurecida (JAWED, SKALNY e YOUNG, 1983).

15
De acordo com Quarccioni (2008) o mecanismo de hidratação do cimento
pode ser divido em: estágio inicial, período de indução, período de aceleração,
período de desaceleração, estágio final ou período de reação lenta. Na Figura 2
é possível associar a taxa de liberação de calor de hidratação de uma pasta de
cimento Portland à variação da concentração de íons cálcio em solução, em
função do tempo de hidratação.
No estágio inicial ou de pré-indução, o pico inicial é atribuído a uma
combinação exotérmica de molhagem das partículas e de reações iniciais de
dissolução de sulfatos alcalinos e liberação de íons K+, Na+ e SO42-, dissolução
do sulfato de cálcio até a saturação e liberação íons de Ca2+ e SO42-. Nesta
etapa também ocorre a dissolução das fases anidras C3S, C2S, C3A e C4AF. Os
íons liberados neste processo de dissolução do aluminato de cálcio e do ferro-
aluminatotetracálcico reagem com os íons Ca2+ e SO42-, dando origem a um gel
amorfo, rico em alumínio, sobre a superfície dos grãos do clínquer e de bastões
ou pequenas e espessas agulhas de etringita (QUARCCIONI, 2008).
No período de indução é formada uma camada de gel que se deposita
sobre os grãos anidros de cimento formando uma espécie de barreira entre as
fases anidras e a solução aquosa. Este gel, considerado amorfo e coloidal, é
originado a partir da precipitação inicial de etringita e, em menor escala, do C-S-
H, sendo rico em sílica e alumínio e com presença de íons cálcio e sulfato
(KADRI e DUVAL, 2002).
Na etapa de aceleração, o que predomina é o mecanismo de dissolução-
precipitação, com consequente supersaturação iônica da fase aquosa e rápida
formação de C-S-H. Os principais produtos formados são C-S-H e CH. Este
período finaliza com o aparecimento do segundo pico da curva e sinaliza o início
da desaceleração na geração de calor do sistema. O fenômeno da pega se dá
no decorrer do período de aceleração, em que os silicatos, principalmente a alita,
passam a sofrer um processo de hidratação até atingir imediatamente a taxa
máxima de hidratação ao final desse período, que corresponde ao máximo de
calor liberado. Nesta etapa também é importante ressaltar que ocorre a
precipitação da etringita e o controle da taxa de hidratação devido a formação de
C-S-H (QUARCCIONI, 2008).

16
A etapa de desaceleração se inicia com a diminuição gradual da taxa da
evolução do calor, devido à redução na concentração de íons em solução, em
decorrência da precipitação de hidratos que recobrem as partículas do cimento e
dificultam a solubilização das fases anidras. Após ocorrer 24 horas do início do
processo de hidratação das fases do cimento Portland tem-se a continuidade
das reações lentas que dão origem, também, à formação do C-S-H e CH. O
processo de difusão iônica passa a controlar o mecanismo de reação da
hidratação do cimento Portland (QUARCCIONI, 2008; KADRI e DUVAL, 2002).
Ainda segundo Quarccioni (2008), alguns tipos de cimentos contendo aluminatos
de cálcio em uma concentração superior a 12% exibem uma elevação
característica na curva de calor de hidratação, após aproximadamente 16 h, e
que está associado a uma nova formação de etringita. Segundo pesquisas
realizadas por Silva et al (2004) é possível observar o crescimento de cristais
aciculares ou agulhas de etringita ainda aos 152 dias.
No estágio final, também observa-se a formação de placas hexagonais
delgadas de monossulfoaluminato de cálcio (C4ASH12), a partir da reação do
trissulfoaluminato de cálcio (C6AS3H32) com o aluminato de tricálcio (C3A) e o
ferroaluminatotetracálcico, que ocorre por indisponibilidade de sulfato de cálcio
do sistema (EMOTO e BIER, 2007, 2007; TAYLOR, 1998)
Segundo Taylor, 1998, como pode ser visto pelas equações 2 a 5, as
reações químicas de formação das principais fases hidratadas são:
3𝐶3𝐴 + 3𝐶𝑆𝐻2 + 26𝐻2𝑂 → 𝐶6𝐴𝑆3𝐻32 (2)
3𝐶3𝐴 + 𝐶6𝐴𝑆3𝐻32 + 4𝐻2𝑂 → 3𝐶4𝐴𝑆𝐻12 (3)
2𝐶3𝑆 + 6𝐻2𝑂 → 𝐶3𝑆2𝐻3 + 2𝐶𝐻 (4)
2𝐶3𝑆 + 6𝐻2𝑂 → 𝐶3𝑆2𝐻3 + 2𝐶𝐻 (5)
O processo de hidratação do ferroaluminatotetracálcico, em presença de
gipsita, dá origem à formação de fases similares às obtidas na hidratação do
aluminato de cálcio, as quais se distinguem pela substituição parcial do alumínio
pelo ferro com composições químicas variáveis, mas estruturas similares às da
etringita e do monossulfoaluminato. Já a dissolução dos silicatos de cálcio do
cimento dá origem à formação da portlandita (QUARCCIONI, 2008).

17
b) Hidratação do cimento em presença de adições minerais ativas
Mehta e Monteiro (2014) afirmam que as partículas dos aditivos minerais,
por serem menos reativas que a do cimento, quando dispersas na pasta, formam
pontos de nucleação para a precipitação dos produtos de hidratação, tornando
uma pasta mais homogênea em termos de distribuição de poros, resultando em
um desenvolvimento inicial de resistência.
Segundo Antiohos (2008) existem adições minerais consagradas e
efetivas como a cinza volante, a cinza de casca de arroz, a sílica ativa e o
metacaulim que podem melhorar algumas propriedades nas argamassas e
concretos.
Segundo Antiohos, 2008 o melhor desempenho da cinza volante nas
primeiras idades está vinculado à área específica e à reatividade da cal presente
na própria cinza volante, potencializado pela adição de óxido da cal. Além disso,
a atividade pozolânica requer a presença de hidróxido de cálcio e de álcalis do
cimento, pH elevado para solubilização da fase vítrea da pozolana, resultando na
formação de hidratos com maior ganho de resistência mecânica.
4.2.4. Microestrutura da pasta de cimento
Segundo Paulon e Kirchhein (2011), a pasta de cimento é uma reunião
relativamente heterogênea de partículas, filmes, microcristais e elementos
sólidos, ligados entre si por uma massa porosa e contendo, em seu estado
nativo, espaços com soluçõe aquosas e alguns vazios.
Em um modelo de uma pasta de cimento hidratada, como pode ser
visualizado na figura 3, podem ser observadas algumas particularidades:
aglomerados de partículas de C-S-H; polígonos pontilhados representando os
cristais de hidróxido de cálcio e; a etringita em formato de agulha (MEHTA e
MONTEIRO, 2014).

18
Agregado Interface Pasta de cimento
Figura 3: Esquema representativo da zona de transição entre a pasta de cimento e o
agregado (Mehta e Monteiro, 2014)
Para Diamond (2004) a microestrutura da pasta de cimento Portland pode
sofrer variações significativas devido a fatores como composição química, a
finura do cimento utilizado, relação água/cimento, o uso de aditivos químicos,
procedimentos de mistura e as mudanças nas condições de hidratação. Os
grãos de clínquer não hidratados presentes nesta etapa existem em pastas de
relação água/cimento baixa. De acordo com o progresso do processo de
hidratação, as partículas menores se dissolvem e reagem, enquanto que as
maiores tornam-se menores (MEHTA e MONTEIRO, 2014). Os produtos de
hidratação da alita e da belita são o C-S-H e o hidróxido de cálcio. O C-S-H não
possui composição química fixa, em que a relação molar C/S pode variar
dependendo da composição do cimento, da relação água/cimento, da
temperatura e da idade de hidratação. (MEHTA e MONTEIRO, 2014; ODLER,
1998)
4.3. Adições minerais
Estudos realizados por Gomes (1995) relataram que os principais
materiais utilizados como adição mineral na produção de argamassas e
concretos são a sílica ativa, a cinza volante, o metacaulim e a escória de alto
forno.

19
Dal Molin (2011) relata que ocorrem efeitos químicos e físicos na
microestrutura das pastas de cimento devido à presença de adições minerais.
Os efeitos químicos estão associados à capacidade de reação dos aditivos
minerais com o hidróxido de cálcio, que é formado durante a hidratação do
cimento, onde, futuramente, irá se formar o C-S-H. Entre os efeitos físicos estão
o efeito microfíller (aumento da densidade da mistura), refinamento da estrutura
dos poros e alteração da microestrutura da zona de transição.
A microssílica ou sílica ativa tem uma alta reatividade pozolânica e é um
subproduto da produção de ligas ferro-silício e é composta, em grande parte, por
estrutura amorfa, onde as esferas de óxido silício chegam 0,1 µm de diâmetro. O
principal efeito químico deste material é aumentar o teor de C-S-H da pasta
através da reação com CH gerado pela hidratação do cimento Portland. Durante
o processo de adição da microssilica à pasta, ocorre o aumento da proporção do
C-S-H que resulta na redução da porosidade da total e aumento da resistência
da matriz cimentícia. Este processo também resulta na redução da relação molar
Ca/Si. (WINTER, 2009)
O metacaulim é uma adição mineral aluminosilicosa obtida, normalmente,
da calcinação, entre 600ºC e 900ºC, de alguns tipos de argila, como as
cauliníticas e os caulins (DAL MOLIN, 2011).
As cinzas volantes, quando utilizadas como um suplemento mineral, são
compostas por até 35% de material ligante. É possível observar que o principal
benefício da adição de cinzas volantes em um compósito de cimento é o
aumento da resistência do concreto. (WINTER, 2009)
Para Dal Molin (2011) o fíler é uma adição mineral sem atividade química,
de forma que o seu uso ocasiona um efeito físico de empacotamento
granulométrico e age como pontos de nucleação para hidratação dos grãos do
cimento.
Materiais pozolânicos 4.3.1
De acordo com a NBR 12653 (Materiais pozolânicos – Requisitos),
materiais pozolânicas são considerados materiais silicosos ou silicoaluminosos,
que possuem pouca ou nenhuma atividade aglomerante, mas que, quando

20
finamente divididos e na presença de água, reagem com hidróxido de cálcio à
temperatura ambiente para formar compostos com propriedades aglomerantes
Segundo Mehta e Monteiro (2014) os materiais pozolânicos podem ser
classificados como:
Naturais: são materiais processados com a finalidade única de
produzir uma pozolana. Seu processamento, normalmente,
envolvem britagem, moagem e separação por tamanho; em alguns
casos, pode incluir também a ativação térmica. Podem ser
consideradas pozolanas naturais os vidros e tufos vulcânicos além
das terras diatomáceas e das argilas calcinadas;
Subprodutos: são materiais que não são produtos primários das
indústrias que os produzem. São subprodutos industriais que
podem ou não exigir algum processamento (secagem e/ou
pulverização, por exemplo) antes de serem usados como adição
mineral. Podem ser consideradas pozolanas de subprodutos as
cinzas volantes, escória de alto-forno, sílica ativa e cinza de casca
de arroz.
Um determinado material é considerado pozolânico quando atende aos
requisitos físicos e químicos estabelecidos pela NBR 12.653:2014 (“Requisitos
químicos para classificação de materiais pozolânicos”), de acordo com Tabelas 2
e 3.
Tabela 2. Requisitos químicos para classificação de materiais pozolânicos, de acordo
com a NBR 12653:2014.
Propriedades
Classe de material pozolânico
Método de ensaio (*)
N C E
SiO2 + Al2O3 + Fe2O3 ≥70 ≥70 ≥50 ABNT NBR 15894-3(*)
SO3 ≤4 ≤5 ≤5 ABNT NBR NM 16
Teor de umidade ≤3 ≤3 ≤3 ABNT NBR NM 24
Perda ao fogo ≤10 ≤6 ≤6 ABNT NBR NM 18
Álcalis disponíveis em %Na2O ≤1,5 ≤1,5 ≤1,5 ABNT NBR NM 25
Fonte: NBR 12653:2014 (NOME)
* Os métodos de ensaios devem ser adaptados, substituindo-se ao cimento Portland
pelo material pozolânico.

21
Tabela 3. Requisitos físicos para classificação de materiais pozolânicos, de acordo com
a NBR 12653:2014.
Propriedade Classe de materiais Método de ensaio N C E
Material retido na peneira de 45 µm
<20% <20% <20% ABNT NBR 15894-3(*)
Índice de desempenho com cimento Portland aos 28 dias
≥90% ≥90% ≥90% ABNT NBR 5752
Atividade pozolânica com cal aos 7 dias
≥ 6 MPa ≥6MPa ≥6 MPa ABNT NBR 5751
(*) Esse método de ensaio deve ser adaptado, substituindo-se o metacaulim pelo material pozolânico. Alternativamente, o método descrito pela ABNT NBR 12826 pode ser utilizado desde que o material posolâmico retido na peneira de ensaio não apresente visualmente aglomeração de partículas.
Fonte: NBR 12653:2014 (Materiais pozolânicos – Requisitos)
A reação pozolânica ocorre quando o cimento é substituído parcialmente
por adições minerais ricas em produtos silicosos ou silicoaluminosos com não
cristalinos. Nesta substituição parcial ocorre a reação entre os compostos
silicosos e aluminosos da pozolana com o hidróxido de cálcio e a água da
reação hidratada do cimento, formando produtos como silicato de cálcio
hidratado (C-S-H), aluminato de cálcio hidratado (C-A-H) e silicoaluminato de
cálcio hidratado (C-A-S-H). (MEHTA e MONTEIRO, 2014)
Segundo Cordeiro (2006), é possível entender melhor as reações
pozolânicas considerando-se uma pasta com pozolana, hidróxido de cálcio e
água. Ainda Cordeiro (2006) o hidróxido de cálcio, ao entrar em contato com a
pozolana e água (20°C) sofre o processo de hidrólise, elevando o valor do pH da
solução para aproximadamente 12,5. Nestas condições, ocorre a dissolução de
íons proveniente da pozolana, como Ca2+, K+, e Na+, assim como também de
rede de silicatos e alumino-silicatos.
Segundo Vieira (2005) as partículas finamente divididas da pozolana
residual (que não reagem com os produtos de hidratação do cimento) e outros
compostos formados durante a reação pozolânica, como o cálcio aluminato
hidratados (C-A-H), atuam apenas como fíller, reduzindo a porosidade da
estrutura resultante.
A utilização de sílica em pastas de cimento nessas condições evita a
formação do produto cristalino α-C2SH, alta permeabilidade e baixa resistência, e

22
promove a formação de tobermorita (C5S6H5) ou xonotlita (C6S6H), que
consistem de produtos cristalinos que apresentam baixa permeabilidade e alta
resistência à compressão. Estes produtos a base de silicato de cálcio, formados
na hidratação do cimento, dependem diretamente da temperatura e da razão
CaO/SiO2 presente na mistura seca (cimento e adições), como pode ser visto na
Figura 6 (MIRANDA, 2008).
Figura 6. Esquema demonstrando a formação das fases do cimento de acordo com a
temperatura (MIRANDA, 2008)
A reação pozolânica é positiva em três aspectos: (1) Por ser uma reação
mais lenta com baixa liberação de calor, consequentemente terá menos
problemas de fissuração de origem térmica (CORDEIRO, 2009),; (2) A reação
pozolânica consome o hidróxido de cálcio produzido durante a hidratação do
cimento, que é um produto que contribui muito pouco para resistência mecânica
e pode ser responsável por problemas de durabilidade e; (3) Os produtos da
reação são bastante eficientes no preenchimento dos espaços capilares
grandes, aumentando, assim, a resistência e reduzindo a permeabilidade do
sistema (METHA e MONTEIRO, 2008).
23
Polimorfos da sílica 4.3.2
Segundo Cassal (2000) para que um determinado material seja
classificado como material pozolânico é necessário que haja, em sua
composição química, óxidos de silício ou de alumínio, em estado amorfo, para
que os mesmos apresentem reatividade com hidróxido de cálcio.
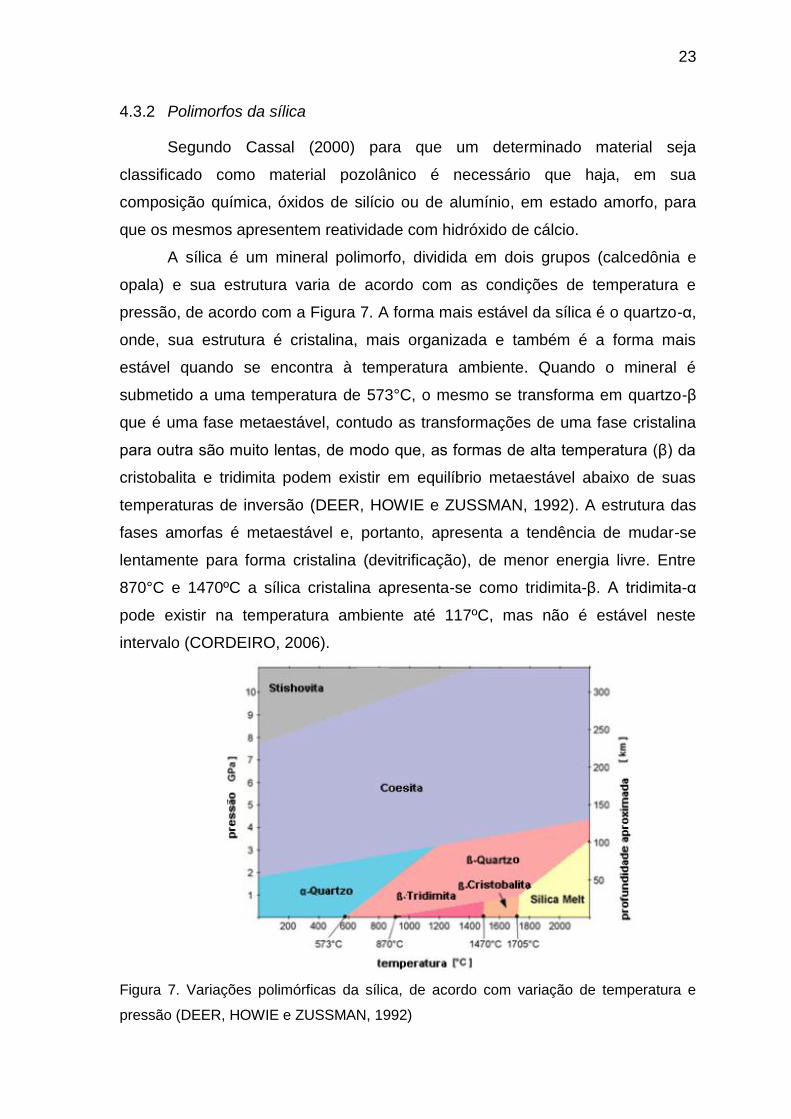
A sílica é um mineral polimorfo, dividida em dois grupos (calcedônia e
opala) e sua estrutura varia de acordo com as condições de temperatura e
pressão, de acordo com a Figura 7. A forma mais estável da sílica é o quartzo-α,
onde, sua estrutura é cristalina, mais organizada e também é a forma mais
estável quando se encontra à temperatura ambiente. Quando o mineral é
submetido a uma temperatura de 573°C, o mesmo se transforma em quartzo-β
que é uma fase metaestável, contudo as transformações de uma fase cristalina
para outra são muito lentas, de modo que, as formas de alta temperatura (β) da
cristobalita e tridimita podem existir em equilíbrio metaestável abaixo de suas
temperaturas de inversão (DEER, HOWIE e ZUSSMAN, 1992). A estrutura das
fases amorfas é metaestável e, portanto, apresenta a tendência de mudar-se
lentamente para forma cristalina (devitrificação), de menor energia livre. Entre
870°C e 1470ºC a sílica cristalina apresenta-se como tridimita-β. A tridimita-α
pode existir na temperatura ambiente até 117ºC, mas não é estável neste
intervalo (CORDEIRO, 2006).
Figura 7. Variações polimórficas da sílica, de acordo com variação de temperatura e
pressão (DEER, HOWIE e ZUSSMAN, 1992)
24
Métodos para análise de pozolanicidade 4.3.3
Segundo FERRAZ et al. (2010) os métodos diretos observam a presença
de portlandita [Ca(OH)2] através da difração de raios x, termogravimetria ou
titulação química clássica. Os métodos considerados indiretos para análise de
pozolanicidade em um determinado material são o de Fratini ou Chapelle
modificado determinado pela NBR ANBT 15895:2010 (“Materiais Pozolânicos –
Determinação do Teor de hidróxido de cálcio fixado”) e os métodos clássicos de
verificação da resistência de argamassas com cimento e com cal, determinados
pelas NBR 5751:2012 (“Determinação da Atividade Pozolânica com Cimento
Portland”) e NBR 5752:2012 (“Determinação de Atividade Pozolânica com Cal”),
respectivamente.
4.4. Biomassa
O Brasil possui mais de mil usinas hidrelétricas, produzindo 65% da
energia do país, devido à alta disponibilidade de recursos hídricos que são
alimentados por chuvas tropicais abundantes. Além disso, a energia hidrelétrica
é mais barata e emite menos CO2 quando comparada às termelétricas, que
produzem 25% da energia brasileira.
Em abril de 2015 a produção de energia limpa e renovável proveniente de
biomassa totalizou 12.417 MW de potência instalada, representando a terceira
fonte mais importante da matriz elétrica e superior à capacidade da futura Usina
de Belo Monte, estando atrás da hidroeletricidade (66,1%) e do gás natural
(9,5%). A biomassa sucroenergética, proveniente da cana de açúcar, é o
principal destaque, tendo atingido o recorde de 10 mil megawatts de capacidade
instalada. A previsão é que até 2018 entrem em operação mais de 1.750
megawatts de usinas térmicas, que já estão contratadas e outras estão previstas
para gerar 2.400 Megawatts em 2023 (JORNAL DA CANA, 2015).
Devido aos problemas ambientais causados pela escassez de recursos
naturais que são utilizados para produzir energia e pelos resíduos que são
descartados inadequadamente, houve a necessidade de se desenvolver
tecnologias específicas com o objetivo de substituir substâncias poluentes e
25
reutilizar os resíduos provenientes de processos agrícolas. A biomassa possui
alta disponibilidade permanente e a emissão dos gases do efeito estufa é
compensada pelo sequestro de carbono que ocorre durante o processo de
fotossíntese, fazendo com que a energia seja considerada como renovável e
com baixo impacto ambiental. (BRIDGWATER, 2012; NUNES, MATIAS e
CATALÃO, 2014)
As fontes de energia mais utilizadas no mundo são os combustíveis
fósseis (carvão, petróleo e gás), e que são consideradas não renováveis. A
biomassa é considerada o único recurso natural composto por carbono
renovável e que pode substituir os combustíveis fósseis. A biomassa atualmente
fornece 10% de energia primária mundial.
Segundo Nogueira e Rendeiro (2008) a biomassa é considerada como um
hidrocarboneto, que possui átomos de oxigênio na sua composição química,
diferentemente dos combustíveis fósseis. Para Martini (2009) a celulose
(compõe de 40% a 50%), hemicelulose (compõe de 20% a 40%) e lignina
(compõe cerca de 25%) são os principais componentes da biomassa vegetal.
Para caracterizar adequadamente o BCA é necessário realizar uma
análise detalhada, quantificando os teores de umidade, materiais voláteis e
carbono fixo.
Para Mackendry (2002) existem dois tipos de umidade: i) intrínseca, que é
o teor de umidade do material sem a influência de efeitos climáticos e, ii) a
extrínseca que é influenciada pelas condições meteorológicas prevalecentes
durante a colheita da biomassa. Para que a umidade não influencie nos
resultados, o potencial calorífico da biomassa é quantificado em base seca e não
em base úmida, no entanto, a energia consumida para secar a biomassa
também é considerada.
Segundo Mackendry (2002) o teor de materiais voláteis da biomassa
evapora durante o aquecimento, ou seja, pode ser quantificado medindo a fração
de massa da biomassa que volatiliza durante o aquecimento. Para Lewandowski
apud Klautau (2008), o teor de materiais voláteis na biomassa determina a
facilidade da mesma em queimar.
Atualmente, os combustíveis e seu processo de combustão são campos
importantes na área tecnológica, pois, alimentam a maior parte da energia

26
utilizada no mundo, como aquecimento, transporte e geração de energia elétrica.
O crescimento na oferta de energia calorífica, obtida através dos combustíveis,
vem tornando possível a grande atividade industrial da atualidade (CORTEZ,
LORA e GOMES, 2008); JOSÉ, 2004; HILSDORF et al., 2004).
Um material combustível pode ser definido como qualquer substância
que, ao reagir quimicamente com outra, libera energia na forma de calor.
Diversas substâncias possuem esta propriedade, especialmente ao reagir com
oxigênio, porém, poucas são as substâncias consideradas combustíveis
industrialmente importantes. Para ser considerado um combustível industrial, um
material tem que ser: carbonáceo, apresentar disponibilidade adequada,
desprender grande quantidade de calor quando queimado ao ar atmosférico e o
calor produzido deve ser controlável (HILSDORF et al., 2004). Na Tabela 4 são
apresentadas as reações básicas de combustão e uma estimativa do calor
liberado em cada reação.
Tabela 4. Reações básicas de combustão e calor liberado em cada reação.
Reagentes Produtos Energia liberada
C + O2 CO2 (g) + 8100 Kcal.kg -1
C + 1/2O2 CO (g) + 2400 Kcal. Kg -1
2H2 + O2 2H2O (g) +34100 kcal.kg -1
S + O2 SO2 (g) + 2200 Kcal.kg -1
Fonte: Nogueira (2005)
O bagaço de cana de açúcar e o palhiço, dentre os diversos tipos de
combustíveis industriais, estão sendo analisados em algumas pesquisas, pois
permitem a obtenção de energia de modo econômico através da combustão
direta. Para iniciar a queima de um combustível é necessário que ele atinja uma
temperatura definida, chamada de temperatura de ignição. Segundo Pellegrini
(2002), a temperatura de ignição do bagaço está entre 500°C e 600°C, com 50%
de umidade, e a temperatura da chama pode chegar 920°C com a mesma
umidade.
Segundo Rodrigues (2008), ao queimar, todo combustível libera uma
quantidade de energia ou calor, sendo esta quantidade proporcional ao peso do

27
material queimado. A medida do calor obtido pela queima completa do
combustível pode ser definida como poder calorífico (PC).
Perez et al. (2007) destacam que a energia contida em um combustível
será maior quanto maior for o seu poder calorífico, mostrando assim a
importância do conhecimento dessa propriedade para avaliação de um
combustível como insumo energético. O poder calorífico pode ser determinado
sob duas bases distintas: poder calorífico superior (PCS) e poder calorífico
inferior (PCI). Pesquisadores como Perez et. al. (2008) e Rodríguez (2010)
definiram o poder calorífico como sendo a quantidade de energia contida no
combustível, considerando que a água gerada na combustão somada àquela já
contida no combustível estão no estado líquido. Para o poder calorífico inferior, a
água gerada na combustão está no vapor.
O poder calorífico superior é determinado experimentalmente pela
utilização de um calorímetro, onde a amostra é queimada em um sistema
fechado, com oxigênio puro, a volume constante e o calor gerado na combustão
é transferido para água do calorímetro. Sendo um sistema fechado, a possível
existência de água no combustível não acarreta em perda de calor, pois a água
é evaporada e novamente condensada. Em aplicações industriais o poder
calorífico inferior é o que representa melhor as condições de combustão, pois,
em um sistema aberto, a água contida no combustível passa do estado líquido
para o vapor, escapando do sistema, que perde energia na forma de calor. O
poder calorífico inferior pode ser obtido subtraindo do poder calorífico superior a
fração de massa de água do combustível (SANTIAGO, 2007, FERREIRA, 2006;
ARONI, 2005)
4.3.1. Técnicas utilizadas para caracterização da biomassa
Para se caracterizar energeticamente a biomassa é necessário as
análises imediatas como teor de umidade, sólidos totais voláteis, cinzas e
carbono fixo.
De acordo com Nogueira (2003) o teor de umidade pode ser definido
como a massa de água contida na biomassa e pode ser expressa tanto na base
úmida quanto na base seca, antes e após a secagem. O teor de umidade

28
presente na biomassa pode interferir no potencial calorífico (PC), que decresce
com o aumento da umidade (NOGUEIRA,2007; CALEGARI, FOEKEL, et al.,
2005).
Para Mackendry (2002) o teor de sólidos totais voláteis é parte da
biomassa que evapora como um gás por aquecimento, ou seja, o teor de voláteis
é quantificado medindo-se a fração de massa da biomassa que volatiza durante
o aquecimento. Segundo Lewandowisk (1997) apud Klautau (2008) (2008), o
material volátil interfere na ignição, pois quanto maior o teor de sólidos totais
voláteis maior será a reatividade e consequentemente a ignição.
Segundo Nogueira e Rendeiro (2008) os resíduos resultantes da
combustão dos componentes orgânicos e oxidações dos inorgânicos são
caracterizados como teor de cinzas. As cinzas geradas após o processo de
queima podem possuir silício, potássio, sódio, enxofre, cálcio, fósforo, magnésio
e ferro.
4.5. Análises térmicas e a importância na caracterização do bagaço de cana
de açúcar
As análises termodiferenciais (TA) e termogravimétricas (TG) têm sido
utilizadas em estudos de materiais com o objetivo de se avaliar as mudanças
físico-químicas que ocorrem em tais materiais quando estes são submetidos ao
aquecimento. A análise térmica diferencial (DTA) é uma técnica térmica em que
se mede a diferença de temperatura entre a amostra e uma substância inerte
(referência), quando ambas são submetidas a um programa controlado de
temperatura, aquecimento ou resfriamento. Mudanças da temperatura da
amostra são ocasionadas pelas transições ou reações entálpicas (endotérmica
ou exotérmica) decorrentes de mudanças de fase, fusão, inversões da estrutura
cristalina, sublimação, vaporização, reações de desidratação, de dissociação ou
decomposição, oxidação, reações de redução e outras reações. (GONÇALVES,
2009)
Os ensaios termogravimétricos avaliam a variação de massa de amostra
submetida a um ciclo de aquecimento definido. O equipamento de
termogravimetria consiste em microbalança acoplada a forno resistivo. O

29
material é caracterizado através da curva termogravimétrica, que relaciona a
perda de massa no tempo com a temperatura de aquecimento.
Através das análises termogravimétricas pode-se observar o
comportamento térmico de materiais carbonosos, bem como a cinética das
reações de decomposição térmica de diferentes combustíveis sólidos. A análise
das características da combustão permite obter um perfil de queima do material,
definido como a representação da perda de peso em função da temperatura, em
atmosfera oxidante ou inerte.
4.6. Tecnologias para aproveitamento do potencial calorífico da biomassa
De acordo Bosmans et al., (2012) os métodos mais utilizados para o
beneficiamento energético dos resíduos são a incineração, gaseificação e
pirólise. Além destas, existem outras técnicas utilizadas para aproveitamento
energético da biomassa como combustão direta e cogeração.
Segundo Henriques (2004) o processo de incineração dos resíduos na
queima direta de um determinado material para produção de energia térmica,
gera gases como CO2, H2O, O2, N2 e, dependendo do material que está sendo
incinerado, é possível gerar outros gases: CO, HCl, NOX, SO2, além da formação
de compostos de metais pesados.
De acordo com Schneider (2002), o processo de incineração consiste na
oxidação dos materiais, a altas temperaturas, sob condições controladas,
convertendo materiais combustíveis em materiais não combustíveis, como
escórias e cinzas, com a emissão de gases.
De acordo com o manual de gerenciamento integrado do IPT (2000), a
incineração apresenta-se como uma das tecnologias térmicas existentes para
tratamento de resíduos, cuja queima ocorre a altas temperaturas, comumente
acima de 900ºC, em uma mistura apropriada de ar, durante um tempo
predeterminado.
De acordo com Porteous (2005) a incineração controlada dos resíduos
pode reduzir o volume dos resíduos entre 90% e 95% e o peso em 80%. O
material ou as cinzas gerados após a queima são, em geral, inertes, diminuindo
a crescente necessidade de áreas para disponibilização dos mesmos.
30
A pirólise ou carbonização é considerada a técnica mais simples e o mais
antigo processo de conversão de um combustível de melhor qualidade e
conteúdo energético (CENBIO, 2014). A pirólise consiste na degradação térmica
dos resíduos na ausência de oxigênio, e a temperatura do processo varia de
200°C a 1100°C, sendo considerado um processo endotérmico que requer uma
fonte externa de calor (BRIDGWATER, 2003).
De acordo Bosmans et al. (2012) as plantas de pirólise para o tratamento
de resíduos são compostas pelas seguintes etapas: preparação e moagem,
secagem, resíduo gerado e tratamento secundário de gás de pirólise e coque de
pirólise. Este processo tem como objetivo transformar energia química dos
combustíveis em calor, por meio das reações dos elementos com o oxigênio
fornecido. Para fins energéticos, a combustão direta ocorre essencialmente em
fornos e caldeiras. Apesar de ser um processo prático, é considerada uma
técnica ineficiente (ANEEL, 2005).
Para ANEEL (2005) a gaseificação é um processo de conversão de
combustíveis sólidos em gasosos, por meio de reações termoquímicas,
envolvendo vapor quente e ar, ou oxigênio, em quantidades inferiores à
estequiometria.
Segundo a CENBIO (2014) o processo de cogeração é a geração
simultânea de energia térmica e mecânica, a partir de uma mesma fonte de
energia. As formas de energia útil mais frequente são a energia mecânica, no
movimento de máquinas, equipamentos e turbinas de geração de energia
elétrica e a energia térmica, que gera vapor frio ou quente. A energia térmica
pode ser utilizada neste setor como fonte de calor para processos em geral. Já a
energia mecânica pode ser utilizada na forma de trabalho, por exemplo, no
acionamento de moendas em usinas sucroalcoleiras ou transformada em
energia elétrica através de geradores de eletricidades.
De acordo com Nogueira e Martins apud Lora (2008) a cogeração
associa-se à minimização de impactos ambientais e à busca de maior eficiência
na utilização dos insumos energéticos.
Este processo realiza a quebra da biomassa lignocelulósica, que é
composta por polissacarídeos, em açúcares menores para eventual fermentação
e produção de etanol. Os processos de conversão do material lignocelulósico em

31
etanol são diferenciados, principalmente, quanto aos métodos de hidrólise e
fermentação, estágios esses que estão menos amadurecidos tecnologicamente.
Os processos de hidrólise podem ser divididos em duas categorias: aqueles que
usam os ácidos minerais, como por exemplo, o ácido sulfúrico, e os que usam
cinzas (MOREIRA, 2005; CENBIO, 2013).
4.6. Aproveitamento energético da biomassa por meio da digestão
anaeróbia
O potencial energético da biomassa também pode ser aproveitado por
outra técnica, que é a digestão anaeróbia. Esta técnica é realizada por um
conjunto de microrganismos sob condições anaeróbias (ausência de oxigênio)
estabilizando o material orgânico em composto inorgânico e material celular. O
biogás gerado é composto basicamente por metano, dióxido de carbono, água,
gás sulfídrico e amônia. A vantagem de utilizar uma colônia de microrganismos
anaeróbios é que quase todos os produtos voláteis e compostos de lignina
solúvel, em concentrações altas, podem ser convertidos em metano (CHEN et
al., 2007).
A bioconversão de materiais lignocelulósicos em metano consiste em três
fases: (1) pré-tratamento da fibra, (2) hidrólise enzimática e (3) digestão
anaeróbia da fase líquida. A aplicação do processo de digestão anaeróbia no
tratamento de materiais hidrolisados apresenta vantagens, tanto, no que se
refere à capacidade dos reatores em suportar elevadas cargas orgânicas, como
também, por operarem com baixos custos e, baixo consumo de energia elétrica
(CHERNICHARO, 2007).
A digestão anaeróbia de compostos orgânicos é realizada pelo contato do
substrato com uma população de microrganismos, sendo desenvolvida em
estágios sequenciais envolvendo processos metabólicos, que dependam da
atividade de, no mínimo, três grupos de microrganismos: bactérias fermentativas
(acidgênicas), bactérias sintróficas (acetogênicas) e as arqueas bactérias
(metanogênicas). As bactérias fermentativas acidogênicas convertem os
compostos orgânicos por hidrólise e fermentação em compostos de menor peso
molar principalmente ácidos orgânicos, hidrogênio e dióxido de carbono. No
entanto as bactérias sintróficas acetogênicas atuam na fase intermediária
32
convertendo os compostos orgânicos intermediários, como propianato e butirato,
em acetato, hidrogênio e dióxido de carbono. Os produtos da fase intermediária
são convertidos em metano e dióxido de carbono, pelas bactérias
metanogênicas (FERREIRA, 2011; CHERNICHARO, 2007).
O bagaço de cana de açúcar é um material orgânico e também pode ser
utilizado como fonte energética por meio da digestão anaeróbia. Este material e
composto por 50% de lenhocelulose e o processo de digestão anaeróbia implica
em taxas orgânicas baixas, longos tempos de retenção de sólidos e eficiência de
conversão baixa (OSMAN et. al. 2006; PANDEY, et al.; KIVAISI e ELIAPENDA,
1995).
Estudos realizados por Ferreira (2011) com bagaço de cana de açúcar,
comprovaram que grande parte do material orgânico hidrolisado é biodegradável
e pode ser transformado em biogás, além de conter bastante material
particulado.
.
4.7. Cana de açúcar e o setor sucroalcoleiro
4.7.1. Produção de Cana de açúcar
Em 2014 a área destinada à atividade sucroalcooleira na safra de
2014/2015 irá se superar os 9 milhões de hectares. O Estado de São Paulo é o
maior produtor nacional, ocupando 51,43% da área plantada, seguido por Goiás,
Minas Gerais, Mato Grosso do Sul, Paraná, Alagoas e Pernambuco.
As regiões Norte e Nordeste prevêem um aumento 4,8%, passando de
56,71 milhões de toneladas da safra 2013/2014, para 59,45 milhões na safra
2014/2015 (CONAB, 2013). O Estado da Bahia apresentou um aumento da
produção de cana de açúcar: na safra 2012/2013 e 2013/2014 obtiveram-se
respectivamente 3.083, 20 e 3.208,80 mil toneladas de cana de açúcar, sendo
projetado para a safra de 2014/2015 3.691 mil toneladas. Na Figura 4 é possível
visualizar a distribuição da produção de cana de açúcar no país.

33
Figura 4. Mapeamento da produção de cana de açúcar nos estados brasileiros (CONAB,
2013)
4.7.2. Processamento da cana de açúcar
O processamento da cana de açúcar, como pode ser visto no esquema da
Figura 5, consiste no beneficiamento do mesmo, resultando em produtos como
açúcar, etanol e geração de energia elétrica por meio da queima do bagaço de
cana de açúcar. As etapas deste processamento são: moagem, cogeração de
energia e tratamento do caldo.

34
Figura 5. Fluxograma do processo industrial da cana de açúcar (Cortez et al. 2010)
Segundo Rodriguez (2010), após a realização da colheita da cana de
açúcar, a mesma, chega à usina com grande quantidade de areia e outras
impurezas. Quando a cana é colhida manualmente e queimada, a lavagem é
feita com o intuito de retirar as impurezas que, quando não removidas, executam
o papel negativo em todo o processo industrial, provocando o desgaste das
tubulações, bombas, aquecedores, registros, moendas e prejudicam a
decantação do caldo e a filtração do lodo.
A cana que é coletada mecanicamente é recebida na Usina na forma de
talos picados. No entanto, o procedimento de lavagem não é realizado devido às
elevadas perdas de sacarose. Por esse motivo, algumas usinas utilizam o
sistema de limpeza a seco, onde a cana é limpa a partir de ventiladores ou
exaustores. O material resultante do corte e limpeza mecanizados é
descarregado diretamente em mesas alimentadoras e transferido para as
esteiras de transporte que conduzem a cana para o setor de preparo, onde é
submetida ao procedimento de nivelamento em picadores e desfibramento e
abertura das células em desfibradores de martelos oscilantes (LEAL, 2007).

35
4.7.3. Impactos ambientais causados pela indústria sucroalcoleira
O bagaço de cana de açúcar é subproduto do processo de extração do
caldo, seja para a produção de açúcar ou de álcool. Para Cirino et al., (2004) a
principal característica desta biomassa é o teor da sua fibra, que é utilizada na
geração de calor para os processos de industrialização do açúcar e do etanol.
A torta de filtro é um resíduo composto da mistura de bagaço moído e
lodo da decantação, sendo proveniente do processo de clarificação do açúcar,
sendo que, para cada tonelada de cana moída, são produzidos 30 a 40 quilos de
torta. Este material é um composto orgânico rico em cálcio, nitrogênio e potássio
com composições variáveis a depender da variedade da cana e da sua
maturação, sendo similar à vinhaça e que possui elevada demanda bioquímica
de oxigênio (DBO), por isso sendo considerada uma fonte poluidora.
A vinhaça é um resíduo considerado como principal subproduto
agroindustrial, sendo um efluente altamente poluidor e gerado em grande
volume, dificultando seu transporte e eliminação. Este produto resulta da
destilação e fermentação da cana de açúcar no processo de fabricação do álcool
e também pode originar-se como subproduto da produção de açúcar, sendo
eliminada no processo de cristalização do caldo de cana (LUDOVICE, 1996).
A cogeração de energia na indústria sucroalcooleira é um processo que
reduz os impactos ambientais e sua utilização pode ser significativamente
aumentada se o desenvolvimento tecnológico contribuir para utilização de outros
resíduos além do bagaço de cana de açúcar. No entanto, a queima do bagaço
de cana de açúcar gera alguns poluentes como material particulado, monóxido
de carbono (CO), dióxido de carbono (CO2) e dióxido de nitrogênio (NO2)
(COELHO et al., 2010).
A Resolução CONAMA 436:2011(“Estabelece os limites máximos de
emissão de poluentes atmosféricos para fontes fixas instaladas”) define os
limites máximo de emissão de poluentes atmosféricos, como pode ser
visualizado na Tabela 5. Um dos anexos desta resolução estabelece limites de
emissão de poluentes atmosféricos provenientes de processo de geração de
calor, a partir da combustão externa de biomassa de cana de açúcar, conforme
pode ser visualizado na Tabela 6. São estabelecidos, também, os limites de

36
emissão de poluentes atmosféricos provenientes de processos de geração de
calor, a partir da combustão externa de biomassa de cana de açúcar.
Tabela 5. Limites de emissão para poluentes atmosféricos provenientes dos processos
de geração de calor.
Potencia térmica
nominal (MW)
Material Particulado
(mg/Nm3)
NOx (como NO2)
(mg/Nm3)
MW < 50 520 NA
50≤ MW≤ 100 450 350
MW > 100 390 350
Fonte: Resolução CONAMA 436 de 2011
Para sistemas com potência de até 10 MW, o órgão ambiental licenciador
poderá aceitar o monitoramento periódico de monóxido de carbono, sendo que,
neste caso, o limite máximo de emissão para este poluente é dado pela Tabela
6.
Tabela 6. Limite de potência térmica nominal em relação a produção do gás carbônico
Potencia térmica nominal (MW) CO (mg/Nm3)
MW ≤ 0,05 6500
0,05≤ MW≤ 0,15 3250
0,15 <MW≤1,0 1700
1,0 < MW ≤ 10 1300
Fonte: Resolução CONAMA 436 de 2011
4.7.4. Cinza de bagaço de cana de açúcar
Aplicação da CBCA como pozolana 4.7.4.1
A cinza proveniente da queima do BCA apresenta em maior quantidade a
sílica, que se apresenta acima de 60%, em massa. De acordo com as condições
de queima adotadas, é possível manter a sílica contida no bagaço em estado
amorfo (CORDEIRO, 2009).
De acordo com os dados fornecidos pela FIESP/CIESP (2001), para cada
tonelada de bagaço que alimenta o processo de co-geração, são geradas

37
aproximadamente, 25 kg de cinza residual. No ano de 2005 foi registrado pelo
IBGE a geração de 2,4 milhões de toneladas de cinza.
É importante ressaltar que o silício encontrado na CBCA é absorvido do
solo pelas raízes da cana de açúcar na forma de ácido monossilícico (H4SiO4) e,
após a saída de água da planta por transpiração, deposita-se na parede externa
das células da epiderme como sílica gel. O acumulo desta sílica entre a cutícula
e a parede das células da epiderme funciona como barreira física á penetração
de fungos patogênicos e reduz a perda de agua por transpiração.
CORDEIRO, 2006 contesta a disposição inadequada e uso da CBCA
como adubo devido a sua composição química (silício, ferro, compostos de óxido
de titânio, fósforo), visto que, o titânio é considerado o mais perigoso, pois pode
ocasionar contaminação dos lençóis freáticos.
Segundo Payá et al. (2002), a CBCA é um material importante para
confecção de argamassas e concretos, pois possui alta quantidade de silício (Si)
e de óxido de alumínio (Al2O3). Para Cordeiro et al. (2008) a cinza que contém
dióxido de silício (SiO2) com estrutura amorfa, dependendo das condições de
queima e de sua granulometria, apresentam características químicas e físicas
que podem desenvolver atividade pozolânica e, de acordo com LIMA et al.
(2009), a sílica e a alumina não podem ter elevado grau de cristalinidade para
que aconteça a reação pozolânica.
Hernandez et al. (1998) realizaram ensaios com técnicas de difração de
raios X (DRX), termogravimetria (TG) e microscopia eletrônica de varredura
(MEV), sendo possível observar as reações que ocorreram na pasta composta
de 30% de CBCA e 70% hidróxido de cálcio, com uma relação água/aglomerante
de 0,47. Os resultados que foram obtidos durante a análise do índice de
atividade pozolânica indicaram o consumo de hidróxido de cálcio e a presença
de silicato de cálcio hidratado como principal produto formado nas reações
pozolânicas.
Para Souza (2011), o efeito físico das pozolanas em pastas de cimento
reflete no empacotamento da mistura, preenchendo os vazios entre as partículas
de cimento por serem materiais mais finos e também aumentando a
compacidade da mistura (Figura 8).

38
Figura 8. Efeito físico da presença das pozolanas: grãos maiores representam o cimento
e os grãos menores representam a pozalana preenchendo os espaços vazios (SOUZA,
2011).
Análise microestrutural da CBCA 4.7.4.2
Estudos realizados por Cordeiro (2006) concluíram, após uma análise
morfológica da cinza de bagaço de cana de açúcar, que a mesma possui
partículas de quartzo, revelando a contaminação da cinza. Para Cordeiro (2006),
o quartzo é oriundo da areia que se encontra aderida à cana de açúcar e que
não é retirada totalmente durante a lavagem que ocorre antes da moagem da
cana.
A cinza do bagaço de cana de açúcar, além da sílica amorfa, também
possui quantidades significativas de alumina. Assim, sua reação com o hidróxido
de cálcio, em presença de água, produz não só o C-S-H mas, também, C-A-H e
C-A-S-H (SOUZA, 2011). Estudos realizados Hernandez et al. (1998) em pastas
formadas por cinza de bagaço de cana de açúcar e hidróxido de cálcio indicaram
a presença de quartzo e cristobalita, provenientes da cinza. Estes pesquisadores
encontraram como produto principal o C-S-H ao analisarem a morfologia da
cinza de bagaço de cana de açúcar por microscopia eletrônica de varredura. A
morfologia da cinza apresentou-se acicular devido aos grãos ricos em sílica.
Cordeiro (2006) realizou análise de pastas de cimento contendo cinza de
bagaço de cana de açúcar nas idades de 1, 7 e 90 dias. Com apenas um dia de
hidratação foi possível observar cristais delgados de monossulfato de cálcio,
indicando a aceleração das reações de hidratação promovida pelo aditivo
39
mineral e também foram identificados cristais de etringita e C-S-H. Aos 7 dias é
possível observar a redução da porosidade e a formação de estrutura densa com
C-S-H, cristais de Portlandita e etringita. Nos 90 dias, a pasta apresenta
estrutura mais compacta quando comparada com as outras idades, decorrente
do desenvolvimento do C-S-H.
Fatores de influência da produção de cinzas de bagaço de cana com 4.7.4.3
elevada atividade pozolânica
Entre os principais fatores que influenciam a qualidade das cinzas de
bagaço de cana de açúcar e a sua pozolanicidade, podem-se destacar a
lavagem prévia do bagaço, a temperatura e o tempo de calcinação e a posterior
moagem das cinzas geradas. Estes aspectos serão discutidos a seguir:
Após o processo de queima realizada na usina as cinzas são dispostas ao
ar livre e expostas à contaminação. Visto a necessidade de se obter um material
mais puro e com o intuito de não influenciar as reações pozolânicas, é
necessário que o bagaço seja lavado.
De acordo com (COOK, 1986) as condições de queima influenciam no
grau de cristalinidade devido à transformação da sílica cristalina em amorfa além
de influenciar na área de superfície específica das partículas.
Estudos realizados por CORDEIRO et al., 2008 observaram que as cinzas
quando queimadas entre 400º e 600º apresentam um aumento do índice de
atividade pozolânica com o aumento da temperatura de queima, devido à perda
de carbono durante o processo de calcinação. Quando a queima é realizada a
800º C acontece a formação de compostos cristalinos de sílica, ocasionando
uma queda no índice de atividade pozolânica.
Após análises de DRX, Ribeiro e Morelli, 2013 observaram que a cinza de
bagaço de cana de açúcar calcinada a 600ºC possui um caráter amorfo maior do
que as cinzas calcinadas as temperaturas de 500°C e 700°C. Estudos realizados
por Morales et al. (2009) mostraram que calcinação não apenas influencia na
composição mineralógica da sílica presente na cinza, mas, também altera a
morfologia e a composição de suas partículas individuais.
A moagem é um processo em que um determinado material com uma
consistência sólida é submetido a um esforço repetitivo em um moinho, a fim de

40
reduzir o tamanho de suas partículas, aumentar a sua área superficial específica
e, consequentemente, a pozolanicidade da cinza (CORDEIRO, et al., 2004;
BAHURUDENN E SANTHANAM, 2015).
De acordo com Cincotto (2011) a área específica elevada favorece o
contato com que a solução e a reação do íon cálcio, aumentando a reatividade
da reação e por apresentar maior finura, seu efeito fíler contribui para o
empacotamento da microestrutura de sistemas cimento-agregados.
Em estudos realizados com cinzas de casca de arroz por Bahurudeen
(2014), os melhores resultados foram obtidos com amostras de maior área
superficial específica, possibilitando uma maior reatividade da pozolana com o
hidróxido de cálcio.
4.7.5. Métodos para análise de pozolanicidade
Segundo Donatelo (), estes métodos podem ser divididos em ensaios
diretos ou indiretos.
De acordo com Ferraz et al. (2010) os métodos diretos observam a
presença de portlandita [Ca(OH)2] através da difração de raios x e
termogravimetria em pastas substituindo parcialmente o cimento por material
pozolânico, titulação química clássica e Chapelle Modificado determinado pela
NBR ANBT 15895:2010 (“Materiais Pozolânicos – Determinação do Teor de
hidróxido de cálcio fixado”).
Souza (2011) em seu estudo uilizou técnicas de termogravimetria, DRX,
infravermelho e MEV para analisar pastas de cimento portland com CBCA
calcinadas a 350°C e 600°C, com misturas realizadas com a finalidade de obter
proporções molares de C/S variando de 0,5, 0,7 e 1,4. Este estudo mostrou que
a mistura com a relação C/S 0,5 foi mais eficiente pois consumiu mais portlandita
quando comparada com as outras.
Os métodos considerados indiretos para análise de pozolanicidade em um
determinado material são os de condutividade elétrica proposto por Luxán, além
dos métodos clássicos de verificação da resistência de argamassas com cimento
e com cal, determinados pelas NBR 5751:2012 (“Determinação da Atividade
Pozolânica com Cimento Portland”) e NBR 5752:2012 (“Determinação de
Atividade Pozolânica com Cal”), respectivamente.

41
Estudos realizados por Santos et al. (2015), com o intuito de avaliar a
pozolanicidade das cinzas de metacaulim, sílica ativa e eucalipto, comprovaram
que existem correlação entre as técnicas indiretas de condutividade elétrica,
índice de atividade pozolânica (IAP) e a técnica direta de titulação química.

42

43
5. METODOLOGIA
O presente estudo será desenvolvido no Laboratório de Ensaios em
Durabilidade dos Materiais (LEDMa), no Laboratório de Geotecnia Ambiental
(GEOAMB) e no Centro Interdisciplinar de Energia e Ambiente (CIENAM) da
Universidade Federal da Bahia (UFBA). Para alcançar os objetivos esta pesquisa
realizou primeiramente a coleta do BCA, fornecida pela empresa União
Açucareira, localizada no Município de Amélia Rodrigues, Estado da Bahia. Logo
em seguida, após a coleta do material de estudo, será realizada a análise do
potencial calorífico do BCA. Em outro momento, a CBCA será obtida por meio do
processo de calcinação do BCA sendo caracterizada através de métodos
químicos e físicos visando avaliar a sua pozolanicidade por meio de técnicas
diretas e indiretas.
5.1. Caracterização dos materiais
5.1.1. Caracterização do bagaço de cana de açúcar (BCA)
Para a caracterização do BCA deverão ser determinados diversos
parâmetros, tais como os teores de umidade (TU), sólidos totais voláteis (STV) e
de cinzas (TC). Segundo Nogueira e Rendeiro (2008) o Brasil não possui normas
para realização de caracterização biomassa, no entanto alguns que serão
ensaios realizados para caracterização da BCA seguirão a NBR 8112:1983
(“Carvão Vegetal – Análise Imediata”).
5.1.1.1. Determinação do teor de umidade (TU), sólidos totais voláteis (STV)
e teor de cinzas (TC)
O teor de umidade do BCA poderá ser determinado de acordo com a NBR
8112:1983 com o intuito de conhecer a quantidade de água presente na
amostra. O teor de umidade influencia diretamente no potencial calorífico da
biomassa, que decresce quanto maior for a umidade. As amostras serão
pesadas e introduzidas em uma estufa a 100 ± 10ºC até que a massa do

44
material fique constante. Então, o teor poderá será pela diferença entre a massa
úmida e a massa seca da amostra após secagem em estufa.
Para determinação do STV, de acordo com a NBR 8112:1983 deverá ser
utilizado em torno de um quilograma do bagaço in natura, com o objetivo de
reduzir o tamanho das partículas e aumentar a sua superfície específica. Logo
em seguida o material é levado à estufa com a temperatura de 70°C. Após o
processo de secagem o material deverá ser calcinado, em mufla, a 600 °C e por
duas horas. O percentual de STV poderá ser determinado pela diferença entre a
massa seca da amostra após secagem da estufa e na mufla, após calcinação. O
teor de cinzas será determinado de acordo com a massa obtida após a
calcinação da amostra em mufla.
5.1.1.2. Análises térmicas do BCA
Serão realizadas análises térmicas das amostras do BCA por meio das
técnicas de TG/DTG e DTA.
a) Análises Termogravimétricas (TG/DTG)
As Análises Termogravimétricas serão realizadas com o intuito quantificar
a matéria orgânica presente no BCA.. A DTG terá como objetivo identificar
eventos que não podem ser visualizados na TG.
As condições experimentais empregadas que irão ser empregadas no nas
análises de TG/DTG são: atmosfera inerte (N2), faixa de temperatura entre 25°C
e 1000°C, taxa de aquecimento de 10°C, cadinho de alumina e massa em torno
de 10 mg. O equipamento utilizado foi de marca Mettler Toledo modelo TGA
50H.
b) Análise Térmica Diferencial (DTA)
A Análise Térmica Diferencial (DTA) será utilizada com intuito de
identificar a presença de partículas de quartzo no BCA, pois a transformação
polimórfica do quartzo-α em quartzo-β pode ser identificada de acordo com o tipo

45
de reação (endotérmica ou exotérmica). Este evento não pode ser detectado na
análise termogravimétrica por não envolver perda de massa.
As condições experimentais empregadas que irão ser empregadas nas
análises térmicas diferenciais são: atmosfera inerte (N2), faixa de temperatura
entre 25°C e 1000°C, taxa de aquecimento de 10°C/min, cadinho de alumina e
massa em torno de 10 mg.
5.2. Obtenção de cinzas provenientes da calcinação do bagaço de cana de
açúcar (CBCA)
5.2.1. Preparação do material
O bagaço de cana de açúcar (BCA), in natura, coletado na Usina será
submetido a um processo de lavagem em água corrente para que toda areia
misturada ao material seja retirada, com o objetivo de se obter uma cinza mais
pura. O BCA será seco, inicialmente, em temperatura ambiente e, em seguida,
em estufa a 100°C por 24h.
5.2.2. Calcinação do BCA
O BCA foi calcinado com as temperaturas de 500, 600 e 700 °C, que
foram definidos, de acordo com os resultados obtidos na análise de DTA do
BCA. O equipamento a ser utilizado para calcinação do BCA é um forno modelo
Linn elektro Therm, conforme a Figura 10, com taxa de aquecimento de
10°C/min e patamar de queima de seis horas para cada temperatura. A seguir,
as amostras serão resfriadas, naturalmente, dentro do forno, com a obtenção da
cinza em diversas temperaturas.

46
Figura 10. Forno modelo Lin elektro Therm, utilizado para calcinação do bagaço de cana
de açúcar.
5.3. Caracterização das matérias primas
Massa Específica. 5.3.1
Este parâmetro corresponde à relação entre a massa dos grãos e o
volume dos mesmos, incluindo os poros impermeáveis. As massas específicas
do cimento e da CBCA, por serem materiais em pó, serão determinadas por
meio do picnômetro a gás Hélio da marca Micrometrics Accupyc II 1340. Com o
intuito de padronizar, todas as amostras devem ser previamente secas em estufa
à temperatura de 80°C, por 24 horas.
A massa específica da areia deverá ser determinada de acordo com a
NBR NM 52:2009 (“Agregado miúdo – Determinação da massa específica e
massa específica aparente”).
5.3.2. Massa Unitária.
Este parâmetro representa a relação da massa do material e o seu
volume, incluindo os poros permeáveis, utilizada na conversão de massa em
volume dos materiais. A massa unitária da areia será determinada, segundo a
NBR NM 45 (“Agregados – Determinação da massa unitária e do volume de
vazios”).
b
)

47
5.3.3. Área Superficial Específica.
Este parâmetro é definido como área superficial por unidade de massa,
podendo ser expressa em metros quadrados por quilograma, sendo fundamental
para a avaliação da reatividade do material (RIBEIRO e MORELLI, 2013). A
determinação deste parâmetro é importante, pois, materiais de mesma
granulometria podem apresentar áreas superficiais diferentes, devido aos vazios
interiores e a forma e rugosidade das partículas (CORDEIRO, 2006). A área
superficial específica do cimento e das CBCA serão determinadas pelo método
Brunauer, Emmett e Teller (BET).
5.3.4. Distribuição do Tamanho de Partículas.
A distribuição granulométrica da areia será determinada de acordo com o
procedimento da norma NBR NM 248:2001 (Agregados – Determinação da
composição granulométrica), por meio de peneiramento. Assim, determina-se a
massa total da amostra e o percentual de massa retido em função do diâmetro
da peneira.
A análise de distribuição do tamanho de partículas do cimento Portland e
da CBCA calcinada a diferentes temperaturas será realizada por meio de um
Sedígrafo em um equipamento de Modelo CILAS 1180, no LACER/UFRGS.
5.3.5. Perda ao Fogo.
Este ensaio tem por objetivo determinar o teor de materiais orgânicos e de
outros sólidos totais voláteis. Durante o procedimento é verificada a perda de
massa do material após a queima a alta temperatura em forno mufla. A
quantidade de material restante corresponde à quantidade de inorgânicos, visto
que, a massa perdida representa a quantidade de orgânicos e a umidade na
amostra. Neste ensaio uma determinada massa de material é seco em estufa e,
após a constância de massa, serão submetidas a uma temperatura de 1000°C
na mufla. A perda ao fogo (PF) pode ser determinada pela Equação 11.
PF% = m1+ m2
m1 X 100 (11)
48
Em que m1 e m2 representam a massa antes e após a queima em mufla,
respectivamente.
5.3.6. Análise da composição Química (FRX) e Mineralógica (DRX).
Para determinação da composição química do cimento Portland e da
CBCA será utilizada a análise semi-quantitativa por espectrometria de
fluorescência de raios X (FRX). Este método permite identificar quais são os
elementos químicos presentes na amostra estudada, auxiliando na
caracterização mineralógica e dando um indicativo a respeito da reatividade
pozolânica do material.
No presente trabalho para realizar o FRX foi utilizado o aparelho da marca
Shimadzu, modelo XRF 1800 da Universidade Federal do Rio Grande Sul no
Laboratório de Materiais Cerâmicos (LACER).
A identificação de fases cristalinas de um material por difração de raios X
baseia-se na incidência de um feixe monocromático de raios X de comprimento
de onda , o qual é difratado por planos de alta concentração atômica da
amostra, periodicamente distribuídos, ocorrendo interferências destrutivas ou
construtivas entre as ondas difratadas. As interferências construtivas produzem
reflexões em certas direções definidas pela lei de Bragg, de acordo com a
equação 12.
nλ=2dsenθ (12)
sendo:
n: número inteiro, correspondendo à ordem de difração
: comprimento de onda característico do feixe
d: distância interplanar
: ângulo de incidência.

49
Obtêm-se, então, informações referentes às distâncias interplanares dos
planos cristalográficos e à intensidade da reflexão, possibilitando a
caracterização da fase sólida ordenada reticularmente.
Esta técnica foi empregada na caracterização das cinzas e do cimento
Portland, utilizando-se um difratômetro D2 Phaser Bruker, conforme a Figura 10,
que contém um tubo de alvo de cobre de 10 mA e 30 kva. Os ensaios foram
realizaados com a varredura de 5º a 85º (2θ) e incremento de 0,04°/segundo. As
fases presentes nas amostras foram posteriormente identificadas com o auxílio
do programa computacional DIFFRAC plus-EVA, com base de dados centrada
no sistema JCPDS (Joint Committe on Power Diffraction Standarts).
Além de determinar a composição mineralógica dos sólidos cristalinos
presentes em um determinado material, será possível estimar o grau de
cristalinidade das amostras a serem estudadas (cimento e CBCA), o que
influenciará diretamente a reatividade pozolânica do material.
Após a identificação das fases, as mesmas serão quantificadas. O método
que será utilizado para realizar análise quantitativa das fases cristalinas de um
material é o método de Rietveld, por meio do software TOPAS. De acordo com
Fancio (1999) este método consiste em se minimizar a diferença entre os
espectros medidos e calculados em um difratograma digital, permitindo refinar
não somente os parâmetros geométricos das fases presentes, como também
considerar fases cristalográficas.
Figura 10: Difratômetro de raios x (DRX)

50
5.3.7. Avaliação da microestrutura.
A microestrutura dos materiais será observada por microscopia eletrônica
de varredura (MEV). Esta técnica permite que uma pequena região da amostra
seja atingida por um feixe de elétrons que são originados de diferentes sinais,
como elétrons secundários (SE) e elétrons retroespalhados (BSE), dentre outros.
As respostas a serem obtidas podem ser identificadas independentemente e,
depois de transformadas em sinais elétricos, permitem a visualização de
imagens de superfície e análise composicional pontual. Neste estudo será
realizada análise por microscopia eletrônica de varredura da CBCA com intuito
de analisar a morfologia do material.
5.4. Avaliação do potencial energético do BCA
5.4.1. Determinação do poder calorífico
Com o intuito de determinar o Potencial Calorífico (PC) do BCA, uma
quantidade do mesmo deverá ser triturada com o intuito de reduzir o tamanho de
partículas afim desta ser compatível à utilização da bomba calorimétrica, de
acordo com Figura 11. Os procedimentos a serem utilizados nesta etapa serão
realizados no Laboratório do CIENAM seguindo o método preconizado pelas
normas ASTM D 2400:87 (“American Society for Testing and Materials”) e a
norma alemã DIN CEN/TS 15.400:2006 (“Solid recovered – Methods for the
determination of calorifc value”) fuels que tratam de técnicas para incineração
controlada dos resíduos.
Para determinação do potencial calorífico do BCA na bomba calorimétrica
é utilizado, no máximo, 1 g do material seco. Esta amostra é colocada em
cadinho e inserida na bomba calorimétrica a uma temperatura interna de 25°C.
Ligando a amostra ao equipamento existe um fio de algodão com o potencial
calorífico conhecido de 50 J/g. Os mesmos são inseridos em uma cápsula de
metal com atmosfera de O2 sob pressão da ordem de 30 bar, sendo, em
seguida, essa cápsula submergida na bomba que contém em torno de 3 litros de
água em seu interior. Em seguida são inseridos os dados da amostra (nome e
peso da amostra) e iniciado procedimento com duração de 10 minutos.
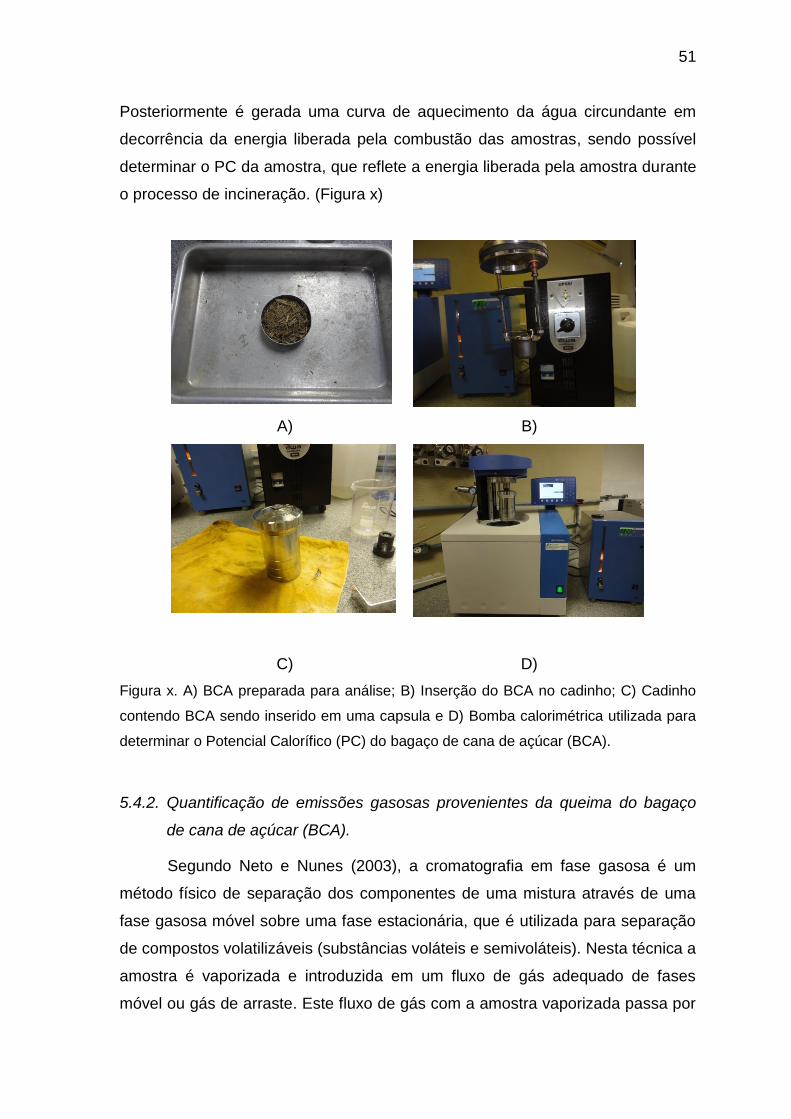
51
Posteriormente é gerada uma curva de aquecimento da água circundante em
decorrência da energia liberada pela combustão das amostras, sendo possível
determinar o PC da amostra, que reflete a energia liberada pela amostra durante
o processo de incineração. (Figura x)
A) B)
C) D)
Figura x. A) BCA preparada para análise; B) Inserção do BCA no cadinho; C) Cadinho
contendo BCA sendo inserido em uma capsula e D) Bomba calorimétrica utilizada para
determinar o Potencial Calorífico (PC) do bagaço de cana de açúcar (BCA).
5.4.2. Quantificação de emissões gasosas provenientes da queima do bagaço
de cana de açúcar (BCA).
Segundo Neto e Nunes (2003), a cromatografia em fase gasosa é um
método físico de separação dos componentes de uma mistura através de uma
fase gasosa móvel sobre uma fase estacionária, que é utilizada para separação
de compostos volatilizáveis (substâncias voláteis e semivoláteis). Nesta técnica a
amostra é vaporizada e introduzida em um fluxo de gás adequado de fases
móvel ou gás de arraste. Este fluxo de gás com a amostra vaporizada passa por
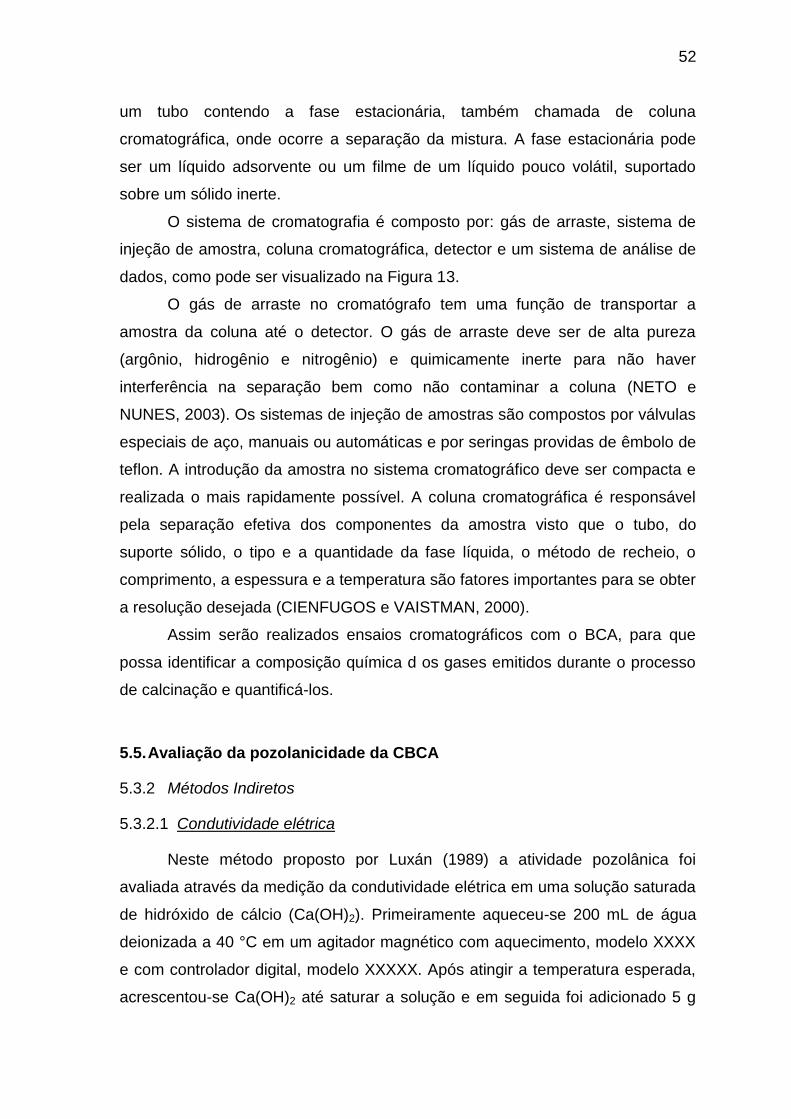
52
um tubo contendo a fase estacionária, também chamada de coluna
cromatográfica, onde ocorre a separação da mistura. A fase estacionária pode
ser um líquido adsorvente ou um filme de um líquido pouco volátil, suportado
sobre um sólido inerte.
O sistema de cromatografia é composto por: gás de arraste, sistema de
injeção de amostra, coluna cromatográfica, detector e um sistema de análise de
dados, como pode ser visualizado na Figura 13.
O gás de arraste no cromatógrafo tem uma função de transportar a
amostra da coluna até o detector. O gás de arraste deve ser de alta pureza
(argônio, hidrogênio e nitrogênio) e quimicamente inerte para não haver
interferência na separação bem como não contaminar a coluna (NETO e
NUNES, 2003). Os sistemas de injeção de amostras são compostos por válvulas
especiais de aço, manuais ou automáticas e por seringas providas de êmbolo de
teflon. A introdução da amostra no sistema cromatográfico deve ser compacta e
realizada o mais rapidamente possível. A coluna cromatográfica é responsável
pela separação efetiva dos componentes da amostra visto que o tubo, do
suporte sólido, o tipo e a quantidade da fase líquida, o método de recheio, o
comprimento, a espessura e a temperatura são fatores importantes para se obter
a resolução desejada (CIENFUGOS e VAISTMAN, 2000).
Assim serão realizados ensaios cromatográficos com o BCA, para que
possa identificar a composição química d os gases emitidos durante o processo
de calcinação e quantificá-los.
5.5. Avaliação da pozolanicidade da CBCA
Métodos Indiretos 5.3.2
Condutividade elétrica 5.3.2.1
Neste método proposto por Luxán (1989) a atividade pozolânica foi
avaliada através da medição da condutividade elétrica em uma solução saturada
de hidróxido de cálcio (Ca(OH)2). Primeiramente aqueceu-se 200 mL de água
deionizada a 40 °C em um agitador magnético com aquecimento, modelo XXXX
e com controlador digital, modelo XXXXX. Após atingir a temperatura esperada,
acrescentou-se Ca(OH)2 até saturar a solução e em seguida foi adicionado 5 g
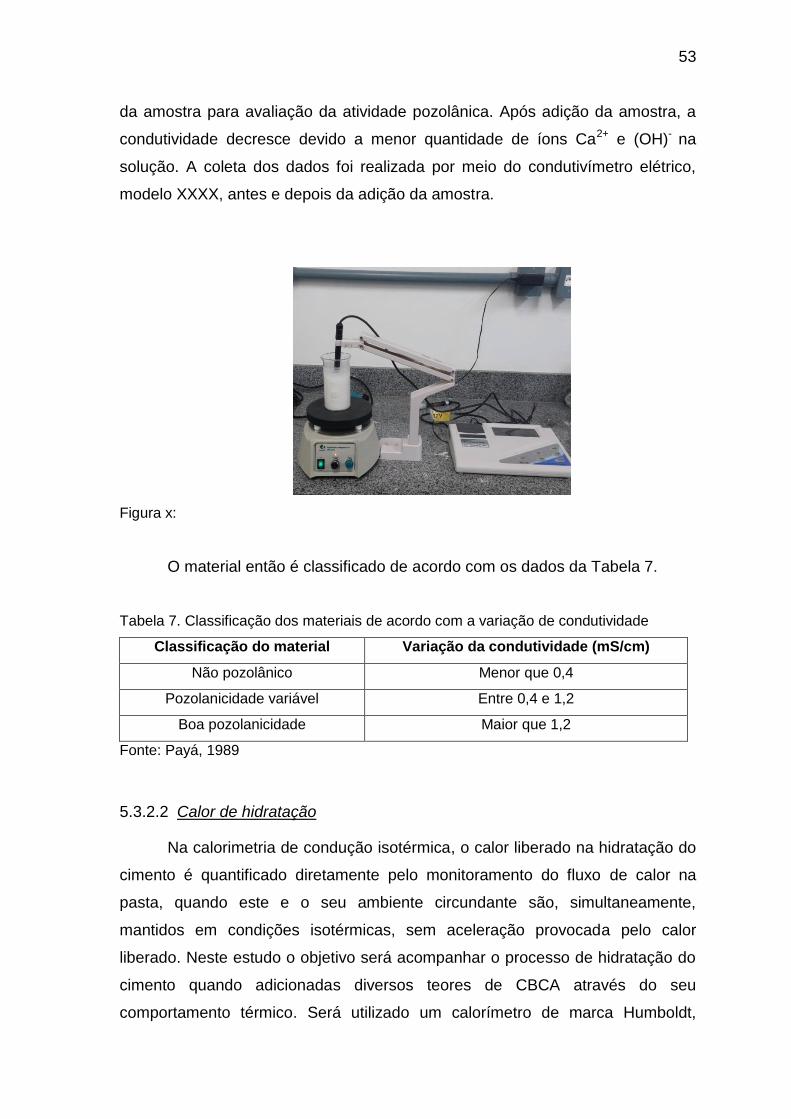
53
da amostra para avaliação da atividade pozolânica. Após adição da amostra, a
condutividade decresce devido a menor quantidade de íons Ca2+ e (OH)- na
solução. A coleta dos dados foi realizada por meio do condutivímetro elétrico,
modelo XXXX, antes e depois da adição da amostra.
Figura x:
O material então é classificado de acordo com os dados da Tabela 7.
Tabela 7. Classificação dos materiais de acordo com a variação de condutividade
Classificação do material Variação da condutividade (mS/cm)
Não pozolânico Menor que 0,4
Pozolanicidade variável Entre 0,4 e 1,2
Boa pozolanicidade Maior que 1,2
Fonte: Payá, 1989
Calor de hidratação 5.3.2.2
Na calorimetria de condução isotérmica, o calor liberado na hidratação do
cimento é quantificado diretamente pelo monitoramento do fluxo de calor na
pasta, quando este e o seu ambiente circundante são, simultaneamente,
mantidos em condições isotérmicas, sem aceleração provocada pelo calor
liberado. Neste estudo o objetivo será acompanhar o processo de hidratação do
cimento quando adicionadas diversos teores de CBCA através do seu
comportamento térmico. Será utilizado um calorímetro de marca Humboldt,

54
modelo H-3160. O teste será aplicado de acordo com a ASTM 186 (“Standard
Test Method for Heat of Hydration of Hydraulic Cement”)
Índice de atividade pozolânica 5.3.2.3
O índice de atividade pozolânica será determinado seguindo os requisitos
físicos e químicos proposto pela NBR 12653:2014 (Materiais Pozolânicos –
“Especificações”). Segundo esta norma, o requisito físico para considerar o
material pozolânico é de, no mínimo, 90% de índice de atividade pozolânica.
a) Índice de Atividade Pozolânica (IAP) com cimento e com cal
A reação pozolânica da CBCA pode ser avaliada através da determinação
do índice de atividade pozolânica (IAP), com cal e com cimento Portland,
conforme NBR 5751:2014 (Determinação de Atividade Pozolânica com cal) e
NBR 5752:2014 (Determinação de Atividade Pozolânica com cimento),
respectivamente.
De acordo com a norma brasileira NBR 5752:2014, são utilizadas duas
diferentes formulações de argamassa: (i) argamassa “A”, contendo cimento
Portland como aglomerante; (ii) argamassa “B”, contendo 75% do material
pozolânico (CBCA) em substituição ao cimento.
Resumidamente, estas condições são apresentadas na Tabela 8. Nesta
tabela, “x” e “y” representam a quantidade de água necessária para produzir uma
argamassa com índice de consistência igual a 225 5 mm, p e c
correspondem à massa específica do material pozolânico (CBCA) e cimento,
respectivamente.
Tabela 8. Proporção dos materiais necessária para moldagem dos corpos de prova
usados para determinar o índice de atividade pozolânica, de acordo com a NBR
5752:2014.
Material Massa (g)
Argamassa “A” Argamassa Ba
CP II F32 624±0,4 468±0,4
Material Pozolânico - 156±0,2

55
Areia Normal b 1872,0 1872,0
Água 300±2 300±2
Aditivo superplastificante - c
aO material pozolânico e o cimento CP II F32 devem ser previamente misturados e
homogeneizados em recipient fechado, durante 2 minutos aproximadamente.
bQuatro frações de (468,0 ±0,3)g.
cQuantidade de aditivo superplastificante necessriao para manter o índice de
consistência normal Argamassa B em ±10 mm do obtido com a argamassa A,
determinado conforme ABNT NBR 7215:1997, Anexo B. O aditivo deve ser
adicionado na água de amassamento diretamente na cuba. O usode aditivo é
dispensável quando o índice de consistência B for igual ( ±10mm) ou maior que o da
argamassa A.
Fonte: NBR 5752:2014
Amostras cilíndricas (50 mm de diâmetro e 100 mm de comprimento) foram
moldadas (três amostras). Após 28 dias, estes corpos de prova foram testados
por compresão axial.
A NBR 12653 (“Materiais Pozolânicos – Especificação”) define os
parâmetros para se verificar o potencial pozolânico, Para se considerar o
material como pozolânico, todos os requerimentos devem ser satisfeitos.
O índice de atividade pozolânica (IAP) para amostras contendo cimento
Portland é definido pela equação 13, onde RCB é a resistência mecânica da
argamassa “B” e RCA é a resistência mecânica da argamassa “A”, verificadas aos
28 dias de idade.
𝐈𝐀𝐏(%) = 𝟏𝟎𝟎 𝐗 𝐑𝐂𝐁
𝐑𝐂𝐀 (13)
A NBR 5751:2015 estabelece o método de ensaio para determinação de
atividade pozolânica em materiais pozolânicos através do índice de atividade
com cal. Neste ensaio são eliminadas as variações decorrentes dos
desempenhos diferenciados dos cimentos Portland, o que permite obter um
melhor grau de confiança.

56
A NBR 5751:2015 define os parâmetros químicos e físicos do hidróxido do
cálcio para a realização do ensaio de índice de atividade pozolânica com cal,
conforme pode ser visualizado na Tabela 9.
Tabela 9: Requisitos químicos e físicos do hidróxido de cálcio
Requesitos químicos e físicos Limites (%)
Óxido de cálcio e magnésio (não voláteis) 95
Óxido de magnésio (após calcinação) 5
Dióxido de carbono 7
Material retido (%) na malha 600 m (°30)a 1,5
Material retido (%) na malha 75 m (°200)a 0,5
Material retido (%) na malha 45 m. 15
a Peneiras com aberturas de malha prescritas na ABNT NBR NM ISSO 3310-1
Fonte: NBR 5751 (2014)
De acordo com esta norma o ensaio será realizado com uma argamassa
composta, em massa, de hidróxido de cálcio, quatro frações de areia e mais uma
quantidade de material pozolânico, que corresponde ao dobro do volume de
hidróxido de cálcio.
Deverão ser moldados três corpos de prova cilíndricos de 50 mm de
diâmetro por 100 mm de altura. As quantidades que devem ser utilizadas, em
massa, dos materiais são definidas de acordo com a Tabela 10.
O procedimento de moldagem dos corpos de prova e o cálculo de
resistência à compressão serão de acordo com a NBR 7215:1996 (“Resistência
a Compressão do Cimento Portland”).
A argamassa será formulada devido à mistura dos materiais da Tabela 8 e
inserida nos moldes. A inserção desta argamassa nos moldes será realizada em
quatro camadas de alturas aproximadamente iguais, recebendo cada camada 30
golpes uniformes.
Os corpos de prova deverão ser submetidos ao ensaio de resistência à
compressão com idade de 28 dias. A resistência á compressão dos corpos de
prova será calculada, em megapascals, de cada corpo de prova, dividindo a
carga de ruptura pela área da seção do corpo de prova. O certificado de ensaio

57
deve consignar as quatro resistências individuais, a resistência média e o desvio
relativo máximo, em cada idade.
Tabela 10. Proporção dos materiais necessária para moldagem dos corpos de prova
usados para determinar o índice de atividade pozolânica, de acordo com a NBR 5751
(2012).
Material Proporção
Hidróxido de Cálcio 104 g
Areia Normal * 234 g de cada uma das quarto frações
Material Pozolânico 𝑚𝑝𝑜𝑧 = 2𝑋 𝛿𝑝𝑜𝑧
𝛿𝑐𝑎𝑙 . 104
δpoz e δcal são respectivamente, os valores das massas específicas do material
pozolânico e da cal hidratada, determinados de acordo com a ABNT NM 23
Fonte:NBR 5751 (2014)
5.5.1. Métodos diretos
Análise microestrutural das fases das pastas de cimento Portland com 5.5.1.1
CBCA
Com o objetivo de compreender o desenvolvimento das reações de
hidratação, será realizado um estudo com emprego de técnicas de difração de
raios X e termogravimetria (TG). Para realização destas análises serão
moldadas pastas de referência (sem CBCA) e contendo CBCA nos teores de
20%, 35%, 50% e 70% em substituição ao cimento e analisadas após 7, 28, e 91
dias.
a) Análises térmicas das pastas de cimento com CBCA
A TG é uma técnica comumente utilizada em investigações de materiais
cimentícios e que neste estudo será utilizada com o objetivo de acompanhar as
reações de hidratação e pozolânicas pela perda de massa durante o aumento de
temperatura. A DTG permite a identificação das temperaturas correspondentes
ao início e fim das reações em materiais cimentícios.

58
b) Identificação de fases cristalinas nas pastas de cimento com adição de
CBCA
As análises de difração de raios X neste estudo permitirá identificar e
quantificar, pelo método de Rietveld, as fases anidras presentes nas misturas e,
em seguida as fases hidratadas e da reação pozolânica, assim como também, o
consumo do hidróxido de cálcio.
Titulação química clássica 5.5.1.2
Este método é proposto pela norma portuguesa NP EN 196-5 (Ensaio de
pozolanicidade dos cimentos pozolânicos). Este ensaio determina a
pozolanicidade de um material, comparando a quantidade de hidróxido de cálcio
presente nesta solução aquosa em contato com hidratado, depois de um período
de tempo determinado, com a quantidade de hidróxido de cálcio que faz saturar
um meio da mesma alcalinidade. O ensaio pode ser considerado positivo se a
concentração de hidróxido de cálcio em solução for inferior a concentração de
saturação.
Segundo esta norma, a pozolanicidade é determinada comparando a
quantidade de hidróxido de cálcio presente na solução aquosa em contato com o
cimento hidratado, depois de um período de tempo determinado, com a
quantidade de hidróxido de cálcio que faz saturar um meio de mesma
alcalinidade. O ensaio deve ser considerado positivo se a concentração de
hidróxido de cálcio em solução for inferior à concentração de saturação.
Para o procedimento experimental, prepara-se uma solução padrão
contendo 20g de cimento para 100 mL de água destilada. Para a solução
contendo o material a ser analisado, substitui-se 25% do cimento (5g) pela
pozolana, ficando com 15g de cimento e 5g de pozolana para cada 100 mL de
água destilada. As misturas assim preparadas foram acondicionadas em estufa a
40 ± 2 ºC durante 14 dias, quando foram retiradas para a realização do ensaio.

59
Figura X:
Para a realização do ensaio foram preparados os seguintes reagentes
indicados na norma NP EM 196-5: ácido clorídrico diluído, ácido clorídrico diluído
(1+2), indicador de alaranjado de metila, solução de hidróxido de sódio, indicador
de murexida e solução de EDTA.
Logo em seguida foi realizada a aferição das soluções de EDTA e ácido
clorídrico, buscando obter os fatores f1 (fator da solução EDTA) e f2 (fator da
solução de ácido clorídrico).
𝑓1 = 𝑚1
100,09∙
1000
10.0,025.𝑉1= 39,96 .
𝑚1
𝑉1 x
𝑓2 = 2𝑚12
105,989∙
1000
0,1.𝑉2= 188,70 .
𝑚2
𝑉2 x
Na qual:
f1 – fator da solução de EDTA;
f2 – fator da solução de ácido clorídrico;
m1 – massa de carbonato de cálcio, em gramas;
m2 – massa do carbonato de sódio, em gramas;
v2 – Volume da solução de EDTA gasto na titulação, em mililitros;
v2 – volume do ácido clorídrico para a titulação, em militros;
100,09 – massa molecular do carbonato de cálcio;
105,989 – massa molecular do carbonato de sódio.

60
Após realizada a aferição das soluções, foram retirados individualmente
os recipientes contendo as soluções de água destilada, cimento e CBCA da
estufa, e filtradas imediatamente as soluções sob vácuo em um funil Buchner
com papel filtro duplo seco, como pode ser visualizado na Figura x.
Figura x:
Na próxima etapa foi realizada a titulação das soluções filtradas com
ácido clorídrico diluído até a mudança da cor amarela para laranja, determinando
assim a concentração de íons hidroxilos [OH]-, de acordo com a equação x.
Logo em seguida, realizou-se a titulação por meio da solução de EDTA até a
mudança da cor vermelho púrpura para violeta, determinando assim o teor de
óxido de cálcio [CaO], como pode ver visto na equação x.
[𝑂𝐻−] = 1000.0,1.𝑉3.𝑓2
50= 2𝑉3. 𝑓2 x
[𝐶𝑎𝑂] = 1000.0,025.𝑉4.𝑓1
50= 0,5. 𝑉4𝑓1 x
Na qual:
[OH]- - concentração de íons hidroxilos, em militros por litro;
[Ca] – teor de óxido de cálcio, em militros por litro;
v3 – volume da solução de ácido clorídrico usada para a titulação, em
lilitros;
v4 – volume da solução de EDTA usada para a titulação, em militros;
f2 – fator da solução de ácido clorídrico, em gramas por militros;

61
f1 – fator da solução de EDTA.
Chapelle modificado 5.5.1.3
De acordo com a NBR 15895/2010, o ensaio de Chapelle modificado é
um método de determinação de atividade pozolânica por meio da determinação
do teor de hidróxido de cálcio fixado. O resultado é expresso pela quantidade de
hidróxido de cálcio consumido ou fixado por grama de material pozolânico.
Para realização deste ensaio primeiramente deve ser pesado 1g de
material pozolânico (m2) e 2g de óxido de cálcio (m3). Logo em seguida deverá
ser adicionado 250 mL de água isenta de CO2 em um Erlemeyer aquecendo a 90
°C (± 5) e agitando o recipiente simultaneamente durante 16 h (±5). Na etapa
seguinte será adicionado ao Erlemeyer com material pozolânico e óxido de
cálcio 250 mL de solução de sacarose e agitada durante 15 minutos. Deverá ser
pipetado 50 mL desta solução e titulada com solução de hidróxido de cloro 0,1
M, usando de 1 g/L de solução de fenolftaleína como indicador. O volume
consumido na titulação deverá ser anotado (V2). O mesmo procedimento deverá
ser realizado com o ensaio em branco, anotando o volume gasto (V3).
O índice de atividade pozolânica pelo método de Chapelle modificado,
corresponde à quantidade de miligramas de hidróxido de cálcio por grama de
material pozolânico. Este índice pode ser calculado de acordo com a equação
12.
𝐼𝐶𝑎 (𝑂𝐻)2=
28.(𝑉3−𝑉2).𝐹𝑐
𝑚2. 1,3 (12)
Este método permite determinar a pozolanicidade de uma adição mineral,
em função da taxa de reação da cal, após um tempo padronizado, sendo a
reação acelerada por elevação da temperatura, ou seja, uma determinada
quantidade de material supostamente pozolânico e de CaO são colocados para
reagir em banho-maria a 90 ± 5 ºC durante 16 horas. O material é considerado
pozolânico se o consumo de óxido de cálcio for superior a 330 mg de CaO/g,
valor que, por estequiometria, corresponde a 436 mg de Ca(OH)2 por grama de
pozolana.

62
Microscopia eletrônica de varredura das pastas de cimento com 5.6
adição de CBCA
As análises de microscopia eletrônica de varredura serão realizadas com
o intuito de investigar a evolução das reações de hidratação e do
desenvolvimento da microestrutura de pastas em diferentes idades e diferentes
teores de substituição de CBCA ao cimento.

63
64
6. RESULTADOS E DISCUSSÃO
Caracterização dos materiais 6.1
Para caracterização do BCA foram realizadas, no GEOAMB, as análises
de teores de umidade (W), sólidos totais voláteis (STV) e o teor de cinzas (TC).
As análises térmicas, que também tiveram como objetivo caracterizar o BCA
foram realizadas no LABCAT (Laboratório de Catálise).
Na determinação do teor do percentual de STV, umidade e cinzas do
BCA, foram obtidos os resultados que podem ser visualizados na Tabela x.
Neste estudo o BCA apresentou um teor de STV de 93,09%, significando que
esta biomassa tem maior facilidade de entrar em combustão. O teor de cinzas de
6,91% encontrado durante as análises é considerado baixo. Este resultado é
satisfatório, pois segundo Hoffmann (2010) um alto teor de cinzas leva a uma
diminuição da eficiência devido ao aumento do consumo de oxigênio para
calcinar as cinzas.
Tabela x:
Bagaço de Cana de Açúcar
Análise Imediata % Desvio Padrão
Teor de médio de umidade 6,91
Teor de material volátil 93,09 0,3
Teor de cinzas 6,91 0,3
Fonte: Autor (2016)
Foram realizadas ensaios de TG/DTG e DTA com o objetivo de identificar,
por meio dos picos de decomposição, alguns compostos presentes na amostra e
mudanças de fases do BCA.
Nas curvas de TG e DTG da Figura x, podem ser observadas duas etapas
em que envolvem eventos térmicos e perda de massa do BCA. Primeiramente
foi identificado um pico que caracteriza um evento térmico na faixa de
temperatura de 90 a 100ºC que foi atribuído a perda de água livre presente na
amostra analisada, observando uma perda de massa de 5%. No segundo pico

65
foi identificado um evento térmico que ocorreu no intervalo de 250 e 390 ºC, com
perda de massa de 72%, que pode ser atribuído à decomposição da celulose,
hemicelulose, lignina e de compostos aromáticos presentes na amostra do BCA
(Monteiro et al.,2016; Moubarik, Grimi e Boussetta, 2013). Os eventos térmicos
caracterizados nesta amostra estão semelhantes aos identificados por Bernabé
(2008), Ernesto (2009) e (Monteiro et al. 2016). Outro fator que pôde ser
observado é que na temperatura de 1000°C a massa residual do BCA foi de
92%, estando em consonância com o valor de STV obtido, podendo comprovar
que houve uma queima eficiente.
Nas curvas obtidas na análise de DTA, da Figura x, foram observados três
picos exotérmicos característicos. O primeiro pico é caracterizado pela perda de
água livre que ocorre entre 90 e 100°C e o segundo pico ocorre entre a faixa de
250 e 390°C, que podem ser atribuídos a decomposição da celulose,
hemicelulose, lignina e compostos aromáticos. Estes dois primeiros picos estão
em consonância com os resultados obtidos nas análises de TG/DTG. O terceiro
pico exotérmico encontrado na análise de DTA é caracterizado pela mudança da
fase α-quartzo para o β-quartzo, que é fase vítrea da sílica que compõe o BCA.
Este pico não pode ser visualizado na TG/DTG, pois segundo Ramanchadran e
Beuadoin (1998) as análises termogravimétricas não conseguem detectar
mudanças de fase, por estas não envolverem perda de massa. Desta forma foi
necessário utilizar a DTA para determinar as temperaturas de queima do BCA
para obtenção de uma CBCA com maior reatividade pozolânica.

66
Figura x:
Para caracterização física do cimento, das cinzas e da areia, foram
realizados, no LEDMa, os ensaios de massa específica e massa unitária. A
distribuição granulométrica e a área superficial destes materiais foram realizas
no LACER.
A massa específica e área superficial do cimento e das cinzas são
motrasdas na Tabela x. A área superficial da CBCA 500 é a mais alta, com 48,34
m²/g. Segundo Cordeiro (2009), essa propriedade pode indicar uma maior
chance da CBCA 500 possuir maior reatividade comparada com os outros tipos
de cinza.
Tabela x:
Caracterização Cimento Areia C500 C600 C700 Unidade
Massa esp. 3,1430 3,1974 3,6100 3,9880 g/cm³
Diam. méd. mm
Área superf. 32,66 - 48,34 36,32 28,19 m²/g
Massa unitária - - - - g/cm³
PF
Na Figura x são apresentados os resultados estatísticos da distribuição
granulométrica das partículas do cimento CP II F 32 e das CBCA 500, 600 e 700.

67
Foi possível observar que os grãos do cimento são menores que os grãos dos
três tipos de CBCA. Observa-se também que o efeito da calcinação influência no
tamanho dos grãos das cinzas, pois a CBCA 700 possui grãos menores do que a
CBCA 600 e 500, como pode ser visualizado na Figura x.
Figura x
Foram realizadas análises químicas e mineralógicas dos materiais que
utilizados na pesquisa. As análises químicas das CBCA foram realizadas pela
fluorescência de raios x (FRX). Para as análises mineralógicas as CBCA e o
cimento foram submetidos ao ensaio de difração de raios x (DRX).

68
Composto Quantidade em massa (%)
500 600 700
SiO2 47,72 50 56,58
CO2 16,94 14,53 -
K2O 8,85 7,89 12,35
Al2O3 6,25 5,80 8,16
CaO 4,81 6,35 6,09
Fe2O3 3,91 3,94 4,55
P2O5 3,36 3,68 4,55
SO3 3,13 2,42 2,65
MgO 3,12 3,12 0,31
TiO2 0,67 0,6 0,87
Na2O 0,48 0,67 0,52
Cl 0,35 0,17 0,18
MnO 0,30 0,32 0,31
ZnO 0,04 0,4 0,05
Cr2O3 0,01 0,02 0,03
CuO 0,02 0,02 0,02
NiO 0,02 0,01 0,02
Co2O3 - 0,01 -
BaO - 0,07 -
Ag2O - - 0,15
Figura X. Composição química determinada por fluorescência de raios X das CBCA
obtidas em 500°C, 600°C e 700°C.
O ensaio de DRX possibilitou a análise mineralógica dos materiais,
identificando as fases cristalinas do cimento anidro e das CBCA.
Para comparar com as fases encontradas na análise de DRX, foi
realizada uma análise térmica do cimento, por meio de TG/DTG. A análise
termogravimétrica (TG/DTG) apresentada na Figura x para o cimento anidro
mostra que a perda de massa total da amostra foi de 3,56%, tendo como massa
residual o valor de 96,44%. Analisando a curva DTG, observa-se que o primeiro
pico apresentado é visualizado entre 80°C e 110°C, o que pode estar
relacionado à decomposição da gipsita e da etringita.
Na faixa de temperatura entre 100ºC e 225ºC ocorre a decomposição da
gipsita, com formação de hemidrato (140ºC) e, na sequência, de anidrita
(150ºC), na mesma curva é observado entre 400°C e 500°C o pico característico
da portlandita e, entre 600°C e 800°C, há dois picos devido a decomposição das
fases carbonáticas, formadas a partir da carbonatação do cimento ou devido a
presença de adições contendo fíler calcário. No entanto, o cimento apresentou-
se adequado para utilização, pois a perda ao fogo (PF) permaneceu dentro do
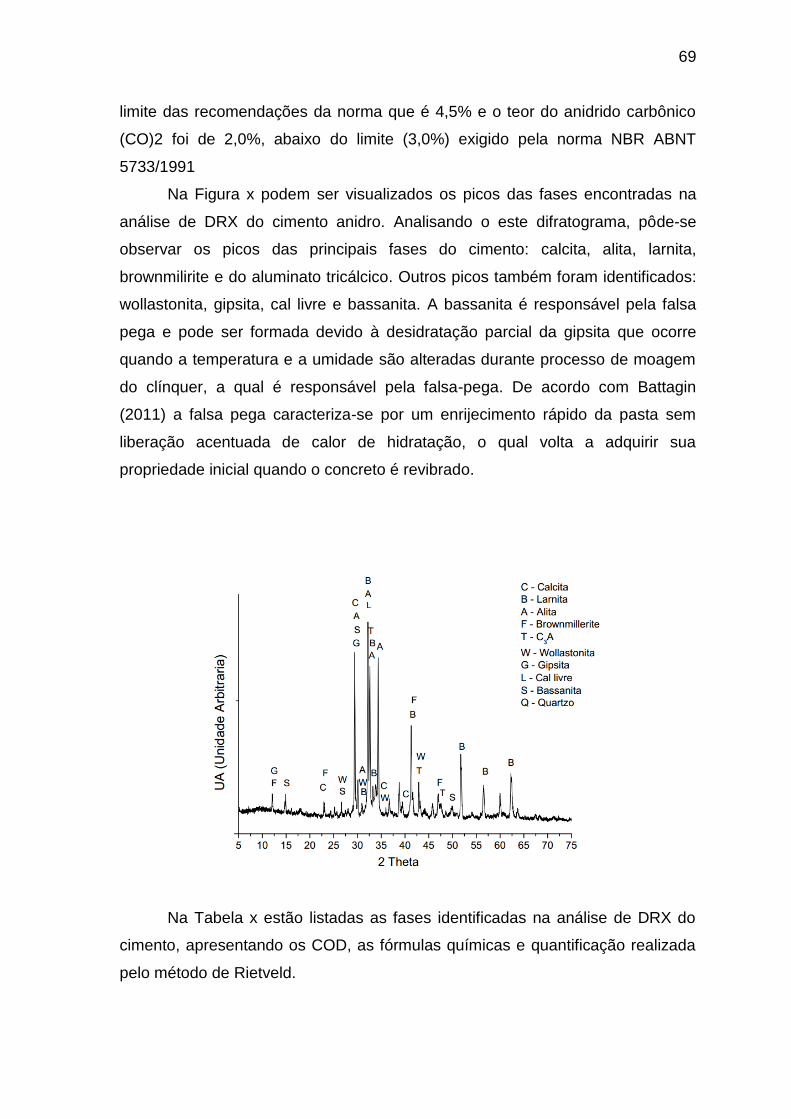
69
limite das recomendações da norma que é 4,5% e o teor do anidrido carbônico
(CO)2 foi de 2,0%, abaixo do limite (3,0%) exigido pela norma NBR ABNT
5733/1991
Na Figura x podem ser visualizados os picos das fases encontradas na
análise de DRX do cimento anidro. Analisando o este difratograma, pôde-se
observar os picos das principais fases do cimento: calcita, alita, larnita,
brownmilirite e do aluminato tricálcico. Outros picos também foram identificados:
wollastonita, gipsita, cal livre e bassanita. A bassanita é responsável pela falsa
pega e pode ser formada devido à desidratação parcial da gipsita que ocorre
quando a temperatura e a umidade são alteradas durante processo de moagem
do clínquer, a qual é responsável pela falsa-pega. De acordo com Battagin
(2011) a falsa pega caracteriza-se por um enrijecimento rápido da pasta sem
liberação acentuada de calor de hidratação, o qual volta a adquirir sua
propriedade inicial quando o concreto é revibrado.
Na Tabela x estão listadas as fases identificadas na análise de DRX do
cimento, apresentando os COD, as fórmulas químicas e quantificação realizada
pelo método de Rietveld.

70
Tabela x: Mineral Nome do composto Fórmula química COD (%)
Calcita Carbonato de cálcio CaCO3 9016706 7,20
Alita Silicato tricálcio C3S 9016125 63,97
Larnita Silicato dicálcio C2S 9012794 12,75
Brownmillerite Ferroaluminato tetracálcico C4AF 9014319 8,32
Alum. tricálcico Aluminato tricálcico C3A 9014359 2,82
Wollastonita Silicato de cálcio CaSiO3 9011913 0,46
Gipsita Sulfato de cálcio CaSO4.2H2O 9013164 0,68
Cal livre Óxido de cal CaO 1011094 0,13
Bassanita Hemidrato CaSO4.0,5H2O 9012209 0,55
Foi possível observar que o difratograma do cimento anidro não
apresentou fases hidratadas decorrente da umidade da atmosfera, indicando que
houve um armazenamento adequado durante a estocagem.
Após as análises de DRX das CBCA, foi possível identificar as principais
fases presentes, conforme pode ser visualizado no difratograma da Figura x.
Nesta análise foi possível observar os picos das fases de quartzo (SiO2) e fengita
(K(Al,Mg)2(Al,Si)4O10(OH)2). A fase quartzo identificada no difratograma está em
consonância com as análises em estudos realizados por Cordeiro (2006), Ribeiro
e Morelli (2013) e Bahurudeen e Santhanam (2015). Pode-se observar também
uma redução dos picos da fase quartzo na CBCA 600, evidenciando que nestas
condições de queima, esta cinza possui a fase quartzo menos cristalina que na
fase encontrada na CBCA 500 e a CBCA 700.

71
Na Tabela x estão listadas as fases a identificadas na análise de DRX
das CBCA, apresentando os COD, as fórmulas químcias e a quantificação
realizada pelo método Rietveld.
Tabela x:
Na figura x o pico principal do quartzo das CBCA, em 26,70 (2θ), foi
isolado com o objetivo de realizar uma análise comparativa. Analisando estes
picos, foi observado que a CBCA 700 possui o pico bem definido quando
comparado aos picos identificados na CBCA 500 e 600. Desta forma é possível
supor que a CBCA 700 possui a fase quartzo mais cristalina do que as demais
cinzas. Analisando ainda a o difratograma da Figura x detalhadamente, é
possível confirmar o que já havia sido discutido na Figura x, que o pico da fase
quartzo da CBCA 600 é menos cristalino. O fato do pico da fase quartzo da
CBCA 600 ser menos cristalino, quando comparado aos outros, pode ser devido
a formação de um halo amorfo.
Figura x:
Mineral Nome do composto Fórmula química COD %
Quartzo Silica SiO2 5000035
Phengite Phengite K(Al,Mg)2(Al,Si)4O10(OH)2 1101033

72
Com relação à quantidade de material amorfo, pode-se dizer que as
cinzas, para estas condições de produção, apresentaram uma grande
quantidade de material amorfo, conforme apresentado na tabela x. Ainda
observando os resultados apresentados na Tabela x, verificou-se que a CBCA
600 e 700 apresentaram um grau de amorfismo maior do que a CBCA 500.
Desta forma as cinzas calcinadas na faixa de temperatura de 600 a 700°C
apresentariam uma maior grau de reatividade pozolânica.
Tabela x: Grau de cristalinidade e grau de amorfismo das CBCA
Tipos de Cinzas Grau de Cristalinidade Grau de Amorfismo
CBCA 500 19,4% 80,6%
CBCA 600 14,4% 85,6%
CBCA 700 14,6% 85,4%
.
Avaliação do potencial energético do BCA 6.2
Bajay, Gorla e Bordoni (2009) realizaram um estudo com o objetivo de
quantificar o consumo total de energia em diversos segmentos industriais e
identificaram que o cimento é responsável por 4,1% do consumo energético
brasileiro. Desta forma, devido ao cimento ser um dos materiais que mais
consome energia na sua fabricação, esta pesquisa realizará uma comparação
entre o resultado do potencial energético do BCA obtido experimentalmente por
meio de uma bomba calorimétrica e o consumo energético da fabricação do
cimento Portland obtido em um estudo realizado por Hammond e Jones (2011),
como pode ser visualizado na Figura x. O potencial energético do BCA obtido
neste estudo é em torno de 17,70 Mj/kg, sendo assim considerada uma
biomassa com alto potencial energético e que o uso das suas cinzas pode ser
considerado viável, pois poderá reduzir o consumo de cimento e
consequentemente de energia produzida no seu processo produtivo (VIEIRA,
2005).

73
Figura x: Apresentação do potencial energético do BCA e consumo energético na produção de cimento Portland. FONTE?
Nogueira (2008), Calegari et al. (2005), Van Wylen (1998), Quirino (2011)
obtiveram resultados próximos a este estudo, utilizando também uma bomba
calorimétrica.
Santos et al. (2011) também por meio de uma bomba calorimétrica
realizou um estudo em que o bagaço recém retirado da moenda, ainda com
umidade, apresentou cerca de 18,5 Mj/kg. Já Gómez (1998) realizou uma
análise do potencial energético utilizando a técnica muito comum de gaseificação
de biomassa, em que a amostra é triturada e colocada em um reator de leito
fluidizado, obtendo também valores próximos de 18,85 Mj/kg. Desta forma
observa-se que há uma coerência entre as técnicas utilizadas para avaliação do
potencial energético de biomassa, onde todas promovem valores de potencial
energetico que classifica o material utilizado como uma biomassa com alta
capacidade energetica.
Avaliação da pozolanicidade da CBCA 6.3
Métodos indiretos 6.3.1
Condutividade elétrica 6.3.1.1
Durante este ensaio este foi analisado a condutividade elétrica do sistema
CH/cinza. Os resultados obtidos no ensaio de condutividade elétrica baseado no

74
método de Luxán et al. (1989), apresentados na Figura X, observa-se que as
cinzas calcinadas nas temperaturas de 500, 600 e 700°C apresentaram variação
de condutividade maior que 0,4 mS/cm. Neste caso pode-se considerar que os
três materiais avaliados durante o ensaio podem ser considerados pozolânicos.
No entanto, observando a Figura x, é possível visualizar que CBCA 500 e CBCA
600 apresentaram “boa atividade pozolânica”, e a CBCA 700 uma “moderada
atividade pozolânica”(Soares, 2010). Nos estudos realizados por Luxán et al.
(1989) e Payá et al. (2001), o tempo de medição da condutividade elétrica foi de
apenas 120 segundos e 10000 segundos, respectivamente. Para ambos, esse
período foi o suficiente para serem obtidas as conclusões a respeito da
reatividade do material.
Em um estudo realizado por Rodrigues (2013) com a cinza da palha de
cana de açúcar, em um sistema CH/cinza com tempo de medição de
condutividade de 85.000 segundos, as cinzas obtidas em menores temperaturas,
como 600°C e 700°C demonstraram maior reatividade que as cinzas obtidas a
900°C.
Na pesquisa realizada por Payá et al. (2001), ao analisarem o sistema
CH/cinza volante a 60°C, as cinzas calcinadas nas temperaturas de 600°C,
700°C e 800°C, apresentaram-se mais reativas quando comparadas com as
cinzas calcinadas a 900°C. No entanto é possível observar que para este
método, quanto menor for à temperatura de calcinação maior será reatividade do
material analisado.
Apesar das diferenças de reatividade dos materiais analisados, os
resultados obtidos neste estudo demonstram que as cinzas obtidas nos
intervalos de calcinação entre 500°C e 700°C, podem ser utilizadas como
material pozolânico, ratificando o resultado obtido na análise de DTA. No entanto
devido ao menor consumo de energia durante o seu processo de obtenção, esta
pesquisa recomenda o uso da CBCA 500°C como pozolana para substituição
parcial do cimento em pastas de argamassas.

75
Figura x: Variação de condutividade das cinzas após 2 minutos
Métodos diretos 6.3.2
Para analisar diretamente as reações de hidratação de pozolânica, foram
realizadas análises Termogravimétricas (TG/DTG) e de Difração de raios x
(DRX) das pastas hidratadas de cimento Portland com CBCA, nos teores de
substituição de 20%, 35%, 50%, 70%. As análises de DRX das pastas foram
realizadas aos 7, 28 e 90 dias, enquanto que as análises termogravimétricas
foram realizadas apenas aos 90 dias.
Titulação química pelo método de Fratini 6.3.2.1
De acordo com a NP Em 19-5 foram comparadas as quantidades de
hidróxido de cálcio presente na solução aquosa em contato com o cimento
hidratado, mantidas por um período de 8 dias a 40°C em estufa, com a
quantidade de hidróxido de cálcio que faz saturar um meio da mesma
alacalinidade.
Primeiramente, foram realizadas as aferições das soluções de EDTA e
HCl. Na aferição de EDTA foram medidos a massa de carbonato de cálcio
utilizada em gramas (m1) e o volume da solução de EDTA utilizada na titulação
em mililitros (V1). A partir destes resultados foi possível obter o fator da solução
de EDTA (f1). Logo em seguida, foi realizada também a aferição da solução de
HCl (0,1mol/l), na qual foram medidos a massa de carbonato de sódio utilizada
em gramas (m2) e o volume de HCl utilizado para a titulação em militros (V2).

76
Com a aplicação desses parâmetros na equação 3.2 determinou-se o fator da
solução de HCl. (Tabela x)
Aferição de EDTA Aferição de HCl
m1 1,00 gramas de CaCO3 m2 0,20 gramas (Na2CO3)
V1 14,40 mL de EDTA V2 19,20 mL de HCl
f1 2,78 g/mL f2 0,98 g/mL
Após a da aferição das soluções, foram tituladas as soluções de água
destilada, cimento e CBCA, obtendo assim as concentrações de íons hidroxilos
(OH)- e o óxido de cálcio (CaO), apresentadas na Tabela x.
Amostras Concentração de mmol/L
[OH-] [CaO]
CP II F32-I 43,24 20,54
CPII F32-II 45,21 19,43
CBCA 500-I 55,04 5,41
CBCA 500-I 58,97 6,24
CBCA 600-I 41,28 1,67
CBCA 600-II 57,00 1,11
CBCA 700-I 60,93 2,78
CBCA 700-II 51,11 2,78
As concentrações obtidas durante os ensaios foram apresentadas no
diagrama para determinação da pozolanicidade fornecida pela norma NP EM 19-
5, que consiste em um gráfico “Concentração de íons hidróxilos (OH)- x
Concentração em óxido de cálcio (CaO)” que apresenta uma curva de
concentração de saturação em óxido de cálcio. Os resultados deste experimento
consideram o material estudado como pozolânico, se a concentração de
Ca(OH)2 na solução for menor que a concentração de saturação. Desta forma ao
observar o a Figura x percebe-se que quanto mais longe da linha de saturação
estiver o ponto obtido, mais pozolânico é a amostra.

77
É possivel observar que os resultados obtidos para o cimento CPII F32,
utilizado neste experimento, encontram-se acima da linha de saturação, sendo
assim, considerado um material não pozolânico como esperado.
Para as amostras contendo CBCA como substituto parcial do cimento, é
possível observar que os pontos no diagrama estão abaixo da linha de
saturação, significando que há uma baixa concentração de Ca(OH)2 quando
comparadas a amostra referência. Isto significa que o Ca(OH)2 proveniente da
hidratação do cimento do cimento está sendo fixado pelo CBCA, havendo,
assim, a existência de reações pozolânicas. No entanto observa-se que as
amostras contendo a CBCA 600°C possui uma menor de concentração de
Ca(OH)2, e consequentemente maior atividade pozolânica, quando comparada
com a CBCA 500°C e 700°C.
Um estudo realizado por Ribeiro e Morelli (2013) utilizaram o mesmo
método de ensaio para avaliar pozolanicidade de cinzas de bagaço de cana de
açúcar calcinadas nas temperaturas de 600°C, 500°C e 700°C obtendo o mesmo
resultado do presente estudo.
O resultado obtido no presente estudo também ratifica os resultados
encontrados por outros autores (Cordeiro, 2006;Soares, 2010) mostrando que as
cinzas calcinadas em 600°C possuem maior atividade pozolânica quando
comparadas as cinzas calcinadas em 500°C e 700°C.
Porém, como as cinzas calcinadas em três temperaturas diferentes
possuem atividade pozolânica, este estudo recomenda que a CBCA 500°C como
pozolana para substituição parcial do cimento em pastas de argamassas devido
ao consumo menor de energia durante o seu processo de obtenção.

78
Figura x: Resultados de titulação química
Análise de Difração de Raios X das pastas de cimento hidratada com 6.3.2.2
CBCA
a) Análise de DRX das pastas de cimento com CBCA
Os Materiais pozolânicos, quando adicionados ao cimento Portland, interferem
nas propriedades de pastas, principalmente, em razão das reações entre
silicatos e aluminatos amorfos com o hidróxido de cálcio. Desta forma a difração
de raios x (DRX) visa identificar os compostos formados durante a hidratação e
também os compostos cristalinos que compõe o material.
A evolução da hidratação, por difração de raios x, da pasta referência com
cimento CP II F 32 é apresentada na Figura x. Na pasta de referência foram
identificadas as fases calcita, alita, larnita, etringita, portlandita, tobermorita e
hillebrandite.
Primeiramente foi possível observar aos 7 dias a formação do pico principal da
etringita em 9,13 (2θ) e a evolução da mesma aos 28 e 91 dias. A evolução da
intensidade do pico principal da etringita é um indicativo da aceleração da
hidratação do cimento devido a presença do fíller que compõe o cimento
utilizado.
Material Não Pozolânico
Material Pozolânico

79
Apesar de ser um composto por um gel amorfo, o C-S-H é metaestável
apresentando assim fases cristalinas que podem ser visualizadas durante
análises de DRX. Os picos das fases cristalinas dos C-S-H, tobermorita foi
identificada a partir dos 7 dias. Segundo estudos realizados por Richardson
(2008) a tobermorite e a hillebrandite possuem uma relação Ca/Si.
Analisando o difratograma da pasta referência, é possível observar que em
relação ao tempo não houve redução das fases anidras da alita e da larnita. De
acordo com Hoope Filho (2008) este fenômeno citado acima deve estar
associado ao material inerte, que quando adicionado ao sistema cimentício, não
exerce influência sobre a dissolução das fases anidras nas idades iniciais,
porém, atua como agente nucleador para a precipitação dos hidratos.
Na figura x não foi possível identificar os picos das fases brownmerilite e do
aluminato tricálcico, pois os mesmos sofreram o processo de hidratação.
O pico formado em 34 (2θ) é atribuído a fase portlandita, cujo sua formação se
deve a dissolução dos silicatos de cálcio presentes no cimento anidro. Observa-
se que em todos os difratogramas o pico principal da portlandita apresentam as
intensidades semelhantes.
Figura x: DRX da pasta referência

80
No difratograma da Figura x, aos 7 dias de hidratação pode-se observar a
presença de alguns minerais, quando é substituído 20% de cimento por material
pozolânico, como hilebrandita, quartzo e fengita.
É possível visualizar também no difratograma da figura x, aos 7 dias, para
os três tipos de cinza, um indício da reação pozolânica, devido a redução do pico
principal da portlandita em 34 (2θ). Esta redução do pico da portlandita é
atribuída a sua reação com sílica amorfa presente na CBCA. Também foi
possível visualizar um pico em 10,98 (2θ), referente ao mineral hillebrandite (C-
S-H cristalino), resultante da reação pozolânica. Estes resultados estão em
consonância com os estudos realizados por Cordeiro (2006), Souza ( e
Bahurudeen (2015)
Conforme pode ser visualizado na Figura x, verifica-se a redução das fases
da alita e da larnita em relação ao difratograma da pasta referência. Este
comportamento pode ser decorrente da reação de hidratação do cimento. No
pico de 29° (2θ) é possível visualizar o mineral calcita que é formado devido ao
processo de carbonatação de alguns hidróxidos presentes no cimento.
Figura x: Pastas com 20% de CBCA aos 7 dias.
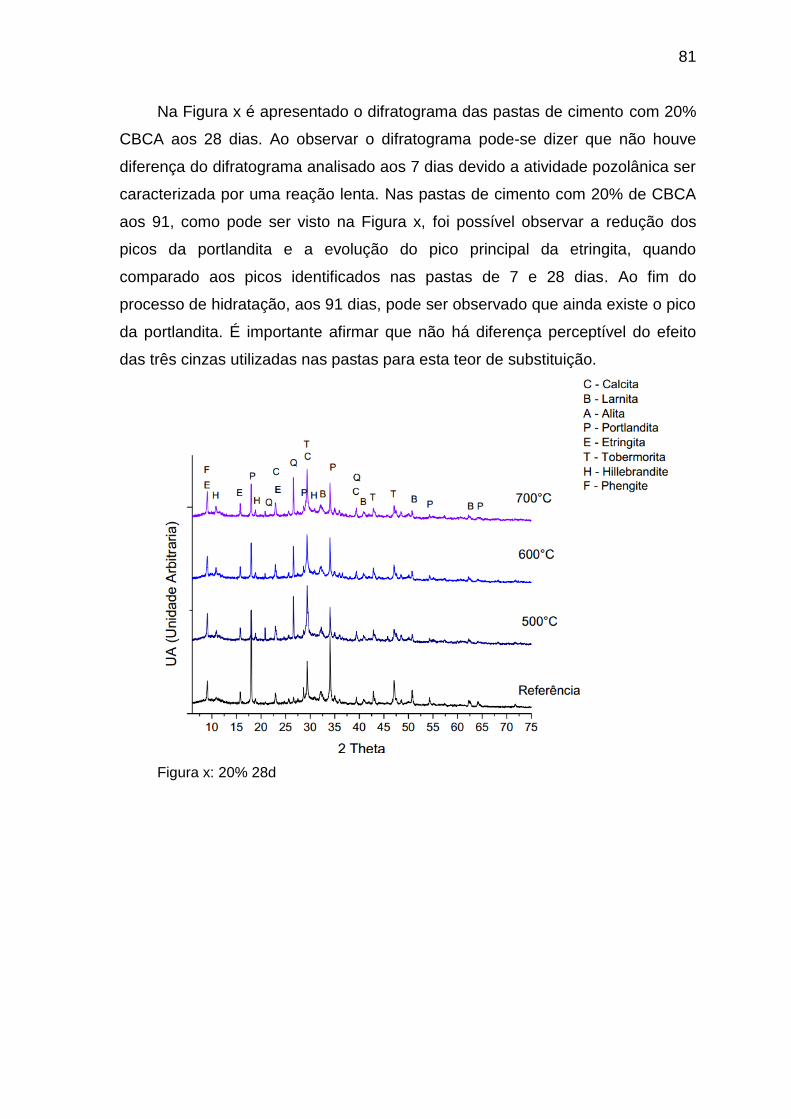
81
Na Figura x é apresentado o difratograma das pastas de cimento com 20%
CBCA aos 28 dias. Ao observar o difratograma pode-se dizer que não houve
diferença do difratograma analisado aos 7 dias devido a atividade pozolânica ser
caracterizada por uma reação lenta. Nas pastas de cimento com 20% de CBCA
aos 91, como pode ser visto na Figura x, foi possível observar a redução dos
picos da portlandita e a evolução do pico principal da etringita, quando
comparado aos picos identificados nas pastas de 7 e 28 dias. Ao fim do
processo de hidratação, aos 91 dias, pode ser observado que ainda existe o pico
da portlandita. É importante afirmar que não há diferença perceptível do efeito
das três cinzas utilizadas nas pastas para esta teor de substituição.
Figura x: 20% 28d

82
Figura x: Pastas com 20% de CBCA aos 91 dias.
Para analisar o consumo da portlandita de forma detalhada, foram
escolhidos os picos principais por não existir interferência de outras espécies
químicas, de acordo com a Figura x. A redução do pico principal da portlandita
em 34 (2θ) é um indicativo do consumo desta fase e maior reatividade
pozolânica. O teor de portlandita das pastas, em idades diferentes, mostra o
consumo gradual com a evolução das reações pozolânicas.
Na Figura x é demonstrado que no fim do processo de hidratação aos 91
dias a CBCA 700 consumiu mais portlandita quando comparada as outras cinzas
analisadas, porém não apresenta uma diferença significativa.

83
Figurax: 20% 91d
No difratograma da Figura x, logo aos 7 dias quando é substituído 35% de
cimento por material pozolânico, é possível visualizar o consumo dos picos
principais da portlandita em (2), indicando que esta proporção utilizada
apresentou uma aceleração da reação pozolânica.
35% 7d

84
No difratograma da Figura x aos 28 dias é possível observar que os dois
picos principais da portlandita em (2), foram totalmente consumidos.
35% 28d
No difratograma da Figura x aos 28 dias é possível observar que os dois
picos principais da portlandita em (2), foram totalmente consumidos

85
35% 91 d
C) 35% 91d

86
Análise Termogravimétrica das pastas de cimento hidratada com CBCA 6.3.2.3
Na análise termogravimétrica é possível determinar a perda de massa da
amostra em função da temperatura. As parcelas de perda de massa, conforme a
faixa de temperatura, são atribuídas à decomposição térmica dos compostos
hidratados. Portanto
7. REFERÊNCIA BIBLIOGRÁFICA
ABRELPE. www.abrelpe.org.br. www.abrelpe.org.br, 2013. Acesso em: 20 set
2014.
ANTIOHOS, S. K. Influence of quicklime addition on the mechanical properties
and hydration degree of blended cements containing differet fly ashes.
Consruction and Building Materials, v. 22, p. 1191-1200, 2008.
ARONI, A. S. Avaliação da biomasa e qualidade de madeira do híbrido Pinus
tecunumannii X Pinus caribaea var. hondurensis pela técnica de atenuação
da radiação gama do 241 Am. Universidade Estadual Paulista. Botucatu, p.
136. 2005.
BAHURUDEEN, A.; SANTHANAM, M. Influence of different processing methods
on the pozzolanic performace of sugar cane bagasse ash. Cement & Concrete,
v. 56, p. 32-45, 2015.
87
BATTAGIN, A. F. Cimento Portland. In: ISAIA, C. G. Concreto Ciência e
Tecnologia. São Paulo: IBRACON, v. 1, 2011. Cap. 66.
BERNSTEIN, L; ROY, K.C. J; DELHOTAL, J;HARNISCH R., MATSUHASHI L., Price, K.
Climate change 2007: mitigation. Cambridge. New York. 2007.
BOSMANS, A. The crucial role of waste-to-energy technologies in enhanced
landfill mining: a technology review. Journal of Cleaner Production, Heverlee,
p. 10-23, 2012.
BRAND, R; PULLES, T; VAN GIJLSWIJK, R; FRIBOURG-BLANC, B; COURBET,
C. European pollutant emission register. 2004.
BRIDGWATER, A. V. Review of fast pyrolysis of biomass and product upgrading.
Biomass and Bionergyy, v. 21, p. 68-94, 2012.
CALEGARI, L. et al. Características de algumas biomassas usadas na geração
de energia no sul do Brasil. Biomassa e energia, v. 2, n. 1, p. 37-46, 2005.
CASSAL, S. B. Durabilidade de concreto com adição de casca de arroz frente ao
ataque por ácidos, Porto Alegre, 2000.
CENBIO. Tecnologias de aproveirtamento de biomassa. www.biomassabr.com,
2014. Disponivel em:
<http://www.biomassabr.com/bio/resultadonoticias.asp?id=779>. Acesso em: 7
maio 2014.
CENTURIONE, S. L.; MARINGOLO, V.; PECHHIO, M. Cadeia de
transformações cristaloquímicas de minerais naturais em cimento Portland e
concreto. Congresso Brasileiro de Cerâmica, João Pessoa, n. 47, 2003.
CIENFUGOS, F.; VAISTMAN, D. M. Análise instrumental.: Interciência, 2000.
CINCOTTO, A. M. Reações de Hidratação e Pozolânicas. In: ISAIA, C. G.
Concreto: Ciência e Tecnologia. São Pauolo: IBRACON, v. 1, 2011. Cap. 11.
CONAB. www.conab.gov.br. www.conab.gov.br, 2013. Disponivel em:
<www.conab.gov.br>. Acesso em: 14 agosto 2015.

88
COOK, D. J. Calcined clay, shale and oil soils. Cement replacement materials,
1986.
CORDEIRO, G. C. Utilização de Cinzas Ultrafinas de Bagaço de Cana de Açúcar
e de Cinza de Casca de Arroz como aditivos em concretos, Abril 2006.
CORDEIRO, G. C. et al. Estudo do processo de moagem da cinza do bagaço
da cana de açúcar visando seu emprego como aditivo mineral para
concreto. Conferência Brasileira de Materiais e Tecnologias Não-
Convencianais. Pirassununga: novembro 2004.
CORDEIRO, G. C. et al. Pozzolanic activityy and filler effect of sugar cane
bagasse ash in Portland cement and lime mortars. Cement and Concrete
Composites, v. 30, p. 410-418, 2008.
CORDEIRO, L. D. N. P. Análise da Avaliação do Índice de Amorfismo da
Cinza da Casca de Arroz Sobre Atividade Pozolânica. Universidade Federal
do Rio Grande do Sul. Porto Alegre. 2009.
CORTEZ, L. A. B.; LORA, E. E. S.; GOMES, E. Biomassa para energia,
Campinas, p. 728, 2008.
DAL MOLIN, C. D. Adições Minerais. In: ISAIA, C. G. Concreto: Ciência e
Tecnologia. São Paulo: IBRACON, v. 1, 2011. Cap. 8.
DEER, W. A.; HOWIE, R. A.; ZUSSMAN,. Minerais constituintes das rochas -
Uma introdução. Lisboa: Fundação Caloust Gulbenkain, n. 2, p. 558, 1992.
DIAMOND, S. The microstructure of cement past and concrete - a visual primer.
Cement and Concret, v. 266, p. 919-933, 2004.
EMOTO, T.; BIER, T. A. Rhelogical behavior as influenced by plasticizers and
hydration kinects. Cement and Concrete Research, v. 37, p. 647-654, 2007.
FERREIRA, J. C. C. Hidrólise enzimática e digestão anaeróbia do bagaço de
cana de açúcar aproveitamento energético. Universidade Federal de Campina
Grande. Campina Grande. 2011.

89
FERREIRA, O. C. Teor de carbono em combustíveis da biomassa. Economia e
Energia, Rio de Janeiro, v. 57, 2006.
FIESP/CIESP. Ampliação da oferta de energia através da biomassa (bagaço
de cana de açúcar). FIESP/CIESP.p. 90. 2001.
FREIRE, W. J. F.; BERALDO, A. L. Tecnologias e materiais alternativos de
construção. São Paulo: Unicamo, 2005.
FRÍAS, M.; VILLAR, E.; SAVASTANO, H. Brazillian sugar cane bagasse ashes
from the cogeneration industry as active pozzolan for cement manufacture.
Cement and Concrete Composites, v. 33, p. 490-496, 2011.
GOMES, P. C. C. Estudo de parâmetros que influenciam a produção e as
proprieadades dos concretos de alta resistência. Universidade Federa do Rio
de Janeiro. Rio de Janeiro. 1995.
HABERT, G.; ROUSSEL, N. Study of two concrete mix-design strategies to
reach. Cement and Concrete Composites, v. 31, p. 397-402, 2009.
HASANBEIGI, L.; PRINCE, E. L. I. N. Emerging energy efficiency and CO2
emission reduction tecnhnologies for cement and concret production. Reneable
and Sutaineble Energy Reviews, v. 16, p. 622-623, 2012.
IBGE. Levantamento sistemática da produção agrícola. www.ibge.net, 2005.
Disponivel em: <http://www.ibge.net/home/estatistica>. Acesso em: 2014.
IPT. Lixo municipal: manual de gerenciamento inegrado. IPT. 2000.
JAWED, I.; SKALNY, J.; YOUNG, J. F. Hydration of portland cement. In:
BARNES, P. Structure and performance of cement. 1983. p. 237-318.
KADRI, E. H.; DUVAL, R. Effect of ultrafine particles on heat of hydration of
cement mortars. ACI Materials Journal, v. 99, p. 138-142, março 2002.
KIVAISI , A. K.; ELIAPENDA, S. Application of Rumen microorganism for
enhanced anaerobic degradation of bagasse and maize bran. Biomass &
Bionergy, v. 8, p. 45-50, 1995.
90
KLAUTAU, J. V. P. Análise experimental de uma fornalha a lenha de fluxo
concorrente para secagem de grãos. UFPR. Curitiba. 2008.
LEAL, M. R. The potential of sugar cane as an energy source proceedings of the
international society of sugar cane technologists, 2007.
LIMA, S. A. et al. Análise de argamassas confeccionadas com a cinza de bagaço
de cana de açúcar em subsituição ao agregado miúdo. Revista Tecnologia, n.
Especial, p. 87-97, 2009.
LORA, B. A. Potencial de geração de créditos de carbono e perspectivas de
modernização do setor sucroalcooleiro do Estado de São Paulo através do
mecanismo de desenvolvimento limpo. Universidade de São Paulo. 2008.
LUDOVICE, M. T. Estudo do efeito poluente da vinhaça infiltrada em canal
condutor de terra sobre o lençol freático. Unicamp. Campinas. 1996.
MACKNEDRY, P. Energy production from biomass: overview of biomass.
Bioresource Tecnhology, v. 83, p. 37-46, 2002.
MARTINI, P. R. R. Conversão pirolítica de bagaço residual da indústria de
suco de laranja e caracterização química dos produtos. Universidade Federal
de Santa Maria. Santa Maria. 2009.
MEHTA, P. K.; MONTEIRO, J. M. Concreto: Estrutura, Propiedades e Materiais.
3. ed. São Paulo: Pini, 2014.
MINISTÉRIO DA CULTURA, P. E. A. MAPA2, 2012. Disponivel em:
<www.agricultura.gov.br>. Acesso em: 23 abril 2015.
MIRANDA, C. R. Pastas de cimento de alta compacidade para poços de
petróleo-processo de formulação, propriedades reol´pogicas, resistência
mecânica e química. Instituto Militar de Engenharia. Rio de Janeiro. 2008.
MORALES, E. V. et al. Effects of calcining conditions on the microestructure of
sugar cane wastes ashes (SCWA): Influence in he pozzolanic activation. Cement
& Concrete Composites, v. 31, p. 22-28, 2009.

91
NETO, F. R.; NUNES, D. S. S. Cromatografia: príncipios básicos e técnicas afins.
Intercência, Rio de Janeiro, p. 23-29, 2003.
NUNES, L. J. R.; MATIAS, J. C. O.; CATALÃO, J. P. S. Mixed biomass pellets for
thermal energy production: A review of combustion models. Applied Energy, v.
127, p. 135-140, 2014.
ODLER, I. Hydration, setting and hardening of portland cement. 4. ed.
Oxford: Elsevier, 1998.
PANDEY, A. et al. Biotechnological potential of agroindustrial residues.
Bioresource Technology, v. 74, n. 69-80.
PAULON, V.; KIRCHHEIN, A. P. Nanoestrutura e Microestrutura do Concreto
endurecido. São Paulo: IBRACON, v. 1, 2011.
PAYÁ, J. Studies in its properties for reusing in concrete production. Journal of
Chemical Tecnology and Biotechnology, Oxforde, n. 77, p. 321-325, 2002.
PELLEGRINI, M. C. Inserção de cenrais co-gerados a bagaço de cana de
açúcar no parque energético do Estado de São Paulo: exemplos de
aplicações de meodologia para análise dos aspectos locacionais e de
integração energética. USP. São Paulo. 2002.
QUARCCIONI, V. A. Influência da cal hidratada nas idades iniciais da
hidratação do cimento portland - estudo em pasta. Universidade de São
Paulo. São Paulo. 2008.
RAMACHANDRAN, V. S.; BEAUDOIN, J. J. Handbook of analytical
techiniques in the concrete science technology: principles, techniques and
applications. Otawa: Noyes Publications, 1999.
RIBEIRO, D. V.; MORELLI, M. R. Effect of calcination temperature on the
pozzolanic activit of brazillian sugar cane bagasse ash (SCBA). Materials
Research, São Carlos, v. 17, 2013.

92
RODRIGUES, L. D. Uso de bbriquetes compostos para produção de energia
no Estado do Paraná. Encontro de Energia no Meio Rural.: 2008.
RODRÍGUEZ, M. F. Uso de água na produção de etano de cana de açúcar.
Unicamp. Campinas. 2010.
SANTIAGO, F. L. S. Estudo da viabilidade técnica e economica para
aproveitamento de cascas de Eucalyptus gerados no processo de
fabricação de painéis de madeira. Faculdade de Ciências Agronômicas.
Botucatu, p. 89. 2007.
SCHNEIDER, V. Manual de gerenciamento de resíduos sólidos. CLR Balieiro.
2002.
SOUTO, J. M.; VANDERLEI, R. D.; NUNES, I. H. S. Avaliação da cinza do
bagaço de cana de açúcar em substituição parcial de cimento portland na
produção de concretos. 51° Congressso Brasileiro de Concreto. 2009.
SOUZA, L. M. S. Estudo de hidratação da nanoidentação de pastas de cinza
de casca de arroz e cinza do bagaço de cana de açúcar com hidróxido de
cálcio. Universidade Federal do Rio de Janeiro. Rio de Janeiro. 2011.
TAYLOR, W. H. F. Cement Chemistry. London: Thomas Telford, v. 2, 1998.
WBCSD. Cement Sustainability Iniative: Cement Industry Energy and CO2
Performance "Getting the Numbers Right", Geneva and Washington DC, 2014.
Disponivel em:
<http://www.wbcsd.org/DocRoot/IV5ZFD9dEsJoSb3h7kxM/csignrreportwithlabel.
pdfAcessadoem>. Acesso em: 15 setembro 2015.
WINTER, N. B. Understanding Cement: An introduction to cement production,
cement hydration and deleterious processes in concrete. Publisher WHD
Microanalysis Consultants Ltd, v. 1, 2009.
WWF. A blueprint for a climate friendly cement industry, 2014. Disponivel em:
<http://wwf.pamda.org./aboutourerath/all_publications/?15162/Ablueprintforaclim
atefriendlycement-ndustry>. Acesso em: abril 2015.

93

94
7. RESULTADOS ESPERADOS
Ao concluir esta pesquisa, espera-se obter os seguintes resultados:
a) Obter uma caracterização completa do BCA, visto que, a mesma influencia diretamente nos resultados de potencial calorífico
que serão obtidos;
b) Espera-se quantificar e qualificar os gases gerados durante a queima do BCA, chegando observando se este processo é, de
fato, menos poluente do que o processo de produção de cimento;
c) Espera-se obter resultados de potencial calorífico do BCA expressivos e quantificar os gases gerados no processo de
calcinação;
d) Espera-se determinar qual a temperatura adequada de calcinação do BCA a fim de se obter uma CBCA com maior
reatividade pozolânica;
Avaliar se a CBCA pode atuar como substituto parcial ao cimento, obtendo vantagen

95
6. IMPACTOS
6.1. Acadêmicos
O presente estudo irá contribuir para fortalecer pesquisas científicas que visem o uso mais
eficiente da biomassa como fonte energética e consolidar o uso de resíduos agroindustriais na
substituição do cimento;
Resultará na dissertação para obtenção do título de mestrado no programa de Mestrado em
Engenharia Ambiental Urbana (MEAU) da UFBA (Universidade Federal da Bahia);
Resultará na publicação de diversos artigos em congressos e revistas científicas promovendo
discussões do tema abordado;
6.2. Científicos
Uma abordagem diferenciada que envolve a utilização de um resíduo como fonte renovável e
utilização de um subproduto como substituto parcial do cimento Portland;

96
Resultados que possibilitará consolidar o bagaço de cana de açúcar como uma biomassa eficiente
para produção de energia renovável, além de também poder comprovar que cinza de bagaço de cana
de açúcar pode ser considerada uma material cimentício suplementar;
6.3. Tecnológicos
Desenvolvimento de um material que pode servir como fonte de energia renovável e limpa;
Desenvolvimento de um material menos impactante, por técnicas pouco discutidas, que terá como
objetivo substituir parcialmente o cimento Portland.
6.4. Ambiental
Reduzir o uso de recursos naturais não renováveis para produção de energia, reduzir os impactos
ambientais causados pela indústria cimenteira, assim como também reduzir a emissão de gases
poluentes na atmosfera que contribuem para acelerar o processo do efeito estufa.
6.5. Social

97
Dar um valor financeiro a dois resíduos gerados na indústria sucroalcooleira, onde, a sua
valorização irá contribuir para o incentivo do uso de fontes energéticas mais renováveis influenciando
na geração de mais fontes de emprego e reduzir os impactos ambientais que afetam diretamente a
sociedade por meio da geração de gases poluentes.
7.6. CRONOGRAMA
Atividades 2015
Mar Abr Maio Jun Jul Ago Set Out Nov Dez
Revisão de Literatura
Coleta do BCA
Calcinação do BCA
Determinação do teor de umidade
Análises térmicas
Determinação de STV
Determinação do teor de cinzas
Determinação do teor de carbono
Determinação do PC
Quantificação de gases
Caracterização das matérias primas
Analises pré-liminares
Moldagem dos corpos de prova
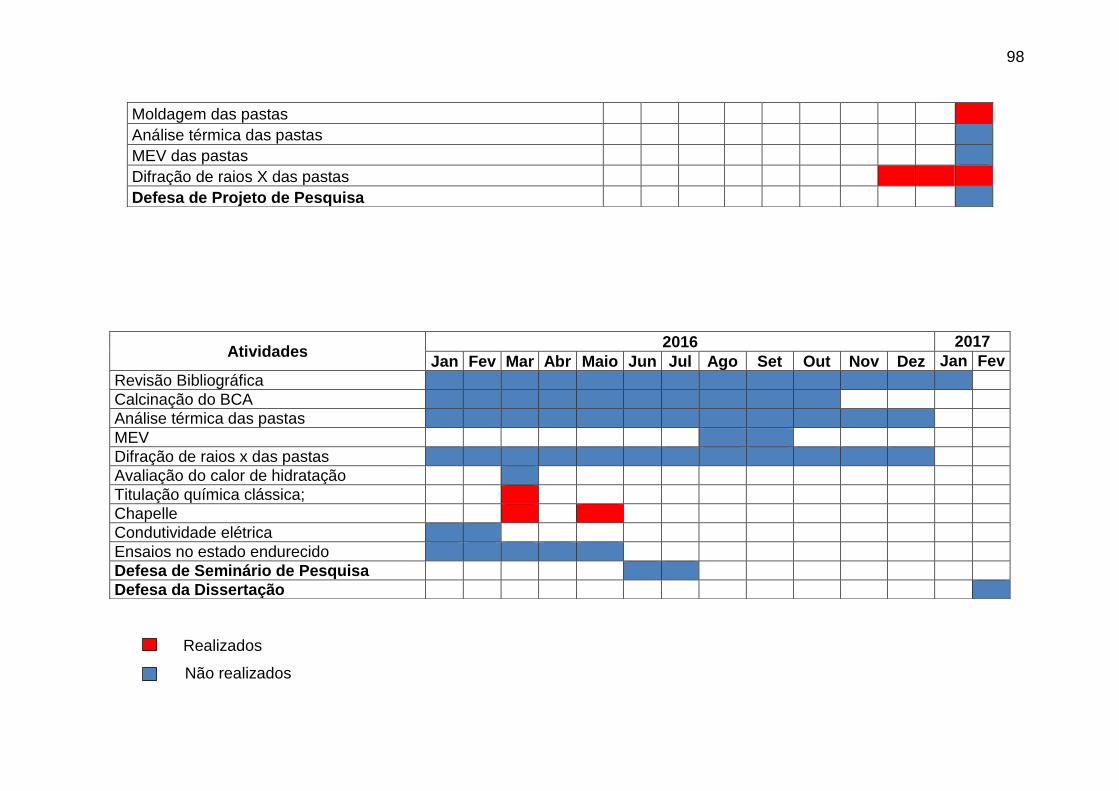
98
Moldagem das pastas
Análise térmica das pastas
MEV das pastas
Difração de raios X das pastas
Defesa de Projeto de Pesquisa
Atividades 2016 2017
Jan Fev Mar Abr Maio Jun Jul Ago Set Out Nov Dez Jan Fev
Revisão Bibliográfica
Calcinação do BCA
Análise térmica das pastas
MEV
Difração de raios x das pastas
Avaliação do calor de hidratação
Titulação química clássica;
Chapelle
Condutividade elétrica
Ensaios no estado endurecido
Defesa de Seminário de Pesquisa
Defesa da Dissertação
Realizados
Não realizados